Embed Size (px)
Citation preview

MISHENE CHRISTIE PINHEIRO BEZERRA DE ARAÚJO
RECICLAGEM DE FIOS E CABOS ELÉTRICOS
Dissertação apresentada à Escola Politécnica da Universidade de São Paulo para obtenção do Título de Mestre em Engenharia
São Paulo 2006

MISHENE CHRISTIE PINHEIRO BEZERRA DE ARAÚJO
RECICLAGEM DE FIOS E CABOS ELÉTRICOS
Dissertação apresentada à Escola Politécnica da Universidade de São Paulo para obtenção do Título de Mestre em Engenharia
Área de Concentração: Engenharia Metalúrgica e de Materiais
Orientador: Prof. Dr. Jorge Alberto Soares Tenório
São Paulo
2006

Dedico esta dissertação à minha querida mãe e à
minha irmã, em reconhecimento de tantas renúncias em
favor de minha educação. Pela confiança em mim
depositada e sobretudo pela paciência com que me
apoiaram nos momentos difíceis, sempre com todo amor,
admiração, e fé em Deus acima de tudo.
À minha inesquecível tia Socorro Pinheiro, pelo laço
divino que nos une e por me apoiar mesmo que de longe.
Ao meu noivo, Paul Cuadros, por seu
companheirismo, amor e incentivo. Por estar presente nos
momentos importantes da minha vida, valorizando minhas
conquistas e ajudando-me a alcançar meus objetivos.
E ao meu grande e misericordioso DEUS, por estar
ao meu lado nos bons momentos e me sustentar nos
momentos de dificuldade, dando-me força e perseverança
de continuar no bom caminho.

AGRADECIMENTOS
Ao Prof. Dr. Jorge Alberto Soares Tenório pela oportunidade, pelo meu
crescimento acadêmico, como também sua orientação, paciência e sugestões
valiosas para a realização deste trabalho.
Ao Prof. Dr. Arthur Pinto Chaves pela ajuda, atenção e disponibilização
do Laboratório de Tratamento de Minérios e Resíduos Industriais (LTM) para a
realização dos ensaios.
À Prof. Dr. Denise Crocce Romano Espinosa pelas dicas em todos os
momentos.
À Prof. Dr. Mônica Speck Cassola e aos técnicos Rafael Melchior e Filipe
Soares pelo apoio na realização dos ensaios de separação eletrostática feitos
no LTMRI – IPT.
Ao CNPq (Processo: 131536/2004-4) pela concessão da bolsa de
mestrado.
Ao Alfredo Freitas, técnico do LTM, pela sua amizade, ajuda, sugestões
e auxílio laboratorial.
Aos meus amigos do Laboratório de Análises Térmicas (LAT), Adriana,
Fernanda, Flávia, Hamilton, Jean, Jonathas, Josie, Márcia, Pedro, Rafael,
Renata, Vivian, Viviane e Wagner, que com todo carinho me receberam no
laboratório, gostaria de deixar registrado o meu muito obrigada a cada um de
vocês por toda força, amizade, festas de aniversário, ajuda nas contagens,
caronas, cafés, e muitas outras coisas boas que jamais esquecerei. Como
também aos amigos: Dioclézio, Hirdan, Erika, tia Regina Baú e tia Lourdes que
externamente me apoiaram bastante.
Aos funcionários e professores do PMT – USP, pela cordialidade,
hospitalidade e ensino proporcionado, como também pela recepção com que
me receberam, além do importante apoio recebido durante este tempo.
A todos que colaboraram direta ou indiretamente na elaboração deste
trabalho, o meu reconhecimento.

i
SUMÁRIO
Sumário.......................................................................................................................... i
Resumo.......................................................................................................................... iii
Abstract.......................................................................................................................... iv
1. Introdução.................................................................................................................. 1
2. Objetivos.................................................................................................................... 3
3. Revisão bibliográfica.................................................................................................. 4
3.1. Sucatas eletro-eletrônicas.................................................................................... 4
3.2. A indústria eletro-eletrônica do Brasil................................................................... 6
3.3. Reciclagem de sucatas eletrônicas...................................................................... 7
3.4. Comportamento de metais pesados em aterros................................................... 9
3.5. Classificação dos fios e cabos............................................................................. 9
3.6. Reciclagem de fios e cabos.................................................................................. 11
3.7. PVC (policloreto de vinila) e o meio ambiente...................................................... 13
3.8. Cobre.................................................................................................................... 18
4. Materiais e métodos................................................................................................... 20
4.1. Material de estudo................................................................................................ 20
4.2. Caracterização do material................................................................................... 23
4.3. Determinação do grau de moagem para liberação.............................................. 24
4.4. Ensaios de separação.......................................................................................... 25
4.4.1. Separação granulométrica.......................................................................... 25
4.4.2. Separação em meio denso......................................................................... 26
4.4.3. Separação eletrostática.............................................................................. 29
4.4.4. Atrição......................................................................................................... 31
4.4.5. Bateamento................................................................................................. 33

ii
4.4.6. Elutriação.................................................................................................... 34
4.4.7. Ensaios com cabos de alumínio................................................................. 37
5. Resultados e discussão............................................................................................. 39
5.1. Caracterização do material................................................................................... 39
5.2. Separação granulométrica.................................................................................... 39
5.3. Separação em meio denso................................................................................... 48
5.4. Separação eletrostática........................................................................................ 50
5.5. Atrição................................................................................................................... 53
5.6. Bateamento.......................................................................................................... 54
5.7. Elutriação.............................................................................................................. 56
5.8. Ensaios com cabos de alumínio........................................................................... 58
6. Comparação dos métodos......................................................................................... 59
7. Estimativa de custo.................................................................................................... 61
8. Conclusões................................................................................................................ 63
Referências bibliográficas.............................................................................................. 65
Lista de figuras............................................................................................................... 72
Lista de tabelas.............................................................................................................. 74

iii
RESUMO
A indústria eletro-eletrônica vem aumentando a quantidade de sucatas
geradas anualmente. Por este motivo necessita-se de reciclagem, para que se
evite o desperdício de matérias-primas e de recursos naturais não-renováveis. A
maioria dos produtos eletro-eletrônicos não recebe tratamento pós-consumo
sendo depositada em aterros sanitários junto com o resíduo doméstico.
Os resíduos eletro-eletrônicos são caracterizados pela presença de metais
distribuídos em placas de circuito impresso, fios e cabos elétricos e componentes
eletrônicos em geral. No caso da reciclagem de fios e cabos ainda persistem
práticas incorretas, como a queima do plástico para aproveitamento do metal, que
elimina o polímero em vez de aproveitá-lo.
A solução para este problema está no reaproveitamento destes metais e
polímeros contidos nos resíduos eletro-eletrônicos. Assim, deixarão de ser
perdidas quantidades de alumínio, cobre, e polímeros presentes nos cabos, os
quais poderão gerar receitas para o processo, já que estes são indispensáveis ao
processo de fabricação.
O objetivo deste trabalho é estudar a reciclagem dos cabos tipo cordão
paralelo e flexível através de operações unitárias de Tratamento de Minérios. O
tratamento da sucata iniciou-se com a seguinte seqüência: moagem, separação
granulométrica, separação em meio denso, separação eletrostática, atrição,
bateamento e elutriação. Ao final destes processos observou-se que as operações
unitárias utilizadas na pesquisa obtiveram concentrados de cobre com baixo grau
de contaminação, porém com exceção da elutriação, todas precisam de uma outra
técnica para complementá-las. Com os resultados obtidos, concluiu-se que a
moagem em moinho de facas com grelha de 3mm seguida de elutriação possibilita
a separação do material polimérico, assim como, a obtenção de um concentrado
de cobre.

iv
ABSTRACT
The electro-electronics industry follows increasing the amount of scraps
annually generated. For this reason it is necessary to recycle, so that it prevents
the waste of raw materials and not renovable natural resources. The majority of the
electro-electronic products do not receive any treatment after use and is disposed
in municipal landfills together with solid wastes (MSW).
The electro-electronic wastes are characterized by metal presence
distributed in printed circuits, wires and cables and electronic components in
general. In the case of the recycling of wires and cables incorrect practices still
persist, as the burning of the plastic for recovery of the metal, thus eliminating the
polymer instead of using it to advantage.
The solution for this problem is in the recovery of the metals and polymers
contained in the electro-electronic wastes. Thus, amounts of aluminum, copper,
and polymers contained in the cables will not be lost, that way they will be able to
generate resources for the process, since these substances are indispensable to
the manufacture process.
The objective of this work is to study the recycling of the parallel and flexible
cables through Mineral Processing unit operations. The treatment of the scrap was
initiated with the following sequence: grinding, size classification, density
separation, electrostatic separation, attrition, panning and elutrition. To the end of
this process concentrate conductor of copper with low degree of contamination
were achieved. However, with exception of elutrition, all they need another
technique to complement them. With the gotten results, it can be concluded that
the milling in knives mill with 3mm grate followed of elutrition makes possible the
separation of the polymeric material, as well as, the attainment of a copper
concentrate.

1
1. INTRODUÇÃO
A indústria eletro-eletrônica no Brasil vem crescendo anualmente com
índices de crescimento cada vez maiores, e conseqüentemente, o consumo
de fios e cabos.
O setor dos equipamentos eletro-eletrônicos está se transformando em
uma das mais importantes indústrias nacionais; em 2004, o faturamento
deste segmento foi de 27,9 bilhões de dólares americanos, com uma
previsão de crescimento de 14,4% para 2005 [1]. Constata-se que no Brasil
não há um método ou processamento tecnicamente viável que possa utilizar
os produtos eletro-eletrônicos obsoletos ou purificá-los para uma disposição
menos agressiva ao meio ambiente. A maioria dos produtos eletro-eletrônicos
não recebe nenhum tratamento e é depositada em aterros sanitários ou
lixões junto com o resíduo doméstico. A solução para este problema está no
reaproveitamento dos metais e polímeros contidos. Assim, deixarão de ser
perdidas quantidades de alumínio, cobre, e polímeros, os quais poderão
gerar receita, já que estes compostos são indispensáveis ao processo de
fabricação. O Brasil consome aproximadamente 3 milhões de t/ano de
plástico, onde cerca de 500 mil t são despejadas anualmente em aterros
sanitários [2]. Um dos grandes desafios dos sistemas de reciclagem seria a
coleta e a separação dos materiais. Cada tipo de polímero possui diferentes
propriedades dependendo de sua composição e uso. Por isto, o mercado dos
plásticos é limitado pela eficiência de separação mais do que pela demanda
de rejeitos [3].
------------------- [1] os números entre colchetes reportam-se às referências bibliográficas.

2
Neste trabalho são estudados os fios e cabos elétricos utilizados na
indústria eletro-eletrônica, que fazem parte dos equipamentos eletro-
eletrônicos encaixando-se na área dos materiais elétricos de instalação. Em
2004 no Brasil, obteve-se um faturamento de 5.947 milhões de reais nesta
área [1]. Em 2003, domicílios particulares com aparelhos eletro-eletrônicos
domésticos, como fogão, televisão, e rádio, respectivamente, possuíam em
sua totalidade mais de 48, 44,2 e 43,2 milhões de unidades em todo o
território, ou seja, 98% dos domicílios brasileiros possuem fogão, 90%
televisão e 88% rádio. Outros aparelhos domésticos como a geladeira e a
máquina de lavar roupa, em domicílios particulares 87% possuem geladeira e
34% máquina de lavar roupa. Agregados a esses produtos estão os fios e
cabos elétricos [1].

3
2. OBJETIVOS
Esta dissertação tem por objetivo estudar aspectos fundamentais e
tecnológicos do processo de reciclagem de fios e cabos elétricos, como
também estudar a reciclagem destes tipos de fios através de operações
unitárias de Tratamento de Minérios.
Como o objetivo deste trabalho é determinar uma seqüência de
operações para a separação do cobre e do material polimérico, ele foi
realizado nas seguintes etapas:
• caracterização do material,
• determinação do grau de moagem para liberação,
• ensaios de separação.

