Embed Size (px)
Citation preview
1
BÁSICO DE MEDIÇÃO DE ESPESSURA
1.0 - APRESENTAÇÃO 1.1 - Durante o projeto, o detalhamento de um produto, bem como a elaboração da sua linha de fabricação e montagem, existe sempre a preocupação de se obter ferramentas e procedimentos que garantam um nível aceitável na qualidade deste produto. Planeja-se da mesma maneira , os métodos necessários ao controle dos processos em cada etapa de fabricação , bem como os sistemas de detecção de descontinuidades contidas nos produtos e que podem até provocar a rejeição dos mesmos. Nestes sistemas operam os (END'S), um conjunto de exames que visam a detecção de descontinuidades , internas ou não , e a determinação de suas propriedades físicas, com a vantagem de não inutilizar ou destruir o material que está sendo submetido a exame. 1.2 - Os Ensaios Não Destrutivos encontram ainda grande aplicação em manutenção preventiva, quando são detectadas descontinuidades decorrentes do uso ou do ambiente de trabalho do equipamento e que poderiam levá-lo a uma fratura, muitas das vezes de forma catastrófica. 1.3 – As ondas ultra-sônicas ( acima de 25 KHZ ) são geradas por cristais capazes de transformar energia elétrica em mecânica e vice e versa. Esses cristais são denominados “ PIEZOELÉTRICOS “ . Quando utilizados para exame por ultra-som são chamados de TRANSDUTORES. 1.3.1 – Os ensaios podem ser realizados em materiais metálicos e não metálicos. 1.3.2 – Se aplicarmos uma carga elétrica no cristal, sendo carga positiva numa face e negativa na outra estaremos provocando um efeito piezoelétrico. A inversão do efeito também pode ser realizado se aplicarmos uma tensão alternada entre as faces que fará com que o cristal vibre emitindo as ondas ultra-sônicas. 2.0 - ENSAIO DE MEDIÇÃO DE ESPESSURA POR ULTRA SOM 2.1.1 - É a técnica de inspeção por meio do Ultra-Som, onde se deseja mensurar o valor da medida da espessura de parede de uma tubulação ou equipamento, com o objetivo de prevenir uma falha do sistema, que poderá causar prejuízos materiais e perda de vidas humanas.

2
Fig. 1 – Ilustração do exame
