Embed Size (px)
Citation preview

Monitorização e gestão dos efluentes produzidos na
fábrica de biodiesel da Galp Energia, Enerfuel, em Sines.
Sérgio Jacob Ribeiro
Dissertação para obtenção do Grau de Mestre em
Engenharia Biológica
Orientadores: Prof. Maria Joana Castelo Branco de Assis Teixeira Neiva Correia ;
Eng. Sandrina da Silva Amaral
Júri
Presidente: Prof. Duarte Miguel de França Teixeira dos Prazeres
Orientador: Prof. Maria Joana Castelo Branco de Assis Teixeira Neiva Correia
Vogal: Prof. Helena Maria Rodrigues Vasconcelos Pinheiro
Vogal: Eng. Hugo Filipe Gomes Pereira
Novembro 2014

II
Monitorização e gestão dos efluentes produzidos na
fábrica de biodiesel da Galp Energia, Enerfuel, em Sines.
Sérgio Jacob Ribeiro
Dissertação para obtenção do Grau de Mestre em
Engenharia Biológica
Orientadores: Prof. Maria Joana Castelo Branco de Assis Teixeira Neiva Correia ;
Eng. Sandrina da Silva Amaral
Júri
Presidente: Prof. Duarte Miguel de França Teixeira dos Prazeres
Orientador: Prof. Maria Joana Castelo Branco de Assis Teixeira Neiva Correia
Vogal: Prof. Helena Maria Rodrigues Vasconcelos Pinheiro
Vogal: Eng. Hugo Filipe Gomes Pereira
Novembro 2014

III
Agradecimentos
Em primeiro lugar gostaria de deixar os meus sinceros agradecimentos à Professora Doutora Joana
Neiva Correia, não só pela disponibilidade do seu laboratório, mas pelo incansável apoio e todo o
tempo que dedicou ao trabalho durante a sua realização. Não poderia pedir orientação melhor ao
longo de todas as fases da tese.
Ao Professor Doutor Fernando Bianchi de Aguiar deixo um sinal de apreço e reconhecimento por todo
o seu empenho e pela experiência e conhecimento que comigo partilhou quer ao nível empresarial,
quer académico.
Agradeço ao Engenheiro Fernando Ortega Pereira, Engenheira Sandrina Amaral, Engenheiro Ricardo
Neves, Engenheiro Nikolaos Brouzos e Engenheiro Pedro Ramos pelo apoio incondicional no
trabalho de campo realizado na Enerfuel. A ajuda que me prestaram, em conjunto com a restante
equipa da unidade, foi essencial para a concretização do presente trabalho.
Ao Engenheiro Pedro Ramos um obrigado especial pelo acolhimento e orientação durante o tempo
que permaneci em Sines.
Não posso deixar de sublinhar a importância da atenção dispensada pela Professora Doutora Helena
Pinheiro, que disponibilizou o seu laboratório, e à Doutora Nídia Lourenço, Engenheira Rita Franca e
Engenheira Carina Domingues pelo conhecimento partilhado e apoio dedicado nas técnicas
laboratoriais.
Ao Professor Manuel Francisco Pereira, obrigado pela paciência e ajuda prestada nos laboratórios de
Minas e Georecursos.
Á família, especialmente aos meus pais e irmãos, aos amigos e à namorada, uma última palavra de
profundo agradecimento por estarem sempre presentes ao longo de todo este percurso académico.
E da vida.

IV
Resumo
Este trabalho teve como objectivo monitorizar as fontes de efluentes da fábrica de biodiesel
Enerfuel, em quantidade e qualidade, identificar os pontos críticos de contaminação e sugerir
alterações a procedimentos ou alternativas para os tratamentos finais com vista à redução do impacto
financeiro e ambiental dos efluentes produzidos durante a operação fabril.
Após análise dos registos da fábrica, verificou-se que os parâmetros mais frequentemente
penalizados até ao inicio do presente trabalho, Março de 2014, eram os Óleos e Gorduras (O&G) e a
Carência Química em Oxigénio (CQO), com 83% do número total de penalizações.
As análises aos efluentes permitiram identificar como principais fontes de contaminação as
lavagens de equipamentos (ex: secador de glicerina), com CQO até 100.000 mgO2/L, e a descarga
da solução aquosa proveniente da secagem da glicerina (RWA) que, até Maio de 2014, atingia
valores próximos de 25.000 mgO2/L.
Foram assim estudadas, implementadas e monitorizadas alterações a procedimentos que
levaram a que no último mês de monitorização, Agosto de 2014, já não se tivessem verificado
penalizações ao nível de CQO. No entanto, mantiveram-se algumas penalizações por O&G,
provavelmente devido à insuficiência de capacidade dos separadores. Como solução, foi instalado
um sistema protótipo com 5 tanques de 1 m3 para equalização e controle do caudal de efluente
alimentado aos separadores. A redução para metade do caudal (≈ 2 m3/h) resultou numa remoção de
67-80% do CQO, face a um máximo de 56% anterior. Nenhuma amostra final apresentou um valor de
CQO superior a 1.000 mgO2/L.
Palavras-chave: biodiesel, gordura animal, efluente, tratamento, óleo, CQO

V
Abstract
The present work aimed to monitor the quantity and quality of all wastewater sources in the
biodiesel plant Enerfuel, identifying the critical spots of contamination in order to suggest procedures
and/or final treatment changes that allow the minimization of the financial and environmental impacts
associated to the wastewaters produced during plant operation.
Until the beginning of the present work, March 2014, the most penalized parameters were Oils
and Grease (O&G) and Chemical Oxygen Demand (COD). In that period, both parameters
represented 83% share of the total penalties.
The analyses carried out to the several effluents showed that the main contaminants sources
were the washing waters of several equipments and pipes (e.g.: Glycerin Reboiler), with a COD up to
100.000 mgO2/L, and the discharge of the aqueous solution from glycerin dewatering (RWA), which
reached values of 25.000 mgO2/L until May 2014.
Therefore, the changes implemented to the several procedures led to no COD penalties in the
last monitored month, August 2014. However, some penalties were applied to O&G, probably due to
the insufficient capacity of the O&G separators. So, it was installed a prototype system of five 1 m3
tanks for equalization and control of the separators feeding wastewater flowrate. Thus, reducing by
one half (≈ 2 m3/h) the inflow rate of the O&G separators resulted in COD removals between 67-80%,
against a maximum value of 56% previously obtained. Additionally, COD penalties were eliminated
and no sample presented a COD higher than 1.000 mgO2/L.
Keywords: biodiesel, grease, animal fat, wastewater, treatment, oil, COD

VI
Índice
1. Introdução .......................................................................................................................................... 1
1.1 Enquadramento ............................................................................................................................. 1
1.2 Biocombustíveis ............................................................................................................................ 6
1.2.1 Biodiesel ................................................................................................................................. 7
1.2.2 Mercado .................................................................................................................................. 9
1.3 Enerfuel ....................................................................................................................................... 15
1.3.1 Matérias Primas .................................................................................................................... 16
1.3.2 Processo ............................................................................................................................... 18
1.3.2.1 Pré-Esterificação ........................................................................................................... 20
1.3.2.2 Transesterificação ......................................................................................................... 20
1.3.2.3 Destilação FAME ........................................................................................................... 21
1.3.2.4 Separação e Tratamento dos Produtos Secundários ................................................... 22
1.3.3 Produtos ............................................................................................................................... 23
1.3.3.1 Biodiesel ........................................................................................................................ 23
1.3.3.2 Glicerol .......................................................................................................................... 24
1.3.3.3 Bio Heating Oil ............................................................................................................... 26
1.3.3.4 Sulfato de Potássio ........................................................................................................ 26
1.3.4 Breve descrição do Sistema de Utilidades da Enerfuel ....................................................... 26
1.3.4.1 Sistema de Vapor - Caldeira ......................................................................................... 26
1.3.4.2 Sistema de Arrefecimento – Torre de Refrigeração ...................................................... 27
1.3.4.3 Sistema de Água de Processo ...................................................................................... 27
1.3.5 Efluentes gerados na fábrica Enerfuel ................................................................................. 27
1.4 Controle de Qualidade do efluente pelas Águas de Santo André .............................................. 28
1.5 Parâmetros de qualidade e alternativas para tratamento de Efluentes de Unidades de Produção
de Biodiesel ....................................................................................................................................... 29
1.5.1 Carência Química de Oxigénio como parâmetro de qualidade do efluente ........................ 29
1.5.2 Descrição dos principais tratamentos a efluentes gerados na produção de biodiesel ........ 30
1.5.2.1 Tratamentos físico-químicos ......................................................................................... 30

VII
1.5.2.2 Tratamentos biológicos ................................................................................................. 32
1.5.2.3 Análise Comparativa ..................................................................................................... 32
1.5.2.4 Coagulação e Floculação .............................................................................................. 33
2. Materiais e Métodos ........................................................................................................................ 37
2.1 Procedimento de Recolha de Amostras ...................................................................................... 37
2.2 Análise do CQO ........................................................................................................................... 37
2.3 Testes de coagulação-floculação – Jar test ................................................................................ 39
2.4 Testes com NaCl ......................................................................................................................... 40
3. Apresentação e Discussão dos Resultados ................................................................................. 41
3.1 Situação Inicial e Planeamento do Trabalho ............................................................................... 41
3.1.1 Análise aos Relatórios das Águas de Santo André ............................................................. 41
3.1.2 Observação das operações na fábrica e planificação do trabalho ...................................... 47
3.2 Monitorização da qualidade dos efluentes gerados na Enerfuel. Proposta e implementação de
alterações na sua gestão e tratamento. ............................................................................................ 50
3.2.1 Monitorização da Carência Química de Oxigénio ................................................................ 51
3.2.1.1 Águas de Lavagem do Permutador de Secagem da Glicerina ..................................... 51
i) Análises de CQO dos efluentes nos separadores ........................................................ 52
ii) Intervenção no processo de lavagem ........................................................................... 53
3.2.1.2 Ensaios exploratórios para tratamento da Água proveniente da secagem da glicerina
(RWA ) ....................................................................................................................................... 57
i) Ensaios de coagulação-floculação em Jar test ............................................................. 58
ii) Ensaios de adição de cloreto de sódio .......................................................................... 61
3.2.1.3 Evolução da qualidade dos efluentes em 2014 ............................................................ 65
3.2.2 Monitorização dos Óleos e Gorduras ................................................................................... 67
3.2.2.1 Fontes de Contaminação .............................................................................................. 67
3.2.2.2 Sistema de Equalização ................................................................................................ 68
3.2.2.3 Dimensionamento do Sistema de Equalização ............................................................. 72
3.3 Análise da evolução do volume de efluente produzido ............................................................... 74
3.4 Qualidade Actual do Efluente da Enerfuel .................................................................................. 77
4. Cenário Futuro: Instalação da Unidade de Pré-tratamento das Matérias Primas .................... 81
5. Análise Financeira ao Investimento Sugerido .............................................................................. 83
6. Conclusões ...................................................................................................................................... 85

VIII
Bibliografia ........................................................................................................................................... 86
Anexos .................................................................................................................................................. 91
A.1 Monitorização análise composta ................................................................................................. 91
A.2 Análise a diferentes tratamentos de efluentes. ........................................................................... 93
A.3 Análise ao RWA realizada pelos laboratórios da SGS ............................................................... 98
A.4 Problemas Pontuais com Efluentes .......................................................................................... 101
A.4.1 Entupimento Conduta das AdSA ....................................................................................... 101
A.4.2 Fertilizante – desobstruções do secador ........................................................................... 104
A.4.3 Identificação de pó metálico em flush de limpeza do Reboiler .......................................... 104
A.4.4 Lavagem das Linhas de Processo – WPH ........................................................................ 107

IX
Índice de Figuras
Figura 1 – Fontes de emissão de gases com efeito de estufa nos países participantes no protocolo de
Kyoto, em 2011. ...................................................................................................................................... 2
Figura 2 – Fontes de energia primária e emissões de CO2 a nível mundial. Participação por
combustível em 2011. ............................................................................................................................. 3
Figura 3 - Emissão de CO2 mundial por sector em 2011. Identificação do impacto dos sectores que
requerem utilização de energia para aquecimento e eléctrica................................................................ 3
Figura 4 – Emissão em CO2 total, a nível mundial, de 2004 a 2010 ...................................................... 4
Figura 5 – Emissão em CO2 mundial correspondente à utilização de combustíveis de fósseis............ 4
Figura 6 – Metas ibéricas dos biocombustíveis...................................................................................... 5
Figura 7 – Reacção genérica de transesterificação do triglicérido a biodiesel ...................................... 7
Figura 8 - Reacção de pré-esterificação dos ácidos gordos livres, usando metanol como reagente. ... 8
Figura 9 – Conteúdo energético do gasóleo em comparação com diferentes tipos de biodiesel.......... 8
Figura 10 – Procura de combustíveis para transporte na UE-27 ........................................................... 9
Figura 11 – Dieselização dos veículos ligeiros na UE-27. ................................................................... 10
Figura 12 – Produção em biodiesel na União Europeia, Portugal e maiores produtores. ................... 11
Figura 13 - Consumo de biodiesel no mundo, na União Europeia, Portugal e maiores consumidores.
............................................................................................................................................................... 11
Figura 14 - Projecção do mercado dos combustíveis rodoviários em Portugal ................................... 12
Figura 15 – Localização e capacidade de produção de biodiesel de cada entidade produtora em
Portugal, em 2013. Apresentação da produção total e quotas na produção de biodiesel nacionais. .. 13
Figura 16 - Registo e previsões da produção e procura de biodiesel na Europa, América do Norte e
mundial .................................................................................................................................................. 14
Figura 17 – Principais vectores das políticas de biocombustíveis ....................................................... 15
Figura 18 – Estrutura química de uma molécula genérica de um monoglicérido, diglicérido e
triglicérido .............................................................................................................................................. 16
Figura 19 – Composição de diferentes matérias primas para produção de biodiesel ......................... 17
Figura 20 – Diagrama de blocos representativo do processo produtivo da Enerfuel .......................... 19
Figura 21 - Reacções de saponificação dos FFA na presença do catalisador KOH. .......................... 20
Figura 22 – Reacções de saponificação dos FFA e FAME na presença do catalisador KOH ............ 21
Figura 23 – Reacções que ocorrem na etapa de acidificação das águas de do tanque GLP com
formação de sulfato de potássio ........................................................................................................... 22
Figura 24 – Estrutura química de uma molécula de glicerol ................................................................ 24
Figura 25 – Preço praticado por tonelada de glicerina da Enerfuel. .................................................... 25
Figura 26 - Tabela de critérios das Águas de Santo André para classificação dos efluentes. ............ 28
Figura 27 – Propriedades electroquímicas de uma partícula coloidal ................................................. 34
Figura 28 – Floculação com polímeros. Formação de pontes entre partículas ................................... 35
Figura 29 - Distribuição dos custos no sector de efluentes da Enerfuel. ............................................. 41

X
Figura 30 - Número de ocorrências em penalizações a cada parâmetro controlado pelas Águas de
Santo André.. ......................................................................................................................................... 42
Figura 31 - Concentrações limite máximas para a não penalização e maior valor registado nos
efluentes até final de Março de 2014. ................................................................................................... 42
Figura 32 - Fórmula genérica de um triglicerídeo. ............................................................................... 43
Figura 33 - Influência percentual dos óleos e gorduras nos valores de CQO das amostras retiradas
desde o mês de Agosto de 2013 ao final do mês de Janeiro de 2014. ................................................ 45
Figura 34 - Impacto percentual dos cloretos no CQO total para quatro amostras de efluentes da
Enerfuel. ................................................................................................................................................ 46
Figura 35 - Variação da concentração em cloretos (azul) e concentração em CQO (vermelho) em
quatro amostras de efluentes da Enerfuel até Janeiro de 2014. .......................................................... 46
Figura 36 – Representação esquemática do funcionamento de um separador da AlmAqua .............. 47
Figura 37 - Representação da saída dos efluentes em toda a unidade (excepto doméstico) no
esquema de blocos do processo. .......................................................................................................... 48
Figura 38 - Esquema sequencial da entrada dos efluentes no colector geral, até à sala de contagem
das Águas de Santo André.................................................................................................................... 49
Figura 39 - Níveis de CQO em amostras das purgas dos sistemas de utilidades produtores de
efluentes: Unidade de Osmose Inversa, Torre de Refrigeração e Caldeira. ........................................ 49
Figura 40 - Esquematização dos pontos de primeira amostragem (cruzes azuis). ............................. 51
Figura 41 - Representação gráfica dos níveis de CQO, durante um procedimento de limpeza do
Glycerin Reboiler, antes e depois da passagem pelos separadores. ................................................... 52
Figura 42 - Níveis de CQO para todas as amostras retiradas nesta 2ª campanha. ............................ 54
Figura 43 - Valores de CQO nos primeiros 3 flushes da lavagem do permutador da glicerina realizada
no dia 19 de Maio de 2014, do único flush numa lavagem realizada no dia 22 de Maio de 2014 e do
primeiro volume descarregado na caleira após o flush único. ............................................................. 55
Figura 44 – CQO das amostras recolhidas em diversos pontos da fábrica após retenção das águas
de lavagem mais contaminadas. ........................................................................................................... 56
Figura 45 - Amostras RWA branco (1), RWA + FeCl3 + magnafloc (2), Pós-separadores branco (3),
Pós-separadores + FeCl3 + magnafloc (4), RWA’ branco (5) e RWA’ + FeCl3 + zetag (6). Momento
após 10min de repouso. ........................................................................................................................ 59
Figura 46 - Ensaio de coagulação-floculação do RWA no período de agitação lenta- branco (1), RWA
+ FeCl3 + magnafloc (2), Pós-separadores branco (3) e Pós-separadores + FeCl3 + magnafloc (4).
Momento durante a agitação rápida. ..................................................................................................... 59
Figura 47 - Níveis CQO obtidos no Jar test com adição de coagulante FeCl3 e floculante zetag ou
magnafloc. ............................................................................................................................................. 60
Figura 48 – Remoção percentual de CQO nos ensaios de coagulação-floculação. .......................... 60
Figura 49 - Ensaios com adição de NaCl. (1) Amostra RWA’ bruta e com adição de 1g NaCl/50mL;
(2) Amostra RWA’ bruta e com adição de 5g NaCl/50mL; (3) Amostra RWA’ com FeCl3/zetag seguido
de adição de 1g NaCl/50mL; (4) Amostra RWA’ com FeCl3/zetag seguido de adição de 5g
NaCl/50mL. ............................................................................................................................................ 61

XI
Figura 50 - Níveis de CQO obtidos no teste com 1g NaCl/50mL e 5g NaCl/50mL em contraste com o
CQO do mesmo efluente RWA’ antes de qualquer adição de agentes e sedimentação e após
sedimentação sem NaCl. ...................................................................................................................... 62
Figura 51 - Remoções percentuais de CQO para amostras de RWA' após adição de NaCl. ............. 62
Figura 52 – Efeito da adição de NaCl no CQO de uma amostra recolhida à saída dos separadores. 63
Figura 53 - Efeito da adição de NaCl no CQO de uma amostra recolhida numa limpeza do reboiler de
glicerina. ................................................................................................................................................ 64
Figura 54 - Efeito da adição de NaCl numa segunda amostra de RWA .............................................. 64
Figura 55 - Efeito no CQO da adição de NaCl a um efluente da secagem da glicerina (RWA). ......... 65
Figura 56 – Variação do CQO à entrada e saída dos separadores posteriormente a descargas de
RWA com diferentes níveis de CQO. .................................................................................................... 66
Figura 57 – Número de penalizações mensais, relativas ao CQO e Óleos e Gorduras, desde o início
da fábrica até Julho de 2014. ................................................................................................................ 67
Figura 58 – Representação esquemática do sistema protótipo de equalização de caudal. ................ 68
Figura 59, A e B - Sistema de equalização protótipo instalado entre poço de bombagem e
separadores de gorduras. ..................................................................................................................... 69
Figura 60 – Evolução dos níveis de CQO antes e depois dos separadores, no período inicial da
instalação do sistema protótipo. ............................................................................................................ 70
Figura 61 - Evolução dos níveis de CQO antes e depois dos separadores com a entrada em
funcionamento do sistema protótipo de equalização. ........................................................................... 71
Figura 62 – Representação gráfica do caudal de saída do sistema de equalização em função do
volume útil de contenção de efluentes, para o “Cenário de Efluentes Normal”. ................................... 73
Figura 63 - Representação gráfica do caudal de saída do sistema de equalização em função do
volume útil de contenção de efluentes, para o “Cenário de Efluentes Elevado”. ................................. 74
Figura 64 – Variação do volume de efluente e massa de biodiesel produzidos desde Julho de 2013 a
Julho de 2014. ....................................................................................................................................... 75
Figura 65 – Volume de efluente e massa de biodiesel produzidos entre Março e Julho de 2014. ...... 76
Figura 66 – Variação do volume de efluente gerado por massa de FAME produzido, entre 13 de
Fevereiro e 11 de Setembro de 2014. ................................................................................................... 76
Figura 67 – Parcela do boletim de análises das Águas de Santo André aos efluentes produzidos na
Enerfuel durante o mês de Agosto e Abril de 2014. ............................................................................. 78
Figura 68 – Meses para retorno do investimento em função do CAPEX. ............................................ 83
Figura A.69 – Monitorização dos níveis de CQO de amostras compostas e comparação com os
resultados das análises realizadas pelas AdSA e apresentadas nas notas de débito. ........................ 91
Figura A.70 – Boletim de análises realizadas pelos laboratórios da SGS a uma amostra de RWA
recolhida a 5 de Agosto de 2014. Foi analisado o nível de glicerol em solução, metanol e VOCs. ..... 98
Figura A.71 - Difractograma do sólido acumulado nas paredes da conduta de efluentes industriais
das Águas de Santo André.................................................................................................................. 103
Figura A.72 - Difractograma do sólido recolhido em suspensão no flush 2 da limpeza ao Reboiler de
glicerina realizada a 19 de Maio de 2014. ........................................................................................... 106

XII
Índice de Tabelas
Tabela 1 – Especificação do Biodiesel adaptada da norma EN 14214 – 2013 .................................... 23
Tabela 2 – Propriedades físico-químicas do Glicerol em estado puro e anidro a 20⁰C ...................... 25
Tabela 3 - Análise aos volumes mensais de efluentes produzidos na Enerfuel. ................................. 75
Tabela 4 - Análise aos parâmetros químicos penalizados nos efluentes produzidos na Enerfuel. ..... 80
Tabela 5 – Análise de sensibilidade do período de retorno com a variação da classificação dos
efluentes. Valores apresentados assumem um mês completo com a respectiva classe. .................... 84
Tabela A.6 – Desvio Padrão Relativo das amostras obtidas nos laboratórios do técnico e análises das
Águas de Santo André. ......................................................................................................................... 92
Tabela A.7 – Comparação de eficiências de remoção em tratamentos de efluentes de produção de
biodiesel................................................................................................................................................. 93
Tabela A.8 – Vantagens, desvantagens e possibilidades de melhoria dos processos de tratamento de
efluentes gerados na produção de biodiesel......................................................................................... 95
Tabela A.9 - Composição maioritária do sólido acumulado nas paredes da conduta de efluentes
industriais das Águas de Santo André com base no seu difractograma. ........................................... 101
Tabela A.10 - Composição maioritária do sólido recolhido em suspensão no flush 2 da limpeza ao
Reboiler de glicerina realizada a 19 de Maio de 2014. ....................................................................... 105

XIII
Lista de Abreviaturas
AdSA – Águas de Santo André
IBC – Intermediate Bulk Container
CQO – Carência Química em Oxigénio
CBO5 – Carência Bioquímica em Oxigénio, teste de 5 dias
COT – Carbono Orgânico Total
SST – Sólidos Suspensos Totais
O&G – Óleos e Gorduras
FFA – Free Fatty Acid
FAME – Fatty Acid Methyl Ester
Demeth - Demethanolization
GEE – Gases com Efeito de Estufa
HVO – Hydrotreated Vegetable Oil


1
1. Introdução
1.1 Enquadramento
Hoje em dia, a poluição ambiental é considerada um dos temas com maior destaque nas
preocupações e debates mundiais, no entanto, isto não é algo recente na história. Já na Roma
Antiga, Hipócrates, considerado o “Pai da Medicina”, escrevia sobre o impacto que a intensidade da
ocupação do território tinha nas doenças que predominavam na altura. No século V a.C., com o seu
livro Ar, água e lugares, Hipócrates expõe pela primeira vez uma relação entre as doenças e o clima,
qualidade do ar e água [1][2].
Vários séculos depois, em 1661, surge em Inglaterra um escritor com uma visão totalmente
revolucionária. Uma visão quase tão actual como a que vivemos hoje em dia. John Evelyn, escritor e
diarista inglês, escreve Fumifugium, or the Incoviniencie of the Aer and the Smoake of London
Dissipated onde propõe medidas de atenuação tais como limitar o uso do carvão, relocalizar as
indústrias, desenvolver novos combustíveis ou até plantar jardins e espaços verdes pela cidade [3].
Porém, este tema não foi tido em grande consideração visto que 2 séculos depois, com a revolução
industrial, o consumo de carvão aumentou mais de 100 vezes na Grã-Bretanha [4].
Actualmente, para além de ser do conhecimento comum o impacto associado à produção e
consumo de combustíveis pelo Homem, a consciencialização sobre os efeitos da actividade humana
no meio ambiente está no patamar mais elevado da história. Cada vez mais é comum ouvir falar em
energias alternativas ou combustíveis alternativos que suportem o desenvolvimento da civilização
humana mas que tenham um impacto mínimo no equilíbrio ambiental. O impacto nulo é considerado
virtualmente impossível mas é importante que se discutam alternativas que tenham um impacto
inferior às soluções existentes para que a tendência seja o consumo e as emissões minimizadas. É
no seguimento da evolução tecnológica, mas principalmente na mudança de mentalidade, que surge
o maior interesse nos biocombustíveis, ou seja, combustíveis de origem biológica e não fóssil.
Em 2013 países de economia em crescimento, tal como o Brasil, Índia, Rússia e China
representavam já 45% da população mundial [5] e nos últimos 20 anos o seu consumo energético
aumentou de 42% para 56% do consumo mundial [6]. É bastante evidente que estas economias têm
uma perspectiva de crescimento vigoroso nas próximas décadas pelo que só se pode esperar que o
consumo energético mundial acompanhe este crescimento. Assim, à luz deste facto incontestável que
é o crescimento da procura energética e o consequente aumento de emissões de gases com efeito
de estufa (GEE), torna-se cada vez mais evidente a necessidade de substituição dos combustíveis
fósseis por combustíveis “mais limpos”. Neste enquadramento, os biocombustíveis são hoje em dia
considerados como parte da solução para este problema, visto que contribuem para a redução dos
gases com efeito de estufa e promovem o desenvolvimento de economias regionais agrícolas e a

2
independência energética e económica dos combustíveis fósseis [7]. De facto, apesar dos
biocombustíveis não serem a solução definitiva para a dependência dos combustíveis fósseis, é
inquestionável o impacto positivo que a sua utilização tem no meio ambiente e no abrandamento do
consumo de fontes de energia esgotáveis, que representam actualmente 81% da energia consumida
mundialmente [5].
Na Figura 1 é possível verificar que, nos países subscritores do Tratado de Quioto, em 2011, 83%
dos gases com efeito de estufa emitidos são provenientes do sector energético. Além disso, 93% das
emissões correspondem a CO2.
Figura 1 – Fontes de emissão de gases com efeito de estufa nos países participantes no protocolo de Kyoto, em 2011. Identificação dos gases com efeito de estufa emitidos no ano de 2011. Não é
contabilizado o uso de terrenos, mudança de uso de terrentos e silvicultura. A utilização de solventes é incluído em Industrial Processes e “outros” em waste [8].
Segundo o relatório da IEA 2013 [8], globalmente, a combustão do carvão é a maior fonte de
emissões de CO2, apesar do petróleo representar a maior parcela na produção de energia (Figura 2).
Em relação às fontes alternativas, onde estão incluídos os biocombustíveis, conclui-se que apesar do
seu peso no TPES (Total Primary Energy Suply) mundial ser de 18%, estas têm apenas uma
participação de 1% nas emissões de CO2 a nível mundial. Importa referir que os biocombustíveis são
utilizados em grande parte no sector dos transportes e por isso o seu impacto nas emissões globais
fica diluído.
É também destacado pela IEA [8] o facto dos sectores de Transportes, Electricidade e
Aquecimento combinados representarem quase 2/3 da emissão global de CO2 em 2011, sendo o
consumo de combustíveis no sector dos transportes, por si só, responsável por 22% das emissões
nesse ano (Figura 3).

