Embed Size (px)
Citation preview

Curso de Engenharia de Informática de Gestão
Disciplina de Gestão de Operações
Módulo VI
Novas Tendências para Melhoriados Processos
por
Prof. Pedro F.Cunha
Ano lectivo 1999 / 2000

Módulo VI: Novas Tendências para Melhoria dos Processos
Disciplina de Gestão de Operações VI-2
Índice
1. Introdução..........................................................................................................................3
2. Just-in-Time (JIT) .............................................................................................................4
2.1. Objectivos............................................................................................................................6
2.2. Referência Histórica ............................................................................................................7
2.3. Implicações Estratégicas do JIT..........................................................................................7
2.4. Elementos Chave no Conceito de JIT .................................................................................8
2.5. Planeamento e Concepção de Sistemas de Fabrico para um Sistema JIT.........................10
2.6. Implementação ..................................................................................................................10
2.7. Benefícios Operacionais do JIT ........................................................................................11
2.8. Resumo de algumas Técnicas Utilizadas ao nível do J.I.T. ..............................................12
3. Sistema KANBAN ...........................................................................................................15Anexo VI.1 - Técnicas para mudança rápida de ferramentas ............................................................18

Módulo VI: Novas Tendências para Melhoria dos Processos
Disciplina de Gestão de Operações VI-3
1. Introdução
Quando abordamos as diversas técnicas actualmente conhecidas para apoiar a organização efuncionamento dos sistemas produtivos somos obrigados a dar um especial destaque a umconjunto de abordagens que têm permitido autenticas revoluções ao nível das empresas.
O “just-in-time” (J.I.T.) constitui uma filosofia que tendo sido desenvolvida no Japão,durante os anos 60, notabilizou-se pelos benefícios significativos que conseguiu alcançarquando os vários conceitos que integram esta filosofia foram implementados em ambientesindustriais. O sucesso que tem sido observado em grande parte das empresas japonesas éassim indissociável da larga expressão que o JIT teve e tem tido ao longo das últimasdécadas. Um dos conceitos ou técnicas que estão associados ao funcionamento de umsistema em just-in-time e que tem demonstrado ser uma abordagem bastante adequada aocontrolo do fluxo de materiais é o sistema de “kanban”, desenvolvido na empresa Toyota.
Apesar da extensão dos conceitos que integram a filosofia de just-in-time a outras áreas paraalém da industria é oportuno referir que esta tem demonstrado ser mais eficaz quandoimplementado em sistemas de produção que possuam um elevado volume de produção. Ouseja em ambientes industriais onde haja uma maior repetitividade.
Uma outra ligação que de algum modo também tem sido explorada é a ligação que poderáhaver com sistemas de planeamento e controlo da produção, do tipo MRP/MRPII. A estaligação MRP+JIT, em que existe claramente uma tendência para estes dois tipos de sistemasse complementarem, é também denominado “sincro-MRP”. O MRP constitui uma estratégiade planeamento enquanto que o JIT uma estratégia de execução que visa simplificar opróprio funcionamento do MRP. Esta simplificação é muitas vezes referida não só durante ofuncionamento do sistema de MRP, como também nas fases que antecedem a preparação ousimplificação para a implementação deste tipo de sistemas de planeamento e controlo daprodução.
A ligação que é assim referida entre o MRP e o JIT sugere que haja uma comparação entreos vários sistemas. Numa perspectiva pessoal essa comparação só é interessante para seconhecer bem qualquer das tecnologias. Qualquer delas ou mesmo qualquer sistema degestão de stocks funciona bem em alguns ambientes tipo e não tão bem noutros.

