Embed Size (px)
Citation preview

JOGO DE NEGÓCIO SIMULADOR DOS
EFEITOS POSITIVOS DA APLICAÇÃO
DAS FERRAMENTAS LEAN PARA
FUNCIONÁRIOS OPERACIONAIS E
LIDERANÇAS DO CHÃO DE FÁBRICA
Gece Wallace Santos Reno (UFSCar)
Carolina Peres Diniz (UNICAMP)
Henrique Kazuo Bicalho Yamaguti (EESC/USP)
Diogo Aparecido Lopes Silva (EESC/USP)
Este artigo tem por objetivo a documentação de um jogo de negócio
capaz de simular os efeitos da aplicação do Lean Manufacturing, que
contempla um grupo de ferramentas de melhoria contínua através da
Mentalidade Enxuta. O jogo sugere a monttagem de carrinhos de
madeira em diferentes rodadas, tornando nítida a diferença de
produtividade, qualidade, segurança e custos de fabricação ao
compararem-se os principais indicadores possíveis de serem medidos
durante a realização da montagem pelos jogadores. O jogo tem por
principal característica intercalar a explanação de conceitos teóricos
de forma simples e clara, permitindo aos jogadores a imediata
aplicação destes conceitos e a medição de seus efeitos. As dinâmicas
foram realizadas por funcionários de uma empresa que não tiveram
contato anterior com o jogo e os dados para cada condição foram
colhidos e confirmados através de uma ferramenta de análise. Com
esses dados, observa-se que um ambiente em que todas as ferramentas
são aplicadas é 96% mais produtivo do que um ambiente não
padronizado, 200% mais lucrativo e 250% mais seguro, ressaltando
que melhorias consistentes e padronizadas tornam os processos mais
eficazes.
Palavras-chaves: Lean, Produtividade, Jogos de Negócios, Simulação,
Aprendizado lúdico
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
2
1. Introdução
Visando minimizar a dificuldade dos operadores em entender os conceitos de Lean
Manufacturing e conseguir romper o bloqueio para a mudança na realização de tarefas
rotineiras, foi elaborado um treinamento lúdico, no qual se simula uma fábrica de carros.
Utilizando carrinhos de madeira compostos de várias peças, as quais são montadas na linha
principal de montagem, nos setores de tratamento térmico, usinagem, prensagem, laminação,
almoxarifado e planejamento.
Com o auxílio dessa fábrica de carrinhos, visa-se mostrar as vantagens da mudança de cultura
dentro de uma empresa, criando um ambiente de trabalho mais organizado, limpo, seguro e
eficiente. O treinamento permite aos participantes vivenciarem as melhorias que ocorrem a
cada turno da fábrica.
O objetivo desse trabalho é mostrar como um treinamento lúdico, que envolve as pessoas
trazendo-as para uma fábrica fictícia e mostrando como as mudanças podem colaborar para o
ambiente de trabalho, pode criar nos participantes a curiosidade de implementar as melhorias
em sua área de trabalho.
2. Fundamentação Teórica
2.1 Lean Manufacturing
Para Hines (2000) e Liker (2005), o Lean Manufacturing é um termo utilizado para
caracterizar o Sistema Toyota de Produção, em que a flexibilidade de produção e metas como
menores leadtimes, alta produtividade e boa qualidade fazem com que se desenvolvam
processos padronizados com foco em baixo custo e eliminação de perdas.
O sucesso da Toyota surgiu do alto desempenho operacional, que se tornou uma estratégia
baseada em métodos de melhorias de qualidade e ferramentas fundamentadas pela
compreensão e motivação de pessoas e organização de aprendizagem (LIKER, 2005).
Durante décadas a Toyota aplicou e melhorou seu sistema nas fábricas com operadores e
administradores aprendendo novos métodos por meio da prática no seu ambiente de trabalho.
Porém, para Gounet (1999) uma nova organização do trabalho depende da aceitação dos
operadores, tornando esta nova organização um modelo estável.
