Embed Size (px)
Citation preview

Laboratório de Materiais do Centro Universitário da FEI http://www.fei.edu.br/mecanica/me541/LabMat.htm
20
Tabela.II.2 – Composição química nominal da liga AA7175
Tabela.II.3 – Propriedades mecânicas da liga AA7175 nas têmperas T66 e T736.
II.6. Características de algumas ligas de alumínio
Neste projeto, o conhecimento básico de algumas ligas de alumínio é
fundamental; tais ligas, hoje utilizadas nas atividades do LabMat-FEI, e suas
respectivas características, estão listadas à seguir:
• AA7175
De início, para que liga AA 7175 seja analisada e estudada de modo que
satisfaçam futuras aplicações, é necessária a exposição de sua composição química
nominal, que segue na tabela II.2[17]:
Cu Mg Mn Si Fe Cr Zn Ti Outros1.2 à 2.0 2.1 à 2.9 0.1 máx 0.15 máx 0.2 máx 0.18 à 0.28 5.1 à 6.1 0.1máx 0.15máx
% de massa dos elementos
Também é importante que se dê atenção a algumas propriedades mecânicas
características da liga AA7175, tomando como exemplo algumas têmperas. Estas
propriedades estão listadas na Tabela II.3 [17]:
MPa Ksi MPa Ksi MPa KsiT66 593 86 524 76 159 23
T736 524 76 455 66 159 23---14
à fadiga, à 5x108 ciclos
Limite de resistência
%
Alongamentoem 75mm ou 3inTempera
Limite de
tração
Limite de
escoamento
A densidade da liga AA7175 é 2,8 g/cm3 ou 0,101lb/in3 . Estes dados valem a
20°C ou 68°F. [11] Em se tratando de propriedades térmicas, é de interesse a

Laboratório de Materiais do Centro Universitário da FEI http://www.fei.edu.br/mecanica/me541/LabMat.htm
21
Tabela.II.5 – Composição química nominal da liga AA7475
Tabela.II.6 – Propriedades mecânicas da liga AA7475
temperatura liquidus e a temperatura incipiente de fusão da liga. Estas temperaturas
estão listadas na Tabela II.4 [17]:
°C °F °F635 1175 990532
Temperatura liquidus Temperatura incipiente de fusão°C
• AA7475
Analogamente a liga anterior, será necessário o fornecimento da composição
química nominal da liga AA7475. Segue na tabela II.5 os dados [17]:
Cu Mg Mn Si Fe Cr Zn Ti Outros1.2 à 1.9 1.6 à 2.6 0.06 máx 0.10 máx 0.12 máx 0.18 à 0.25 5.2 à 6.2 0.06máx 0.15máx
% de massa dos elementos
As propriedades mecânicas da liga AA7475 são similares às da liga AA7175
devida a pequena diferença em sua composição química nominal, como mostram os
dados na tabela II.6.[17]:
MPa Ksi MPa KsiT61 552 80 496 72
T761 524 76 462 67
%1212
Alongamentoem 50mm ou 2inTração escoamentoTempera
Limite de Limite de
Tabela II.4 – Propriedades térmicas: temperatura liquidus e temperatura incipiente de fusão da liga AA7175

Laboratório de Materiais do Centro Universitário da FEI http://www.fei.edu.br/mecanica/me541/LabMat.htm
22
A densidade da liga AA7475 é também 2,8 g/cm3 ou 0,101lb/in3, válidos a
20°C ou 68°F. A temperatura liquidus e a temperatura incipiente de fusão da liga
AA7574 estão listadas na Tabela.II.7[17]:
°C °F °F635 1175 1000
Temperatura liquidus Temperatura incipiente de fusão°C538
• A413.1
Como a liga A413.1 é uma liga fundida, sua composição química nominal difere
muito das ligas AA7175 e AA7475, principalmente pelo alto teor de silício,
característica das ligas fundidas ou de fundição como mostra a Tabela.II.8 [18]:
Si Cu Mg Mn Fe Ni Zn Sn Outros11.0 à 13.0 1.0 máx 0.1 máx 0.35 máx 1.3 máx 0.5 máx 0.5 máx 0.15 máx 0.25máx
% de massa dos elementos
Correlacionadas as composições químicas nominais, era de se esperar que as
propriedades mecânicas da Liga A413.1 fossem bem distintas das ligas demonstradas
anteriormente. As propriedades mecânicas da Liga A413.1 estão listadas na
tabela.II.9. [18]:
Tabela.II.7 - Propriedades térmicas: Temperatura liquidus e temperatura incipiente de fusão da liga AA7475
Tabela.II.8 – Composição química nominal da liga A413.1