Módulo VI: Novas Tendências para Melhoria dos Processos
Disciplina de Gestão de Operações VI-4
JIT (“Pull”) MRP (“Push”) Focagem
Taxa de output
Autorização do trabalho
Filosofia em termos deinformação
Pessoal afecto
Formas de controlo
Ajustamento decapacidades
♦ Estratégia de execução/operações físicas
♦ Nível de programação
♦ Kanban (puxar)
♦ Minimizar informaçãorecolhida
♦ Diminuição
♦ Oficinal/visual/operáriosde linha
♦ Visual/imediato
♦ Estratégia de planeamento/sistema de informação
♦ Plano de produção variável
♦ Plano director (empurra)
♦ Recolher toda a informação
♦ Aumento
♦ Quadros médios/ relatórios/técnicas
♦ Planeamento das capacidadesrequeridas/ adiado
Pull versus Push
Push system is a system for moving work where output is pushed to the next station as it is completed
Pull system is a system for moving work where a workstation pulls output from the preceding station as it is needed.
.
2. Just-in-Time (JIT)
Tendo inicialmente sido desenvolvida e aplicada na indústria automóvel, é actualmenteimplementada em diferentes tipos de indústrias. A filosofia de Just-in-time é assim utilizadahoje em dia para referir sistemas de produção repetitivos nos quais ambos os movimentos demateriais durante a produção e nas entregas dos fornecedores, são cuidadosamenteescalonados (programados) no tempo de forma a que em cada passo do processo existe umaquantidade/lote (geralmente pequena) de material que chega para ser processada,imediatamente depois da quantidade/lote precedente ter sido terminado. O resultado é umsistema na qual não existe items acumulados para serem processados, nem trabalhadoresparados ou máquinas à espera de items para serem processados.

Módulo VI: Novas Tendências para Melhoria dos Processos
Disciplina de Gestão de Operações VI-5
"O J.I.T. como forma de gestão não é uma técnica ou mesmo um conjunto de técnicas para aprodução, mas é uma abordagem geral ou filosofia que engloba técnicas antigas emodernas."
A filosofia que está na base no conceito de J.I.T., consiste na eliminação de “desperdício”.
Desperdício = "...qualquer coisa que não seja a mínima quantidade de equipamento, peças,espaço, e tempo de trabalho que seja absolutamente necessário"
para adicionar valor ao produto.
É algumas vezes descrito como um sistema de controlo de stocks (ou inventário) devido aoseu controlo apertado sobre o inventário. No entanto como filosofia de gestão da produçãopossui um conjunto de objectivos muito “simples”:
produzir os items necessários, na quantidade pretendida, com a qualidade requerida, no tempo previsto.
Filosofia JIT
Técnicas para concepção e planeamentodo sistema de fabrico
Técnicas para controlodo próprio processo aonível oficinal
“Substituir a complexidade pela simplicidade na gestão de um sistema de produção”Richard Schonberger
"J.I.T. é orientado para melhorar o retorno de capital investido."
"A ausência de stocks desnecessários faz com que os sistemas de J.I.T.se tornem mais flexíveis à mudança."
"O tempo de setup e mudança de modelo, em fábricas que funcionam em J.I.T. sãotipicamente reduzidos de horas a minutos."
"O trabalho em equipa e a cooperação entre as várias pessoas é vital."

Módulo VI: Novas Tendências para Melhoria dos Processos
Disciplina de Gestão de Operações VI-6
2.1. Objectivos
Compromisso de alcançar a Excelência em todas as fases que vão da concepção de umproduto ou sistema de fabrico à seu próprio funcionamento/operacionalidade.
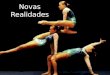
De uma forma simplificada os objectivos do JIT podem ser resumidos da seguinte forma: Zero Defeitos Zero Setup s Zero Stocks Zero Avarias Zero Lead-time Zero Tempo de Transporte entre postos de trabalho Lote de dimensão unitária
a) Large rocks are hidden by high water level b) Lower water level reveals rocks.
c) Once the rocks are removed the water level can be lowered.
Inventories are buffers that tend to cover up recurring problems that are never resolved.

Módulo VI: Novas Tendências para Melhoria dos Processos
Disciplina de Gestão de Operações VI-7
2.2. Referência Histórica
◊ 1960´s - Desenvolvimento de uma nova forma de gestão, o J.I.T.. A sua origem verificou-se na empresa Toyota no Japão.
◊ 1972 - Esta nova forma de gestão começou a atrair a atenção de outras empresas Japonesas.
◊ Med.1970´s - Outras empresas japonesas começaram a adoptar o mesmo método de gestão, conhecido como "Toyota Manufacturing Systems".
◊ Fin. 1970´s - Toyota Manufacturing Systems começou a atrair a atenção dos países ocidentais.
Um dos principais elementos deste sistema foi uma técnica de planeamento que utilizandoum “kanban” (cartão em Japonês), “puxa“ os requisitos em termos de produção, mantendotodo o processo produtivo. Os stocks são assim controlados através de um sistema visual("kanban") que virtualmente assegura que o "work-in-process" seja mantido a um mínimopossível.
2.3. Implicações Estratégicas do JIT
Quando a estratégia da empresa se centra em melhorias rápidas em termos da rotatividadedos stocks e na produtividade dos trabalhadores, a implementação de um sistema JIT poderáser uma solução. O JIT é também uma parte integral da estratégia baseada na competiçãocom base no tempo porque concentra-se em reduzir os tempos de execução ou duração dasvárias actividades.
Ligações típicas de decisão num sistema de JIT:♦ Inventário♦ Prioridades Competitivas♦ Posicionamento Estratégico♦ Design do Processo♦ Gestão da Força do Trabalho♦ Manutenção♦ Gestão de Materiais♦ Plano de Produção (plano director)♦ Qualidade

