Embed Size (px)
Citation preview

METALURGIA
CAPÍTULO 2
TRATAMENTOS TÉRMICOS
2.1 – GRANULAÇÃO GROSSEIRA
Antes de abordarmos sobre os tratamentos térmicos, convém dizer algo a respeito de dois
fenômenos que ocorrem a temperaturas elevadas: o crescimento dos grãos e a recristalização
dos grãos deformados por um trabalho mecânico.
Quando o aço, durante o aquecimento, atravessa a zona crítica, ocorrem, em ordem inversa
os fenômenos que se deram durante o esfriamento.
Um aço que permanecer muitas horas a alguns graus acima da zona crítica, pode adquirir
uma textura de grãos grandes da mesma forma que um aço que tiver permanecido pouco
tempo a temperaturas elevadas (sem contudo ultrapassar a linha SOLIDUS).
Pelo resfriamento (como já foi dito anteriormente) os grãos de austenita transformam-se em
grãos de perlita e ferrita, ou de cementita, cujas dimensões e disposições dependem em parte
do tamanho que tinham os grãos de austenita que lhes deram origem.
O crescimento dos grãos pode também ser estimulado por certas impurezas tais como o
silício e o fósforo, quando em teores mais altos do que os habitualmente tolerados.
Outros elementos, como por exemplo o níquel, retardam esse fenômeno.
A granulação grosseira torna o material quebradiço porque a coesão entre os grãos é afetada
pela concentração de impurezas nos seus contornos e, com aumento da granulação há um
aumento dessa concentração devido à diminuição da área desses contornos.
As fissuras também se propagam mais facilmente no interior dos grãos graúdos em virtude
dos planos de clivagem serem mais extensos.
Por isso, entre os aços de igual composição, os de grãos mais finos possuem melhores
propriedades mecânicas. A figura 17 mostra com bastante clareza, a influência da
temperatura e do tempo sobre o tamanho dos grãos.
- 2 - 1

METALURGIA
Figura 16
Um aço superaquecido, isto é, que apresenta granulação grosseira, pode ser “regenerado”,
isto é, pode retornar sua granulação normal, mediante tratamentos térmicos adequados. Mas
no aço “queimado” sua regeneração não é mais possível, visto que, o superaquecimento,
ocorreu a temperaturas vizinhas da linha SOLIDUS. O aço torna-se quebradiço,
apresentando, às vezes, oxidação nos contornos dos grãos: o aço então diz-se “queimado”.
Os trabalhos mecânicos realizados a quente (forjamento, laminação, etc.), acima da zona
crítica, permitem a recristalização dos grãos deformados sob a forma de novos pequenos
grãos de modo que, terminado o trabalho mecânico, o material não apresenta grãos
deformados. O aço pode, por isso, ser deformado sucessivamente sem perder suas
propriedades plásticas. Como no decorrer das operações a peça vai resfriando, é preciso que a
temperatura de aquecimento seja inicialmente de 200º a 300ºC acima do limite superior da
zona crítica do aço que se está trabalhando.
O tamanho dos grãos tem importância extraordinária nas propriedades de certas peças, não só
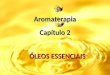
de aço, mas também de outros metais. Quando precisa-se obter peças estampadas, como por
exemplo o refletor do farol de um automóvel, se a granulação for grosseira, a superfície
- 2 - 2

METALURGIA
ficará rugosa como casca de laranja, e não uma superfície perfeitamentamente lisa como seu
acabamento exige.
Os próprios pára-lamas e partes da carroceria necessitam de um aço com tamanho de grãos
adequados para que as chapas de aço tenham a ductilidade que a estampagem profunda
requer.
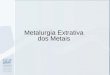
À esquerda superfície rugosa ( tipo casca de laranja ) produzida pela granulação demasiadamente grosseira da chapa. À direita superfície lisa obtida com chapa de granulação adequada.
Figura 17
Os trabalhos mecânicos realizados a frio, isto é, a temperaturas abaixo da zona crítica e
especialmente à temperatura ambiente, deformam os grãos do metal que permanecem nesse
estado. Diz-se, então, que o material está encruado.
O material que for deformado dentro da zona crítica, ficará apenas parcialmente encruado.
Evita-se trabalhar o aço nessa zona, não por que seja propriamente nociva ao material, mas
em virtude da irregularidade de propriedades que apresentará dificultando o seu controle.
Figura 18
- 2 - 3

METALURGIA
Há casos em que se encruam propositadamente os aços para tirar proveito de certas
qualidades que possuem nesse estado, principalmente dureza. Assim emprega-se alguns fios
para molas, pregos, fitas para enfardamento, certos eixos de máquinas, certas barras especiais
para concreto (que pelo simples fato de estarem encruadas convenientemente, permitem
elevar a tensão admissível de 1200 para 1700 kg/cm2), principalmente, fios de aço de alto
teor de carbono chamados “cordas de piano” empregados como tirantes, que chegam a
resistir à tração de 30000kg/cm2.
2.2 – NOÇÕES ELEMENTARES SOBRE TRATAMENTOS TÉRMICOS
Os tratamentos térmicos consistem, essencialmente em aquecer o material a uma certa
temperatura e esfriá-lo em determinadas condições.
Esses tratamentos podem ser: recozimento, têmpera e revenido.
O recozimento consiste no aquecimento do aço até acima da zona crítica, seguido de um
resfriamento lento (dentro do forno por exemplo).
Habitualmente visa-se com esse tratamento restituir ao material suas propriedades normais
que foram alteradas por um tratamento mecânico ou térmico anterior, ou ainda refinar
texturas brutas de fusão.
Figura 19
A têmpera consiste, em regra, no aquecimento da peça até acima da zona crítica, seguido de
um resfriamento rápido em água, óleo, etc. Seu objetivo é, em geral, aumentar a dureza do
aço e tornar mais elevado o seu limite de escoamento e sua resistência à tração, à compressão
e ao desgaste. A resistência elétrica também se eleva. Em consequência da têmpera,
diminuem porém, a resistência ao choque, ao alongamento, à estrição, a dutilidade, etc.
- 2 - 4