2.2 - FINALIDADE DO ENSAIO 2.2.1 - A medição de espessuras é a utilização mais freqüente do ensaio por ultra-som .A importância deste ensaio deve-se ao fato de não necessitar do acesso à parede oposta para sua execução , o que permite o acompanhamento do desgaste de um equipamento sem necessidade de parada do mesmo. 3.0 - ACOPLANTE 3.1 - Substância que é introduzida entre o cabeçote e a superfície em ensaio, com o objetivo de possibilitar a transmissão das vibrações de energia ultra -sônica entre ambos. Caso não seja usado um acoplante o exame ficará mascarado, pois o ar existente entre o cabeçote e a peça é péssimo transmissor de ondas sonoras. Fig. 2 – Aplicação do acoplante.

3
3.2 - Os ensaios devem sempre ser executados com o uso de acoplante que pode ser: metil-celulose, óleo , vaselina, graxa ou outro de efeito semelhante para a medição de espessura à frio. 3.3 - Para a faixa de temperatura entre 60 e 200 graus C , poderá ser usado um dos seguintes acoplantes: Graxa Lubrax Gat2 ; Graxa Lubrax Gcl-2-Ep ou o acoplante ZGM da K. Kramer, e deve ser aplicado diretamente ao cabeçote e não na peça. 3.4 - Para inoxidáveis austeníticos, o produto deve possuir certificado de controle de contaminantes, de acordo com a ASTM D-808 . O conteúdo de cloro + flúor do resíduo não deve ser maior que 1% do resíduo em peso. 4.0 - MATERIAIS 4.1 - Aço carbono, aço baixa liga (com até 6% de elementos de liga), aços inoxidáveis austeníticos, alumínio e suas ligas. 4.2 - ESPESSURAS 4.2.1 - Espessuras entre 1.0 e 200 mm para aço carbono e baixa liga. 4.2.2 - Espessuras entre 1.0 e 80 mm para aços inoxidáveis austeníticos. 4.3 - DIÂMETRO 4.3.1 - Diâmetro nominal igual ou maior que 2 in. 5.0 - APARELHOS 5.1 - Existe disponível no mercado uma grande quantidade de aparelhos de diferentes fabricantes e modelos. 5.1.1 - Tab. 1 - FABRICANTES
4
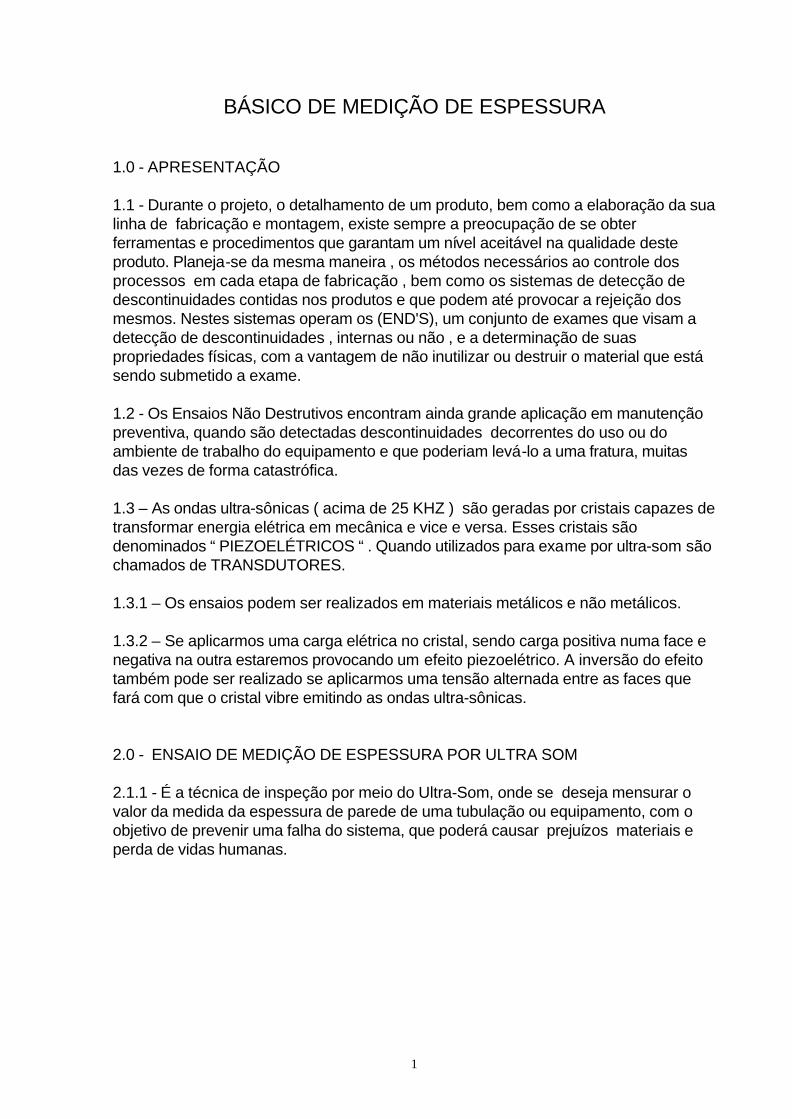
FABRICANTE MODELO CABEÇOTE KRAUTKRAMER DM-1 KMR-4 KRAUTKRAMER DM-2N DA-201 KRAUTKRAMER DM4-DL DA-301 / HT-400 KRAUTKRAMER DME-DL DA-301 / HT-400 KRAUTKRAMER WM2 PR-5 KORCO UK-200 D-765 / D-769 EDDYTRONIC USE-100 H4-SE-10 PANAMETRICS 26 D-790 / D-795
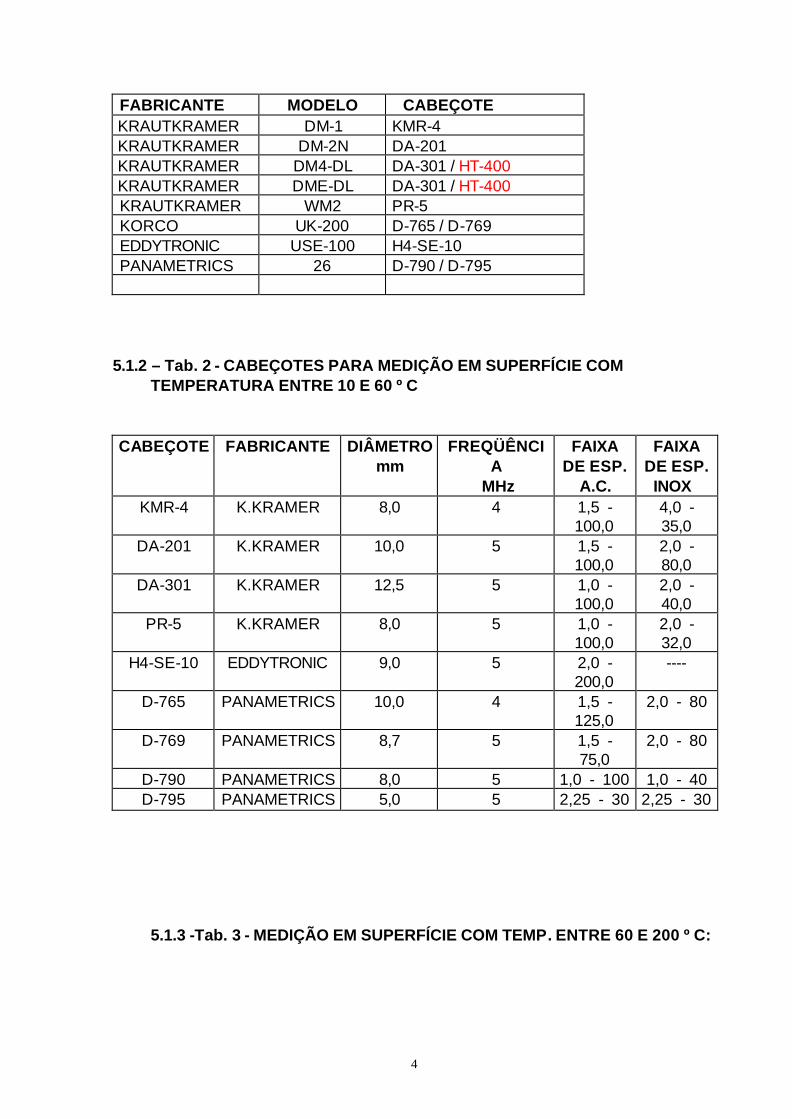
5.1.2 – Tab. 2 - CABEÇOTES PARA MEDIÇÃO EM SUPERFÍCIE COM
TEMPERATURA ENTRE 10 E 60 º C
CABEÇOTE FABRICANTE DIÂMETRO
mm FREQÜÊNCI
A MHz
FAIXA DE ESP.