Módulo VI: Novas Tendências para Melhoria dos Processos
Disciplina de Gestão de Operações VI-8
2.4. Elementos Chave no Conceito de JIT
Os elementos essenciais na filosofia JIT para a concepção do produto e do sistema defabrico são os seguintes:
Uma forma inteligente de alcançar os requisitos de mercado com um ênfasesignificativo no design do produto para reduzir o ciclo de vida do produto e com umafocagem particular logo numa fase inicial para os problemas da produção.
Definição de famílias de produtos baseada num número de objectivos relacionados como processo e com o produto de forma a permitir facilitar o fluxo de materiais durante onormal funcionamento.
O estabelecimento de relações com fornecedores para possibilitar uma disponibilizaçãodos materiais (matérias-primas e componentes) “just-in-time”.
Design do Produto para satisfazer os requisitos de mercado: Ambiente de mudança na indústria: diversidade de produtos & redução dos ciclos devida dos produtos.
Necessidade por parte da indústria em perceber e interpretar os desejos de mercado eresponder de uma forma eficaz.
Conceber, em antecipação, uma variedade de produtos para satisfazer os requisitos demercado: necessidade/gosto/satisfação dos clientes, disponibilidade no mercado, preçoaceitável.
Design de produtos de uma forma modular.
Famílias de Produtos e um fluxo baseado no processo de fabrico: Tecnologia de Grupo. Células de fabrico.
Relação com fornecedores num ambiente JIT: Relação forte duradoura com um número limite de fornecedores. Entrega de lotes tão pequena e tão frequente quanto possível.

Módulo VI: Novas Tendências para Melhoria dos Processos
Disciplina de Gestão de Operações VI-9
Alguns dos aspectos relevantes para um sistema produtivo poder funcionar em Just-in-timesão os seguintes:
Ter uma equipa de trabalho com uma formação multi-disciplinar (“multiple skill”). Empenhamento na procura de tempos de “setup s” muito curtos e pequenas dimensõesde lote.
Trabalho para um Plano Mestre de Produção relativamente constante/estável. Insistência na entrega de materiais livres de defeitos e fornecimentos entregues quandosão necessários.
Utilização de um “Kanban” ou um outro sistema comparável para puxar os materiaisnecessários ao longo do sistema, para satisfazer o planeamento das quantidades finaisnecessárias.
Desenvolvimento dos requisitos necessários para apoiar o adequado funcionamento dosistema de produção (i.e. vendedores fiáveis, cooperação dos empregados,existência/execução de um plano de manutenção,... etc.)
Key elements of JIT systems♦ High quality levels♦ Production smoothing♦ Low inventories♦ Small lot sizes♦ Quick low-cost set-ups♦ Layout♦ Preventive maintenance and repair♦ Multifunctional workers♦ A co-operative spirit♦ Few reliable suppliers♦ A pull system of moving goods.♦ Problem solving♦ Continual improvement
Note ainda que a relação desempenho/preço/prazo é bastante importante na análise, doponto de vista do “produto”, quando uma empresa pretende pensar em implementar umsistema de JIT. Assim:
o desempenho avalia-se pela capacidade de investigação, pela formação e pelo controlode qualidade verificada na empresa.
o preço melhora-se a partir de uma racionalização de recursos, ou seja, com umaoptimização de meios.
os prazos tornam-se mais realistas com uma eficiente gestão e controlo da produção.