METALURGIA
A têmpera dá ainda aos aços duros a faculdade de manter melhor o magnetismo, isto é,
conservar-se imantado mais fortemente, depois de submetido a um campo magnético. Por
isso, são de aço temperado os imãs permanentes, as agulhas das bússolas, etc.
O revenido consiste em reaquecer a peça temperada até uma temperatura conveniente, abaixo
da zona crítica, e esfriá-la novamente. É praticado com o intuito de corrigir certos defeitos da
têmpera, quando se manifesta uma dureza, ou fragilidade, excessivas ou quando se receiam
tensões internas perigosas. Com o revenido diminuem-se progressivamente a dureza, o limite
de resistência, o limite de escoamento, mas aumenta o alongamento, a estrição e a resistência
ao choque.
2.3 - RECOZIMENTO
O recozimento apaga, por assim dizer, as texturas resultantes de tratamentos térmicos ou
mecânicos anteriormente sofridos pelo material porque, ao se passar pela zona crítica, este se
recristaliza sempre sob a forma de grãos normais de austenita, qualquer que seja a textura que
apresente antes de atingir a referida zona, no aquecimento. Portanto, com esse tratamento, os
aços readquirem suas propriedades e texturas normais.
Para o recozimento ser bem feito, torna-se necessário levar em conta os seguintes fatores:
a) Aquecimento
É preciso que as peças sejam aquecidas quando possível, uniformemente e que, acima da
zona crítica não fiquem partes da peça a temperaturas muito mais altas que outras. O
aquecimento ou resfriamento desigual pode entortar as peças.
b) Temperatura de recozimento
Para cada teor de carbono existe uma temperatura a mais adequada, que é da ordem de
50ºC acima do limite superior da zona crítica.
c) Tempo de permanência a essa temperatura
Convém esperar pelo menos alguns minutos no caso de peças pequenas ou delgadas até
que sua textura tenha passado integralmente a uma solução sólida homogênea. Nas peças
maiores, mais grossas, deve-se esperar ainda que a parte central atinja a temperatura
desejada. Recomenda-se, para isso, 20 minutos de permanência a temperatura para cada
centímetro de espessura da peça.
- 2 - 5

METALURGIA
d) Atmosfera do forno
Se a atmosfera do forno for oxidante, isto é, tiver tendência para formar muita casca de
óxido nas peças, procura-se diminuir o acesso de ar. A mesma providência se impõe no
caso de peças grandes que precisam permanecer muito tempo no forno, ou de peças cuja
descarbonetação superficial possa ser um inconveniente. A descarbonetação superficial
prejudica, seriamente, nos casos de arestas de corte, superfície de estampas, molas,
engrenagens, pois as partes que contêm menor teor de carbono endurecem menos pela
têmpera.
e) Esfriamento lento
Este se consegue deixando as peças pequenas esfriar no forno. As peças grandes podem
ser imersas na cal em pó, areia seca, cinza ou qualquer meio que assegure um resfriamento
lento, desde o momento em que saem do forno. Esse esfriamento deve ser tanto mais lento
quanto maior for o teor de carbono. Os aços de baixo teor de carbono, cerca de 0,3%,
podem ser esfriados ao ar tranquilo; os de teores mais alevados devem ser esfriados no
forno, especialmente se forem peças pequenas. Peças volumosas e compactas, embora
com teor alto de carbono, podem muitas vezes ficar expostas ao ar tranquilo sem ser
inconveniente, em virtude da lentidão com que sua temperatura cai.
Figura 20
- 2 - 6

METALURGIA
f) Casos em que o recozimento é necessário
Peças de aço fundido devem ser recozidas pois apresentam uma granulação grosseira. O
recozimento modifica a textura do aço com uma cristalização mais fina, trazendo,
portanto, sensível melhora às propriedades da peça.
No caso de laminação a frio ou de estiramento do aço doce em que o material deva passar
numerosas vezes pelos laminadores ou pela fieira, é necessário, após um certo número de
passagens, submeter o material ao recozimento antes de prosseguir no trabalho.
Em todos os casos em que o aço se ache encruado e que não se tenha em vista aproveitar
esse encruamento, deve ser recozido.
g) Imperfeições e descuidos
I) O aquecimento ou esfriamento desigual das peças pode entortá-las;
II) O aquecimento com a intenção de recozer o aço será ineficiente se a temperatura não
atingir a faixa recomendada no gráfico, exceto no caso particular do aço extra-doce
encruado, cuja dutilidade pode ser restaurada com um aquecimento a 660ºC;
III) O aquecimento até dentro da zona crítica conduz a texturas em que a perlita toma um
aspecto característico com aparência de esboroamento;
IV) Temperaturas excessivas ou longa permanência às altas temperaturas produzem
granulação grosseira (superaquecimento), cujos inconvenientes já foram apontados e
V) Aquecimento em meio oxidande.
2.4 - NORMALIZAÇÃO
O recozimento com esfriamento ao ar denomina-se normalização e os aços assim tratados,
dizem-se normalizados. Com a normalização obtém-se comumente uma granulação mais fina
do que com o esfriamento no forno.
No estado normalizado, a dureza, bem como os limites de escoamento e resistência, são um
pouco mais elevados do que no estado plenamente recozido, ao passo que o alongamento e a
compressão sofrem ligeira diminuição.
O efeito da normalização é tanto mais intenso, quanto maior o teor da carbono e o de
manganês e quanto menor a espessura da peça.
- 2 - 7

METALURGIA
Na figura anteriormente apresentada, a faixa correspondente a normalização está acima da
faixa adequada ao recozimento ou à têmpera porque com aquele tratamento se busca maior
homogeneização da austenita, para que a nova granulação seja uniforme.
No caso, é preciso ultrapassar a zona crítica para que seja absorvida completamente a rede
de cementita existente.
2.5 – PRINCÍPIOS DE TRATAMENTOS TÉRMICOS COM RESFRIAMENTO BRUSCO
Até aqui consideramos o resfriamento através da zona crítica, dando-se lentamente. Nestas
condições, os fenômenos que aí ocorrem tem tempo suficiente para se realizarem e, como já
foi explicado, esses fenômenos são dois:
1. Separação da ferrita, ou da cementita, durante a travessia da zona crítica; e
2. Transformação da austenita remanescente, com 0,8% de C, em perlita lamelar, ao ser
atingida a linha inferior da zona crítica.
Essa transformação em perlita é conseqüência da ocorrência simultânea do fenômeno de
separação de ferrita numa austenita com 0,8% de carbono, com precipitação de cementita, na
mesma austenita , devido à super-saturação em carbono.
Se apressarmos o resfriamento, verificaremos:
I. Que a quantidade de ferrita, ou cementita, separa inicialmente, diminui com o aumento da
velocidade de resfriamento, até que, acima de um certo limite, se anula, de um modo que o
aço atinge a linha inferior da zona crítica, ainda inteiramente austenítico.
II. Que a austenita abaixo da zona crítica se transforma em perlita de lamelas cada vez mais
finas e mais próximas, quanto mais rápido for o resfriamento, chegando ao ponto de as
lamelas se tornarem indiscerníveis ao microscópio comun.
III. Que para velocidade de resfriamento ainda maiores, não ocorre transformação em perlita,
e em temperaturas mais baixas se forma um constituinte denominado MARTENSITA, que
pode ser considerado como uma solução sólida super-saturada e metaestável de carbono em
ferro alfa que, devido a essa super-saturação, se apresenta com uma estrutura tetragonal de
corpo centrado, e não cúbica de corpo centrado como vimos anteriormente.
A martensita tem propriedades inteiramente diferentes das dos constituintes já estudados .
A austenita ao se transformar abaixo da zona crítica, poderá dar diferentes microestruturas,
dependendo das temperaturas em que essas transformações ocorrerem.
- 2 - 8

