Embed Size (px)
Citation preview

Curso de Engenharia de Informática de Gestão
Disciplina de Gestão de Operações
Módulo III
Concepção da Estrutura de Produção
por
Prof. Pedro F.Cunha
Ano lectivo 1999 / 2000

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-2
Índice
1. Introdução à Engenharia do Produto e Processo.....................................................................3
1.1. Concepção do Produto............................................................................................................3
1.2. Concepção de um Sistema de Produção .................................................................................3
2. Concepção e Instalação de um Processo ...................................................................................8
2.1. Processos tecnológicos ...........................................................................................................8
2.2. Análise do Ponto Crítico.........................................................................................................9
3. Implantações ..............................................................................................................................13
3.1. Estudos de Implantação ........................................................................................................13
3.2. Tipos de implantação............................................................................................................14
3.3. Metodologia para Desenvolvimento de um Estudo de Implantação ....................................16
4. Balanceamento de Linha ..........................................................................................................22
5. Tecnologia de Grupo.................................................................................................................26
6. Estudo dos Métodos e Tempos .................................................................................................26Anexo III.1 - Aspectos a ter em Conta em Relação à Subcontratação ..............................................30

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-3
1. Introdução à Engenharia do Produto e Processo
Neste módulo pretende-se analisar as diferentes fases que decorrem entre a concepção do produto ea fase de selecção do processo produtivo correspondente.
1.1. Concepção do Produto
“Todos os produtos novos começam por uma ideia”
A ideia de um novo produto pode ter por base diversas origens como sejam por exemplo a “escuta”das necessidades dos clientes, a visita aos clientes, os desenvolvimentos com fornecedores, otrabalho desenvolvido no departamento de I&D ou ainda da participação directa de recursos daempresa que produzem novas ideias (novas oportunidades de negócio).
Um problema coloca-se com facilidade às empresas, durante a sua actividade, que é a escolha entreprodutos alternativos. Essa escolha consiste em analisar as ideias mais importantes/relevantes paraempresa, o índice do valor dos vários projectos ou ainda uma análise financeira do próprio projecto.
Para o responsável da produção, o mais importante de um projecto para um novo produto serão asespecificações desse produto. Serão essas especificações que irão influenciar as decisõesrelacionadas com:
Compra de materiais; Selecção de equipamentos; Necessidade de trabalhadores; Dimensão e configuração das instalações.
1.2. Concepção de um Sistema de Produção
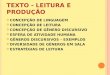
Quando se pensa em termos de um sistema de produção este inclui os diversos processos produtivosque nele possam fazer parte. A selecção do processo é uma decisão estratégica porque estadetermina o tipo de processo produtivo, recursos (i.e. equipamento e mão-de-obra) e afecta umconjunto de aspectos como sejam os custos, a qualidade, a dependência, a flexibilidade e outros.
Por outro lado a selecção do processo pode ser também considerada uma decisão dinâmica, namedida que esta vai ocorrendo durante a existência do sistema produtiva, isto porque o processodeverá ir evoluindo de acordo com as alterações que ocorrerem ao nível do produto.

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-4
Dependability -Cost
Dependability - CostFlexibility - Quality
Commercial printer
Sugarrefinery
Automobileassembly
Heavy equipment
Continuous flow
Disconnected line flow (Batch)
Jumble flow (Job Shop)
Connected line flow (Assembly Line)
Processlife
cyclestage
Flexibility -Quality
None
None
Product life cycle stage
Low volumeLow
standard-dization
One of a kind
High volumeHigh standar-
dizationCommodity
products
Multipleproducts
Low volume
Few majorproductsHighervolume
Os processos produtivos podem ser agrupados em três grandes grupos, em função damaneira como transformam a matéria-prima ou como os materiais circulam em oficina. A classificação do processo tendo em conta o fluxo de materiais (ou do produto) ouainda a sequência de operações é assim a seguinte:
Fluxo em linha, Fluxo intermitente, Fluxo por projecto.
Fluxo em linha é caracterizado por uma sequência linear de operações utilizadas para fabricar e/oumontar o produto. (Exemplo: Linha de montagem)
O produto deve ser estandardizado e deve deslocar-se de uma estação de trabalho para aseguinte numa sequência pré-definida.
A produção num fluxo em linha é extremamente eficiente mas também extremamenteinflexível. A eficiência é devida à substituição da mão-de-obra por equipamento e aestandardização das restantes operações manuais em trabalhos de grande repetitividade.
O grande investimento geralmente associado a equipamento dedicado/especializado requerque grandes volumes de produção sejam mantidos durante um longo período de tempo.
A produção num fluxo em linha pode ser apenas justificada para elevados volumes deprodução de produtos estandardizados.

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-5
Outros factores devem ser considerados: Risco de obsolescência Risco de alterações em termos do processo tecnológico Desmotivação
Materials andcomponents
Final product
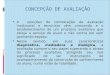
Fluxo em linha
Fluxo intermitente
Fluxo por projecto Job flow
Time = T
job Ajob B
job C
work center AA
work center DD
work center CCwork center BB
work center EE
Start End
Relação deprecedência
Actividade
4
1
2
3
Um processo com Fluxo intermitente é caracterizado pela produção por lotes, em intervalosintermitentes de tempo.
Um trabalho apenas irá ser deslocado para as estações de trabalho (ou postos de trabalho) emque sejam necessárias executar operações que foram estabelecidas previamente.
A produção Fluxo intermitente é extremamente flexível em alterações do produto ou dovolume, mas é relativamente ineficiente.
Se um sistema de produção intermitente funciona próximo dos seus limites decapacidade, é possível imaginar que ocorram:
Um elevado nível de em-cursos de fabrico Elevados tempos de fabrico Longos tempos de espera Baixas taxas de utilização