Módulo VI: Novas Tendências para Melhoria dos Processos
Disciplina de Gestão de Operações VI-10
2.5. Planeamento e Concepção de Sistemas de Fabrico para umSistema JIT
Existem várias actividades ao longo do ciclo de vida do produto e dentro da empresa queinfluenciam o prazo de disponibilidade do produto (lead time).
Algumas das técnicas principais para melhorar o desempenho do sistema, tendo por base aredução do lead-time:
i) Design do produto para facilitar o fabrico e montagem.ii) Técnicas de planeamento da produção.iii) Técnicas para facilitar a utilização de técnicas simples de controlo da produção.iv) Abordagens sobre o uso dos recursos de fabrico.v) Controlo da qualidade e procedimentos para garantia da qualidade.
Design doProduto
Planeamentoda Produção
Controlo daProdução
Utilização deRecursosProdutivos
Controlo e Garantia da Qualidade
JIT
2.6. Implementação
Aspectos para os quais as várias pessoas afectas ao processo, bem como os gestores,deverão estar prevenidos na implementação de um sistema JIT são os seguintes:♦ Considerações Organizacionais◊ Custos de M.O. do JIT
“Techniques get you there, Principles keep you there.”

Módulo VI: Novas Tendências para Melhoria dos Processos
Disciplina de Gestão de Operações VI-11
◊ Cooperação e confiança◊ Sistema de prémios e classificação de trabalhadores
♦ Considerações sobre o Processo◊ Capacidade de alteração do Lay-out◊ Estabilidade do plano director◊ Relevância dos Setup s◊ Política de aquisição
Converting to a JIT system
To increase the probability of successful conversion, companies should adopt a carefully planned approach that includes the following elements:
♦ Make sure top management is committed to the conversion and that they know what will be required (costs, time required to the conversion and the expected results). Make sure that management is involved in the process.
♦ Study the operations carefully.
♦ Obtain the support and cooperation of workers.
♦ Begin by trying to reduce setup times while maintaining the current system.
♦ Gradually convert operations (I.e. resolve the major problems), beginning at the end of the process and working backward.
♦ Convert suppliers to JIT as one of the last steps. be prepared to work close with them
♦ Be prepared to encounter obstacles to conversion.
2.7. Benefícios Operacionais do JIT
Alguns dos benefícios que estão associados a um sistema produtivo que funciona em JITsão os seguintes:
A redução dos tempos de setup possibilita no limite a produção de uma única unidadede uma forma económica.
Eliminação do stock de segurança e a diminuição do nível de WIP permitirá à empresaocupar um espaço menor em termos de armazém e possibilita que haja um menorinvestimento em inventário.
A redução da dimensão dos lotes, bem como o balanceamento do fluxo de materiais,tornando este mais suave ao longo de todo o processo, permitirá à empresa reduzir ostempos de fabrico, aumentar a produtividade da Mão-de-obra e aumentar apercentagem de ocupação das máquinas.

Módulo VI: Novas Tendências para Melhoria dos Processos
Disciplina de Gestão de Operações VI-12
A simplificação do processo é um dos resultados práticos da implementação de umsistema JIT e de que é exemplo um processo cujo o seu controlo de fluxo de materiaisseja feita através do KANBAN.
A organização e realização de acções de animação onde intervêm grupos de trabalho,com o objectivo de resolverem problemas existentes, aumenta a participação das váriaspessoas intervenientes no processo. Este estimula à participação dos trabalhadores queparticipam nas diversas fases do ciclo de vida do produto, permite melhorar algumasetapas do processo e por sua vez aumentar a qualidade do produto.
De um modo resumido pode-se listar alguns dos benefícios do JIT como sendo os seguintes: Reduzir requisitos em termos de espaço; Reduzir investimento em inventário (matérias-primas, componentes, WIP e produtos
acabados); Reduzir os prazos de fabrico; Aumentar a flexibilidade de introduzir alterações na mistura de produtos; Aumentar os níveis de produtividade e aumentar a utilização do equipamento; Suavizar/balancear o fluxo de produção, reduzindo interrupções causadas por problemas
imprevistos; Reduzir trabalho de papel por requerer apenas sistemas de planeamento simples; Definir prioridades válidas para o planeamento da produção; Encorajar a participação dos trabalhadores na resolução de problemas; Incentivo para estabelecer uma boa relação com fornecedores; Redução das necessidades para certo tipo de MO indirecta como sejam pessoas afectas à
movimentação de materiais; Aumento da qualidade do produto, redução de desperdício e de trabalho de recuperação; .....etc.
2.8. Resumo de algumas Técnicas Utilizadas ao nível do J.I.T.
A lista de técnicas que devem ser consideradas sempre que é feita referência ao JIT, são asseguintes:
Qualidade Total Redução de Setup e de dimensão de lote Lay-outs baseado na Tecnologia de Grupo (G.T.) Kanban Desenvolvimento de fornecedores Envolvimento de Empregados