A.C.
FAIXA DE ESP.
INOX KMR-4 K.KRAMER 8,0 4 1,5 -
100,0 4,0 - 35,0
DA-201 K.KRAMER 10,0 5 1,5 - 100,0
2,0 - 80,0
DA-301 K.KRAMER 12,5 5 1,0 - 100,0
2,0 - 40,0
PR-5 K.KRAMER 8,0 5 1,0 - 100,0
2,0 - 32,0
H4-SE-10 EDDYTRONIC 9,0 5 2,0 - 200,0
----
D-765 PANAMETRICS 10,0 4 1,5 - 125,0
2,0 - 80
D-769 PANAMETRICS 8,7 5 1,5 - 75,0
2,0 - 80
D-790 PANAMETRICS 8,0 5 1,0 - 100 1,0 - 40 D-795 PANAMETRICS 5,0 5 2,25 - 30 2,25 - 30
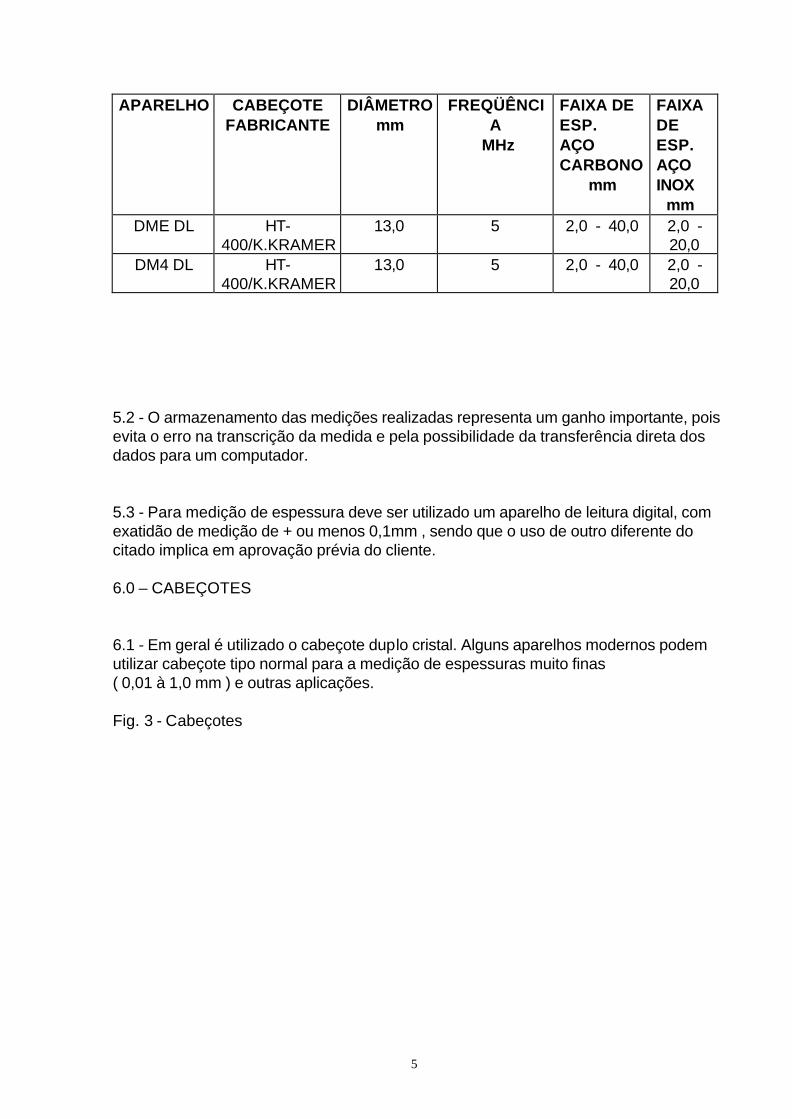
5.1.3 -Tab. 3 - MEDIÇÃO EM SUPERFÍCIE COM TEMP. ENTRE 60 E 200 º C:
5
APARELHO CABEÇOTE FABRICANTE
DIÂMETRO mm
FREQÜÊNCIA
MHz
FAIXA DE ESP. AÇO CARBONO
mm
FAIXA DE ESP. AÇO INOX
mm DME DL HT-
400/K.KRAMER 13,0 5 2,0 - 40,0 2,0 -
20,0 DM4 DL HT-
400/K.KRAMER 13,0 5 2,0 - 40,0 2,0 -
20,0 5.2 - O armazenamento das medições realizadas representa um ganho importante, pois evita o erro na transcrição da medida e pela possibilidade da transferência direta dos dados para um computador. 5.3 - Para medição de espessura deve ser utilizado um aparelho de leitura digital, com exatidão de medição de + ou menos 0,1mm , sendo que o uso de outro diferente do citado implica em aprovação prévia do cliente. 6.0 – CABEÇOTES 6.1 - Em geral é utilizado o cabeçote duplo cristal. Alguns aparelhos modernos podem utilizar cabeçote tipo normal para a medição de espessuras muito finas ( 0,01 à 1,0 mm ) e outras aplicações. Fig. 3 - Cabeçotes

6
6.2 - SELEÇÃO DO CABEÇOTE 6.2.1 - A seleção do cabeçote é feita em função da faixa de espessura a ser medida do tipo de material da peça e da sua temperatura. 7.0 - CALIBRAÇÃO DO APARELHO 7.1 - A calibração do aparelho é quase sempre , extremamente simples . A sequência a seguir foi elaborada considerando a utilização de um aparelho convencional . 7.2 - Antes de iniciar a calibração o inspetor deve efetuar as instruções a seguir. 7.2.1 - Selecionar e conectar ao aparelho o cabeçote indicado para a faixa de espessuras, material e faixa de temperatura. 7.2.2 - Verificar a carga da bateria, conforme instruções do aparelho . 7.2.3 - Verificar se o bloco de calibração está aferido. A norma N-1594 da Petrobras requer que a espessura do bloco de calibração seja aferida com uma precisão de mais ou menos 0,05 mm. 7.3 - SEQUÊNCIA DO AJUSTE 7.3.1 - Ajustar a velocidade do som para o material a ser medido, conforme instruções do aparelho . 7.3.1.1 - Aço Carbono - 5920 m/s Aço Baixa Liga - 5940 m/s Aço Inox Austenítico – 5640 m/s
