-
8/9/2019 Mce04009 Caixilharias de Aluminio
1/22
-
8/9/2019 Mce04009 Caixilharias de Aluminio
2/22
2
Para melhorar certas propriedades do alumnio, ele misturado com
outros metais criandoligas metlicas que fornecem amplas combinaes
de resistncia mecnica, ductilidade,condutividade elctrica e
resistncia corroso. Como bvio, em cada uma das ligasmetlicas no se
podem combinar as propriedades ptimas para cada aplicao
sendoportanto necessrio conhecer as vantagens e limitaes de cada
liga para poder fazer a melhorseleco.
2.2. Processo de Obteno do Alumnio
O processo de obteno do alumnio consiste basicamente na extraco
da alumina a partir dabauxite a qual posteriormente transformada em
alumnio por processo de reduo.Durante este processo ocorrem uma
srie de reaces qumicas. A prpria bauxite minriodo qual se extrai a
alumina e o alumnio formada por reaco qumica natural, causada
pelainfiltrao de gua em rochas alcalinas que entram assim em
decomposio e adquirem umanova constituio qumica. A bauxite
encontra-se prxima da superfcie, numa camada deespessura mdia de
4,5 metros, o que possibilita a sua extraco a cu aberto com a
utilizaode retro escavadoras. Depois de extrada, a bauxite
transportada para a fbrica, onde chegano seu estado natural, com
impurezas que precisam ser eliminadas. A bauxite moda emisturada em
soluo de soda custica que se transforma em pasta. Aquecida sobre
presso eaps receber nova adio de soda custica, esta pasta
dissolve-se formando uma soluo quepassa, em seguida, por processos
de sedimentao e filtragem que eliminam todas as
impurezas. A alumina contida na soluo precipita-se atravs do
processo chamado de"cristalizao por semente".Esse material
cristalizado necessita apenas ser lavado e seco atravs de
aquecimento paraque tenhamos o primeiro produto do processo de
produo de alumnio: a alumina, um pbranco e refinado de consistncia
semelhante ao acar. Em seguida necessrio retirar toda a gua que faz
parte da composio da alumina. Oalumnio , em seguida, obtido atravs
da alumina por reduo do oxignio fazendo passarpela alumina corrente
elctrica, operao que decorre em grandes fornos chamados cubas.
passagem de corrente a alumina precipita para o fundo do forno
sendo aspirada por sifes quetransportam material lquido e quente
para ser purificado e tratado de acordo com a
utilizaoprevista.Ainda em estado lquido, o alumnio colocado em
moldes e sujeito a arrefecimento atsolidificar sobre a forma de
biletes. Estes tomam a forma necessria para a produo dediferentes
objectos, de acordo com as possveis aplicaes do material.
-
8/9/2019 Mce04009 Caixilharias de Aluminio
3/22
3
2.3. Processo de Obteno dos Perfis
Os biletes de alumnio so encaminhados para uma prensa onde lhes
aplicada uma foramuito elevada. So ento aquecidos at
aproximadamente 450C tornando-se assimmaleveis. Em seguida, so
empurrados contra um bloco furado de ao, amatriz, at passagem do
material para o outro lado, processo que recebe o nome deextruso .
nestafase que decorre o processo denominado por tmpera ao ar
consolidando-se a massa assimobtida, operfil . Aps a obteno dos
perfis eles passam por outras fases de tratamento sendoas mais
importantes oesticamento e o endurecimento .O esticamento um
processo a frio e permite um aumento de comprimento de cerca de
2%no qual se efectuam eventuais correces nos casos em que os perfis
tenham ficado torcidosna fase de extruso.
O endurecimento levado a cabo em forno aquecido temperatura de
180C durante umperodo de tempo de cerca de 4 horas, num processo de
envelhecimento acelerado econtrolado.
2.4. Tratamentos de Superfcie
Uma das mais importantes fases no processo de fabrico de perfis
de alumnio destinados produo de caixilharias a do tratamento da
superfcie, uma vez que permite obter uma gamade produtos diferentes
dentro dos caixilhos de alumnio e garantir ao material uma
camadaprotectora face aos agentes de degradao a que estar exposto
ao longo da sua vida til.Tendo o alumnio considerveis vantagens
sobre quase todos os outros metais necessrioum bom tratamento
superficial para poder usufruir desses benefcios.Os procedimentos
habituais para melhorar a resistncia corroso do alumnio e mesmo a
suaaparncia so semelhantes aos aplicveis aos outros metais, e so
eles tratamentosmecnicos, como o polimento, tratamentos qumicos
para limpar a superfcie, aplicaes depintura, e tratamentos
electroqumicos, que produzem um aumento artificial da espessura
dacapa de xido, conhecidos normalmente comoanodizao .
2.4.1. Tratamento Trmico
O tratamento trmico aplicado em ligas de alumnio um tratamento
em soluo destinado aaumentar a resistncia trmica e endurecer as
ligas. Este procedimento engloba as fases deaquecimento,
estabilizao, eliminao de tenses e homogeneizao.O tratamento trmico
em soluo consiste assim em aquecer o metal o mais
rapidamentepossvel a uma determinada temperatura, mantendo-o a essa
temperatura por um tempoespecificado, processando-se depois o
arrefecimento de forma rpida. O tempo a que o
material mantido temperatura para o tratamento trmico calcula-se
a partir do primeiro
-
8/9/2019 Mce04009 Caixilharias de Aluminio
4/22
4
instante em que a parte mais fria da carga adquire o limite
inferior da temperatura permitida.Para seces delgadas, tubos e
lminas, esse tempo corresponde ao tempo que o forno requerpara
recuperar a temperatura. Para seces grossas, o tempo deve
determinar-se medianteexperimentao usando pirmetros colocados no
centro das placas de alumnio com a mesmaespessura que a seco mais
grossa. O arrefecimento mais adequado por imerso total numtanque de
gua limpa a uma temperatura recomendada.
