Embed Size (px)
Citation preview

FACULDADE DE TECNOLOGIA SENAI CIMATEC
PROGRAMA DE POS-GRADUACAO EM GESTAO E TECNOLOGIA INDUSTRIAL
CURSO DE GESTAO E TECNOLOGIA INDUSTRIAL
Marcos Rogerio Petrilli
INTEGRACAO DA TECNOLOGIA DE IDENTIFICACAO
RFID EM UM SISTEMA DE MANUFATURA FLEXIVEL
COM O AUXILIO DE SIMULACAO DISCRETA:
APLICACAO EM UMA INDUSTRIA AUTOMOTIVA
Salvador
2011
Marcos Rogerio Petrilli
INTEGRACAO DA TECNOLOGIA DE IDENTIFICACAORFID EM UM SISTEMA DE MANUFATURA FLEXIVEL
COM O AUXILIO DE SIMULACAO DISCRETA:APLICACAO EM UMA INDUSTRIA AUTOMOTIVA
Trabalho apresentado para exame de qualificacao como re-quisito parcial para a obtencao do tıtulo de Mestre emGestao e Tecnologia Industrial, Faculdade de TecnologiaSENAI CIMATEC.
Orientador: Prof. Dr. Xisto Lucas Travassos Jr.
Salvador
2011

Marcos Rogerio Petrilli
INTEGRACAO DA TECNOLOGIA DE IDENTIFICACAO RFID EMUM SISTEMA DE MANUFATURA FLEXIVEL COM O AUXILIO DE
SIMULACAO DISCRETA: APLICACAO EM UMA INDUSTRIAAUTOMOTIVA
Este Trabalho de Graduacao foi julgado adequado para a obtencao do grau de Mestre eaprovado em sua forma final pela Comissao Examinadora e pelo Colegiado do Curso de Pos-Graduacao em Gestao e Tecnologia Industrial da Faculdade SENAI CIMATEC.
Aprovado em de de .
Prof. Dr. Xisto Lucas Travassos JuniorCoordenador do Colegiado do
Curso de Mestrado em Gestao e Tecnologia Industrial
Banca Examinadora:
Prof. Dr. Xisto Lucas Travassos JuniorSENAI - Centro Integrado de Manufatura e Tecnologia
Profa. Dra. Emilia VillaniInstituto Tecnologico de Aeronautica
Prof. Dr. Robson da Silva MagalhaesSENAI - Centro Integrado de Manufatura e Tecnologia
Prof. Dr. Francisco Uchoa PassosSENAI - Centro Integrado de Manufatura e Tecnologia

Aos meus pais, Milton e Lucila, que sempre acreditaram em mim.
A minha esposa Celia e minhas filhas Jessica e Bianca pela compreensao aos momentos de
ausencia familiar para concretizacao deste trabalho.

AGRADECIMENTOS
Agradeco ao meu orientador Xisto Lucas Travassos Junior pelas orientacoes, pelo profis-
sionalismo, conselhos e disponibilidade em buscar recursos para a concretizacao deste trabalho.
Ao professor Francisco Uchoa e demais professores que direta ou indiretamente contribuıram
para este trabalho.
Aos colegas de aula, de trabalho e a minha supervisao pelo incentivo e reconhecimento do
esforco empregado.
Salvador, 7 de Fevereiro de 2011
Marcos Rogerio Petrilli

RESUMO
A globalizacao esta aumentando o nıvel de competitividade entre empresas de um mesmosetor e exigindo que estas adotem sistemas de manufatura mais eficientes. Os custos de producao,qualidade e principalmente a flexibilidade do sistema em respostas as mudancas de mercadosao os fatores que requerem maior controle. O gerenciamento do sistema de manufatura pormeio do monitoramento de seus processos produtivos e fundamental para este controle e para aidentificacao de pontos a serem melhorados neste sistema. Em particular, para o caso de linhasde producao longas e complexas, o gerenciamento e o controle do sistema flexıvel de manu-fatura dependem diretamente da identificacao de seus produtos, desde sua entrada na linha deproducao ate a finalizacao do produto. Este e o caso, por exemplo, da industria automobilıstica.Com objetivo de melhorar sua produtividade, empresas tem considerado como possıvel opcaopara identificacao dos produtos a tecnologia RFID (Radio Frequency Identification), uma tec-nologia de identificacao por radiofrequencia. Neste contexto, a proposta desta dissertacao ea sistematizacao de uma abordagem baseada em simulacao dirigida a eventos discretos paraauxılio a tomada de decisao na incorporacao da tecnologia de identificacao RFID em um sis-tema flexıvel de manufatura. Um estudo de caso de uma industria automobilıstica e apresen-tado para ilustrar a aplicacao da abordagem proposta. Por meio de simulacao, busca-se estimaro ganho em produtividade resultante da incorporacao da tecnologia RFID quando comparadacom o sistema de identificacao atualmente implantado.
Palavras-chave: RFID; Sistemas de Manufatura Flexıvel; Modelagem; Simulacao de Even-tos Discretos.

ABSTRACT
Globalization is increasing the level of competition between companies within the samesector and requiring them to adopt more efficient manufacturing systems. Production costs,quality and especially the system’s flexibility in responding to market changes are the factorsthat require greater control. The management of a manufacturing system by monitoring theirproduction processes is the key to control and to identify points to be improved in this system.In particular, in case of long and complex production lines management and control of flexiblemanufacturing system directly depend on the identification of their products, since its entry intothe production system until the end of process. The automotive industry is an example of thiskind of product process. Aiming to improve their productivity, companies have considered apossible option for product identification technology called RFID (Radio Frequency Identifi-cation). In this context, the purpose of this dissertation is to systematize an approach basedon discrete events simulation to aid decision making in incorporating RFID in a flexible man-ufacturing system. The methodology implemented in this work is applied for the automotiveindustry. It is estimated through simulation the gain in productivity resulting from the incorpo-ration of RFID when compared with identification system currently deployed.
Keywords: RFID; Flexible Manufacturing Systems, Modeling, Discrete Event Simulation.

LISTA DE SIGLAS
%B - Percent Process Blocked (Percentual do Processo Bloqueado);
%D - Percent Process Delay (Percentual do Processo Atrasado);
%S - Percent Process Starved (Percentual do Processo com Falta de Pecas);
2D - Bidimensional;
AD - Anderson Darling (Teste de aderencia);
AM - Amplitude Modulation (Modulacao em Amplitude);
ANSI - American National Standard Institute;
AOT - Actual Operating Time (Tempo Real de Operacao);
ASK - Amplitude Shift Keying (Modulacao por Chaveamento de Amplitude);
CARIN - Car Identification Number (Numero de Identificacao do Carro);
CCD - Charge Coupled Device (Dispositivo de Carga Acoplada);
CL - Constrain Level (Nıvel de Restricao);
CLP - Controlador Logico Programavel;
CT - Cycle Time (Tempo de Ciclo);
DMAIC - Definir, Medir, Analisar, Melhorar e Controlar;
DPMO - Defeitos Por Milhoes de Operacoes;
EAN - European Article Number;
EAN.UCC - European Article Number Uniforme Code Council;
EPC Global - Global Electronic Product Code;
EPC Network - Redes de dados para EPC;

ERP - Enterprise Resource Planning;
FDX - Full Duplex;
FSK - Frequency Shift Keying (Modulacao por Chaveamento de Frequencia);
GE - General Electric;
GR - Gross Rate (Taxa de producao projetada);
GS1 - Global Standard 1;
GTIN - Global Trade Item Number;
HDX - Half Duplex;
HF - High Frequency;
ID - Identificador;
IFF - Identification Friend or Foe;
ILVS - In Line Vehicle Sequencing;
JPW - Jobs Per Week;
LF - Low Frequency;
LPC - Linked Process Capability;
MAIC - Medir, Analisar, Melhorar e Controlar;
MES - Manufacturing Execution System (Sistema de Execucao de Manufatura);
MIT - Massachusetts Institute of Technology;
MPM - Metrica de Performance de Manufatura;
MTBF - Mean Time Between Failure (Tempo Medio Entre Falhas);
MTTR - Mean Time To Repair (Tempo Medio Para Reparo);
NPS - Number of Production Stoppage (Numero de Paradas de Producao);
OPE - Overall Process Effectiveness (Eficacia Total do Processo);
PDCA - Planejar, Executar, Verificar e Agir;

PE - Performance Efficiency (Desempenho de Eficiencia);
PQCE - Produtividade, Qualidade, Confianca e Eficiencia;
PSK - Phase Shift Keying (Modulacao por Chaveamento de Fase);
PVC - Polyvinyl Chloride;
QR - Quality Rate (Taxa de Qualidade);
RCA - Radio Corporation of America;
RF - Radiofrequencia;
RFID - Radio Frequency Identification (Identificacao por Radiofrequencia);
RR - Rejection Rate (Taxa de Rejeicao);
RS232 - Rede serial;
RS422 - Rede serial ponto a ponto;
RS485 - Rede serial enderecavel;
SAA - Standalone Availability (Disponibilidade Autonoma);
SAC - Standalone Capability (Capacidade Autonoma do Processo);
SCADA - Supervisory Control And Data Acquisition;
SEQ - Sequencial;
SMF - Sistema de Manufatura Flexıvel;
TSF - Telegrafia Sem Fio;
UHF - Ultra High Frequency;
UPC - Universal Product Code (Codigo Universal de Produto);
WWW - World Wide Web;

LISTA DE FIGURAS
1.1 Evolucao da Industria [1]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . p. 14
1.2 Codigo de barras linear. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . p. 15
1.3 Configuracao basica de um sistema RFID [2]. . . . . . . . . . . . . . . . . . p. 16
2.1 Estrutura EAN-13 de codigo de barras [3]. . . . . . . . . . . . . . . . . . . . p. 21
2.2 Codigo de barras EAN de 13 dıgitos [3]. . . . . . . . . . . . . . . . . . . . . p. 21
2.3 Arquitetura generica de um sistema RFID [4]. . . . . . . . . . . . . . . . . . p. 25
2.4 Caracterısticas fısicas das etiquetas RFID [5]. . . . . . . . . . . . . . . . . . p. 26
2.5 Acoplamento remoto por inducao magnetica [6]. . . . . . . . . . . . . . . . p. 28
2.6 Modo de comunicacao do sistema RFID [3]. . . . . . . . . . . . . . . . . . . p. 28
2.7 Princıpio de funcionamento da tecnologia RFID [3]. . . . . . . . . . . . . . . p. 29
2.8 Modo de comunicacao FDX, HDX e SEQ [5]. . . . . . . . . . . . . . . . . . p. 30
2.9 Frequencias UHF regulamentas por regiao do globo terrestre [3]. . . . . . . . p. 32
2.10 Padronizacao das interfaces aereas de comunicacao das etiquetas RFID [3]. . p. 33
3.1 Exemplo de estrutura organizacional MES, ERP e SCADA. . . . . . . . . . . p. 39
3.2 Produto rastreado desde sua producao [7]. . . . . . . . . . . . . . . . . . . . p. 41
3.3 Integracao da tecnologia RFID com Sistema MES [8]. . . . . . . . . . . . . p. 42
3.4 Arquitetura de controle centralizado. [5]. . . . . . . . . . . . . . . . . . . . . p. 44
3.5 Arquitetura de controle descentralizado [5]. . . . . . . . . . . . . . . . . . . p. 45
3.6 Etiqueta instalada no dispositivo de transporte [9]. . . . . . . . . . . . . . . . p. 46
3.7 Mapa conceitual do fluxo do processo [10]. . . . . . . . . . . . . . . . . . . p. 49
3.8 Diagrama de Ishikawa ou espinha de peixe [5]. . . . . . . . . . . . . . . . . p. 49
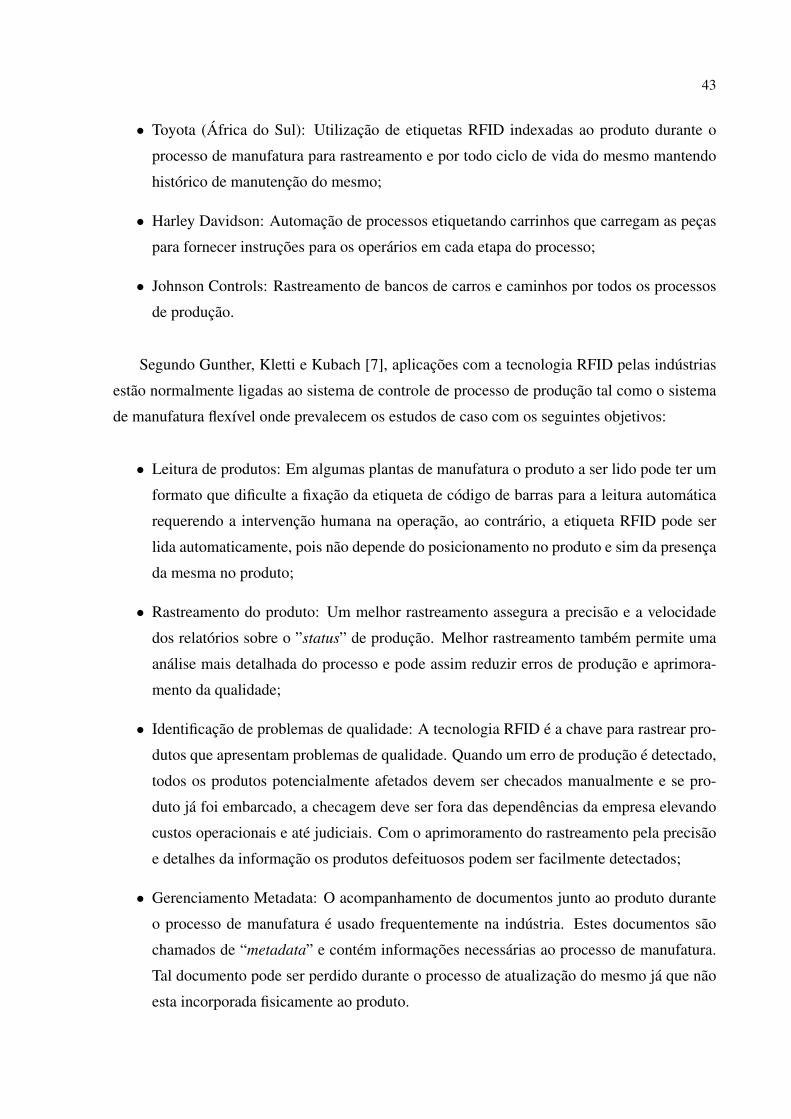
3.9 Exemplo de Grafico de Pareto. . . . . . . . . . . . . . . . . . . . . . . . . . p. 50

3.10 Metodologia para determinar o PQCE [11]. . . . . . . . . . . . . . . . . . . p. 55
3.11 Metodologia de simulacao [12]. . . . . . . . . . . . . . . . . . . . . . . . . p. 55
4.1 Fluxo do Processo de Pintura. . . . . . . . . . . . . . . . . . . . . . . . . . p. 61
4.2 Exemplo de coleta de dados de paradas pelo sistema SCADA. . . . . . . . . p. 63
4.3 Grafico Boxplot para identificacao de outliers. . . . . . . . . . . . . . . . . . p. 63
4.4 Diagrama de Ishikawa para identificacao da causa raiz. . . . . . . . . . . . . p. 66
4.5 Diagrama de Pareto leitura RFID [13]. . . . . . . . . . . . . . . . . . . . . . p. 67
4.6 Teste “goodness-of-fit”. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . p. 70
4.7 Modelo conceitual. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . p. 71
4.8 Modelo de Simulacao do estudo de caso. . . . . . . . . . . . . . . . . . . . . p. 72
4.9 Modelo de simulacao da condicao atual. . . . . . . . . . . . . . . . . . . . . p. 73
4.10 Modelo de simulacao da condicao futura. . . . . . . . . . . . . . . . . . . . p. 74
A.1 Outros codigos populares e suas areas de aplicacao [3]. . . . . . . . . . . . . p. 79
A.2 Codigos Bidimensionais [3]. . . . . . . . . . . . . . . . . . . . . . . . . . . p. 80
B.1 Padrao EPCglobal para identificacao RFID. . . . . . . . . . . . . . . . . . . p. 83
D.1 Grafico Boxplot para determinacao dos outliers [12]. . . . . . . . . . . . . . p. 86
E.1 Curva de distribuicao equivalente [12]. . . . . . . . . . . . . . . . . . . . . . p. 88

LISTA DE TABELAS
2.1 Caracterısticas e aplicacoes das frequencias mais conhecidas [14]. . . . . . . p. 31
3.1 Medida de capacidade sigma [15]. . . . . . . . . . . . . . . . . . . . . . . . p. 52
4.1 Tempo de intervalo entre falhas (MTBF). . . . . . . . . . . . . . . . . . . . p. 63
4.2 Tempo de intervalo entre falhas (MTBF) sem outliers. . . . . . . . . . . . . . p. 64
4.3 Medidas de desempenho do SMF [3]. . . . . . . . . . . . . . . . . . . . . . p. 64
4.4 Produtividade atual pelo metodo analıtico [3]. . . . . . . . . . . . . . . . . . p. 65
4.5 Tipo de falhas [3]. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . p. 67
4.6 Produtividade estimada com RFID pelo metodo analıtico [3]. . . . . . . . . . p. 68
4.7 Dados de MTBF do Leitor RFID [16]. . . . . . . . . . . . . . . . . . . . . . p. 68
4.8 Teste de aderencia “goodness-of-fit”. . . . . . . . . . . . . . . . . . . . . . . p. 70
4.9 MPM modelo computacional da situacao atual. . . . . . . . . . . . . . . . . p. 72
4.10 Resultado da simulacao na condicao atual. . . . . . . . . . . . . . . . . . . . p. 73
4.11 MPM modelo computacional da situacao atual. . . . . . . . . . . . . . . . . p. 74
4.12 Resultado da simulacao na condicao atual. . . . . . . . . . . . . . . . . . . . p. 75
C.1 Medidas e MPMs para criterios PQCE no nıvel de processo [11]. . . . . . . . p. 84
C.2 Formulas para os MPMs nıvel de Processo [11]. . . . . . . . . . . . . . . . . p. 85

SUMARIO
1 INTRODUCAO p. 14
1.1 Definicoes do Problema . . . . . . . . . . . . . . . . . . . . . . . . . . . . . p. 16
1.2 Objetivos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . p. 17
1.3 Importancia da pesquisa . . . . . . . . . . . . . . . . . . . . . . . . . . . . p. 18
1.4 Motivacao . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . p. 18
1.5 Organizacao do Texto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . p. 19
2 FUNDAMENTACAO TEORICA p. 20
2.1 Tecnologia de Identificacao de Produtos . . . . . . . . . . . . . . . . . . . . p. 20
2.1.1 Identificacao do produto por meio de codigo de barras . . . . . . . . p. 20
2.1.2 Desvantagens na identificacao por meio de codigo de barras . . . . . p. 22
2.2 Identificacao do Produto por Meio da Tecnologia RFID . . . . . . . . . . . . p. 22
2.2.1 Historia da Tecnologia RFID . . . . . . . . . . . . . . . . . . . . . . p. 22
2.2.2 Arquitetura de um sistema RFID . . . . . . . . . . . . . . . . . . . . p. 24
2.2.3 Etiquetas RFID . . . . . . . . . . . . . . . . . . . . . . . . . . . . . p. 26
2.2.3.1 Fonte de energia . . . . . . . . . . . . . . . . . . . . . . . p. 27
2.2.3.2 Modo de Acoplamento . . . . . . . . . . . . . . . . . . . p. 27
2.2.3.3 Modo de comunicacao . . . . . . . . . . . . . . . . . . . . p. 29
2.2.3.4 Frequencia de Operacao . . . . . . . . . . . . . . . . . . . p. 30
2.2.4 Leitor RFID . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . p. 32
2.3 Consideracoes Finais do Capıtulo . . . . . . . . . . . . . . . . . . . . . . . p. 33
3 SISTEMAS DE MANUFATURA p. 35

