Embed Size (px)
Citation preview

Metodologias de Melhoria Contínua
aplicadas a Linhas de produção alimentar:
implementação e seguimento de acções
Marta Isabel Guerra Boavida Ferreira
Dissertação para obtenção do Grau de Mestre em
Engenharia Química
Orientadores: Engenheira Marta dos Santos Matias
Professora Doutora Maria de Fátima Guerreiro Coelho
Soares Rosa
Júri
Presidente: Professor Doutor Henrique Aníbal Santos de Matos
Orientador: Engenheira Marta dos Santos Matias
Vogal: Professora Doutora Maria das Mercedes Leote Tavares
Esquível
Junho 2017

iii
Resumo
Dada a competitividade em que as empresas actualmente se vêem envolvidas, é fundamental
que estas recorram a métodos e estratégias que permitam lidar com essa situação, simultaneamente
através da redução de desperdícios e da criação de valor. Assim, e juntamente com a existência de
uma constante procura pela inovação e melhoria dos seus produtos e serviços, as empresas
conseguem satisfazer as necessidades e exigências dos seus clientes, bem como atingir posições de
mercado desafiantes. É neste contexto que se insere o presente estudo, o qual se baseia num
estágio curricular realizado na Bakery Donuts® de Mem Martins, Sintra (Portugal), que teve em vista
o aumento da eficiência de duas das suas Linhas de produção alimentar.
A metodologia de trabalho permitiu não só identificar e analisar os problemas causadores das
baixas eficiências da Linha 1 e da Linha 2, como também resolvê-los através da implementação de
acções correctivas e de melhoria. As acções implementadas durante o desenvolvimento dos
trabalhos reflectiram-se em melhorias, que se traduziram em aumentos de eficiência global de 7% na
Linha 1 e de 6,5% na Linha 2.
Verificou-se que, num dos projectos efectuados, a frequência dos problemas identificados
diminuiu em 70% na primeira metade do tempo, ao passo que apenas 17% na segunda, com uma
conveniente redução total de 87%. Ou seja, na segunda metade, teria sido de considerar intervir
noutra zona da fábrica com problemas mais importantes.
Palavras-Chave: Pensamento Lean, indústria alimentar; OEE, Melhoria Contínua, Kaizen

iv
Abstract
Given the highly competitive situation in which companies are currently involved, it is essential
that adequate methods and strategies are used, leading to waste reduction and creation of value.
Together with a constant search for innovation and improvement of their products and services,
companies can meet the needs and demands of their customers as well as achieve challenging
market positions. It is in this context that the present study was conceived, based on a curricular
internship at the Bakery Donuts® company at Mem Martins, Sintra (Portugal), which aimed to increase
the efficiency of two food production Lines.
The work methodology allowed not only to identify and analyze the problems causing the low
global efficiencies of the Line 1 and the Line 2, but also to solve them through the implementation of
corrective and improvement actions. The actions implemented during the development of the works
yielded improvements, which translated into a 7% increase of the overall efficiency of Line 1, and
6.5% in Line 2.
It was verified that in one of the performed projects, the frequency of the identified problems
decreased by 70% in the first half of the work period, while it only decreased 17% in the second one,
yielding a convenient total reduction of 87%. This is, in the second half it could have been considered
to intervene in another area of the plant with more important problems.
Keywords: Lean Thinking, food industry, OEE, Continuous Improvement, Kaizen
v
Agradecimentos
Agradeço a todos os que contribuíram para a realização desta dissertação e que permitiram
que esta fosse sempre encarada com motivação e boa disposição.
Ao Professor Doutor Miguel Casquilho, por toda a orientação, dedicação, partilha de
conhecimentos e encorajamento. À Professora Doutora Fátima Rosa, pela sua disponibilidade e
auxílio.
À Bakery Donuts®, por ter proporcionado a realização do estágio curricular e ao
Departamento de Produção, pela colaboração e assistência dadas. Agradeço especialmente à Eng.ª
Marta Matias, pela orientação, ajuda, acompanhamento e afabilidade. Agradeço também à Eng.ª
Cristina Faustino, à Eng.ª Liliana Lopes, à Eng.ª Patrícia Faustino e à Eng.ª Inês Bernardo pelo apoio
e acolhimento dados durante todo o estágio. À Paula e à Sandra pelo ambiente familiar que
proporcionaram.
À equipa de manutenção, em particular ao Eng.º António Alves, ao Zé Carlos e ao Zé Manel,
pelo seu auxílio, paciência e simpatia.
Agradeço também aos operadores das Linhas 1 e 2, pois fizeram com que todos os dias do
estágio tenham sido de aprendizagem e crescimento pessoal e, para além disso, permitiram que o
trabalho tivesse sido desenvolvido num meio de boa disposição e camaradagem.
Aos meus pais e avós, pelo suporte, paciência, alento e benevolência presentes
constantemente na minha vida.
Aos meus irmãos e sobrinha, Margarida, Carolina, João, Joana, Francisco e Clara, pelo
exemplo que representam para mim, pelo seu apoio incondicional e por me proporcionarem horas de
“galhofa” genuína.
Um especial agradecimento ao António, pela sua calma, amparo e reconforto nos momentos
mais exigentes do desenvolvimento do trabalho.
A todos os amigos que me acompanharam nestes últimos anos, em particular à Tânia, à
Célia, à Daniela e ao Filipe, pela sua amizade e companheirismo e por terem tornado o meu percurso
académico mais prazeroso. À Cláudia, pelo acompanhamento presente em todos os dias de estágio e
pela animação nas horas de voagem até à fábrica.

vi

vii
Índice
Índice de figuras ................................................................................................................................. x
Índice de tabelas ................................................................................................................................ xi
Abreviaturas ..................................................................................................................................... xii
1. Antecedentes e motivação ........................................................................................................ 1
1.1. Empresa e contextualização do estudo ................................................................................... 1
1.2. Metodologia aplicada ............................................................................................................. 2
1.3. Objectivos e estrutura do trabalho .......................................................................................... 2
2. Qualidade, Pensamento Lean e Melhoria Contínua ................................................................... 5
2.1. Qualidade ................................................................................................................................ 5
2.2. Pensamento Lean .................................................................................................................... 5
2.2.1. Princípios Lean Thinking ...................................................................................................... 6
2.2.2. Os sete desperdícios ............................................................................................................ 7
2.2.3. OEE, Overall Equipment Effectiveness ................................................................................. 8
2.3. Melhoria Contínua ................................................................................................................. 10
2.3.1. Filosofia Kaizen .................................................................................................................. 10
2.3.2. Ciclo PDCA ......................................................................................................................... 11
2.3.3. Standardização e Seguimento ........................................................................................... 12
2.3.4. Análise dos “5 Porquês” .................................................................................................... 13
2.4. Ferramentas da Qualidade .................................................................................................... 14
3. Justificação dos Projectos ........................................................................................................ 19
4. Metodologia e Projectos ......................................................................................................... 23
4.1. Metodologia .......................................................................................................................... 23
4.2. Projecto I: Redução das microparagens nos amassados da Linha 1 ..................................... 25
4.2.1. O fabrico da Linha 1 ........................................................................................................... 25
4.2.2. Identificação da origem das microparagens ...................................................................... 28
4.3. Projecto II: Redução de desperdício na Linha 2 ..................................................................... 31
4.3.1. O fabrico da Linha 2 ........................................................................................................... 31
4.3.2. Identificação da origem dos defeitos ................................................................................ 34
viii
5. Análise de dados e tratamento de resultados ......................................................................... 37
5.1. Projecto I: Redução das microparagens nos amassados da Linha 1 ..................................... 37
5.1.1. Diagrama de Pareto ........................................................................................................... 37
5.1.2. Identificação das causas que originam as microparagens mais frequentes ...................... 38
5.1.1. Restabelecimento de condições básicas nas zonas críticas ............................................... 39
5.1.2. Aplicação de acções de melhoria....................................................................................... 47
5.1.3. Standardização e Seguimento ........................................................................................... 49
5.1.4. Objectivos atingidos .......................................................................................................... 50
5.1.5. Resultados económicos ..................................................................................................... 51
5.2. Projecto II: Redução de desperdício na Linha 2 ..................................................................... 51
5.2.1. Diagrama de Pareto ........................................................................................................... 51
5.2.2. Identificação das causas que originam os defeitos mais frequentes ................................ 52
5.2.3. Restabelecimento de condições básicas nas zonas críticas ............................................... 53
5.2.4. Aplicação de acções de melhoria....................................................................................... 58
5.2.5. Standardização e Seguimento ........................................................................................... 59
5.2.6. Objectivos atingidos .......................................................................................................... 60
5.2.7. Resultados económicos ..................................................................................................... 62
6. Conclusões e Trabalho Futuro ................................................................................................. 63
6.1. Duração do projecto: prós e contras ..................................................................................... 64
6.2. Trabalho futuro ..................................................................................................................... 65
Bibliografia ....................................................................................................................................... 67
Anexos .............................................................................................................................................. 69
ix
Índice de figuras
Figura 1.1 - Método sequencial adoptado nos projectos de optimização na Bakery Donuts® .. 2
Figura 2.1 - Esquema representativo do significado de KAIZEN ............................................. 10
Figura 2.2 - Ciclo PDCA ........................................................................................................... 11
Figura 2.3 - Implementação contínua de ciclos de Deming ..................................................... 13
Figura 2.4 - Esquematização da análise dos 5 porquês .......................................................... 14
Figura 2.5 - Representação do diagrama de Ishikawa ............................................................. 15
Figura 2.6 - Representação de uma folha de registo ............................................................... 15
Figura 2.7- Representação de uma carta de controlo .............................................................. 16
Figura 2.8 - Representação de um histograma ........................................................................ 16
Figura 2.9 - Representação de um diagrama de Pareto .......................................................... 17
Figura 2.10 - Representação de um gráfico de dispersão ....................................................... 17
Figura 2.11 - Representação de um fluxograma ...................................................................... 17
Figura 3.1 - Valores de OEE das Linhas de produção entre Julho e Setembro de 2016 ........ 19
Figura 3.2 - Valores de OEE da Linha 1 entre Janeiro e Setembro de 2016 ........................... 20
Figura 3.3 - Valores de OEE da Linha 2 entre Janeiro e Outubro de 2016 ............................. 20
Figura 3.4 - Ineficiências da Linha 1 entre Julho e Setembro de 2016 .................................... 21
Figura 3.5 - Valores de desperdício da Linha 2 entre Março e Outubro de 2016 .................... 22
Figura 4.1 - Esquema representativo das etapas de confecção de produto X e produto Y .... 25
Figura 4.2 - Layout da Linha 1 da Bakery Donuts® (Mem Martins, Sintra) ............................. 27
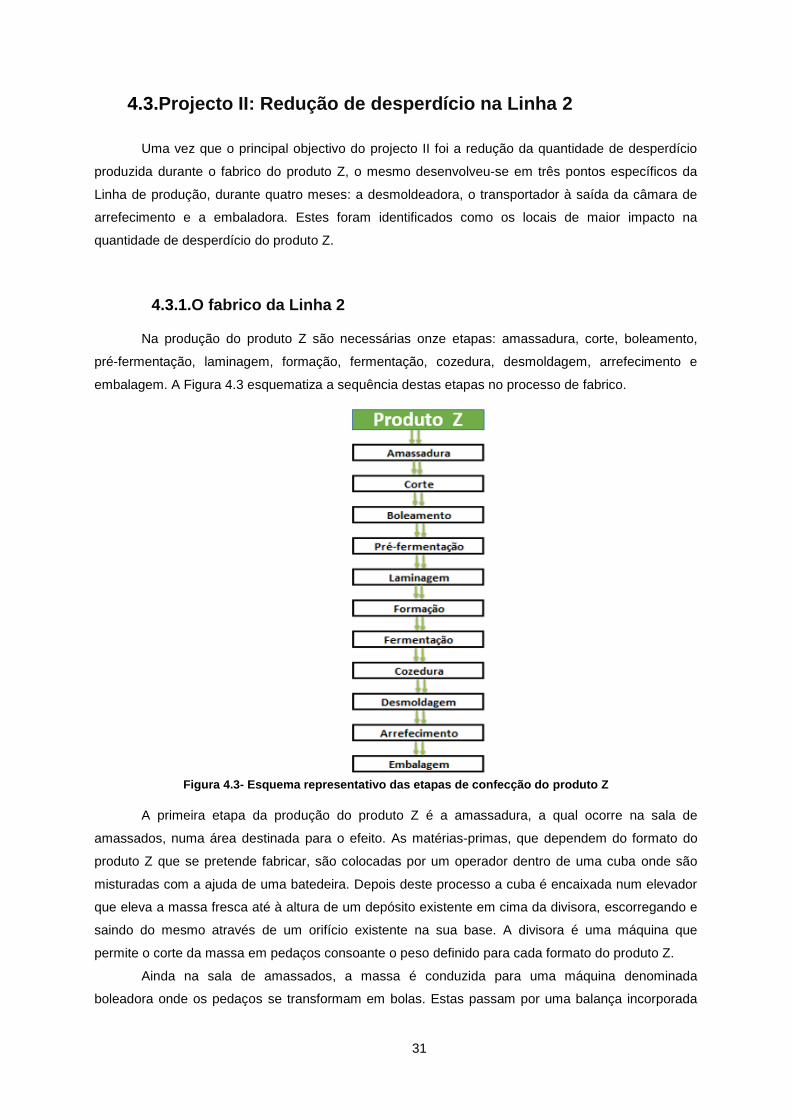
Figura 4.3 - Esquema representativo das etapas de confecção do produto Z ........................ 31
Figura 4.4 - Layout da Linha 2 da Bakery Donuts® (Mem Martins, Sintra ............................... 33
Figura 5.1 - Diagrama de Pareto dos dados recolhidos na Linha 1 antes da implementação de
qualquer acção.................................................................................................................. 38
Figura 5.2 - Diagrama de causa-efeito e 4 M’s do Projecto I ................................................... 42
Figura 5.3 - Electroválvula e cilindro pneumático do travão debaixo do retráctil novos .......... 43
Figura 5.4 - Redução da frequência das microparagens relativas a A e E, de 94% e 92%,
respectivamente ................................................................................................................ 44
Figura 5.5a - Transportadores antes e dentro do pulmão nivelados ..................................... 44
Figura 5.6 - Ilustração dos teflons antes e após a respectiva substituição .............................. 45
Figura 5.7 - Redução da frequência das microparagens relativas C, de 36% ......................... 45
Figura 5.8a - Prateleira da câmara de fermentação colocada ................................................. 46
Figura 5.9a - Travão debaixo do retráctil sem teflon e sem parafusos .................................... 48
Figura 5.10a - Ilustração do batente metálico (antes da acção) e da chapa metálica (após a
acção) ............................................................................................................................... 48
Figura 5.11 - Ilustração dos diagramas de Pareto antes e após as acções efectuadas na Linha
1 ........................................................................................................................................ 50
x
Figura 5.13 - Diagrama de Pareto dos dados recolhidos no transportador entre a câmara de
arrefecimento e a fatiadora antes da implementação de qualquer acção ........................ 52
Figura 5.12 - Diagrama de Pareto dos dados recolhidos na desmoldeadora antes da
implementação de qualquer acção ................................................................................... 52
Figura 5.14a - Ilustração dos tapetes de tampas e de saída da desmoldeadora ................... 54
Figura 5.15a - Ilustração de moldes 600 antes e depois da acção .......................................... 55
Figura 5.16a - Ilustração do contactor novo ............................................................................. 56
Figura 5.17 - Aumento da frequência do defeito “ensaque deficiente”, de 47% ...................... 57
Figura 5.18a -Ilustração dos bicos-de-pato .............................................................................. 58
Figura 5.19 - Ilustração da desmoldagem antes e após a acção de melhoria ......................... 59
Figura 5.20 - Redução da frequência do defeitos produto “não desmoldado”, “mal
desmoldado” e “desformado na desmoldagem de 91%, 90% e 88%, respectivamente .. 59
Figura 5.21 - Diagramas de Pareto da desmoldeadora antes e após a implementação das
acções ............................................................................................................................... 61
Figura 5.22 - Diagramas de Pareto do transportador entre a câmara de arrefecimento e a
fatiadora antes e após a implementação das acções....................................................... 62
Índice de tabelas
Tabela 4.1 - Tipos de problemas causadores de microparagens na zona dos amassados da
Linha 1 .............................................................................................................................. 30
Tabela 4.2 - Representação dos tipos de defeitos do produto Z na desmoldeadora, no
transportador entre a câmara de arrefecimento e a fatiadora e na zona de embalagem 35
Tabela 5.2 - Problemas e respectivas acções de reposição de condições básicas do Projecto
I ......................................................................................................................................... 39
Tabela 5.1 - Análise dos 5 Porquês do Projecto I .................................................................... 40
Tabela 5.3 - Problemas e respectivas acções de melhoria do Projecto I ................................ 47
Tabela 5.4 - Problemas e respectivas acções de reposição de condições básicas do Projecto
II ........................................................................................................................................ 53
Tabela 5.5 - Datas de substituição e respectivo tempo de funcionamento dos tapetes das
tampas e de saída da desmoldeadora ............................................................................. 60

xi
Abreviaturas
7 W Seven wastes
IFS International Featured Standards
KPI Key Performance Indicator
OEE Overall Equipment Effectiveness
PDCA Plan, Do, Check, Act
PMS Performance Measurement Systems
SOP Standard Operation Process
TPS Toyota Production System
TQM Total Quality Management

xii

1
1. Antecedentes e motivação
O presente trabalho, baseado num estágio curricular, insere-se na chamada Melhoria
Contínua, no âmbito da Qualidade. O estágio foi realizado no Departamento de Produção da unidade
industrial da Bakery Donuts® de Mem Martins, Sintra (Portugal).
A Empresa, adiante caracterizada, inclui-se no sector alimentar, mais concretamente, na
indústria da panificação. Na referida perspectiva de melhoria, a Empresa pretendeu abordar e tentar
resolver de forma sistemática os problemas sucessivamente identificados. Para tal foram encarados
dois planos de melhoria, designados, por simplicidade, “projectos”, sobre os quais se baseia este
estudo.
1.1.Empresa e contextualização do estudo
Foi em Espanha, no ano de 1962 que duas famílias fundaram a Panrico®, empresa de
produtos de panificação. A partir daí, a marca foi crescendo e alcançando uma posição de mercado
cada vez mais relevante, sendo, em 1978, uma constante nas escolhas dos consumidores espanhóis.
O crescimento da empresa continuou e a mesma ampliou o seu negócio com uma unidade
fabril em Portugal, construída em Mem Martins, Sintra, vindo a tornar-se líder de mercado na
Península Ibérica.
A partir de 1999, a Panrico® começou a apostar em novos clientes, no aumento da qualidade
da sua produção e no desenvolvimento de novos produtos (panpanrico, 2016).
Em 2016, nasceu a Bakery Donuts® na sequência da aquisição da Panrico® pelo Grupo
Bimbo, um dos líderes de mercado mundial da indústria panificadora. Após a compra da empresa,
seguiu-se a venda dos produtos de padaria da marca Panrico® à Adam Foods, uma marca de
diversos produtos alimentares (hipersuper, 2016).
Nesta conformidade, a unidade industrial situada em Mem Martins (Sintra), bem como todos
os outros produtos (produtos de padaria de outras marcas e de pastelaria) nela fabricados passaram
a ser Bakery Donuts®, empresa pertencente ao referido Grupo Bimbo.
A Bakery Donuts®, que produz maioritariamente bolos e é líder no mercado de pastelaria em
Portugal e Espanha, assume o compromisso de inovar todos os dias, marcar a diferença e garantir a
qualidade máxima dos seus produtos (donutsiberia, 2017).
O presente estudo foi desenvolvido no Departamento de Produção da fábrica em Mem
Martins e consistiu em dois “projectos” de melhoria contínua: redução de microparagens nos
amassados da Linha 1 e redução de desperdício na Linha 2, ambos com vista ao aumento da
eficiência das respectivas Linhas. Os projectos, que serão descritos no Cap.4, são o Projecto I na
Linha 1 e o Projecto II na Linha 2.

2
1.2.Metodologia aplicada
Este trabalho foi realizado através da implementação de métodos que seguem uma linha
comum a todos os estágios curriculares que decorrem no Departamento de Produção da Bakery
Donuts®. A metodologia adoptada (Figura 1.1) pela Empresa assenta na resolução estruturada de
problemas e envolve uma equipa multidisciplinar de engenheiros de processo e de manutenção e
operadores de linha. Segue-se um esquema representativo do método sequencial aplicado:
Figura 1.1- Método sequencial adoptado nos projectos de optimização na Bakery Donuts®
No Capítulo 4 abordar-se-ão estas etapas de uma forma mais detalhada.
1.3.Objectivos e estrutura do trabalho
Inserindo-se este trabalho no contexto da melhoria contínua, teve como principais objectivos
a optimização de duas Linhas de fabrico de produtos de panificação através de: identificação de
ineficiências existentes; obtenção de uma visão integrada dos processos de estudo; desenvolvimento
da capacidade de investigação, controlo e monitorização; preservação da conformidade do Sistema
de Gestão da Qualidade e Segurança Alimentar pela International Featured Standards, IFS (IFS-
certification, 2017); e a integração em equipas multidisciplinares respondendo aos desafios com
eficácia e eficiência.
Nos dias de hoje, as diferentes marcas de produtos estão sujeitas a uma grande pressão,
consequente do meio de competição onde se inserem. Assim se justifica a necessidade de as
fábricas optimizarem as suas Linhas de produção, nomeadamente em termos de máquinas e de mão-
de-obra directa e indirecta. É nesta última que se incluem os projectos de melhoria contínua, cuja

3
realização requer recursos. Deste modo, é fundamental não haver desperdício de tempo durante a
execução dos referidos projectos, o que possibilita a obtenção rápida de resultados.
A dissertação é composta por seis Capítulos principais e anexos. Neste Capítulo (primeiro),
abordam-se a história da empresa e a contextualização do presente estudo, a metodologia aplicada e
definem-se os objectivos do trabalho.
No Capítulo seguinte, apresenta-se a base teórica onde assenta este estudo, estando nela
inseridos princípios, ferramentas e conceitos utilizados no aumento da eficiência de Linhas de
produção alimentar.
Já no terceiro Capítulo, justificam-se os dois projectos deste trabalho, onde se mostra a
necessidade dos mesmos.
Segue-se o Capítulo 4, onde se abordam detalhadamente a metodologia e os projectos
realizados durante o período de estágio.
No Capítulo 5, apresentam-se o tratamento dos dados recolhidos e os resultados obtidos.
Por último, no Capítulo seguinte, encontram-se as conclusões do trabalho e fazem-se
propostas de acções tendo em vista a melhoria dos processos aqui estudados.

4
5
2. Qualidade, Pensamento Lean e Melhoria Contínua
Actualmente, as empresas vivem num meio muito competitivo procurando constantemente
alcançar melhores posições de mercado. A Qualidade e a economia de meios são factores de
excelência que valorizam as firmas e se revelam cruciais para estas serem bem sucedidas. É nestas
circunstâncias que surge o conceito “Pensamento Lean” (Weigel, 2000), do inglês Lean Thinking,
originalmente proposto por Womack e Jones (1996).
Seguidamente abordar-se-ão as componentes essenciais dos conceitos aqui referidos
atendendo à sua utilidade no desenvolvimento deste trabalho.
2.1.Qualidade
O significado de Qualidade depende da perspectiva adoptada, não havendo, pois, uma sua
definição única. Consumidores e produtores não têm os mesmos pontos de vista, mas, obviamente,
as suas opiniões são dependentes uma da outra. Segundo Juran (1988), um dos mestres nesta área,
a Qualidade baseia-se na inexistência de defeitos e nas características dos produtos que satisfazem
as necessidades dos consumidores.
Para garantirem a qualidade dos produtos e serviços que oferecem, as firmas recorrem à
Gestão pela Qualidade Total, do inglês Total Quality Management, TQM, proposta por Feigenbaum
(1983). Esta pode ser vista como uma forma de atingir bons resultados a longo prazo, por meio da
satisfação dos seus clientes. De referir que, para o sucesso, é necessário o envolvimento de todos os
colaboradores da empresa.
Um dos pilares da TQM é a melhoria contínua que, além de auxiliar na resolução de
problemas, explora a vertente inovadora das organizações e motiva a optimização dos seus
processos (ASQ, 2017b). A mesma será abordada mais detalhadamente na Secção 2.3.
2.2.Pensamento Lean
As primeiras noções em que o Pensamento Lean se baseou apareceram no início do
século XX e, até cerca de 1950, foram evoluindo no sentido da sua maior abrangência. Nessa altura,
surgiu também no Japão o sistema de produção da Toyota, do inglês Toyota Production System,
TPS, com aplicação na indústria automóvel (Sinfic, 2007). Com raízes no TPS, o Lean foi sendo
estudado e melhorado, passando por várias fases, até que, em 1996, Womack e Jones (já referidos)
o apresentaram como Lean Thinking (Castro, 2013). Foi então que, na viragem para o século XXI, o
mesmo se expandiu para a Europa e Estados Unidos e, até aos dias de hoje, tem apresentado
resultados bastante positivos, sendo uma mais-valia para as empresas que o adoptam (Sinfic, 2007).