METALURGIA
Só nos casos extremos de velocidades do resfriamento muito altas ou relativamente baixas, é
que se obtêm constituintes bem definidos como a martensita ou a perlita grosseira.
2.6 - TÊMPERA
É o tratamento por resfriamento contínuo que promove a transformação da austenita em
martensita, em temperatura situada no intervalo 350º – 200ºC, aproximadamente. Se a
temperatura final do tratamento ultrapassar esse limite, do fim da reação martensítica, parte
da austenista permanecerá associada a martensita.
Um outro cuidado a ser observado nos resfriamentos rápidos necessários à têmpera é a
velocidade de resfriamento da superfície e do núcleo da peça, pois se transforma primeiro em
martensita e, por ocasião da transformação do núcleo aparecerão esforços residuais e de
tração na superfície que poderão dar origens a fissuras.
A diferença entre a temperatura, da superfície e a do núcleo, no momento de entrada no
campo de formação de martensita, pode ser eliminada interrompendo-se o resfriamento por
alguns segundos a uma temperatura pouco acima de 350ºC.
Se considerarmos os tratamentos térmicos somente em função das condições de definir a
têmpera como um processo de resfriamento rápido que prossegue o endurecimento do aço,
essa definição não é satisfatória por que os aços altamente ligados temperam sem que seja
necessário um resfriamento rápido.
Aços que têm a temperatura-limite de início da transformação da austenita em martensita
abaixo da temperatura ambiente, não endurecem pela têmpera por mais rápido que seja o
resfriamento.
Aços de baixo teor de carbono, embora dêem uma textura martensítica na têmpera, amolecem
com esse tratamento com relação ao material que apresenta a cementita finamente dispersa.
2.6.1 – Profundidade de endurecimento pela têmpera
Quando peças de aços diferentes, mas de forma e tamanho idênticos, são aquecidas a
mesma temperatura e depois resfriadas por imersão num líquido, todos os pontos
correspondentes nessas peças resfriam praticamente com a mesma velocidade.
Cada peça resfria com duas velocidades: máxima e mínima. A máxima de fora para dentro e
a mínima de dentro para fora.
- 2 - 9

METALURGIA
O endurecimento que essas velocidades de resfriamento poderão produzir nas citadas peças,
dependerá das características de temperabilidade do aço que cada uma é feita, isto é,
dependerá da sua composição química, quantidade e distribuição de inclusão, etc.
Na prática, o problema não pode ser solucionado de modo rigoroso, pois cada aço tem
característica de temperabilidade própria e exigiria a determinação de um diagrama de
transformação exclusivo para ele. Traçam-se, então, diagramas para aços de uma certa
categoria, e esses diagramas são utilizados para representar aproximadamente, o
comportamento dos aços dessa categoria.
Nos tratamentos com resfriamento contínuo observa-se uma transição gradual de dureza
entre as partes endurecidas e as não endurecidas. Pode-se então adotar o meio dessa faixa de
transição como o limite da zona endurecida.
Figura 21
A espessura da parte endurecida recebe o nome de profundidade de endurecimento, e se
fixarmos as condições de resfriamento (dimensões e forma da peça e meio de têmpera),
ela pode ser utilizada como uma indicação da temperabilidade do material).
- 2 - 10

METALURGIA
2.6.2 – Cuidado a observar durante a têmpera
a) Aquecimento
As precauções tomadas no aquecimento são as mesmas do recozimento: aquecer
uniformemente e prevenir a descarbonetação, a oxidação e a deformação das peças.
As peças a serem temperadas podem ser aquecidas em fornos de mufla que é o processo
mais usado, ou em banhos de chumbo ou de sais.
O chumbo permite aquecimento até 870ºC, com uma velocidade quatro vezes superior
aos sais. Com os sais, pode-se fazer aquecimentos até 1300ºC. Os sais mais empregados
são o cloreto de sódio, carbonato de sódio e cloreto de bário.
De um modo geral, os banhos têm a vantagem de aquecer mais uniformemente as peças
e protegê-las contra a oxidação pelo ar.
A temperatura adequada a ser atingida pela peça e o tempo de permanência a essa
temperatura são os mesmos já citados no recozimento. Convém lembrar que essa
referência só é válida para os aços-carbono. Não se aplica aos aços que contêm certos
elementos, tais como o níquel, cromo, vanádio, tungstênio, silício, etc., acima de
determinados teores, porque nesses casos são considerados aços-liga, e sua zona crítica
difere da dos aços-carbono.
Quando se temperam aços, principalmente os com mais de 0,9% de carbono, de
temperaturas muito elevadas, o material torna-se excessivamente duro e quebradiço
devido ao excesso de carbono que entra em solução na austenita. Esses tratamentos dão
martensita grosseira.
b) Resfriamento
A escolha do banho depende da têmpera que se quer e da qualidade do aço a ser tratado,
porque certos aços trincam e empenam quando temperados em água e só suportam
têmpera branda.
Com exceção de alguns aços-liga que endurecem pelo simples resfriamento ao ar, o
resfriamento praticado na têmpera comum é habitualmente rápido. Para esse fim as
peças, depois de devidamente aquecidas e homogeneizadas na temperatura de
austenitização, são em seguida mergulhadas em líquidos.
- 2 - 11

METALURGIA
Como a absorção de calor de um líquido depende principalmente de sua natureza e de
sua temperatura, são vários os líquidos usados, conforme a velocidade de resfriamento
desejada:
I) Água e solução aquosa de sais, ácidos, alcális ou glicerina;
II) Óleos minerais, vegetais ou animais; e
III) Chumbo fundido ou sais fundidos.
Considerando a rapidez de resfriamento produzida, esses líquidos poderiam ser
citados, na seguinte ordem, na qual a água, a temperatura ambiente e sem agitação, é
tomada como unidade.
Solução de 5% de soda em água a 20ºC __________________________1,17.
Solução de 5% de cloreto de sódio em água a 20ºC _________________1,12.
Água a 20ºC e sem agitação ____________________________________1,00.
Solução de glicerina em água a 20ºC, valores entre os da água e os de óleo.
Óleos (conforme a sua viscosidade) _________________________0,16 a 0,36.
A água é um meio de têmpera bastante eficiente e econômico. A medida, porém, que
ela aquece, sua capacidade de têmpera diminui a ponto de, perto da temperatura de
ebulição, ser apenas de um décimo de capacidade de resfriamento.
As soluções de cloreto de sódio acima de 10% não são recomendadas. As peças
devem ser muito bem enxaguadas depois da têmpera, porque o sal acelera a corrosão.
As soluções de soda são igualmente usadas em concentrações baixas. Dão às peças
uma cor clara e não as enferrujam. Estas soluções devem ser manipuladas com
cuidado porque são cáusticas.
As soluções de glicerina fornecem banhos de têmpera intermediários entre a água
simples e o óleo.
Os óleos são meios de têmpera em geral brandos, empregados quando há perigo de
empenamento, trincas, tensões internas excessivas. Dos óleos, os minerais são
preferidos por serem menos sujeitos a se deteriorarem com o uso. Os óleos vegetais e
animais têm ainda a desvantagem de desprenderem odores desagradáveis.
- 2 - 12

