-
INSTRUMENTOS E MEDIDASINSTRUMENTOS E TCNICAS DE MEDIDAS
-
INSTRUMENTOS E MEDIDASIntroduoAo se efetuar uma medio devem ser
considerados trs elementos fundamentais: o mtodo, o instrumento e o
operador.O operador , talvez, dos trs, o mais importante. De sua
habilidade depende, em grande parte, a preciso conseguida.O
operador deve conhecer os instrumentos, ter iniciativa para adaptar
s circunstncias o mtodo mais aconselhvel e possuir conhecimento
para interpretar os resultados encontrados.
-
INSTRUMENTOS E MEDIDASREGRAS GERAIS DE MEDIO PARA EXECUO DE UMA
MEDIO ADEQUADA
1 Segurana6 Sensibilidade2 Limpeza7 Finalidade da medida3
Cuidado8 Instrumento adequado4 Pacincia9 Domnio sobre o
instrumento5 Senso de responsabilidade
-
INSTRUMENTOS E MEDIDASRECOMENDAES E CUIDADOS NO USO DE
INSTRUMENTOS DE MEDIO
1 Evitar Choques, quedas, arranhes, oxidao e sujeiras nos
instrumentos2 Evitar misturar instrumentos3 Evitar cargas
excessivas no uso (medir provocando atrito entre a pea e o
instrumento)4 Evitar medir peas cuja temperatura esteja fora da
temperatura de utilizao do instrumento5 Evitar medir peas sem
importncia com instrumentos caros.
Cuidados:1 Sempre que possvel usar proteo de madeira, borracha
ou feltro para apoiar os instrumentos;2 Sempre que possvel, deixar
a pea atingir a temperatura ambiente antes de toc-la com o
instrumento de medio.
-
INSTRUMENTOS E MEDIDASPIRMETRO DE CONTATOOs pirmetros de contato
so instrumentos destinados a medir temperaturas de superfcie.
Constituem-se de um indicador de temperatura e um sensor. Em
soldagem so utilizados para verificar temperaturas de
pr-aquecimento, interpasse e de ps-aquecimento. Operam mediante o
contato fsico do sensor com a superfcie, cuja temperatura se quer
medir. O sensor, que pode ser um termstor sensitivo ou um termopar,
tem os seus terminais ligados ao indicador de temperatura, digital
ou de ponteiro. A energia necessria ao funcionamento do pirmetro
normalmente oriunda de pilhas comuns ou de baterias
recarregveis.Para verificarmos a temperatura de um material,
promovemos o contato do sensor com o material e aguardamos a
estabilizao da leitura no indicador de temperatura.
-
INSTRUMENTOS E MEDIDASPIRMETRO DE CONTATO (continuao)Cuidados a
serem tomados no uso de um pirmetro de contato:a) Verificar se o
tipo de sensor que vai ser utilizado aquele para o qual o aparelho
foi calibrado. Os indicadores de temperatura so previamente
calibrados para um nico tipo de sensor. Assim, um indicador
calibrado para um termopar tipo cromel-alumel s pode ser utilizado
como termopar e cabos em cromel-alumel. b) Observar que alguns
pirmetros de contato possuem um mecanismo de compensao para a
temperatura ambiente. Estes tm, no interior do indicador de
temperatura, um termmetro adicional que indica a temperatura
ambiente. Neste caso, o aparelho deve ser calibrado antes de ser
usado. Durante a calibrao, o sensor no deve estar em contato com
nenhum material. Os pirmetros de contato, com indicadores digitais,
no necessitam de correo para a temperatura ambiente.c) Cuidar para
que a faixa de temperatura do sensor no seja ultrapassada, o que
poder danific-lo.d) Observar atentamente qual a unidade de medida
do indicador de temperatura: oC ou oF.
-
INSTRUMENTOS E MEDIDASPIRMETRO DE CONTATO (continuao)Vantagens
do uso dos pirmetros de contatoa) Preciso muito boa ao fim a que se
destina: erro de 2% ou menos do total da escala de leitura;b)
Ausncia do risco de contaminao da pea a ser soldada. Nenhum
material depositado sobre o material de base.Desvantagens do uso
dos pirmetros de contatoa) Os pirmetros de contato com indicadores
de ponteiros (analgicos) devem ser ajustados para cada posio de
trabalho;b) O pirmetros analgicos apresentam variaes para as posies
horizontal e vertical;c) Por serem eletrnicos, so instrumentos
bastante delicados, principalmente os analgicos;d) Seu custo
elevado, restringindo a sua utilizao a situaes onde mtodos mais
baratos (lpis de fuso) so desaconselhveis. So tambm utilizados para
verificao desses outros mtodos.
-
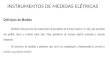
INSTRUMENTOS E MEDIDASA figura mostra quatro modelos de
termo-elementos recambiveis que podem ser utilizados com o pirmetro
de contato conforme segue:a) Modelo A - Elemento de mediao em forma
de fita, para mediao de temperaturas em rolos, eixos, tubulaes,
calandras, cilindros e outras superfcies curvas;b) Modelo B -
Elemento de dois pinos para medio de temperaturas em superfcies
metlicas de metais no ferrosos, tais como lingotes e barras e
alumnio e lato;c) Modelo C - Elemento de encosto para medio de
temperatura em superfcie plana, tais como prensas, moldes e
ferramenta;d) Modelo D - Elementos em forma de agulha para medio de
temperatura em massas plsticas, borrachas e materiais pastosos.
-
INSTRUMENTOS E MEDIDASLPIS DE FUSO (OU LPIS TRMICO) So
instrumentos destinados a verificar a temperatura de materiais
utilizando a propriedade de que cada substncia apresenta um ponto
de fuso nico e caracterstico. Alm dos lpis de fuso, existem ainda
tintas, pastilhas e papeletas indicadoras de temperatura. So
fabricados para as mais variadas temperaturas. Em soldagem so
utilizados para o controle de temperaturas de pr-aquecimento,
interpasse e ps-aquecimento.
-
INSTRUMENTOS E MEDIDAS Utilizao do lpis de fuso 1 Caso Para se
determinar a temperatura de uma superfcie, sobre a mesma traamos
linhas com diversos lpis de fuso. Cada lpis funde-se a uma
temperatura diferente e conhecida. Num determinado instante, a
temperatura da superfcie ser maior que a temperatura de fuso do
lpis de maior ponto de fuso que se funde e menor que a temperatura
de fuso do lpis de ponto de fuso logo acima do anterior, o qual no
se funde.
-
INSTRUMENTOS E MEDIDAS Utilizao do lpis de fuso2 CasoSe
soubermos qual a temperatura que o material deve atingir, o que o
caso mais comum em soldagem, temos dois mtodos a seguir:Mtodo AAo
longo do aquecimento e em determinados espaos de tempo, risca-se a
superfcie com o lpis de fuso deixando uma marca seca (como de giz);
ao ser atingida a temperatura especificada para o lpis usado, este
deixa uma marca lquida.Mtodo BOutro mtodo para determinao de
temperaturas quando em aquecimentos relativamente rpidos altas
temperaturas consiste no seguinte:1 - Marca-se a pea com o lpis de
fuso apropriado antes do incio do aquecimento e, em seguida,
promove-se o aquecimento pela superfcie oposta quela marcada.2 -
Quando a temperatura indicada atingida, a marca se liquefaz.
-
INSTRUMENTOS E MEDIDAS Utilizao do lpis de fuso Se a superfcie
muito lisa para ser riscada, existem produtos que devem ser
passados sobre a mesma, enquanto fria, para facilitar a elaborao do
risco. Alguns lpis, ao invs de se fundirem a uma determinada
temperatura, mudam de cor quando a temperatura atingida. Ao serem
utilizados deve-se verificar sempre a unidade de temperatura a que
se refere o lpis de fuso: oC ou oF.
-
INSTRUMENTOS E MEDIDAS Utilizao do lpis de fuso Durante a
soldagem, a faixa de temperatura admissvel conhecida. Para seu
controle, usamos dois lpis de fuso: um com a temperatura mnima
permitida ou imediatamente acima desta e, outro, com a temperatura
mxima ou imediatamente abaixo desta; os dois lpis devem ser usados
conjuntamente como indicado no exemplo que segue. Exemplo: o
controle da temperatura de pr-aquecimento de uma junta a ser
soldada. No procedimento de soldagem est especificada uma
temperatura mnima de pr-aquecimento de 150o C numa faixa de 50 mm
para cada lado do eixo da solda e uma temperatura mxima interpasse
de 250o C. Tomamos dois lpis de fuso. Um que se funde a 150o C e
outro a 250o C. Perpendicularmente solda, traamos dois riscos
abrangendo uma regio at, aproximadamente, 70 mm para cada lado da
solda. Durante o pr-aquecimento haver um momento em que o lpis de
menor temperatura se liquefaz, pelo menos numa extenso de 50 mm.
