Embed Size (px)
Citation preview

Informativo TécnicoNr. 209
Nitretação a Plasmacomparada à
Nitretação a Gás
A alternativa para melhoria na qualidade e redução de custos

Conteúdo
1.0 NITRETAÇÃO À GÁS1.1 Desenvolvimento do Processo de Nitretação à Gás.................................................. 31.2 Nitretação à gás hoje............................................................................................... 31.2.1 O Método da nitretação à gás.................................................................................. 61.3 Formação da camada nitretada................................................................................ 81.3.1 Difusão do Nitrogênio............................................................................................... 81.3.2 Crescimento da camada de cobertura de nitreto..................................................... 101.3.3 Influência sobre o desenvolvimento da camada nitretada....................................... 101.4 Características do crescimento da camada nitretada.............................................. 121.4.1 Crescimento da camada branca (Camada de Compostos)................................... 121.4.2 Crescimento da camada de difusão........................................................................ 132.0 ESTUDO DA NITRETAÇÃO A PLASMA2.1 Nitretação à Plasma............................................................................................... 142.2 Influência dos parâmetros na nitretação à plasma................................................. 152.2.1 Influência da temperatura de nitretação.................................................................. 152.2.1.1 Nitretação à plasma em baixas temperaturas......................................................... 152.2.1.2 Nitretação à plasma nas temperaturas entre 500° e 580°C..................................... 162.2.2 Influência da duração da nitretação........................................................................ 162.2.3 Influência da mistura de gases............................................................................... 162.3 Influência do material e do estado do material......................................................... 172.3.1 Nitretação a plasma de aços baixa liga................................................................... 172.3.2 Nitretação a plasma de aços alta liga (> 5% de elementos formadores de nitretos).. 182.3.2.1 Aços para Trabalho à quente2.3.2.1.1 Geral...................................................................................................................... 212.3.2.1.2 Nitretação à plasma de aços para trabalho à quente....................................... 212.3.2.2 Aços para trabalho à frio2.3.2.2.1 Geral...................................................................................................................... 232.3.2.3.2 Nitretação à plasma de aços para conformação á frio............................................. 232.3.2.3 Aços resistentes à corrosão e ao ácido2.3.2.3.1 Geral...................................................................................................................... 252.3.2.3.1.1 Aços Ferríticos....................................................................................................... 252.3.2.3.1.2 Aços perlíticos - martensíticos................................................................................ 252.3.2.3.1.3 Aços austeníticos................................................................................................... 252.3.2.3.2 Nitretação à Plasma de aços resistentes à corrosão e ao ácido............................... 262.3.2.3.3 Nitretação à plasma de ferro fundido....................................................................... 262.3.3 Nitretação à plasma de aços sinterizados............................................................... 282.4 Possibilidades da Nitretação à Plasma local........................................................... 283.0 Comparações de Custos da Nitretação à Gás com o processo por Plasma............. 284.0 Comparação da Nitretação à Plasma co a Nitretação à Gás.................................... 295.0 Tabela de dureza superficial e profundidade de Nitretação após a Nitretação à Plasma................................................................................................................... 306.0 BIBLIOGRAFIA...................................................................................................... 31
- 2 -

1.0 Nitretação à Gás
1.1Desenvolvimento do Processo Nitretação à Gás
A história do processo de nitretação em geral está intimamente ligada com a história da amônia. O carbonato de Amônia foi primeiro adquirido como “sal amoníaco” pelos árabes do Oásis Ammon ( hoje Siwa). A amônia foi apresentada em sua forma química por Priestley in 1774 e então 10 anos após como um composto elementar de nitrogênio e hidrogênio por Berthollet. A fabricação de amônia a partir destes elementos teve início em 1913 por Haber e Bosch. Isto introduziu a amônia para o uso industrial.
Durante o desenvolvimento da síntese da amônia, a interação da amônia com o aço foi observada e estudada. A.Machlet dos EUA, patentiou o uso da amônia na nitretação de aços em ferros fundidos em 1913. O uso completo da nitretação no tratamento térmico ( objetivando criar uma camada superficial dura ) foi divulgado somente após o desenvolvimento de aços especiais para nitretação por A.Fry. Este desenvolvimento, nos anos de 1922 e 1923, é portanto visto como o nascimento do processo de nitretação. Em 1930, Lehrer publicou sua pesquisa sobre o equilíbrio de fases entre o ferro e o nitrogênio em uma mistura gasosa de amônia e nitrogênio. O conceito de utilizar fases específicas em equilíbrio no processo de nitretação foi praticamente colocado em prática nas últimas duas décadas.
Nos anos 20 e 30 o processo de nitretação à gás foi exclusivamente utilizado para aumentar a resistência mecânica na região superficial. A temperatura em torno de 500°C é necessária para criar as propriedades exigidas de alta resistência e dureza superficial. Como esta temperatura permanece constante, um tempo longo de tratamento é necessária para atingir uma grande espessura nitretada. Sendo assim, pesquisadores iniciaram investigar caminhos para reduzir a duração da nitretação mantendo a mesma camada nitretada.
1.2 Nitretação à Gás hoje
Na Nitretação hoje, o nitrogênio é difundido dentro do aço com o objetivo de fornecer à superfície das peças uma grande variedade de propriedades. Devido ao pequeno tamanho físico do nitrogênio (0,71 Å comparado com 0,77 Å do carbono) este pode facilmente encontrar espaço na rede de ferro. A única exigência é que o nitrogênio disponível esteja na forma elementar.
Geralmente é difícil difundir o nitrogênio no ferro-γ (exceção o caso de aço austeníticos de alta liga), diferentemente da fase-α. Assim obtemos uma resistência bem menor na camada frágil e na zona posterior com a presença de nitrogênio que apresenta finas precipitações de nitretos. Esta camada apresenta o que geralmente ocorre na precipitação de determinados nitretos da liga, uma dureza bem maior, e que até supera a dureza martensítica.
Devido ao fato de que o uso técnico da camada superficial, que é dura e não tão frágil é possível por causa da difusão do nitrogênio que ocorre de forma mais acentuada na fase-α, isto deve ocorrer em uma temperatura abaixo de A1 (refere-se a Fig.2). Na escolha da temperatura temos que considerar que a transformação- A1 será reduzida bastante por causa da presença do nitrogênio.
Assim a temperatura eutetóide (a mais baixa) para uma liga de nitrogênio-ferro se situa em torno de 590°C (Fig.1). Por causa da presença do carbono – no caso dos aços a serem nitretados – ainda ocorre um pequeno deslocamento do ponto eutético e uma redução da velocidade de absorção.
Se o nitrogênio for difundido no ferro acima desta temperatura, por exemplo, numa área em que encontramos ferro-α e ferro γ, esta área aumenta com o aumento do teor de nitrogênio e se transformará mais e mais em ferro γ. O resultado disto são superfícies frágeis, como ocorre na temperatura de difusão acima de A3. Por essa razão, a nitretação em uma estrutura que consiste de ferro γ (entre as temperaturas A1 e A3) é ineficiente.
- 3 -

Portanto, usa-se uma temperatura abaixo de 590°C para aços carbono de baixa liga no processo de nitretação. Quando visarmos uma alta dureza, esta temperatura de difusão pode ser reduzida para 530°C.
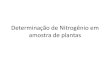
Figura. 1 –Diagrama Fe-N
Esta baixa temperatura de difusão tem a desvantagem de que a difusão ocorre muito lentamente.
Por ou t ro lado , es ta ba ixa temperatura significa que a precipitação dos nitretos ocorre de uma maneira muito fina criando uma camada superficial nitretada dura. A baixa temperatura de difusão, relacionada à difusão d i ficu l tada de n i t rogên io e conseqüente lenta precipitação de nitretos, requer tempos mais longos de nitretação quando se quer uma profundidade maior de nitretação.
Figura 2 – Diagrama Fe-C
- 4 -

