Embed Size (px)
Citation preview

UNIVERSIDADE DE SÃO PAULO ESCOLA DE ENGENHARIA DE LORENA
PROPOSTA DE REDUÇÃO DE RESÍDUO SÓLIDO INDUSTRIAL DE UM PRODUTO MÉDICO HOSPITALAR DEVIDO A UM DEFEITO DE
QUALIDADE
Giovana dos Santos Bissoli
Orientador: Prof. Dr. Marco Antonio Carvalho Pereira
LORENA
2018

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIOCONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE
Ficha catalográfica elaborada pelo Sistema Automatizadoda Escola de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
Bissoli, Giovana dos Santos Proposta de redução de resíduo sólido industrial deum produto médico hospitalar devido a um defeito dequalidade / Giovana dos Santos Bissoli; orientadorMarco Antonio Carvalho Pereira. - Lorena, 2018. 49 p.
Monografia apresentada como requisito parcialpara a conclusão de Graduação do Curso de EngenhariaAmbiental - Escola de Engenharia de Lorena daUniversidade de São Paulo. 2018
1. Resíduos sólidos. 2. Melhoria de processo. 3.Estudo de caso. I. Título. II. Pereira, Marco AntonioCarvalho , orient.

GIOVANA DOS SANTOS BISSOLI
PROPOSTA DE REDUÇÃO DE RESÍDUO SÓLIDO INDUSTRIAL DE UM PRODUTO MÉDICO HOSPITALAR DEVIDO A UM DEFEITO DE
QUALIDADE
Monografia apresentada a Escola de Engenharia de Lorena – Universidade de São Paulo como requisito parcial para a obtenção de título de Engenheira Ambiental.
Orientador: Prof. Dr. Marco Antônio Carvalho Pereira
LORENA
2018

RESUMO
Atualmente, as empresas estão enfrentando um grande desafio para atingir grandes
resultados de maneiras simples e práticas para prevenir a geração de resíduos e diminuir
os seus impactos na natureza. O presente trabalho busca propor, para a empresa estudada,
estratégias que ajudem a reduzir um defeito de qualidade de um produto médico-
hospitalar com um intuito de diminuir o resíduo sólido industrial gerado. Para que esse
objetivo fosse alcançado foi feita uma revisão bibliográfica contendo uma explicação da
metodologia DMAIC e de ferramentas de qualidade. Um estudo de caso foi realizado em
uma empresa do ramo médico-hospitalar utilizando as três primeiras etapas (Definir,
Medir e Analisar) da metodologia DMAIC. Na etapa Definir, foram usadas ferramentas
como fluxograma, SIPOC, Project Charter e Ishikawa para a obtenção de conhecimento
sobre o processo e do defeito estudado. A partir dessas informações, dados relevantes
foram coletados, na etapa Medir, através de planilhas. Em seguida, na etapa Analisar, os
dados coletados permitiram que a análise fosse feita de forma qualitativa (observação in
loco da operação e dos operadores) e quantitativa. As principais estratégias propostas para
redução do defeito foram: (i) manter o operador fixo em sua atividade; (ii) gênero do
operador; (iii) mudança da definição do padrão do defeito; e (iv) alteração em
procedimentos operacionais. Por fim, o trabalho aponta que caso a empresa opte em
adotar as estratégias sugeridas, deverá obter uma diminuição de aproximadamente 30%
na quantidade de resíduo sólido do produto estudado.
Palavras chave: Resíduo sólido – melhoria de processo – estudo de caso

ABSTRACT
In current scenarios, companies are facing a major challenge to achieve great results to
prevent waste generation and reduce their impacts on nature in simple and practical ways.
The present work propose strategies for the company studied that help reduce a quality
defect of a medical-hospital product in order to reduce the generated solid industrial
waste. In order to achieve this objective, a bibliographic review was carried out containing
an explanation of the DMAIC methodology and quality tools. A case study was carried
out in a medical-hospital company using the first three steps (Define, Measure and
Analyze) of the DMAIC methodology. In the Define stage, tools such as flowchart,
SIPOC, Project Charter and Ishikawa were used to obtain knowledge about the process
and the defect studied. From this information, relevant data were collected, in the Measure
stage, through spreadsheets. Then, in the Analyze stage, the collected data allowed the
analysis to be done in a qualitative way (on-site observation of the operation and
operators) and quantitative. The main strategies proposed to reduce the defect were: (i) to
keep the operator fixed in his activity; (ii) gender of the operator; (iii) changing the default
setting; and (iv) change in operating procedures. Finally, the study points out that if the
company chooses to adopt the suggested strategies, it should achieve around 30%
reduction in the amount of solid residue of the product studied.
LISTA DE FIGURA
Figura 1 – Exemplo de símbolos de um fluxograma ...................................................... 16
Figura 2 – Fluxograma do processo ............................................................................... 20
Figura 3 - SIPOC ............................................................................................................ 24
Figura 4 – Project Charter ............................................................................................. 25
Figura 5 - Ishikawa ......................................................................................................... 25
Figura 6 - Planilha de coleta de dados dos tabletes com o defeito X. ............................ 27
Figura 7 - Planilha de coleta de dados relacionados ao peso dos tabletes com o defeito X
........................................................................................................................................ 28
Figura 8 – Exemplo da utilização da Figura 7 ................................................................ 29
Figura 9 – Exemplo da utilização da Figura 8 ................................................................ 30
Figura 10 – Proposta de fluxograma das atividades do operador para o novo processo 44
Figura 11 – Fluxograma do ponta para o novo processo ................................................ 45

LISTA DE GRÁFICO
Gráfico 1 – Frequência de peso na amostra .................................................................... 32
Gráfico 2 – Gráfico de Distribuição Normal .................................................................. 33
Gráfico 3 - Quantidade de defeito X encontrados por molde ........................................ 35
Gráfico 4 - Quantidade do defeito por operador............................................................. 36
Gráfico 5 – Taxa de defeito X por operador ................................................................... 38
Gráfico 6 – Correlação taxa de defeito x tempo de casa ................................................ 39

LISTA DE TABELAS
Tabela 1 – Significado da escala sigma .......................................................................... 13

SUMÁRIO
1. INTRODUÇÃO ...................................................................................................... 10
1.1. Contextualização ................................................................................................. 10
1.2. Objetivo geral ...................................................................................................... 11
1.3. Objetivos específicos ........................................................................................... 11
2. FUNDAMENTAÇÃO TEÓRICA .......................................................................... 12
2.1. Six Sigma ou Seis Sigma ..................................................................................... 12
2.1.1. Histórico ................................................................................................... 12
2.1.2. Conceito .................................................................................................... 13
2.2. A Metodologia Seis Sigma e o DMAIC .............................................................. 14
2.3. Ferramentas para implementação do DMAIC ..................................................... 15
2.3.1. SIPOC ....................................................................................................... 15
2.3.2. Fluxograma ............................................................................................... 15
2.3.3. Project Charter ......................................................................................... 16
2.3.4. Diagrama Ishikawa ................................................................................... 16
3. METODOLOGIA ................................................................................................... 18
3.1. O Objeto de Pesquisa ........................................................................................... 18
3.1.2. O processo de produção ........................................................................................ 18
3.2. O Problema existente ........................................................................................... 20
3.3. A proposta de Solução ......................................................................................... 21
3.4. Método de Pesquisa ............................................................................................. 21
4. RESULTADOS E DISCUSSÕES .......................................................................... 23
4.1. Estrutura conceitual teórica ................................................................................. 23
4.2. Planejamento dos casos ....................................................................................... 23
4.3. Coleta de dados .................................................................................................... 28
4.4. Análise de Dados ................................................................................................. 30
4.4.1. Cálculo do tamanho amostral ................................................................... 31
4.4.2. Tratamento dos dados e análise estatística ............................................... 32
4.4.3. Dados relacionados aos moldes ................................................................ 34
4.4.4. Dados relacionados ao operador. .................................................................. 36

4.4.5. Dados relacionados ao turno ......................................................................... 41
4.4.6. Dados relacionados ao gênero do operador................................................... 41
4.5. Propostas de melhorias ........................................................................................ 41
4.5.1 – Proposta 1: Tempo do operador em sua função .......................................... 42
4.5.2 – Proposta 2: Gênero ...................................................................................... 42
4.5.3 – Proposta 3: Mudança da definição do defeito ............................................. 42
4.5.4 – Proposta 4: Alterações em procedimentos da área ...................................... 43
5. CONCLUSÕES ....................................................................................................... 46
REFERÊNCIAS BIBLIOGRÁFICAS ........................................................................... 47