Módulo VI: Novas Tendências para Melhoria dos Processos
Disciplina de Gestão de Operações VI-13
Qualidade TotalAspecto ´chave` no JIT.Objectivo da Qualidade é reduzir a variância fazendo uso de:
♦ envolvimento dos operadores♦ controlo estatístico do processo (controlo automatizado)
A Qualidade de um produto pode ser medida através de, entre outros factores:♦ pela resposta que dá ás necessidades do consumidor♦ pelo preço♦ pelo prazo de entrega
Dimensão do Lote e Redução de SetupDimensões de lote elevadas criam:
♦ excessivo stock♦ excessivo espaço♦ excessivo tempo de fabrico♦ excessivo custo de transporte
JIT versus large lot run sizes:
JIT approach
TimeAAA BBBBBB CC AAA BBBBBB CC AAA BBBBBB CC AAA BBBBBB CC
Large-lot approach
TimeAAAAAAAAAAAA BBBBBBBBBBBBBBBBBBBBBBBB CC CC CC CC
Redução de SetupTempo de Setup = Tempo que vai da última peça boa fabricada, à primeira produzida de
um lote diferente.
Tecnologia de GrupoAtravés da combinação de lotes de pequena dimensão e de uma Qualidade “boa” nodesempenho do processo, permite:
♦ melhorar o Lay-out de materiais e de processo;♦ diminuir níveis de W.I.P.;♦ reduzir ´lead times`;♦ aumentar a operacionalidade da fábrica e melhorar a resposta aos requisitos dos
clientes.

Módulo VI: Novas Tendências para Melhoria dos Processos
Disciplina de Gestão de Operações VI-14
Algumas das características do Lay-out obtido por aplicação da Tecnologia de Grupo:♦ Grupos de famílias de peças♦ Economia de competências♦ Objectivos comuns♦ Feed-back imediato/boa comunicação
Programação BalanceadaA variação da procura é uma boa razão para implementar o J.I.T.. Alcançar o balanço aonível das operações corresponde a igualar a taxa de produção com a taxa de vendas.Com uma programação balanceada, é possível:
♦ Estabilizar ordens, com ciclos de tempo de produção.♦ Igualar as taxas de produção com taxas de vendas.
KanbanA utilização de um sistema Kanban permite uma “ligação” de todas as operações e toda alogística do processo de uma forma mais apertada.O Kanban requer uma excelente sincronização entre operações:
♦ rejeições mínimas;♦ fluxo de materiais máximos.
Envolvimento de FornecedoresNa cultura J.I.T., os fornecedores não são simples ´fontes` de componentes e matériasprimas mas parte relevante no fabrico dos produtos.Ter uma participação dos fornecedores, implica que estes tenham conhecimento dos nossos:
♦ requisitos;♦ programa J.I.T.♦ programa de produção♦ especificação de produto.
Envolvimento de EmpregadosManter um programa J.I.T. bem sucedido requer compromisso e participação de todos.Os objectivos do just-in-time não serão alcançados se não houver flexibilidade nas equipasde trabalho, i.e. uma multidisciplinariedade que só é possível através:
♦ Rotação nos locais de trabalho;♦ Boas relações por parte da gestão;♦ Incentivos de grupo/motivação.