4
3. REVISÃO BIBLIOGRÁFICA
3.1. Sucatas eletro-eletrônicas
O aumento na demanda mundial por de artigos eletro-eletrônicos
gerou o incremento na fabricação e ampliação das linhas de produção destes
produtos, além do aparecimento de novas indústrias. O tempo de vida útil
destes produtos varia em função do tipo de artigo e das características de
operação, por exemplo, a vida útil de um computador pessoal é de três a
cinco anos, enquanto que computadores utilizados em empresas têm uma
duração média de dois anos [4]. Em 1998, aproximadamente 20 milhões de
computadores pessoais tornaram-se obsoletos e somente 13% dessa
quantidade foi reciclada na Europa [5].
Estima-se que, em 2005, um computador será obsoleto por cada novo
que entre no mercado, e que entre os anos de 1997 e 2004, serão
315 milhões de computadores que se tornarão obsoletos [6]. Um estudo
recente da EPA (United States Environmental Protection Agency) indica que
aproximadamente 1% do resíduo eletrônico já faz parte do resíduo sólido
municipal e, na Europa, o resíduo eletrônico cresce a uma taxa três vezes
maior do que a do resíduo sólido municipal [5].
É importante ressaltar que, no mundo, apenas 11% dos produtos
eletro-eletrônicos são reciclados, e que aproximadamente 80% dos produtos
eletro-eletrônicos coletados nos Estados Unidos para reciclagem, são
exportados para países como a China, que possuem leis ambientais menos
rigorosas e permitem o acúmulo destes produtos, causando problemas ao

5
meio ambiente e à saúde humana [7]. Estima-se que aproximadamente
300.000 computadores pessoais se tornam obsoletos a cada ano em Taiwan
[8].
Segundo Ogilvie [9], a quantidade futura de equipamentos eletro-
eletrônicos obsoletos será de 20kg anualmente por pessoa, dos quais 12kg
serão do setor de bens de consumo, 5kg do setor industrial e 3kg de fios e
cabos.
Em geral, o resíduo eletro-eletrônico contém diferentes níveis de
concentrações de plásticos, óxidos refratários e metais. Menetti [10]
classificou o resíduo eletro-eletrônico em três lotes, segundo a porcentagem
de cada material contido. Os resíduos que foram estudados foram placas de
circuito impresso, componentes de computador, placas de rádio, TV e vídeo.
O lote A corresponde a 60% de placas de circuito impresso e 40% de outros
componentes de computador, o lote B a 100% de placas de circuito impresso
e o lote C a 100% de placas de rádio, TV e vídeo. Estes lotes assim como as
porcentagens de cada material encontram-se discriminados na tabela 1.
Tabela 1 – Metais, plásticos e óxidos presentes em diferentes lotes de
resíduos eletro-eletrônicos [10]
plásticos (%) metais (%) óxidos (%) A 36,8 23,0 40,2 B 31,0 23,8 45,8 C 44,8 24,0 31,2
Outros pesquisadores [11,12] generalizaram os resultados da
composição de circuitos eletrônicos, compostos basicamente por conexões,
chips, transformadores, capacitores, cabos elétricos e resistores, indicando

6
que o resíduo eletro-eletrônico apresenta 30% de plásticos, 30% de óxidos
refratários e 40% de metais.
Em qualquer circuito elétrico que seja considerado nota-se a presença
de condutores, que interligam os equipamentos elétricos às fontes e aos
demais componentes do circuito. O cobre e o alumínio são os principais
condutores utilizados em equipamentos eletro-eletrônicos.
3.2. A indústria eletro-eletrônica do Brasil
No Brasil, a indústria eletro-eletrônica vem crescendo nos últimos
anos. A figura 1 mostra a evolução do faturamento deste setor desde
1994 [13]. Nota-se que, em 1998, houve uma leve diminuição do faturamento,
voltando a crescer no ano seguinte, podendo se considerar que o
faturamento foi praticamente constante de 1997 a 1999.
Figura 1 – Faturamento das indústrias eletro-eletrônicas de 1994 a 2001 [13]

7
Já para os anos de 2000 e 2001 nota-se um crescimento expressivo
no faturamento, de 22% e 15%, respectivamente, o que mostra uma
tendência de crescimento. Além disso, a quantidade de empregos gerados
pela indústria elétrica e eletrônica também vem crescendo o que indica o
crescimento deste setor [13].
3.3. Reciclagem de sucatas eletrônicas
O aumento de bens eletro-eletrônicos teve um crescimento
considerável nas últimas décadas. Ampliou-se a variedade de produtos e
modelos oferecidos aos consumidores. O mercado atualmente oferece
ofertas constantes de novos produtos e por isso a troca de produtos acontece
de maneira mais rápida.
Dessa maneira com o passar dos anos o descarte de produtos eletro-
eletrônicos obsoletos aumentou.
Os componentes eletrônicos estão dispostos nos mais diversos tipos
de materiais. A indústria eletro-eletrônica divide esses materiais para uso
doméstico em grandes grupos: linha marrom, linha branca e portáteis. A linha
marrom é composta por produtos como vídeo-cassetes, equipamentos de
som, DVDs e televisões. A linha branca caracteriza-se por equipamentos de
maior tamanho, tais como fogões, micro-ondas, lavadoras e geladeiras. Esta
classificação industrial não engloba todos os materiais eletro-eletrônicos de
uso doméstico tais como pilhas, baterias e lâmpadas.
Alguns problemas de toxicidade ou de reciclagem são específicos de
determinada família de equipamentos. Exemplos disso são as lâmpadas

8
fluorescentes, que contém Hg, as soldas de circuitos impressos, que contém
Pb, e a espuma de poliuretano usada como isolante.
O interesse na recuperação de metais preciosos a partir de
equipamentos eletrônicos data de 1969, quando o U.S Bureau of Mines
iniciou trabalhos para a recuperação destes metais a partir de sucatas
eletrônicas militares, que já naquela época atingiam 9.100 t/ano [14]. Existem
vários estudos que indicam a possibilidade de recuperação desses metais
preciosos [15, 16 e 17]. Uma tonelada de computadores tem mais ouro do
que o que é possível recuperar de 17t de minério [18], e existem várias
empresas que fazem a reciclagem de computadores.
Os produtos eletro-eletrônicos têm placas de circuito impresso (PCI)
em seu interior que podem chegar a representar até 30% do peso do produto.
Para se ter uma noção do tamanho do problema que pode ser causado por
placas de circuito impresso, em Taiwan resíduos de PCI chegam a 100 mil
t/ano [19].
De acordo com pesquisas realizadas pela Taiwan EPA, em 1998,
foram geradas 18 milhões de t/km2 por ano em Taiwan, onde 43% desse
valor são resíduos da indústria eletro-eletrônica, e estes resíduos são sucatas
de cobre, zinco, alumínio e latão [20].
Portanto, a coleta e reciclagem de produtos eletro-eletrônicos é uma
necessidade atual, em termos não apenas de se conservar recursos naturais
não renováveis através da reciclagem de materiais, mas também de se
preservar o meio ambiente e evitar que o impacto ambiental negativo seja
cada vez maior neste tipo de produto.

9
3.4. Comportamento de metais pesados em aterros
Vários dos produtos eletro-eletrônicos, quando se tornam obsoletos,
acabam sendo dispostos juntamente com o lixo domiciliar. Alguns desses
produtos podem conter metais tóxicos.
No Brasil, a existência de lixões sem nenhum tipo de controle e
impermeabilização do solo ainda é uma realidade. Do mesmo modo que no
aterro sanitário, há a formação do chorume. Águas que invadem o depósito,
como água de chuva, carregam parte do chorume e solubilizam alguns
elementos, formando o percolado [21].
Segundo o IPT, em 1998, cerca de 1% do lixo urbano era composto
por resíduos contendo materiais tóxicos. Esses resíduos eram provenientes
de lâmpadas fluorescentes, termômetros, pilhas, baterias, latas de tinta, latas
de inseticida, entre outros produtos [22].
No caso de produtos eletro-eletrônicos, os metais que apresentam
preocupação ambiental devido à sua toxicidade são o chumbo, o mercúrio e
o cádmio. O mercúrio em sua forma elementar apresenta volatilidade à
temperatura ambiente, além disso, pode haver a formação de compostos
voláteis.
3.5. Classificação dos fios e cabos
Existem vários critérios para a classificação dos cabos e fios. Neste
estudo consideram-se apenas os de maior interesse para a indústria eletro-
eletrônica:

10
a) Classificação quanto à tensão utilizada [23]:
Os cabos de potência se classificam em três categorias em função da
tensão em que vão operar:
• Cabos de baixa tensão: para operação em tensões inferiores ou
iguais a 1.000V,
• Cabos de média tensão: para operação em tensões maiores
que 1.000V e iguais ou inferiores a 35.000V, e
• Cabos de alta tensão: para operação em tensões maiores que
35.000V.
b) Classificação quanto à isolação.
Quanto à isolação, os cabos ou fios elétricos podem ser nus ou
isolados.
• Os cabos nus, sem isolação ou cobertura, são geralmente de
alumínio, por possuir menor densidade que o cobre e,
normalmente utilizados para distribuição e transmissão aéreas.
Os cabos nus podem ser, ainda, de três tipos [23]:
♦ Cabos de alumínio: normalmente utilizados em rede de
distribuição urbana onde a distância entre os postes (esta
distância é conhecida como “vão”) é da ordem de 50m.
♦ Cabos de alumínio – liga: caracterizados por possuir alta
resistência à corrosão e resistência mecânica superior em
relação aos demais cabos de alumínio, e
♦ Cabos de alumínio com cabos de aço (ACSR): utilizados em
linha de transmissão onde os vãos são superiores a 200m.

11
• Cabos isolados são aqueles que possuem um conjunto de
materiais utilizados para isolar eletricamente o material condutor
do meio que o circunda. Usualmente são de cobre devido à
elevada condutividade elétrica deste material. São vários os
materiais empregados na isolação de condutores [23]:
o Materiais termoplásticos: utilizados em cabos de baixa
tensão onde o critério de dimensionamento é, em geral, por
queda de tensão e não por corrente admissível (temperatura
máxima admissível 75ºC). São eles o policloreto de vinila
(PVC) e o polietileno (PE),
o Materiais termofixos: utilizados em geral, para cabos de
média e alta tensão devido à confiabilidade esperada,
apresentam temperaturas máximas admissíveis iguais a
90ºC.
Os isolantes termofixos não amolecem com o aumento da temperatura
como os termoplásticos. Ao atingir uma temperatura máxima (cerca de
250ºC), a isolação degrada-se [24]. São eles polietileno reticulado (XLPE),
borracha etileno-propileno (EPR) e borracha de silicone.
3.6. Reciclagem de fios e cabos
De uma maneira geral, os fios e cabos produzidos se destinam à
fabricação de produtos eletro-eletrônicos, construção civil, indústria
automotiva, máquinas, refrigeração, telecomunicações e energia.
Os tipos de resíduos de fios e cabos são:

12
− Resíduos pré-consumo: São as aparas industriais originadas
nas indústrias de fios e cabos (sucata interna);
− Resíduos pós-consumo: Gerados por empresas que utilizam
fios e cabos para fazer instalações de redes elétricas, telefonia ou gerados
também por empresas que montam equipamentos eletro-eletrônicos, além
dos originados durante reformas, conserto de equipamentos que utilizam os
fios e cabos, e produtos em final de vida útil quando são descartados.
A origem e estado de conservação (limpeza, por exemplo) dos
resíduos definirão o valor de mercado e também algumas características dos
produtos reciclados. Os resíduos de fios e cabos gerados antes de chegar ao
consumidor são os que despertam maior interesse, tendo por isso um preço
mais elevado, por ser um material geralmente limpo e pré-selecionado, o que
facilita e evita duas etapas da reciclagem, a lavagem e a secagem do PVC
[25].
O processo de reciclagem de fios e cabos é semelhante ao processo
de reciclagem de outras sucatas eletro-eletrônicas. Nesse contexto, o êxito
para o processo de reciclagem é a liberação dos metais acoplados aos
plásticos. Segundo Zhang e Forssberg [26], esta liberação depende da
composição da sucata eletro-eletrônica, pois, geralmente os materiais
utilizados nas mesmas apresentam uma baixa ligação interfacial.
De acordo com Forssberg e Zhang [27], a liberação de partículas
metálicas acontece quase por completo, quando o tamanho da partícula do
material moído, encontra-se abaixo de 2mm.
Entre os processos de separação existentes, a separação usando
correntes parasitas é um caminho efetivo para remoção de metais não-