7
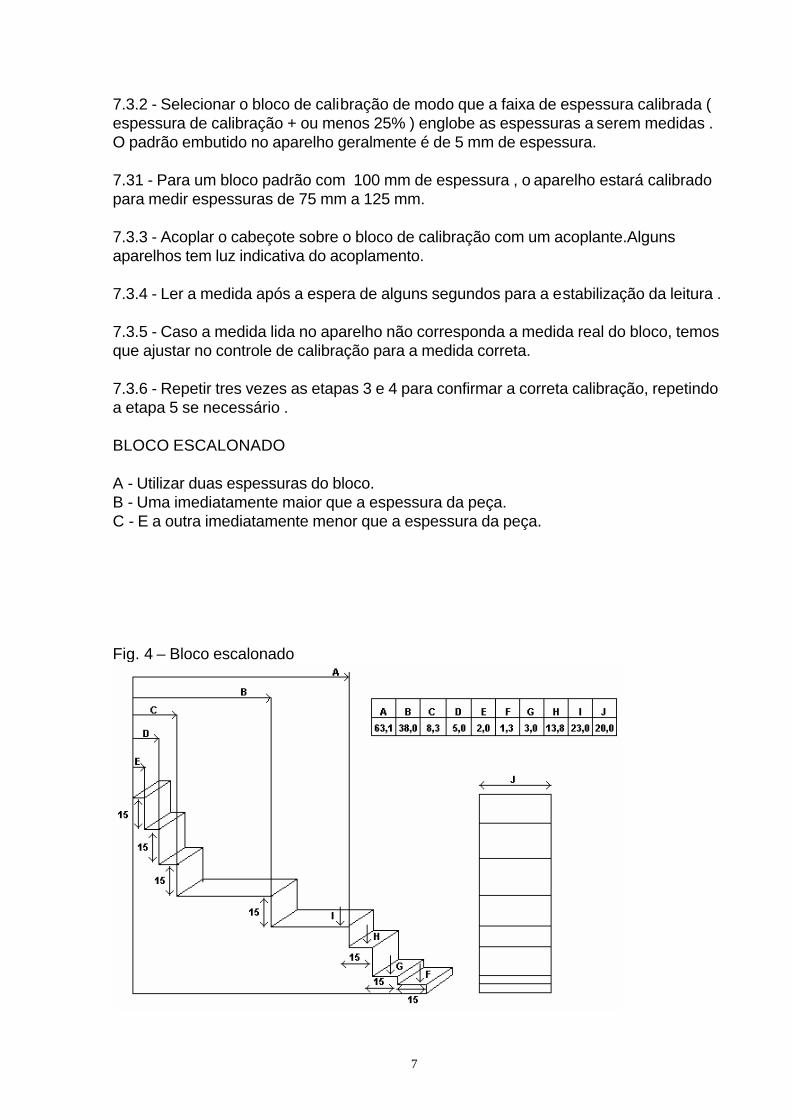
7.3.2 - Selecionar o bloco de calibração de modo que a faixa de espessura calibrada ( espessura de calibração + ou menos 25% ) englobe as espessuras a serem medidas . O padrão embutido no aparelho geralmente é de 5 mm de espessura. 7.31 - Para um bloco padrão com 100 mm de espessura , o aparelho estará calibrado para medir espessuras de 75 mm a 125 mm. 7.3.3 - Acoplar o cabeçote sobre o bloco de calibração com um acoplante.Alguns aparelhos tem luz indicativa do acoplamento. 7.3.4 - Ler a medida após a espera de alguns segundos para a estabilização da leitura . 7.3.5 - Caso a medida lida no aparelho não corresponda a medida real do bloco, temos que ajustar no controle de calibração para a medida correta. 7.3.6 - Repetir tres vezes as etapas 3 e 4 para confirmar a correta calibração, repetindo a etapa 5 se necessário . BLOCO ESCALONADO A - Utilizar duas espessuras do bloco. B - Uma imediatamente maior que a espessura da peça. C - E a outra imediatamente menor que a espessura da peça. Fig. 4 – Bloco escalonado

8
Fig. 5 – Calibração
8.0 - PREPARAÇÃO DA SUPERFÍCIE 8.1 - A superfície da peça a ser medida deve estar limpa e livre de tintas , carepas , óxidos e quaisquer impurezas que possam interferir no acoplamento do cabeçote , e na precisão das medidas . A limpeza de uma região com 50 mm é suficiente. A preparação da superfície pode ser feita por escovamento, lixamento ou esmerilhamento, dependendo das impurezas a serem removidas. 9.0 - EXECUÇÃO DA MEDIÇÃO DE ESPESSURAS 9.1 - Estando o aparelho calibrado devemos acoplar o cabeçote sobre a superfície do equipamento previamente preparada utilizando um acoplante apropriado. 9.2 - Devemos ler a medida só após alguns segundos para a estabilização da leitura. 9.3 - Repetir duas vezes as etapas 9.1 e 9.2 para confirmar a medida e registrar a menor delas.
