Embed Size (px)
DESCRIPTION
processos
Citation preview

INTRODUÇÃO AOS PROCESSOS INTRODUÇÃO AOS PROCESSOS DE FABRICAÇÃODE FABRICAÇÃO
FOCOProcessos de Soldagem
Processos de Fundição
Processos de FabricaçãoProcessos de Fabricação
• Os processos de fabricação mecânica têm por objetivo a modificação de um corpo metálico com o fim de lhe conferir uma forma definida.
• Dividem-se em dois grupos:
– Processos mecânicos: modificações de forma promovidas por tensões externas.
– Processos metalúrgicos: modificações de forma estão relacionadas com alta temperatura.
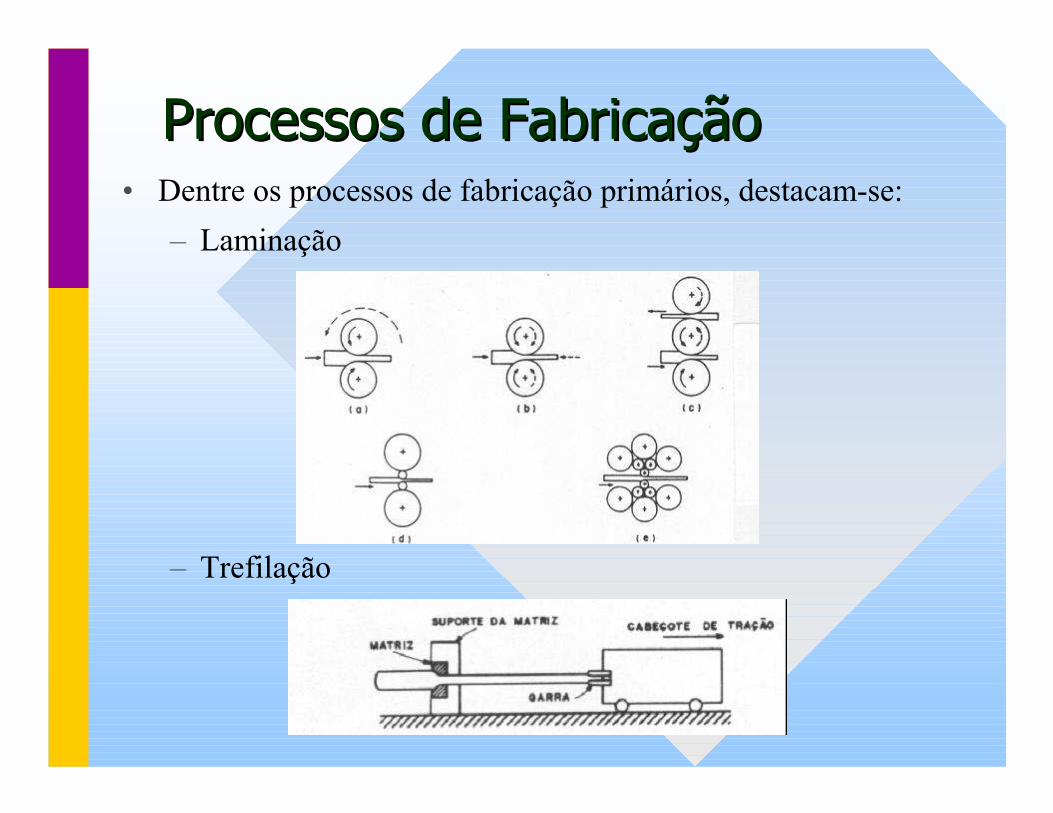
Processos de FabricaçãoProcessos de Fabricação• Dentre os processos de fabricação primários, destacam-se:
– Laminação
– Trefilação
Processos de FabricaçãoProcessos de Fabricação
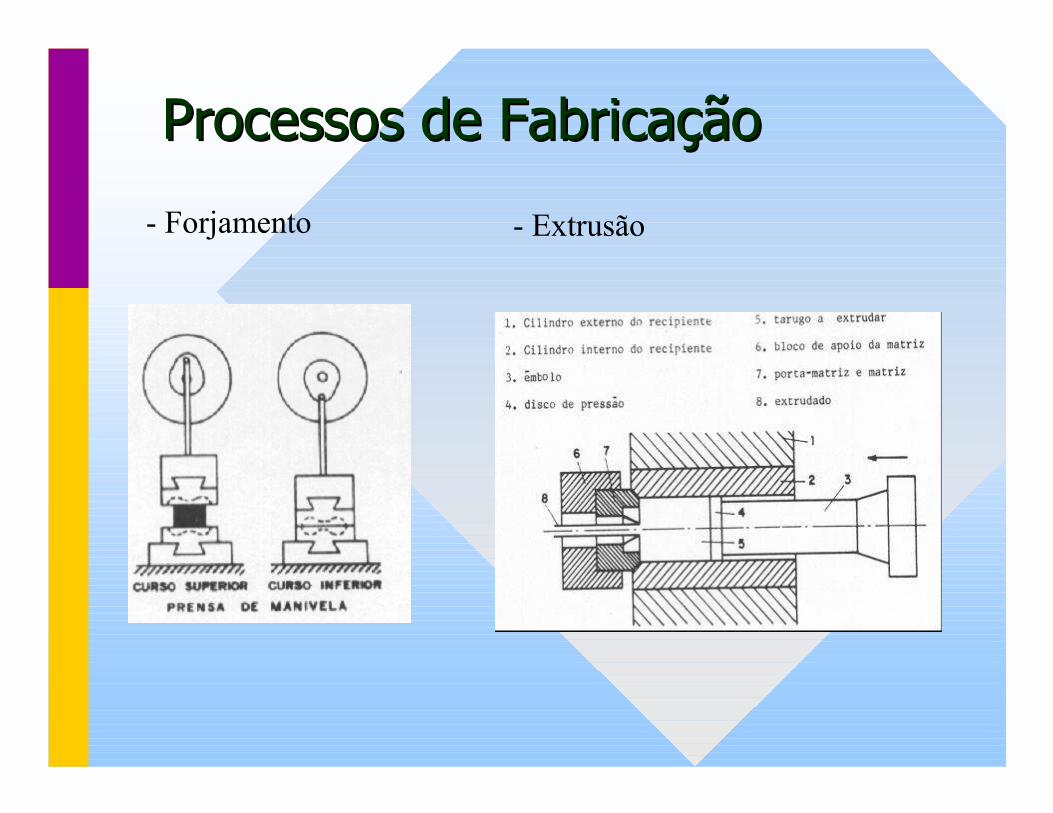
- Extrusão- Forjamento
Processos de FabricaçãoProcessos de Fabricação
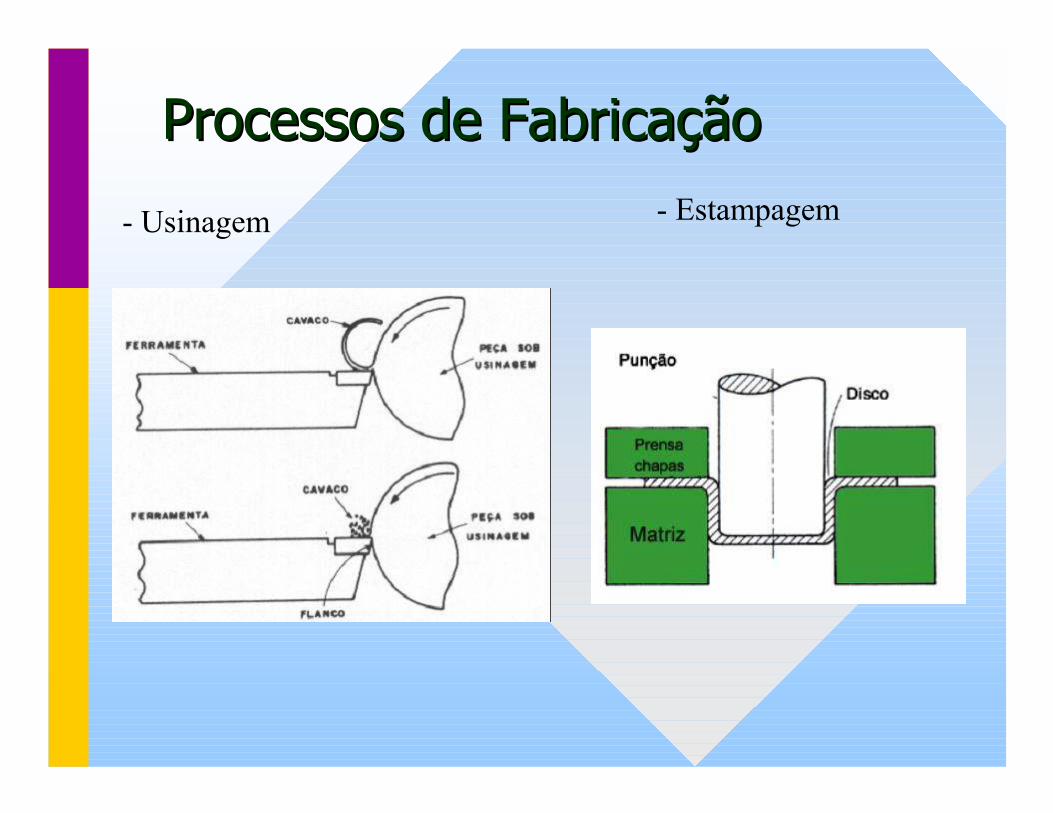
- Usinagem - Estampagem

Processos de FabricaçãoProcessos de Fabricação- Soldagem
Processos de FabricaçãoProcessos de Fabricação
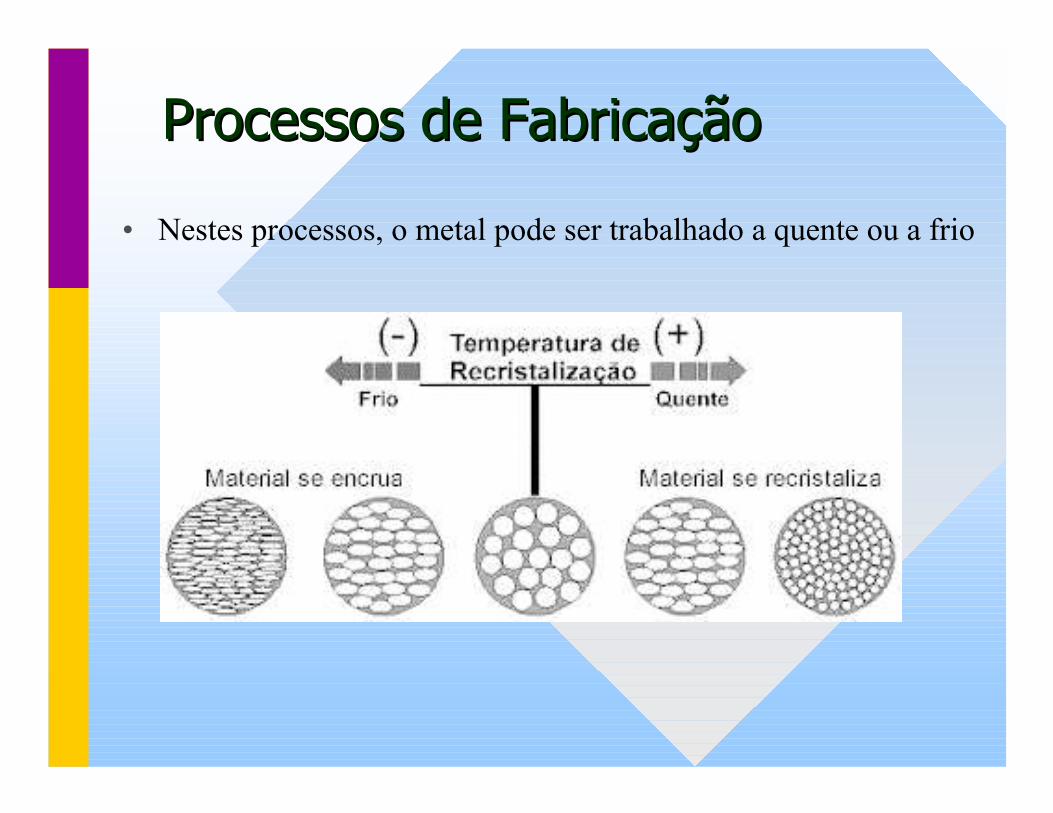
• Nestes processos, o metal pode ser trabalhado a quente ou a frio
Trabalho a QuenteTrabalho a Quente– Não altera a dureza do metal; grãos deformados durante o
processo, logo mudam para novos grãos não deformados.
– O metal aumenta sua resistência à tração em determinada direção, uma vez que as impurezas existentes são segregadas em fibras com orientação definida.
– O metal pode ser deformado em formas extremas quando quente, porque a deformação contínua dos cristais elimina fissuras e trincas.
– A temperatura de trabalho deve ser acima da temperatura de recristalização, mas não muito elevada para evitar a formação de granulação grosseira.
– As temperaturas altas promovem oxidação e formação de carepa na superfície do metal, de forma que tolerâncias rigorosas podem não ser mantidas.
Trabalho a FrioTrabalho a Frio– O trabalho a frio é normalmente precedido do trabalho a quente, remoção
de carepa, limpeza da superfície e possivelmente decapagem.
– Materiais deformados a frio permitem a obtenção de tolerâncias
rigorosas, bom acabamento superficial e boas propriedades mecânicas.