Podemos ai garantir que a regio do metal de base, cuja temperatura
queremos controlar, encontra-se, no mnimo, a 150o C. Como o lpis de
maior temperatura (250C) no fundiu, sabemos tambm que a temperatura
de metal de base inferior a 250o C.
-
INSTRUMENTOS E MEDIDASTemperatura mnima especificada: 150C
Temperatura mxima especificada: 250CConcluso : a pea acima est com
uma temperatura entre 150 e 250 C
-
INSTRUMENTOS E MEDIDAS Utilizao do lpis de fuso Para determinao
da temperatura de uma superfcie utiliza-se vrios lpis de fuso (ver
exemplo da figura.
-
INSTRUMENTOS E MEDIDASVantagens do uso dos lpis de fusoa) Boa
preciso: 1%, segundo os fabricantes;b) Custo relativamente baixo;c)
No requer maiores cuidados com o manuseio, mesmo quebrado pode ser
usado.Desvantagens do uso dos lpis de fusoa) Como o material do
lpis de fuso depositado sobre o metal a ser soldado, existe risco
de contaminao do metal de base. Esse aspecto contra-indica o uso do
lpis de fuso para soldagem de determinados materiais;b) No se pode
usar lpis se a superfcie estiver coberta por uma camada de material
isolante.
-
INSTRUMENTOS E MEDIDASMEDIDORES E REGISTRADORES DE TEMPERATURA E
TERMOPARESO funcionamento dos termopares baseia-se na diferena de
potencial criada pela diferena de temperatura entre suas
extremidades, ou seja; se as extremidades de fios de metais
dissimilares estiverem em contato uma com a outra, formando uma
juno a uma determinada temperatura e, se existir uma diferena de
temperatura entre esta juno e aquela na outra extremidade dos fios,
cria-se uma diferena potencial (tenso) entre as duas junes (efeito
Seebeck). Esta diferena de potencial entre as junes muda quando
varia a diferena de temperatura.Por meio de calibrao apropriada, as
leituras de tenso podem ser traduzidas em leitura de temperatura.
Estas leituras sero vlidas somente se os fios forem do mesmo
material que o usado na calibrao do medidor ou registrador.
-
INSTRUMENTOS E MEDIDASMEDIDORES E REGISTRADORES DE TEMPERATURA E
TERMOPARES (continuao)Junto escala do medidor ou registrador
geralmente est indicado o tipo de termopar para o qual a escala est
calibrada.As duas combinaes de fios mais usadas so Ferro-Constantan
e Cromel-Alumel.Os termopares de Ferro-Constantan no podem ser
usados acima de 760o C (1400o F), enquanto que o Cromel-Alumel pode
ser usado at 1260o C (2301o F).O termopar de Cromel-Alumel usado na
maioria das aplicaes que envolvem aquecimento por resistncia
eltrica.
-
INSTRUMENTOS E MEDIDASOs termopares esto, normalmente,
disponveis em duas formas: uma fabricada e pronta para uso e, a
outra, em peas que so montadas. A forma fabricada, que geralmente
tem cerca de 60 cm de comprimento, tem os fios de termopar
separados e eletricamente isolados um do outro e cobertos com um
revestimento de ao inoxidvel ou de liga de nquel-cromo-ferro. As
extremidades dos dois fios so equipadas com obturadores de
segurana, que tornam impossvel conect-los de modo incorreto aos
fios conjugados do par de extenso, desde que estes ltimos tambm
tenham tais obturadores. Os termopares podem, tambm, ser
completados a qualquer comprimento desejado, passando-se os dois
fios atravs de dois isoladores de cermica, que os separam, porm
ainda permitem uma tima flexibilidade. O fio de cromel
(no-magntico) positivo e deve ser conectado ao condutor positivo do
registrador. O fio de alumel (magntico) negativo e deve ser
conectado ao condutor negativo do registrador.MEDIDORES E
REGISTRADORES DE TEMPERATURA E TERMOPARES (continuao)
-
INSTRUMENTOS E MEDIDASMEDIDORES E REGISTRADORES DE TEMPERATURA E
TERMOPARES (continuao)No Ferro-Constantan o fio positivo o ferro
(magntico) e o negativo (revestimento vermelho e no magntico) o
Constantan .Como se v, em cada caso apenas um dos fios magntico, o
que faz que eles sejam facilmente distinguveis com o auxlio de um
im. Se eles forem invertidos, o ponteiro do registrador indicar uma
leitura incorreta.Junto escala de temperatura, geralmente est
indicado o tipo de termopar para o qual a escala est calibrada. Se
for indicado tipo J ou Ferro-Constantan, devem ser utilizados um
termopar e fio de compensao at a caixa de controle deste material:
o mesmo vale se a indicao for tipo K ou Cromel-Alumel.Os fios dos
termopares so disponveis em diversas bitolas. Quanto mais fino o
fio, mais rpida ser a resposta s variaes de temperatura, porm, mais
curta ser a vida til. A bitola de fio comumente usada no tratamento
trmico localizado a N 20 AWG (American Wire Gage).So necessrios
fios mais grossos para uso em fornos, onde se requer uma vida til
mais longa. Para o aquecimento local, contudo, onde um termopar
geralmente usado uma s vez, os fios mais grossos no oferecem
vantagens e custam mais.
-
INSTRUMENTOS E MEDIDASMEDIDORES E REGISTRADORES DE TEMPERATURA E
TERMOPARES (continuao) A extremidade quente do termopar deve estar
em contato direto com a superfcie da pea ou deve ser mantida mesma
temperatura, pela insero dentro de um cabeote ou terminal de
conexo, soldado pea. Estes terminais so normalmente pedaos curtos
de tubo de pequeno dimetro, tal como 6,3 mm (1/4). Se for usado um
terminal deste tipo, o termopar torcido e introduzido no mesmo. A
seguir, a parte externa do terminal martelada, para assegurar o
contato do fio ao terminal. No de boa prtica soldar fios de
termopares a superfcie de uma pea, usando-se metal de adio, pois a
composio da juno assim alterada, alterando tambm o valor de tenso
gerada pelo termopar para uma dada temperatura.Se a juno do lado
quente for feita torcendo-se junto os dois fios, a temperatura que
lida e a da ltima torcedura. Se esta ltima torcedura estiver fora
do terminal, sua temperatura pode muito bem ser mais baixa que a
verdadeira. De modo semelhante, se os fios encostarem na pea aps
sarem da juno a temperatura lida pelo registrador pode no ser
aquela que existe na pea, na regio qual est ligado o terminal.
Portanto, os fios do termopar devem estar separados um do outro e
da superfcie da pea, pelo uso de materiais isolantes (miangas).
-
INSTRUMENTOS E MEDIDASMEDIDORES E REGISTRADORES DE TEMPERATURA E
TERMOPARES (continuao)Quando forem usadas bobinas de resistncia ou
outras fontes de calor radiante, elas estaro a uma temperatura
consideravelmente acima daquela da pea a qual elas esto aquecendo.
Se a juno quente dos fios do termopar no estiver isolada do calor
irradiado em direo a eles pelas bobinas da resistncia, ele dar uma
leitura mais alta que a verdadeira. Por outro lado, em qualquer
mtodo de aquecimento, os fios do termopar podem fornecer uma
leitura mais baixa que a verdadeira se sarem diretamente a partir
da pea. Isto devido ao calor que conduzido, afastando-se da juno
quente pelos fios do termopar. Esta condio pode ser evitada,
fazendo-se com que os fios do termopar corram ao logo da superfcie
da pea por, pelo menos, alguns centmetros antes de sarem do
isolamento na superfcie da pea.Podem tambm ocorrer erros se no for
usado um fio da mesma composio, em toda extenso desde a juno quente
at a juno fria. Assim, os fios de extenso que ligam o termopar ao
registrador devem ser do mesmo material que os fios do termopar aos
quais esto ligados. Deve-se tomar cuidado para no invert-los em um
ponto da conexo.
