Embed Size (px)
Citation preview

P&D em Engenharia de Produção, Itajubá, v. 10, n. 2, p. 143-156, 2012
Gráficos de controle multivariados: um estudo de caso no setor metalomecânico
Multivariate control charts: case study in the metallurgy mechanical sector
1 Universidade do Estado de Santa Catarina (UDESC)
2 Universidade Federal de Santa Catarina (UFSC)
[email protected]; [email protected]; [email protected]; [email protected]
Elisa Henning1
Andréa Cristina Konrath2
Olga Maria Formigoni Carvalho Walter2
Robert Wayne Samohyl2
RESUMO: Monitorar simultaneamente múltiplas características da qualidade de um processo depende de ferramentas estatísticas específicas para detectar, identificar e analisar as causas significativas da variabilidade que afetam seu comportamento. Gráficos de controle multivariados representam técnicas estatísticas que controlam simultaneamente várias características para indicar a qualidade de um único processo. O objetivo deste trabalho é monitorar um processo de usinagem utilizando o gráfico de controle T2 de Hotelling e comparar os resultados com os gráficos de controle multivariados de soma cumulativa multivariada (MCUSUM) e média móvel exponencialmente ponderada (MEWMA). O processo estudado tem três variáveis, ou seja, são monitoradas três cotas em uma mesma peça. O ambiente R foi utilizado para construção dos gráficos de controle, com auxílio dos pacotes qcc, MCUSUM e MEWMA. Os dois últimos pacotes tiveram algumas funções adaptadas para atender às necessidades específicas desta pesquisa. Neste estudo, o desempenho é também avaliado em termos da matriz de covariância. Os gráficos de controle são comparados usando a matriz de covariância amostral e a partir de um estimador mais robusto, o estimador de diferenças sucessivas. A utilização deste último torna a análise menos sensível à presença de outliers. Os resultados obtidos com a aplicação de gráficos de controle multivariados mostram que eles são uma opção viável para o monitoramento do processo de usinagem, melhorando a qualidade do processo, indo além dos gráficos de controle individuais. Palavras-chave: Gráficos de Controle Multivariados; T2 Hotelling; MCUSUM; MEWMA; matriz de covariância.
ABSTRACT: To simultaneously monitor multiple quality characteristics of a process depend on specific statistical tools to detect, identify and analyze the significant causes of variability that affect its behavior. Multivariate control charts represent a class of statistical techniques that simultaneously control several features to indicate the quality of a single manufacturing process. The aim of this paper is to present a method for monitoring a machining process using the Hotelling T2 control chart and to compare the results with multivariate Cumulative Sum (MCUSUM) and Exponentially Weighted Moving Average (MEWMA) control charts. The product being studied is measured in three variables. The R language for statistical computing and graphics is used with the help of the R packages qcc, MCUSUM and MEWMA. The last two packages were adapted to suit the specific needs of this research. In this study the performance is evaluated in terms of the covariance matrix. Control charts are compared using the sample covariance matrix from a robust estimator, the estimator as successive differences. The use of a robust estimator of the covariance matrix also makes the analysis less sensitive to the presence of outliers. The results obtained with the application of multivariate control charts show that they are a viable option for monitoring machining processes and produce quality improvements beyond the simple individual control chart. Keywords: Multivariate Control Charts; T2 Hotelling; MCUSUM; MEWMA; Covariance Matrix.

144 Henning et al. P&D em Engenharia de Produção, Itajubá, v. 10, n. 2, p. 143-156, 2012
1. INTRODUÇÃO
Em decorrência da competitividade do mercado e das exigências dos clientes, os esforços para melhoria dos padrões de qualidade de processos industriais tornam-se cada vez mais necessários.
Os gráficos de controle são as ferramentas do Controle Estatístico do Processo (CEP) mais utilizadas para monitorar as ocorrências de instabilidade do processo (MONTGOMERY, 2004). Estes gráficos auxiliam na redução da variabilidade, permitindo a produção de produtos de acordo com necessidades específicas, como por exemplo, as especificações de projeto.
Quando se deseja monitorar uma característica de um produto utilizam-se os gráficos de controle univariados. Para os casos onde é preciso controlar várias características de um mesmo processo, é recomendável a aplicação de gráficos de controle multivariados, ou seja, gráficos que monitorem todas essas características simultaneamente.
Na literatura nacional diversos artigos abrangem gráficos de controle multivariados cada qual com suas próprias especificidades. Frisen (2011) faz uma revisão geral sobre os gráficos de controle multivariados, em especial aos desafios de avaliar métodos multivariados em vigilância epidemiológica. Marcondes Filho, Fogliatto e Oliveira (2011) abordam gráficos de controle multivariados para processos em bateladas, utilizando dados simulados. Alternativas à aplicação dos gráficos de Hotelling são propostos por Machado, Costa e Claro (2009) e Costa, Machado e Claro (2010) e o uso de componentes principais é explorado por e Machado e Costa (2008) e Henning et al. (2011).