6
O Pensamento Lean pode ser visto como um sistema de gestão que visa o aumento de valor
e a supressão de desperdícios. Por outras palavras, é uma filosofia onde os principais objectivos são
a obtenção de elevadas eficiências dos processos e da qualidade dos produtos fabricados e, em
simultâneo, a redução de tudo o que esteja a ser utilizado desnecessariamente (Pinto, 2009).
O valor das organizações consiste em satisfazer as necessidades de todos os envolvidos
num determinado serviço ou produto. É difícil de o conseguir, pois é necessário cruzar os interesses,
nomeadamente, dos clientes, dos accionistas, dos colaboradores, ou seja, de elementos com
perspectivas diferentes (Pinto, 2009).
Dos desperdícios referidos acima, fazem parte práticas e meios utilizados que não
acrescentam qualquer valor ao processo respectivo e conduzem ao desperdício de tempo, ao
aumento de custos, ao descontentamento dos clientes, entre outros (Pinto, 2009).
2.2.1.Princípios Lean Thinking
A redução de desperdícios deve ser bem planeada, no sentido de que não é suficiente
eliminar acções/materiais/produtos que não tenham valor, devendo ser acompanhada da criação de
valor. No caso contrário, os processos podem perder a viabilidade, arriscando-se a deixar de
funcionar (Pinto, 2009). As organizações realizam esta tarefa através da ajuda de sete passos, os
princípios da filosofia Lean Thinking. São eles (Pinto, 2009):
Conhecer quem servimos
As empresas devem conhecer bem os pontos de vista e necessidades de todos os
colaboradores que contribuem para o sucesso da produção. Embora o foco principal das
organizações seja a satisfação dos seus clientes, estas não devem esquecer que por de trás dos
produtos que vendem estão equipas de trabalho que se esforçam para que tudo funcione
eficientemente.
É importante também ter em conta que, independentemente do ponto da cadeia de valor em
que as empresas se encontram, entre o seu início e fim não se deve restringir a atenção apenas ao
cliente de cada uma, mas sim ao consumidor final de toda a cadeia.
Definir os valores
Definir valores para todas as partes envolvidas nos projectos das organizações é muito
importante. A motivação dos colaboradores, accionistas e todos aqueles que trabalham para o
sucesso das empresas é fundamental para a sua solidez. O facto de existir apenas foco na satisfação
do cliente não garante o crescimento da empresa a longo prazo. Um dos factores que mantêm as
organizações é a motivação dos seus trabalhadores e, por isso, deve haver preocupação com estes
últimos (por exemplo, através da valorização dos recursos humanos).
Definir as cadeias de valor
Como referido acima, as empresas devem entregar valor a todas as partes interessadas
(todos os departamentos dentro das empresas). Para isso, define-se uma cadeia de valor para cada

7
uma. Esta atribuição deve ser feita de forma equilibrada (adaptando-se a cada caso) para se garantir
que não há partes que se sobrepõem às outras.
Optimizar o fluxo
Deve-se optimizar o fluxo de recursos disponíveis. Estes são, por exemplo, material, pessoas,
informação e meios.
Implementar o sistema pull (se possível)
O sistema pull diz respeito a um método onde a produção só se realiza quando há pedidos de
clientes (Nahmias & Oslen, 2015). Implementar este sistema permite não só que sejam os clientes a
liderar a quantidade e o tipo de produtos a fabricar, como também evita que as organizações
responsabilizem as partes por aquilo que pensam que estas precisam.
Procurar a perfeição
É importante ter em consideração as necessidades e perspectivas de todos os intervenientes
e perceber que os seus interesses evoluem continuamente. Para as empresas progredirem
constantemente, devem fomentar a melhoria contínua em todos os seus departamentos e,
simultaneamente, responder rápida e eficazmente aos clientes.
Inovar constantemente
Este princípio é crucial na criação de valor e consiste no desenvolvimento de novos produtos,
serviços e processos. As marcas que apostam em produtos novos alcançarão provavelmente,
posições de mercado relevantes, criando impacto nos consumidores.
2.2.2.Os sete desperdícios
Dentro dos tipos de desperdícios que existem no universo industrial, destacam-se sete,
conhecidos como os sete desperdícios, do inglês seven wastes, 7 W. Estes foram identificados por
Taiichi Ohno, com papel crucial na a criação do Toyota Produtos System, e Shigeo Shingo, apontado
como um génio da engenharia na área da qualidade (Pinto, 2009).
Segue-se uma descrição sucinta dos 7 W (Courtois et al., 2006):
Excesso de produção
A continuação da produção após efectuada a ordem de fabrico (sequência de pedidos de
clientes organizada pela firma) pode levar a um excesso de inventário de produtos acabados.
Espera
O tempo de espera por matérias-primas, equipamentos ou informações limita o
funcionamento das Linhas de produção. Outro factor a ter em conta é o tempo de ciclo das máquinas
que, muitas vezes, não está ajustado ao encadeamento das etapas que constituem os processos
fabris.
8
Transporte
Corresponde ao transporte sem valor acrescentado de materiais e produtos. Tomando como
exemplo o excesso de produção, é preciso levar os itens fabricados que não fazem parte da ordem
de produção para o local de stock e, quando forem necessários, tirá-los de lá para se poderem
vender. Só aqui se contam duas deslocações que não trazem qualquer valor à empresa.
Super/mau processamento
Corresponde a operações inúteis que não agregam valor aos produtos. Por vezes, os
operadores são demasiado exigentes com as características (principalmente a nível visual) dos
produtos que podem mesmo estar dentro das especificações definidas e exigidas pelos clientes. Esta
situação reflecte-se bastante no tempo da produção, nas correcções a fazer e no número de itens
rejeitados.
Excesso de stock
Os stocks excessivos correspondem a produtos da fábrica ou a matérias-primas compradas
para processamento. As causas mais comuns para este tipo de desperdício são a falta de confiança
nos prazos de entrega dos fornecedores, a adopção duma política de stock com margens de
segurança exageradas, os problemas de qualidade e os tempos elevados de reparação de
equipamentos. Ter demasiados produtos em inventário requer não só custos associados ao facto de
os ter retidos na fábrica como, também, tempo na procura das suas referências quando são
necessários.
Movimentação
A movimentação refere-se a transportes e a deslocações que não têm valor, para a obtenção
ou entrega de peças, matérias-primas, informações, entre outros. Isto acontece se o layout da fábrica
e a localização dos postos de trabalho não estiverem optimizados, conforme as necessidades que
cada ponto dos processos de confecção exige.
Defeitos
Os produtos defeituosos são rejeitados por não cumprirem as especificações definidas. Além
dos recursos gastos para a sua produção, há que fabricar produtos novos para os substituir ou
investir na sua reparação, quando possível. De referir que cada caso é específico e, tratando-se de
uma indústria alimentar, não se reparam produtos com defeito. Quando estes apresentam qualquer
irregularidade são sempre rejeitados.
2.2.3.OEE, Overall Equipment Effectiveness
No âmbito da filosofia Lean, introduz-se agora um conceito que se prende com o desperdício:
a eficiência global, explicada adiante.
Cada vez mais as empresas precisam de responder com prontidão e excelência aos seus
clientes, uma vez que muitos destes procuram constantemente novos produtos que ofereçam sempre
o máximo de qualidade. Como tal, as indústrias sentiram necessidade de adoptar sistemas de
9
medição de desempenho de operações (Performance Measurement Systems, PMS). Estes sistemas
baseiam-se em métricas que permitem determinar a eficiência e a eficácia da produção. Os PMS
englobam os indicadores-chave de desempenho (Key Performance Indicator, KPI), sendo estes
medidas quantitativas do desempenho dos processos industriais, os quais focam os pontos-chave
para o sucesso das empresas em que são aplicados. Assim, as firmas podem definir os seus
objectivos de uma forma estratégica para obterem os melhores resultados de produção (Kang et al.,
2016).
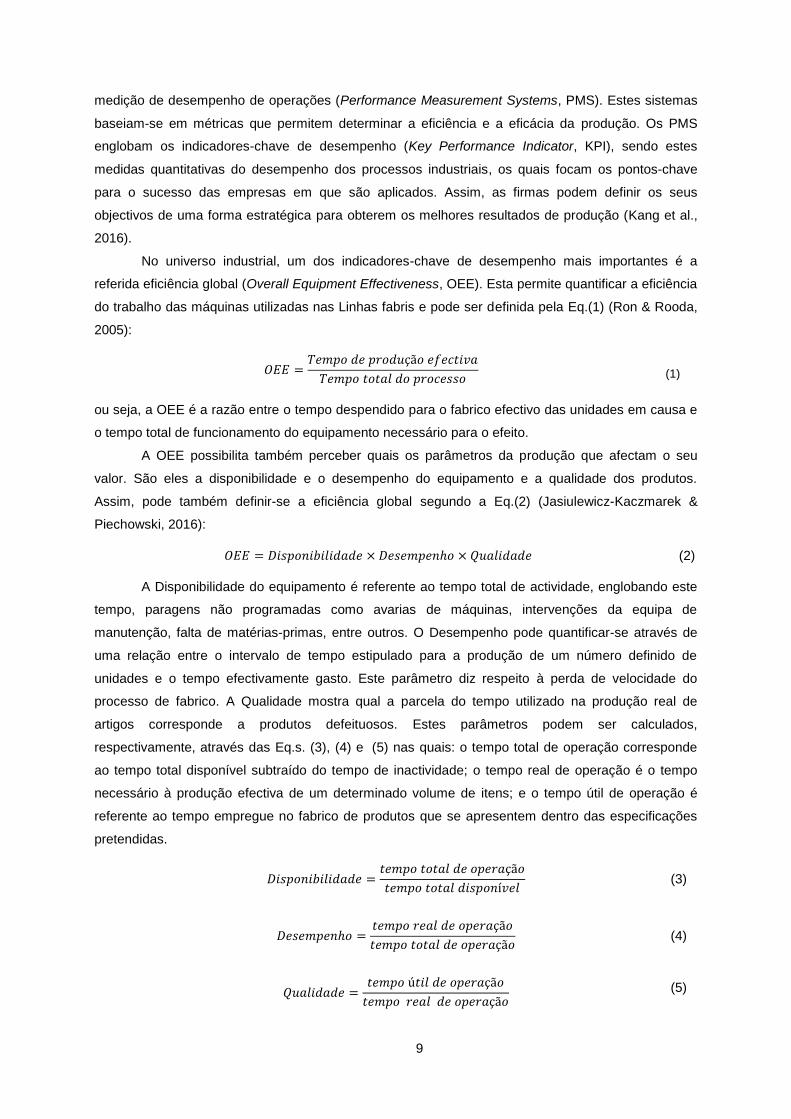
No universo industrial, um dos indicadores-chave de desempenho mais importantes é a
referida eficiência global (Overall Equipment Effectiveness, OEE). Esta permite quantificar a eficiência
do trabalho das máquinas utilizadas nas Linhas fabris e pode ser definida pela Eq.(1) (Ron & Rooda,
2005):
𝑂𝐸𝐸 =𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢çã𝑜 𝑒𝑓𝑒𝑐𝑡𝑖𝑣𝑎
𝑇𝑒𝑚𝑝𝑜 𝑡𝑜𝑡𝑎𝑙 𝑑𝑜 𝑝𝑟𝑜𝑐𝑒𝑠𝑠𝑜 (1)
ou seja, a OEE é a razão entre o tempo despendido para o fabrico efectivo das unidades em causa e
o tempo total de funcionamento do equipamento necessário para o efeito.
A OEE possibilita também perceber quais os parâmetros da produção que afectam o seu
valor. São eles a disponibilidade e o desempenho do equipamento e a qualidade dos produtos.
Assim, pode também definir-se a eficiência global segundo a Eq.(2) (Jasiulewicz-Kaczmarek &
Piechowski, 2016):
𝑂𝐸𝐸 = 𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 × 𝐷𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 × 𝑄𝑢𝑎𝑙𝑖𝑑𝑎𝑑𝑒 (2)
A Disponibilidade do equipamento é referente ao tempo total de actividade, englobando este
tempo, paragens não programadas como avarias de máquinas, intervenções da equipa de
manutenção, falta de matérias-primas, entre outros. O Desempenho pode quantificar-se através de
uma relação entre o intervalo de tempo estipulado para a produção de um número definido de
unidades e o tempo efectivamente gasto. Este parâmetro diz respeito à perda de velocidade do
processo de fabrico. A Qualidade mostra qual a parcela do tempo utilizado na produção real de
artigos corresponde a produtos defeituosos. Estes parâmetros podem ser calculados,
respectivamente, através das Eq.s. (3), (4) e (5) nas quais: o tempo total de operação corresponde
ao tempo total disponível subtraído do tempo de inactividade; o tempo real de operação é o tempo
necessário à produção efectiva de um determinado volume de itens; e o tempo útil de operação é
referente ao tempo empregue no fabrico de produtos que se apresentem dentro das especificações
pretendidas.
𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 =
𝑡𝑒𝑚𝑝𝑜 𝑡𝑜𝑡𝑎𝑙 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎çã𝑜
𝑡𝑒𝑚𝑝𝑜 𝑡𝑜𝑡𝑎𝑙 𝑑𝑖𝑠𝑝𝑜𝑛í𝑣𝑒𝑙 (3)
𝐷𝑒𝑠𝑒𝑚𝑝𝑒𝑛ℎ𝑜 =
𝑡𝑒𝑚𝑝𝑜 𝑟𝑒𝑎𝑙 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎çã𝑜
𝑡𝑒𝑚𝑝𝑜 𝑡𝑜𝑡𝑎𝑙 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎çã𝑜 (4)
𝑄𝑢𝑎𝑙𝑖𝑑𝑎𝑑𝑒 =
𝑡𝑒𝑚𝑝𝑜 ú𝑡𝑖𝑙 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎çã𝑜
𝑡𝑒𝑚𝑝𝑜 𝑟𝑒𝑎𝑙 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎çã𝑜 (5)

10
2.3.Melhoria Contínua
A Melhoria Contínua é uma filosofia que consiste na implementação de acções inovadoras
que permitem resolver problemas e valorizar produtos e processos de uma forma continuada. Exige a
concentração e dedicação de equipas especializadas para que os objectivos das intervenções
realizadas sejam cumpridos e, simultaneamente, haja satisfação das exigências dos clientes
(Hegade, 2017). Este conceito caracteriza-se pela insatisfação e pela busca constante de melhorias.
Duas das ferramentas da Melhoria Contínua são o ciclo PDCA (do inglês Plan, Do, Check,
Act) e a análise dos cinco porquês (Pinto, 2009). A melhoria contínua só é bem sucedida se a estas
se juntarem equipas especializadas e focadas, que analisam os problemas através diferentes pontos
de vista e os resolvem rápida e eficazmente.
2.3.1.Filosofia Kaizen
A palavra Kaizen tem origem japonesa e significa melhoria contínua (Figura 2.1) (Kaizen
Institute Portugal, 2017)). Sendo uma das bases do Pensamento Lean, a filosofia é também um
elemento de ligação para outros métodos e abrange a formação dos operadores, valorizando-os.
Estes ficam motivados e, com base naquilo com que lidam diariamente, são incentivados a fazer
propostas de melhoria. Caso estas alterações sejam realizadas e apresentem resultados positivos, os
mesmos devem ser transmitidos de forma a que os colaboradores fiquem ainda mais estimulados e
continuem a fazer sugestões (Al-Baik & Miller, 2016).
A ferramenta Kaizen propõe a resolução dos problemas à medida que estes surgem e não se
limita a estes, melhorando também os standards de toda a empresa. Para além disso, exige disciplina
e foco para ser bem sucedida, apoia a formação dos operadores na prática e experiência por eles
adquiridas e é orientada para os resultados. Este método pode ser utilizado, quer a nível individual,
quer a nível de toda a organização, e deve ser incorporado na sua rotina (Al-Baik & Miller, 2016).
Figura 2.1- Esquema representativo do significado de KAIZEN

11
2.3.2.Ciclo PDCA
A competitividade entre as empresas, tal como a entendemos hoje, começou a revelar-se por
volta de 1930, assistindo-se à perda de exclusividade de muitos produtos existentes no mercado da
época. As organizações tiveram assim necessidade de investir no desenvolvimento de técnicas de
gestão para optimizarem os seus processos e, desta forma, melhorarem a sua posição no mercado.
Surgiu posteriormente o ciclo PDCA, ilustrado na Figura 2.2 (AllAboutLean, 2016), aplicado à
Qualidade por W. Edwards Deming. Mais tarde, em 1950, Deming apostou na sua utilização em
firmas japonesas, ganhando esta ferramenta uma visibilidade bastante significativa. Com a dimensão
alcançada, a mesma passou a ter também a designação de ciclo de Deming e, até aos dias de hoje,
tem-se mantido presente nos programas de gestão das empresas (Souza, 2016).
Figura 2.2- Ciclo PDCA
O ciclo PDCA é muito versátil, pois qualquer organização interessada pode utilizá-lo para
aumento da eficiência dos processos que explora. Engloba uma sequência de quatro etapas que é
executada continuamente, de forma a responder às necessidades dos projectos nos quais o mesmo
se enquadra. Uma vez que em cada ciclo há melhorias (caso as respectivas acções sejam bem
sucedidas), é possível, através da implementação sucessiva do mesmo, obterem-se resultados
positivos visíveis. Pode dizer-se que os processos vão sendo refinados e ficando mais estáveis a
cada ciclo que se completa. As quarto etapas referidas apresentam objectivos bem definidos. São
elas Planear, Agir, Verificar e Actuar, do inglês, Plan, Do, Check e Act. Seguidamente encontra-se
uma breve descrição de cada uma (Pinney et al., 2015):
Planear
Planear é a primeira fase da implementação do ciclo. Requer observação, estudo e definição
de metas a cumprir com base nos problemas existentes e nos recursos disponíveis. Consoante os
objectivos pretendidos, é no planeamento que se fazem as propostas de optimização, podendo estas
resultar em pequenas melhorias ou em alterações consideráveis.
Agir
No segundo dos quatro passos, põem-se em prática as acções resultantes da fase de
planeamento e recolhem-se os dados respectivos. Para tal, é importante dispor de uma equipa de
trabalho formada na qual todos tenham funções bem definidas.

12
Verificar
A verificação consiste em analisar as consequências das acções efectuadas e dos resultados
obtidos na etapa anterior. Assim, pode-se perceber se estas foram ou não eficazes. É também neste
passo que se conclui sobre as alterações realizadas face àquelas propostas no início do ciclo.
Actuar
Actuar é a ultima tarefa programada. Dela fazem parte as correcções necessárias ao bom
funcionamento do processo em causa, se se tiverem detectado erros ou irregularidades. No caso
contrário, as intervenções devem ser feitas no sentido da melhoria continuada do processo.
2.3.3.Standardização e Seguimento
Uma metodologia standardizada1 permite perceber como funcionam os processos e resolver
os problemas de forma, em princípio, mais rápida, económica, fácil e segura. As equipas de melhoria
contínua podem, assim, recorrer a ferramentas conhecidas para solucionar as dificuldades que
surgem.
As alterações (ou correcções) efectuadas devem ser documentadas e monitorizadas através
de, por exemplo, manuais de instruções e esquemas de informação auto-explicativos. Os
colaboradores devem também receber formação sobre as mudanças realizadas para poderem
exercer o seu trabalho com segurança e domínio (Bauer, 2006).
A standardização dos processos possibilita a realização de tarefas uniformemente, ou seja,
independentemente de quem as realiza. Garante-se, assim, que todos seguem os mesmos
procedimentos quando surgem as dificuldades. Com as operações normalizadas a empresa
consegue prever o comportamento de alguns processos e, com isso, actuar antes que estes
“descambem”. Deste modo, reduzem-se desvios e custos, caminhando-se na direcção do Lean
Thinking (Pinto, 2009).
Não é aconselhável que as empresas façam melhorias após melhorias sem as tornar sólidas,
isto é, sem garantir que os problemas ficam realmente resolvidos. Se as alterações forem realizadas
sem uma base consistente, os erros corrigidos podem voltar a surgir ou mesmo ficar piores que a sua
situação inicial. Entre cada dois ciclos de Deming, é crucial a existência de um patamar que torne o
procedimento realmente eficaz. Existem formas de solidificar as acções, nomeadamente as SOP
(referidas adiante) e os modelos de seguimento e acompanhamento dos processos em causa. Assim,
PDCA após PDCA (Figura 2.3 (Qualyteam, 2012)), as empresas conseguem obter resultados muito
bons a curto e a longo prazo.
1 Termo aceitável (https://www.priberam.pt/dlpo/standardização) e usado na Empresa.

13
Figura 2.3- Implementação contínua de ciclos de Deming
Após as acções de melhoria implementadas, as equipas apostam no seu seguimento. Aqui é
importante que se defina um plano de recolha de dados. No entanto, esta fase do projecto já não
exige uma frequência de levantamento de dados muito elevada. É fundamental acompanhar as
situações resolvidas para garantir que as mesmas não voltam a aparecer, quer pelas mesmas
causas, quer por outras que possam surgir. Muitas vezes, o seguimento é desprezado devido à
existência de problemas com maior gravidade noutros pontos da organização. No caso específico
deste trabalho, uma vez que o período de estágio terminou no início desta etapa, embora o
seguimento não tenha sido cumprido, fizeram-se propostas para o efeito, como se apresentará.
Depois do seguimento, é ainda importante analisar periodicamente os pontos já tratados,
evitando-se assim que se chegue a uma situação descontrolada, caso as irregularidades se voltem a
manifestar (Bauer, 2006).
2.3.4.Análise dos “5 Porquês”
Desenvolvida pela Toyota em 1970, a análise dos “5 Porquês” (Figura 2.4) facilita a
identificação da raiz de defeitos detectados. Este método consiste em, após se ter definido um
problema, fazer cinco vezes a pergunta “porquê ?”, de um modo contínuo. A cada uma, corresponde
uma determinada causa e, se o problema tiver sido bem identificado, descobre-se a sua origem com
apenas cinco “porquês”. Importa dizer que, se se tiver de pôr a questão mais vezes do que o número
referido, isso não significa que o problema esteja mal identificado. Existem irregularidades complexas
que podem apresentar sintomas de diferentes naturezas que podem confundir quem os tenta resolver
(Land et al., 2008).
14
Figura 2.4- Esquematização da análise dos 5 porquês
2.4.Ferramentas da Qualidade
O conceito de melhoria contínua alberga a utilização de ferramentas de gestão. Estas são
métodos estatísticos que permitem analisar dados de estudo, sendo possível observar o seu
comportamento e, a partir daí, resolver problemas ou fazer propostas de melhoria dos processos em
causa (Pristavka et al., 2016).
Hoje em dia, na esfera da Qualidade, existem numerosos métodos a que as organizações
podem recorrer para garantirem uma boa gestão dos processos e serviços que abrangem. Apesar
disso, grande parte das firmas aposta na aplicação das Sete Ferramentas da Qualidade. Foi Kaoru
Ishikawa (ASQ, 2017a) quem as desenvolveu e defendia que a sua utilização possibilitava a
resolução de 95% dos problemas existentes nas empresas.
As Sete Ferramentas da Qualidade permitem reduzir custos, aumentar a qualidade, identificar
problemas e respectivas causas em todos os pontos do processo, promover a cooperação de todos
os envolvidos nas situações em questão e desenvolver projectos de maior valor (Citisystems, 2016).
Segue-se uma breve descrição das ferramentas:
Diagrama de causa-efeito
Também intitulado de diagrama de Ishikawa ou diagrama espinha de peixe (dada a sua
forma), é uma ferramenta que permite relacionar uma determinada situação problemática com as
suas causas (Figura 2.5, extraída de Best & Neuhauser, (2008)). Estas são incorporadas em
categorias consoante a sua natureza para uma melhor compreensão dos factores que influenciam o
problema em causa: Material, Mão-de-obra, Método e Máquina. Estas formam os “4 M’s” (também em
português) e podem ser subdivididas em conjuntos menores, dependendo da especificação e detalhe
da informação pretendida (ConceptDraw, 2017).

15
Figura 2.5- Representação do diagrama de Ishikawa
De referir que, embora neste estudo só se tenham utilizado 4 “M’s”, existem mais categorias
que podem ser estudadas aquando da aplicação desta ferramenta.
Folhas de verificação
As folhas de verificação (checksheets) ou, ainda, folhas de registo, são uma forma de
compilar a ocorrência de irregularidades e observar tendências com base na recolha de dados
(Figura 2.6, extraída de Qualipp (2013)). Os dados podem assim ser reunidos de uma forma
organizada e simplificada para posterior tratamento da informação que reflectem. Esta ferramenta é
muito simples e flexível relativamente ao tipo de elementos que se querem registar, podendo estes
ser, por exemplo, o número de produtos defeituosos, a quantidade de vezes que um equipamento
pára, entre outros (Bauer, 2006).
Figura 2.6- Representação de uma folha de registo
Cartas de controlo
Com as cartas de controlo é possível representar os dados de um processo ao longo do
tempo. Deste modo consegue-se analisar e estudar o seu comportamento (Figura 2.7, adaptada de
Bauer (2006)). A utilização desta ferramenta permite aplicar limites de controlo processuais, que pela
presença de dados fora deles, indicam descontrolo (Bauer, 2006).

16
Figura 2.7- Representação de uma carta de controlo
Histograma
O histograma (Figura 2.8) é um gráfico de barras onde se representam as frequências dos
eventos em estudo. O seu principal objectivo é acompanhar o comportamento dos dados (função
densidade de probabilidade) sendo possível identificar tendências e padrões (Bauer, 2006).
Figura 2.8- Representação de um histograma
Diagrama de Pareto
O diagrama de Pareto (criado por Vilfredo Pareto) deriva da “regra” 80/20, que permite
concluir que a 80% dos defeitos de um determinado processo correspondem apenas 20% das causas
(Bauer, 2006). No entanto, a aplicação do diagrama de Pareto não exige que a percentagem dos
defeitos e causas sejam exactamente 80% e 20%, respectivamente, podendo os mesmos ser
ligeiramente diferentes.
Tendo em conta os problemas existentes na situação em causa, esta ferramenta permite
compilar os dados recolhidos, organizando-os numa estrutura que se baseia no impacto que esses
têm no processo onde se manifestam. É possível que apenas uma pequena fracção de todas as
irregularidades detectadas seja responsável por uma grande quebra na qualidade do sistema onde se
apresentam. O diagrama de Pareto (Figura 2.9 (Microsoft, 2016)) é ideal para identificar este tipo de
situações (Juran & Gryna, 1988).