-
INSTRUMENTOS E MEDIDASMEDIDORES E REGISTRADORES DE TEMPERATURA E
TERMOPARES (continuao)Embora os termopares sejam normalmente
bastante durveis para uso em campo, eles devem ser manuseados com
muito cuidado. Respingos de solda ou escria retida entre os dois
fios conduziro a falsas indicaes de temperatura. Termopares
fortemente empenados ou parcialmente quebrados tambm levaro a
medies incorretas.H dois mtodos de controle disponveis para a
operao de tratamento trmico: automtico e manual. Os controladores
automticos so conectados tanto aos termopares como fonte de
alimentao (externa, tal como uma mquina de soldagem ou interna). Um
controlador automtico contm contadores de tempo e rels, que podem
ligar e desligar a energia. Antes do inicio da operao de tratamento
trmico, o tempo de reteno da temperatura de tratamento trmico, a
velocidade de aquecimento e a velocidade ou taxa de resfriamento
podem ser ajustados no controlador. A seguir, medida que a operao
de tratamento trmico prossegue, o controlador reage tenso
proveniente dos termopares e ativa ou desativa a energia, para
manter o ciclo pr-programado de tratamento trmico. O custo de um
controlador automtico varia, dependendo do tipo e da
capacidade.
-
INSTRUMENTOS E MEDIDAS
-
INSTRUMENTOS E MEDIDASREGISTRADORES DE TEMPERATURARegistradores
so instrumentos eletrnicos que indicam, a um tempo programado, a
temperatura de um termopar, a qual impressa em uma fita de papel
que, tracionada por um motor, avana a uma velocidade estabelecida.
Um nico registrador pode registrar a temperatura de vrios
termopares, sendo os pontos referentes a cada termopar impressos em
uma cor diferente.Os registradores so, normalmente, utilizados em
soldagem para o registro de tratamentos trmicos.O registrador de
temperatura apresenta um registro de curva tempo x temperatura,
atravs de pontos prximos que praticamente formam uma linha
contnua.
-
INSTRUMENTOS E MEDIDASREGISTRADORES DE TEMPERATURA
(continuao)Devem ser tomadas as seguintes precaues no uso de
registradores:a) O registrador deve ser aferido periodicamente: de
6 em 6 meses, por exemplo.b) Verificar em que unidade de
temperatura o registrador opera: oF ou oC.c) Para uma interpretao
correta dos resultados (registros), verificar qual a velocidade de
avano de fita de registro. Esta velocidade indicar os tempos de
aquecimento, patamar e tempo de resfriamento.Alguns aparelhos, ao
invs de avanar o papel, deslocam as penas, montadas sobre uma rgua
mvel.
-
INSTRUMENTOS E MEDIDASREGISTRADORES DE TEMPERATURA
(continuao)VANTAGENS DOS REGISTRADORESa) Fica um registro das
condies trmicas a que foi submetida a pea, permitindo detectar
falhas no tratamento trmico;b) Permite o controle e registro de
mais de um termopar ao mesmo tempo.DESVANTAGENS DOS REGISTRADORESa)
um instrumento muito caro;b) bastante frgil.
-
INSTRUMENTOS E MEDIDASExerccio:O avano da fita de um registrador
mostrada na figura de 2 cm/h (cada diviso 1cm) . Pede-se as
seguintes informaes:a) Tempo de patamar.b) Temperatura de
patamar.c) Taxa de aquecimento. d) Taxa de resfriamento.Respostas:
a) 1,5 horas b) 200C c) 75C/h d) 100C/h
-
INSTRUMENTOS E MEDIDASGABARITOS E CALIBRES DE SOLDAGabaritos de
solda so usados para se determinar o tamanho e o contorno das
soldas. Com eles possvel determinar se o tamanho das soldas em
ngulo est ou no dentro dos limites permissveis e se existe
concavidade ou convexidade.
-
INSTRUMENTOS E MEDIDASGabarito de soldaO gabarito de solda
abaixo foi projetado para se medir soldas em ngulo entre superfcies
que sejam perpendiculares.
-
INSTRUMENTOS E MEDIDASGabaritos de solda
-
INSTRUMENTOS E MEDIDASGabaritos de solda - Verificador de altura
de reforo de soldaSe conhecida a altura de reforo mxima
especificada para uma solda pode-se fabricar gabaritos conforme
mostrado na figura. interessante, para evitar uso equivocado,
efetuar o puncionamento, sobre o corpo do gabarito, do valor de
altura de reforo a ser controlada pelo mesmo.
-
INSTRUMENTOS E MEDIDAS possvel utilizar uma espcie de gabarito
que verifica o ngulo, a abertura da raiz e a altura da face da raiz
ao mesmo tempo. Como este gabarito plano deve-se cuidar para que o
mesmo fique perpendicular ao chanfro e s peas a serem soldadas.
-
INSTRUMENTOS E MEDIDASNa verificao de embicamentos de tanques e
vasos de presso so utilizados gabaritos que consistem em uma pea
com a mesma curvatura de projeto do casco ou costado. O gabarito
encostado nas chapas para constatar as deformaes e seus valores.
Deve-se tomar cuidado para que este gabarito fique perpendicular
chapa e sobre a mesma circunferncia.
-
INSTRUMENTOS E MEDIDASPara se verificar alinhamento vertical de
chapas do costado de tanques ou o alinhamento de tubulaes,
utiliza-se uma rgua. A rgua apoiada de ambos os lados da solda de
tal modo que esta fique prxima ao meio da rgua. Deve-se cuidar para
que no haja interferncia do reforo da solda. Para contornar este
problema so colocados calos de espessura igual ou superior altura
do reforo da solda ou fazendo-se um recorte na rgua. No caso de
tubulaes no se deve esquecer de fazer a verificao ao longo de todo
o permetro, pois a tubulao pode estar alinhada em um plano e
desalinhada em outro
-
INSTRUMENTOS E MEDIDASCalibre tipo Hi-Lo para medio de
desalinhamento interno
-
INSTRUMENTOS E MEDIDASCalibres para medio de profundidade de
mordeduras
-
INSTRUMENTOS E MEDIDASCalibre de mltiplas funes
-
INSTRUMENTOS E MEDIDASCalibre de mltiplas funes
-
INSTRUMENTOS E MEDIDASCalibre de mltiplas funes
-
INSTRUMENTOS E MEDIDASCalibre de mltiplas funes
-
INSTRUMENTOS E MEDIDASCalibre de mltiplas funes modelo FBTS
-
INSTRUMENTOS E MEDIDASCalibre de mltiplas funes modelo FBTS
-
INSTRUMENTOS E MEDIDASEspelhos de inspeo
-
INSTRUMENTOS E MEDIDASTRENA um instrumento de medio constitudo
por uma fita de ao, fibra ou tecido, graduada em uma ou em ambas as
faces, no sistema mtrico e/ou no sistema ingls, ao longo de seu
comprimento. Em geral a fita est acoplada a um estojo ou suporte
dotado de um mecanismo que permite recolher a fita de modo manual
ou automtico.
-
INSTRUMENTOS E MEDIDASTRENAQuanto forma da seo transversal da
fita as trenas podem ser planas ou curvas. As de seo transversal
curva permitem que um determinado trecho da trena se mantenha reto
mesmo sem estar esticada ou apoiada sobre uma superfcie reta, o que
facilita as medies feitas por um nico operador ou quando no se tem
acesso para posicionar o incio da escala da trena.No se recomenda
medir permetros de cilindros com trenas cujas fitas sejam curvas
pois alm de se aumentar os erros de medio a operao pode danificar a
fita da trena.Algumas trenas apresentam, na extremidade livre, uma
pequena chapa metlica dobrada em ngulo de 90 graus e presa por meio
de arrebitamento fita. Esta chapa chamada de encosto de referncia
ou gancho de zero absoluto. Deve existir uma folga entre o encosto
de referncia e o rebite para compensar a diferena de medidas feitas
externamente ao encosto e internamente, ocasionada pela espessura
do prprio encosto.
-
INSTRUMENTOS E MEDIDASCUIDADOS NO USO DE TRENASAlgumas trenas
possuem o zero um pouco deslocado de sua extremidade. Nestes casos
deve-se tomar cuidados especiais para que o ponto zero da trena
seja efetivamente posicionado sobre a referncia da pea a ser
medida.As trenas devem ser de ao (trenas de fibra no apresentam boa
preciso pois podem se deformar ao serem tracionadas na medio).