13
ferrosos de resíduos municipais e industriais [28]. Este processo é usado
para separar alumínio e cobre de sucatas automobilísticas [29].
Varias técnicas são usadas para a liberação de metais preciosos de
sucatas eletrônicas. Entre elas estão: desmantelamento manual, processos
mecânicos para beneficiar a sucata, concentrar e recuperar metais preciosos
[30].
Para metais de sucatas aeroespaciais que possuem alto valor
comercial, a catação convencional não consegue diferenciar materiais com
mesmas cores e tamanhos como também algumas ligas de alumínio.
Estudos feitos em Taiwan [31] apontam uma técnica para recuperar sucatas
não-ferrosas através de uma analise espectrográfica, onde a sucata é
identificada sem a intervenção do operador. Esse tipo de análise tem por
objetivo separar misturas de sucatas de metais não-ferrosos por tipos. Para a
análise utiliza-se fluorescência de raios-x na superfície do material, sendo
então identificado à liga em particular [31]. O material depois é separado por
catação (“sorting”) em equipamento automático.
3.7. PVC (policloreto de vinila) e o meio ambiente
O PVC é um polímero termoplástico composto por duas matérias-
primas básicas: etileno e o cloro. O cloro deriva do NaCl e o etileno provém
do craqueamento do petróleo [32].
Há quatro tipos básicos [33]:
• PVC rígido isento de plastificantes = duro e tenaz, com
excelentes propriedades térmicas e elétricas. Resistente à

14
corrosão, oxidação e intempéries. Usados na fabricação de
tubos, carcaças de utensílios domésticos e baterias.
• PVC flexível ou plastificado = que contém de 20 a 100 partes de
plastificante por 100 de polímero. Usado no revestimento de fios
e cabos elétricos, composições de tintas (látex vinílico), cortinas
de banheiro etc.
• PVC transparente, isento de cargas.
• PVC celular ou expandido.
É o segundo termoplástico mais consumido em todo o mundo [34] com
uma demanda mundial de resina superior a 27 milhões de t/ano de 2001,
sendo a capacidade mundial de produção de resinas de PVC estimada em
cerca de 31 milhões de t/ano [35].
Desta demanda total, 22% foram consumidos nos Estados Unidos,
22% nos países da Europa Ocidental e 7% no Japão. O Brasil foi responsável
pelo consumo de cerca de 2,5% da demanda mundial de resinas de PVC.
Estes dados mostram o potencial de crescimento da demanda de resinas de
PVC no Brasil, uma vez que o consumo per capita, na faixa de
4,0 kg/hab/ano, ainda é baixo se comparado com o de outros países [35].
De acordo com pesquisas realizadas pelo Business Communications
Co. Inc. [36], foram utilizados 808 milhões de kg de materiais poliméricos
para a indústria de fios e cabos, em 2003, nos Estados Unidos, com previsão
de crescimento em 2008 para 948 milhões de kg, uma média anual de
aproximadamente 3,2%.

15
Segundo Vasile [37], o policloreto de vinila é uma das commodities
plásticas mais importantes, ou seja, se destaca pelo baixo custo e facilidade
de processamento, sendo produzido há mais de 50 anos em escala industrial.
Recentemente, plásticos têm sido associados a aplicações eletro-
eletrônicas. Sua quantidade chega a 30% da massa dos resíduos eletrônicos.
Na Europa componentes plásticos representam 20% de todo o material
usado nos equipamentos eletro-eletrônicos [38].
Geralmente estes contêm retardantes anti-chama como compostos
halogenados, que podem ocasionar a formação de diferentes produtos
tóxicos. A presença do átomo de cloro em sua estrutura molecular torna o
PVC um polímero naturalmente resistente à propagação de chamas,
contribuindo para aplicações nas quais o retardamento da chama é item
desejado, tais como fios e cabos elétricos, eletrodutos e forros/revestimentos
residenciais [35].
Reciclagem, incineração e aterros são métodos mais comuns para se
dispor estes tipos de plásticos, que também podem ser usados como
combustíveis em processos metalúrgicos. Entretanto, durante essa
combustão, os retardantes anti-chama halogenados podem produzir dioxinas
e furanos [39].
Segundo Menad [39], os resíduos plásticos representam cerca de 60%
dos resíduos sólidos municipais, 22% em escala industrial e 3% são gerados
em aplicações eletro-eletrônicas. Na Europa, a Alemanha produz
127.000 t/ano de resíduos plásticos gerados no setor eletro-eletrônico,
seguida da França e Reino Unido que chegam a produzir 98.000 e 93.000,
respectivamente. A Suécia gera 13.000 t/ano [39].

16
De acordo com companhias suecas, somente 25% dos resíduos
plásticos são recicláveis, e comumente, a melhor opção para gerenciar estes
resíduos está na sua utilização como combustível durante a fundição do
resíduo eletro-eletrônico para a recuperação do cobre e metais preciosos
como ouro e prata [24].
A cidade de São Paulo gera diariamente cerca de 13.000t de resíduos
sólidos urbanos (não considerados os resíduos inertes), dos quais 5% são
resíduos plásticos e deste percentual 6% é PVC [40].
Na tabela 2 [24] verifica-se o rápido crescimento dos plásticos no
resíduo sólido municipal dos Estados Unidos, inicialmente duplicando-se até
a década de 90, com crescimento intenso nas últimas décadas.
Tabela 2 – Crescimento dos plásticos no resíduo sólido municipal [24]
ano plástico (%) – resíduo sólido municipal 1960 0,5 1970 2,6 1980 5,0 1990 9,8 1992 10,6 1994 11,2 1995 11,5 1996 12,3
O PVC tem uma participação de cerca de 0,3% no resíduo sólido
urbano. Isto significa dizer que são geradas aproximadamente 877 t/dia de
resíduo de PVC no Brasil, sendo que deste total 105t são geradas na cidade
de São Paulo [41].
A indústria brasileira produz 700 mil t de resina de PVC ao ano, das
quais 80% alimentam o setor de construção civil. Trata-se de uma resina com

17
longo ciclo de vida. A maioria dos produtos onde o PVC é aplicado, são de
longa duração, isto é, possuem uma estimativa de vida útil maior que 40 anos
[42]. Essa estimativa de vida útil do PVC depende substancialmente da sua
finalidade, pois a presença de vários aditivos lhe confere características não
comuns a outros polímeros, tais como a mudança de propriedades com o
tempo ou o aumento de elasticidade com a temperatura [43].
Por esse motivo, seria falha uma comparação entre a quantidade de
PVC produzida e a reciclada. O PVC é a resina de menor presença em
aterros sanitários. [44].
A reciclagem do PVC é uma das mais econômicas, e tem como
vantagens a preservação de recursos naturais e a possibilidade de redução
de resíduos, diminuindo o volume a ser transportado e tratado, assim como,
os custos para as empresas [35].
Os principais usos do PVC são [45]:
• tubos e conexões – transporte de água e saneamento básico.
• medicina – embalagens de medicamentos, bolsas e tubos para
transfusão de sangue e hemodiálise, artigos cirúrgicos,
revestimentos de salas de cirurgia e cateteres.
• construção – perfis de janelas, revestimentos de parede, pisos,
calhas, tubos e conexões, revestimento de fios e cabos elétricos
e forros.
• embalagens – acondicionamento de alimentos, garrafas de
água, frascos para cosméticos e produtos domésticos. Filmes
esticáveis e encolhíveis.

18
• lazer – móveis e mangueiras de jardim, laminados para piscinas
e lonas publicitárias, roupas para esportes aquáticos, tecidos
espalmados para móveis, vestuário, malas e bolsas etc.
• calçados – solados, palmilhas, cabedais, entresolas, detalhes
estéticos e muitas outras partes que conferem conforto e
resistência ao produto.
• automóveis – revestimento interno, partes decorativas, chicotes,
proteção anticorrosão etc.
• aplicações inovadoras – estruturas de computadores, peças
para indústria eletrônica, fibras óticas, persianas, cartões
magnéticos, cobaias sintéticas para ensino de microcirurgia e
muitas outras.
3.8. Cobre
O cobre e muitas de suas ligas são caracterizadas por terem
resistência mecânica associada à ductilidade; estes materiais são
apropriados à fabricação de peças e componentes à temperatura ambiente
na forma trabalhada de chapas, tiras e arames.
As ligas de cobre são utilizadas em conseqüência da variedade de
suas propriedades: os latões (ligas de cobre e zinco), que é uma das
principais ligas de cobre, são moldados e trabalhados facilmente (barras,
perfilados e laminados); os bronzes (ligas de cobre e estanho) têm
qualidades de fundição, associadas a suas características mecânicas de
atrito (fundições, peças mecânicas); os cuproalumínios assim como os

19
cuproníqueis resistem bem à oxidação e a certos agentes corrosivos.
Aplicações particulares são também reservadas às ligas monel, argentão e
outras cuproligas (cromo, manganês, berílio e silício) [46].
O cobre é o metal não-ferroso mais utilizado após o alumínio,
principalmente, por ser excelente condutor de eletricidade e calor.
Aproximadamente 60% dos metais e ligas produzidos na América do
Norte são provenientes de sucatas não-ferrosas [47].
Em geral, o cobre na indústria de fios e cabos é utilizado em cabos de
potência de baixa ou média tensão, controle, instrumentação, sinalização,
informática e telefonia. Cobre e produtos derivados de ligas de cobre são
usados na construção civil (48%), produtos eletro-eletrônicos (21%),
equipamentos para transporte (10%), máquinas industriais (10%) e produtos
de consumo em geral (11%) [48].
Segundo o International Copper Study Group, a produção de cobre
refinado mundialmente aumentou de 560.000t para 900.000t em 2004 [49].
Os resíduos eletro-eletrônicos convertidos em ligas e metais refinados
fornecem 225.000t de cobre, o equivalente a 9% do consumo aparente.
Aproximadamente 94% de todo o cobre produzido sob a forma metálica é
reciclável. O cobre refinado ou recuperado através do resíduo contribui em
30% para a fonte de cobre nos Estados Unidos [49].

20
4. MATERIAIS E MÉTODOS
4.1. Material de estudo
Neste trabalho foram estudados dois tipos de cabos elétricos utilizados
na indústria eletro-eletrônica: o cabo flexível e o cordão paralelo; nas figuras
2 e 3 são mostrados estes cabos. Eles são usados em equipamentos eletro-
eletrônicos na área dos materiais elétricos de instalação. A escolha se deveu
ao fato de serem os mais utilizados no mercado, os mais vendidos, bem
como os mais encontrados em eletrodomésticos. Os dois tipos de cabos
elétricos foram comprados na empresa Daneva Máquinas e Condutores
Elétricos LTDA.
Foi recebido um lote de 40kg de cabos elétricos sendo 20kg de cabo
flexível e a outra metade de cordão paralelo.
O cabo tipo flexível apresentou 0,50mm de diâmetro, a cobertura
polimérica externa era de PVC e o condutor metálico interno era de cobre.O
cabo tipo cordão paralelo teve 0,75mm de diâmetro, em que a dupla
cobertura externa foi formada de PVC e a parte interna metálica de cobre. Os
cabos foram recebidos na forma de rolos de 100m, as cores do cabo tipo
flexível utilizadas na pesquisa foram azul, verde e amarelo, e para o cabo tipo
cordão paralelo foi utilizada a cor branca.

21
Figura 2 – Cabo flexível
Figura 3 – Cordão paralelo
Ao término dos ensaios realizados com os cabos de cobre foram
comprados 5kg de cabos de alumínio, tipo multiplex, com cobertura
polimérica de polietileno e seção metálica interna de alumínio, o cabo possuia
1,25mm de diâmetro e a coloração utilizada foi preta. A figura 4 mostra o
cabo de alumínio após corte feito transversalmente para se observar a parte
interna.

22
Figura 4 – Cabo de alumínio
Para a separação do metal e do plástico, o que corresponde aos
ensaios de separação, foram avaliadas as seguintes técnicas:
• separação granulométrica,
• separação eletrostática,
• separação em meio denso,
• bateamento,
• atrição, e
• elutriação.
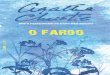
Na figura 5 tem-se um organograma simplificado dos ensaios
realizados.