METALURGIA
Na escolha de um óleo para têmpera, deve-se levar em consideração sua capacidade
de têmpera, sua estabilidade, facilidade de aquisição, baixo custo, sua passividade
química em face do metal quente e, não serem muito inflamável.
Os banhos de têmpera se tornam mais brandos a medida que se aquecem. No caso de
óleos grossos, a diminuição de sua viscosidade como aquecimento pode sobrepujar,
pelo menos entre certas temperaturas, o efeito abrandador que o aquecimento exerce
sobre a capacidade de têmpera de banho. Isso pode conduzir a resultados inesperados
na têmpera.
É preciso que o volume do banho esteja em proporção com o tamanho da peça que se
quer temperar porque, como já foi dito, a capacidade de um líquido absorver calor
diminui com a elevação de sua temperatura. Portanto, se o líquido for insuficiente, ou
se temperar várias peças com pequeno intervalo de tempo no mesmo banho, o seu
aquecimento excessivo pode ser brando, quando se desejaria que fosse violento.
É importante também agitar a peça no banho durante a têmpera para assegurar um
resfriamento mais rápido e uniforme. Se não agitar, a pressão da vapor que se
desenvolve junto à peça impede a aproximação de novas camadas líquidas e o
resfriamento se torna mais lento, prejudicando os resultados da têmpera. Quando a
peça é muito grande, agita-se o líquido do banho.
Com banhos inflamáveis é preciso tomar cuidados especiais, abafando as labaredas
por meio de uma cobertura qualquer, que dificulte o acesso ou renovação do ar a sua
superfície.
2.6.3 - Constituintes dos aços temperados
Para melhorar a clareza, convém recapitular os seguintes fatos que ocorrem com austenita
quando o resfriamento é lento:
a) Há separação de ferrita, ou de cementita, na zona crítica, conforme se trate de aço
hipoeutetóide ou hipereutetóide.
b) Todo ferro gama se transforma em ferro alfa ao transpor a linha inferior da zona crítica,
porque nessa temperatura a quantidade de carbono na austenita atinge a linha Acm e a
precipitação da cementita baixa localmente e teor de carbono da austenita, favorecendo
a nucleação de ferrita.
- 2 - 13

METALURGIA
c) Pelo mesmo mecanismo, o crescimento da ferrita produz uma elevação no teor de
carbono da austenita adjacente, favorecendo a nucleação de cementita.
Esse processo de nucleações e crescimentos alternados de ferrita e de cementita da origem a
perlita.
Quando o resfriamento é muito rápido, os fenômenos citados não se dão porque:
1) a migração dos elementos exige tempo para se efetuar, principalmente da 1ª alínea; e
2) essa migração é extremamente lenta quando abaixo de certas temperaturas.
Em conseqüência, resfriamentos bruscos transformam a austenita em uma solução super-
saturada de carbono no ferro alfa. Esta textura toma o nome martensita e se revela ao
microscópio de modo característico.
No sistema cristalino do ferro gama, os átomos de carbono se acomodam perfeitamente e
não dificultam os deslizamentos cristalinos quando o aço é relativamente dútil. Mas na
martensita, o ferro está numa forma alfa modificada pelo excesso de carbono, cuja presença
dificulta as deformações plásticas a tal ponto que elas se tornam praticamente impossíveis.
Daí a grade dureza da martensita.
Quando o resfriamento é menos brusco, já se torna possível um começo de transformação
da austenita a temperaturas superiores.
Consiste essa transformação, como já foi dito na separação do ferro alfa e do carboneto sob
a forma de uma textura lamelar ultrafina que toma o nome de troostita. As áreas onde essa
transformação já se deu são fortemente escurecidas pelos reativos micrográficos (a textura
lamelar da troostita só pode, porém, ser verificada pelo microscópio eletrônico, com
ampliação superior a 3000 vezes).
As áreas de austenita que não se transformarem em troostita, vão se transformar em
martensita a temperaturas mais baixas.
Isto posto, pode-se dizer que, a medida que o resfriamento for praticados de modo mais
brando, observar-se-á quantidade de troostita cada vez maior, desde 0%, quando a curva de
resfriamento toca a extremidade esquerda do diagrama de transformação em resfriamento
contínuo.
- 2 - 14

METALURGIA
Em temperatura mais baixa poderá ser interceptada a zona de formação de bainita. A
textura de todos os aços com mais de 0,3% de carbono, cujo resfriamento atravessa essas
regiões, será, pois, troostita, bainita e martensita.
A dureza do aço cai rapidamente a medida que a percentagem de martensita diminui e a de
troostita aumenta. Quando a troostita se apresenta em rede contínua, a dureza do aço é mais
baixa do que se tivesse a mesma percentagem de troostita, porém, esparsa a esmo, pois a
dureza tende para aquela do constituinte contínuo.
As texturas mistas, nas quais há regiões com texturas lamelares discerníveis e outras
indiscerníveis ao microscópio comum, chamamos de troosto-perlita.
Com velocidades de resfriamento da ordem que estamos considerando agora, já se pode
notar também os primeiros indícios da formação de uma rede de ferrita. É que os
fenômenos citados na alínea a (Constituintes dos aços temperados), e que ficaram
suprimidos nos resfriamentos mais rápidos, começam agora a se manifestar com intensidade
cada vez maior a medida que nos aproximamos dos resfriamentos lentos.
Figura 22
- 2 - 15