2.4.2. Anodizao
A anodizao um processo cientfico de oxidao. Baseia-se no
tratamento electroqumicodos perfis com o objectivo de criar
artificialmente uma capa de alumina (xido de alumnio),homognea e de
espessura varivel (entre 10 e 25 m). Esta capa de dureza
aprecivel,
depois de tratada, torna-se impenetrvel maior parte dos agentes
qumicos, ao ar e gua.Numa primeira fase os perfis passam por um
banho de desengorduramento da superfcie aoqual se segue o
tratamento de anodizao propriamente dito por passagem em banho de
cidosulfrico. A camada criada pela anodizao tem uma estrutura
bastante porosa atravs da qual possvel colorar o alumnio anodizado,
atravs de corantes inorgnicos (sais metlicos).Na colorao inorgnica
electroltica, o sal metlico atrado para o fundo dos
poros,oferecendo maior solidez luz e resistncia abraso. Esta tcnica
confere ao alumnio coresestveis, mesmo quando empregado em situaes
onde os agentes de oxidao externos sorigorosos, como nos casos de
cidades no litoral, ambientes industriais ou quando submetido
aagressivas intempries. As cores variam de acordo com a quantidade
de sal empregado.Em seguida os perfis so emersos numa tina com gua
a ferver onde durante um perodo detempo sensivelmente igual ao da
anodizao feita a selagem dos poros, numa operaodenominada por
colmatagem . A selagem dos poros ocorre pela hidratao da alumina,
queimpede a penetrao da corroso atmosfrica uma vez que se obtm uma
camada comespessura na faixa de 10 a 15 .Relativamente a texturas e
acabamentos podemos modificar a superfcie metlica atravs
dosprocessos de acetinagem (aspecto mate), escovamento (aspecto
riscado) ou polimento
(aspecto brilhante). Deste modo obtm-se diferentes graus de
rugosidade da superfcie ediferentes efeitos de acabamentos
visuais.A norma NF P24 351 indica valores para a espessura da
anodizao de acordo com aatmosfera a que o caixilho est exposto.
Assim, para as atmosferas urbanas, industriais oumistas, deve
reter-se uma espessura mdia de 15 , enquanto que para atmosferas
mistas,deve reter-se uma espessura mdia de 20 .
-
8/9/2019 Mce04009 Caixilharias de Aluminio
5/22
5
2.4.3. Lacagem
O processo de tratamento da superfcie mais recente,a lacagem ,
consiste na aplicao emestufa de uma tinta em p (polmero base de
polister) que pode ser termoplstica outermoendurecvel. A aplicao da
tinta feita por projeco electrosttica seguindo depois osperfis para
a estufa de polimerizao onde o p vai fluir at fazer um filme
contnuo e uniforme.ALacagem permite um leque alargado de cores e
texturas e as opes de acabamento usadaspermitem obter lacados do
tipo brilhante, metalizado, texturado com efeito madeira
entreoutros.A pintura a p apresenta boa resistncia luz solar e
recomendada sempre que se exijamaior proteco contra raios
ultravioleta. As tintas a p so aplicadas ao alumnio pelo
sistemaelectroltico. O processo inicia-se com uma sequncia de
pr-tratamento em banho de imerso,
seguido de secagem e aplicao do p em cabines por pistolas
automticas, sendo o alumniotransportado at a estufa (tipo magazine)
com tempo e temperatura pr-determinados. Nesteprocesso obtm-se
espessuras na faixa de 45 a 110 .
2.5. Tratamentos de Superfcie para Janelas em Ao
No caso das janelas em ao a proteco consiste em, sobre a
superfcie do ao, dispor zincofundido, depois de a superfcie ter
sido submetida a diversas operaes como a projeco delimalha, projeco
de areia, decapagem qumica entre outros.Os perfis podem ser
utilizados com ou sem pintura de acabamento. Nos casos de pintura
semacabamentos existem procedimentos como a metalizao pistola ou a
imerso em zincofundido a quente. Nos casos em que o tratamento de
superfcie comporta uma pintura deacabamento aplicada em fbrica essa
pintura pode ser de acabamento por termolacagem oupintura lquida
com secagem ao ar.Para restabelecer revestimentos danificados o
tratamento a aplicar deve ser a metalizao pistola ou a aplicao de
uma pintura rica em zinco.
3. PROPRIEDADES DOS CAIXILHOS EM ALUMNIO
O uso de caixilhos de alumnio na construo tem vindo a aumentar
devido s vantagens nasua utilizao. Apresenta um perodo de vida til
longo sem grandes necessidades demanuteno, a razo entre a sua
resistncia e o seu peso muito elevada minimizando ascargas
introduzidas na estrutura do edifcio e facilitando operaes de
transporte, manuseio emontagem. Por outro lado o material permite
uma grande flexibilidade de design, quer porque oprocesso de
extruso permite obter uma vasta gama de perfis e formas diferente,
quer porqueos tratamentos de superfcie permitem obter um vasto
conjunto de acabamentos diferentes.