3
Figura 2 – Fontes de energia primária e emissões de CO2 a nível mundial. Participação por combustível em 2011. *Other inclui nuclear, hídrico, geotérmica, solar, marés, eólica, biocombustíveis e reutilização
de resíduos [8].
Figura 3 - Emissão de CO2 mundial por sector em 2011. Identificação do impacto dos sectores que requerem utilização de energia para aquecimento e eléctrica. *others incluem serviços
comerciais/públicos, agricultura/silvicultura, pesca, outras industrias excepto geradores de electricidade e calor e outras emissões não especificadas [8].
Hoje em dia, a produção de electricidade e calor ainda depende muito do carvão, o
combustível fóssil com o maior valor de CO2 emitido por energia produzida. Países como a Austrália,
China, Índia, Polónia e África do Sul produzem mais de 2/3 da sua electricidade e calor a partir da
combustão do carvão [8].
Os dados apresentados pelo World Bank [5] (Figura 4) e pela IEA [8] (Figura 5) confirmam a
tendência de crescimento das emissões derivadas da utilização de combustíveis fósseis. Verifica-se
inclusive que, em 2010, o uso destes combustíveis resultou em cerca de 91% das emissões totais em
CO2 e que, desde 1870, o perfil de crescimento das emissões em CO2 derivadas da combustão fóssil
é exponencial [8].

4
Figura 4 – Emissão em CO2 total, a nível mundial, de 2004 a 2010 [5].
Figura 5 – Emissão em CO2 mundial correspondente à utilização de combustíveis de fósseis [8].
Com o objectivo de promover a utilização sustentável de biocombustíveis a médio-longo prazo,
em 2009 a Comissão Europeia emitiu uma Directiva para a Promoção das Energias Renováveis, a
Directiva 2009/28/CE, designada de Directiva RED (Renewable Energy Directive) [9]. Entre outros
aspectos, esta Directiva impõe uma meta obrigatória para todos os Estados Membros de consumo de
10% de energia renovável no sector dos transportes até 2020. Ao mesmo tempo fixa critérios de
sustentabilidade para os biocombustíveis e biolíquidos cujo cumprimento é determinante para a sua
contabilização para a meta referida. Estes critérios incluem uma redução mínima obrigatória nas
emissões de CO2, de 35% até 2017, relativamente às emissões por combustão de combustíveis
fósseis. Para os anos seguintes, o nível de exigência aumenta para um corte nunca inferior a 50%
nas emissões a partir de 2017 e 60% a partir de 2018 [10][11].

5
Também em 2009 foi publicada a Directiva da Qualidade dos Combustíveis (FQD) que define o
aumento de incorporação de biodiesel no gasóleos (7% v/v) e de bioetanol na gasolina (10% v/v) e,
sem carácter obrigatório, recomenda aos refinadores a redução de 10% das emissões de GEE dos
combustíveis através do uso de combustíveis alternativos, como biocombustíveis, de aumentos de
eficiência na produção (6%), de captura de carbono e tecnologias de armazenamento (2%), da
promoção do uso de veículo eléctrico e 2% pela transacção de créditos de emissão [9].
Estas directivas foram transpostas em 2010 para a legislação portuguesa através da publicação
dos Decretos-Lei 117/2010 de 25 de Outubro e 142/2010 de 31 de Dezembro [12].
Assim, a Figura 6 apresenta as metas estabelecidas para Portugal no que diz respeito à
incorporação de biocombustíveis no sector dos transportes, de acordo com a legislação nacional.
Actualmente Portugal cumpre a meta de incorporação de 5,5% em energia (6,75 % em volume) só
com Biodiesel, sendo que a partir de 2015 será necessário a adição de bioetanol na gasolina até a
um mínimo de 2,5% em energia, bem como a utilização de outros biosubstitutos no diesel (ex:HVO)
[13]. O cenário espanhol, por exemplo, apresenta valores de substituição inferiores aos de Portugal
(4,1% em energia) através da incorporação nas gasolinas e no gasóleo de bio-ETBE (Ethyl Tert-Butyl
Ether) e FAME, respectivamente.
Figura 6 – Metas ibéricas dos biocombustíveis [13].
6
1.2 Biocombustíveis
1.2.1 Aspectos Gerais
Dependendo da origem da matéria prima e da tecnologia de produção, os biocombustíveis
podem ser classificados como biocombustíveis de primeira, segunda ou terceira geração. Os
biocombustíveis de primeira geração são produzidos a partir de matérias-primas que podem ser
utilizadas no sector alimentar e/ou com recurso a tecnologias bem estabelecidas [14][15][16]. De
entre estes, os mais comuns são o bioetanol, produzido por fermentação de açúcares, e o biodiesel
produzido por transesterificação de óleos vegetais alimentares. Contudo, apesar de todas as
vantagens inerentes à utilização de biocombustíveis como fonte de energia, têm surgido alguns
obstáculos na sua implementação. Entre estes destaca-se o problema ético e social da utilização das
matérias-primas alimentares e da ocupação de terreno agrícola para produção de culturas
energéticas numa altura em que se luta contra a escassez alimentar. Em consequência da
convergência de vários factores, alguns climatéricos que condicionaram o normal aprovisionamento
dos mercados mundiais de alimentos, verificou-se um aumento anormal nos preços dos produtos
alimentares atribuído ao mercado de biocombustíveis. Um exemplo deste cenário foi a subida
mundial dos preços de bens alimentares para o dobro, entre 2000 e 2011. De facto, a subida do
preço do milho nos EUA acompanhou o crescimento do mercado de bioetanol produzido a partir
deste produto agrícola. A produção de bioetanol a partir do milho quadruplicou entre 2005 e 2013 nos
EUA, alcançando neste último ano uma utilização de 15% de todo o milho produzido para conversão
em biocombustível [17][18].
Os problemas acima apontados para os biocombustíveis de 1ª geração têm estimulado o
desenvolvimento dos biocombustíveis de 2ª geração. Estes são produzidos a partir de matérias-
primas não alimentares, tais como os resíduos lenhocelulósicos utilizados para produção de etanol ou
as gorduras animais, óleos usados e até mesmo óleos de culturas não alimentares tais como o óleo
de Jatropha Curcas (Purgueira) utilizados na produção de biodiesel [15][16]. Por último, os chamados
biocombustíveis de 3ª geração que, por exemplo, utilizam óleos extraídos de microorganismos, como
as microalgas, ou outras tecnologias ainda pouco desenvolvidas podem ser também uma alternativa
interessante para um futuro mais ou menos próximo pelo facto de permitirem o recurso a novas e
variadas matérias primas.
Nos itens seguintes serão abordados aspectos gerais relacionados com o processo de
produção e mercado de biodiesel, que é o principal produto da fábrica da Enerfuel.

7
1.2.2 Biodiesel
O biodiesel resulta da reacção de triglicéridos com excesso de um álcool de cadeia curta,
como o metanol ou etanol, na presença de um catalisador básico, ácido ou enzimático. No caso de se
utilizar metanol na reacção de transesterificação, o biodiesel será formado pelos ésteres metílicos de
ácidos gordos, vulgarmente designados por FAME ou Fatty Acid Methyl Esters. A Figura 7 ilustra a
reacção mencionada.
Para além da reacção de transesterificação propriamente dita, o processo de produção de
biodiesel envolve outras operações importantes e que condicionam a qualidade do biodiesel, tais
como as etapas de separação das fases de glicerina e biodiesel, a lavagem e secagem das fases e a
etapa de recuperação do excesso de metanol [20].
Visto que as matérias-primas utilizadas no processo de produção representam a grande
parcela dos custos de produção do biodiesel, a utilização de matérias-primas de baixo custo, como os
óleos alimentares usados e as gorduras animais, pode ser muito interessante do ponto de vista
económico e ambiental. Contudo, a maioria destas matérias-primas alternativas não apresenta as
propriedades fisico-químicas necessárias para produção de um biodiesel que cumpra a Norma
Europeia EN 14214 de qualidade do biodiesel [20]. Assim, por exemplo, é importante que estas
matérias-primas não contenham sólidos suspensos, apresentem um teor em água inferior a 0,5% e,
no caso de utilização de catálise básica, apresentem também uma acidez inferior a 1% [7]. De facto,
tal como será referido mais à frente, se as matérias-primas apresentarem uma acidez superior a 4%
deverá ser realizado um pré-tratamento por esterificação ácida com metanol (Figura 8) para converter
os ácidos livres em ésteres [20].
Figura 7 – Reacção genérica de transesterificação do triglicérido a biodiesel [19].

8
Figura 8 - Reacção de pré-esterificação dos ácidos gordos livres, usando metanol como reagente.
Na secção 1.3.2 será descrito em pormenor o processo de produção de biodiesel da Enerfuel.
É interessante destacar que, depois de aplicados os tratamentos e procedimentos
adequados, o poder calorífico do biodiesel é sensivelmente independente das matérias primas
utilizadas, mas inferior ao gasóleo fóssil. Este cenário verifica-se tanto para os óleos vegetais
reciclados como para a gordura animal (aproximadamente 37 GJ/ton). Um estudo apresentado pelo
Departamento de Energia dos Estados Unidos [21] reflecte essa diferença, comparando com as
características energéticas do diesel fóssil que apresenta um poder calorífico de aproximadamente
44 GJ/ton (Figura 9). Além disso, o biodiesel produzido a partir da maioria das matérias primas
frequentemente utilizadas apresenta um impacto semelhante ao nível de consumo, potência e torque,
face ao gasóleo tradicional [7].
Figura 9 – Conteúdo energético do gasóleo em comparação com diferentes tipos de biodiesel [7].

9
1.2.3 Mercado
No mercado europeu de automóveis ligeiros de passageiros, com mais incidência na península
ibérica, tem-se verificado nos últimos 15 anos uma dieselização na motorização desses veículos,
inicialmente por questões fiscais que determinaram um preço do gasóleo mais barato do que a
gasolina, às quais acrescem outros aspectos em termos de comportamento dos motores que
favorecem igualmente esta tendência. De facto, em 2010, a procura de gasóleo já era superior ao
dobro da procura da gasolina. A Figura 10 mostra que só em 2009, devido à recessão da economia
mundial, foi registado na União Europeia um decréscimo no consumo de gasóleo, acompanhado pela
queda na procura de todos os combustíveis. Avaliando o gráfico da Figura 11 confirma-se que,
mesmo neste cenário, o crescimento da percentagem de carros a gasóleo é constante, sendo
esperado que a curto prazo a sua procura atinja o triplo da verificada para os automóveis a gasolina
[13].
Figura 10 – Procura de combustíveis para transporte na UE-27 [13].

10
Figura 11 – Dieselização dos veículos ligeiros na UE-27 [13].
Pelas razões apresentadas acima, no mercado europeu e português existe um enorme
desequilíbrio na relação procura-oferta de gasolina e gasóleo. De facto, a Europa produz gasolina em
excesso que é exportada para os Estados Unidos e consome mais gasóleo do que o que produz,
resultando em elevadas e persistentes importações [13].
No mercado do biodiesel verifica-se um cenário semelhante. A evolução da capacidade de
produção e o consumo de biodiesel na UE estão apresentados nos gráficos da Figura 12 e Figura 13
e foram construídos com base nos dados fornecidos pelo Eurostat [22] e U.S. Energy Information
Administration [23], respectivamente. Contudo, de modo a uniformizar as unidades entre os dados
publicados pelos dois departamentos estatísticos, considerou-se uma densidade do FAME (15⁰C) de
0,88 kg/dm3 [24] e uma equivalência de 0,159 m
3/barril [23].

11
Figura 12 – Produção em biodiesel na União Europeia, Portugal e maiores produtores.
Figura 13 - Consumo de biodiesel no mundo, na União Europeia, Portugal e maiores consumidores.
Na comparação dos dois gráficos, é possível verificar que a capacidade de produção na Europa
é superior ao seu consumo. Por exemplo, em 2011, a Europa tinha uma capacidade de cerca de
178% do seu consumo e este, por sua vez, representava cerca de 58% do consumo mundial. Assim é
possível confirmar a auto-suficiência em termos de produção de biodiesel na Europa, sendo a
capacidade instalada excedentária para os níveis atuais de substituição dos combustíveis fósseis. No
entanto, a taxa de utilização da capacidade de produção é de cerca de 40%, sendo a produção
europeia de apenas 70% do biodiesel consumido. Esta baixa utilização deve-se a vários factores,
entre os quais os preços internacionais muito competitivos e as limitações da capacidade de auto-
0
5
10
15
20
25
2003 2004 2005 2006 2007 2008 2009 2010 2011 2012
Mill
ion
of
Ton
ne
s
Year
EU (28)
Germany
Spain
France
Portugal
0
5
10
15
20
25
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011
Mill
ion
of
Ton
ne
s
Year
Europe
World
Portugal
Germany
France
UK

12
aprovisionamento de matérias-primas (limitações de solos disponíveis e condições climáticas) que
são em parte importadas como é o caso da soja ou do óleo de soja e de palma.
Como apresentado na Figura 14, a taxa de crescimento prevista, CARG (Compound Annual
Growth Rate), do mercado de combustíveis rodoviários em Portugal é de 0% até 2020, mas para os
biocombustíveis é de 9,3% no mesmo período [13]. Ao comparar estes valores com a informação da
Figura 15, é possível observar que em Portugal, no ano de 2013, a capacidade instalada para
produção de biodiesel era de 606 kton/ano, ou seja, representou 2,2 vezes o consumo desse ano e
cerca de 1,3 vezes o consumo necessário para as metas de 2020. Porém, tal como acontece em toda
a Europa, a produção real é muito inferior à capacidade instalada. De referir que a informação e
valores apresentados na Figura 15 contabilizam a produção de biodiesel a partir de todas as
matérias-primas.
Figura 14 - Projecção do mercado dos combustíveis rodoviários em Portugal [13].

13
Figura 15 – Localização e capacidade de produção de biodiesel de cada entidade produtora em Portugal, em 2013. Apresentação do transporte entre fábricas e refinarias, produção total e quotas na produção de
biodiesel nacionais [13].
A Figura 15 mostra que em Portugal, no ano de 2013, existiam 7 grandes produtores de
biodiesel que apresentavam contudo uma taxa global de utilização de apenas 47% da capacidade
instalada. Isto significa que Portugal é auto-suficiente no que diz respeito à satisfação da procura
interna, tendo ainda capacidade para exportar excedentes. No entanto, a taxa de utilização continua
baixa principalmente devido à dependência externa no que diz respeito às matérias-primas para
produção de biodiesel.
De referir que, para o cálculo da auto-suficiência apresentado acima, usaram-se os valores de
consumo em Portugal da base de dados da U.S. EIA [23], confirmados posteriormente no relatório da
GAIN [25]. Por outro lado, os valores de produção real de biodiesel utilizados no cálculo das taxas de
utilização têm como fonte os registos da European Biodiesel Board. [26], sendo estes valores
referentes à produção de biodiesel a partir de todas as matérias primas.
Ainda assim, e apesar dos obstáculos já mencionados na implementação do biodiesel no
mercado mundial, analisando o gráfico da Figura 16, construído a partir de dados fornecidos pela
OECD-FAO [27], é possível confirmar que se prevê um crescimento da penetração do biodiesel no
mercado mundial. Por conseguinte, espera-se um impacto cada vez maior deste combustível no
mercado energético mundial, nomeadamente o norte-americano e o europeu.

14
Figura 16 - Registo e previsões da produção e procura de biodiesel na Europa, América do Norte e mundial.
(F) Forecast, previsões.
No que diz respeito ao mercado português, no relatório Global Biofuels 2020 da
WoodMackenzie, referenciado na apresentação da Galp Energia ao LNEG (Laboratório Nacional de
Energia e Geologia) [28], são apontados os principais vectores das políticas de biocombustíveis em
vários países e é colocada a questão dos factores críticos na política portuguesa de biocombustíveis.
Como se observa na Figura 17, o mercado dos biocombustíveis em Portugal tem-se desenvolvido
não por motivos de segurança energética nem por preocupações de âmbito agrícola ou
desenvolvimento rural, mas sim e quase exclusivamente por resultado das imposições ambientais da
União Europeia.
Conforme é objectivo da regulamentação comunitária dever-se-á promover a produção
ambientalmente sustentável de biocombustíveis, seja na fase de Upstream, seja no Downstream e na
gestão de efluentes e resíduos, tal como foi estudado neste trabalho. De facto, à semelhança de
todas as unidades industriais e apesar de hoje em dia existirem processos com alto nível de
reciclagem e aproveitamento das matérias-primas e compostos intermédios, as fábricas de
biocombustíveis produzem efluentes que têm que ser tratados. A gestão adequada dos resíduos e
efluentes é um factor essencial para se obter um ciclo de produção completo e compatível com a
estratégia ambiental da política de sustentabilidade praticada numa unidade de produção de
biocombustível.
0
5
10
15
20
25
30
35
40
45M
illio
n o
f Li
tre
s
EUROPE
WORLD
NORTH AMERICA
Production Consumption

15
Figura 17 – Principais vectores das políticas de biocombustíveis [28].
1.3 Enerfuel
1.3.1 Introdução
A importância da utilização de matérias primas alternativas para produção de biocombustíveis,
de modo a ser possível reduzir o recurso a matérias primas alimentares, tem sido uma preocupação a
nível mundial e europeu. Acompanhando esta tendência, em 2012 a Galp Energia adquiriu a fábrica
de biodiesel Enerfuel, em Sines, para produção de biodiesel a partir de matéria residual como
gorduras animais e óleos alimentares usados.
A unidade da Enerfuel foi comprada à Enersis e está equipada com tecnologia de processo da
empresa austríaca BioDiesel International (BDI). Com início de produção em 2013 e uma capacidade
de produção de 27 mil toneladas de biodiesel anual, esta unidade permite à Galp contribuir para a
incorporação nacional de biodiesel no gasóleo com um produto de elevada eficiência ambiental, de
acordo com a meta europeia para a incorporação de biocombustíveis imposta na Directiva RED. De
referir que na Comissão Europeia está em discussão a possibilidade de se limitar a contribuição de
biocombustíveis de 1ª geração em 5,5% para se atingir a meta de 10% de incorporação de
biocombustíveis no sector dos transportes a atingir em 2020 [13].
Nas secções seguintes é apresentada uma descrição do processo de produção de biodiesel da
Enerfuel com referência às propriedades das matérias-primas e produtos finais. Por razões de
confidencialidade, não são contudo fornecidos detalhes referentes ao processo de produção.
16
1.3.2 Matérias Primas
A Enerfuel está preparada para processar vários tipos matérias-primas como óleos e gorduras
vegetais e animais. No historial da unidade já foram processados óleos vegetais alimentares, virgens
e usados, e gorduras de várias qualidades. Actualmente a fábrica está a processar unicamente
matéria gorda de origem animal.
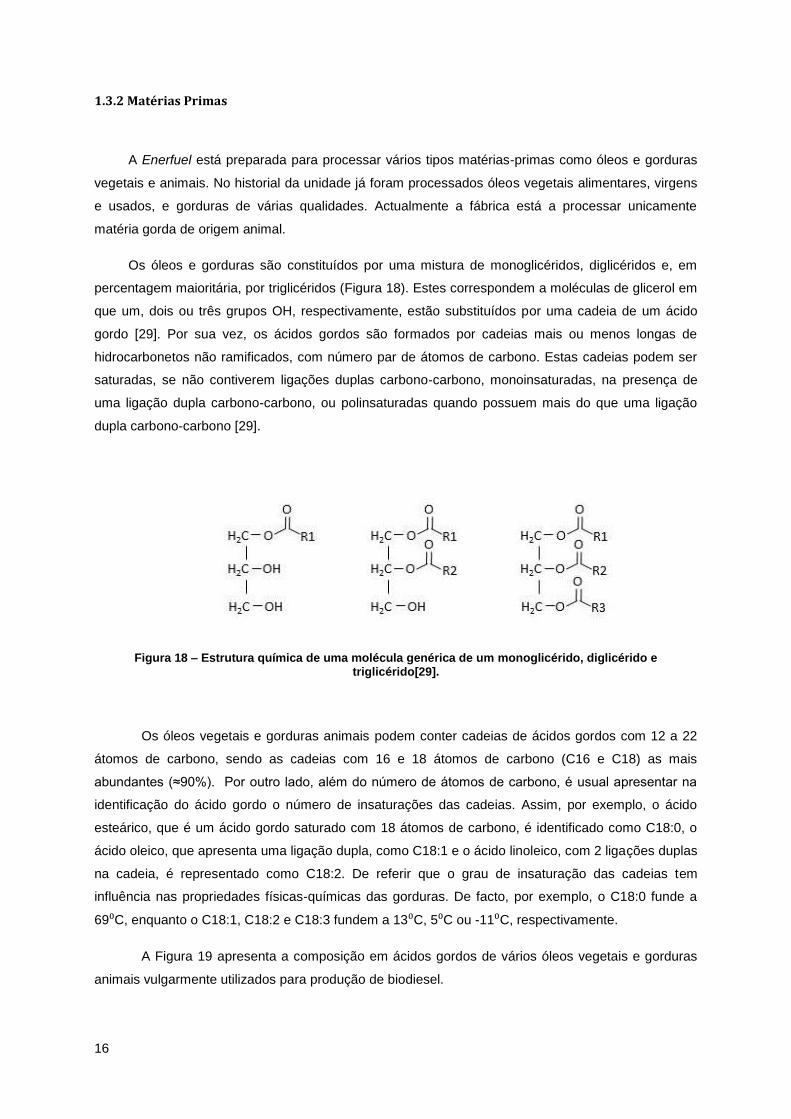
Os óleos e gorduras são constituídos por uma mistura de monoglicéridos, diglicéridos e, em
percentagem maioritária, por triglicéridos (Figura 18). Estes correspondem a moléculas de glicerol em
que um, dois ou três grupos OH, respectivamente, estão substituídos por uma cadeia de um ácido
gordo [29]. Por sua vez, os ácidos gordos são formados por cadeias mais ou menos longas de
hidrocarbonetos não ramificados, com número par de átomos de carbono. Estas cadeias podem ser
saturadas, se não contiverem ligações duplas carbono-carbono, monoinsaturadas, na presença de
uma ligação dupla carbono-carbono, ou polinsaturadas quando possuem mais do que uma ligação
dupla carbono-carbono [29].
Figura 18 – Estrutura química de uma molécula genérica de um monoglicérido, diglicérido e triglicérido[29].
Os óleos vegetais e gorduras animais podem conter cadeias de ácidos gordos com 12 a 22
átomos de carbono, sendo as cadeias com 16 e 18 átomos de carbono (C16 e C18) as mais
abundantes (≈90%). Por outro lado, além do número de átomos de carbono, é usual apresentar na
identificação do ácido gordo o número de insaturações das cadeias. Assim, por exemplo, o ácido
esteárico, que é um ácido gordo saturado com 18 átomos de carbono, é identificado como C18:0, o
ácido oleico, que apresenta uma ligação dupla, como C18:1 e o ácido linoleico, com 2 ligações duplas
na cadeia, é representado como C18:2. De referir que o grau de insaturação das cadeias tem
influência nas propriedades físicas-químicas das gorduras. De facto, por exemplo, o C18:0 funde a
69⁰C, enquanto o C18:1, C18:2 e C18:3 fundem a 13⁰C, 5⁰C ou -11⁰C, respectivamente.
A Figura 19 apresenta a composição em ácidos gordos de vários óleos vegetais e gorduras
animais vulgarmente utilizados para produção de biodiesel.

17
Figura 19 – Composição de diferentes matérias primas para produção de biodiesel [21].
A proporção das cadeias saturadas e insaturadas nas matérias-primas tem grande impacto
nas propriedades do biodiesel. Assim, por exemplo, óleos e gorduras com maior proporção de ácidos
gordos insaturados vão apresentar um índice de iodo elevado e resultam na produção de um
biodiesel com um número de cetano baixo, uma menor estabilidade à oxidação e uma temperatura de
congelamento mais baixa [30]. Em contrapartida, o biodiesel resultante de matéria com maior
proporção em saturados e monoinsaturados tem uma melhor performance na combustão, uma maior
resistência à oxidação, mas piores propriedades a frio [7][31]. Porém, existem aditivos no mercado
que podem ser utilizados para melhorar as diferentes propriedades do biodiesel como sejam a
estabilidade oxidativa ou as propriedades a frio [32][33][34].
No caso da gordura animal é necessário um cuidado suplementar porque esta pode
eventualmente ser uma fonte de risco para saúde pública. Por esta razão, a Comissão Europeia
publicou o Regulamento nº 1069/2009, a 21 de Outubro de 2009, que descreve os potenciais
problemas associados à utilização de subprodutos animais, categoriza as gorduras em função das
suas características e aplicações legais e refere inclusive a sua utilização na produção de energia:
“As novas tecnologias alargaram a utilização possível dos subprodutos animais ou produtos
derivados a um grande número de sectores produtivos, nomeadamente a produção de energia.
Contudo, a utilização dessas novas tecnologias poderá constituir um risco sanitário que deve
igualmente ser minimizado” [9].
Segundo o Regulamento nº 1069/2009, as diferentes categorias reflectem o nível de risco
para a saúde pública e animal, como doenças, decorrente desses subprodutos animais. A
caracterização das matérias primas é regulamentada em 3 categorias, tal como apresentado no
Artigo 8º da Secção 4. Na categoria I são incluídas as gorduras mais contaminadas e com uma
acidez superior, enquanto a categoria III apresenta uma acidez muito mais baixa e uma menor
quantidade de contaminantes como água, matéria insaponificável, enxofre, fósforo e plásticos,

18
apresentando por isso um custo muito superior [9]. As especificações para controlo de qualidade da
matéria prima é tabelada pela BDI para contratos entre a Galp Energia e fornecedores e por isso são
confidenciais.
Convém referir que a qualidade da matéria prima é também altamente dependente do
processamento realizado pelo respectivo fornecedor. De facto, muitas vezes os gorduras estão
contaminadas com água, plásticos etc. que são pagos como se de gordura se tratasse e que trazem
diversos problemas durante o processamento.
Os produtos derivados da utilização de subprodutos animais como matéria prima, tal como o
biodiesel, o sulfato de potássio e a glicerina, estão também restringidos às regras apresentadas para
cada categoria específica no regulamento.
1.3.3 Processo
O processo implementado na Enerfuel para produção de biodiesel utiliza quase na totalidade
gorduras animais como matéria prima. Como será descrito abaixo, o processo envolve uma primeira
etapa de esterificação dos ácidos gordos livres, em meio ácido, com metanol, seguida da etapa de
transesterificação utilizando catálise básica com metanol (o catalisador é adicionado na forma de
metóxido de potássio CH3OK) e a destilação do biodiesel. A unidade possui ainda diversas etapas de
separação e purificação dos produtos, nomeadamente por lavagens, destilações, decantações e
secagens.
O diagrama de blocos da Figura 20 ilustra e resume todo o processo e funcionamento da
fábrica.

19
Figura 20 – Diagrama de blocos representativo do processo produtivo da Enerfuel [19].

20
1.3.3.1 Pré-Esterificação
A primeira etapa do processo é uma pré-esterificação dos ácidos gordos livres (FFA - Free Fatty
Acids) presentes na matéria prima e, conforme descrito abaixo na secção 1.3.2.4, numa corrente
reciclada da fase de purificação dos produtos. Nesta fase são adicionados metanol como reagente e
ácido sulfúrico como catalisador, tal como representado na reacção da Figura 8 (secção 1.2.1). A
reacção decorre a quente e utilizando um excesso de metanol, não sendo possível apresentar os
valores utilizados por razões de confidencialidade. A temperatura, por sua vez, é mantida no tanque
de pré-esterificação por uma resistência instalada no seu interior e os componentes voláteis que se
evaporam retornam ao reactor por um condensador de refluxo [19].
A fase de esterificação é essencial para reduzir os FFA para os níveis admissíveis na
transesterificação alcalina, conforme limites estabelecidos pelo licenciador [19]. De facto, tal como
está apresentado na Figura 21, os FFA vão reagir com o catalisador alcalino para dar origem a
sabões que, para além de reduzirem o rendimento do processo global, prejudicam seriamente a
separação de fases e as etapas de lavagem devido à formação de emulsões [20].
Figura 21 - Reacções de saponificação dos FFA na presença do catalisador KOH.
Por último, decorrido o tempo de reacção, desliga-se a agitação e inicia-se a separação de
fases por decantação. A fase aquosa é descarregada para um buffer vessel e a fase orgânica é
transportada a quente para o reactor de transesterificação [19].
1.3.3.2 Transesterificação
A etapa de transesterificação é realizada em duas fases de reacção a quente com uma
mistura de metanol e KOH (metóxido de potássio ou MEK) doseada para as proporções definidas.
Após cada fase de reacção, os produtos da reacção são deixados a sedimentar para separação da
fase de glicerina, mais pesada, da fase mais leve contendo os FAME [19]. A reacção corresponde à
apresentada na Figura 7.