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-6
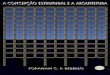
A taxa de utilização baixa dos recursos produtivos (i.e. equipamento e mão-de-obra),quando comparada com um tipo de produção em linha, resulta das interferências dasvárias obras em curso.
TEtotal work involvement time for the job
total time=
. . . . . ..
Intermittent production -- TE = 20%Line production -- TE = 90%
A produção intermitente pode ser justificada quando existe nos produtos falta deestandardização ou quando os volumes são baixos. Alguns exemplos são:
Produtos “personalizados” Todos os produtos no seu inicio do ciclo de vida Produtos com baixa procura
Um layout por projecto é utilizado para produzir um único produto, como seja um edifício, umabarragem, um navio ou um avião. Cada unidade de cada um destes produtos é produzida numaúnica unidade. Não existe fluxo de produto, mas uma sequência de operações que contribuem paraum objectivo final .
O tipo de layout por projecto é utilizado quando existe uma grande necessidade em termos decriatividade e de singularidade. É caracterizado por um elevado custo e dificuldade em termos deplaneamento e controlo.
S t a r t E n d
P r e c e d e n c er e l a t i o n s h i p
T a s k
4
1
2
3
Nas indústrias de processo contínuo não existe normalmente grandes opções quanto aoencadeamento da produção, já que se pode entender essas instalações como uma grande mas únicamáquina.
Nas indústrias de processo intermitente ( e de alguma forma nos processos repetitivos)a produção pode ser dividida em diferentes fases com produção discreta onde existenormalmente várias opções para a sua produção.

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-7
Resumo das características na organização dos diferentes processos produtivos:C h a r a c t e r i s t i c s L i n e I n t e r m i t t e n t P r o j e c t
P r o d u c tO r d e r t y p eF l o w o f p r o d u c tP r o d u c t v a r i e t yM a r k e t t y p eV o l u m e
C o n t i n u o u s / l a r g e b a t c hS e q u e n c e dL o wM a s sH i g h
B a t c hJ u m b l eH i g hC o s t u mM e d i u m
S i n g l e u n i tN o n eV e r y h i g hU n i q u eS i n g l e u n i t
L a b o rS k i l l sT a s k t y p eP a y
L o wR e p e t i t i v eL o w
H i g hN o n r o u t i n eH i g h
H i g hN o n r o u t i n eH i g h
C a p i t a lI n v e s t m e n tI n v e n t o r yE q u i p m e n t s
H i g hL o wS p e c i a l p u r p o s e
M e d i u mH i g hG e n e r a l p u r p o s e
L o wH i g hG e n e r a l p u r p o s e
O b j e c t i v e sF l e x i b i l i t yC o s tQ u a l i t yD e l i v e r y
L o wL o wC o n s i s t e n tH i g h
M e d i u mM e d i u mM o r e v a r i a b l eM e d i u m
H i g hH i g hM o r e v a r i a b l eL o w
P l a n n i n g a n d c o n t r o lP r o d u c t i o n c o n t r o lQ u a l i t y c o n t r o lI n v e n t o r y c o n t r o l
E a s yE a s yE a s y
D i f f i c u l tD i f f i c u l tD i f f i c u l t
D i f f i c u l tD i f f i c u l tD i f f i c u l t
Nota: Todos estes três abordagens podem ser utilizadas mas têm diferentes requisitos emtermos de gestão, mão-de-obra, capital e procura.
Alguns dos factores a ter em conta na tomada de decisão sobre a escolha de um sistema produtivosão os seguintes:
Investimento: Inventário; Equipamento; Outras facilidades
M ão-de-obra: Disponibilidade e custo
Qualificações: Disponibilidade e custo
M atérias-primas: Disponibilidade, custo e alterações
Estado da tecnologia: Estabilidade da tecnologia
Condições de mercado: Dimensão; Competitividade
Um outro aspecto considerado critico na escolha do processo é se o produto é feito para stock(“made-to-stock”) or por encomenda (“made-to-order”). O fabrico por encomenda responde emrigor às exigências dos clientes. No processo de fabrico para stock não é possível identificar umcliente especifico.

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-8
C h a r a c t e r i s t i c s M a d e - t o - s t o c k M a d e - t o - o r d e r
P r o d u c t P r o d u c e r - s p e c i f i e d
S m a l l r a n g e
I n e x p e n s i v e
C o s t u m e r - s p e c i f i e d
L a r g e r a n g e
E x p e n s i v e
O b j e c t i v e s B a l a n c e i n v e n t o r y
C a p a c i t y
S e r v i c e l e v e l
M a n a g e d e l i v e r y l e a dt i m e s
C a p a c i t y
M a i n o p e r a t i o n sp r o b l e m s
F o r e c a s t i n g
P l a n n i n g p r o d u c t i o n
C o n t r o l o f i n v e n t o r i e s
D e l i v e r y p r o m i s e s
D e l i v e r y c o n t r o l
2. Concepção e Instalação de um Processo
2.1. Processos tecnológicos
A necessidade de conceber e instalar um determinado sistema de produção, resulta da necessidadede se produzir um determinado produto. A decisão sobre todo o processo é determinada pelaprocura do(s) produto(s) que existe em termos de mercado.
Tal como já foi referido, o produto tem associado a ele um ciclo de vida, com fases bem definidas.A gestão adequada desse ciclo tende a garantir que o investimento feito no produto e no processopossa ser recuperado.
Em relação ao processo tecnológico existem várias decisões que terão que ser tomadas. A aquisiçãode novas tecnologias ou a possível subcontratação (ver Anexo) são opções que poderão ser tomadasdurante a gestão do processo produtivo. Assim, recomenda-se o desenvolvimento de um estudo eanálise de cada uma das opções, em que cada uma das vantagens e inconvenientes existentesdeverão ser devidamente ponderados.
Por vezes o conhecimento técnico de cada uma das opções não é suficiente para a tomada dedecisão. A possibilidade de se recorrer a qualquer método analítico permitira trazer algumasfacilidades na tomadas de decisão.