17
Figura 2.9- Representação de um diagrama de Pareto
Gráficos de dispersão
Nos gráficos de dispersão, relacionam-se duas variáveis para estudar a correlação existente entre
elas (Figura 2.10 (GestãoIndustrial, 2017)). Deste modo, ao fazer-se uma alteração numa variável,
pode-se observar o comportamento da outra em função disso (Bauer, 2006).
Figura 2.10- Representação de um gráfico de dispersão
Fluxograma
O fluxograma representa operações e processos (Figura 2.11 (Lucidchart, 2017)) de forma
esquemática, sendo possível ter-se uma visão geral dos mesmos. Permite também compreender a
sequência de etapas que os envolve e, na presença de dificuldades identificadas, actuar com rapidez
e foco no ponto crítico (Russel & Taylor, 2005).
Figura 2.11- Representação de um fluxograma

18
19
3. Justificação dos Projectos
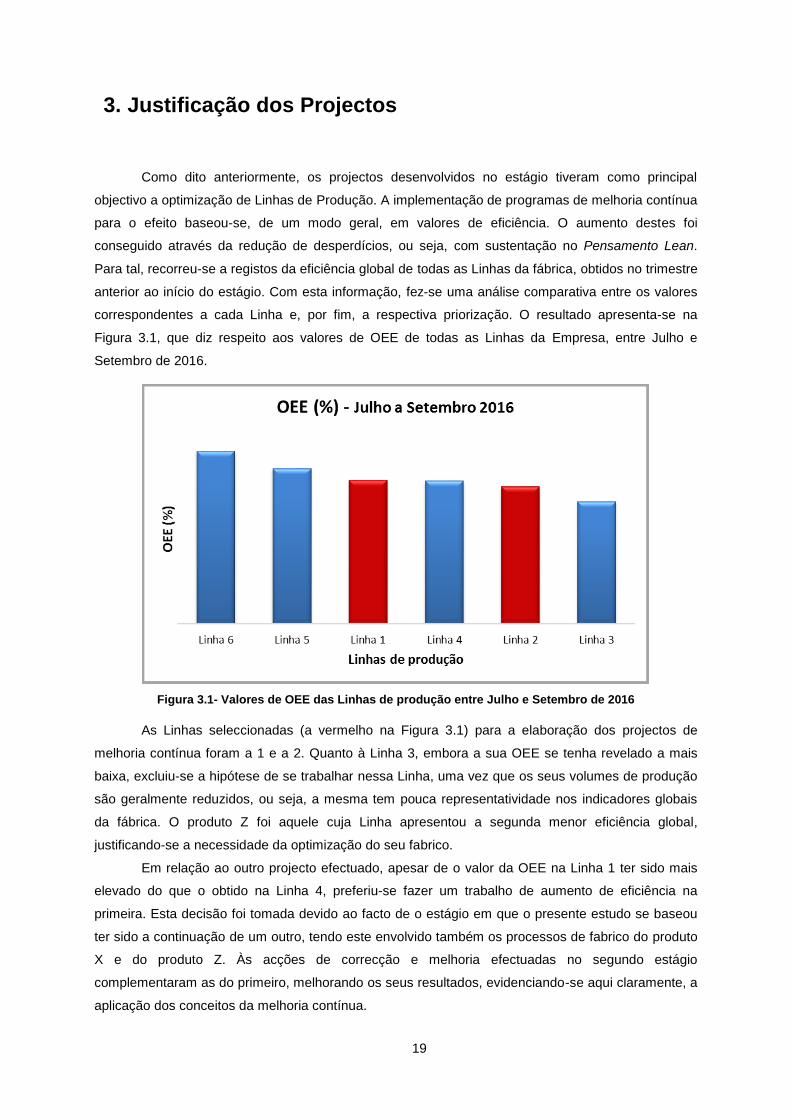
Como dito anteriormente, os projectos desenvolvidos no estágio tiveram como principal
objectivo a optimização de Linhas de Produção. A implementação de programas de melhoria contínua
para o efeito baseou-se, de um modo geral, em valores de eficiência. O aumento destes foi
conseguido através da redução de desperdícios, ou seja, com sustentação no Pensamento Lean.
Para tal, recorreu-se a registos da eficiência global de todas as Linhas da fábrica, obtidos no trimestre
anterior ao início do estágio. Com esta informação, fez-se uma análise comparativa entre os valores
correspondentes a cada Linha e, por fim, a respectiva priorização. O resultado apresenta-se na
Figura 3.1, que diz respeito aos valores de OEE de todas as Linhas da Empresa, entre Julho e
Setembro de 2016.
Figura 3.1- Valores de OEE das Linhas de produção entre Julho e Setembro de 2016
As Linhas seleccionadas (a vermelho na Figura 3.1) para a elaboração dos projectos de
melhoria contínua foram a 1 e a 2. Quanto à Linha 3, embora a sua OEE se tenha revelado a mais
baixa, excluiu-se a hipótese de se trabalhar nessa Linha, uma vez que os seus volumes de produção
são geralmente reduzidos, ou seja, a mesma tem pouca representatividade nos indicadores globais
da fábrica. O produto Z foi aquele cuja Linha apresentou a segunda menor eficiência global,
justificando-se a necessidade da optimização do seu fabrico.
Em relação ao outro projecto efectuado, apesar de o valor da OEE na Linha 1 ter sido mais
elevado do que o obtido na Linha 4, preferiu-se fazer um trabalho de aumento de eficiência na
primeira. Esta decisão foi tomada devido ao facto de o estágio em que o presente estudo se baseou
ter sido a continuação de um outro, tendo este envolvido também os processos de fabrico do produto
X e do produto Z. Às acções de correcção e melhoria efectuadas no segundo estágio
complementaram as do primeiro, melhorando os seus resultados, evidenciando-se aqui claramente, a
aplicação dos conceitos da melhoria contínua.

20
Após a selecção das duas Linhas de trabalho, consultaram-se os registos das eficiências de
ambas, relativos a um período com início em Janeiro de 2016 e término no mês anterior ao do início
de cada projecto. Por outras palavras, os dados das Linhas 1 e 2 correspondem aos intervalos
Janeiro a Setembro de 2016 (Figura 3.2) e Janeiro a Outubro do mesmo ano (Figura 3.3),
respectivamente (de referir que o primeiro trabalho teve início em Outubro e o segundo em
Novembro).
Figura 3.2- Valores de OEE da Linha 1 entre Janeiro e Setembro de 2016
Figura 3.3- Valores de OEE da Linha 2 entre Janeiro e Outubro de 2016
Nos dois casos, há dois meses que se destacam nas figuras: Maio e Junho. Estes mostram
os resultados positivos dos projectos de melhoria contínua efectuados no estágio anterior àquele
realizado para o desenvolvimento deste estudo. No entanto, a eficiência global das Linhas apresenta
uma evolução negativa. Esta situação corrobora a necessidade da optimização das mesmas.
Jane
iro
Fe
vere
iro
Ma
rço
Abril
Ma
io
Junh
o
Julh
o
Agosto
Sete
mbro
OE
E (
%)
Mês
OEE (%) produto X - Janeiro a
Setembro 2016
Jane
iro
Fevere
iro
Ma
rço
Abril
Ma
io
Junh
o
Julh
o
Agosto
Sete
mbro
Outu
bro
OE
E (
%)
Mês
OEE (%) produto Z- Janeiro a Outubro
2016
21
Para se perceber a causa da clara diminuição das OEE’s, fez-se uma análise mais detalhada
dos factores que a influenciam. São eles:
Avarias: períodos de inactividade originados por danos nos equipamentos;
Câmbio de formato: tempo para limpeza e preparação das máquinas entre a produção
de produtos diferentes, na mesma Linha;
Descanso: tempo de descanso dos operadores para intervalos de refeição ou outros;
Desperdício: quantidade de produto rejeitado por estar fora das especificações
pretendidas;
“Resto”2: factor que inclui todas as causas não identificadas que afectam
negativamente a eficiência da produção.
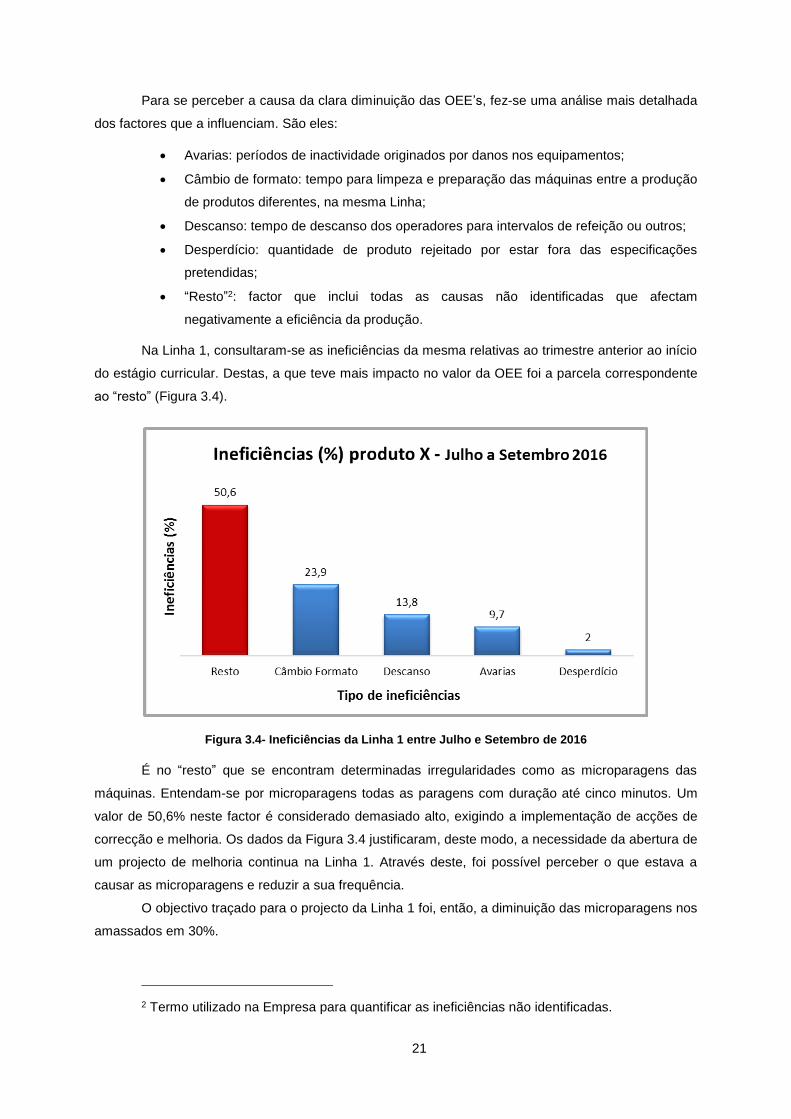
Na Linha 1, consultaram-se as ineficiências da mesma relativas ao trimestre anterior ao início
do estágio curricular. Destas, a que teve mais impacto no valor da OEE foi a parcela correspondente
ao “resto” (Figura 3.4).
Figura 3.4- Ineficiências da Linha 1 entre Julho e Setembro de 2016
É no “resto” que se encontram determinadas irregularidades como as microparagens das
máquinas. Entendam-se por microparagens todas as paragens com duração até cinco minutos. Um
valor de 50,6% neste factor é considerado demasiado alto, exigindo a implementação de acções de
correcção e melhoria. Os dados da Figura 3.4 justificaram, deste modo, a necessidade da abertura de
um projecto de melhoria continua na Linha 1. Através deste, foi possível perceber o que estava a
causar as microparagens e reduzir a sua frequência.
O objectivo traçado para o projecto da Linha 1 foi, então, a diminuição das microparagens nos
amassados em 30%.
2 Termo utilizado na Empresa para quantificar as ineficiências não identificadas.

22
Relativamente à Linha 2, já se tinha informação da existência de um elevado desperdício de
produtos antes da abertura do projecto nessa Linha. Os dados do factor desperdício relativos ao
período entre Março e Outubro de 2016 (Figura 3.5) revelam um crescimento contínuo da quantidade
de produtos defeituosos. Note-se, mais uma vez, que estes valores melhoraram significativamente
nos meses de Maio e Junho. Dado o grande volume do produto Z fabricado na Empresa, foi
fundamental realizar um projecto de melhoria continua, com o intuito de se descobrir a origem do
aumento constante da quantidade de desperdício e, deste modo, investir no aumento da OEE da
Linha 2.
O objectivo do trabalho efectuado no processo de fabrico do produto Z foi a redução da
quantidade de desperdício em 30%.
Figura 3.5- Valores de desperdício da Linha 2 entre Março e Outubro de 2016
Ma
rço
Abril
Ma
io
Junh
o
Julh
o
Agosto
Sete
mbro
Outu
bro
Des
pe
rdíc
io (
%)
Mês
Desperdício (%) produto Z- Março a
Outubro 2016

23
4. Metodologia e Projectos
Este Capítulo incide na metodologia aplicada e no desenvolvimento dos dois projectos
realizados no presente estudo. Em ambos se apresenta uma descrição do processo de fabrico e se
identifica a origem dos problemas causadores dos baixos valores de OEE das respectivas Linhas.
4.1.Metodologia
A metodologia aplicada no desenvolvimento deste trabalho apoia-se na resolução estruturada
de problemas. Esta pode ser descrita como uma sequência de passos e, se na base da mesma existir
um plano bem estudado e organizado, a probabilidade da empresa ter resultados positivos é bastante
elevada. De referir que, para o efeito, é muito importante haver disciplina e foco em cada etapa
processual. O sucesso de cada fase depende da eficácia das que lhe antecedem e, por isso, no
decorrer das mesmas é fundamental haver exigência e rigor em todas as tarefas efectuadas. De
seguida abordam-se os pontos incorporados em cada uma das etapas.
A etapa inicial corresponde à identificação de todos os problemas que se observam na zona
da Linha de produção em estudo. Alguns exemplos de dificuldades que podem ocorrer são paragens
de máquinas, falhas nos processos e defeitos nos produtos.
Através do acompanhamento da área em estudo, fez-se uma análise dos dados disponíveis e
uma enumeração dos problemas existentes. Depois, com a informação recolhida, elaborou-se um
sistema de recolha e organização de dados adaptado à disponibilidade dos elementos em estudo e
dos meios, tendo sempre em vista a informação necessária à realização de cada projecto.
A segunda etapa é referente à identificação dos problemas críticos do processo, à reposição
de condições básicas dos standards operativos e à standardização de procedimentos. Saber quais
são as falhas críticas é muito importante pois uma Linha de produção pode apresentar inúmeras
irregularidades de processo, mas apenas algumas originam perdas de eficiência significativas. O
restabelecimento de condições básicas é crucial, uma vez que as causas da ineficiência dos
processos podem ser simplesmente a falta de lubrificação, desgaste de material, limpeza
desadequada ou parâmetros de especificação desajustados, entre outros. Relativamente à
standardização de procedimentos, esta pode considerar-se um investimento pois sem operações
padronizadas, se os problemas uma vez resolvidos voltarem a surgir, os trabalhadores presentes
podem já não ser os mesmos que acompanharam as primeiras falhas. O objectivo da existência de
tarefas standardizadas é garantir que o funcionamento ideal dos processos é acessível a todos os
que neles estão envolvidos.
Este passo da metodologia utilizada teve uma grande importância no presente trabalho pois a
maioria das medidas tomadas no seu desenvolvimento foram de reposição de condições básicas de
funcionamento.

24
A fase seguinte consiste em identificar e compreender a origem dos defeitos críticos. Desta
forma, fez-se uma análise detalhada de cada problema através da discussão da informação recolhida
juntamente com a formação e experiência de cada pessoa envolvida nos projectos em estudo. Assim,
foi possível cruzar os diferentes conhecimentos existentes dentro da equipa de trabalho e,
posteriormente, chegar à causa de cada ineficiência de uma forma assertiva e eficaz.
Chegar à raiz das falhas existentes de um modo rápido e eficaz é importante pois caso o
processo seja lento e não tenha sucesso, perdem-se tempo e meios. Assim, a identificação da origem
dos defeitos críticos exige muita atenção, dedicação e foco para que seja bem sucedida.
Após a realização das três primeiras etapas, seguiu-se a aplicação de acções de melhoria.
Para isso, definiu-se um plano de acção tendo por base o grau de gravidade dos problemas
anteriormente detectados e os meios disponíveis para o efeito.
Juntamente com o plano de acção devem ser adoptadas medidas de standardização bem
como dar formação aos operadores sobre as acções efectuadas. Isto possibilita que os mesmos
compreendam os processos e, caso verifiquem alguma irregularidade (no sentido da reincidência dos
problemas resolvidos), tenham percepção da situação e informem o responsável de produção ou
tenham até capacidade para resolver o problema.
A standardização das medidas tomadas pode ser feita, por exemplo, através de planos de
seguimento e das SOP (Standard Operation Process). As SOP resumem pequenas instruções ou
regras através de uma linguagem simplificada e de imagens auto-explicativas de forma a que a
informação a transmitir seja acessível a todos aqueles que a ela precisem de recorrer. Neste trabalho
apenas se elaborou uma SOP (no projecto efectuado na Linha 2). É ainda nesta fase que se anotam
e resumem os resultados obtidos.
Na quinta fase processual faz-se uma análise completa de todos os resultados dos projectos
realizados, quer em termos de objectivos e ganhos obtidos, quer em termos económicos. Assim
sendo, após toda a recolha e tratamento de dados efectuada nas etapas anteriores compilou-se e
tratou-se a informação respectiva e foi possível obter resultados a nível quantitativo e qualitativo.
Por último, na sexta etapa, deve concluir-se sobre os resultados do trabalho e fazer
sugestões de trabalhos futuros, caso haja necessidade. Estas podem ser propostas quer por não
poderem ser realizadas durante o período de estágio, quer por não haver disponibilidade de meios
aquando das sugestões. Efectuaram-se então as conclusões do estudo desenvolvido e fizeram-se
algumas sugestões de medidas a tomar num trabalho futuro.
A calendarização das etapas aqui descritas referentes aos projectos das Linhas 1 e 2
encontra-se nos Anexo I e Anexo II, respectivamente.

25
4.2. Projecto I: Redução das microparagens nos amassados da
Linha 1
O projecto I, desenvolvido durante cinco meses, incidiu sobre a ocorrência de microparagens
na zona de amassados da Linha 1. Nesta produzem-se dois produtos diferentes, o produto X e o
produto Y. O processo de fabrico destes bolos é muito semelhante, diferenciando-se em duas etapas:
injecção de chocolate e produção de cortes superficiais, respectivamente.
De referir que, após uma primeira análise, se verificou que a frequência das microparagens
aquando da produção de produto Y não tinha impacto significativo na eficiência da Linha. Com esta
observação, optou-se por acompanhar apenas a produção do produto X para o desenvolvimento do
projecto de melhoria contínua.
4.2.1.O fabrico da Linha 1
O processo de fabrico da Linha 1 envolve seis etapas comuns aos dois produtos que nela são
produzidos: amassadura, fermentação, cozedura, desmoldagem, arrefecimento e embalagem. A
injecção de chocolate no produto X é efectuada entre o arrefecimento e a embalagem e, no caso do
produto Y, a etapa referente aos cortes superficiais realiza-se entre a fermentação e a cozedura. Na
Figura 4.1 apresenta-se uma representação do processo de fabrico dos dois produtos aqui referidos:
Figura 4.1- Esquema representativo das etapas de confecção de produto X e produto Y
O processo de amassadura do produto X e do produto Y efectua-se numa sala destinada à
preparação de amassados de vários produtos. As matérias-primas (específicas do tipo de produto a
fabricar) são misturadas numa cuba formando-se uma massa fresca que, através de um elevador, cai
dentro de um depósito preparado para a receber. A mistura vai descendo, por acção da gravidade,
26
saindo do mesmo por um orifício existente na sua base. Depois, é transferida para telas rolantes que
a transportam para fora da sala dos amassados.
Seguidamente, a massa é conduzida até a uma máquina que a corta em bolos individuais e
que, após a passagem pela mesma, são encaminhados até um retráctil, tela rolante que deposita os
bolos em tabuleiros. Estando estes cheios, seguem até à câmara de fermentação através de
transportadores. O controlo das condições de fermentação da câmara deve ser muito rigoroso, pois a
eficácia das etapas seguintes é dependente das características que os bolos apresentam após
saírem da fermentação. Estando estes fermentados, são dirigidos para o forno, onde são cozidos. No
entanto, se o produto em causa for produto Y, após a fermentação os tabuleiros passam ainda por
bicos de pressão de água, cuja função é desenhar cortes na superfície dos bolos, os quais seguem
para o forno.
Depois da cozedura, os tabuleiros são conduzidos até um soprador que solta os bolos dos
mesmos, facilitando a etapa seguinte, a desmoldagem. Esta consiste na passagem por uma
desmoldeadora de agulhas que transfere os últimos (agarrando-os e depois soltando-os) para telas
transportadoras, que os conduzem para a câmara de arrefecimento. Nesta, a temperatura dos
produtos desce até um determinado valor, que garante a sua conformidade com as especificações
pretendidas.
Depois do arrefecimento, o fluxo de bolos distribui-se por três máquinas. Cada uma é
constituída por calhas, uma injectadora e empurradores. Os produtos seguem então até à injectadora
através das calhas destinadas para o efeito e, no caso do produto X, são injectados com chocolate.
Se se estiver a fabricar produto Y, os bolos passam por esta zona com a injectadora desligada. Após
este passo e com a ajuda dos empurradores, os produtos dirigem-se para a zona da embalagem.
Começam então por ser embalados individualmente e, depois de passarem por um datador
(equipamento que coloca a data e o lote nas embalagens), atravessam um detector de metais, onde
são rejeitados caso apresentem algum vestígio de metal.
Seguidamente os bolos são pesados numa balança incorporada entre as telas de transporte.
Esta está programada com um intervalo de peso estipulado para cada tipo de produto, dentro do qual
os mesmos se devem encontrar para não serem rejeitados. Se a balança registar pesos acima ou
abaixo dos limites definidos, os bolos são rejeitados, considerando-se não-conformes.
De referir que, tanto na balança como no detector de metais, a rejeição dos produtos é feita
através de sopradores de ar que os empurram para uma caixa destinada para o efeito.
Por fim, as unidades produzidas podem seguir para o mercado individualmente ou em packs
de dois ou quatro bolos, no caso do produto X, e de oito, se se tratar de produto Y. Os produtos
vendidos individualmente, são recolhidos por operadores após a passagem pela balança e arrumados
em cestas que depois seguem para expedição. Os bolos destinados aos packs, são retirados das
calhas e colocados manualmente num transportador que os conduz a uma segunda embaladora,
onde uma película envolve o número de produtos pretendido (estando estes já embalados
individualmente). Os packs passam ainda por um datador, ficando estes com a data e lote registada
quer na película exterior, quer em cada uma das embalagens individuais que os constituem. Os
27
mesmos passam finalmente por uma balança que controla o seu peso. Por último, os operadores
destinados para o efeito colocam os packs em cestas que seguem para expedição.
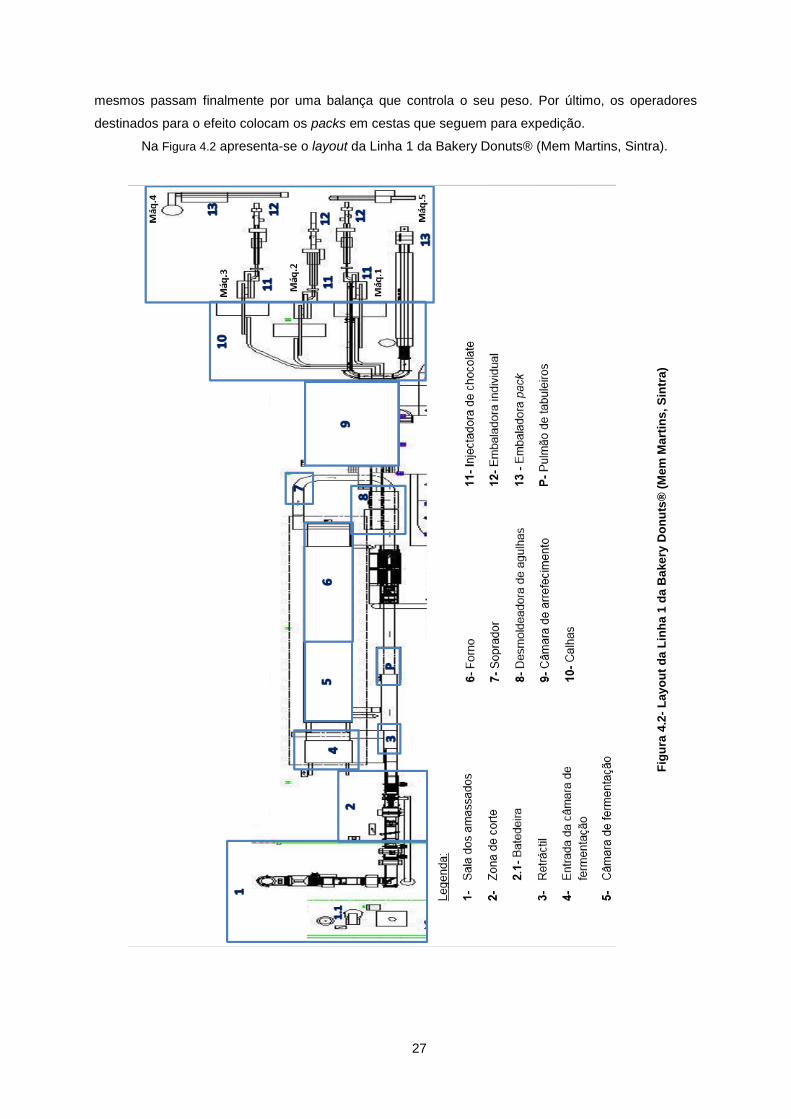
Na Figura 4.2 apresenta-se o layout da Linha 1 da Bakery Donuts® (Mem Martins, Sintra).
Fig
ura
4.2
- L
ay
ou
t d
a L
inh
a 1
da
Ba
ke
ry D
on
uts
® (
Mem
Ma
rtin
s, S
intr
a)
28
4.2.2.Identificação da origem das microparagens
A identificação da origem das microparagens exigiu, numa primeira fase, uma análise dos
dados disponíveis na zona de estudo, bem como uma familiarização com a mesma. Com o auxílio da
informação recolhida durante essa análise, foi possível identificar os principais tipos de
microparagens que ocorriam na área. Por fim, atendendo a que se pretendia fazer um estudo
detalhado sobre as causas das microparagens, construiu-se um sistema de recolha de dados, através
do qual se registaram todas as informações necessárias para o desenvolvimento deste projecto.
a) Análise dos dados disponíveis
A análise dos dados disponíveis englobou não só a área da sala dos amassados destinada à
preparação da massa do produto X, como também as secções da Linha entre a saída da sala e a
entrada na câmara de fermentação e entre o pulmão (máquina de alimentação de tabuleiros, “P” no
layout da Linha) e o retráctil.
Esta fase baseou-se na observação das variáveis que influenciam o processo de fabrico (na
zona em estudo) e na compreensão do modo como este está dependente da alteração das mesmas.
Pequenas alterações como mudanças de operadores, turnos e materiais podem ter um impacto
fortemente negativo na variabilidade dos produtos ou mesmo no funcionamento do equipamento.
Esta análise permitiu perceber que tipos de microparagens ocorriam com maior frequência
nas referidas áreas.
b) Identificação e descrição dos tipos de microparagens
Com a informação recolhida na análise dos dados disponíveis, conheceram-se os principais
problemas causadores das microparagens, estando estes representados na Tabela 4.1. Segue-se
uma breve explicação dos mesmos:
Tabuleiro preso debaixo do retráctil
Para controlar o fluxo de tabuleiros que recebe os bolos frescos, existe um travão debaixo do
retráctil que os bloqueia e liberta (subindo e descendo, respectivamente), ficando estes
estrategicamente posicionados. Durante o período de análise de dados, percebeu-se que por vezes o
travão não baixava na altura devida ou demorava muito tempo a fazê-lo. Esta situação fazia com que
os tabuleiros não avançassem ao longo do transportador e, deste modo, o equipamento parava.
Tabuleiro preso no transportador entre o pulmão e o retráctil
Numa situação ideal, os tabuleiros saem do pulmão e dirigem-se ao retráctil através de um
transportador. Uma das irregularidades observadas nesta secção da Linha foi o comportamento dos
tabuleiros que, em vez de seguirem o seu percurso, ficavam constantemente presos antes de
chegarem ao retráctil. Este, sem tabuleiro por baixo para poder depositar os bolos, deixava de
funcionar provocando microparagens.