21
Tal como representado na Figura 22, o KOH utilizado como catalisador também pode reagir
com os FAME para produzir sabões.
Figura 22 – Reacções de saponificação do FAME na presença do catalisador KOH [19].
Após reacção, são realizadas três etapas de lavagem para purificação do FAME. A primeira
consiste na adição de água para remover a fase de glicerina, metanol, catalisador e os sabões. Esta
corrente é encaminhada para um tanque para posterior purificação (tanque GLP). A segunda lavagem
é efectuada com uma solução de ácido fosfórico para neutralização do excesso de catalisador e
recuperação dos ácidos gordos saponificados. Decorrido o tempo de sedimentação, a fase aquosa é
removida e pode ser direccionada para um buffer de lavagens (WPH) ou para o tanque GLP. A
terceira e última lavagem é efectuada só com água para remover o excesso de ácido. Após remoção
da água de lavagem por decantação a fase de biodiesel segue para os próximos passos de
purificação [19]. A última água de lavagem é transportada para o WPH para reutilização em lavagens
seguintes [19]. Quando se verifica que o WPH se encontra saturado e que já não permite outras
lavagens eficientes, é enviado para o GLP.
1.3.3.3 Destilação FAME
O FAME resultante das etapas de transesterificação e lavagem contém ainda algum metanol,
água e várias impurezas de baixa volatilidade. A água e o metanol são removidos numa etapa de
destilação, sob vácuo, numa coluna flash e após condensação estes são armazenados. Em seguida,
o FAME, já sem metanol e água, segue para duas colunas de destilação a vácuo onde são removidas
as impurezas menos voláteis. A corrente destilada de FAME é parcialmente redireccionada à coluna,
após condensação de modo a aumentar a eficiência da destilação. A parte restante segue para um
tanque de produto final. O resíduo de destilação, maioritariamente orgânico, apelidado de BioHeating
Oil é encaminhado para um tanque de armazenamento podendo ser utilizado como combustível [19].
22
1.3.3.4 Separação e Tratamento dos Produtos Secundários
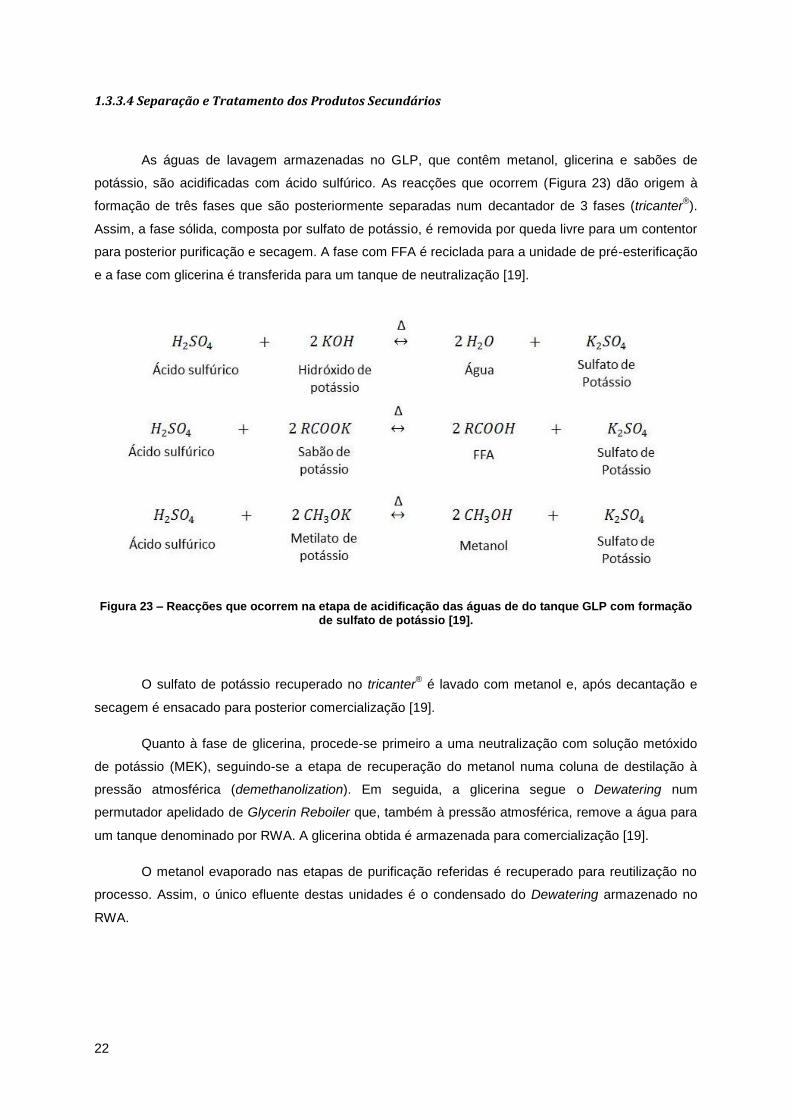
As águas de lavagem armazenadas no GLP, que contêm metanol, glicerina e sabões de
potássio, são acidificadas com ácido sulfúrico. As reacções que ocorrem (Figura 23) dão origem à
formação de três fases que são posteriormente separadas num decantador de 3 fases (tricanter®).
Assim, a fase sólida, composta por sulfato de potássio, é removida por queda livre para um contentor
para posterior purificação e secagem. A fase com FFA é reciclada para a unidade de pré-esterificação
e a fase com glicerina é transferida para um tanque de neutralização [19].
Figura 23 – Reacções que ocorrem na etapa de acidificação das águas de do tanque GLP com formação de sulfato de potássio [19].
O sulfato de potássio recuperado no tricanter® é lavado com metanol e, após decantação e
secagem é ensacado para posterior comercialização [19].
Quanto à fase de glicerina, procede-se primeiro a uma neutralização com solução metóxido
de potássio (MEK), seguindo-se a etapa de recuperação do metanol numa coluna de destilação à
pressão atmosférica (demethanolization). Em seguida, a glicerina segue o Dewatering num
permutador apelidado de Glycerin Reboiler que, também à pressão atmosférica, remove a água para
um tanque denominado por RWA. A glicerina obtida é armazenada para comercialização [19].
O metanol evaporado nas etapas de purificação referidas é recuperado para reutilização no
processo. Assim, o único efluente destas unidades é o condensado do Dewatering armazenado no
RWA.

23
1.3.4 Produtos
De acordo com o exposto acima, além de biodiesel, a Enerfuel produz diversos subprodutos
como a glicerina, os sais de potássio maioritariamente formados por sulfato de potássio (K2SO4) e o
óleo combustível produzido como resíduo da destilação do biodiesel, o Bio Heating Oil. Nesta secção
serão descritas as principais características do biodiesel e dos subprodutos, sendo apresentada uma
breve referência às possíveis aplicações destes sub-produtos.
1.3.4.1 Biodiesel
O biodiesel produzido na Enerfuel cumpre os valores referidos na norma EN 14214 [35]. Esta
norma europeia especifica os requisitos e métodos experimentais utilizados no controlo de qualidade
do FAME (Tabela 1).
Tabela 1 – Especificação do Biodiesel adaptada da norma EN 14214 – 2013 [35].
Propriedade Unidades Limites Método
Mínimo Máximo
Ésteres % (m/m) 96.5 EN 14103
Densidade a 15º C g/ml 0.860 0.900 EN ISO 3675
EN ISO 12185
Viscosidade cinemática a 40º C mm2/s 3.50 5.00 EN ISO 3104
Ponto de inflamação º C 101 - EN ISO 3679
Enxofre mg/kg - 10.0
Resíduo de carbono % (m/m) - 0.30 EN ISO 10370
Número de cetano 51.0 EN ISO 5165
Cinzas sulfatadas % (m/m) - 0.02 ISO 398
Água mg/kg - 500 EN ISO 12937
Contaminação total mg/kg 24 EN 12662
Corrosão do cobre (3h a 50º C) Classificação Classe 1 Classe 1 EN ISO 2160
Estabilidade à oxidação, 110º C horas 8.0 - EN 14112
EN15751
Número de acidez mg KOH/kg 0.5 EN 14104
Índice de iodo 120 EN 14111
Éster metílico de ácido linoleico % (m/m) 12.0 EN 14103
Ésteres metílicos polinsaturados
(>= 4 ligações duplas) % (m/m) 1
Metanol % (m/m) 0.2 EN 14110

24
Tabela 1 (Continuação)
Monoglicéridos % (m/m) 0.7 EN 14105
Diglicéridos % (m/m) 0.2 EN 14105
Triglicéridos % (m/m) 0.2 EN 14105
Glicerina livre % (m/m) 0.02 EN 14105
EN 14106
Glicerina total % (m/m) 0.25 EN 14105
Metais do grupo I (Na+K) mg/kg 5.0 EN 14108
EN 14109
Metais do grupo II (Ca+Mg) mg/kg 5.0 EN 14108
EN 14109
Fósforo mg/kg 4.0 EN14107
Nota: as propriedades a frio nomeadamente a Temperatura Limite de Filtrabilidade (CFPP - Cold filter
plugging point) e o Ponto de turvação (CP - Cloud point) são fixadas em função da estação do ano e
do teor em monoglicéridos. Assim, para o CFPP varia entre -10 e 13 ⁰C, para o CP entre -3 e 16 ⁰C e
para o teor em monoglicéridos entre 0,7 e 0,15% [35].
De modo a garantir o requisito da estabilidade à oxidação especificada na Norma é
necessária a adição de um anti-oxidante ao biodiesel. Este aditivo é misturado na linha que envia o
biodiesel da destilação para os tanques de controlo de qualidade.
1.3.4.2 Glicerol
A fase de glicerina que resulta do processo de produção de biodiesel é maioritariamente
formada por glicerol. Quimicamente, o glicerol, que também é conhecido como propano-1,2,3-triol
(Figura 24), é um composto líquido e viscoso à pressão e temperatura ambiente, incolor, inodoro,
higroscópico e de sabor ligeiramente adocicado. O próprio nome Glicerol deriva da palavra grega
glykys cujo significado é doce. O composto é também frequentemente referido como glicerina,
principalmente no meio comercial, mas a glicerina corresponde a uma mistura aquosa com 70-80%
de glicerol. É completamente solúvel em água e álcoois e ligeiramente solúvel em éter e dioxano. É
insolúvel em hidrocarbonetos [36].
Figura 24 – Estrutura química de uma molécula de glicerol [36].

25
Na Tabela 2 estão apresentadas as propriedades físico-químicas mais relevantes do glicerol
puro e anidro.
Tabela 2 – Propriedades físico-químicas do Glicerol em estado puro e anidro a 20⁰C [36].
Propriedades do Glicerol (20ºC)
Fórmula Química C3H5(OH)3
Massa molar 92,09382 g/mol
Densidade 1,261 g/cm3
Ponto de fusão, Patm 18,2 ºC
Ponto de ebulição, Patm 290 ºC
Viscosidade 1,5 Pa.s
Energia como alimento 4,32 kcal/g
Flash Point 160 ºC
O glicerol é uma substância com variadíssimas aplicações industriais e comerciais. Hoje em dia
são conhecidas mais de 1500 aplicações diferentes incluindo a sua utilização como ingrediente na
produção de cosméticos, explosivos e propulsores, produtos de higiene pessoal, indústria
farmacêutica e alimentar [36][37]. Apesar desta variedade, a utilização da glicerina obtida como
subproduto do processo de produção de biodiesel está limitada devido à sua baixa pureza sendo
estas limitações ainda maiores quando o processo utiliza gorduras animais como matéria prima.
O valor de mercado da glicerina tem vindo a descer nos últimos anos. Esta queda de preços é
consequência do grande aumento da oferta em comparação com a procura, devido principalmente ao
crescimento da indústria do biodiesel [38][39].
A Figura 25 apresenta um gráfico com a evolução do preço por tonelada a que a glicerina tem
sido vendida pela Galp Energia. Em apenas um ano, o valor comercial da glicerina caiu para ¼ do
seu valor em 2013.
Figura 25 – Preço praticado por tonelada de glicerina da Enerfuel.
€/t
on
glic
eri
na

26
No que diz respeito aos possíveis efeitos negativos da glicerina no ambiente, não foram
encontradas referências na literatura. No entanto quando existe uma limitação ao nível de CQO, a
presença de glicerina num efluente pode ser problemática. Assim, segundo a Equação 1 [40], a sua
carência química em oxigénio teórica (CQOt) é de aproximadamente 1,22 gO2/g de glicerol, valor este
que pode levar a penalizações em termos de CQO dos efluentes de unidades industriais.
Equação 1 [40]
1.3.4.3 Bio Heating Oil
O Bio Heating Oil é o resíduo obtido na destilação do biodiesel. Este resíduo é composto
pelos orgânicos menos voláteis mas contém também algum FAME residual. O poder calorífico deste
produto torna interessante a sua comercialização como combustível de baixo custo .
1.3.4.4 Sulfato de Potássio
Como foi apresentado na Figura 23, o sulfato de potássio é produto de várias reacções que
ocorrem na etapa de purificação das águas de lavagem do processo. Contudo, o sal produzido na
Enerfuel não é puro porque contem vários resíduos orgânicos provenientes da matéria prima e dos
produtos de transesterificação.
No caso da Enerfuel, o sulfato de potássio produzido é vendido para produção de fertilizantes
[19]. No entanto, as aplicações deste composto são de grande variedade como, por exemplo, na
indústria alimentar como fonte de potássio [41] ou na produção de explosivos e propulsores como
amortecedor de retorno [42]. Contudo, a utilização permitida deste sal está muito dependente da sua
pureza, logo, muito dependente do seu modo de produção, principalmente para aplicações na
industria alimentar [41].
1.3.5 Breve descrição do Sistema de Utilidades da Enerfuel
1.3.5.1 Sistema de Vapor - Caldeira
De modo a garantir o fornecimento contínuo de energia à fábrica, foi instalada uma caldeira
de produção de vapor. Até Julho de 2014, a caldeira funcionava a diesel. No entanto, após montagem
da rede de distribuição de gás natural até à fábrica, foi instalado um queimador a gás. Posteriormente

27
à alteração deste queimador foi efectuada a reprogramação do sistema de purga na caldeira que
conduziu a um aumento do volume total descarregado para o esgoto industrial.
1.3.5.2 Sistema de Arrefecimento – Torre de Refrigeração
A unidade de arrefecimento da água necessária na fábrica consiste num circuito primário e
secundário. O circuito primário é formado por uma torre de arrefecimento onde a água é arrefecida
por contacto com o ar que circula em contra-corrente. A evaporação da água provoca a concentração
das impurezas da água pelo que, para evitar a precipitação de incrustações, tem que se efectuar uma
purga programada que é direccionada para o esgoto industrial[43].
O circuito secundário consiste num sistema fechado de água fria que passa pelos vários
permutadores do processo e é depois arrefecida num permutador junto à torre de refrigeração do
circuito primário [43].
1.3.5.3 Sistema de Água de Processo
A água utilizada na caldeira de vapor e no processo de lavagem do biodiesel é tratada num
sistema de desmineralização por permuta iónica, seguindo depois para uma unidade de osmose
inversa [43]. Nesta unidade é necessário efectuar a lavagem periódica automática da membrana de
modo a eliminar os sais e outros compostos acumulados. Neste caso, o único efluente gerado com
volumes consideráveis é o que provem da lavagem da membrana e o concentrado da osmose
inversa.
1.3.6 Efluentes gerados na fábrica Enerfuel
Os efluentes gerados na fábrica podem ser originários de lavagens do Parque de Tanques de
armazenagem ou lavagens de derrames no Edifício de Processo, de limpezas de equipamento, das
purgas dos sistemas de utilidades ou do tanque que armazena a água evaporada no Reboiler da
glicerina (RWA). As soluções de lavagem da transesterificação não são descarregadas para os
esgotos industriais, tal como descrito na Secção 1.3.3.2.
No que diz respeito à qualidade destes efluentes, estes poderão estar maioritariamente
contaminados com gorduras, biodiesel, glicerina, metanol, sais, etc. Assim, é expectável que os
efluentes produzidos na fábrica apresentem uma Carência Química de Oxigénio (CQO) elevada e,
possivelmente, teores elevados de óleos e gorduras.

28
1.4 Controle de Qualidade do efluente pelas Águas de Santo André
As Águas de Santo André (AdSA) é uma empresa do Grupo Águas de Portugal que tem por
missão gerir e explorar o Sistema de Santo André, de forma a assegurar o abastecimento de água às
populações abrangidas, em qualidade e quantidade, e a recolha e tratamento das águas residuais
das áreas abrangidas. Além disso, a empresa deve também conseguir satisfazer as necessidades
das indústrias localizadas na Zona Industrial e Logística de Sines (ZILS), relativamente a água
potável, água industrial, tratamento da água residual e resíduos industriais [44]. Assim, a Enerfuel,
como empresa residente da ZILS, é cliente dos serviços de abastecimento, recolha e tratamento de
efluentes fornecido pelas AdSA.
No que diz respeito à facturação, as AdSA efectua análises periódicas, intervaladas entre 3 a
8 dias, de vários parâmetros químicos de qualidade do efluente da fábrica. A amostra representativa
dos efluentes durante o período em análise é uma amostra composta que resulta da mistura de
pequenos volumes pré-definidos, recolhidos com uma frequência também pré-definida, do efluente
que está no momento a sair da unidade fabril e a entrar na conduta geral das AdSA. Até meados de
2014 as AdSA trabalhavam com o LALA (Laboratório de Águas do Litoral Alentejano) mas
actualmente as amostras são recolhidas e analisadas pelo laboratório externo Quimiteste.
No final de cada mês, as AdSA cobram à Enerfuel um valor correspondente ao volume total
de efluente despejado na sua rede de recolha e tendo por base uma previsão da sua composição.
Após 2 meses, comparando os resultados obtidos nos laboratórios externos com as previsões
realizadas, são feitos ajustes à factura por meio de notas de crédito ou débito. Na prática é aplicada
uma classificação a um efluente em função da sua composição que se baseia no parâmetro químico
pior classificado, segundo os critérios apresentados pelas AdSA (Figura 26). Caso algum parâmetro
ultrapasse as classificações de I a V, será aplicada uma penalização e um agravamento de 15% nas
facturas emitidas nos 45 dias seguintes [45].
Figura 26 - Tabela de critérios das Águas de Santo André para classificação dos efluentes e tarifa por m
3 [45].

29
1.5 Parâmetros de qualidade e alternativas para tratamento de Efluentes de
Unidades de Produção de Biodiesel
1.5.1 Carência Química de Oxigénio como parâmetro de qualidade do efluente
A Figura 26 apresenta alguns dos parâmetros de qualidade dos efluentes da Enerfuel que são
controlados pela empresa AdSA. Assim, para além do pH, são determinados a Carência Química de
Oxigénio, os sólidos suspensos totais, óleos e gorduras, sulfuretos, fenóis, entre outros. No entanto, a
produção de efluentes com elevada concentração em orgânicos é o cenário mais típico de uma
fábrica de biodiesel. Assim, seja devido ao metanol, aos óleos e gorduras ou aos produtos finais
como o FAME e glicerina, o problema está, regra geral, associado à elevada carga orgânica.
Os parâmetros mais utilizados para efectuar a análise e monitorização de efluentes com
elevadas concentrações de orgânicos e, mais especificamente, óleos e gorduras são o Carbono
Orgânico Total (COT), a Carência Bioquímica em Oxigénio (CBO5) e a Carência Química em
Oxigénio (CQO ).
O COT consiste numa medição indirecta da carência em oxigénio a partir do CO2 produzido
após aplicação de calor, luz ultravioleta e um oxidante químico forte. Os resultados tornam-se menos
úteis quando é necessário distinguir dois compostos com o mesmo número de carbonos mas em
diferentes estados de oxidação. Por exemplo, o COT teria um resultado idêntico para o etanol
(C2H6O) e o ácido oxálico (C2H2O4), enquanto na verdade a carência em oxigénio do etanol é 6 vezes
superior à do ácido [46].
O CBO5 e o CQO são os testes directos para medição da carência em oxigénio em solução.
O CBO5 traduz a quantidade de oxigénio consumido numa amostra, ao fim de 5 dias, tendo em conta
a actividade metabólica de microrganismos presentes, sendo os resultados obtidos os que melhor
simulam os modelos aeróbios de tratamento de efluentes e os ecossistemas aquáticos. O CQO é
uma medida dos compostos orgânicos biodegradáveis e não biodegradáveis presentes na amostra. A
sua determinação envolve a adição à amostra de um oxidante forte com catálise química e térmica.
Este processo promove a oxidação quase total dos orgânicos presentes a CO2 e H2O, apresentando-
se os resultados da concentração de compostos orgânicos quimicamente oxidáveis em equivalentes
de oxigénio. Ao contrário do CBO5, o CQO é um método de monitorização mais rápido e pouco
influenciado por eventuais substâncias tóxicas [46]. De facto, apesar das desvantagens associadas
ao teste de CQO relacionadas com eventuais interferências (ex. cloretos) e a difícil oxidação
completa de alguns compostos orgânicos, este continua a ser o método mais utilizado para análise de
compostos orgânicos em efluentes aquosos.
De entre os métodos existentes para a determinação do CQO, o método utilizado neste
trabalho, descrito mais à frente na secção 2.2 (Materiais e Métodos), que utiliza o dicromato de

30
potássio como agente oxidante, é o mais utilizado devido ao facto deste ser um oxidante forte e de
fácil manuseamento. Segundo Boyles [46], a precisão do teste de CQO garante um desvio padrão
relativo até 10%, podendo este valor ser superior caso as amostras contenham suspensões sólidas.
É igualmente possível determinar a carência química em oxigénio teórica de um composto
orgânico a partir do cálculo da Carência Química em Oxigénio teórica (CQOt). Neste modelo é
assumida a estequiometria do oxigénio consumido no processo de oxidação total do orgânico em
questão, tal como apresentado por Pinheiro [40].
1.5.2 Descrição dos principais tratamentos a efluentes gerados na produção de biodiesel
Como referido anteriormente, os efluentes de uma fábrica de biodiesel podem estar
contaminados com gorduras e óleos, ésteres, glicerol e metanol. Assim, os tratamentos descritos na
literatura para este tipo de efluentes incluem tratamentos físico-químicos, electroquímicos, biológicos
e com tecnologia avançada de ozonização [47][48][49][50][51][52][53][54][55].
1.5.2.1 Tratamentos físico-químicos
Tendo em conta a possibilidade dos efluentes de fábricas de biodiesel poderem conter
matéria suspensa, uma abordagem possível para efectuar o seu tratamento é recorrer a tratamentos
físico-químicos como a coagulação, floculação, sedimentação, adsorção ou flotação.
XIE et al. [48] estudou o efeito da acidificação e posterior adição de um coagulante comercial
(2% m/m) a um efluente rico em glicerol, originário do processo de produção de biodiesel a partir de
óleo de palma. O coagulante utilizado é uma poliamina catiónica a 6% e cloreto de poli-alumínio em
94% (m/m). Os resultados obtidos mostraram uma remoção de 96% do CQO, 93% de CBO5, 98% de
Sólidos Suspensos Totais (SST), 100% de sabões e 86% de metanol. Em relação ao glicerol a
remoção foi mais baixa com uma percentagem de 65%.
NGAMLERDPOKIN et al. [49], por sua vez, comparou a aplicação de um tratamento químico
com um tratamento electroquímico em testes a um efluente proveniente de uma fábrica de biodiesel
produzido a partir de óleos alimentares usados. O efluente foi recolhido no processo de lavagem do
FAME e, numa primeira fase, estudou-se o efeito da adição individual de três ácidos minerais: H2SO4
(98,08%), HNO3 (65%) e HCl (35,4%). Nesta etapa, o melhor resultado foi a remoção de
aproximadamente 24 mL/L de FAME e FFA, com a adição de H2SO4 até pH 2,5. Nos outros
parâmetros monitorizados como o CQO, CBO5 e óleos e gorduras, obtiveram-se remoções de 39%,
76% e 99%, respectivamente. De seguida foi testado o tratamento químico por adição de agentes
coagulantes como o CaO e Al2(SO4)3 , tendo-se obtido remoções simultâneas em que o CQO, CBO5

31
e óleos e gorduras foram removidos, respectivamente, em 98%, 97% e 98% com a adição de 2 g/L
Al2(SO4)3 a pH 6,0. No teste ao tratamento electroquímico, foi efectuada uma electrocoagulação à
fase aquosa para remoção do FAME/FFA. A densidade de corrente induzida de 12,42 mA/cm2
durante 4h resultou nos melhores níveis de remoção dos parâmetros poluentes, tendo sido obtidas
remoções de 99,6%, 91,5% e 98,7% para o CQO, CBO5 e óleos e gorduras, respectivamente. O
processo de electrocoagulação apresenta, no entanto, custos superiores por m3 de efluente a tratar
em relação ao tratamento químico [49].
Em relação a tratamentos por adsorção a efluentes gerados no processo de lavagem do
biodiesel, estão referidos estudos como os realizados por LIU et al. [50] e VASQUES et al. [51]. No
primeiro trabalho foi estudada a remoção do glicerol por adsorção em diversos materiais como carvão
activado, minerais argilosos e zeólitos naturais e sintéticos. Vasques et al., estudaram o efeito da
adsorção do glicerol, monoglicéridos e diglicéridos em carvões activados comerciais e adsorventes
modificados quimicamente com HNO3.
No trabalho de LIU et al [50] foi realizado um estudo à adsorção do glicerol a vários suportes
sólidos. Neste concluiu-se que a adsorção do glicerol em carvão activado é mais favorável do que
com minerais argilosos ou zeólitos naturais e sintéticos. Foi também observado um aumento da
adsorção do glicerol em carvão activado tratado termicamente, ao contrário de um tratamento de
oxidação com HNO3, que resultou em capacidades de adsorção inferiores. No sentido oposto, o
estudo realizado por VASQUES et al [51] apresenta bons resultados de adsorção do glicerol em
carvões activados com tratamento de oxidação com HNO3. No entanto, estes resultados foram
obtidos para pH de 3,4 e 2,3 enquanto no estudo de LIU et al o pH era aproximadamente 7. Este
facto está de acordo com a forte dependência entre a capacidade de adsorção do glicerol e o pH
verificada. É ainda referido que com a utilização de carvão activado modificado com HNO3após 30h
foi possível produzir um biodiesel com apenas 0,02% (m/m) de glicerol, valor este que corresponde à
especificação exigida na legislação.
SHIRAZI, et al [52], realizou um estudo ao efeito acelerador da adição de NaCl na separação
de fases aquosa (glicerol) e oleosa (biodiesel). Os resultados obtidos indicam que a adição de NaCl
acelera significativamente a separação de fases até um valor 5 vezes superior. Porém, quando se
adiciona mais de 3 gNaCl/100mL verifica-se uma redução na pureza do biodiesel devido à ocorrência
de mini-emulsões. Em conclusão, a adição de 1 gNaCl/100mL da mistura glicerol-biodiesel
corresponde ao cenário óptimo, resultando numa aceleração do processo de decantação em 100%,
enquanto ao mesmo tempo se garante uma pureza tão alta como a do controlo da experiência (0
gNaCl).

32
1.5.2.2 Tratamentos biológicos
Os tratamentos biológicos referenciados na literatura estão na grande maioria associados a
tratamentos físicos e químicos prévios.
SILES et al. publica um artigo em 2010 [53] onde demonstra o efeito de um tratamento com
co-digestão anaeróbia de glicerol após adição de H3PO4 e de efluentes da produção de biodiesel
após electrocoagulação de modo a reduzir a presença de óleos. Os rácios inoculo-substrato
aplicados variaram entre 5,02 e 1,48 g VSS/g CQO e o intervalo de OLR (Organic Load Rate)
estudado foi de 0,27 a 0,36 g CQO/(g VSS.d). Após os pré-tratamentos de acidificação e
electrocoagulação, os efluentes foram misturados e foi detectada uma biodegradabilidade de quase
100% na mistura. O metano produzido no processo foi de 310 mL CH4 /g CQO e foi removido a uma
temperatura de 25⁰C e pressão de 1atm, verificando-se uma cinética constante de 0,63 mL CH4/(g
VSS. g CQO.h) dentro do intervalo de OLR estudado. Por sua vez, o artigo publicado por SILES et al.
em 2011 [54] apresenta o impacto de uma digestão anaeróbia mesófila no tratamento de efluentes
provenientes da produção de biodiesel. Primeiramente, o efluente que continha inicialmente um CQO
total de 428 gO2/L foi acidificado de modo a recuperar os FFA presentes. A fase aquosa resultante foi
posteriormente neutralizada e sujeita a electrocoagulação e coagulação-floculação, tendo sido obtido
após este pré-tratamento uma remoção de CQO de 45% e 63%, respectivamente. No entanto, a
biodegradabilidade do efluente sujeito a acidificação-electrocoagulação foi a mais alta, 98%, e o
coeficiente de produção de metano obtido foi, em média, de 297 mL CH4/g CQO removido (1atm,
0⁰C). Este tratamento combinado foi também o que permitiu um OLR mais elevado, sem
comprometer os resultados na produção de metano. Em ambos os trabalhos de SILES et al. [53][54]
os efluentes recolhidos são provenientes da lavagem do biodiesel numa unidade de produção de
biodiesel da BIDA S.A. (Sevilha, Espanha).
SUKKASEM et al [55] testou também efectuar o tratamento para efluentes gerados na fase de
lavagem de biodiesel produzido a partir de gordura animal com um bio-filtro de fluxo ascendente,
combinado com uma pré-fermentação. As condições óptimas obtidas foram: OLR de
30,0 g CQO/(L.d), HRT (Hydraulic Retention Time) de 1,04 dias, pH entre 6,5 e 7,5 e aeração de de
2,0 L/min. No final dos testes realizados alcançaram-se remoções de CQO até 15,0 g CQO/(L.d).
1.5.2.3 Análise Comparativa
VELJKOVIĆ, et al. [47] publicaram em 2014 um artigo com uma análise descritiva e
comparativa dos vários tratamentos já estudados em pequena e grande escala a efluentes
provenientes de lavagens de biodiesel produzido por transesterificação a partir de diferentes s
matérias primas. Na Tabela A.7 e Tabela A.8, na secção Anexos A.2, é possível verificar as análises
comparativas realizadas no estudo referido.