3.1 Introducao . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . p. 35
3.1.1 Manufatura flexıvel . . . . . . . . . . . . . . . . . . . . . . . . . . . p. 36
3.1.2 Manufatura enxuta . . . . . . . . . . . . . . . . . . . . . . . . . . . p. 36
3.1.3 Manufatura agil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . p. 37
3.2 Sistema de informacao no ambiente de Manufatura . . . . . . . . . . . . . . p. 37
3.2.1 Sistema de Execucao de Manufatura (MES) . . . . . . . . . . . . . . p. 38
3.3 Aplicacoes das Tecnologias de Identificacao . . . . . . . . . . . . . . . . . . p. 39
3.3.1 Codigo de barras e codigo bidimensional . . . . . . . . . . . . . . . p. 39
3.3.2 Aplicacao da tecnologia RFID na cadeia de distribuicao . . . . . . . p. 40
3.3.3 Aplicacao da tecnologia RFID em sistemas de manufatura . . . . . . p. 41
3.3.4 Integracao entre RFID, Sistemas de informacao e Manufatura . . . . p. 41
3.4 Melhoria de desempenho . . . . . . . . . . . . . . . . . . . . . . . . . . . . p. 47
3.4.1 Metricas de desempenho de processos de manufatura . . . . . . . . . p. 47
3.4.2 Ferramentas da Qualidade . . . . . . . . . . . . . . . . . . . . . . . p. 48
3.4.3 Metodologia DMAIC . . . . . . . . . . . . . . . . . . . . . . . . . . p. 50
3.4.4 Medida de capacidade DPMO . . . . . . . . . . . . . . . . . . . . . p. 51
3.4.5 Medida de capacidade sigma (σ ) de um processo . . . . . . . . . . . p. 51
3.5 Modelagem e Simulacao de Eventos Discretos . . . . . . . . . . . . . . . . . p. 51
3.5.1 Metodologia de Simulacao . . . . . . . . . . . . . . . . . . . . . . . p. 54
3.5.2 Coleta dos dados de entrada . . . . . . . . . . . . . . . . . . . . . . p. 56
3.5.2.1 Coleta e tratamento dos dados . . . . . . . . . . . . . . . . p. 56
3.5.2.2 Inferencia e Testes de aderencia . . . . . . . . . . . . . . . p. 57
3.5.3 Modelo de simulacao . . . . . . . . . . . . . . . . . . . . . . . . . . p. 58
4 ESTUDO DE CASO p. 60
4.1 Identificacao da oportunidade de melhoria . . . . . . . . . . . . . . . . . . . p. 62
4.1.1 Capacidade sigma do processo . . . . . . . . . . . . . . . . . . . . . p. 65

4.2 Analise da oportunidade de melhoria . . . . . . . . . . . . . . . . . . . . . . p. 65
4.2.1 Proposta de melhoria . . . . . . . . . . . . . . . . . . . . . . . . . . p. 68
4.2.2 Simulacao discreta . . . . . . . . . . . . . . . . . . . . . . . . . . . p. 69
4.2.3 Tratamento dos dados . . . . . . . . . . . . . . . . . . . . . . . . . p. 69
4.2.4 Modelo conceitual e computacional . . . . . . . . . . . . . . . . . . p. 71
4.2.5 Analise dos resultados . . . . . . . . . . . . . . . . . . . . . . . . . p. 74
4.3 Consideracoes finais do capıtulo . . . . . . . . . . . . . . . . . . . . . . . . p. 75
5 CONSIDERACOES FINAIS p. 77
ANEXO A -- CODIGOS BIDIMENSIONAIS 2-D p. 79
ANEXO B -- PADRAO EPCGLOBAL p. 82
ANEXO C -- METRICAS PARA PCQE NO NIVEL DE PROCESSO p. 84
ANEXO D -- METODO PARA ANALISE DE OUTLIERS p. 86
ANEXO E -- METODO DE INFERENCIA PARA IDENTIFICAR UMA DISTRIBUICAO
DE PROBABILIDADE p. 87
REFERENCIAS BIBLIOGRAFICAS p. 89
APENDICE A -- TRABALHOS PUBLICADOS p. 91

14
1 INTRODUCAO
Diante do crescimento da competitividade, empresas tem adotado sistemas de manufatura
flexıveis com alto nıvel de automacao. Segundo Wakil [17], estes sistemas sao adaptaveis a
mudanca de demanda do mercado e possibilitam a producao de diferentes produtos em dife-
rentes versoes. Como se pode observar na Figura 1.1, a industria se encontra em uma etapa
de desenvolvimento onde a producao em massa e potencialmente flexıvel a ponto de produzir
produtos sob encomenda.
Figura 1.1: Evolucao da Industria [1].
O foco das empresas entre o perıodo de 1900 a 1970 era o da producao em massa que
necessitava, de acordo com os recursos tecnologicos da epoca, uma media de 150 maquinas
para produzirem entre 10 a 15 produtos diferentes. O percentual medio de retrabalhos nos
produtos em processo final de manufatura estava igual ou acima de 25% [1].
Os avancos tecnologicos ocorridos na area de eletronica industrial a partir da decada de 70
permitiram que maquinas e equipamentos se tornassem mais produtivos e com controles mais
eficientes sobre os processos de producao. Isto possibilitou que empresas adotassem sistemas
de manufatura mais flexıveis, reduzindo o numero de equipamentos para uma media de 20 a

15
30 para produzirem uma quantidade media de 100 a 1000 diferentes produtos. O ındice medio
de retrabalho por produto caiu para 0,02% ou menos aumentando a qualidade dos mesmos [1].
Por outro lado, a capacidade crescente das empresas em oferecer uma variada linha de produtos
tornou mais complexo o gerenciamento dos seus proprios processos de manufatura.
Neste cenario, as tecnologias de identificacao tem desempenhado um papel importante, pois
permitem que os sistemas de gerenciamento de producao monitorem seus produtos de forma
automatica durante todo o processo produtivo. Uma destas tecnologias faz uso da identificacao
por meio de uma etiqueta de codigo de barras fixadas ao produto ao longo da cadeia produtiva.
Segundo Finkenzelller [5], um codigo de barras nada mais e do que a representacao grafica
de uma informacao em um padrao chamado de codigo universal de produto UPC (Universal
Product Code). Na Figura 1.2 se pode observar um exemplo de sistema de leitura de codigo de
barras utilizando um leitor a laser integrado a um sistema de gestao.
Figura 1.2: Codigo de barras linear.
Estima-se que ate 2020 as fabricas tenderao a ser rivais das oficinas por terem a capacidade
de produzir produtos cada vez mais customizados. Desta forma, os recursos medios em numero
de equipamentos, estarao entre 20 e 25 para um ilimitado numero de modelos de um produto, e
com ındices de retrabalho na ordem de 0,0005%.
Para alcancar estes indicadores, empresas tem considerado a substituicao da tecnologia de
codigo de barras pela tecnologia RFID (Radio Frequency Identification). Este sistema consiste
de um leitor, que pode tambem ser chamado de interrogador de RFID, que transmite, por meio
de uma antena, um sinal RF a um identificador especıfico chamado de etiqueta RFID, nao
necessitando de um alinhamento visual.
Na Figura 1.3, pode-se ver uma configuracao basica de um sistema RFID.
A etiqueta RFID, tambem conhecida como “tag”, interage com as ondas eletromagneticas
de radiofrequencia enviadas pela antena acoplada ao leitor, de forma a receber tanto a energia
necessaria para seu funcionamento quanto para informacoes. A etiqueta utiliza o mesmo meio
para devolver informacoes armazenadas em sua memoria para o leitor, que por sua vez, as
transmite a um computador central geralmente por meio de uma rede de dados.

16
Figura 1.3: Configuracao basica de um sistema RFID [2].
1.1 Definicao do Problema
Em um sistema de manufatura, a quantidade de versoes de uma determinada linha de pro-
dutos e proporcional ao nıvel de complexidade na identificacao destes. A complexidade na
identificacao de produtos durante seu processo de fabricacao aumenta a incidencia de erros nas
operacoes realizadas por operadores e por equipamentos de producao.
Os sistemas de execucao de manufatura (MES, Manufacturing Execution System) sao sis-
temas de chao de fabrica, orientados para a melhoria de desempenho, que complementam e
aperfeicoam os sistemas integrados de gestao (planejamento e controle) da producao. Sem a
identificacao correta dos produtos e em tempo real estes sistemas perdem sua eficiencia, visto
que dependem da informacao de chao de fabrica para o gerenciamento da producao.
Com objetivo de melhorar sua produtividade, empresas tem considerado a possibilidade
de uso da tecnologia RFID para identificacao de seus produtos. As incertezas do mercado em
funcao da competitividade pressionam as empresas a adotarem novas tecnologias em substi-
tuicao as existentes, como por exemplo a incorporacao da tecnologia RFID. Sem um estudo
sistematizado para obtencao de uma estimativa confiavel de ganhos, a incorporacao da tecnolo-
gia RFID pode ser equivocada e trazer ao inves de lucro, prejuızo para a empresa.

17
1.2 Objetivos
O objetivo geral deste trabalho e o desenvolvimento de uma abordagem sistematica baseada
na modelagem e simulacao a eventos discretos para auxılio na tomada de decisao relativa a
incorporacao da tecnologia RFID em sistemas flexıveis de manufatura.
A abordagem especifica os principais passos relativos a:
• Definicao do problema;
• Definicao das metricas de desempenho do sistema de manufatura;
• Construcao dos modelos atual (sem RFID) e futuro (com RFID);
• Obtencao dos dados do problema;
• Execucao do modelo e verificacao dos resultados.
Por meio da simulacao discreta de diferentes cenarios, pretende-se estimar os possıveis
ganhos e deficiencias relativos a incorporacao da tecnologia RFID.
Como estudo de caso para desenvolvimento e aplicacao da proposta e utilizado o processo
de pintura de uma industria automobilıstica.
O objetivo geral deste trabalho pode ser desdobrado nos seguintes objetivos especıficos:
• Estudo da tecnologia de identificacao de produtos em sistemas de manufatura, conside-
rando em particular a tecnologia RFID;
• Levantamento das deficiencias em um sistema de manufatura decorrentes direta ou indi-
retamente da tecnologia utilizada para identificacao do produto;
• Definicao de metricas do sistema de manufatura para analise dos resultados visando a
comparacao do modelo atual com o modelo futuro;
• Proposta de um procedimento para elaboracao de um modelo do sistema de manufatura
na sua configuracao atual;
• Elaboracao de diretrizes para proposta de modificacoes no sistema considerando a incor-
poracao da tecnologia RFID;
• Modificacao do modelo para a configuracao usando RFID (futuro);

18
• Proposta de um procedimento para definicao de cenarios de simulacao considerando um
conjunto de variaveis e os objetivos da simulacao;
A validacao deste trabalho foi realizada por meio da aplicacao dessa proposta em um es-
tudo de caso referente ao processo de pintura de um produto da industria automotiva. Este
processo utiliza atualmente um sistema de identificacao do produto baseado na tecnologia de
identificacao por codigo de barras.
1.3 Importancia da pesquisa
Cabe aos setores estrategicos das empresas buscarem novas tecnologias que tragam confia-
bilidade e maiores benefıcios ao seu sistema de manufatura e que sejam integraveis aos sistemas
de informacao que gerenciam este sistema de manufatura.
A tecnologia RFID apresenta algumas vantagens quando comparada a tecnologia de codigo
de barras. O metodo de leitura das etiquetas RFID possibilita que as mesmas sejam lidas em
grande velocidade em comparacao ao codigo de barras. A leitura da etiqueta RFID nao de-
pende da visualizacao, pode ser reutilizada ou operar em ambientes contaminados por sujeira
ou reagentes quımicos.
Escolhida a tecnologia, a simulacao de eventos discretos possibilita a analise do comporta-
mento do sistema de manufatura na situacao futura, ou seja, como a nova tecnologia incorpo-
rada virtualmente. Desta forma e possıvel mitigar os riscos associados a tomada de decisao pela
incorporacao ou nao da tecnologia RFID.
1.4 Motivacao
Ferramentas de qualidade tais como: Diagrama de Causa e Efeito (Ishikawa), Histogramas,
Diagrama de Pareto entre outros suportam metodologias para definicao de oportunidades de
melhoria do desempenho dos processos em sistemas de manufatura. Em alguns casos, esta
oportunidade de melhoria pode ser concretizada por meio da utilizacao da tecnologia RFID.
Neste cenario, algumas questoes sao levantadas. Qual e a garantia de que a tecnologia RFID
vai atingir os resultados esperados? Quais criterios de desempenho devem ser utilizados para
medir estes resultados? Estes criterios sao suficientes para o auxılio a tomada de decisao relativa
a adocao da tecnologia RFID? Estes questionamentos podem ser fatores inibidores na busca por
novas tecnologias, pois uma decisao equivocada pode trazer prejuızos para a empresa.

19
A abordagem proposta neste trabalho traz uma ferramenta que pode ser aplicada a neces-
sidade de tomada de decisao dos gestores acerca da incorporacao de novas tecnologias em
sistemas de manufatura, definindo uma metodologia que os auxilie nessa tomada de decisao.
1.5 Organizacao do Texto
O Capıtulo 2 apresenta a fundamentacao dos conceitos teoricos de duas tecnologias de
identificacao de produto, codigo de barras e RFID (Radio Frequency Identification).
O Capıtulo 3 apresenta inicialmente os sistemas de manufatura e exemplos de aplicacoes
da tecnologia RFID nestes sistemas, como tambem na cadeia de distribuicao de produtos. Por
fim, sao apresentados a fundamentacao e os conceitos teoricos.
O Capıtulo 4 apresenta o estudo de caso, onde aplica-se a metodologia apresentada no
Capıtulo 3 para a integracao da tecnologia de RFID em um sistema de manufatura da industria
automobilıstica.
O Capitulo 5 apresenta a conclusao em relacao aos objetivos propostos e discute os resul-
tados obtidos.
20
2 FUNDAMENTACAO TEORICA
Neste capıtulo, sera descrito o sistema de identificacao por codigo de barras e suas princi-
pais caracterısticas. Uma revisao bibliografica do sistema de identificacao por radio frequencia
(RFID) sera apresentada, como tambem as principais normas e padroes que regem esta tecnolo-
gia.
2.1 Tecnologia de identificacao de Produtos
Um produto complexo por definicao e qualquer produto composto por componentes mul-
tiplos montados em conjunto. Produtos dessa natureza necessitam de numerosos e diferen-
tes processos de manufatura. Sao exemplos de produtos complexos: computadores, aparelhos
eletronicos, eletrodomesticos e automoveis, entre outros.
Geralmente distribuıdos em extensas linhas de producao e com varias etapas de montagem
antes que sejam entregues ao consumidor final, necessitam de um metodo de identificacao apu-
rado. Varias versoes podem ser produzidas em uma mesma linha de montagem, aumentando
a probabilidade de ocorrer um erro na selecao do produto pelos operadores ou equipamentos
de processo. Neste cenario de complexidade, uma identificacao precisa do produto e funda-
mental para o sistema produtivo, pois esta pode reduzir paradas nao programadas de producao,
produtos defeituosos e custos decorrentes de quebras de equipamentos e ferramentas.
2.1.1 Identificacao do produto por meio de codigo de barras
Segundo Glover e Bhatt [18], o codigo de barras provavelmente e o identificador legıvel por
computador mais familiar, porem com utilizacao limitada pelo seu proprio metodo de leitura.
Finkenzeller descreve o codigo de barras como um codigo binario comprimido em um
campo de barras e lacunas dispostas paralelamente [5]. As barras e os espacos estao organizados
de acordo com um determinado padrao e representam os elementos de dados que se referem a
um sımbolo associado. A sequencia e composta de barras largas, barras estreitas e lacunas que

21
podem ser interpretadas de forma numerica e alfanumerica. O mais popular codigo de barras
e o codigo EAN (European Article Number) que foi projetado especialmente para atender a
industria alimentıcia em 1976.
O codigo EAN foi desenvolvido a partir do UPC (Universal Product Code) dos EUA (Esta-
dos Unidos da America), que ja existia desde 1973. O codigo de barras UPC e um subconjunto
do codigo EAN, portanto totalmente compatıvel com ele. Ao contrario do UPC, que possui 12
dıgitos, o codigo EAN mais popular e composto de 13 dıgitos para identificacao e possui uma
composicao como mostrada na Figura 2.1.
Figura 2.1: Estrutura EAN-13 de codigo de barras [3].
Os campos estao divididos em: identificador do paıs, identificador da empresa, identificador
do numero do item do fabricante e dıgito de verificacao. Na Figura 2.2 se pode observar outro
exemplo de codigo de barras EAN de 13 dıgitos. Atualmente outros codigos de barras EAN
com diferentes quantidades de dıgitos sao encontrados no mercado como EAN-8 e o EAN-128.
Figura 2.2: Codigo de barras EAN de 13 dıgitos [3].
Apesar dos codigos de barras terem seus desenhos fısicos semelhantes, existe consideraveis

22
diferencas entre os mais de dez tipos de codigos atualmente utilizados. Exemplos de outros
codigos de barras que podem ser encontrados facilmente em diversas aplicacoes e aprimora-
mentos desta tecnologia sao apresentados no anexo A.
2.1.2 Desvantagens na identificacao por meio de codigo de barras
Em qualquer aplicacao, a tecnologia de identificacao por codigo de barras depende de uma
linha de visao direta entre a etiqueta e o leitor optico. Alem disto, a sua aplicacao apresenta as
seguintes desvantagens:
• Para controle do estoque as empresas de varejo, por exemplo, precisam ler o codigo de
barras nas etiquetas fixadas em cada produto ou em cada caixa de produtos;
• Os codigos de barras sao apenas para leitura o que significa que eles nao enviam nenhuma
outra informacao;
• Uma etiqueta de codigo de barras pode tornar-se ilegıvel se a sua superfıcie for danificada;
• Uma vez a etiqueta impressa, as informacoes nao podem ser alteradas;
• O codigo impresso precisa estar dentro do campo de visao do sistema de leitura sem a
presenca de qualquer objeto entre eles.
Algumas destas desvantagens sao percebidas em nossa vida cotidiana, como por exemplo,
a troca de um produto no caixa de um supermercado pelo fato de a etiqueta de codigo de barras
estar danificada.
2.2 Identificacao do Produto por Meio da Tecnologia RFID
2.2.1 Historia da Tecnologia RFID
A historia da tecnologia RFID comecou com James Clerk Maxwell em 1864 quando de-
monstrou que campos eletricos e magneticos se propagam com a velocidade da luz de forma
acoplada. A teoria de Maxwell possibilitou o desenvolvimento tecnologico que caracteriza a
sociedade atual, fortemente adepta do uso de equipamentos eletronicos. Esses equipamentos
funcionam atraves do uso da energia eletrica em uma larga faixa de frequencias.
Algum tempo depois, um importante marco para a tecnologia RFID foi estabelecido em
Bolonha. Em 1896, Marconi obteve os primeiros resultados praticos das suas experiencias em

23
comunicacoes sem fio. Em 1899, Marconi conseguiu estabelecer a primeira ligacao por TSF
(Telegrafia Sem Fio) atraves do canal da Mancha e, dois anos mais tarde, ligou pela primeira
vez o Atlantico por radiotelegrafia.
Mais tarde, em 1906, Ernest F. W. Alexanderson demonstrou a primeira onda contınua e
a geracao e transmissao de sinais de radio, marcando o inıcio da comunicacao moderna, na
qual todos os aspectos de ondas de radio sao tratados. O fısico britanico Robert Watson Watt
introduziu o primeiro sistema de radar pratico em 1935, e antes de 1939 as forcas armadas
britanicas estabeleceram uma rede de estacoes de radar para descobrir agressores no mar e no
ar. Na segunda guerra mundial, tecnologias relacionadas com identificacao por radiofrequencia
estavam sendo exploradas, tais como os sistemas de transmissao e resposta (transponders) para
identificacao de longo alcance. Estes sistemas eram chamados de identificacao de amigo ou
inimigo (IFF - Identification Friend or Foe) para identificar se os avioes que se aproximavam
das bases eram aliados.
No final dos anos 60, teve inıcio o desenvolvimento dos sistemas para a vigilancia eletronica
de produtos, tais como vestuario em lojas de departamento e livros em bibliotecas. Entre as
decadas de 70 e 90, gigantes como a RCA, Fairchild e Raytheon entre outras investiram em
pesquisa e desenvolvimento da tecnologia RFID, surgindo assim diversas patentes. Rastrea-
mento de animais, veıculos e processos produtivos comecaram a utilizar a tecnologia RFID e
surgiu a primeira aplicacao comercial de cobranca eletronica de pedagios na Noruega.
Segundo Bhuptani e Moradpour [14], nos Estados Unidos, o primeiro trabalho para padro-
nizacao das aplicacoes da tecnologia RFID teve inıcio na decada de 90 com a E-Zpass Inter-
agency Group (IAG), que foi criada para representar diversas agencias de pedagios regionais
do nordeste americano. A E-Zpass desenvolveu um sistema em que uma unica etiqueta RFID
correspondia a uma unica fatura e assim um veıculo com este tipo de etiqueta tinha acesso
livre as estradas de diversas administradoras de pedagio. Contudo, nesse perıodo, a lıder ameri-
cana nas iniciativas para a padronizacao das aplicacoes RFID foi a empresa Texas Instruments.
Essa empresa, em 1991, criou o Sistema de Registro de Identificacao da Texas Instruments
(TIRIS) conhecido hoje como TI-Rfid (Sistema de identificacao por radiofrequencia da Texas
Instruments) que se tornou uma plataforma de desenvolvimento e aplicacao de novas classes de
aplicacoes em RFID.
Inıcio do ano 2000, a empresa Wall-Mart, Target e grandes varejistas exigiram de seus
fornecedores o uso de RFID em seus produtos. Em 2003, foi estabelecido o padrao codigo
eletronico global EPC Global (Global Eletronic Product Code) a partir dos primeiros trabalhos
nos laboratorios do MIT (Massachusetts Institute of Technology) Auto-ID.