Módulo VI: Novas Tendências para Melhoria dos Processos
Disciplina de Gestão de Operações VI-15
3. Sistema KANBAN
Um ponto fraco dos sistemas de planeamento e controlo da produção e em particular dossistema de MRP/MRPII, é a existência de uma previsão em relação à procura o que implicapor precaução a existência de inventário.
O KANBAN só por si constitui apenas uma técnica que funciona num ambiente JIT epermite o fornecimento de peças sem se basear em quaisquer previsões mas tendo em contaas necessidade reais que existem. Assim não se verifica quaisquer excessos de inventário emarmazém ou em curso de fabrico.
O termo de KANBAN é a denominação em japonês para cartão que corresponde a um sinalvisível. Como técnica, dentro da filosofia JIT é baseada num cartão que comunica anecessidade (i.e. a procura) para trabalho ou materiais da operação precedente.
KANBAN = cartão ==> existência de um KANBAN de Produção (indicação da estação que produz o item i) e KANBAN de Transporte (indicação da estação que fornece).
Informação tipo de um cartão:♦ Informação de identificação: referência da peça, nº de peças por contentor.♦ Informação de movimentação: posto de trabalho cliente/fornecedor; local a colocar
contentor/ local de etiquetas livres.♦ Informação de gestão: nº de Kanbans em circulação ao nível de uma referência e de um
lote.♦ Informação técnica: ferramentas, procedimentos de controlo e operação.
Regras para estabelecer a simplicidade e eficácia no funcionamento do KANBAN:♦ As peças não devem ser fabricadas numa estação de trabalho a montante a não ser que
haja uma autorização para tal.♦ Existe precisamente um kanban de transporte e um de produção para cada contentor,
sendo o número de contentores por item no sistema, uma decisão de gestão que deve sertomada cuidadosamente.
♦ Só devem usados contentores de dimensões normalizados, ou previamente estabelecida, equando utilizados deverão ser sempre cheios nas quantidades definidas.
Um sistema JIT pode ser bem sucedido sem KANBAN maso KANBAN não pode ser sem a sua existência num sistema JIT.

Módulo VI: Novas Tendências para Melhoria dos Processos
Disciplina de Gestão de Operações VI-16
Limitações do KANBAN:♦ O KANBAN só por si deverá ser um elemento do sistema de JIT. A sua implementação
fará parte de uma estratégia de implementação de um sistema que funcione segundo afilosofia do JIT.
♦ Os items que façam parte do sistema KANBAN devem ser usadas todos os dias. Umcontentor cheio deve ser consumido no mesmo dia em que é consumido a fim de permitiruma diminuição do inventário.
♦ Os items muito caros não deverão à partida ser incluídos ou geridos por um sistemaKANBAN. O seu custo faz com que seja dispendiosa o seu transporte e armazenamento,sendo por isso recomendado que a sua gestão seja feita de uma forma muito apertada peloplaneamento.
Tipos de sistemas KANBAN:♦ KANBAN cartão Simples - Permite um controlo mais apertado; possibilita ainda um bom
controlo de entregas de peças de um posto para o seguinte.♦ KANBAN cartão Duplo - Possibilita uma maior adaptação a flutuação de do output nas
fases de produção que se sucedem; é mais efectivo na melhoria da produtividade porpermitir a remoção dos kanbans para expor e resolver problemas
Resumo de vantagens associadas ao KANBAN:♦ Estimula melhorias de produtividade;♦ Reduz inventário;♦ Reduz os tempos de execução ou de duração, em relação à produção;♦ Permite a fabrica responder a pequenas variações previstas na procura;♦ Fácil de compreender como sistema de controlo de fluxos;♦ Pouco trabalho de papel.
Conclusão: O KANBAN é intrinsecamente um sistema orientado para sistemas de produção
discretos com repetitividade em termos dos seus produtos. O KANBAN requer um planeamento nivelado, contentores normalizados e uma grande
disciplina. O KANBAN coloca um ênfase especial na tecnologia do processo, ou seja por exemplo
na configuração do fluxo baseado no produto, desenvolvimento de novos métodos,procedimentos, sistemas de fixação e ainda no desenvolvimento e implementação denovos equipamentos.

Módulo VI: Novas Tendências para Melhoria dos Processos
Disciplina de Gestão de Operações VI-17
NOTA para o Aluno:
O aluno no final deste módulo deve:
⇒ Ser capaz de identificar o que destingue as novas tendências em relação às abordagenstradicionais, para a resolução de problemas e melhoria dos processos;
⇒ Saber explicar o que significa JIT e quais os seus objectivos;
⇒ Ter capacidade de discutir a importância e benefícios de se implementar um sistema JIT;
⇒ Saber destacar os aspectos que considera importante ter em conta para converter um sistematradicional num sistema JIT;
⇒ Compreender a importância da redução do setup e identificar as principais fases de umaabordagem possível para a sua redução.