29
Tabuleiro chega atrasado ao retráctil
Tal como no ponto anterior, este tipo de microparagens era causado pela ausência de
tabuleiros por baixo do retráctil. No entanto, neste caso, os mesmos não ficavam presos no
transportador. Em vez disso, chegavam ao retráctil com atraso, ficando este sem possibilidade de
depositar os bolos crus nos tabuleiros e, consequentemente, o equipamento parava.
Paragem da câmara de fermentação
As paragens na câmara de fermentação faziam com que os tabuleiros carregados de bolo
não entrassem dentro da mesma, ficando acumulados com os que chegavam do retráctil. Deste
modo, toda a zona entre a entrada da câmara e a área debaixo do último ficava ocupada, não
havendo espaço para a entrada de novos tabuleiros nessa área. Como os tabuleiros vazios não
podiam deslocar-se até debaixo do retráctil para receberem bolo fresco, o equipamento parava.
Tabuleiro preso no ângulo de (90o) viragem para a entrada da câmara de
fermentação
A análise dos dados disponíveis permitiu também identificar paragens no equipamento devido
à existência de tabuleiros presos no ângulo de viragem para a entrada da câmara de fermentação.
Estes, ao não conseguirem dirigir-se para dentro da mesma, faziam com que os tabuleiros seguintes
ficassem acumulados entre si e o retráctil e, deste modo, o processo de produção (nesta zona fabril)
parava.
c) Programação do sistema de recolha de dados
Com a análise dos dados disponíveis e a identificação dos tipos de microparagens foi
possível elaborar um sistema de recolha de dados (Anexo III). Através deste, criou-se um modelo que
permitiu registar informações como os tipos de microparagens observados e as respectivas durações,
o operador presente no intervalo de tempo de cada recolha, o tipo de produto, entre outras
informações necessárias para o desenvolvimento do trabalho. Estas informações foram muito
importantes para se perceber qual a origem das microparagens do equipamento.
Uma vez que este projecto é relativo à produção do produto X, a recolha de dados esteve
dependente da ordem de fabrico diária da sua Linha. Como a produção do produto X e produto Y
varia consoante os pedidos dos clientes, não foi possível realizar um plano de registo programado
com muita antecedência.
A informação recolhida nos períodos de observação envolveu os turnos da manhã e da tarde
e permitiu conhecer a frequência dos tipos de microparagens identificados, antes e após as acções
de correcção e melhoria efectuadas. Para o tratamento dos dados utilizou-se o Microsoft® Excel, os
quais se encontram no Capítulo 5.

30
Tabela 4.1- Tipos de problemas causadores de microparagens na zona dos amassados da Linha 1
Tabuleiro preso no ângulo de
viragem para a entrada da câmara
de fermentação
Tabuleiro preso debaixo do retráctil
Tabuleiro preso no transportador
entre o pulmão e o retráctil
Tabuleiro chega atrasado ao
retráctil
Paragem da câmara de
fermentação
Travão
Retráctil
Câmara de fermentaçã
Tabuleiros acumuladoTabuleiros
acumulados
Câmara de fermentação
31
4.3.Projecto II: Redução de desperdício na Linha 2
Uma vez que o principal objectivo do projecto II foi a redução da quantidade de desperdício
produzida durante o fabrico do produto Z, o mesmo desenvolveu-se em três pontos específicos da
Linha de produção, durante quatro meses: a desmoldeadora, o transportador à saída da câmara de
arrefecimento e a embaladora. Estes foram identificados como os locais de maior impacto na
quantidade de desperdício do produto Z.
4.3.1.O fabrico da Linha 2
Na produção do produto Z são necessárias onze etapas: amassadura, corte, boleamento,
pré-fermentação, laminagem, formação, fermentação, cozedura, desmoldagem, arrefecimento e
embalagem. A Figura 4.3 esquematiza a sequência destas etapas no processo de fabrico.
Figura 4.3- Esquema representativo das etapas de confecção do produto Z
A primeira etapa da produção do produto Z é a amassadura, a qual ocorre na sala de
amassados, numa área destinada para o efeito. As matérias-primas, que dependem do formato do
produto Z que se pretende fabricar, são colocadas por um operador dentro de uma cuba onde são
misturadas com a ajuda de uma batedeira. Depois deste processo a cuba é encaixada num elevador
que eleva a massa fresca até à altura de um depósito existente em cima da divisora, escorregando e
saindo do mesmo através de um orifício existente na sua base. A divisora é uma máquina que
permite o corte da massa em pedaços consoante o peso definido para cada formato do produto Z.
Ainda na sala de amassados, a massa é conduzida para uma máquina denominada
boleadora onde os pedaços se transformam em bolas. Estas passam por uma balança incorporada

32
entre telas de transporte e, caso o seu peso não se encontre dentro da especificação programada,
são rejeitadas e reincorporadas novamente no depósito da divisora por um operador, onde são
misturadas com a massa por cortar. As bolas de massa crua que não são rejeitadas seguem para
uma câmara de pré-fermentação onde ficam em repouso durante cerca de 5 minutos.
Já fora da sala de amassados, ocorre a laminagem, que consiste na passagem das bolas
cruas por rolos que as laminam. As unidades resultantes são encaminhadas para a formadora,
máquina que as enrola em pedaços de forma cilíndrica. De seguida, estes caem dentro de moldes
que passam por baixo da formadora através de um transportador. A esta última etapa corresponde a
formação. Os moldes, depois de receberem os cilindros de massa, seguem em direcção à camara de
fermentação (através de transportadores). O processo de fermentação é delicado pois a eficiência
das etapas posteriores está dependente das características com que o produto Z sai da respectiva
câmara, sendo, por isso, muito importante haver um controlo rigoroso das condições de fermentação.
Depois de saírem da câmara, os moldes são fechados com tampas próprias e entram no forno, onde
o produto Z é cozido. Dentro do mesmo, existem cinco zonas com diferentes temperaturas bem
definidas para cada formato produto Z. Estas devem ser bem controladas pois se estiverem abaixo ou
acima dos valores definidos, o produto Z pode ficar mal cozido ou queimado, respectivamente. A
duração média da cozedura do produto Z é de 25 minutos.
A fase seguinte do processo de fabrico é a desmoldagem. Depois de saírem do forno, os
moldes dirigem-se à zona da desmoldeadora através de um transportador. Esta inclui um tapete com
um íman incorporado, a desmoldeadora em si e uma tela rolante através da qual os produtos seguem
para a etapa seguinte. O tapete, retira as tampas dos moldes e a desmoldeadora, com a ajuda de
ventosas, transfere os produtos dos mesmos para a tela rolante que os encaminha para a câmara de
arrefecimento. Ao entrarem dentro desta, são colocados em prateleiras e passam pelo processo de
arrefecimento que dura aproximadamente 90 minutos. No processo de arrefecimento a temperatura
dos produtos desce até um valor bem definido. Depois da câmara de arrefecimento, o produto Z
passa por um detector de metais que o rejeita caso apresente vestígios de metais (através de um
soprador que empurra o produto Z rejeitado para dentro de uma caixa existente para o efeito). Os
produtoss não rejeitados são depois conduzidos à zona de embalamento, por meio de um
transportador.
Seguidamente os produtos entram numa fatiadora onde são cortado em fatias, cuja
espessura depende do formato pretendido. De referir que desde a saída do arrefecimento até à
entrada na fatiadora, há sempre um operador que acompanha os produtos e os retira de linha caso
apresentem algum defeito a nível visual.
Após estar fatiado, cada produto Z é colocado dentro de um saco, com o auxílio de duas
peças identificadas como bicos-de-pato e é depois fechado, datado e pesado. Se o peso dos
produtos não estiver dentro dos limites programados, um soprador acoplado à balança rejeita-os. Os
produtos dentro das especificações pretendidas são recolhidos por operadores que os colocam em
cestas, seguindo estas para expedição.
A Figura 4.4 apresenta-se o layout da Linha 2 da Bakery Donuts® (Mem Martins, Sintra).

33
Fig
ura
4.4
- L
ay
ou
t d
a L
inh
a 2
da
Bake
ry D
on
uts
® (
Mem
Ma
rtin
s, S
intr
a
34
4.3.2.Identificação da origem dos defeitos
Tal como no projecto anterior, também este englobou uma análise dos dados disponíveis
acompanhada por uma familiarização das áreas de trabalho, uma identificação dos principais
problemas detectados durante o período de análise referido e a elaboração de um sistema de recolha
de dados. No entanto, o objecto de estudo deste projecto foi a quantidade de desperdício produzido
no fabrico do produto Z.
a) Análise dos dados disponíveis
A análise dos dados disponíveis realizou-se fazendo um acompanhamento do processo de
desmoldagem do produto Z, do transporte deste desde a saída da câmara de arrefecimento até à
entrada na fatiadora e do processo de embalamento. Através da referida análise, foi possível
perceber quais os factores que comprometem o bom funcionamento da produção, quer sejam
máquinas, operadores, mudanças de turnos, especificações das matérias-primas ou outros. Deste
modo, conseguiu-se compreender os tipos de defeitos que se reflectiam numa grande quantidade de
desperdício de produto Z produzido, nos três pontos de estudo.
b) Identificação e descrição dos tipos de defeitos
Nas três zonas onde a análise dos dados disponíveis incidiu, identificaram-se os tipos de
defeitos que mais contribuíam para a quantidade de produto Z desperdiçada. De seguida
apresentam-se a descrição dos mesmos e um resumo de ilustrações que os exemplificam (Figura
4.5):
Desmoldeadora
Com a análise efectuada, detectaram-se três falhas principais na área da desmoldeadora:
produto Z “não desmoldado”, “mal desmoldado” e “deformado na desmoldagem”. Na primeira, as
ventosas do referido equipamento passavam pelo produto Z mas não o agarravam. Na segunda, as
mesmas conseguiam fazê-lo mas de forma ineficiente (os ventosas agarravam o produto Z mas parte
deste não saía do molde). Relativamente ao último defeito, o produto Z chegava a ser desmoldado
mas de forma incorrecta, ficando deformado.
Transportador entre a câmara de arrefecimento e a fatiadora
No transportador entre a saída da câmara de arrefecimento e a entrada na fatiadora, os
defeitos detectados no produto Z apontados como sendo os mais críticos foram: produto Z
“deformado”, produto Z “deformado por acumulação à entrada da câmara” e produto Z “vincado”. De
referir que se diferenciaram os dois primeiros pois a sua deformação era completamente diferente,
existindo uma clara distinção visual entre ambas. O defeito produto Z “deformado” englobou as
unidades com aspecto visual fora das especificações pretendidas, como variações de tamanho, de
cor, de forma, entre outros. O defeito produto Z “deformado por acumulação à entrada da câmara”, foi
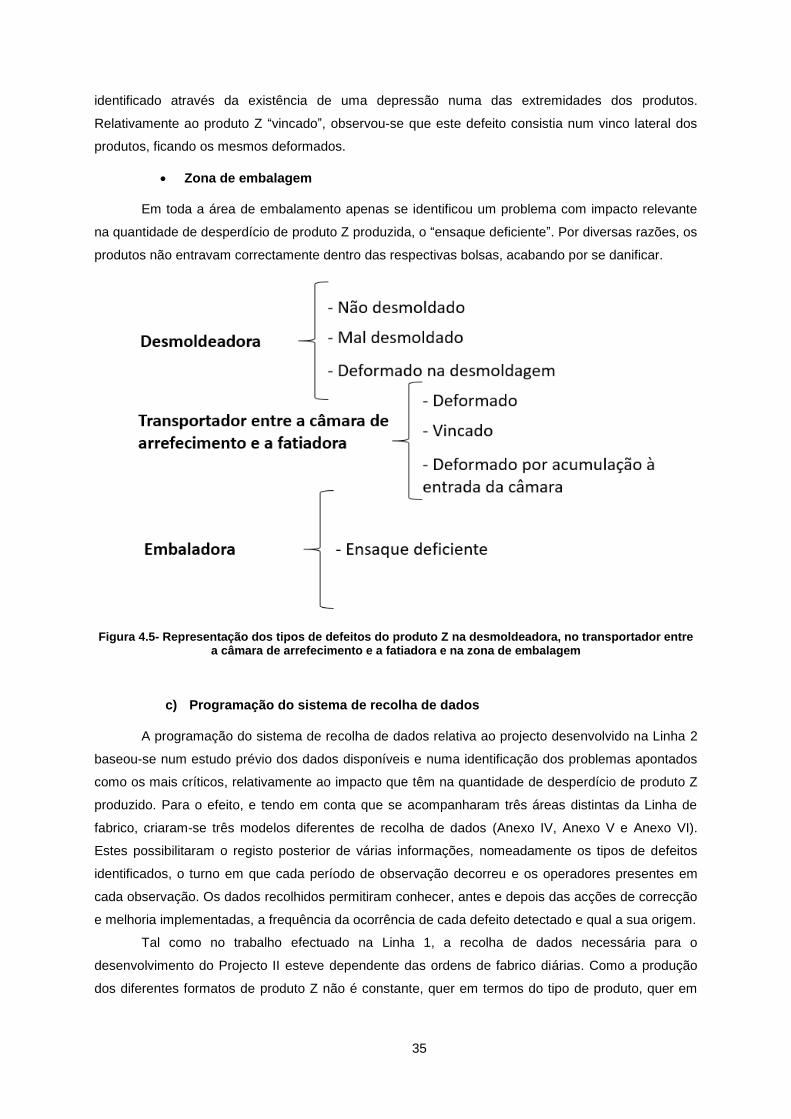
35
identificado através da existência de uma depressão numa das extremidades dos produtos.
Relativamente ao produto Z “vincado”, observou-se que este defeito consistia num vinco lateral dos
produtos, ficando os mesmos deformados.
Zona de embalagem
Em toda a área de embalamento apenas se identificou um problema com impacto relevante
na quantidade de desperdício de produto Z produzida, o “ensaque deficiente”. Por diversas razões, os
produtos não entravam correctamente dentro das respectivas bolsas, acabando por se danificar.
Figura 4.5- Representação dos tipos de defeitos do produto Z na desmoldeadora, no transportador entre a câmara de arrefecimento e a fatiadora e na zona de embalagem
c) Programação do sistema de recolha de dados
A programação do sistema de recolha de dados relativa ao projecto desenvolvido na Linha 2
baseou-se num estudo prévio dos dados disponíveis e numa identificação dos problemas apontados
como os mais críticos, relativamente ao impacto que têm na quantidade de desperdício de produto Z
produzido. Para o efeito, e tendo em conta que se acompanharam três áreas distintas da Linha de
fabrico, criaram-se três modelos diferentes de recolha de dados (Anexo IV, Anexo V e Anexo VI).
Estes possibilitaram o registo posterior de várias informações, nomeadamente os tipos de defeitos
identificados, o turno em que cada período de observação decorreu e os operadores presentes em
cada observação. Os dados recolhidos permitiram conhecer, antes e depois das acções de correcção
e melhoria implementadas, a frequência da ocorrência de cada defeito detectado e qual a sua origem.
Tal como no trabalho efectuado na Linha 1, a recolha de dados necessária para o
desenvolvimento do Projecto II esteve dependente das ordens de fabrico diárias. Como a produção
dos diferentes formatos de produto Z não é constante, quer em termos do tipo de produto, quer em

36
termos de quantidade a fabricar, não foi possível fazer um planeamento de recolha de dados
rigoroso.
Para o tratamento dos dados recolhidos, os quais são apresentados no Capítulo seguinte,
recorreu-se também ao Microsoft® Excel.
37
5. Análise de dados e tratamento de resultados
Este Capítulo aborda o tratamento da recolha de dados efectuada no Capítulo anterior e os
respectivos resultados.
Para ambos os projectos em que o presente estudo se baseia, apresentam-se, numa primeira
fase, os respectivos diagramas de Pareto, cujas informações permitem conhecer a frequência dos
diferentes problemas identificados. Apresentam-se também o restabelecimento e a standardização
das condições básicas das zonas críticas. De referir que o primeiro se baseia na implementação de
acções correctivas e na identificação das causas que originam as irregularidades mais frequentes
(microparagens do equipamento no Projecto I e defeitos no produto Z no Projecto II), obtida através
das análises dos 5 Porquês e dos “4 M’s”, dos quais resultou a construção de um diagrama de
Ishikawa.
Depois dos pontos acima referidos, explicam-se ainda as acções de melhoria efectuadas,
mostra-se a influência das mesmas na frequência dos problemas onde foram implementadas e
demonstram-se os resultados dos projectos, quer em termos de objectivos, quer em termos
económicos.
5.1.Projecto I: Redução das microparagens nos amassados da
Linha 1
5.1.1.Diagrama de Pareto
A construção do diagrama de Pareto partiu do cálculo da média da frequência horária com
que cada problema detectado ocorria, durante o período de recolha de dados. A base do cálculo
foram os registos de tempo de todas as microparagens detectadas em cada observação na Linha.
Determinada a referida média para todos os tipos de microparagens identificados, ordenou-se a
mesma por ordem decrescente e calcularam-se as frequências cumulativas correspondentes.
Por uma questão de gestão de espaço dos resultados, optou-se por atribuir uma letra a cada
tipo de microparagem:
A. Tabuleiro preso debaixo do retráctil
B. Tabuleiro preso no transportador entre o pulmão e o retráctil
C. Tabuleiro chega atrasado ao retráctil
D. Paragem da câmara de fermentação
E. Tabuleiro preso no ângulo de viragem para a entrada da câmara de
fermentação
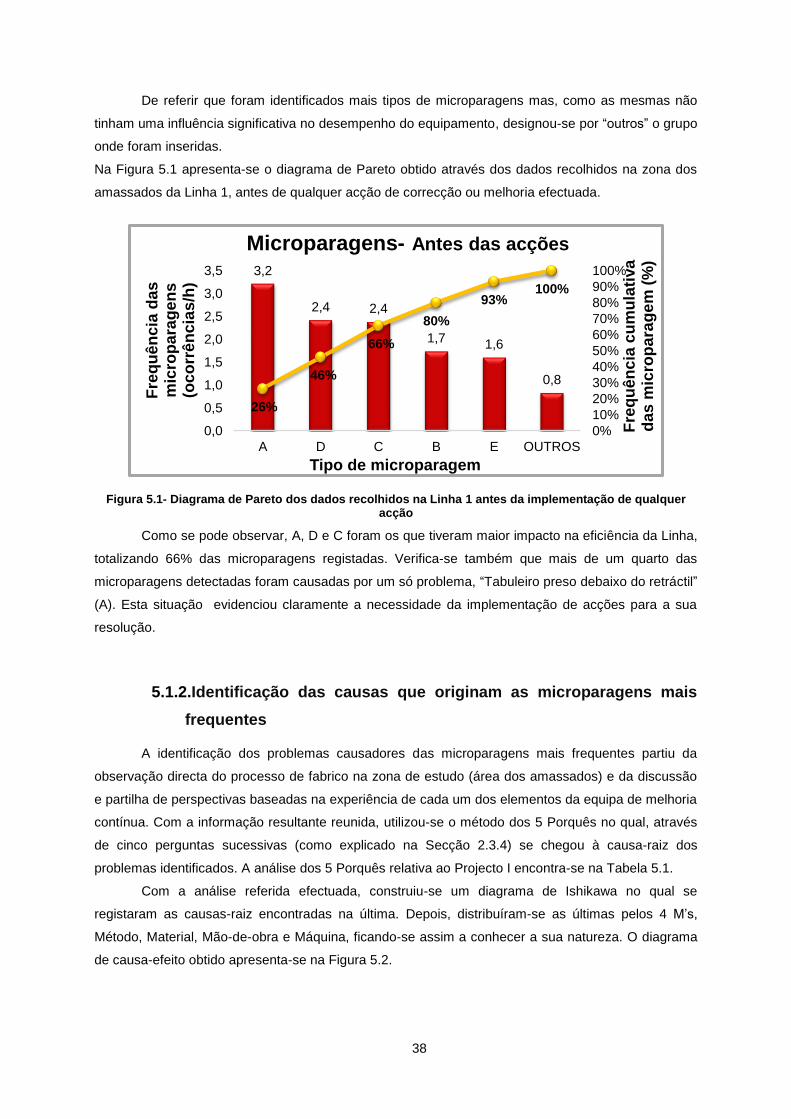
38
De referir que foram identificados mais tipos de microparagens mas, como as mesmas não
tinham uma influência significativa no desempenho do equipamento, designou-se por “outros” o grupo
onde foram inseridas.
Na Figura 5.1 apresenta-se o diagrama de Pareto obtido através dos dados recolhidos na zona dos
amassados da Linha 1, antes de qualquer acção de correcção ou melhoria efectuada.
Figura 5.1- Diagrama de Pareto dos dados recolhidos na Linha 1 antes da implementação de qualquer acção
Como se pode observar, A, D e C foram os que tiveram maior impacto na eficiência da Linha,
totalizando 66% das microparagens registadas. Verifica-se também que mais de um quarto das
microparagens detectadas foram causadas por um só problema, “Tabuleiro preso debaixo do retráctil”
(A). Esta situação evidenciou claramente a necessidade da implementação de acções para a sua
resolução.
5.1.2.Identificação das causas que originam as microparagens mais
frequentes
A identificação dos problemas causadores das microparagens mais frequentes partiu da
observação directa do processo de fabrico na zona de estudo (área dos amassados) e da discussão
e partilha de perspectivas baseadas na experiência de cada um dos elementos da equipa de melhoria
contínua. Com a informação resultante reunida, utilizou-se o método dos 5 Porquês no qual, através
de cinco perguntas sucessivas (como explicado na Secção 2.3.4) se chegou à causa-raiz dos
problemas identificados. A análise dos 5 Porquês relativa ao Projecto I encontra-se na Tabela 5.1.
Com a análise referida efectuada, construiu-se um diagrama de Ishikawa no qual se
registaram as causas-raiz encontradas na última. Depois, distribuíram-se as últimas pelos 4 M’s,
Método, Material, Mão-de-obra e Máquina, ficando-se assim a conhecer a sua natureza. O diagrama
de causa-efeito obtido apresenta-se na Figura 5.2.
3,2
2,4 2,4
1,7 1,6
0,8
26%
46%
66%
80%
93%100%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
A D C B E OUTROS
Fre
qu
ên
cia
cu
mu
lati
va
d
as
mic
rop
ara
ge
m (
%)
Fre
qu
ên
cia
da
s
mic
rop
ara
ge
ns
(o
co
rrê
nc
ias
/h)
Tipo de microparagem
Microparagens- Antes das acções
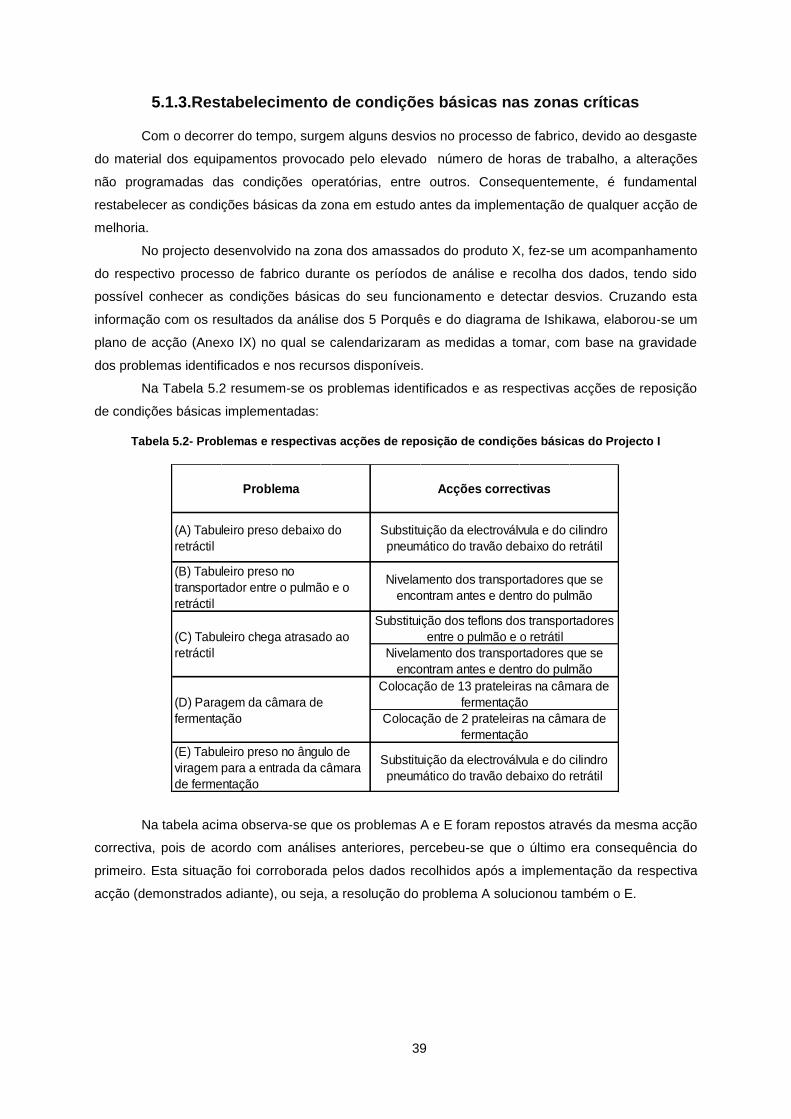
39
5.1.3.Restabelecimento de condições básicas nas zonas críticas
Com o decorrer do tempo, surgem alguns desvios no processo de fabrico, devido ao desgaste
do material dos equipamentos provocado pelo elevado número de horas de trabalho, a alterações
não programadas das condições operatórias, entre outros. Consequentemente, é fundamental
restabelecer as condições básicas da zona em estudo antes da implementação de qualquer acção de
melhoria.
No projecto desenvolvido na zona dos amassados do produto X, fez-se um acompanhamento
do respectivo processo de fabrico durante os períodos de análise e recolha dos dados, tendo sido
possível conhecer as condições básicas do seu funcionamento e detectar desvios. Cruzando esta
informação com os resultados da análise dos 5 Porquês e do diagrama de Ishikawa, elaborou-se um
plano de acção (Anexo IX) no qual se calendarizaram as medidas a tomar, com base na gravidade
dos problemas identificados e nos recursos disponíveis.
Na Tabela 5.2 resumem-se os problemas identificados e as respectivas acções de reposição
de condições básicas implementadas:
Tabela 5.2- Problemas e respectivas acções de reposição de condições básicas do Projecto I
Na tabela acima observa-se que os problemas A e E foram repostos através da mesma acção
correctiva, pois de acordo com análises anteriores, percebeu-se que o último era consequência do
primeiro. Esta situação foi corroborada pelos dados recolhidos após a implementação da respectiva
acção (demonstrados adiante), ou seja, a resolução do problema A solucionou também o E.
Colocação de 2 prateleiras na câmara de
fermentação
Colocação de 13 prateleiras na câmara de
fermentação
Substituição da electroválvula e do cilindro
pneumático do travão debaixo do retrátil
Nivelamento dos transportadores que se
encontram antes e dentro do pulmão
Acções correctivas
(C) Tabuleiro chega atrasado ao
retráctil
(D) Paragem da câmara de
fermentação
(E) Tabuleiro preso no ângulo de
viragem para a entrada da câmara
de fermentação
Problema
(A) Tabuleiro preso debaixo do
retráctil
(B) Tabuleiro preso no
transportador entre o pulmão e o
retráctil
Substituição dos teflons dos transportadores
entre o pulmão e o retrátil
Nivelamento dos transportadores que se
encontram antes e dentro do pulmão
Substituição da electroválvula e do cilindro
pneumático do travão debaixo do retrátil
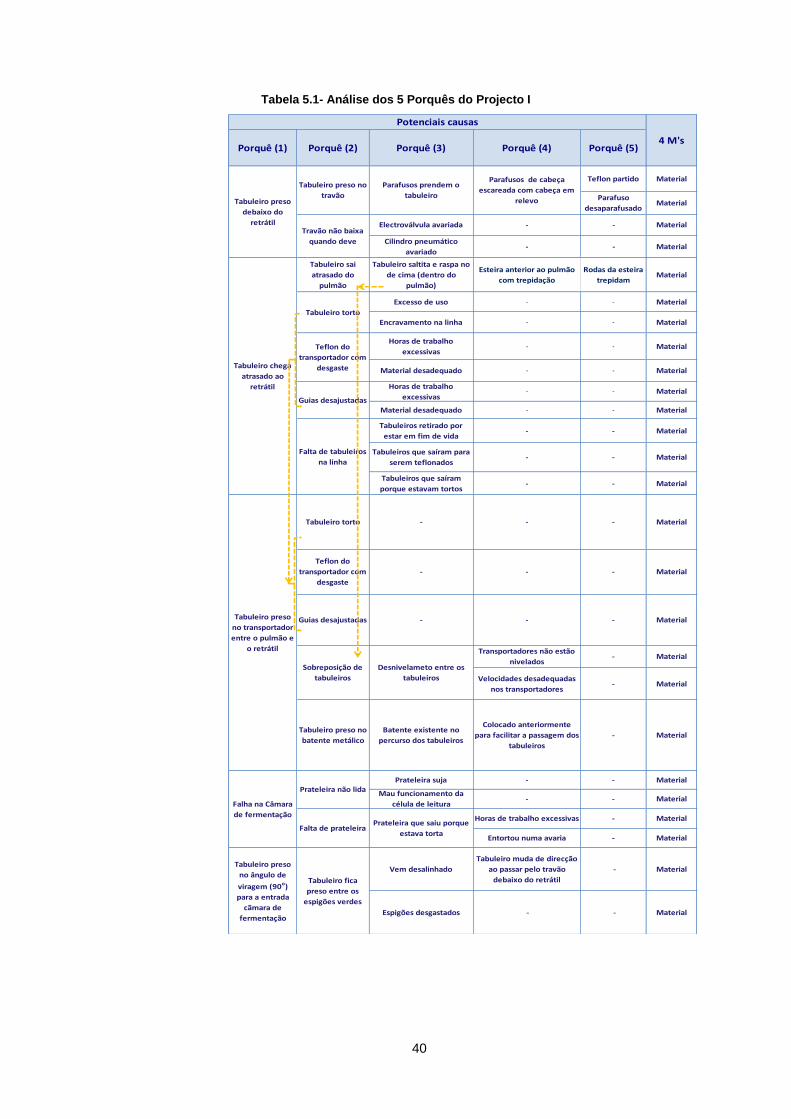
40
Tabela 5.1- Análise dos 5 Porquês do Projecto I
Porquê (1) Porquê (2) Porquê (3) Porquê (4) Porquê (5)
Tabuleiro sai
atrasado do
pulmão
Tabuleiro saltita e raspa no
de cima (dentro do
pulmão)
Esteira anterior ao pulmão
com trepidação
Rodas da esteira
trepidamMaterial
Tabuleiros retirado por
estar em fim de vida- - Material
Tabuleiros que saíram
porque estavam tortos- - Material
-
Material--
Material-
Espigões desgastados
Material
Material
Vem desalinhado
Material
Material
- -
-
Tabuleiro muda de direcção
ao passar pelo travão
debaixo do retrátil
Parafuso
desaparafusado
Teflon partido Material
Material
Tabuleiro chega
atrasado ao
retrátil
Tabuleiro preso
no ângulo de
viragem (90o)
para a entrada
cãmara de
fermentação
Tabuleiro fica
preso entre os
espigões verdes
Falha na Câmara
de fermentação
Prateleira não lida
Entortou numa avaria - Material
- Material
-
-
Falta de prateleiraPrateleira que saiu porque
estava torta
Horas de trabalho excessivas
Falta de tabuleiros
na linha
Tabuleiros que saíram para
serem teflonados- Material
Prateleira suja -
- -
-
Mau funcionamento da
célula de leitura
Material desadequado - - Material
- Material
Teflon do
transportador com
desgaste
Horas de trabalho
excessivas-
Material desadequado - - Material
- Material
Tabuleiro torto
Excesso de uso -
- MaterialTabuleiro preso no
batente metálico
Batente existente no
percurso dos tabuleiros
Colocado anteriormente
para facilitar a passagem dos
tabuleiros
Encravamento na linha - - Material
- Material
Material
- Material
-
Guias desajustadas
-
-
Travão não baixa
quando deve Cilindro pneumático
avariado
Electroválvula avariada Material
Material
-
-
-
-
Guias desajustadas
Horas de trabalho
excessivas-
Potenciais causas
4 M's
- Material
Tabuleiro preso
debaixo do
retrátil
Tabuleiro preso no
travão
Parafusos prendem o
tabuleiro
Parafusos de cabeça
escareada com cabeça em
relevo
Tabuleiro preso
no transportador
entre o pulmão e
o retrátil
Tabuleiro torto
Sobreposição de
tabuleiros
Desnivelameto entre os
tabuleiros
Transportadores não estão
nivelados
Velocidades desadequadas
nos transportadores
Teflon do
transportador com
desgaste
-