24
Nos dias de hoje, semicondutores mais baratos e conexoes mais rapidas de Internet enco-
rajam os empresarios a utilizar a tecnologia RFID nas mais variadas aplicacoes. Para Glover e
Bhatt [18], “a identificacao por radio frequencia RFID e um termo que descreve qualquer sis-
tema de identificacao no qual um dispositivo eletronico anexado a um item usa frequencia de
radio ou variacao de campo magnetico para sua comunicacao”.
Comparada com a tecnologia de identificacao por codigo de barras, a tecnologia RFID pos-
sui qualidades extras principalmente em relacao a leitura das informacoes. O metodo de leitura
por radio frequencia (RF) possibilita que as etiquetas RFID sejam lidas em grande velocidade se
comparado com o metodo de leitura por codigo de barras. Na leitura por RF nao ha necessidade
de visualizacao direta do leitor na etiqueta, por exemplo, no caso de compras no varejo, se todos
os produtos em um carrinho de compras possuem uma etiqueta RFID, um leitor especıfico para
RFID, pode ler todo o conteudo deste carrinho de compras em poucos segundos sem que seja
necessario tocar em qualquer produto para direciona-lo ao leitor.
2.2.2 Arquitetura de um sistema RFID
A tecnologia RFID, assim como o codigo de barras, fitas magneticas, reconhecimento
de voz e outras tecnologias de identificacao automatica, e uma tecnologia de aquisicao de
informacao. Existem inumeras aplicacoes da tecnologia RFID que podem passar desperce-
bidas no nosso dia a dia como, por exemplo: vigilancia eletronica de produtos que e utilizada
principalmente nas lojas de artigos vestuario; controle de acesso em edifıcios, escritorios por
meio de chaveiros, crachas e similares, e os cartoes inteligentes sem contato (contactless smart
cards) utilizados popularmente para pagamento de transporte publico entre outros. Na Figura
2.3, pode-se observar uma arquitetura basica de um sistema RFID onde uma antena conectada
a um leitor fornece energia e enviam dados a serem armazenados em um grupo de etiquetas
RFID. O leitor esta conectado a um sistema de processamento de dados por meio de uma rede
com o objetivo de receber e transferir informacoes nos dois sentidos: da etiqueta para o sistema
e do sistema para a etiqueta.
A funcionalidade da aplicacao e a chave para se determinar como uma arquitetura de
um sistema RFID pode atender satisfatoriamente a uma necessidade da industria, cadeia de
distribuicao, rastreamento de animais, varejo, etc. As caracterısticas fısicas de cada compo-
nente e seu modo de operacao dependem desta definicao, pois nao ha uma arquitetura padrao
que atenda a todas as aplicacoes.
Segundo Glover e Bhatt [18], considerando-se uma aplicacao industrial, pode haver a co-
existencia de um sistema com a tecnologia RFID e um sistema com a tecnologia de codigo de

25
Figura 2.3: Arquitetura generica de um sistema RFID [4].
barras, garantindo-se capacidades alternativas e mais automatizadas. Qualquer sistema RFID
que venha compartilhar ou substituir um sistema de identificacao existente devera prover igual
ou superior qualidade em termos de:
• Privacidade e seguranca: dependera do nıvel de autenticidade e vulnerabilidade do acesso
as informacoes que a aplicacao exigir;
• Desempenho: pode ser medido pela velocidade de processamento da informacao e o
tempo necessario para a identificacao de uma etiqueta RFID;
• Escalabilidade: quanto um sistema implementado pode atender a um aumento de de-
manda, por exemplo, o aumento da quantidade de itens a serem identificados sem neces-
sitar de grandes implementacoes tecnicas;
• Maleabilidade: e a capacidade do sistema em identificar falhas em seus componentes com
o proposito de evitar erros no processo;
• Extensibilidade e manutencao: relacionado ao nıvel de compatibilidade do sistema com
diferentes tipos de tecnologia para leitores, sensores e etiquetas.
Os sistemas RFID devem ser encarados, nas empresas, como qualquer outra tecnologia cor-
porativa, onde e essencial o conhecimento dos requisitos de qualidade descritos anteriormente
para que inovacoes sejam adotadas.

26
2.2.3 Etiquetas RFID
A etiqueta RFID, tem o proposito de anexar fisicamente informacoes sobre um objeto de
maneira a possibilitar a sua identificacao.
Todas as etiquetas RFID possuem uma antena de algum tipo, porem nem todas possuem
um microchip ou uma bateria interna. Sao produzidas com diversos materiais em formas fısicas
variadas, como se pode observar na Figura 2.4. Elas podem ter a forma de botoes e discos
plasticos, geralmente incluindo um furo central para sua fixacao, podem estar em capsulas de
vidros para resistir a ambientes corrosivos ou lıquidos, podem ter uma estrutura fısica maleavel
ou rıgida dependendo da necessidade da aplicacao.
Figura 2.4: Caracterısticas fısicas das etiquetas RFID [5].
Campos eletricos, magneticos e eletromagneticos sao utilizados para acoplamento entre a
etiqueta e o leitor RFID. As frequencias de operacao sao padronizadas conforme a aplicacao
e podem variar de 135 KHz (ondas longas) a 5,8 GHz (micro-ondas). A distancia de alcance
para a troca de dados entre um leitor e uma etiqueta pode variar de poucos milımetros a mais
de dezenas ou centenas de metros.
As capacidades de armazenamento das etiquetas RFID podem variar de 1 bit ate alguns

27
megabytes. Algumas das caracterısticas das etiquetas RFID estao relacionadas a atributos im-
portantes para a sua categorizacao, que sao: fonte de energia, frequencia operacional, modo de
comunicacao e acoplamento.
2.2.3.1 Fonte de energia
A fonte de energia para o funcionamento de uma etiqueta RFID e um dos fatores determi-
nantes para o seu custo e longevidade. A etiqueta conhecida como passiva obtem toda a sua
energia por meio da transmissao de energia proveniente do leitor. Devido a esta caracterıstica,
a etiqueta passiva tem um custo menor em comparacao com uma etiqueta ativa que possui uma
bateria interna para funcionar sem depender do leitor RFID.
Atualmente mais caras, as etiquetas ativas tem capacidade maior de alcance de leitura, de
troca de informacoes mais complexas, maior capacidade de armazenamento de dados e veloci-
dades de processamento maiores que as passivas, porem sua vida util depende da vida util de
sua bateria.
Um terceiro tipo de etiqueta, a semi-passiva (tambem chamada de semi-ativa), possui uma
bateria interna semelhante a da ativa, porem ela entra em funcionamento apenas quando e afe-
tada pelo campo magnetico do leitor. A etiqueta semi-passiva utiliza a energia de sua bateria
apenas para alimentar seus componentes internos, portanto esta economia de consumo aumenta
sua vida util em varios anos. A energia emitida pelo leitor ainda e utilizada por esta etiqueta
para realizar a troca de informacoes.
2.2.3.2 Modo de Acoplamento
O modo como um leitor e uma etiqueta influenciam um ao outro para troca de dados e
denominado modo de acoplamento. O modo de acoplamento entre um leitor e uma etiqueta de-
termina qual e a sua capacidade de receber e transmitir dados a uma determinada distancia.
O modo de acoplamento pode ser proximo (menor que um centımetro), remoto (entre um
centımetro e um metro) e o longo (mais de um metro). O meio fısico pelo qual ocorre a troca
de informacao pode ser capacitivo, magnetico, por inducao ou espalhamento (backscatter).
Na Figura 2.5 se pode observar um exemplo de um acoplamento remoto. A corrente “i”
gerada pelo leitor ao passar pela bobina cria uma inducao magnetica “B” que devido a proxi-
midade com outra bobina da etiqueta cria uma tensao “v” na etiqueta. A etiqueta utiliza esta
tensao “v” para enviar os dados ao leitor.
A maioria dos sistemas RFID atualmente vendidos sao de acoplamento indutivo, portanto

28
existem padroes e especificacoes tecnicas para etiquetas e leitores que utilizam este princıpio
de funcionamento. Alguns tipos de aplicacoes sao: cartoes inteligentes, identificacao animal
e automacao industrial. Frequencias entre 125 KHz e 13,56 MHz sao utilizadas neste tipo de
acoplamento.
Figura 2.5: Acoplamento remoto por inducao magnetica [6].
Sistemas RFID com faixas de alcance acima de 1 metro sao conhecidos como sistemas
longo alcance e operam por meio de ondas eletromagneticas na frequencia de UHF (Ultra High
Frequency) e micro-ondas.
A grande maioria destes sistemas e conhecida como backscatter (espalhamento) devido ao
seu princıpio fısico de utilizacao em que o sinal do leitor e refletido pela etiqueta. Na Figura
2.6 se pode observar uma representacao de um sistema RFID utilizando uma etiqueta passiva
no modo de acoplamento backscatter.
Figura 2.6: Modo de comunicacao do sistema RFID [3].
Distancias de 3 metros podem ser conseguidas utilizando etiquetas passivas, enquanto que
distancias de 15 metros e acima apenas com etiquetas ativas. A bateria em uma etiqueta ativa,

29
entretanto nunca e utilizada para fornecer energia para a transmissao entre a etiqueta e o leitor,
mas sim para alimentar o microchip e para manter os dados armazenados. A energia do campo
eletromagnetico recebido do leitor e a unica energia usada para a transmissao dos dados.
2.2.3.3 Modo de comunicacao
Independente do tipo e modelo, toda etiqueta RFID tem a propriedade de armazenar dados
em seu mecanismo interno e uma forma apropriada de comunicar estes dados com um meio
externo. Na Figura 2.7 pode ser observado de forma generica como ocorre o envio do dado (ID)
e onde o mesmo e armazenado na etiqueta RFID.
No modo de escrita, um computador central transmite a informacao por meio de uma rede
de dados para um leitor RFID, que por sua vez, transmite a informacao por meio de ondas
eletromagneticas para a etiqueta RFID.
O dado permanece armazenado em seu microchip para ser utilizado quando necessario pelo
sistema RFID. No modo de leitura o processo e o mesmo, porem a informacao caminha no
sentido etiqueta para o computador central por meio do leitor. A forma pela qual a etiqueta se
comunica com o leitor e chamada de interface aerea.
Figura 2.7: Princıpio de funcionamento da tecnologia RFID [3].
O modo de comunicacao RF entre um leitor e uma etiqueta passiva pode ser “Full Duplex”
(FDX), “Half Duplex” (HDX) e sequencial (SEQ). Na Figura 2.8 se pode observar como a
energia e transferida do leitor para a etiqueta e como e o procedimento de comunicacao.
No modo FDX, a transferencia de energia e contınua e a escrita de dados do leitor para
a etiqueta (downlink) ocorre simultaneamente com a leitura de dados da etiqueta para o leitor
(uplink). No modo HDX, a transferencia de energia tambem e contınua, porem a troca de
dados downlink e uplink e alternada com o tempo. Finalmente, no modo sequencial, a energia e
transferida para o leitor apenas durante o processo de escrita. A caracterıstica de chaveamento

30
Figura 2.8: Modo de comunicacao FDX, HDX e SEQ [5].
(ou modulacao) do modo de comunicacao que pode ser feita por meio de uma onda ou um
campo eletromagnetico e e uma caracterıstica importante a ser considerada para a troca de
informacoes entre os componentes de um sistema RFID. Essa modulacao pode ser dos seguintes
tipos:
• Chaveamento de amplitude (ASK, Amplitude-Shift Keying): envia dados digitais por por-
tadores analogicos, alterando a amplitude de uma onda eletromagnetica no tempo em
relacao ao fluxo de dados;
• Chaveamento por frequencia (FSK, Frequency-Shift Keying): envia a mudanca de dados
por meio da alteracao da frequencia da onda;
• Chaveamento por fase (PSK, Phase-Shift Keying): envia a mudanca de dados por meio
da distancia de cada ciclo de onda na referencia do tempo.
2.2.3.4 Frequencia de Operacao
Segundo Glover e Bhatt [18], a frequencia operacional e a frequencia eletromagnetica que
o identificador usa para se comunicar ou para obter energia. No que se refere aos sistemas
RFID as frequencias mais utilizadas sao: frequencia baixa (LF, Low Frequency) em 135 KHz
ou menos, alta (HF, High Frequency) em 13,56 MHz, ultra alta (UHF, Ultra High Frequency)
comecando em 433 MHz e frequencia de micro-ondas de 2,45 GHz e 5,8 GHz.
Em geral a frequencia de operacao define a velocidade de transferencias das informacoes
entre a etiqueta RFID e o leitor. Quanto maior a frequencia, maior e a velocidade da troca

31
de informacoes e, portanto, menor o tempo de leitura/escrita. Segundo Bhuptani e Moradpour
[14], os aspectos ambientais onde a aplicacao necessita ser utilizada e determinante na escolha
da frequencia de operacao de um sistema RFID.
O material onde a etiqueta devera ser fixada e a presenca de outros dispositivos geradores
de ondas de radio podem interferir nas faixas de frequencia de UHF e micro-ondas. Na Tabela
2.1 pode se observar as principais aplicacoes e caracterısticas das etiquetas que operam nas
frequencias mais conhecidas na faixa de LF, HF, UHF e micro-ondas.
Frequencia Caracterıstica Aplicacao
LFFunciona melhor em metais e lıquidos Identificacao de animais
Menor taxa de transferencia Automacao industrialLe com alcance medido em poucas polegadas Controle de acesso
HF
Padroes comuns no mundo inteiro Cartoes inteligentesMaior alcance de leitura que as etiquetas LF Anti-falsificacao
Etiquetas mais baratas que as LF Rastreamento ao nıvel de itemBaixo desempenho em metais Prateleiras inteligentes
Identificacao e monitoramento de pessoas
UHF
Maior alcance de leitura que as etiquetas HF Controle de inventarioPotencial para oferecer etiquetas de menor custo Gerenciamento de armazens
Problemas de incompatibilidade Rastreamento de ativosSusceptıvel a interferencias de lıquidos e metais Controle de acesso
Micro-ondas
Altos ındices de transferencia de dados Cobranca eletronica de pedagiosComum nos modos ativo e semi-ativo Automacao industrial
Alcance de leitura similar ao UHFBaixo desempenho em metais e lıquidos
Tabela 2.1: Caracterısticas e aplicacoes das frequencias mais conhecidas [14].
Pelo fato de serem dispositivos de radio, os dispositivos de RFID nao devem interferir
em outras aplicacoes protegidas, tais como radios de emergencia e transmissoes de televisao,
portanto existem normas que regulamentam suas aplicacoes.
Os padroes representam um papel fundamental para qualquer tecnologia inovadora, pois
garante a interoperabilidade dos componentes e evita a nao conformidade com normas nacionais
ou internacionais. Um exemplo de regulamentacao de frequencias operacionais na faixa do
UHF, para determinadas regioes do globo terrestre, pode ser observado na Figura 2.11. Pode se
destacar que no Brasil as frequencias para utilizacao de sistemas RFID operando em UHF estao
nas faixas de 902-907,5 MHz e 915-928 MHz.
As organizacoes mais conhecidas e que sao citadas como referencias de padronizacao da
tecnologia RFID sao:
• European Article Number e Uniform Code Council, anteriormente conhecidos como
EAN.UCC, agora sao representados pelo GS1 (Global Standard 1);

32
Figura 2.9: Frequencias UHF regulamentas por regiao do globo terrestre [3].
• International Organization for Standardization (ISO) e uma rede de institutos de padroes
conhecida e atuante em mais de 148 paıses;
• American National Standard Institute (ANSI) e uma organizacao privada e sem fins lu-
crativos que administra e coordena o sistema de padronizacao dos Estados Unidos.
Como em qualquer iniciativa de padronizacao, a coexistencia de diversos padroes EPC-
global, ISO e ANSI e uma realidade. No anexo B e apresentada a formatacao do codigo EPC
global.
Alguns sistemas RFID necessitam que seus elementos interajam apenas com um padrao de
uma empresa, porem outros sistemas necessitam compartilhar informacoes com outros sistemas
RFID que seguem padroes de outras organizacoes regulamentadoras. Alem da padronizacao das
caracterısticas fısicas e operacionais, na Figura 2.10, pode-se observar exemplos de padroniza-
cao entre empresas e organizacoes para protocolos de comunicacao de etiquetas RFID.
2.2.4 Leitor RFID
Tal como as etiquetas, os leitores podem variar de forma, tamanho e podem suportar dife-
rentes modos de comunicacao, mas nem todos podem seguir a uma determinada norma regu-

33
Figura 2.10: Padronizacao das interfaces aereas de comunicacao das etiquetas RFID [3].
lamentadora, ou seja, alguns podem ser utilizados em parte do globo terrestre e em outra parte
nao. Os diferentes tipos de leitor podem ter:
• Formas e tamanhos: a maxima dimensao de um leitor varia de 2 centımetros ate o
tamanho de um computador de mesa. Eles podem ser instalados em um dispositivo ex-
terno ou interno, como por exemplo, dentro de um celular.
• Padroes e protocolos: protocolo e um conjunto de regras, padroes e especificacoes tecnicas
que regulam a transmissao de dados por meio de programas especıficos, permitindo a
deteccao e correcao de erros. Os padroes mais importantes para leitores incluem o ISO e
o EPC sendo que alguns deles podem suportar multiplos protocolos de comunicacao.
• Interface de rede: os leitores se comunicam com um computador central por meio de
uma rede de dados de diferentes interfaces tais como as seriais RS232 ou RS422 (ponto
a ponto, par trancado) ou RS485 (enderecavel par trancado). Os leitores tambem podem
se comunicar por meio de Ethernet e Bluetooth.
2.3 Consideracoes Finais do Capıtulo
Neste capıtulo, foram estudados os aspectos relativos a tecnologia RFID em relacao a defi-
nicoes, padroes, vantagens e desvantagens visando a aplicacao desta inovacao para substituicao

34
do codigo de barras em sistemas de manufatura.
Os sistemas RFID aplicados aos sistemas de manufatura tem peculiaridades que diferem
das aplicacoes habituais dos sistemas de RFID, como o varejo. Desta forma, no proximo
capıtulo sao abordadas as principais caracterısticas dos sistemas de manufatura e as informacoes
necessarias para criacao de uma metodologia de integracao da tecnologia RFID.