23
CATAÇÃOMANUAL
SEPARAÇÃOGRANULOMÉTRICA
CATAÇÃOMANUAL
SEPARAÇÃOEM MEIO DENSO
CATAÇÃOMANUAL
SEPARAÇÃOELETROSTÁTICA
CATAÇÃOMANUAL
ATRIÇÃO
CATAÇÃOMANUAL
BATEAMENTO
CATAÇÃOMANUAL
ELUTRIAÇÃO
HOMOGENEIZAÇÃO/QUARTEAMENTO
MOAGEM(MOINHO DE
FACAS)
SUCATAS DEFIOS E CABOS
ELÉTRICOS
Figura 5 – Fluxograma simplificado dos ensaios para o tratamento de cabos
elétricos
4.2. Caracterização do material
Primeiramente foram separados 3kg de fios e cabos de cada uma das
amostras (cabo flexível e cordão paralelo), depois 1m desses cabos foi
separado, e através de uma balança analítica o material foi pesado, em
seguida, fez-se a separação do polímero e do metal com o auxílio de um
estilete para se obter a quantidade de cobre e PVC presentes em cada uma
das duas amostras.
Assim, determinou-se a quantidade de metal e de polímero presentes
em cada um dos dois materiais, esses resultados foram usados nas
operações de separação para se avaliar os rendimentos dos processos
estudados.
Foram feitos também ensaios com cabos de alumínio, separou-se 1m
desses cabos e a separação do polímero e do metal foi feito da mesma
maneira que as amostras de cobre.

24
Para facilitar a nomenclatura dos ensaios utilizaram-se códigos que
podem ser traduzidos como CP (cordão paralelo), CF (cabo flexível), SG
(separação granulométrica), MD (separação em meio denso), A (atrição), B
(bateamento) e E (elutriação). Por exemplo: CF3B, nesse caso seria
traduzido como “ensaio de separação em bateia realizado com cabo flexível
moído com granulometria de 3mm”.
4.3. Determinação do grau de moagem para liberação
Foram separados 9kg de cada tipo de cabo, os quais foram
processados em moinho de facas. Para a moagem dos fios e cabos elétricos
foi utilizado um moinho de facas modelo FA 2305 da marca RONE. Na figura
6 está a foto do moinho de facas utilizado na pesquisa.
Figura 6 – Moinho de facas utilizado para cominuir os cabos elétricos
Inicialmente, antes dos cabos serem moídos, necessitou-se de uma
diminuição no comprimento, pois os mesmos estavam separados em rolos
de 100m.

25
Com o auxílio de uma régua e de um alicate, a cada 15cm o material
era cortado para facilitar o procedimento seguinte, que seria a moagem.
Foram usadas 3 aberturas de grelhas diferentes, respectivamente 9, 6
e 3mm.
Para cada um dos dois materiais foram processados 3kg para cada
grelha.
Após a moagem, cada amostra foi dividida por “cone and quartering”
em duas partes opostas. Em seguida, as amostras foram homogeneizadas e
quarteadas através do método da pilha alongada. De cada pilha foram
retiradas alíquotas para cada um dos ensaios de separação.
A figura 7 ilustra o início da pilha alongada após a moagem.
Figura 7 – Início da pilha alongada
4.4. Ensaios de separação
4.4.1. Separação granulométrica
Após a moagem, coletaram-se 6 alíquotas, 3 para cada tipo de cabo e
para cada amostra do determinado cabo tinha-se uma grelha de abertura

26
diferente (9, 6 e 3mm). Neste trabalho, utilizou-se um peneirador da marca
Bertel Indústria Melatúrgica Ltda e peneiras redondas. As telas utilizadas
foram de aberturas de: 4,76, 2,83, 1,7, 1,0, e 0,5mm. As amostras foram de
aproximadamente 100g cada uma e permaneceram no agitador por 15 min
[50].
Ao final de cada ensaio, cada peneira tinha o seu material retido
pesado.
Em seguida, através de um procedimento de separação manual com o
auxílio de uma pinça, as partículas retidas em cada peneira foram
classificadas em 3 categorias, a saber: metal, polímero e metal mais
polímero. A categoria “metal mais polímero” deve-se ao fato de que em
alguns tamanhos não acontecia a liberação total do material, Portanto, o
cobre e o polímero encontravam-se agregados. Após a separação manual
faziam-se as pesagens, individualmente, de cada categoria. Assim, para cada
peneira foram registrados 3 resultados.
4.4.2. Separação em meio denso
A separação por meio denso é o método gravítico que apresenta um
princípio simples, de maior precisão de corte e é um dos métodos mais
largamente utilizados.
O princípio é utilizar-se um líquido de densidade controlada e
conhecida, que seja intermediária àquelas dos materiais que se deseja
separar. O material mais leve flutua e o mais pesado afunda.

27
O processo de separação em meio denso é mais aplicado
industrialmente para partículas de minérios acima de 0,6mm [51].
O meio de separação utilizado pode ser agrupado em quatro tipos
diferentes:
a) meios densos autógenos;
b) soluções salinas;
c) suspensóides;
d) líquidos orgânicos densos [51].
Para estudos de laboratório são utilizados líquidos densos e/ou
soluções de sais inorgânicos e, mais raramente, suspensões para o
fracionamento de minerais de densidades diferentes.
As principais características de um meio denso ideal são: formar
suspensão ou solução estável, não ser corrosivo, possuir baixa viscosidade,
não ser tóxico, ser passível de recuperação, ter fácil ajuste de densidade e
ter baixo custo.
Em virtude do custo dos líquidos densos é absolutamente necessário
fazer a sua reutilização ou recuperação. Os métodos utilizados dependem da
natureza do líquido denso.
A separação industrial em meio denso é dividida em dois métodos
básicos de separação: o “estático” e o dinâmico.
O processo de separação em meio estático é largamente aplicado
quando a diferença de densidades dos materiais ocorre a granulometrias
grossas, pois a eficiência de separação decresce com a diminuição do
tamanho das partículas, devido à baixa velocidade de sedimentação das
partículas [52].

28
Na prática da separação estática industrial, as partículas a serem
separadas devem ter tamanhos acima de 3mm, sendo que o mais comum é
6mm [52].
Nesta etapa do trabalho, utilizaram-se os fios e cabos moídos com
granulometrias de 9, 6 e 3mm, provenientes da etapa de moagem,
homogeneização e quarteamento.
O meio denso utilizado foi a solução aquosa de cloreto de cálcio com
densidade de 1,41 g/cm3. Para a preparação do líquido foi utilizado um
becker de 2l e adicionou-se a este 1,20kg de cloreto de cálcio e 850ml de
água. O meio denso era reutilizado a cada ensaio feito. Este valor de
densidade foi escolhido, visto que as espécies a separar possuíam
densidades 9,6 g/cm3 (cobre) e 1,21 g/cm3 (PVC). Os ensaios foram
realizados com auxílio de um becker de 1l e utilizou-se uma haste de plástico
para a agitação. A amostra foi colocada gradativamente no becker, obtendo-
se preponderantemente como flutuado o PVC e o cobre como afundado. O
flutuado foi recolhido através de uma peneira manualmente colocada
parcialmente submersa na polpa. Efetuou-se uma segunda separação do
flutuado em meio denso com o objetivo de aumentar o rendimento da
separação, uma vez que na primeira separação observou-se uma
contaminação de cobre no flutuado devido ao arraste mecânico de algumas
partículas.
Após o final do ensaio foram obtidos dois produtos, o plástico
proveniente da segunda etapa de separação e o cobre proveniente da
primeira etapa.

29
Ambos produtos foram lavados em água corrente e colocados para
secar na estufa a 40°C por 24 horas. Depois de pesadas, as amostras foram
separadas em metal, polímero e metal mais polímero, com o auxílio de uma
pinça segundo o procedimento descrito anteriormente.
4.4.3. Separação eletrostática
É um processo de aplicação restrita, só é feita a seco, e é um
processo sensível à presença de umidade nas partículas ou na atmosfera, à
vazão de alimentação e à granulometria, por problemas de arraste mecânico.
Recentemente vem ganhando importância no processamento de
sucatas (separação de metais e plásticos).
Os separadores eletrostáticos são usados para separar materiais
condutores de não-condutores. A diferença entre a condutividade elétrica
entre metais e não-metais proporciona uma condição para a implementação
com sucesso de um separador eletrostático em reciclagem de resíduos. Esta
separação tem sido principalmente utilizada para separar cobre ou alumínio
de fios e cabos elétricos picados e também na recuperação de cobre e
metais preciosos de sucatas de placas de circuito impresso [53].
Além desses mecanismos, existe a técnica chamada de correntes
induzidas, em que magnetos girantes geram cargas induzidas nas partículas
pelas diferenças de condutividade, com isso materiais ferrosos e não-ferrosos
podem ser separados [54].
A movimentação de uma partícula condutora dentro de um campo
magnético variável gera uma corrente induzida na partícula. A força atuante

30
na partícula pela variação do campo magnético é usada para separar as
partículas. Partículas condutoras são desviadas enquanto partículas não
condutoras não são desviadas.
O separador de corrente induzida é utilizado em operações de
recuperação de alumínio, estanho, cobre, que se encontrarem misturados a
plásticos, vidro, sucata eletrônica, materiais gerados em moagem de
automóveis, assim como, é aplicado na remoção de metais não-ferrosos em
instalações de reciclagem de garrafas de vidro, e em unidades de reciclagem
de lixo [55].
Neste trabalho utilizou-se um separador eletrostático marca Carpco,
Inc – EUA, Modelo: HT (15, 25,36) III-15 (Figuras 8 e 9) do IPT - Instituto de
Pesquisas Tecnológicas do Estado de São Paulo, Laboratório de Tratamento
de Minérios e Resíduos Industriais (LTMRI).
Figura 8 – Separador eletrostático Carpco

31
Figura 9 – Detalhe do separador eletrostático Carpco
Para os ensaios de separaç o eletrostática foram separadas 6
amost
eita de forma gradual,
varian
4.4.4. Atrição
O processo de atrição também conhecido como escrubagem, é a
operaç
ã
ras de aproximadamente 300g cada uma, 3 amostras do cabo tipo
cordão paralelo e 3 do cabo tipo flexível, as granulometrias foram de 9, 6 e
3mm para cada amostra dos dois modelos de cabos.
A alimentação das amostras ao sistema foi f
do a abertura do divisor de acordo com a granulometria do material a
ser realizado. Ao final de cada ensaio as amostras foram classificadas em:
condutor, não-condutor e intermediário. Após a classificação, cada material
foi pesado e separado com o auxílio de uma pinça em polímero, metal e
polímero mais metal.
ão na qual ocorre a separação de grãos unidos por material argiloso,
por precipitados salinos, ou por material semelhante, pela ação de forças

32
relativamente fracas. O processo é o resultado do atrito entre grãos de
durezas elevadas, em polpa sob intensa agitação [56].
Na célula em que ocorre a atrição ocorre a lavagem e, principalmente,
a limp
o e a entrada é feita pelo
topo.
eza das superfícies dos grãos por meio de intensa atrição entre as
próprias partículas e entre a massa como um todo.
Na célula o agitador é do tipo vertical centrad
Na haste existem duas pás helicoidais perfiladas, essas pás em
conjunto, atuam produzindo fluxos em sentidos contrários [57]. Devido a essa
inversão de sentidos, a polpa movida por uma das hélices tem sentido oposto
ao do fluxo movido pela outra hélice, causando a atrição das superfícies das
partículas. Na figura 10 observa-se o esquema da maquina de atrição.
Figura 10 – Esquema da máquina de atrição [57]
s amostras de fios e cabos elétricos foram submetidas a ensaios de
atrição
i colocada em um
recipiente para a retirada do material flutuado, o material afundado foi
A
, com a intenção de obter maior liberação do material que, em algumas
frações granulométricas, encontrava-se ainda agregado.
Ao final do tempo de agitação, cada amostra fo

33
separa
equipamento do século XVIII, circular e levemente
funilado, em geral de madeira ou aço, utilizado para extrair diamante do
cascal
o
manua pesquisa para a separação do
cobre
granulometrias anteriores (3, 6 e
9mm),
do em um outro recipiente e ambos foram colocados para secar na
estufa a 40°C por 24 horas. Depois de secadas, as amostras foram pesadas
e separadas manualmente com o auxílio de uma pinça em metal, polímero e
metal mais polímero.
4.4.5. Bateamento
A bateia é um
a
ho em garimpo, ouro, estanho, tantalita, pirita, enfim, mineral pesado.
Na figura 11 tem-se a foto da bateia.
O processo de concentração gravitacional por meio de bateament
l, foi um dos processos utilizados na
e PVC. O equipamento foi cedido pelo LTM – EPUSP, Laboratório de
Tratamento de Minérios do Departamento de Engenharia de Minas da Escola
Politécnica da Universidade de São Paulo.
Os ensaios foram realizados com 6 amostras previamente quarteadas
dos dois tipos de cabos e com as mesmas
com o auxílio de uma bacia plástica com água, colocou-se a amostra
na bateia e em seguida imergiu-se a bateia pela metade na bacia e
vagarosamente em movimentos circulares foi separando o PVC que caia já
na bacia com água e o cobre que permanecia na bateia.