Devem ter graduao uniforme; e apresentar traos bem finos e
salientes.Devem ser evitadas quedas e contato com outras
ferramentas de trabalho. Deve-se evitar o dobramento ou
retorcimento da fita para que no se empene ou quebre.Aps o uso
limpe a fita antes de recolh-la para dentro do estojo.
-
INSTRUMENTOS E MEDIDASPaqumetroO paqumetro um instrumento usado
para medir as dimenses lineares internas, externas e de
profundidade de uma pea quando a preciso requerida no superior a
0,02 mm, 1/128 e 0,001.
-
INSTRUMENTOS E MEDIDASPaqumetroConsiste em uma rgua graduada,
com encosto fixo, sobre a qual desliza um cursor. O cursor
ajusta-se rgua e permite sua livre movimentao, com um mnimo de
folga. Ele dotado de uma escala auxiliar gravada sobre o cursor,
chamada de nnio ou vernier. Esta escala permite a leitura de fraes
da menor diviso da escala fixa.
-
INSTRUMENTOS E MEDIDASPaqumetro
-
INSTRUMENTOS E MEDIDASPaqumetroA escala auxiliar chamada de nnio
ou vernier possui uma diviso diferente das divises feitas na escala
fixa.Nos paqumetros que utilizam o sistema mtrico, por exemplo, o
nnio possui dez divises equivalentes a nove milmetros.H, portanto,
uma diferena de 0,1 mm entre o primeiro trao da escala fixa e o
primeiro trao da escala mvel. Essa diferena de 0,2 mm entre o
segundo trao de cada escala; de 0,3 mm entre o terceiro e assim por
diante.
-
INSTRUMENTOS E MEDIDASClculo da preciso do paqumetroPara se
calcular a preciso (tambm chamada sensibilidade ou resoluo) dos
paqumetros, divide-se o menor valor da escala principal (escala
fixa), pelo nmero de divises da escala mvel (nnio).A preciso se
obtm, pois, com a frmula: Preciso = e / nOnde: e = valor da menor
diviso da escala principal (escala fixa) n = nmero de divises do
nnio
Exemplo: e = 1 mm n = 20 divises Preciso = 1mm / 20 Preciso =
0,05 mmOs instrumentos mais utilizados apresentam uma preciso de
0,05 mm, 0,02 mm, 1/128" ou 0,001. Estes valores de preciso
geralmente vm gravados no nnio.
-
INSTRUMENTOS E MEDIDASPassos para leitura de um paqumetro no
sistema mtrico1 - Efetuar a leitura da escala fixa tomando o valor
que est a esquerda do zero do nnio.2 - Contar os traos do nnio a
partir do zero at o ponto em que um deles coincide com um trao da
escala fixa.3 - O valor da leitura do nnio obtido multiplicando o
nmero de traos contados pela preciso do paqumetro. 4 - Somar o
nmero que leu na escala fixa ao nmero que leu no nnio.Exemplos com
um paqumetro com escala em milmetro e nnio com 10 divises. Preciso
= 1 mm / 10 = 0,1 mm.
-
INSTRUMENTOS E MEDIDASLeitura de um paqumetro no sistema
mtricoExemplos com um paqumetro com escala em milmetro e nnio com
20 divises. Preciso = 1 mm / 20 = 0,05 mm.
-
INSTRUMENTOS E MEDIDASLeitura de um paqumetro no sistema
mtricoExemplos com um paqumetro com escala em milmetro e nnio com
50 divises. Preciso = 1 mm / 50 = 0,02 mm.
-
INSTRUMENTOS E MEDIDASLeitura de paqumetro no sistema sistema
ingls com polegada decimal Nos paqumetros que possuem escala no
sistema ingls com polegada decimal, cada polegada da escala fixa
divide-se em 40 partes iguais. Cada diviso corresponde a 1/40" que
igual a 0,025".O procedimento para leitura o mesmo que para os
paqumetros com escala em milmetro. Contam-se as unidades 0,025" que
esto esquerda do zero do nnio e, a seguir, somam-se os milsimos de
polegada indicados pelo ponto em que um dos traos do nnio coincide
com o trao da escala fixa.
-
INSTRUMENTOS E MEDIDASLeitura de paqumetro no sistema sistema
ingls com polegada decimal Exemplo com um paqumetro com escala fixa
com cada diviso correspondente a 0,025" e o nnio dividido em 25
partes. Preciso = 0,025 / 25 = 0,001.
-
INSTRUMENTOS E MEDIDASLeitura de paqumetro no sistema sistema
ingls com polegada decimal Exemplo com um paqumetro com escala fixa
com cada diviso correspondente a 0,025" e o nnio dividido em 25
partes. Preciso = 0,025 / 25 = 0,001.
-
INSTRUMENTOS E MEDIDASLeitura de paqumetro no sistema sistema
ingls com polegada fracionria Nos paqumetros que possuem escala no
sistema ingls com polegada fracionria a escala fixa do paqumetro
graduada em polegadas e fraes de polegada. Normalmente a menor
diviso da escala principal 1/16" e o nnio dividido em 8 partes.
Neste caso a preciso do paqumetro ser dada por:
Preciso = 1/16 8Preciso = 1/128"
-
INSTRUMENTOS E MEDIDASLeitura de paqumetro no sistema sistema
ingls com polegada fracionria Para fazer a leitura dos valores da
escala do paqumetro o mtodo anlogo ao usado para os paqumetros com
escala em sistema mtrico ou polegada decimal, ou seja, a medida
total a medida feita na escala fixa mais a leitura do nnio.
-
INSTRUMENTOS E MEDIDASExemplo de leitura de paqumetro no sistema
ingls com polegada fracionria Observao: as fraes de polegadas
sempre devem ser simplificadas.
-
INSTRUMENTOS E MEDIDAS Exemplo de leitura de paqumetro no
sistema ingls com polegada fracionria
-
INSTRUMENTOS E MEDIDASERROS DE LEITURA DO PAQUMETRO
Alm da falta de habilidade do operador, outros fatores podem
provocar erros de leitura no paqumetro, como, por exemplo, a
paralaxe e a presso de medio inadequada.
-
INSTRUMENTOS E MEDIDASERROS DE LEITURA DO
PAQUMETROParalaxeDependendo do ngulo de viso do operador em relao
escala do paqumetro, pode ocorrer que, devido a este ngulo,
aparentemente haja a coincidncia entre um trao da escala fixa com
outro da escala mvel.O cursor onde gravado o nnio, por razes
tcnicas de construo, precisa ter uma espessura mnima a. Assim, os
traos do nnio TN so mais elevados que os traos da rgua TM.
-
INSTRUMENTOS E MEDIDASERROS DE LEITURA DO PAQUMETROParalaxe Se
colocarmos o paqumetro perpendicularmente nossa vista teremos
superpostos os traos TN e TM, que corresponde a uma leitura
correta. Caso contrrio, teremos uma leitura incorreta pois o trao
TN coincidir no com o trao TM mas sim com o trao TM (ver figura
abaixo). Portanto, para no cometer o erro de paralaxe, indispensvel
que o operador faa a leitura situando o paqumetro em uma posio
perpendicular aos olhos.
-
INSTRUMENTOS E MEDIDASERROS DE LEITURA DO PAQUMETROPresso de
medio inadequadaPresso de medio a fora necessria feita pelo
operador para vencer o atrito do cursor sobre a rgua, mais a presso
de contato com a pea a ser medida. Em virtude da folga F do cursor
sobre a rgua, que compensado pela ao de uma mola, a presso de medio
pode provocar a perda do paralelismo entre as faces dos encostos
fixo e mvel. Por outro lado, um cursor muito duro elimina
completamente a sensibilidade do operador, o que pode ocasionar
grandes erros. O operador deve, portanto, regular a mola, adaptando
o instrumento sua mo.
-
INSTRUMENTOS E MEDIDASERROS DE MEDIOErros de influncias
objetivasSo aqueles motivados pelo instrumento.- erros de
planicidade;- erros de paralelismo;- erros de diviso da rgua;-
erros de diviso do nnio;- erros de colocao em zero.
Erros de influncias subjetivasSo aqueles causados pelo operador
(erros de leitura).