35
3 SISTEMAS DE MANUFATURA
Neste capıtulo sao apresentadas as definicoes dos sistemas de manufatura flexıvel, enxuta
e agil e seus sistemas de controle e gerenciamento de producao, Em seguida sao apresentadas
algumas aplicacoes da tecnologia RFID em sistemas de manufatura . Por fim sao apresentados
os conceitos teoricos de alguns metodos de analise de falhas e de desenvolvimento da simulacao
de eventos discretos.
3.1 Introducao
Segundo Hitomi [19], o significado original de manufatura era o de “fazer as coisas com as
maos”. Entretanto, atualmente esta definicao mudou. Em 1983, a CIRP (International Confe-
rence on Production Research) definiu a manufatura como “uma serie de atividades inter rela-
cionadas e operacoes envolvendo o design, a selecao de materiais, o planejamento, a fabricacao
de produtos, a qualidade assegurada, o gerenciamento e o marketing dos produtos fabricados
pelas industrias”.
Para Wakil [17], a manufatura pode ser definida como a transformacao do material bruto
em um produto util por meio do metodo mais facil e mais barato. E fundamental para a uma
empresa que seu sistema de manufatura tenha metodos produtivos faceis, rapidos e eficientes,
pois quanto menos eficiente for o metodo, maior sera o custo do produto e menos competitivo
sera este produto perante aos produtos similares dos concorrentes.
O sistema de manufatura pode ter diferentes conceitos, tais como:
1. Sistema de manufatura flexıvel (SMF): baseada no alto nıvel de tecnologia para promover
a flexibilidade de seus processos;
2. Manufatura enxuta: baseada no sistema produtivo da industria automobilıstica Toyota,
onde processos flexıveis e eliminacao de perdas possibilitam a manufatura de produtos
com custos continuamente decrescentes;

36
3. Manufatura agil: que e um passo a frente da manufatura enxuta, pois tem capacidade de se
adaptar a fatores externos que nao sao controlaveis, tal como as mudancas imprevisıveis
de mercado.
3.1.1 Manufatura flexıvel
Segundo Groover [20], um sistema de manufatura flexıvel e altamente automatizado e cons-
tituıdo de estacoes de trabalho interconectadas por sistemas automaticos de movimentacao de
pecas ou materiais os quais sao controlados por um sistema computadorizado. A razao de
ser chamado de flexıvel e devido ao mesmo ser capaz de processar diferentes partes em suas
estacoes de trabalho com uma variedade de modelos e quantidades para:
• Responder efetivamente a momentos de mudanca;
• Ter capacidade de assumir novas circunstancias;
• Responder a variedade de produtos, nıveis de producao e prazos de entrega;
• Manter o desempenho apesar de incertezas em curto prazo;
• Atender em longo prazo a novos produtos, novos mercados e novos concorrentes;
• Manter opcoes para a ignorancia decorrente de ausencia de um direcionamento estrategico.
3.1.2 Manufatura enxuta
A manufatura ou producao enxuta e um termo generico usado para definir um sistema de
producao eficiente, flexıvel, agil e inovador, superior a producao em massa. Segundo Groover
[20], a producao enxuta pode ser definida como uma adaptacao da producao em massa em
que os trabalhadores e as celulas de trabalho sao mais flexıveis e eficientes adotando metodos
para reducao de desperdıcio em todas as formas. Comparada a producao em massa a producao
enxuta e baseada nos seguinte princıpios:
• Mınimo desperdıcio;
• Mınimo inventario;
• Entregas em just-in-time;
• Produzir certo na primeira vez (nao retrabalho);

37
• Times de trabalho;
• Envolvimento do operario;
• Sistem flexıvel de producao;
• Melhoria contınua.
3.1.3 Manufatura agil
Segundo Groover [20], a manufatura agil pode ser definida como um nıvel de estrategia
de manufatura que introduz novos produtos no mercado com maior velocidade. Ela tem maior
possibilidade de prosperar em um ambiente de mercado mais competitivo e caracterizado por
mudancas muitas vezes imprevisıveis. Segundo Kunde [21], a manufatura agil deve ser elabo-
rada tendo-se em mente cinco princıpios basicos:
• Mudanca contınua;
• Resposta rapida;
• Melhoria da qualidade;
• Responsabilidade social;
• Foco total no cliente.
Na Manufatura Agil os papeis tradicionais de competidor, fornecedor e cliente podem fre-
quentemente mudar para aproveitar oportunidades do mercado. A vantagem competitiva da
manufatura agil esta em promover maior velocidade ao mercado de novos produtos, e a ha-
bilidade para satisfazer preferencias individuais de consumidores ou clientes, sem reduzir a
atencao para a intensificada preocupacao publica referente aos impactos sociais e ambientais
provocados pela manufatura.
3.2 Sistema de informacao no ambiente de Manufatura
Para a tomada de decisoes empresariais, e necessario que o tomador de decisao possua
informacoes precisas do que esta ocorrendo em seu processo (producao, cadeia de suprimentos,
custo do produto final, pedidos que entram nos estoques atuais, logısticas de entrega). Enfim,
toda a cadeia produtiva precisa estar em conformidade com os resultados desejados.

38
As empresas necessitam, cada vez mais, de flexibilidade em seus processos de manufatura
para responder com mais agilidade e competitividade as exigencias do mercado. A disponi-
bilidade de informacoes atualizadas e precisas do chao de fabrica e fundamental e, portanto, a
chave para que a empresa alcance seus objetivos de negocio, integrando estas informacoes aos
sistemas de tomada de decisao como, por exemplo, o sistema de execucao de manufatura.
3.2.1 Sistema de Execucao de Manufatura (MES)
De acordo com Correa, Gianesi e Caon [22], um sistema de execucao de manufatura (MES)
“E um sistema de chao de fabrica orientado para a melhoria de desempenho que complementa
e aperfeicoa os sistemas integrados de gestao (planejamento e controle) da producao”. Hua et
al. [8] descrevem MES como sistemas de controle do chao de fabrica que incluem atividades
manuais e automaticas, relatorios de producao, como tambem pesquisas em tempo real e atalhos
para consulta de ordem de servico, recebimento de mercadoria, embarque, controle de quali-
dade, manutencao, programacao de producao, e outras tarefas relacionadas com o processo de
manufatura.
Independente de quao bom seja o planejamento de uma empresa, erros na estimativa de
producao, problemas de qualidade, gargalos de capacidade, quebras, falhas de comunicacao e
ineficiencia dificultam este planejamento. O sistema MES destina-se a aumentar a dinamica dos
sistemas de planejamento de producao por meio das seguintes funcionalidades:
• Gerencia dos lotes de producao;
• Gestao detalhada de recursos incluindo sequenciamento, liberacao, monitoramento de
equipamentos;
• Alocacao e coordenacao de recursos humanos e ferramental;
• Instrucoes de trabalho;
• Rastreamento da producao.
O MES coleta e disponibiliza informacoes de chao de fabrica fazendo a ligacao entre sis-
temas, tais como o ERP (Enterprise Resources Planning) que suporta todas as necessidades
de informacao para a tomada de decisao gerencial baseados em custos, faturamento, recursos
humanos, financas contabilidade dentre outros e os sistemas SCADA (Supervisory Control And
Data Acquisition), conforme mostrado na Figura3.1.

39
Figura 3.1: Exemplo de estrutura organizacional MES, ERP e SCADA.
Os sistemas SCADA sao sistemas de supervisao, controle e aquisicao de dados. Eles moni-
toram e coletam dados de varios equipamentos (remotos ou locais) em uma fabrica. Estes dados
sao tambem enviados para um computador central, que manipula os mesmos e os disponibi-
liza segundo a necessidade do usuario. Atualmente eles estao sendo largamente utilizados na
industria, principalmente aquelas cujos processos sao geograficamente muito distribuıdos.
3.3 Aplicacoes das Tecnologias de Identificacao
3.3.1 Codigo de barras e codigo bidimensional
A utilizacao desta tecnologia e facilmente percebida pelo cliente, pois basta olhar para uma
embalagem de um produto industrializado que se verifica a existencia de uma etiqueta com o
codigo fixada ou ate mesmo diretamente impressa em sua superfıcie. Um sistema de manufatura
flexıvel e caracterizado pelo seu alto nıvel de automacao, pois necessitam da utilizacao de robos,
equipamentos controlados por CLP (Controlador Logico Programavel), equipamentos controla-
dos por computadores industriais ao longo de uma mesma linha de producao. Tais equipamentos
geralmente tem integrado ao seu hardware e software a tecnologia de identificacao por codigo
de barras para leitura e identificacao (manualmente realizada pelo operador ou automatico rea-
lizado pelo proprio equipamento) do produto. Os equipamentos necessitam desta identificacao,
pois como e uma parte de um sistema de manufatura flexıvel, seus processos variam de acordo
com a caracterıstica do produto. Um exemplo e a industria automotiva, onde um mesmo modelo
de veıculo pode ser pintado na cor conforme solicitado pelo cliente no momento de formulacao
do pedido de compra.
Normalmente o modelo utilizado para integracao do codigo de barras ao sistema de manu-
fatura flexıvel requer uma arquitetura de informacao tecnologica (IT) onde a etiqueta de iden-
tificacao fixada ao produto tem uma capacidade limitada de informacoes, nao sendo suficiente
para que o equipamento consiga diferenciar um produto de outro. Os equipamentos envolvidos

40
no processo precisam estar conectados a uma rede de dados para acessar ou serem acessados por
um sistema de informacao tal como o sistema de execucao de manufatura (MES) ou sistemas
de planejamento de recursos da empresa (ERP) para consulta ao banco de dados. Os dados
complementares do produto e relevantes ao processo nao podem ser gravados nas etiquetas de
codigo de barras devido as limitacoes de capacidade de armazenamento.
3.3.2 Aplicacao da tecnologia RFID na cadeia de distribuicao
A competicao global exige das empresas rapidez na tomada de decisao, comprometimento
com prazos a cliente, maxima produtividade e qualidade. Para isto e fundamental integrar a
producao ao sistema de negocios. Em relacao a area de logıstica e da cadeia de fornecimento
de produtos, a estrategia de utilizacao da tecnologia RFID e bastante popular. Empresas como
o Wall-Mart estao realizando grandes investimentos nos EUA e filiais em varios paıses. Desde
janeiro de 2005, por exigencia da empresa, 137 grandes fornecedores comecaram a etiquetar
com RFID os paletes e caixas enviados ao centro de distribuicao.
No Brasil, o Wall-Mart ja iniciou a introducao do RFID, com oito fabricantes selecionados
nessa primeira fase da implantacao: Gilette, HP, Johnson & Johnson, Kimberly-Clark, Kraft
Foods, Nestle Purina PetCare, Procter & Gamble e Unilever.
O Grupo Pao de Acucar tambem iniciou o teste da nova tecnologia, em parceria com a
Procter & Gamble e Gillette, em coordenacao com a Chep, fornecedora de paletes. As etiquetas
foram instaladas em mil paletes que sao movimentados em centros de distribuicao do Grupo
Pao de Acucar em Sao Paulo desde novembro de 2004.
Na Figura 3.2, se observa um exemplo de aplicacao da tecnologia RFID para gerenciamento
do produto desde o seu ponto de origem. As informacoes basicas sobre um produto sao inseridas
em uma etiqueta RFID que acompanha este produto por toda a cadeia de distribuicao.
Um sistema de gerenciamento e capaz de acompanhar o produto por todas as etapas de seu
trajeto automaticamente ate o consumidor final gracas a esta tecnologia como se pode observar
no exemplo da Figura 3.2:
• Etapa 1: material “A” no tambor “9” e material “B” no tambor “3” foram embarcados no
caminhao de numero 33;
• Etapa 2: os materiais “A” e “B”, vindos da industria quımica “X”, desembarcados dos
tambores “9” e “3”, foram combinados no produto “Y” no fabricante “W” e embarcados
no caminhao 25 para o Distribuidor “Z”;

41
Figura 3.2: Produto rastreado desde sua producao [7].
• Etapa 3: produto “Y” chegou as 1:30 AM no Distribuidor “Z” no caminhao 25 e saiu as
9:45 AM no caminhao 76 para Drogaria “T”;
• Etapa 4: o produto “Y” chegou as 7:00 PM na Drogaria “T” .
3.3.3 Aplicacao da tecnologia RFID em sistemas de manufatura
Segundo Bhuptani e Moradpour [14]: “Em virtude de a tecnologia RFID poder captar
eletronicamente os dados durante determinadas etapas do processo, os dados sobre os resul-
tados operacionais se tornam mais rapidamente disponıveis em tempo real”. Isto por sua vez,
facilita uma analise e um ajuste mais preciso dos processos operacionais. O uso da tecnologia
RFID e comum na automacao industrial, pelo fato de cada etapa no processo de manufatura ser
precedida por outra etapa especıfica e predeterminada, as etiquetas de RFID sao utilizadas para
registrar as etapas em que o produto passou.
Em cada nova etapa, um leitor RFID consulta a etiqueta para garantir que o item passou
por todas as etapas anteriores a atual. Isto e muito vantajoso quando um produto passa por
um processo que muda sua aparencia para sempre como e o caso das etapas de pintura. Um
exemplo e um automovel que ja esta em uma etapa da linha de montagem e o processo no
momento exige o conhecimento da pintura interna que nao esta mais visıvel para o operador.
Esta informacao da cor pode estar gravada na etiqueta e permitir que o processo de montagem
continue corretamente.
3.3.4 Integracao entre RFID, Sistemas de informacao e Manufatura
Segundo Hua et al. [8], por meio da integracao da tecnologia RFID aos sistemas de manufa-
tura flexıvel, um maior numero de informacoes pode ser transferido em tempo real e com maior

42
detalhamento, aprimorando a produtividade e provendo um alto nıvel de controle de qualidade,
evitando o desperdıcio de tempo com retrabalho de produtos.
Na arquitetura do sistema de informacao da Figura 3.3, observa-se um sistema MES subdi-
vidido em tres nıveis, sendo que a tecnologia RFID esta integrada no nıvel de chao de fabrica de
forma a permitir a captacao das informacoes de processo em tempo real. Os leitores estao trans-
mitindo e recebendo informacoes do chao de fabrica provenientes da automacao industrial, do
sistema de abastecimento de pecas na linha de producao e de processos envolvendo operadores
(workers).
Figura 3.3: Integracao da tecnologia RFID com Sistema MES [8].
Segundo Baudin e Rao [23], o RFID pode ser usado como um sistema a prova de erros
em um fluxo variado de montagem de certos produtos tal com computadores pessoais, que
nao tem diferencas dimensionais entre si e assim nao podem ser facilmente diferenciados por
operadores. Muitas aplicacoes de RFID em manufatura estao centradas na total identificacao
automatica de objetos que nao podem ser lidos a partir do alinhamento entre o objeto e o leitor.
Com o passar dos anos outras aplicacoes com a tecnologia RFID apareceram de acordo com
uma necessidade especıfica das empresas. Pode-se citar os exemplos:
43
• Toyota (Africa do Sul): Utilizacao de etiquetas RFID indexadas ao produto durante o
processo de manufatura para rastreamento e por todo ciclo de vida do mesmo mantendo
historico de manutencao do mesmo;
• Harley Davidson: Automacao de processos etiquetando carrinhos que carregam as pecas
para fornecer instrucoes para os operarios em cada etapa do processo;
• Johnson Controls: Rastreamento de bancos de carros e caminhos por todos os processos
de producao.
Segundo Gunther, Kletti e Kubach [7], aplicacoes com a tecnologia RFID pelas industrias
estao normalmente ligadas ao sistema de controle de processo de producao tal como o sistema
de manufatura flexıvel onde prevalecem os estudos de caso com os seguintes objetivos:
• Leitura de produtos: Em algumas plantas de manufatura o produto a ser lido pode ter um
formato que dificulte a fixacao da etiqueta de codigo de barras para a leitura automatica
requerendo a intervencao humana na operacao, ao contrario, a etiqueta RFID pode ser
lida automaticamente, pois nao depende do posicionamento no produto e sim da presenca
da mesma no produto;
• Rastreamento do produto: Um melhor rastreamento assegura a precisao e a velocidade
dos relatorios sobre o ”status” de producao. Melhor rastreamento tambem permite uma
analise mais detalhada do processo e pode assim reduzir erros de producao e aprimora-
mento da qualidade;
• Identificacao de problemas de qualidade: A tecnologia RFID e a chave para rastrear pro-
dutos que apresentam problemas de qualidade. Quando um erro de producao e detectado,
todos os produtos potencialmente afetados devem ser checados manualmente e se pro-
duto ja foi embarcado, a checagem deve ser fora das dependencias da empresa elevando
custos operacionais e ate judiciais. Com o aprimoramento do rastreamento pela precisao
e detalhes da informacao os produtos defeituosos podem ser facilmente detectados;
• Gerenciamento Metadata: O acompanhamento de documentos junto ao produto durante
o processo de manufatura e usado frequentemente na industria. Estes documentos sao
chamados de “metadata” e contem informacoes necessarias ao processo de manufatura.
Tal documento pode ser perdido durante o processo de atualizacao do mesmo ja que nao
esta incorporada fisicamente ao produto.

44
Segundo Finkenzeller [5], a descentralizacao das informacoes para aquisicao de dados do
produto referentes a processos pode ser obtida com a utilizacao da tecnologia RFID. Na Figura
3.4 se observa uma arquitetura centralizada onde, em cada etapa de fabricacao existe a necessi-
dade de diferenciar o processo para atender a especificacao do produto. Um computador central
toma a decisao ou informa qual processo deve ocorrer naquele exato momento baseado no dado
armazenado no banco de dados central e fornece o comando para tomada de decisao como se
pode observar pela linha pontilhada.
Tal arquitetura requer uma continua monitoracao do processo pelo computador central que
toma a decisao, por exemplo, se o produto sera pintado em uma determinada cor na etapa
“Pintura 1” ou “Pintura 2”, ou que apos a pintura deva seguir para uma operacao adicional ou
passar diretamente para a colagem (Gluing). Esta dependencia de tomada de decisao exige que
o computador central seja infalıvel caso contrario o controle sobre o processo pode ser perdido
e tanto o objeto quanto o equipamento pode ate ser danificado. A velocidade de processamento
das informacoes realizado pelo computador central deve ser alta para que nao ocorram atrasos
nos processos.
Figura 3.4: Arquitetura de controle centralizado. [5].
Na Figura 3.5, se observa uma proposta de controle descentralizado da operacao por meio
de etiquetas com alta capacidade de armazenamento de dados. Com a possibilidade de leitura
e escrita, as etiquetas atuam como uma memoria movel com muitas informacoes sobre as ca-
racterısticas do produto como, por exemplo, a cor que o mesmo deve ser pintado. Com estas

45
informacoes na etiqueta que acompanha o produto, nao ha a necessidade de interrogar o com-
putador central para direcionar o produto para o processo de pintura “Pintura 1” ou “Pintura 2”,
pois esta informacao ja esta na etiqueta. O resultado da pintura tambem pode ser gravado na
etiqueta, assim a decisao de se fazer ou nao um processo adicional pode tambem ser descentra-
lizado.
O comando agora e realizado pelos leitores RFID capacitados com um software para in-
terpretacao das informacoes de processo armazenadas na etiqueta, como por exemplo, um pre-
ajuste (setup) no equipamento que seja apenas necessario em um produto especıfico.
Figura 3.5: Arquitetura de controle descentralizado [5].
Segundo Randy [24], em aplicacoes industriais, muitas empresas estao optando por seguir
as normas ISO 15693, que estabelece a frequencia de 13,56 MHz para etiquetas RFID passivas
de acoplamento remoto (indutivo) usada no transporte de dados, pois em aplicacoes industriais,
esta frequencia esta fora do alcance dos campos de interferencia. Outro motivo e que esta faixa
de frequencia tambem e utilizada como padrao mundial para aplicacoes industriais em RFID e
seu uso esta bem regulamentado.
Uma das maiores dificuldades na implementacao de sistemas RFID em ambientes industri-
ais e a temperatura que o produto e exposto nos processos de pintura. Nos sistemas produtivos
com alta capacidade de producao, o tempo de cura da tinta utilizada no processo de pintura esta
abaixo de 45 minutos, ou seja, as temperaturas internas das estufas de secagem estao proximas
de 120o Celsius.
Este problema pode ser resolvido com o uso de etiquetas que podem operar nesta faixa de
temperatura e suportar temperaturas de aproximadamente 210o Celsius, como e o caso de um

46
projeto RFID realizado no sistema de pintura da Toyota da Africa do Sul em 2008.
O sistema produtivo da Toyota utilizava o sistema chamado de “Job Card“, que apenas
auxiliava a operacao e nao podia ser monitorado pelo sistema de gerenciamento da producao
em tempo real. A unica maneira que a Toyota encontrou para obter a visibilidade de sua cadeia
produtiva em tempo real foi utilizar a tecnologia RFID. Apos estudos e testes, uma arquitetura
ideal para a aplicacao foi definida por uma empresa integradora. Leitores modelo HMS820 de
escrita e leitura foram instalados em setores chaves da cadeia produtiva como tambem diversas
etiquetas HMS150HT [9].
Um modulo MM80 foi utilizado para a comunicacao entre os leitores e o sistema de geren-
ciamento da producao. As etiquetas passivas foram instaladas nos dispositivos de transporte
e sao capacitadas para operarem em ambientes quimicamente agressivos e com altas tempera-
turas. Este requisito e necessario porque os dispositivos de transporte conduzem os veıculos
por tanques com reagentes quımicos, tinta e por estufas de secagem com temperaturas supe-
riores a 120o C. Alem da capacidade de monitoracao da producao em tempo real, as etiquetas
passivas instaladas com propriedade de leitura e escrita puderam ser utilizadas para registro de
manutencao dos dispositivos de transporte auxiliando o programa de manutencao da empresa e
contribuindo para atenuar as paradas de producao. Na Figura 3.6, se observa a etiqueta RFID
utilizada no projeto e a sua ficha tecnica.
Figura 3.6: Etiqueta instalada no dispositivo de transporte [9].