– O trabalho a frio deve ser efetuado acima do limite de escoamento do
material para que a deformação seja permanente
– Quando um metal é trabalhado a frio os seus cristais são internamente
deformados, provocando aumento de dureza e da resistência mecânica,
perda de ductilidade e tensões residuais que, muitas vezes poderão levar à
ruptura da peça. Isso pode ser evitado através de um tratamento térmico
de recozimento ou normalização.
– O trabalho a frio exige a aplicação de elevadas taxas de deformação de
forma que os equipamentos para execução de trabalhos a frio são,
normalmente, mais robustos do aqueles para trabalhos a quente.

INTRODUÇÃO À SOLDAGEMINTRODUÇÃO À SOLDAGEM
FOCOClassificação dos Processos
O Arco Elétrico
Preparação das Juntas
O Que é Soldagem?O Que é Soldagem?
• Dutra & Quites
* Operação de união de duas ou mais peças
* Continuidade das Propriedades Físicas e Químicas
• AWS - American Welding Society
* Processo de uníão de materiais;
* Coalescência localizada de metais e não metais;
* Aquecimento a uma dada temperatura;
* Com ou sem pressão e/ou metal de adição.

Fundamentos da soldagemFundamentos da soldagem
• Soldagem
– É a técnica de unir duas ou mais partes, assegurando entre elas a continuidade e as características mecânicas e químicas do material.
• Soldabilidade
– É a facilidade com que a junta é fabricada de tal maneira que preencha os requisitos de um projeto bem executado.
• Solda
– É o resultado ou produto da operação de soldagem.
• Solda Homogênea (similar) ou Heterogênea (dissimilar).
• Mais versáteis meios de fabricação na indústria.
• Utilização: diferentes ligas e formas.
* Aços carbono, ligados e inoxidáveis
* Ligas não ferrosas (Al, Ni e Cu) e metais (Ti, Nb, Mo e Zr)
* Chapas finas e grossas
• Meio de redução dos custos de produção.
A Importância da SoldagemA Importância da Soldagem
Requisitos BásicosRequisitos Básicos
• Segundo Houldcroft, cada processo de soldagem deve preencher os seguintes requisitos:
* Gerar uma quantidade de energia suficiente para unir dois materiais;
* Remover as contaminações das superfícies a serem unidas;
* Evitar que o ar atmosférico contamine a região de soldagem;
* Propiciar o controle da transformação de fase de forma a se alcançar as propriedades desejadas.