Fig. 6 – Medição de espessura
9
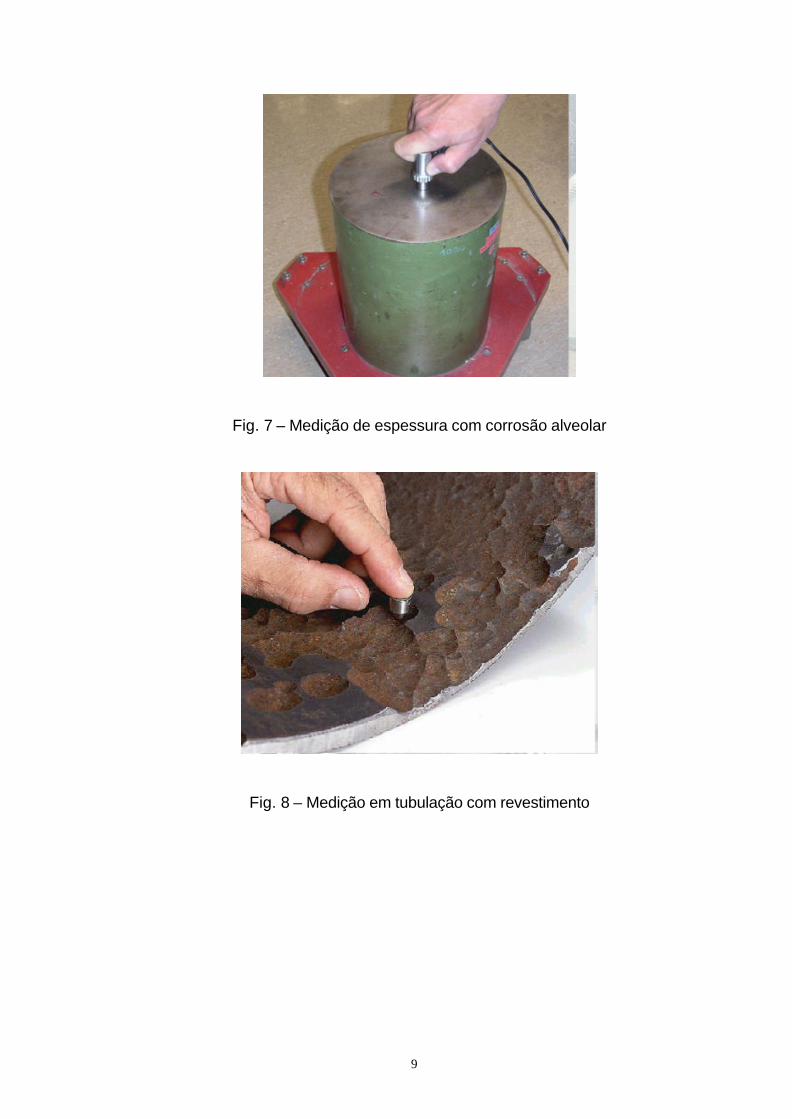
Fig. 7 – Medição de espessura com corrosão alveolar
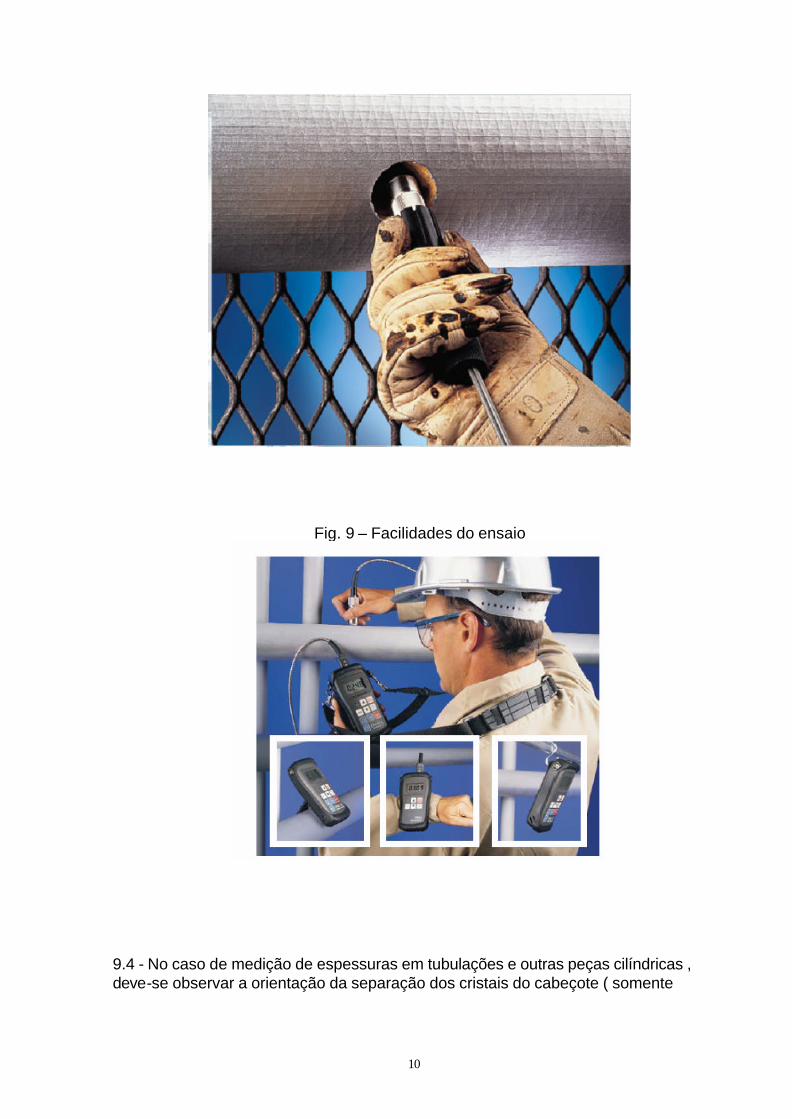
Fig. 8 – Medição em tubulação com revestimento
10
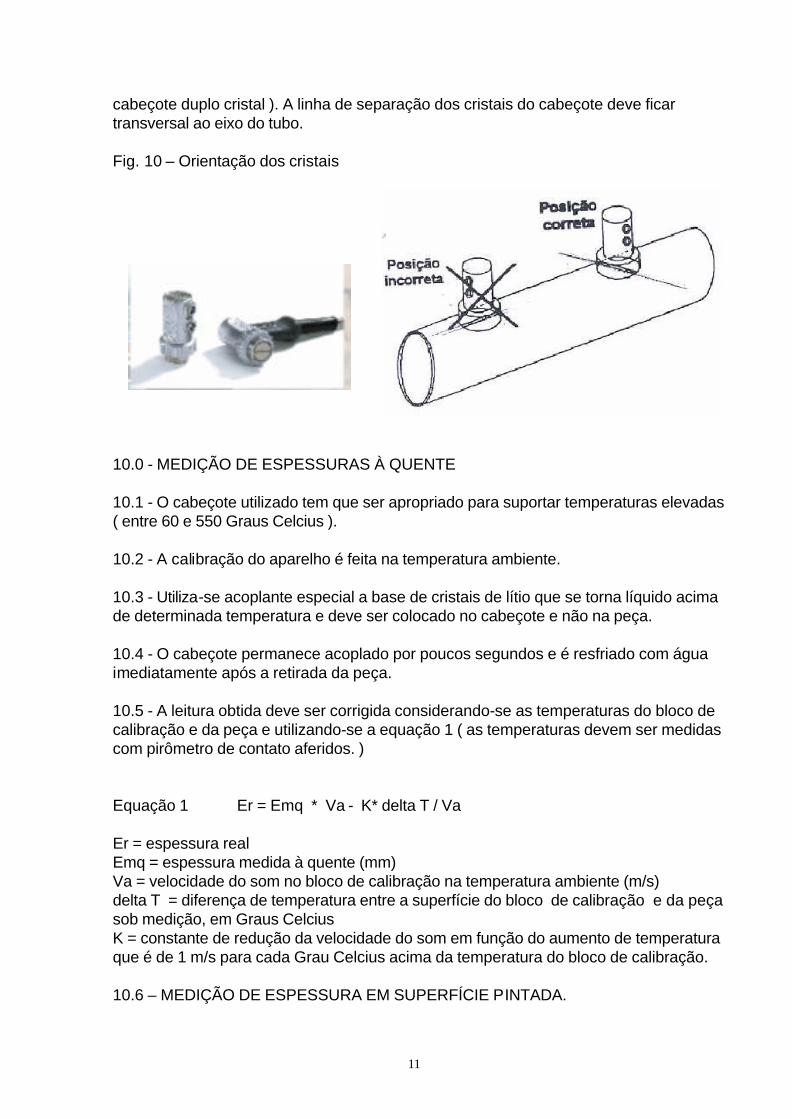
Fig. 9 – Facilidades do ensaio
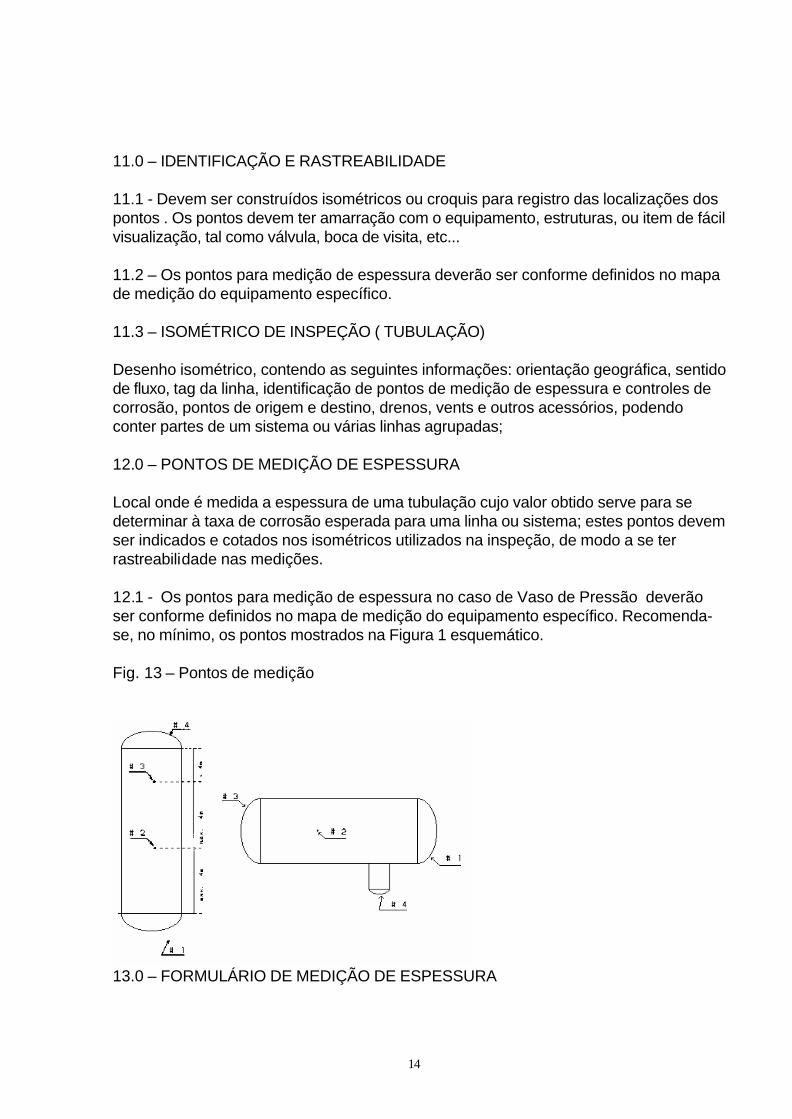
9.4 - No caso de medição de espessuras em tubulações e outras peças cilíndricas , deve-se observar a orientação da separação dos cristais do cabeçote ( somente
11
cabeçote duplo cristal ). A linha de separação dos cristais do cabeçote deve ficar transversal ao eixo do tubo. Fig. 10 – Orientação dos cristais