No entanto, no Brasil, a aplicação de gráficos de controle com metodologia para processos multivariados não é comum no monitoramento de processos industriais, em razão das dificuldades inerente às técnicas multivariadas (HENNING et al., 2011). Assim sendo, este artigo visa contribuir para a maior inserção de gráficos multivariados em aplicações nos processos produtivos. O objetivo principal deste artigo é comparar o monitoramento de um processo industrial comparando o gráfico de controle T2 de Hotelling, um dos mais tradicionais gráficos de controle multivariados com os gráficos de controle avançados MCUSUM e MEWMA multivariados.
O estudo de caso deste artigo trata de uma empresa que iniciou a implantação do CEP no ano de 2011 em uma célula de usinagem monitorando três (3) seções de uma peça. Inicialmente foi feito um estudo com gráficos univariados e o multivariado T² Hotelling (MAIA et al., 2011), porém, optou-se por continuar as investigações aplicando outros gráficos multivariados. Pelo fato da peça ser um componente de outro produto, é necessário identificar rapidamente algum desvio nas medidas. Assim, além do gráfico de T² Hotelling, decidiu-se analisar também como ficaria o processo com os gráficos MCUSUM e MEWMA, que são mais sensíveis a pequenas alterações na média do processo.
A partir desta introdução, este artigo está estruturado da seguinte maneira: na seção 2 é apresentada uma visão de gráficos de controles multivariados, incluindo o T2 de Hotelling, MCUSUM e MEWMA; na seção 3 são apresentados os aspectos metodológicos deste trabalho; na seção 4 discutem-se os resultados das aplicações dos gráficos de controle; e finalmente, na seção 5 são expostas as considerações finais, seguidas das referências bibliográficas.
2. GRÁFICOS DE CONTROLE
O CEP e em particular as técnicas de controle da qualidade, tais como gráficos de controle, têm sido cada vez mais importantes pelo fato de desempenharem papel primordial na indústria moderna. O objetivo principal do Controle Estatístico da Qualidade é atingir uma garantia da qualidade para tornar-se cada vez mais o fator básico de decisão do consumidor em relação a produtos e serviços (ALVES, 2003).
Os processos devem ser permanentemente monitorados, para detectar a presença de causas atribuíveis. Monitorando as características de um processo, é possível conhecer e atuar nas causas de variabilidade. Conhecendo as causas de variação do processo, é possível propor um plano de ação para eliminar as causas especiais. O gráfico de controle é a principal ferramenta utilizada para monitorar os processos e sinalizar a presença de causas especiais, permitindo sua detecção e a tomada de ações corretivas (COSTA, EPPRECHT e CARPINETTI, 2008).
Um gráfico de controle é composto por uma linha central, referente à média dos valores amostrais, e outras duas linhas paralelas, chamadas de limite superior de controle (LSC) e limite inferior de controle (LIC). Um

Gráficos de controle multivariados... 145
processo está sob controle estatístico quando a variação apresentada pelas amostras no gráfico é pequena, oscilando em volta do limite de controle central, sem exceder os limites de controle superior e inferior. Essa variação é decorrente de causas aleatórias, intrínsecas ao processo (COSTA, EPPRECHT e CARPINETTI, 2008).
Caso ocorram subgrupos que excedam os limites de controle, o processo está sob a ação de causas especiais, e ações devem ser tomadas para a identificação e supressão das mesmas.
A implantação de gráficos de controle em um processo se dá em duas fases. Na primeira fase é verificado se, através das observações iniciais apresentadas no gráfico, o processo está sob controle. Nesta fase também, é realizado um minucioso estudo verificando se o processo está sob controle estatístico por meio da análise de suas características a fim de verificar se os dados são independentes e identicamente distribuídos (VINING, 2009). Após a verificação dos gráficos de controle, busca-se a identificação de causas especiais. Caso sejam identificadas causas especiais no processo produtivo, busca-se a identificação dessas causas para poder eliminá-las.
Segundo Samohyl (2009), nunca devem ser utilizados os subgrupos que estavam sob a influência comprovada de causas atribuíveis. Sem fazer parte do gráfico de controle, esses subgrupos devem permanecer registrados juntamente com as ações tomadas para remoção das causas que tornaram o processo fora de controle estatístico. Após eliminar os subgrupos que tornam o processo fora de controle, os limites são recalculados, e é feito uma nova análise. Caso não existam causas especiais no processo, passa-se então para a fase II, onde é feito o monitoramento do processo com os limites calculados na fase I. Na fase II, as informações obtidas na fase I são utilizadas na construção dos gráficos de controle que são usados para testar se o processo permanece sob controle quando as observações futuras são monitoradas (VINING, 2009).
O desempenho de um gráfico de controle é comumente medido através de parâmetros relacionados com a distribuição do tempo necessário para o gráfico emitir um sinal. O comprimento médio de corrida (Average Run Length - ARL) é um desses parâmetros, representando o número médio de amostras necessário para que seja detectada uma mudança, ocorrida no processo (ALVES e SAMOHYL, 2004). Segundo Samohyl (2009), se o alarme for falso, então é chamado de ARL0; se verdadeiro, é chamado de ARL1.