Classificação dos Processos deSoldagem
�� Soldagem por fusão
� Energia é aplicada com a finalidade de produzir calor capaz
de fundir o material
� Inclui a maioria dos processos mais utilizados atualmente.
�� Soldagem por pressão
� Aplicação de pressões elevadas que deformam a superfície.
� Redução da rugosidade
Classificação dos Processos deSoldagem
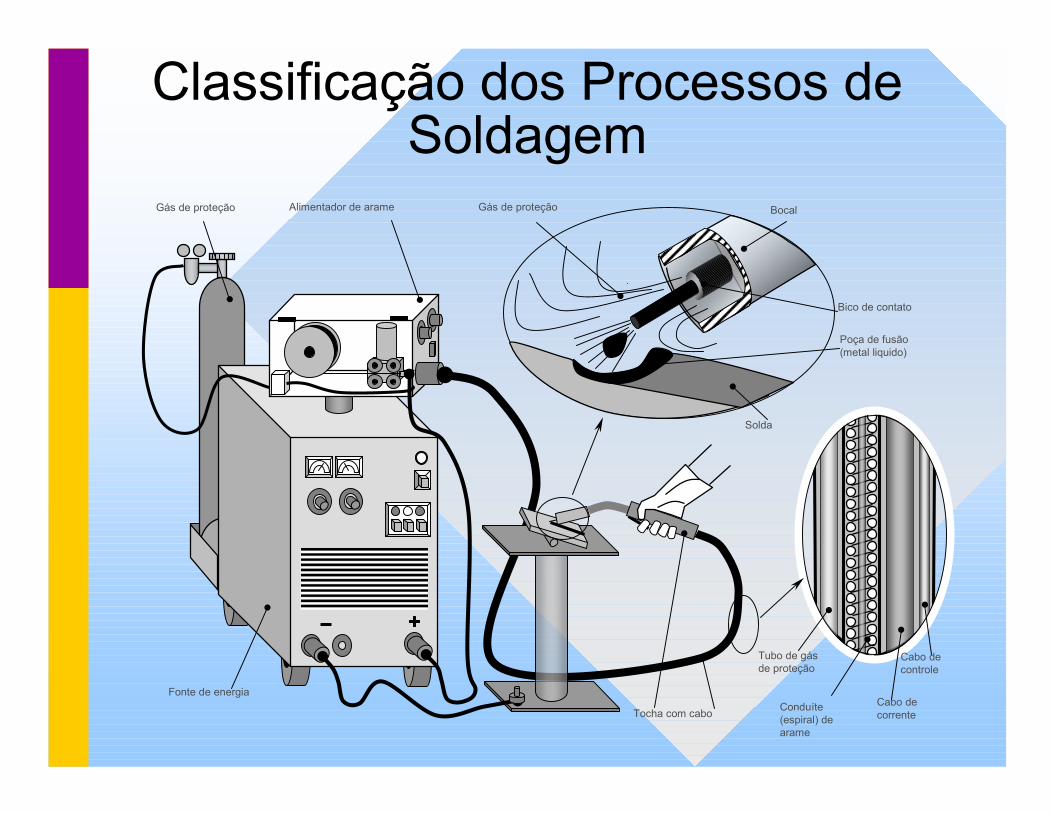
Classificação dos Processos deSoldagem
Gás de proteção Alimentador de arame
Fonte de energia
Tocha com cabo
Bocal
Bico de contato
Solda
Gás de proteção
Poça de fusão
(metal liquido)
Conduíte
(espiral) de
arame
Tubo de gás
de proteçãoCabo de
controle
Cabo de
corrente

Classificação dos Processos deSoldagem
Classificação dos Processos deSoldagem
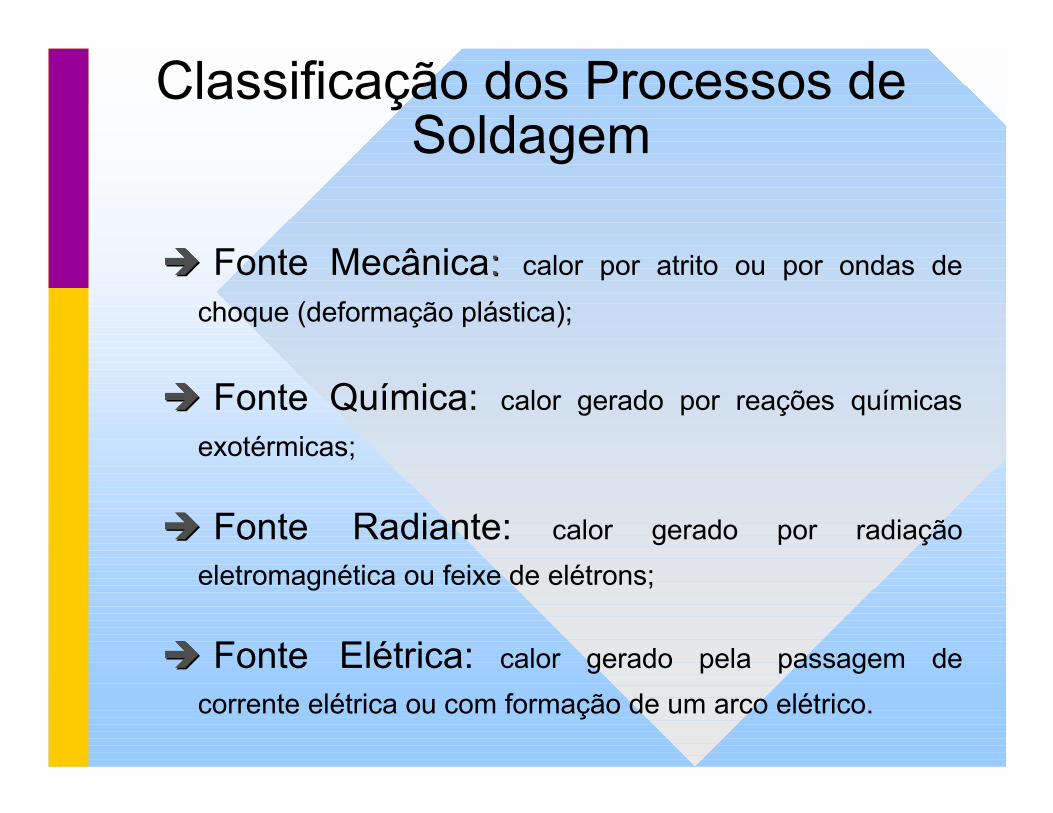
Classificação dos Processos de Soldagem
�� Fonte Mecânica:: calor por atrito ou por ondas de
choque (deformação plástica);
�� Fonte Química: calor gerado por reações químicas
exotérmicas;
�� Fonte Radiante: calor gerado por radiação
eletromagnética ou feixe de elétrons;
�� Fonte Elétrica: calor gerado pela passagem de
corrente elétrica ou com formação de um arco elétrico.