33
1.5.2.4 Coagulação e Floculação
A coagulação é aplicada na remoção de matérias residuais em suspensão na forma coloidal.
Colóides são partículas com um tamanho compreendido entre 0,1 a 1nm que não se conseguem
separar por processos físicos convencionais, pois não sedimentam apenas por gravidade [56]. Os
colóides presentes em águas residuais podem ser hidrofóbicas ou hidrofílicas. Sendo hidrofóbicas
(argilas, óleos, gorduras, etc.) os colóides que não possuem qualquer afinidade com o meio líquido
aquoso e que apresentam instabilidade na presença de electrólitos. As suspensões hidrofílicas
(proteínas, glicerol, etc.), apresentam elevada afinidade com água, o que faz com que sejam mais
difíceis de eliminar por coagulação tornando-se por vezes necessário um pré-tratamento específico
para se alcançar uma coagulação eficaz [56].
Os colóides possuem propriedades eléctricas responsáveis pela criação de uma força
repelente que dificultam a aglomeração e sedimentação. Iões em solução são fortemente absorvidos
numa camada interior oferecendo à partícula uma carga que varia com a valência e o número de iões
absorvidos. Por conseguinte, iões de carga oposta formam uma camada difusa exterior, por forças
electroestáticas perto da superfície. O potencial psi (ψ) define-se como a diferença do potencial entre
a interface da colóide e a solução circundante, enquanto o potencial zeta (ζ) representa a diferença
de potencial entre a camada iónica difusa e a solução circundante (Figura 27) [56].

34
Figura 27 – Propriedades electroquímicas de uma partícula coloidal [56].
A coagulação resulta de dois mecanismos básicos: a coagulação electrocinética, que consiste
na redução do potencial zeta por iões ou colóides de carga oposta para valores inferiores às forças
atractivas de van der Waals, e a coagulação ortocinética, na qual as micelas agregam e formam
blocos que aglomeram as partículas coloidais. A adição de catiões com alta valência provoca uma
redução do potencial zeta, promovendo a redução da distância da camada dupla e a
coagulação/floculação [56].
Na floculação, frequentemente induzida após uma fase de coagulação, são adicionados
compostos que promovem a aglomeração de partículas. Um exemplo de agentes floculantes são
polímeros de alto peso molecular que contêm grupos adsorventes de modo a formar pontes entre
partículas ou flocos carregados (Figura 28). O efeito destes polielectrólitos é pouco variável com o pH
e pode ter um efeito simultâneo coagulante ao reduzir a carga efectiva do colóide. Estes podem ser

35
catiónicos, adsorvendo colóides ou flocos carregados negativamente, aniónicos, permitindo a ligação
por hidrogénio entre o colóide e o polímero por substituição dos grupos aniónicos da partícula
coloidal, ou não-iónico, cuja função é flocular por ligações de hidrogénio entre as superfícies sólidas e
os grupos polares do polímero [56].
A combinação de processos de coagulação e floculação permitem alcançar separações por
sedimentação muito mais rápidas e eficientes, tendo como objectivo a remoção de partículas em
suspensão e partículas coloidais.
Figura 28 – Floculação com polímeros. Formação de pontes entre partículas [57].

36

37
2. Materiais e Métodos
2.1 Procedimento de Recolha de Amostras
O procedimento de recolha de amostras consistiu na intercepção dos efluentes intermédios
ou finais por meio de válvulas instaladas no percurso das condutas ou na recolha directa de
contentores IBC (Intermediate Bulk Container) que já continham efluentes produzidos anteriormente.
Após a recolha em frascos de plástico as amostras eram armazenadas, quanto possível, a frio na
fábrica e posteriormente a frio do frigorífico do Instituto Superior Técnico até a sua utilização para
análises.
2.2 Análise do CQO
As análises ao CQO foram realizadas de acordo com o protocolo 5220B do Standard Methods for
the Examination of Water and Wastewater [58]. Os reagentes utilizados foram:
A- Solução aquosa com 10,216g K2Cr2O7 (VWR Chemicals), 167cm3 H2SO4 conc. e 33,3g
HgSO4 (Merck), por 1L de solução.
B- Solução de 10,12g Ag2SO4 por 1L de H2SO4 conc.. (VWR Chemicals)
C- Solução aquosa FAS (Ferrous Ammonium Sulphate) com 49,01g Fe(NH4)2(SO4)2.6H2O (VWR
Chemicals) com 20cm3 H2SO4, por 1L de solução. Preparar diluição 1:10 da solução C.
D- Solução padrão K2Cr2O7 (VWR Chemicals) com 12,26g por 1L de água destilada.
E- Solução de Ferroína (VWR Chemicals).
F- Solução cromo-sulfúrica: dissolução de 20g K2Cr2O7 em 54cm3 de H2SO4 e perfazer até 1L
com água destilada.
G- Solução aquosa 20% (v/v) H2SO4.
O procedimento experimental realizado consistiu em:
1- Adicionar a cada tubo as seguintes soluções, na ordem apresentada: 1,5cm3 da amostra a
analisar, 1cm3 da solução A e 2cm
3 da solução B. Realizar um duplicado para cada amostra.
2- Cobrir os tubos com tampas, agitar com cuidado e colocar no digestor (TR 420, Spectroquant,
Merck) a (150±2)⁰C durante 2h. Após digestão deixar os tubos a arrefecer à temperatura
ambiente.
3- Transferir a solução de cada tubo para um Erlenmeyer de 50cm3, seguida de 2 lavagens com
água destilada.
4- Adicionar uma gota da solução de ferroina (E) e titular o dicromato em excesso com a
solução C diluída em 1:10.

38
5- A titulação finaliza quando a cor da solução muda de azul claro para um laranja intenso.
6- O procedimento é repetido para todos os duplicados e para o “branco” da análise. Este último
é preparado substituindo o volume da amostra por volume de água destilada.
7- A preparação da solução padrão consiste na diluição de 1cm3 da solução D num pequeno
volume de água destilada e posterior adição de 2cm3 de H2SO4. A sua titulação é idêntica aos
passos anteriores 4 e 5.
8- Para lavagem dos tubos foi adicionado sensivelmente 4,65cm3 da solução cromo-sulfúrica
(F). É necessário que esta permaneça no interior do tubo durante pelo menos 1h. De seguida
os tubos são lavados 2 vezes com a solução ácida G e finalmente com água destilada.
Após a reacção do dicromato com a matéria orgânica, o excedente reage com o ferro da solução
C durante a titulação (Equação 2).
Equação 2
Assumindo que:
Vb – Volume de FAS usado na titulação do branco (cm3).
Va – Volume de FAS usado na titulação da amostra ou solução padrão (cm3).
MFAS – Molaridade do FAS.
Vp – Volume de amostra ou solução padrão.
Então (Vb-Va) corresponde ao volume gasto na titulação para reagir com o dicromato
excedente após reacção com a matéria orgânica presente na amostra. Assim, como a proporção
molar Fe:FAS é 1:1, (Vb-Va) x M é igual ao número de moles de Fe (II) consumido.
Por sua vez, a relação entre o número de moles de Fe (II) consumido e o oxigénio dissolvido
é dada pela Equação 3.
Equação 3
Logo, a massa de oxigénio necessária para a oxidação do Fe (II) a Fe (III) é calculada por
(Vb-Va) x M x 32000/4 e o CQO pela Equação 4.
⁄
Equação 4

39
A partir da concentração da solução padrão e da sua massa molar é possível determinar o
número de moles de dicromato presentes na titulação. Portanto, a partir da relação Fe2+
:Cr2O72-
consumidos de 6:1 e do volume usado na titulação do padrão, calcula-se a molaridade do titulante
FAS (M).
De modo a aumentar a sua exactidão e a reduzir potenciais interferências são adicionados,
respectivamente, Sulfato de Prata (Ag2SO4) e Sulfato de Mercúrio (HgSO4). No entanto, as
interferências devido a cloretos apenas são eliminadas se a sua concentração não ultrapassar os
2000 mg/L [46][58].
O método colorimétrico mencionado produz sempre resíduos perigosos para a saúde e ambiente
como a prata, crómio hexavalente (Cr6+
) e sulfato de mercúrio pelo que é necessária uma contenção
cautelosa para um tratamento posterior apropriado [59].
2.3 Testes de coagulação-floculação – Jar test
A técnica utilizada nos ensaios de Jar test foi a seguinte:
1- Preparar uma solução de 50 g/L de FeCl3 (Sigma-Aldrich), uma solução de 1 g/L de
magnafloc 1011 (Rivaz Química S.A.) e 1 g/L de zetag (Rivaz Química S.A.).
2- Adicionar 600mL da amostra para vários copos de 1L do Jar test . Todos ensaios são
efectuados em duplicado.
3- A um dos copos que vai funcionar como ensaio em branco não é adicionado qualquer
reagente. Agitar todos os copos a 100rpm durante 1min para garantir homogeneidade.
4- Em seguida adicionar com uma pipeta 2mL da solução de FeCl3 e agitar à velocidade de
175rpm durante 3min (agitação rápida). Deve-se adicionar o coagulante próximo do eixo de
agitação com o cuidado de não colocar directamente sobre ele.
5- Um pouco antes de terminarem os 3min de agitação adicionar com uma seringa 0,6 mL do
floculante pretendido e iniciar agitação lenta de 25rpm durante 12min. Deve-se adicionar o
floculante próximo do eixo de agitação com o cuidado de não colocar directamente sobre ele.
6- Decorridos os 12min parar a agitação e deixar repousar as soluções durante 10min.
7- Retirar uma quantidade de amostra numa secção intermédia dos copos para determinação do
CQO. De facto, o líquido sobrenadante na zona intermédia não terá a interferência de
possíveis óleos e gorduras que possam existir à superfície.

40
2.4 Testes com NaCl
Para os ensaios com adição de cloreto de sódio ao efluente utilizou-se o seguinte procedimento:
1. Preparar 2 amostras de 50 mL do efluente RWA em bruto e 2 amostras de 50 mL do
sobrenadante do RWA após Jar test com adição de FeCl3 e Zetag.
2. Adicionar 1g de NaCl (Panreac) ou 5g de NaCl para cada copo contendo cada tipo de
amostra.
3. Agitar com agitador magnético durante 30min.
4. Após agitação deixar a repousar durante 30min.
5. Retirar a amostra necessária para determinação do CQO de cada sobrenadante.
De referir que as condições experimentais anteriores foram testadas na literatura para facilitar
a separação da glicerina do biodiesel [55], tendo-se decidido testar se esta técnica permitiria
remover também a glicerina ou metanol da água por um processo semelhante ao de salting ou
drowing out com a consequente diminuição do CQO.

41
3. Apresentação e Discussão dos Resultados
3.1 Situação Inicial e Planeamento do Trabalho
3.1.1 Análise aos Relatórios das Águas de Santo André
No início deste trabalho começou por se efectuar uma análise aos relatórios enviados pelas
Águas de Santo André desde Agosto de 2013. Desta análise torna-se possível concluir que grande
parte dos custos associados aos efluentes da fábrica são devidos às penalizações por elevadas
concentrações de alguns parâmetros químicos (Figura 29). Nos valores apresentados não estão a ser
considerados os custos mensais fixos do serviço prestado pelas Águas de Santo André mas apenas
os custos dependentes da qualidade e quantidade de efluente.
Figura 29 -Distribuição dos custos no sector de efluentes da Enerfuel. Custos de Recolha e Tratamento de efluentes (azul) e Benefícios e Penalidades por Qualidade dos efluentes (vermelho). Amostragem
compreendida entre início de Agosto de 2013 e final de Março de 2014.
A Figura 30 mostra que dos parâmetros analisados destacam-se as penalizações referentes
aos altos níveis de CQO e óleos e gorduras, com uma participação de 83% do número total de
ocorrências até Março de 2014. Pontualmente surgem concentrações de SST (Sólidos Suspensos
Totais) e CBO5 superiores ao limite máximo penalizante das Águas de Santo André. No entanto,
efectuar um tratamento para eliminar os parâmetros mais problemáticos poderá sempre remover
também os contaminantes menos frequentes.
31%
69%
Valor Rec&Trat. + IVA
Valor B&P + IVA

42
Figura 30 - Número de ocorrências em penalizações a cada parâmetro controlado pelas Águas de Santo André. Amostragem compreendida entre início de Agosto de 2013 e final de Março de 2014.
Com o objectivo de estabelecer as necessidades de tratamento dos efluentes da Enerfuel foi
importante quantificar os valores que causaram as penalizações registadas. A Figura 31 apresenta os
valores máximos registados em efluentes da fábrica até ao final de Março de 2014, com a
representação das quantidades em excesso responsáveis pela penalização em cada parâmetro. De
referir que de acordo com a Figura 26, os limites de penalização são de 2.000 mg/L para o CQO,
1.000 mg/L para os sólidos suspensos totais, 100 mg/L para os óleos e gorduras, 20 mg/L para os
sulfuretos e 40 mg/L para os fenóis.
Os resultados apresentados na Figura seguinte mostram que os níveis de CQO são os mais
problemáticos. No entanto, percentualmente, os óleos apresentam uma necessidade de remoção
idêntica ao CQO. Nos cenários apresentados, que são os mais desfavoráveis no período em análise ,
o CQO necessitaria de uma remoção adicional superior a 93% e os óleos superior a 91%. Para os
Sólidos Suspensos Totais e CBO5 seria necessária uma remoção adicional superior a 34% e 73%,
respectivamente.
Figura 31 - Concentrações limite máximas para a não penalização e maior valor registado nos efluentes até final de Março de 2014.
0
5
10
15
20
25
30
0
5000
10000
15000
20000
25000
30000
mg/
L
Penalizante
Limites
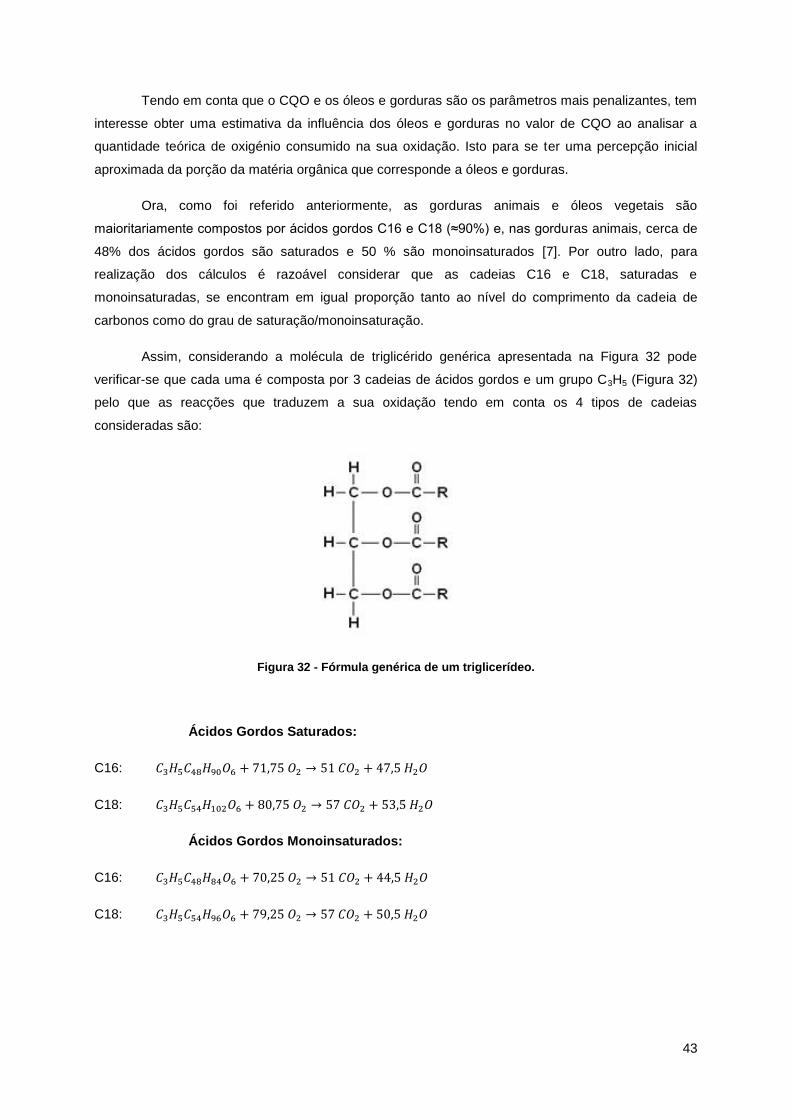
43
Tendo em conta que o CQO e os óleos e gorduras são os parâmetros mais penalizantes, tem
interesse obter uma estimativa da influência dos óleos e gorduras no valor de CQO ao analisar a
quantidade teórica de oxigénio consumido na sua oxidação. Isto para se ter uma percepção inicial
aproximada da porção da matéria orgânica que corresponde a óleos e gorduras.
Ora, como foi referido anteriormente, as gorduras animais e óleos vegetais são
maioritariamente compostos por ácidos gordos C16 e C18 (≈90%) e, nas gorduras animais, cerca de
48% dos ácidos gordos são saturados e 50 % são monoinsaturados [7]. Por outro lado, para
realização dos cálculos é razoável considerar que as cadeias C16 e C18, saturadas e
monoinsaturadas, se encontram em igual proporção tanto ao nível do comprimento da cadeia de
carbonos como do grau de saturação/monoinsaturação.
Assim, considerando a molécula de triglicérido genérica apresentada na Figura 32 pode
verificar-se que cada uma é composta por 3 cadeias de ácidos gordos e um grupo C3H5 (Figura 32)
pelo que as reacções que traduzem a sua oxidação tendo em conta os 4 tipos de cadeias
consideradas são:
Figura 32 - Fórmula genérica de um triglicerídeo.
Ácidos Gordos Saturados:
C16:
C18:
Ácidos Gordos Monoinsaturados:
C16:
C18:

44
Então, aplicando a Equação 1,novamente apresentada, para calcular a Carência Química em
Oxigénio teórica (CQOt) dos óleos e gorduras obtêm-se os seguintes valores:
Equação 1 [40]
Ácidos Gordos Saturados:
Ácidos Gordos Monoinsaturados:
Os valores anteriores mostram que quanto menor a cadeia dos ácidos gordos e quanto maior
o seu grau de insaturação, menor a sua influência no CQO.
Admitindo agora a composição média acima referida (25% de cada tipo de ácido gordo), é
possível calcular o CQOt para a matéria prima usada na produção e potencialmente presente nos
efluentes como sendo:
De referir que a influência dos óleos alimentares usados por vezes utilizados na Enerfuel no
blending das matérias primas pode ser desprezado visto que cerca de 85 a 95% destas são gorduras
animais. Sendo assim, é razoável admitir que o CQOt dos óleos e gorduras presentes nos efluentes é
o das gorduras animais.
Por último, para se estimarem os valores totais aproximados de oxigénio consumido na
oxidação dos óleos e gorduras presentes no efluente, multiplicou-se o valor anterior pela massa de
óleos e gorduras apresentadas nos relatórios de análises das Águas de Santo André. A Figura 33
apresenta a estimativa da fracção do CQO total que pode ser atribuído aos óleos e gorduras .
Apesar das assunções e aproximações efectuadas, os resultados obtidos indicam que em
quase todas as amostras existem compostos oxidáveis (previsivelmente orgânicos) com maior
impacto nos níveis de CQO do que as gorduras e óleos que, em muitos dos períodos analisados,
permitiram explicar menos de 10% do valor de CQO analisado (Figura 33). Assim, tendo em conta os

45
compostos que se espera que possam aparecer como contaminantes neste efluente, a glicerina é
provavelmente o composto que pode promover valores elevados de CQO . No entanto, a presença de
metanol e a interferência de compostos inorgânicos oxidáveis como os cloretos podem também
contribuir para os elevados valores de CQO do efluente da Enerfuel.
Apesar de, segundo o Standard Methods for the Examination of Water and Wastewater [58],
na determinação do CQO com dicromato de potássio ser correcto assumir uma oxidação de 95 a
100% do valor teórico [58], Baker et al. [60] estudaram a relação entre a carência de oxigénio teórica
e real de compostos orgânicos e verificaram que para os óleos o CQO real era menor em 47% do
teórico. Os autores sugerem que esta discrepância pode existir devido ao facto da dissolução dos
óleos não ser completa o que impede a sua reacção com o dicromato de potássio. Se assim for, a
influência das gorduras nos níveis de CQO total do efluente da Enerfuel pode ser ainda inferior à
apresentada na Figura 33.
Figura 33 - Influência percentual dos óleos e gorduras nos valores de CQO das amostras retiradas desde o mês de Agosto de 2013 ao final do mês de Janeiro de 2014.
A interferência de diversas espécies inorgânicas, como o ião cloreto, na determinação do
CQO é também bem conhecida [48]. Assim, por exemplo, o método seguido neste trabalho
recomenda a utilização do sulfato de mercúrio para actuar como complexante do Cl-. Aquino et al.
[61] estudaram a interferência dos iões cloretos (Cl-), iões ferrosos (Fe
2+), sulfuretos (S
2-), nitritos
(NO2-) e amónia (NH4
+) na determinação do CQO pelo método do Standard Methods for the
Examination of Water and Wastewater também utilizado neste trabalho. Estes autores verificaram
que, por exemplo, na presença de iões amónia os cloretos actuam como promotores da sua oxidação
devido à formação de cloraminas que são oxidadas, o que não aconteceria se só existisse amónia.
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
Ago-13 Set-13 Out-13 Nov-13 Dez-13 Jan-14
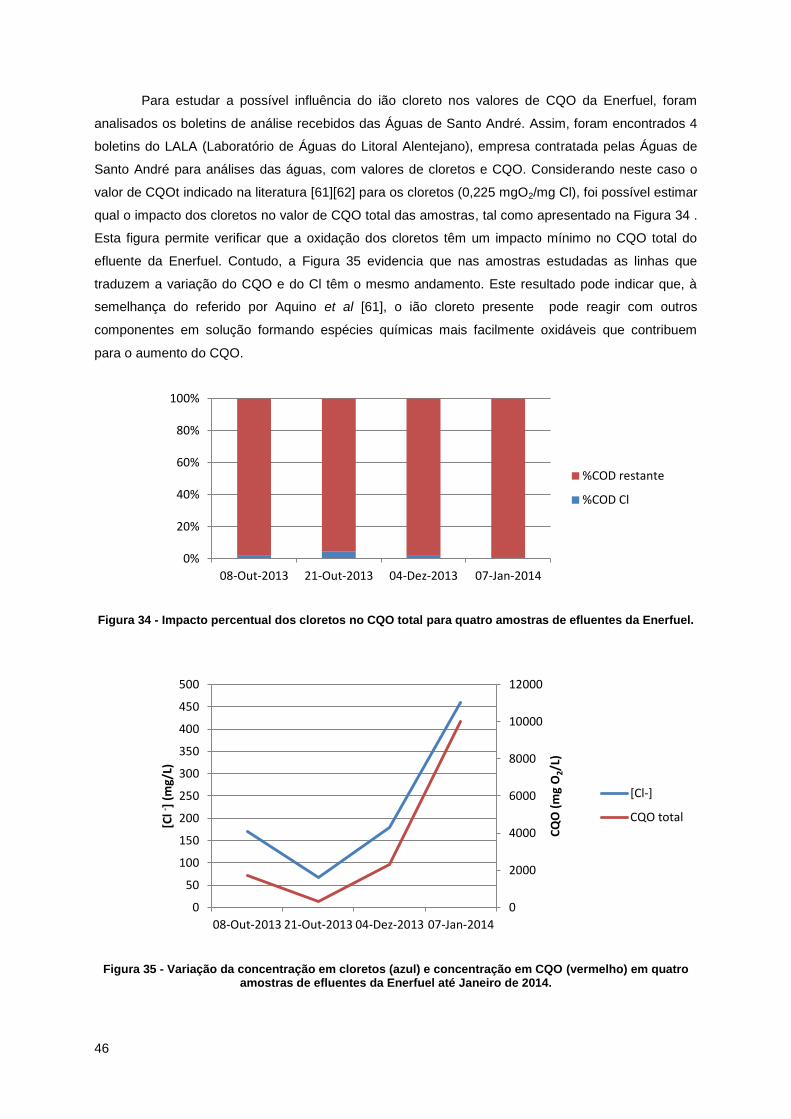
46
Para estudar a possível influência do ião cloreto nos valores de CQO da Enerfuel, foram
analisados os boletins de análise recebidos das Águas de Santo André. Assim, foram encontrados 4
boletins do LALA (Laboratório de Águas do Litoral Alentejano), empresa contratada pelas Águas de
Santo André para análises das águas, com valores de cloretos e CQO. Considerando neste caso o
valor de CQOt indicado na literatura [61][62] para os cloretos (0,225 mgO2/mg Cl), foi possível estimar
qual o impacto dos cloretos no valor de CQO total das amostras, tal como apresentado na Figura 34 .
Esta figura permite verificar que a oxidação dos cloretos têm um impacto mínimo no CQO total do
efluente da Enerfuel. Contudo, a Figura 35 evidencia que nas amostras estudadas as linhas que
traduzem a variação do CQO e do Cl têm o mesmo andamento. Este resultado pode indicar que, à
semelhança do referido por Aquino et al [61], o ião cloreto presente pode reagir com outros
componentes em solução formando espécies químicas mais facilmente oxidáveis que contribuem
para o aumento do CQO.
Figura 34 - Impacto percentual dos cloretos no CQO total para quatro amostras de efluentes da Enerfuel.
Figura 35 - Variação da concentração em cloretos (azul) e concentração em CQO (vermelho) em quatro amostras de efluentes da Enerfuel até Janeiro de 2014.
0%
20%
40%
60%
80%
100%
08-Out-2013 21-Out-2013 04-Dez-2013 07-Jan-2014
%COD restante
%COD Cl
0
2000
4000
6000
8000
10000
12000
0
50
100
150
200
250
300
350
400
450
500
08-Out-2013 21-Out-2013 04-Dez-2013 07-Jan-2014
CQ
O (
mg
O2/L
)
[Cl - ]
(m
g/L)
[Cl-]
CQO total

47
3.1.2 Observação das operações na fábrica e planificação do trabalho
Em paralelo com a análise dos relatórios das Águas de Santo André, foi efectuado o
acompanhamento das operações diárias da fábrica com ênfase na análise preliminar às correntes
que se destinam à recolha das Águas de Santo de André. A Figura 37 apresenta o esquema com os
efluentes de toda a unidade, com excepção das águas residuais domésticas, da área de refeições e
casas de banho, por apresentarem as características habituais dos efluentes domésticos. Além disso,
estes volumes em conjunto com os provenientes do sistema de ar comprimido, são também
desprezáveis comparativamente aos despejados na actividade industrial.
Para clarificar, a Figura 38 esquematiza todo o sistema de efluentes bem como a localização
da entrada sequencial no colector geral da fábrica. Infelizmente, não é possível representar a
sequência temporal de entradas no colector, pois cada equipamento gerador de efluentes tem um
período próprio de descarga não relacionado com os restantes. Assim, após recolha de todos os
efluentes industriais, o colector despeja todo o volume recolhido no poço de bombagem. Neste, os
efluentes são armazenados até que se atinja uma determinada percentagem da sua capacidade
máxima, ocorrendo aqui alguma separação de óleos, gorduras e outras suspensões. Quando o
volume de efluente no poço de bombagem atinge os 4-5 m3, o controlador automático com sensor
numa bóia fará actuar uma bomba que bombeia o efluente para os separadores/decantadores de
óleos e gorduras. Uma outra bóia detecta o nível mínimo do poço e sinaliza o controlador que desliga
a bomba.
O sistema actual de separação de óleos e gorduras na Enerfuel é formado por 5 unidades, da
AlmAqua – Tecnologias do Ambiente, Lda., instaladas em série e enterrados no solo. Cada unidade é
uma caixa com uma capacidade de 1m3 que tem no seu interior uma chicana que separa a zona de
sedimentação de sólidos da zona de separação de gorduras (Figura 36). Depois da passagem pelo
último separador, os esgotos industriais intersectam os esgotos domésticos e seguem na direcção da
sala de contagem das Águas de Santo André.
Figura 36 – Representação esquemática do funcionamento de um separador da AlmAqua [63].