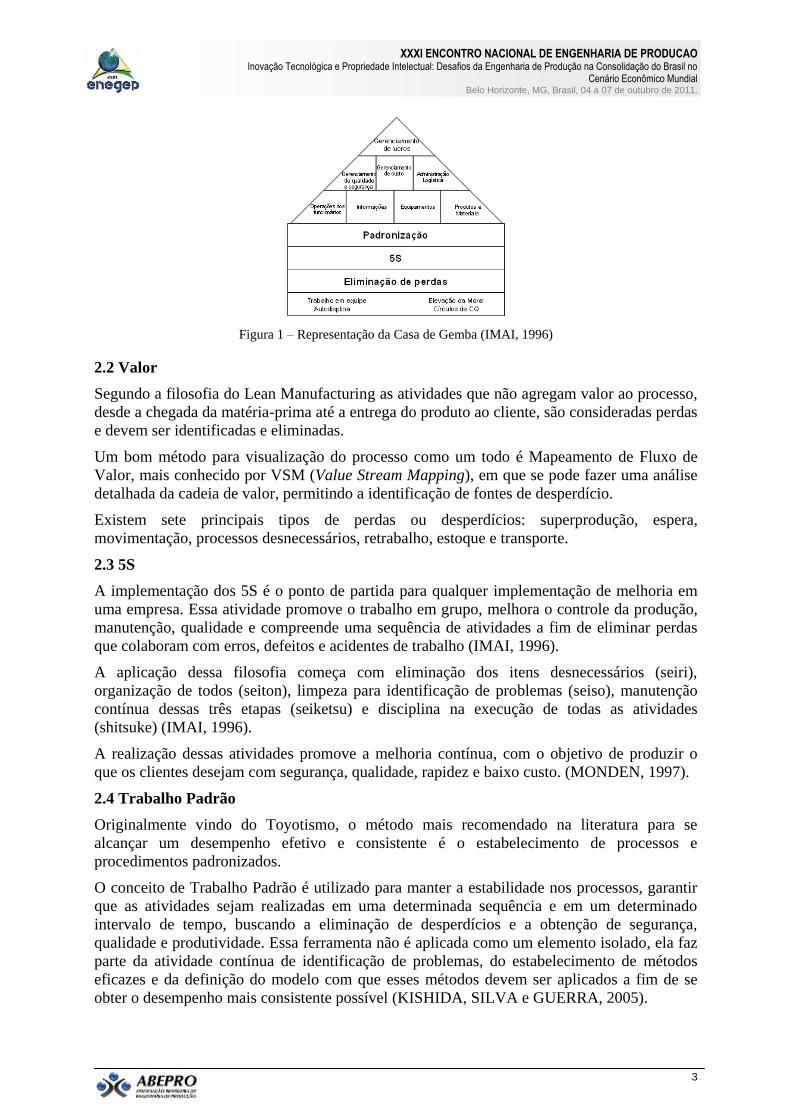
É preciso comprometimento e dedicação para o desenvolvimento da autodisciplina necessária
para manter a implementação das atividades de melhoria. Abaixo, está representada a “Casa
de Gemba” que mostra uma visão geral das atividades que ocorrem no gemba e que atingem
qualidade, custo e entrega (IMAI, 1996).
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
3
Figura 1 – Representação da Casa de Gemba (IMAI, 1996)
2.2 Valor
Segundo a filosofia do Lean Manufacturing as atividades que não agregam valor ao processo,
desde a chegada da matéria-prima até a entrega do produto ao cliente, são consideradas perdas
e devem ser identificadas e eliminadas.
Um bom método para visualização do processo como um todo é Mapeamento de Fluxo de
Valor, mais conhecido por VSM (Value Stream Mapping), em que se pode fazer uma análise
detalhada da cadeia de valor, permitindo a identificação de fontes de desperdício.
Existem sete principais tipos de perdas ou desperdícios: superprodução, espera,
movimentação, processos desnecessários, retrabalho, estoque e transporte.
2.3 5S
A implementação dos 5S é o ponto de partida para qualquer implementação de melhoria em
uma empresa. Essa atividade promove o trabalho em grupo, melhora o controle da produção,
manutenção, qualidade e compreende uma sequência de atividades a fim de eliminar perdas
que colaboram com erros, defeitos e acidentes de trabalho (IMAI, 1996).
A aplicação dessa filosofia começa com eliminação dos itens desnecessários (seiri),
organização de todos (seiton), limpeza para identificação de problemas (seiso), manutenção
contínua dessas três etapas (seiketsu) e disciplina na execução de todas as atividades
(shitsuke) (IMAI, 1996).