10
1. INTRODUÇÃO
Este capítulo aborda os princípios introdutórios desta monografia. Subdivide-se em:
Contextualização, Justificativa, Objetivo geral e Objetivos específicos.
1.1. Contextualização
Durante muito tempo, as questões ambientais foram ignoradas devido a grande
necessidade do crescimento econômico. A Revolução Industrial conduziu grandes
mudanças na agricultura, na mineração, nas indústrias de manufatura, de transporte, entre
outras, melhorando a qualidade de vida dos seres humanos. Mas, ao mesmo tempo,
indiretamente transcorreram mudanças que prejudicam a natureza.
Estas mudanças vêm elevando a poluição do ar, da água e do solo, provocando chuvas
ácidas, esgotando as riquezas do planeta, causando extinções de espécies, destruindo a
camada de ozônio, causando o efeito estufa e gerando grandes quantidades de resíduos
sólidos.
Ao longo dos últimos 50 anos, as questões relacionadas ao meio ambiente não
poderiam ser mais negligenciadas, sendo assim, inúmeras conferências foram realizadas
na tentativa de encontrar os melhores mecanismos para um desenvolvimento industrial
sustentável. Para Gerent (2016), Berchin e Carvalho (2015) as conferências mais
importantes são: Conferência de Estocolmo em 1972 na Suécia, a Rio Eco 92 em 1992
no Brasil, o Protocolo de Kyoto no Japão em 1997, o Rio+10 em 2002 no Brasil, a
Conferência das Nações Unidas sobre as Mudanças Climáticas e a Rio+20 em 2012 no
Brasil.
Um dos tópicos de grande preocupação que a Revolução Industrial trouxe foi o
desenvolvimento de uma sociedade consumista, no qual ao longo do tempo, ocorreu uma
massificação da sociedade de consumo com o barateamento dos bens duráveis e não
duráveis produzidos em grande escala e diretamente relacionado a esta sociedade
consumista, e a massificação da sociedade de consumo, surge uma grande geração de
resíduos sólidos industriais.
Diante de tantos dados e fatos de que a industrialização vem causando mudanças na
natureza, atualmente, existe um grande desafio no qual as indústrias buscam atingir
grandes resultados de maneiras simples e práticas para prevenir a geração de resíduos e
diminuir os seus impactos na natureza. Mas para isso, é necessário o estudo detalhado do

11
processo a fim de identificar possibilidades de melhorias, que não precisam ser
necessariamente estruturais, mas, também apresentando foco na eficiência de uso de
matérias-primas, energia, água, minimização ou reciclagem dos resíduos, gerando
benefícios ambientais, econômicos e de saúde ocupacional.
Neste contexto, esta monografia analisa a necessidade real de uma indústria de
produtos para o segmento hospitalar de diminuir a geração de resíduos sólidos industriais
provenientes de um produto. Para isso será realizada uma proposta de diminuição dos
resíduos sólidos industriais tendo em vista questões financeiras e de sustentabilidade que
devem ser perseguidas por todos os setores da sociedade.
1.2. Objetivo geral
Propor estratégias para a redução de um defeito de qualidade de um produto médico
hospitalar, bem como do passivo ambiental gerado.
1.3.Objetivos específicos
• Propor melhorias no processo de produção de um produto médico hospitalar a fim
de reduzir um determinado defeito específico;
• Analisar os padrões de qualidade que levam a determinação deste determinado
defeito a fim de verificar a possível existência de um rigor excessivo nos padrões atuais;
• Propor modificações em procedimentos de análise de Laboratórios feitas para a
determinação do defeito; e
• Mensurar o impacto financeiro da redução do passivo ambiental.

12
2. FUNDAMENTAÇÃO TEÓRICA
Este capítulo compreende uma revisão bibliográfica dos assuntos que serão
relevantes no ponto de vista da elaboração e execução desta monografia.
2.1. Six Sigma ou Seis Sigma
2.1.1. Histórico
Seis Sigma surgiu no início de 1987, quando os conceitos de Deming sobre a
variabilidade de processos influenciaram a indústria Motorola a iniciar uma série de
estudos sobre os conceitos de variabilidade dos processos de produção (ECKES, 2001).
Para Senapati (2004), tais estudos apresentavam como desafio produzir produtos sem
defeitos para conseguir aumentar a confiabilidade na marca e a redução de perdas devido
ao crescente aumento de reclamações sobre os produtos manufaturados dentro do período
de garantia. Para atingir este objetivo, a Motorola criou um programa interno que foi
denominado Seis Sigma, cuja meta era reduzir a ocorrência de defeitos para a ordem de
3,4 partes por milhão de oportunidades (0,00034%).
Para Thevnin (2004) a partir dos resultados obtidos pela Motorola, o programa Seis
Sigma passou a ser reconhecido e adotado por grandes indústrias como a IBM em 1990
e a General Eletric em 1996.
Mas, segundo Bañuelas (2002) a popularização do Seis Sigma deve-se a General
Eletric, que a partir da aplicação do Seis Sigma conquistou a posição de uma das
corporações mais bem-sucedidas dos Estados Unidos, registrando depois de três anos de
sua aplicação uma economia de mais de US$ 1,5 bilhões.
E no Brasil, segundo Werkema (2002), o Seis Sigma foi introduzido, a partir de 1997,
quando o Grupo Brasmotor introduziu o programa em suas atividades e apurou, em 1999,
ganhos de R$ 20 milhões.

13
2.1.2. Conceito
Segundo Werkema (2012), o sigma é uma estatística calculada para o mapeamento
do desempenho das características críticas para a qualidade em relação às especificações.
A tabela 1 apresenta para cada um dos níveis sigma de 1 a 6 o Nível de Qualidade e
a Taxa de Erro, ambos em porcentagem, bem como o número Defeitos por Milhão de
Oportunidade (DPMO).
Tabela 1 – Significado da escala sigma
Nível Sigma Nível da qualidade (%)
Taxa de erro (%)
Defeitos por milhão de oportunidade (DPMO)
1,0 30,9 69,1 691.462
2,0 69,1 30,9 308.538
3,0 93,3 6,7 66.807
4,0 99,38 0,62 6.210
3,0 99,977 0,023 233
6,0 99,99966 0,00034 3,4
Fonte: Harry e Schroeder (2000)
Pande, Neuman e Cavanagh (2001, p13) assim definem Seis Sigma:
[...] um sistema abrangente e flexível para alcançar, sustentar e maximizar o sucesso industrial. Seis Sigma é singularmente impulsionado por uma estreita compreensão das necessidades dos clientes, pelo uso disciplinado de fatos, dados e análise estatística e pela atenção diligente à gestão, melhoria e reinvenção dos processos de negócios.
Para Werkema (2002), trata-se de uma estratégia gerencial disciplinada e
altamente quantitativa, como foco de aumentar drasticamente a lucratividade das
indústrias, por meio da melhoria da qualidade de produtos e processos e o aumento da
satisfação de clientes e consumidores.

14
2.2. A Metodologia Seis Sigma e o DMAIC
Segundo Pande, Neuman, Cavanagh (2001) a maioria dos processos de qualidade se
baseia no método de gestão do PDCA (Plan, Do, Check, Act) que descreve a lógica básica
da melhoria baseada em dados. Baseado no ciclo do PDCA, uma ferramenta denominada
DMAIC ajuda a obter o desempenho Seis Sigma em um processo, divisão ou indústria.
Essas cinco fases são: Define (Definir), Measure (Medir), Analyse (Analisar), Improve
(Melhorar) e Control (Controlar).
Segundo Holanda, Souza e Francisco (2013) a fase definir busca a identificação do
problema, bem como o seu escopo, metas e definição da equipe. Algumas perguntas
podem ajudar a construir esta etapa, como: qual o problema a ser resolvido no projeto,
quem são os clientes e fornecedores, qual a meta pretendida, qual o ganho correspondente
e qual processo que está relacionado com o problema.
Já a fase medir, segundo Holanda, Souza e Francisco (2013), conta com ações
relacionadas as características que deverão ser monitoradas, à mensuração do
desempenho dos processos e à quantificação da variabilidade dos mesmos. É o momento
no qual ocorre a validação do problema ou problemas do processo e a medição dos passos-
chave/entradas. Para ajudar a construir esta etapa algumas perguntas podem nortear o
caminho, como: qual o estado atual do projeto e os dados são confiáveis.
Holanda, Souza e Francisco (2013) dizem que a fase analisar é a fase na qual ocorre
à análise dos dados obtidos na fase anterior (medir) com o objetivo de desenvolver
hipóteses causais e identificar as causas raiz. Para ajudar no desenvolvimento desta etapa,
algumas perguntas podem ser feitas, como: quais são as causas raiz que devemos atacar
para melhorar o resultado de interesse, quais são as causas raiz que podemos comprovar
com gráficos e com análise estatística. Nessa etapa, uma relevante ferramenta utilizada é
FMEA, mas também são usadas análise de gráficos, estatística e ferramentas qualitativas.
Segundo Holanda, Souza e Francisco (2013) a fase melhorar consiste,
principalmente, na identificação de ideias para remover causas-raiz, testa-las e executa-
las a fim de verificar sua eficiência. Para simplificar esta fase algumas perguntas podem
ser usadas como guia, por exemplo: quais são as possíveis ações de melhoria, todas as
melhorias propostas podem ser transformadas em soluções com possibilidade de
implementação, como testar as soluções escolhidas com a finalidade de garantir o alcance
da meta.
15
E na fase controlar, Holanda, Souza e Francisco (2013) dizem que é a fase na qual
são desenvolvidas medidas que monitorem os resultados e que garantam a
sustentabilidade do desempenho desejado. Nesta etapa algumas perguntas podem facilitar
a sua realização, como: a meta e os resultados foram alcançados, quais controles foram
estabelecidos para garantir a sustentabilidade das melhorias feitas, como será feito este
acompanhamento.
2.3. Ferramentas para implementação do DMAIC
2.3.1. SIPOC
Segundo Pande, Neuman, Cavanagh (2001) o diagrama SIPOC é uma das técnicas
mais úteis e utilizadas de gestão de melhoria de processo com o objetivo de apresentar
uma rápida ideia dos fluxos de trabalho e ajudar a fazer com que as pessoas vejam os
negócios através de uma perspectiva de processo. SIPOC é estruturado em cinco partes:
Suppliers (Fornecedores), Input (Entradas), Process (Processo), Output (Saída) e
Customer (Cliente).
E segundo Fernandes, Fonseca e Senna (2018), a etapa Suppliers informa os
fornecedores do processo, já o Input informa as entradas, o Process mostra a descrição
do processo, a etapa referente ao Output informa as saídas e produtos do processo e o
Customer mostra os clientes e consumidores do processo.
2.3.2. Fluxograma
Segundo Elisandro (2009) o fluxograma é uma técnica de representação gráfica que
se utiliza de símbolos previamente convencionados, permitindo a descrição do fluxo, ou
sequência, de um processo, bem como sua análise e redesenho.
O fluxograma torna mais fácil o entendimento do processo auxiliando a entender e
identificar oportunidades de melhoria, desenhar um novo processo com as novas
melhorias, facilita a comunicação entre os envolvidos e ajuda na disseminação das
informações sobre o projeto.
A Figura 1 apresenta alguns exemplos de símbolos que são utilizados na
representação de um processo em um fluxograma.