Laboratório de Materiais do Centro Universitário da FEI http://www.fei.edu.br/mecanica/me541/LabMat.htm
23
MPa Ksi MPa Ksi130 19 130 19
escoamento à fadiga, à 5x108 ciclosLimite de Limite de resistência Alongamento
em 50mm ou 2in%3.5
Também é dado que a sua densidade é 2,657g/cm3 (0,096lib/in3 ) à 20°C
(68°F) e que o seu calor latente de fusão é 389 KJ/Kg (167Btu/lb). Por fim, seu
intervalo de fusão vai de 650 à 760°C. [18]
• Ligas Al-Cu
As ligas Al-Cu, particularmente as ligas da série 2xxx, são aplicadas com
grande êxito na construção de peças que devem ter uma grande resistência ao calor e
dureza em estado quente, como por exemplo, no caso de pistões para motores de
combustão, se bem que apresentam o inconveniente de um maior coeficiente de
dilatação térmica se comparadas por exemplo, às ligas Al-Si. A presença do cobre faz
com que não sejam aconselháveis para a construção de peças que devem resistir à
corrosão. A liga eutética possui 33% de cobre e ponto de fusão aos 548°C, como pode-
se ver no Figura.II.6. Na prática todas as ligas de alumínio e cobre estão
compreendidas na zona com um conteúdo de cobre de até 13%, já que a partir deste
valor em diante as mesmas são muito frágeis[14]. Na tabela.II.10 tem-se a composição
química nominal de uma liga Al-Cu, a liga AA2014:
Al Si Fe Cu Mn Mg Cr Ni Zn Ti Outrosbal 0.5-1.2 0,7 3.9-5.0 0.4-1.2 0.2-0.8 0,1 - 0,25 0,15 0,15
% Massa dos elementos
Tabela.II.9 – Propriedades mecânicas da liga A413.1
Tabela.II.10 – Composição Química Nominal da liga AA2014

Laboratório de Materiais do Centro Universitário da FEI http://www.fei.edu.br/mecanica/me541/LabMat.htm
24
II.7.Processo Shell Molding
O processo shell molding, ou processo de moldagem em casca, consiste no uso
de uma areia de modelagem, geralmente areia de quartzo, coberta com uma resina
sintética ligante (resina poliéster, uréia-formaldeído ou fenolformaldeído)
comercialmente chamada de novolaca, para molde de fundição[20].
Em suma, o processo funciona da seguinte forma: sobre uma placa de modelo
aquecida, após aspersão de um desmoldante, é derramada a mistura de areia e resina
sintética. A resina é curada na faixa de 150°C a 280°C, formando-se uma casca em
volta do modelo, podendo se obter a metade ou parte do molde (vide Figura.II.7). A
casca formada pode ser extraída por meio de pinos extratores. Após sua extração, as
Figura.II.6 – Diagrama de equilíbrio de fases Al-Cu[19]

Laboratório de Materiais do Centro Universitário da FEI http://www.fei.edu.br/mecanica/me541/LabMat.htm
25
duas metades são acopladas por meio de colagem como por exemplo a HOTCOL 25,
colante fornecido pela Bentomar. e pinos guia. O molde pronto para fundir pode ser
vazado na posição horizontal ou vertical. Após o vazamento, o molde se desintegra por
causa da queima da resina[22].
Figura.II.7.(a): Jogo de placa molde para shell molding (à esquerda da figura), e o molde para fundição em shell molding ( à direita da figura).[21] (b): A placa para modelagem de shell molding(acima), e o produto final já fundido (abaixo)[21]
Para que este processo seja tecnicamente viável para a produção de peças a
casca deve ter resistência para que possa ser separada do modelo, o que, atualmente, é
conseguido principalmente pela utilização de ligantes, como as resinas de fenol-
formaldeído, as quais, sob calor, amolecem inicialmente, e então, com a ajuda de um
endurecedor, tornam-se um polímero termofixo de alta resistência. A resina fenólica,
na areia, forma uma cadeia entrelaçada de alta resistência e chega a um estado rígido e
quebradiço com alta resistência mecânica na casca de areia. A resina, então, se
(a) (b)