METALURGIA
Os aços doces e extra-doce não endurecem pela têmpera e os valores obtidos são também
muito variáveis. Na figura abaixo, é apresentado um exemplo prático do que acaba de ser
exposto: o tratamento térmico de enxadas calçadas. A lâmina aquecida até cerca de 800ºC,
é parcialmente mergulhada na água. Com esse tratamento a faixa temperada endurece
apenas na camada constituída por aço com teor de carbono mais alto. A parte de aço doce
praticamente não endurece por serem insuficientes não só o teor de carbono (0,1 a 2%),
como também a temperatura de têmpera para esse aço.
A lâmina é em seguida submetida a um revenido para atenuar a fragilidade da região
temperada.
Figura 23
2.6.4 – Têmpera dentro da zona crítica
Dentro da zona crítica, quer no aquecimento, quer no resfriamento, há sempre a presença de
austenita e um outro constituinte que é a ferrita ou a cementita, conforme o teor de carbono
do aço. Se a têmpera se der nessa ocasião, encontrar-se-ão na peça temperada, além dos
constituintes comuns da têmpera (martensita, ou martensita e troostita), áreas de ferrita ou
de cementita, as quais praticamente não se alteram pelo resfriamento brusco.
A questão do deslocamento da zona crítica para cima, no aquecimento, e para baixo, no
resfriamento, assunto já abordado, tem aqui uma importância capital.
As figuras 25, 26 e 27, mostram um exemplo baseado em resultados experimentais de um
estudo feito com aço comum de cerca de 0,5% de C. As duas temperaturas A e B, feitas
respectivamente nas temperaturas de 700 e 735ºC, deram origem as texturas representadas.
- 2 - 16

METALURGIA
Figura 24
Figura 25
Figura 26
- 2 - 17

METALURGIA
Na figura 26 vê-se a rede de ferrita, que estava formada em torno da austenita no momento
de têmpera, ao passo que na figura 27, nota-se, pelos contornos côncavos da ferrita, que
esta, estava sendo absolvido pela temperatura.
Se a têmpera tivesse sido feita a 735ºC, a textura seria totalmente martensítica, porque a
essa temperatura o aço ainda estaria acima da zona crítica e, portanto, austenítico.
Por outro lado, se a têmpera B tivesse sido feita a 700ºC, a textura do aço continuaria
inalterada, isto é, constituída de ferrita. A dureza BRINELL no primeiro caso seria da
ordem de 660 e no segundo, aproximadamente 200.
Os aços temperados dentro da zona crítica não apresentam grande interesse prático,
porque a dureza atingida é menor e em geral irregular. O motivo que nos leva a abordar o
assunto com certa minúncia é a necessidade de chamar a atenção não só para a influência
de pequenas variações de temperatura como quando a temperatura de têmpera possa estar
entre os limites em que pode variar a zona crítica. É preciso saber se essa temperatura foi
atingida por aquecimento ou resfriamento de temperaturas acima da zona crítica.
2.7 – REVENIDO
A têmpera modifica profundamente as propriedades dos aços; algumas delas tomam valores
altos: a dureza, a resistência à tração, etc. Nas outras como a resistência ao choque e o
alongamento, caem a valores muito baixos. Além disso, o material fica com tensões internas
apreciáveis. O revenido é o tratamento que vem corrigir esses inconvenientes, restituindo ao
aço grande parte das propriedades perdidas sem afetar muito aquelas visadas pela têmpera.
A resiliência (capacidade de armazenar energia na fase de deformação elástica), a flexão ou a
torsão e a resistência ao choque, são elevadas notadamente pelo revenido. Por esta razão
costumam ser temperadas e revenidas quase todos os tipos de molas. Assim podem suportar
cargas e deformações maiores do que com qualquer outro tratamento, sem se romper e,
retirada a carga, voltar praticamente a forma primitiva.
- 2 - 18

METALURGIA
Figura 27
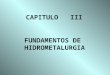
O conjunto A representa 3 molas de forma idênticas, feitas do mesmo aço, sendo a
primeira, temperada (T); a segunda, temperada e revenida (TRv) e a terceira, recozida
(Rc). Antes da experiência, elas eram do mesmo comprimento.
Submetidas a uma pequena carga, as três se alongam igualmente (conjunto B) e,
descarregadas, voltam ao tamanho inicial.
Aplicando-se-lhes uma carga maior, da ordem do escoamento da mola recozida, esta se
alongará muito mais do que as duas primeiras, cujas distensões serão iguais. Retiradas as
cargas, verificar-se-á (conjunto C) que as duas primeiras voltaram ao seu comprimento
inicial, enquanto a mola, no estado recozido, apresenta uma deformação permanente
bastante pronunciada, o que desaconselha o seu uso para esse fim.
O conjunto D mostra o que sucede com as duas primeiras, quando sujeitas a cargas ainda
mais elevadas: a mola temperada e revenida começa a distender-se um pouco mais do que
a temperada, em virtude de um pequeno escoamento das fibras externas, ao passo que a
mola simplesmente temperada, rompe-se bruscamente.
- 2 - 19

METALURGIA
Do conjunto D (figura 28) depreende-se também que, para cargas dessa ordem, a mola
temperada exige um esforço maior do que a revenida para alongar-se igualmente.
Removida a carga da mola revenida, notar-se-á um pequeno alongamento permanente que,
na maioria dos casos, não chega a inabilitá-la para seu uso, a deformação permanente que
ela agora apresenta, não aumentará se ela for submetida a cargas inferiores àquelas que a
causou.
A quebra prematura da mola temperada provém do seu baixo alongamento que não
permite escoamentos para redistribuição de tensões, de modo que os pontos solicitados na
superfície rompem, produzindo zonas com concentrações de tensões ainda maiores devido
a redução de secção junto as fissuras. Isto ocorre particularmente nos casos de flexão e de
torsão nos quais as tensões máximas se localizam nas fibras externas da peça. Defeitos
como pequenas trincas estorvam a fratura que, uma vez iniciada, se prolonga
instantaneamente a toda secção.
O aço revenido, além de apresentar tensões residuais consideravelmente menores, possui
certa capacidade de alongar-se e, assim, antes de a fibra mais solicitada romper-se, ela se
alonga, descarregando parte das tensões às fibras vizinhas menos solicitadas.
2.7.1 – Cores do revenido
Aquecendo-se em presença do ar, uma peça de aço limada, polida, ou simplesmente
esmerilhada, verificamos que se forma na sua superfície uma película de óxido que, no
início, é muito fina e decompõe-se, à luz, de modo a dar uma certa coloração à peça. Esta
coloração que ocorre entre mais ou menos 220 e 320ºC para os aços carbono, depende da
espessura da película a qual, por sua vez, é função da temperatura da peça.
Pode-se assim, avaliar aproximadamente a temperatura que está atingindo o aço ou a que
atingiu, pois a coloração que correspondente à temperatura máxima, permanece depois de
resfriado. Essas cores aparecem nos aços comuns em qualquer estado; são chamados “cores
do revenido” porque dão indicações úteis nesse tratamento. Nos aços-liga com certa
resistência à oxidação, essas cores aparecem em temperaturas mais elevadas, conforme o
seu grau de inoxidabilidade.
Em certas ferramentas, como os ponteiros com que são desbastados os blocos de granito, os
operários aquecem numa forja e, temperam somente a ponta em água fria. Logo que a
- 2 - 20

