Embed Size (px)
Citation preview

Instituto Politécnico de Coimbra
Instituto Superior de Engenharia
Optimização de Planos de Manutenção e de
Manutibilidade de Equipamentos numa Indústria de Pasta de Papel
Pedro Daniel Jesus Dias
Relatório de Projecto para obtenção do Grau de Mestre em
Equipamentos e Sistemas Mecânicos
COIMBRA
2010
ii
Instituto Politécnico de Coimbra
Instituto Superior de Engenharia
Optimização de Planos de Manutenção e de
Manutibilidade de Equipamentos numa Indústria de Pasta de Papel
Orientadores: José Manuel Torres Farinha Professor Coordenador, ISEC Rui Manuel Gonçalves, Celbi, S.A.
Pedro Daniel Jesus Dias
Relatório de Projecto para obtenção do Grau de Mestre em
Equipamentos e Sistemas Mecânicos
COIMBRA
2010

iii
Agradecimentos
Quero agradecer todo o contributo prestado para a realização deste trabalho aos meus
orientadores por parte do ISEC, Eng. José Torres Farinha, e por parte da Celbi, Eng. Rui
Gonçalves. Um agradecimento a ex. professores do ISEC, nomeadamente ao Eng. Luís
Roseiro e Eng. Linda Jesus por toda a disponibilidade prestada. Da parte da empresa Celbi
quero agradecer nomeadamente ao Eng. Martins da Silva, Eng. Pedro Batista, Eng. Serra
Brás, Sr. Humberto Galvão, Sr. Elísio Pereira, Sr. Lauro, Sr. Cardoso, Sr. Zé Maria e a toda a
equipa da Direcção de Manutenção pela contribuição prestada para a finalização deste
documento.
iv
Resumo
O presente trabalho de mestrado respeita à implementação da melhoria das
acessibilidades e dos planos de manutenção de alguns dos equipamentos do Departamento de
Licores e Energia (DLE) da Empresa Celulose Beira Industrial, SA (CELBI, SA).
Estes equipamentos, aqui designados por Objectos de Manutenção (OM), possuem
algumas características diferenciadoras em relação aos restantes, que são:
Encontram-se implantados em zonas de acesso difícil não permitindo o recurso a
empilhadores ou outros equipamentos móveis de apoio existentes;
Exigem, da parte das equipas de manutenção, visitas (acções não planeadas)
frequentes;
Não existem reservas posicionais (rotáveis) que os possam substituir, exigindo,
por isso, intervenções rápidas sob pena de perda de produção;
São equipamentos, ou acessórios, pesados para os quais não é aconselhável, por
razões de segurança e saúde, a movimentação manual.
Os equipamentos projectados têm de ser versáteis, maneáveis e robustos, pois irão ser
utilizados em zonas com espaço reduzido e os OMs nos quais serão utilizados são de massa
elevada.
Relativamente aos planos de manutenção, estes correspondem à utilização de dois
elementos fundamentais, que são os manuais dos fabricantes e ao conhecimento acumulado
dos técnicos da empresa.
No final, aqueles planos, que também são de segurança, são inseridos no sistema
informático de gestão de manutenção da empresa e passam a fazer parte dos procedimentos de
rotina nas intervenções de manutenção daqueles equipamentos.
Palavras-chave: Manutenção planeada; manutibilidade; 3D

v
Abstract
The present MsC project corresponds to the implementation and improvement of the
accessibilities and the plans of maintenance of some equipment of the Department of Liquors
and Energy (DLE) of the Company Celulose Beira Industrial, SA (CELBI, SA).
These equipment, assigned here for Maintenance Objects (OM), possesses some
differencing characteristics in relation to the remains, that are:
They are implanted in zones of difficult access not allowing the use of stackers or
other existing mobile equipment of support;
They require, from the maintenance team, frequent visits (not planned actions);
Positional reserves do not exist that can substitute them, demanding, therefore,
fast interventions to minimize loss of production;
They are equipment, or accessories heavy for which it is not advisable, for
reasons of security and health, the manual movement.
The project of these equipment must be versatile, handy and robust, because they will go
being used in zones with reduced space and the OMs in which they will be used they are of
high mass.
Relatively to the maintenance plans, they correspond to the use of two basic elements
that are the manuals of the manufacturers and to the accumulated knowledge of the technician
of the company.
At the end, those plans that are also of safety are inserted in the informatics system of
maintenance management of the company to make part of the routine procedures of the
maintenance interventions of those equipment.