Laboratório de Materiais do Centro Universitário da FEI http://www.fei.edu.br/mecanica/me541/LabMat.htm
26
transforma em estado indissolúvel e infusível (comumente chamada de termofixa),
permitindo o transporte de machos e moldes para estocagem e vazamento. [22,23]
Quanto mais fina a areia, tanto melhor será a superfície de peças fundidas,
porém, maiores quantidades de ligante devem ser adicionadas para que se consiga uma
determinada resistência do material de modelagem.[22]
O modelo usado no processo é geralmente feito de ferro fundido, mas o
alumínio também pode ser usado, mas só é adequado para processos de pequena escala
de produção. O motivo para isto é que o modelo de alumínio é menos resistente ao
desgaste, sendo assim, o contato com a areia pode danificar seu acabamento
superficial e também comprometer precisão dimensional da peça. Contudo, para a
produção de poucas peças, é extremamente interessante, pois pelo alumínio ser um
bom condutor térmico o tempo, e consequentemente a energia, necessários para curar
a mistura areia-resina são aceitáveis.
O aquecimento do modelo é extremamente crítico: se uma temperatura muito
alta for obtida a cura resultará na queima da resina, que poderá resultar na quebra da
casca durante a fundição. Por outro lado, se a temperatura for muito baixa, apenas uma
pequena camada do molde irá curar, fazendo com que a casca resistente fique fina,
causando a quebra da mesma durante sua extração da placa do modelo. [24]
Para o aquecimento dos moldes podem ser utilizadas resistências elétricas
aplicadas diretamente às placas suporte dos modelos ou ainda fornos aquecidos a gás,
óleo diesel, elétricos ou por infravermelho. A técnica a ser seguida depende do
tamanho das cascas que devem ser preparadas.[14]
Quanto à recuperação da areia, é possível reutilizá-la de duas maneiras:
Recuperação pneumática através de separação por impacto e recuperação térmica

Laboratório de Materiais do Centro Universitário da FEI http://www.fei.edu.br/mecanica/me541/LabMat.htm
27
pelo processo de prólise. No primeiro, a recuperação é precedida de pré-trituração,
separação magnética e peneiramento com malha grossa. A areia triturada é introduzida
numa unidade de limpeza pneumática (de varias células). Seus maiores níveis de
recuperação giram em torno de 50%. Já o segundo processo, também chamado de
processo pirolítico, consiste na queima do material orgânico (resina) aderido à areia
usada, em 800 a 900°C na presença de ar. O efeito regenerador resultante é de 95 a
100%, isto é, a areia possui, posteriormente, as mesmas qualidades da areia nova. Em
experiências realizadas pelo alemão Heinz Berndt, foi constatado um aumento de
resistência na areia após este processo, visto que aparentemente as cavidades e fendas
da areia ficaram preenchidas com restos de resina. Numa recuperação bem feita, pode-
se economizar entre 8 e 10% de resina.[22]
Os pontos fortes do processo residem na elevada precisão para a reprodução de
contornos, ou seja, boa definição de detalhes com uma diferença de 0,3% à 0,7% das
dimensões originais[21], e um acabamento superficial muito bom, que pode contar
com uma rugosidade de 25 a 160 µm [20,21]. Um de seus principais campos de
aplicação é a produção de peças automobilísticas de excelente qualidade
dimensional[22]. O processo pode ser aplicado tanto na fundição de ferrosos como na
de não-ferrosos[20]. A areia é relativamente cara quando comparada com a areia-
verde, porém, é mais barata que os materiais utilizados na fundição de precisão ou
microfusão. [24]

Laboratório de Materiais do Centro Universitário da FEI http://www.fei.edu.br/mecanica/me541/LabMat.htm
28
III.Materiais e Métodos
III.1.Materiais
Durante as aplicações experimentais do projeto, serão utilizados quatro tipos de
ligas. Elas estão divididas em dois grupos: ligas trabalháveis e ligas para fundição.
Dentro das ligas trabalháveis, serão usados três tipos de ligas:
• A liga AA7175, que terá sua especificação confirmada, está na forma de
corpos de prova utilizados para ensaios de tração e de fadiga no LabMat.
De uma forma geral, serão denominados de corpos de prova A01,
mostrados na figura.III.1
Figura.III.1: Foto dos corpos de prova de tração A01
• A liga AA7475 também terá sua especificação confirmada, ela se encontra
na forma de dois blocos forjados denominados de B01 e B02 (vide
Figura.II.2). Estes blocos são provenientes da sucata de fabricação de
aviões da Embraer.
Laboratório de Materiais do Centro Universitário da FEI http://www.fei.edu.br/mecanica/me541/LabMat.htm
29
B C F H
Figura.III.2: Foto dos blocos forjados B01 e B02
• A liga AA xxxx, que é uma liga trabalhada, ainda sem especificação, está
na forma de quatro lingotes, denominados de B, C, F e H, como se segue
na Figura.III.3. Estes, foram fundidos no LabMat à partir de sucatas em
uma lingoteira, conforme mostra o apêndice A.
B01 B02
Figura.III.3:Foto dos lingotes B, C, F e H