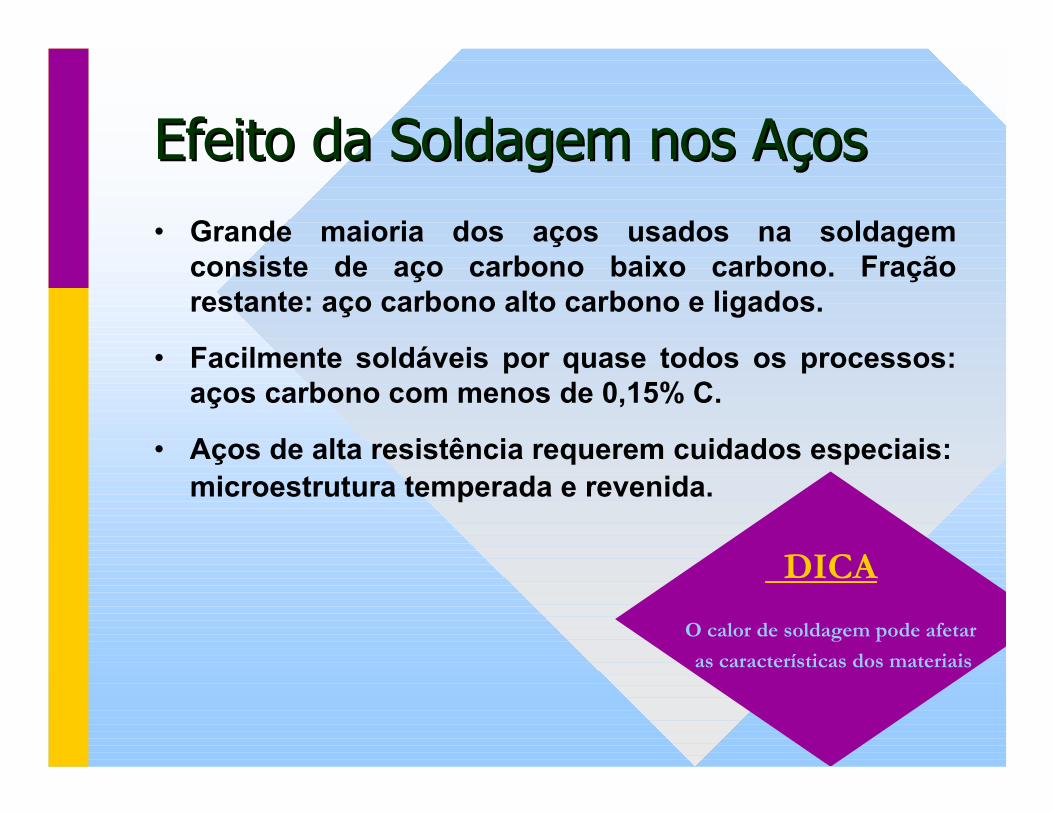
• Grande maioria dos aços usados na soldagem consiste de aço carbono baixo carbono. Fração restante: aço carbono alto carbono e ligados.
• Facilmente soldáveis por quase todos os processos: aços carbono com menos de 0,15% C.
• Aços de alta resistência requerem cuidados especiais: microestrutura temperada e revenida.
DICA
O calor de soldagem pode afetar
as características dos materiais
Efeito da Soldagem nos AçosEfeito da Soldagem nos Aços
Efeito da Soldagem nos AçosEfeito da Soldagem nos Aços
• A aplicação do calor produz alteração estrutural, efeitos térmicos e mecânicos no metal a ser soldado.
• No componente soldado estas alterações podem aparecer de duas maneiras:
* Presença de trincas no metal base e no metal de solda bem como porosidades e inclusões.
* Mudanças nas propriedades do metal base tais como resistência, ductilidade, tenacidade e resistência a corrosão.
Estes efeitos da soldagem podem ser minimizados ou eliminados através de mudanças nos métodos e práticas de soldagem
O Engenheiro de SoldagemO Engenheiro de Soldagem• Perguntas que o Engenheiro de Soldagem deve responder:
* O projeto é adequado para o serviço?
* O material é adequado para o serviço requerido?
* O processo de soldagem, os procedimentos e o equipamento de são adequados?
• SOLDABILIDADE →→→→ capacidade do metal ser soldado sob condições de fabricação impostas para satisfazer o serviço requerido. Depende de:
* O projeto da estrutura, incluindo as juntas soldadas;
* As características e propriedades do metal base;
* As propriedades e características das soldas e do material na região adjacente ao cordão de solda.
Seleção dos Processos de Seleção dos Processos de SoldagemSoldagem
• Estruturas de aços baixo carbono e não ligados →→→→projetadas com base nas propriedades do MB e ZF.
• Estruturas de aços de alta resistência e ligados →→→→ seleção dos processos e técnicas de soldagem. Exercem influência marcante nas características da ZAC.
• A seleção de um processo de soldagem para uma aplicação particular deve levar em conta:
* Espessura e dimensão das partes a soldar;
* Posição das juntas a soldar;
* Possibilidade de mecanização do processo;
* Aparência da junta acabada;
* Custo e limitações estabelecidas para o produto.
As Propriedades dos Aços e a As Propriedades dos Aços e a SoldagemSoldagem
• As propriedades dos materiais e aquelas requeridas na junta soldada é que vão ditar os procedimentos de soldagem.
• Casos Práticos:
* Soldagem de aços resistentes ao desgaste →→→→ pré e pós aquecimento
* Ligas de alto coeficiente de expansão térmica →→→→ técnicas especiais de soldagem
* Soldagem de aços inoxidáveis ferríticos →→→→ controlar aporte de calor
* Materiais susceptíveis à corrosão sob tensão →→→→ alívio de tensão ou martelamento

Arco Elétrico na Soldagem
Processo TIG
• Enumere situações em que se pode fazer uso da soldagem e suas técnicas nos seguintes processos industriais:
– Indústria Química e Petroquímica
- Indústria Aeronáutica
- Indústria Hospitalar e Alimentícia
- Atividades Agropecuárias
- Transportes
- Indústria Automobilística
Atividade PropostaAtividade Proposta
• Descarga elétrica sustentada através de um gás ionizado a alta temperatura.
• Três conceitos importantes:– Calor
– Ionização
– Emissão Termoiônica
• Em soldagem, o arco normalmente ocorre entre um eletrodo cilíndrico e um plano (a peça), dando a esse um formato de tronco de cone.
O Arco ElétricoO Arco Elétrico
• É fonte de calor, sendo responsável pela formação da poça de fusão, aquecimento do eletrodo e ciclos térmicos de soldagem.
• Sua alta temperatura e turbulência produz intensas reações químicas.
• É responsável pela transferência do metal de adição da ponta do eletrodo para a poça de fusão.
• As características da fonte de energia é determinada pela estabilidade do arco.
Importância do Arco ElétricoImportância do Arco Elétrico
• Eletricamente, arco de soldagem caracteriza-se pela diferença de potencial entre as suas extremidades e pela corrente que circula pelo mesmo.
• Queda de potencial não uniforme ao longo do mesmo, divisão em três regiões:
Zona de Queda Catódica (VC): elétrons são emitidos e acelerados para o ânodo. Tensão varia entre 1 a 15 V.
Coluna de Plasma (VCP): elétrons livres, íons positivos e negativos. Parte visível e brilhante do arco. Queda de tensão proporcional ao comprimento do arco.
Zona de Queda Anódica (VA): constituída por elétrons. Queda de tensão igual ao potencial de ionização do gás.