Para que os gráficos de controle do tipo Shewhart sejam efetivos, segundo Montgomery (2004) e Costa, Epprecht e Carpinetti (2008), são necessárias que duas suposições sejam previamente analisadas e validadas. A primeira é de que as observações da característica da qualidade de interesse sejam independentes, não apresentando autocorrelação entre os dados. A segunda é de que as observações sejam normalmente distribuídas.
2.1.Gráficos de controle multivariados
Há muitas situações nas quais é necessário o monitoramento simultâneo do controle de duas ou mais características da qualidade relacionadas, e monitorar essas características independentemente pode ser enganoso (MONTGOMERY, 2004).
Para estas situações ferramentas específicas devem ser utilizadas para detectar, identificar e analisar as causas significativas de variabilidade de um processo. Os gráficos de controle multivariados representam uma destas técnicas estatísticas emergentes, utilizadas para controlar simultaneamente várias características correlacionadas que indicam a qualidade de um único processo produtivo (ALVES, HENNING e SAMOHYL, 2008).
As características a serem monitoradas pelos gráficos de controle multivariados assumem uma distribuição
normal multivariada p-dimensional com vetor de médias
pi ,...,, 21
' e a matriz de covariâncias
, onde i é a média da i-ésima característica.
Estimar a matriz de covariâncias das p características é considerado um problema significativo (MONTGOMERY, 2004; YÁÑEZ, GONZÁLEZ e VARGAS, 2010). Montgomery (2004) dispõe sobre critérios para estimar a matriz de covariâncias de processos. Estimadores mais robustos são opções á matriz de covariância amostral. Uma proposição consiste em aplicar o estimador de diferenças sucessivas para calcular a matriz de covariância. Esta matriz é mais robusta à presença de outliers que a matriz de covariância amostral (YÁÑEZ, GONZÁLEZ e VARGAS, 2010).

146 Henning et al. P&D em Engenharia de Produção, Itajubá, v. 10, n. 2, p. 143-156, 2012
2.1.1. Gráfico de controle T2 de Hotelling
O procedimento mais familiar de monitoramento e controle de um processo multivariado é o gráfico de controle T2 de Hotelling, para monitoramento do vetor média do processo. Ele é um análogo direto do
gráfico X de Shewhart univariado (MONTGOMERY, 2004).
Entre os gráficos multivariados existentes, o gráfico de controle multivariado T2 de Hotelling é o mais conhecido na literatura, e sua aplicabilidade é mais recomendada para processos que apresentam várias características de qualidade. Tais características são fortemente correlacionadas e precisam ser monitoradas conjuntamente. Além disso, o gráfico de controle T2 de Hotelling apresenta mais sensibilidade do que os gráficos univariados, permitindo ao operador detectar mais rapidamente os possíveis problemas existentes no processo e com isso corrigi-los com mais agilidade (HENNING et al., 2009). A estatística do teste T2 se baseia na Equação 1,
)()'( 12 XXSXXnT (1)
onde X corresponde ao vetor das média, e S representa a matriz de covariâncias do processo.
A aplicação do gráfico multivariado T² de Hotelling se dá também em duas etapas. Para a fase I, os limites são calculados utilizando a Equação 2,
1,,1
)1)(1(
pmmnpF
pmmn
nmpLSC (2)
onde p é o número de variáveis, m o número de amostras, n o tamanho da amostra, e F equivale a estatística da distribuição F de Snedecor com grau de liberdade do numerador igual a α (equivalente a taxa de alarmes falsos), e do denominador igual a p, mn-m-p+1.
Para a fase II da aplicação do gráfico multivariado, a equação do limite de controle superior é dada por:
1,,1
)1)(1(
pmmnpF
pmmn
nmpLSC (3)
O limite inferior de controle (LIC) para as duas fases é igual a zero. Para a utilização dos gráficos de controle multivariados, também se faz necessário a verificação das suposições de normalidade e autocorrelação entre os dados, para que seja possível a utilização do mesmo.
2.1.2 Gráfico de controle Multivariado de Soma Acumulada (MCUSUM)
O modelo de gráfico de controle univariado CUSUM (Soma Acumulada) foi desenvolvido, para oferecer maior sensibilidade a pequenos e moderados desvios na média de um processo que passam despercebidos pelo gráfico de Shewhart (ALVES e SAMOHYL, 2004). Os procedimentos de controle estatístico multivariado baseados na filosofia CUSUM são discriminados em duas principais categorias: (i) procedimentos de controle que utilizam múltiplos gráficos de controle CUSUM univariados (abreviados por MCU), desconsiderando assim a correlação entre as variáveis e (ii) procedimentos de controle que utilizam um gráfico de controle CUSUM multivariado (abreviado por MCUSUM), isto é, utilizam a matriz de covariâncias das variáveis para obter uma aproximação do gráfico CUSUM em processos multivariados. Deste modo, a primeira delas consiste em reduzir as observações multivariadas a um escalar enquanto a outra consiste em elaborar um gráfico MCUSUM para analisar diretamente estas observações multivariadas (CROSIER, 1988).