Laboratório de Materiais do Centro Universitário da FEI http://www.fei.edu.br/mecanica/me541/LabMat.htm
30
Figura.III.4.(a): Foto do lingote Nº1. (b): Foto do lingote Nº3
No segundo grupo, que são as ligas para fundição, teremos em mãos o
seguinte material:
• Liga Axxx.x, que se encontra na forma de dois lingotes, denominados de
N°1 e N°3, como pode se ver nas Figura.III.4.(a) e Figura.III.4.(b)
respectivamente, porém sem especificação inicial. Eles foram adquiridos
com o propósitos de assumirem o papel de ligas-mãe para fundição,
tornando intrínseca a presença aproximada de 12% de Si em sua
composição química.
Por ultimo, se tem posse de limalha de cobre eletrolítico (99,9 % Cu), caso
seja necessário a utilização do mesmo para a obtenção das ligas Al-Cu.
(a)
(b)

Laboratório de Materiais do Centro Universitário da FEI http://www.fei.edu.br/mecanica/me541/LabMat.htm
31
III.2.Métodos
III.2.1.Análise química
Tendo portanto dois tipos de ligas de alumínio não especificados, e dois a
serem confirmados, como citado no item III.1, foi necessário realizar a análise química
de cada material para que fosse possível especificá-los.
A análise química dos materiais foi realizada em base de amostras em forma de
cavaco devidamente recolhidas, ou seja, sem contaminação. Estas foram
encaminhadas ao IPEI, onde, através da espectroscopia atômica, foi realizada análise
química (uma explicação mais detalhada e clara sobre o método da espectroscopia
atômica aplicado pode ser vista no apêndice B deste relatório). Vale notar que apenas
alguns elementos foram analisados na espectroscopia atômica1.
III.2.2.Identificação das ligas
De posse dos resultados da análise química, foi possível especificar o tipo de
liga dos lingotes Nº1, Nº3, B, C, F e H, e confirmar a especificação dos corpos de
prova A01, e dos blocos forjados B02 e B02, comparando-os com as especificações da
norma da Aluminum Association.
1 O executante da análise química é capaz de verificar: Ag, Al, As, B, Ba, Bi, Be, Cd, Ca, Co, Cr, Fe, Hg, K, W, Li, Mg, Mn, Mo, Na, Nb, Ni, P, Pb, Sn, Si, Sn, Se, Ti , V, Zn e Zr.
Laboratório de Materiais do Centro Universitário da FEI http://www.fei.edu.br/mecanica/me541/LabMat.htm
32
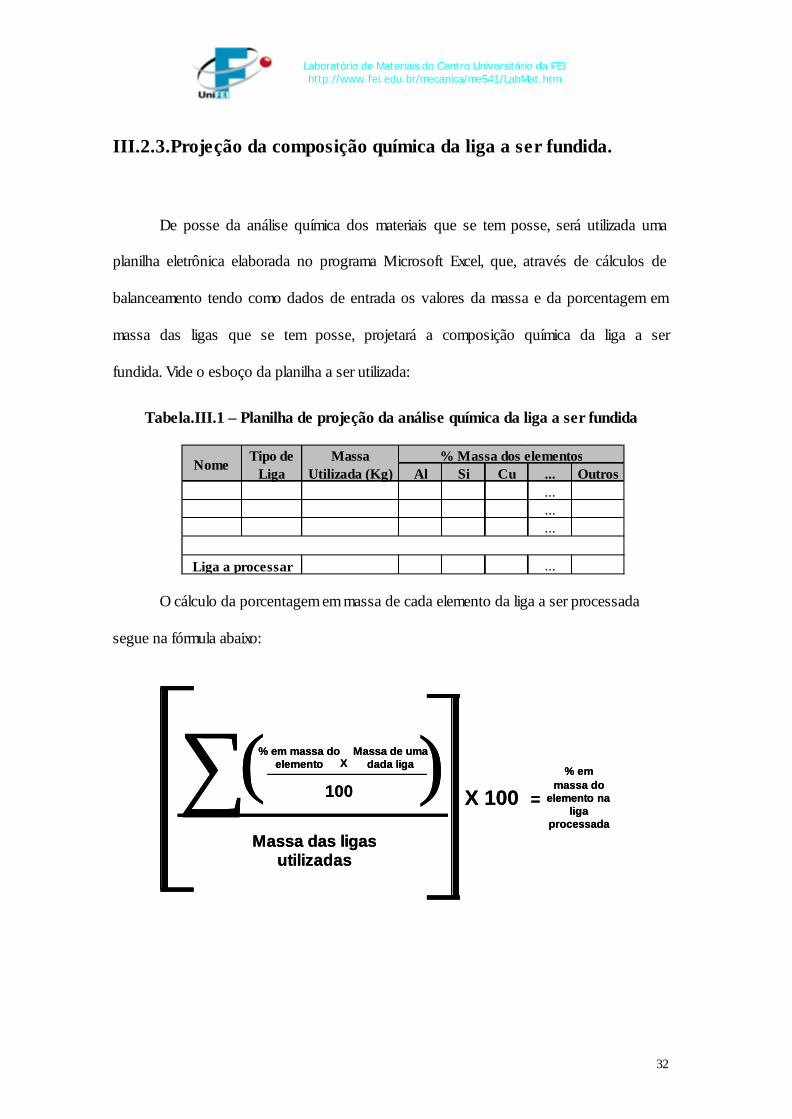
III.2.3.Projeção da composição química da liga a ser fundida.
De posse da análise química dos materiais que se tem posse, será utilizada uma
planilha eletrônica elaborada no programa Microsoft Excel, que, através de cálculos de
balanceamento tendo como dados de entrada os valores da massa e da porcentagem em
massa das ligas que se tem posse, projetará a composição química da liga a ser
fundida. Vide o esboço da planilha a ser utilizada:
O cálculo da porcentagem em massa de cada elemento da liga a ser processada
segue na fórmula abaixo:
Tipo de MassaLiga Utilizada (Kg) Al Si Cu ... Outros
...
...
...
...
Nome
Liga a processar
% Massa dos elementos
Tabela.III.1 – Planilha de projeção da análise química da liga a ser fundida
∑( )=
% em massa do
elemento na liga
processada
% em massa do elemento
Massa de uma dada ligaX
100
Massa das ligas utilizadas
X 100∑( )=
% em massa do
elemento na liga
processada
% em massa do elemento
Massa de uma dada ligaX
100
Massa das ligas utilizadas
X 100