-
INSTRUMENTOS E MEDIDASCUIDADOS NO USO DOS PAQUMETROSNo
pressionar demasiadamente os encostos do paqumetro contra a
superfcie da pea medida (presso excessiva leva a erro de
medio).Fazer a leitura da medida com o paqumetro aplicado pea sem,
contudo, friccionar lateralmente os encostos na mesma .Manter o
paqumetro sempre limpo e acondicionado em estojos prprios (no
colocar o paqumetro em contato com outras ferramentas) .Antes do
uso, com o paqumetro totalmente fechado, verificar se no h folga
entre os seus encostos ou garras (olhar contra a claridade e
verificar se existe passagem de luz entre os encostos). .Guardar o
paqumetro com folga entre os encostos.Manejar o paqumetro com todo
o cuidado, evitando choques.Evitar arranhes ou entalhes sobre as
escalas.
-
INSTRUMENTOS E MEDIDASGONIMETROS
O gonimetro um instrumento de medio ou de verificao de medidas
angulares. O gonimetro simples, tambm conhecido como transferidor
de grau, utilizado em medidas angulares que no necessitam extremo
rigor. Sua menor diviso de 1O (um grau).
-
INSTRUMENTOS E MEDIDASGONIMETROSA figura mostra um gonimetro com
o qual possvel fazer as medidas de um ngulo agudo (menor que 90
graus) e de um ngulo obtuso (maior que 90 graus).
-
INSTRUMENTOS E MEDIDASGONIMETROS
-
INSTRUMENTOS E MEDIDASGONIMETROSA figura mostra um gonimetro de
preciso. O articulador gira com o disco do vernier (ou nnio) e, em
sua extremidade, h um ressalto adaptvel rgua.
-
INSTRUMENTOS E MEDIDASSISTEMA SEXAGESIMAL DE MEDIDAS DE NGULOS
um sistema de medio de ngulos que divide o crculo em 360 graus. Os
graus so divididos em 60 minutos e os minutos em 60 segundos. Os
smbolos usados para representar os ngulos so: grau (), minuto () e
segundo ().
Exemplo: O ngulo 54 31 12 l-se 54 graus, 31 minutos e 12
segundos.
-
INSTRUMENTOS E MEDIDASCLCULOS COM MEDIDAS DE NGULOSPara somarmos
ou subtrairmos devemos fazer separadamente as operaes para grau,
minutos e segundos.Exemplo: Subtrair 25 graus e 12 minutos de 90
graus ou, matematicamente:90 - 25 12 A primeira operao por fazer
converter 90 em graus e minutos sabendo-se que 1 = 60. Assim
teremos:90 = 89 60Ento fazemos a subtrao dos graus (89 25) separada
da subtrao dos minutos (60 12). 89 60 25 12 = 64 48
-
INSTRUMENTOS E MEDIDAS CLCULOS COM MEDIDAS DE NGULOSQuando os
ngulos a serem somados ou subtrados so expressos em graus minutos e
segundos devemos operar de maneira anloga a
anterior.Exemplo:Subtrair 10 graus, 15 minutos e 20 segundos de 90
graus ou, matematicamente:90 - 10 15 20Converter 90 em graus
minutos e segundos sabendo que 1 = 60 e que 1 = 60. Assim teremos:
90 = 89 59 60 Ento fazemos a subtrao dos graus (89 10) separada da
subtrao dos minutos (59 15) e da subtrao dos segundo (60 20). 89 59
60 10 15 20 = 79 44 40
-
INSTRUMENTOS E MEDIDASPreciso do gonimetro sem nnioPara usos
comuns em casos de medidas angulares que no exijam extremo rigor,
como as usadas para medio de ngulo de chanfro e de bisel, o
instrumento indicado o gonimetro simples (transferidor de grau).A
preciso de leitura nos gonimetros sem nnio sempre igual metade da
menor diviso da escala. Portanto se a menor diviso igual a 1,
podemos fazer leituras com preciso de at 0,5 (ou 30).L-se os graus
inteiros na graduao do disco fixo indicados pelo trao 0 de
referncia e aproxima-se a leitura para a posio mais prximas dentro
da preciso de 0,5.
-
INSTRUMENTOS E MEDIDASClculo da preciso do gonimetro com nnioA
preciso (ou resoluo) do gonimetro com nnio, tal como no paqumetro,
dada pelo quociente entre a medida da menor diviso do disco
graduado e o nmero de divises do nnio.
Resoluo = Menor diviso do disco graduado Nmero de divises do
nnioNum gonimetro onde a medida da menor diviso do disco graduado
1O (1 grau) e cada grau do nnio est dividido em 12 partes tem-se o
seguinte:
Resoluo = 1O = 60' 12 12Resoluo = 5
-
INSTRUMENTOS E MEDIDAS
MEDIDA AMEDIDA BLEITURA COMPLETA64 3064 30422042 209159 15
-
INSTRUMENTOS E MEDIDASCuidados no uso dos gonimetros- Mant-los
sempre limpos e acondicionados em estojos prprios.- Fazer a leitura
do ngulo sempre com o gonimetro aplicado pea.
-
INSTRUMENTOS E MEDIDASAMPERMETROA intensidade de uma corrente
eltrica a medida do nmero de eltrons que passam por uma seo de um
condutor na unidade de tempo. A unidade de medida de intensidade da
corrente o ampere (A). O aparelho usado para medir a intensidade da
corrente eltrica chama-se ampermetro.A escala de um ampermetro
indica a corrente que o mesmo pode medir. Ela normalmente dividida
em intervalos iguais. Medidas de correntes maiores que o maior
valor da escala podero causar srias avarias ao aparelho. Assim, se
um ampermetro tem uma escala 0-500 A ele s capaz de medir correntes
que no excedam 500A. Uma corrente maior danificar o
instrumento.Embora a escala de um ampermetro seja de 0-500A, sua
escala utilizvel ser de aproximadamente 20-480A, isso porque quando
o ampermetro indicar uma corrente de 500 A, a corrente poder ser
bem maior que 500A. Da a leitura mxima utilizvel deve ser um pouco
menor que a graduao mxima da escala. Por outro lado, uma corrente
muito pequena no deslocar o ponteiro de modo a permitir uma leitura
precisa. As melhores leituras so aquelas feitas no centro da
escala.
-
INSTRUMENTOS E MEDIDASAMPERMETRO (continuao)No caso de
instrumentos analgicos (com ponteiro) a leitura dos mesmos deve ser
sempre feita com o plano do mostrador do instrumento perpendicular
ao eixo de viso do operador. Uma leitura feita com o plano do
mostrador inclinado pode ocasionar um erro, chamado de erro de
paralaxe, muitas vezes maior que uma diviso inteira da escala.
Alguns instrumentos analgicos apresentam no mostrador uma faixa
espelhada onde se reflete a imagem do ponteiro. Para evitar o erro
de paralaxe deve-se fazer a leitura numa posio tal que o ponteiro
esteja superposto sua imagem na superfcie espelhada. A adio do erro
de paralaxe impreciso de construo do aparelho pode conduzir a
resultados no satisfatrios.Quando o ponteiro do medidor se
localizar entre duas divises da escala, normalmente toma-se a
diviso mais prxima como leitura. Se desejamos um resultado mais
aproximado, estimamos a posio do ponteiro entre as duas divises,
dentro de uma preciso igual metade da diviso, e somamos a deflexo
adicional leitura inferior. Esse processo de estimar a posio do
ponteiro chamado de interpolao.
-
INSTRUMENTOS E MEDIDASAMPERMETRO (continuao)No caso de
ampermetros analgicos portteis, no podemos us-los indistintamente
na posio horizontal ou vertical. A posio do aparelho afetar a
preciso da medida devido a detalhes mecnicos de construo.
Normalmente, os ampermetros de painel, utilizados em mquinas de
solda, so ajustados e calibrados para serem utilizados na posio
vertical.No devemos ainda nos esquecer de verificar a ajustagem do
zero do medidor. Essa ajustagem serve para colocar o ponteiro do
medidor exatamente sobre o zero, quando no houver nenhuma corrente.
Essa ajustagem feita, em alguns modelos de ampermetro, com uma
pequena chave de parafuso e deve ser verificada todas as vezes que
vamos utilizar o ampermetro, principalmente se for mudada sua
posio. recomendado, antes do uso e periodicamente, submeter os
ampermetros a uma calibrao.