41
ACÇÃO
PREVENTIVAACÇÃO QUEM QUANDO
Transportador antes do
retrátil - - - -
Transportador antes do
retrátil- Compra de tabuleiros Produção/Manutenção -
Transportador antes do
retrátil- Reparação de tabuleiros Manutenção -
- -
---
-
-
-
Transportador antes do
retrátil
Transportador antes do
retrátil
-Câmara de fermentação
-
Problema resolvido com a acção
do prpblema do travão debaixo
do retrátil
- Ângulo de 90o antes da
entrada para a câmara de
fermentação
Ângulo de 90o antes da
entrada para a câmara de
fermentação
Colocação de 13 prateleiras
- -
- -
15/10/2016
15/10/2016Manutenção
ManutençãoSubstituição do cilindro
pneumático
Substituição da electroválvula
-
11/10/106Manutenção
--
Remoção dos parafusos e do
teflon-
-Transportador debaixo do
retrátil
Transportador debaixo do
retrátil
17/12/2016
Manutenção 03/12/2016
Câmara de fermentação Colocação de 2 prateleiras Manutenção
Câmara de fermentação-
- - -
15/10/2016Manutenção
Câmara de fermentação
-
Produção/Manutenção -Transportador antes do
retrátil- Teflonagem de tabuleiros
- -
-
- -
Transportador antes do
retrátil
Transportador antes do
retrátil- -
- - -
-
- - - -
Manutenção 26/11/2016
Transportador antes do
retrátil
Transportador antes do
retrátil
Averiguar periodicidade
da preventiva
Substituição do teflon do
transportador
- - - -
Manutenção 07/01/2017
Depois dos travões do
transportador depois do
pulmão
-
Remoção do batente e
colocação de uma chapa
metálica entre os travões
- -
Transportador antes do
retrátil
Transportador antes do
retrátil-
18/02/2017
Transportadores antes e
dentro do pulmão-
Sincronizar as velocidades dos
transportadores - -
Transportadores antes e
dentro do pulmão-
Nivelamento dos
transportadores do pulmão Manutenção
-
-Transportador debaixo do
retrátil
Transportador debaixo do
retrátil
---Transportador antes do
retrátil
Zona
Acções
-

42
Fig
ura
5.2
- D
iag
ram
a d
e c
au
sa
-efe
ito
e 4
M’s
do
Pro
jec
to I
Ele
ctro
válv
ula
do
tra
vão
de
bai
xo d
o r
etr
átil
avar
iad
a
Cili
nd
ro p
ne
um
átic
o d
o t
ravã
o d
eb
aixo
do
re
trát
il av
aria
do
Ro
das
da
est
eir
a d
o t
ran
spo
rtad
or
ante
rio
r ao
pu
lmão
tr
ep
idam
Tefl
on
do
s tr
ansp
ort
ad
ore
s d
esa
de
qu
ado
Tab
ule
iro
tort
o p
or
en
crav
ame
nto
na
linh
a
Tab
ule
iro
s re
tira
do
s p
or
est
are
m e
m f
im d
e v
ida
Tab
ule
iro
s re
tira
do
s p
ara
sere
m t
efl
on
ado
s
Pra
tele
iras
da
câm
ara
de
fe
rme
nta
ção
suja
s
Mau
fu
nci
on
ame
nto
da
célu
la d
e le
itu
ra d
as
pra
tele
iras
da
câm
ara
de
fe
rme
nta
ção
Tab
ule
iro
s e
nto
rtam
em
ava
rias
Tab
ule
iro
s m
ud
am d
e d
ire
cção
ao
pas
sar
pe
lo t
ravã
o
Esp
igõ
es
do
ân
gulo
de
90
oan
teri
or
à câ
mar
a d
e f
erm
en
taçã
o d
esg
asta
do
s
Tefl
on
do
tra
vão
de
bai
xo d
o r
etr
átil
par
tid
o
Tab
ule
iro
s co
m h
ora
s d
e t
rab
alh
o e
xce
ssiv
as
Tab
ule
iro
s re
tira
do
sp
ara
rep
araç
ão
Tefl
on
do
tra
nsp
ort
ado
r an
teri
or
ao r
etr
átil
de
sgas
tad
o
Tab
ule
iro
sto
rto
s
Gu
ias
do
tra
nsp
ort
ado
r an
teri
or
ao
retr
átil
de
saju
stad
as
Tran
spo
rta
do
ran
teri
or
ao p
ulm
ão c
om
de
snív
el
rela
tiva
me
nte
ao
do
me
smo
Bat
en
te m
etá
lico
exi
ste
nte
no
pe
rcu
rso
do
s ta
bu
leir
os
Mic
rop
arag
ens
no
s a
mas
sad
os
do
Bo
llyc
ao
Ma
teri
al
Máq
uin
a
Mão
-de
-ob
raM
éto
do
Ve
loci
dad
es
de
sad
eq
uad
as n
os
tran
spo
rtad
ore
s
Par
afu
so d
o t
ravã
o d
eb
aixo
do
re
trát
il d
esa
par
afu
sad
o
Tran
spo
rta
do
res
com
ho
ras
de
tra
bal
ho
exc
ess
ivas
Pra
tele
iras
co
m h
ora
s d
e t
rab
alh
o e
xce
ssiv
asM
icro
pa
rag
en
s n
os
am
ass
ad
os

43
A resolução do problema A, “tabuleiro preso debaixo do retráctil”, passou pela implementação
de duas acções. A primeira consistiu numa melhoria (explicada na Secção seguinte) e a segunda,
numa acção correctiva, a qual corresponde à substituição da electroválvula e do cilindro pneumático
do travão debaixo do retráctil. Também o problema B, “tabuleiro preso no transportador entre o
pulmão e o retráctil”, sofreu uma acção de melhoria (apresentada na Secção 5.1.4) antes da
reposição das respectivas condições básicas: nivelamento dos transportadores que se encontram
antes e dentro do pulmão. Nestes dois últimos casos, as acções de melhoria foram implementadas
antes das de restabelecimento de condições básicas, uma vez que os problemas correspondentes
tinham um grande impacto na eficiência da Linha 1 e, além disso, as acções correctivas a
implementar eram de relativa simplicidade e não exigiam um planeamento complexo.
Substituição da electroválvula e do cilindro pneumático do travão debaixo do
retráctil
Verificou-se, através das análises anteriormente referidas, que a razão do funcionamento
incorrecto do travão era uma falha na comunicação entre a electroválvula e o cilindro pneumático,
sendo que a primeira não enviava correctamente os sinais eléctricos ao cilindro, e este continha uma
fuga de ar. A equipa de manutenção substituiu estes materiais por outros novos, os quais se
apresentam na Figura 5.3:
Figura 5.3- Electroválvula e cilindro pneumático do travão debaixo do retráctil novos
O efeito da referida substituição na frequência das microparagens originadas por pelos
problemas A e E foi bastante positivo, tendo as mesmas sofrido uma redução de 94% e de 92%,
respectivamente. Antes da acção correctiva, os tabuleiros que ficavam presos debaixo do retráctil e
os que ficavam encravados no ângulo de viragem para a entrada da câmara de fermentação,
provocavam a paragem do equipamento 1,7 e 1,3 vezes por hora (daqui para a frente ocorrências por
hora, oc/h), respectivamente. Após a substituição do material, ambos os valores baixaram para
0,1oc/h. Estes resultados apresentam-se na Figura 5.4:

44
Figura 5.4- Redução da frequência das microparagens relativas a A e E, de 94% e 92%, respectivamente
Nivelamento dos transportadores que se encontram antes e dentro do pulmão
O nivelamento destes transportadores permitiu diminuir a frequência com que os tabuleiros
ficavam presos no transportador entre o pulmão e o retráctil, problema B, e aquela com que os
tabuleiros chegavam atrasados ao último, problema C. Ambos tinham já sofrido uma acção, sendo a
do B uma melhoria, explicada na Secção 5.1.4, e a do C, uma correcção, apresentada no ponto
seguinte.
Nas Figura 5.5a e Figura 5.5b, representam-se os transportadores já nivelados e a influência
que a acção teve na frequência das microparagens provocadas pelos problemas B e C,
respectivamente. O referido desnivelamento, originava a sobreposição dos tabuleiros, fazendo com
que estes ficassem presos no transportador anterior ao retráctil (B) e com que os mesmos raspassem
nos tabuleiros existentes dentro do pulmão, atrasando a sua chegada ao retráctil, (C).
Figura 5.5a- Transportadores antes e
dentro do pulmão nivelados
Figura 5.5b- Redução da frequência das microparagens
relativas a B e C, de 100% e 2%, respectivamente
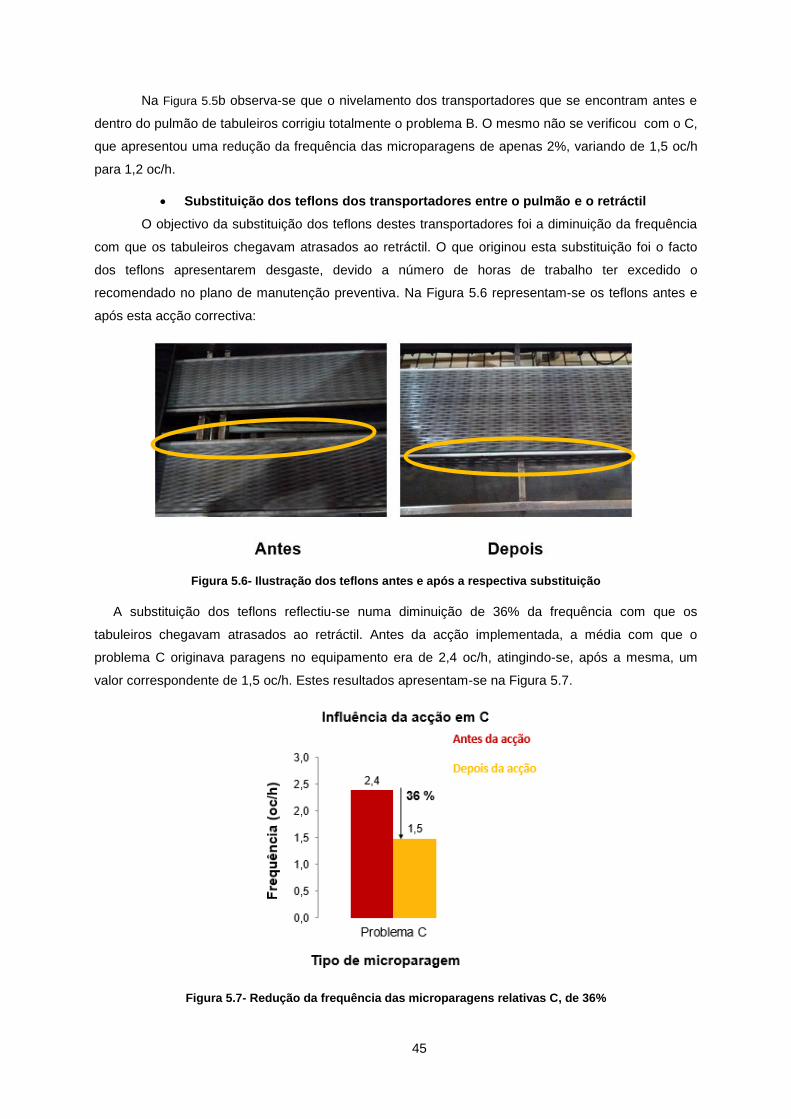
45
Na Figura 5.5b observa-se que o nivelamento dos transportadores que se encontram antes e
dentro do pulmão de tabuleiros corrigiu totalmente o problema B. O mesmo não se verificou com o C,
que apresentou uma redução da frequência das microparagens de apenas 2%, variando de 1,5 oc/h
para 1,2 oc/h.
Substituição dos teflons dos transportadores entre o pulmão e o retráctil
O objectivo da substituição dos teflons destes transportadores foi a diminuição da frequência
com que os tabuleiros chegavam atrasados ao retráctil. O que originou esta substituição foi o facto
dos teflons apresentarem desgaste, devido a número de horas de trabalho ter excedido o
recomendado no plano de manutenção preventiva. Na Figura 5.6 representam-se os teflons antes e
após esta acção correctiva:
Figura 5.6- Ilustração dos teflons antes e após a respectiva substituição
A substituição dos teflons reflectiu-se numa diminuição de 36% da frequência com que os
tabuleiros chegavam atrasados ao retráctil. Antes da acção implementada, a média com que o
problema C originava paragens no equipamento era de 2,4 oc/h, atingindo-se, após a mesma, um
valor correspondente de 1,5 oc/h. Estes resultados apresentam-se na Figura 5.7.
Figura 5.7- Redução da frequência das microparagens relativas C, de 36%

46
Colocação de 15 prateleiras na câmara de fermentação
Com a informação recolhida nos períodos de análise, percebeu-se que as paragens da
câmara de fermentação do produto X ocorriam devido à falta de prateleiras na mesma. O controlo da
passagem de prateleiras (estas estão incorporadas num sistema de transporte que permite a sua
rotatividade dentro da câmara) é feito através de sensores fotoeléctricos que, se não conseguirem
detectar uma prateleira, enviam sinal para paragem do equipamento.
Os dados recolhidos mostraram uma frequência de paragem da câmara com um impacto
relevante no funcionamento do processo, justificando-se a necessidade da resolução deste problema.
A colocação de prateleiras na câmara de fermentação originou uma diminuição drástica na
frequência de paragens da mesma. As 15 prateleiras foram colocadas na câmara por duas fases, 13
na primeira e duas na segunda.
Nas Figura 5.8a e Figura 5.8b representam-se, respectivamente, uma prateleira colocada
dentro da câmara de fermentação e os resultados obtidos após as duas acções implementadas para
a resolução do problema D:
Figura 5.8a- Prateleira da câmara de fermentação colocada
Figura 5.8b- Redução da frequência das microparagens relativas a D, de 71% e 86% após a
primeira e a segunda acção, respectivamente
Como se pode observar na Figura 5.8b, após a colocação das 15 prateleiras as microparagens
originadas pela câmara de fermentação da Linha 1 foram praticamente eliminadas. A primeira acção
revelou-se logo muito eficaz, tendo a frequência das microparagens reduzido de 2,4 oc/h para 0,7
oc/h, correspondendo esta diminuição a 71% das mesmas. Com a segunda acção atingiu-se uma
frequência de 0,1 oc/h, ou seja, conseguiu-se ainda reduzir em 86% as microparagens registadas
após a colocação das 13 prateleiras. O conjunto das duas acções de reposição de condições básicas
possibilitaram a eliminação das falhas da câmara de fermentação em 97%.