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-9
2.2. Análise do Ponto CríticoQuando utilizado no planeamento de uma decisão sobre os produtos ou serviços, esta técnicapermite determinar o volume para a qual as vendas gera uma margem de lucro igual ao montantedos encargos, ou seja o limiar da rentabilidade.
Quando utilizada para comparar processos de fabrico, este método permite determinar o volume emque dois processos diferentes possuem dois custos totais iguais.
A Análise do Ponto Crítico permite responder a questões como sejam:♦ Será que um determinado volume de vendas relativo a um produto ou serviço
possibilitará um lucro suficiente para suportar as despesas?♦ Qual o valor mínimo dos custos variáveis por unidade para não se ter prejuízo, quando
baseado nas previsões de vendas e preços?♦ Qual o valor mínimo admissível para os custos fixos de modo a ter-se lucro na
actividade?♦ Como o preço afecta o volume necessário para se obter lucros?
A metodologia consiste em:i. Determinar todos os custos que variam com as opções;ii. Classificar os custos para cada opção em variáveis e fixos;iii. Representar num gráfico os custos totais associados a cada localização;iv. Seleccionar a opção que tenha um custo total inferior para um determinado volume de
produção esperado.
Como se calcula o ponto crítico?
Têm-se por base os seguintes conceitos:p - preço de venda por unidadecv - custo variável unitárioq - quantidade vendidam - margem de lucro unitáriaE - montante dos encargos de estruturaPc - Ponto Crítico

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-10
Custos ($)
Quantidade
E
Cv = q x cv
CT = Cv + EVv = q x p
Custo total: E + q x cv = E + CvValor das Vendas: q x pMargem de lucro: q(p - cv) - EQuando ocorre o Ponto Crítico (Pc) ⇒ M=0: q= E / ( p-cv)
Quantidade
E
($)
Lucro (+)
Prejuizo (-)
PC
Da análise gráfica pode-se então concluir:• Cada unidade vendida produz uma margem unitária igual à diferença entre o preço de
venda e o custo variável;• Estas margens unitárias vão tendendo a cobrir os custos fixos mas só quando se atinge o
ponto crítico, a margem obtida cobre integralmente os custos fixos.• A partir do Ponto Crítico toda a margem é lucro, pois os custos já estão cobertos.
Exercícios sobre Análise do Ponto Crítico
Exercício 1:Uma empresa de consultoria está a considerar um novo serviço de informação a ser oferecido aosclientes pela quantia de 20,000$ por ano. Estima-se que os custos fixos por ano sejam de10,000,000$, com um custo variável por cliente de 10,000$. Qual é ponto crítico previsto para esteserviço? Utilizar uma abordagem algébrica e gráfica para obter a sua resposta.

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-11
Exercício 2:Suponham que têm três opções para serem avaliadas. Qualquer uma destas hipóteses estãorelacionadas com as condições associadas às empresas a quem podemos subcontratar o fabrico deum determinado componente. Com base na informação em baixo apresentada, desenvolva a suaanálise e apresente as suas opções possíveis.
Empresas Custo Fixo Anual Custo Variável por UnidadeA 50,000 (um) 50 (um)B 100,000 (um) 25 (um)C 150,000 (um) 12,50 (um)
Exercício 3:Considerando uma empresa que produz e comercializa contentores em plástico, existe disponível aseguinte informação sobre a sua actividade:
• Capacidade de produção da empresa - 10,000 unid/ano• Preço máximo aceite pelo mercado interno - 5,000$• Número máximo de unidades colocáveis anualmente neste mercado, àquele preço - 6,000• Custos variáveis para produzir e vender unidades - 18,000,000$• Encargos anuais de estrutura - 15,000,000$
Admitamos ainda que esta empresa tinha a hipótese de efectuar um negócio de exportação com asseguintes condições:
• Quantidade a exportar - 3,000 unid/ano• Preço de venda no mercado externo - 4,600$• Aumento do custo variável unitário
(devido a uma embalagem de exportação) -100$
Perante estes dados, analise sob a óptica do Ponto Crítico, o que se verifica no mercado interno,identificando o valor a que corresponde o ponto crítico das vendas (Pc).
Comente o que aconteceria se aceitássemos a encomenda de exportação. Será que haveriacapacidade para satisfazer a procura interna e externa?
Exercício 4:Considere que uma determinada máquina de Estereolitografia que custa 66,063 contos e que o seuvalor residual ao fim de 7 anos de utilização será de 5,000 contos. A referida máquina irá serutilizada para fabricar protótipos de peças e possui uma cadência de 20 unidades/hora. O custoanual de manter esta máquina é da ordem dos 2,000 contos. É aplicado um custo corrente emrelação à máquina, de 15% sobre o custo de capital e de manutenção. O custo de mão-de-obraassociado à utilização da máquina é de 10 contos/hora e com uma taxa de custo corrente da ordemdos 30%. Determine o ponto critico para o lucro quando o valor acrescentado é de milescudos/unidade e uma taxa de retorno de 10%. (Utilizar os factores e equivalência anual CRF eSFF)

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-12
Exercício 5:Suponha que existe uma alternativa ao processo anterior para o fabrico de protótipos, só que estaalternativa que consiste num processo mais avançado, custa 125,000 contos mas tem capacidadede produzir a uma taxa de 50 unidades/hora. O seu período de vida é de 5 anos sem qualquer valorresidual no final deste período de tempo. A manutenção irá custar 5,000 contos. Para trabalharcom a máquina apenas é necessário utilizar 1/3 de um operador que custa 12contos/hora. Oscustos corrente aqui aplicados são iguais ao do exemplo anterior. Determine o ponto critico de ummétodo em relação ao outro.
Exercício 6:Uma determinada máquina, fabricada por uma empresa industrial, tem tido uma razoável procura,mas a sua contribuição para os lucros da empresa tem vindo a diminuir. Em 1994, foramproduzidas e vendidas 17500 máquinas, sendo o seu preço de venda de cada unidade de 220cnts, oseu custo variável unitário de 180cnts e os encargos de estrutura de 80000cnts.
a) Determine analiticamente o ponto crítico para esta máquina.
b) Considere que a empresa está a ponderar formas de aumentar o volume de vendas ou dediminuir os custos variáveis. Em termos de empresa eles sentem que podem aumentar as vendasem 30% ou reduzir os custos variáveis unitários (cv) em 85% do seu valor. Qual dasalternativas permitirá uma contribuição maior para os lucros? (Assuma que os custos deimplementação de qualquer das alternativas são iguais.
c) Diga que medidas, em termos globais, poderão ser sugeridas para reduzir os custos fixos evariáveis.