-
INSTRUMENTOS E MEDIDASVOLTMETROOs equipamentos eltricos so
projetados para operar com uma certa intensidade de corrente e
podero sofrer danos se a corrente exceder esse limite. Para essa
corrente existir e produzir trabalho nos equipamentos necessria a
presena de uma fora eletro-motriz ou tenso para provoc-la. O valor
dessa tenso determina a intensidade da corrente. Uma tenso elevada
produzir uma corrente muito intensa, enquanto que uma tenso baixa
no produzir corrente suficiente.A unidade de tenso o volt, e o
aparelho utilizado para medir tenso o voltmetro. Sobre o voltmetro
valem todas as recomendaes feitas para o ampermetro.Em soldagem, a
tenso (voltagem) e intensidade da corrente (amperagem) so parmetros
importantes, tanto que fazem parte dos requisitos dos procedimentos
de soldagem. Valores incorretos de tenso ou intensidade de corrente
podem resultar em defeitos na solda.
-
INSTRUMENTOS E MEDIDASVOLTMETRO (continuao)Muitas mquinas de
solda possuem voltmetro e ampermetro, a ela incorporados,
principalmente no caso de processos mais sofisticados (TIG, MIG,
etc).Cuidados ao efetuar a leitura de instrumentos voltmetros e
ampermetros:a) evitar erros de paralaxe;b) manter o mostrador limpo
para evitar erros de leitura devido m visualizao;c) verificar se a
escala do medidor adequada, usando sempre sua faixa utilizvel;d)
verificar se o aparelho adequado para o tipo de corrente existente:
corrente contnua (CC ou DC) ou corrente alternada (CA ou AC);e)
verificar se o medidor est com o zero ajustado e calibrado.
-
INSTRUMENTOS E MEDIDASMANMETROSOs manmetros so instrumentos que
medem a presso e podem ser divididos em trs grupos:1 - Instrumentos
que medem, equilibrando a presso contra uma presso
conhecida.Exemplo: Tubos U e colunas.2 - Instrumentos que medem a
presso por deformao elstica.Exemplo: Boudon e Espiral (mais
usados).3 - Instrumentos que medem a presso atravs de alterao de
propriedades fsicas.Exemplo: Cristal piezo-eltrico.Dos grupos
citados acima, os de maior aplicao na rea de inspeo de soldagem so
aqueles que medem a presso por deformao elstica, mais notadamente
dos manmetros tipo Bourdon .
-
INSTRUMENTOS E MEDIDASOPERAO DO MANMETRO TIPO BOURDONO Bourdon,
ou tubo de bourdon, um tubo de parede delgada, que foi amoldado em
dois lados diametralmente opostos, de modo que um corte transversal
do mesmo apresente uma forma elptica ou oval.Quando se aplica uma
presso, ao lado aberto do tubo, este tende a restabelecer sua forma
da seo transversal circular original, fazendo com que o tubo tenda
a endireitar-se e, ao faz-lo, seu extremo livre se move o
suficiente para atuar um came e um pinho dentados, os quais tm como
objetivo amplificar o movimento do tubo. No pinho dentado est
montado o ponteiro, de modo que qualquer movimento produz um
deslocamento correspondente ao ponteiro.Em alguns manmetros, o
carne e pinho dentados so substitudos por um carne de extremidade
lisa que atua no ponteiro atravs de um pinho de rosca
helicoidal.
-
INSTRUMENTOS E MEDIDAS
-
INSTRUMENTOS E MEDIDASMecanismo convencional de movimentao do
ponteiro do manmetro tipo Boudon Mecanismo com rosca helicoidal, de
movimentao do ponteiro do manmetro tipo Boudon
-
INSTRUMENTOS E MEDIDASAPLICAO DO MANMETRO TIPO BOURDONOs
manmetro do tipo Bourdon normalmente so usado em coletores
(manifolds) ou conjugado com outros instrumentos, para controle de
operaes de oxi-corte e soldagem.PRECAUO NO USO DOS MANMETROSPara
garantir a durabilidade, no se deve ultrapassar a 2/3 da presso
total indicada na escala (fundo de escala). Presses acima da
indicada para o instrumento causam deflexes do Bourdon, danificando
o manmetro. Por outro lado os manmetros do tipo Bourdon possuem
maior exatido e repetibilidade nos valores de presso lidos entre
1/3 e 2/3 da presso de fundo de escala.A preciso dos manmetros de
aproximadamente 1% da indicao mxima da escala.
-
INSTRUMENTOS E MEDIDASREGULADORES (OU CONTROLADORES) DE PRESSOOs
reguladores de presso so instrumentos que atuam de forma a reduzir
a presso de sada de cilindros de gs, a nveis adequados ao trabalho,
permitindo um controle preciso da operao de oxi-corte ou
soldagem.Os reguladores podem ser de um ou mais estgios, dependendo
da preciso necessria na sada do regulador. Geralmente so usados os
reguladores de um ou dois estgios.REGULADORES DE PRESSO DE UM
ESTGIO composto basicamente de dois manmetros e um redutor de
presso. O primeiro manmetro indica a presso da entrada do regulador
e o segundo a presso de sada.Este tipo de regulador geralmente
aplicado no controle de operaes de oxi-corte, que no so muito
afetadas por flutuaes na presso de sada.
-
INSTRUMENTOS E MEDIDASREGULADORES DE PRESSO DE DOIS ESTGIOSEste
tipo de regulador difere do anterior pelo fato de proporcionar uma
dupla reduo na presso. No primeiro estgio entrada do regulador, a
presso reduzida para um nvel intermedirio, e no segundo estgio, a
presso ou vazo, regulada manualmente pelo operador ao nvel
desejado. composto de dois redutores de presso e dois manmetros, ou
um manmetro e um medidor de vazo.Este tipo de regulador o mais
indicado para operaes de soldagem com gs de proteo, pelo fato de
permitir um controle mais preciso da presso ou vazo de sada do
gs.
-
INSTRUMENTOS E MEDIDASRegulador de presso de 1 estgio Regulador
de presso de 2 estgios
-
INSTRUMENTOS E MEDIDASALGARISMOS SIGNIFICATIVOSAlgarismos
significativos so aqueles que expressam um valor de aproximao de
uma medida, cujo erro mximo por falta ou por excesso, seja igual
meia unidade de sua ordem decimal.O erro mximo de aproximao est
sempre associado preciso requerida para a medida a ser executada e
escala do instrumento a ser utilizado.
-
INSTRUMENTOS E MEDIDASALGARISMOS
SIGNIFICATIVOSExemplo:Utilizando-se uma escala graduada em
milmetros executa-se a medio abaixo:Analisando-se esta medio,
obtm-se um valor absolutamente correto que 49 mm e mais outro valor
duvidoso, que obtido atravs de uma avaliao da escala.Este segundo
valor (decimal) da ordem de 0,5mm, pois no h nenhum significado
estabelecer-se outro valor com preciso superior menor diviso da
escala, que de 1 mm. Como o valor da medio est entre dois valores
exatos, e mais prximo da metade da diviso, pode-se afirmar que o
resultado 49,5 mm. Com a anlise acima, obtm-se uma nova definio
para algarismos significativos.
-
INSTRUMENTOS E MEDIDASALGARISMOS SIGNIFICATIVOSCom a anlise do
exemplo anterior, obtm-se uma nova definio para algarismos
significativos."Algarismos significativos de uma medida so aqueles
que sabemos serem corretos mais o primeiro duvidoso. (Observando-se
o erro mximo de meia unidade de sua ordem decimal)".
-
INSTRUMENTOS E MEDIDASALGARISMOS SIGNIFICATIVOSQuando se exprime
o valor de uma medida, este deve ter um nmero de algarismos
significativos tal, que traduza a sua preciso. Por exemplo, o valor
de uma medida obtida atravs de um paqumetro de 4 mm. Este valor
pode ser 4; 4,0; 4,00; 4,000, dependendo da preciso do instrumento.
Se este paqumetro possui uma preciso de 0,02 mm, o valor da medida
deve ser expresso com o nmero de algarismos significativos dados
pela preciso do instrumento. No caso acima, 4,00 mm.
-
INSTRUMENTOS E MEDIDASALGARISMOS SIGNIFICATIVOSObservaes:a)
Zeros esquerda de um nmero, com a finalidade de fixar a posio da
vrgula, no so algarismos significativos.Exemplo: 0,034 tem 2
algarismos significativos.b) Zeros direita, ou entre outros
algarismos, so algarismos significativos.Exemplos:3,26 tem 3
algarismos significativos.3,0 tem 2 algarismos significativos.3,06
tem 3 algarismos significativos.c) Algarismos significativos no
dependem do nmero de casas decimais.Exemplo:3,45 m tem 3 algarismos
significativos.35,4 x 103 m tem 3 algarismos significativos.3,48 x
103 m tem 3 algarismos significativos.0,308 x 10-6 m tem 3
algarismos significativos.