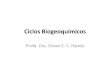
A figura 3 mostra a relação dependente entre a profundidade de nitretação e o tempo de processo, na temperatura de nitretação de 500°C. Usando alta temperatura em um mesmo tempo de nitretação aumentamos a espessura nitretada. Porém, ocorre uma queda na dureza superficial. Aumentando a temperatura em 50°C (para 550°C), por exemplo, com aprox. 20 horas de nitretação, a profundidade de tratamento é aprox. 50% maior, ou seja, aumenta de 0,30 mm para 0,45 mm. No entanto, a dureza sofre uma redução de 100 a 200 HV ( Dureza Vickers). Entre 550°C até 570°C a redução da dureza, em muitos casos é bastante grande. Além do mais, existe o perigo de ter uma mudança muito grande da fase-α para fase- γ.
Figura 3 – Representação esquemática da relação entre a profundidadeda Nitretação e o tempo de Nitretação à 500°C
Podemos ver assim que é impossível aumentar a velocidade do processo significantemente. Uma redução do tempo de nitretação, combinada a um menor aumento da espessura nitretada pode ser obtida quando nitretamos duas vezes em temperaturas diferentes. Neste caso, para conseguimos um efeito mensurável, a segunda temperatura deve ser um pouco mais elevada (aprox. 20°C) em relação à primeira.
Figura 4 – A distribuição característica dos grãos na nitretação a gás (nitretação excessiva nasuperfície) V=1000:1
- 5 -

1.2.1 O Método da Nitretação à Gás
Para a nitretação a gás, utilizamos geralmente como fonte de nitrogênio a amônia (NH ). As peças a 3
serem tratadas são aquecidas lentamente a uma temperatura de 500 a 520°C em um forno vedado, envolvidas em uma atmosfera rica em amônia. Após o tratamento as peças são resfriadas lentamente. Durante a difusão a amônia é constantemente dissociada em elementos atômicos pela reação catalítica sobre o ferro. O elemento nitrogênio pode ser absorvido facilmente pela superfície da peça de aço. A amônia inicia sua dissociação a aprox. 400°C, onde além do hidrogênio e do nitrogênio também poderá ocorrer a combinação do NH. O nitrogênio atômico e o hidrogênio são difundidos na rede cristalina composta pelo ferro α e a molécula NH é difundida ao longo do contorno de grão. Como o nitrogênio atômico pode rapidamente transformar-se em uma molécula N , é necessário que um grau 2
específico de dissociação seja atingido. Por esta razão devemos usar um fluxo de gás e não uma atmosfera estática. A desvantagem de um grau de dissociação excessivo é que uma grande quantidade de hidrogênio atômico é produzido.
Quando necessário as peças são temperadas e revenidas antes da nitretação. As peças têm que ser limpas, não podendo apresentar oxidação descarbonetação ou vestígios de graxa. Isto tem que ser removido. Têmpera e revenimento tem como efeito um aumento da resistência e tenacidade e um refino da estrutura cristalina do núcleo. Isto tem um papel positivo no processo de nitretação e na qualidade do produto final. A parte disto, através desta limpeza também se evita a formação da ferrita pró-eutetóide. Isto é significante e muito importante, por que a ferrita de baixa liga leva á formação de camadas nitretadas muito frágeis. Se a peça antes da nitretação apresentar tensões pré-existentes, recomenda-se que se faça um alívio de tensão a temperaturas um pouco acima da temperatura de nitretação.
Figura 5a – Forno cubilô para a nitretação a gás ou nitrocarbonetação, a) esquema, b) operação. Instalação clássica para a nitretação a gás de um forno de retorta. Este forno consiste em uma retorta á prova de gás (área de reação), onde é montada a peça a ser tratada (colocada em pé ou suspensa) e, eventualmente, em um cilindro de gás, a tampa da retorta, onde está montado um circulador de gás, bem como um poço aquecido, onde a retorta é suspensa para o aquecimento. Esta instalação é complementada através de um dispositivo elétrico de controle e de regulação, um invólucro-armadura para a gaseificação da retorta, ou seja, um sistema de carga, bem como um local de resfriamento, onde a retorta possa eventualmente ser resfriada rapidamente através de ventilador.
- 6 -

Figura 5b – Vista geral de um forno horizontal para a nitretação a gás.
Figura 6 – Nitretação em buchas esféricas
- 7 -

1.3 Formação da camada nitretada
Para termos uma visão global do processo necessitamos conhecer os estágios do processo. A Fig. 7 mostra esquematicamente o processo de nitretação e as reações gasosas.
Figura 7 – Representação esquemática dos diferentes estágios na formação da camada nitretada
A formação da camada nitretada pode ser fundamentalmente dividida em dois estágios em ordem cronológica:
1. Difusão do nitrogênio e reação na superfície do ferro até a formação de uma camada fechada de nitreto. 2. Crescimento da camada de nitreto e a continuação da difusão do nitrogênio.
1.3.1 Difusão do Nitrogênio
No primeiro estágio os principais passos no processo de formação da camada nitretada são:
Transporte das moléculas de amônia para a superfície do aço. Assumindo que a circulação de gás é suficiente o bastante, a difusão da amônia através dos contornos da camada para a superfície metálica não é considerada como um fator crítico para o tempo global de reação.
Adsorção das moléculas de amônia. Depende parcialmente da pressão parcial do PNH e da 3
quantidade de superfície livre. A quantidade de superfície livre influencia a velocidade dos produtos da reação de absorção (H e N ) recombinados. O estado da superfície do ferro também 2 2
influencia a taxa de adsorção, assim como o processo químico de absorção é um pré passo na reação de catalização.
Influência catalítica na quebra da molécula de amônia. Como o potencial de adsorção de radicais é bem maior do que o das moléculas saturadas, a decomposição da molécula NH adsorvida é 3
acelerada passo a passo através dos estágios Nh , NH e H . As mudanças nas relações de 2 (ad) (ad) (ad)
catálise então alteram a taxa de quebra da molécula de amônia.
Passagem do nitrogênio adsorvido para o estado de solução. De acordo com a literatura este processo transcorre tendo o mínimo efeito sobre a taxa de nitretação do ferro α.
- 8 -

1.3 Formação da camada nitretada
Para termos uma visão global do processo necessitamos conhecer os estágios do processo. A Fig. 7 mostra esquematicamente o processo de nitretação e as reações gasosas.
Figura 7 – Representação esquemática dos diferentes estágios na formação da camada nitretada
A formação da camada nitretada pode ser fundamentalmente dividida em dois estágios em ordem cronológica:
1. Difusão do nitrogênio e reação na superfície do ferro até a formação de uma camada fechada de nitreto. 2. Crescimento da camada de nitreto e a continuação da difusão do nitrogênio.
1.3.1 Difusão do Nitrogênio
No primeiro estágio os principais passos no processo de formação da camada nitretada são:
Transporte das moléculas de amônia para a superfície do aço. Assumindo que a circulação de gás é suficiente o bastante, a difusão da amônia através dos contornos da camada para a superfície metálica não é considerada como um fator crítico para o tempo global de reação.
Adsorção das moléculas de amônia. Depende parcialmente da pressão parcial do PNH e da 3
quantidade de superfície livre. A quantidade de superfície livre influencia a velocidade dos produtos da reação de absorção (H e N ) recombinados. O estado da superfície do ferro também 2 2
influencia a taxa de adsorção, assim como o processo químico de absorção é um pré passo na reação de catalização.
Influência catalítica na quebra da molécula de amônia. Como o potencial de adsorção de radicais é bem maior do que o das moléculas saturadas, a decomposição da molécula NH adsorvida é 3
acelerada passo a passo através dos estágios Nh , NH e H . As mudanças nas relações de 2 (ad) (ad) (ad)
catálise então alteram a taxa de quebra da molécula de amônia.
Passagem do nitrogênio adsorvido para o estado de solução. De acordo com a literatura este processo transcorre tendo o mínimo efeito sobre a taxa de nitretação do ferro α.
- 8 -