A realização dessas atividades promove a melhoria contínua, com o objetivo de produzir o
que os clientes desejam com segurança, qualidade, rapidez e baixo custo. (MONDEN, 1997).
2.4 Trabalho Padrão
Originalmente vindo do Toyotismo, o método mais recomendado na literatura para se
alcançar um desempenho efetivo e consistente é o estabelecimento de processos e
procedimentos padronizados.
O conceito de Trabalho Padrão é utilizado para manter a estabilidade nos processos, garantir
que as atividades sejam realizadas em uma determinada sequência e em um determinado
intervalo de tempo, buscando a eliminação de desperdícios e a obtenção de segurança,
qualidade e produtividade. Essa ferramenta não é aplicada como um elemento isolado, ela faz
parte da atividade contínua de identificação de problemas, do estabelecimento de métodos
eficazes e da definição do modelo com que esses métodos devem ser aplicados a fim de se
obter o desempenho mais consistente possível (KISHIDA, SILVA e GUERRA, 2005).
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
4
O Trabalho Padronizado gera ganhos na produção, na redução de falhas, na redução do tempo
das operações, na regulamentação das funções e na melhoria da organização do espaço físico.
2.5 Fluxo Contínuo
As principais ferramentas no estabelecimento de processos e procedimentos padronizados são
os documentos de trabalho padronizado. Estes documentos devem ser redigidos pela pessoa
que executa a tarefa e específicos o suficiente para serem guias úteis, mas também gerais o
suficiente para permitir alguma flexibilidade (LIKER e MEIER, 2007b).
A partir disso algumas atividades procuram estabelecer o ritmo e fluxo do processo e estão
baseadas em alguns elementos descritos por Shingo (1996), tais como o ritmo de trabalho, ou
Tempo Takt, que é o ritmo no qual os produtos devem ser produzidos; a sequência de trabalho
que é aquela que o operador realiza suas tarefas dentro do ritmo de trabalho; estoque padrão
de processo que é o estoque mínimo necessário para manter o processo operando
continuamente e o tempo de ciclo, que é o tempo alocado para fazer uma peça ou unidade.
2.6 Produção Puxada
Em toda operação é preciso um método de planejamento e controle visando atender a
demanda.
O Just in Time é um método de planejamento que visa suprir as necessidades da produção e
do cliente no momento certo, na quantidade certa e no local certo. Esse método é baseado no
sistema de produção puxada através do Kanban, o qual sinaliza o momento em que o
fornecedor deve produzir o que o cliente necessita.
De acordo com Ghinato (2000), o sistema Kanban tem como objetivo controlar e balancear a
produção, permitir a reposição de estoques conforme a demanda e eliminar perdas, sendo um
método simples de controlar visualmente os processos.
O nivelamento da produção é importante para que a mesma flua normalmente. A ferramenta
Heijunka tem por objetivo garantir uma programação linear, aproveitando-se ao máximo os
materiais e a mão-de-obra, diminuindo assim o tempo ocioso e perda de recursos.
3. Estudo de Caso
3.1 Metodologia aplicada
O treinamento é composto de atividades teóricas e práticas, tendo em vista que o
entendimento da teoria fica mais claro aos participantes com o auxílio de uma dinâmica, na
qual os conceitos são usados. Assim, foi criada uma sistemática para o treinamento, a qual
está representada abaixo e em que se observa 6 rodadas e a ocorrência de 4 turnos da fábrica.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
5
Figura 2 – Sistemática do Treinamento (Fonte: Próprios autores)
Conforme a figura abaixo o treinamento é iniciado com a apresentação do objetivo do
treinamento e a história da fábrica.
Figura 3 – 1ª Rodada, apresentação do treinamento (Fonte: Próprios autores)
Inicia-se o treinamento com a apresentação da fábrica e exibição de um vídeo institucional
que mostra como cada atividade deve ser realizada. Além disso, é disponibilizada no posto de
trabalho uma folha de instrução que juntamente com o vídeo, permitem ao participante
compreender a realização de cada uma das operações.