48
Figura 37 - Representação da saída dos efluentes em toda a unidade (excepto doméstico) no esquema de blocos do processo. Setas a vermelho representam o fluxo de efluentes: L1-Efluente de lavagem da transesterificação; L2-Efluente de limpezas de equipamento e chão no edifício de processo;
L3-Efluente de lavagens do parque de tanques; DW-Efluente proveniente da Dewatering da glicerina (RWA); O-Efluente proveniente da lavagem da membrana da osmose inversa; C-Purga da Caldeira; TR-Purga da torre de refrigeração; A- Efluente do sistema de ar comprimido.
RWA

49
Figura 38 - Esquema sequencial da entrada dos efluentes no colector geral, até à sala de contagem das Águas de Santo André. A cizento efluentes provenientes do parque de tanques, a laranja efluentes
provenientes do edificio de utilidades e a verde efluentes provenientes do edificio de processo.
Como está representado na Figura anterior, as purgas do sistema de Utilidades também são
recolhidas no colector geral. Contudo, a Figura 39 demonstra o impacto reduzido que estas correntes
têm no CQO dos efluentes. De facto, as purgas do processo de osmose inversa, da torre de
refrigeração e a da caldeira de vapor não atingem os 100 mgO2/L.
Figura 39 - Níveis de CQO em amostras das purgas dos sistemas de utilidades produtores de efluentes: Unidade de Osmose Inversa, Torre de Refrigeração e Caldeira.
0
500
1000
1500
2000
Osmose T.Refrigeração Caldeira
CQ
O (
mg
O2
/L)
Purgas
Limite Penalização

50
De referir que, apesar das lavagens dos equipamentos e das zonas de carga e descarga
serem pontuais, requerem volumes de água muito elevados que pode arrastar por isso quantidades
elevadas de substâncias potencialmente penalizantes como a glicerina, metanol, biodiesel, sulfato de
potássio impuro ou óleos e gorduras.
Tendo em conta a reduzida qualidade dos efluentes produzidos, é possível concluir que o
sistema de tratamento de efluentes da Enerfuel não tem a capacidade necessária para tratar os
efluentes produzidos devido às quantidades produzidas e/ou às suas características. Assim, as
elevadas penalizações mensais que a Enerfuel tem sofrido devido à reduzida qualidade dos seus
efluentes obrigam a efectuar intervenções, seja ao nível dos procedimentos nas operações diárias,
seja no sistema de tratamento final da unidade. Contudo, a análise inicial efectuada permitiu concluir
que a identificação da melhor solução para efectuar o tratamento dos efluentes da fábrica é difícil,
nomeadamente porque as saídas dos efluentes de cada equipamento são dessincronizadas. Assim,
será necessário estudar todos os cenários possíveis e identificar o mais desfavorável a nível de
contaminação para estabelecer depois um procedimento/sistema que garanta a sua
prevenção/tratamento.
À semelhança do que é efectuado em diversas instalações industriais, os problemas
associados à reduzida qualidade do efluente poderiam ser minimizados com a instalação de um
tanque de equalização com capacidade suficiente para reter um ciclo de produção incluindo lavagens.
De facto, este sistema permitiria ter um maior controlo nas quantidades e composição do efluente a
tratar e facilitaria por isso a optimização do seu tratamento. Contudo, actualmente esta solução é de
difícil implementação na Enerfuel devido, desde logo, ao espaço que necessitaria face ao disponível,
pelo que se optou por estudar outras alternativas descritas na secção seguinte.
3.2 Monitorização da qualidade dos efluentes gerados na Enerfuel. Proposta
e implementação de alterações na sua gestão e tratamento.
Com o objectivo de propor alterações à gestão de efluentes da Enerfuel com vista à
diminuição dos custos das penalizações por falta de qualidade, foram efectuadas várias campanhas
de amostragem e análise dos efluentes mais problemáticos. Na sequência dos resultados obtidos
foram propostas, implementadas e avaliadas alterações de fácil aplicação aos procedimentos e/ou ao
sistema de tratamento inicialmente existentes na Enerfuel. Por outro lado, foram também sugeridos e
discutidos os melhoramentos de maior envergadura financeira e temporal que poderiam ser
implementados no futuro, visando conseguir uma redução de custos com o menor investimento
possível.

51
3.2.1 Monitorização da Carência Química de Oxigénio
3.2.1.1 Águas de Lavagem do Permutador de Secagem da Glicerina
Como for referido na Secção 1.3.2.4 da Introdução, o metanol existente na solução aquosa de
glicerina resultante das lavagens do biodiesel é recuperado numa coluna de destilação à pressão
atmosférica. Em seguida efectua-se a secagem da glicerina (Dewatering) no permutador caixa e
tubos (glicerina húmida nos tubos e vapor na caixa) que também funciona à pressão atmosférica e
que é chamado de Glycerin Reboiler. A água removida é condensada e armazenada no tanque
denominado por RWA, que é descarregado para o esgoto industrial quando atinge cerca de 85% da
sua capacidade.
Por outro lado, quando na sala de controlo se verifica que a eficiência de permuta de calor no
permutador está demasiado baixa devido, por exemplo, a depósitos acumulados na superfície dos
tubos é efectuada uma lavagem sem periodicidade fixa. Esta lavagem é efectuada em circuito
fechado com uma solução de soda, seguida de uma lavagem do interior do equipamento com água
industrial, sendo esta operação designada por flush. À data do início deste trabalho, estas águas de
lavagem eram descarregadas directamente para a caleira industrial.
Na primeira campanha de amostragem efectuada, tal como ilustrado na Figura 40,
recolheram-se amostras antes e após os separadores durante um procedimento de lavagem do
Glycerin Reboiler. Assim, em cada um destes pontos analisaram-se duas amostras: uma do
sobrenadante depois de 15 dias de armazenamento e outra amostra homogeneizada.
Figura 40 - Esquematização dos pontos de primeira amostragem (cruzes azuis).

52
i) Análises de CQO dos efluentes nos separadores
A Figura 41 apresenta os resultados das análises de CQO efectuadas a estas amostras.
Contudo, os resultados apresentados devem ser utilizados unicamente numa análise comparativa
visto que, por lapso, a análise dos brancos não foi efectuada. Além disso, o tempo decorrido entre
a amostragem antes e depois dos separadores não estava ainda optimizado, pelo que não é
garantido que a amostra recolhida após os separadores seja correspondente à recolhida antes.
Por essa razão não é apresentada a escala das ordenadas no gráfico.
Figura 41 - Representação gráfica dos níveis de CQO, durante um procedimento de limpeza do Glycerin Reboiler, antes e depois da passagem pelos separadores. Para cada ponto estão representados os
resultados para o sobrenadante após 15 dias de sedimentação e o concentrado da mistura completa. Está também apresentada a leitura de CQO no efluente sem separação por sedimentação, após os
Separadores, sem limpeza a decorrer.
A primeira observação a fazer será que os níveis de CQO antes da passagem pelos
separadores são muito mais elevados. Isto pode indicar que, neste cenário de limpeza do permutador
da glicerina, os separadores promovem uma remoção do CQO de cerca de 68%, ou, em alternativa,
que no intervalo de tempo utilizado para efectuar a amostragem antes e depois do separador,
sensivelmente 1h, não foi suficiente para permitir a passagem do efluente pelo equipamento. Se
assim for, os resultados obtidos não são exemplificativos da eficiência dos separadores.
Outro aspecto interessante que estes resultados permitem analisar é o efeito da
sedimentação do efluente durante 15 dias. Assim, para a amostra recolhida antes dos separadores, a
sedimentação apenas permitiu reduzir em cerca de 6% o valor de CQO. Contrariamente, para a
amostra recolhida após os separadores, a remoção do CQO no sobrenadante foi de quase 80% após
15 dias de sedimentação. Contudo, como provavelmente o tempo de 1 h decorrido entre a
Pré-Separadores comLimpeza do Glycerin
Reboiler
Pós-Separadores comLimpeza do Glycerin
Reboiler
Pós-Separadores semLimpezas
Homogeneizado
Sobrenadante
CQ
O

53
amostragem antes e após os separadores não ter sido suficiente, as amostras não devem ser
equivalentes. Além disso, não seria expectável que a passagem pelos separadores favorecesse a
formação de compostos mais facilmente sedimentáveis.
O efeito da sedimentação na redução do CQO das amostras após os 5 separadores pode ser
antes indicativo de que estes têm uma capacidade insuficiente e que devido, por exemplo, à
turbulência provocada pelas descargas de maior volume e caudal, os sedimentos previamente
depositados nos fundos voltem a ficar em suspensão e sejam arrastados para a saída do último
separador. Estes resultados deram desde logo a indicação de que uma solução possível para
diminuir o CQO do efluente final poderia passar pela instalação de um tanque de maior capacidade a
montante dos separadores e/ou pela a adição de agentes floculantes/coagulantes para favorecer a
sedimentação do material em suspensão e reduzir a sua ressuspensão.
De referir que se o composto responsável pelos valores elevados de CQO for a glicerina, a
adição de coagulantes/floculantes não deverá ter grande sucesso visto que a solubilidade da glicerina
em água é muito elevada (500 g/L a 20⁰C [64]). Aliás, a reduzida remoção de CQO por sedimentação
na amostra recolhida no pré-separador pode indicar que, de facto, a glicerina será um dos compostos
responsáveis pelo CQO. Na amostra dos pós-separadores, o CQO analisado também pode ser
devido aos compostos re-arrastados por um caudal demasiado elevado para a capacidade útil dos
separadores.
Nesta fase também se tentou analisar o valor do CQO na amostra de água de lavagem do
permutador recolhida na saída directa para a caleira central da unidade. Contudo, a diluição 1:300
desta amostra apresentou um CQO acima do limite superior do método (900 mgO2/L), ou seja,
poderá conter um nível de CQO superior a 270.000 mgO2/L. Sendo os valores de CQO tão elevados,
muito provavelmente devido à elevada contaminação em glicerina, mostrou-se que era urgente
introduzir alterações nos procedimentos de lavagem para se reduzir ao máximo a contaminação na
fonte.
A Figura 41 mostra também que a análise da amostra homogeneizada após separadores,
retirada quando não se estava a efectuar a limpeza do permutador de glicerina, revelou um valor de
CQO cerca de 31 vezes inferior ao da amostra equivalente colhida após a limpeza do permutador,
mesmo após a passagem pelos 5 separadores. Ora, este é o efluente que segue directamente para a
sala de contagem das Águas de Santo André pelo que estas análises provaram como a sua
qualidade é influenciada pela realização das lavagens.
ii) Intervenção no processo de lavagem
Como foi referido acima, a lavagem do permutador de secagem da glicerina consiste numa
lavagem em circuito fechado com uma solução de soda, seguida de uma lavagem com água
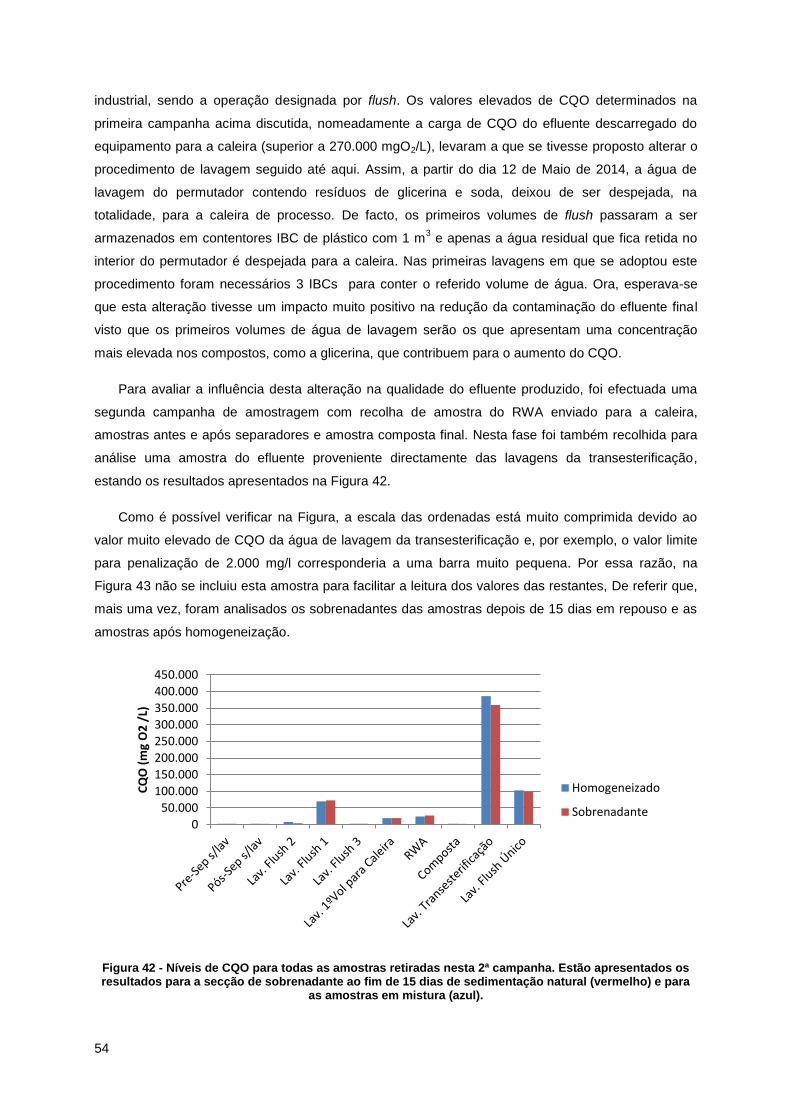
54
industrial, sendo a operação designada por flush. Os valores elevados de CQO determinados na
primeira campanha acima discutida, nomeadamente a carga de CQO do efluente descarregado do
equipamento para a caleira (superior a 270.000 mgO2/L), levaram a que se tivesse proposto alterar o
procedimento de lavagem seguido até aqui. Assim, a partir do dia 12 de Maio de 2014, a água de
lavagem do permutador contendo resíduos de glicerina e soda, deixou de ser despejada, na
totalidade, para a caleira de processo. De facto, os primeiros volumes de flush passaram a ser
armazenados em contentores IBC de plástico com 1 m3 e apenas a água residual que fica retida no
interior do permutador é despejada para a caleira. Nas primeiras lavagens em que se adoptou este
procedimento foram necessários 3 IBCs para conter o referido volume de água. Ora, esperava-se
que esta alteração tivesse um impacto muito positivo na redução da contaminação do efluente final
visto que os primeiros volumes de água de lavagem serão os que apresentam uma concentração
mais elevada nos compostos, como a glicerina, que contribuem para o aumento do CQO.
Para avaliar a influência desta alteração na qualidade do efluente produzido, foi efectuada uma
segunda campanha de amostragem com recolha de amostra do RWA enviado para a caleira,
amostras antes e após separadores e amostra composta final. Nesta fase foi também recolhida para
análise uma amostra do efluente proveniente directamente das lavagens da transesterificação,
estando os resultados apresentados na Figura 42.
Como é possível verificar na Figura, a escala das ordenadas está muito comprimida devido ao
valor muito elevado de CQO da água de lavagem da transesterificação e, por exemplo, o valor limite
para penalização de 2.000 mg/l corresponderia a uma barra muito pequena. Por essa razão, na
Figura 43 não se incluiu esta amostra para facilitar a leitura dos valores das restantes, De referir que,
mais uma vez, foram analisados os sobrenadantes das amostras depois de 15 dias em repouso e as
amostras após homogeneização.
Figura 42 - Níveis de CQO para todas as amostras retiradas nesta 2ª campanha. Estão apresentados os resultados para a secção de sobrenadante ao fim de 15 dias de sedimentação natural (vermelho) e para
as amostras em mistura (azul).
0
50.000
100.000
150.000
200.000
250.000
300.000
350.000
400.000
450.000
CQ
O (
mg
O2
/L)
Homogeneizado
Sobrenadante
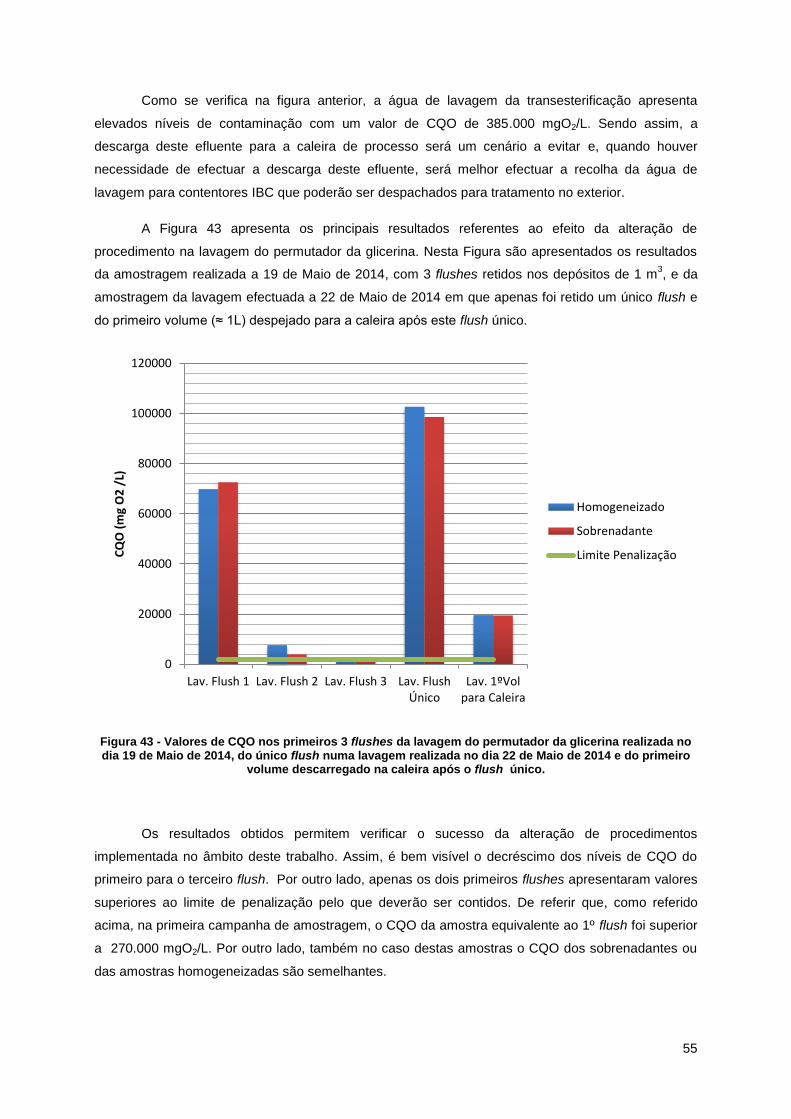
55
Como se verifica na figura anterior, a água de lavagem da transesterificação apresenta
elevados níveis de contaminação com um valor de CQO de 385.000 mgO2/L. Sendo assim, a
descarga deste efluente para a caleira de processo será um cenário a evitar e, quando houver
necessidade de efectuar a descarga deste efluente, será melhor efectuar a recolha da água de
lavagem para contentores IBC que poderão ser despachados para tratamento no exterior.
A Figura 43 apresenta os principais resultados referentes ao efeito da alteração de
procedimento na lavagem do permutador da glicerina. Nesta Figura são apresentados os resultados
da amostragem realizada a 19 de Maio de 2014, com 3 flushes retidos nos depósitos de 1 m3, e da
amostragem da lavagem efectuada a 22 de Maio de 2014 em que apenas foi retido um único flush e
do primeiro volume (≈ 1L) despejado para a caleira após este flush único.
Figura 43 - Valores de CQO nos primeiros 3 flushes da lavagem do permutador da glicerina realizada no dia 19 de Maio de 2014, do único flush numa lavagem realizada no dia 22 de Maio de 2014 e do primeiro
volume descarregado na caleira após o flush único.
Os resultados obtidos permitem verificar o sucesso da alteração de procedimentos
implementada no âmbito deste trabalho. Assim, é bem visível o decréscimo dos níveis de CQO do
primeiro para o terceiro flush. Por outro lado, apenas os dois primeiros flushes apresentaram valores
superiores ao limite de penalização pelo que deverão ser contidos. De referir que, como referido
acima, na primeira campanha de amostragem, o CQO da amostra equivalente ao 1º flush foi superior
a 270.000 mgO2/L. Por outro lado, também no caso destas amostras o CQO dos sobrenadantes ou
das amostras homogeneizadas são semelhantes.
0
20000
40000
60000
80000
100000
120000
Lav. Flush 1 Lav. Flush 2 Lav. Flush 3 Lav. FlushÚnico
Lav. 1ºVolpara Caleira
CQ
O (
mg
O2
/L)
Homogeneizado
Sobrenadante
Limite Penalização

56
A figura anterior mostra também que o primeiro volume despejado na caleira na lavagem de
22 de Maio, que é uma amostra equivalente ao flush 2 da lavagem de 19 de Maio, apresenta uma
concentração de CQO muito superior (7.600 vs. 19.500 mgO2/L). Este facto pode ser devido à
diferença no método de amostragem utilizado. Assim, o chamado 1º volume retirado a seguir ao flush
único correspondeu ao primeiro litro a seguir ao flush, enquanto a amostra do flush 2 foi retirada do
contentor de 1 m3, beneficiando por isso da diluição com os volumes menos contaminados.
O efeito nos diversos efluentes com a implementação do isolamento do primeiro flush de
lavagem do permutador da glicerina e da água de lavagem da transesterificação pode ser verificada
na Figura 44.
Figura 44 – CQO das amostras recolhidas em diversos pontos da fábrica após retenção das águas de lavagem mais contaminadas.
Na Figura anterior é importante observar os valores para a amostra composta, representativa
dos efluentes produzidos na fábrica entre dia 15 de Maio e 22 de Maio. De referir que neste período
decorreu no dia 19 de Maio a lavagem do permutador com isolamento dos primeiros 3 flushes. Como
se pode verificar, estes valores são muito semelhantes aos das amostras recolhidas nos separadores
num período em que não foram efectuadas lavagens ao permutador de glicerina pelo que se conclui
que o procedimento de contenção é uma boa estratégia.
Por outro lado, o valor de CQO para o flush 3 é semelhante ao CQO de períodos em que não
são efectuadas lavagens o que confirma a melhoria da qualidade deste efluente. Apesar disto, é
aconselhável que este efluente continue a ser contido até que numa nova campanha de amostragem
e análises se verifique se o seu potencial de contaminação é ou não significativo.
Depois de detectada a importância de actuar no efluente do glycerine reboiler, foi introduzida
em Julho de 2014 nova alteração neste procedimento. Assim, passaram a fazer-se lavagens mais
0
5000
10000
15000
20000
25000
30000
Pre-Seps/lav
Pós-Seps/lav
Lav. Flush2
Lav. Flush3
RWA Composta
CQ
O (
mg
O2
/L)
Homogeneizado
Sobrenadante
Limite Penalização

57
regulares apenas com a água e em circuito fechado, passando a água de lavagem a ser devolvida ao
tanque GLP para posterior acidificação como descrito na secção 1.3.2.4 (Introdução). Para lavagens
mais completas e mais espaçadas, passou a subcontratar-se a empresa EGEO (empresa inserida no
mercado de Gestão Global de Resíduos) para efectuar a lavagem do equipamento recolhendo os
efluentes resultantes para serem posteriormente tratados pela própria empresa. Este novo processo
de lavagem, chamado de Washing PCS, é mais simples e tem a duração média de 1 hora sendo
efectuado com a água de lavagem proveniente do tanque de RWA.
A importância de efectuar a contenção das águas de lavagem esporádicas de equipamentos
também ficou demonstrada no acompanhamento de uma operação de desobstrução da linha de
saída do tanque de WPH efectuada no dia 22 de Agosto de 2014. Neste caso, foi analisada uma
amostra deste efluente tendo-se obtido um valor de CQO de 30.600 mgO2/L. Assim, se este efluente,
com volume gerado superior a 2m3 fosse enviado para a caleira e de seguida para a conduta de
efluente industrial, seria necessária uma diluição de cerca de 15 vezes para não se alcançar a
penalização. Felizmente que o efluente gerado neste processo foi contido em contentores IBC para
posterior recolha pela empresa Jomarlimpa. De referir que neste caso não são aplicados os critérios
na facturação do efluente geral porque este volume é entregue como efluente especial, ou seja, não é
enviado como efluente industrial indiferenciado para as condutas das AdSA.
3.2.1.2 Ensaios exploratórios para tratamento da Água proveniente da secagem da glicerina (RWA )
Como já foi referido, à data do início deste trabalho, os efluentes recolhidos na Enerfuel
apresentavam valores de CQO muito elevados devido à possível contaminação óleos e gorduras,
glicerina, metanol, biodiesel, entre outros. Como não se dispunham de análises aos efluentes
intermédios, começou por se colocar a hipótese do CQO nos efluentes mais problemáticos como o
RWA ser principalmente devido à presença de glicerina. Por esta razão, foi efectuada uma análise
crítica dos processos descritos na literatura para a remoção de glicerina, com vista à selecção do
processo que poderia vir a ser implementado na Enerfuel.
Assim, apesar de existirem diversos estudos relativos à separação da glicerina da fase
biodiesel [48][50][52][53][54], a sua remoção de efluentes aquosos é um desafio difícil devido à sua
elevada solubilidade. De facto, para além dos processos de digestão anaeróbica que dificilmente
poderiam ser implementados na Enerfuel, na literatura apenas se encontrou a referência à remoção
de glicerina de soluções aquosas por processos de adsorção em carvão activado ou outros
adsorventes [50][51].
A aplicação dos processos de coagulação/floculação ao tratamento de águas residuais de
processos de produção de biodiesel é também descrita em diversos artigos [47][48][49] no caso do
tratamento de efluentes provenientes da lavagem do biodiesel após a transesterificação. Deste modo,
apesar de no processo da Enerfuel não se efectuarem descargas directas destas águas de lavagem e