Tensão do Arco: V = (VC + VA) + E . la
Perfil ElétricoPerfil Elétrico
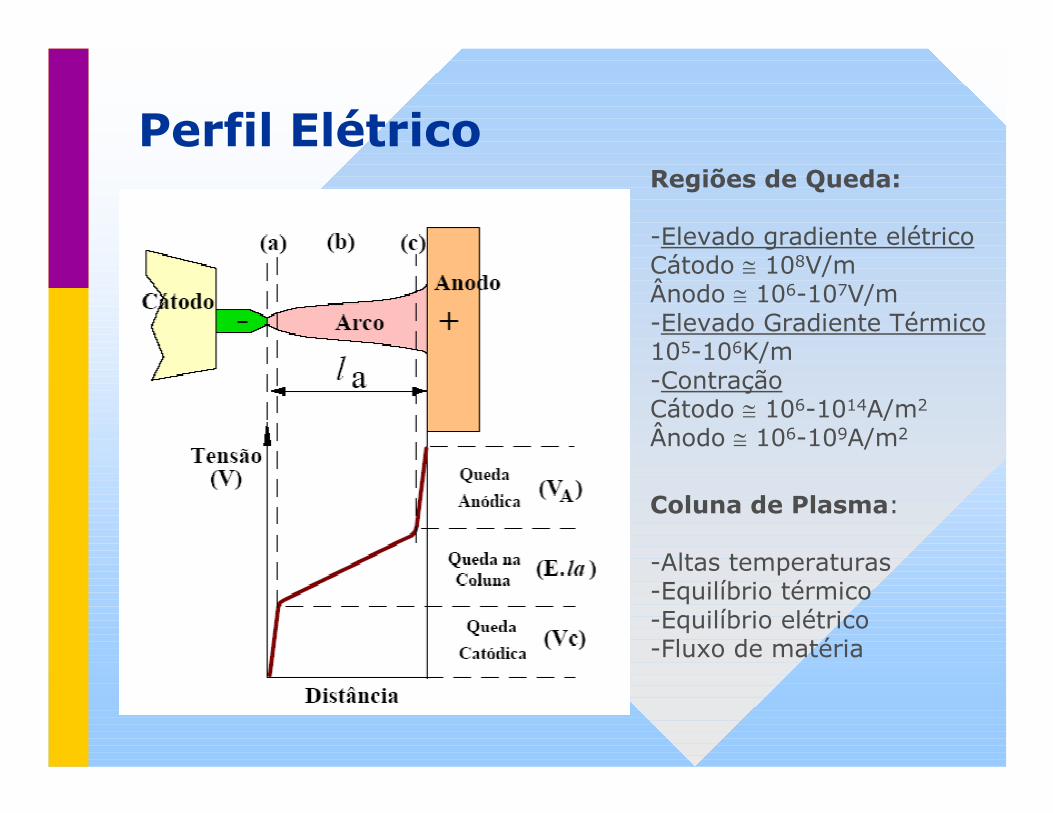
Perfil ElétricoRegiões de Queda:
-Elevado gradiente elétricoCátodo ≅ 108V/mÂnodo ≅ 106-107V/m-Elevado Gradiente Térmico105-106K/m-ContraçãoCátodo ≅ 106-1014A/m2
Ânodo ≅ 106-109A/m2
Coluna de Plasma:
-Altas temperaturas-Equilíbrio térmico-Equilíbrio elétrico-Fluxo de matéria
Calor →→→→ movimentação de cargas elétricas no arco de um eletrodo e choque entre estas cargas.Elétrons: conduzem mais de 90% da carga elétrica.Íons positivos são praticamente imóveis se comparados com a velocidade dos elétrons.
Emissão Termoiônica →→→→ ocorre a partir do aquecimento do material a uma temperatura suficientemente alta para causar a emissão de elétrons de sua superfície.
Ionização →→→→ mudança de órbita de um elétron, sendo forçado para uma de maior energia.A energia necessária à produção de elétron livre é conhecida por “Potencial de Ionização”.
Perfil ElétricoPerfil Elétrico
• O arco de soldagem sofre as interações da corrente elétrica com os campos magnéticos por ela gerada.
• FORÇAS DE LORENTZ (F):
Força experimentada por um condutor de comprimento “l” , percorrido por uma corrente elétrica “i”, quando colocado numa região onde exista um campo magnético “B”.
É definida por: F = B . i . L
As forças de Lorentz na região do arco têm sempre o sentido de fora para dentro.
• Efeito Magnético: responsável pela penetração do cordão de solda e por garantir a transferência da gota sempre no sentido eletrodo peça.
i ↑↑↑↑ ⇒⇒⇒⇒ B ↑↑↑↑ e F ↑↑↑↑ →→→→ maior penetração
Efeitos MagnéticosEfeitos Magnéticos
• SOPRO MAGNÉTICO:
Perturbação do campo magnético, em torno do arco, levando a uma concentração do mesmo em um dos lados do arco, causando o seu desvio em relação à junta.
• CAUSAS:
* Mudanças bruscas na direção da corrente elétrica;
* Distribuição assimétrica de material ferromagnético em torno do arco.
• MEDIDAS DE CORREÇÃO:* Inclinar o eletrodo para o lado que se dirige o arco;* Reduzir o comprimento do arco;* Balancear a saída da corrente da peça;* Reduzir a corrente de soldagem;* Soldar com corrente alternada.
Efeitos MagnéticosEfeitos Magnéticos
Preparação das Juntas a SoldarPreparação das Juntas a Soldar
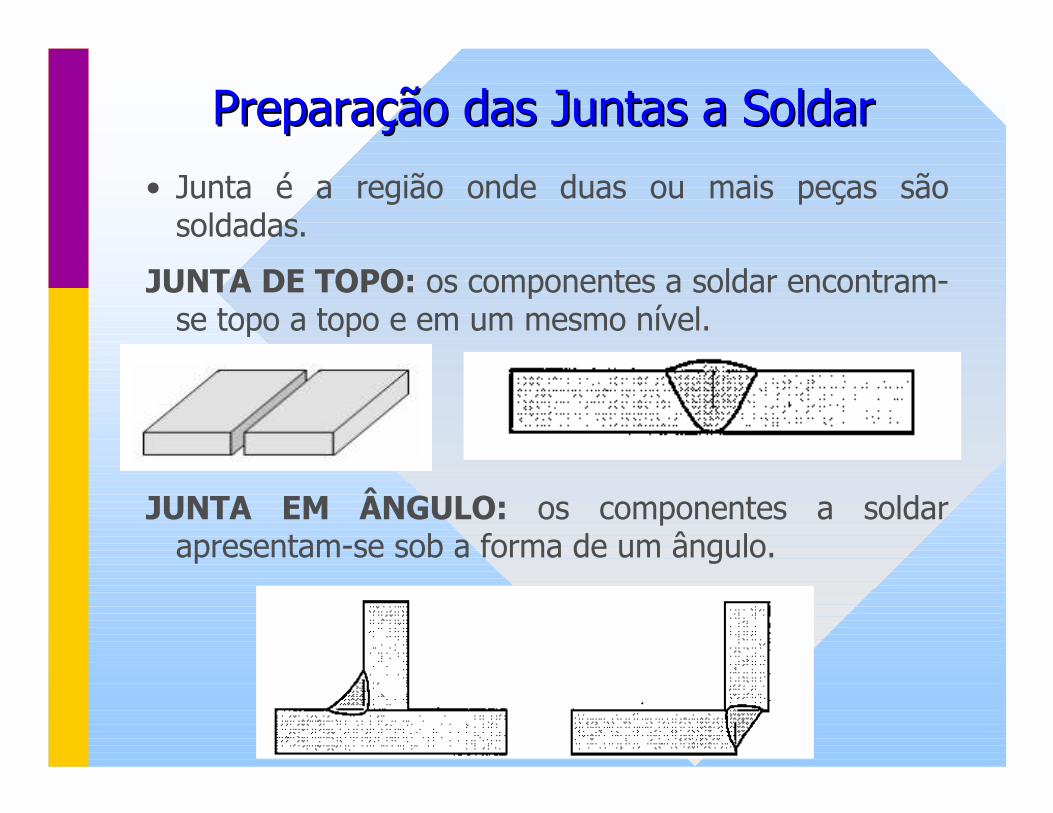
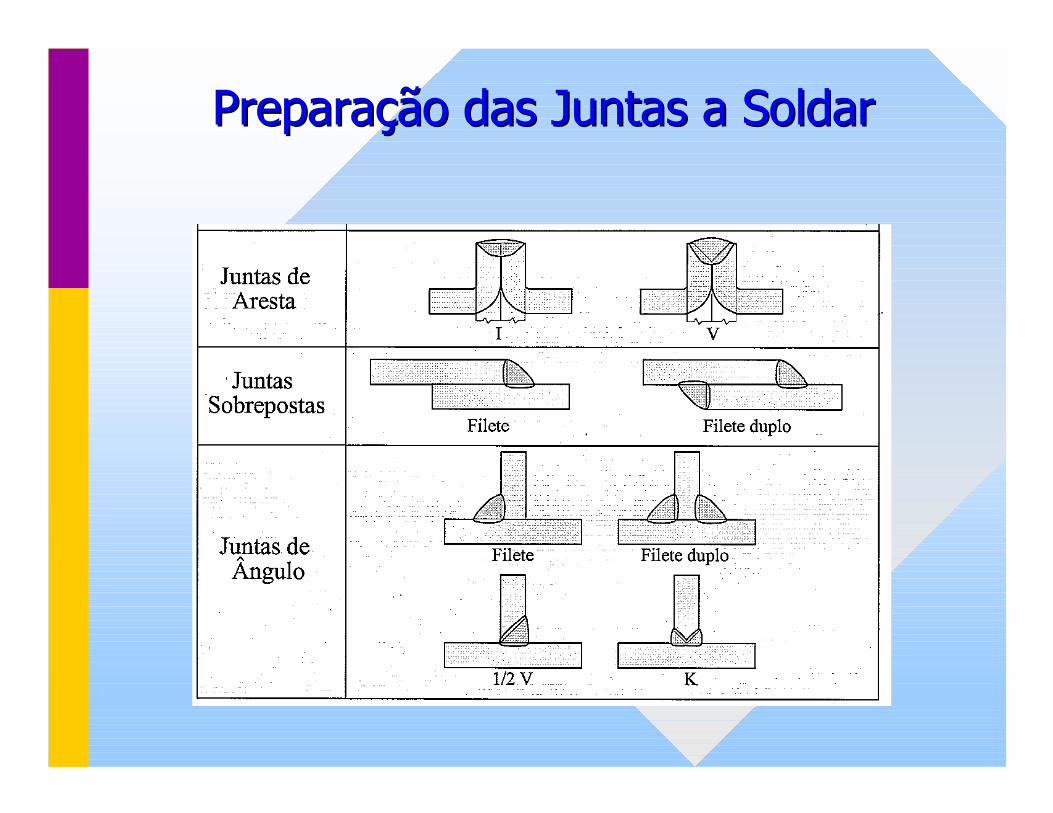
• Junta é a região onde duas ou mais peças são soldadas.