Key-words: Planned maintenance; maintainability; 3D
vi
Índice Agradecimentos ......................................................................................................................... iii
Resumo ........................................................................................................................... iv
Abstract ............................................................................................................................ v
Lista de Figuras ........................................................................................................................ vii
Lista de Tabelas ......................................................................................................................... xi
Nomenclatura .......................................................................................................................... xii
CAPÍTULO 1 - Introdução ........................................................................................................ 1
CAPÍTULO 2 – Estado da Arte ................................................................................................. 7
CAPITULO 3 – Problemas de manutibilidade e soluções propostas ....................................... 33
CAPÍTULO 4 – Planeamento da manutenção ......................................................................... 98
CAPÍTULO 5 – Discussão das soluções implementadas ....................................................... 123
CAPÍTULO 6 – Conclusões e desenvolvimentos futuros ...................................................... 127
Referências ........................................................................................................................ 129
Apêndice 1 – Caracterização do Departamento de Direcção Industrial da Empresa ............. 130
Apêndice 2 – Desenho de construção para o suporte para a mudança do filtro ..................... 138
Apêndice 3 – Desenho sugerido pela RAUMASTER com algumas alterações para o Redutor do Sem-Fim .................................................................................................... 140

vii
Lista de Figuras
Figura 1.1 – Importância da actividade manutenção 1
Figura 1.2 – Os vários tipos de manutenção 2
Figura 1.3 – Importância da manutenção planeada 3
Figura 1.4 – Algumas técnicas de manutenção condicionada 4
Figura 1.5 – Falha no equipamento que obriga a uma manutenção correctiva 5
Figura 2.1 – RCM 14
Figura 3.1 – Bombas de água de alimentação à caldeira de recuperação 34
Figura 3.2 – Redutores de accionamento do Sem-Fim da biomassa e Sem-Fim 35
Figura 3.3 – Reparação do Sem-Fim 35
Figura 3.4 – Desenho 3D do suporte para troca do filtro 37
Figura 3.5 – Ligação superior da estrutura 38
Figura 3.6 – Secção inferior do suporte com as anilhas belleville e porca de fixação 39
Figura 3.7 – Parte inferir do conjunto com o braço de ligação 40
Figura 3.8 – “T” de ligação com bronzes e anilha de elevação e o braço com a garra 40
Figura 3.9 – Vistas de frente e de cima do “T” de ligação e braço 41
Figura 3.10 – Estrutura de fixação do braço com o “T” 42
Figura 3.11 – Ligação do braço com a garra 42
Figura 3.12 – Garra conectada com a secção onde está o filtro 43
Figura 3.13 – Demonstração da colocação da solda da garra com o tubo 43