58
da diferença obtida entre o CQO dos sobrenadantes e das amostras homogeneizadas apresentada
na Figura 44 indicar que o CQO deste efluente deverá ser devido a espécies dissolvidas, foi decidido
testar a aplicação da coagulação-floculação ao efluente RWA por ser o efluente mais contaminado
produzido na fábrica.
De facto, como se pode verificar na Figura 43, a primeira amostra de RWA analisada
apresentava um valor de CQO de cerca de 25.000 mg O2/L que é mais de 10 vezes superior ao limite
de penalização. Neste caso é razoável admitir que este valor elevado de CQO deverá ser
maioritariamente devido à presença de glicerina, dissolvida e em suspensão, arrastada durante a
operação de secagem a par com o metanol não removido na coluna de destilação a montante do
permutador.
Paralelamente, para testar a viabilidade de separação da glicerina e metanol dissolvidos por um
processo semelhante ao salting ou drowing out utilizado frequentemente para separar etanol e
metanol da água através da adição de um sal [65][66], foram efectuados alguns ensaios para analisar
o efeito da adição de cloreto de sódio no CQO do efluente RWA.
De referir que se espera que uma intervenção directa no efluente RWA possa reduzir o CQO do
efluente composto da fábrica para níveis inferiores à penalização ou, pelo menos, contribua para
reduzir a carga necessária de tratamento final.
i) Ensaios de coagulação-floculação em Jar test
Nos ensaios no Jar test foi utilizado o FeCl3 como coagulante e foram testados um floculante
catiónico (Zetag) e outro aniónico (Magnafloc 1011), tendo o procedimento utilizado sido descrito na
secção de Materiais e Métodos (secção 2.3). Os testes foram realizados em 3 amostras recolhidas
na fábrica em dias diferentes: uma amostra de RWA recolhida no dia 16 de Abril (RWA´) e que
apresentava um CQO superior (≈ 27.000 mg O2/L), uma amostra de RWA recolhida no dia 22 de Maio
e uma amostra do efluente após separadores recolhida nesse mesmo dia. As condições testadas,
apresentadas abaixo, foram escolhidas por serem condições usuais definidas no IST em trabalhos
anteriores. O pH dos efluentes era de 6-6.5 e não foi ajustado. Para todas as amostras foi sempre
realizado um ensaio em branco sem a adição de coagulantes/floculantes.
- RWA’ (16/04/2014)- 166 mg/L em FeCl3.6H2O (Sigma-Aldrich) e 1 mg/L Zetag (Rivaz Química S.A.)
- RWA (22/05/2014)- 166 mg/L em FeCl3.6H2O (Sigma-Aldrich) e 1 mg/L de magnafloc 1011 (Rivaz
Química S.A.).
- Pós-separadores (22/05/14)- 166 mg/L em FeCl3.6H2O (Sigma-Aldrich) e 1 mg/L de magnafloc
1011 (Rivaz Química S.A.).
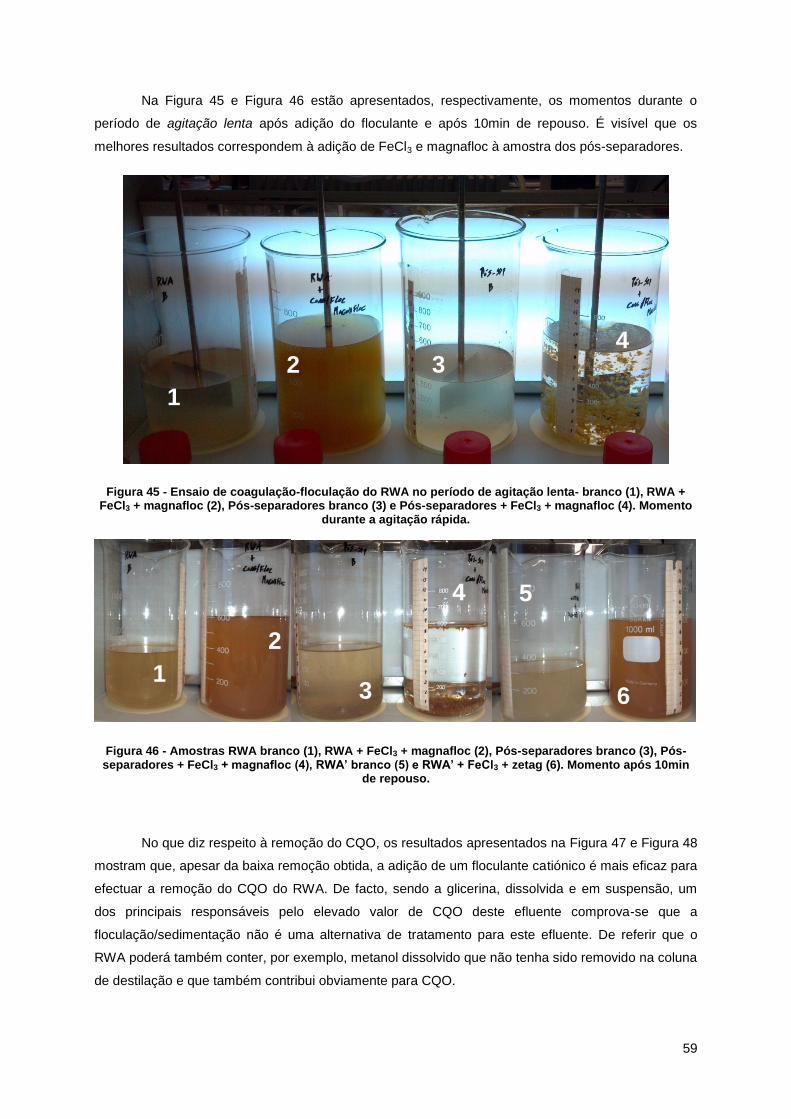
59
Na Figura 45 e Figura 46 estão apresentados, respectivamente, os momentos durante o
período de agitação lenta após adição do floculante e após 10min de repouso. É visível que os
melhores resultados correspondem à adição de FeCl3 e magnafloc à amostra dos pós-separadores.
Figura 45 - Ensaio de coagulação-floculação do RWA no período de agitação lenta- branco (1), RWA + FeCl3 + magnafloc (2), Pós-separadores branco (3) e Pós-separadores + FeCl3 + magnafloc (4). Momento
durante a agitação rápida.
Figura 46 - Amostras RWA branco (1), RWA + FeCl3 + magnafloc (2), Pós-separadores branco (3), Pós-separadores + FeCl3 + magnafloc (4), RWA’ branco (5) e RWA’ + FeCl3 + zetag (6). Momento após 10min
de repouso.
No que diz respeito à remoção do CQO, os resultados apresentados na Figura 47 e Figura 48
mostram que, apesar da baixa remoção obtida, a adição de um floculante catiónico é mais eficaz para
efectuar a remoção do CQO do RWA. De facto, sendo a glicerina, dissolvida e em suspensão, um
dos principais responsáveis pelo elevado valor de CQO deste efluente comprova-se que a
floculação/sedimentação não é uma alternativa de tratamento para este efluente. De referir que o
RWA poderá também conter, por exemplo, metanol dissolvido que não tenha sido removido na coluna
de destilação e que também contribui obviamente para CQO.
1
4 3
1
2
4 5
2
3 6
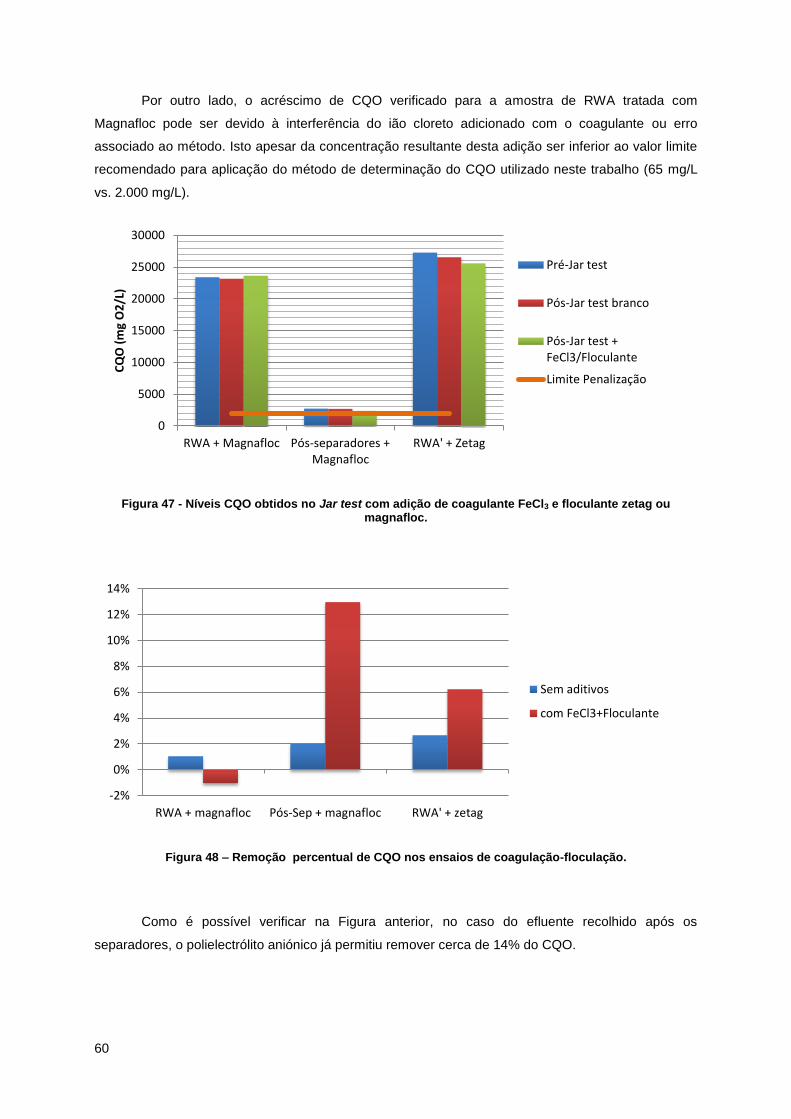
60
Por outro lado, o acréscimo de CQO verificado para a amostra de RWA tratada com
Magnafloc pode ser devido à interferência do ião cloreto adicionado com o coagulante ou erro
associado ao método. Isto apesar da concentração resultante desta adição ser inferior ao valor limite
recomendado para aplicação do método de determinação do CQO utilizado neste trabalho (65 mg/L
vs. 2.000 mg/L).
Figura 47 - Níveis CQO obtidos no Jar test com adição de coagulante FeCl3 e floculante zetag ou magnafloc.
Figura 48 – Remoção percentual de CQO nos ensaios de coagulação-floculação.
Como é possível verificar na Figura anterior, no caso do efluente recolhido após os
separadores, o polielectrólito aniónico já permitiu remover cerca de 14% do CQO.
0
5000
10000
15000
20000
25000
30000
RWA + Magnafloc Pós-separadores +Magnafloc
RWA' + Zetag
CQ
O (
mg
O2
/L)
Pré-Jar test
Pós-Jar test branco
Pós-Jar test +FeCl3/Floculante
Limite Penalização
-2%
0%
2%
4%
6%
8%
10%
12%
14%
RWA + magnafloc Pós-Sep + magnafloc RWA' + zetag
Sem aditivos
com FeCl3+Floculante

61
ii) Ensaios de adição de cloreto de sódio
Como foi referido, para testar a viabilidade de recorrer ao processo de salting ou drowing out para
remover a glicerina e metanol dissolvidos no efluente RWA, foram efectuados alguns ensaios com
adição de NaCl. Assim, não esquecendo a possível interferência do ião cloreto na determinação do
CQO, utilizou-se primeiramente neste estudo um dos efluentes recolhidos na fábrica que apresentava
um CQO inicial de 27.300 mgO2/L.
A técnica experimental utilizada foi descrita na secção de Materiais e Métodos (2.4), tendo sido
efectuados 4 ensaios com adição de NaCl (1g e 5g para 50 mL de amostra) ao efluente RWA´,
recolhido no dia 16 de Abril em bruto e ao sobrenadante do ensaio de Jar test com o RWA e adição
de FeCl3 e Zetag. De referir que o estabelecimento da quantidade de NaCl a adicionar teve em conta
a concentração máxima de cloretos permitida na técnica de análise ao CQO (2 g/L). Assim, por
exemplo, na análise da amostra com maior concentração em NaCl, foi necessário efectuar uma
diluição de 1:40 a que correspondia uma concentração em cloretos de 1,5 g/L.
Na Figura 49 são apresentadas as fotografias capturadas após 30min de repouso e na Figura 50
e Figura 51 os resultados das análises ao CQO destas amostras.
Figura 49 - Ensaios com adição de NaCl. (1) Amostra RWA’ bruta e com adição de 1 g NaCl/50mL; (2) Amostra RWA’ bruta e com adição de 5 g NaCl/50mL; (3) Amostra RWA’ com FeCl3/zetag seguido de adição de 1 g NaCl/50mL; (4) Amostra RWA’ com FeCl3/zetag seguido de adição de 5 g NaCl/50mL.

62
Figura 50 - Níveis de CQO obtidos no teste com 1 g NaCl/50mL e 5 g NaCl/50mL em contraste com o CQO do mesmo efluente RWA’ antes de qualquer adição de agentes e sedimentação e após sedimentação sem NaCl.
Figura 51 - Remoções percentuais de CQO para amostras de RWA' após adição de NaCl.
Os resultados anteriores permitem concluir que se conseguiu uma redução substancial do
CQO deste efluente com a adição de NaCl. Assim, os melhores resultados foram obtidos com o
efluente bruto, para concentrações de 1 g/50mL e 5 g/50mL em NaCl, tendo sido alcançadas
remoções de CQO de 86% e 87%, respectivamente. Após estes ensaios, o CQO final do efluente
ficou próximo do valor limite de penalização imposto pelas Águas de Santo André.
Os bons resultados obtidos com o RWA´, levaram a que se tivesse decidido testar a adição
de NaCl a uma amostra do efluente após os separadores, que inicialmente apresentava um CQO de
cerca de 1880 mgO2/L e a Figura 52 apresenta os resultados referentes à adição de 0,5 e
0
5000
10000
15000
20000
25000
30000
Sem FeCl3/zetag Com FeCl3/zetag
CQ
O (
mg
O2
/L) RWA inicial
Sem NaCl
+ 1g NaCl
+ 5g NaCl
Limite Penalização
86%
78%
87%
82%
72%
74%
76%
78%
80%
82%
84%
86%
88%
Sem FeCl3/zetag Com FeCl3/zetag
1g NaCl/50mL
5g NaCl/50mL

63
1 g NaCl/50mL de amostra. De referir que a adição de 1 g/50 mL corresponde ao valor máximo a
adicionar de modo a que, tendo em conta a diluição efectuada para análise, não ocorra a interferência
do ião cloreto.
Figura 52 – Efeito da adição de NaCl no CQO de uma amostra recolhida à saída dos separadores.
Ao contrário do que aconteceu nos ensaios anteriores, neste caso a adição de NaCl não
permitiu reduzir o CQO da amostra. Este resultado pode estar relacionado com o tipo de efluente
ensaiado e com a diferença no valor de CQO inicial dos efluentes testados que, neste caso, era cerca
de 14 vezes inferior ao CQO do efluente testado em primeiro lugar (RWA´) ou com o facto do CQO
deste efluente ser devido a outros contaminantes.
Para tentar novamente verificar os bons resultados obtidos na primeira série de ensaios,
foram efectuados novos testes de adição de NaCl, a amostra retirada de um flush de lavagem às
tubagens do Reboiler da glicerina, que apresentava um CQO inicial cerca de 10 vezes inferior ao do
RWA´ (2.510 mgO2/L), e a uma nova amostra de RWA recolhida a 22 de Maio, que apresentava um
teor inicial de CQO cerca de 3 vezes mais baixo que o do RWA´. De facto, em consequência das
alterações que foram sendo efectuadas, a qualidade dos efluentes produzidos melhorou o que se
traduziu numa diminuição significativa do CQO do RWA face ao da amostra utilizada na primeira série
de ensaios. Contudo, apesar de mais diluídas, estas amostras deverão ter uma composição
qualitativa, em termos de glicerina e metanol, semelhante à do RWA’.
De referir que o valor de CQO inicial da amostra de flush analisada quando se efectuaram
estes ensaios ou seja cerca de 1 mês depois da sua recolha, tinha baixado para 1.100 mgO2/L. Esta
diminuição pode ser devida ao facto desta amostra não ser sido conservada no frio e ter perdido
alguns dos componentes voláteis como o metanol.
1550
1600
1650
1700
1750
1800
1850
1900
1950
2000
2050
Pós-separadores0g NaCl
Pós-separadores0,5g NaCl
Pós-separadores1,0g NaCl
CQ
O (
mg
O2
/L)
Inicial
Final
LimitePenalização
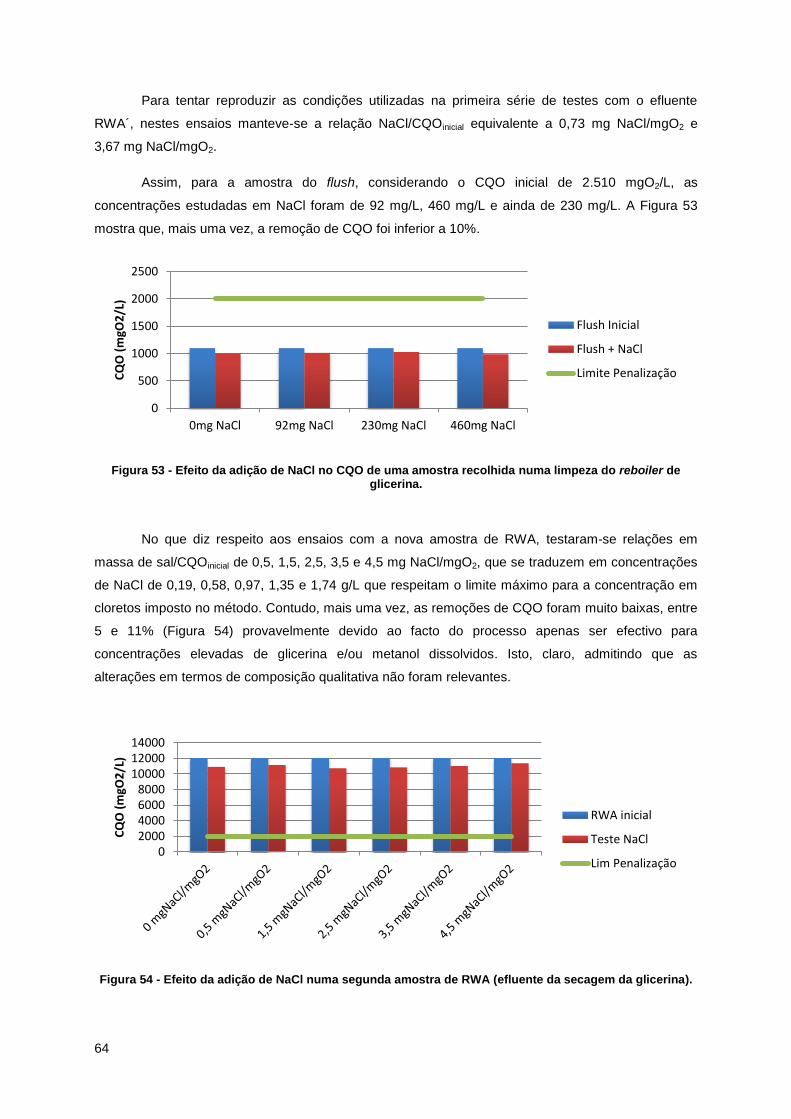
64
Para tentar reproduzir as condições utilizadas na primeira série de testes com o efluente
RWA´, nestes ensaios manteve-se a relação NaCl/CQOinicial equivalente a 0,73 mg NaCl/mgO2 e
3,67 mg NaCl/mgO2.
Assim, para a amostra do flush, considerando o CQO inicial de 2.510 mgO2/L, as
concentrações estudadas em NaCl foram de 92 mg/L, 460 mg/L e ainda de 230 mg/L. A Figura 53
mostra que, mais uma vez, a remoção de CQO foi inferior a 10%.
Figura 53 - Efeito da adição de NaCl no CQO de uma amostra recolhida numa limpeza do reboiler de glicerina.
No que diz respeito aos ensaios com a nova amostra de RWA, testaram-se relações em
massa de sal/CQOinicial de 0,5, 1,5, 2,5, 3,5 e 4,5 mg NaCl/mgO2, que se traduzem em concentrações
de NaCl de 0,19, 0,58, 0,97, 1,35 e 1,74 g/L que respeitam o limite máximo para a concentração em
cloretos imposto no método. Contudo, mais uma vez, as remoções de CQO foram muito baixas, entre
5 e 11% (Figura 54) provavelmente devido ao facto do processo apenas ser efectivo para
concentrações elevadas de glicerina e/ou metanol dissolvidos. Isto, claro, admitindo que as
alterações em termos de composição qualitativa não foram relevantes.
Figura 54 - Efeito da adição de NaCl numa segunda amostra de RWA (efluente da secagem da glicerina).
0
500
1000
1500
2000
2500
0mg NaCl 92mg NaCl 230mg NaCl 460mg NaCl
CQ
O (
mgO
2/L
)
Flush Inicial
Flush + NaCl
Limite Penalização
02000400060008000
100001200014000
CQ
O (
mgO
2/L
)
RWA inicial
Teste NaCl
Lim Penalização

65
Por último, verificou-se que mesmo mantendo a concentração de NaCl em solução utilizada
na primeira série de ensaios (1 e 5 g NaCl/50mL e, adicionalmente, 2,5 g NaCl/50mL) também não foi
possível observar uma redução do CQO do efluente (Figura 55).
Figura 55 - Efeito no CQO da adição de NaCl a um efluente da secagem da glicerina (RWA).
Em conclusão, os resultados apresentados na Figura 51 indicam que a adição de NaCl foi
efectiva para o tratamento do efluente com um CQO de 27.300 mgO2/L, tendo-se conseguido uma
remoção de mais de 87% com a adição de 1g NaCl/50mL. Esta remoção do CQO deve estar
relacionada com o drowing out dos contaminantes responsáveis pelo CQO dissolvidos nesta amostra
tais como a glicerina e metanol. Para os outros efluentes testados, que apresentavam um CQO inicial
3 a 10 vezes inferior este tratamento já não resultou. Claro que em termos industriais a utilização de
NaCl seria problemática mas, a ter sucesso, poderia ser equacionada para casos particulares.
3.2.1.3 Evolução da qualidade dos efluentes em 2014
Como foi discutido acima, no dia 12 de Maio de 2014 foi introduzida a alteração no
procedimento de lavagens do permutador de secagem da glicerina que resultou numa melhoria
considerável do efluente lançado na caleira da fábrica. Paralelamente, foi também efectuada a 20 de
Maio de 2014 a alteração da razão de refluxo da coluna destilação para remoção do metanol
existente a montante da secagem da glicerina (demethanolization), de 1,0 (manual) para 1,5
(automático). Esta alteração deve ter levado a um aumento da eficiência de remoção do metanol e,
consequentemente, à redução da quantidade de metanol que seguia para o permutador de secagem
da glicerina. Ora, este metanol arrastado para o secador da glicerina vai ser removido juntamente
com a água e vai contaminar o RWA enviado para o esgoto industrial. Por esta razão, é expectável
que a redução da contaminação da glicerina com metanol conduza à redução do CQO do RWA e, de
acordo com a Figura 56, dos outros efluentes descarregados. De facto, as linhas que traduzem a
variação do CQO do RWA e dos efluentes antes e após os separadores têm um andamento
0
1000
2000
3000
4000
5000
6000
7000
0 g/50mL 1 g/50mL 2,5 g/50mL 5 g/50mL
CQ
O (
mgO
2/L
)
RWA inicial
RWA após teste NaCl
Lim. Penalização

66
semelhante e a redução dos níveis de CQO no RWA permitiu diminuir significativamente o CQO do
efluente final da fábrica. Assim, quando o CQO do RWA decresceu de 25.000 mgO2/L para valores
inferiores a 7.500 mgO2/L, o valor de CQO do efluente após os separadores passou a estar num
patamar inferior ao da penalização (Figura 56).
Figura 56 – Variação do CQO à entrada e saída dos separadores posteriormente a descargas de RWA com diferentes níveis de CQO.
O efeito que a alteração introduzida na coluna de destilação do metanol teve na qualidade
dos efluentes da fábrica levou a que, ao contrário do que inicialmente se pensava, se tivesse
concluído que é mais provável que os elevados valores de CQO do efluente final estivessem mais
relacionados com o metanol presente do que com a glicerina. Se assim for, é provável que a redução
do CQO da amostra de RWA´ utilizada na primeira série de ensaios com NaCl (secção 3.2.1.2 - ii) se
tenha ficado a dever à remoção do metanol, e não da glicerina, por salting out. Deste modo, quando a
quantidade de metanol no RWA diminuiu após a alteração na coluna de destilação, o tratamento com
NaCl deixou de resultar.
Em finais de Agosto último, receberam-se os resultados referentes a uma análise ao glicerol,
metanol e VOCs (Volatile Organic Compounds) a uma amostra de RWA com um CQO inicial de
4.400 mgO2/L (Figura A.70, Anexo A.3) efectuada num laboratório exterior. Nesta amostra, a
concentração de glicerol era inferior ao limite do método (0,5% ,m/m), enquanto a concentração de
metanol analisada foi de 0,14% (m/m). Assim, considerando o CQOt do metanol de 1,5 mgO2/mg
CH3OH, calculado pela Equação 1 e que o efluente tem a densidade da água, é possível estimar que
o CQO devido ao metanol é de 2.800 mgO2/L. Então, pode considerar-se que o valor de CQO
restante (1.600 mgO2/L) é devido à presença de glicerol. Considerando agora um CQOt para o
glicerol de 1,22 mg/mg, pode estimar-se a concentração de glicerol no efluente como sendo de
0,13% (m/m), resultado este que é concordante com o obtido no boletim de análises anteriormente
referido.
0
5000
10000
15000
20000
25000
30000
0
500
1000
1500
2000
2500
3000
CQ
O R
WA
(m
gO2
/L)
CQ
O S
ep
arad
ore
s (m
gO2
/L)
Pré-Separador
Pós-Separadores
RWA

67
3.2.2 Monitorização dos Óleos e Gorduras
3.2.2.1 Fontes de Contaminação
O parâmetro óleos e gorduras é, em conjunto com o CQO, a maior causa de penalizações ao
efluente da Enerfuel. Aliás, como se pode verificar na Figura 57, a partir de Abril, devido às alterações
efectuadas na fábrica, a frequência das penalizações por CQO tem vindo a baixar, enquanto a
frequência das penalizações por Óleos e Gorduras passou a ser superior.
Figura 57 – Número de penalizações mensais, relativas ao CQO e Óleos e Gorduras, desde o início da fábrica até Julho de 2014.
As fontes de contaminação com óleos e gorduras identificadas foram, principalmente, as
limpezas de equipamento e as lavagem de derrames ocorridos. A solução para a contaminação
devido às lavagens de equipamentos é idêntica à descrita para a redução de contaminações com
CQO ou seja, efectuar a retenção dos efluentes das limpezas. Em relação à segunda fonte
identificada, a solução pode ser também a retenção do efluente. Contudo, tendo em conta a
existência de um sistema de 5 separadores para óleos e gorduras na unidade, optou-se por analisar
primeiro o seu funcionamento com vista à sua optimização.
Como foi referido acima, a analise aos separadores permitiu concluir que o sistema existente
não apresentava a capacidade útil suficiente para processar os volumes descarregados durante o
funcionamento normal da fábrica. Por outro lado, como se verificou os caudais de alimentação dos
separadores muito elevados e uma grande variação na intermitência das bombagens, decidiu-se
testar as vantagens da introdução de um sistema de equalização de caudal.
0
1
2
3
4
5
6
7
8
9
10
CQO
Óleos eGorduras

68
3.2.2.2 Sistema de Equalização
Tal como descrito por Metcalf & Eddy [67], para evitar grandes sobredimensionamentos nas
estações de tratamento de efluentes que apresentem volumes de descarga muito variáveis é
conveniente instalar tanques de equalização. Deste modo, com o objectivo de estudar o efeito da
redução de caudal à entrada dos separadores na eficiência do equipamento, instalou-se um sistema
protótipo para contenção de volume e controlo de caudal. O sistema consistiu em 5 contentores
plásticos de 1 m3 ligados a uma conduta geral de acordo com o esquema apresentado na Figura
seguinte. Um dos depósitos é alimentado pela bomba do poço de efluentes e a conduta geral do
sistema tem na extremidade uma válvula que permite controlar o caudal de saída para a superfície do
primeiro separador (Figura 58 e Figura 59, A e B). Deste modo será de esperar que com este
aumento do volume de contenção seja possível controlar o caudal à entrada dos separadores, de
modo a reduzir a turbulência no seu interior e aumentar o tempo de permanência.
A partir de medições directas do caudal da bomba do poço de bombagem verificou-se um
valor máximo de 4 m3/h e um valor médio de 3,5 m
3/h.
Figura 58 – Representação esquemática do sistema protótipo de equalização de caudal. Pontos de recolha de amostras identificados com setas a ponteado.