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-13
3. Implantações
3.1. Estudos de ImplantaçãoOs problemas relativos à implantação dos meios de produção e à movimentação de materiais e deprodutos são normalmente considerados de menor importância dentro do conjunto de assuntos atratar na organização de uma empresa. No entanto, no que diz respeito a custos de produção, elestêm uma importância considerável.
“ Os custos de movimentação podem representar metade dos custos de fabrico”
Por outro lado, a tempo é cada vez mais um critério de grande relevância na competitividade daempresa e se tivermos em atenção como se distribui o tempo médio que uma peça despende emoficina, observamos que 5% desse tempo a peça está na máquina a ser maquinada ou noutrasoperações que exigem a imobilização da máquina, sendo os restantes 95% do tempo despendido emmovimentação e em espera.
A operacionalidade de uma instalação fabril depende em grande parte da forma com esta éconcebida. A necessidade do desenvolvimento de estudos de implantação verifica-se quandovamos construir um edifício para início de actividade, expandir uma fabrica existente, mudar adisposição interna de um processo de fabrico ou introduzir um processo tecnológico novo. Oobjectivo base consiste em localizar da melhor forma possível as diferentes áreas/núcleos daempresa. As fases que geralmente podem ser identificadas na realização do referido estudo são:
• Recolha de dados para realização do estudo• Definição de soluções possíveis a serem propostas• Análise ponderada das vantagens e inconvenientes , cabendo a decisão à empresa• Planeamento da instalação da alternativa escolhida
Por outro lado os estudos de implantação estão intimamente relacionados com os estudos demovimentação que são desenvolvidos com o objectivo elaborar o melhor esquema de transportepossível dentro de um a empresa. Qualquer dos estudos anteriormente referidos deverá ter à partidaum impacto em termos de:
Eficiência do transporte de materiais; Utilização do equipamento; Níveis de armazenamento de materiais; Número de efectivo necessários em cada posto de trabalho e o seu rendimento; Eficácia do fluxo de informação (melhor comunicação) , o que por vezes se traduz numa maior
motivação dos trabalhadores.

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-14
Um estudo relacionado com a implantação do sistema de produção tem como objectivo:♦ Instalar o equipamento correcto;♦ Trabalhar com o método correcto;♦ Trabalhar no local correcto;♦ Processar produtos na distância mais curta;♦ Processar produtos no tempo mais curto possível.
O desenvolvimento do referido estudo e a implementação cuidada das soluções encontradaspoderão conduzir à diminuição dos níveis de WIP, a um investimento mais racionalizado em termosde recursos, a originar custos mínimos e a aumentar a produtividade.
Alguns dos tópicos a ter em conta para garantir uma implantação eficaz:♦ Fluxo em linha recta♦ Adaptação da implantação ao processo♦ Integração total♦ Mínima distância a percorrer♦ Fluxo continuo♦ Aproveitamento do espaço♦ Satisfação e segurança♦ Flexibilidade
3.2. Tipos de implantaçãoAs decisões em termos de implantação estão relacionados com disposição dos sistemas de fabrico,facilidades de apoio à produção ou ainda áreas de serviço a clientes. Assim, a cada tipo deimplantação estão associadas diferentes formas de organização do trabalho, na qual se destacammétodos e tecnologias que são utilizadas, com o objectivo de obterem o máximo eficiência dosistema produtivo instalado. Os tipos de implantações mais comuns são as seguintes:
I. Implantação por ProdutoII. Implantação por ProcessoIII. Implantação Estacionária
Quais as características?
….vantagens?
….desvantagens?
Que comparação em termos das características1….?
1 Características: Nível de estandardização, volume de produção, nº de produtos diferentes que sãofabricados, custo de movimentação de materiais, tempos de produção por unidade, espaço ocupado porunidade produzida, controlo de produção, nível de WIP, utilização do equipamento, flexibilidade dosprocessos de produção e nível de qualificação dos operários.

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-15
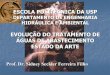
Implantação por Processo (Process layout)
Implantação por Produto (Process layout)
Implantação Estacionária (fixed position layout)
Metalworking
Cablagens
Assembly
Expedition
Tests
Metal shearing
Prod.A
Prod.B
A
B
Ws5
Ws7
Ws9Inspection
Ws10
Ws1Ws2 Ws3 Ws4
Ws6
Ws8
expedition
Vantagens e desvantagens do layout por processo:
Vantagens e desvantagens do layout por produto:
Advantages Disadvantages
Higher flexibility Dificult materials handlingGeneral purpose equipment Qualified laborLower vulnerability to changeson volume
Reduced use of the equipments
Job satisfaction Complexity of productionmanagement
A dvantages D isadvantages
Efficient use of shop-floorcapacity use
Inflexible system
Sm all m aterials handling cost Special purpuse equipm entSm all inventories and reducedW IP
Interdependent operations
Sim ple production m anagem ent Short and repetitive tasks, jobboredom and absenteeism
Quanto aos diversos tipos de implantação, em particular às implantações por processo e porproduto, duas observações devem ser feitas:i) Existe um contínuo nas diferenças existentes entre os vários lay-outs (i.e. da implantação
estacionária ao fluxo contínuo);