1.3.2 Crescimento da camada nitretada
Com a formação de uma camada de nitreto fechada inicia uma segunda fase de formação da camada nitretada. Ela tem influência sobre outros processos, visto que a difusão do nitrogênio ocorre mais lentamente através da camada nitretada. Assim o coeficiente de difusão do nitrogênio no nitreto-γ' é de apenas 1/25 e o do nitreto-ε é de apenas 1/60 em relação ao mesmo valor para o ferro-α. As relações entre as condições de contorno ( mencionadas acima) e a absorção de nitrogênio no ferro α, bem como o desenvolvimento da camada nitretada, pode ser visto na Fig.11.
Existem três estágios:
Estágio 1. Após a liberação do nitrogênio na superfície livre do ferro, o nitrogênio é absorvido no ferro α até o limite de solubilidade ser atingido. No ponto 1 da fig. 11, um equilíbrio é atingido entre o nitrogênio na atmosfera e o nitrogênio dissolvido no ferro α .
Estágio 2. Quando o equilíbrio entre o nitrogênio enriquecido no ferro α passa uma
3/2pressão parcial PNH / PH 2 ocorre a 3
formação da fase γ'. No ponto 2 um equilíbrio é atingido entre a atmosfera nitretante e a camada nitretada γ'. No ponto 3 ocorre a interface de fases entre ferro α e fase γ'.
3/2Estágio 3. O aumento na pressão parcial PNH / PH 2 da atmosfera causa a transformação da fase 3
γ' em ε. No ponto 4 existe um equilíbrio entre a fase ε e a atmosfera, enquanto que no ponto 5 um equilíbrio entre as fases ε e γ' está presente enquanto o estágio 3 novamente mostra um equilíbrio entre γ' e ferro α.
- 10 -
Figura 11 – Estágios na formação da camada nitretada
1.3.3 Influência sobre o desenvolvimento da camada nitretada
O desenvolvimento da camada nitretada é o resultado do controle do processo. Enquanto o desenvolvimento da camada abaixo da zona nitretada depende do fornecimento de nitrogênio para difusão nas linhas de contorno γ' e ferro α, como demontrado no ponto 3 na Fig.11 – e conseqüentemente influenciada diretamente pela atmosfera de nitretação, mais tarde é diretamente dependente com a camada nitretada. As reações individuais e transições ao longo do contorno gás/metal (ver fig.7) podem ser influenciadas negativamente ou positivamente pelo estado da superfície (mecânico e químico) e a composição da atmosfera nitretante. Isto foi mostrado por Neuman, Boehmer e Jentzsch que, leva para diferentes níveis de núcleos na superfície e características de cobertura que variam conforme a taxa de nitretação. A menos forte influência destes fatores é o início do estágio de desenvolvimento da camada nitretada. A análise deste estágio e sua dependência com o tempo é mostrado na Fig.12.
Figura 12 - Crescimento da camada nitretada

O processo na superfície influencia o resultado final da nitretação, especialmente para o tempo que relaciona o crescimento da camada branca. A camada branca é afetada pela geometria da superfície, e o crescimento da camada pela consistência da camada branca. Quando uma peça tem um superfície fina para propósitos mecânicos tais como uma rugosidade R < 1 então durações mais longas de processo são necessárias para atingir uma camada branca mais estável. O estado químico da superfície pode também ter uma grande influência na taxa de nitretação especialmente nos estágios iniciais. Pelo “estado químico” nós entendemos como a existência de uma camada de óxidos resistentes à difusão originadas de depósitos ligados ao processo de limpeza. Uma camada de óxidos teria uma baixa influência em muitos casos, se não em todos então, estes seriam removidos por um processo de oxidação antes da nitretação com o objetivo de acelerar o processo. A literatura lista muitos métodos e tratamentos para remover a camada superficial passiva de aços inoxidáveis.
Figura 13 – Influência da nitretação sobre as características da camada superficial e características de uso das peças
Figura 14 – Alteração das características do aço através da nitretação
- 11 -
- 11 -

1.4 Características do crescimento da camada nitretada
Com o objetivo de descrever a dependência do tempo com as características de crescimento da camada nitretada, necessitamos definir alguns termos. A camada nitretada é subdividida entre a camada de compostos na superfície e mais abaixo em camada de difusão (ver Fig. 15a). A Fig.15b mostra uma visão global das características de dureza em aços nitretados. A profundidade da dureza nitretada é definida pelo ponto em que a dureza excede 50 HV em relação à dureza de núcleo. Este valor é frequentemente definido em componentes projetados, etc..
1.4.1 Crescimento da Camada Branca ( Camada de Compostos)
O ponto de partida para esta análise são as curvas de crescimento para os diferentes aços e condições de nitretação da Figura 17. Geralmente os seguintes fatores influenciam o crescimento da camada branca:
Temperatura de nitretação;
Composição Química da atmosfera de nitretação;
Composição Química e estado do material base.
Embora um aumento da temperatura de nitretação sempre acelere o processo e a taxa de crescimento 3/2da camada branca, esse efeito será diminuído se a relação de pressão parcial (PNH / PH 2 ) da 3
atmosfera de nitretação possibilitar a formação da fase γ' (ver Fig. 15ª). Sem nenhum impacto, mas de menor importância prática, é o estado físico da peça e a composição da liga do material base. Algum elemento nitretante no material base pode ter um efeito extra na taxa de crescimento da espessura da camada branca.
- 12 -
Figura 15b – Característica do comportamento de dureza nas zonas superficiais
Figura 15a – Estrutura esquemática da camada da borda

Figura 16– Curvas de profundidade de dureza de uma grande variedade de aços nitretados à gás à 550°C por 32 hs.
- 13 -
Figura 17– Crescimento da Camada Branca para umavariedade de diferentes aços e parâmetros de nitretação
Figura 18 – Dependência da espessura nitretadade diferentes aços na nitretação à 550°C.
1.4.2 Crescimento da camada de difusão
Para termos uma visão global da camada de precipitados necessitamos considerar a curva dureza x profundidade determinada após a nitretação. Esta curva é influenciada pelos parâmetros aplicados durante a nitretação (duração da nitretação, temperatura de nitretação, atmosfera de nitretação e se aplicável a composição química do material base. A Fig 16 mostra a profundidade de nitretação de uma gama de vários aços nitretados à 550ºC por 32 horas. Isto não só caracteriza a dependência da profundidade de dureza e a classe de aço mas também mostra claramente os diferentes tipos de nitretos nas zonas através do gradiente da curva de dureza ( relacionado com a concentração de nitretos). Os elementos de liga (p. ex. Cr, Al, Mo, V, Ti, W) apresentam comportamentos diferentes que se manifestam em diferentes comportamentos de dureza-profundidade. Aqui podemos observar seus diferentes comportamentos. Podemos observar que o aumento da profundidade da camada recebe fortes influências do tempo de nitretação, conforme mostrado na Fig. 13. Tanto a profundidade e a dureza, são parâmetros que determinam a escolha do aço e dos parâmetros de nitretação a serem usados.