10.0 - MEDIÇÃO DE ESPESSURAS À QUENTE 10.1 - O cabeçote utilizado tem que ser apropriado para suportar temperaturas elevadas ( entre 60 e 550 Graus Celcius ). 10.2 - A calibração do aparelho é feita na temperatura ambiente. 10.3 - Utiliza-se acoplante especial a base de cristais de lítio que se torna líquido acima de determinada temperatura e deve ser colocado no cabeçote e não na peça. 10.4 - O cabeçote permanece acoplado por poucos segundos e é resfriado com água imediatamente após a retirada da peça. 10.5 - A leitura obtida deve ser corrigida considerando-se as temperaturas do bloco de calibração e da peça e utilizando-se a equação 1 ( as temperaturas devem ser medidas com pirômetro de contato aferidos. ) Equação 1 Er = Emq * Va - K* delta T / Va Er = espessura real Emq = espessura medida à quente (mm) Va = velocidade do som no bloco de calibração na temperatura ambiente (m/s) delta T = diferença de temperatura entre a superfície do bloco de calibração e da peça sob medição, em Graus Celcius K = constante de redução da velocidade do som em função do aumento de temperatura que é de 1 m/s para cada Grau Celcius acima da temperatura do bloco de calibração. 10.6 – MEDIÇÃO DE ESPESSURA EM SUPERFÍCIE PINTADA.