JUNTA DE TOPO: os componentes a soldar encontram-se topo a topo e em um mesmo nível.
JUNTA EM ÂNGULO: os componentes a soldar apresentam-se sob a forma de um ângulo.
Preparação das Juntas a SoldarPreparação das Juntas a Soldar
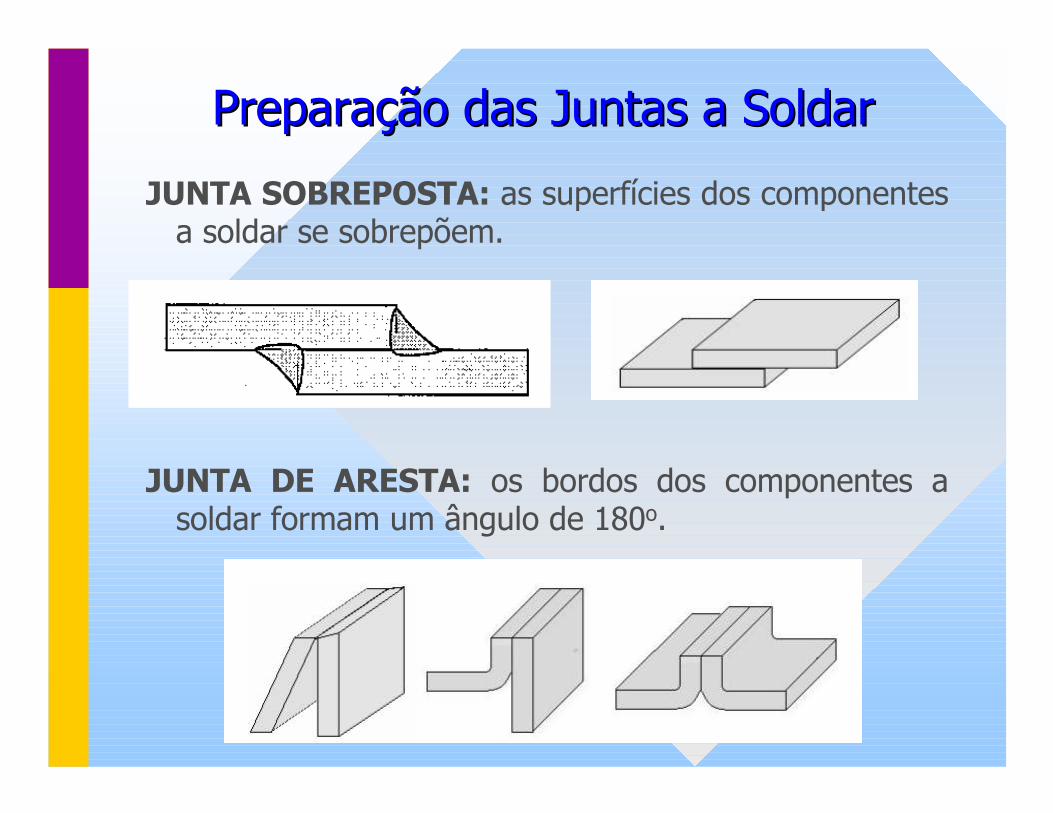
JUNTA SOBREPOSTA: as superfícies dos componentes a soldar se sobrepõem.
JUNTA DE ARESTA: os bordos dos componentes a soldar formam um ângulo de 180o.
Preparação das Juntas a SoldarPreparação das Juntas a Soldar
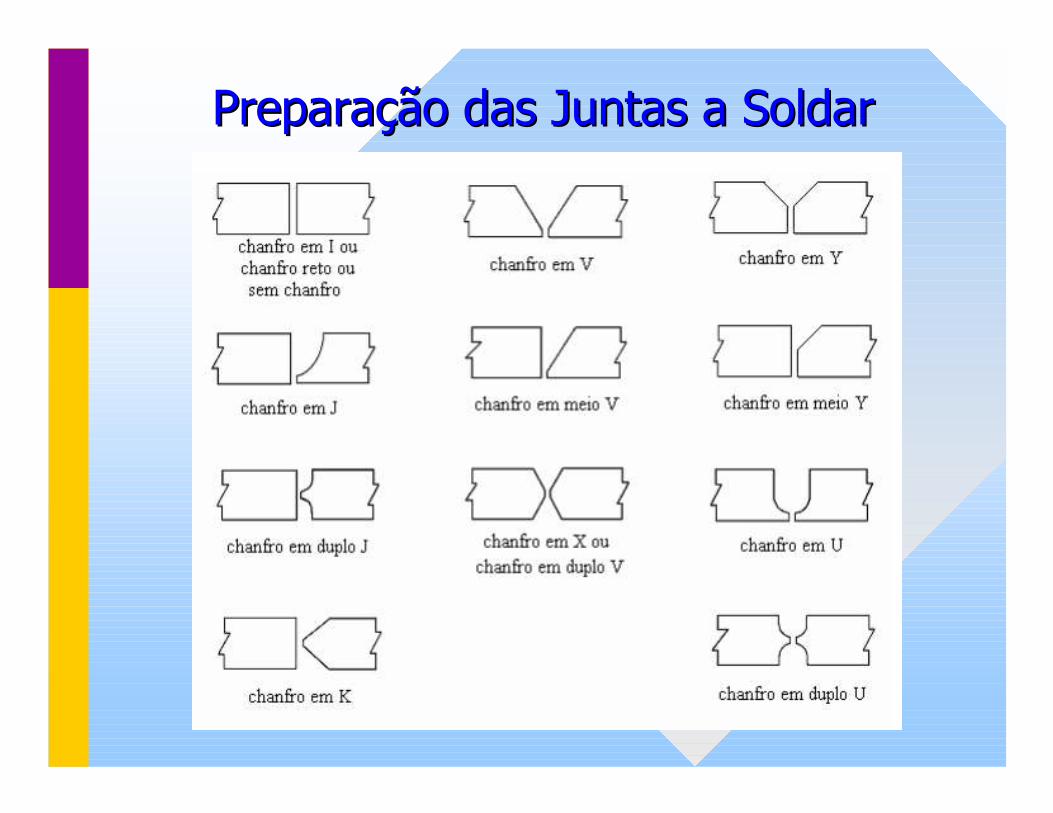
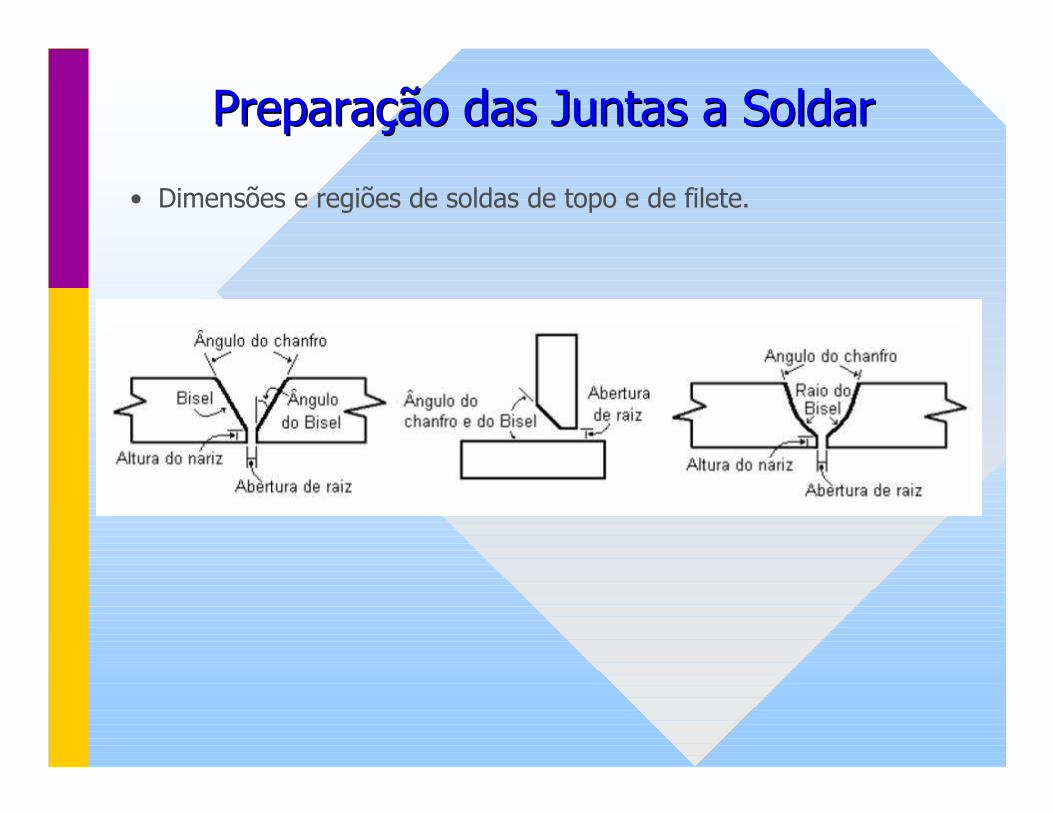
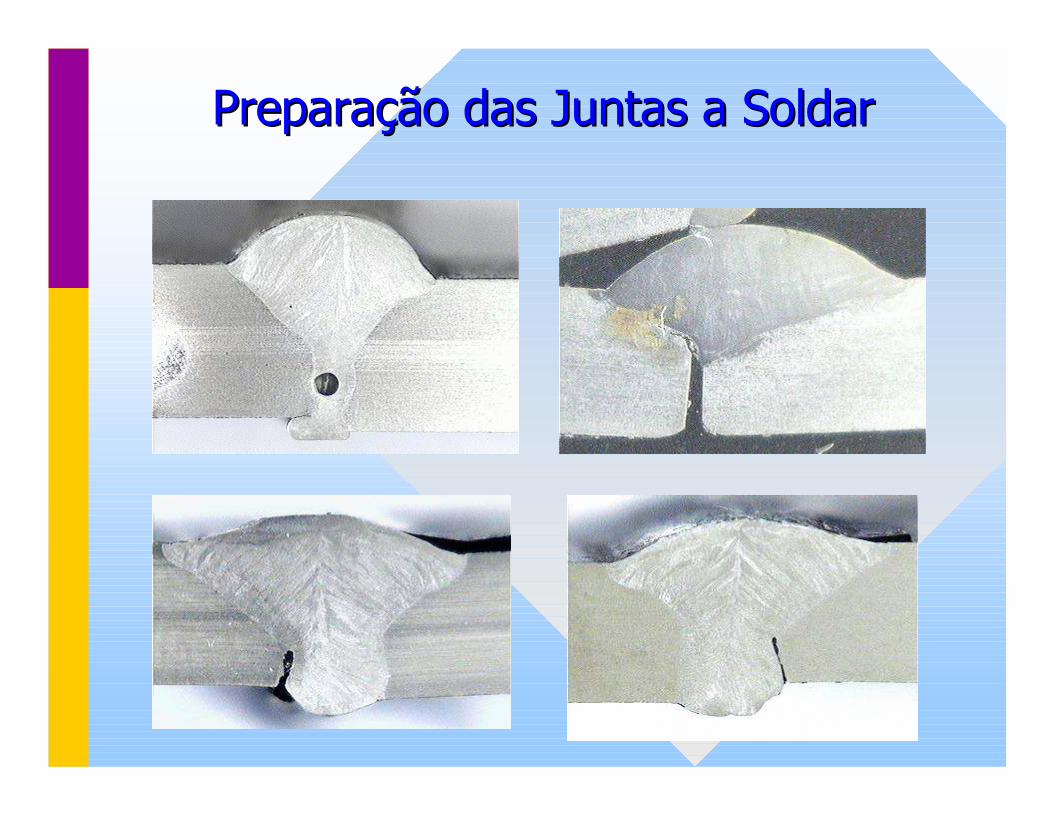
• Os chanfros são sulcos ou aberturas na superfície da peça ou peças a unir e que determinam o espaço para conter a solda.
• O chanfro é necessário para facilitar o acesso do eletrodo ou cabeçote de soldagem como também para garantir a resistência desejada do cordão de solda.
•Os chanfros podem ser preparados por operações de corte a chama, plasma ou por usinagem.
• O tipo de chanfro a ser usado em uma soldagem específica éescolhido em função do processo de soldagem, espessura das peças, suas dimensões, facilidades de acesso à região da solda, etc
• Cobre-junta (mata-junta ou backing) é um dispositivo empregado na raiz da solda com a finalidade de suportar o metal fundido durante a execução da soldagem.