Este gráfico de controle foi desenvolvido por Crosier (1988) a partir de dois procedimentos de controle. O primeiro procedimento baseado na raiz quadrada da estatística T2 de Hotelling denominado de gráfico de controle CUSUM COT (CUSUM of T) consiste em reduzir as observações multivariadas a escalares. O segundo procedimento denominado MCUSUM (CUSUM de vetores) se constitui numa extensão multivariada do gráfico de controle CUSUM univariado onde as quantidades escalares são substituídas por vetores.
Define-se Ci como:

Gráficos de controle multivariados... 147
])()[( 01
1'
01
iiiii xSxSC (4)
Onde Si são as somas acumuladas expressadas como:
kCse
C
kxS
kCse
Si
i
ii
i
i ),1)((
,0
1
(5)
Onde S0 = 0 é o valor de referencia k > 0, relacionado à magnitude de mudança. A estatística de controle a ser plotada no gráfico de controle MCUSUM é dada por:
iii SSY 1' (6)
O método sinaliza uma situação fora de controle se Yi > H onde h é o intervalo de decisão (limite de controle).
De acordo com Crosier (1988), de uma maneira geral, este procedimento tem desempenho de ARL melhor do que o procedimento escalar. Conforme o autor, este tipo de gráfico de controle apresenta um desempenho ARL superior em relação ao gráfico T2 de Hotelling na detecção de deslocamentos no vetor de médias do processo.
2.1.3. Gráfico de controle Multivariado de Média Móvel Exponencialmente Ponderada (MEWMA)
O gráfico de controle estatístico multivariado MEWMA (Multivariate Exponentially Weighted Moving Average) é uma extensão lógica do controle EWMA univariado (p = 1) (LOWRY et al., 1992). Assim para um caso multivariado (p > 1) o gráfico MEWMA o interesse é o monitoramento simultâneo de p variáveis
correlacionadas entre si. Neste caso, ,..., 21 XX são vetores de dimensão p que representam as médias
amostrais tomadas do processo. Suponhamos que os vetores aleatórios iX são independentes e estão
identicamente distribuídos segundo uma normal p-variante de vetor de média
e matriz de covariâncias
, o processo estará sob controle se 0 e fora de controle se 0
.
A estatística de controle para monitorar o vetor de médias do processo via gráfico de controle estatístico multivariado (MEWMA), é obtida a partir da equação:
1)1( iii ZrrXZ (7)
onde iXé o vetor de observações amostrais p-dimensional referente a i-ésima amostra unitária, r é a matriz
diagonal que contém p constantes de ponderação ]}1,0({ ir e 1iZ
é o vetor p-dimensional dos escores
referentes à amostra 1i tomando geralmente como partida 00 Z. Quando 1r o gráfico de
controle MEWMA torna-se equivalente ao gráfico de controle T2 de Hotelling. A estatística de controle utilizada para plotar o gráfico MEWMA é definida como:
iZiii ZZT 1' (8)
onde 1Zi é a inversa da matriz de covariâncias de iZ
. A matriz de covariância de iZ é expressa conforme
a equação:
r
rrZi
2
])1(1[ 2
(9)
Onde é a matriz de covariância estimada ou conhecida. Para o procedimento do gráfico de controle MEWMA pode-se tomar a matriz de covariância assintótica dada por (10) de forma análoga ao que ocorre no caso univariado para observações individuais.

148 Henning et al. P&D em Engenharia de Produção, Itajubá, v. 10, n. 2, p. 143-156, 2012
)2
(r
riml
iZi
Z (10)
O processo é considerado sob controle se hTi 2
na Equação (8). O valor de h (limite de controle) é escolhido a partir do desempenho do ARL desejado para o gráfico de controle MEWMA. Este desempenho do ARL depende apenas do parâmetro de não centralidade dado pela distância de Mahalanobis quando as p características recebem o mesmo peso r. Dessa forma, este procedimento de controle também apresenta a característica de direcionalidade invariante. Por esta razão, pode-se comparar o desempenho desse gráfico em relação a outros gráficos multivariados (LOWRY et al., 1992).
3. ENQUADRAMENTO METODOLÓGICO
Com relação à natureza de seus objetivos, esta pesquisa é classificada como exploratória. É assim considerada, pois ainda não se conhece como o processo em estudo se comportará estatisticamente, quando analisado por meio do monitoramento de gráficos de controle multivariados MCUSUM e MEWMA.
Possui abordagem quantitativa, ou seja, o monitoramento do processo estudado será tratado por gráficos de controle estatísticos. Já com relação aos procedimentos técnicos, é considerada como estudo de caso (MIGUEL, 2007; YIN, 2010).
Finalmente, levando em consideração seus resultados, é uma pesquisa aplicada (GIL, 2010), pois com o conhecimento adquirido é possível aplicá-lo para construir uma análise relevante, propondo soluções de ordem prática.
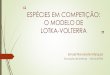
A coleta de dados é primária (RICHARDSON et al., 2008) e é proveniente do processo de usinagem do diâmetro interno do cilindro em aço apresentado na Figura 1.
Figura 1 - Cilindro de aço com as seções em estudo Fonte: Dados da Pesquisa (2012)
O processo de usinagem é realizado para aumentar o diâmetro interno e diminuir sua rugosidade. Esta peça possui três (3) seções para medição: topo, meio e saia, que tem como especificação µ0 = 32,630 ± 0,010 mm.