-
INSTRUMENTOS E MEDIDASALGARISMOS SIGNIFICATIVOSNota: O
importante a notao que estamos lendo. Em mdulo o valor igual, mas
na forma de se apresentar, no.Exemplo:35,4 x 103m = 3 algarismos
significativos35400 = 5 algarismos significativos(valores iguais
com notao diferente)
-
INSTRUMENTOS E MEDIDAS
-
INSTRUMENTOS E MEDIDAS
-
INSTRUMENTOS E MEDIDAS
-
INSTRUMENTOS E MEDIDASOPERAES COM ALGARISMOS SIGNIFICATIVOSA
norma ASTM E-380 estabelece as seguintes regras:Adio e Subtrao Para
efetuar a soma ou subtrao com algarismos significativos,
primeiramente arredonda-se os nmeros de modo que fiquem com um
algarismo significativo a mais, para a direita, do que aquele que
exprime menor preciso, e executa-se normalmente a operao. O
resultado deve ento ser arredondado de modo que fique com os
algarismos significativos daquele que exprime a menor preciso.
-
INSTRUMENTOS E MEDIDASOPERAES COM ALGARISMOS
SIGNIFICATIVOSExemplos:Comentrio: Na adio primeiro foi arredondado
o nmero 21,5322 para ficar com um algarismo significativo a mais do
que o nmero 30,00 e depois foi efetuada a soma. O resultado foi
arredondado de modo a ficar com o mesmo nmero de algarismos
significativos do nmero 30,00.
-
INSTRUMENTOS E MEDIDASOPERAES COM ALGARISMOS
SIGNIFICATIVOSMultiplicao e Diviso Na multiplicao e na diviso o
produto ou quociente no deve conter mais algarismos significativos
do que aqueles contidos no nmero com menor quantidade de algarismos
significativos entre os usados na multiplicao ou diviso.
-
INSTRUMENTOS E MEDIDASOPERAES COM ALGARISMOS
SIGNIFICATIVOSExemplos:
-
INSTRUMENTOS E MEDIDASCONVERSO DE UNIDADES COM ALGARISMOS
SIGNIFICATIVOS Quando se converte unidades deve-se manter a
correspondncia da preciso original com um dado nmeros de algarismos
significativos. Ou seja, o resultado de uma converso deve ter um
nmero de algarismos significativos que represente a ordem de
grandeza da unidade a que se est convertendo, sem que se altere a
preciso original.O procedimento correto de se proceder a converso a
multiplicao ou a diviso do valor que se quer converter por um fator
de converso exato e, ento, arredondar (quando necessrio) o
resultado da multiplicao ou diviso, para o nmero correto de
algarismos significativos, conforme regras j estabelecidas.
-
INSTRUMENTOS E MEDIDASCONVERSO DE UNIDADES COM ALGARISMOS
SIGNIFICATIVOS Exemplo:Para converter 0,328 polegadas para
milmetros temos:Observe que o nmero 0,328 tem 3 algarismos
significativos.0,328 x 25,4 = 8,3323 mmUtilizando a regra de
multiplicao com algarismos significativos teremos o resultado
alterado para 8,33 mm.Importante: No se deve arredondar o fator de
converso e/ou valores de medidas que se quer converter, pois tal
procedimento leva a uma reduo da preciso.
-
INSTRUMENTOS E MEDIDASCONVERSO DE UNIDADES COM ALGARISMOS
SIGNIFICATIVOS
Exerccio 1 Transforme 50 F em oCDa tabela obtemos:(oF 32) x 5 /
9 = (50 32) x 5 / 9 = 18 x 5 / 9 = 10 C
Exerccio 2 Transforme 25 kgf/cm2 para MPaDe pascal para kgf/cm2
multiplicamos por 9,806500 x 10-6, conforme a tabela.De kgf/cm2
para pascal dividimos 9,806500 x 10-625 / (9,806500 x 10-6 ) = 25 x
106 / 9,806500 = 2,549329 x 106Logo, 25 kgf/cm2 = 2,5 x 106 pascal
arredondando-se para o nmero correto de algarismos
significativos.Como o prefixo mega significa 10625 kgf/cm2 = 2,5
MPa
Exerccio 3 Transforme 3 mm em metros3 mm = 3 x 10 -3 = 0,003
m
-
INSTRUMENTOS E MEDIDASCONVERSO DE UNIDADES COM ALGARISMOS
SIGNIFICATIVOS Exerccio 4 Transforme 5/8 em milmetrosDe polegada
para milmetro multiplicamos por 25,4, conforme a tabela5/8 = 0,625
= 0,625 x 25,4 = 15,875 mmArredondamento para o nmero prprio de
algarismos significativos o resultado fica 15,9 mm (3 algarismos
significativos porque o fator de converso 25,4 tem este nmero de
algarismos significativos).
Exerccio 5 Transforme 1 em milmetrosTrata-se de um nmero misto.
Inicialmente, transformamo-lo em uma frao imprpria e a seguir,
operamos como no exerccio 4.1,75 x 25,4 = 44,45. Utilizando-se a
regra de arredondamento temos 44,4 mm
-
INSTRUMENTOS E MEDIDASCONVERSO DE UNIDADES COM ALGARISMOS
SIGNIFICATIVOS
Exerccio 6 Transforme 9,525 mm em polegadas fracionrias.Para
transformar milmetro em polegada, dividimos a quantidade de
milmetros por 25,4. Ento multiplicamos o resultado por uma das
divises da polegada, adotando-se como denominador a mesma diviso
tomada. A seguir, simplificamos a frao.
Assim, 9,525mm = 3/8
-
INSTRUMENTOS E MEDIDASCRITRIO DE ARREDONDAMENTO DE NMEROS
DECIMAIS As regras de arredondamento estabelecidas pela NB-87 so as
seguintes:1 - Quando o algarismo imediatamente seguinte ao ltimo
algarismo a ser conservado for inferior a 5, o ltimo algarismo a
ser conservado permanecer sem modificao.Exemplo: 1,3333 arredondado
primeira decimal tornar-se- 1,3.2 - Quando o algarismo
imediatamente seguinte ao ltimo algarismo a ser conservado for
superior a 5, ou, sendo 5, for seguido de no mnimo um algarismo
diferente de zero, o ltimo algarismo a ser conservado dever ser
aumentado de uma unidade.Exemplos:1,6666 arredondado na primeira
casa decimal tornar-se- 1,7.4,850001 arrredondado na primeira casa
decimal tornar-se- 4,9
-
INSTRUMENTOS E MEDIDASCRITRIO DE ARREDONDAMENTO DE NMEROS
DECIMAIS 3 - Quando o algarismo imediatamente seguinte ao ltimo
algarismo a ser conservado for 5 seguido de zeros, dever-se-
arredondar o algarismo a ser conservado de uma das seguintes
formas:a) Se o algarismo a ser conservado for mpar ele deve ser
aumentado em uma unidade;b) Se o algarismo a ser conservado for par
ele deve permanecer sem modificao.Exemplos:4,5500 arredondado
primeira decimal tornar-se-: 4,6.4,8500 arredondado primeira
decimal tornar-se-: 4,8.
-
INSTRUMENTOS E MEDIDASCONVERSO, COM ARREDONDAMENTO, DE POLEGADAS
PARA MILMETROS, DE DIMENSES COM TOLERNCIASA norma ABNT NB-91 tem
por finalidade estabelecer os mtodos de converso com arredondamento
das dimenses em polegadas, com tolerncias, para milmetros, de
maneira a ficar assegurada a correspondncia das tolerncias, em
particular no caso de intercambialidade das peas. Desta forma aqui
sero expostos os preceitos da referida norma.O uso do fator de
converso 1 polegada = 25,4 mm (exatamente), geralmente produz
valores que contm mais algarismos decimais que o necessrio para a
preciso desejada. Torna-se, assim, necessrio arredondar esses
valores a um nmero de decimais relacionado com o valor do campo de
tolerncia original.A aplicao das regras de arredondamento garante,
mesmo nos casos extremos mais desfavorveis, que nenhum dos dois
limites resultantes exceder de 2,5% o valor da tolerncia
original.