Vídeo da
operação de cada
posto
1ª Rodada
Apresentação
do Treinamento
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
6
Figura 4 – 1ª Rodada, vídeo institucional (Fonte: Próprios autores)
A primeira rodada é realizada com 9 a 16 operadores e o planejamento da fábrica deve ser
baseado no histórico de compra de 20 carros pelo cliente.
Figura 5 – 1ª Rodada, 1º Turno (Fonte: Próprios autores)
A cada rodada finalizada é realizada uma contabilização do faturamento, custos da fabrica,
inventário, segurança e qualidade; no montante de custos, incluem-se: pagamento de salários,
matéria prima, adicional de salário de produtividade e custos de operação.
Figura 6 – 1ª Rodada, 1º Apontamento dos indicadores (Fonte: Próprios autores)
Figura 7 – Discussão das melhorias (Fonte: Próprios autores)
Antes de iniciar a segunda rodada, os participantes tem 30 minutos para discussões de
melhorias e implementação, porém tais melhorias não podem gerar custo, como por exemplo
mudança de layout e substituição de maquinário.
Figura 8 – 2ª Rodada, 2º Turno e apontamentos (Fonte: Próprios autores)
2° Turno de 25
minutos para
produção
Apontamento
dos indicadores
do turno
2ª Rodada
30 minutos
para discussão e
implementação
Apontamento
dos indicadores
do turno
1° Turno de 25
minutos para
produção

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
7
Finalizada a segunda rodada inicia-se a parte teórica do treinamento onde são apresentados os
conceitos de agregação de valor, detecção e eliminação de desperdícios de manufatura e
escritório. Em seguida é explicado o conceito de mapa de fluxo de valor, qual a sua finalidade
e como criá-lo, apresentando um exemplo e mostrando os dados que o mesmo deve conter.
Figura 9 – 3ª Rodada, Teoria da 3ª Rodada (Fonte: Próprios autores)
Para fixação do conhecimento é realizada uma dinâmica, utilizando uma folha com os sete
desperdícios: superprodução, retrabalho, estoque, processo desnecessário, transporte, espera e
movimentação. Nessa dinâmica, cada participante preenche se existiu ou não o desperdício
em seu posto de trabalho.
Figura 10 – 3ª Rodada Exercício, enxergar desperdícios (Fonte: Próprios autores)
Usando cartões com os devidos símbolos é criado o mapa de fluxo de valor atual da fábrica de
carrinhos em uma das paredes da sala com a ajuda do instrutor. Assim que o mapa é
finalizado, os participantes colam os desperdícios que enxergaram em cada posto de trabalho
e é criado um pareto com os desperdícios em cada posto de trabalho, identificando os maiores
desperdícios e realizando uma análise crítica da situação atual.
Figura 11 – 3ª Rodada Exercício, mapa de fluxo de valor (Fonte: Próprios autores)
Retorna-se para mais uma parte teórica do treinamento em que são apresentados os conceitos
Exercício
prático:
- criar o mapa de
fluxo de valor da
fábrica
Exercício
prático :
- enxergar
desperdícios
3ª Rodada
Teoria:
-agregação de
valor
- eliminação de
desperdício
- Mapa de fluxo
de valor

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
8
de gerenciamento visual, 5S, manutenção autônoma, trabalho padronizado, sequência das
operações, tempo de ciclo, tempo takt, balanceamento de operadores, layout padrão e estoque
padrão.
Figura 12 – 4ª Rodada, Teoria de trabalho (Fonte: Próprios autores)
Com esses conceitos em mente, os participantes têm 30 minutos para discussões e
implementação e uma nova rodada é iniciada.
Figura 13 – 4ª Rodada, Discussões, implementação e 3º Turno (Fonte: Próprios autores)
Dando continuidade ao treinamento, são apresentados os conceitos de Just in Time,
supermercado, Kanban e sistema puxado de produção, que para serem implementados
necessitam de flexibilidade para a produção de diversos itens, sendo indispensável uma troca
rápida de ferramenta.