METALURGIA
ponta se esfria, passa-se uma parte desta, rapidamente, no esmeril para obter uma superfície
do metal isenta de óxido. O calor armazenado no corpo da ferramenta vai pouco a pouco se
propagando até a ponta temperada que sofre, com isso, um revenido cuja temperatura pode
ser acompanhada pelas cores que, sucessivamente, apresenta a parte recém-esmerilhada.
Atingida a temperatura desejada, mergulha-se a peça toda em água, esfriando-a depressa
para que o revenido não prossiga. Esta operação não tempera o corpo da peça porque nesse
momento já está abaixo da zona crítica.
A tabela a seguir dá uma relação aproximada entre a temperatura e a coloração
correspondente.
As cores do revenido são válidas para um tempo determinado da ação do calor. Um
aquecimento demasiadamente prolongado, efetuado a temperatura de revenido
relativamente baixa, produz quase os mesmos efeitos que um aquecimento breve a
temperatura de revenido alta.
São as chamadas cores do revenido, às vezes, empregadas nas oficinas onde se procede a
têmperas seguidas de um revenido a baixa temperatura.
CORES PARA FORJAR CORES PARA REVENIR
Cores - Temp. em graus CELSIUS
Cores - Temp. em graus CELSIUS
Castanho escuro 550º Amarelo pálido 200ºCastanho amarelado 630º Amarelo palha 220ºRubro escuro 680º Amarelo escuro 230ºRubro cereja escuro 740º Castanho 240ºRubro cereja 770º Carmim 250ºRubro cereja claro 800º Castanho violeta 260ºRubro claro 850º Púrpura 270ºRubro muito claro 900º Violeta 280ºLaranja 950º Azul escuro 290ºAmarelo 1000º Azul 300ºAmarelo claro 1100º Azul claro 310ºBranco amarelo 1200º Azul cinzento 320ºBranco 1300º Cinzento 330ºEstas cores aparecem em toda
a massa do metal
Estas cores aparecem na superfície do
metal
- 2 - 21

METALURGIA
O tratamento que acaba de ser descrito é, às vezes, impropriamente chamado de dupla
têmpera.
2.8 – DEFINIÇÃO DOS TRATAMENTOS TÉRMICOS QUE ENVOLVEM CONTROLE
DE RESFRIAMENTO
Baseando-se no que acaba de ser exposto, podemos então definir os tratamentos térmicos:
a) Recozimento
É o tratamento por resfriamento contínuo que provoca a transformação da austenita num
produto constituído por perlita associada, no caso dos aços hipoeutetóides, à ferrita, e, no
caso dos hipereutetóides, às partículas de cementita.
b) Normalização
É o tratamento por resfriamento contínuo que provoca a transformação da austenita num
produto constituído por perlita final associada ou não, a grãos pequenos de ferrita, ou a
partículas finas de cementita. É portanto, uma transformação resultante de resfriamento
contínuo, com velocidade moderadamente alta, de modo a interceptar as regiões de
formação de ferrita e de perlita, não atingindo, porém, as faixas de formação de bainita ou
de martensita.
c) Têmpera
É o tratamento por resfriamento contínuo que promove a transformação da austenita em
martensita, em temperatura situada no intervalo 350º – 200ºC, aproximadamente. Se a
temperatura final do tratamento ultrapassar esse limite, do fim da reação martensítica,
parte da austenista permanecerá associada a martensita.
d) REVENIDO
É o tratamento que visa corrigir parte das profundas mudanças causadas pela têmpera,
restituindo ao aço, grande parte das propriedades perdidas sem afetar muito aquelas
objetivadas pela têmpera.
2.9 – CONSTITUINTES DOS AÇOS TEMPERADOS E REVENIDOS
O revenido começa a atuar de maneira perceptível somente acima de 150ºC; abaixo dessa
temperatura, o carbono dispersa no ferro alfa, forma uma solução sólida metaestável, a
martensita, que assim permanece indefinidamente, porque à temperatura ambiente, ele não
tem mobilidade suficiente para se separar.
- 2 - 22

METALURGIA
À medida que, a temperatura se eleva, acima de 150ºC, vai crescendo a mobilidade do
carbono e a separação se realiza de modo cada vez mais pronunciada, até que, a 600ºC, a
separação atinge um grau tal, que o aço, antes martensítico, apresenta-se agora com uma
textura característica denominada sorbita, constituída de pequeninas partículas de cementita,
geralmente tendendo para a forma esferoidal, sobre um fundo de ferro alfa, isto é, de ferrita.
2.9.1 – Transformações estruturais no revenido
A martensita, como vimos, é uma solução sólida metaestável e super-saturada de carbono
num retículo de ferro tetragonal, com composição idêntica a da austenita que lhe deu
origem.
Sendo uma solução super-saturada, ela tem tendência a precipitar o excesso de carbono e
se transformar em ferro alfa. Essa separação do carbono que se dá na forma de carboneto,
ocorrem em vários estágios.
a) O primeiro estágio tem início acima de 150ºC, com a precipitação de carboneto (Fe3C,
hexagonal) e transformação da martensita numa martensita de baixo teor de carbono
(0,25%).
b) O segundo estágio ocorre entre 250 e 400ºC, com o aparecimento de ferrita nos limites
entre a martensita de baixo carbono e o carboneto, e com uma progressiva
transformação do carboneto em cementita ( Fe3C, orto-rômbica). Nesse estágio, a
microestrutura ainda mantém o seu aspecto acicular.
c) O terceiro estágio ocorre acima de 400ºC com a separação completa da ferrita e da
cementita. Com a elevação da temperatura até 700ºC, há tendência para o crescimento
dos grãos de ferrita e esferoidização das partículas de cementita, dando a textura
denominada sorbita.
Em igualdade de resistência ou de dureza, os aços temperados e revenidos tem geralmente
maior ductilidade devido a maior uniformidade na distribuição da cementita. (conforme a
figura 29)
- 2 - 23

METALURGIA
Alterações que um aço comum, meio doce, com
textura martensítica, sofre quando aquecido à
temperatura até acima da zona crítica.
Figura 28
Figura 29
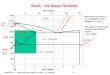
No caso da dureza BRINELL, as curvas da figura 30 apresentada exemplificam o exposto.
Os valores aí representados devem ser interpretados da seguinte maneira:
• a curva dos aços temperados representa a dureza máxima que se pode obter com
cada aço. Tratando-se de aço carbono, esses valores são alcançados pela têmpera de
peças pequenas em água. Para certos tipos de aço-liga, esses valores podem ser obtidos
em peças maiores.
- 2 - 24