Laboratório de Materiais do Centro Universitário da FEI http://www.fei.edu.br/mecanica/me541/LabMat.htm
33
III.2.4.Procedimentos de Refusão das Ligas Fundidas
III.2.4.1.Temperatura de Fundição
Para que se consiga fundir qualquer liga, é necessário que seja ultrapassado o
ponto de fusão da mesma. Mas como a composição química pode mudar de uma liga
para outra, e esta influencia diretamente com o comportamento da liga em relação à
temperatura e consequentemente o ponto de fusão, acaba-se estabelecendo uma
relação entre temperatura de fusão e composição química.
Assim, a partir do diagrama de equilíbrio de fases Al-Si (Figura.III.1), será
possível estabelecer a temperatura de fusão das ligas para fundição de acordo com a
porcentagem em massa de Si na liga. Não foi estudada a influência de outros
elementos de liga no diagrama de equilíbrio de fases por causa da sua desprezível
participação na % de massa nessas ligas, no caso, blocos N°1 e N°3, como poderá ser
costatado no item IV.2.
A temperatura de fusão das ligas fundidas podem ser encontradas no diagrama
de equilíbrio de fases da seguinte maneira: entrando com o valor da porcentagem em
massa de Si no eixo das abscissas, rebatendo até a curva liquidus, e daí, traçando uma
linha horizontal que até o eixo das ordenadas, obtém-se a temperatura de fusão para
aquela liga.

Laboratório de Materiais do Centro Universitário da FEI http://www.fei.edu.br/mecanica/me541/LabMat.htm
34
Figura.III.1 – Diagrama de fase Al-Si [19]
III.2.4.2.Molde para fundição
O molde para fundição dessas ligas será confeccionado no Laboratório de
Materiais através do processo shell molding. Para a cura da areia-resina, será urilizado
um sistema de aquecimento elaborado no próprio Laboratório de Materiais. Maiores
detalhes sobre o funcionamento e a confecção deste sistema, se encontram no
Apêndice C deste projeto.

Laboratório de Materiais do Centro Universitário da FEI http://www.fei.edu.br/mecanica/me541/LabMat.htm
35
III.2.5.Procedimentos de Refusão das Ligas Trabalhadas
III.2.5.1.Temperatura de Fundição
• Lingotes B, C F e H É de se esperar, que sendo estes provenientes de sucata de alumínio, seus
elementos de liga tenham participação desprezível na composição química, o
que provocará pouca influência na temperatura de fusão. Assim, para os
mesmos, será adotada como temperatura mínima de fusão a temperatura de
fusão de uma liga de alumínio puro.
III.2.5.2.Molde para fundição
O molde que será utilizado para a fundição das ligas Al-Cu será a mesma
lingoteira utilizada na confecção dos lingotes B, C, F e H. Foto e desenhos da mesma
se encontram no Apêndice A.
III.2.5.3Cálculo do volume e da massa utilizada para fundição de alumínio na
Lingoteira.
Para este calculo é indispensável o cálculo do volume da própria lingoteria,
pois ele terá que ser o volume do material fundido, a fim de que não haja desperdício e
nem falta de material. Achado o volume, multiplica-se o seu valor numérico pelo valor
da densidade média do alumínio, aproximadamente 2,7g/cm3 , e por fim encontra-se a
massa necessária para a fundição do lingote de alumínio.