-
INSTRUMENTOS E MEDIDASCONVERSO, COM ARREDONDAMENTO, DE POLEGADAS
PARA MILMETROS, DE DIMENSES COM TOLERNCIASNo Mtodo A, o qual tem
aplicao geral, o arredondamento efetuado at o valor redondo mais
prximo, de maneira que, em mdia, as tolerncias convertidas
permanecem estatisticamente idnticas s tolerncias originais.Os
limites convertidos por esse mtodo so considerados aceitveis para a
intercambialidade e servem de base para o controle.No Mtodo B, o
arredondamento feito sistematicamente para dentro do campo de
tolerncia de maneira que, em mdia, as tolerncias convertidas so
mais estreitas.Conseqentemente esse mtodo ser empregado somente
quando os limites originais devem ser rigorosamente respeitados
(por exemplo, quando as peas so controladas por calibradores
fixos).
-
INSTRUMENTOS E MEDIDASCONVERSO, COM ARREDONDAMENTO, DE POLEGADAS
PARA MILMETROS, DE DIMENSES COM TOLERNCIASMtodo A (Regra Geral)
Converter separadamente o limite superior e o limite inferior,
conforme a norma NB-59 e arredondar os resultados obtidos de acordo
com a NB-87, conservando o nmero de decimais indicado na tabela
abaixo.
-
INSTRUMENTOS E MEDIDASCONVERSO, COM ARREDONDAMENTO, DE POLEGADAS
PARA MILMETROS, DE DIMENSES COM TOLERNCIASMtodo B (Regra Especial)
Este mtodo anlogo ao mtodo A, exceto quanto ao arredondamento que
efetuado para o interior do campo de tolerncia (isto , para o mais
prximo valor inferior no caso do limite superior e para o mais
prximo valor superior no caso do limite inferior). Portanto, o
arredondamento nem sempre efetuado para o valor redondo mais
prximo. O mtodo B deve ser empregado somente quando os limites
originais devem ser absolutamente respeitados (particularmente
quando as peas devem ser inspecionadas por meio de calibradores
originais).
-
INSTRUMENTOS E MEDIDASCONVERSO, COM ARREDONDAMENTO, DE POLEGADAS
PARA MILMETROS, DE DIMENSES COM TOLERNCIASExemplo:Seja uma dimenso
expressa em polegadas como segue:1,950 0,016A converso dos dois
limites para milmetros d:49,1236 e 49,9364Como a tolerncia igual a
0,032" e fica assim entre 0,01" e 0,1" necessrio, empregando o
mtodo A, arredondar esses valores ao mais prximo 0,01 mm. Os
valores a serem empregados em milmetros so, pois:49,12 e
49,94Arredondamento para o interior da tolerncia, de acordo com o
mtodo B, dar os limites 49,13 mm e 49,93 mm, isto , a tolerncia
reduzida para 0,80 mm em vez de 0,82 mm, como dado pelo mtodo
A.
-
INSTRUMENTOS E MEDIDAS
-
INSTRUMENTOS E MEDIDASSISTEMA INTERNACIONAL DE UNIDADES (SI)O
Sistema Internacional de Unidades, ratificado pela 11 CGPM/1960 e
atualizado at a 16 CGPM/1979, compreende:a) sete unidades de
base:b) duas unidades suplementares:c) unidades derivadas,
deduzidas direta ou indiretamente das unidades de base e
suplementares;d) os mltiplos e submltiplos decimais das unidades
acima, cujos nomes so formados pelo emprego dos prefixos SI dados
na tabela 1.
-
INSTRUMENTOS E MEDIDAS
-
INSTRUMENTOS E MEDIDASSISTEMA INTERNACIONAL DE UNIDADESAs
unidades fora do SI admitidas no Quadro Geral de Unidades so de
duas espcies:a) unidades aceitas para uso com o SI, isoladamente ou
combinadas entre si e/ou com unidades SI, sem restrio de prazo (ver
Tabela III ) Ex.: litro, grau, tonelada, hora, rpm;b) unidades
admitidas temporariamente (ver Tabela IV) Ex.: angstrom, atmosfera,
caloria, CV, n, quilate.
abolido o emprego das unidades CGS, exceto as que esto
compreendidas no SI e as mencionadas na Tabela IV.
-
INSTRUMENTOS E MEDIDASSISTEMA INTERNACIONAL DE UNIDADESAs
prescries do Quadro Geral de Unidades de Medida estabelecem
requisitos para os seguintes assuntos: Grafia dos nomes de
unidadesPlural dos nomes de unidadesGrafia dos smbolos de unidades
Grafia dos nmeros Espaamento entre nmero e smbolo Pronncia dos
mltiplos e submltiplos decimais das unidades Grandezas expressas
por valores relativos
-
INSTRUMENTOS E MEDIDASSISTEMAS DE UNIDADES DE MEDIDASPRINCIPAIS
UNIDADES DE MEDIDA UTILIZADAS Comprimento: metro (m), polegada ( "
ou in), p ( ou ft). rea: metro quadrado (m2), polegada quadrada
(pol2 ou in2), p quadrado (p2 ou ft2). Volume: litro (l), metro
cbico (m3), polegada cbica (pol3 ou in3), p cbico (p3 ou ft3).
Massa: quilograma (kg), libra (lb). Fora: grama-fora (gf),
quilograma-fora (kgf), libra-fora (lbf). Tempo: milissegundo,
segundo, minuto, hora, dia, semana, ms, ano, sculo, milnio.
Angular: grau (O), minuto (), segundo ("), radianos. Temperatura:
Celsius ou Centgrado (O C), Fahrenheit (O F), Kelvin (K). Presso:
quilograma-fora por centmetro quadrado (Kgf/cm2), libra-fora por
polegada quadrada (PSI - pound square inches). Vazo: metros cbicos
por segundo (m3/s), litros por segundo (l/s), ps cbicos por minuto
(ft3/min ou PCM), gales por minuto (GPM).
-
INSTRUMENTOS E MEDIDASCONVERSO DE MILMETRO PARA POLEGADA
FRACIONRIA Para converter uma medida dada em milmetro para polegada
fracionria multiplica-se a medida em milmetro pelo fator de
converso que neste caso 0,03937. Ocorre que desta multiplicao
geralmente resultam nmeros apresentados em frao decimal (pode
ocorrer que da multiplicao resulte um nmero inteiro). Entretanto se
desejarmos obter o valor convertido em fraes de polegada o processo
de converso ser diferente e preciso seguir os seguintes passos: 1 -
Multiplique o valor em milmetros por 5,03936 e arredonde para o
prximo nmero inteiro.Nota: o nmero 5,03936 simplesmente o resultado
da diviso de 128 por 25,4 2 - Escreva uma frao cujo numerador o
resultado obtido no passo 1 e o denominador o valor 128. 3 -
Simplifique a frao resultante dividindo simultaneamente o numerador
e o denominador por um nmero que resulte nos menores valores
possveis para o numerador e para o denominador.
-
INSTRUMENTOS E MEDIDASCONVERSO DE MILMETRO PARA POLEGADA
FRACIONRIA
Exemplo: converter 12,7 mm em frao de polegada.
Portanto 12,7 mm corresponde a .Observe que neste processo a
frao resultante nem sempre corresponde exatamente ao valor em
milmetro pois durante o clculo estamos fazendo um
arredondamento.
-
INSTRUMENTOS E MEDIDASCONVERSO DE MILMETRO PARA POLEGADA
FRACIONRIAQuando o valor em milmetro for maior que 25,4mm, a frao
resultante ser mista, ou seja, ela ser composta por uma parte
inteira e outra fracionria. Neste caso dividimos inicialmente o
valor por 25,4 para obtermos a parte inteira da medida em
polegadas. parte fracionria deste quociente iremos aplicar o mtodo
estabelecido acima. Exemplo: converter 85 mm em frao de polegada.
Como o valor a ser convertido maior que 25,4 devemos inicialmente
determinar o nmero de polegadas inteiras dividindo 85 por
25,4.Nmero de polegadas inteiras = 85 / 25,4 = 3,3464567Parte
inteira = 3"Parte fracionria= 85 mm - (3 x 25,4 mm) = 8,8 mm
-
INSTRUMENTOS E MEDIDASCONVERSO DE MILMETRO PARA POLEGADA
FRACIONRIASabemos que a medida convertida corresponde a 3 polegadas
mais uma frao correspondente a 8,8 mm.Agora s nos falta converter
8,8 milmetros em frao de polegada usando o mtodo j visto
anteriormente.