16
Figura 1 – Exemplo de símbolos de um fluxograma
Fonte: Autor
2.3.3. Project Charter
Segundo o Project Management Institute (2008), o Project Charter (traduzido como
Termo de Abertura do Projeto) é o documento que autoriza formalmente um projeto. A
elaboração deste documento deve ocorrer no início do projeto, mas pode sofrer alterações
ao decorrer do projeto.
O desenvolvimento do Project Charter tem como objetivo a documentação das
necessidades do projeto, sua justificativa, seu objetivo, as pessoas responsáveis por
desenvolver o projeto, milestones1 (etapas decisivas e importantes), restrições
organizacionais, ambientais e externas, riscos e ações a serem tomadas, entre outros.
2.3.4. Diagrama Ishikawa
Para Ishikawa (1993, p79):
“A análise de processo é a análise que esclarece a relação entre os fatores de causa no processo e os efeitos como qualidade, custo, produtividade, etc., quando se está engajado no controle de processo. O controle de processo tenta descobrir os fatores de causa que impedem o funcionamento suave dos processos. Ele procura assim a tecnologia que possa efetuar o controle preventivo. Qualidade, custo e produtividade são efeitos ou resultados deste controle de processo”.
1 Milestones: Etapas decisivas e importantes do projeto

17
Segundo Eckes (2001) o objetivo do Diagrama Ishikawa, também conhecido como
Diagrama Causa-Efeito, é garantir uma lista com o máximo de causas-raiz para o
problema seguido de um brainstorming que ajudará a analisar mais profundamente as
causas de origem e compreendê-las.
Para Ishikawa (1993) existem seis fatores que ajudam a explicar a causa: Método,
Matéria Prima, Mão de obra, Máquinas, Medida e Meio Ambiente. No fator Método as
caudas dos desvios estão relacionadas ao método pelo qual o trabalho é executado, em
Matéria Prima a causa está relacionada com os materiais utilizados no processo. Já em
Mão de Obra, os desvios são ocasionados pelo colaborador e em Máquinas o maquinário
é o causador do desvio. No fator Medida, a falta ou a utilização errada dos indicadores é
o causador do desvio. E por último, o Meio Ambiente no qual o ambiente é o causador
do desvio.

18
3. METODOLOGIA
3.1. O Objeto de Pesquisa
O objeto de pesquisa é um produto fabricado por uma indústria multinacional
americana, fundada em 1886, que atua no Brasil desde 1933, em três segmentos: produtos
para o consumidor final, produtos farmacêuticos e produtos médico-hospitalar. A
indústria apresenta mais de 5 mil colaboradores, quatro escritórios regionais de vendas,
três centros de distribuição, 910 mil m² de parque industrial, sendo 700 mil m² de área
verde e 11 fábricas localizadas em São José dos Campos (SP), seu maior complexo
industrial no mundo.
O produto, objeto de pesquisa, é do ramo médico-hospitalar. Consiste em um tablete
com aparência cerosa e que apresenta como função controlar mecanicamente o
sangramento das superfícies ósseas durante procedimentos cirúrgicos. Este tablete é
composto praticamente pela matéria prima Y e quando em contato com o paciente causa
hemostasia mecânica óssea2 imediata.
A empresa na qual o trabalho foi realizado só autorizou a sua utilização nessa
monografia mediante acordo de confidencialidade com essa autora, que definiu que o
produto e o seu processo produtivo não podem ser apresentados com seus nomes reais,
devido a questões de propriedade intelectual do produto e do know-how da empresa no
processo. Em função disso, o produto será denominado de W, muitas das matérias primas
e equipamentos serão representados por letras do alfabeto e a fábrica na qual o trabalho
foi realizado será chamada de fábrica GAMA.
3.1.2. O processo de produção
Esta etapa da metodologia tem como objetivo descrever o processo de fabricação do
produto W na Fábrica GAMA da indústria estudada.
Antes de iniciar o processo de produção existem algumas etapas que garantem a
qualidade do produto como: identificação de bancada, limpeza da área, sanitização,
2 Hemostasia mecânica óssea - conjunto de mecanismos que faz cessar uma hemorragia, mantendo o sangue dentro do osso, sem coagular, nem extravasar, e em que se previnem processos hemorrágicos espontâneos e se contêm sangramentos traumáticos.
19
conferência de materiais, verificação da máquina Z utilizada e sua temperatura, entre
outros.
Como primeiro passo do processo, tem-se a realização da pesagem de duas matérias-
primas, seguido do processo de mistura desses componentes, visando sua total mistura e
homogeneização. Quando a solução se encontra homogênea, ela é despejada no molde
para a etapa de moldagem, porém, antes de realizar este processo, é necessário a aplicação
de uma solução específica no molde com o intuito de facilitar a retirada do produto.
O despejo da solução nos moldes deve ser realizado de uma maneira única
especificada no procedimento do produto fazendo com que a solução seja derramada
naturalmente nas cavidades do molde. Após o despejo, é necessário aguardar até a total
solidificação da solução, visivelmente, até que ela apresente uma aparência
completamente branca.
Após a solidificação, retira-se o excesso da solução que se transformou em cera com
o auxílio de uma espátula. A cera que resulta deste processo é descartada em uma caixa
separada. Para a retirada dos tabletes, é necessário retirar as avalancas dos moldes e retirar
as placas. Depois de retirada as placas, uma terceira matéria prima, T, utilizada para
auxiliar na retirada dos tabletes do molde é utilizada. Esta matéria prima não deverá conter
rasgos, riscos, rebarbas, impurezas, borrões ou manchas e seus cortes nas laterais deverão
estar paralelos e alinhados.
Nesta etapa de retirada dos tabletes é realizada uma inspeção dos produtos,
inspecionando primeiramente um dos lados dos tabletes e verificando se este está isento
de rebarbas, bolhas ou qualquer tipo de impureza. Após esta primeira inspeção é retirada
o tablete do molde utilizando a matéria prima T. No momento no qual os tabletes são
retirados, é realizada a segunda inspeção que é a inspeção realizada no outro lado.
Depois da inspeção, caso o tablete apresente o defeito X, ele deve ser descartado e
caso não apresente ele deve ser embalado ambos os lados pela matéria prima T.
Na etapa final, os tabletes são embalados na matéria prima U. Vale lembrar que não
é necessário embalar na matéria prima U toda a vez que é realizada a inspeção 100% de
um produto. Pode-se realizar a retirada do tablete do molde inteiro e só depois realizar a
etapa final de embalagem.
A figura 2 apresenta o fluxograma do processo.