34
Figura 11 – Concentração gravitacional por meio de bateamento
Os produtos leves e pesados dos seis tipos de amostras foram
separados e colocados para secar na estufa a 40°C por 24 horas.
Posteriormente foram pesados e com uma pinça foram separados em metal,
polímero e metal mais polímero.
4.4.6. Elutriação
O elutriador é o aparelho de separação granulométrica cujo princípio
de funcionamento é a elutriação. O minério, na forma de polpa aquosa, é
submetido a uma corrente de fluido ascendente, cuja velocidade arraste as
lamas em suspensão com sua subseqüente separação (transbordamento). O
material deslamado é sedimentado, sendo então removido, através de
bombeamento ou outros processos.
Para os ensaios de elutriação foram usadas amostras de
aproximadamente 200g. Cada ensaio usou cerca de 100l de água em uma
vazão de aproximadamente 85 ml/s. Com o auxílio de uma haste o material
foi jogado para dentro do elutriador de vidro, logo em seguida o cobre descia
e o PVC subia seguindo a corrente de água para o recipiente onde era

35
coletado. Na metade do ensaio era feita uma interrupção para a retirada do
cobre que se sedimentava no fundo do elutriador. A dificuldade do ensaio foi
a alimentação do sistema, para tanto o material foi previamente
desemaranhado manualmente. O equipamento foi cedido pelo LTM –
EPUSP, utilizado em escala laboratorial. As figuras 12 a 14 mostram algumas
partes do elutriador e como se comporta o material ensaiado.
Figura 12 – Início do ensaio de elutriação

36
Figura 13 – O PVC subindo e o cobre afundando
Figura 14 – Cobre sedimentado no fundo do elutriador

37
Ao término do ensaio, a amostra foi separada em afundado e flutuado
e colocada para secar na estufa a 40°C por 24 horas. Em seguida, após a
secagem, pesaram-se as amostras e com o auxílio de uma pinça, estas
foram separadas em: metal, polímero e metal mais polímero.
4.4.7. Ensaios com cabos de alumínio
Inicialmente foram picados 1,80kg de cabos de alumínio tipo multiplex,
com cobertura de polietileno e seção metálica de alumínio no moinho de
facas com grelha de abertura de 6mm. Em seguida, a amostra foi
homogeneizada e quarteada, separou-se aproximadamente 300g da mesma
para se misturar a 300g de cabos de cobre moídos do tipo cordão paralelo,
com grelha de abertura de 6 mm.
As duas amostras de cabos moídos de cobre e alumínio foram então
misturadas e processadas novamente em moinho de facas, com abertura de
grelha de 3mm. Ao final quarteou-se a amostra em alíquotas de
aproximadamente 100g e foi feito um ensaio com uma das 4 amostras com o
método de separação em meio denso utilizando a solução aquosa de cloreto
de cálcio com densidade de 1,43 g/cm3. Para a preparação da solução foi
utilizado um becker de 1l e acrescentou-se a este 1kg de cloreto de cálcio e
700 ml de água. O ensaio foi realizado com o auxílio de um becker de 1l e de
uma haste plástica para a agitação. A amostra foi colocada no recipiente
obtendo-se como afundado o cobre e o alumínio, e como flutuado o
polietileno e o PVC. Com o material afundado foi realizado o ensaio de

38
separação em meio denso utilizando bromofórmio com densidade de 2,79
g/cm3, com o propósito de se conseguir a separação dos dois metais.
O material flutuado foi colocado em outro becker com água como meio
denso e graças a densidades de 0,98 g/cm3 (polietileno) e de 1,21 g/cm3
(PVC) conseguiu-se separar os dois plásticos.
Os 4 materiais separados foram lavados em água corrente e
colocados para secar na estufa a 40°C por 24 horas. Depois de pesadas, as
amostras foram separadas em alumínio, cobre, polietileno e PVC com o
auxílio de uma pinça. A distinção entre os dois tipos de polímeros aconteceu
devido a coloração.

39
5. RESULTADOS E DISCUSSÃO
5.1. Caracterização do material
Na tabela 3 tem-se o resultado da quantidade de metal e de polímero
presente em 1m de cada um dos dois tipos de cabos elétricos.
Tabela 3 – Resultado da quantidade de metal e polímero presente nos dois
tipos de cabos
ensaio PVC (%) cobre (%) cordão paralelo 54,8 45,2
cabo flexível 55,4 44,6
Na tabela 4 tem-se o resultado da quantidade de metal e de polímero
presente em 1m de cabo de alumínio tipo multiplex.
Tabela 4 – Resultado da quantidade de metal e polímero presente no cabo de
alumínio
ensaio PE (%) alumínio (%) cabo de alumínio 44,2 55,8
5.2. Separação granulométrica
Nas figuras 15 a 17 mostra-se a diferença entre os três produtos obtidos
após a moagem do cabo tipo flexível. Para a moagem usando a grelha com
abertura de 9mm houve pouca liberação do cobre e do PVC, enquanto que na

40
de 6mm obteve-se melhor liberação, e para a granulometria de 3mm os dois
tipos de cabos ficaram praticamente 100% liberados.
Figura 15 – Aspecto do material obtido após a moagem do cabo tipo flexível em
moinho de facas com grelha de abertura de 9mm
Figura 16 – Aspecto do material obtido após a moagem do cabo tipo flexível em
moinho de facas com grelha de abertura de 6mm

41
Figura 17 - Aspecto do material obtido após a moagem do cabo tipo flexível em
moinho de facas com grelha de abertura de 3mm
Observou-se que na figura 15 há uma quantidade maior de cobre do que
nas figuras 16 e 17 devido às amostras com grelhas de abertura de 9 e 6mm
não estarem liberadas.
Nos 6 ensaios de separação granulométrica foram quarteadas amostras
de aproximadamente 100g.
Na tabela 5 e na figura 18 apresentam-se os resultados da separação
manual dos ensaios feitos com o cabo tipo cordão paralelo na separação
granulométrica com abertura de grelha de 9mm.
Tabela 5 – Resultados da separação manual da separação granulométrica com
CP – 9mm
abert. peneira (mm)
% passante total
cobre (%)
PVC (%)
cobre + PVC (%)
% pesototal
+ 4 99,7 23,6 32,8 2,5 58,9 - 4 + 2,83 40,8 4,3 12,9 0,0 17,2
- 2,83 + 1,7 23,6 2,1 5,2 0,0 7,3 - 1,7 + 1 16,3 8,3 1,5 0,0 9,8 -1 + 0,5 6,5 4,8 0,3 0,0 5,1
- 0,5 1,4 0,97 0,4 0,0 1,4 total (%) 0,0 44,1 53,1 2,5 99,7

42
Figura 18 – Separação granulométrica com o cabo tipo cordão paralelo com
grelha de abertura de 9mm
0
20
40
60
80
100
0,1 1 10
Abertura (mm)
Pass
ante
(%)..
...
Na tabela 5 verificou-se que para a grelha de 9mm, para o cabo tipo
cordão paralelo, obteve-se 2,5% de PVC agregado ao cobre. Isto significa que o
material não foi totalmente liberado.
Na tabela 6 e na figura 19 apresentam-se os resultados dos ensaios
feitos com o cabo tipo cordão paralelo na separação granulométrica com
abertura de grelha de 6mm.
Tabela 6 – Resultados da separação manual da separação granulométrica com
CP – 6mm
abert. peneira (mm)
% passante total
cobre (%)
PVC (%)
cobre + PVC (%)
% pesototal
+ 4 99,8 6,6 2,3 0,5 9,4 - 4 + 2,83 90,4 2,9 19,0 0,5 22,4
- 2,83 + 1,7 68,0 3,9 32,7 0,2 36,8 - 1,7 + 1 31,2 9,1 2,4 0,0 11,5 -1 + 0,5 19,7 7,3 0,2 0,0 7,5
- 0,5 12,2 12,0 0,2 0,0 12,2 total (%) 0,0 41,8 56,8 1,2 99,8

43
Figura 19 – Separação granulométrica com o cabo tipo cordão paralelo com
grelha de abertura de 6mm
0
20
40
60
80
100
0,1 1 10
Abertura (mm)
Pass
ante
(%)..
...
Observou-se que, com a granulometria de 6mm, houve uma diminuição
na quantidade de PVC e cobre juntos. Na faixa granulométrica -2,83 + 1,7mm
tem-se 36% da amostra onde 32% é só de PVC, o cobre teve maior
concentração na granulometria abaixo de 0,5mm. Nesse ensaio verificou-se
também que nas faixas granulométricas –4 + 2,83 e –2,83 + 1,7mm aumentou o
grau de contaminação para 0,5 e 0,2% quando comparado com o ensaio
anterior de 9mm, que na mesma faixa aparece com zero comprovando que o
material em ambas granulometrias não se encontrava liberado.
Na tabela 7 e na figura 20 têm-se as separações e diferenças de peso
dos ensaios feitos com o cabo tipo cordão paralelo na separação
granulométrica com abertura de grelha de 3mm.

44
Tabela 7 – Resultados da separação manual da separação granulométrica com
CP – 3mm
abert. peneira (mm)
% passante total
cobre (%) PVC (%) cobre + PVC (%)
% peso total
+ 4 99,7 3,7 0,2 0,0 3,9 - 4 + 2,83 95,8 2,2 0,4 0,0 2,6
- 2,83 + 1,7 93,2 18,1 35,6 0,0 53,7 - 1,7 + 1 39,5 8,3 15,3 0,0 23,6 -1 + 0,5 15,9 5,3 1,2 0,0 6,5
- 0,5 9,4 8,8 0,6 0,0 9,4 Total (%) 0,0 46,4 53,3 0,0 99,7
Figura 20 – Separação granulométrica com o cabo tipo cordão paralelo com
grelha de abertura de 3mm
0
20
40
60
80
100
0,1 1 10
Abertura (mm)
Pass
ante
(%)..
...
Na tabela 7 verificou-se que, com a moagem até 3mm, os fios e cabos
elétricos encontraram-se 100% liberados no cabo tipo cordão paralelo. O PVC
continuou concentrado na faixa de – 2,83 + 1,7mm juntamente com o cobre.
Nas tabelas 8 a 10 estão apresentados os resultados da separação
manual dos ensaios feitos com o cabo flexível respectivamente para as grelhas
com abertura de 9, 6 e 3mm.

45
Da mesma forma as curvas de separação granulométrica para as grelhas
de 9, 6 e 3mm estão mostradas nas figuras 21, 22 e 23.
Tabela 8 – Resultados da separação manual da separação granulométrica com
CF – 9mm
abert. peneira (mm)
% passante total
cobre (%)
PVC (%)
cobre + PVC (%)
% pesototal
+ 4 99,7 11,4 4,7 10,1 26,2 - 4 + 2,83 73,5 3,9 12,2 1,5 17,6
- 2,83 + 1,7 55,9 3,4 35,6 0,7 39,7 - 1,7 + 1 16,2 6,4 3,2 0,0 9,6 -1 + 0,5 6,6 4,6 0,2 0,0 4,8
- 0,5 1,8 1,7 0,1 0,0 1,8 total (%) 0,0 31,4 56,0 12,3 99,7
Figura 21 – Separação granulométrica com o cabo tipo flexível com grelha de
abertura de 9mm
0
20
40
60
80
100
0,1 1 10
Abertura (mm)
Pass
ante
(%)
Na tabela 8, o cabo flexível apresentou 12% de PVC e cobre agregados
comportando-se pior do que o cordão paralelo quanto a liberação em 9mm.