-
8/9/2019 Mce04009 Caixilharias de Aluminio
6/22
6
A principal limitao sua aplicao reside no facto de o alumnio ser
um bom condutor decalor, dificuldade que pode ser ultrapassada pelo
uso de barreiras trmicas em materiaisisolantes, permitindo assim
seja usado para produzir caixilharias com elevado grau deisolamento
trmico.
3.1. Exigncias de Desempenho
As exigncias de desempenho aplicveis aos caixilhos de alumnio so
as correntementeaplicveis a janelas de qualquer outro material.
Atendendo s caractersticas particulares domaterial, algumas destas
exigncias assumem particular relevncia para este material como
asexigncias de desempenho trmico, exigncias de estanquidade gua e
exigncias dedurabilidade e manuteno. Em seguida analisar-se- o
desempenho deste material perante
estas exigncias bem como as disposies a cumprir para assegurar o
satisfatriocumprimento das mesmas.
3.1.1. Desempenho Trmico
Tal como a maioria dos metais e ligas metlicas, o alumnio um bom
condutor de calor, oque, em aplicaes como caixilharias,
prejudicial. Isto levou ao aparecimento de um tipoespecial de
caixilhos, os caixilhos com vedao trmica. Os caixilhos de alumnio
termicamentemelhorados so constitudos por dois semi-perfis de
alumnio, um interior e outro exterior,
unidos continuamente por duas peas de baixa condutibilidade,
designada peas de cortetrmico. A ligao mecnica entre os perfis de
alumnio e as peas de corte trmico efectuada pelo processo mecnico
do abocardamento. Os perfis do sistema podem seranodizados ou
termolacados, antes ou depois da operao de abocardamento.Na extruso
das peas de corte trmico os sistemas certificados em Portugal
utilizamusualmente um polmero com base em poliamida 6.6 reforada
com fibra de vidro.O seguinte quadro rene as exigncias de
resistncia mecnica a cumprir pelos perfis dealumnio termicamente
melhorados e respectivos mtodos de ensaio.
Caractersticas Unidade Mtodo de Ensaio Exigncias
Resistncia traco N/mm
Resistncia ao corte N/mm
Constante de elasticidade N/mm2
Guide Technique pourlagrment ds fentres
avec profils metalliques performances thermique
amliores
-
8/9/2019 Mce04009 Caixilharias de Aluminio
7/22
7
Tambm as peas de corte trmico devem cumprir alguns
requisitos:
Caractersticas Unidade Mtodo de Ensaio Exigncias
Temperatura doponto de fuso C ISSO 3146 MtodoC 250 5
Determinao do teorde fibra de vidro % NP2216 25 3
Curvatermogravimtrica -
Anlisetermogravimtrica
Curva correspondente do polmero poliamida
6.6
3.1.2. Estanquidade gua
Uma das caractersticas de desempenho mais difceis de assegurar
no caso das janelas dealumnio a estanquidade gua, para isso
necessrio que o mtodo de vedao sejaeficaz.No caso de janelas de
abrir aconselhvel a utilizao de uma s linha de vedao nobatente
interior. Entre o perfil fixo e mvel existe um espao que serve como
cmara dedescompresso e que onde a presso deve ser igual presso
exterior. Para se conseguiresta igualdade de presses de forma que a
gua no seja empurrada para o interior por efeitoda presso, deve
existir uma passagem franca de ar do exterior para a cmara
dedescompresso. Nos casos correntes aconselha-se que a distncia
desta abertura sejasuperior a 3mm. A distncia entre perfis na zona
de colocao do vedante funo do mesmoe deve ser tal que lhe permita
manter a eficcia at mxima presso a que se pretenda que a janela
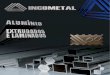
seja estanque.As seguintes figuras mostram diferentes situaes de
como pode ser realizada a concordnciaentre as peas fixa e mvel de
uma janela de batente, de forma a assegurar a eficaz drenagemda
gua.
Fig. 1 Tipos de concordncias entre peas fixas e mveis de janelas
de abrir
Relativamente aos perfis horizontais inferiores este tipo de
vedao permite que a gua seinfiltre na chamada cmara de
descompresso. O perfil horizontal recebe esta gua e tambma
proveniente dos perfis verticais. Para evitar a entrada da gua
atravs da junta da faceexterior utiliza-se um perfil complementar
dito pingadeira que evita a penetrao directa das
-
8/9/2019 Mce04009 Caixilharias de Aluminio
8/22
8
gotas e a infiltrao por gravidade. A pingadeira deve cobrir a
junta da forma mais eficazpossvel e deve ter a forma indicada na
figura, de modo a impedir quea gua, impelida pelo vento, possa
contornar a extermidade e deslocar-se em direco juntapela face
inferior da pingadeira.
Fig. 2 Corte de um perfil em zona de peitoril
Complementarmente a esta pingadeira o parapeito desempenha a
funo conduzir para oexterior as guas que at ele chegam. Ele pode
ser saliente ou no, podendo tomar as formasa seguir descritas,
devendo prever-se a existncia de uma reentrncia que permita afastar
agua da superfcie, fazendo-a pingar.