69
Figura 59, A e B - Sistema de equalização protótipo instalado entre poço de bombagem e separadores de gorduras. Consiste em 5 contentores IBC interligados por um tubo geral (A) onde na extremidade é feita a descarga para o primeiro separador (B). A alimentação é feita directamente do poço de bombagem para
um IBC.
Como se apresenta na Figura 60, após a instalação do sistema protótipo de contenção e
equalização de caudal, verificou-se inicialmente uma pioria da eficiência dos separadores de
gorduras. De facto, apesar de inferior ao limite de penalização, o CQO dos efluentes à saída dos
separadores aumentou tendo passado a ser mais elevado do que na entrada. Esta diminuição da
eficiência pode ser devida a:
A B

70
i) a tubagem de saída do sistema derramar o efluente para a superfície do primeiro dos cinco
separadores, o que resulta num aumento de turbulência nesta primeira unidade e “perda” de um
separador no processo de separação de gorduras, mais leves, e das partículas, mais pesadas.
ii) dificuldade de controlar o caudal nesta primeira fase de testes. Além disso, o volume útil do
sistema, que é sensivelmente 5m3, não permitiu conter os maiores volumes de descarga quando se
tentou diminuir o caudal de saída para o separador. Desta forma, concluiu-se que com um controlo
manual do caudal com ajustes tão frequentes e com uma variação de caudal tão elevada, não era
possível estudar o efeito do sistema de contenção de volume de efluente à entrada dos separadores.
Figura 60 – Evolução dos níveis de CQO antes e depois dos separadores, no período inicial da instalação do sistema protótipo.
Para resolver os problemas acima referidos, seria conveniente efectuar uma alteração ao
sistema de modo a que entrada do efluente fosse no interior do líquido dos separadores e não na sua
superfície, o que envolveria uma intervenção com alguma complexidade para um sistema não
definitivo. No entanto, com o objectivo de se resolver a questão da variabilidade do caudal, foi
instalado um “tubo ladrão” no contentor de alimentação, de modo a ser possível manter um caudal
baixo e estável à saída do sistema, sem correr o risco de transbordo do efluente. Este tubo está
instalado a um nível alto do contentor de alimentação, de modo a que o efluente possa escorrer
directamente para os separadores quando o seu nível atinge a altura máxima pré-definida no
contentor. A Figura 61 apresenta as análises ao CQO efectuadas após esta alteração.
De acordo com a Figura, nas amostras recolhidas às 9h de 9 de Setembro, houve uma
redução significativa do CQO na passagem do separador. Torna-se aqui mais evidente que, conforme
se pretendia demonstrar, um maior período de funcionamento do sistema com um caudal mais
reduzido (≈ 2 m3/h versus 4 m
3/h) à entrada nos separadores permitiu aumentar a sua eficiência. De
facto, para um CQO inicial de cerca de 1.300 mgO2/L, obteve-se uma redução de 67%. Para a
amostra das 20h, que apresentava um CQO mais baixo à entrada, não houve alteração significativa
0
500
1000
1500
2000
2500
25/08 28/08 03/09 16h30 03/09 17h30
CQ
O (
mgO
2/L
)
Pré-Separadores
Pós-Separadores
Lim.Penalização
Instalação Sistema

71
após os separadores. Numa última análise efectuada, a 17 de Setembro de 2014, obteve-se o valor
de CQO antes dos separadores muito elevado de cerca de 4.500 mgO2/L tendo a passagem nos
separadores com o sistema de equalização protótipo instalado permitindo uma retenção de cerca de
80% do CQO.
Tendo em conta a classificação das Águas de Santo André, a instalação do sistema de
equalização permitiu passar de um efluente classe V em CQO para um efluente classe III, enquanto o
efluente do dia 17/9, com mais do dobro do limite para penalização, foi reduzido até à classe IV. É
também importante referir que nas análises anteriores para monitorização dos separadores, nunca
se verificaram remoções tão elevadas. Antes da instalação dos sistema protótipo de equalização, a
maior remoção de CQO verificada foi de 56%, para um CQO de 720 mgO2/L à entrada que
corresponde a uma massa retida de orgânicos muito inferior à que se verificou neste teste.
Em conclusão, estes resultados preliminares permitem concluir que é possível conseguir uma
melhoria acentuada no funcionamento dos separadores com a instalação de um sistema que permita
um melhor controlo do caudal alimentado para garantir uma menor turbulência e, consequentemente,
uma melhor sedimentação.
Figura 61 - Evolução dos níveis de CQO antes e depois dos separadores com a entrada em funcionamento do sistema protótipo de equalização.
Para confirmar as vantagens da instalação deste sistema, foram encomendadas análises aos
óleos e gorduras e metanol aos laboratórios da SGS (Figura A.73 em Anexos). As melhorias obtidas
com este protótipo confirmam-se principalmente nos óleos e gorduras, tal como se previa
inicialmente, alcançando remoções superiores a 80%. Existe também remoção de metanol mas com
valores menos acentuados. O maior valor obtido na remoção de MetOH foi 55%.
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
25/08 28/08 03/0916h30
03/0917h30
9-Set 9H 9-Set20H
17-Set
CQ
O (
mgO
2/L
)
Pré-separadores
Pós-separadores
Lim.Penal
Classe V
Classe IV
Classe III
Classe II
Instalação Sistema

72
3.2.2.3 Dimensionamento do Sistema de Equalização
Para estimar o caudal que reduza a turbulência no interior dos separadores, aumentando a
sua eficiência, sem que resulte em overflow ou derrames, começou por se estimar o volume mínimo
de contenção. Assim, considerando um caudal de entrada máximo, Qe, que segundo a determinação
efectuada é igual a 4 m3/h, o caudal de saída do sistema desejado, Qsd, e a duração máxima de um
bombagem, t1, é possível determinar pela Equação 7 o volume útil mínimo de contenção, V, de modo
a que o efluente não transborde.
Volume entra = Volume sai + Volume acumulado ↔ Equação 5
Equação 6
Equação 7
Se se desejar que antes de cada bombagem o sistema de equalização esteja vazio, é
necessário garantir um caudal mínimo de saída do sistema, Qsn, calculado a partir da Equação 8.
Para esta determinação é necessário conhecer o tempo mínimo decorrido entre o final de uma
bombagem e o início de uma próxima, t2.
Equação 8
Para determinar o caudal mínimo de modo a garantir que não há overload e que antes de
cada bombagem o tanque se encontra vão ser considerados dois cenários: o correspondente à
produção de efluentes no funcionamento normal da fábrica, “Cenário de Efluentes Normal”, e o
representativo dos picos de volume produzido em efluentes, “Cenário de Efluentes Elevado”. As
equações apresentadas não contabilizam a variação do caudal de saída dos tanques com a coluna
de água.
i) Cenário de Efluentes Normal
Neste cenário é assumido um caudal de entrada no sistema de equalização de 4 m3/h (caudal
de saída do poço de bombagem), uma duração de bombagem (t1) de 0,5h e um intervalo entre
bombagens (t2) de 2h. Para vários caudais de saída desejados, Qsd, entre 0,15 e 3,50 m3/h, foram
calculados os volumes mínimos de contenção (V) pela Equação 7 e os caudais necessários de modo

73
a esvaziar o tanque antes de cada bombagem (Qsn) pela Equação 8. A Figura 62 apresenta um
gráfico com o caudal de saída do sistema de equalização em função do volume útil de contenção de
efluentes. Os pontos a azul correspondem aos caudais máximos (Qsd) para evitar overload, os pontos
a vermelho correspondem aos caudais mínimos (Qsn) para garantir o esvaziamento do tanque antes
de cada bombagem e a intersecção das duas rectas corresponde ao caudal mínimo para garantir as
duas condições referidas.
Figura 62 – Representação gráfica do caudal de saída do sistema de equalização em função do volume útil de contenção de efluentes, para o “Cenário de Efluentes Normal”. Os pontos a azul correspondem
aos caudais máximos (Qsd) para evitar overload e a vermelho correspondem aos caudais mínimos (Qsn) para garantir o esvaziamento do tanque antes de cada bombagem.
A intersecção das duas rectas resulta num caudal mínimo de saída de 0,5 m3/h e um volume
útil mínimo de contenção de 0,25 m3. No entanto, neste cenário, seria imprescindível um tubo de
escape para dar vazão aos picos no volume de efluente produzido, por exemplo, em lavagens de
derrames ou em procedimentos de manutenção extraordinários.
ii) Cenário de Efluentes Elevado
Para este cenário foram realizados os mesmos cálculos do “Cenário de Efluentes Normal”,
para caudais de saída do sistema entre 0,50 e 3,50 m3/h, mas assumindo um pior cenário com um
tempo de bombagem, t1, de 1,5h e um tempo entre bombagens, t2, de 0,5h. Valores assumidos por
observação e contagem no terreno. A Figura 63 apresenta as duas rectas correspondentes a este
cenário, tendo estas um ponto de intersecção que significa um caudal mínimo de saída do tanque de
equalização de 2,8 m3/h e um volume útil mínimo de contenção de 1,4 m
3. Para além deste cenário
não ter uma obrigatoriedade tão elevada de instalação de um tubo de escape como o Cenário de
Efluentes Normal, é sempre importante fazer esta montagem para garantir que não ocorrem
overflows resultando em problemas maiores.
y = -8x + 4
y = 0,5x 0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
0,00 0,10 0,20 0,30 0,40 0,50 0,60
Qs
(m3
/h)
V (m3)
Limite Overload
Limite para esvaziar tanqueantes de nova bombagem

74
Figura 63 - Representação gráfica do caudal de saída do sistema de equalização em função do volume útil de contenção de efluentes, para o “Cenário de Efluentes Elevado”. Os pontos a azul correspondem
aos caudais máximos (Qsd) para evitar overload e a vermelho correspondem aos caudais mínimos (Qsn) para garantir o esvaziamento do tanque antes de cada bombagem.
Os valores assumidos nos cálculos acima são estimados por observação directa e
experiência acumulada do funcionamento da fábrica. No entanto, são uma boa referência no
momento de projecção/aquisição do sistema de equalização definitivo.
Considerando apenas o volume necessário para não ocorrer overload no pior cenário,
Cenário de Efluentes Elevado, podemos implementar um caudal inferior ao obtido em função do
volume calculado pela Equação 7. Isto é, pode ser assumido o caudal de saída necessário durante o
funcionamento normal da fábrica, aproximadamente 1 m3/h, mas com um volume útil de contenção
superior ao calculado. Uma estimativa realista será considerar um volume útil capaz de conter 2
descargas seguidas no pior cenário, ou seja, superior a 12m3. Este é obtido pelo cálculo de 4 m
3/h de
caudal de entrada durante 2 vezes 1,5h.
3.3 Análise da evolução do volume de efluente produzido
A Tabela 3 apresenta uma análise ao volume de efluentes produzidos pela Enerfuel de
acordo com os relatórios apresentados pelas Águas de Santo André , enquanto a Figura 64
apresenta a variação do volume de efluente e a massa de biodiesel produzido desde o arranque da
fábrica Enerfuel, Julho de 2013, até Março de 2014. A Figura 65 apresenta essa variação entre Março
e Julho de 2014, num período de maior estabilização.
y = -0,8889x + 4
y = 2x
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
9,0
0,0 1,0 2,0 3,0 4,0 5,0
Qs
(m3
/h)
V (m3)
Limite Overload
Limite para esvaziar tanqueantes de nova bombagem

75
O pico no volume de efluente produzido na Figura 64, relativo ao mês de Dezembro, ficou a
dever-se a um erro na manipulação das válvulas que isolam o efluente gerado nas lavagens do
efluente pluvial. Assim, o volume elevado de chuva foi direccionado para o esgoto industrial, tendo
sido posteriormente misturado com o efluente gerado na fábrica e contabilizado pelas Águas de
Santo André. A partir de Fevereiro de 2014 a Enerfuel começou a acompanhar as contagens no
terreno das Águas de Santo André.
Com excepção do pico de Dezembro de 2013, na Figura 64 e Figura 65 pode verificar-se que
o andamento das linhas que descrevem a variação da quantidade de efluente e de FAME produzidos
é semelhante.
Tabela 3 - Análise aos volumes mensais de efluentes produzidos na Enerfuel.
Figura 64 – Variação do volume de efluente e massa de biodiesel produzidos desde Julho de 2013 a Julho de 2014.
0
2000
4000
6000
8000
10000
12000
Mai-13 Ago-13 Nov-13 Mar-14 Jun-14 Set-14
m3
to
n
Volume (m3)
Prod.FAME (ton)

76
Figura 65 – Volume de efluente e massa de biodiesel produzidos entre Março e Julho de 2014.
A Figura 66 mostra que, entre Abril e Junho de 2014, a relação entre o volume de efluentes
gerados e a massa de biodiesel produzido variou entre 0,60 e 0,75 m3/ton. Entre 3 e 10 de Julho
verificou-se novamente um pico na produção de efluentes, alcançando os 8 m3/ton de FAME
produzido, devido ao vazamento da totalidade da água da caldeira. A partir desta data, a quantidade
de efluente gerada estabilizou num valor entre 1 e 1,6 m3/ton FAME, quase o dobro dos valores até
Julho, o que foi atribuído a alterações permanentes na programação da purga da caldeira.
Figura 66 – Variação do volume de efluente gerado por massa de FAME produzido, entre 13 de Fevereiro e 11 de Setembro de 2014.
Pelas razões apresentadas, o período escolhido para análise da variação dos parâmetros de
qualidade dos efluentes e identificação dos problemas mais graves a resolver foi a partir do mês de
Abril de 2014, exceptuando o período de esvaziamento da água caldeira.
0
500
1000
1500
2000
2500
3000
Mar-14 Abr-14 Mai-14 Jun-14 Jul-14
m3
to
n
Prod.FAME (ton)
Volume (m3)
0
1
2
3
4
5
6
7
8
9
10
m3
efl
ue
nte
/to
n F
AM
E

77
3.4 Qualidade Actual do Efluente da Enerfuel
Como foi referido na secção anterior, nesta altura estão a ser gerados entre 1,0 a
1,6 m3 efluente/ton FAME, sensivelmente o dobro da produção que se verificava anteriormente à
reprogramação das purgas da caldeira (0,60 a 0,75 m3 efluente/ton FAME).e a qualidade do efluente
é apresentada na Figura 67. Nesta figura apresenta-se parte do boletim de análises das Águas de
Santo André ao efluente gerado durante o mês de Agosto, em que a fábrica esteve a laborar
continuamente e com uma produção de FAME elevada, e uma fracção do boletim de Abril. É possível
verificar uma clara melhoria nos parâmetros, excepto em alguns períodos em que os SST (Sólidos
Suspensos Totais) e óleos e gorduras foram superiores no mês de Agosto. Uma possível solução
para melhoria destes dois parâmetros é a instalação do sistema de equalização que, em princípio, por
redução da turbulência nos separadores vai permitir obter uma maior eficiência de sedimentação e
decantação nesses equipamentos.

78
Figura 67 – Parcela do boletim de análises das Águas de Santo André aos efluentes produzidos na Enerfuel durante o mês de Agosto e Abril de 2014.

79
A primeira conclusão a retirar das tabelas anteriores é a ausência de penalizações devidas ao
CQO, excepto na amostra correspondente ao período de 22 a 25 de Agosto. Esta redução
conseguida nos níveis de CQO deve-se essencialmente às alterações introduzidas nos
procedimentos de limpeza dos equipamentos, bem como à alteração dos parâmetros da coluna de
destilação do metanol, tal como descrito na secção 3.2.1.1 - ii e 3.2.1.3. As penalizações no período
de 22 a 25 de Agosto estão relacionadas com uma desobstrução realizada na linha de transporte
entre os tanques de esterificação e transesterificação. Assim, apesar de ter sido efectuada uma
contenção do efluente gerado esta não foi completamente eficiente, tendo permitido a descarga de
algum volume para o esgoto industrial. Esta descarga justifica o CQO mais elevado, a penalização
dos óleos e gorduras e, pela primeira vez no historial da fábrica, a penalização do pH. Este último
parâmetro apresentou um pH de 3, característico do meio ácido existente na esterificação em que se
utiliza o ácido sulfúrico como catalisador. De referir que uma amostra destas águas de lavagem
contidas nos depósitos em IBC foi analisada no IST e apresentava um CQO de 30.600 mgO2/L.
Estando o problema do CQO aparentemente resolvido durante a produção normal da fábrica,
falta ainda resolver o problema associado aos teores elevados de óleos e gorduras. Porém, os
resultados preliminares do sistema protótipo de equalização (secção 3.2.2.2) são animadores,
esperando-se uma melhoria substancial na eficiência dos separadores com a instalação do referido
sistema. De referir também que este sistema foi apenas instalado no dia 28 de Agosto, pelo que o
seu impacto directo nas análises das Águas de Santo André apenas poderá ser analisado em
Novembro, quando o próximo boletim de análises for enviado à Enerfuel.
No que diz respeito aos parâmetros químicos penalizantes nos efluentes produzidos, a
Tabela 4 apresenta os valores, de acordo com os relatórios das Águas de Santo André. De modo a
identificar as soluções para efectuar a gestão mais adequada dos efluentes produzidos decidiu-se
estudar o pior cenário. Sendo assim, foi considerado para cada mês o valor máximo de cada
parâmetro analisado. Para o cálculo das médias também foram considerados apenas os valores
máximos de cada mês.
De referir que nos relatórios das Águas de Santo André apenas são indicados os valores de
CBO5 quando estes ultrapassam o limite por eles definido. Por isso, as médias calculadas para este
parâmetro estão inflacionadas devido à falta de valores nos meses em que este se encontrava a
baixo do limite penalizante, ou seja, quando este apresentava valores mais reduzidos. Visto que o
limite máximo para CBO5 não é apresentado nos relatórios periódicos das AdSA, este valor foi
retirado dos relatórios dos laboratórios Quimiteste ou LALA, entidades subcontratadas para as
análises das AdSA.

80
Tabela 4 - Análise aos parâmetros químicos penalizados nos efluentes produzidos na Enerfuel.
Desde arranque da fábrica até Julho 2014 Desde Abril 2014 até Julho 2014
Mês com CQO máximo Nov-13 Mês com CQO máximo Abr-14
CQO máximo (mgO2/L) 29000 CQO máximo (mgO2/L) 8800
CQO médio (mgO2/L) 6808 CQO médio (mgO2/L) 4500
Limite máximo CQO: 2000 mgO2/L
Mês com Óleos máximo Jul-14 Mês com Óleos máximo Jul-14
Óleos máximo (mg/L) 4300 Óleos máximo (mg/L) 4300
Óleos média (mg/L) 908 Óleos média (mg/L) 1928
Limite máximo Óleos: 100 mg/L
Mês com CBO máximo Nov-13 Mês com CBO máximo Abr-14
CBO máximo (mgO2/L) 4000 CBO máximo (mgO2/L) 4000
CBO médio (mgO2/L) 2020 CBO médio (mgO2/L) 2650
Limite máximo CBO5: 500 mgO2/L

81
4. Cenário Futuro: Instalação da Unidade de Pré-tratamento das
Matérias Primas
Está previsto para o início do próximo ano a instalação de uma unidade de pré-tratamento da
matéria-prima com vista á remoção de contaminantes problemáticos como sejam os plásticos. Nesta
unidade as gorduras vão ser tratadas ácido fosfórico e posterior centrifugação com vista à remoção
de contaminantes orgânicos e eventuais compostos inorgânicos presentes. Associado a este
tratamento vai estar a produção de um volume considerável de efluente com elevada carga orgânica,
ou seja, com níveis de CQO muito altos (caudal de 175 L/h e um CQO espectável de
150.000 mgO2/L). Por isso, uma das soluções possíveis é efectuar a recolha e o transporte deste
efluente, isolado ou misturado com os restantes efluentes da fábrica, para a estação de tratamento já
instalada na refinaria da Galp, também em Sines. Neste caso, será essencial considerar os volumes
produzidos pela Enerfuel (Tabela 3 – secção 3.3) e as composições médias e máximas esperadas
(Tabela 4 – secção 3.4) de modo a determinar o impacto da mistura dos efluentes da Enerfuel nos
efluentes gerados na refinaria.

82

83
5. Análise Financeira ao Investimento Sugerido
Tendo em conta os separadores de gorduras já instalados na Enerfuel e os resultados
positivos obtidos com a redução do caudal na entrada nos separadores (Secção 3.2.2.2), torna-se
evidente que a melhor solução a nível financeiro e de simplicidade passa por instalar um tanque de
contenção entre o poço de bombagem e separadores. Desta forma, será possível conter os volumes
de efluentes intermitentes e de caudal elevado, permitindo uma turbulência mais reduzida nos
separadores e uma separação de óleos e gorduras mais eficiente. Esta unidade pode ser um simples
tanque de contenção ou, para melhores resultados, um tanque próprio para separação de óleos e
gorduras, com a possibilidade de injecção de ar para aceleração da separação (flotação).
Algumas empresas que comercializam modelos das unidades referidas foram contactadas
com pedidos de orçamento, no entanto, até à data, não houve qualquer resposta. Por isso, foi
realizada uma análise do período de retorno para uma simulação de vários valores de investimento
inicial, ou CAPEX (Figura 68). Para estes cálculos foi assumido que a instalação do sistema resulta,
pelo menos, na ausência de penalizações, tal como verificado na secção 3.2.2.2. O valor de
penalização que se considerou que se deixaria de pagar corresponde à média das penalizações
aplicadas desde Abril (€ 3.400/mês), período considerado representativo da produção normal de
efluente na Enerfuel.
Figura 68 – Meses para retorno do investimento em função do CAPEX.
No caso da classificação dos efluentes variar em relação aos valores registados no historial
da Enerfuel, é importante considerar o impacto que esta terá no período de retorno do investimento.
Por isso, foi realizada uma análise de sensibilidade ao período de retorno com estas variações, cujos
valores obtidos estão apresentados na Tabela 5.
y = 0,0003x + 2E-15
0
1
1
2
2
3
3
4
4
5
5
0 5000 10000 15000
Pe
rio
do
de
Re
torn
o (
me
ses)
CAPEX (€)

84
Tabela 5 – Análise de sensibilidade do período de retorno com a variação da classificação dos efluentes. Valores apresentados assumem um mês completo com todo o efluente de cada classe.
Classe I Classe II Classe III Classe IV Classe V
Δ% Período de Retorno
-10,0% -7,7% -6,4% -1,6% 8,7%
Estas duas análises permitem avaliar o investimento como rapidamente recuperável e com
um período de retorno do valor investido pouco dependente da oscilação da classificação dos
efluentes. Mesmo que durante o(s) mês(es) de recuperação do capital o efluente tenha a pior
classificação, classe V, a recuperação do investimento vai atrasar apenas em 8,7% do tempo
calculado com a penalização média mensal da fábrica (Figura 68).

85
6. Conclusões
A realização do presente trabalho permitiu compreender melhor o perfil de efluentes da
Enerfuel e identificar as intervenções a fazer em procedimentos da fábrica e tratamento final de
efluentes.
Verificou-se que as principais fontes de orgânicos, responsáveis pelos elevados valores de
CQO, eram os efluentes gerados na lavagem e desobstrução de equipamentos (até 100.000 mgO2/L)
e o efluente proveniente da secagem da glicerina, RWA (até 26.000 mgO2/L). Para minimizar a
contaminação dos primeiros foi implementada uma alteração no procedimento de lavagem dos
equipamentos que consiste na contenção do volume de efluente produzido e posterior despacho para
tratamento próprio (Secção 3.2.1.1 – ii). Em relação à segunda fonte de orgânicos, a sua
monitorização permitiu identificar um decréscimo acentuado do seu nível de CQO a partir de Maio de
2014 devido possivelmente à alteração da razão de refluxo da coluna de destilação do metanol ou
Demethanolization (Secção 3.2.1.2 e 3.2.1.3).
Foi também identificado que a separação de óleos e gorduras não era eficaz devido ao
pequeno volume útil dos separadores (5m3) em relação aos volumes e caudais das descargas de
efluentes que eram muito elevados e intermitentes. Por conseguinte, com a instalação de um sistema
protótipo intermédio de contenção, ou de equalização, obtiveram-se resultados muito positivos na
melhoria da eficiência do separador. Com uma redução do caudal de entrada nos separadores de
gordura de aproximadamente 4 m3/h para 2 m
3/h obtiveram-se as remoções de CQO nos
separadores na ordem dos 67% e 80%, em comparação com o melhor valor de 56 % obtido antes da
instalação do sistema. Assim, com o novo sistema nenhuma amostra do efluente final obteve uma
classificação superior à classe IV (<1.000 mgO2/L), mesmo para um efluente que entrou nos
separadores com cerca de 4.500 mgO2/L (Secção 3.2.2.2). Em termos financeiros, considerando a
média das penalizações relacionadas com efluentes desde Abril (período representativo), podemos
indicar uma redução de custo que poderá ser € 3.400/mês no caso de não se verificarem
penalizações, ou ainda superior caso se obtenham melhorias na qualidade de efluente para classes
abaixo da classe V (Secção 6).
Em futuros trabalhos é importante estudar a instalação de um sistema de equalização entre o
poço de bombagem e separadores de gorduras que seja definitivo e eficiente que garanta a redução
dos óleos e gorduras para valores não penalizáveis. Será também importante continuar a
monitorização dos efluentes para garantir que todas as modificações implementadas continuam a
permitir reduzir o CQO para valores abaixo da penalização.

86
Bibliografia
[1] POMBO, Olga, Hipócrates de Cós, Instituto de Educação da Universidade de Lisboa.
http://www.educ.fc.ul.pt/docentes/opombo/hfe/protagoras/links/hipocrates.htm.
Última consulta a 11/08/2014.
[2] RIBEIRO, Helena. Saúde Pública e meio ambiente: evolução do conhecimento e da prática, alguns
aspectos éticos. Saúde e Sociedade. São Paulo, vol.13, nº1, 2004.
[3] LODGE, James P. The smoake of London; two prophecies. Elmsford, N.Y., Maxwell Reprint Co., 1969.
[4] History Learning Site. http://www.historylearningsite.co.uk. Última consulta a 12/08/2014.
[5] The World Bank, IBRD, IDA: Data. http://data.worldbank.org/indicator. Última consulta a 18/08/2014.
[6] APPLEBY, Paul. Apresentação em BP Statistical Review of World Energy conference, 2014.
[7] GANDUGLIA, F., LEÓN, J.G., GASPARINI, R., RODRÍGUEZ, M.E., HUARTE, G.J., ESTRADA, J.,
FILGUEIRAS, E.. Handbook on Biofuels. Instituto Interamericano de Cooperação para a Agricultura
(IICA) & Asociación Regional de Empresas de Petróleo y Gas Natural en Latinoamérica y el Caribe
(ARPEL), 2009.
[8] International Energy Agency (IEA), CO2 Emissions from fuel combustion – Highlights, OECD/IEA, 2013.
[9] Webservice da União Europeia. http://eur-lex.europa.eu/, Jornal Oficial da União Europeia.
Última consulta a 18/08/2014.
[10] European Union Renewable Energy, Advanced Technology for Biofuels, WorldPress.
Directivehttp://dglassassociates.wordpress.com/2013/01/22/european-union-renewable-energy-
directive. Última consulta 22/10/2014.
[11] BioGrace, Intelligent Energy Europe Programme.
http://www.biograce.net/content/biofuelrelatedpolicies/renewable%20energy%20directive.
Última consulta 22/10/2014.
[12] Diário da República online, https://dre.pt/. Última consulta a 18/08/2014.
[13] Apresentação Conhecer+ 2013-2014, Unidade de Desenvolvimento de Biocombustíveis, Galp Energia,
2014.
[14] United Kingdom Biofuel Organization. http://biofuel.org.uk/first-generation-biofuels.html.
Última consulta a 18/08/2014.
[15] SIMS, R., TAYLOR, M., SADDLER, J., MABEE, W., From 1st to 2
nd generation biofuels technologies –
An overview of current industry and RD&D activities, IEA Bioenergy, OECD/IEA, 2008.
[16] SIMS, R., TAYLOR, M., SADDLER, J., MABEE, W., An overview of second generation biofuels
technologies, Massey University, New Zealand, Queen’s University and University of British Columbia,
Canada, IEA, France, 2009.
[17] QUINTERO, J.A.; MONCADA, J.; CARDONA, C.A. Techno-economic analysis of bioetanol production
from lignocellulosic residues in Colombia: A process simulation approach, 2013.

87
[18] CARTER, C., RAUSSER,G., SMITH, A., The Effect of the US Ethanol Mandate on Corn Prices,
University of California – Davis, University of California – Berkeley, 2013.
[19] Sines BioDiesel Plant, Process Description. VTU Engineering, BioDiesel International, 2007.
[20] FELIZARDO, P., MACHADO, J., VERGUEIRO, D., CORREIA, M.J.N., BORDADO, J.M., High Free
Fatty Acids oils for biodiesel production, Proceedings of the 10th International Chemical and Biological
Engineering Conference - CHEMPOR 2008, Braga, Portugal, 4-6 September, 1220 -1225, 2008.
[21] United States Department of Energy. Biodiesel – Handling and usage guideline. Energy Efficiency and
Renewable Energy, 2004.
[22] ec.europa.eu/eurostat, Eurostat da Comissão Europeia. Última consulta a 19/08/2014.
[23] http://www.eia.gov/, U.S. Energy Information Administration. Última consulta a 18/08/2014.
[24] http://www.biofuelsystems.com/specification.htm, Biofuel Systems Group Ltd.
Última consulta a 19/08/2014.
[25] MENDES, D.M.. Portugal Biofuels Standing Report. Global Agricultural Information Network, Foreign
Agricultural Service - United States Department of Agriculture, 2011.
[26] http://www.ebb-eu.org/stats.php#, European Biodiesel Board. Última consulta a 14/09/2014.
[27] http://www.oecd.org/site/oecd-faoagriculturaloutlook/biofuels.htm, Organisation de cooperation et de
développement économiques & Food and Agriculture Organization. Última consulta a 01/10/2014.
[28] Global Biofuels 2020, WoodMackenzie, citado em BIANCHI-DE-AGUIAR, F., Agricultura e Energia –
como compatibilizar?, Apresentação Galp Energia ao LNEG, 2014.
[29] RISSATO, Sandra Regina. Óleos e Gorduras. Universidade Estadual Paulista, 2010.
[30] BAPTISTA, P., FELIZARDO, P., MENEZES, J.C., CORREIA M. J. N., Multivariate Near Infrared
Spectroscopy Models for Predicting the iodine value, CFPP, Kinematic Viscosity at 40ºC and Density at
15ºC of Biodiesel, Talanta, 77, 1, 144-151, 2008.
[31] Christine and Scott Gable, What is Cetane?, About Autos.
http://alternativefuels.about.com/od/researchdevelopment/a/cetane.htm. Última consulta a 07/09/2014.
[32] MISRA, R.D., MURTHY, M.S.. Blending of additives with biodiesels to improve the cold flow properties,
combustion and emission performance in a compression ignition engine. Renewable and Sustainable
Energy Reviews, Volume 15, June 2011.
[33] http://www.acs.total.com. TOTAL Group Website. Última consulta a 07/09/2014.
[34] CANHA, N., FELIZARDO, P., MENEZES, J., CORREIA M. J. N., Multivariate near infrared
spectroscopy models for predicting the oxidative stability of biodiesel: effect of antioxidants, Fuel, 97,
352-357, 2012.
[35] Norma Europeia EN 14214 – 2013.
[36] PFFAIARO, Mario; ROSSI, Michele. The Future of Glycerol – New Usages for a Versatile Raw
Material. The Royal Society of Chemistry, 2008.