Laboratório de Materiais do Centro Universitário da FEI http://www.fei.edu.br/mecanica/me541/LabMat.htm
36
III.2.5.4.A fundição
Foram colocadas em um cadinho CCAF3, as ligas de Al que se deseja fundir
de acordo com o volume do lingote a ser fundido. O cadinho e os materiais serão
colocados juntos em um forno elétrico a temperatura de 750ºC. Após a liquefação do
alumínio serão acrescentados os elementos de liga necessários. Após a sua dissolução
é então vazado o material fundido na lingoteira.
III.2.5.5.Análise dos lingotes fundidos
• Análise Química – Como já mencionado, a análise química foi realizada
através de espectroscopia atômica. Serão retiradas amostras do topo e da base
do lingote (vide figura III.2).
• Análise Macrográfica – A partir de um corte transversal no lingote, foi
utilizado o reativo de Tucker para atacar a superfície do corte, a fim de se ter
maior clareza na análise.
Teste de
Laminação
MacrografiaA
. Quim
.A
. Quim
.
A. M
et.A
. Met.
Topo
Base
Figura III.2- Divisão que será realisada no lingote para análises
Laboratório de Materiais do Centro Universitário da FEI http://www.fei.edu.br/mecanica/me541/LabMat.htm
37
• Laminação – Foi realizada no laminador do Laboratório de Materiais com
rotação de 250 rpm em passes de 0,5mm. A princípio será laminado o lingote
sem tratamento térmico. Caso se faça necessário, a peça a ser laminada será
recozida à 350ºC por 4 horas .
• Análise Metalográfica – A análise foi realizada no microscópio Leica após a
laminação do lingote. As amostras serão atacadas com solução de água
destilada com 0,5% de HF.
• Análise de Dureza – Para a medições foi utilizada a escala Brinell com cargas
de 15,625 e 31,25Kg e com um penetrador esférico de aço de 2,5mm de
diâmetro. A análise foi realizada após a laminação.

Laboratório de Materiais do Centro Universitário da FEI http://www.fei.edu.br/mecanica/me541/LabMat.htm
38
IV.Resultados
IV.1. Identificação das ligas trabalháveis
Como explicado no item III.2.2, amostras dos lingotes B, C, F, H, dos corpos
de prova A01 e dos blocos forjados B01 e B02 foram encaminhados para a análise
química para a obtenção da composição química real dos mesmos. A Tabela IV.1
mostra a composição química real dos lingotes B, C, F e H em porcentagem de massa.
Al Si Fe Cu Mn Mg Cr Ni Zn OutrosB 96.72 0.37 0.25 0.80 0.14 0.15 0.016 0.19 0.88 0.48C 97.11 0.08 0.31 0.79 0.10 0.10 0.015 0.15 0.94 0.41F 96.92 0.35 0.25 0.82 0.14 0.15 0.018 0.20 0.69 0.46H 97.06 0.42 0.23 0.80 0.14 0.14 0.018 0.19 0.62 0.38
Nome % Massa dos elementos
A Tabela IV.2 mostra a composição química real dos corpos de prova A01 em
porcentagem de massa.
Al Si Fe Cu Mn Mg Cr Zn Ti OutrosA01 89.52 0.15 0.20 1.60 0.10 2.50 0.23 5.60 0.10 0.00
Nome % Massa dos elementos
A Tabela IV.3 mostra a composição química real dos blocos forjados B01 e
B02 em porcentagem de massa.
Tabela.IV.1: Composição química real dos lingotes B, C, F e H
Tabela.IV.2: Composição química real dos corpos de prova A01