3° Turno de 25
minutos para
produção
Apontamento dos
indicadores do
turno
30 minutos para
discussão e
implementação
Teoria:
- 5S
- Manutenção
Autônoma
- Trabalho
padronizado
- Tempo takt
- Balanceamento de
operadores
4ª Rodada

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
9
Figura 14 – 5ª Rodada, Teoria JIT e Sistema Puxado (Fonte: Próprios autores)
Com a ideia da necessidade de troca rápida de ferramenta, realiza-se uma dinâmica utilizando
duas prensas e duas laminadoras. Durante essa dinâmica os participantes fazem anotações dos
tempos de cada operação.
Figura 15 – 5ª Rodada, Troca de Ferramenta (Fonte: Próprios autores)
Após a finalização da dinâmica, algumas informações sobre como efetuar uma troca rápida de
ferramenta, tais como atividade interna e externa, poka yoke, jidoka e cadeia de ajuda são
apresentadas aos participantes. Com esses conceitos, os participantes são estimulados a
realizar modificações na troca de ferramenta e é proposta uma disputa entre as equipes,
fazendo com que as mudanças tenham maior velocidade e os melhores métodos são utilizados
na última rodada.
Teoria:
- Troca rápida de
ferramenta
Exercício prático: - Competição de
troca rápida de
ferramenta
Figura 16 – 5ª Rodada, Teoria e prática de troca rápida de ferramenta (Fonte: Próprios autores)
Para finalizar o treinamento, durante 30 minutos são realizadas as modificações, utilizando
todos os conceitos aprendidos e é iniciada a última rodada, na qual a fábrica deve operar com
o mínimo de operadores, rota de abastecimento, kanban, sistema puxado de produção e
Exercício
prático de Troca
de ferramenta

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
10
realizando trocas rápidas de ferramentas na laminadora e prensa.
Figura 17 – 6ª Rodada, Rodada final (Fonte: Próprios autores)
3.2 Análise dos dados
Esse treinamento foi realizado diversas vezes e ao final de cada rodada foram contabilizados o
lucro, produtividade por operador, segurança e nível de inventário.
Abaixo estão relacionados os indicadores obtidos em cada turno e as atividades
implementadas em cada etapa.
No primeiro turno nota-se que o lucro ficou negativo, justificado pela falta de estabilidade dos
processos, métodos padronizados e comunicação. Essa situação fica evidenciada também nos
outros indicadores.
Indicadores T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 Média Desvio Padrão Variância
Lucro -220 -192 -210 -243 -190 -231 -229 -216 -211 -223 -216,5 16,66 277,61
Inventário 7,8 8,0 9,2 7,7 9,3 8,2 8,3 8,2 8,6 8,0 8,3 0,55 0,30
Operadores 16 15 15 16 15 16 14 16 16 16 15,5 0,71 0,50
Carros produzidos 1 4 3 0 4 2 1 1 0 3 1,9 1,52 2,32
Produtividade 0,06 0,27 0,20 0,00 0,27 0,13 0,07 0,06 0,00 0,19 0,12 0,10 0,01
Segurança 1 2 0 0 0 2 1 1 0 0 0,7 0,82 0,68
Observação: Dados obtidos nos treinamentos
Tabela 1 - Medidas dos indicadores no Turno 1 de cada treinamento

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
11
Já no segundo turno os participantes tiveram discussões e implementações de melhoria, porém
sem base teórica. Pelos resultados obtidos, nota-se que o enfoque foi dado em mudanças
pontuais, que não necessariamente representam melhorias para o processo como um todo.
Indicadores T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 Média Desvio Padrão Variância
Lucro -190 -210 -164 -243 -180 -201 -229 -200 -186 -215 -201,8 23,51 552,84
Inventário 7,0 6,4 5,3 7,1 8,8 10,3 5,0 7,5 11,3 7,8 7,6 2,02 4,06
Operadores 16 15 15 16 15 16 14 16 16 16 15,5 0,71 0,50
Carros produzidos 5 3 7 0 5 3 1 1 3 2 3 2,16 4,67
Produtividade 0,31 0,20 0,47 0,00 0,33 0,19 0,07 0,06 0,19 013 0,19 0,14 0,02
Segurança 0 1 1 0 2 0 0 1 2 0 0,7 0,82 0,68
Observação: Dados obtidos nos treinamentos
Tabela 2 - Medidas dos indicadores no Turno 2 de cada treinamento
No turno seguinte foi possível verificar melhorias consistentes, já que houve mapeamento de
fluxo de valor do processo, identificação de desperdícios e implementação das metodologias
de 5S, Trabalho Padrão, Manutenção Autônoma e Fluxo Contínuo.