20
Figura 2 – Fluxograma do processo
Fonte: Autora
3.2.O Problema existente
Um levantamento mensal da produção do produto estudado, realizado pela qualidade,
visa uma análise de sua qualidade, leva em consideração os seguintes fatores: peso entre
21
2,5g e 2,8g, impureza na selagem, defeitos nas embalagens como má impressão e falta de
informações e o defeito X
Em relação ao defeito X, a partir deste levantamento mensal, apurou-se que no ano
de 2017 foram detectados 28.771 produtos com o defeito X totalizando cerca de 72
toneladas de produtos descartados. O defeito X é um defeito que não apresenta alterações
na qualidade do produto e sua detecção é feita por inspeção visual e sua causa raiz é
incerta.
3.3.A proposta de Solução
Para diminuir os produtos que apresentam o defeito X, uma linha de investigação foi
realizada para verificar se o defeito X realmente precisa ser qualificado como um defeito,
uma vez que não apresenta nenhuma alteração na qualidade do produto e nenhum risco
para o paciente. Caso essa linha de investigação faça sentido, será necessário modificar o
Procedimento de Fabricação e Especificações de Qualidade, além de outros
procedimentos do Laboratório Químico e do Laboratório de Produtos Terminados.
Além do que, foi estudado uma maneira de melhor padronização do processo para
diminuir o defeito X.
3.4.Método de Pesquisa
Neste estudo, o método de pesquisa utilizado foi o estudo de caso, no qual uma
pesquisa analisa um objeto através do qual seja possível o conhecimento acerca de um
problema não suficientemente definido, visando estimular a compreensão, sugerir teorias
e ações para diminuir este problema.
Para Voss et al. (2002), estudo de caso tem sido consistentemente um dos métodos
de pesquisa mais poderosos na gestão de operações, particularmente no desenvolvimento
de novas teorias. E segundo Yin (2005), a principal tendência em todos os tipos de estudo
de caso, é que estes tentam esclarecer o motivo pelo qual uma decisão ou um conjunto de
decisões foram tomadas.
Segundo Patton (2002), o estudo de caso tem o propósito de reunir informações
detalhadas e sistemáticas sobre um fenômeno. Já segundo Gil (2007) é um método de
pesquisa que trabalha por meio de um estudo profundo e detalhado de um ou poucos
objetos, de modo que permita um conhecimento detalhado sobre ele.

22
Para Zanelli (2002), a credibilidade de uma pesquisa consiste no fato de apresentar
uma boa base conceitual e critérios rigorosos no uso da metodologia, além de transmitir
confiança às pessoas e à organização estudada, de modo que seja possível certificar e
garantir que não existirá nenhum transtorno na condução do estudo. Para trazer essa
credibilidade a pesquisa, Martins (2008) fala da existência de um protocolo que se
constitui em um conjunto de códigos, menções e procedimentos suficientes para se
replicar o estudo, ou aplicá-lo em outro caso que mantém características semelhantes ao
estudo de caso original e segundo Yin (2005) ainda serve de orientação ao pesquisador
na coleta de dados.
Voss et al. (2002) explicam que as pesquisas definidas como estudo de caso podem
ser classificadas também quanto ao número de casos estudados, podendo ser múltiplos ou
únicos. Para Yin (2005), pesquisa de múltiplos casos oferecem forte base para a
construção de teoria possibilitando comparações que esclarecem que o resultado
emergente é uma simples característica peculiar daquele caso ou uma replicação
consistente de vários casos. Já os casos únicos, segundo Voss et al., (2002), possuem
maior profundidade, porém possuem limites da generalização das conclusões. Esta
monografia trata de um estudo de caso único.
Esse estudo de caso foi realizado seguindo as três primeiras etapas da metodologia
DMAIC: definir, medir e analisar e a partir destas etapas propostas concretas de melhorias
foram apresentadas a empresa estudada.

23
4. RESULTADOS E DISCUSSÕES
4.1. Estrutura conceitual teórica
O objetivo deste estudo é apresentar uma proposta para diminuir a quantidade de
resíduo sólido industrial gerado devido a um defeito X de um produto médico hospitalar.
Para alcançar este objetivo, uma linha de investigação foi realizada para verificar os
possíveis fatores que pudessem fazer com que o defeito fosse gerado. Essa investigação
contou com a ajuda de ferramentas de qualidade como SIPOC, diagrama causa-efeito
(Ishikawa) e fluxograma, além da criação de um Project Charter e da medição dos dados
que essas ferramentas ajudaram a encontrar.
Como proposta, a partir de dados e fatos será possível ver que a melhor solução está
em ser menos crítico com o que hoje é especificado como defeito e a criação de
treinamentos e procedimentos mais robusto.
Para atingir o objetivo principal existem algumas limitações, como o fato do
departamento P&D ser receoso em relação a mudanças pelo fato do impacto que isso
poderia gerar no cliente, além do fato de que para que essa proposta consiga ser efetivada
possa ser necessário algum tipo de investimento financeiro e como esta proposta será
apresentada no final do ano teremos dificuldade em conseguir a verba neste momento.
4.2. Planejamento dos casos
Como o primeiro passo desta etapa, foi realizada em junho de 2018, uma reunião com
o Supervisor de Engenharia de Processos juntamente com um Engenheiro de Processo
Pleno para o melhor entendimento dos principais pontos a melhorar dentro da produção
do produto a ser analisado. Nesta reunião foi abordado o defeito X pelo fato de estar
sempre presente e em abundância em um relatório de qualidade da fábrica. O problema
caso melhorado traria benefícios como a redução de resíduos sólidos industriais, o
aumento da produtividade e dos lucros para a companhia. Sendo assim, ficou acordado
que a autora desta monografia seria a responsável pelo desenvolvimento de um projeto
que visava à diminuição de 15% deste defeito.
Para um melhor entendimento do escopo do projeto, durante os meses de junho e
julho de 2018, foram realizadas visitas na planta para aprendizado sobre o processo

24
produtivo, bem como elaborados, por esta autora, o SIPOC (Figura 4), Project Charter
(Figura 5) e o Ishikawa (Figura 6).
Figura 3 - SIPOC
Fonte: Autora

25
Figura 4 – Project Charter
Fonte: Autora
Figura 5 - Ishikawa
Fonte: Autora
Para realmente entender como funciona a produção, primeiramente, foi realizado um
estudo minucioso da validação do produto, entendendo com os responsáveis o porquê de
cada etapa e a maneira que os operadores deveriam realizar cada parte do processo.
26
Em seguida, com o objetivo de entender como realmente funciona cada processo na
prática, em agosto de 2018, foi realizado o acompanhamento do processo durante oito
dias. Essa atividade fez com que fosse possível entender as atividades de cada operador,
nos dois turnos, para enxergar possíveis atividades diferentes das descritas no
procedimento previamente estudado.
Cada turno apresenta 6 operadores divididos em 2 atividades: 5 deles focados na
produção e 1 deles é denominado ponta. Os operadores focados na produção apresentam
um trabalho que envolve estar praticamente 100% do seu tempo realizando etapas que
agregam valor no produto. Por exemplo: retirar os tabletes do molde com o auxílio da
matéria prima T e embalar os tabletes na matéria prima U. Já o operador denominado
ponta é responsável por fazer as tarefas necessárias para o processo nas quais, em sua
maioria, não agregam valor. Por exemplo: auxiliar na preparação da ordem de processo,
coletar e informar dos dados no sistema, organizar a área, realizar testes de qualidade e
garantir a fluidez do processo.
Depois do melhor entendimento da área, ainda em agosto de 2018, foi realizada uma
reunião com um dos Engenheiros Plenos da área para a escolha dos fatores que seriam
necessários para entender possíveis mudanças no processo que poderiam criar o defeito a
ser estudado. Nesta reunião, foi decidido que o fator principal, e o mais crítico para a
qualidade, é o peso que consiste em um fator decisivo no processo. Ou seja, caso fosse
possível mostrar que os tabletes que se encontram com esse defeito estão dentro do peso,
uma maior chance de aceitação de que este defeito não deveria ser visto como um defeito
tão crítico poderá ser aceito. Além deste fator, deveriam ser também considerar: (i) - o
turno para poder relaciona-los com a eficiência do operador; (ii) - o operador que realizou
o despejo pois será possível observar se existe alguma relação com a maneira na qual ele
realiza o despejo; (iii) - o molde que estava sendo utilizado para moldar o tablete para ver
se existe alguma deformidade que possa causar o defeito; e (iv) - o operador responsável
pelo desmolde que nos ajudará a ver se existe alguma relação entre operadores mais novos
e operadores mais antigos.
Para uma medição ser realizada, segundo os procedimentos da fábrica GAMA, são
necessários documentos explicando a razão essa medição, como ela será desenvolvida,
por quanto tempo, com base em quais normas e procedimentos, como será o meio de
cadastro dessa medição, validação de áreas como Qualidade, Engenharia de Processos e
Engenharia de Desenvolvimento, entre outros. Sendo assim, os documentos necessários,
protocolos, foram criados por esta autora e os meios de cadastro da medição foram

27
colocados em anexos do protocolo criado. A Figura 7 apresenta a planilha para coleta de
dados dos tabletes com o defeito X. A figura 8 apresenta a planilha para coleta de dados
relacionados ao peso dos tabletes com o defeito X.
Figura 6 - Planilha de coleta de dados dos tabletes com o defeito X.
Fonte: Autora

28
Figura 7 - Planilha de coleta de dados relacionados ao peso dos tabletes com o defeito X
Fonte: Autora
4.3. Coleta de dados
A coleta de dados foi realizada através das planilhas mostradas nas Figuras 7 e 8. A
planilha apresentada na figura 7 tinha como objetivo mostrar a relação de produtos com
defeito e operador, com campos para registro do turno, dia da semana, molde utilizado e
o responsável pelo despejo. Essas informações seriam analisadas para encontrar alguma
relação sobre a quantidade de produtos defeituosos.
Esta planilha, preenchida a mão, era usada pelos operadores toda a vez que eles
realizavam a etapa de desmoldagem. Ao final da etapa era anotado quantos tabletes foram
descartados devido ao defeito X, caso não tivesse ocorrido o defeito era necessário
colocar zero para que se conhecesse a quantidade produzida por cada um dos operadores.
No final do dia, os tabletes que apresentavam o defeito eram segregados em um plástico
contendo a folha preenchida e uma etiqueta com o número do molde utilizado e o nome
do operador. Na Figura 9 é possível ver um exemplo dos dados coletados na planilha da
Figura 7.