Laboratório de Materiais do Centro Universitário da FEI http://www.fei.edu.br/mecanica/me541/LabMat.htm
39
Al Si Fe Cu Mn Mg Cr Zn Ti OutrosB01 89.75 0.067 0.017 1.61 0.001 2.17 0.21 6.00 0.017 0.16B02 89.67 0.072 0.006 1.63 0.001 2.19 0.21 6.05 0.018 0.15
Nome % Massa dos elementos
IV.2. Identificação das Ligas Fundidas
Como explicado no item III.2.2, amostras dos lingotes Nº1 e Nº3 também
foram encaminhadas para a análise química para a obtenção da composição química
real dos mesmos. A Tabela IV.4 mostra a composição química real dos lingotes Nº1 e
Nº3 em porcentagem de massa.
Al Si Fe Cu Mn Mg Cr Ni Zn Sn OutrosNº 1 85.89 11.5 0.65 0.90 0.11 0.035 0.015 0.045 0.40 0.00 0.46Nº 3 86.00 12.2 0.57 0.40 0.27 0.077 0.021 0.03 0.17 0.00 0.26
Nome % Massa dos elementos
IV.3.Massa a Ser Utilizada Para Fundir Lingotes de Alumínio
Feito os cálculos explanados no item III.2.5.3., o resultado encontrado para o
volume da lingoteira foi de 244,4cm3 ou 244mL. Assim, a massa de alumínio a ser
utilizada para a fundição na lingoteira é de 660g. Para efeitos de perdas com escórias
durante a fundição e maior facilidade de cálculo na obtenção da liga a ser processada,
será adotado uma massa de 700g para fundição de alumínio na lingoteria.
Tabela.IV.4 – Composição química real dos lingotes N°1 e N°3
Tabela.IV.3: Composição química real dos dos blocos forjados B01 e B02