- 14 -
2.0 Estudo da nitretação a plasma
2.1 Nitretação à plasma
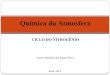
Este processo foi desenvolvido na década de trinta e atualmente é oferecido por várias empresas com pequenas variações. Este processo se baseia numa descarga luminosa de alta voltagem. As peças são tratadas num recipiente ligado ao anodo e montadas conectadas a cátodos. A área de reação é evacuada e preenchida com 0,52 a 10 mbar de nitrogênio. O nitrogênio é ionizado com aplicação de uma tensão. Os íons acelerados na superfície da peça colidem com uma energia cinética relativamente alta sobre a superfície da peça, onde aprox. 90% da energia dos íons são transformadas em energia térmica. Assim o plasma pode aquecer a peça até a temperatura de nitretação desejada. A taxa de energia pode ser controlada e regulada através de fontes de energia elétrica externas. A menor parte de energia cinética dos íons é usada para a liberação de átomos da rede do material. Podem ser desprendidos tanto elementos metálicos, como por exemplo, ferro, como também elementos não metálicos, como carbono, oxigênio, nitrogênio, etc. da superfície.
Assim a superfície é limpa e ativada. Esta ativação permite uma nitretação sem problemas de materiais de altas ligas, como por exemplo, X5CrNi1810, X10CrNis189, entre outros.
Segundo Köbel, com a presença de íons de gás na superfície catódica ocorrem os seguintes processos na superfície que podem ser divididos da seguinte forma:
1. Descarga de elétrons no cátodo;
2. Ionização das moléculas de gás e átomos;
3. Aceleração dos íons na direção da superfície do cátodo;
4. Liberação de átomos na atmosfera (Sputtering);
5. Recombinações de ligações químicas ou de radicais de íons de Fe/N;
6. Transferência da energia cinética para a superfície e geração de calor na superfície do material;
7. Condensação de moléculas de Fe-N na superfície catódica, fornecendo nitrogênio para a penetração de íons na superfície da peça;
8. Penetração dos íons na superfície da peça.
A Fig. 20 mostra de maneira simplificada as reações geradas pelo processo. Numa primeira aproximação, todas as reações transcorrem de maneira independente da temperatura da peça, onde podemos entender por que a ação de nitretação inicia apenas a partir de 350°C. A difusão do nitrogênio na peça depende da temperatura como ocorre em todos os processos de nitretação. A transferência do nitrogênio a partir do plasma para a superfície da peça ocorre quando se torna possível, ainda que em pequena quantidade, a inserção direta dos íons na peça. Segundo Köbel, a quebra das moléculas de Fe-N é responsável pela inclusão direta de nitrogênio. Este processo, a combinação de nitrogênio livre ( encontrado no plasma ) com o ferro atômico ( liberado pela superfície catódica) , e a quebra da molécula resultante, são decisivas na transferência de nitrogênio. O processo de nitretação à plasma pode portanto ser considerado como uma integração e desintegração de moléculas e ligações químicas. Este efeito de troca aplica-se não somente à nitretação, mas também similarmente para carbetos e carbonitretos. A liberação de carbono para fora da superfície nitretada ( através do uso de certas misturas de gases de nitrogênio, hidrogênio, metano e argônio) e sua subseqüente difusão ao longo do contorno de grão significa que uma mínima quantidade de carbonitretos e formada nesta área. Isto explica o aumento da dutilidade da superfície nitretada a plasma comparada com aquela nitretada à gás.

Fig. 20 - Reação superficial na nitretação à plasma segundo Köbel.
- 15 -
2.2 Influência dos parâmetros na nitretação a plasma
A influencia dos parâmetros como tempo de tratamento e a temperatura é o mesmo na nitretação a plasma em comparação com outros tipos de nitretação, como referencia a influencia da nitretação a plasma por fatores como composição química no gás do plasma, tamanho do fluxo luminoso e a quantidade de potencia elétrica etc. Quando objetivamos a formação de uma camada superf ic ia l constante, a habilidade para controlar o tratamento pela variação do fluxo de plasma bem como usando diferentes composições de gases é importante quando temos peças de geometria complexa.
2.2.1 Inf luência da temperatura de nitretação
O capitulo 2.1 mostra que as reações do plasma e os mecanismos intersticiais ocorrem independentemente da temperatura. A disponibilidade de nitrogênio é, por exemplo, a mesma da temperatura de 400°C, 500°C e
660°C. Isto mostra o fato que o intervalo de possíveis temperaturas de nitretação é muito amplo e a temperatura usada é somente limitada por restrição de outro tratamento térmico. Se, por exemplo, temperatura abaixo de 350°C é usada então a difusão do nitrogênio será mínima mas o desenvolvimento de várias camadas finas de nitretos é possível e em alguns casos tecnicamente útil.
2.2.1.1 Nitretação a plasma em baixas temperaturas
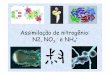
O intervalo de temperatura normal na nitretação a plasma neste caso é 400°C para 500°C. As vantagens deste intervalo de temperatura são: um alto nível de resistência do núcleo e tenacidade, uma boa estabilidade dimensional e uma zona estável de borda.Fig.19 mostra o gráfico dureza versus profundidade comparando o comportamento do aço 31 CrMoV9 após a nitretação a gás em 72hs e nitretação a plasma em 30hs. Vê-se que uma igual espessura nitretada é atingida mas também para o aço nitretado a plasma é aproximadamente 170 HV mais duro do que a superfície.
Nitretação a plasma em baixas temperaturas tem especial importância quando usado com aços que tenham sido recozidos a 500°C. Estes incluem peças de ferramentas e maquinas feitas de aço para trabalho a frio e aços martensíticos. A freqüente alta dureza de núcleo (acima de 60 HRC) do material base é mantida intacta através deste processo, enquanto a dureza superficial é substancialmente aumentada. A baixa temperatura da nitretação a plasma (abaixo da temperatura de recozimento) é também usada nas peças tratadas a frio feitas de aços fabricados usando a nova metalurgia do pó e métodos antigos.

2.2.2. Influência do tempo da nitretação
O tempo de nitretação a plasma é, nos dias de hoje, entre 10 minutos e 48 horas, e em casos especiais 70 horas ou mais. A escolha da duração da nitretação é determinada em conjunto com a temperatura de tratamento e a espessura nitretada exigida. Os componentes de ligas dos aços também afetam o tempo de nitretação quando uma certa espessura endurecida é necessária (observar a tabela no capítulo 5). A espessura nitretada de aproximadamente 1mm é possível por nitretação quando o tempo de nitretação atinge 60 horas ou mais.
2.2.3 Influência da mistura de gases
A formação da camada branca é altamente dependente da composição química do gás ionizado no plasma (observar cap 2.1). Os gases usados na mistura são: Nitrogênio, dióxido de carbono, oxigênio, hidrogênio e/ou argônio. Em alguns casos, dióxido de enxofre ou sulfeto de hidrogênio são usados, mas com muito cuidado devido ao fato da toxicidade natural destes gases.
- 16 -
2.2.1.2 Nitretação a plasma nas temperaturas entre 500° e 580°C
Hoje a nitretação a plasma é feita dentro deste intervalo de temperatura. Os principais fatores são: temperatura do tratamento térmico anterior, composição da liga, espessura da camada branca exigida e profundidade de difusão. A tabela de materiais do capítulo 5 nos permite uma visão global de diferentes aços e as relações das diferentes temperaturas sobre a dureza superficial e a espessura nitretada.
Nitretação a plasma em temperaturas mais altas são realizadas em peças que não tem uma tolerância de distorção restrita. O processo torna-se mais rápido e portanto mais barato. Para peças com tolerância à distorção restrita (menores do que 0.05 ɥm / m), a temperatura abaixo de 500°C é exigida. Nos casos de curta duração da nitretação (menores que 24horas) a distorção pode ser mantida bem baixa em torno de 10 µm / m. Como a nitretação é a escolha mais econômica quando peças tratadas a frio ainda tem que ser acabadas, o intervalo de temperatura abaixo de 500°C vem se impondo como regra no dia a dia.
Figura 19 – Diferença entre aço 31 CrMoV9 nitretado a gás comparado aaço nitretado a plasma.