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-16
ii) ii) Não é for a de comum haver organizações que adoptam mais do que um tipo de lay-out,como é o caso da AutoEuropa onde uma área de corte e quinagem de chapa e a linha demontagem, propriamente dita.
O tipo de layout é geralmente determinado por: Tipo de produto - i.e. se é produto ou serviço, o design do produto e sua normalização em
termos de qualidade e se é produzido para stock ou por encomenda. Tipo de processo de fabrico/produção – i.e., tipo de tecnologia utilizada, tipo de sistema de
transporte e/ou de meios que prestam o serviço. Volume de produção – Volume afecta o sistema instalado e a capacidade de utilização e
adicionalmente as previsões de expansão ou de qualquer outro tipo de mudança.
Ocorrência simultânea de constrangimentos (“bottlenecks”) e baixa ocupação de recursos;
Áreas de trabalho atravancadas com materiais amontoados em torno das máquinas;
Tempos de ciclo excessivos;
Falhas no serviço a clientes e perca de encomendas;
Custos de produção excessivos;
Pouca eficiência da mão-de-obra;
Dificuldades em controlar a progressão das obras em curso;
Nível excessivo de em-curso de fabrico (“WIP”);
Tempos de espera excessivos;
….
Um layout deficiente pode revelar-se de diversas formas:
3.3. Metodologia para Desenvolvimento de um Estudo deImplantação
O desenvolvimento de um estudo de implantação pressupõe a recolha de dados para se realizar oestudo, a definição de possíveis soluções, a análise ponderada das vantagens e inconvenientes,cabendo a decisão aos responsáveis na empresa. Uma outra fase importante é o planeamento para ainstalação e controlo da solução que for aprovada.

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-17
Com algum detalhe apresenta-se em seguida uma lista de actividades a ter em conta durante arealização do referido estudo:
i. Estudo do programa de fabricação, de modo a determinar o número e a variedade desubmontagens e unidades acabadas que são necessárias produzir.
ii. Fazer uma lista dos materiais ou das peças que constituem o produto, a fim de averiguarquais as referências que serão compradas e que serão fabricadas.
iii. Decidir da capacidade desejada para a fábrica e para o equipamento usado, quer seja naslinhas dos produtos fabricados ou que se vão fabricar. Estimar esses valores.
iv. Fazer uma lista de operações de fabricação e montagem necessárias para produzir umasubmontagem ou uma unidade de produto acabado.
v. Averiguar da sucessão das operações nas secções de fabricação e montagem.
vi. Determinar qual o equipamento ou outros meios tecnológicos para fabricar a variedade equantidade de produtos previstos.
vii. Avaliar quais os intervalos de tempo necessários entre operações sucessivas, se as houver.Assim pretende-se determinar a necessidade de espaços de armazenamento dos em curso defabrico, bem como a sua localização.
viii. Exame de quaisquer operações perigosas, que produzam pó ou vapores, maus cheiros...etc.,de forma a determinar se as secções onde se realizam deverão ou não estar isoladas. Pretende-seaumentar as condições de segurança, evitar o ruído, bem como outras coisas.
ix. Calcular espaços necessários, por secção para alojar as instalações de fabricação e parapermitir a circulação das pessoas e materiais, armazenagens e o uso de meios auxiliares.
x. Com os elementos recolhidos, esquematizar as áreas necessárias para a implantação actualda fábrica e para a de futuros desenvolvimentos, tendo em vista assim uma base aproximadapara a implantação adequada ao desenvolvimento final da fábrica.
xi. Estudar e esquematizar igualmente uma implantação provisória para a maquinaria e meiosde manobra de cada secção.
xii. Por à aprovação dos departamentos as implantações propostas.
Métodos e Técnicas de Análise de Layouts
Recorrendo-se a diversos métodos é possível analisar o layout de um sistema e conceber uma novadisposição do equipamento e afectar cargas de uma forma mais equilibrada para cada um dos postosde trabalho.

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-18
Pensado nos objectivos que poderão ser definidos na análise de um layout num sistema de produçãooficinal ou de produção em massa estes serão diferentes. Enquanto no primeiro existe umapreocupação em minimizar custos de transporte de materiais, na produção em massa pretende-semaximizar a eficácia dos trabalhadores. Os custos de transporte só por si são dependentes dadistância, da carga transportada e de um custo unitário que for estabelecido.
C T C Dt ij ij ijj
N
i
N
= ⋅ ⋅==∑∑
11
Tij – Número de viagens entre departamentos i e j (constante)Cij - Custo (tempo) por distância unitária, por viagem de i para j (constante)Dij - Distancia de i para jN – Número de departamentos (constante)C - Custo total (time)
Por sua vez a eficiência dos trabalhadores é dependente de, entre outros, de aspectos como sejam aergonomia do posto de trabalho, a sequência das operações e do próprio balanceamento entre postosde trabalho
1. Análise Gráfica - Sistemas de Produção Oficinal/ Layout por Processo
Objectivo: Determinação do número de movimentos entre departamentos/postos de trabalho, parauma nova redefinição da sua instalação tendo por base os postos mais activos.
Metodologia:i. Determinar os departamentos/postos de trabalho que possuem ligações mais frequentes;ii. Localizar departamentos/postos de trabalho mais activos nas posições centrais;iii. Localizar os restantes departamentos/postos de trabalho, de forma que os fluxos não
adjacentes sejam minimizados;iv. Se os fluxos não adjacentes forem eliminados a solução está encontrada.
Exemplo:Processo produtivo com seis departamentos/postos de trabalho e com os seguintes movimentosdiários (cargas) entre eles:
De \ Para I II III IV V VII 8 5II 4 10III 9 4IV 8V 5 3VI 6 10

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-19
2. Método das Ligações - Sistemas de Produção em Massa/Layout por Produto
Objectivo: Avaliar todo o processo produtivo com base numa representação em matriz, dos fluxosde materiais existentes. O fluxo de materiais será analisado, identificando os retrocessosde material transportado entre as várias operações.
Metodologia:i. Definição dos índices de circulação;ii. Preenchimento da matriz de ligações;iii. Análise da matriz de ligações;iv. Redefinição e análise de uma outra sugestão de layout caso seja possível.
Exemplo:Suponha que possuímos três peças com as seguintes características:
A - 500 unid. quant. prod.B - 8,000 “ “ “C- 2,500 “ “ “
Disposição actual dos postos de trabalho:
VI V III
IV II I
Sequência das actividades:
Produtos A B CPostos PT1 PT1 PT4
de PT2 PT2 PT3trabalho PT3 PT5 PT6
PT4 PT3 PT5Pretende-se que redefina o layout do processo de fabrico e proceda à reinstalação dos postos detrabalho.
Matriz de LigaçõesDe \ Para
Na análise da matriz, com vista à proposta de uma nova sequência de postos de trabalho, éimportante observar os postos de trabalho que revelam maior número de ligações e intensidade detrafego, o maior ou menor afastamento em relação à diagonal e ainda a própria informação contidana sequência das actividades.