29
Figura 8 – Exemplo da utilização da Figura 7
Fonte: Autora
A autora desta monografia realizava a atualização dos dados dos tabletes com defeito,
utilizando para tal a planilha mostrada na figura 8, na qual anotava o peso, dado por uma
balança validade, de cada tablete que havia sido segregado pelos operadores além de
conter a data que o tablete foi feito e a ordem de processo correspondente. Na Figura 10
é possível ver uma aplicação da Figura 8 a partir dos dados obtidos pela Figura 9.

30
Figura 9 – Exemplo da utilização da Figura 8
Fonte: Autora
Esta medição ocorreu durante 8 dias, tendo sido obtidas 647 amostras segregadas e
pesadas.
4.4.Análise de Dados
Com o intuito de desenvolver hipóteses causais e identificar as causas raiz com os
dados obtidos na etapa anterior, esta etapa foi uma das mais importantes neste processo.
Em setembro de 2018, depois de coletado todos os dados e colocados em uma planilha
no Excel, foi realizada a análise do estado atual do processo. Inicialmente, o foco esteve
no peso dos tabletes, pois independentemente de apresentar ou não o defeito, o tablete
precisa estar entre o peso necessário, fazendo com que esse fator seja de extrema
importância para o estudo.
Ao ter contato com os valores do peso do tablete e identificado os que se encontrava
fora do padrão, a quantidade de tabetes com e sem defeito foi usados como dados, e em
seguida, foram verificados o molde, operador, dia e turno.

31
4.4.1. Cálculo do tamanho amostral
Em relação ao tamanho da amostra, segundo Montgomery e Runger (2012), em
situações nas quais os dados são percentuais e se deseja o maior tamanho possível, temos
a fórmula:
� =(�� �⁄ )�∗∗�
�� (1)
Na qual:
n: Representa o número da população;
�� �⁄ : Representa o número de desvios padrão em relação à média;
p: Representa a proporção do sim (produtos com defeito);
q: Representa a proporção do não (produtos sem defeito);
E: Porcentagem de erro.
Uma estimativa do valor de p e q é necessária para a equação (1) pelo fato de não
utilizar um valor já existente e assim obter o maior valor possível para uma amostra.
Sendo assim, para este fim foi usado o valor máximo de p e q no qual ambos valem 0,5,
além de um valor de E de 1% conforme mostra a equação (2).
Sendo assim:
� = (�,���)�∗�,�∗�,�
(�,��)� (2)
Da qual se obtém: � = 16.577
Com o valor de n sendo 16.577 foi realizada a coleta de 9 ordens de processo,
totalizando 94.500 tabletes como a população. Esse número foi coletado com o intuito de
se ter um erro máximo de 1%. Depois da realização das 9 ordens de processo foram
obtidos 647 tabletes com o defeito X.

32
4.4.2. Tratamento dos dados e análise estatística
Em relação as 647 amostras pesadas, tratadas como atributo, foi possível observar que
apenas 6 tabletes se encontravam fora o peso. Construiu-se um histograma para a melhor
visualização da frequência dos pesos encontrados na amostra, conforme mostra o gráfico
1.
Gráfico 1 – Frequência de peso na amostra
Fonte: Autora

33
Para uma melhor análise dos dados realizou-se a aproximação da distribuição
binomial para uma distribuição normal para a sua confirmação. Essa aproximação pode
ser realizada pois, segundo os autores Montgomery e Runger (2012) para a criação do
gráfico da normal, é necessário a média dos pesos das amostras que é de µ=2,633 e do
desvio padrão σ=0,0618, a ser apurado conforme mostra a equação (3):
�( ) =�
√�"#$
%(&%')�
�(� (3)
Na qual x representa o ponto de 2,5, o peso mínimo necessário para o tablete.
Os cálculos realizados pela equação (3) permitiram a elaboração do gráfico 2 a
fim de avaliar se a distribuição da amostra era normal.
Gráfico 2 – Gráfico de Distribuição Normal
Fonte: Autora

34
A partir do gráfico 2 é necessário calcular a área do gráfico em relação aos pesos que
não se encontram entre 2,5 e 2,8g. Não existem amostras com peso superior a 2,8g, mas
existem com peso inferior a 2,5g o que faz necessário calcular essa área para mostrar a
porcentagem que esses valores representam em relação a área total do gráfico é igual a 1.
Sendo assim, para calcular a área primeiramente é necessário calcular a variável
aleatória normal padrão Z, que segundo Montgomery e Runger (2012) apresenta a
equação (4):
� = )*+
# (4)
Com esses dados Z = -2,15 e usando a tabela de escore Z é possível transformar esse
valor em porcentagem, temos que este representa 1,58%. Sendo assim que o nível de
confiança dos dados é de 98,42%.
Como o peso é um fator extremamente crítico para o setor de qualidade, mesmo tendo
98,42% de nível de confiança nas amostras, os tabletes que se encontram fora do limite
fazem com que os tabletes não sejam aprovados para o mercado e criem possíveis
reclamações dos clientes. Sendo assim, na proposta de melhoria foi necessário garantir
que nenhum tablete se encontre fora do peso especificado.
Analisando os tabletes que se encontraram fora do especificado, identificou-se que
isso ocorreu com quatro operadores, cinco datas, dois turnos, diferentes OPs e três
moldes. Devido a esses dados, não foi possível concluir se algum desses fatores foi o fator
que ocasionou os defeitos.
4.4.3. Dados relacionados aos moldes
Durante a medição foi necessário escrever qual molde foi utilizado no desmolde dos
tabletes. O gráfico 3 mostra à quantidade de tabletes com o defeito X produzido por cada
molde.
35
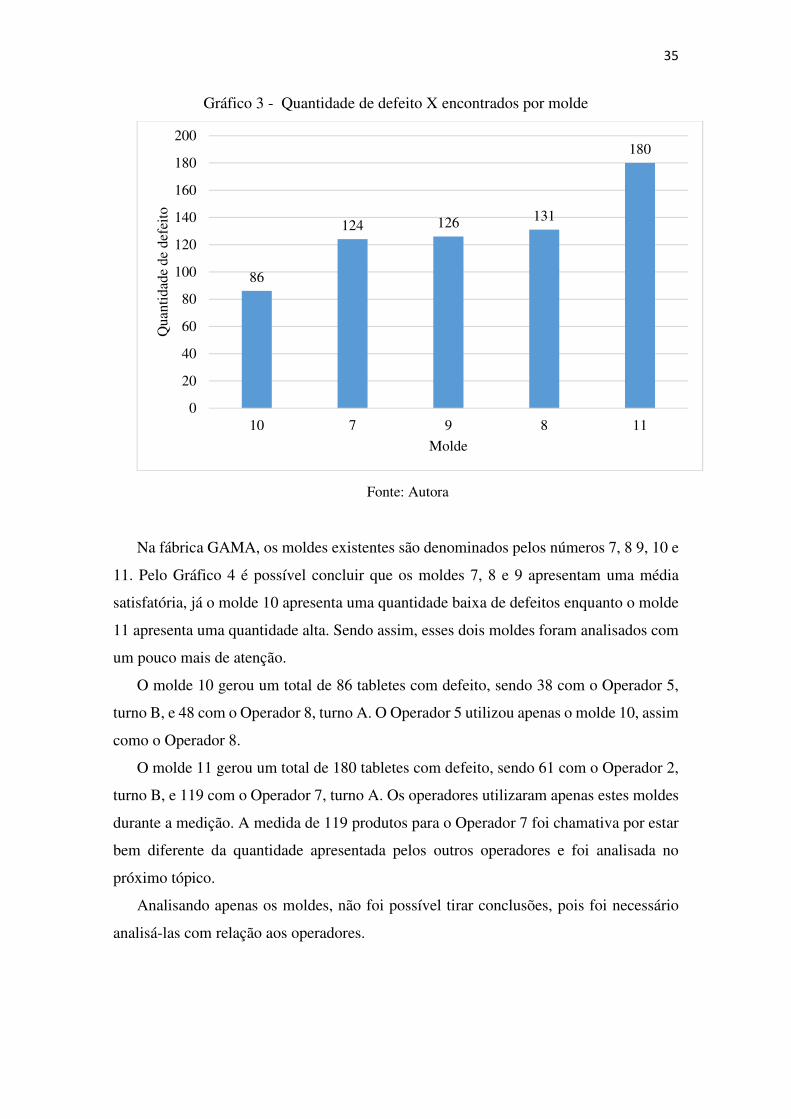
Gráfico 3 - Quantidade de defeito X encontrados por molde
Fonte: Autora
Na fábrica GAMA, os moldes existentes são denominados pelos números 7, 8 9, 10 e
11. Pelo Gráfico 4 é possível concluir que os moldes 7, 8 e 9 apresentam uma média
satisfatória, já o molde 10 apresenta uma quantidade baixa de defeitos enquanto o molde
11 apresenta uma quantidade alta. Sendo assim, esses dois moldes foram analisados com
um pouco mais de atenção.
O molde 10 gerou um total de 86 tabletes com defeito, sendo 38 com o Operador 5,
turno B, e 48 com o Operador 8, turno A. O Operador 5 utilizou apenas o molde 10, assim
como o Operador 8.
O molde 11 gerou um total de 180 tabletes com defeito, sendo 61 com o Operador 2,
turno B, e 119 com o Operador 7, turno A. Os operadores utilizaram apenas estes moldes
durante a medição. A medida de 119 produtos para o Operador 7 foi chamativa por estar
bem diferente da quantidade apresentada pelos outros operadores e foi analisada no
próximo tópico.
Analisando apenas os moldes, não foi possível tirar conclusões, pois foi necessário
analisá-las com relação aos operadores.
86
124 126 131
180
0
20
40
60
80
100
120
140
160
180
200
10 7 9 8 11
Qua
ntid
ade
de d
efei
to
Molde