47
5.1.4.Aplicação de acções de melhoria
As acções de melhoria deste projecto, ao contrário do que seria de esperar, foram
implementadas antes das acções de restabelecimento de condições básicas. Como explicado
anteriormente, dado o impacto que os problemas “Tabuleiro preso debaixo do retráctil” (A) e
“Tabuleiro preso no transportador entre o pulmão e o retráctil” (B) tinham na eficiência da Linha 1 e,
uma vez que a execução das acções de melhoria era relativamente simples e não exigia um
planeamento complexo, estas foram logo implementadas. As frequências das microparagens
originadas pelos referidos problemas diminuíram rapidamente, contribuindo esta situação para o
aumento imediato da eficiência da Linha 1.
Na Tabela 5.3 apresentam-se os problemas (já identificados) e as acções de melhoria
efectuadas:
Tabela 5.3- Problemas e respectivas acções de melhoria do Projecto I
Remoção dos parafusos e do teflon do travão debaixo do retráctil
O problema dos tabuleiros presos debaixo do retráctil, A, não só tinha origem nas avarias da
electroválvula e do cilindro pneumático como também era causado pela existência de uma camada
de teflon e de dois parafusos na superfície do travão que contacta com os tabuleiros. Estes materiais
dificultavam o seu funcionamento pois os tabuleiros ficavam presos nos mesmos.
Antes da substituição da electroválvula e do cilindro, removeram-se o teflon e os parafusos,
cuja representação se encontra na Figura 5.9a. Esta acção considera-se uma melhoria e, de facto, os
seus resultados foram positivos e podem ser observados na Figura 5.9b. De referir que esta acção
também influenciou o problema E, uma vez que este era causado por A, como explicado
anteriormente.
A acção de melhoria teve mais impacto nas microparagens originadas por A do que nas
provocadas por E. As respectivas reduções de frequência foram de 47% e de 19%, ou seja, a
diminuição no primeiro foi de 3,2 oc/h para 1,7 oc/h e, no segundo, foi de 1,6 oc/h para 1,3 oc/h.
Comparando estes resultados, a acção teve, de facto, uma influência mais relevante na frequência
com que os tabuleiros ficavam presos debaixo do retráctil (redução das microparagens em quase
metade do seu valor inicial), relativamente àquela com que os tabuleiros ficavam presos no ângulo de
viragem para a entrada da câmara de fermentação.
Problema
(A) Tabuleiro preso debaixo do
retráctil
(B) Tabuleiro preso no
transportador entre o pulmão e o
retráctil
Remoção do teflon e dos parafusos da
superfície do travão em contacto com os
tabuleiros
Remoção do batente metálico e colocação
de uma chapa entre os travões do
transportador anterior ao retráctil
Acções de melhoria
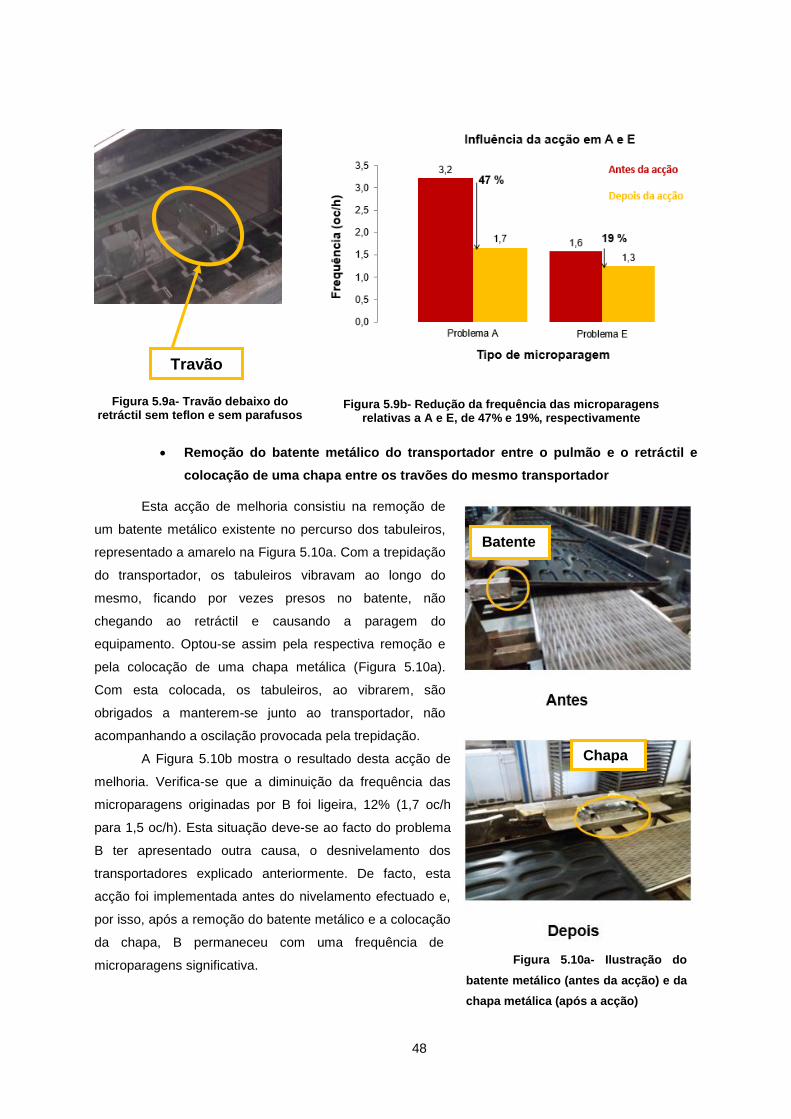
48
Figura 5.9a- Travão debaixo do retráctil sem teflon e sem parafusos
Figura 5.9b- Redução da frequência das microparagens relativas a A e E, de 47% e 19%, respectivamente
Remoção do batente metálico do transportador entre o pulmão e o retráctil e
colocação de uma chapa entre os travões do mesmo transportador
Esta acção de melhoria consistiu na remoção de
um batente metálico existente no percurso dos tabuleiros,
representado a amarelo na Figura 5.10a. Com a trepidação
do transportador, os tabuleiros vibravam ao longo do
mesmo, ficando por vezes presos no batente, não
chegando ao retráctil e causando a paragem do
equipamento. Optou-se assim pela respectiva remoção e
pela colocação de uma chapa metálica (Figura 5.10a).
Com esta colocada, os tabuleiros, ao vibrarem, são
obrigados a manterem-se junto ao transportador, não
acompanhando a oscilação provocada pela trepidação.
A Figura 5.10b mostra o resultado desta acção de
melhoria. Verifica-se que a diminuição da frequência das
microparagens originadas por B foi ligeira, 12% (1,7 oc/h
para 1,5 oc/h). Esta situação deve-se ao facto do problema
B ter apresentado outra causa, o desnivelamento dos
transportadores explicado anteriormente. De facto, esta
acção foi implementada antes do nivelamento efectuado e,
por isso, após a remoção do batente metálico e a colocação
da chapa, B permaneceu com uma frequência de
microparagens significativa.
Batente
Chapa
Travão
Figura 5.10a- Ilustração do
batente metálico (antes da acção) e da
chapa metálica (após a acção)
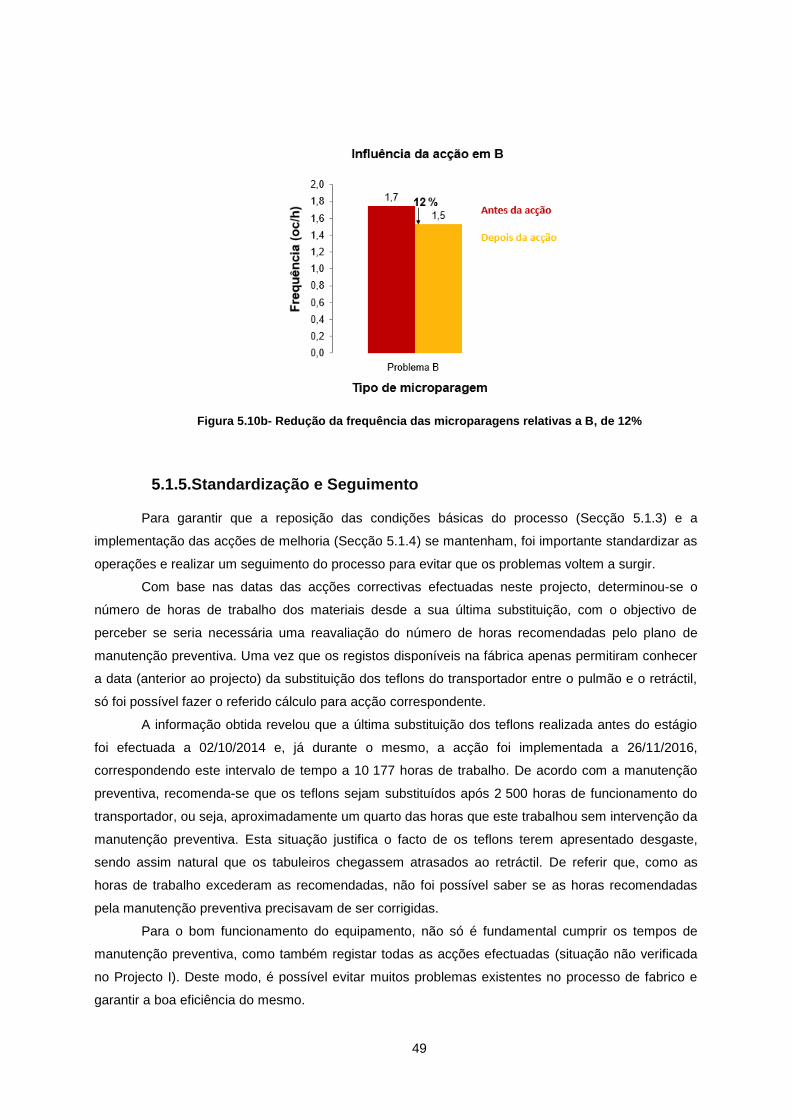
49
Figura 5.10b- Redução da frequência das microparagens relativas a B, de 12%
5.1.5.Standardização e Seguimento
Para garantir que a reposição das condições básicas do processo (Secção 5.1.3) e a
implementação das acções de melhoria (Secção 5.1.4) se mantenham, foi importante standardizar as
operações e realizar um seguimento do processo para evitar que os problemas voltem a surgir.
Com base nas datas das acções correctivas efectuadas neste projecto, determinou-se o
número de horas de trabalho dos materiais desde a sua última substituição, com o objectivo de
perceber se seria necessária uma reavaliação do número de horas recomendadas pelo plano de
manutenção preventiva. Uma vez que os registos disponíveis na fábrica apenas permitiram conhecer
a data (anterior ao projecto) da substituição dos teflons do transportador entre o pulmão e o retráctil,
só foi possível fazer o referido cálculo para acção correspondente.
A informação obtida revelou que a última substituição dos teflons realizada antes do estágio
foi efectuada a 02/10/2014 e, já durante o mesmo, a acção foi implementada a 26/11/2016,
correspondendo este intervalo de tempo a 10 177 horas de trabalho. De acordo com a manutenção
preventiva, recomenda-se que os teflons sejam substituídos após 2 500 horas de funcionamento do
transportador, ou seja, aproximadamente um quarto das horas que este trabalhou sem intervenção da
manutenção preventiva. Esta situação justifica o facto de os teflons terem apresentado desgaste,
sendo assim natural que os tabuleiros chegassem atrasados ao retráctil. De referir que, como as
horas de trabalho excederam as recomendadas, não foi possível saber se as horas recomendadas
pela manutenção preventiva precisavam de ser corrigidas.
Para o bom funcionamento do equipamento, não só é fundamental cumprir os tempos de
manutenção preventiva, como também registar todas as acções efectuadas (situação não verificada
no Projecto I). Deste modo, é possível evitar muitos problemas existentes no processo de fabrico e
garantir a boa eficiência do mesmo.

50
Tendo em conta a importância da consolidação das acções implementadas e, para garantir
que entre cada dois ciclos PDCA efectuados existe um patamar que evita que o efeito das acções
retroceda (Figura 2.3), fez-se um plano de seguimento que consistiu na recolha de dados em
intervalos de 15 minutos semanais, durante 10 semanas. Uma vez recolhidos e registados, os dados
devem ser comparados com os resultados obtidos no final do projecto, sendo possível perceber se os
problemas resolvidos voltam a manifestar-se. No plano efectuado para a Linha 1 (Anexo XI)
recolheram-se dados relativos às duas primeiras semanas do mesmo, dado que estas ainda
decorreram no período de estágio.
5.1.6.Objectivos atingidos
Após a implementação de todas as acções de reposição de condições básicas e de melhoria,
recolheram-se os dados do processo
relativos aos problemas críticos identificados
e construiu-se um segundo diagrama de
Pareto, com o objectivo de se perceber o
impacto geral das acções na eficiência da
Linha 1. Através da Figura 5.11, nota-se
claramente a diminuição da frequência das
microparagens (ou eliminação, no caso do
problema B) e que todas as acções
implementadas foram bem sucedidas.
Observa-se também que os problemas A, D,
e E ficaram praticamente resolvidos.
Relativamente a C, embora este tenha
melhorado bastante (2,4 oc/h para 1,2 oc/h),
não se conseguiu solucioná-lo, devido ao
prolongamento do projecto. Se se tivesse
fechado o projecto após a substituição dos
teflons do transportador entre o pulmão de
tabuleiros e o retráctil, o Problema C tinha
sido eliminado. No entanto, como o trabalho
desenvolvido na Linha 1 se prolongou, o
desnivelamento dos transportadores referido
anteriormente começou a manifestar-se no
atraso dos tabuleiros, aumentando de novo
a frequência das microparagens originadas
por C. Ainda assim, este aumento continuou
a manter a frequência da ocorrência de C menor do que a registada no início do projecto. Nota-se
Figura 5.11- Ilustração dos diagramas de Pareto antes e após as acções efectuadas na Linha 1

51
ainda que os “outros”, apesar de terem diminuído ligeiramente, passaram a ser a segunda causa com
mais impacto nas microparagens. Esta situação é consequência da resolução dos restantes
problemas que, ao serem corrigidos, evidenciaram os primeiros.
Neste projecto conseguiu-se reduzir as microparagens em 83% e obter um aumento de OEE
de 7%, superando-se o objectivo definido na fase de planeamento do trabalho.
5.1.7.Resultados económicos
Os resultados económicos do projecto são de extrema importância, pois é através deles que
se conhece a viabilidade económica do mesmo. Um projecto pode ser considerado rentável se
originar lucros, durante o seu período de desenvolvimento.
Para se conhecer a viabilidade do projecto, calculou-se o Payback time, tempo necessário
para a recuperação do investimento efectuado na realização das acções correctivas e de melhoria.
Tendo em conta os custos associados à compra de novos materiais e à mão-de-obra e o
investimento do trabalho realizado na Linha 1, obteve-se um Payback time de 10 dias, fazendo este
resultado com que o Projecto I tenha sido rentável.
5.2.Projecto II: Redução de desperdício na Linha 2
5.2.1.Diagrama de Pareto
Tal como no projecto anterior, também neste se utilizou a ferramenta Diagrama de Pareto
para priorização dos problemas detectados. Dado que na zona de embalagem apenas se identificou
um problema considerado crítico para a eficiência da Linha 2, não se construiu um diagrama de
Pareto para a mesma. Nas áreas de estudo restantes utilizou-se a ferramenta, uma vez que em
ambas se detectaram vários problemas, sendo necessária a respectiva priorização.
Analogamente ao trabalho desenvolvido na Linha 1, também aqui se detectaram defeitos com
pouco impacto na eficiência do processo. Estes foram incorporados num grupo designado por
“outros” em cada um dos diagramas de Pareto.
Seguidamente apresentam-se os diagramas de Pareto relativos aos dados recolhidos antes
da implementação de acções correctivas e de melhoria (Figura 5.12 e Figura 5.13), construídos no
Projecto II, na desmoldeadora e no transportador entre a câmara de arrefecimento e a fatiadora,
respectivamente:
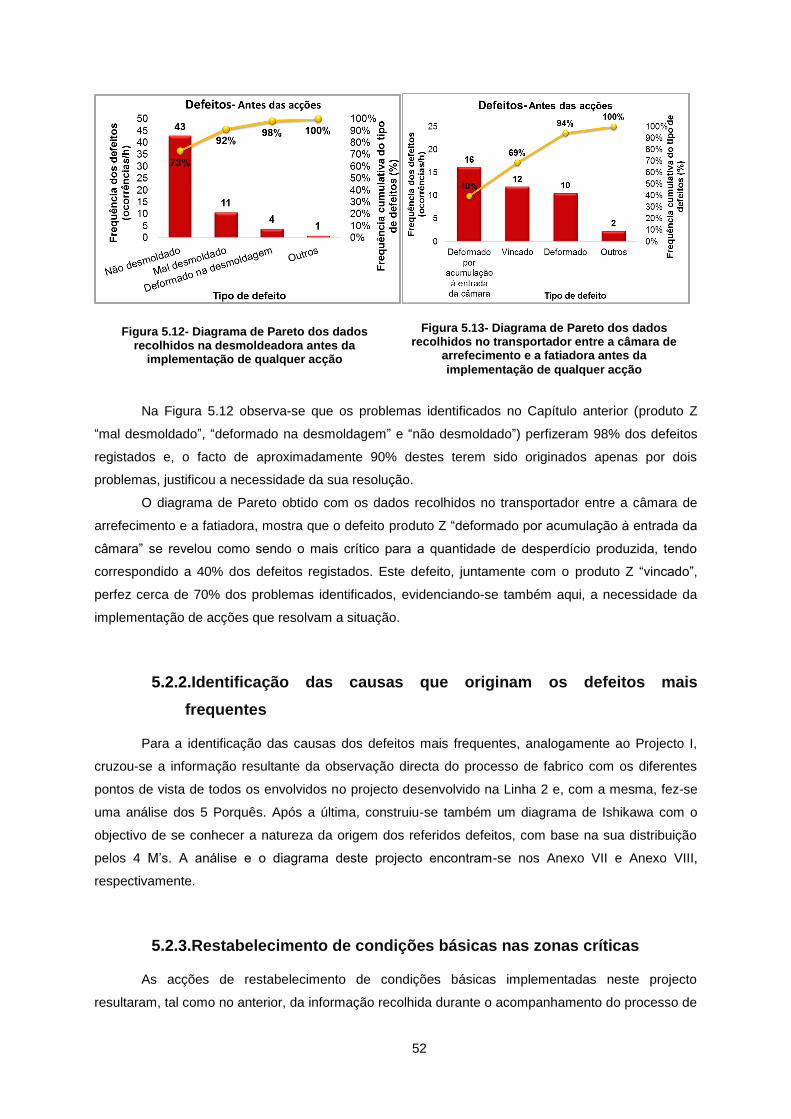
52
Na Figura 5.12 observa-se que os problemas identificados no Capítulo anterior (produto Z
“mal desmoldado”, “deformado na desmoldagem” e “não desmoldado”) perfizeram 98% dos defeitos
registados e, o facto de aproximadamente 90% destes terem sido originados apenas por dois
problemas, justificou a necessidade da sua resolução.
O diagrama de Pareto obtido com os dados recolhidos no transportador entre a câmara de
arrefecimento e a fatiadora, mostra que o defeito produto Z “deformado por acumulação à entrada da
câmara” se revelou como sendo o mais crítico para a quantidade de desperdício produzida, tendo
correspondido a 40% dos defeitos registados. Este defeito, juntamente com o produto Z “vincado”,
perfez cerca de 70% dos problemas identificados, evidenciando-se também aqui, a necessidade da
implementação de acções que resolvam a situação.
5.2.2.Identificação das causas que originam os defeitos mais
frequentes
Para a identificação das causas dos defeitos mais frequentes, analogamente ao Projecto I,
cruzou-se a informação resultante da observação directa do processo de fabrico com os diferentes
pontos de vista de todos os envolvidos no projecto desenvolvido na Linha 2 e, com a mesma, fez-se
uma análise dos 5 Porquês. Após a última, construiu-se também um diagrama de Ishikawa com o
objectivo de se conhecer a natureza da origem dos referidos defeitos, com base na sua distribuição
pelos 4 M’s. A análise e o diagrama deste projecto encontram-se nos Anexo VII e Anexo VIII,
respectivamente.
5.2.3.Restabelecimento de condições básicas nas zonas críticas
As acções de restabelecimento de condições básicas implementadas neste projecto
resultaram, tal como no anterior, da informação recolhida durante o acompanhamento do processo de
Figura 5.12- Diagrama de Pareto dos dados recolhidos na desmoldeadora antes da
implementação de qualquer acção
Figura 5.13- Diagrama de Pareto dos dados recolhidos no transportador entre a câmara de
arrefecimento e a fatiadora antes da
implementação de qualquer acção
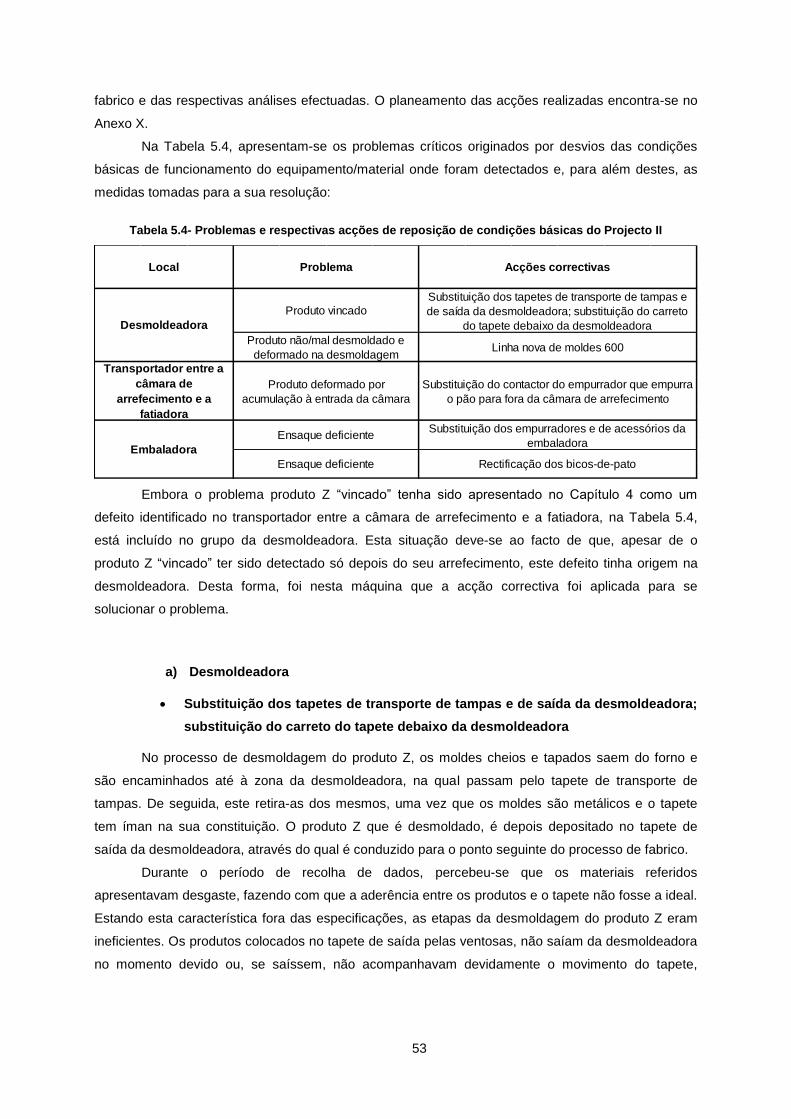
53
fabrico e das respectivas análises efectuadas. O planeamento das acções realizadas encontra-se no
Anexo X.
Na Tabela 5.4, apresentam-se os problemas críticos originados por desvios das condições
básicas de funcionamento do equipamento/material onde foram detectados e, para além destes, as
medidas tomadas para a sua resolução:
Tabela 5.4- Problemas e respectivas acções de reposição de condições básicas do Projecto II
Embora o problema produto Z “vincado” tenha sido apresentado no Capítulo 4 como um
defeito identificado no transportador entre a câmara de arrefecimento e a fatiadora, na Tabela 5.4,
está incluído no grupo da desmoldeadora. Esta situação deve-se ao facto de que, apesar de o
produto Z “vincado” ter sido detectado só depois do seu arrefecimento, este defeito tinha origem na
desmoldeadora. Desta forma, foi nesta máquina que a acção correctiva foi aplicada para se
solucionar o problema.
a) Desmoldeadora
Substituição dos tapetes de transporte de tampas e de saída da desmoldeadora;
substituição do carreto do tapete debaixo da desmoldeadora
No processo de desmoldagem do produto Z, os moldes cheios e tapados saem do forno e
são encaminhados até à zona da desmoldeadora, na qual passam pelo tapete de transporte de
tampas. De seguida, este retira-as dos mesmos, uma vez que os moldes são metálicos e o tapete
tem íman na sua constituição. O produto Z que é desmoldado, é depois depositado no tapete de
saída da desmoldeadora, através do qual é conduzido para o ponto seguinte do processo de fabrico.
Durante o período de recolha de dados, percebeu-se que os materiais referidos
apresentavam desgaste, fazendo com que a aderência entre os produtos e o tapete não fosse a ideal.
Estando esta característica fora das especificações, as etapas da desmoldagem do produto Z eram
ineficientes. Os produtos colocados no tapete de saída pelas ventosas, não saíam da desmoldeadora
no momento devido ou, se saíssem, não acompanhavam devidamente o movimento do tapete,
Local
Desmoldeadora
Acções correctivas
Substituição dos tapetes de transporte de tampas e
de saída da desmoldeadora; substituição do carreto
do tapete debaixo da desmoldeadora
Linha nova de moldes 600Produto não/mal desmoldado e
deformado na desmoldagem
Problema
Produto vincado
Transportador entre a
câmara de
arrefecimento e a
fatiadora
Substituição do contactor do empurrador que empurra
o pão para fora da câmara de arrefecimento
Produto deformado por
acumulação à entrada da câmara
Ensaque deficienteSubstituição dos empurradores e de acessórios da
embaladoraEmbaladora
Ensaque deficiente Rectificação dos bicos-de-pato
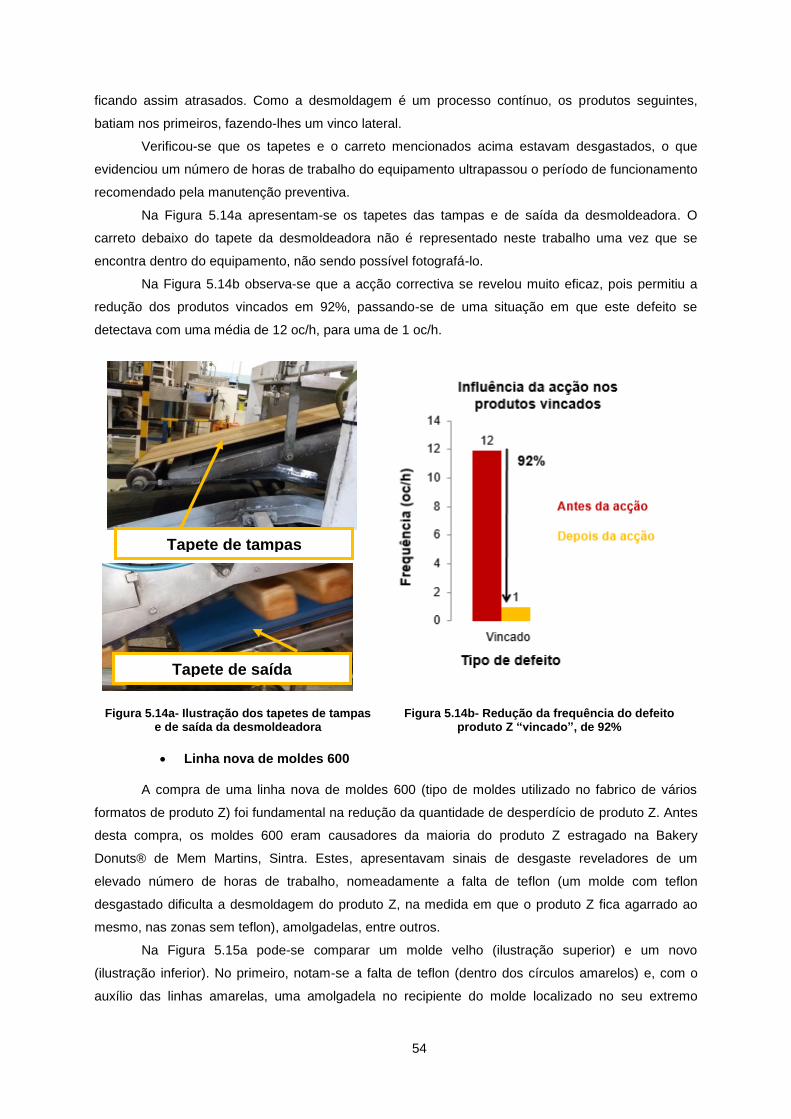
54
ficando assim atrasados. Como a desmoldagem é um processo contínuo, os produtos seguintes,
batiam nos primeiros, fazendo-lhes um vinco lateral.
Verificou-se que os tapetes e o carreto mencionados acima estavam desgastados, o que
evidenciou um número de horas de trabalho do equipamento ultrapassou o período de funcionamento
recomendado pela manutenção preventiva.
Na Figura 5.14a apresentam-se os tapetes das tampas e de saída da desmoldeadora. O
carreto debaixo do tapete da desmoldeadora não é representado neste trabalho uma vez que se
encontra dentro do equipamento, não sendo possível fotografá-lo.
Na Figura 5.14b observa-se que a acção correctiva se revelou muito eficaz, pois permitiu a
redução dos produtos vincados em 92%, passando-se de uma situação em que este defeito se
detectava com uma média de 12 oc/h, para uma de 1 oc/h.
Figura 5.14a- Ilustração dos tapetes de tampas e de saída da desmoldeadora
Figura 5.14b- Redução da frequência do defeito produto Z “vincado”, de 92%
Linha nova de moldes 600
A compra de uma linha nova de moldes 600 (tipo de moldes utilizado no fabrico de vários
formatos de produto Z) foi fundamental na redução da quantidade de desperdício de produto Z. Antes
desta compra, os moldes 600 eram causadores da maioria do produto Z estragado na Bakery
Donuts® de Mem Martins, Sintra. Estes, apresentavam sinais de desgaste reveladores de um
elevado número de horas de trabalho, nomeadamente a falta de teflon (um molde com teflon
desgastado dificulta a desmoldagem do produto Z, na medida em que o produto Z fica agarrado ao
mesmo, nas zonas sem teflon), amolgadelas, entre outros.
Na Figura 5.15a pode-se comparar um molde velho (ilustração superior) e um novo
(ilustração inferior). No primeiro, notam-se a falta de teflon (dentro dos círculos amarelos) e, com o
auxílio das linhas amarelas, uma amolgadela no recipiente do molde localizado no seu extremo
Tapete de tampas
Tapete de saída