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-20
Exercícios sobre Implantações de Processos
Exercício 1:Um estudo sobre o fluxo de materiais numa empresa industrial determinou para uma determinadafamília de peças as seguintes sequências de operações a serem executadas nos respectivosdepartamentos:
Produtos Departam. Vol. Prod. Dim. Lot.A I, III, V 500 20B II, IV, III, V 1000 50C I, IV, II, III, V 100 1D II, V, III 400 50
O actual layout é o seguinte: I II III
V IV• Diga qual o número total de viagens não adjacentes que têm que ser executadas no layout
actual, para se produzir os volumes de produção anteriormente apresentados.• Poderá o layout ser melhorado? Caso seja possível apresente a sua sugestão.
Exercício 2:Uma determinada empresa industrial vai lançar o fabrico de um dado produto. Em termos dedepartamentos irão estar envolvidos as secções de corte e montagem (I), controlo de qualidade (II)e pintura (III).As distâncias e fluxos de carga inter-secções são apresentados de seguida:
(1) (2)(3) (4)• 10 metros - dist. entre (1) e (2) e entre (1) e (3)• 14 metros entre (3) e (4)
De \ Para I II IIII 30 25II 20 40III 15 50
Duas opções actualmente em estudo são:I II III IIIII I
Opção 1 Opção 2 Avalie os dois layouts tendo por base a carga-distância e identifique o layout mais adequado.Assuma um custo de transporte de 1 um por metro.
Exercício 3:

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-21
Uma empresa metalomecânica possui uma produção oficinal e é especializada no fabrico de peçasde precisão para a industria aeronáutica. A matriz seguinte representa os vários fluxos demateriais que ocorrem ao longo da oficina.ParaDe 1 2 3 4 5 61.Tratamentos de superfície 10 15 452. Equipamento CNC 453. Recepção e expedição 25 504. Tornos e rectificadoras 35 205. Armazém de ferramentas6. Inspecção
O layout actualmente instalado na oficina é o apresentado na figura seguinte. Considere queutilizando uma distância rectilínea, assuma que a distância entre a inspecção e os tratamentossuperficiais é de 3 unidades de distância.
3 4 21 5 6
a) Calcule a variação na cargaxdistância se o layout for alterado, trocando a localização dainspecção com o armazém de ferramentas.
b) Caso considere possível melhorar o lay-out, apresente a solução que considera adequada. Noteque devido aos custos de alteração, a Recepção e Expedição não podem ser alterados.Quantifique o seu novo layout em termos do critério cargaxdistância.
3. Método das Gamas Fictícias - Layout por Produto Através deste método pretende-se obter uma implantação sem retrocessos, a fim de se possuir umamovimentação de materiais nas condições mais económicas possíveis. Dito de outra forma,pretende-se linearizar os fluxos de produção de produtos com gamas operatórias semelhantes,optimizando o número de máquinas necessárias. Este método poderá ser aplicado quando temos um layout por processo e gostaríamos de ter umlayout por produto. No entanto para podermos ter bons resultados, com a utilização deste método édesejável que exista ao nível da gama de fabrico para os diferentes produtos, algumas semelhançasem termos de sequências operatórias. A denominação de “gama fictícia” resulta de pretender-se dispor os postos de trabalho segundo umaordem em que estes intervêm numa gama única e se necessário, reagrupar certos postos no mesmonível de fabrico, a fim de evitar retrocessos. No desenvolvimento deste método será imaginada uma implantação em linha caracterizada porníveis sucessivos, em que em cada nível se colocará um número determinado de postos de trabalho.Para tal é necessário ter em conta a quantidade e tipo de produtos, o fluxo de produção (sequência

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-22
de produção), os tempos de fabrico (por peça e posto de trabalho) e a capacidade do equipamento.A nova disposição deve assegurar para cada produto:
Um fluxo contínuo; O mínimo de retrocessos e cruzamentos; O mínimo custo de movimentações; O mínimo de produtos “em curso” de fabrico.
As diferentes fases do método das gamas Fictícias são as seguintes: Afectar os postos, ou seja repartir as cargas pelos diferentes postos, atendendo à ordem das
operações na mesma gama de fabrico. Determinação da gama fictícia. Esquema de implantação após o agrupamento de certos postos em níveis de fabrico.
4. Balanceamento de Linha
O balanceamento de linha consiste em agrupar actividades sequenciais em estações de trabalho,com o objectivo de obter uma maior utilização dos recursos humanos e equipamento, minimizartempos não produtivos, definir o ritmo à linha de produção e aumentar a eficiência de todo oprocesso.
Num sistema de produção que processa anualmente vários produtos diferentes (P1,P2,…Pn) obalanceamento obedece a duas regras:
1ª A soma dos tempos de setup e dos tempos de produção de um conjunto de produtos,num certo intervalo de tempo (ex.1 ano) deve ser inferior ou igual ao tempo totaldisponível da instalação ou unidade fabril que os processa.
Ta)TpiDiTsiLiDi(
n
i≤×+×∑
2ª Num conjunto de produtos, o tempo de produção de qualquer sub-conjunto (h,…,m) deve ser emqualquer momento inferior ou igual ao tempo mínimo previsto de esgotamento do stockexistente, de qualquer dos outros produtos.
∑ ≤×+m
h)
DiQimin()TpjLjTsj(
Sendo,D1, ,…Dn – Consumo anual previsto de cada produtoTs1, …Tsn – Tempo de preparação da instalação para processar cada produto (setup)L1, …Ln - Dimensão de lote para cada produtoTp1,…Tpn – Tempo de produção de uma unidade de cada produtoQ1,…Qi – Quantidade existente em stockTa – Tempo anual disponível
A nomenclatura a ser utilizada no desenvolvimento dos problemas de balanceamento é a seguinte:N – Número de estações de trabalho ao longo da linhaTc – Tempo de ciclo. É o tempo máximo permitido a cada estação de trabalho e corresponde ao
tempo entre dois produtos sucessivos.Tr – Taxa de produção ou output (i.e. número de produtos por unidade de tempo)