36
4.4.4. Dados relacionados ao operador.
Durante a medição também foi necessário ter o nome do operador relacionado à
quantidade de tabletes com o defeito X ele produzia. O gráfico 4 mostra à quantidade de
defeito por operador.
Gráfico 4 - Quantidade do defeito por operador
Fonte: Autora
Devido à grande diversidade de números apresentados, foi feita uma análise de cada
operador.
O Operador 4 apresentou 10 tabletes com defeito, nenhum deles fora do peso, 2
ordens de processo com produtos defeituosos, em dias consecutivos, no mesmo turno e
mesmo molde. O Operador 4 realizou durante a medição 26 moldes, totalizando 2.600
produtos, ou seja, o operador em questão apresentou uma taxa de defeito de 0,38%.
O Operador 9 apresentou 19 tabletes com defeito, nenhum deles fora do peso, 4
ordens de processo com produtos defeituosos, em 3 dias, no mesmo turno e mesmo molde.
O Operador 9 realizou durante a medição 51 moldes, totalizando 5.100 produtos, ou seja,
o operador em questão apresentou uma taxa de defeito de 0,37%.
O Operador 3 apresentou 28 tabletes com defeito, dois deles fora do peso, 7 ordens
de processo com produtos defeituosos, em 7 dias, no mesmo turno e mesmo molde. O
Operador 3 realizou durante a medição 78 moldes, totalizando 7.800 produtos, ou seja, o
operador em questão apresentou uma taxa de defeito de 0,35%.
1019
2838
4861
98112 114 119
0
20
40
60
80
100
120
140
Qua
ntid
ade

37
O Operador 5 apresentou 38 tabletes com defeito, nenhum deles fora do peso, 6
ordens de processo com produtos defeituosos, em 6 dias, no mesmo turno e mesmo molde.
O Operador 5 realizou durante a medição 72 moldes, totalizando 7.200 produtos, ou seja,
o operador em questão apresentou uma taxa de defeito de 0,53%.
O Operador 8 apresentou 48 tabletes com defeito, nenhum deles fora do peso, 5
ordens de processo com produtos defeituosos, em 5 dias, no mesmo turno e mesmo molde.
O Operador 8 realizou durante a medição 50 moldes, totalizando 5.000 produtos, ou seja,
o operador em questão apresentou uma taxa de defeito de 0,96%.
O Operador 2 apresentou 61 tabletes com defeito, 1 deles fora do peso, 6 ordens de
processo com produtos defeituosos, em 5 dias, no mesmo turno e mesmo molde. O
Operador 2 realizou durante a medição 66 moldes, totalizando 6.600 produtos, ou seja, o
operador em questão apresentou uma taxa de defeito de 0,92%.
O Operador 10 apresentou 98 tabletes com defeito, nenhum deles fora do peso, 6
ordens de processo com produtos defeituosos, em 6 dias, no mesmo turno e mesmo molde.
O Operador 10 realizou durante a medição 29 moldes, totalizando 2.900 produtos, ou
seja, o operador em questão apresentou uma taxa de defeito de 3,38%.
O Operador 1 apresentou 112 tabletes com defeito, dois deles fora do peso, 7 ordens
de processo com produtos defeituosos, em 8 dias, no mesmo turno e mesmo molde. O
Operador 1 realizou durante a medição 87 moldes totalizando 8.700 produtos, ou seja, o
operador em questão apresentou uma taxa de defeito de 1,29%.
O Operador 6 apresentou 114 tabletes com defeito, nenhum deles fora do peso, 6
ordens de processo com produtos defeituosos, em 7 dias, no mesmo turno e mesmo molde.
O Operador 6 realizou durante a medição 64 moldes, totalizando 6.400 produtos, ou seja,
o operador em questão apresentou uma taxa de defeito de 1,78%.
O Operador 7 apresentou 119 tabletes com defeito, um deles fora do peso, 7 ordens
de processo com produtos defeituosos, em 8 dias, no mesmo turno e mesmo molde. O
Operador 7 realizou durante a medição a produção de 90 moldes, totalizando 9.000
produtos, ou seja, o operador em questão apresentou uma taxa de defeito de 1,32%.
O gráfico 5 apresenta a taxa de defeitos por operador no período analisado.

38
Gráfico 5 – Taxa de defeito X por operador
Fonte: Autora
Através de uma análise conjunta dos Gráficos 3 e 5 decidiu-se realizar dois testes
envolvendo os extremos obtidos:
Teste 1: Operador 3 (melhor desempenho devido a obtenção da menor taxa de
defeitos) utilizando o molde 11 (o de pior desempenho)
Teste 2: Operador 10 (pior desempenho devido a obtenção da maior taxa de defeitos)
utilizando o molde 10 (o de melhor desempenho).
O resultado obtido nos testes 1 e 2 foram uma taxa de defeitos de 1,36% e 3,06%,
respectivamente.
No teste 1, constatou-se que a taxa de defeito do Operador 3 aumentou de 0,35% para
1,36%. Questionado sobre tal fato, ele relatou que o molde 11 apresentou muita perda em
relação aos outros moldes nos quais ele já havia utilizado. Sendo assim, foi realizada uma
análise visual do molde pela Engenharia de Processos e não foi possível encontrar
nenhuma característica que pudesse explicar o motivo desse molde ter um alto índice do
defeito X, segundo o Operador e a análise dos dados realizada. Além de realizada uma
análise no molde 11, foi realizada também a análise em todos os outros moldes e nenhum
apresentou qualquer irregularidade.
No teste 2, constatou-se que a taxa de defeito do Operador 3 reduziu de 3,38% para
3,06%. Questionado sobre tal fato, o operador relatou não ter percebido nenhuma
diferença trabalhando com os dois moldes.
0,35 0,37 0,38 0,530,92 0,96
1,29 1,32
1,78
3,38
0
0,5
1
1,5
2
2,5
3
3,5
4
Tax
a

39
Com essas informações, foi possível concluir que para o Operador 3, o molde 11 faz
com que o seu rendimento diminua significativamente colocando-o entre os 3 operadores
com menor desempenho. Já o Operador 10, quando utiliza o melhor molde apresenta um
rendimento melhor, porém não muito significativo se comparado com o aumento dos
defeitos produzidos pelo Operador 3 além de continuar sendo o operador com menor
desempenho. Sendo assim, conclui-se que os Operadores continuem com os moldes que
utilizaram no momento de medição e conclui-se também que visualmente não existe
nenhuma forma de diferenciação entre todos os moldes usados na produção.
Uma análise foi feita correlacionando o tempo (em meses) no qual cada um dos
operadores trabalha nessa função e a sua taxa de defeito que se encontra no Gráfico 6.
Gráfico 6 – Correlação taxa de defeito x tempo de casa
Fonte: Autora
O Gráfico 6 mostra que os três operadores com maior desempenho são os
Operadores 3, 4 e 9 e é possível observar que os operadores 3 e 4 são dois dos quatro
operadores que se encontram desde o início da produção deste produto no Brasil e que o
operador 9 também atua praticamente desde o início da produção. Por outro lado, os
operadores 7 e 8 também atuam nesse processo desde o início da produção deste produto
no Brasil, mas o Operador 7 apresenta um dos três piores rendimentos, enquanto o
Operador 8 apresenta um rendimento mediano. Esses dados sugerem que o tempo
45
42
45
25
11
45
18
45
6
4
0,35
0,37
0,38
0,53
0,92
0,96
1,29
1,32
1,78
3,38
0 10 20 30 40 50
Operador 3
Operador 9
Operador 4
Operador 5
Operador 2
Operador 8
Operador 1
Operador 7
Operador 6
Operador 10
Taxa de defeitos Tempo de casa