Módulo VI: Novas Tendências para Melhoria dos Processos
Disciplina de Gestão de Operações VI-18
Anexo VI.1 - Técnicas para mudança rápida de ferramentas
A síntese de técnicas e abordagens aqui referidas para a redução dos tempos de setup baseia-senuma metodologia referida de “RETAD: The Rapid Exchange of Tooling and Dies”1.
ObjectivosAlguns dos principais objectivos das técnicas aplicadas para diminuir o impacto dos setup ´s numprocesso, são as seguintes:♦ Reduzir e simplificar o setup .♦ Eliminar o desperdício/defeitos e o trabalho de recuperação de peças.♦ Reduzir tempos de inspecção.
O que é necessário para reduzir o setup?♦ Desenvolver ou criar um equipa de trabalho com um objectivo claro;♦ Envolver os trabalhadores na metodologia da redução de setup ;♦ Identificar a necessidade e assumir a tarefa como não sendo complexa;♦ Conhecer um conjunto de regras simples e saber aplicar métodos de análise.
Organização para eliminar setup ´s:♦ Equipa: adoptar procedimentos RETAD.♦ Operadores: treinar nas técnicas SMED.
Passos a seguir:♦ Nomear um líder que acredite na redução de setup e que tenha conhecimentos integrado
do sistema de produção.♦ Seleccionar uma equipa para fazer o trabalho (operário que executa a mudança e/ou
operador da máquina, engenheiro de produção, engenheiro de projecto, supervisor,gestor do projecto, representante do sindicato caso exista e consultor).
♦ Planear e realizar um conjunto de reuniões de informação com gestores, supervisores etodos os trabalhadores incluindo os sindicatos.
♦ Seleccionar áreas para projectos piloto.♦ Uma vez a equipa treinado em SMED e operações de setup , iniciar um treino específico
dos operadores e pessoal normalmente afecto à mudança de setup .
1 Fonte: JT.Black; The Design of the Factory with a Future;Mc Grawhill

Módulo VI: Novas Tendências para Melhoria dos Processos
Disciplina de Gestão de Operações VI-19
Requisitos para organizar a equipa de projecto:♦ Incluir no projecto pessoas bem treinadas em redução do setup e com uma atitude positiva;♦ Considerar que é vital para o sucesso a existência de um sentimento de que este trabalho pode
ser realizado de uma forma melhor e menos dispendiosa.♦ Não negligenciar os operadores, eles irão saber mais sobre como eliminar o tempo de setup nas
suas máquinas do que qualquer outra pessoa.♦ A existência do ambiente adequado é importante. Aspecto chave num projecto deste tipo está
relacionado com o facto de as pessoa que estiveram ligadas ao desenvolvimento do setupexistente não devem estar na equipa que pretende reduzir os tempos associados a esse processo.
♦ Somos todos bons críticos mas criativos há poucos.♦ A alternativa à equipa de projecto, é desenvolver todo o trabalho através dos canais já
existentes.♦ A equipa de projecto deve ao máximo tentar evitar as tentativas para resolver todos os
problemas que eles irão encontrar em áreas que não estejam associadas com o setup e tambémevitarem as tentativas de resolverem todos os problemas de setup através dos seus própriosrecursos.
A função da equipa de projecto:♦ Treinar e envolver todos os operadores, supervisores e pessoal de apoio;♦ Ganhar experiência através do pior projecto de setup ;♦ Preparar planos e definir prioridades;♦ Determinar as datas para a instalação;♦ Coordenar o esforço do grupo;♦ Criar e manter o entusiasmo de todas as pessoas envolvidas.
Elemento crítico: As pessoas que estiverem ligadas ao desenvolvimento do setup existente,não devem estar na equipa que pretende reduzir os tempos associados a esse processo. Istopara evitar a existência de problemas associados ao orgulho e autoridade que poderãoexistir.
Fases necessárias para redução do tempo de setup :i) Determinar o método existente
ii) Separação dos elementos internos e externos
iii) Conversão do setup interno em setup externo
iv) Redução ou eliminação de elementos internos
v) Aplicação de métodos de análise, uniformização e prática de setup
vi) Eliminação e ajustes
vii) Abolição do setup só por si
“We are all good critcs but few are creators”