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-23
ti – Tempo de execução para a operação i num determinado produto. Cada operação é atribuídaapenas a uma única estação de trabalho.
Entre as respectivas variáveis existem relações matemáticas que permitem calcularalguns dos parâmetros que foram referidos. Por exemplo o tempo de ciclo pode sercalculado a partir da taxa de produção.
Tc1Tr =
Uma vez conhecido o valor do Tc, o número mínimo de estações de trabalho pode ser obtido(considerando uma eficiência de 100%) da seguinte forma:
TcTi
Nmim ∑=
Após ter-se balanceado a linha a eficiência do balanceamento é dado por:
TcNti
Eficiência⋅
= ∑
Todo esta formulação permite que as actividades compatíveis sejam agrupadas em temposaproximadamente iguais, não violando as precedências estabelecidas.
Exemplo:Considere a seguinte linha:
Suponha ainda a seguinte relação de tempos:
TarefasTempo necessário para um trabalhadorrealizar uma unidade de Produto (min)
A 0,80B 0,37C 0,46D 0,78E 0,63F 0,21G 0,74H 0,83I 0,17J 0,60K 0,70
Sabendo que se trabalha 7h/dia e que se produz 500 unid/dia pretende-se equilibrar a linha, demodo a obter-se a máxima eficácia.
Considere agora a linha como sendo outra,

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-24
e a seguinte tabela de tempos:
TarefasTempo necessário para um trabalhadorrealizar uma unidade de Produto (min)
A 0,80B 0,37C 0,46D 0,78E 0,63F 0,21G 0,74H 1.53I 0,17J 0,60
Obtenha um novo equilíbrio da linha apresentada.
Exercícios sobre Balanceamento
Exercício 1:Uma empresa industrial desenvolveu uma nova máquina que irá ser fabricada. Cada linha deprodução irá incluir 8 operações diferentes e irá produzir 40 máquinas por hora. A tabela seguinteapresenta os tempos para cada operação, bem como as respectivas operações precedentes.
Operações12345678
Tempo (s)205525405351440
Precedências-122214, 53, 6, 7
a) Construa o diagrama de precedências.b) Qual o tempo de ciclo, em segundos correspondente ao "out-put" desejado?c) Qual o número teórico de estações para cada linha de produção?d) Determine a eficiência.e) Rearranjar as várias operações tendo em conta um melhor balanceamento da linha.f) Existirá alguma forma de melhorar o balanceamento anterior? Se sim, como?
Exercício 2:

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-25
O fabrico de determinada peça de mobiliário está organizado numa linha de montagem. Na tabelaseguinte, mostram-se as tarefas a realizar, os respectivos tempos e relações de precedência.
Tarefa A B C D E F G H I JTempo (seg.) 55 45 25 20 40 50 70 45 20 80Precedência - A B B B D D F, G E H, I
A linha deverá ser dimensionada para uma produção de 480 unidades por dia e a fábrica trabalhacom dois turnos de 8 horas por dia.a) Calcule o tempo de ciclo e o número mínimo de estações necessárias.b) Efectue o balanceamento da linha, indicando quais as operações que deverão ser realizadas em
cada estação. Avalie a sua solução.
Exercício 3:Pretende-se projectar uma linha de montagem. As tarefas a realizar, os tempos necessários e asrelações de precedência são apresentados na tabela I.Pretendem-se produzir 300 unidades por hora, considerando apenas 50 minutos de tempoprodutivo por hora.a) Desenhe o diagrama de precedências.b) Calcule o tempo de ciclo e o número mínimo de estações.c) Efectue o balanceamento da linha, indicando quais as operações que deverão ser realizadas em
cada estação. Avalie a sua solução em termos de eficiência.Tabela I
Tarefa Precedência Tempos (min. / unid.)A - 0.15B A 0.06C B 0.05D B 0.12E B 0.09F B 0.16G C, D, E 0.08H G, F 0.06I H 0.05

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-26
5. Tecnologia de Grupo
Pontos para discussão:• A aplicação estratégica da Tecnologia de Grupo nos diferentes tipos de empresas indústrias.• Identificar aspectos críticos relacionados com a implementação da Tecnologia De Grupo numa
empresa com uma organização tradicional.• A importância da classificação e codificação dentro desta filosofia.• A definição ou a escolha de um método de codificação.• Metodologia para a concepção das células de fabrico/montagem e configurações possíveis.• Extensão possível da implementação da Tecnologia de Grupo dentro de uma empresa.
6. Estudo dos Métodos e Tempos
Estudo dos métodos consiste no registo, análise e exame críticos e sistemáticos dos métodoexistentes e previstos para a execução dum trabalho, aperfeiçoando e aplicando métodos deexecução mais cómodos e eficazes.
Objectivos: O aperfeiçoamentos de processos e procedimentos; O aperfeiçoamento da implantação do posto de trabalho; O aperfeiçoamento da concepção do equipamento; A economia na utilização de recursos (materiais, máquinas, energia, espaço e mão-de-obra); A redução da fadiga e do esforço humano; O aumento da segurança e das condições de trabalho.
Exemplo de trabalhos e actividades susceptíveis de um estudo de métodos:◊ estrangulamentos do fluxo de materiais;◊ trabalhos envolvendo muita mão-de-obra especializada ou excessiva manipulação;◊ trabalhos envolvendo muito tempo máquina ou utilização de equipamento dispendioso;◊ trabalhos envolvendo muitas horas extraordinárias;◊ trabalhos com grande percentagem de rejeições ou desperdício;◊ baixa eficiência do equipamento;◊ trabalhos com grandes percentagens de tempo não produtivo;◊ elevada frequência de avarias;◊ falta de espaço;◊ trabalhos com perigo de acidentes;◊ ........etc.