88
[37] Food, Cosmetics & Explosives – The Versatility of Glycerol, Compound Interest.
http://www.compoundchem.com/2014/05/25/glycerol/. Última consulta a 16/09/2014.
[38] Destilação de Biodiesel e de Glicerina, Incbio website.
http://www.incbio.com/pt/destilacao_biodiesel_glicerina.html. Última consulta a 16/10/2014.
[39] Glicerina – Sub-produto do biodiesel, Biodiesel BR.
http://www.biodieselbr.com/biodiesel/glicerina/biodiesel-glicerina.htm. Última consulta a 16/10/2014.
[40] PINHEIRO, H., Apresentação das aulas teóricas de Environmental Technology, Water Quality (3),
Instituto Superior Técnico, 2013/2014.
[41] Scientific Opinion on the use of potassium sulphate and sodium sulphate as sources of respectively
potassium and sodium added for nutritional purposes to food supplements. European Food Safety
Authority, European Commission, 2010.
[42] GAWLICK, H., MARONDEL, G., STADLER, H., 1969, Artillery Cartridge, US Patent 3446146 A.
[43] Plant Description and Process, Sines Biodiesel Plant – Phase 1. BioDiesel International, 2006.
[44] Águas de Santo André website. http://www.adsa.pt/. Última consulta a 18/09/2014.
[45] Relatórios de Tarifação de Água Residual Industrial das Águas de Santo André, 2013-2014.
[46] BOYLES, W., The Science of Chemical Oxygen Demand, Technical Information Series, Booklet nº9,
1997.
[47] VELJKOVIĆ, V.B., STAMENKOVIĆ, O.S., TASIĆ, M.B., The wastewater treatment in biodiesel
production with alkali-catalyzed transesterification.
[48] XIE, Q., TAWEEPREDA, W., MUSIKAVONG, C, SUKSAROJ, C., Separation of oily sludge and
glycerol from biodiesel processing waste by coagulation, Songklanakarin J. Sci. Technol., 2011.
[49] NGAMLERDPOKIN, K., KUMJADPAI, S., TUNGMANEE, U., CHUENCHUANCHOM, S., JARUWAT,
P., LERTSATHITPHONGS, P., HUNSOM, M., Remediation of biodiesel wastewater by chemical- and
electro-coagulation: A comparative study, Chulalongkorn University and The Bangchak Petroleum
Public Company Limited, 2011.
[50] LIU, S., et al, Adsorption of glycerol from biodiesel washwaters, Auburn University and Texas A&M
University, 2009.
[51] VASQUES, É., MUSUKU, S.R., ADHIKARI, S., FERNANDO, S., Adsorption of glycerol,
monoglycerides and diglycerides present in biodiesel produced from soybean oil, Federal University of
Paraná and University of Maringá, 2013.
[52] SHIRAZI, M. M. A., KARGARI, A., TABATABAEI, M., MOSTAFAEID, B., AKIA, M., BARKHI, M.,
SHIRAZI, M.J., Acceleration of biodiesel-glycerol decantation through NaCl-assisted gravitational
settling: A strategy to economize biodiesel production, Islamic Azad University, Tehran Polytechnic,
ABRII, Razi University, CCERCI, GRCIR, 2013.
[53] SILES, J. A., MARTÍN, M.A., CHICA, A.F., MARTÍN, A., Anaerobic co-digestion of glycerol and
wastewater derived from biodiesel manufacturing, Facultad de Ciências, Universidad de Córdoba,
2010.

89
[54] SILES, J. A., GUTÍERREZ, M.C., MARTÍN, M.A., MARTÍN, A., Physical-chemical and biomethanization
treatments of wastewater from biodiesel manufacturing, Facultad de Ciências, Universidad de Córdoba,
2011.
[55] SUKKASEM, C., LAEHLAH, S., HNIMAN, A., O’THONG, S., BOONSAWANG, P., RARNGNARONG,
A., NISOA, M., KIRDTONGMEE, P., Upflow bio-filter circuit (UBFC): Biocatalyst microbial fuel cell
(MFC) configuration and application to biodiesel wastewater treatment, Thaksin University, Prince of
Songkla University and Walailak University, 2011.
[56] ECKENFELDER, W.W., FORD, D.L., ENGLANDE, A.J., Industrial Water Quality, 4th edition.
Coagulation, Precipitation, and Metals Removal Chapter, 2009.
[57] ROWE, D.R., PEAVY, H.S., TCHOBANOGLOUS, G., Environmental Engineering, Engineered Systems
for Water Purification Chapter, 1985.
[58] APHA, AWWA, WEF, Standard Methods for the Examination of Water and Wastewater, 21ª Edição,
American Public Health Association, 2005.
[59] STONE, John., The Chemistry of Chemical Oxygen Demand.
https://www.envexp.com/download/techsupport/articles/COD%20Article.pdf.
Última consulta a 23/09/2014.
[60] BAKER, J.R.; MILKE, M.W.; MIHELCIC, J.R. Relationship between chemical and theoretical oxygen
demand for specific classes of organic chemicals. Water Research, v. 33, p. 327-334, 1999.
[61] AQUINO, S.F, SILVA, S.Q., CHERNICHARO, C.A.L., Practical aspects of the chemical oxygen
demand test applied to the analysis of anaerobic effluents. Eng. Sanit. Ambient. Vol.11, Rio de Janeiro,
2006.
[62] JIRKA, A. M., CARTER, M. J., Oxygen demand, chemical (COD), colorimetric, dichromate oxidation,
Micro semiautomated analysis of surface and wastewaters for chemical oxygen demand: Analytical
Chemistry, 1975.
http://www.caslab.com/Test-Methods-Search/PDF/USGS-Method-I-3561.pdf.
Última consulta a 24/04/2014.
[63] AlmAqua, Tecnologias de Ambiente, Lda. http://www.almaqua.com/. Última consulta a 27/10/2014.
[64] CAS Database List, Chemical Book Website.
http://www.chemicalbook.com/ChemicalProductProperty_EN_CB5339206.htm.
Última consulta a 24/09/2014.
[65] North Carolina State University. http://ncsu.edu/project/chemistrydemos/Organic/SaltingOut.pdf.
Última consulta a 18/10/2014.
[66] HASSEINE, A., MENIAI, A.H., KORICHI, M., Salting-out effect of single salts NaCl and KCl on the LLE
of the systems (water+toluene+acetone), (water+cyclohexane+2-propanol) and
(water+xylene+methanol), University Med Khider Biskra, University Mentouri Constatine and University
Kasdi Merbeh, 2008.
[67] METCALF & EDDY, TCHOBANOGLOUS, G., BURTON, F.L., Wastewater Engineering – Treatment,
Disposal and Reuse, Third Edition, McGraw-Hill, 1972.

90

91
Anexos
A.1 Monitorização análise composta
A Figura A.69 apresenta os resultados obtidos do nível de CQO para as amostras compostas
dos efluentes da Enerfuel em comparação com os valores apresentados nos boletins de análises das
Águas de Santo André.
De modo a confirmar que o desvio entre as duas leituras está de acordo com a precisão
descrita por Boyles [46], tal como já mencionado na secção 1.6.1, foi calculado o desvio padrão
relativo (DPR) pela Equação A.9. Os resultados estão apresentados na Tabela A.6 e confirmam que
apenas a análise relativa à amostra de 21 de Agosto é que apresentou um DPR superior a 10%. O
valor obtido, 13%, é pouco superior por isso este pode ser explicado por erros de diluição ou pela
existência de suspensões na amostra.
De referir que a análise de CQO obtido para a amostra do dia 5 de Agosto foi realizada pela
empresa externa SGS.
Equação A.9
Figura A.69 – Monitorização dos níveis de CQO de amostras compostas e comparação com os resultados das análises realizadas pelas Águas de Santo André e apresentadas nas notas de débito.
0
500
1.000
1.500
2.000
2.500
3.000
3.500
CQ
O m
gO2
/L
CQO obtido
CQO AdSA
Limite Penalização

92
Tabela A.6 – Desvio Padrão Relativo das amostras obtidas nos laboratórios do técnico e análises das Águas de Santo André. *Até à data ainda não foi apresentado o boletim de análises relativo ao mês de
Setembro.
Data Amostragem CQO obtido
(mgO2/L)
CQO AdSA
(mgO2/L)
Desvio Padrão
Relativo (DPR)
22-05-2014 2592 3000 7,3%
10-07-2014 973 920 2,8%
24-07-2014 1024 1100 3,6%
31-07-2014 840 890 2,9%
05-08-2014 814 710 6,8%
21-08-2014 772 1000 12,9%
28-08-2014 431 530 10,3%
04-09-2014 2315 -* -*

93
A.2 Análise a diferentes tratamentos de efluentes. Tabela A.7 – Comparação de eficiências de remoção em tratamentos de efluentes de produção de biodiesel.

94
Tabela A.7 (Continuação)

95
Tabela A.8 – Vantagens, desvantagens e possibilidades de melhoria dos processos de tratamento de efluentes gerados na produção de biodiesel.

96
Tabela A.8 (continuação)

97
Tabela A.8 (continuação)
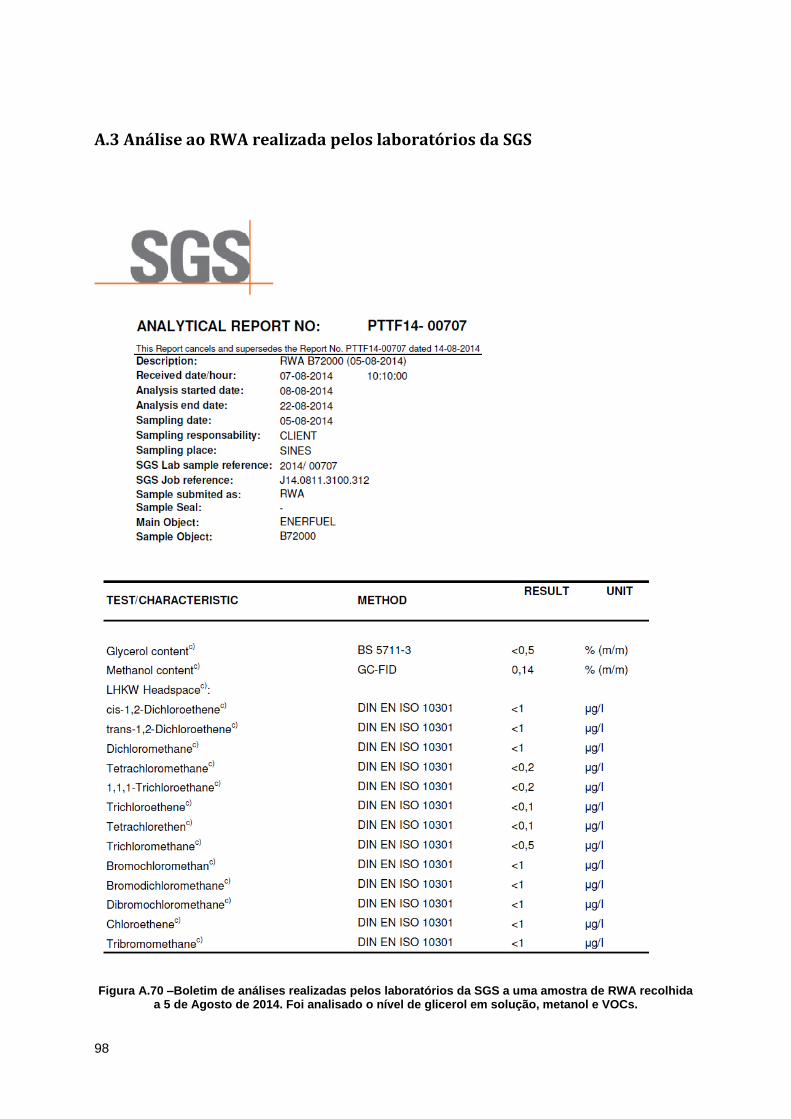
98
A.3 Análise ao RWA realizada pelos laboratórios da SGS
Figura A.70 –Boletim de análises realizadas pelos laboratórios da SGS a uma amostra de RWA recolhida a 5 de Agosto de 2014. Foi analisado o nível de glicerol em solução, metanol e VOCs.

99
Figura A.70 (continuação)

100
Figura A.70 (continuação)

101
A.4 Problemas Pontuais com Efluentes
A.4.1 Entupimento Conduta das AdSA
Desde o início do funcionamento da fábrica da Enerfuel já se verificaram por duas vezes
entupimentos na conduta de efluentes industriais exterior à fábrica, uma no início de Maio e outra no
início de Julho. Em ambas as ocorrências verificou-se a acumulação de um sólido nas paredes da
conduta geral das Águas de Santo André (AdSA) num troço posterior à picagem dos efluentes das
duas unidades em funcionamento no local: Enerfuel (produção de biodiesel) e Ibera (produção de
betão).
De modo a compreender a origem deste entupimento procedeu-se à análise a uma amostra
do sólido que provocou a primeira ocorrência, no dia 2 de Maio de 2014. Assim, foi determinada a
fracção orgânica e inorgânica e foi efectuada uma análise por Difracção de Raio X (DRX).
A determinação da perda de massa do sólido a 550⁰C, permitiu concluir que apenas 17% do
sólido inicial era material orgânico, sendo os restantes 83% correspondentes à fracção inorgânica.
Os resultados das análises de DRX são apresentados na Figura A.71 e Tabela A.9.
Com base no difractograma obtido e após uma pré-selecção dos elementos que se esperava
poderem existir no sólido analisado, foram identificadas pelo software as fases que figuram na Tabela
A.9 e Figura A.71. Na Tabela A.9 apresentam-se também para cada fase os respectivos scores que
traduzem o grau de correspondência das reflexões obtidas com os difractogramas de referência (um
score maior é geralmente indicativo de maior abundância relativa).
Tabela A.9 - Composição maioritária do sólido acumulado nas paredes da conduta de efluentes industriais das Águas de Santo André com base no seu difractograma.
Score Nome do Composto Fórmula Química
56 Calcite, syn Ca CO3
48 Quartzo, syn Si O2
25 Ettringite, syn Ca6 Al2 ( SO4 )3 ( OH )12 .26 H2O
16 Gesso Ca SO4 .2 H2 O
17 Mullite, syn Al6 Si2 O13
10 Orthoferrosilite, magnesian ( Fe , Mg ) Si O3
13 Oyelite ( Ca O)x . Si O2 . z H2 O
Dos resultados obtidos é possível concluir que o sólido analisado é maioritariamente
inorgânico e que apresenta um teor elevado em Ca, Si, Fe e Al na forma de óxidos, sulfatos e
silicatos. Por outro lado, tendo em conta os parâmetros apresentados nos relatórios enviados pelas

102
AdSA, os efluentes provenientes da Enerfuel são caracterizados maioritariamente pela presença de
orgânicos, identificados por CQO, Óleos e Gorduras e, pontualmente, CBO5. Assim, tudo indica que o
contributo da Enerfuel para a formação do composto sólido encontrado na conduta é mínimo, não
justificando por si só a acumulação do referido composto e consequente entupimento.

103
Position [°2Theta] (Copper (Cu))
10 20 30 40 50 60
Counts
0
2000
4000
OyeliteEtt
ringite, sy
nEtt
ringite, sy
n
Gypsu
mEtt
ringite, sy
n
Ort
hofe
rrosi
lite
, m
agnesi
an
Ett
ringite, sy
nM
ullite, sy
n
Ett
ringite, sy
n;
Oyelite
Ett
ringite, sy
n
Quart
z, s
yn;
Gypsu
m
Ett
ringite, sy
n;
Ort
hofe
rrosi
lite
, m
agnesi
an
Calc
ite, sy
n;
Ett
ringite, sy
nG
ypsu
m;
Mullite, sy
n;
Oyelite
Ett
ringite, sy
nM
ullite, sy
nM
ullite, sy
nQ
uart
z, s
yn;
Ort
hofe
rrosi
lite
, m
agnesi
an;
Oyelite
Ett
ringite, sy
nO
rthofe
rrosi
lite
, m
agnesi
an
Ett
ringite, sy
nCalc
ite, sy
n;
Oyelite
Oyelite
Mullite, sy
n;
Ort
hofe
rrosi
lite
, m
agnesi
an
Calc
ite, sy
n;
Ort
hofe
rrosi
lite
, m
agnesi
an
Ett
ringite, sy
nEtt
ringite, sy
n;
Mullite, sy
nEtt
ringite, sy
nM
ullite, sy
nCalc
ite, sy
n;
Ett
ringite, sy
n;
Gypsu
m;
Ort
hofe
rrosi
lite
, m
agnesi
an
Quart
z, s
yn;
Gypsu
mEtt
ringite, sy
nEtt
ringite, sy
nCalc
ite, sy
n;
Quart
z, s
yn;
Mullite, sy
nQ
uart
z, s
yn;
Ett
ringite, sy
nEtt
ringite, sy
n;
Gypsu
m;
Mullite, sy
n;
Oyelite
Ett
ringite, sy
nQ
uart
z, s
yn;
Ett
ringite, sy
n;
Mullite, sy
n;
Ort
hofe
rrosi
lite
, m
agnesi
an
Calc
ite, sy
n
Ett
ringite, sy
nQ
uart
z, s
yn;
Ort
hofe
rrosi
lite
, m
agnesi
an
Ett
ringite, sy
nCalc
ite, sy
n;
Mullite, sy
nCalc
ite, sy
nCalc
ite, sy
n;
Gypsu
mEtt
ringite, sy
n;
Gypsu
m;
Mullite, sy
nEtt
ringite, sy
n;
Oyelite
Quart
z, s
yn;
Ort
hofe
rrosi
lite
, m
agnesi
an
Gypsu
m;
Mullite, sy
nG
ypsu
m
Quart
z, s
yn;
Oyelite
Quart
z, s
yn;
Ett
ringite, sy
n
Calc
ite, sy
n;
Ort
hofe
rrosi
lite
, m
agnesi
an
Calc
ite, sy
n;
Ort
hofe
rrosi
lite
, m
agnesi
an
Calc
ite, sy
n;
Ett
ringite, sy
n;
Gypsu
mEtt
ringite, sy
n;
Mullite, sy
n
Quart
z, s
yn
Calc
ite, sy
n;
Gypsu
m;
Mullite, sy
nCalc
ite, sy
n;
Ett
ringite, sy
n;
Mullite, sy
n
Calc
ite, sy
n;
Mullite, sy
n
Calc
ite, sy
n;
Mullite, sy
n;
Ort
hofe
rrosi
lite
, m
agnesi
an;
Oyelite
Calc
ite, sy
n;
Mullite, sy
nM
ullite, sy
n;
Ort
hofe
rrosi
lite
, m
agnesi
an
Mullite, sy
n;
Ort
hofe
rrosi
lite
, m
agnesi
an
Quart
z, s
yn
Quart
z, s
yn
Quart
z, s
yn
Ort
hofe
rrosi
lite
, m
agnesi
an
enerfuel conduta 2
Figura A.71 - Difractograma do sólido acumulado nas paredes da conduta de efluentes industriais das Águas de Santo André.
104
A.4.2 Fertilizante – desobstruções do secador
Desde o arranque da Enerfuel já houve várias situações de acumulação de fertilizante nas
paredes do permutador durante a sua purificação. Quando isto acontece é necessário intervir devido
à fraca transferência de calor que resulta num fraco rendimento do equipamento. Nestes casos, é
comum abrir o permutador para se proceder a uma remoção do acumulado e este é depositado no
chão. De seguida, uma quantidade considerável é arrastada com água industrial para a caleira
prosseguindo para a conduta, depois passando pelos separadores e finalmente chegando à sala de
contagem das AdSA.
De modo a compreender qual o impacto deste composto no CQO dos efluentes foram
diluídos 0,1 e 1 g, de uma amostra de fertilizante recolhida numa das lavagens referidas, em 30mL de
água desmineralizada. Isto representa respectivamente uma concentração em 3,5 g/L e 35 g/L. A
amostra foi previamente esmagada em partículas mais pequenas e só depois misturada com a água
durante 30min. Os resultados do teste em CQO indicaram uma concentração acima do limite do teste
para a amostra com 35 g/L (>900 mgO2/L) e um CQO de 490 mgO2/L para a amostra com 3,5 g/L.
Isto indica que o nosso fertilizante, composto por sulfato de potássio (K2SO4) e outras impurezas
orgânicas, tem uma oxidação detectada pelo teste em CQO de 142.314 mgO2/Kg fertilizante. O que
significa que para não ultrapassar o limite de penalização das AdSA de 2.000 mgO2/L seria
necessária na lavagem uma quantidade na ordem dos 70m3 de água por cada quilo de fertilizante.
Tendo em conta que num procedimento habitual destes vários quilos são retirados e arrastados do
chão para a caleira, esta diluição torna-se ainda mais inviável, o que leva a considerar outros
procedimentos alternativos para estas lavagens que evitem o seu arrastamento para os efluentes
industriais.
A.4.3 Identificação de pó metálico em flush de limpeza do Reboiler
Na recolha do flush 2, referido na secção 3.2.1.1 - ii, correspondente ao segundo m3 recolhido
na limpeza do Reboiler da glicerina realizada a 19 de Maio de 2014, foi identificado um pó em
suspensão desconhecido. De modo a saber qual o composto que se encontrava neste flush foi
realizada uma Difracção de Raio-X (DRX), após filtração e secagem do mesmo, cujo difractograma
obtido está representado na Figura A.72. A Tabela A.10 apresenta os scores devolvidos pelo software
do DRX.
Os componentes principais do composto são alumínio, óxido de titânio e óxido de ferro
(hematite). É ainda reconhecida a presença de materiais argilosos como talco e ilite, hidróxidos de
ferro e, eventualmente, fosfato de alumínio. Sólidos com esta caracterização estão habitualmente
associados a corrosão e erosão de metais e ligas metálicas.

105
Tabela A.10 - Composição maioritária do sólido recolhido em suspensão no flush 2 da limpeza ao Reboiler de glicerina realizada a 19 de Maio de 2014.
Score Nome do Composto Fórmula Química
57 Dióxido de Titânio Ti O2
42 Alumínio, syn Al
20 Óxido de Ferro III Fe2 O3
16 Talc-2\ITM\RG Mg3 Si4 O10 ( O H )2
13 Illite-2\ITM#1\RG ( K , H3 O ) Al2 Si3 Al O10 ( O H )2
11 Goethite Fe O ( O H )
12 Augelite Al2 ( P O4 ) ( O H )3
4 Bernalite Fe ( O H )3

106
Figura A.72 - Difractograma do sólido recolhido em suspensão no flush 2 da limpeza ao Reboiler de glicerina realizada a 19 de Maio de 2014.
Position [°2Theta] (Copper (Cu))
10 20 30 40 50 60 70 80 90
Counts
0
2000
4000
6000
Illite
-2\I
TM#1
\RG
Talc-
2\IT
M\R
G
Auge
lite
Illite
-2\I
TM#1
\RG;
Goe
thite
Talc-
2\IT
M\R
G; A
ugel
iteTa
lc-2\
ITM
\RG
Talc-
2\IT
M\R
G; Il
lite-
2\IT
M#1
\RG
Auge
lite
Goet
hite
Auge
lite
Illite
-2\I
TM#1
\RG
Bern
alite
Hem
atite
, syn
Auge
lite
Auge
lite
Goet
hite Il
lite-
2\IT
M#1
\RG;
Aug
elite
Rutil
e, s
ynTa
lc-2\
ITM
\RG
Illite
-2\I
TM#1
\RG
Illite
-2\I
TM#1
\RG
Hem
atite
, syn
; Goe
thite
Talc-
2\IT
M\R
G; G
oeth
iteIll
ite-2
\ITM
#1\R
G; A
ugel
iteHe
mat
ite, s
yn; I
llite
-2\I
TM#1
\RG;
Goe
thite
Rutil
e, s
yn; T
alc-
2\IT
M\R
G; G
oeth
ite; A
ugel
iteGo
ethi
teAu
gelit
e; B
erna
lite
Alum
inum
, syn
[NR]
; Aug
elite
Rutil
e, s
yn; H
emat
ite, s
yn; G
oeth
iteGo
ethi
teIll
ite-2
\ITM
#1\R
G; A
ugel
iteRu
tile,
syn
; Goe
thite
; Ber
nalit
e
Goet
hite
Rutil
e, s
ynAl
umin
um, s
yn [N
R]; B
erna
lite
Auge
lite
Auge
lite
Bern
alite
Talc-
2\IT
M\R
G; A
ugel
iteHe
mat
ite, s
yn; A
ugel
iteAu
gelit
eGo
ethi
te; A
ugel
ite
Talc-
2\IT
M\R
G; G
oeth
ite; A
ugel
iteRu
tile,
syn
; Goe
thite
; Ber
nalit
eGo
ethi
te Rutil
e, s
ynHe
mat
ite, s
yn; G
oeth
ite; A
ugel
iteAu
gelit
eTa
lc-2\
ITM
\RG;
Goe
thite
; Aug
elite
Talc-
2\IT
M\R
G; A
ugel
iteGo
ethi
te Rutil
e, s
yn; A
ugel
iteGo
ethi
te; A
ugel
iteRu
tile,
syn
; Hem
atite
, syn
; Goe
thite
; Aug
elite
Alum
inum
, syn
[NR]
; Aug
elite
Goet
hite
Rutil
e, s
yn; G
oeth
ite; A
ugel
iteRu
tile,
syn
; Hem
atite
, syn
; Goe
thite
; Aug
elite
Hem
atite
, syn
Rutil
e, s
yn; H
emat
ite, s
yn
Rutil
e, s
yn; A
ugel
iteHe
mat
ite, s
ynRu
tile,
syn
; Goe
thite
Alum
inum
, syn
[NR]
; Aug
elite
Rutil
e, s
yn; G
oeth
iteHe
mat
ite, s
yn; A
ugel
iteAu
gelit
eRu
tile,
syn
; Alu
min
um, s
yn [N
R]
Rutil
e, s
yn; G
oeth
iteHe
mat
ite, s
yn; A
ugel
iteGo
ethi
teGo
ethi
teRu
tile,
syn
Rutil
e, s
ynRu
tile,
syn
Rutil
e, s
yn; H
emat
ite, s
ynRu
tile,
syn
Rutil
e, s
yn
Alum
inum
, syn
[NR]
enerfuel flush 2

107
A.4.4 Lavagem das Linhas de Processo – WPH
No dia 22 de Agosto de 2014 foi realizada uma desobstrução na linha de saída do tanque de
WPH. O efluente gerado neste processo foi contido em contentores IBC para posterior recolha da
empresa Jomarlimpa e transporte para as Águas de Santo André. Não são aplicados os mesmos
critérios na facturação porque este volume é entregue como efluente especial, ou seja, não é enviado
como efluente industrial indiferenciado para as condutas das AdSA.
Uma amostra foi recolhida deste efluente e foi analisada ao nível de CQO. O valor que se
obteve, cerca de 30.600 mgO2/L, destaca a importância da contenção de volumes provenientes deste
tipo de fonte. Isto significa que caso este efluente fosse para a caleira e de seguida para a conduta de
efluente industrial, seria necessária uma diluição com um volume de água pura 15 vezes superior ao
deste efluente apenas para não se alcançar a penalização. Tendo em conta que o volume gerado é
superior a 2m3 torna-se imperativo não descarregar este tipo de efluentes para o colector industrial,
de modo a evitar custos maiores na factura das AdSA.
A.5 Resultados das análises ao metanol e óleos e gorduras nos separadores
de gordura.
Figura A.73 - Resultados das análises ao metanol e óleos e gorduras nos separadores de gordura.
0
10
20
30
40
50
60
9h 14h 19h
O&
G (
mg/
L)
0,00%
0,10%
0,20%
0,30%
0,40%
0,50%
9h 14h 19h
Me
tOH
(%
m/m
)
Pré-separadores
Pós-separadores
0%
20%
40%
60%
80%
100%
9h 14h 19h
Remoções O&G
0%
20%
40%
60%
80%
100%
9h 14h 19h
Remoções MetOH





