Módulo VI: Novas Tendências para Melhoria dos Processos
Disciplina de Gestão de Operações VI-20
Fases conceptuais e técnicas/práticas do sistema SMED
Fasesconceptuaisdo SMED
TécnicasPráticascorrespondentesàs fasesconceptuais
Fase 1 Fase 2 Fase 3 Fase 4Determinar os procedimentosde set-upexistentes
Separar set-upinterno do externo
Converterset-up internoem set-upexterno
Eliminar o set-upinterno
Gravação video
Organizar a localização etransporte dasmatrizes eferramentas
Estudar as operações internas
Uniformizaralturas das matrizes
Utilizar Jigsintermédios
Utilizar gramposautomáticos
Reduzir set-upinterno Usar um sistema
de fixação mais rápido
Eliminar ajustamentos/afinações
Set-up externo
Set-up interno
Descrição das etapas de desenvolvimento1. Determinar o método existente♦ Analise das operações: estudo dos tempos e dos movimentos.♦ Determinar como que deve ser feito na mudança de setup.♦ Objectivo: eliminar movimentos desnecessários, melhorar os métodos de trabalho e
definir movimentos necessários e estabelecer a melhor sequência.♦ As operações são divididas em elementos e actividades que consomem tempo.♦ Técnicas para resolução de problemas podem ser aplicadas separadamente a qualquer
actividade particular para obter o mínimo tempo possível.♦ Devido à duração das operações de setup serem relativamente longas, a gravação em
vídeo de duas ou três mudanças de setup pode ser muito útil para posterior observação eanálises. (Os próprios operadores a observarem a cassete de vídeo vão encontraroperações que são desnecessárias no setup ).
2. Separação dos Elementos Internos e Externos♦ Internos: acções de setup que requerem que a máquina esteja parada.♦ Externos: acções que podem ser realizadas enquanto a máquina está a funcionar.♦ Quando a máquina pára o setup externo já deve ter sido executado isto para permitir que
o conjunto de sistemas (ferramentas, matrizes, materiais) já estejam prontos para sereminseridos na máquina. As modificações forma feitas previamente.
♦ No setup interno, apenas devem ser executadas operações de remoção e inserção.

Módulo VI: Novas Tendências para Melhoria dos Processos
Disciplina de Gestão de Operações VI-21
3. Conversão do Setup Interno em Setup Externo♦ Conceito mais importante no processo de redução de setup.♦ Exemplos de elementos que facilmente podemos ser transformados de setup interno em
setup externo: tempos de procura, tempos de espera, e tempos de afinação.♦ As operações externas para preparar materiais, ferramentas e matrizes deve ser feito em
rotinas e de uma forma uniformizada.♦ As operações internas também têm interesse de serem uniformizadas.♦ Operações uniformizadas deverão ser documentadas, apresentadas e expostas para não
haver dúvidas na sua execução.♦ As operações devem ser ensaiadas/treinadas.♦ O principal objectivo é a troca de ferramenta sem qualquer defeito.
4. Redução ou Eliminação de Elementos Internos♦ Aplicação de sistemas de fixação mais adequados, modos de guiamento e outros
elementos de ajuste dimensionados de acordo com as aplicações.
5. Aplicação do Método de Análise, Normalização e Prática de Setup♦ Técnicas de análise de métodos. Estas técnicas ao serem ensinadas permitem aos
operários colaborarem directamente na redução de setup.
6. Eliminação de Ajustes♦ É uma fase crítica na redução do tempo interno.
7. Abolição do setup só por si♦ A fase final neste método do RETAD consiste em eliminar por completo o setup ou
realizá-lo automaticamente. Esta última opção é geralmente cara.♦ Outras formas alternativas de eliminar o setup:◊ redesenhar o produto para o tornar uniforme e poder ser utilizado em vários produtos;◊ produzir várias peças ao mesmo tempo: i) utilização de máquinas mais baratas e
menos complexas e ii) fabricar um par de peças ao mesmo tempo.
Todos os trabalhadores devem ser treinados e envolvidos numa metodologia adequada àredução de setups. Só assim será possível criar uma equipa cujo trabalho será a RápidaMudança das Matrizes e Punções.