47
3.4 Melhoria de desempenho
3.4.1 Metricas de desempenho de processos de manufatura
Segundo Al–Aomar [11], as metricas da manufatura estao associadas a quatro criterios
essenciais da Engenharia Industrial (EI): Produtividade (Productivity), Qualidade (Quality),
Confianca (Reliability), e Eficacia (Effectiveness). Associados ao PQCE estao o Custo e a
Seguranca, porem sao outros criterios essenciais de EI.
Segundo Al-Aomar[11], pode-se descrever cada criterio PQCE como:
• Produtividade (Productivity): criterio focado no fluxo de unidades em fabricacao e do
rendimento geral de um sistema ou de um determinado ponto do mesmo;
• Qualidade (Quality): criterio focado na capacidade de processo e do sistema para produzir
produtos que estao livres de defeitos e reparos;
• Confianca (Reliability): criterio focado sobre a disponibilidade dos processos, do sistema
e sua capacidade de entregar produtos como programado;
• Eficacia (Effectiveness): criterio de eficacia focado em um mundo real de manufatura.
Corresponde a capacidade do sistema em produzir produtos consistentemente com a qua-
lidade esperada, com o tempo de ciclo de operacao especificado e sem interrupcoes de
producao.
Os PQCE podem ser utilizados individualmente ou em conjunto, dependendo do ponto
do sistema de manufatura que se deseja melhorar. Estes criterios fornecem informacoes im-
portantes para uma analise comparativa entre diferentes estruturas de manufatura. Segundo
Al–Aomar [11], a quantificacao dos criterios PQCE por meio de suas metricas de desempenho
de manufatura (MPM) e necessaria para orientar melhorias e estudos de otimizacao, bem como
analises comparativas de desempenho possam ser conduzidas por engenheiros de processo e
projetistas de sistemas. Formulas para calcular as metricas sao principalmente baseados em um
conhecimento do que constitui cada metrica e da associacao de cada criterio de desempenho
correspondente ao PQCE. As formulas e os ındices definidos para cada MPM correspondente
ao PQCE ao nıvel de processo de Manufatura sao apresentados no anexo C.
MPMs ao nıvel de processo sao relacionados ao desempenho conseguido por equipamentos
ou linhas de producao. MPMs de equipamentos sao aqueles relacionados a processos indivi-
duais e estacoes de trabalho, tais como: centros de usinagem, estacoes de montagem e testes

48
de operacoes. A eficacia total do processo OPE (Overall Process Effectiveness) e uma medida
global do desempenho de um processo que reune a maioria das condicoes do mundo real, tal
como: tempo de parada de equipamento por quebra, frequencia de quebra, ındices de produtos
defeituosos, tempo de parada do equipamento por bloqueio de pecas, por falta de pecas e por
atraso de pecas.
3.4.2 Ferramentas da Qualidade
Em muitas empresas, sao aplicados alguns metodos e ferramentas para a melhoria da qua-
lidade dos sistemas de producao, tais como:
• Folha de Registro (para coleta de dados);
• Estratificacao (para poder fazer amostragem);
• Histograma (para ilustrar variacoes);
• Diagrama em espinha de peixe (Ishikawa - para identificar a origem dos problemas);
• Diagrama de Pareto (para hierarquizar fatos);
• Diagramas ou cartas de controle (para controlar o processo);
• Diagrama de correlacao (para mostrar correlacoes).
Estas ferramentas de qualidade entre outras suportam metodologias para melhoria contınua
do desempenho dos sistemas de manufatura. A coleta de dados e a fase inicial de pesquisa para
qualquer fenomeno e exige uma analise estatıstica dos dados. Os dados coletados devem ser
agrupados de forma que seu manuseio, visualizacao e compreensao sejam simplificados.
No entanto, para selecionar os fatores com potencial para influenciar o desempenho deste
sistema de manufatura e posteriormente para que possam ser avaliados, utiliza-se o metodo de
mapeamento do processo descrevendo as etapas por meio de uma representacao grafica con-
forme se observa no exemplo da Figura 3.7.
Para a pesquisa da causa raiz de problemas um metodo particularmente efetivo e o Diagrama
de causa e efeito, tambem conhecido como “espinha de peixe” ou “diagrama de Ishikawa” como
se pode observar na Figura 3.8. Para Rotondaro et. al. [26], e uma ferramenta utilizada para
apresentar a relacao existente entre um determinado resultado de processo e os diversos fatores
que podem influenciar este resultado.

49
Figura 3.7: Mapa conceitual do fluxo do processo [10].
Figura 3.8: Diagrama de Ishikawa ou espinha de peixe [5].
O autor do diagrama, Kaoru Ishikawa, foi um dos nomes importantes no movimento para
a qualidade total nos processos produtivos japoneses. O diagrama e de simples entendimento
e pode ser construıdo por uma ou um grupo de pessoas. O conhecimento apurado sobre o
processo, por parte das pessoas envolvidas, e fundamental para definir uma ou mais causas
do efeito indesejavel. As causas podem estar relacionadas aos seguintes fatores: Materiais,
Maquinas, Mao de Obra (homens), Metodo e no caso de sistemas produtivos, Meio de Medicao
e Meio Ambiente.
Para Slack et. al. [25], em qualquer processo de aprimoramento, vale a pena distinguir entre
o que e importante e o que e menos importante, distinguir as questoes “pouco vitais” das “muito
triviais”. Um metodo para quantificar os fatores em relacao ao efeito e Diagrama de Pareto que
e descrito por Rotondaro et. al. [26] como uma representacao grafica de dados que possibilita
a visualizacao dos pontos que mais contribuem para um determinado problema, sendo assim se
concentrados os esforcos nestes pontos, maiores serao os ganhos em melhoria do processo.
Como se observa na Figura 3.9, a representacao grafica do Diagrama de Pareto consiste em
um grafico de barras que ordena as frequencias das ocorrencias da maior para a menor e permite
50
a localizacao de tipos de defeitos com maior percentual de contribuicao para um determinado
problema.
Figura 3.9: Exemplo de Grafico de Pareto.
O defeito tipo “A” tem maior contribuicao no total de defeitos que o defeito tipo “B”, que
por sua vez e maior que o “C”. Note que ao se optar por solucionar os defeitos tipo A, B e C,
mais que 70% dos problemas serao solucionados.
3.4.3 Metodologia DMAIC
O ciclo chamado de PDCA (Planejar, Executar, Verificar e Agir) e uma metodologia uti-
lizada para melhoria constante dos processos de manufatura que segundo Slacks et. al. [25], o
PDCA implica literalmente em um processo sem fim, questionando continuamente os trabalhos
detalhados da operacao. A Motorola aprimorou o PDCA criando o MAIC (Medir, Analisar,
Melhorar e Controlar) que foi adotado pela GE (General Electric) que passou o mesmo para
DMAIC, acrescentando a etapa “Definir”. O DMAIC na metodologia 6-Sigma, que de acordo
com Rotondaro et. al. [26] e uma filosofia de trabalho para alcancar, maximizar e manter o
sucesso comercial de uma empresa, se tornou a base operacional para sua aplicacao. O DMAIC
e um acronimo para:
• Definicao de oportunidade: compreensao do problema que esta sendo abordado e sua
caracterıstica crıtica para a qualidade (CPQ);
• Medicao de desempenho: estabelecimento de tecnicas de coleta de dados sobre o desem-
penho atual dos processos identificados na fase de definicao de oportunidades;
• Analise de oportunidade: encontrar as oportunidades de melhoria com bases da analise
dos dados coletados na medicao de desempenho;

51
• Implementacao de melhoria de desempenho: desenvolver, implementar e validar as alter-
nativas de melhoria que conduzam a melhoria do desempenho CPQ;
• Controle de desempenho: institucionalizacao do processo / melhorias de produtos e moni-
torar o desempenho do sistema, a fim de sustentar os ganhos obtidos na fase de melhorar.
3.4.4 Medida de capacidade DPMO
De acordo com Rotondaro et. al. [26], em termos de calculo da capacidade do sistema,
variaveis de atributo definidas como falhas de identificacao podem ser consideradas como de-
feito. O conceito “defeitos por milhao de oportunidades (DPMO)” pode ser utilizado como
ındice de capacidade do sistema de manufatura como se observa na Equacao 3.1 abaixo.
DPMO =D
N ×O×1.000.000 (3.1)
onde:
D = Numero de defeitos;
N = Numero de unidades produzidas;
O = Numero de oportunidades de defeito por unidade;
DPMO = Defeitos por milhao de unidades produzidas.
3.4.5 Medida de capacidade sigma (σ ) de um processo
Um benefıcio de calculo dos valores de sigma e que ele e uma metrica universal que pode ser
utilizada para medir o desempenho da melhoria de qualidade de qualquer processo em termos
de variaveis por atributo (com defeito ou sem defeito). O nıvel sigma pode ser comparado ao
numero de operacoes defeituosas por milhao (DPMO), como se pode observar na Tabela 3.3. O
custo da baixa qualidade do que e vendido aumenta proporcionalmente em relacao ao aumento
do numero de operacoes defeituosas, e como consequencia, ocorre a perda de competitividade.
3.5 Modelagem e Simulacao de Eventos Discretos
A utilizacao da simulacao computacional comecou a se tornar comum nas empresas a par-
tir da decada de 80, impulsionada pela necessidade da deteccao da causa raiz das falhas nos
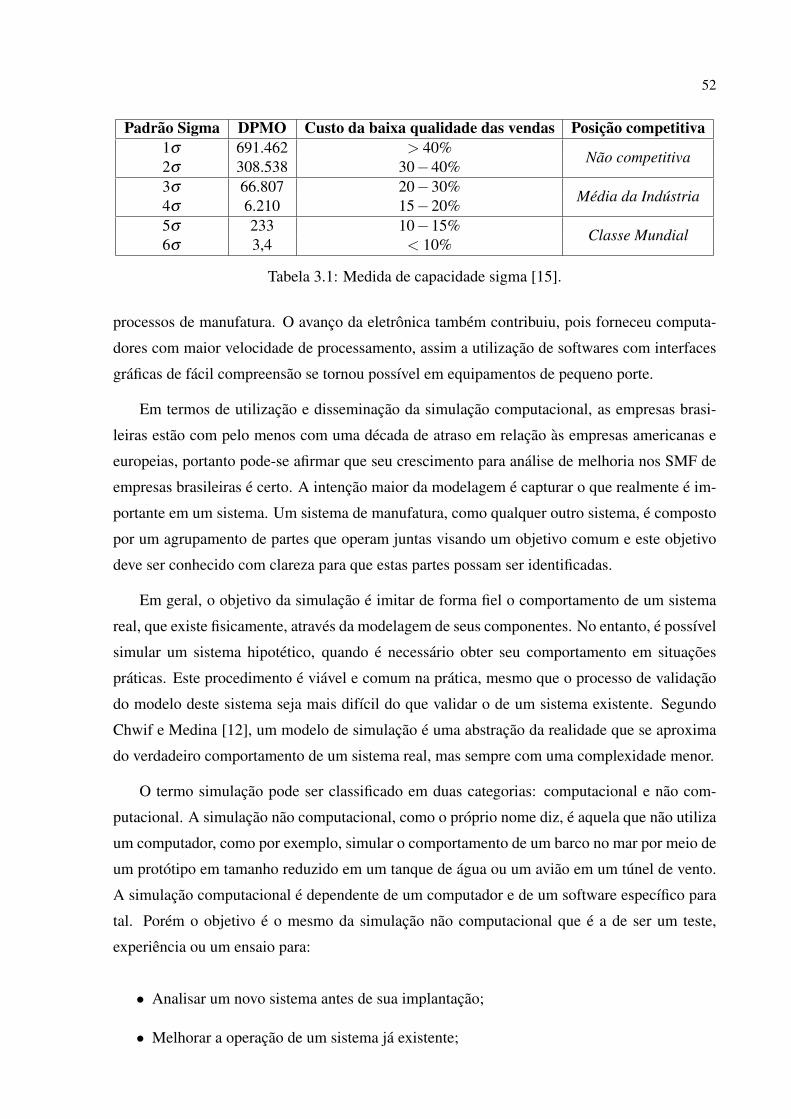
52
Padrao Sigma DPMO Custo da baixa qualidade das vendas Posicao competitiva1σ 691.462 > 40%
Nao competitiva2σ 308.538 30−40%3σ 66.807 20−30%
Media da Industria4σ 6.210 15−20%5σ 233 10−15%
Classe Mundial6σ 3,4 < 10%
Tabela 3.1: Medida de capacidade sigma [15].
processos de manufatura. O avanco da eletronica tambem contribuiu, pois forneceu computa-
dores com maior velocidade de processamento, assim a utilizacao de softwares com interfaces
graficas de facil compreensao se tornou possıvel em equipamentos de pequeno porte.
Em termos de utilizacao e disseminacao da simulacao computacional, as empresas brasi-
leiras estao com pelo menos com uma decada de atraso em relacao as empresas americanas e
europeias, portanto pode-se afirmar que seu crescimento para analise de melhoria nos SMF de
empresas brasileiras e certo. A intencao maior da modelagem e capturar o que realmente e im-
portante em um sistema. Um sistema de manufatura, como qualquer outro sistema, e composto
por um agrupamento de partes que operam juntas visando um objetivo comum e este objetivo
deve ser conhecido com clareza para que estas partes possam ser identificadas.
Em geral, o objetivo da simulacao e imitar de forma fiel o comportamento de um sistema
real, que existe fisicamente, atraves da modelagem de seus componentes. No entanto, e possıvel
simular um sistema hipotetico, quando e necessario obter seu comportamento em situacoes
praticas. Este procedimento e viavel e comum na pratica, mesmo que o processo de validacao
do modelo deste sistema seja mais difıcil do que validar o de um sistema existente. Segundo
Chwif e Medina [12], um modelo de simulacao e uma abstracao da realidade que se aproxima
do verdadeiro comportamento de um sistema real, mas sempre com uma complexidade menor.
O termo simulacao pode ser classificado em duas categorias: computacional e nao com-
putacional. A simulacao nao computacional, como o proprio nome diz, e aquela que nao utiliza
um computador, como por exemplo, simular o comportamento de um barco no mar por meio de
um prototipo em tamanho reduzido em um tanque de agua ou um aviao em um tunel de vento.
A simulacao computacional e dependente de um computador e de um software especıfico para
tal. Porem o objetivo e o mesmo da simulacao nao computacional que e a de ser um teste,
experiencia ou um ensaio para:
• Analisar um novo sistema antes de sua implantacao;
• Melhorar a operacao de um sistema ja existente;

53
• Compreender melhor o funcionamento de um sistema;
• Confrontar resultados;
• Medir eficiencias.
De acordo com Harrel et. al. [27], muitas empresas possuem recursos para melhorias
significativas, tanto para a produtividade quanto para a qualidade, porem muitas sugestoes em-
basadas em conhecimento e criatividade nao sao consideradas devido a incerteza dos ganhos ou
medo de falhas que estas ideias possam trazer ao sistema. O custo associado a mudanca pode
tambem ser alto, tanto no nıvel de investimento, quando em perdas de producao decorrentes da
interrupcao das operacoes. A instalacao de um equipamento apenas em carater de teste seria fi-
nanceiramente inviavel e experimentacoes com configuracoes alternativas seriam praticamente
impossıveis.
Para Harrel et. al. [27] avancos na tecnologia de simulacao tem tornado o uso de mode-
los computacionais mais aplicaveis a tomada de decisao de rotina, especialmente no projeto
de sistemas futuros baseados nos dados atuais. A simulacao apresenta excelente desempenho
tanto na avaliacao de um sistema existente quanto para a avaliacao do projeto de um novo sis-
tema, permitindo que gerentes, engenheiros e outros possam analisar os impactos em sistemas
extremamente complexos e assim tomar as decisoes importantes.
Segundo Chwif e Medina [12], a area de manufatura, depois da militar, e o segundo maior
campo de aplicacao da simulacao, podendo ser aplicada em varios pontos da manufatura, tais
como:
• Sistemas de movimentacao e armazenagem de materiais como por exemplo, esteiras
transportadoras;
• Linha de montagem;
• Celulas automatizadas;
• Problemas de programacao de producao.
No entanto para Chwif e Medina [12], a simulacao nao e uma panaceia que pode ser apli-
cada para resolver qualquer problema, como por exemplo, no caso do problema ser estatico,
onde os estados do sistema nao se alteram, ela nao tem nenhuma utilidade.
Simulacao pode ser definida como a tecnica de imitar o comportamento de um sistema
por meio de um modelo analogo, objetivando ganhar informacao sobre o sistema de forma

54
mais conveniente. A simulacao e uma tecnica de analise aplicavel a sistemas dinamicos, isto
e, sistemas que possuem um comportamento. Este comportamento deve ser representado no
modelo do sistema a ser simulado, apresentando como resultado a evolucao do estado do modelo
ao longo do tempo, ou pela acao dos eventos.
Uma possıvel classificacao dos sistemas dinamicos se baseia nas variaveis discretas ou
contınuas, que compoem o modelo e que sao utilizadas para representar o sistema real. As
variaveis discretas tem seus valores definidos dentro de um conjunto enumeravel de valores. Em
contraposicao a elas, estao as variaveis contınuas, na qual os valores de suas variaveis compoem
um intervalo de numeros reais. Como resultado desta dicotomia, os sistemas dinamicos podem
ser classificados em sistemas de variaveis contınuas ou sistemas a eventos discretos.
No caso da simulacao discreta, o sistema a ser simulado e abstraıdo como um sistema a
eventos discretos (determinıstico ou estocastico), representado por relacoes de causalidade entre
a ocorrencia de eventos e a evolucao do estado do sistema. O evento discreto e instantaneo, isto
e, de duracao nula, e resulta em uma mudanca no estado do sistema. Um exemplo e o termino
do ciclo de operacao de uma maquina.
A simulacao discreta e amplamente aplicada para sistemas de manufatura, e tem como
objetivo estimar o desempenho do sistema, permitindo, por exemplo, a analise do impacto de
paradas de maquina, quebras de transportadores e outras situacoes. Para Harrel et. al. [27]
avancos na tecnologia de simulacao discreta tem tornado o uso de modelos computacionais
mais aplicaveis a tomada de decisao de rotina, especialmente no projeto de sistemas futuros
baseados em dados atuais.
Os sistemas de manufatura integrados a Sistemas de Execucao de Manufatura (MES) sao
definidos por Correa, Gianesi e Caon [22] como sistemas de chao de fabrica orientados para
a melhoria de desempenho que complementa e aperfeicoa os sistemas integrados de gestao
(planejamento e controle) da producao. Dados de manufatura podem ser obtidos diretamente
destes sistemas. Estes dados inseridos no modelo de simulacao e as formulas das metricas de
processo geram as metricas necessarias para o calculo do PQCE. Esta metodologia pode ser
observada na Figura 3.10.
3.5.1 Metodologia de Simulacao
A construcao de um programa em um computador nao deve ser considerada como uma
simulacao e sim, uma etapa da mesma. Como se observa na Figura 3.11, para o desenvolvi-
mento de uma simulacao, basicamente tres atividades devem ser consideradas:

55
Figura 3.10: Metodologia para determinar o PQCE [11].
Figura 3.11: Metodologia de simulacao [12].
• Concepcao e formulacao do modelo: deve-se entender claramente o sistema a ser sim-
ulado e seus objetivos para definicao de qual sera o escopo do modelo, suas hipoteses
e seu nıvel de detalhamento. O modelo deve ser representado por alguma tecnica de
representacao grafica, por exemplo, um diagrama de fluxo do processo a fim de torna-lo
um modelo conceitual e assim possibilitar seu entendimento pelas pessoas envolvidas no
projeto. Os dados de entrada sao coletados em funcao do modelo;
• Implementacao do modelo: o modelo conceitual e convertido em um modelo computa-
cional por meio de uma linguagem de simulacao ou um simulador comercial, como o
Witness, que e utilizado neste trabalho;

56
• Analise dos resultados do modelo: com o modelo computacional pronto para a realizacao
dos experimentos temos ao modelo experimental ou modelo operacional pronto para
simulacao e posterior coleta dos resultados. Mesmo com varias simulacoes realizadas
e sem os resultados conforme o esperado, o modelo pode ser revisto e depois reiniciado
para nova coleta de resultados.
3.5.2 Coleta dos dados de entrada
Segundo Slack et. al. [25], sempre existe a possibilidade de que ocorram falhas em um
sistema. Pode-se ate aceitar que elas ocorram, porem nao elas nao podem ser ignoradas. Deve-
se entender porque alguma coisa falha e ser capazes de medir o impacto dessa falha no sistema.
A coleta de dados e uma fase importante de qualquer pesquisa de um fenomeno e exige uma
analise estatıstica dos dados.
Os dados coletados devem ser agrupados de forma que seu manuseio, visualizacao e com-
preensao sejam simplificados. Segundo Chwif e Medina [12], os dados coletados necessitam de
tratamento, ou seja, da utilizacao de ferramentas estatısticas para uma melhor compreensao do
fenomeno e tambem para evitar que analise seja realizada com um dado coletado erroneamente
ou um dado gerado por um evento raro no processo.
Segundo Harrel et. al. [27] na falta de algum dado preciso, dados pressupostos podem
ser considerados para o modelo inicial, porem uma analise futura deve ser realizada para de-
terminar a importancia do seu efeito no desempenho do sistema. O resultado esperado e que
os dados mais detalhados desta variavel nao sejam significativos a mudanca dos resultados de
desempenho.
3.5.2.1 Coleta e tratamento dos dados
O objetivo da coleta de dados e o de obter uma amostra representativa do fenomeno ja
que e impraticavel se realizar o levantamento de dados de toda uma populacao. Harrel et. al.
[27] menciona que algumas organizacoes possuem informacoes detalhadas em alguns aspectos
de sua operacao. Parametros como tempos de operacao, frequencia de paradas de maquinas,
tempo de reparos de manutencao e informacoes superficiais de outras areas, sao normalmente
utilizados para a medida de desempenho de producao.
Dados obtidos a partir de especificacao de fornecedores ou de maquinas e equipamentos
similares em operacao podem ser utilizados quando se esta desenvolvendo um modelo que nao
existe. Todo projeto de simulacao e beneficiado pela abundancia de dados precisos, porem este

57
cenario ideal dificilmente pode ser obtido na pratica. O tratamento dos dados deve ser feito por
ferramentas estatısticas descritivas para analisar o grupo de dados coletados e assim entender
melhor o fenomeno em estudo.
Qualquer levantamento de dados esta sujeito a valores nao usuais que sao chamados de
outliers, que podem surgir em decorrencia de erros na coleta ou de um evento raro e inesperado.
Estes outliers sao um problema para uma analise correta do estudo, pois afetam seus resultados
distorcendo as estimativas e levando a conclusoes erradas sobre o fenomeno.
Outliers devem ser encontrados, analisados e removidos, ja que nao representam correta-
mente o fenomeno. Um modo de quantificar um outlier e determinar se ele e discrepante, mo-
derado ou extremo. Outliers extremos e moderados podem influenciar na analise do fenomeno
levando a construcao de um modelo que nao representa a realidade do processo ou sistema. No
anexo D e apresentado um metodo para analisar possıveis outliers em uma amostra.
Segundo Chwif e Medina [12], o metodo de retirada de outliers da amostra e normalmente
realizado, porem nem sempre pode ser desprezado caso seja conhecido como uma caracterıstica
propria do fenomeno. Sempre que ocorrer duvida e necessario aumentar o tamanho da amostra,
pois esta situacao e comum na simulacao de eventos discretos que tem como caracterısticas filas
de tempos de chegada com distribuicao exponencial e outras distribuicoes semelhantes.
3.5.2.2 Inferencia e Testes de aderencia
Para Chwif e Medina [12], uma vez realizado o tratamento dos dados coletados por meio
da identificacao e retirada ou nao dos outliers, e fundamental identificar uma distribuicao de
probabilidade que seja representativa ao fenomeno em estudo. No anexo E, e apresentado um
metodo de inferencia para identificar uma distribuicao de probabilidade .
O teste de aderencia valida se a distribuicao de probabilidade escolhida representa o feno-
meno, ou seja, o comportamento e igual aos dos dados tratados. A hipotese de aderencia (ou
hipotese nula) e denominada como Ho.
Segundo Chwif e Medina [12], dois testes classicos para verificacao da aderencia dos dados
sao o Qui-quadrado e o Kolmogorov-Smirnov, contudo softwares estatısticos como Minitab, o
qual foi utilizado no desenvolvimento deste trabalho, fornecem o fator denominado p-value.
P-values sao frequentemente usados em testes de hipotese onde se quer rejeitar ou nao
rejeitar uma hipotese nula. O p-value representa a probabilidade de cometer um erro de tipo
1, ou rejeitando a hipotese nula quando ela e verdadeira. Quanto menor o p-value, menor e a
probabilidade de que voce estaria cometendo um erro ao rejeitar a hipotese nula.

58
Um valor de significancia normalmente utilizada e de α = 0,05 , o que representa rejeitar a
hipotese nula quando o p-value e menor que 0,05. O Minitab exibe automaticamente p-values
para a maioria dos testes de hipoteses, o que possibilita a tomada de decisao pela rejeicao ou nao
da hipotese de aderencia Ho em comparacao a um nıvel de significancia (α), como se observa:
• Se p-value ≤ α , entao Ho e rejeitado, ao nıvel de significancia α;
• Se p-value > α , entao Ho nao e rejeitado, ao nıvel de significancia α .
Quanto menor o valor de p-value obtido por meio da analise da populacao maior e o motivo
para se rejeitar a hipotese Ho. Em termos praticos existem criterios usuais para classificacao do
p-value com um nıvel de confianca de 95% (α = 0,05):
• p-value < 0,01 – Evidencia forte contra a hipotese de aderencia;
• 0,01 ≤ p-value < 0,05 – Evidencia moderada contra hipotese de aderencia;
• 0,05 ≤ p-value < 0,10 – Evidencia potencial contra hipotese de aderencia;
• 0,10 ≤ p-value – Evidencia fraca ou inexistente contra a hipotese de aderencia.
Segundo Harrel et. al. [27], muitos testes estatısticos estao disponıveis para determinar se
uma distribuicao pode representear a amostra independente da distribuicao ajustada. Tal teste
e chamado de “bondade de ajuste” (goodness-of-fit) e pode ser utilizado para avaliar a hipotese
nula. Neste trabalho, utiliza-se o software estatıstico Minitab para aplicar o metodo “goodness-
of-fit” e validar a hipotese de aderencia.
3.5.3 Modelo de simulacao
A primeira etapa para criacao de um modelo de simulacao e criar uma abstracao deste
modelo que deve estar fortemente ligada ao objetivo da simulacao. Se o objetivo e obter
informacoes sobre o desempenho de produtividade de um sistema de manufatura, todas as
informacoes que afetem diretamente a capacidade de producao deste sistema devem fazer parte
deste modelo. Alguns exemplos seriam os intervalos de parada de producao relacionados a
quebra de equipamentos, tempos de reparo, falta de materiais, tempo de ciclo de maquina e o
proprio fluxo de processos.

59
O segundo passo do modelo abstrato e torna-lo conceitual, observando a sequencia das
operacoes envolvidas, ou seja, a logica de funcionamento. A interacao do engenheiro respon-
savel pelo desenvolvimento do modelo com a area usuaria e fundamental para que na etapa de
simulacao computacional ajustes significativos no modelo nao sejam necessarios.
A simulacao computacional do modelo pode ser feita por uma linguagem de simulacao ou
por um software simulador, sendo que a primeira opcao e a mais flexıvel, porem mais com-
plexa exigindo grande conhecimento na linguagem de programacao aplicada. No caso do soft-
ware simuladores como Arena, ProModel , Simul 8 ou Witness, utilizado nesta dissertacao, e
necessaria a introducao de uma logica especifica no caso de modelos complexos.
A validacao do modelo comprova se o conceito no qual o modelo foi realizado corresponde
ao objetivo pelo qual o mesmo foi criado, ou seja, se o mesmo esta correto. A verificacao do
modelo esta relacionada com a etapa computacional, ou seja, se o desenvolvimento do modelo
foi realizado corretamente.

60
4 ESTUDO DE CASO
Em muitos casos durante a etapa 6-Sigma de “adotar a melhoria de desempenho” uma
equipe de trabalho pode definir que a melhor alternativa para solucionar a causa raiz do baixo
desempenho de seu processo seja a adocao de uma nova tecnologia, como por exemplo, a tec-
nologia RFID. No estudo de caso proposto, a deficiencia da tecnologia de identificacao do pro-
duto em uma etapa do processo de pintura da industria automobilıstica afeta o desempenho deste
sistema. Por meio da metodologia DMAIC, que significa : definir, medir, analisar, melhorar
(improvement) e controlar, o sistema e avaliado e oportunidades de melhoria no desempenho do
sistema sao investigadas. Contudo, uma tomada de decisao confiavel pelo aprimoramento tec-
nologico deste sistema depende de uma analise que contemple os eventos dinamicos e aleatorios
que acontecem no mesmo.
A simulacao computacional de elementos discretos busca auxiliar a tomada de decisao pela
incorporacao da tecnologia RFID em comparacao com a tecnologia deficiente, estimando ga-
nhos de desempenho.
O estudo de caso proposto parte do princıpio que a metodologia utilizada para avaliacao da
melhoria e o DMAIC e que a etapa de “Definicao” da oportunidade esta identificada na area de
contexto observada na Figura 4.1. A analise detalhada das etapas de “Medicao” e “Analise” da
oportunidade fornece as informacoes necessarias para a tomada de decisao na etapa de “realizar
a melhoria (Improvement)”. A metodologia consiste na comparacao entre o metodo analıtico e
o metodo de simulacao de eventos discretos para calculo do ganho em produtividade no sistema
de manufatura, delimitado pela area de contexto em dois cenarios distintos: o atual, que utiliza
a tecnologia de codigo de barras, e o proposto que utiliza a tecnologia RFID. Os resultados
obtidos sao utilizados como auxılio a tomada de decisao pela adocao da tecnologia RFID no
processo para melhoria da identificacao do produto.
O sistema de manufatura apresentado e flexıvel e processa atualmente tres modelos diferen-
tes de produtos independente da versao de cada modelo, ou seja, podem ser produtos basicos,
de luxo ou esportivos e em ate oito diferentes cores.

61
Figura 4.1: Fluxo do Processo de Pintura.
O sistema possui varias etapas importantes, porem as mais significativas para o nosso estudo
de caso sao:
• Etapa 1: Uma etiqueta de codigo de barras auto-adesiva chamada de CARIN (Car Identi-
fication Number) e fixada sobre um ponto especıfico na superfıcie do produto. O produto
esta montado em um dispositivo de transporte que realiza a sua movimentacao atraves

62
dos banhos de protecao contra corrosao;
• Etapa 2: Antes do inıcio dos banhos ocorre uma leitura da etiqueta de codigo de barras
para permitir o controle do sistema de informacao ILVS (In Line Vehicle Sequencing) e
assim os produtos sao registrados em uma determinada sequencia;
• Etapa 3: O produto apos receber o tratamento contra corrosao e transferido para outro
dispositivo de transporte que permitira sua movimentacao para os processos de pintura
seguintes;
• Etapa 4: Uma segunda leitura da etiqueta de codigo de barras (CARIN) e realizada para
reordenar a sequencia de producao, caso esta leitura nao ocorra, a producao nesta etapa
do processo deve ser paralisada.
4.1 Identificacao da oportunidade de melhoria
Segundo Rago et. al. [28], por meio de um sistema SCADA (Supervisory Control And Data
Acquisition) e possıvel fazer uma analise dos dados, avaliando informacoes como: status de
producao, tempos de ciclo, maquinas gargalos e demais informacoes necessarias para obtencao
uma imagem instantanea do chao de fabrica.
A falha de identificacao do produto na etapa 4 causou o efeito de paradas intermitentes
na linha de producao, identificacao manual e reimpressao da etiqueta CARIN. Os processos
posteriores a etapa 4 tambem necessitam de identificacao do produto, pois sao flexıveis, ou
seja, mudam conforme a caracterıstica do produto. O meio para realizar o registro das paradas
foi a utilizacao de um sistema de supervisao SCADA, que detectou o momento de parada da
linha de producao solicitado pela estacao e o intervalo de tempo entre a solicitacao e a parada
da linha de producao como se observa na Figura 4.2.
Dois ındices de desempenho das metricas de desempenho de manufatura: o tempo medio de
intervalo entre falhas MTBF (Mean Time Between Failures) e o tempo medio de reparo MTTR
(Mean Time To Repair).
O tempo medio entre as falhas (MTBF), na etapa 4, obtidos por meio dos registros do
sistema de supervisao SCADA forma listados na Tabela 4.1.
Os dados da Tabela 4.1 foram inseridos no software estatıstico Minitab para a identificacao
dos outliers contidos na populacao de intervalos entre paradas (MTBF). O grafico Boxplot ob-
servado na Figura 4.3 foi gerado e os outliers identificados foram os intervalos entre falhas de:
510; 540 e 720 minutos.

63
Figura 4.2: Exemplo de coleta de dados de paradas pelo sistema SCADA.
MTBF (minutos)228 48 7 246 26202 84 159 277 31068 6 202 27 133 24 70 510 15
377 2 393 12 77156 6 29 182 1394 34 19 368
720 193 65 2560 35 208 40
105 42 540 380
Tabela 4.1: Tempo de intervalo entre falhas (MTBF).
Figura 4.3: Grafico Boxplot para identificacao de outliers.
A identificacao e a posterior eliminacao dos outliers da amostra gerou uma nova tabela de
intervalos entre falhas, como se pode observar na Tabela 4.2. Estes outliers foram retirados da
amostra devido a probabilidade de erros nao somente do sistema SCADA, mas tambem gerados

64
MTBF (minutos)228 48 42 208 380202 84 7 246 2668 6 159 277 3103 24 202 27 13
377 2 70 12 15156 6 393 183 774 34 29 368 13960 193 19 25
105 35 65 40
Tabela 4.2: Tempo de intervalo entre falhas (MTBF) sem outliers.
pela mao de obra da equipe de manutencao e de operadores.
Os dados coletados foram inseridos no software estatıstico Minitab, onde resultado da
media entre falhas MTBF foi de 115,512 minutos com um desvio padrao de 120,162 minu-
tos.
Os tempos de reparo MTTR sao gerados pela falta de identificacao e nao pela falha do
sistema de leitura, portanto a acao de reparo na realidade e uma acao de reativacao do sistema
que necessita de um perıodo de 0,88 minuto. Para medida de desempenho dos outros elementos
do sistema SMF, foram considerados dados coletados no chao de fabrica como se observa na
Tabela 4.3.
Medida Sigla DesempenhoTempo de Ciclo da Operacao CT 1,12 minutosTempo de Medio entre Falhas MTBF 1144,47 minutos
Tempo de Reparo MTTR 1,47 minutoTaxa de Rejeicao RR 0%
Taxa de Qualidade QR 100%Desempenho de Eficiencia PE 80%
Tabela 4.3: Medidas de desempenho do SMF [3].
O metodo de calculo denominado como metodo analıtico utiliza as metricas de desem-
penho observadas no Capıtulo 3. O metodo busca estimar a producao teorica esperada de
dois pontos do sistema: o primeiro, no processo de leitura das etiquetas de codigo de barras
fixada ao produto, e o segundo, o processo de aplicacao da protecao em plastico. Estes pro-
cessos sao respectivamente, entrada e saıda da area de contexto. Os valores de desempenho
de eficiencia (PE), estimados no metodo analıtico, sao reais e determinados pela equacao PE
= 100 – (%Idle+%Blocked+%Delayed). As metricas de desempenho de manufatura (MPM)
foram utilizadas para o calculo de produtividade de dois cenarios: atual e com a incorporacao
da tecnologia RFID. Com os dados coletados e os valores dos ındices de manufatura fornecidos

65
pelo chao de fabrica, o metodo analıtico projetou uma capacidade teorica de saıda do sistema
em 4615 unidades produzidas, porem a capacidade teorica de entrada do processo de leitura foi
de 4586 unidades, como se observa na Tabela 4.4.
Manufatura Indices Sistema ProcessoTempo de Ciclo (min.) CT 1,12 1,12
Tempo de Medio entre Falhas (min.) MTBF 1144,5 115,5Tempo de Reparo (min.) MTTR 1,47 0,88
Taxa de Rejeicao %RR 0 0Taxa de Qualidade %QR 100 100
Desempenho de Eficiencia %PE 80 80Desempenho Formulas Sistema Processo
Producao Bruta Estimada (u/h) GR 53,73 53,73Confiabilidade Percentual %SAA 99,87 99,87
Taxa de Qualidade Percentual %QR 100 100Desempenho do Processo (u/h) SAC 53,66 53,66
Eficacia Geral do Processo %OPE 79,90 79,39Producao Real (u/h) LPC 42,93 42,66
Producao Semanal (unidades.) JPW 4615 4586
Tabela 4.4: Produtividade atual pelo metodo analıtico [3].
Verifica-se que a produtividade do processo de leitura com a tecnologia de identificacao
por meio de codigo de barras esta abaixo da produtividade do sistema delimitado pela area de
contexto em 29 unidades por semana de producao.
4.1.1 Capacidade sigma do processo
A capacidade Sigma do processo a partir dos dados coletados pelo sistema SCADA in-
dicam que ocorreram 56 defeitos relacionados a nao identificacao da carroceria (produto).
Estes defeitos foram definidos como variaveis qualitativas, tambem denominadas como atri-
butos na forma qualitativa nominal, ou seja, perfeito ou defeituoso. De acordo com Rotondaro
et. al. [26], em termos de calculo da capacidade do sistema para variaveis de atributo, definidas
como falha de identificacao igual a defeito, o conceito “defeitos por milhao de oportunidades
(DPMO)” pode ser utilizado. O DPMO obtido foi igual a 12.099,7 defeitos por milhao, o que e
equivalente a um nıvel sigma de 3,75.
4.2 Analise da o portunidade de melhoria
A analise da oportunidade de melhoria do processo busca analisar dados dos fatores poten-
ciais para quantifica-los e assim determinar a principal causa raiz do problema e seu percentual