- 17 -
Nitretação a gás com amônia à 500°C produz uma camada branca muito frágil que via de regra necessita ser removida após o tratamento. Isto, entretanto, não é aplicável na nitretação a plasma, pois este processo cria uma camada branca monofásica resultando em uma superfície muito dura e de alta resistência ao desgaste. Vários testes (por exemplo, teste de torção) tem confirmado este fato e provado a tenacidade e estabilidade da camada branca formada por nitretação a plasma. Na nitretação a plasma de 8 horas na temperatura de 510°C, o aço 31CrMoV9 aumenta a camada de difusão de 300 vickers e uma dureza absoluta de superfície de 1200 HV.
A combinação de alta dureza e alta tenacidade resulta em muitas vantagens que são aplicadas em vários usos mecânicos. Observa-se que esta superfície tenaz atingida por uma camada branca monofásica, no e suficiente o bastante para algumas cargas mecânicas (como tensões de impacto).Neste casos, a camada branca deve ser reduzida para uma espessura menor do que 4 µm ou mesmo suprimida. A consistência do gás moderno é uma das razoes pelo uso deste método – cuja disponibilidade de nitrogênio é controlada - é agora largamente usada.
Em geral um alto nível de nitrogênio resulta em uma alta dureza e baixa resistência ao impacto. Neste caso, nota-se um decréscimo de 30% na resistência ao impacto como resultado da nitretação a gás.As diferenças entre as camadas brancas de nitreto γ' e de nitretos ε não são significantes. A completa remoção da camada branca, entretanto é de grande importância pois com a presença da camada branca perde-se 12% na resistência ao impacto.
Entretanto, muitas peças exigem uma resistência ao desgaste como característica principal. Para cada aplicação, a presença da camada branca é muita mais vantajosa. Para cada aço de baixa liga e de alta liga como 16MnCr5, 42CrMo4 ou X 40CrMoV5-1, uma camada branca produz alta dureza enquanto retém um alto nível de endurecimento.
2.3 Influencia do material e do estado do material
O plasma baseia-se no método de descarga podendo ser usado para nitretar ou nitrocarbonetar qualquer material ferroso. Devido ao fato que a ionização torna o nitrogênio hiperativo, inclusão de nitrogênio deve ocorrer independente do seu estado. A parte do tempo de nitretação, temperatura,
2atmosfera, e de potencia elétrica por cm de plasma, a composição química do material e estado devido ao anterior tratamento térmico também tem efeito sobre a nitretação a plasma. Devido ao extenso intervalo das temperaturas de nitretação (400°C a 600°C), é possível variar a temperatura de acordo com o tratamento térmico anterior do material base (alivio de tensões, recozimento, revenimento). Geralmente fala-se que não existe mudanças no estado de um núcleo não nitretado através da nitretação a plasma.
2.3.1 Nitretação a plasma de aços baixa liga
O nível de tecnologia hoje é aquele que permite nitretarmos outros aços além dos aços para nitretação por processo à plasma. Alguns podem obter freqüentemente propriedades de resistência ao desgaste similares, se não melhores, do que os aços para nitretação.
A Fig. 22 mostra curvas de endurecimento para aços endureciveis normais como o 16MnCr5 quando nitretados em diferentes temperaturas e tempo. A dureza superficial de 700 à 750Hv é igual ou mais alta do que os aços endureciveis com liga contendo 1% ou mais. A dureza produzida em um curto tempo por nitretação à plasma em aços baixa liga é maior em comparação com aquela atingida por aços carbono não ligados.
Peças de aço endurecíveis por nitretação são usadas na indústria de máquinas e automotivas, bem como, por exemplo, na indústria do plástico para injeção de moldes. Nitretação de aços submetidos a alívio de tensões resultam em distorção insignificante.

- 18 -
2.3.2 Nitretação a plasma de aços alta liga (> 5% de elementos formadores de nitretos)
Este grupo inclui aços ferramenta para trabalho a quente, para trabalho a frio e endurecidos martensiticos, bem como aços resistentes à corrosão e ácido. Nitretação à plasma é o método preferido para melhorias na qualidade da dureza superficial e da resistência ao desgaste. Muitas camadas nitretadas consistentes são atingidas quando a superfície é ativada nestes aços. Esta ativação é estimulada durante o aquecimento e a atual nitretação.
A tenacidade destas peças pode ser exatamente atingida na nitretação à plasma, desde que a camada branca γ possa ser mineralizada (<4 µm) ou mesmo totalmente eliminada. Isto é atingido pelo ajuste da atmosfera da nitretação à plasma. Se um específico nível de resistência ao desgaste é solicitado, então a formação da camada branca γ é recomendada. Uma total negação da camada branca é aconselhada no caso de ferramentas com tendência a formação de micro trincas. Como comentado acima, esta total eliminação da camada branca leva a uma alta tenacidade.
Aços ferramentas atingem diferentes propriedades e comportamentos quando nitretados e podem, portanto, serem escolhidos para realizar uma gama de diferentes funções. As características de nitretação de diferentes aços ferramentas são dadas na tabela 5.
Aços para nitretação ou aços para trabalho à quente são recomendados quando as relações entre as propriedades do núcleo do material e aquelas das bordas da camada são prescritas. Esses aços são, então, tratados termicamente primeiro com a temperatura de alívio de tensão mais ou menos competindo com a temperatura de nitretação. Absorção de nitretos é possível no plasma em baixa temperatura. Isto pode ser utilizado quando um alto nível de tenacidade exigido na peça em que ela é primeiro submetida a alívio de tensões em baixa temperatura. O aumento da resistência a tração do núcleo tem um efeito positivo de estabilização da camada superficial endurecida.
A camada superficial da nitretação à plasma feitas por nitretação ou tratamento térmico tem a vantagem da alta durabilidade e tenacidade. A causa disto é a camada branca monofásica y com a reduzida formação de nitretos precipitados.
A construção de camadas tem sido testada e realizada em todos os setores industriais de máquinas, em particular setores industriais que empregam diferentes tamanhos de rodas, pinhões e engrenagens, bem como ferramentas para o ramo metal mecânico.
Os aços 30CrMoV9 e 14CrMoV6 são recomendados para pinhões que sofrem altas tensões.
a grande utilização da nitretação à plasma em peças utilizadas na indústria do plástico pode ser explicada pelo significante aumento da resistência ao desgaste. Isto consideravelmente aumenta a vida em serviço de roscas sem fim e cilindros. Também acompanha o aumento da resistência à corrosão da camada γ, e um aumento das propriedades de deslizamento (fricção reduzida e reduzida tendência a fusão). Tudo isso leva a um considerável aumento na vida em serviço e na segurança das peças. Uma taxa lenta de resfriamento em vácuo, presente na nitretação à plasma minimiza a deformação. Isto tem especial relevância para peças longas e de proporções difíceis como roscas sem fim e pistões hidráulicos etc. Estes podem ser muitas vezes nitretados à plasma sem nenhuma usinagem subseqüente.
Testes têm mostrado que a resistência ao desgaste da camada branca γ é igual ou maior do que a camada branca ε. Entretanto – quando nos falamos em aços ligados – com o objetivo de preservar a resistência dinâmica associada com a nitretação à plasma nos deveríamos formar a camada branca ε para resistir ao desgaste e ao desplacamento.

- 19 -
Fig. 21a – Através da baixa temperatura de tratamento, não existe nenhuma recristalização mesmo quando o núcleo sofreum alto nível de deformação plástica. V=1000:1. Klemm 1
Fig. 21b – Nitrocarbonetação em plasma. Uma superfície porosa pode ser produzida em casos especiais.V= 1000:1 Klemm I

Fig. 22 – Perfil de Dureza
Figura 23: Tensão x ciclo de tensões (retirado DIN 3990)
- 20 -

- 21 -
Figura 23a – Roscas sem fim de extrusoras demáquinas de injeção
Fig. 24 – Curva de revenimento de aço X38CrMoV5.1conformado a quente. Têmpera: 1040 °C/óleo. (A precipitação de carbonetos especiais causa um endurecimento secundário)
2.3.2.1 Aços para trabalho à quente
2.3.2.1.1 Geral
Os aços para conformação a quente são trabalhados ao rubro. Aqui devemos considerar não apenas os esforços mecânicos, mas também os esforços térmicos. Para que estes aços apresentem uma longa vida útil, eles terão que apresentar as seguintes características: boa resistência e tenacidade, durabilidade, resistência ao desgaste a quente e alta c o n d u ç ã o t é r m i c a . A c o m b i n a ç ã o d e s ta s característica dá ao aço excelente vida útil em altas temperaturas. Os aços não podem aderir ao entrarem em contato com o metal quente e suportar os esforços que ocorrem por causa das variações de temperatura. Os contatos das ferramentas com o metal ao rubro que se repetem de tempos em tempos, ocasionam da constante variação de temperatura, às assim chamadas "fissuras térmicas".
Os aços de conformação à quente devem, na medida do possível, ser resistentes à formação destas fissuras.
2.3.2.1.2 Nitretação à plasma de aços para trabalho à quente
Os aços de conformação a quente -forjamento - (p. ex., X38CrMoV5.1) apresentaram excelentes resultados na nitretação a plasma. Como para estas conformações (forjamento) o fator do desgaste geralmente influencia a vida util, portanto obtém-se excelentes resultados com uma camada de nitretação, consistindo de 4 -6 µm de camada branca γ e com uma camada de difusão de aprox. 0,3 mm. Ferramentas exigem uma al ta tenacidade, freqüentemente mais alta do que aqueles aços para trabalho a quente de alta liga podem oferecer.Neste caso, um aço de mais baixa liga é escolhido ( exemplo o 55NiCrMoV7). Nitretação à plasma também apresenta bons resultados com estes aços de mais baixa liga.