Fig. 3 Exemplos de peitoris, salientes ou no
Para evitar que qualquer infiltrao molhe o perfil de vedao a
parte superior do peitoril deve
formar uma calha de recolha. O perfil deve conter dois rasgos
para escoamento vertical dagua. Estes rasgos devem estar situados
junto a cada canto da unio com os montantes, deforma a dar sada
imediata gua que caia dos elementos verticais. Os rasgos devem
existir atoda a largura do parapeito e devem ter como base furos de
dimetro 8 mm. As infiltraesescoadas para o interior de perfil
tubular do parapeito sero rejeitadas para o exterior atravsde
rasgos existentes nas extremidades da base deste perfil. Deve ser
excluda a possibilidadede a gua contida no interior do perfil
horizontal entrar em contacto com o reboco doenquadramento do vo,
provocando infiltraes na alvenaria. Por isso, este perfil deve
serfechado nas extremidades por meio de tampas plsticas encaixadas
presso e vedadas commstique.
-
8/9/2019 Mce04009 Caixilharias de Aluminio
9/22
9
Fig. 4 Exemplo de drenagem de perfil localizado em zona de
peitoril
Por vezes no peitoril utiliza-se um perfil aberto e no tubular.
Neste caso as infiltraes nopodero ser escoadas para baixo, uma vez
que este caminho levaria a gua ao contacto comas zonas do peitoril
onde existem furos para fixao da janela o que implicaria
possveis
infiltraes para o interior da alvenaria. Os rasgos sero neste
caso abertos para a frente da janela e a, ou as nervuras da calha
de recolha de gua, a existirem, sero rasgadas de forma apermitir a
comunicao de toda a largura da superfcie do parapeito com os rasgos
deescoamento.Relativamente aos montantes, no necessrio cumprir
quaisquer requisitos dimensionaisespecficos, devendo apresentar uma
configurao semelhante da figura.
Fig. 5 Cortes em perfis verticais
Estas disposies so igualmente aplicveis aos perfis da zona do
batente com a variao dese tratarem de dois perfis mveis. No caso
particular de janelas de duas folhas existem
necessariamente duas descontinuidades na vedao ao ar, nos
remates superior e inferior da junta vertical central. necessrio
que por estas juntas no se infiltre grande caudal de ar,caso
contrrio verificar-se- infiltrao de gua nessas zonas. O perfil do
peitoril deve assimpossuir trs rasgos para escoamento, com um rasgo
central adicional para escoar a guainfiltrada entre as duas
folhas.Para alm das guas de infiltrao necessrio assegurar tambm a
recuperao das guasde condensao. As janelas devem, por esse motivo,
comportar sobre toda a sua largura umatravessa de apoio de peitoril
que para alm de garantir a recuperao das guas permita aeficaz
evacuao at ao exterior destas guas de infiltrao, impedindo que elas
possamcaminhar em direco ao interior, pelos dispositivos de fixao,
por exemplo.
-
8/9/2019 Mce04009 Caixilharias de Aluminio
10/22
10
No caso das janelas de correr os vedantes correntemente
utilizados so de pelcia. Nas juntas horizontais superiores
relativamente fcil evitar a entrada da gua uma vez que umaaba
protege a junta da folha exterior enquanto a calha da folha
exterior protege a junta da folhainterior. A distncia entre a dita
aba e o perfil deve ser superior a 5 mm de forma a evitar umfilme
de gua contnuo e a consequente penetrao por presso do vento.
Fig. 6 Corte de um perfil na zona da padieira
As juntas verticais entre cada folha e o aro vedam-se de maneira
anloga s juntas horizontaissuperiores. O comprimento da aba de
proteco deve ser razovel de forma a cobriradequadamente a entrada
da junta, e a abertura deve ser superior a 5 mm, de forma a evitar
aformao de um filme contnuo de gua e a consequente penetrao por
diferena de presso.A junta vertical entre as duas folhas a de mais
difcil vedao. A junta deve incluir doisvedantes de pelcia e um
labirinto formado por extenses das couceiras das folhas. Todos
osvedantes verticais em pelcia tm tendncia a cair sob aco do seu
peso e das vibraesresultantes do movimento das folhas. Deve por
isso ser previsto um sistema de imobilizaoque impea o movimento
vertical das pelcias.
Fig. 7 Corte de perfis verticais na zona de sobreposio
Finalmente quanto junta entre as folhas e o perfil de peitoril
esta fica relativamente bemprotegida pela prpria folha. Os
mecanismos de rodagem devem ser em material plsticoresistente, como
nylon ou tflon, montados sobre suporte metlico. Estes so
semprecolocados aos pares (simples ou duplos de acordo com o peso
do caixilho), situados nadireco dos calos dos vidros se existirem,
e devem ter um perfil que proporcione apoio total
-
8/9/2019 Mce04009 Caixilharias de Aluminio
11/22
11
de maneira a reduzir a presso e assim o desgaste. As cargas
admissveis preconizadas pelofabricante devem ser respeitadas com
especial ateno para vidros isolantes que podem terpesos
significativos. Estes mecanismos devem ser desmontveis sem que para
isso sejanecessrio retirar o vidro, podendo ser fixos ou
regulveis.Quanto folha interior, neste caso a chuva incidente na
superfcie vai cair no espao entre asduas calhas e tem que ser
rapidamente escoada, o que acontece por intermdio de
rasgospraticados na calha exterior. Esses rasgos devem ser trs, um
em cada extremo da zona dacalha que recebe a gua da chuva, e um
terceiro no centro desta zona. Os rasgos devem ter 6ou, de
preferncia, 8 mm de atura e pelo menos 25 mm de comprimento. A
superfcie do perfildeve ser inclinada para o exterior com uma
inclinao de aproximadamente 1:20. Para garantira estanquidade nas
descontinuidades que ocorrem nas couceiras centrais das folhas
deverecorrer-se a um calo relativamente baixo, provido de pelcia
alta contnua. A descontinuidade
superior deve tambm ser coberta por um calo de vedao que
simultaneamente impedir oarrombamento por desmontagem das folhas.