Preparação das Juntas a SoldarPreparação das Juntas a Soldar
Preparação das Juntas a SoldarPreparação das Juntas a Soldar
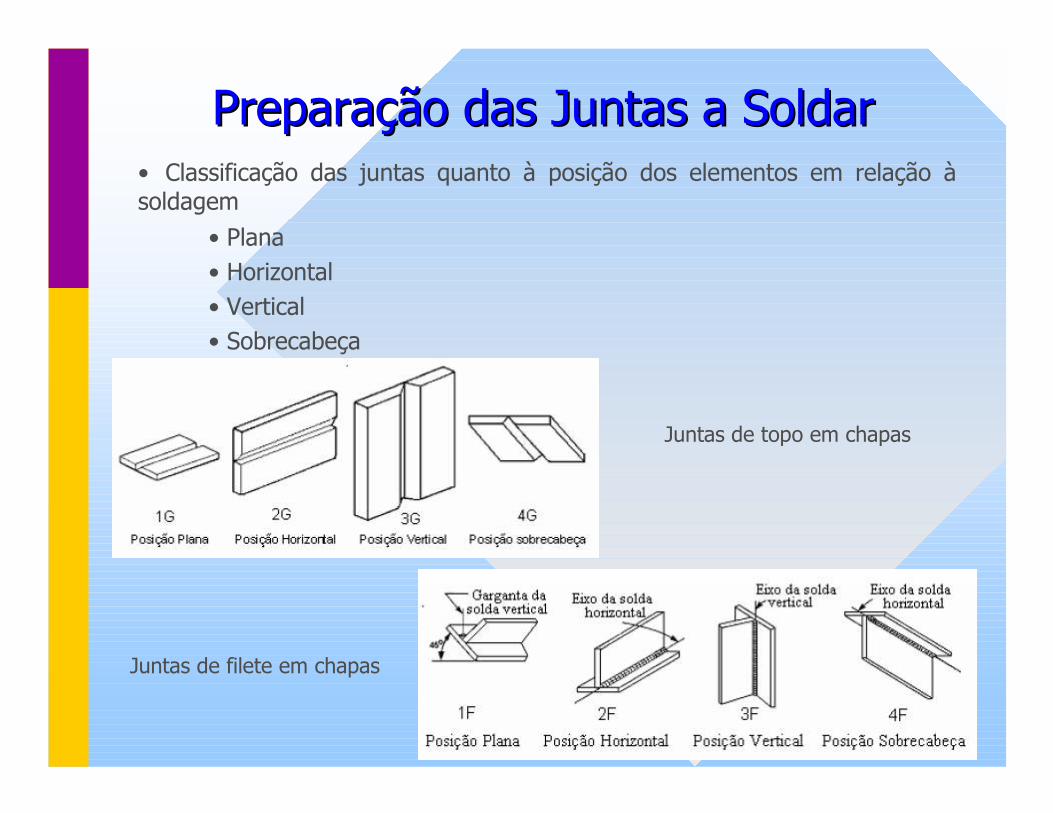
Preparação das Juntas a SoldarPreparação das Juntas a Soldar• Classificação das juntas quanto à posição dos elementos em relação à soldagem
• Plana• Horizontal• Vertical• Sobrecabeça
Juntas de topo em chapas
Juntas de filete em chapas
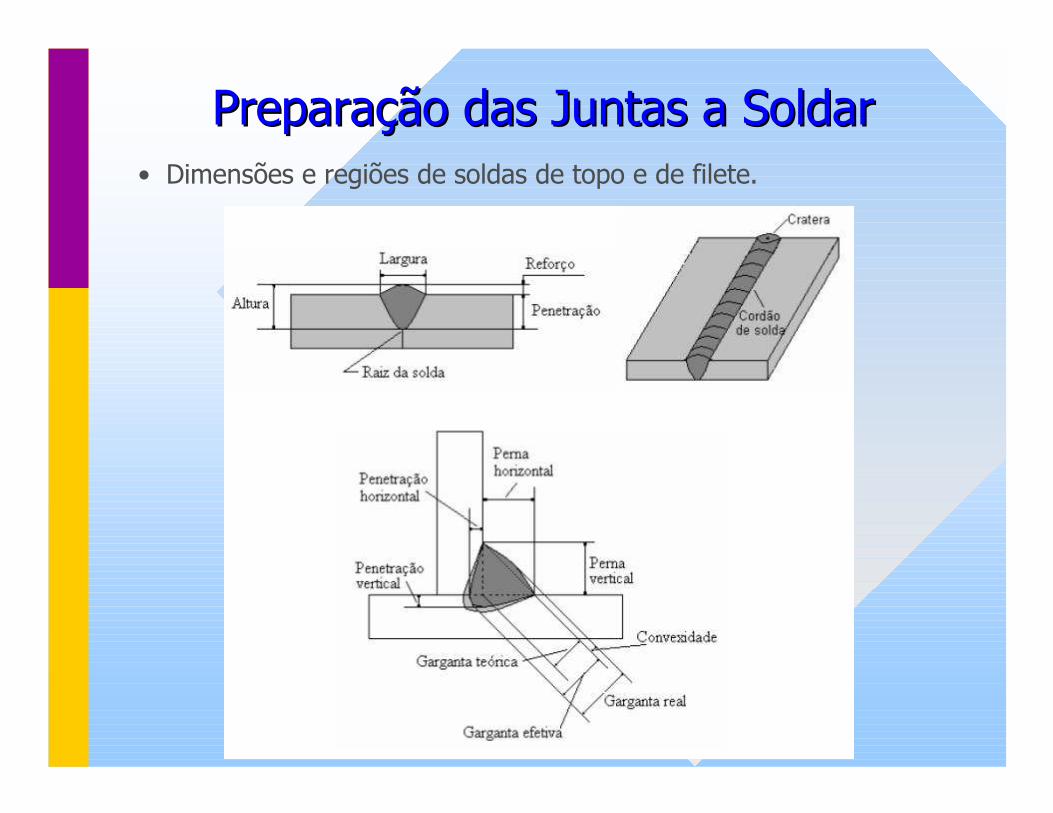
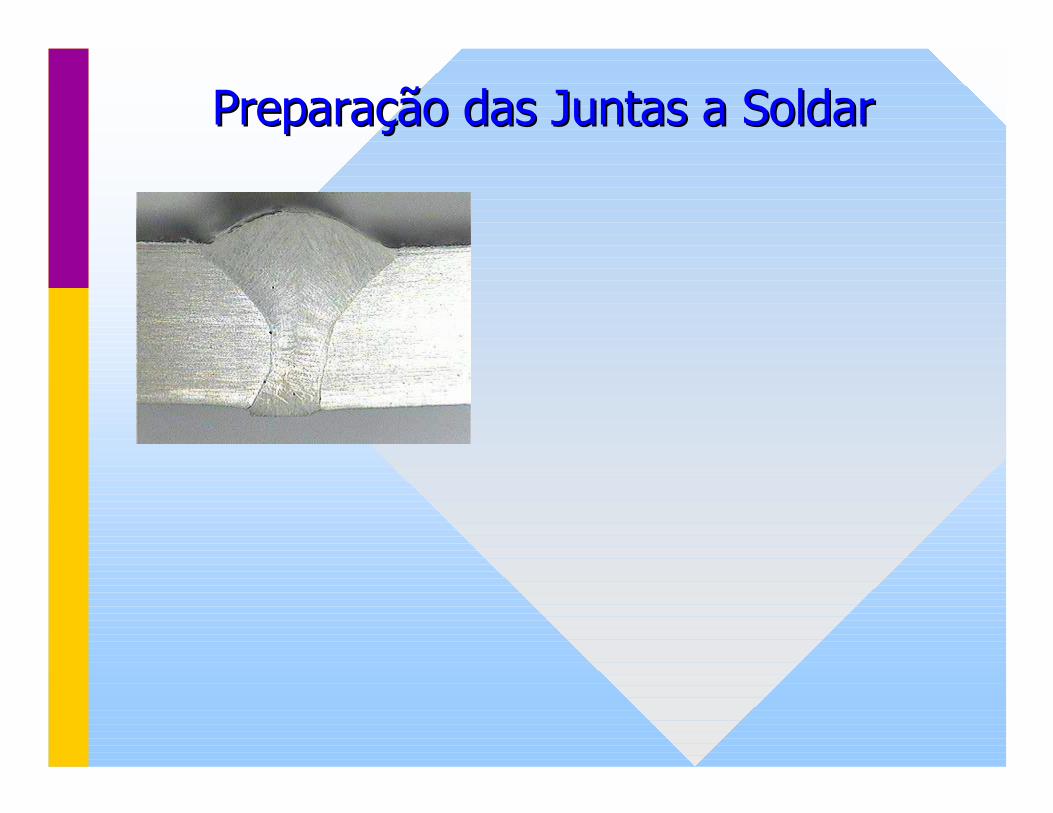
Preparação das Juntas a SoldarPreparação das Juntas a Soldar• Dimensões e regiões de soldas de topo e de filete.
Preparação das Juntas a SoldarPreparação das Juntas a Soldar
• Dimensões e regiões de soldas de topo e de filete.

Preparação das Juntas a SoldarPreparação das Juntas a Soldar
Preparação das Juntas a SoldarPreparação das Juntas a Soldar
Preparação das Juntas a SoldarPreparação das Juntas a Soldar





