Os gráficos de controle, bem como o monitoramento dos dados, a análise das suposições de normalidade e autocorrelação foram realizados por meio do software R (R DEVELOPMENT CORE TEAM, 2011) com auxílio dos pacotes qcc (SCRUCCA, 2004) MCUSUM (FERNANDEZ, 2011a), MEWMA (FERNANDEZ, 2011b) e QRM (PFAFF, 2012).
4. ANÁLISE E DISCUSSÃO DOS RESULTADOS
4.1. Fase de Análise (Fase I)
A normalidade dos dados foi verificada mediante o gráfico de probabilidade normal multivariada da Figura 2.

Gráficos de controle multivariados... 149
Figura 2 - Gráfico de probabilidade normal multivariada
De acordo com a Figura 2, visualmente os dados seguem a distribuição normal. A normalidade foi confirmada com o teste de hipóteses multivariado de Mardia (MARDIA, 1985) por meio do pacote QRM do R (PFAFF, 2012). O teste retornou p-valor de assimetria = 0,2220538 e p-valor de curtose = 0,4200293, assim H0 de normalidade dos dados é aceita.
Mediante observações dos padrões das funções de autocorrelação da Figura 3 verificou-se que nenhuma das características da peça avaliada apresentavam autocorrelação.
Figura 3 - Gráficos da função de autocorrelação das três seções do cilindro
As características encontradas permitem que se utilizem os dados em sua forma original, sem necessidade de qualquer transformação para que seja possível a aplicação dos gráficos de controle.

150 Henning et al. P&D em Engenharia de Produção, Itajubá, v. 10, n. 2, p. 143-156, 2012
Após a verificação das suposições de normalidade e autocorrelação calculou-se os limites de controle com os 20 primeiros subgrupos.
4.2. Fase de Monitoramento (Fase II)
4.2.1. Monitoramento por T2 Hotelling
Nesta análise foram consideradas as três variáveis em estudo (Topo, Meio e Saia) com um número inicial de 20 subgrupos. O tamanho do subgrupo foi igual a 5 (cinco) e foi adotado o ARL0 de 200.
Após verificar a estabilidade do processo na fase I, passou-se então para a fase de monitoramento (fase II), utilizando então, os dados das amostras durante o acompanhamento do processo. Foram utilizados, além dos 20 subgrupos iniciais, mais 20 subgrupos coletados após a fixação dos limites de controle.
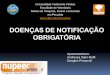
A Figura 4 apresenta o gráfico T2 de Hotelling, construído com a matriz de covariância de diferenças sucessivas. O gráfico foi analisado também com a matriz de covariâncias amostral, na fase I. Como para este processo, não apresentou diferenças significativas, ou seja, o comportamento do gráfico ficou similar ao utilizar a matriz de covariâncias de diferenças sucessivas, optou-se pela segunda, mais robusta.
Figura 4 - Gráfico de controle T2 Hotelling (fase I e fase II) com matriz de covariância de diferenças sucessivas
No gráfico da Figura 4 as amostras 29, 37 e 39 estão além do limite de controle, indicando que o processo possa estar fora de controle estatístico. Assim como na fase I, foram considerados 5 amostras por subgrupo. Os limites de controle foram LIC = 0 e LSC = 13,50518, para a fase I. Já, para a fase II foram LIC = 0 e LSC = 14,92677.
4.2.2. Monitoramento por MCUSUM
Para a construção do gráfico de controle MCUSUM a rotina de Fernandez (2011a), disponibilizada no Apêndice A, foi adaptada para que pudesse ser informada a matriz de covariância, o vetor de médias, o valor de referência k e o limite de controle h, que na rotina eram fixos. Além disso, alguns detalhes de saída gráfica foram modificados. Desta forma, mediante as adaptações realizadas, o gráfico MCUSUM da Figura 5 foi construído com h = 6,895 (ALVES, 2009), valor que mantém o ARL0 em 200 para p = 3.

Gráficos de controle multivariados... 151
Figura 5 - Gráfico de controle MCUSUM (fase I e fase II) com matriz de covariância de diferenças sucessivas
O gráfico da Figura 5 sinalizou que o processo estava fora de controle antes do gráfico de T2 de Hotelling, ou seja, nas amostras 27 e 28.
4.2.3. Monitoramento por MEWMA
Para a construção do gráfico de controle MEWMA da Figura 6 a rotina de Fernandez (2011b), disponibilizada no Apêndice B, foi adaptada para que pudesse ser informada a matriz de covariância.
Na Figura 6 verifica-se que não há nenhum ponto além dos limites de controle, situação que também se repete quando o gráfico é construído com a matriz de covariância amostral.
Figura 6 - Gráfico de controle MEWMA (fase I e fase II) com matriz de covariância de diferenças sucessivas

152 Henning et al. P&D em Engenharia de Produção, Itajubá, v. 10, n. 2, p. 143-156, 2012
Este resultado, do MEWMA, não era esperado, uma vez que já se sabia da existência de alterações no processo. De acordo com as análises realizadas pode-se verificar que os gráficos T2 de Hotelling e MCUSUM são os que mais captaram as instabilidades do processo, o que não foi percebido pelo gráfico MEWMA.