A principal alteração observada nesse turno foi o balanceamento das operações em que se
disponibilizaram alguns operadores para função de facilitador (team leader) e para auxiliarem
nas melhorias futuras.
Indicadores T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 Média Desvio Padrão Variância
Lucro 32 55 65 47 53 98 54 89 75 56 62.4 19,88 395,16
Inventário 5 7,8 7,1 6 6,9 6 6 6,5 8 7,5 6,7 0,95 0,90
Operadores 10 11 9 10 9 9 11 12 9 10 10 1,05 1,11
Carros produzidos 17 18 19 15 17 20 15 20 20 16 17,7 2,00 4,01
Produtividade 1,70 1,64 2,11 1,50 1,89 2,22 1,36 1,67 2,22 1,60 1,79 0,31 0,09
Segurança 1 0 0 1 0 0 0 1 0 0 0,3 0,48 0,23
Observação: Dados obtidos nos treinamentos
Tabela 3 - Medidas dos indicadores no Turno 3 de cada treinamento
Na sequência do treinamento houve um momento dedicado à troca rápida de ferramentas.
Com a teoria em mente, foi possível aplicar os conceitos numa dinâmica focada no setup da
laminadora e da prensa. O método mais eficiente foi considerado como o padrão para essa
atividade durante o processo de fabricação.
Máquinas T1 T2 T3 T4 T5 T6 T7 T8 T9 T10
Inicial 17:05 42:10 30:25 37:20 40:12 29:05 42:11 30:26 17:06 31:40
Laminadora Final 03:12 12:02 03:00 02:15 02:46 03:55 03:20 12:03 03:05 02:00
Variação 81,27% 71,46% 90,14% 93,97% 93,12% 86,53% 92,10% 60,41% 81,97% 93,68%
Inicial 15:00 12:20 17:05 12:00 16:05 10:15 22:00 12:35 15:05 13:25
Prensa Final 02:25 10:00 02:26 02:30 03:37 05:35 07:30 10:00 04:32 03:30
Variação 83,89% 18,92% 85,76% 79,17% 77,51% 45,53% 65,91% 20,53% 69,94% 73,91%
Observação: Dados obtidos nos treinamentos
Tabela 4 - Medidas de tempos de setup de cada treinamento

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
12
Por fim, houve um último turno no qual todas as ferramentas aprendidas, inclusive Sistema de
Produção Puxada e Troca Rápida de Ferramentas foram implementadas no processo. Todos os
operadores estavam treinados em suas funções, o ambiente e operações de trabalho estavam
padronizados e controlados.
Observa-se uma fábrica mais enxuta em decorrência da mudança de layout, a qual viabilizou
um melhor balanceamento das atividades, com maior eficiência e estoques em processo
(kanban).
Indicadores T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 Média Desvio Padrão Variância
Lucro 203 195 207 200 198 220 215 221 199 205 206,3 9,32 86,90
Inventário 7,0 6,4 5,3 7,1 8,8 10,3 5,0 7,5 11,3 7,8 7,65 2,02 4,06
Operadores 6 7 6 6 7 7 6 7 6 6 6,4 0,52 0,27
Carros produzidos 20 20 20 20 20 20 20 20 20 20 20 0,00 0,00
Produtividade 3,33 2,86 3,33 3,33 2,86 2,86 3,33 2,86 3,33 3,33 3,14 0,25 0,06
Segurança 0 0 0 0 0 1 0 0 0 1 0,2 0,42 0,18
Observação: Dados obtidos nos treinamentos
Tabela 5 - Medidas dos indicadores no Turno 4 de cada treinamento
Comparando-se as médias dos turnos, percebeu-se que a maioria dos indicadores se
comportou da forma prevista. Isso porque o treinamento foi apresentado de forma
padronizada durante todas as rodadas, garantindo assim o nivelamento dos dados obtidos.
Analisando a entrega de carros por rodada, já que esse é um dos principais indicadores, pois
está relacionado diretamente com a satisfação do cliente, observa-se uma evolução do
processo de fabricação a cada rodada, mostrando a efetividade das mudanças e
implementações feitas.