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-27
Fases do Estudo de Métodos:♦ Escolher e definir o trabalho a estudar♦ Analisar e Registar os factores importantes do método em uso♦ Criticar sistematicamente esses factos♦ Elaborar um novo método mais económico, mais eficiente mais seguro,...♦ Implementar esse novo método♦ Controlar a sua implementação
Exemplo:Estima-se que um trabalhador de uma determinada empresa demora 2 minutos a carregar umamáquina de injecção de moldes e demora 1 minuto a descarrega-la. Existem na empresa váriasmáquinas deste tipo, todas elas fazendo o mesmo e o tempo de execução de cada uma é de 4minutos. O respectivo custo é de 2,000$ por hora para o operador e de 8,500$ por hora para cadamáquina. É lhe Pedido para;a) Construir uma diagrama homem-máquina para a combinação mais eficiente de um operário eduas máquinas.b) Qual o tempo associado a cada ciclo?c) Qual o tempo disponível do operário?d) Qual o tempo disponível total por ciclo para ambas as máquinas?e) Qual o custo total por hora?f) Qual o custo total por ciclo?g) Qual o custo do tempo disponível por hora?
Tempo (min.) Operário Máquina 1 Máquina 2
2
4
6
8
10
12
14
16
18
20

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-28
Alguma metodologia na análise dos métodos através da crítica sistemática é ilustrada pelas questõesseguintes:
Qual é o objectivo? Eliminar a actividade desnecessária.Qual é o objectivo desta fase? PORQUÊ?É indispensável atingir esse objectivo? PORQUÊ?Aumenta-se o valor ou a qualidade do produto? PORQUÊ?
Onde deve ser realizada? Combinar ou alterar o local.É o lugar mais próprio? PORQUÊ?Não poderíamos situar melhor o trabalho? PORQUÊ?No local de trabalho os locais de armazenamento / localização das máquinas /dasferramentas / dos consumíveis é o mais adequado? PORQUÊ?
Quando deve ser realizada? Combinar ou alterar a sequência.É o melhor momento? PORQUÊ?As matérias-primas, os componentes, as ferramentas, as ordens e instruções de fabricoencontram-se no local próprio no momento mais propício? PORQUÊ?Poder-se-ia combinar esta fase com outra? PORQUÊ?poder-se-ia alterar a sequência de fases? PORQUÊ?
Quem a deve realizar? Combinar, mudar ou qualificar a pessoa.
O executante é qualificado para o trabalho? PORQUÊ?Foi devidamente formado para realizar este trabalho? PORQUÊ?Possui experiência suficiente? PORQUÊ?As suas qualidades físicas e mentais são adequadas? PORQUÊ?
Como deve ser realizada? Simplificar ou melhorar o método.É este o melhor método de execução? PORQUÊ?Os esforços inúteis são evitados e os comandos são suaves? PORQUÊ?Os movimentos são simples e não provocam fadiga desnecessária? PORQUÊ?As movimentações de componentes e materiais são facilitadas?Desenrola-se a uma altura do solo adequada? PORQUÊ?O ambiente e a segurança são as adequadas?A iluminação é suficiente e as protecções são eficazes? PORQUÊ?

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-29
NOTA para o Aluno:
O aluno no final deste módulo deve:
⇒ Ser capaz de caracterizar os diferentes tipos de sistemas produtivos em função do layout,identificando os problemas tipo existentes;
⇒ Ser capaz de utilizar diferentes métodos para análise das implantações e propor soluções queconduzam a um melhor desempenho;
⇒ Ter capacidade de intervir na melhoria dos fluxos de materiais, em particular em processos defabrico ou montagem onde existam constrangimentos.

Módulo III: Concepção da Estrutura de Produção
Disciplina de Gestão de Operações III-30
Anexo III.1 - Aspectos a ter em Conta em Relação àSubcontratação
É frequente haver empresas que devido a inúmeras razões não asseguram o fabrico completo de umdeterminado produto. Parte do trabalho necessário para a obtenção de um produto acabado éfornecido por uma entidade externa. A análise de uma decisão deste tipo terá por base os custos quepoderão ser identificados nas diversas alternativas existentes.
Um reparo particular deve ser feito dizendo que uma análise com base nos custos não tem em,entre outros factores:
A qualidade; A confiança nos fornecedores; controlo de segredos comerciais; As capacidades acrescidas para o desenvolvimento dos produtos.
Muitas vezes o subcontrato pode-se também confundir com o simples fornecimento de materiais oucomponentes. A grande diferença na prática reside de na subcontratação privilegiar o fornecimentoa uma só empresa, havendo uma parceria mais forte. Isto porque o fornecimento em si pode existirem situações em que o fornecedor vende a vários clientes.
Na existência de um subcontrato, a empresa que foi subcontratada deve executar um determinadocomponente, aceitando os riscos técnicos e financeiros que lhe estão subjacentes. Por outro lado aempresa subcontratada deve subordinar-se às directrizes técnicas das empresa contratante, i.e.características da encomenda e ou directrizes sobre a forma como a encomenda deve ser executada.
Em relação à subcontratação, deve-se ainda considerar que esta poderá corresponder a um aumentotemporário de capacidade, introduzindo oportunidades de se considerar o desenvolvimento daespecialização em determinadas áreas técnicas. Por outro lado a decisão da subcontratação podepermitir evitar investimentos de baixa rentabilidade em equipamento com reduzida taxa deutilização. Alguns destes aspectos que referimos acabam por repercutir em termos financeiros,numa melhor repartição dos encargos, num menor custo de posse dos stocks ou numa menordespesa na mão-de-obra.
O que aparentemente parece vantajoso por ter como reflexos negativos o aumento da dependênciaem relação aos fornecedores. Há ainda a considerar a transferência de uma oportunidade derealização de uma actividade produtiva, cujo o seu abandono pode significar uma redução de postosde trabalho.
Neste anexo pretendeu-se resumir um conjunto de aspectos considerados relevantes ter em contaquando pensamos na subcontratação. Qualquer decisão antes de ser tomada deve ser devidamenteavaliada, ponderando os aspectos positivos e negativos que poderão existir. Um decisão mais oumenos acertada depende da nossa capacidade de identificarmos todas as possíveis situações eanalisarmos os respectivos enquadramentos.