66
de influencia em relacao a capacidade produtiva. O Diagrama de Causa e Efeito (Ishikawa)
como se observa na Figura 4.4 determina quatro fatores tem potencial de ser a causa raiz do
efeito do problema: Etiqueta, Leitor, ILVS e Operador.
Figura 4.4: Diagrama de Ishikawa para identificacao da causa raiz.
Com base nas observacoes do diagrama, uma nova coleta de dados foi realizada com o
proposito de determinar o nıvel de contribuicao ao problema de cada causa potencial identifi-
cada. Na Tabela 4.5 se pode observar o numero e tipo de falhas e suas respectivas causas.
Uma amostra 46 defeitos relacionados a nao identificacoes do produto foram registrados
e diagnosticados. Os dados de cada fase foram definidos como variaveis qualitativas, tambem
denominadas como atributos na forma qualitativa nominal, ou seja, perfeito ou defeituoso. A
definicao da principal causa raiz do problema foi obtida por meio da analise do grafico de
Pareto da Figura 4.5, construıdo a partir do detalhamento do tipo de falha e suas quantidades
observadas da tabela de tipos de falha. As primeiras quatro falhas representam 80% do total e
estao relacionadas a etiqueta de codigo de barras.
Conclui-se que com a substituicao da etiqueta ou com a adicao de uma outra tecnologia para
a mesma funcao, pode-se eliminar 82,6% das falhas, ou seja 46,26 em uma producao estimada
de 4.615 por semana. Ao se subtrair este valor do total de 56 falhas e realizando novamente
o calculo do numero de defeitos por milhao, DPMO e igual a 2.140, o que corresponde a um
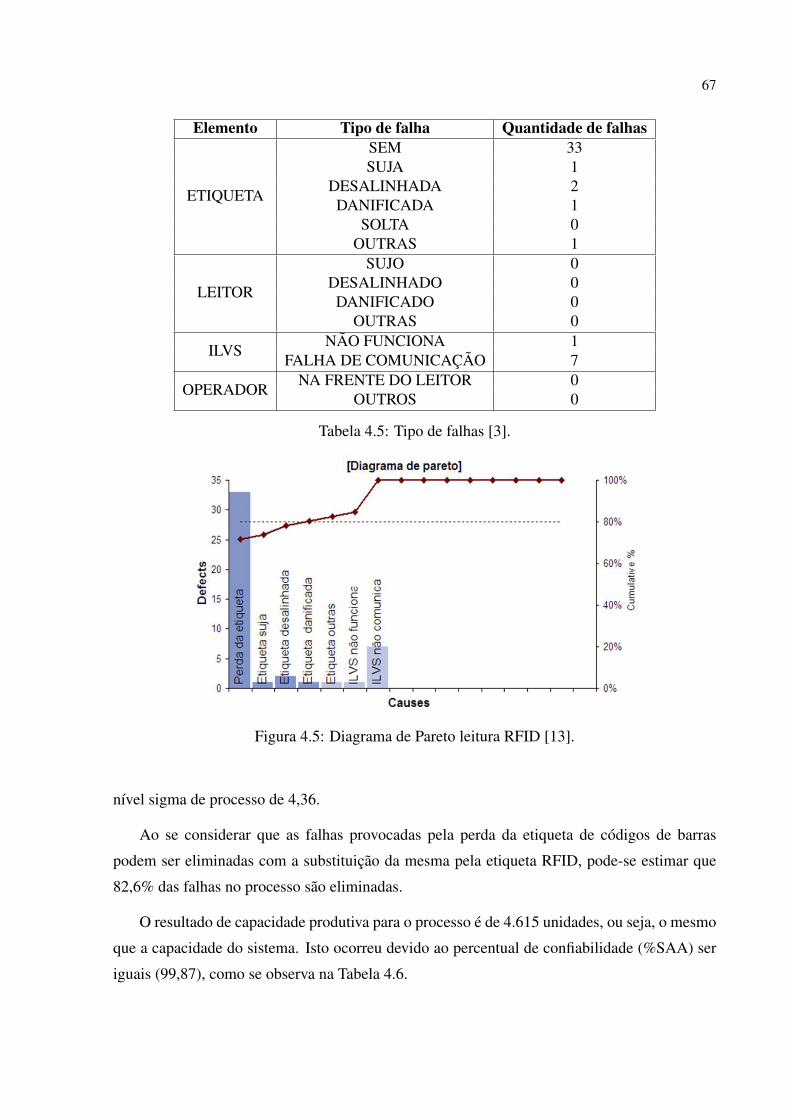
67
Elemento Tipo de falha Quantidade de falhas
ETIQUETA
SEM 33SUJA 1
DESALINHADA 2DANIFICADA 1
SOLTA 0OUTRAS 1
LEITOR
SUJO 0DESALINHADO 0DANIFICADO 0
OUTRAS 0
ILVSNAO FUNCIONA 1
FALHA DE COMUNICACAO 7
OPERADORNA FRENTE DO LEITOR 0
OUTROS 0
Tabela 4.5: Tipo de falhas [3].
Figura 4.5: Diagrama de Pareto leitura RFID [13].
nıvel sigma de processo de 4,36.
Ao se considerar que as falhas provocadas pela perda da etiqueta de codigos de barras
podem ser eliminadas com a substituicao da mesma pela etiqueta RFID, pode-se estimar que
82,6% das falhas no processo sao eliminadas.
O resultado de capacidade produtiva para o processo e de 4.615 unidades, ou seja, o mesmo
que a capacidade do sistema. Isto ocorreu devido ao percentual de confiabilidade (%SAA) ser
iguais (99,87), como se observa na Tabela 4.6.

68
Manufatura Indices Sistema ProcessoTempo de Ciclo CT 1,12 1,12
Tempo de Medio entre Falhas MTBF 1144,5 663,84Tempo de Reparo MTTR 1,47 0,88Taxa de Rejeicao %RR 0 0
Taxa de Qualidade %QR 100 100Desempenho de Eficiencia %PE 80 80
Desempenho Formulas Sistema ProcessoProducao Bruta Estimada (u/h) GR 53,73 53,73
Confiabilidade Percentual %SAA 99,87 99,24Taxa de Qualidade Percentual %QR 100 100
Desempenho do Processo (u/h) SAC 53,66 53,32Eficacia Geral do Processo %OPE 79,90 79,89
Producao Real (u/h) LPC 42,93 42,93Producao Semanal JPW 4615 4615
Tabela 4.6: Produtividade estimada com RFID pelo metodo analıtico [3].
4.2.1 Proposta de melhoria
Os resultados do estudo apresentam como oportunidade de melhoria de desempenho do
sistema de manufatura a substituicao da etiqueta de codigo de barras fixada ao produto, visto
que 82,6% das falhas estao somente relacionadas a mesma, como se observa na Tabela 4.7.
Leitor Temperatura (oC) Duracao (hrs) Tam. da amostra Numero de falhasTRF7960RHBR 125 1000 5919 0
Tabela 4.7: Dados de MTBF do Leitor RFID [16].
As caracterısticas fısicas da etiqueta nao suportam as condicoes do ambiente em que ela
esta sendo submetida ou o processo de fixacao da mesma nao e robusto o suficiente para manter
o processo estavel, o que seria atingir um intervalo entre falhas compatıvel com os demais
elementos do sistema (1144,47 minutos).
Uma solucao tecnica e a adicao de um sistema RFID redundante ao sistema de codigo de
barras com as caracterısticas similares ao sistema RFID realizado na Toyota-SA, apresentado na
secao 3.3.4. Tratam-se de etiquetas passivas padrao ISO15693 operando na faixa de frequencia
de HF e com capacidade maior ou igual a 112 bytes. As etiquetas devem ser instaladas em
cada dispositivo de transporte que percorre o trajeto dos banhos e devem ter a capacidade de
operar em temperaturas de ate 200o Celsius (devido ao processo de cura da tinta nas estufas de
secagem).
Um segundo modelo de etiqueta com as mesmas caracterısticas, porem sem a necessi-
dade de operar em elevadas temperaturas, deve ser instalada nos dispositivos de transporte que

69
percorrem a area de contexto da proposta. Devem ser utilizados leitores com capacidade de
operacao no padrao ISO15693 e na frequencia de operacao da etiqueta RFID (tag) com com-
patibilidade de conexao com rede de dados.
Os leitores gravam as informacoes nas etiquetas dos dispositivos que percorrem os banhos
e as transferem para os dispositivos que percorrem a area de contexto. Em termos de confiabili-
dade do sistema (Reliability), os sistemas com a tecnologia RFID apresentam baixa frequencia
de falhas como se observa na Tabela 4.7.
O leitor TRF7960HBR da Texas Instruments nao apresentou falha em 5919 operacoes em
um perıodo de 1000 horas de uso. Caso apresentasse uma falha neste perıodo, o DPMO resul-
tante seria de 168,9 defeitos por milhao, o que equivale a um nıvel sigma de 5,08, que e melhor
que aos 4,36 desejados no estudo de caso.
4.2.2 Simulacao discreta
Ao se comprovar tecnicamente a capacidade do sistema RFID em atender as necessidades
de melhoria, e calcular por meio do metodo analıtico o ganho em desempenho do sistema RFID
em comparacao com o codigo de barras, se faz necessario a avaliacao do sistema em relacao
as variaveis aleatorias. Os dados utilizados ate o momento sao baseados em medias e nao
contemplam as interacoes entre os componentes instalados na area de contexto atual, como
tambem da probabilidade que os intervalos de falhas ocorram na mesma frequencia. Se os
dados obtidos nao representarem as condicoes do mundo real, pode ocorrer que a adocao da
tecnologia RFID nao alcance o desempenho esperado para o sistema como um todo.
O metodo de simulacao de eventos discretos sera aplicado para permitir que as variaveis
aleatorias possam ser incorporadas ao estudo de caso e assim simular o estado mais proximo
da realidade. O resultado sera comparado com o ganho de produtividade obtido por meio do
metodo analıtico e assim determinar o quanto a simulacao de eventos discretos pode contribuir
para a tomada de decisao pela adocao da tecnologia RFID.
4.2.3 Tratamento dos dados
A quantidade de tempo entre os intervalos de falha e uma variavel aleatoria, pois a mesma
muda ao longo do tempo. Uma equacao matematica para representa-la nao e facilmente obtida.
Por esta razao busca-se uma distribuicao de probabilidade padrao conhecida, como por exemplo,
normal, exponencial e gama, para representar a frequencia em que o fenomeno de intervalo entre
falhas ocorre. Os dados foram inseridos no software estatıstico para se obter a distribuicao de

70
probabilidade, porem uma analise das informacoes geradas pelo software necessita ser analisada
para a escolha da distribuicao de probabilidade que se assemelha ao fenomeno de intervalo de
falhas como se observa na Figura 4.6 onde sao apresentados os dados de Anderson-Darling e
p-value, que sao testes de inferencia.
O teste de Anderson Darling (AD) e um teste de inferencia que determina o quanto o
dado da amostra adere a distribuicao de probabilidade escolhida no caso a distribuicao Gamma.
Quando menor o valor AD, mais representativa e distribuicao de probabilidade ao fenomeno,
ou seja, o nıvel de rejeicao da hipotese de aderencia e menor. O p-value, ao contrario do teste
AD, quanto maior seu valor menor o nıvel de rejeicao da hipotese de aderencia.
Figura 4.6: Teste “goodness-of-fit”.
Outras distribuicoes de probabilidade foram testadas, como se pode observar na Tabela 4.8.
Observa-se que a distribuicao de probabilidade Gamma apresenta um AD menor e um p-value
maior que as outras distribuicoes, portanto a mesma foi adotada como representacao da variavel
aleatoria de intervalo entre falhas MTBF.
Distribuicao Anderson Darling p-valueGamma 0,510 0,229
Lognormal 0,601 0,111Exponential 1,320 0,048
Tabela 4.8: Teste de aderencia “goodness-of-fit”.

71
4.2.4 Modelo conceitual e computacional
O modelo conceitual considerado para o estudo de caso foi definido e delimitado pela area
de contexto apresentada no mapa de processo. Na Figura 4.7, pode-se observar a area de con-
texto extraıda do mapa de processo.
Figura 4.7: Modelo conceitual.
Na Figura 4.8, pode-se observar a area de contexto definida anteriormente no ambiente do
software simulador Witness onde cada componente tem uma funcao conforme descrito abaixo:
• CARROCERIAS: Entrada de unidades a serem pintadas;
• BANHOS DE PINTURA: Unidades pintadas;
• MONTAR CARROCERIA NA UBS: Montagem das unidades ao dispositivo de trans-
porte;
• SEGUNDA LEITURA DO CARIN: Sistema de leitura do CARIN (barcode);

72
• TRANSPORTE DA CARROCERIA NA UBS: Transportador para envio das unidades ate
o ultimo processo de pintura;
• ROBO DE APLICACAO EM SPRAY DE PVC: Sistema de aplicacao de PVC que repre-
senta a saıda do sistema;
• TRANSPORTE DE CARROCERIAS PRONTAS: Acumulo de unidades prontas;
• RETORNO DAS UBS VAZIAS: Retorno dos dispositivos vazios para a entrada do sis-
tema;
• CARREGAMENTO DAS UBS: Alimentacao do sistema com dispositivos para inıcio da
simulacao.
Figura 4.8: Modelo de Simulacao do estudo de caso.
Para simular a condicao atual (na qual e utilizada a tecnologia de codigo de barras) no
simulador Witness 2008, foram introduzidos os mesmos valores de metricas de desempenho de
manufatura (MPM) utilizados no modelo analıtico, apresentados na Tabela 4.3 e reescritos na
Tabela 4.9.
Manufatura Indices Sistema ProcessoTempo de Ciclo (min.) CT 1,12 1,12
Tempo Medio entre Falhas (min.) MTBF 1144,5 115,5Tempo de Reparo (min.) MTTR 1,47 0,88
Tabela 4.9: MPM modelo computacional da situacao atual.
O resultado da simulacao computacional da condicao atual indica uma capacidade de pro-
ducao do sistema de 4594 unidades por semana como se pode observar na Figura 4.9.
Na Tabela 4.10, observa-se os resultados do desempenho dos dois processos considerados
processos chave no sistema:
Os ındices de desempenho fornecidos sao:

73
Figura 4.9: Modelo de simulacao da condicao atual.
1. %Idle: Percentual de tempo de producao que o equipamento permaneceu aguardando
produtos;
2. %Busy: Percentual de tempo da producao que o equipamento permaneceu processando;
3. %Blocked: Percentual de tempo que o equipamento apos o seu processo, permaneceu
impossibilitado de enviar o produto processado adiante;
4. %Broken Down: Percentual de tempo que o equipamento permaneceu parado;
5. No Of Operations: Quantidade de unidades produzidas em uma semana.
SIMULACAO DA CONDICAO ATUAL – CODIGO DE BARRAS
Nome SEGUNDA LEITURA DO CARIN ROBO DE APLICACAO EMSPRAY DE PVC
%Idle 19,51 20,16%Busy 79,55 79,54
%Blocked 0,16 0,26%Broken Down 0,78 0,05No of Operations 4595 4594
Tabela 4.10: Resultado da simulacao na condicao atual.

74
Para simular a condicao futura (na qual e utilizada a tecnologia RFID) no simulador Witness
2008, foram introduzidas as mesmas metricas de desempenho de manufatura (MPM) utilizadas
no modelo analıtico, conforme se observa na Tabela 4.11. Neste caso, porem, com os valores
de MTBF e MTTR obtidos por meio da melhoria da oportunidade.
MPM para Metodo de Simulacao – Codigo de BarrasManufatura Indices Sistema Processo
Tempo de Ciclo (min.) CT 1,12 1,12Tempo Medio entre Falhas (min.) MTBF 1144,5 663,84
Tempo de Reparo (min.) MTTR 1,47 0,88
Tabela 4.11: MPM modelo computacional da situacao atual.
O resultado da simulacao computacional da condicao futura indica uma capacidade de
producao do sistema de 4599 unidades por semana, como se pode observar na Figura 4.10.
Figura 4.10: Modelo de simulacao da condicao futura.
Na Tabela 4.12, observa-se os resultados do desempenho do processo e do sistema.

75
SIMULACAO DA CONDICAO FUTURA – RFID
Nome SEGUNDA LEITURA DO CARIN ROBO DE APLICACAOEM SPRAY DE PVC
% Idle 20,23 20,07% Busy 79,65 79,63
% Blocked 0,00 0,25% Broken Down 0,12 0,05No of Operations 4600 4599
Tabela 4.12: Resultado da simulacao na condicao atual.
4.2.5 Analise dos resultados
A saıda do processo MONTAR CARROCERIA NA UBS necessita que duas condicoes de
entrada sejam verdadeiras (ha produto e ha dispositivo de transporte) para que a saıda tambem
o seja (produto no dispositivo de transporte).
Estas entradas sao especificamente: a chegada dos produtos provenientes dos banhos e a
chegada dos dispositivos que retornam atraves do transportador RETORNO DAS UBS VAZIAS.
Variacoes dos tempos de chegada destas duas entradas influenciam diretamente o processo de
leitura SEGUNDA LEITURA DO CARIN, que depende da saıda do processo MONTAR CAR-
ROCERIA NA UBS.
Estas variacoes sao aleatorias e nao podem ser representadas pelo metodo analıtico, que
simplesmente utiliza medias das MPM. Sem os dados aleatorios o metodo analıtico nao e capaz
de representar a dinamica do sistema.
No metodo analıtico, o desempenho do sistema sobe de 4586 para 4615 com a adocao da
tecnologia RFID, ou seja, de 29 unidades por semana. No metodo de simulacao sobe de 4594
para 4599 unidades por semana, ou seja, de apenas cinco unidades. No metodo analıtico, as
variacoes probabilısticas das MPM e as interacoes entre os dois principais processos analisados
em analise: processo de leitura SEGUNDA LEITURA DO CARIN onde ocorre a falha, e no
processo ROBO DE APLICACAO EM SPRAY DE PVC nao sao consideradas, o que justifica
estas diferencas.
Observa-se no metodo de simulacao de eventos discretos que os dados das variaveis alea-
torias, representadas por distribuicoes estatısticas, permitem representar com maior fidelidade
o comportamento real do SMF, visto que qualquer metrica que seja alterada em qualquer parte
do mesmo afetara o desempenho geral do sistema.

76
4.3 Consideracoes finais do capıtulo
Neste capıtulo, ferramentas para identificacao e analise de falhas sao aplicadas para o estudo
do sistema de manufatura, seguindo as fases da metodologia DMAIC: definir, medir, analisar e
realizar a melhoria (improvement).
Os criterios PQCE: produtividade, qualidade, confiabilidade e eficiencia, bem como suas
metricas, sao utilizadas para determinar o desempenho deste sistema. As fases definir, medir e
analisar identificam o problema no cenario atual, e a fase “realizar a melhoria” identifica uma
oportunidade de melhoria com a utilizacao da tecnologia RFID em um cenario futuro.
A simulacao de eventos discretos e realizada nos dois cenarios, atual e futuro, e seus re-
sultados de desempenho sao comparados aos resultados do metodo analıtico convencional para
validar o ganho desempenho do sistema com a integracao da tecnologia RFID.

77
5 CONSIDERACOES FINAIS
A tomada de decisao pela adocao da tecnologia RFID apenas com base nos ganhos de pro-
dutividade fornecidos pelo metodo analıtico seria equivocada, pois a quantidade real produzida
seria menor do que a assumida pela empresa, como por exemplo, para atender a uma nova
demanda de mercado ou um aumento de capacidade de producao irreal.
O resultado do ganho futuro com a adocao da tecnologia RFID apresentado pela simulacao
de eventos discretos, em comparacao com o processo atual, foi de cinco unidades a mais por
semana. Para a estrategia da empresa, resultados estimados de produtividade proximos aos reais
podem ser fundamentais para a tomada de decisao pela adocao ou nao da tecnologia.
O resultado obtido pelo aumento de capacidade de producao com a nova tecnologia pode
nao justificar o investimento financeiro necessario para sua adocao caso o lucro por unidade
produzida seja baixo. Outro fator que deve ser considerado na tomada de decisao e o perıodo
para o retorno do investimento. O perıodo de retorno financeiro pode ser tao longo que a adocao
da tecnologia RFID nao seja atraente para a empresa. Pode ser observado no estudo de caso
oportunidade de reducao nos investimentos para a adocao da ao se instalar a etiqueta RFID ao
meio de transporte e nao ao produto. Adicionar uma etiqueta ao produto representa aumentar
o custo do mesmo permanentemente. Em um produto de baixo custo, ao se acrescentar uma
etiqueta RFID, seu custo pode elevar-se de tal forma a nao ser mais competitivo no mercado,
visto que, atualmente uma etiqueta etiqueta RFID tem um custo superior ao de uma etiqueta de
codigo de barras.
A simulacao de eventos discretos e uma ferramenta de confiabilidade para auxılio na tomada
de decisao para a adocao da tecnologia RFID em um sistema de manufatura. O metodo de
simulacao exige um detalhamento maior do funcionamento geral do sistema o que traz o bene-
fıcio da descoberta de novas oportunidades de melhoria em outros pontos do sistema que nao
poderiam ser visualizados pelo metodo analıtico.
Quanto a sugestoes para o desenvovimento de trabalhos futuros, propoem-se:
• Desenvolvimento de uma proposta de metodologia semelhante para tomada de decisao

78
pela implementacao de novas tecnologias;
• Aplicar a simulacao de eventos discretos em um sistema de manufatura para determi-
nar o ganho de produtividade decorrente da descentralizacao da informacao obtida pela
implementacao da tecnologia RFID.