METALURGIA
• a curva dos aços recozidos é válida para os aços comuns em peças de qualquer
tamanho porque sempre é possível resfriar lentamente tanto uma peça grande como uma
pequena. Representa um valor aproximado porque só estão aí considerados os teores de
carbono. Os teores de manganês, silício e fósforo e o tamanho dos grãos introduzem
pequenas alterações nesses valores.
• a curva das durezas mínimas se refere ao estado completamente coalescido. Essa
curva se afasta mais dos valores dos aços recozidos, para aços com teores mais elevados
de carbono, porque então há mais carboneto para coalescer. Para os aços carbono, os
valores entre duas primeiras curvas podem provir dos seguintes tratamentos: têmpera
branda (martensita e troostita); têmpera dentro da zona crítica (martensita e ferrita);
têmpera com tempo insuficiente de aquecimento (martensita e ferrita); têmpera e
revenido (sorbita); normalização (troosto-perlita) e encroamento (grãos deformados) ou
combinações desses tratamentos. Excluída a presença de elementos de liga, cuja
interferência às vezes complica a investigação da causa da dureza, as demais causas
apontadas, inclusive possível heterogeneidade provenientes de concentrações locais, são
em geral, detectáveis pelo exame metalográfico.
2.10 – COALESCIMENTO
Quando a temperatura de revenido se aproxima muito da zona crítica e permanece muitas
horas na sua vizinhança, as pequenas partículas de cementita agrupam-se em partículas
maiores, formando glóbulos de cementita, facilmente visíveis ao microscópio. Diz-se então
que a cementita está coalescida ou esferoidizada.
Este fenômeno pode ser acelerado fazendo a temperatura oscilar em torno de 723ºC,
porque as partículas finas se dissolvem em menos tempo do que as grossas e, no
resfriamento subsequente, a cementita vai se depositar sobre os restos das partículas mais
grossas. Esta oscilação aplicada aos aços recozidos também conduz ao mesmo resultado.
O coalescimento chega a reduzir a dureza do aço, às vezes, a quase metade da que possui no
estado recozido. Isto permite uma economia apreciável na usinagem de aços de elevado
teor de carbono (principalmente os extra-duros, hipereutetóides), pois o esforço exigido
- 2 - 25

METALURGIA
para essas operações se torna muito menor, podendo, além disso, serem executadas
freqüentemente com ferramentas comuns, em máquinas mais leves.
Os aços coalescidos quando reaquecidos para serem recozidos, normalizados ou
temperados, precisam permanecer acima da zona crítica mais tempo do que o normalmente
exigido, por ser a dissolução dos carbonetos no estado globular, mais demorada.
2.11 – AÇOS RÁPIDOS
Quando discorremos sobre o revenido dos aços comuns, tivemos ocasião de mostrar como a
dureza, que o aço adquirira pela têmpera, diminuía com a temperatura do aquecimento.
Esta é a deficiência mais séria que apresentam as ferramentas feitas de aço comum cujo
corte, durante o trabalho, está sujeito a aquecimento de algumas centenas de graus, como
por exemplo, ferramentas de torno, de plainas, dentes de serra, brocas, etc.
Como o trabalho muito intenso aquece o corte da ferramenta, é necessário executar o
trabalho mais lentamente para dar tempo a dissipação do calor, ou então prover uma
refrigeração com água ou óleo solúvel, etc., para evitar o aquecimento acima de 100ºC.
A ferramenta que perdeu o corte por desgaste em trabalho normal, pode ser reafiada e com
isso readquirir sua eficiência primitiva. Se, porém, a ferramenta perdeu o corte porque
aqueceu demais, então não adianta reafiá-la pois o aço perdeu sua dureza e, nesse caso, é
preciso primeiro temperar de novo a ferramenta.
- 2 - 26

METALURGIA
Figura 30
O desenvolvimento de aços-liga, especialmente os com cromo e tungstênio, trouxe uma
contribuição muito valiosa para o aperfeiçoamento das ferramentas. Esses aços têm a
propriedade de só perderem a dureza que adquiriram pela têmpera, quando atingem
temperaturas da ordem de 650ºC. Por isso, as ferramentas feitas desses aços permitem
um trabalho mais rápido porque o aquecimento não os afeta tanto. Daí o nome de aços de
corte rápido ou simplesmente aços rápidos como são conhecidos. Um aço rápido de
emprego muito generalizado é denominado aço 18-4-1, em cujo composição entram 18%
de tungstênio, 4% de cromo e 1% de vanádio. Há ainda vários outros tipos de aços nos
quais intervém também o molibdênio e o cobalto como elementos de liga.
Convém não confundir esses aços com os metais duros como o WIDIA, CARBOLOY,
MITIA, etc., que não são aços, mas pó de carboneto de tungstênio duríssimo, aglomerado
por meio de cobalto por sintetização (processo especial na “metalurgia de pó”).
2.12 - TRATAMENTOS PARA ENDURECIMENTO SUPERFICIAL
Na construção de máquinas, é freqüente precisar-se de peças dotadas, simultaneamente, de
uma boa resistência ao choque e uma dureza muito elevada para resistir ao desgaste, como
os dentes de engrenagens de certas matrizes para estampagem, pinos móveis, eixos,
- 2 - 27

METALURGIA
articulações esféricas, etc. Essas duas propriedades são incompatíveis pelo menos nos aços
carbono.
Mas, como a dureza que interessa é sempre a superficial, basta que a peça tenha essa
qualidade apenas nessa parte. Isto se consegue com auxílio do processo que, em linhas
gerais, vai ser descrito a seguir e que se denomina genericamente, cementação.
a) Cementação
O aço acima da zona crítica, além de dissolver no estado sólido mais carbono, tem
também a propriedade de absorver este último em contato com substâncias capazes de
cedê-lo (cementos).
Esta propriedade, utilizada com certas precauções em peças feita de aço doce, permite
elevar o teor de carbono junto a sua superfície e assim, aumentar a dureza da camada
periférica, conservando, entretanto, dúctil o interior da peça, cuja composição não se
altera. O teor mais conveniente a atingir junto à superfície é o eutetóide (0,8%).
Na cementação pelo carbono empregam-se em geral, cementos sólidos; mas quando se
visa a introduzir no aço também o nitrogênio, ou somente este, empregam-se cementos
líquidos (cianetos fundidos), gases carbonetantes ou nitretantes.
Os cementos sólidos são constituídos geralmente de carvão de madeira moído, não muito
fino, misturado com certos carbonatos. Estes têm ação meramente catalítica na
cementação, aumentando a proporção de CO em relação ao CO2.
Um cemento simples citado na literatura técnica e freqüentemente tomado para termo de
comparação, é o conhecido por cemento de CARON, cuja composição é de 40% de
carbonato de bário e 60% de carvão vegetal.
Como a cementação pelo carbono é uma operação demorada, exigindo em geral, algumas
horas, a permanência acima da zona crítica (900 a 1000ºC) durante esse tempo produz no
material uma granulação grosseira (superaquecimento). É pois, necessário regenerar a
textura da peça cementada, isto é, tornar sua granulação mais miúda por meio de uma
normalização.
A camada periférica é agora mais dura e está em condições de ser endurecida ainda mais,
se for submetida a uma têmpera. Para isso, reaquece-se a peça a cerca de 770ºC e
tempera-se.
- 2 - 28