Fig. 25a – Curva de endurecimento do aço X38CrMoV5.1 nitretado a plama
Melhoria da dureza através da nitretação do aço X38CrMoV5.1
Temperatura
Dureza HV 10 na temperatura de teste
RT 200°C 300°C 400°C 500°C 550°C 700°C
Temperado e Revenido (45HRC)
425 405 375 355 300 370 215
Temperado, revenido e nitretado
1125 1040 870 670 525 455 365
Figura 26 – Relação entre comportamento de uso de aços conformados a quente e as características do material
Aço Aplicação
48 CrMoV 6 7Camisas e buchas intermediárias de suportes de blocos e extrusoras, coquilhas de centrifugação para metais-NE
X 32 CrMoV 3 3Peças para forjamento, ferramentas para parafusos, porcas e rebites
X 37 CrMoV 5 1Ferramentas de extrusoras para metais-NE, forjamento e tesouras de cisalhamento a quente
X 40 CrMoV 5 1
Buchas internas de suportes de blocos e extrusoras, ferramentas de injeção sob pressão e tesouras de cisalhamento a quente
X 40 CrMoV 5 3Peças e componentes forjados, ferramentas de extrusoras e tesouras de cisalhamento a quente
Também as peças forjadas e nitretadas a plasma apresentam boa vida útil, conforme análises relacionadas abaixo:
Figura 27 Utilização de aços para trabalho à quente
Também para moldes de injeção sob pressão e matrizes de extrusoras as ferramentas nitretadas à plasma apresentaram excelente desempenho. Através de um controle adequado dos parâmetros do processo consegue-se uma nitretação uniforme, mesmo em arestas muito estreitas (nitretação a plasma pulsado). Para as matrizes de extrusoras nitretadas à plasma pode ser obtido um considerável aumento da vida útil, se comparado com as matrizes nitretadas por outros processos. Além do mais, as matrizes de extrusoras podem ser nitretadas até dez vezes. Na aplicação prática destas matrizes, podem ocorrer temperaturas superficiais acima da temperatura de nitretação. Mesmo assim as matrizes são resistentes à estas temperaturas, permitindo longa vida útil sem que sejam prejudicadas pelas altas temperaturas.
- 22 -
Figura 25: Matriz para forjamento de anéis

2.3.2.2 Aços para trabalho à frio
2.3.2.2.1 Geral
Os aços de conformação a frio possuem composição química bastante distinta e são aplicados para os mais diferentes propósitos. Na prática, podemos fazer uma divisão em três grandes grupos. O primeiro subgrupo abrange os aços temperados já abordados acima, o segundo subgrupo abrange os aços com teor de carbono entre 0,35 e aprox. 0,65% e o terceiro subgrupo abrange os aços restantes com teor de carbono entre 0,80 até 2,20%.
Na escolha de um aço de conformação à frio para um ferramenta, que depois deverá ser nitretada à plasma, recomenda-se escolher aços que ainda forneçam a desejada dureza acima da temperatura de revenimento de 450 °C.
Aqui devemos mencionar os aços que através do aumento da temperatura de têmpera, p. ex. de 1020 °C para 1080 °C, possuem á 520 °C um aumento de dureza secundária (Fig. 28), de modo que as mesmas durezas básicas sejam obtidas como no revenimento a 150 °C. Estes são os aços do terceiro grupo. São principalmente utilizados para a fabricação de ferramentas de corte. Mas também são muito adequados para as conformação a frio, como dobramento, rolagem, laminação, prensagem, trefilação, etc.
2.3.2.2.2 Nitretação à plasma de aços para trabalho à frio
Desempenho excelente apresentaram as ferramentas de forja e de dobramento utilizadas na industria automobilística, onde a boa estabilidade e a pequena variação dimensional permitem imediata aplicação sem necessidade de usinagem após nitretação. Estes aços também são aplicados na indústria de plásticos para válvulas de refluxo, onde são processados materiais plásticos altamente abrasivos.
Por isso, estes aços devem ser altamente resistentes ao desgaste e apresentar uma excelente tenacidade. Além do mais, precisam manter a capacidade de corte e pouca variação dimensional após a têmpera. Quando as variações dimensionais são importantes para a aplicação da ferramenta, devemos observar as seguintes recomendações:
Quando for exigida uma alta estabilidade dimensional, as peças precisam ser submetidas a um de alívio de tensões para aliviar as tensões que foram introduzidas na peça durante o processamento.
Figura 28 – Curva de Revenimento de aço para trabalho a frio
- 23 -

A Fig. 30 mostra as curvas de nitretação de aços de conformação a frio com 12% de cromo que foram nitretados a plasma sem influênciar a resistência do núcleo e a tenacidade. As ferramentas assim produzidas apresentam uma alta resistência ao desgaste, oriundo do alto teor de carbonetos além da alta dureza superficial devido à nitretação à plasma.
Aço Aplicação
50 CrMoV 4 Chave de fenda
X 45 CrMo 4 Ferramenta de cunhagem
60 Ecr V 7Facas para corte de madeira Talhadeiras pneumáticas
145 V 33 Matrizes de estampagem a frio
X 165 CrV 12
Ferramentas de embutimento,Laminadores de rosca,Ferramentas de extrusoras,Ferramentas de corte e de estampagem.
X 210 Cr 12 Corte de alta potência,Agulhas de limpeza,Ferramenta de embutimento,Matrizes de trefilação e matrizes de trefilação,
Figura 29 – Aplicação de aços ligados para conformados a frio.
Fig. 30 – Aços-ferramenta com 12% de cormo temperados enitretados a plasma.
Este alívio de tensão é feito a uma temperatura entre 600 e 650 °C. A duração deste alívio é de aproximadamente 1 hora. O resfriamento é feito dentro do forno.
Peças frágeis e com paredes finas devem ser temperadas na temperatura limite inferior, enquanto que as peças com paredes espessas têm que ser temperadas nos limites de temperaturas superiores.
Uma considerável influencia sobre as alterações dimensionais e também sobre o comportamento da ferramenta em uso e exercida pela tempo na temperatura de enxarque. Principalmente os aços de alta liga tem que ser mantidos suficientemente durante um período adequado nesta temperatura de enxarque para depois serem submetidos a um resfriamento adequado.
- 24 -

2.3.2.3 Aços resistentes à corrosão e ao ácido
2.3.2.3.1 Geral
Os aços resistentes a ferrugem e a ácidos são subdivididos segundo a sua estrutura. A sua estrutura são assumidas como tendo sido obtidas usando a método de tratamento térmico mais vantajoso para cada caso particular.
2.3.2.3.1.1 Aços Ferríticos
Estes aços não são temperáveis, se o teor de carbono se situar abaixo de 0,12% e o teor de cromo se situar entre 16 e 20%. No caso de teores de carbono mais altos e teores de cromo mais baixos, ocorre, além da ferrita, após o tratamento térmico uma pequena percentagem de perlita na estrutura, quando a têmpera somente poderá ser feita em tolerâncias muito pequenas.
Fazem parte deste grupo os seguintes aços:
Designação DIN EstruturaX7Crl3 FerritaX7CrA113 FerritaX7Crl4 FerritaX10Crl3 FenitaX7Crl4 FerritaX10Crl3 Ferrita/perlitaX8Crl7 FerritaX8CrTil7 FerritaX8CrMoTil7 Ferrita
2.3.2.3.1.2 Aços perlíticos - martensíticos
A estrutura destes aços é totalmente martensítico quando o teor de carbono for acima de 0,38% até 1,1% e o teor de cromo estiver entre 13 e 18%.
Uma estrutura ferrítica – perlítica, ferrítica - troostítica e/ou sorbítica-troostítica. é obtida apenas após o tratamento térmico, quando teor de carbono se situar entre 0,10 e 0,35% e o teor de cromo estiver entre 13 e 19%. Também o molibdênio e o níquel podem estar presentes em ate 2% em alguns aços. Fazem parte deste grupo os seguintes aços:
Designação DIN EstruturaX20Crl3 Sorbita-troositaX990CrMoV18 martensitaX10Crl3 martensitaX12CrMoS17 ferrita-troositaX22CrNil7 sorbita-troositaX35CrMol7 sorbita-troosita
2.3.2.3.1.3 Aços austeníticos
Os aços austenítico não podem ser temperados. Após seu resfriamento brusco, estes aços são moles, tenazes e facilmente trabalhados a frio. Um aumento da resistência ou da dureza somente pode ser conseguido através do trabalho a frio. Estes aços são praticamente não magnéticos em estado resfriado. Por causa da pequena porcentagem de ferrita, a capacidade de magnetização pode ser aumentada por trabalho a frio. Assim este aço apresenta uma característica magnética muito baixa.
- 25 -