Figura 3.14 – Braço com apresentação em explosão da garra 44
Figura 3.15 – Conjunto completo com secção do filtro 45
Figura 3.16 – Conjunto completo, com a bomba e o suporte para troca de filtro 45
Figura 3.17 – Vista da bomba com o suporte para troca do filtro 46
Figura 3.18 – Perspectivas da posição da secção tubular do filtro para a troca deste 46
Figura 3.19 – Diagrama de Corpo Livre (DCL) do conjunto a estudar 48
Figura 3.20 – Diagrama de Corpo Livre (DCL) das reacções provocadas pela Força
de 880,8N 49

viii
Figura 3.21 – Diagrama dos Esforços Transverso nas Barras e Momentos Flectores 51
Figura 3.22 – Desenho de perfil do tubo rectangular 52
Figura 3.23 – Desenho de perfil de metade do tubo rectangular para cálculo da 53
Figura 3.24 – Diagrama das tensões de flexão e de corte para a secção considerada 54
Figura 3.25 – Diagrama dos Momentos Flectores para o tubo em questão 56
Figura 3.26 – Desenho de perfil de metade do tubo rectangular para cálculo da 57
Figura 3.27 – Diagrama das tensões de flexão e de corte para a secção considerada 58
Figura 3.28 – Secção do tubo com vista em corte da secção do furo 59
Figura 3.29 – Diagrama dos Momentos Flectores para os dois furos 60
Figura 3.30 – Representação do esforço e do ponto a estudar 61
Figura 3.31 – Representação da soldadura no tubo rectangular 63
Figura 3.32 – Simulação da fixação do conjunto à viga 69
Figura 3.33 – Simulação da fixação do braço da garra e sistema de mola 69
Figura 3.34 – Braço totalmente encostado à parte inferior 70
Figura 3.35 – Janela de configuração da malha 71
Figura 3.36 – Janela de configuração do controlo da malha para um componente
definido 72
Figura 3.37 – Conjunto com malha e controlo de malha em alguns componentes 73
Figura 3.38 – Distribuição das deformações por elemento do conjunto 75
Figura 3.39 – Distribuição das Tensões de Vin Mises pelo conjunto 76
Figura 3.40 – Distribuição do Deslocamento sofrido pelo conjunto 77
Figura 3.41 – Imagem com a posição do braço da garra 79
Figura 3.42 – Barra de configuração da malha com indicação da malha 80
Figura 3.43 – Distribuição das deformações por elemento do conjunto 81
Figura 3.44 – Distribuição das tensões de Vin Mises pelo conjunto 83
Figura 3.45 – Distribuição do deslocamento sofrido conjunto 84
Figura 3.46 – Imagem da posição do braço da garra 86
Figura 3.47 – Distribuição das deformações por elemento do conjunto 86
Figura 3.48 – Distribuição das tensões de Vin Mises pelo conjunto 88
Figura 3.49 – Distribuição do Deslocamento sofrido pelo conjunto 89
Figura 3.50 – Plano de segurança para montagem do conjunto 92
ix
Figura 3.51 – Plano para montagem/desmontagem de andaime 93
Figura 3.52 – Plano para montagem do conjunto 94
Figura 3.53 – Características da anilha escolhida do catálogo Fabory 97
Figura 4.1 – Controlo das TR/OE 98
Figura 4.2 – Circuito de uma OT 101
Figura 4.3 – Níveis de prioridade de uma OT 102
Figura 4.4 – Plano de manutenção preventiva semanal para as Bombas de Água de
Alimentação 103
Figura 4.5 – Plano de manutenção preventiva mensal para as Bombas de Água de
Alimentação 104
Figura 4.6 – Plano de manutenção preventiva trimestral para as Bombas de Água de
Alimentação 105
Figura 4.7 – Plano de manutenção preventiva semestral para as Bombas de Água de
Alimentação 106