METALURGIA
A temperatura de 770ºC é suficiente para temperar a parte periférica de elevado teor de
carbono, mas não altera muito as propriedade do núcleo da peça que conserva assim a sua
ductilidade.
Poder-se-ia também, em lugar de recozê-la, temperá-la em mais ou menos 900ºC e depois
reaquecê-la até uma temperatura mais baixa, 770ºC por exemplo, e temperá-la de novo.
Este processo, também freqüentemente usado, é conhecido por dupla têmpera e permite ao
núcleo tomar uma estrutura fina e tenaz, e a periferia, uma alta dureza.
Em seguida, faz-se sempre um revenido a 180ºC para o alívio de tensões.
Esse tratamento diminuirá muito pouco a dureza da camada cementada.
A penetração do carbono é habitualmente de cerca de 1mm, e convém que a passagem da
camada cementada para a parte subjacente seja o quanto possível gradativa. Uma
transição brusca pode acarretar o destacamento da camada cementada, principalmente
quando a peça tiver de suportar choques na superfície.
A espessura da camada cementada pode ser observada na fratura da peça e também
macrograficamente, depois de um ataque com reativo de iodo, por exemplo. Ao
microscópio pode-se apreciar com mais detalhes a transição entre a parte cementada e o
núcleo.
Figura 31
Como a penetração do carbono é influenciada pela composição química do aço, é
necessário que este esteja entre determinados limites para que se obtenha uma
cementação satisfatória. Tem influência importante o próprio carbono já existente e o
manganês, cujos teores devem ser baixos. Certo teor de níquel é muitas vezes desejado,
porque este elemento atenua o crescimento exagerado dos grãos pela longa permanência
acima da zona crítica, além de aumentar a tenacidade do material.
- 2 - 29

METALURGIA
Quando no resfriamento de um aço hipereutetóide (camada cementada, por exemplo), se
forma uma orla de ferrita entre grãos de perlita e a rede de cementita que os envolve, o
aço é considerado “anormal”.
Peças com essa textura tendem a apresentar “pontos moles” depois de temperados e a
camada cementada é frágil. A origem dessa textura ainda não foi satisfatoriamente
explicada, admitindo-se, entretanto, que o oxigênio presente no aço influa na sua
formação.
Além da cementação pelo carbono, pode-se provocar o endurecimento superficial por
nitretação ou por cianetação.
b) Nitretação
Consiste em aquecer as peças de aço em forno adequado, no qual é injetado amônia
(gás). A temperatura conveniente à nitretação é de 500 a 550ºC e sua duração é da
ordem de dias (40 a 90 h). A essa temperatura, a amônia (NH3) é decomposta e o
nitrogênio penetra na camada periférica da peça onde forma nitretos de alta dureza. Os
aços que melhor se prestam a esse tratamento são conhecidos por NITRALLOY
STEELS, e contêm cromo, molibdênio, alumínio e um pouco de níquel. Antes da
nitretação, as peças são em geral temperadas e revenidas para assegurar um núcleo tenaz
e tornar a textura da superfície mais propícia a nitretação e, a seguir, são retificadas.
As peças depois da nitretação não precisam ser temperadas de novo e atingem, na sua
superfície, dureza e resistência ao desgaste muito mais elevadas do que o máximo que se
poderia obter pela têmpera.
Como não precisam ser resfriadas rapidamente, não ficam com tensões internas
apreciáveis e estão menos sujeitas a empenar, o que dispensa, em muitos casos, uma
retificação posterior. Peças nitretadas conservam sua alta dureza mesmo depois de terem
sofrido aquecimento da ordem de 500ºC, mas perdem-na a temperaturas mais elevadas.
Só uma nova nitretação lhes restitui a dureza perdida.
A nitretação tem o inconveniente de formar uma camada muito delgada (apenas cerca de
0,5mm para um tratamento de 40 horas) e de transição brusca para o material subjacente.
Na cementação pelo carbono, essa transição é mais gradativa.
c) Cianetação
- 2 - 30

METALURGIA
É praticada mergulhando as peças em sais fundidos contendo cianetos, como o de sódio
por exemplo, a temperaturas entre 850 e 900ºC. Por esse processo as partes superficiais
das peças absorvem, além de nitrogênio, o carbono. As peças cianetadas são depois
temperadas a partir do próprio banho. Quando há necessidade de temperar de novo uma
peça cianetada, seu aquecimento deve ser feito num banho semelhante ao que serviu para
a sua cianetação.
Os cianetos são sais extremamente tóxicos e seu manuseio exige certos cuidados.
Há ainda outros processos para endurecimento periférico, tais como recobrir a superfície
com uma camada de solda de aço duro, ou então produzir um aquecimento apenas
superficial nas partes a endurecer, e temperar imediatamente a região aquecida (têmpera
superficial). São processos relativamente modernos denominados pelos americanos de
HARD SURFACING e SURFACE HARDENING, respectivamente, ao passo que a
cementação tal como foi descrita, eles denominam CASE HARDENING.
O aquecimento superficial pode ser produzido por meio de maçarico ou por meio de
indução de uma corrente elétrica de alta freqüência.
2.13 - TIPOS DE CEMENTAÇÃO
Devemos ter em mente que, cementação é a denominação genericamente usada para os
tratamentos térmicos que visam o endurecimento superficial das peças, sendo eles os
seguintes:
a) Cementação sólida ou em caixa
A cementação sólida, tem a duração de 12 a 24 horas e emprega os cementos que se
seguem:
I) Cianeto;
II) Cianureto de Potássio;
III) Prussiato de Potássio; e
IV) Carvão Vegetal, Misturado com Coque.
b) Cementação Líquida
A cementação líquida, tem a duração de 10 a 15 minutos e o cemento usado é o
cianeto de sódio.
c) Cementação Gasosa
- 2 - 31

METALURGIA
Na cementação gasosa, usa-se o monóxido de carbono.
- 2 - 32