Apesar destes cuidados necessrio prever aocorrncia de eventuais
infiltraes de gua para o interior, as quais devem ser recolhidas
noparapeito. A figura mostra um perfil de parapeito tubular com as
calhas de rolamento das folhase respectivo esquema de drenagem.
Fig. 8 Corte de perfil localizado na zona do peitoril
3.1.3. Manuteno e Limpeza
A nica manuteno recomendada para caixilharias de alumnio
pintadas a limpeza. Deveevitar-se a utilizao de produtos abrasivos
e utilizar sempre solues de sabo neutro,aplicado com esponja macia,
secando seguidamente com pano ou camura. Para retirarpoeiras mais
aderentes, podem ser utilizados abrasivos macios, como massa
abrasiva. O usode sabo em p no aconselhvel, por se tratar de um
produto alcalino. Em zonas deagressividade alta, tais como martima
(cloro) e industrial (enxofre), a deteriorao da camadaandica vai
depender do nvel de limpeza da superfcie anodizada, uma vez que
esta ocorrecomo resultado da deposio de partculas de material e
subsequente ataque da humidadecontaminada por compostos de enxofre
ou cloro. Nestes casos a limpeza dever ser feita maisfrequentemente
em intervalos de um a seis meses.
-
8/9/2019 Mce04009 Caixilharias de Aluminio
12/22
12
igualmente aconselhvel a aplicao, com regularidade, de leo fino
em dobradias,fechaduras e outros elementos mveis. No caso de peas
com pintura electrostticas, aconselhvel por uma pequena quantidade
de produto para dar lustro aos mveis na gua comsabo neutro que ser
usado na limpeza uma vez que d brilho e protege a pintura.
4. EXIGNCIAS NORMATIVAS
A normalizao portuguesa nesta matria relativamente escassa sendo
de mencionar apenasa norma NP 2336 Mtodos de ensaios de janelas
ensaios mecnicos.Existe no entanto um vasto nmero de normas sobre
este assunto, nomeadamente em Frana.Nelas se estabelecem quais as
exigncias aplicveis aos materiais e acessrios, as suascondies de
fabrico, dimenses e tolerncias, a saber:
- NF P24301 Spcifications techniques des fentres, portes-fentres
et chassisfixes mtalliques ;
- NF P24351 Proteccion contre la corrosion et prservation des
tats de surface desfentres et portes-fentres metalliques ;Quanto s
exigncias de desempenho relativas permeabilidade ao ar,
estanquidade gua es caractersticas mecnicas devem observar-se as
normas:
- NF P20 501 Mthodes dessais de fentres ;- NF P20 302
Caractristiques des fentres ;
Existem outras normas a cumprir tendo em conta o tipo de
material que est a ser usado. Anatureza do ao deve estar conforme a
norma NF EN10-025, enquanto os perfis em aoinoxidvel devem estar de
acordo com a norma NF EN10-088-2. Caso se trate de perfis emligas
de alumnio, as ligas so geralmente da srie 6000 e as suas
caractersticas devem estarconforme a norma NF A50 411. Os perfis em
ligas de alumnio podem receber tratamentos desuperfcie conforme a
norma NF P24 351.Para alm destas normas as DTU 36.1/37.1 Choix des
fentres en fonction de leur exposition Mmento pour les matres
doevre fornecem um conjunto de indicaes de carcterprticoque
permitem guiar os responsveis pela aplicao em obra deste tipo de
janelas, tendo
em conta a sua localizao e exposio ao vento.
-
8/9/2019 Mce04009 Caixilharias de Aluminio
13/22
13
5. FABRICO DO CAIXILHO
5.1. Perfis Flexveis para Juntas de Estanquidade
So perfis extrudidos colocados quer no caixilho, entre este e o
vidro, quer em junta prefiladapara garantir a estanquidade ao ar
entre zona a zona mvel e a zona fixa.As juntas entre o caixilho e o
vidro devem ser obrigatoriamente base de borracha, comoEPDM e devem
estar de acordo com as normas NF P85-301 e NF P24301 e a DTU
39.Quanto s juntas entre zona mvel e fixa e tendo em conta que
ocupam posies protegidaselas podem ser realizadas em outros
materiais para alm da borracha, desde que o seucomportamento seja
conhecido. Podemos citar o PVC, de acordo com a norma NF P85-411,
eos novos elastmeros termoplsticos (TPE).
Relativamente sua colocao em obra h que ter em conta que elas
devem ser colocadasnas ranhuras porta juntas sem ser necessrio
proceder sua colagem sobre o suportemetlico, evitando que sejam
esticadas durante a colocao. Quanto garantia daestanquidade do
ngulo a junta deve ser realizada por vulcanizao ou colagem ou
porutilizao de um perfil contnuo na mudana de direco.