79
ANEXO A -- CODIGOS BIDIMENSIONAIS 2-D
Na Figura A.1, observam-se outros codigos de barras que podem ser encontrados facilmente
em diversas areas.
Figura A.1: Outros codigos populares e suas areas de aplicacao [3].
Diferente do codigo de barras linear, que representa informacoes somente em uma unica
direcao, os bidimensionais ou 2-D contem informacoes nas dias direcoes, horizontal e vertical.
Na Figura A.2, encontram-se dois exemplos de codigos bidimensionais, o Data Matrix e o
MaxiCode. O Data Matrix e uma simbologia bidimensional de matriz contendo quadrados

80
escuros e claros como dados. Existe um padrao chamado de finder pattern formado por duas
linhas contınuas em “L” e duas linhas alternadas em escuras e claras no perımetro do sımbolo.
O finder pattern tem a funcao de localizar e orientar o sımbolo 2-D durante a etapa de leitura.
Um dispositivo de imagem bidimensional, como uma camera CCD (Charge Couple Device), e
necessario para a sua leitura. O Data Matrix e utilizado para aplicacoes de itens de pequenas
dimensoes e pode ser impresso por uma variedade de tecnologias de impressao.
O MaxiCode e uma simbologia bidimensional contendo um numero fixo de escuros e claros
modulos hexagonais. O sımbolo e especificado para ser de tamanho fixo. O MaxiCode tem seu
finder pattern chamado de “olho de boi” no centro do sımbolo e tambem necessita de uma
camera CCD para sua leitura. O MaxiCode e utilizado principalmente para codificacao de
informacoes especificas sobre do produto, cliente e seu endereco para entrega. Sua simbologia
permite uma maior confiabilidade na leitura em caso de danos na superfıcie da etiqueta e em
esteiras que transportam o produto em alta velocidade.
Figura A.2: Codigos Bidimensionais [3].
As principais caracterısticas dos codigos bidimensionais sao:
• Alta capacidade de armazenamento de informacoes: comparado ao codigo de barras e
capaz de armazenar ate 100 vezes mais informacoes;
• Tamanho reduzido: amplamente utilizado para identificacao de pequenos componentes;
• Redundancia: possuem a mesma informacao em varios pontos da sua superfıcie para
diminuir problemas de leitura causados por danos a mesma;
• Impressao direta na superfıcie do objeto: podem ser feitas em metais vidros ceramicos
entre outros materiais;

81
• Seguranca: permite possibilidade de leitura quanto a posicao de rotacao e pode gravar
textos criptograficos;
• Rastreamento pos-venda: permite gravacoes de todas as informacoes sobre o processo
de fabricacao no proprio produto, como por exemplo, se o produto retornar por alguma
falha e possıvel verificar todo o historico de fabricacao da mesma e detectar exatamente
em que fase da producao ocorreu o erro.

82
ANEXO B -- PADRAO EPCGLOBAL
O EPCglobal e o novo conjunto de Normas Globais do Sistema GS1, que combina a tec-
nologia de RFID com as infraestruturas de redes de comunicacao existentes e com o Codigo
Eletronico do Produto (EPC, Electronic Product Code), para identificar e localizar de forma
imediata e automatica um item ao longo das cadeias de valor. Em outras palavras, o EPCglobal
atraves da EPCTM Network permite a integracao do EPCTM, da RFID tais como:
• Dispositivos denominados por etiquetas RFID ou transponders;
• Leitores (Antena Emissora e Receptora com Transreceptores);
• Servidores de Ligacao;
• Hardware Intermedio;
• Software de Aplicacao.
A sigla EPCTM significa Codigo Eletronico de Produto, que nada mais e do que um codigo
numerico ou alfanumerico GS1 que, ao inves de se fazer transportar num Codigo de Barras
GS1, passa a faze-lo numa etiqueta RFID. A diferenca principal entre o codigo de barras GS1 e
a etiqueta inteligente EPCTM esta no fato de que os codigos de barras identificam apenas grupos
de itens GTIN (Global Trade Item Number), enquanto que a etiqueta EPCTM alem de identificar
os grupos de itens, contem um numero de serie unico para cada item, como se pode observar na
Figura B.1.
A EPCglobal tambem estabelece classes para as etiquetas RFID com a seguinte denominacao:
• Classe 0: apenas passiva de leitura;
• Classe 0+: passiva grava uma vez mas usando protocolos da Classe 0;
• Classe I: passiva grava uma vez;

83
• Classe II: passiva, grava uma vez com extras, tal como criptografia;
• Classe III: regravavel, semi passiva com bateria, comunicacao com energia do leitor;
• Classe IV: regravavel, ativas, etiquetas nos dois sentidos que podem se comunicar com
outras etiquetas energizando suas proprias comunicacoes;
• Classe V: podem energizar e ler etiquetas das Classes I, II, III, IV e V, assim como operar
como etiquetas da Classe IV.
Figura B.1: Padrao EPCglobal para identificacao RFID.

84
ANEXO C -- METRICAS PARA PCQE NO NIVEL DEPROCESSO
Baseado na natureza das aplicacoes industriais, uma medida ou mais que uma medida pode
ser utilizada para representar cada criterio PQCE conforme a Tabela C.1 abaixo.
PQCE Medida Metricas de ManufaturaProducao Projetada Taxa Bruta (GR)
(Design Throughput) (Gross Rate)Capacidade do Processo Capacidade Autonoma (SAC)
Produtividade (Process Capability) (Standalone Capability)(Productivity) Producao Atual Capacidade Lıquida do Processo (LPC)
(Actual Throughput) (Linked Process Capability)Gargalos Nıvel de Restricao (CL)
(Bottleneck) (Constrain Level)Qualidade Qualidade em Conformidade Taxa de Qualidade (QR)(Quality) (Quality Conformance) (Quality Rate)Confianca Tempo Produtivo Disponibilidade Autonoma (SAA)
(Reliability) (Process Uptime) (Standalone Availability)Eficiencia do Processo Desempenho da Eficiencia (PE)
Eficacia (Process Efficiency) (Performance Efficiency)(Effectiveness) Eficacia do Processo Eficacia Total do Processo (OPE)
(Process Effectiveness) (Overall Process Effectiveness)
Tabela C.1: Medidas e MPMs para criterios PQCE no nıvel de processo [11].
Formulas e os ındices definidos para cada MPM correspondente ao PQCE ao nıvel de pro-
cesso de Manufatura sao apresentados na Tabela C.2.
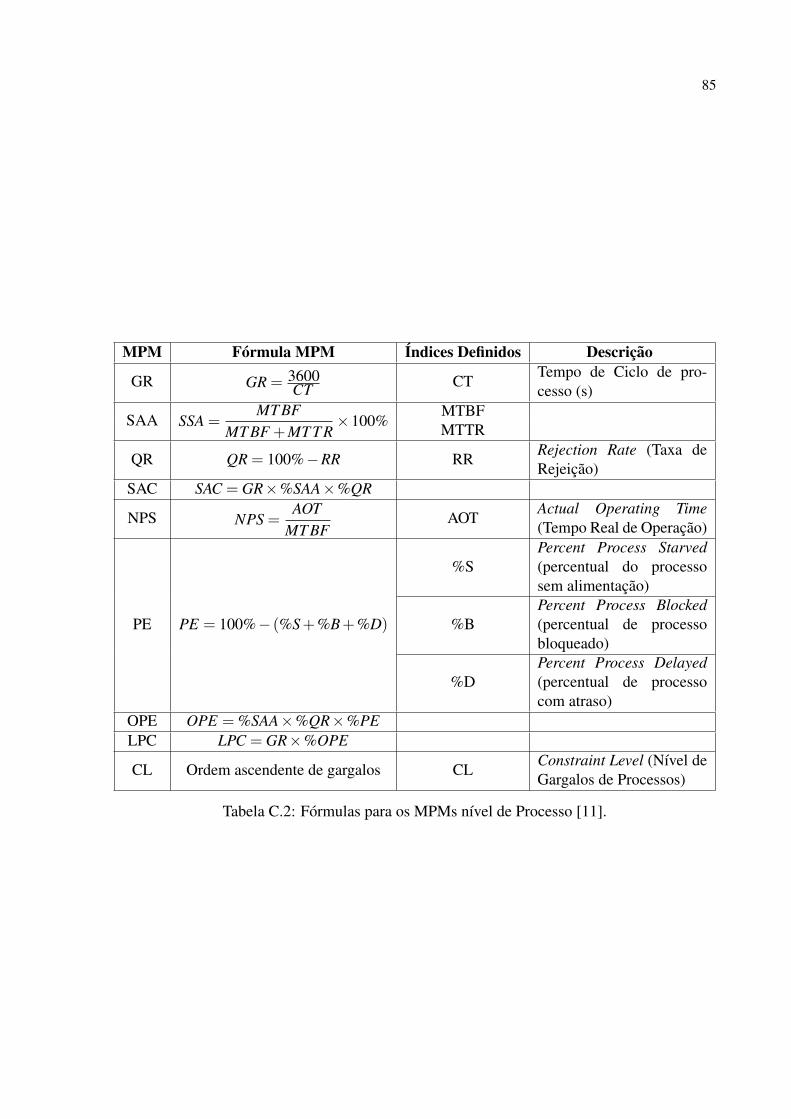
85
MPM Formula MPM Indices Definidos Descricao
GR GR = 3600CT CT
Tempo de Ciclo de pro-cesso (s)
SAA SSA =MT BF
MT BF +MT T R×100%
MTBFMTTR
QR QR = 100%−RR RRRejection Rate (Taxa deRejeicao)
SAC SAC = GR×%SAA×%QR
NPS NPS =AOT
MT BFAOT
Actual Operating Time(Tempo Real de Operacao)
PE PE = 100%− (%S+%B+%D)
%SPercent Process Starved(percentual do processosem alimentacao)
%BPercent Process Blocked(percentual de processobloqueado)
%DPercent Process Delayed(percentual de processocom atraso)
OPE OPE = %SAA×%QR×%PELPC LPC = GR×%OPE
CL Ordem ascendente de gargalos CLConstraint Level (Nıvel deGargalos de Processos)
Tabela C.2: Formulas para os MPMs nıvel de Processo [11].

86
ANEXO D -- METODO PARA ANALISE DE OUTLIERS
Segundo Chwif e Medina [12], um dos metodos mais utilizados e a construcao de um
intervalo com os quartis da amostra que sao obtidos a partir da ordenacao dos valores da amostra
no sentido maior para o menor em partes iguais. O primeiro quartil (Q1) corresponde a 25%
das observacoes a esquerda da amostra, quartil (Q2) corresponde a 50% das observacoes da
amostras a esquerda e o quartil (Q3) corresponde a 75% das observacoes a sua esquerda.
A amplitude inter-quartil chamada de “A” e a diferenca entre o quartil Q3 e Q1, onde
considera-se um valor discrepante ou outlier moderado qualquer valor da amostra que esteja
de abaixo de Q1 -1,5*A ou acima de Q3 +1,5*A . Da mesma maneira e considerado um valor
discrepante ou outlier extremo qualquer valor da amostra que esteja abaixo de Q1 – 3*A ou
acima de Q3 + 3*A.
Pacotes de softwares estatısticos, tal como o Minitab, podem calcular os outliers e repre-
senta-los por meio de um grafico no formato Box-plot como se pode observar na Figura D.1.
Os pontos representados por “*” indicam valores definidos como outliers.
Figura D.1: Grafico Boxplot para determinacao dos outliers [12].

87
ANEXO E -- METODO DE INFERENCIA PARAIDENTIFICAR UMA DISTRIBUICAO DEPROBABILIDADE
Um metodo e construir um histograma dividindo os dados em classes como se ve no exem-
plo da Figura E.1. A amostra no exemplo tem valores que variam de 0 a 43 que poderiam ser
segundos, minutos, horas ou numero de clientes que estivessem chegando a um estabelecimento
comercial.
Um metodo para encontrar a quantidade de grupos para a construcao e utilizar a formula de
Sturges (Equacao E.1):
K = 1+3,3log(10n) (E.1)
onde: K= no de grupos e n = no de observacoes.
Como o numero de observacoes, no exemplo, e igual a 199, entao K = 8,59 grupos, ou seja
K e aproximadamente igual a 9. Para que a amostra seja dividida em 9, utilizamos a seguinte
formula: h = Amplitude da amostra / K ou seja, 43 divididos por 9, entao h = 4,8. As colunas
amarelas no histograma representam os grupos nos intervalos compreendidos entre : ≤ 4,8; 4,8
- 9,6; 9,6 - 14,3; 14,3 - 19,1; 19,1 - 23,9; 23,9 - 28,7; 28,7 - 33,4; 33,4 - 38,2; > 38,2.
Pode se observar na Figura E.1 que a distribuicao da populacao representada pelo his-
tograma comporta-se de forma semelhante a uma curva de distribuicao exponencial. O metodo
para verificar o quanto esta curva e semelhante e chamado de teste de aderencia e comprova
se a distribuicao exponencial e estatisticamente adequada para representar a populacao (dados
coletados).

88
Figura E.1: Curva de distribuicao equivalente [12].

89
REFERENCIAS BIBLIOGRAFICAS
1 SENAI CIMATEC. Tecnologia de Fabricacao. 2008. Apostila Curso de Mestrado emGestao e Tecnologia Industrial.
2 NARSING, A. RFID and Supply Chain Management: An Assessment of Its Economic,Technical and Productive Viability in Global Operations. The Journal of Applied BusinessResearch, v. 21, n. 2, 2005.
3 DOBKIN, D. The RF in RFID. [S.l.]: Newnes, 2008.
4 SWEENEY, P. J. RFID for Dummies. [S.l.]: Wiley Publishing, Inc, 2005.
5 FINKENZELLER, K. RFID Handbook: Fundamentals and Applications in ContactlessSmart Cards and Identification. [S.l.]: Wiley, 2003.
6 COUTO, C. Identificacao por radiofrequencia. Universidade do Minho, 2003. Disponıvelem: <http://www.dei.isep.ipp.pt/∼qtdei/RFID 300403.pdf>.
7 GUNTHER, O. P. RFID in Manufacturing. [S.l.]: Springer, 2008.
8 HUA, J. et al. The Design of Manufacturing Execution System Based On RFID. In:Workshop on Power Electronics and Intelligent Transportation System. [S.l.: s.n.], 2008.
9 DATALOGIC AUTOMATION SRL. Datalogic Automation fits the Billfor Toyota - South Africa. Acessado em Setembro de 2010. Disponıvel em:<http://www.automation.datalogic.com/>.
10 UNICAMP, Universidade Estadual de Campinas. Palestra de Gestao de Processos.Acessado em Setembro 2010. Disponıvel em: <http://www.prdu.rei.unicamp.br/>.
11 AL-AOMAR, R. A Methodology for Determining Process and System-LevelManufacturing Performance Metrics. In: SAE Powertrain & Fluid Systems Conference. [s.n.],2002. Disponıvel em: <http://www.sae.org/technical/papers/2002-01-2900>.
12 CHWIF, L.; MEDINA, A. Modelagem e Simulacao de Eventos Discretos. [S.l.]: Editorados Autores, 2006.
13 VERTEX 42. Fishbone Diagram. Disponıvel em:<http://www.vertex42.com/Links/go.php?urlid=file-Fishbone>.
14 BHUPTANI, M.; MORADPOUR, S. RFID – Implementando o Sistema de Identificacaopor Radiofrequencia. Sao Paulo: Instituto IMAM, 2005. 17-69 p.
15 SANTOS, A. B. Modelo de Referencia para Estruturar o Programa Seis Sigma: Propostae Avaliacao. Dissertacao (Mestrado) — Universidade Federal de Sao Carlos, Sao Carlos - SP,Brasil, 2006. Tese de Doutorado.
90
16 TEXAS INSTRUMENTS. Quality & Lead (Pb)-Free Data - TRF-7960. Acessado emSetembro 2010. Disponıvel em: <http://focus.ti.com/docs/prod/folders/print/trf7960.html>.
17 WAKIL, S. D. E. Process and Design for Manufacturing. 2a.. ed. [S.l.]: PWS, 1998.
18 GLOVER, B.; BHATT, H. Fundamentos de RFID. [S.l.]: Alta Books, 2007.
19 HITOMI, K. Manufacturing Systems Engineering: A unified approach to manufacturingtechnology, production management, and economics. 2a.. ed. [S.l.]: Taylor & Francis, 996.
20 GROOVER, M. P. Automation, production system, and computer-integratedmanufacturing. [S.l.]: Prentice-Hall, 2001.
21 KUNDE, W. G. Novo conceito de producao – Manufatura Agil. Gestaoda Producao e Qualidade. Acessado em Janeiro de 2011. Disponıvel em:<http://portal.pr.sebrae.com.br/blogs/posts/gestaoproducao?c=922>.
22 GIANESI, I. G. N.; CAON, M.; CORREA, H. L. Planejamento, Programacao e Controleda Producao MRP II/ERP Conceitos, Uso e Implementacao. [S.l.]: Atlas, 2007.
23 BAUDIN, M.; RAO, A. RFID Applications in Manufacturing. [S.l.], 2005.
24 RANDY, F. Using RFID for Industrial Applications. Disponıvel em:<http://www.designnews.com>.
25 SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administracao de Producao. [S.l.]: Atlas,2007.
26 ROTONDARO, R. Seis Sigma: estrategia para melhoria de processos, produtos eservicos. [S.l.]: Atlas, 2002.
27 HARREL, C. R. Simulacao otimizando os sistemas. [S.l.]: Instituto IMAM, 2002.
28 RAGO, S. Atualidades na Gestao da Manufatura. [S.l.]: Instituto IMAM, 2003.
29 GS1 AISBL International Association. Bar Code Types. Acessado em Setembro 2010.Disponıvel em: <http://www.gs1.org/barcodes/technical>.
30 GS1 Portugal Produtos e Solucoes. Normas Globais para RFID. Acessado em Setembro2010. Disponıvel em: <http://www.gs1pt.org/produtos solucoes/epcglobal/epcglobal.htm>.
31 MINITAB R© Release 14 Statistical Software). c© 1972 - 2005 Minitab Inc.
32 WITNESS Professional Process Simulation Software. c© 2008 Lanner Group Inc.
33 AIMGLOBAL. Bar Code Linear. Acessado em Setembro 2010. Disponıvel em:<http://www.aimglobal.org/technologies/barcode/>.
34 INSTITUTO UNIVERSITARIO DE LISBOA. Diagrama de espinhade peixe (Ishikawa). Acessado em: 23 de set. 2010. Disponıvel em:<http://cadeiras.iscte.pt/PTecIII/Docs/Ishikawa.PDF>.

91
APENDICE A -- TRABALHOS PUBLICADOS
Simulacao discreta como auxılio a tomada de decisao na integracao da tecnologia de identificacao
RFID.
M. R. Petrilli. Anais e apresentacao oral no Congresso Nacional de Engenharia Mecanica
(CONEM2010), Campina Grande, Brasil, agosto de 2010.





