Figura 4.8 – Calendário de todos os planos de manutenção preventiva para as bombas
de alimentação de água 107
Figura 4.9 – Exemplo de um Plano de Segurança para e bomba localizada no 463-002 110
Figura 4.10 – Ordem de Execução gerada pelo Máximo a partir de um Plano de
Manutenção Preventiva Semanal para a bomba 463-002 111
Figura 4.11 – Ficha de trabalho para a operação 10 da OE 297272 112
Figura 4.12 – Ficha de trabalho para a operação 20 da OE 297272 113
Figura 4.13 – Fotos com indicação das posições 3, 4, 5, 11 e 14 das tarefas para a OE
297272 114
Figura 4.14 – Fotos com indicação das posições 6, 7, 8, 9 e 10 das tarefas para a OE
297272 115
Figura 4.15 – Foto com indicação da posição 13 das tarefas para a OE 297272 115
Figura 4.16 – Ordem de Execução gerada pelo Máximo a partir de um Plano de
Manutenção Preventiva Semanal para o Redutor 284-0020 116
Figura 4.17 – Ficha de trabalho para a operação 10 da OE 297275 117
Figura 4.18 – Ficha de trabalho para a operação 20 da OE 297275 118
Figura 4.19 – Foto com indicação das posições 2, 6 e 7 das tarefas para a OE 297275 119
x
Figura 4.20 – Foto com indicação das posições 2, 5, 8 e 11 das tarefas para a OE
297275 120
Figura 4.21 – Foto com indicação das posições 4 e 10 das tarefas para a OE 297275 121
Figura 4.22 – Foto com indicação da posição 1 das tarefas para a OE 297275 121
Figura 4.23 – Foto com indicação das posições 3 e 9 das tarefas para a OE 297275 122
Figura 5.1 – Diagrama de deslocamento exemplificativo do braço 124
Figura A1.1 – Organigrama da empresa Celbi SA 131
Figura A1.2 – Relações hierárquicas entre a DI e os seus departamentos 132
Figura A1.3 – DMI e sectores que estão na sua dependência 134
Figura A3.1 – Desenho geral do conjunto 140
Figura A3.2 – Desenho da sugestão para retirar o redutor de movimentação do carro 140
Figura A3.3 – Desenho da sugestão para retirar o redutor de accionamento do Sem-
Fim 141

xi
Lista de Tabelas
Tabela 1.1 – Evolução da actividade manutenção ao longo do 1
Tabela 3.1 – Tabela de detalhes da malha utilizada 74
Tabela 3.2 – Tabela com os resultados dos valores da deformação exercida no conjunto 75
Tabela 3.3 – Tabela com os resultados das Tensões de Vin Mises 76
Tabela 3.4 – Tabela com os resultados dos deslocamentos segundo Y 78
Tabela 3.5 – Tabela de detalhes da malha utilizada posição 2 80
Tabela 3.6 – Tabela com os resultados mais críticos das deformações no conjunto
posição 2 82
Tabela 3.7 – Tabela com os valores das tensões de Vin Mises pelo conjunto posição 2 83
Tabela 3.8 – Tabela com os resultados dos deslocamentos segundo Y posição 2 85
Tabela 3.9 – Tabela com os resultados das deformações no conjunto posição 3 87
Tabela 3.10 – Tabela com os valores das tensões de Vin Mises pelo conjunto posição 3 89
Tabela 3.11 – Tabela com os resultados dos deslocamentos segundo Y posição 3 90

xii
Nomenclatura
Abreviaturas
OT Ordem de Trabalho
OE Ordem de Execução
PT Plano de Trabalho
TPM Total Productive Maintenance
JIPM Japan Institute of Plaint Maintenance
RCM Reliability Centered Maintenance
RCM II Reliability Centered Maintenance II
FAA Federal Aviation Administration
ATA Air Transport Association
CELBI Celulose da Beira Industrial
OEE Overall Equipement Effectiveness
DoD US Department of Defense
SAE Society of Automotive Engineers
FMEA Failure Mode and Effects Analysis