5.2. Acessrios
Para garantir um perfeito funcionamento dos caixilhos de
alumnio, ao longo do tempo, fundamental a ateno posta na escolha
dos acessrios para que a durabilidade docomponente no seja
comprometida por estes elementos.Na ligao dos perfis, depois de
cortados e maquinados, usam-se acessrios que formamconjuntos mais
ou menos complexos. A escolha desses acessrios, bem como de outros
comoas ferragens, puxadores e dobradias dever ser coerente com o
tipo de funcionamentopretendido. Todos os acessrios devero ser
alumnio, ao inoxidvel ou outro materialapropriado funo e que no
entre em corroso com o alumnio. Devero ser da mesmamarca e srie das
caixilharias onde vo ser aplicadas e no caso de serem visveis
devero tero mesmo acabamento superficial dos caixilhos.
Estes elementos devem ser testados atravs de ensaios mecnicos
especficos, como osprevistos na norma NF P20 501 e avaliados partir
dos critrios mecnicos especficosmencionados na norma NF P20 3.
5.3. Fixao dos Perfis
Os perfis a utilizar so adaptveis em funo da espessura do vidro
devendo garantir-se queestes no podem rodar. A sua colocao e
arrancamento devem ser de fcil execuo. Afixao pode fazer-se por
encaixe contnuo, que o sistema mais eficaz, por suporte pontual
atravs de agrafe ou por aparafusamento.
-
8/9/2019 Mce04009 Caixilharias de Aluminio
14/22
14
Fig. 9 Tipos de fixao de perfis
Nos casos de fixao pontual o espaamento entre os pontos de fixao
deve ser da ordemdos 20 a 30 cm. necessrio ter em ateno a
possibilidade de penetrao de guas peloselementos de aparafusamento,
nomeadamente no caso de perfis tubulares em ao.
5.4. Colocao dos Vidros
A seguinte figura exemplifica como deve ser colocado o vidro no
perfil inferior, considerando assituaes de junta em U que cobre
todo o permetro ou de duas juntas com recurso a calopara o
vidro.
Fig. 10 Esquema de apoio do vidro com junta em U ou com duas
juntas
As juntas perfiladas em U no devem ser interrompidas nos ngulos
e para isso a emendadeve fazer-se, em geral, ao centro da travessa
superior.
Fig. 11 Exemplo de junta em U, nomeadamente na zona de
descontinuidade
Nos casos em seja necessrio recorrer a calos estes devem ser em
PVC e devem localizar-seprximos dos cantos das folhas, distanciados
destes aproximadamente de L/10, em que L ocomprimento da folha. Os
calos devem ter largura suficiente para apoiar ambas as folhas
de
-
8/9/2019 Mce04009 Caixilharias de Aluminio
15/22
15
vidro. No caso de janelas com corte trmico deve ainda
assegurar-se que eles se apoiamapenas nos semiperfis de alumnio e
nunca directamente nas peas de corte trmico.Nos casos em no se
utilizem calos deve recorrer-se a suportes de junta como se v
nasfiguras seguintes.
Fig. 12 Junta impermeabilizante em ranhura ( esquerda) e junta
impermeabilizante sobre salincia ( direita)
Na realizao da junta perfilada em obra deve garantir-se que esta
transborda do perfil e se
une face do vidro formando um enchimento. A altura deste
enchimento no pode ser tida emconta para alm de um limite de 3 mm,
excepto sob a condio em que este se encontraapoiado por um taco
debaixo do perfil.
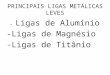
5.5. Ligaes entre Perfis
As ligaes das janelas metlicas devem ser rgidas, estanques e bem
niveladas, de acordocom a norma NF P24 301. Distinguem-se ligaes
com ngulos que asseguram juntasortogonais entre perfis e as ligaes
rectas que asseguram uma juno linear entre perfis.
No que toca s ligaes angulares elas podem ser soldadas, por
esquadria, sem esquadro comcorte recto ou em T ou cruz.A ligao
soldada realizada essencialmente para janelas em ao. A soldagem
assegura aestanquidade dos ngulos.Este tipo de ligao quando
aplicado a perfis de alumnio implica que estes tenham
sidopreviamente protegidos contra a corroso. A proteco necessita
ser retomada em todas asfaces em que possa ter sido alterada, aps
concludo o processo de soldadura.A ligao por esquadria pratica-se
com perfis da mesma seco, geralmente em alumnio maspor vezes em ao.
Depois do corte a 45 uma asa de esquadria introduzida nos di perfis
deforma a coloc-los unidos. Em seguida dispe-se sobre as peas um
produto de estanquidadedo tipo mastique fludo. A ligao
posteriormente comprimida e depois fixada mecanicamentepor encaixe
ou por intermdio de parafusos ou cavilhas.Caso se trate de perfis
que materializam vo de grandes dimenses, o ngulo dos perfis podeser
reforado por esquadrias de metal encaixada nas suas goelas.
-
8/9/2019 Mce04009 Caixilharias de Aluminio
16/22
16
Fig. 13 Ligao em esquadria Fig. 14 Ligao em esquadria
reforada
Quanto as ligaes sem esquadro com corte recto, estas utilizam-se
para unir perfis que noapresentam a mesma seco. A resistncia obtida
por aparafusamento com interposio deuma placa destinada a garantir
a estanquidade, conforme se evidencia na seguinte figura.Finalmente
a ligao em T ou cruz materializada por uma manga de ligao que
fixadasobre um dos perfis. Depois de recoberta com um produto de
estanquidade essa mangarecebe o outro perfil. A fixao faz-se por
aparafusamento ou por intermdio de uma cavilha.
Fig. 15 Ligao em corte recto Fig. 16 Ligao em T ou cruz
No caso de se optar por uma ligao linear os perfis so ligados
linearmente atravs de umafixao mecnica e de estanquidade contnua.