12
MODELO DM4-DL Alguns dos aparelhos deste modelo possuem a tecla"DUAL MULTI", que possibilita a medição da espessura sobre a película de tinta. Para utilizar esse recurso, basta calibrar o aparelho conforme descrito acima e no momento de efetuar a medição sobre a camada de tinta, deve ser acionando a tecla "DUAL MULTI". Caso o aparelho não registre nenhum valor ou apareça quatro traços no centro do mostrador, a película deve ser removida e efetuada a medição sem o uso desse recurso. Isto se deve ao fato do aparelho não conseguir identificar os dois "ecos distintos", um da camada de tinta e outro da espessura do material. Fig. 11 – Medição em superfície pintada
Fig. 12 - Análise das interfaces

13
14
11.0 – IDENTIFICAÇÃO E RASTREABILIDADE 11.1 - Devem ser construídos isométricos ou croquis para registro das localizações dos pontos . Os pontos devem ter amarração com o equipamento, estruturas, ou item de fácil visualização, tal como válvula, boca de visita, etc... 11.2 – Os pontos para medição de espessura deverão ser conforme definidos no mapa de medição do equipamento específico. 11.3 – ISOMÉTRICO DE INSPEÇÃO ( TUBULAÇÃO) Desenho isométrico, contendo as seguintes informações: orientação geográfica, sentido de fluxo, tag da linha, identificação de pontos de medição de espessura e controles de corrosão, pontos de origem e destino, drenos, vents e outros acessórios, podendo conter partes de um sistema ou várias linhas agrupadas; 12.0 – PONTOS DE MEDIÇÃO DE ESPESSURA Local onde é medida a espessura de uma tubulação cujo valor obtido serve para se determinar à taxa de corrosão esperada para uma linha ou sistema; estes pontos devem ser indicados e cotados nos isométricos utilizados na inspeção, de modo a se ter rastreabilidade nas medições. 12.1 - Os pontos para medição de espessura no caso de Vaso de Pressão deverão ser conforme definidos no mapa de medição do equipamento específico. Recomenda-se, no mínimo, os pontos mostrados na Figura 1 esquemático. Fig. 13 – Pontos de medição
13.0 – FORMULÁRIO DE MEDIÇÃO DE ESPESSURA

15
Sistema Classe Freqüência Unidade TAG - Linha / Equipamento espessura nominal (mm) IDENTIFICAÇÃO Procedimento (nº e revisão) Norma ou Valor de referência DADOS DA LINHA / EQUIPAMENTO
Pressão de projeto
Kgf/cm² Temperatura de
projeto °C Material
nº de pontos 1 2 3 4 5 6 7 8 9 10 11 12 Aparelho Cabeçote Inspetor identificação esp.mínima
DA
TA
4.0 – QUALIFICAÇÃO EM MEDIÇÃO DE ESPESSURA 14.1 – ENTIDADE

16
ABENDE - US - N1 – ME 15.0 - MEDIÇÃO DE ESPESSURA ( SUBMARINA ) 15.1 – ENTIDADE SEQUI – SETOR DE QUALIFICAÇÃO DA PETROBRAS SÃO JOSÉ DOS CAMPOS SP NORMA - N -1793 SM – ME 15.2 - RELAÇÃO DE INSPETORES QUALIFICADOS PELO SEQUI
Nome Data
Nascimento Firma
Número SEQUI
Modalidade Validade da Qualificação
ALEKS LOPES PETTERSEN
27/06/1965 OCEANICA 7312 SM-ME 28/05/2006
ALESSANDER ALVES DOS SANTOS
23/03/1971 OCEANICA 8472 SM-ME 12/05/2005
ALEX SANTOS DE ARAUJO
21/01/1970 MARSAT 7437 SM-ME 04/12/2004
ALEXANDRE TELLES PASSAMANI
29/03/1975 CONTINENTAL 8760 SM-ME 10/05/2006
ANDRE LUIZ NICOLAU
14/08/1958 CONTINENTAL 2642 SM-ME 08/07/2006
ANDRE SIMOES EISENLOHR
15/10/1960 AVULSO 3335 SM-ME 03/06/2006
ANTONIO JOSE CARNEIRO DUARTE FELICIANO
07/06/1959 SISTAC 5292 SM-ME 20/10/2004
NORMAS DE REFERENCIA
17
Da Petrobrás:
N-1590c - Ensaio Não-Destrutivo - Qualificação de pessoal;
N-1594d - Ensaio Não-Destrutivo - Ultra-Som;
N- 2371b – Inspeção em serviço – Medição de espessura a quente.
Estrangeiras :
ANSI B31.3 - Chemical Plant and Petroleum Refinery Piping.
ASME - Boiler and Pressure Vessel Code, Section V.
BS-4331 - Part.1 - Methods for assessing the performace caracteristics of ultrasonic flawdetection equipment.
BS-4331 - Part.3 - Methods for assessing the performace caracteristics of ultrasonic flawdetection equipment.
DIN-54120 - Nondestructive Testing - Calibration block 1 (V1) and its use for the adjustment and control of ultrasonic echo equipment;
ISO7963 - Welds in Sted - Calibration Block n.º 2 for Ultrasonic Examination of Welds.
Esta apostila foi elaborada por Eduardo Marcus Sardinha de Almeida e não deverá ser reproduzida sem autorização do autor.






![Tabela Eurospiro 2017 w.atila.com · Tabela de preços 2017 - ww w.atila.com.pt 01/27/18 - 12:53:32. 3 Ødnom[mm] espessura 0,5mm espessura 0,6mm espessura 0,8mm espessura 1mm 80](https://img.document.onl/doc/110x75/60e80a67fd0a2d742d219e45/tabela-eurospiro-2017-watilacom-tabela-de-preos-2017-ww-watilacompt-012718.jpg)





![Untitled-1 []...CAIXAS DE MEDIÇÃO COLETIVA (TIPO) CTP (M, N, L, H, K) Fabricadas em chapa de aco de 1 , 5 a 2,00 mm de espessura, com tratamento base de zinco e pintura eletrostática](https://img.document.onl/doc/110x75/6096a77bae77656de3011fac/untitled-1-caixas-de-medifo-coletiva-tipo-ctp-m-n-l-h-k-fabricadas.jpg)
