Os aços austeníticos são tenazes quando resfriados até uma temperatura em torno de - 200°C ( temperatura sub-zero).
Fazem parte deste grupo os seguintes aços:
Designa9ao DIN EstruturaX12CrNIS18.8 AusteníticaX10CrNi18.9 AusteníticaX8CrNiTi18.10 AusteníticaX5CrNi18.10 AusteníticaX5CrNiN19.7 AusteníticaX2CrNiN18.10 AusteníticaX8CrNiMoTi18.11 AusteníticaX5CrNiMo18.11 AusteníticaX2CrNiMoN18.12 AusteníticaX5CrNiMo17.13 AusteníticaX5CrNiMoCuTi18.18 Austenítica Fig. 31– Aço com matriz de cromo – níquel em relação ao teor de
Cr e Ni.
2.3.2.3.2 Nitretação à Plasma de aços resistentes à corrosão e ao ácido
A nitretação a plasma abrange os três grupos dos aços acima mencionados.
Devido a eficiente limpeza da superfície através de ionização, não há necessidade de passivação para a nitretação a plasma. Por causa da alta percentagem de 12% ou mais de formadores de nitretos especiais (Cr, Ti, Mo, etc), estes aços apresentam na temperatura normal em torno de 530°C uma elevada dureza superficial de até 1200 HV ou mais, o que apresenta bons resultados em aplicações com altos esforços de desgaste abrasivo; mas também devemos considerar que as profundidades de nitretação se situam apenas em torno de 0,1 mm.
Em alguns casos, quando a dutilidade da camada é desejada devemos realizar uma nitretação à plasma em uma temperatura mais alta, de 570°C por exemplo. A dureza permanecerá menor que 1100 Hv e a espessura endurecida aumentará.
Aços inoxidáveis, em contraste com aços normais, tem uma queda na resistência á corrosão devido a nitretação à plasma. Por conta disto, é possível cobrir partes da peça antes da nitretação à plasma, para obter a nitretação unicamente na parte de interesse da peça. Nitretação à plama com baixa concentração de nitrogênio é usada freqüentemente para manter o decréscimo na resistência à corrosão em um valor mínimo.
2.3.2.3.3 Nitretação à plasma de ferro fundido
Ferros fundidos diferenciam enormemente em diferentes fatores tais como: estabilidade térmica da matriz, tamanho e forma das inclusões de grafita, quantidade e tipo de elementos de liga, etc... A Nitretação à plasma com sua grande flexibilidade , pode trazer grandes vantagens neste campo. A absorção de nitrogênio leva a formação de finos precipitados dispersos e com isto, um aumento da tensão de escoamento, dureza superficial e resistência à fadiga. Estes são usados por exemplo na indústria automotiva de peças fundidas tais como rodas, virabrequins e comandos de válvula.
A camada ε produzida pela nitretação à plasma, fornece uma proteção contra o desgaste. Mesmo nódulos e flocos de grafita podem ser cobertos completamente pela superfície nitretada. ( ver fig 33 e 34). Isto traz aproximadamente uma melhora no comportamento ao desgaste pela maior lubricidade. A vida em trabalho da peça pode ser significantemente aumentada através de melhorias na resistência ao desgaste.Na prática têm-se demonstrado que nitretar duas vezes por plasma reduz o coeficiente de atrito.
- 26 -

O aumento na durabilidade , através da nitretação à plasma de ferros fundidos faz este processo ser indicado para os setores de construção de máquinas, como carcaças de bombas, carcaças de compressores, cilindros de compressores, roscas de extrusoras, barramentos de tornos.
Fig. 32 – Curva de nitretação à plasma para aços resistentes à corrosão e ácido.
Figura 34: no detalhe a camada branca, aqui cobrindo totalmente os flocos de grafite no ferro fundido cinzento
Fig. 35 e 35a – Ferramenta de conformação de chapas de alumínio para a indústria automobilística
- 27 -
Figura 33

Para esta finalidade, os métodos térmicos de desgaseificação se comprovaram bastante eficientes. Dependendo do tratamento prévio aplicado para a remoção de graxas, as camadas de ligação podem apresentar maior ou menor porosidade. Fig. 36– Anéis de sincronização de aço sinterizado que
são nitretados a plasma apenas na área dos dentes.
As variações dimensionais das peças sinterizadas são muito pequenas. Minuciosas análises em engrenagens de SINT D-30 mostraram que o aumento foi em média de 6+2 µm/superfície.Anéis de sincronização de Astaloy Mo apresentam na camada de ligação com uma dureza de 500-600 HV0,5 (Fig. 36)
2.4 Possibilidades da nitretação a plasma local
A nitretação da peças é feita em vácuo entre 0,5 e 10 mbar. Nesta faixa de pressão, a descarga luminosa gera um plasma ativo independente da freqüência. Oticamente podemos dizer que se forma uma borda luminosa ao redor da peça que acompanha a geometria da mesma.
Como são nitretadas apenas as áreas que são expostas às cargas luminosas, a nitretação a plasma oferece a possibilidade de não nitretar áreas, cobrindo as mesmas. Mas aqui existe a necessidade de proteger as respectivas áreas contra a descarga luminosa por meio de chapas, parafusos, pinos ou pasta química especial.
3.0 Comparações de custos da nitretação à gás com o processo por plasma
Uma comparação de custos da nitretação a gás com a nitretação a plasma não é tão simples assim, visto que podemos fazer o cálculo apenas para um componente individual.
No cálculo de custo devemos considerar quando os processos requerem um desengraxamento por meio de solventes, nenhum endireitamento ou retificação após a nitretação, duração dos processos, etc.
O controle e a automatização de uma instalação de nitretação a plasma é caro, de modo que os investimentos são bem maiores do que os requeridos para uma instalação de nitretação a gás. A vantagem econômica da instalação de nitretação a gás está na possibilidade de usar uma carga mais densa, ou seja, mesmo superfícies que se tocam apresentam a mesma dureza superficial das superfícies que estão dispostas livremente dentro da instalação.
Conforme já foi mencionado anteriormente, as vantagens de custo só podem ser avaliadas caso a caso.
2.3.3 Nitretação à plasma de aços sinterizados
Para a nitretação a plasma de aços sinterizados valem as mesmas regras que para os aços não ligados. Um aumento significante na resistência ao desgaste, bem como na resistência à fadiga é observado quando aços sinterados ligados são nitretados à plasma. O tratamento em vácuo também tem um efeito de limpeza por causa da aspiração de microporos existentes. A densidade de aço sinterizado a ser nitretado deve ser de no mínimo 7,0 g/cm³. A construção da camada nitretada é similar àquela dos aços normais, embora a compactação dos aços sinterizados tenha um efeito na consistência da camada. Adições de cobre possíveis não prejudicam o processo de plasma e alteram minimamente a camada superficial.
No entanto, as peças a serem tratadas com plasma devem ser libertadas, antes do tratamento térmico, de resíduos de meios de calibração, visto que estes são gaseificados e influenciam o plasma negativamente.
- 28 -