Ligaes deste tipo podem ser feitas porsoldadura, por
aparafusamento, por encaixe ou por encastramento.A ligao por
soldadura, mais uma vez, s aconselhada para o caso dos perfis em
ao. A
soldadura pode ser contnua ou descontnua. No caso da soldadura
descontnua, aestanquidade entre os perfis deve ser assegura da por
uma guarnio de estanquidadecontnua. Esta guarnio deve ser realizada
em mstique.Na ligao por intermdio de parafusos ou rebites a
estanquidade entre os perfis deve serassegurada por uma guarnio de
estanquidade contnua.As ligaes por encaixe no so admissveis para os
perfis em ao, excepto para perfisinteriores e para perfis em ao
inoxidvel. Este tipo de ligao pode ser usada para perfis dealumnio
sob a condio de dotar o sistema de dispositivos que garantam a
estanquidade daligao. A junta de estanquidade deve ser efectuada em
mstique at ao total preenchimento.
-
8/9/2019 Mce04009 Caixilharias de Aluminio
17/22
17
Em simultneo com este tipo de ligao pode ser necessrio um reforo
pontual de fixaomecnica (por intermdio de um parafuso e rebite), de
acordo com as solicitaes esperadas.Finalmente no caso de ligao por
encastramento necessrio garantir a estanquidadecontnua impedindo
toda a infiltrao acidental por capilaridade entre os perfis. Neste
caso obrigatrio recorrer a no mnimo um ponto de fixao mecnica,
conforme assinalado naseguinte figura.
Fig. 17 Ligao por encaixe Fig. 18 Ligao por encastramento
6. COLOCAO EM OBRA
Sendo a execuo das janelas feita em fbrica, a montagem em obra
resume-se fixao doaro ao vo com obturao da respectiva junta e,
eventualmente, aplicao do elemento depreenchimento.A soluo de
colocao das janelas deve ser escolhida cuidadosamente para cada
obra tendoem conta os materiais presentes de modo a encontrar uma
soluo que cumpra as seguintescondies:
-o vo sobre o qual aplicado o aro deve ser rgido;-os elementos
de enquadramento devem ser concebidos procurando evitar a
existncia
de pontes trmicas;-para garantir a estanquidade do vo a folga
entre o aro e o vo deve estar
compreendida entre 5 e 10mm;-os parafusos a utilizar na fixao do
caixilho devem ser de ao inoxidvel;-o nmero de pontos de fixao deve
ser suficiente para assegurar a resistncia
mecnica da ligao do aro ao vo.
6.1. Fixao da Janela ao Suporte
Os elementos que constituem a fixao do aro exterior estrutura e
das janelas sobre o aroso solidarizados por soldadura ou
aparafusamento ou outro processo desde que sem imprimirdeformaes no
elemento fixo.Na ligao entre o caixilho e a parede h que ter em
conta que os materiais que constituem as janelas dilatam porque so
submetidas aco da temperatura.Os coeficientes de dilatao linear
so:
- Ao: 12x10 6 C-1;
-
8/9/2019 Mce04009 Caixilharias de Aluminio
18/22
18
- Alumnio: 23 a 27 x10-6 C-1;- Cermica: 9x10-6 C-1;
Apesar das diferenas em termos de coeficientes de dilatao,
especialmente entre o alumnioe a cermica, no necessria qualquer
disposio especial na fixao do caixilho a fim deassegurar a livre
dilatao das janelas de dimenses correntes. No entanto, para
dimensesmais importantes, disposies devem ser tomadas como a
utilizao de argolas de ligao compeas oblongas.Dadas as diferenas de
temperatura a que o perfil pode ser submetido no caso de janelas
dealumnio a variao de comprimento deste perfil ser da ordem de 1,5
a 2 mm por metro.
6.2. Repartio das Ligaes e Fixaes
A repartio das fixaes no parapeito e obreiras deve ser efectuada
de forma a garantir um
mnimo de 3 fixaes por caixilho. Para janelas de correr, a fixao
na direco do ponto defecho do vo deve ser realizada de modo a que o
batente no seja submetido a deformaeslocais ou pontuais que possam
provocar deteriorao. Para janelas compostas pode ocorrerconcentrao
de esforos devidos ao vento, devendo neste caso as fixaes ser
reforadas.Nas ombreiras com alturas inferiores a 0,65 m deve
prever-se uma fixao situada a meio vo.Para alturas superiores a
0,65 m mas inferiores ou iguais a 1,45 m devem prever-se duasfixaes
distncia de 0,25 m das extremidades do perfil. Para alturas
superiores a 1,45 mmas inferiores ou iguais a 2,45 m devem
prever-se 3 fixaes, duas delas a 0,25 m de cadaextremidade do
perfil e a outra a meio vo. Finalmente para alturas superiores a
2,45m, oespaamento mximo das fixaes ser de 0,80 m, devendo a
primeira e a ltima estaremcolocadas a 0,25m do parapeito e a 0,25
da cabeceira respectivamente.Para os perfis inferiores e para
larguras inferiores a 0,90 m no necessria a existncia dequalquer
ligao. Para comprimentos superiores a 0,90 m mas inferiores ou
igual a 1,60 mdeve prever-se uma fixao a localizar a meio vo. Para
vos superiores a 1,60 m masinferiores a 2,40 m devem prever-se duas
fixaes de forma a dividir o vo em trs parcelas deigual comprimento.