46
Na tabela 9 apresentam-se os resultados da separação manual dos
ensaios feitos com o cabo flexível na separação granulométrica com abertura
de grelha de 6mm.
Tabela 9 – Resultados da separação manual da separação granulométrica com
CF – 6mm
Abert. peneira (mm)
% passante total
cobre (%) PVC (%) cobre + PVC (%)
% peso total
+ 4 99,7 15,6 3,3 5,7 24,6 - 4 + 2,83 75,1 3,5 5,4 1,3 10,2
- 2,83 + 1,7 64,9 4,0 35,4 1,1 40,5 - 1,7 + 1 24,4 8,7 4,1 0,0 12,8 -1 + 0,5 11,6 6,6 0,5 0,0 7,1
- 0,5 4,5 4,4 0,1 0,0 4,5 total (%) 0,0 42,8 48,8 8,1 99,7
Figura 22 – Separação granulométrica com o cabo tipo flexível com grelha de
abertura de 6mm
0
20
40
60
80
100
0,1 1 10
Abertura (mm)
Pass
ante
(%)
Na tabela 9, verificou-se que o cabo flexível continua a ter menor
liberação que o cordão paralelo também nessa granulometria, o PVC na faixa –

47
2,83 + 1,7mm concentrou-se com 35,4% da amostra total pesada que no caso
foi 40,7g. Correspondendo a 87% dessa amostra, esse fato aconteceu também
com o cordão paralelo.
A seguir a tabela 10 e a figura 23 apresentam os valores dos ensaios
feitos com o cabo flexível na separação granulométrica com abertura de grelha
de 3mm.
Tabela 10 – Resultados da separação manual da separação granulométrica
com CF – 3mm
abert. peneira (mm)
% passante total
cobre (%) PVC (%) cobre + PVC (%)
% peso total
+ 4 98,8 3,7 0,2 0,0 3,9 - 4 + 2,83 94,9 0,7 0,3 0,0 1,0
- 2,83 + 1,7 93,9 0,5 12,9 0,0 13,4 - 1,7 + 1 80,5 16,4 35,1 0,0 51,5 -1 + 0,5 29,0 7,3 3,9 0,0 11,2
- 0,5 17,8 17,0 0,8 0,0 17,8 total (%) 0,0 45,6 53,2 0,0 98,8
Figura 23 – Separação granulométrica com o cabo tipo flexível com grelha de
abertura de 3mm
0
20
40
60
80
100
0,1 1 10
Abertura (mm)
Pass
ante
(%)

48
Através desses resultados apresentados na tabela 10 verificou-se que no
cabo flexível ocorre total liberação entre o cobre e o PVC e ocorre uma maior
concentração na faixa – 1,7 + 1mm com mais de 50%. No entanto, a separação
granulométrica não é um bom método devido as amostras independente de
granulometria se apresentarem contaminadas.
5.3. Separação em meio denso
As tabelas 11, 12, 13 e 14 mostram os resultados da separação em meio
denso para os dois tipos de cabos elétricos com as três granulometrias
diferentes.
Tabela 11 – Valores da separação em meio denso no CP – afundado
ensaio massa afundado (%)
% Cu afundado
% PVC afundado
% PVC + Cu
CP9MD 45,7 98,4 0,4 1,2 CP6MD 46,2 97,6 1,5 0,9 CP3MD 44,5 98,9 1,1 0,0
Tabela 12 – Valores da separação em meio denso no CP – flutuado
ensaio massa flutuado (%)
% PVC flutuado
% Cu flutuado
% PVC + Cu
CP9MD 54,3 98,2 0,0 1,8 CP6MD 53,8 99,7 0,0 0,3 CP3MD 55,5 100,0 0,0 0,0

49
Tabela 13 – Valores da separação em meio denso no CF – afundado
ensaio massa afundado (%)
% Cu afundado
% PVC afundado
% PVC + Cu
CF9MD 53,8 71,9 1,0 27,1 CF6MD 51,7 80,8 5,2 14,0 CF3MD 47,4 93,6 6,4 0,0
Tabela 14 – Valores da separação em meio denso no CF – flutuado
ensaio massa flutuado (%)
% PVC flutuado
% Cu flutuado
% PVC + Cu
CF9MD 46,2 96,8 0,0 3,2 CF6MD 48,3 98,0 0,0 2,0 CF3MD 52,6 100,0 0,0 0,0
Observou-se que as tabelas mostram a contaminação de PVC nas
amostras de cobre e de cobre nas amostras de PVC. As amostras com cordão
paralelo com grelha de 9 e 6mm encontram-se ambas contaminadas.
Os ensaios realizados com abertura de grelha de 3mm apresentaram-se
100% liberados, comprovando que com 3mm o material pode ser separado, nas
amostras dos dois tipos de cabos onde encontram-se as partes flutuadas não
se teve contaminação de cobre nos ensaios. No caso da tabela 11 tem-se 1,2%
de contaminação do PVC na amostra de cobre.
Os ensaios realizados com os cabos do tipo flexível apresentaram um
comportamento semelhante quanto as amostras de 6mm do cordão paralelo, as
mesmas não estão liberadas, mas apresentaram um baixo grau de
contaminação.

50
Segundo HEGBERG [58] os limites aceitáveis de contaminantes não-
plásticos são:
• 0% metais,
• < 0,005% - < 3% não-plásticos.
E os limites de contaminantes plásticos são:
• < 1% - < 5% outros plásticos.
Na tabela 13 observou-se que existe uma contaminação de 6,4% de PVC
no cobre. O comportamento do cabo flexível e do cordão paralelo nas amostras
de PVC apontou resultados onde a contaminação continua sendo inexistente.
5.4. Separação eletrostática
Nas tabelas 15 a 17 encontram-se os resultados de separação manual
feita no cabo tipo cordão paralelo com ensaios de separação eletrostática em
cada uma das classificações.
Tabela 15 – Resultados das amostras do cordão paralelo com abertura de 9mm
na separação eletrostática
fração PVC (%) cobre (%) PVC + cobre (%)
massa (%) % peso
condutor 30,9 146,5 4,6 182,0 48,4 não-condutor 19,3 0,3 0,1 19,7 5,2 Intermediário 149,1 20,3 5,1 174,5 46,4

51
Tabela 16 – Resultados das amostras do cordão paralelo com abertura de 6mm
na separação eletrostática
fração PVC (%) cobre (%) PVC+cobre (%) massa (%) % peso condutor 44,2 155,5 3,1 202,8 56,8
não-condutor 25,4 0,3 0,0 25,7 7,2 intermediário 117,1 10,4 0,9 128,4 36,0
Tabela 17 – Resultados das amostras do cordão paralelo com abertura de 3mm
na separação eletrostática
fração PVC (%) cobre (%) PVC + cobre (%) massa (%) % pesocondutor 14,5 153,2 0,0 167,7 44,1
não-condutor 116,5 1,5 0,0 118,0 31,0 intermediário 85,3 9,3 0,0 94,6 24,9
Na tabela 15, observou-se que além da amostra não estar liberada, a
quantidade de material intermediário chega a ser 46% do valor da amostra total.
Na tabela 16 a quantidade de material misto continua elevada, ou seja 36%,
indicando que a amostra não estava com o cobre e o PVC liberados. E na
tabela 17 constatou-se que houve uma diminuição na quantidade de material
intermediário quando comparado com as outras granulometrias de 9mm e 6mm,
sendo de 24,9%.
Nas tabelas 18, 19 e 20 encontram-se os resultados dos ensaios de
separação eletrostática para o cabo tipo flexível em cada uma das
classificações.

52
Tabela 18 – Resultados das amostras do cabo flexível com abertura de 9mm na
separação eletrostática
fração PVC (%) cobre (%) PVC + cobre (%)
massa (%) % peso
condutor 35,7 117,5 49,6 202,8 59,6 não-condutor 20,4 0,3 0,2 20,9 6,1 intermediário 104,6 7,1 4,7 116,4 34,2
Tabela 19 – Resultados das amostras do cabo flexível com abertura de 6mm na
separação eletrostática
fração PVC (%) cobre (%) PVC + cobre (%)
massa (%) % peso
condutor 45,6 143,9 23,8 213,3 56,3 não-condutor 26,1 0,5 0,1 26,7 7,0 intermediário 127,6 8,0 3,3 138,9 36,7
Tabela 20 – Resultados das amostras do cabo flexível com abertura de 3mm na
separação eletrostática
fração PVC (%) cobre (%) PVC + cobre (%) massa (%) % peso condutor 21,5 146,5 0,3 168,3 45,7
não-condutor 92,7 1,8 0,0 94,5 25,7 intermediário 91,8 13,4 0,0 105,2 28,6
Na tabela 18 observou-se que o intermediário apresenta 91,8% de PVC,
o fato do intermediário apresentar valores maiores de PVC ocorre em algumas
tabelas de separação manual de separação eletrostática para os dois tipos de
cabos. A separação eletrostática não foi um bom método para se separar o
cobre do PVC dos fios e cabos elétricos porque o cobre e o PVC continuam

53
contaminados e o intermediário apresenta-se com quantidades maiores de
PVC.
5.5. Atrição
Nas tabelas 21 a 24 mostram-se os valores dos ensaios realizados com
o método de atrição para os cabos do tipo cordão paralelo e cabo flexível para
os três tipos de granulometrias.
Tabela 21 – Valores dos ensaios de atrição no CP – afundado
ensaio massa afundado (%)
% Cu afundado
% PVC afundado
% PVC + Cu
CP9A 48,7 90,7 7,5 1,9 CP6A 45,0 97,5 2,2 0,4 CP3A 44,0 98,6 1,4 0,0
Tabela 22 – Valores dos ensaios de atrição no CP – flutuado
ensaio massa flutuado (%)
% PVC flutuado
% Cu flutuado
% PVC + Cu
CP9A 51,3 98,0 0,0 2,0 CP6A 55,0 98,8 0,3 0,9 CP3A 56,0 99,8 0,2 0,0
Tabela 23 – Valores dos ensaios de atrição no CF – afundado
ensaio massa afundado (%)
% Cu afundado
% PVC afundado
% PVC + Cu
CF9A 49,1 81,4 5,1 13,5 CF6A 46,4 88,1 3,5 8,3 CF3A 46,0 98,2 1,8 0,0

54
Tabela 24 – Valores dos ensaios de atrição no CF – flutuado
ensaio massa flutuado (%)
% PVC flutuado
% Cu flutuado
% PVC + Cu
CF9A 50,9 97,6 0,0 2,4 CF6A 53,6 98,6 0,0 1,4 CF3A 54,0 99,5 0,5 0,0
Nos dois tipos de cabos os ensaios tiveram praticamente o mesmo
comportamento com relação às granulometrias de 9, 6 e 3mm. Observou-se
que nos ensaios com granulometria de 9mm o material é muito grosseiro e não
está disperso, não sendo possível “atricionar”, formando um agregado de fios
de cobre, semelhante a um novelo de lã, que manteve o polímero retido. Nos
ensaios com granulometria de 6mm foi possível manter uma atrição nas
partículas liberadas, o material, todavia, continuou grosso e pouco disperso
formando neste caso um agregado na parte lateral do vaso. Com a
granulometria de 3mm, o material ficou totalmente liberado, com isso
interpretou-se que no caso dos cabos elétricos a atrição não é um método
eficaz para granulometrias superiores a 3mm.
5.6. Bateamento
Nas tabelas 25 a 28 apresentam-se os resultados da separação manual
dos ensaios de bateamento para o cabo tipo cordão paralelo e cabo flexível.