5. CONSIDERAÇÕES FINAIS
Este trabalho teve como objetivo comparar simultaneamente o monitoramento de 3 variáveis de um processo de usinagem entre o gráfico de controle T2 Hotelling com os gráficos de controle MCUSUM e MEWMA.
Tanto o gráfico de controle T² Hotelling quanto O MCUSUM conseguiram captar desvios do processo, mostrando-se eficientes na análise realizada. Porém, o gráfico MCUSUM sinalizou antes que o T² Hotelling que o processo estava fora de controle. Já o gráfico de controle MEWMA não apresentou sinais que o processo estava fora de controle estatístico. Assim recomenda-se que a empresa adote o gráfico MCUSUM para auxiliar no monitoramento do processo e execute mais análises com mais dados com o gráfico MEWMA para uma verificação mais abrangente se este gráfico pode ser descartado na inclusão de análises futuras.
Para complementar este trabalho e como continuidade desta pesquisa, pode-se avaliar melhor seu desempenho, a partir da simulação de situações fora de controle estatístico. Como em um gráfico multivariado não é possível verificar diretamente o quanto cada variável é responsável pela alteração, técnicas como a decomposição T2 de Hotelling ou análise discriminante, também podem ser recomendadas.
REFERÊNCIAS
ALVES, C. C. Gráficos de Controle CUSUM: um enfoque dinâmico para a análise estatística de processos. 2003. 134f. Dissertação (Mestrado em Engenharia de Produção), Programa de Pós-Graduação em Engenharia de Produção, Universidade Federal de Santa Catarina, Florianópolis, 2003.
______. O método da Equação Integral com Quadratura Gaussiana para otimizar os parâmetros do gráfico de controle multivariado de somas acumuladas. 2009. 196f. Tese (Doutorado em Engenharia de Produção), Programa de Pós-Graduação em Engenharia de Produção, Universidade Federal de Santa Catarina, Florianópolis, 2009.
ALVES, C. C.; HENNING, E.; SAMOHYL, R. W. O desenvolvimento de gráficos de controle MCUSUM e MEWMA em ambiente R como um procedimento alternativo para análise estatística de processos multivariados. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 27., 2008, Rio de Janeiro. Anais... Rio de Janeiro, 2008.
ALVES, C. C.; SAMOHYL, R. W. A utilização dos gráficos de controle CUSUM para o monitoramento de processos industriais. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 24., 2004, Florianópolis. Anais... Florianópolis, UFSC, 2004.
COSTA, A. F. B.; EPPRECHT, E. K.; CARPINETTI, L. C. R. Controle estatístico de qualidade. 2.ed. São Paulo: Atlas, 2008.
COSTA, A. F. B; MACHADO, M. A. G.; CLARO, F. A. E. Gráfico de controle MCMAX para o monitoramento simultâneo do vetor de médias e da matriz de covariâncias. Gestão & Produção, v. 17, n. 1, p. 149-156, 2010.
CROSIER, R. B. Multivariate Generalizations of Cumulative Sum Quality-control Schemes. Technometrics, v. 30, n. 3, p. 291-303, 1988.
FERNANDEZ, E. S. MCUSUM: Multivariate Cumulative Sum (MCUSUM) Control Chart. R package version 1.0., 2011a. Disponível em: <http://CRAN.R-project.org/package=MCUSUM>. Acesso em: 05 jun. 2012.
______. MEWMA: Multivariate Exponentially Weighted Moving Average (MEWMA) Control Chart. R package version 1.0., 2011b. Disponível em: <http://CRAN.R-project.org/package=MEWMA>. Acesso em: 05 jun. 2012.
FRISEN, M. On multivariate control charts. Produção, v. 21, n. 2, p. 235-241, Apr./June 2011.
GIL, A. C. Como elaborar projetos de pesquisa. 5 ed. São Paulo: Atlas, 2010.
HENNING, E.; ALVES, C. C.; KONRATH, A. C.; SAMOHYL, R. W. Uma proposta no R para o Gráfico de Controle T2 de Hotelling. In: 54º. REUNIÃO DA REGIÃO BRASILEIRA DA SOCIEDADE INTERNACIONAL DE

Gráficos de controle multivariados... 153
BIOMETRIA e 13º. SIMPÓSIO DE ESTATÍSTICA APLICADA À EXPERIMENTAÇÃO AGRONÔMICA, 2009, São Carlos. Anais... São Carlos, UFSCar, 2009.
HENNING, E.; ARAUJO, N. G; ALVES, C. C.; ZVIRTES, L. Aplicação de gráficos de controle multivariados baseados na projeção de dados via Análise de Componentes Principais. Revista Eletrônica Produção em Foco, v. 1, p. 41-66, 2011.
LOWRY, A. C.; WOODALL, W. H.; CHAMP, C. W.; RIGDON, C. C. A Multivariate Exponentially Weighted Moving Average Control Chart. Technometrics, v. 34, n. 1, p. 46-53, Feb. 1992.