Para vos superiores a 2,40 m mas inferiores ou iguais a 3,20 m
devemprever-se trs ligaes que dividam o vo em quatro parcelas
iguais. Finalmente para vo
superiores a 3,20 m deve garantir-se um espaamento mximo das
fixaes de 0,80m.
6.3. Calafetao
Deve ser realizada de modo que a estanquidade ao ar e a gua
entre a janela e a estruturaseja assegurada sobre todo o permetro,
tendo em conta as condies de exposio e osprevisveis movimentos
diferenciais entre janelas e estrutura. Consiste em preencher
asfrinchas entre o caixilho e o suporte estrutural, garantindo
assim a estanquidade. A calafetaopode ser realizada de diferentes
modos consoante a localizao, altura da fachada e existnciade
proteco chuva, consoante o tipo de suporte em que for aplicada e
tambm consoante a
tolerncia dimensional do mesmo. Existem 5 tipos de calafetao, a
saber:
-
8/9/2019 Mce04009 Caixilharias de Aluminio
19/22
19
Modo A (Calafetao hmida) - A calafetao executada por enchimento
comargamassa;
Modo B (Calafetao hmida reforada) - A calafetao hmida reforada
semelhante calafetao hmida reforada por um cordo de
estanquidade;Este modo de calafetao s eficaz quando o caminho da
gua de pelo menos 30mm, comespessura de enchimento de pelo menos
10mm. De notar que a calafetao hmido deve serexecutado com
argamassa de ligantes hidrulicos, excepo do gesso e que o
enchimentopode ser feito em uma ou duas vezes; No caso do calamento
hmido reforado deve serreservada na calafetao uma ranhura destinada
a receber o cordo de estanquidade. As suasdimenses so funo das
caractersticas do cordo. Uma base de junta colocada no fundoda
ranhura.
A calafetao seca deve usar-se apenas para sistemas com guarnies
de estanquidade umavez que no utiliza argamassa. As guarnies de
estanquidade devem ser compatveis entreelas, quer sejam usadas em
peitoris, cabeceiras ou ombreiras;A calafetao seca deve ser
executada para uma temperatura exterior superior ou igual a 5C
esobre suportes isentos de humidade. Pode ser executada e colocados
no sitio antes ou depoisda colocao das janelas em funo das suas
caractersticas e da sua utilizao.
Modo C (junta extrudida) - Este tipo de calafetao pressupe a
utilizao obrigatriade uma base de junta. As juntas podem ser
executas antes de colocar a janela apenas paraapoio ou depois de
colocada a janela sobre toda a periferia. As dimenses da junta em
funodo material escolhido esto patentes na seguinte tabela:
Elastmeros PlsticosDimenso da Junta
1 Categoria 2 Categoria 1 Categoria 2 Categoria
Largura (l) 5 mm 10 mm
5mm 8mm 12mmProfundidade(o maior dos dois
valores) 0,5 lM 0,5 lM 1,3 lM lM Largura mxima da junta;
Modo D (Junta em mousse impregnada, comprimida ou no);
Modo E (Cordes de mstique pr-formados) - Existem algumas condies
a cumprirpara utilizar estes cordes. Assim, o esmagamento mnimo do
cordo deve ser pelo menos de4 mm. O esforo de compresso do produto,
uma vez concluda a colocao em obra da janela, deve ser inferior a
10 daN/m para evitar a dobragem excessiva com o tempo da pea
deapoio, a espessura mnima do cordo depois do esmagamento deve ser
de pelo menos 5mm.
-
8/9/2019 Mce04009 Caixilharias de Aluminio
20/22
20
S podem ser usados para peas de peitoril aquelas que dispuserem
de mecanismos deexpulso de gua e que devem ser colocadas antes das
janelas. Os cordes devem sercomprimidos a pelo menos 30% das
espessura inicial para serem estanques gua;A opo por um determinado
modo de calafetao deve ser feita recorrendo seguinte tabela:
FachadasAbrigadas Fachadas No Abrigadas
AlturaSituaes a,b,c e
dSituaes a e
b Situao cSituao d e em
zona costeira< 6 m A, B, C A, B, C A, B, C B, C
6 a 18 m A, B, C A,B, C B, C B, C18 a 28 m A, B, C B, C B, C C28
a 50 m C C C
> 50 m C C CAs situaes a,b,c e d so as definidas na DTU n
36.1/37.1 Choix des fentres en fonction deleur exposicion e que so
: a atmosferas exteriores directas; b ambientes interiores; c
atmosferas exterioes protegidas; d atmosferas exteriores
ventiladas;
-
8/9/2019 Mce04009 Caixilharias de Aluminio
21/22
21
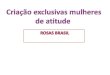
O seguinte quadro resume os diferentes tipos de calafetao,
pormenorizando a sua aplicaoem peitoris e padieiras.
Modo Caractersticas dacalafetao Parapeito Padieira
A Argamassa hidrulica
B Argamassa hidrulica +Junta extrudida
C. antesda
colocaoda janela
Este modo decalafetao
desaconselhado
CJunta
extrudidasobre base de
juntaC. depois
da
colocaoda janela
DMousse impregnada
antes da colocao da janela
E Cordo de mastique pr -formadoEste modo decalafetao
desaconselhado
LEGENDA:
Cordo de mastique pr-formado Base de Junta
Argamassa MousseImpregnada
Junta Extrudida
-
8/9/2019 Mce04009 Caixilharias de Aluminio
22/22
22