40
trabalhando nesse processo parece ser um fator relevante na produção de produtos que
apresentam o defeito estudado.
Em relação ao tempo de casa, foi avaliado mais um ponto. Os operadores que
apresentam o menor tempo na produção são os Operadores 2, 6 e 10 e quando comparado
com o Gráfico 5 é possível observar que o Operador 2 apresenta um desempenho dentro
da média e que os Operadores 6 e 10 são os operadores com o menor desempenho
apresentado.
Uma vez que os resultados sugerem que o tempo trabalhando neste processo parece
ser um fator que possa ajudar na hora de produzir uma quantidade menor de produtos
com o defeito estudado, estudou-se mais detalhadamente a atividade do Operador 3, que
apresenta o maior tempo de trabalho e desempenho, e do Operador 10, que apresenta o
menor tempo de trabalho e desempenho. Uma observação in loco foi feita de ambos os
operadores.
Ao observar atentamente o Operador 3, foi possível ver uma grande tranquilidade e
habilidade ao manusear o produto, pois ele conseguia conversar e trabalhar ao mesmo
tempo sem influenciar na qualidade de seu trabalho, apresentando rapidez nos
movimentos e uma maior organização de sua mesa de trabalho. Já o Operador 10,
apresentava tranquilidade, mas durante sua atividade necessitava parar para conversar
e/ou entreter com os colegas fazendo com que fosse possível acreditar em uma certa falta
de habilidade, o que é normal e aceitável para alguém que apresenta apenas 4 meses nesta
posição.
Durante as conversas com os operadores, foi possível perceber e também dito que
quando os operadores são mais novos, eles apresentam um nível de criticidade bem maior
do que o necessário, fazendo com que eles sejam bastante rigorosos e classifiquem
produtos que não apresentam defeito como produtos com defeito. Esse fator faz com que
o número de produtos com defeito produzidos por eles seja maior e isso faz com que a
sua taxa de defeito seja alta.
Sendo assim, é possível analisar que o tempo de trabalho do operador na produção
faz diferença, fazendo com que ele apresente uma habilidade maior com o produto, uma
fluidez mais robusta no processo e melhor organização de suas atividades.

41
4.4.5. Dados relacionados ao turno
Em relação ao turno, o turno A realizou a produção de 222 moldes, totalizando
22.200 produtos no qual 236 produtos apresentavam o defeito estudado, e o turno B
realizou a produção de 319 moldes, totalizando 31.900 produtos no qual 411 produtos
apresentavam o defeito estudado. Sendo assim, é possível falar de uma taxa de eficiência
de 1,06% no turno A e 1,05% no turno B e não existem evidências de que ocorra grandes
variações na ocorrência do defeito se analisado os turnos.
4.4.6. Dados relacionados ao gênero do operador
Esta etapa do processo conta com 10 operadores, sendo 5 mulheres e 5 homens.
As 5 mulheres produziram um total de 30.800 produtos sem o defeito e 230 produtos
com o defeito X, apresentando assim uma porcentagem de 0,74% produtos com o defeito
X. Já os 5 homens produziram um total de 30.500 produtos sem o defeito X e 417
produtos com o defeito, apresentando assim uma porcentagem de 1,35% produtos com o
defeito X.
As porcentagens revelam que o gênero masculino apresenta uma taxa de defeito que é
quase o dobro do que o gênero feminino, portanto apontando que este é um fator que
parece ser relevante na produção dos produtos com o defeito estudado.
Uma análise mais detalhada dos dados revela que que os operadores 3, 4 e 9 que
apresentam os melhores rendimentos e mais tempo neste posto de trabalho, são do sexo
feminino. Por outro lado, os operadores 6, 7 e 10 que se caracterizam como os com o pior
rendimento e menos tempo neste posto de trabalho, são do sexo masculino.
Em suma, os dados coletados a partir dessa amostra pesquisada sugerem que o gênero
feminino seja mais adequado para esse tipo de atividade do que o gênero masculino.
4.5. Propostas de melhorias
Esta monografia estudou vários fatores que poderiam ser os responsáveis pelo defeito
X. Porém, com base dos dados obtidos e nas análises feitas, não foi possível encontrar
uma causa específica para este defeito, e sim, algumas informações que possam ajudar a
diminuir sua ocorrência.
42
4.5.1 – Proposta 1: Tempo do operador em sua função
Os resultados obtidos apontam que um dos fatores que pode ajudar na diminuição do
defeito X é o tempo no qual o operador se encontra nesta função. Sendo assim, sugere-se
que os operadores não sofram rotação, ficando nesta atividade para melhorar seu
desempenho além de passarem por constante treinamento visando que aprimorem as suas
habilidades no processo a fim de diminuir a quantidade de defeitos produzidos, bem como
de classificar os produtos como defeituosos.
4.5.2 – Proposta 2: Gênero
Foi possível observar que funcionários do gênero masculino apresentam uma
porcentagem maior de defeitos X do que aqueles de gênero feminino. Recomenda-se que
a empresa aprofunde essa análise, e caso isso seja confirmado, a partir de outras coletas
de doas, que sejam colocadas nessa atividade, cada vez mais funcionários do gênero
feminino.
4.5.3 – Proposta 3: Mudança da definição do defeito
O ponto mais crítico do produto é o seu peso, devido a este fator foi necessário
encontrar uma estratégia que pudesse garantir com que de todos os produtos, que fossem
para o mercado e que apresentassem o defeito X estivessem dentro do peso necessário.
Sendo assim, sugere-se a seguinte estratégia: o defeito X continuará existindo, porém
apresentará um critério menos rigoroso que permita que o produto seja aceito, caso não
haja prejuízo na qualidade e no desempenho do produto. Durante muitos anos este
produto foi produzido pela matriz nos Estados Unidos sendo que o produto
comercializado não apresentava o defeito X como um possível defeito e nunca existiu
nenhum tipo de reclamações de clientes devido a este fator. Dados foram levantados e foi
possível entender que o defeito X não é um defeito que afete a vida do cliente ou a
qualidade do trabalho do profissional que o utilizará.

43
4.5.4 – Proposta 4: Alterações em procedimentos da área
Esta mudança na criticidade do produto seria incluída nos procedimentos de produção
da área, do Laboratório Químico e do Laboratório de Produtos Terminados para melhor
especificação do que será e não será aceito de uma maneira clara utilizando fotos como
exemplos para a criação de um modelo “passa/não passa” além de explicar o processo de
retrabalho que irá existir. Além disso, existirá um trabalho da área responsável pelas
vendas e contato com o cliente final para explicar aos compradores a possibilidade de
existirem pequenas mudanças no produto que não irão de maneira alguma gerar
problemas de qualidade e/ou rendimento do produto.
O processo de retrabalho está relacionado ao fato de poder garantir que o tablete se
encontra no peso necessário. Para este retrabalho, quando o operador encontrar um tablete
que se enquadre no defeito X ele terá duas opções: descartar ou colocar na caixa de
produtos a serem pesados.
Quando logo se descarta significa que o produto não se encaixou no novo padrão
visual de “passa/não-passa” e quando ele é acondicionado na caixa de produtos a serem
pesados significa que ele se enquadrou no novo padrão, porém é preciso realizar a
pesagem para garantir o peso. Uma proposta para esse novo fluxo é apresentada na figura
11.

44
Figura 10 – Proposta de fluxograma das atividades do operador para o novo processo
Fonte: Autora
O Operador ponta realizará a pesagem dos produtos que se encontram na caixa para
serem pesados. Durante o seu turno uma de suas atividades será realizar a pesagem dos
tabletes que se encontram na caixa de produtos a serem pesados de todos os operadores
no final de cada ordem de processo. Caso o produto se enquadre no peso, ele deverá
recolocá-lo no fluxo do produto, e caso ele não se enquadre o produto deverá ser
descartado. O fluxo proposto para esta nova atividade encontra-se descrito na figura 12.