55
Tabela 25 – Valores dos ensaios de bateamento no CP – afundado
ensaio massa afundado (%)
% Cu afundado
% PVC afundado
% PVC + Cu
CP9B 46,2 95,1 1,6 3,3 CP6B 42,7 98,1 1,9 0,0 CP3B 43,1 100,0 0,0 0,0
Tabela 26 – Valores dos ensaios de bateamento no CP – flutuado
ensaio massa flutuado (%)
% PVC flutuado
% Cu flutuado
% PVC + Cu
CP9B 53,8 98,8 0,0 1,2 CP6B 57,3 99,9 0,0 0,7 CP3B 56,9 99,1 0,9 0,0
Tabela 27 – Valores dos ensaios de bateamento no CF – afundado
ensaio massa afundado (%)
% Cu afundado
% PVC afundado
% PVC + Cu
CF9B 54,0 67,2 3,3 29,5 CF6B 45,2 89,4 2,3 8,3 CF3B 46,2 98,1 1,9 0,0
Tabela 28 – Valores dos ensaios de bateamento no CF – flutuado
ensaio massa flutuado (%)
% PVC flutuado
% Cu flutuado
% PVC + Cu
CF9B 46,0 94,3 0,0 5,7 CF6B 54,8 95,7 0,0 4,3 CF3B 53,8 100,0 0,0 0,0
Os cabos do tipo cordão paralelo e cabo flexível apresentaram à
granulometria de 3mm bons resultados de bateamento, a liberação do PVC e

56
do cobre é de 100% nos ensaios. O bateamento se mostrou um bom método,
das 4 amostras resultantes com granulometria de 3mm, todas encontravam-se
liberadas e a contaminação nas tabelas 25 e 28 foram inexistentes.
5.7. Elutriação
Nas tabelas 29 a 32 apresentam-se os resultados da separação manual
dos ensaios de elutriação para os dois tipos de cabos com os três tipos de
grelhas diferentes.
Tabela 29 – Valores dos ensaios de elutriação no CP – afundado
ensaio massa afundado (%)
% Cu afundado
% PVC afundado
% PVC + Cu
CP9E 45,6 97,1 0,9 2,1 CP6E 47,7 98,8 0,4 0,8 CP3E 46,0 99,9 0,1 0,0
Tabela 30 – Valores dos ensaios de elutriação no CP – flutuado
ensaio Massa flutuado (%)
% PVC flutuado
% Cu flutuado
% PVC + Cu
CP9E 54,4 95,3 2,9 1,8 CP6E 52,3 97,3 1,4 1,3 CP3E 54,0 100,0 0,0 0,0

57
Tabela 31 – Valores dos ensaios de elutriação no CF – afundado
Ensaio massa afundado (%)
% Cu afundado
% PVC afundado
% PVC + Cu
CF9E 45,4 70,4 3,8 25,8 CF6E 42,4 88,8 1,1 10,1 CF3E 43,6 99,9 0,1 0,0
Tabela 32 – Valores dos ensaios de elutriação no CF – flutuado
ensaio massa flutuado (%)
% PVC flutuado
% Cu flutuado
% PVC + Cu
CF9E 54,6 92,0 4,4 3,5 CF6E 57,6 90,9 4,8 4,4 CF3E 56,4 97,1 2,9 0,0
Os ensaios com a granulometria de 3mm no elutriador apresentaram
bons resultados, as amostras no cordão paralelo apresentaram-se 100%
liberadas e apenas o cabo flexível com granulometria de 3mm (flutuado)
apresentou contaminação de 2,9%. Os ensaios com cabos do tipo cordão
paralelo apresentaram-se menos contaminados que os ensaios com cabos do
tipo flexível, a granulometria de 9mm foi a que apresentou mais contaminação
entre os dois tipos de cabos.

58
5.8. Ensaios com cabos de alumínio
Nas tabelas 33 e 34 apresentam-se os valores do ensaio de separação
em meio denso com cloreto de cálcio seguido de separação em meio denso
com bromofórmio para a mistura dos cabos de alumínio com os cabos de cobre.
Tabela 33 – Resultados dos ensaios de separação em meio denso seguido de
separação com cloreto de cálcio – flutuado
ensaio massa flutuado (%) % PVC flutuado % PE flutuado polietileno 16,3 0,0 100,0
PVC 21,0 100,0 0,0
Tabela 34 – Resultados dos ensaios de separação em meio denso seguido de
separação com bromofórmio – afundado
ensaio massa afundado (%)
% Cu afundado % Al afundado
cobre 23,2 100,0 0,0 alumínio 32,6 0,0 100,0
Observou-se que os ensaios realizados com separação em meio denso
utilizando o cloreto de cálcio, não obtiveram nenhum tipo de contaminação dos
dois polímeros flutuados. Com os metais cobre e alumínio a utilização do
bromofórmio separou os dois metais com 0% de contaminação.

59
6. COMPARAÇÃO DOS MÉTODOS
Observou-se que com a granulometria de 3mm os dois tipos de cabos
elétricos foram 100% liberados, nas outras granulometrias por não haver
liberação, o material flutuado estava presente no material afundado e vice-
versa. Em alguns ensaios com os métodos de separação observou-se que a
contaminação cruzada entre amostras ocorria por arraste mecânico entre as
partículas. Como mostra a figura 24, os métodos que tiveram melhor eficiência
de separação com granulometria de 3mm foram em ordem crescente no sentido
de melhor separação e menor contaminação:
SEPARAÇÃO ELETROSTÁTICA
ATRIÇÃO
SEPARAÇÃO EMMEIO DENSO
ELUTRIAÇÃO
BATEAMENTO
SEPARAÇÃO ELETROSTÁTICA
ATRIÇÃO
SEPARAÇÃO EMMEIO DENSO
ELUTRIAÇÃO
BATEAMENTO
Figura 24 – Fluxograma da eficiência de separação entre os métodos
Entre os métodos de bateamento, elutriação e separação em meio
denso, este último é o único que apresenta 0% de contaminação no material

60
flutuado, ou seja, para o processo de separação não apresentar contaminação
seria necessário apenas descontaminar o afundado repetindo o procedimento
da separação. Na figura 25 tem-se um esquema de separacão em meio denso
utilizando a solução aquosa de cloreto de cálcio.
AFUNDADO 2 FLUTUADO 2
SEPARAÇÃO EMMEIO DENSO 2
AFUNDADO 1
AFUNDADO 3 FLUTUADO 3
SEPARAÇÃO EMMEIO DENSO 3
FLUTUADO 1
SEPARAÇÃO EMMEIO DENSO 1
MOAGEM - 3mm
SUCATAS DE FIOSE CABOS ELÉTRICOS
Figura 25 – Esquema de separação em meio denso

61
7. ESTIMATIVA DE CUSTO
Neste capítulo será apresentado uma estimativa de custo do processo,
sendo restrito ao custo operacional de reagentes e energia da reciclagem de
fios e cabos elétricos, sem considerar outros custos devido ao trabalho ser
realizado em escala laboratorial. A tabela 35 apresenta a estimativa do custo de
energia para processar 1t de sucatas de fios e cabos elétricos.
Tabela 35 – Estimativa de custo energético do moinho de facas utilizado na
reciclagem de fios e cabos elétricos
cominuição – moinho de
facas RONE
TOTAL
potência capacidade processamento
R$/hora Tempo (h)/tonelada
total (R$)/tonelada
5HP 20kg/hora 1,09 50 54,5 * 1 kwh = R$ 0,29 – Eletropaulo (março/2006)
A tabela 36 apresenta o custo do cloreto de cálcio usado como líquido
intermediário na separação em meio denso.
Tabela 36 – Estimativa de custo do cloreto de cálcio usado na separação em
meio denso
TOTAL litros / 5kg R$/litro total (R$)
cloreto de cálcio 200 7,76 1.552,00 * Synth (março/2006)

62
Levando em consideração que de uma tonelada de sucata de fios e
cabos elétricos, possamos recuperar através de processamento mecânico e
separação em meio denso cerca de 100% de cobre e levando em conta o custo
da energia gasta, cerca de R$ 54,50, temos que, para obter uma tonelada de
cobre a partir de sucata eletrônica teríamos um custo de cerca de R$ 1.606,5. O
custo da tonelada de cobre no mercado está em torno de R$ 8.220,00 pela
cotação atual [59].
.

63
8. CONCLUSÕES
Neste trabalho foi possível obter conclusões a respeitos da reciclagem de
fios e cabos elétricos:
1. Com cabos de cobre, só ocorre liberação para a granulometria
de 3mm e para os cabos de alumínio a 6mm.
2. A separação granulométrica não foi viável para se fazer uma
seleção das amostras devido ao grau de contaminação das
mesmas.
3. A separação em meio denso é o método que obteve bons
resultados, as amostras de cordão paralelo tiveram melhores
resultados que as amostras de cabo flexível na granulometria
de 3mm.
4. A separação eletrostática não foi um bom método para se
separar os materiais de fios e cabos elétricos.
5. A atrição não foi um bom método, nos ensaios o material só
foi “atricionado” na granulometria de 3mm, nas outras duas
granulometrias formava-se um agregado de fios de cobre.
6. O bateamento se mostrou um bom método para ser adotado,
os contaminantes nas amostras não ultrapassaram 1,9% nos
ensaios com granulometria de 3mm.

64
7. Os ensaios de 3mm com o elutriador apresentaram bons
resultados na pesquisa, todas as amostras praticamente foram
100% separadas e sem contaminação.

65
REFERÊNCIAS BIBLIOGRÁFICAS
[1] ABINEE. Panorama econômico. Disponível
em:<http//www.abinee.org.br>. Acesso em: 25 de Novembro de 2005.
[2] IPT – Instituto de Pesquisas Tecnológicas. Disponível
em:<http//www.ipt.br/inovacao/exemplos/plastico/definição>. Acesso em: 25 de
Fevereiro de 2003.
[3] EHRIG, R. J. Plastics Recycling – Products and Processes, Hanser
Publishers, EUA, p. 51-53, 1992.
[4] URBAN, A. Mundo virtual: Lixo tecnológico, um problema mundial.
Disponível em: <http: //www.an.com.br>. Acesso em: 11 de Nov. 2004.
[5] EPA - United States Environmental Protection Agency. Electronics: A
new opportunity for waste prevention, reuse, and recycling, p. 1-4, June. 2001.
[6] REALFF, M. J.; RAYMOND, M.; AMMONS, J. C. E- waste: an
opportunity. Materialstoday, USA, p. 40-45, Jan. 2004.
[7] PUCKET, J.; SMITH, T. Exporting harn. The high-tech trashing of
Asia. The Basel Action Network (BAN) & Silicon Valley Toxics Coalition (SVTC).
Disponível em: <http: //www.svtc.org>. Acesso em: 11 de Nov. 2004.
[8] LEE, C.; CHANG, S.; WANG, K. Management of scrap computer
recycling in Taiwan. Journal of hazardous materials, v. 73, p. 209-220, Apr.
1999.

66
[9] OGILVIE, S. Recovery of waste from electric & electronic equipment:
Economic & environmental impacts. Report N° AEAT / 2004. Didcot,
Oxfordshire, UK: European Commission / AEA Technology. 1997.
[10] MENETTI, R. P.; TENÓRIO, J. A. S.; CHAVES, A. P. Production of
non-ferrous metallic concentrates from electronic scrap. In: TMS ANNUAL
MEETING-PROCEEDINGS OF THE EPD CONGRESS, Orlando: TMS, n. 125,
p. 505-509, 1997.
[11] MENETTI, R. P.; TENÓRIO. J. A. S. Reciclagem de metais preciosos
a partir de sucata eletrônica. In: CONGRESSO ANUAL DA ASSOCIAÇÃO
BRASILEIRA DE METALURGIA E MATERIAIS, São Pedro: ABM, n. 50, p. 625-
634, 1995.
[12] RILEY, W. D.; DAELLENBACH, C. Recycling of electronic scrap.
Washington, D.C.: U.S. Bureau of Mines, p. 1228-1232, 1991.
[13] Associação Brasileira da Indústria Elétrica e Eletrônica (ABINEE) –
Desempenho Setorial. Disponível na Internet no endereço
http://www.abinee.org.br/abinee/decon/decon15.htm. Acesso em: 11 de Set.
2004.
[14] SUM, E. Y. L. The recovery of metals from electronic scrap. JOM, p.
53-61, Abr. 1991.
[15] HOFFMANN, J.E. Recovering precious metals from electronic scrap.
JOM, n. 44, p. 43-48, Jul. 1992.
[16] TENORIO, J.A.S., MENETTI, R.P., CHAVES, A. P. Production of
non-ferrous metallic concentrates from electronic scrap. In: Minerals, Metals and
Materials Society/AIME (USA), p. 505-509, 1997.

67
[17] TOMASEK, K.; VADASZ, P.; RABATIN, L. Gold extraction from the
electronical scrap. Acta Metallurgica Slovaca (Slovak Republic), v. 6, n. 2, p.
116-124, 2000.
[18] UNITED STATES GEOLOGICAL SURVEY (USGS). Obsolete
Computers, “Gold Mine”, or High – Tech Trash?. Resource Recovery from
Recycling. JOM. Aug. 2004.
[19] WANG, H. P.; CHIEN, Y. Fate of bromite in pyrolysis of printed circuit
board wastes. Chemosphere, v. 40, p. 383-387, 2000.
[20] WEI, M. S.; HUANG, K. H. Recycling and reuse of industrial wastes
in Taiwan. Waste management. p. 93-97, 2001.
[21] TENORIO, J.A.S., ESPINOSA, D.C.R. Capítulo 5: Controle
Ambiental de Resíduos. In: PHILIPPI Jr, A., ROMÉRO, M.A., BRUNA, G.C.
Curso de Gestão Ambiental. 1ª ed. Editora Manole Ltda, p. 155-211, 2004.
[22] FONTOURA, C. Bateria usada vira problema para donos de celular.
O Estado de São Paulo, 24 de agosto de 1998.
[23] REZENDE, P. R. Cabo de média potência. São Paulo: Pirelli, p. 38.
2004. (Relatório Técnico).
[24] SUBRAMANIAN, P. M. Plastics recycling and waste management in
the US. Resources, conservation and recycling, v. 28, p. 253-263, 2000.
[25] NETO, M. B. A reciclagem de fios e cabos de PVC. São Paulo:
Instituto do PVC, n. 18, Set. 2002. (Artigo Técnico).