Indicadores Média 1º Turno Variação Média 2º Turno Variação Média 3º Turno Variação Média 4º Turno
Lucro -216,50 -7,28% -201,80 423,40% 62,40 69,75% 206,30
Inventário 8,33 -8,89% 7,65 -14,52% 6,68 12,68% 7,65
Operadores 15,50 0,00% 15,50 -55,00% 10,00 -56,25% 6,40
Carros produzidos 1,90 36,67% 3,00 83,05% 17,70 11,50% 20,00
Produtividade 0,12 36,18% 0,19 89,13% 1,79 43,01% 3,14
Segurança 0,70 0,00% 0,70 -133,33% 0,30 -50,00% 0,20
Observação: Dados obtidos nos treinamentos
Tabela 6 – Resultado Final
Analisando as rodadas, nota-se que foram obtidas melhorias em todos os indicadores,
aumento nos valores de lucro, produtividade e segurança e diminuição do inventário e
operadores na linha. Em relação à quantidade de carros produzidos, na primeira rodada foram
entregues 2 carros, enquanto que na última rodada a demanda de 20 carros foi atendida.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
13
4. Conclusão
Com a realização dessa dinâmica, as pessoas envolvidas puderam comprovar que esse é um
bom método prático para ensino e aprendizagem das principais ferramentas do Lean
Manufacturing.
A aplicação desse método ajudou a melhorar a linha de montagem de um processo de
produção de carros de brinquedo, e assim constatar que se aplicadas as ferramentas, existem
ganhos de melhoria na satisfação dos clientes, motivação dos funcionários, diminuição de
tempo, aumento de segurança, melhoria de qualidade, aumento de produtividade e
padronização de serviços e processos.
Com os dados obtidos, observa-se que um ambiente com todas as ferramentas aplicadas é
96% mais produtivo do que um ambiente não padronizado, 200% mais lucrativo e 250% mais
seguro, mostrando mais uma vez que melhorias consistentes e padronizadas tornam os
processos mais eficazes.
O emprego de metodologias lúdicas como base para a modificação de hábitos culturais é um
modelo de grande aceitação em ambientes industriais, onde se conseguiu prender a atenção
dos treinandos, permitindo assim, aplicações reais com maior credibilidade.
É nítido que, se a metodologia do Lean Manufacturing for corretamente empregada trará
enormes benefícios às organizações, pois foca seus esforços na melhoria contínua com a
eliminação de desperdícios. Nota-se também que a implantação das diversas ferramentas
apenas terá resultados satisfatórios se estas forem aplicadas com o devido envolvimento dos
trabalhadores, para garantir que todas as melhorias não desapareçam com o tempo.
Referências
GHINATO, P. Produção & Competitividade: aplicações e inovações. Recife: Adiel T. de Almeida & Fernando
M. C. Souza, 2000.
GOUNET, T. Fordismo e Toyotismo na civilização do automóvel. São Paulo: Boitempo Editorial, 1999.
HINES, P. Manufatura Enxuta. São Paulo: IMAM, 2000.
IMAI, M. Gemba Kaizen: estratégias e técnicas do kaizen no piso de fábrica. São Paulo: IMAM, p. 25-27, 69-
77, 1996.
KISHIDA, M., SILVA, A.H., GUERRA, E. Benefícios da Implementação do Trabalho Padronizado na
ThyssenKrupp. 2005. Disponível em <http://www.lean.org.br>. Acesso em: 11 jul. 2007.
LIKER, J.K. O Modelo Toyota: 14 princípios de gestão do maior fabricante do mundo. Porto Alegre:
Bookman, p. 25-29, 154-156, 2005.
LIKER, J.K., MEIER, D.P. Toyota Talent – Developing your people The Toyota Way. New York, 2007b.
MONDEN, Y. Toyota Production System: an integrated approach to just-in-time. 3rd edition. Geórgia: Institute
of Industrial Engineers, p. 199-218, 1997.
SANTOS, J.A. Manual de treinamento Ótima Estratégia e Gestão. Revisão 2010.
SHINGO, S. O sistema Toyota de Produção do ponto de vista da Engenharia de Produção. Porto Alegre,
Bookman, 1996.