MACHADO, M. A. G.; COSTA, A. F. B. The use of principal components and univariate charts to control multivariate processes. Pesquisa Operacional, v. 28, n. 1, p. 173-196, abr. 2008.
MACHADO, M. A. G.; COSTA, A. F. B.; CLARO, F. A. E. Monitoring bivariate process. Pesquisa Operacional, v. 29, n. 3, p. 547-562, dez. 2009.
MAIA, M. T.; HENNING, E.; WALTER, O. M. F. C.; KONRATH, A. C.; Aplicação de gráficos de controle para o monitoramento do processo de retificação do diâmetro interno de um cilindro de aço. In: I CONGRESSO BRASILEIRO DE ENGENHARIA DE PRODUÇÃO, 1., 2011, Ponta Grossa/PR. Anais... Ponta Grossa, 2011.
MARCONDES FILHO, D; FOGLIATTO, F. S.; OLIVEIRA, L. P. L. Multivariate control charts for monitoring non-linear batch processes. Produção, v. 21, n. 1, p. 132-148, mar. 2011.
MARDIA, K. V. Mardia's Test of Multinormality. In: KOTZ, S.; JOHNSON, N. L. Encyclopedia of Statistical Sciences, v. 5. New York: Wiley, 1985, p. 217-221.
MIGUEL, P. A. C. Estudo de caso na engenharia de produção: estruturação e recomendações para sua condução. Produção, v. 17, n. 1, p. 216-229, jan./abr. 2007.
MONTGOMERY, D. C. Introdução ao controle estatístico da qualidade. 4. ed. São Paulo: LTC, 2004.
PFAFF, D. QRM: Provides R-language code to examine Quantitative Risk Management concepts. R package version 0.4-7, 2012. Disponível em: <http://CRAN.R-project.org/package=QRM>. Acesso em: 05 jun. 2012.
R DEVELOPMENT CORE TEAM. R: A language and environment for statistical computing. R Foundation for Statistical Computing, Vienna, Austria, 2010. Disponível em: <http://www.R-project.org>. Acesso em: 20 set. 2011.
RICHARDSON, R. J. et al. Pesquisa Social: métodos e técnicas. 3. ed. São Paulo: Atlas, 2008. 336 p.
SAMOHYL, R. W. Controle Estatístico de Qualidade. São Paulo: Elsevier Campus, 2009.
SCRUCCA, L. Qcc: an R package for quality control charting and statistical process control. R News, v. 4, n. 1, 11-17, June 2004.
YÁÑEZ, S.; GONZÁLEZ, N.; VARGAS, J. A. Hotelling’s T2 control charts based on robust estimators. Dyna, v. 77, n. 163, p. 239-247, July/Sept. 2010.
YIN, R. K. Estudo de Caso: Planejamento e Métodos. 4. ed. São Paulo: Bookman, 2010.
VINING, G. Technical Advice: Phase I and phase II control charts. Quality Engineering, v. 21, n. 4, p. 478-479, Sept. 2009.

154 Henning et al. P&D em Engenharia de Produção, Itajubá, v. 10, n. 2, p. 143-156, 2012
APÊNDICE A - Rotina MCUSUM adaptada de Fernandez (2011a)
mcusum2.1=function(x,n,means=NULL,cova=NULL,k=0.5,h=5.5){
library(MCUSUM)
a <- dim(x)
y <- matrix(0, a[1]/n, a[2])
if (is.null(means)){
means <- matrix(0, ncol = ncol(y), nrow = 1)
dif <- matrix(0, ncol = ncol(y), nrow = nrow(y))
s <- matrix(0, ncol = ncol(y), nrow = nrow(y))
ci <- matrix(0, ncol = 1, nrow = nrow(y))
t2 <- matrix(0, ncol = 1, nrow = nrow(y))
z <- matrix(0, ncol = ncol(y), nrow = nrow(y))
for (j in 1:a[2]) {
for (i in 1:(a[1]/n)) {
y[i, j] <- mean(x[(i * n - (n - 1)):(i * n), j])
}
}
for (i in 1:ncol(y)) {
means[1, i] = mean(y[, i])
}
for (i in 1:nrow(y)) {
for (j in 1:ncol(y)) {
dif[i, j] <- y[i, j] - means[, j]
}
}
}
if (is.null(cova)){
cova <- covariance(x, n)}
ci[1] <- sqrt(dif[1, ] %*% solve((cova/n)) %*% dif[1, ])
ifelse(ci[1] > k, (s[1, ] = (s[1, ] + dif[1, ]) * (1 - k/ci[1])),
(s[1, ] = matrix(0, ncol = ncol(y))))
for (i in 2:nrow(y)) {
z[i, ] <- (s[i - 1, ] + dif[i, ]) %*% solve((cova/n))
ci[i, ] = sqrt(z[i, ] %*% (s[i - 1, ] + dif[i, ]))