Vantagens da Nitretação a Gás:
Grandes cargas de grandes volumes; Possibilidade de cargas à granel; Baixos custos de investimento; Pequenos e profundos furos podem ser nitretados.
Vantagens da Nitretação a Plasma:
Maior dureza superficial; Cobrimento fácil de superfícies que não serão nitretadas; Escolha da camada branca; Nitretação sem problemas de aços austeníticos; Possibilidade de Nitretação abaixo de 500°C; Uma decapagem alcalina é suficiente no processo de limpeza.
4.0 Comparação da nitretação à plasma com a nitretação à gás
Critérios de Avaliação Nitretação a Plasma Nitretação a Gás
Evitar empenamento Sim Sim, mas com restrições
Deformação dimensional(aumento de volume)
Insignificante Sim, mas pequena
Temperatura de tratamento BaixaCom 520°C a 540°C, maior do que com plasma
Proteção contre corrosão Sim Sim, mas pequena
Possibilidade de maior proteção contra posterior oxidação
Sim Sim, pequena, mas com aumento de custo
Aumento da rugosidade na superfícieInsignificante, muitas vezes, reduzida
Sim
Boas possibilidades de polimento Sim Com restrições
Profundidade de nitretação de até 1mm Sim Sim
Tempo de tratamento com mesma profundidade de nitretação
Baixa Aprox. 3X maior
Todos os materiais ferrosos podem ser tratados
Sim Com limitações, aços de alta liga não
Resíduos salinos Nenhum Nenhum
Possibilidade de nitretação de furos Com poucas restrições Sim
Encobrimento de áreas, furos que não devem ou não precisam ser nitretados
Sem problemas Mas com aumento de preço
Capacidade de soldagem Sim Não
A camada de ligação na superfície livre de poros
Sim Não
Possibilidade de especificação exata da formação da camada nitretada
Sim Não
Possibilidade de formação de camadas brancas finas
Sim Sim, mas apenas com pequeno EHT
Possibilidade de formação de camadas brancas espessas
Sim Sim
Nota***: na Nitretação a Plasma e a Gás, a profundidade da nitretação depende da duração do tratamento.
- 29 -

5.0 Tabela de dureza superficial e profundidade de nitretação após a nitretação à plasma
A tabela abaixo apresenta os materiais mais utilizados para a nitretação plasma com os respectivos dados técnicos obtidos após o tratamento.
Grupo de material Designação Material N°Dureza após a nitretação HVI
Dureza após a nitretação HVI
Aço de construçãoS1 60 1.0062 350-450 max. 1,0
St 37 1.0116 300-400 max. 1,0
Aço de fácil usinagem
9 S 20 1.0711 280-350 max. 1,0
9 SMnPb 28 1.0718 280-350 max. 1,0
ETG 80 1.0727 450-550 max. 1,0
ETG 100 1.0727 500-600 max. 1,0
16 MnCrS 5 1.7139 650-750 max. 1,0
Aço endurecíveis
Ck 15 1.1141 400-500 max. 1,0
15 CrNi 6 1.5919 650-750 max. 1,0
21 NiCrMo 2 1.6523 500-600 max. 1,0
17 CrNiMo 6 1.6587 650-750 max. 1,0
16 MnCr 5 1.7131 650-750 max. 0,8
20 MnCr 5 1.7147 650-750 max. 1,0
Aços não ligados
Ck 30 1.1178 450-550 max. 1,0
Ck 45 1.1191 500-600 max. 1,0
Ck 60 1.1221 500-600 max. 1,0
Aço ligados
25 CrMo 4 1.7218 550-650 max. 1,0
42 CrMo 4 1.7225 600-700 max. 1,0
30 CrMoV 9 1.7707 850-950 max. 0,8
50 CrV 4 1.8159 600-700 max. 0,8
Aços para nitretação
34 CrAl 6 1.8504 1000-1200 max. 0,8
34 CrAlMo 5 1.8507 1000-1200 max. 0,8
31 CrMoV 9 V 1.8519 900-1000 max. 0,8
34 CrAlNi 7 1.8550 1000-1200 max. 0,8
Aço para rolamento100 Cr 6 1.3505 1000-1200 max. 0,8
X 102 CrMo 17 1.3543 550-650 max. 1,0
Aço para molas
Ck 75 1.1248 500-600 max. 1,0
60 SiMn 5 1.5142 500-600 max. 1,0
58 CrV 4 1.8161 600-700 max. 0,8
Aço-ferramenta sem liga
Aço rápido
C 105 W 1 1.1545 550-650 max. 1,0
C 80 W 2 1.1625 550-650 max. 1,0
S 12-1-4 1.3302 1000-1200 max. 0,2
S 6-5-2 1.3343 1000-1200 max. 0,2
S 18-0-1 1.3355 1000-1200 max. 0,2
- 30 -

Grupo de material Designação Material N°Dureza após a nitretação HVI
Dureza após a nitretação HVI
Aço para trabalho à frio
X 165 CrV 12 1.2201 1000-1200 max. 0,2
29 CrMoV 9 1.2307 850-950 max. 0,4
40 CrMnMo 7 1.2311 600-700 max. 0,8
40 CrMnMoS 8-7 1.2312 600-700 max. 0,8
X 100 CrMoV 5-1 1.2363 800-900 max. 0,4
X 155 CrVMo 12-1 1.2379 1000-1200 max. 0,2
X 45 NiCrMo 4 1.2767 600-700 max. 0,8
90 MnCrV 8 1.2842 550-650 max. 0,8
Aço para trabalho à quente
42 Cr 13 1.2083 1000-1200 max. 0,3
40 CrMoV 5-1 1.2344 850-950 max. 0,4
60 WCrMoV 9-4 1.2622 800-900 max. 0,5
55 NiCrMoV 6 1.2713 500-600 max. 0,8
15 CrCoMoV 10-10-5 1.2886 1000-1200 max. 0,3
Aço resistente à corrosão e ácido
X 30 Cr 13 1.4028 1000-1200 max. 0,2
X 14 CrMoS 17 1.4104 1000-1200 max. 0,2
X 90 CrMoV 18 1.4112 1000-1200 max. 0,2
X 38 CrMoV 15 1.4117 1000-1200 max. 0,2
X 5 CrNi 18 10 1.4301 1000-1200 max. 0,2
Aço resistente à corrosão e ácido
X 10 CrNiS 18 9 1.4305 1000-1200 max. 0,2
X 5 CrNiMo 17 12 2 1.4401 1000-1200 max. 0,2
X 90 CrCoMoV 17 1.4535 1000-1200 max. 0,2
Ferro Fundido
GG 25 CrMo 600-700 max. 0,2
GG 25 300-400 max. 0,3
GG 30 350-450 max. 0,3
Ferro fundido globular
GGG 40 400-500 max. 0,4
GGG 60 500-600 max. 0,4
GGG 70 600-700 max. 0,4
Aço sinterizadoAstaloy Mo 400-500 max. 0,8
Sint D 30 270-350 max. 0,8
6.0 Bibliografia
1 Technologie der Wärmebehandlu ngvon StahlProf. Dr.-Ing. habil. Dr.h.c.Hans-Joachim Eckstenn2. AuflageISBN 3-42-00220-4S. 295 - 317
2 Qualitäts- und EdelstähleDr.-Ing. K. FellchtVLN 152-915/81/75S.11,12;113, 114; 167-170
3 Werkstoffkunde für IngenieureReinhold LaskaChristian FeischISBN 3-528-04173-0S. 24 - 27, S. 137 - 141
4 Wärmebehandlung von EisenwerkstoffenNitrieren und NitrocarburierenR. Chatterjee-Fischer u.a.2. AuflageISBN 3-8169-1092-0S. 143-201
5 MetallographieDr. sc. techn. Hermann SchumannVLN: 152-915/78/83S. 403, 297
6 Wärmebehandlung von Stahl, Guɮeisenund NichteisenmetallenDipl.-Ing. Hans Stüdemann2. AuflageS. 198 ~ 201
7 Merkblatt 447 der Beratungsstellefür Stahl, GuɮeisenDipl.-Ing. D. Liedtke2. AuflageS. 16 u. 18
- 31 -

BR 280 | Km 47 | GUARAMIRIM SC | Fone 47 3373 8444 | Fax 47 3373 8191 | [email protected] | www.nitriondobrasil.com.br