IPQ Instituto Português Qualidade
SPQ Sistema Português Qualidade
IEC International Electrotechnical Commission
ISA International Federation of the National Standardizing Associations
ISO International Organization for Standardization
BS British Standard
MIL SPEC Military Specifications
DIN Deutsches Institut für Normung
DIN Deutsches Institut für Normung (mais recente)
SSG Standard Solutions Group
ANSI American Nation Standars Institute
AISI American Iron and Steel Institute
NP Norma Portugal

xiii
MOT Motor
QD Quadro de Distribuição
DLE Departamento de Licores e energia
DPP Departamento de Produção Pasta
DMI Departamento de Manutenção Industrial
DI Direcção Industrial
SMM Sector de Manutenção Mecânica
SMEAS Secção de Manutenção Eléctrica, Automação e Sistema
SMPM Sector de Manutenção Preventiva e Métodos
MM Manutenção Mecânica
Letras e símbolos
dDC Distância do Braço
F Força Aplicada na Estrutura
Pf Peso do Filtro
Pg Peso da Estrutura da Garra
FD Esforço de Corte Resultante Aplicada em “D”
MfD Momento Provocado pela Força “F”
a Largura do perfil
b Altura do Perfil
Momento de Inércia
Tensão de Flexão
Tensão de cedência do material
Distância do Centro de Gravidade (CG) às Fibras mais Tencionadas
Momento estático da secção
Força que provoca corte = F
Espessura na linha de aplicação da força = 2e
Área
Distância do centro de gravidade da área “A” ao centro do conjunto
Momento de Inércia
Tensão Admissível da Estrutura
Tensão de cedência do Material (propriedade do material)

xiv
Coeficiente de Segurança
Tensão admissível
Raio da garra onde é aplicada a força
“I” Estrutura Metálico de Perfil em I
“H” Estrutura Metálica de Perfil em H
Caracteres gregos
ã á 1
Pi (3,14)
Coeficiente de correlação que depende do material
Coeficiente de segurança em relação ao material
CAPÍTULO 1 - Introdução
A manutenção tem cada vez mais importância no meio industrial, pois só assim se consegue
assegurar o nível máximo de produção. Pode definir-se a manutenção como o conjunto de
acções destinadas a garantir o bom funcionamento dos equipamentos através de intervenções
oportunas e correctas, com o objectivo de que esses mesmos equipamentos não avariem ou
baixem de rendimento e, no caso de tal suceder, que a sua intervenção seja efectiva e a um
custo global controlado. A manutenção tem tido um incremento significativo no seu
desempenho com o objectivo de proporcionar cada vez mais lucros às empresas com o
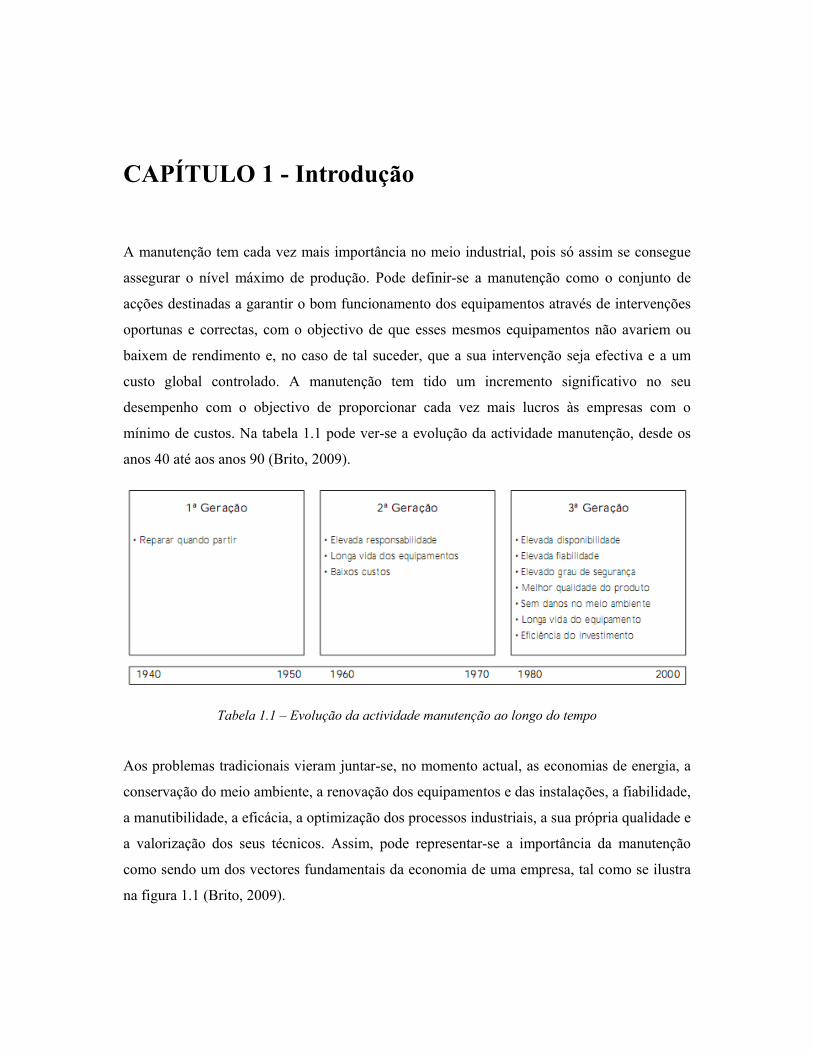
mínimo de custos. Na tabela 1.1 pode ver-se a evolução da actividade manutenção, desde os
anos 40 até aos anos 90 (Brito, 2009).
Tabela 1.1 – Evolução da actividade manutenção ao longo do tempo
Aos problemas tradicionais vieram juntar-se, no momento actual, as economias de energia, a
conservação do meio ambiente, a renovação dos equipamentos e das instalações, a fiabilidade,
a manutibilidade, a eficácia, a optimização dos processos industriais, a sua própria qualidade e
a valorização dos seus técnicos. Assim, pode representar-se a importância da manutenção
como sendo um dos vectores fundamentais da economia de uma empresa, tal como se ilustra
na figura 1.1 (Brito, 2009).

2
Figura 1.1 - Importância da actividade manutenção
Os vários tipos de manutenção podem ser esquematizados de acordo com o diagrama da
figura 1.2 (Cabral, 2009).