if (ci[i] > k) {
s[i, ] = (s[i - 1, ] + dif[i, ]) * (1 - k/ci[i])
}
else (s[i, ] = matrix(0, ncol = ncol(y)))
}
t2 = 0
for (i in 1:nrow(y)) {
t2[i] = sqrt(s[i, ] %*% solve((cova/n)) %*% (s[i, ]))
}
Sample <- seq(1, ncol(t(t2)))
Samplex <- cbind(Sample, t2)
subs = subset(Samplex, Samplex[, 2] > h)
plot(t2, type = "b", lty = 1, ylim = c(0, (max(c(max(t2),
h + 1)))), pch = 21, cex = 0.65, main = "MCUSUM",
xlab = "Sample", ylab = "MCUSUM", col = ifelse(t2 >
h, 2, 1),bg=ifelse(t2>h,2,1))
abline(h = h,lty=2,col=4)
text(h, h + 0.5, paste("UCL =", h))
outList = list("Multivariate Cumulative Sum (MCUSUM) Control Chart",
`Upper Control Limits(UCL)` = h, MCUSUM = t2, covariance = cova,
`The following(s) point(s) fall outside of the control limits` =
subs)
return(outList)
}

Gráficos de controle multivariados... 155
APÊNDICE B - Rotina MEWMA adaptada de Fernandez (2011b)
mewma2.1 <- function(x, n, cova=NULL,lambda=0.1){
h4 <- matrix(c(8.6336, 9.6476, 10.083, 10.3114, 10.4405,
10.5152, 10.5581, 10.5816, 10.5932, 10.814, 11.8961,
12.3505, 12.5845, 12.7143, 12.788, 12.8297, 12.8524,
12.8635, 12.7231, 13.8641, 14.3359, 14.576, 14.7077,
14.7818, 14.8234, 14.846, 14.857, 14.5363, 15.7293, 16.217,
16.4629, 16.5965, 16.6711, 16.7127, 16.7352, 16.7463,
16.2634, 17.5038, 18.0063, 18.2578, 18.3935, 18.4687,
18.5105, 18.5331, 18.5442, 17.9269, 19.2113, 19.7276,
19.9845, 20.1223, 20.1982, 20.2403, 20.2631, 20.2743,
19.541, 20.8665, 21.396, 21.6581, 21.798, 21.8747, 21.9171,
21.9401, 21.9515, 21.1152, 22.4796, 23.0217, 23.2887,
23.4307, 23.5082, 23.551, 23.5742, 23.5858, 22.6565,
24.0579, 24.6119, 24.8838, 25.0278, 25.1062, 25.1493,
25.1728, 25.1846), nrow = 9)
require(MASS)
if (class(x) != "matrix")
(cat("x must be a matrix "))
a <- dim(x)
x1 <- matrix(0, a[1]/n, a[2])
z <- matrix(0, a[1]/n, a[2])
y <- matrix(0, a[1]/n, a[2])
t2 <- matrix(0, a[1]/n, 1)
t3 <- matrix(0, a[1]/n, 1)
for (j in 1:a[2]) {
for (i in 1:(a[1]/n)) {
y[i, j] <- mean(x[(i * n - (n - 1)):(i * n), j])
}
}
for (i in 1:(a[1]/n)) {
for (j in 1:a[2]) {
x1[i, j] <- y[i, j] - mean(y[, j])
ifelse(i == 1, z[i, j] <- lambda * x1[i, j], z[i,
j] <- lambda * x1[i, j] + (1 - lambda) * z[i -
1, j])
}
}
if (is.null(cova)){
cova <- covariance(x, n)}
for (i in 1:(a[1]/n)) {
weights <- cova * (lambda * (1 - ((1 - lambda)^(2 * i)))/(2 -
lambda))
inv <- ginv(weights)
za <- matrix(z[i, ])
t2[i, ] <- t(za) %*% inv %*% za
}
rownames(h4) <- c(seq(0.1, 0.9, by = 0.1))
colnames(h4) <- c(1:9)
m1 <- rownames(h4)
m2 <- colnames(h4)
l <- lambda * 10
ucl <- h4[m1[l], m2[a[2] - 1]]
ifelse(max(t2) > ucl, s3 <- max(t2), s3 <- ucl)
plot(t2, ylim = c(0, ceiling(s3)), type = "b",pch=21,col = ifelse(t2 >
ucl, 2, 1),bg=ifelse(t2>ucl,2,1),xlab="Sample",ylab="MEWMA")

156 Henning et al. P&D em Engenharia de Produção, Itajubá, v. 10, n. 2, p. 143-156, 2012
s1 <- c(ucl, ucl)
s2 <- c(0, 0)
abline(s1, s2,lty=2,col=4)
text(5, s1 - 0.5, paste("UCL =", ucl))
cat("Multivariate Exponentially Weighted Moving Average (MEWMA) Control
Chart ")
cat("Upper Control Limits(UCL)")
print(ucl)
k <- 1
for (i in 1:(a[1]/n)) {
if (t2[i] > ucl) {
t3[k, 1] <- i
k <- k + 1
}
}
if (k > 1) {
cat("The following(s) point(s) fall outside of the control limits")
for (i in 1:(a[1]/n)) {
if (t3[i] != 0)
(print(t3[i]))
}
}
outList = list("Multivariate Exponentially Weighted Moving Average
(MEWMA) Control Chart",
t2 = t2, covariance = cova)
invisible(outList)
}