45
Figura 11 – Fluxograma do ponta para o novo processo
Fonte: Autora
Em relação aos produtos 647 tabletes analisados, foi observado que 196 tabletes,
aproximadamente 30%, passariam se essa proposta já estivesse sido aprovada. Com esses
dados e utilizando os dados de 2017, dos 28.771 produtos descartados pelo defeito X,
aproximadamente 8.631 produtos poderiam ter ido ao mercado, reduzindo um passivo
ambiental de mais de 21 toneladas de resíduo sólido industrial. Este produto é vendido
por um valor aproximado de R$ 4,50 sendo assim, o ganho potencial seria de cerca de R$
38.800,00.
46
5. CONCLUSÕES
Após a análise de dados realizada, não foi possível encontrar uma causa específica
para a ocorrência do defeito de qualidade estudado, mas sim propor algumas estratégias
que possam ajudar a diminuir sua ocorrência.
As estratégias propostas são as seguintes:
• Manter o operador o maior tempo possível na função;
• Realizar a contratação de mais operadores do gênero feminino;
• Realizar uma mudança da definição do defeito; e
• Realizar alterações em procedimentos operacionais da área.
A proposta dessas estratégias atinge o objetivo desse trabalho, pois visam a redução
de um defeito de qualidade de um produto médico hospitalar, bem como do passivo
ambiental gerado.
Em relação a melhoria do processo não foi possível encontrar uma causa específica
para a geração do defeito de qualidade estudado, porém existem dois fatores que podem
ajudar na diminuição da ocorrência do defeito: (i) treinar o operador da linha para reduzir
dúvidas em relação a rotina operacional e fazer com que ele seja mentido nessa função o
maior tempo possível para o aumento do seu desempenho; e (ii) contratar a maior
quantidade de mão de obra do gênero feminino.
Analisando o padrão de qualidade foi identificado a existência de um alto rigor nos
padrões atuais do tablete, sendo assim foi levantada uma ação, olhando principalmente o
peso do produto, se ele poderia apresentar uma criticidade menor no defeito de qualidade
estudado devido ao fato de não apresentar nenhum problema de qualidade e/ou
rendimento do produto. Como consequência da menor criticidade do defeito estudado
existe a necessidade de se alterar os procedimentos de análise de Laboratórios feitas para
a determinação do defeito no novo padrão de “passa/não passa”.
Por fim, conclui-se que caso essas propostas venham a ser implantadas prevê-se um
ganho potencial através da redução do passivo ambiental de cerca de 30% de diminuição
da quantidade de resíduo sólido industrial gerado.

47
REFERÊNCIAS BIBLIOGRÁFICAS
ABRANTES, J. Programa 8S: da alta administração à linha de produção o que fazer
para aumentar o lucro? A base da filosofia dos seis sigma. Rio de Janeiro: Interciência, 2001.
ABRANTES, J. Programa 8S: da alta administração à linha de produção: o que fazer
para aumentar o lucro? O combate aos desperdícios nas indústrias, protegendo o meio
ambiente e facilitando o desenvolvimento sustentável. Rio de Janeiro: Interciência, 2007.
AUTOMOTIVE INDUSTRY ACTION GROUP – AIAG. Potential Failure Mode and
Effects Analysis (FMEA) - Reference Manual. AIAG: 2008.
BAÑUELAS, R.; ANTONY, J. Critical success factors for the successful implementation
of six sigma projects in organizations. The TQM Magazine, 2002.
BERCHIN, I.; CARVALHO. O papel das conferências internacionais sobre o meio
ambiente para o desenvolvimento dos regimes internacionais: de Estocolmo à Rio + 20. – VII Seminário de Pesquisa interdisciplinar da Universidade do Sul de Santa Catarina (Unisul). 2015. Disponível <http://www.unisul.br/wps/wcm/connect/7c137789-3183-40e6-ac62-1dcca60f5b48/artigo_gt-ca_issa-andreia_vii-spi.pdf?MOD=AJPERES> Acesso em 23/09/2018.
BRYMAN, A. Research methods and organization studies (contemporary social
research). 1st ed. London: Routledge, 1989.
COUGHLAN, P.; COUGHLAN, D. Action research for operations management.
International Journal of Operations & Production Management, v. 22, n. 2, p. 220-240, 2002. http://dx.doi.org/10.1108/01443570210417515.
CROOM, S . Topic Issues and Methodological Concerns for Operations Management
Research. EDEN Doctoral Seminar on Research Methodology in Operations Management, Brussels, Belgium, 2005.
ECKES, G. A revolução seis sigma: o método que levou a GE e outras indústrias a
transformar processos em lucro. Rio de Janeiro: Campus, 2001.
ELISANDRO, L. Guia prático para a elaboração de fluxograma. Editora Brasiliano: 2009.
FERNANDES, R. M.; FONSECA, S.; REIS, A. C.; SENNA, P. Utilização da
Metodologia DMAIC em um Hospital da Rede Pública Federal com Foco em Melhoria
da Previsão de Demanda por Consultas. Revista Brasileira de Gestão e Inovação, v. 5, n. 2, p. 59-83, 2018.
GERENT, J. Conflitos ambientais globais: mecanismos e procedimentos para a solução
de controvérsias. Curitiba: Juruá, 2016.

48
GIL, A. C. Métodos e Técnicas de Pesquisa Social. 5 ed. São Paulo: Atlas, 2007.
HARRY, M., & SCHROEDER, R. Six Sigma: the breakthrough management strategy revolutionizing the world's top corporations. New York: Doubleday, 2000.
HOLANDA, L. M. C.; SOUZA, I. D.; FRANCISCO, A. C. Proposta de aplicação do
método DMAIC para melhoria da qualidade dos produtos numa indústria de calçados
em Alagoa Nova-PB. GEPROS. Gestão da Produção, Operações e Sistemas, Bauru, Ano 8, nº 4, out-dez/2013, p. 31-44.
ISHIKAWA, K. Controle de qualidade total: à maneira japonesa. Rio de Janeiro: Campos, 1993.
MARSHALL-JÚNIOR, I. Gestão de operações e qualidade. Rio de Janeiro: Editora da Fundação Getúlio Vargas, 2002.
MIGUEL, P. A. C. Estudo de caso na engenharia de produção: estruturação e
recomendações para sua condução; 2007.
FORZA, C. Survey Research in Operations Management: a Process based Perspective. International Journal of Operations & Production Management, v. 22, n. 2, p. 152-194, 2002.
MELLO, C. H. P., TURRIONI, J. B.; XAVIER, A. F.; CAMPOS, D. F. Pesquisa-ação
na engenharia de produção: proposta de estruturação para sua condução. Produção, v. 22, n. 1, p. 1-13. 2012. http://dx.doi.org/10.1590/S0103-65132011005000056
PANDE, P.; NEUMAN, R.; CAVANAGH, R. Estratégia Seis Sigma: como a GE, a
Motorola e outras grandes indústrias estão aguçando seu desempenho. Tradução: Cristina Bazán Tecnologia e Lingüística. Rio de Janeiro: Qualitymark, 2001.
PATTON, M. G. Qualitative Research and Evaluation Methods, 3 ed. Thousand Oaks, CA: Sage, 2002.
PROJECT MANAGEMENT INSTITUTE. A Guide to the Project Management: Body of
Knowledge (PMBOK). Pensilvânia: PMI, 2008.
RIBEIRO, H. 5S: Um roteiro para uma implantação bem-sucedida. Salvador: Casa da qualidade, 1994.
SILVA, J. 5S: O ambiente da qualidade. Belo Horizonte: Fundação Christiano Ottoni, 1994.
SENAPATI, S. R. Six Sigma: myths and realities. International Journal of Quality & Reliability Management, 2004.

49
SOUZA, R. Case Research in Operations Management. EDEN Doctoral Seminar on Research Methodology in Operations Management, Brussels, Belgium, 2005.
THEVNIN, C. Effective Management Commitment Enhances Six Sigma Success. Handbook of Business Strategy, 2004.
THIOLLENT, M. Metodologia da pesquisa-ação. São Paulo: Cortez, 2007.
VOSS, C., TSIKRIKTSIS, N. & FROHLICH, M. Case research in operations
management, 2002.
WERKEMA, M. C. C. Criando a Cultura Lean Seis Sigma. Rio de janeiro: Elsevier, 2012.
WERKEMA, M. C. C. Criando a Cultura Seis Sigma. Rio de Janeiro: Qualitymark, 2002.
YIN. R. K. Estudo de caso: planejamento e métodos. 3 ed. Porto Alegre: Bookman, 2005
ZANELLI, J. C. Pesquisa qualitativa em estudos da gestão de pessoas. Estudos da Psicologia, n. 7, p. 79-88, 2002.





























![[XLS] · Web viewWAGNER PEREIRA SANTANA PRISCILA RIBEIRO SPALA DAIANE MAGRI LETICIA PERCIANO DA SILVA DANIELLY BASTOS SUCHORSKI PAULA ELVIRA VENTORIM BISSOLI CESAR STORCH RODRIGUES](https://img.document.onl/doc/110x75/5c03c19109d3f2156d8d2f04/xls-web-viewwagner-pereira-santana-priscila-ribeiro-spala-daiane-magri-leticia.jpg)