55
direito. No segundo, todos os recipientes que constituem o molde estão direitos e toda a sua
superfície está revestida de teflon.
Na Figura 5.15b verifica-se que esta acção de reposição de condições básicas teve um
impacto muito forte no desperdício de produto Z produzido, sendo os seus resultados bastante
positivos. Nota-se também que a mesma teve uma influência mais acentuada no defeito do produto Z
“não desmoldado”, conseguindo-se melhorar significativamente o processo de desmoldagem dos
produtos confeccionados neste tipo de moldes.
Com a linha nova de moldes 600, a frequência da ocorrência dos defeitos produto Z “não
desmoldado”, produto Z “mal desmoldado” e produto Z “deformado na desmoldagem” baixou
significativamente, conseguindo-se reduzir os respectivos valores de 188 oc/h para 6 oc/h, de 36 oc/h
para 4 oc/h e de 8 oc/h para 5 oc/h. Deste modo, o primeiro defeito foi reduzido em 97%, o segundo
em 89% e o terceiro em 38%.
Figura 5.15a- Ilustração de moldes 600 antes e depois da acção
Figura 5.15b- Redução da frequência dos defeitos produto Z “não desmoldado” ,”mal desmoldado” e “deformado na
desmoldagem”, de 97%, 89% e 38%, respectivamente

56
b) Transportador entre a câmara de arrefecimento e a fatiadora
Substituição do contactor do empurrador que empurra o produto Z para fora da
câmara de arrefecimento
O processo de saída do produto Z da câmara de arrefecimento, é feito através de um
empurrador que o coloca numa tela rolante, através da qual o produto Z sai da câmara.
Durante o período de recolha de dados, percebeu-se que o produto Z “deformado por
acumulação à entrada da câmara” era provocado pelo empurrador desta, que frequentemente não
empurrava os produtos da sua prateleira para a tela de saída. Uma vez não retirados da câmara,
estes produtos continuavam dentro da mesma, passando por um segundo processo de
arrefecimento. Deste modo, em vez das prateleiras ficarem disponíveis para receber os produtos
seguintes, ficavam cheias. Assim, no momento da entrada de novo produto Z vindo da
desmoldeadora, os produtos ficavam acumulados e, consequentemente, deformados.
Concluiu-se que as falhas do empurrador eram originadas por uma avaria do contactor que
controla o seu funcionamento, tendo sido necessário substituí-lo por um novo (Figura 5.16a).
A Figura 5.16b mostra que a substituição do contactor reflectiu-se na eliminação de 94% das
ocorrências deste problema, sendo também esta acção muito positiva para o aumento da eficiência
da Linha 2. A frequência da ocorrência do produto Z “deformado por acumulação à entrada da
câmara” passou assim de 16 oc/h para 1 oc/h.
Figura 5.16a- Ilustração do contactor novo
Figura 5.16b- Redução da frequência do defeito produto Z “deformado à entrada da câmara”, de
94%
Contactor
57
c) Zona da embalagem
Substituição dos empurradores e de acessórios da embaladora
A substituição das referidas peças foi uma acção correctiva que foi implementada na
sequência da dificuldade que surgiu em perceber a origem do problema “ensaque deficiente” e, como
essas peças apresentavam desgaste, pensou-se que a causa do referido problema seria a falta de
manutenção preventiva no equipamento. No entanto, após a realização da acção, a frequência deste
defeito aumentou em 47%, subindo de 15 oc/h para 22 oc/h, como se mostra na Figura 5.17. Com
este resultado, percebeu-se que a origem do problema não era o desgaste do material substituído,
tendo sido depois realizada uma análise do processo de embalamento do produto Z mais detalhada.
Através desta, concluiu-se que o que causava o “ensaque deficiente” era o desgaste dos bicos-de-
pato, sendo necessária a sua rectificação (acção explicada de seguida). De referir ainda que os
materiais substituídos não são aqui representados pois os mesmos encontravam-se dentro do
equipamento, não sendo possível fotografá-los.
Figura 5.17- Aumento da frequência do defeito “ensaque deficiente”, de 47%
Rectificação dos bicos-de-pato
A rectificação dos bicos-de-pato baseou-se em ajustes e afinações dos mesmos, e na
substituição das películas que se encontram na sua superfície interior. Antes da acção correctiva,
estas peças apresentavam desgaste, estando não só desniveladas como também com as películas
gastas. Deste modo, a entrada dos produtos nas bolsas não era eficaz, ficando estes muitas vezes
deformados pelas mesmas. Na Figura 5.18a representam-se, a amarelo, os bicos-de-pato e na Figura
5.18b os resultados da acção implementada.

58
Figura 5.18a-Ilustração dos bicos-de-pato Figura 5.18b- Redução da frequência do defeito “ensaque deficiente”, de 59%
Embora esta acção de manutenção tenha sido das mais simples realizadas em todo o
projecto, a nível de recursos e de tempo investido, pode observar-se, na Figura 5.18b que o seu
resultado foi relevante, tendo-se conseguido diminuir a frequência das ocorrências de “ensaque
deficiente” em 59%, correspondendo este valor a uma redução de 13 oc/h.
5.2.4.Aplicação de acções de melhoria
Alteração da farinha do formato W
A alteração da farinha do formato W foi a única acção de melhoria efectuada neste projecto. A
farinha utilizada na confecção deste formato fazia com que, durante os processos de fermentação e
cozedura, este ficasse abatido, isto é, com uma altura inferior à especificada. Na desmoldeadora, as
ventosas não conseguiam agarrar o produto, pois este vinha “baixo” do forno. Com a alteração da
farinha, passou a conseguir-se produzir produto mais alto, reflectindo-se esta mudança num processo
de desmoldagem mais eficiente.
A Figura 5.19 representa este problema antes e depois da acção de melhoria. Na imagem à
esquerda apresenta-se um produto que não foi completamente agarrado pelas ventosas e, por isso,
voltou a cair dentro do seu recipiente do molde, não tendo assim sido colocado no tapete de saída da
desmoldeadora. Mostra-se também um produto (correspondente ao recipiente do extremo esquerdo
do molde, ou seja, o último a ser desmoldado) que saiu do forno abatido, não sendo por isso
agarrado pelas ventosas.
Na imagem da direita, representante da desmoldagem do produto de formato W após a
alteração da farinha, observam-se os produtos, que por estarem mais altos, foram agarrados pelas
ventosas e colocados correctamente no tapete de saída da desmoldeadora.
Bicos-de-pato

59
Figura 5.19- Ilustração da desmoldagem antes e após a acção de melhoria
Os resultados da acção efectuada tiveram um grande impacto no processo de desmoldagem
deste formato. Na Figura 5.20 observa-se que os produtos “não desmoldado”, “mal desmoldado” e
“deformado na desmoldagem” reduziram a sua frequência em 91% (28 oc/h para 2 oc/h), 90% (45
oc/h para 4 oc/h) e 88% (38 oc/h para 4 oc/h), respectivamente.
Figura 5.20- Redução da frequência do defeitos “não desmoldado”, “mal desmoldado” e “desformado na desmoldagem de 91%, 90% e 88%, respectivamente
5.2.5.Standardização e Seguimento
Tal como no Projecto I, também no da Linha 2 se tiveram em conta a standardização e o
seguimento do mesmo. Assim, após efectuadas as acções correctivas (Secção 5.2.3) e
implementada a acção de melhoria deste projecto (Secção 5.2.4), determinou-se o número de horas
de trabalho dos materiais que apresentavam desgaste, realizou-se uma SOP e fez-se um plano de
seguimento do mesmo.
Relativamente às horas de trabalho do equipamento, só havia registos das últimas
substituições efectuadas antes do estágio relativos ao tapete das tampas da desmoldeadora e ao
tapete de saída desta. Na Tabela 5.5 apresenta-se, resumidamente, a informação obtida referente a
estes materiais:
Removido por motivos de confidencialidade
60
Tabela 5.5- Datas de substituição e respectivo tempo de funcionamento dos tapetes das tampas e de saída da desmoldeadora
Como se pode observar na Tabela 5.5, em ambas as situações as horas decorridas entre as
substituição dos tapetes excederam as horas de trabalho recomendadas pela manutenção
preventiva, o que justifica o desgaste apresentado pelos mesmos antes da realização da acção
correctiva correspondente.
Durante o período de análise e recolha de dados, notou-se ainda a ocorrência de uma
irregularidade, o entupimento de um filtro existente na embaladora, que por vezes dificultava o
processo de ensacamento dos produtos. De referir que esta situação não foi identificada como um
problema crítico, dada a baixa frequência com que ocorria. Para prevenir este problema, construiu-se
uma SOP, através da qual todos os operadores podem efectuar agora a limpeza do filtro, que deve
ser feita regularmente e não apenas quando a embaladora apresenta sinais de entupimento do
mesmo. A SOP elaborada (Anexo XIII) mostra a sequência de passos necessária à limpeza do filtro,
tendo sido colocada numa área visível aos operadores, junto da embaladora.
A elaboração do plano de seguimento deste projecto (Anexo XII) seguiu a mesma linha
daquele realizado no da Linha 1, ou seja, baseou-se na recolha de dados em períodos de 15 minutos
semanais. No entanto, como o final do trabalho desenvolvido na Linha 2 coincidiu com o término do
estágio curricular, os dados foram recolhidos após o seu final.
5.2.6.Objectivos atingidos
Depois das acções correctivas e de melhoria efectuadas, recolheram-se novos dados com o
objectivo de se compararem as frequências dos defeitos antes e depois da implementação das
acções, através dos respectivos diagramas de Pareto.
Na Figura 5.21, referente aos dados da desmoldeadora, verifica-se que as acções aplicadas
foram todas bem sucedidas, tendo a frequência dos defeitos identificados diminuído em 92%. O efeito
mais visível foi no problema produto Z “não desmoldado”, que baixou de uma frequência de 43 oc/h
para uma de 2 oc/h. Nota-se ainda que o defeito produto Z “mal desmoldado” foi quase eliminado,
passando de 11 oc/h para 1 oc/h.
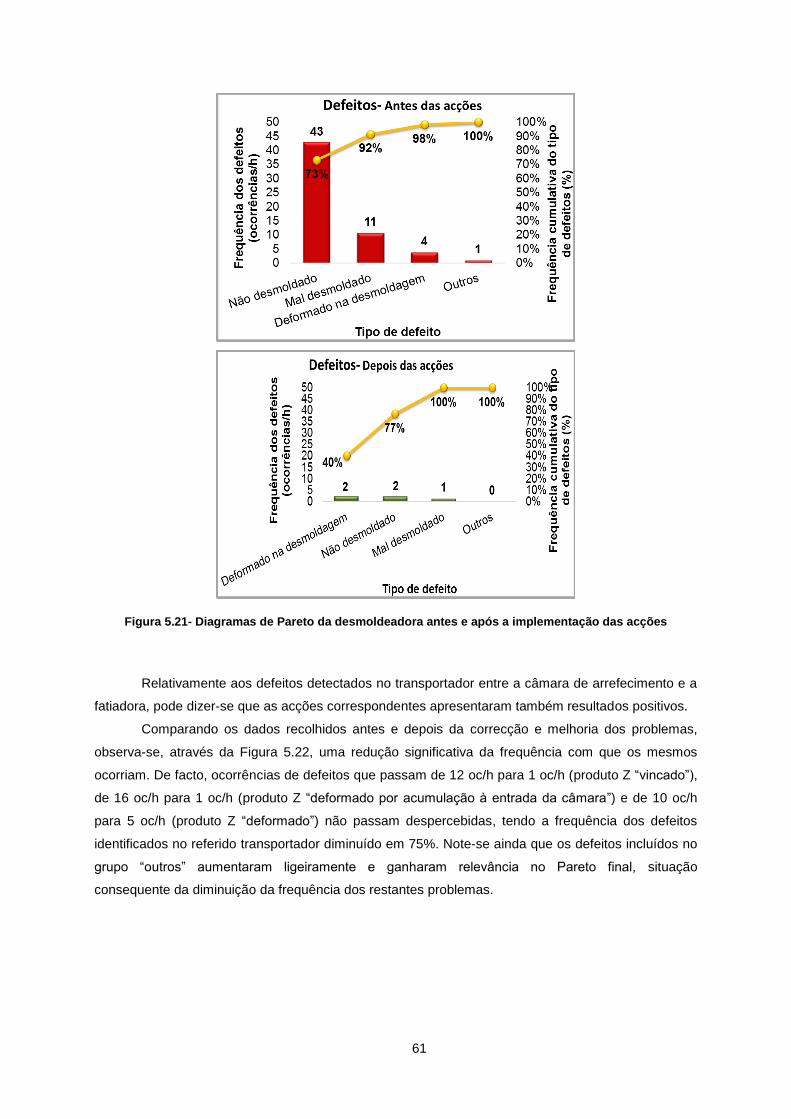
61
Figura 5.21- Diagramas de Pareto da desmoldeadora antes e após a implementação das acções
Relativamente aos defeitos detectados no transportador entre a câmara de arrefecimento e a
fatiadora, pode dizer-se que as acções correspondentes apresentaram também resultados positivos.
Comparando os dados recolhidos antes e depois da correcção e melhoria dos problemas,
observa-se, através da Figura 5.22, uma redução significativa da frequência com que os mesmos
ocorriam. De facto, ocorrências de defeitos que passam de 12 oc/h para 1 oc/h (produto Z “vincado”),
de 16 oc/h para 1 oc/h (produto Z “deformado por acumulação à entrada da câmara”) e de 10 oc/h
para 5 oc/h (produto Z “deformado”) não passam despercebidas, tendo a frequência dos defeitos
identificados no referido transportador diminuído em 75%. Note-se ainda que os defeitos incluídos no
grupo “outros” aumentaram ligeiramente e ganharam relevância no Pareto final, situação
consequente da diminuição da frequência dos restantes problemas.

62
Figura 5.22- Diagramas de Pareto do transportador entre a câmara de arrefecimento e a fatiadora antes e após a implementação das acções
Os resultados deste projecto permitiram baixar o desperdício produzido, tendo-se conseguido
diminuir o mesmo em 60%, o dobro do valor objectivo. O aumento de OEE obtido no final do trabalho
foi de 6,5%, valor claramente acima da meta traçada na fase de planeamento do mesmo.
5.2.7.Resultados económicos
Tal como no Projecto I, também neste se determinou a rentabilidade do projecto através do
cálculo do seu Payback Time. Este foi de 10 meses, o que significa que o seu investimento não foi
recuperado durante o desenvolvimento do projecto. O investimento necessário para a realização do
Projecto II foi elevado pois as acções neste implementadas apresentaram custos elevados, tendo
sido a linha nova de moldes 600 a mais cara. No entanto, acções como linhas novas de moldes não
se implementam frequentemente e, uma vez que a Linha 2 é aquela que apresenta os maiores
volumes de produção da Bakery Donuts®, considera-se que o Projecto II é rentável a médio e longo
prazo.

63
6. Conclusões e Trabalho Futuro
Dada à competitividade das empresas existente nos dias de hoje, a aplicação do Pensamento
Lean e do conceito de Melhoria Contínua são considerados imperativos, uma vez que não é possível
competir sem uma busca constante pela qualidade e pela criação de valor, através da eliminação de
desperdícios. No final do estágio curricular desenvolvido na Bakery Donuts® de Mem Martins, foi
possível perceber, através dos resultados obtidos, a importância do Pensamento Lean e da Melhoria
Contínua na esfera industrial. É com o seu auxílio que as empresas conseguem satisfazer as
necessidades e exigências dos clientes e atingir melhores posições de mercado.
Este estudo teve como principal objectivo o aumento da eficiência de duas Linhas de
produção alimentar, através da redução de desperdícios e da implementação de acções de melhoria
contínua. As duas Linhas escolhidas para a realização dos projectos de aumento de eficiência foram
a 1 e a 2, uma vez que estas apresentavam a maior necessidade de optimização. Esta informação foi
obtida através de uma consulta aos registos da fabrica referentes ao trimestre anterior ao início do
estágio curricular. Na Linha 1, o objectivo foi reduzir as microparagens na zona dos amassados em
30% e, na Linha 2, diminuir a quantidade de desperdício produzida, de igual modo, em 30%.
Depois de seleccionadas as Linhas de estudo, começou-se por uma fase de familiarização
com as mesmas, seguida de outra que se baseou na identificação dos problemas com mais impacto
na eficiência das Linhas. Após conhecidos os problemas mais críticos, identificaram-se as suas
causas com base na análise dos 5 Porquês e no diagrama de causa efeito, recolheram-se dados
relativos à frequência da sua ocorrência e implementaram-se acções correctivas e de melhoria para a
resolução dos mesmos. De seguida, recolheram-se novos dados, através dos quais se concluiu que
as acções foram bem sucedidas, tendo-se conseguido diminuir a frequência das microparagens da
Linha 1 em 83% e a frequência dos defeitos na Linha 2, na desmoldeadora, no transportador entre a
câmara de arrefecimento e a fatiadora e na zona de embalagem, em 92%, em 75% e em 59%,
respectivamente.
No final do estágio, verificou-se que a OEE da Linha 1 aumentou em 7% e que a Linha 2
aumentou em 6,5%, sendo estes resultados bastante positivos, uma vez que os objectivos propostos
foram cumpridos com margens satisfatórias.
Concluiu-se também que o trabalho realizado na Linha de fabrico do produto X foi rentável,
uma vez que se desenvolveu em cinco meses e a recuperação do investimento nela efectuado
apresentou um período de recuperação de 10 dias. Relativamente ao projecto de redução de
desperdício de produto Z, o resultado não foi tão positivo pois o custo das acções implementadas foi
elevado. O trabalho decorreu durante quatro meses, período que não perfez o tempo necessário à
recuperação do seu investimento, 10 meses. No entanto, considerou-se o Projecto II como rentável
pois a Linha 2 é aquela que apresenta os maiores volumes de produção da Bakery Donuts® de Mem
Martins. Além disso, a acção que implicou maior investimento por parte da Empresa, nomeadamente
a linha nova de moldes 600, não se implementa frequentemente, o que, juntamente com o facto de os
volumes de produção de produto Z serem elevados, gera lucros a médio e longo prazo.
64
De referir ainda que a relação com os operadores de linha foi fundamental nos projectos de
melhoria contínua desenvolvidos, uma vez que todo o trabalho realizado durante o estágio esteve
dependente da comunicação com os mesmos. Foi através da sua experiência que se conseguiram
compreender as irregularidades identificadas nos projectos. Além disso, o factor comunicação é
crucial neste tipo de projectos pois muitas vezes os operadores são resistentes à mudança e à
introdução de metodologias e conceitos novos. No final dos projectos devem-se partilhar os
resultados com os mesmos, de modo a mostrar-lhes as vantagens da modernização e da sua
contribuição para os resultados obtidos, de forma a motivá-los para as tarefas que desempenham.
6.1.Duração do projecto: prós e contras
Relativamente ao Projecto I, verificou-se, além do já referido, que a frequência dos problemas
identificados (A, B, C, D e E) diminuiu em 87% durante os cincos meses de trabalho. No entanto, 70%
dos mesmos foram resolvidos na primeira metade desse período de tempo, ou seja, nos últimos dois
meses e meio despendidos para a realização do projecto, só se diminuíram as restantes
irregularidades em 17%, tendo sido preferível intervir noutra zona da fábrica com problemas de maior
impacto na eficiência da mesma.
Dado que na Bakery Donuts® a produção é contínua, as irregularidades são uma constante
(avarias de máquinas e acessórios, desgaste de material, Linhas pouco optimizadas, entre outros) e é
fundamental fazer-se continuamente uma priorização das mesmas. Assim, devem-se solucionar as
irregularidades independentemente do local onde surgem. Quer isto dizer que, por exemplo, se
houver duas Linhas distintas com falhas, deve actuar-se naquela que provoque maior prejuízo na
fábrica.
Os projectos desenvolvidos em curtos períodos de tempo, juntamente com uma boa
priorização das avarias e defeitos existentes, permitem manter uma equipa de melhoria contínua
focada em todas as dificuldades que se manifestam e que seja responsável por toda a fábrica,
dispensando-se a presença de uma equipa encarregue por cada Linha. Contudo, é fundamental
haver uma pessoa dessa equipa em cada Linha que; a acompanhe diariamente e mantenha os
standards; alerte o responsável de produção caso verifique que algo saiu da normalidade do
processo de fabrico; e faça o seguimento dos projectos e, caso verifique que é necessário abrir um
projecto de melhoria contínua, informe os restantes membros da equipa.
Outra vantagem dos projectos realizados em menores períodos temporais consiste em,
quando se abre um projecto novo de melhoria contínua, ser possível recorrer à informação de
projectos anteriores. Se a informação destes tiver sido bem documentada, através do seguimento, da
standardização e do envolvimento dos operadores de linha, o projecto novo pode ser posto em
prática sem passar pelas fases de familiarização e análise dos dados disponíveis das respectivas
Linhas. Além disso, as etapas da metodologia aplicada podem ser efectuadas de forma rápida e
focada, pois as Linhas de produção apresentam muitas vezes irregularidades semelhantes entre si.

65
De referir também que, com os projectos ”curtos”, a utilização de recursos não é tão elevada
como a requerida nos trabalhos desenvolvidos num maior espaço temporal e, para além disso, a
obtenção de resultados é mais rápida. Um projecto “longo”, pode ser desmotivador e os seus
resultados não são imediatos, ao contrário dos “curtos”.
Apesar das desvantagens dos projectos realizados em períodos de tempo longos, é
importante analisar cuidadosamente cada situação, pois estes podem ser mais vantajosos para a
resolução de determinados problemas, nomeadamente aqueles cuja identificação é desconhecida.
Um projecto “curto” de melhoria contínua só pode ser iniciado numa Linha de produção no caso de as
suas irregularidades sejam previamente detectadas.
Um factor crucial neste tipo de projectos é o seu seguimento. Uma vez resolvidos os
problemas, ou seja, fechando um ciclo PDCA, é de extrema importância garantir que as respectivas
acções implementadas fiquem consolidadas para que os mesmos não se voltem a manifestar. Para
tal, é necessária a existência de patamares entre cada ciclo, nomeadamente o seguimento e a
standardização, que, se houver reincidência de algum problema, evitam que este volte à situação
inicial do projecto de melhoria contínua.
Conclui-se que, numa Empresa com um histórico de projectos de melhoria contínua com
informação bem documentada, os projectos “curtos” são mais vantajosos que os “longos”. Propõe-se
assim o investimento em projectos de curta duração, seguidos de uma fase de seguimento, de forma
a que a resolução dos diversos problemas que vão surgindo seja rápida e eficaz. Obviamente, todas
as situações devem ser analisadas, pois, dependendo da identificação e complexidade dos
problemas, pode não ser aconselhável optar-se por projectos “curtos”. Na Secção seguinte
resumem-se também outras propostas com vista ao aumento da eficiência das Linhas 1 e 2.
6.2.Trabalho futuro
No âmbito dos trabalhos futuros, sugere-se a implementação de algumas acções nas Linhas
1 e 2, com o objectivo de se continuar o trabalho da sua optimização. Seguidamente, apresentam-se
as acções propostas para cada uma das Linhas:
a) Linha 1
Utilização de tabuleiros com as alturas da base e das abas iguais para uniformizar
toda a linha de produção
Alinhamento do equipamento envolvido nos processos de transporte de tabuleiros e
de corte e de deposição de bolos nos mesmos.
Ajuste das velocidades dos transportadores da zona dos amassados, para as
velocidades poderem ser ajustadas por troço.
Aplicação de empurradores de alinhamento entre os tabuleiros nos transportadores da
zona dos amassados.
66
Utilização de transportadores mais curtos, para que o ajuste das suas velocidades
seja mais fácil.
Aplicação de espigões verticais entre os tabuleiros à saída do forno, para estes saírem
do mesmo alinhados.
b) Linha 2
Alteração do sistema de colocação de tampas nos moldes, de forma a que seja menos
brusca, por exemplo, através da utilização um braço mecânico.
Alteração do sistema de transporte de moldes entre a câmara de fermentação e o
forno, de modo a suavizar a passagem dos mesmos entre transportadores.
Revisão da formulação dos formatos de produto Z que apresentam as mais baixas
eficiências de desmoldagem, com vista à sua optimização.
Por último, sugere-se que se revejam as datas das acções periódicas propostas pela
manutenção preventiva e que todas as acções implementadas na fábrica sejam registadas, de modo
a poder haver um controlo rigoroso das mesmas, sendo possível, através da informação registada,
prevenir eventuais problemas.