68
[26] ZHANG, S.; FORSSBERG, E. Intelligent liberation and classification
of electronic scrap. Powder technology, v. 105, p. 295-301, Nov. 1999.
[27] FORSSBERG, E.; ZHANG, S. L. Mechanical separation-oriented
characterization of electronic scrap. Resources, conservation and recycling, v.
21, p. 247-269, 1997.
[28] DALMIJN, W. L. Practical applications of eddy currents in the scrap
recycling. In: Proc. Second Int. Symposium recycling of metals and engineering
materials, the minerals, Metals and Materials Society. 1990.
[29] REM, P. C. A model for eddy current separation. International
journal of mineral processing, v. 49, p. 193-200, 1997.
[30] RILEY, W. D.; DAELLENBACH, C.B.; GABLER, R.C. Recycling of
electronic scrap. ASM International, USA, ed.3, v. 2, p. 1228-1232, 1990.
[31] SPENCER, D. B. The high-speed identification and sorting of
nonferrous scrap. JOM. v. 57, n. 4, April. 2005.
[32] SOLVAY. Disponível em:
<http//www.solvayindupa.com.br/pvc/pvc.htm>. Acesso em: 2 de Dezembro de
2005.
[33] ANON. Curso básico intensivo de plásticos. Jornal de plásticos,
Niterói, 1997.
[34] WIEBECK, H.; RODRIGUES, A. A. O uso de agalmatolito em
composto de PVC para utilização em coberturas de fios e cabos. In:
CONGRESSO BRASILEIRO DE CERAMICA, João Pessoa: Congresso
Brasileiro de cerâmica, n. 47, p. 694-698, 2003.

69
[35] ORMANJI, W. et al. Tecnologia do PVC. São Paulo: ProEditores /
Braskem, p. 9-11, 2002.
[36] PLASTICS ADDITIVES & COMPOUNDING. Wire and cable: some
new developments, EUA, p. 32-36, May. 2004.
[37] BREDU, M.; VASILE, C. Study of the natural ageing of PVC
insulation for electrical cables. Polymer degradation and stability, v. 67, p. 209-
221, May. 1999.
[38] APME Association of Plastics Manufacturers in Europe. An
examination of waste treatment scenarios for plastics from end-for-life electrical
and electronic equipment using an eco-efficiency model. Disponível em:
<http//www.apme.org>. Acesso em: 30 de Novembro de 2000.
[39] MENAD, N.; BJORKMAN, BO.; ALLAIN, E. G.; Combustion of
plastics contained in electric and electronic scrap. Resources, conservation and
recycling, v. 24, p. 65-85, Oct. 1998.
[40] SCHWARZ, L. B. Reciclagem: Vida longa para plásticos, polímeros –
ciência e tecnologia, Dez. 1995.
[41] WIEBECK, H. YOSHIGA, A. Reaproveitamento de resíduo de PVC.
Revista gerenciamento ambiental. v. 5, n.25, p. 43-45, 2003.
[42] SAEKI, y. Challenges of waste towards the 21 th century,
international polymer process XIII, 1993.
[43] SOUZA, W. Setor recicla preconceitos, plástico moderno, May. 1993.

70
[44] WIEBECK, H. Instituto do PVC. CD ROM: Reciclagem mecânica do
PVC: Uma oportunidade de negócio. 2002.
[45] GORNI, A. A. Introdução aos plásticos. Revista plástico industrial.
2000.
[46] CEBRACO. Cobre e suas ligas, Curso de metalurgia e metalografia,
São Paulo, v. 2, n. 20, 1967.
[47] ISRI Institute of Scrap Recycling Industries, Inc. Disponível
em:<http//www.isri.org>. Acesso em: 1 de Dezembro de 2005.
[48] BARNES, C. C. Electric cables. London: SIR PITMAN & SONS LTD,
p. 1-6, 1980.
[49] U.S. GEOLOGICAL SURVEY. Mineral Commodity Summaries.
Disponível em: http://minerals.usgs.gov/minerals/pubs/commodity/copper/.
Acesso em: 21 de Fevereiro de 2005.
[50] ASTM. Standard Test Method for Sieve Analysis of Metal Powders.
Designation B 214 – 99.
[51] WILLS, B. A. Heavy medium separation. In: Mineral Processing
Technology. New York: Pergamon Press, 4 ed., n. 11, p. 420 – 456, 1988.
[52] LUZ, A. B. SAMPAIO, J. A. ALMEIDA, S. L. Tratamento de minérios.
CETEM – MCT. ed. 4. Rio de Janeiro ,2004.

71
[53] CUI, J., FORSSBERG, E. Mechanical recycling of waste electric and
electronic equipament: a review. Journal of Hazardous Materials B99, p. 243 –
263, 2003.
[54] RON, A.; PENEV, K. Disassembly and recycling of electronic
consumer products: an overview. Technovation. v. 15, n. 6, p. 363-374, 1995.
[55] INBRAZ Equipamentos magnéticos e vibratórios ltda. Separador
eletrostático, Catálogo Nº. INB-130A. p. 7-9, 2005.
[56] TAGGART, A. F. Handbook of mineral dressing. New York, USA:
John Wiley & Sons, v.1, p. 10-16, 1945.
[57] ENGENDRAR ENGENHEIROS ASSOCIADOS LTDA. Fabricação de
equipamentos para tratamento e beneficiamento de minérios. Disponível em:
<http:// www.engendrar.com.br >. Acesso em: 28 de Novembro de 2005.
[58] HEGBERG, A. B. Mixed plastics recycling technology, U.S.A, p. 147,
1992.
[59] Caderno do Cobre – Met@lica Jornal. Disponível em:<
http://www.metalica.com.br>. Acesso em: 13 de Dezembro de 2005.
[60] SERVIÇOS DE BIBLIOTECAS – EP / USP. Diretrizes para
apresentação de dissertações e teses. 2. ed. São Paulo: USP, p. 39, 2001.

72
LISTA DE FIGURAS
Figura 1 - Faturamento das indústrias eletro-eletrônicas de 1994 a 2001.................... 6
Figura 2 - Cabo flexível................................................................................................. 21
Figura 3 - Cordão paralelo............................................................................................ 21
Figura 4 - Cabo de alumínio......................................................................................... 22
Figura 5 - Fluxograma simplificado dos ensaios para o tratamento de cabos
elétricos.........................................................................................................
23
Figura 6 - Moinho de facas utilizado para cominuir os cabos elétricos......................... 24
Figura 7 - Início da pilha alongada................................................................................ 25
Figura 8 - Separador eletrostático Carpco.................................................................... 30
Figura 9 - Detalhe do separador eletrostático Carpco.................................................. 31
Figura 10 - Esquema da máquina de atrição.................................................................. 32
Figura 11 - Concentração gravitacional por meio de bateamento manual..................... 34
Figura 12 - Início do ensaio de elutriação....................................................................... 35
Figura 13 - O PVC subindo e o cobre afundando........................................................... 36
Figura 14 - Cobre sedimentado no fundo do elutriador.................................................. 36
Figura 15 - Aspecto do material obtido após a moagem do cabo tipo flexível em
moinho de facas com grelha de abertura de 9mm.......................................
40
Figura 16 - Aspecto do material obtido após a moagem do cabo tipo flexível em
moinho de facas com grelha de abertura de 6mm.......................................
40
Figura 17 - Aspecto do material obtido após a moagem do cabo tipo flexível em
moinho de facas com grelha de abertura de 3mm.......................................
41
Figura 18 - Separação granulométrica com o cabo tipo cordão paralelo com grelha de
abertura de 9mm...........................................................................................
42
Figura 19 - Separação granulométrica com o cabo tipo cordão paralelo com grelha de
abertura de 6mm...........................................................................................
43
Figura 20 - Separação granulométrica com o cabo tipo cordão paralelo com grelha de
abertura de 3mm...........................................................................................
44
Figura 21 - Separação granulométrica com o cabo tipo flexível com grelha de

73
abertura de 9mm........................................................................................... 45
Figura 22 - Separação granulométrica com o cabo tipo flexível com grelha de
abertura de 6mm...........................................................................................
46
Figura 23 - Separação granulométrica com o cabo tipo flexível com grelha de
abertura de 3mm...........................................................................................
47
Figura 24 - Fluxograma da eficiência de separação entre os métodos.......................... 59
Figura 25 - Esquema de separação em meio denso...................................................... 60

74
LISTA DE TABELAS
Tabela 1 - Metais, plásticos e óxidos presentes em diferentes lotes de resíduos
eletro-eletrônicos.......................................................................................
5
Tabela 2 - Crescimento dos plásticos no resíduo sólido municipal............................ 16
Tabela 3 - Resultado da quantidade de metal e polímero presente nos dois tipos
de cabos....................................................................................................
39
Tabela 4 - Resultado da quantidade de metal e polímero presente no cabo de
alumínio.....................................................................................................
39
Tabela 5 - Resultados da separação manual da separação granulométrica com CP
– 9mm........................................................................................................
41
Tabela 6 - Resultados da separação manual da separação granulométrica com CP
– 6mm........................................................................................................
42
Tabela 7 - Resultados da separação manual da separação granulométrica com CP
– 3mm........................................................................................................
44
Tabela 8 - Resultados da separação manual da separação granulométrica com CF
– 9mm........................................................................................................
45
Tabela 9 - Resultados da separação manual da separação granulométrica com CF
– 6mm........................................................................................................
46
Tabela 10 - Resultados da separação manual da separação granulométrica com CF
– 3mm........................................................................................................
47
Tabela 11 - Valores da separação em meio denso no CP – afundado........................ 48
Tabela 12 - Valores da separação em meio denso no CP – flutuado........................... 48
Tabela 13 - Valores da separação em meio denso no CF – afundado......................... 49
Tabela 14 - Valores da separação em meio denso no CF – flutuado........................... 49
Tabela 15 - Resultados das amostras do cordão paralelo com abertura de 9mm na
separação eletrostática..............................................................................
50
Tabela 16 - Resultados das amostras do cordão paralelo com abertura de 6mm na
separação eletrostática..............................................................................
51
Tabela 17 - Resultados das amostras do cordão paralelo com abertura de 3mm na

75
separação eletrostática.............................................................................. 51
Tabela 18 - Resultados das amostras do cabo flexível com abertura de 9mm na
separação eletrostática..............................................................................
52
Tabela 19 - Resultados das amostras do cabo flexível com abertura de 6mm na
separação eletrostática..............................................................................
52
Tabela 20 - Resultados das amostras do cabo flexível com abertura de 3mm na
separação eletrostática..............................................................................
52
Tabela 21 - Valores dos ensaios de atrição no CP – afundado.................................... 54
Tabela 22 - Valores dos ensaios de atrição no CP – flutuado...................................... 54
Tabela 23 - Valores dos ensaios de atrição no CF – afundado.................................... 54
Tabela 24 - Valores dos ensaios de atrição no CF – flutuado...................................... 54
Tabela 25 - Valores dos ensaios de bateamento no CP – afundado............................ 55
Tabela 26 - Valores dos ensaios de bateamento no CP – flutuado.............................. 55
Tabela 27 - Valores dos ensaios de bateamento no CF – afundado............................ 55
Tabela 28 - Valores dos ensaios de bateamento no CF – flutuado.............................. 55
Tabela 29 - Valores dos ensaios de elutriação no CP – afundado............................... 56
Tabela 30 - Valores dos ensaios de elutriação no CP – flutuado................................. 56
Tabela 31 - Valores dos ensaios de elutriação no CF – afundado............................... 57
Tabela 32 - Valores dos ensaios de elutriação no CF – flutuado................................. 57
Tabela 33 - Resultados dos ensaios de separação em meio denso seguido de
separação com cloreto de cálcio – flutuado...............................................
58
Tabela 34 - Resultados dos ensaios de separação em meio denso seguido de
separação com bromofórmio – afundado..................................................
58
Tabela 35 - Estimativa de custo energético do moinho de facas utilizado na
reciclagem de fios e cabos elétricos..........................................................
61
Tabela 36 - Estimativa de custo do cloreto de cálcio usado na separação em meio
denso.........................................................................................................
61











![Agatha Christie [=] Um furo jornalístico.pdf](https://img.document.onl/doc/110x75/577ccff51a28ab9e78910579/agatha-christie-um-furo-jornalisticopdf.jpg)