Laboratório de Materiais do Centro Universitário da FEI http://www.fei.edu.br/mecanica/me541/LabMat.htm
40
IV.4.Fundição de Ligas Al-Cu
Para a obtenção de ligas Al-Cu por meio de fundição foi utilizado a planilha de
projeção demonstrada no item III.2.3. Dois lingotes foram fundidos a fim de serem
compatíveis com a liga AA2014, o lingote CH1 e o lingote A. As ligas utilizadas na
elaboração, e a massa destas estão nas planilhas das tasbelas.IV.5 e IV.6.
Tipo de MassaLiga Utilizada (g) Al Si Fe C u Mn Mg Cr Ni Zn Ti S n Outros
B AAxxxx 96.72 0.37 0.25 0.80 0.14 0.15 0.016 0.19 0.88 0.00 0.08 0.48C AAxxxx 331 97.11 0.08 0.31 0.79 0.10 0.10 0.015 0.15 0.94 0.00 0.07 0.41F AAxxxx 96.92 0.35 0.25 0.82 0.14 0.15 0.018 0.20 0.69 0.00 0.08 0.46H AAxxxx 350 97.06 0.42 0.23 0.80 0.14 0.14 0.018 0.19 0.62 0.00 0.07 0.38
Nº 1 AA413,1 85.89 11.5 0.65 0.90 0.11 0.035 0.015 0.045 0.40 0.055 0.00 0.40Nº 3 AA413,1 86.00 12.2 0.57 0.40 0.27 0.077 0.021 0.03 0.17 0.10 0.00 0.16A01 AA7175 89.52 0.15 0.20 1.60 0.10 2.50 0.23 0.00 5.60 0.10 0.00 0.00B01 AA7475 89.75 0.067 0.017 1.61 0.001 2.17 0.21 0.008 6.00 0.02 0.00 0.15B02 AA7475 89.67 0.072 0.006 1.63 0.001 2.19 0.21 0.005 6.05 0.018 0.00 0.15
22.7 0.00 0.00 0.00 100.0 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
703.7 93.95 0.25 0.26 4.00 0.12 0.12 0.02 0.17 0.75 0.00 0.07 0.38
Nome % Massa dos elementos
Cobre puro
Liga a processar
Tipo de MassaLiga Utilizada (g) Al Si Fe Cu Mn Mg Cr Ni Zn Ti Sn Outros
B AAxxxx 279.4 96.72 0.37 0.25 0.80 0.14 0.15 0.016 0.19 0.88 0.00 0.08 0.48C AAxxxx 270.1 97.11 0.08 0.31 0.79 0.10 0.10 0.015 0.15 0.94 0.00 0.07 0.41F AAxxxx 130.7 96.92 0.35 0.25 0.82 0.14 0.15 0.018 0.20 0.69 0.00 0.08 0.46H AAxxxx 97.06 0.42 0.23 0.80 0.14 0.14 0.018 0.19 0.62 0.00 0.07 0.38
Nº 1 AA413,1 85.89 11.5 0.65 0.90 0.11 0.035 0.015 0.045 0.40 0.055 0.00 0.40Nº 3 AA413,1 86.00 12.2 0.57 0.40 0.27 0.077 0.021 0.03 0.17 0.10 0.00 0.16A01 AA7175 89.52 0.15 0.20 1.60 0.10 2.50 0.23 0.00 5.60 0.10 0.00 0.00B01 AA7475 89.75 0.067 0.017 1.61 0.001 2.17 0.21 0.008 6.00 0.02 0.00 0.15B02 AA7475 89.67 0.072 0.006 1.63 0.001 2.19 0.21 0.005 6.05 0.018 0.00 0.15
22.7 0.00 0.00 0.00 100.0 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
702.9 93.78 0.24 0.26 4.00 0.12 0.13 0.02 0.17 0.84 0.00 0.07 0.43
Nome % Massa dos elementos
Cobre puro
Liga a processar
Tabela.IV.5 – Planilha de projeção do Lingote CH1
Tabela.IV.6 – Planilha de projeção do Lingote A
Laboratório de Materiais do Centro Universitário da FEI http://www.fei.edu.br/mecanica/me541/LabMat.htm
41
IV.5.Análises dos lingotes fundidos
• Análise Química – O resultado da análise química dos lingotes CH1 e A estão
listados na tabela.IV.7.
Al Si Fe Cu Mn Mg Cr Ni Zn Pb OutrosCH1- Topo 95.56 1.29 0.33 1.2 0.12 0.11 0.017 0.14 0.95 0.21 0.073CH1- Base 94.87 1.65 0.34 1.30 0.12 0.11 0.015 0.18 0.99 0.25 0.175
A 92.50 1.36 0.28 3.71 0.12 0.10 0.017 0.14 0.88 0.20 0.693
Nome % Massa dos elementos
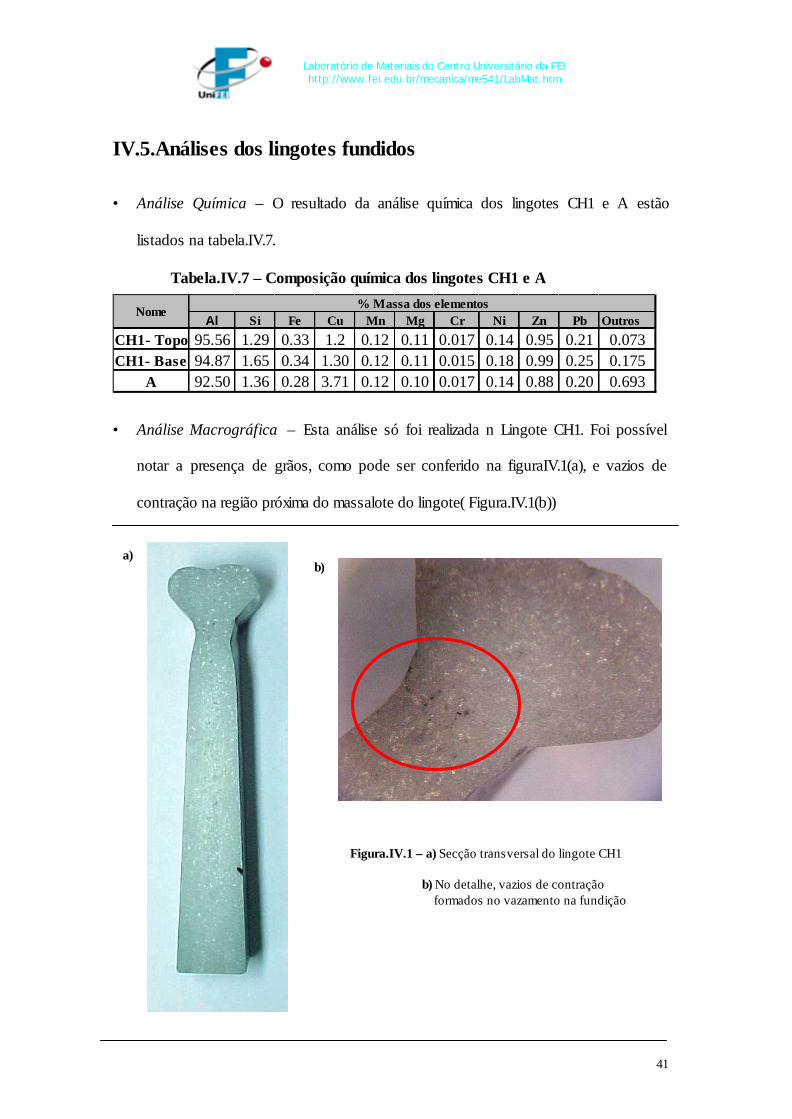
• Análise Macrográfica – Esta análise só foi realizada n Lingote CH1. Foi possível
notar a presença de grãos, como pode ser conferido na figuraIV.1(a), e vazios de
contração na região próxima do massalote do lingote( Figura.IV.1(b))
Figura.IV.1 – a) Secção transversal do lingote CH1 b) No detalhe, vazios de contração formados no vazamento na fundição
a) b)
Tabela.IV.7 – Composição química dos lingotes CH1 e A





