67
Bibliografia
Al-Baik, O., e Miller, J. (2016) “Kaizen Cookbook: the success recipe for continuous learning
and improvements”, 49th Hawaii International Conference on System Science and Management,
5388–5397
AllAboutLean (2016) http://www.allaboutlean.com/pdca/, consultado em 04/2017
ASQ (American Society for Quality) (2017a), “Kaoru Ishikawa”,
https://asq.org/about-asq/honorary-members/ishikawa, consultado em 03/2017
ASQ (American Society for Quality) (2017b), “What is Total Quality Management: TQM?”,
http://asq.org/learn-about-quality/total-quality-management/overview/overview.html, consultado em
03/2017
ASQ (American Society for Quality), (2005), “The 7 Basic Quality Tools For Process
Improvement”,http://asq.org/learn-about-quality/seven-basic-quality-tools/overview/overview.html,
consultado em 12/2016
Bauer, J. E., Duffy, G. L., e Westcott, R. T. (2006) “The quality improvement handbook”, 2ª
ed., ASQ Quality Press
Best, M., e Neuhauser, D. (2008). “Kaoru Ishikawa: from fishbones to world peace”, Quality
and Safety in Health Care, 17, 150–152
Castro, R. A. (2013) “Lean Six Sigma para qualquer negócio”, 2ª ed., IST Press
Citisystems (2016) 7 Ferramentas da Qualidade”,
https://www.citisystems.com.br/7-ferramentas-da-qualidade/, consultado em 04/2017
ConceptDraw (2017) “Total Quality Management Value”, http://www.conceptdraw.com/How-
To-Guide/total-quality-management-value, consultado em 03/2017
Courtois, A., Martin-Bonnefous, C., e Pillet, M. (2006) “Gestão da produção – para uma
gestão industrial ágil, criativa e cooperante”, 7ª ed., Lidel, Edições Técnicas
donutsiberia (2017) “Quem somos”, http://www.donutsiberia.pt/quem-somos, consultado em
03/2017
GestãoIndustrial (2017) “Ferramentas da Qualidade”,
http://gestaoindustrial.com/index.php/industrial/qualidade/ferramentas-da-qualidade, consultado em
03/2017

68
Hegade, A., Rajkumar, A. G., e Murthy, S. (2017) “Standardization of continuous improvement
process”, Imperial Journal of Interdisciplinary Research, 3, 2435–2437
Hipersuper (2016)
http://www.hipersuper.pt/2016/04/26/bimbo-compra-negocio-de-pao-de-forma-da-panrico-e-vende-a-
adam-foods/, consultado em 02/2017
IFS-certification (2017) https://www.ifs-certification.com/index.php/en/, consultado em 05/2017
Jasiulewicz-Kaczmarek, M., e Piechowski, M. (2016) “Practical aspects of OEE in automotive
company — Case Study”, 3rd International Conference on Management Science and Management
Innovation, 213–218
Juran, J. M., e Gryna, F. M. (eds.) (1988) “Juran's quality control handbook”, 4ª ed., McGraw-
Hill, New York, NY (USA)
Kaizen Institute Portugal (2017), https://pt.kaizen.com/home.html, consultado em 01/2017
Kang, N., Zhao, C., Li, J., e Horst, J. A. (2016) “A hierarchical structure of key performance
indicators for operation management and continuous improvement in production systems”,
International Journal of Production Research, 54, 1–18
Land, S. K., Smith, D. B,. e Walz, J. W. (2008) “Practical support for Lean Six Sigma software
process definition: using IEEE software engineering standards”, Wiley-IEEE Computer Society Press
Lucidchart (2017) “Flowchart Template for Word”,
https://www.lucidchart.com/pages/flow-chart-template-for-word, consultado em 01/2017
Microsoft (2016) “Criar um gráfico Pareto”,
https://support.office.com/pt-br/article/Criar-um-gr%C3%A1fico-Pareto-a1512496-6dba-4743-9ab1-
df5012972856, consultado em 03/2017
Nahmias, S., e Oslen, T. L. (2015) “Production and operations analysis”, 7ª ed., Waveland
Press,Long Grove, Illinois (USA)
panpanrico (2016) “Nuestro origen”, http://panpanrico.es/#Siempre-panrico, consultado em
02/2017
Pinney, S. J., Page, A. E., Jevsevar, D. S., e Bozic, K. J. (2015) “Current concept review:
quality and process improvement in orthopedics”, Orthopedic Research and Reviews, 8, 1–11
Pinto, J. P. (2009) “Pensamento lean — a filosofia das organizações vencedoras”, Lidel,
Edições Técnicas, Lisboa
69
Pristavka, M., Kotorová, M., e Savov, R. (2016) “Quality control in production processes”, Acta
Technologica Agriculturae, 19, 77– 83
Qualipp ( 2013) “Ferramentas Básicas da Qualidade”,
http://www.qualipp.com/news/ferramentas-basicas-da-qualidade-/, consultado em 02/2017
Qualyteam (2012) “O Ciclo PDCA”,
http://blog.qualidadesimples.com.br/2012/10/08/ciclo-pdca/, consultado em 03/2017
Ron, A. J., e Rooda, J. E. (2005) “Equipment Effectiveness: OEE revisited”, IEEE
Transactions on Semiconductor Manufacturing, 18, 190–196
Russel, R. S, e Taylor, B. W. (2005) “Operations Management—quality and competitiveness
in a global environment”, 5ª ed., Wiley
Sinfic (2007) “A História do Lean Manufacturing”,
http://www.sinfic.pt/SinficWeb/displayconteudo.do2?numero=24869, consultado em 04/2017
Souza, J. M. (2016) “PDCA e Lean Manufacturing: estudo de caso de aplicação de processos
de qualidade na gráfica alfa”, Unopar Científica Ciências Jurídicas e Empresariais, 17(1), 11–17
Weigel, A. L.(2000) “A book review: Lean Thinking by Womack and Jones”, Research
Seminar in Engineering Systems, Massachusetts Institute of Techonololy, Cambridge, MA (USA)
Womack, J. P. e Jones D. T. (1996) “Lean Thinking: banish waste and create wealth in your
corporation”, Simon & Schuster, Inc., New York, NY (USA) in (Weigel, 2000)
Womack, J. P. e Jones D. T. (2003) “Lean Thinking: banish waste and create wealth in your
corporation”, 2ª ed., Free Press (Simon & Schuster, Inc.), New York, NY (USA) in (Weigel, 2000),
edição prévia (1996)

70
Anexos
Anexo I- Calendarização das etapas da metodologia aplicada no Projecto I
(X: indica passo concretizado)

71
Anexo II- Calendarização das etapas da metodologia aplicada no Projecto II
(X: indica passo concretizado)
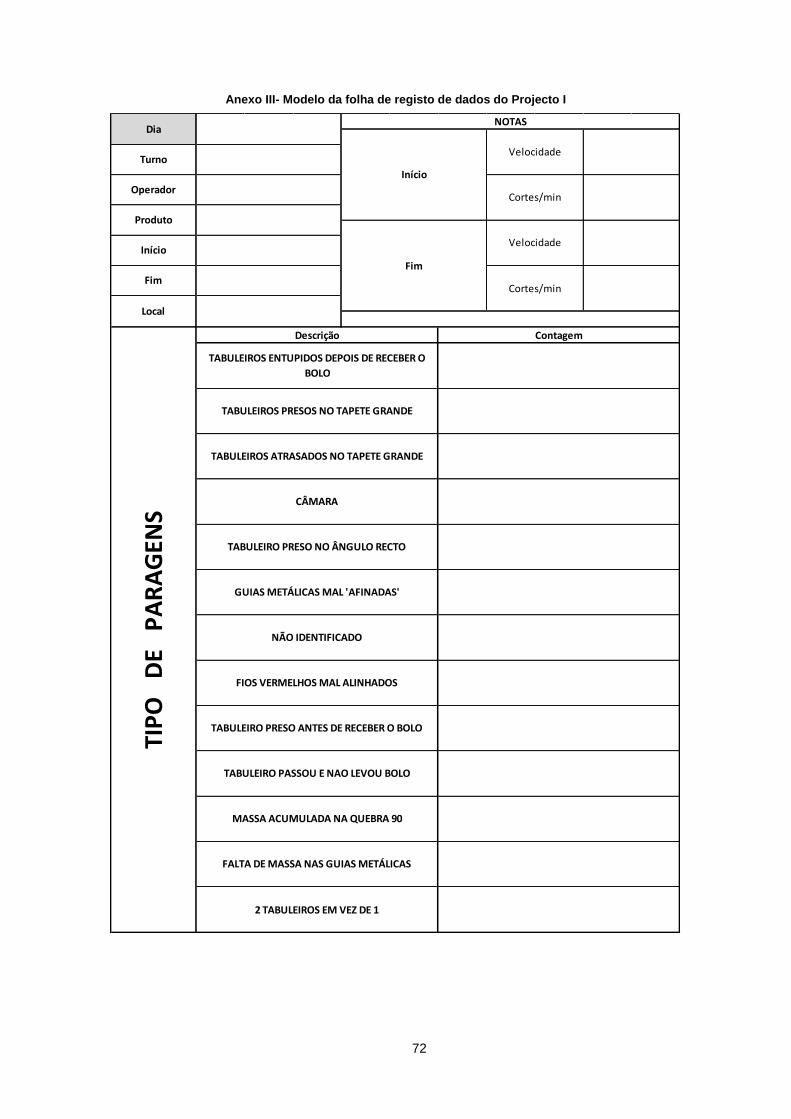
72
Anexo III- Modelo da folha de registo de dados do Projecto I
Operador
Produto
DiaNOTAS
Turno
Início
Fim
Local
NÃO IDENTIFICADO
TIP
O
DE
PA
RA
GEN
S
Descrição Contagem
TABULEIROS ENTUPIDOS DEPOIS DE RECEBER O
BOLO
TABULEIROS PRESOS NO TAPETE GRANDE
TABULEIROS ATRASADOS NO TAPETE GRANDE
CÂMARA
TABULEIRO PRESO NO ÂNGULO RECTO
GUIAS METÁLICAS MAL 'AFINADAS'
FIOS VERMELHOS MAL ALINHADOS
TABULEIRO PRESO ANTES DE RECEBER O BOLO
TABULEIRO PASSOU E NAO LEVOU BOLO
MASSA ACUMULADA NA QUEBRA 90
FALTA DE MASSA NAS GUIAS METÁLICAS
2 TABULEIROS EM VEZ DE 1
Início
Velocidade
Cortes/min
Cortes/min
Velocidade
Fim

73
Anexo IV-Modelo da folha de registo de dados relativo à desmoldeadora (Projecto II)
OPERADOR
Transportador de ventosas
DIAVelocidade (m/min)
TURNO
FORMATO
INÍCIO
FIM
LOCAL
TIP
O
DE
DEF
EITO
S
DESCRIÇÃO CONTAGEM
i) NÃO DESMOLDADO
DESCRIÇÃO CONTAGEM
ii) NÃO DESMOLDADO POR TER
ENTRADO NO FORNO SEM TAMPA
Tapete debaixo da
desmoldeadora
AR:
iv) MAL/MEIO MOLDADO
DESCRIÇÃO CONTAGEM
iii) QUEIMADO
DESCRIÇÃO CONTAGEM
DESCRIÇÃO CONTAGEM
Tapete de saída da
desmoldeadora
DESCRIÇÃO CONTAGEM
v) DEFORMADO NA DESMOLDAGEM

74
Anexo V- Modelo da folha de registo de dados relativo ao transportador entra a câmara de arrefecimento
e a fatiadora (Projecto II)
DIANOTAS
TURNO
OPERADOR
FORMATO
B) DEFORMADO
DESCRIÇÃO
INÍCIO
FIM
LOCAL
DESCRIÇÃO CONTAGEM
A) QUEIMADO
DESCRIÇÃO CONTAGEM
CONTAGEM
CONTAGEM
C) DEFORMADO LATERALMENTE
DESCRIÇÃO CONTAGEM
D) OUTROS FORMATOS
DESCRIÇÃO CONTAGEM
E)DEFORMADOS POR ACUMULAÇÃO À
ENTRADA DA CÂMARA
TIP
O
DE
DEF
EITO
S
DESCRIÇÃO CONTAGEM
H) PRODUTO CAÍDO NO CHÃO ATRÁS DA
CÂMARA
G) PRODUTO QUE ESTAVA NA
LAMINADORA QUANDO A LÂMINA SE
PARTIU
DESCRIÇÃO CONTAGEM
F) DEFORMADO NO TAPETE
DESCRIÇÃO

75
Anexo VI- Modelo da folha de registo de dados relativo à zona de embalagem (Projecto II)
DIANOTAS
TURNO
OPERADOR
FORMATO
II) ENSAQUE DEFICIENTE NA BOLSA
DESCRIÇÃO
INÍCIO
FIM
LOCAL
DESCRIÇÃO CONTAGEM
I) DEFORMADO
DESCRIÇÃO CONTAGEM
CONTAGEM
CONTAGEM
III) DANIFICADO PELO ATILHADOR
DESCRIÇÃO CONTAGEM
IV) DEFORMADO POR ACUMULAÇÃO
DESCRIÇÃO CONTAGEM
VIII) ENTALADO NO ELEVADOR
TIP
O
DE
DEF
EITO
S
DESCRIÇÃO CONTAGEM
VII) FALTA DE PESO
VI) QUEIMADO
DESCRIÇÃO CONTAGEM
V) MAL COZIDO
DESCRIÇÃO

76
A
ne
xo
VII
- A
ná
lise
do
s 5
Po
rqu
ês
do
Pro
jec
to I
I
Removido por motivos de confidencialidade

77
An
ex
o V
II-
An
áli
se
do
s 5
Po
rqu
ês
do
Pro
jec
to I
I (c
on
tin
ua
çã
o)
Removido por motivos de confidencialidade

78
An
ex
o V
III-
Dia
gra
ma
de c
au
sa
-efe
ito
do
Pro
jec
to II
Removido por motivos de confidencialidade

79
An
ex
o V
III-
Dia
gra
ma
de c
au
sa
-efe
ito
do
Pro
jec
to II
(co
nti
nu
aç
ão
)
Removido por motivos de confidencialidade

80
Anexo IX- Plano de acção do Projecto I
40
41
42
43
44
45
46
47
48
49
50
51
52
12
34
56
78
910
11
12
Re
mo
ção
do
s p
ara
fuso
s e
do
te
flo
n d
o tra
vão
de
baix
o d
o r
etr
átil
1
Sub
stitu
ição
da e
lectr
oválv
ula
do
tra
vão
de
baix
o d
o r
etr
átil
1
Sub
stitu
ição
do
cili
nd
ro p
ne
um
ático
do
tra
vão
de
baix
o d
o r
etr
átil
1
Sub
stitu
ição
do
te
flo
n d
o tra
nsp
ort
ad
or
entr
e o
pulm
ão
e o
re
trátil
2
Co
locação
de
15
pra
tele
iras n
a c
âm
ara
de
fe
rme
nta
ção
2
Re
mo
ção
do
bate
nte
me
tálic
o e
xis
tente
no
tra
nsp
ort
ad
or
entr
e o
pulm
ão
e o
retr
átil e
co
locação
de
um
a c
hap
a e
ntr
e o
s tra
võ
es d
o m
esm
o tra
nsp
ort
ad
or
2
Niv
ela
me
nto
do
s tra
nsp
ort
ad
ore
s q
ue
estã
o a
nte
s e
de
ntr
o d
o p
ulm
ão
2
Manute
nção
Manute
nção
Manute
nção
Manute
nção
Manute
nção
O Q
UÊ
Prioridade *
Lin
ha
: 1
P
lan
o d
e A
cç
ão
- 0
3/0
3/2
01
7
QU
EM
Manute
nção
PA
RA
QU
AN
DO
(s
em
an
a)
Manute
nção
*Pri
ori
dad
e:1
-Ele
vad
a;2
-Mo
der
ada;
3-B
aixa
Pla
nif
ica
do
Fe
ch
ad
o
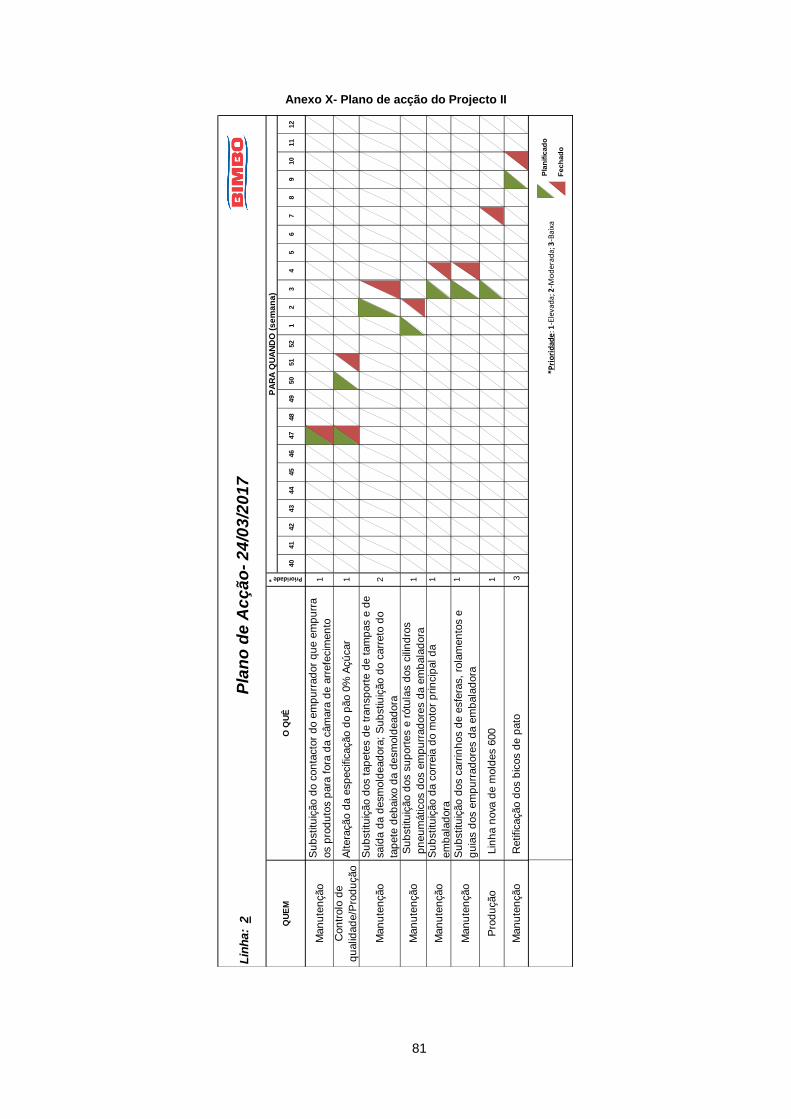
81
Anexo X- Plano de acção do Projecto II
40
41
42
43
44
45
46
47
48
49
50
51
52
12
34
56
78
910
11
12
1 1 2 1 1 1 1 3
Man
ute
nção
Man
ute
nção
Man
ute
nção
Man
ute
nção
Pro
du
ção
Man
ute
nção
Retificação d
os b
icos d
e p
ato
Lin
ha
: 2
P
lan
o d
e A
cç
ão
- 2
4/0
3/2
01
7
QU
EM
PA
RA
QU
AN
DO
(s
em
an
a)
Con
trolo
de
qu
alid
ad
e/P
rod
ução
Lin
ha n
ova
de m
old
es 6
00
Su
bstitu
ição d
os c
arr
inh
os d
e e
sfe
ras,
rola
men
tos e
gu
ias d
os e
mp
urr
ad
ore
s d
a e
mb
ala
dora
Su
bstitu
ição d
os s
up
ort
es e
rótu
las d
os c
ilin
dro
s
pn
eu
máticos d
os e
mp
urr
ad
ore
s d
a e
mb
ala
dora
Su
bstitu
ição d
a c
orr
eia
do m
oto
r p
rin
cip
al d
a
em
bala
dora
Altera
ção d
a e
sp
ecific
ação d
o p
ão 0
% A
çú
car
Su
bstitu
ição d
os t
ap
ete
s d
e t
ran
sp
ort
e d
e t
am
pas e
de
saíd
a d
a d
esm
old
ead
ora
; S
ub
stiu
ição d
o c
arr
eto
do
tap
ete
deb
aix
o d
a d
esm
old
ead
ora
Su
bstitu
ição d
o c
on
tacto
r d
o e
mp
urr
ad
or
qu
e e
mp
urr
a
os p
rod
uto
s p
ara
fora
da c
âm
ara
de a
rrefe
cim
en
to
O Q
UÊ
Prioridade *
Man
ute
nção
*Pri
ori
dad
e:1
-Ele
vad
a;2
-Mo
der
ada;
3-B
aixa
Pla
nif
ica
do
Fe
ch
ad
o

82
Anexo XI- Plano de Seguimento do Projecto I
11
12
13
14
15
16
17
18
19
20
Tab
ule
iro
pre
so d
eb
aix
o
do r
etr
átil
Tab
ule
iro
ch
eg
a
atr
asad
o a
o
retr
átil
Tab
ule
iro
pre
so n
o
tran
sp
ort
ad
or
en
tre o
pu
lmão e
o
retr
átil
Sem
an
aF
inal p
roje
cto
Inte
rvalo
aceitáve
l
0,0
6
0,0
0
0,1
0
Para
gem
da
câm
ara
de
ferm
en
tação
Tab
ule
iro
pre
so n
o
ân
gu
lo d
e 9
0o
≤ 2
≤ 2
≤ 3
0,1
0
1,2
0
Ob
serv
açõ
es
≤ 2
≤ 2
00
Oco
rrên
cia
s/1
5 m
inO
co
rrên
cia
s/
h
Nº
ocorr
ên
cia
s
Nº
ocorr
ên
cia
s
0
Nº
ocorr
ên
cia
s
Nom
e:
Mart
a
Ferr
eira
Nº
ocorr
ên
cia
s
Nº
ocorr
ên
cia
s
Tu
rno:
Hora
:
Nom
e:
2100
0
0
Data
:
Tu
rno:
Hora
:
Nom
e:
Hora
:
17:4
3
Tu
rno:
Tard
e
Data
:
14/0
3/2
017
Nom
e:
Data
:
Tu
rno:
Hora
:
Nom
e:
Data
:
20/0
3/2
017
0
Oco
rrên
cia
Data
:
Tu
rno:
Hora
:
Nom
e:
Data
:
Tu
rno:
Hora
:
Nom
e:
Data
:
Tu
rno:
Hora
:
Nom
e:
Data
:
Tu
rno:
Hora
:
Nom
e:
Data
:
Tu
rno:
Hora
:
Tu
rno:
Tard
e
Hora
:
15:3
5
Nom
e:
Mart
a
Ferr
eira
Data
:

83
Anexo XII- Plano de Seguimento do Projecto II
Loca
lO
corr
ên
cia
1314
1516
1718
1920
2122
Da
ta:
Da
ta:
Turn
o:
Turn
o:
Ho
ra:
Ho
ra:
No
me:
No
me:
Emb
alag
em
Ensa
qu
e
de
fici
en
teN
º O
corr
ên
cias
De
smo
lde
ado
raN
º O
corr
ên
cias
Nº
Oco
rrê
nci
as
≤ 2
1
Inte
rval
o
ace
itáv
el
Fin
al
pro
ject
o
Não
de
smo
ldad
o
Mal
de
smo
ldad
o
De
form
ado
na
de
smo
ldag
em
Pré
-em
bal
age
mN
º O
corr
ên
cias
De
form
ado
late
ralm
en
te
Nº
oco
rrê
nci
as
/15m
in
Nº
Oco
rrê
nci
as
/h
≤ 3
4,4
≤ 3
4,5
≤ 2
2,4
Ho
ra:
No
me:
Ho
ra:
No
me:
Da
ta:
Turn
o:
Ho
ra:
No
me:
Turn
o:
Ho
ra:
No
me:
Da
ta:
Turn
o:
Ho
ra:
No
me:
Da
ta:
Turn
o:
Ho
ra:
No
me:
Nº
Oco
rrê
nci
as
Da
ta:
Turn
o:
Ho
ra:
No
me:
Da
ta:
Da
ta:
Turn
o:
Da
ta:
Turn
o:
Da
ta:
Turn
o:
Ho
ra:
No
me:
Ob
serv
açõ
es
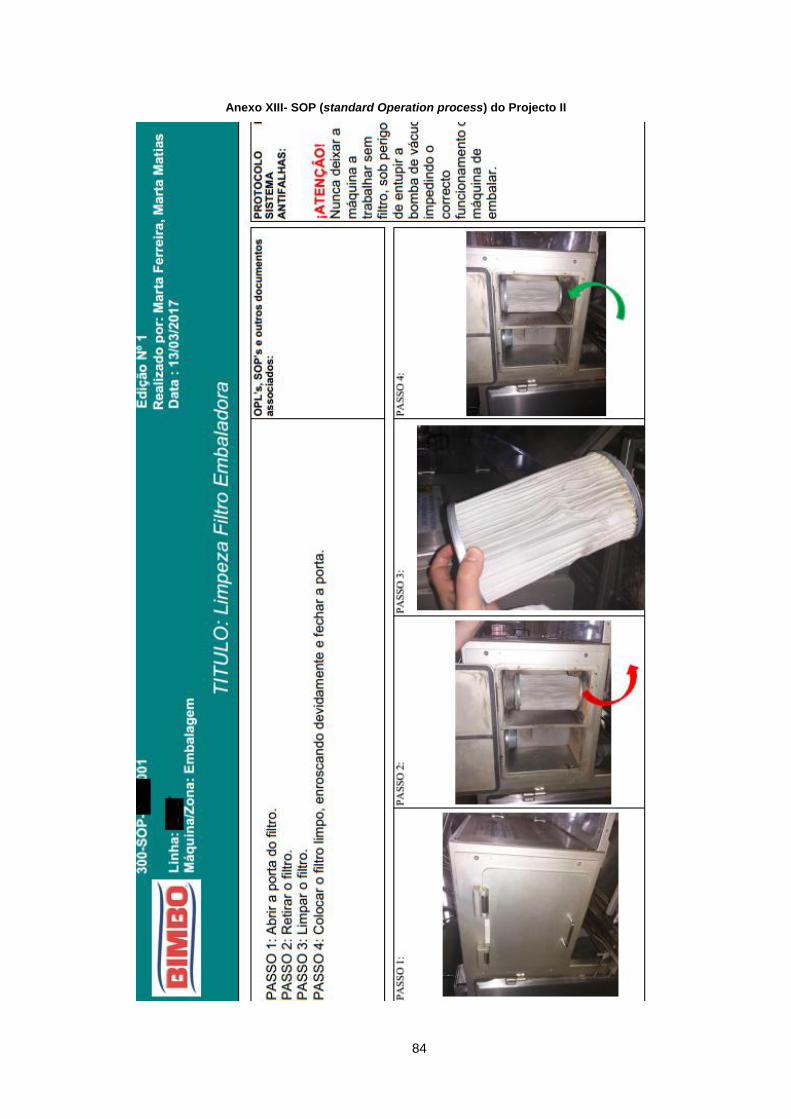
84
Anexo XIII- SOP (standard Operation process) do Projecto II





