A manutenção sistemática é executada em intervalos fixos de tempo ou de outra variável de
funcionamento, visando a execução de acções planeadas de manutenção com o objectivo de
reduzir perdas de produção. As acções de manutenção são calendarizadas de acordo com a
experiência dos técnicos de manutenção ou as recomendações dos fabricantes dos
MANUTENÇÃO
MANUTENÇÃO PREVENTIVA
MANUTENÇÃO CORRECTIVA
MANUTENÇÃO DE MELHORIA
SISTEMATICA CONDICIONADA
AVARIA INTRÍNSECA
AVARIA EXTRINSECA
Figura 1.2 - Os vários tipos de manutenção
3
equipamentos. Um exemplo da aplicação desta técnica, poderá ser vista na Empresa CELBI
SA, especificamente nos turbogeradores onde, por exigências da natureza do equipamento,
tem que se seguir rigorosamente todas as recomendações do fabricante, pois pode correr-se o
risco de parar a fábrica e também devido ao elevado custo investido no equipamento que em
caso de ruptura engloba elevados custos de manutenção directamente (custo na reparação) ou
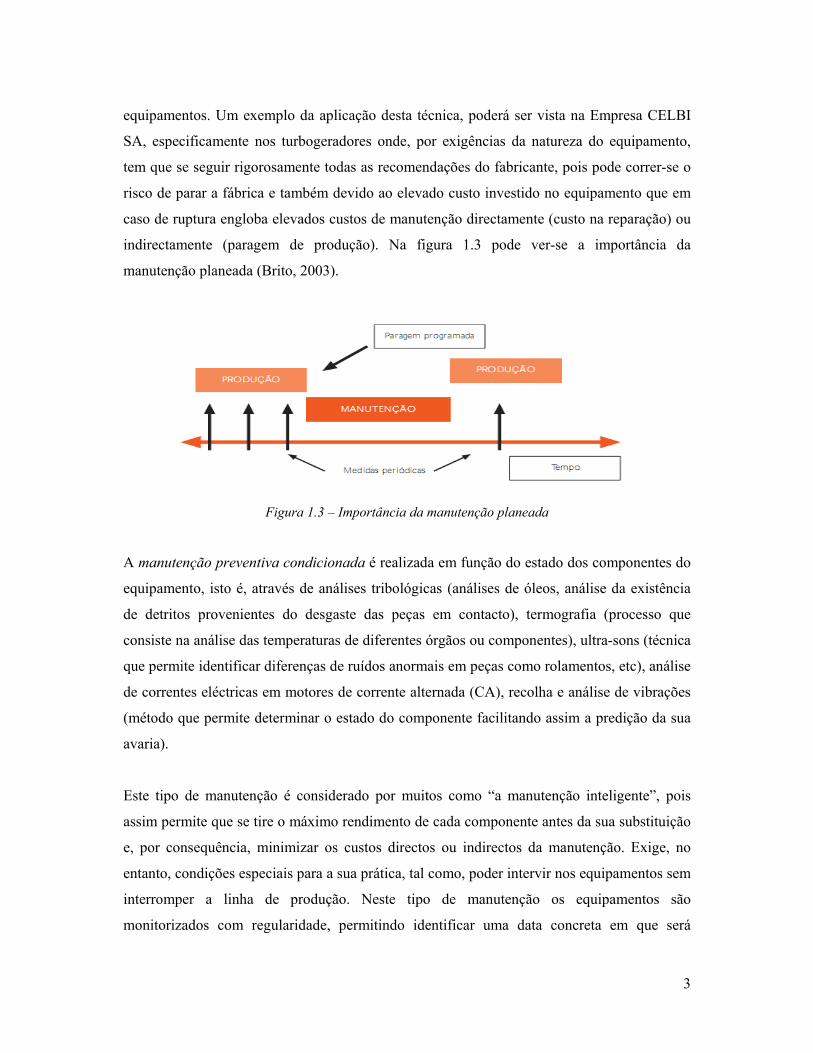
indirectamente (paragem de produção). Na figura 1.3 pode ver-se a importância da
manutenção planeada (Brito, 2003).
Figura 1.3 – Importância da manutenção planeada
A manutenção preventiva condicionada é realizada em função do estado dos componentes do
equipamento, isto é, através de análises tribológicas (análises de óleos, análise da existência
de detritos provenientes do desgaste das peças em contacto), termografia (processo que
consiste na análise das temperaturas de diferentes órgãos ou componentes), ultra-sons (técnica
que permite identificar diferenças de ruídos anormais em peças como rolamentos, etc), análise
de correntes eléctricas em motores de corrente alternada (CA), recolha e análise de vibrações
(método que permite determinar o estado do componente facilitando assim a predição da sua
avaria).
Este tipo de manutenção é considerado por muitos como “a manutenção inteligente”, pois
assim permite que se tire o máximo rendimento de cada componente antes da sua substituição
e, por consequência, minimizar os custos directos ou indirectos da manutenção. Exige, no
entanto, condições especiais para a sua prática, tal como, poder intervir nos equipamentos sem
interromper a linha de produção. Neste tipo de manutenção os equipamentos são
monitorizados com regularidade, permitindo identificar uma data concreta em que será
4
necessário intervir no equipamento e, assim, tomando todas as precauções para que a linha de
produção não pare (tentar continuar a laborar a montante e a jusante do equipamento). Um
exemplo de aplicação pode ser visto em bombas de processo ou redutores, para os quais existe
um rotável (existe um conjunto de reserva que pode substituir directamente o equipamento
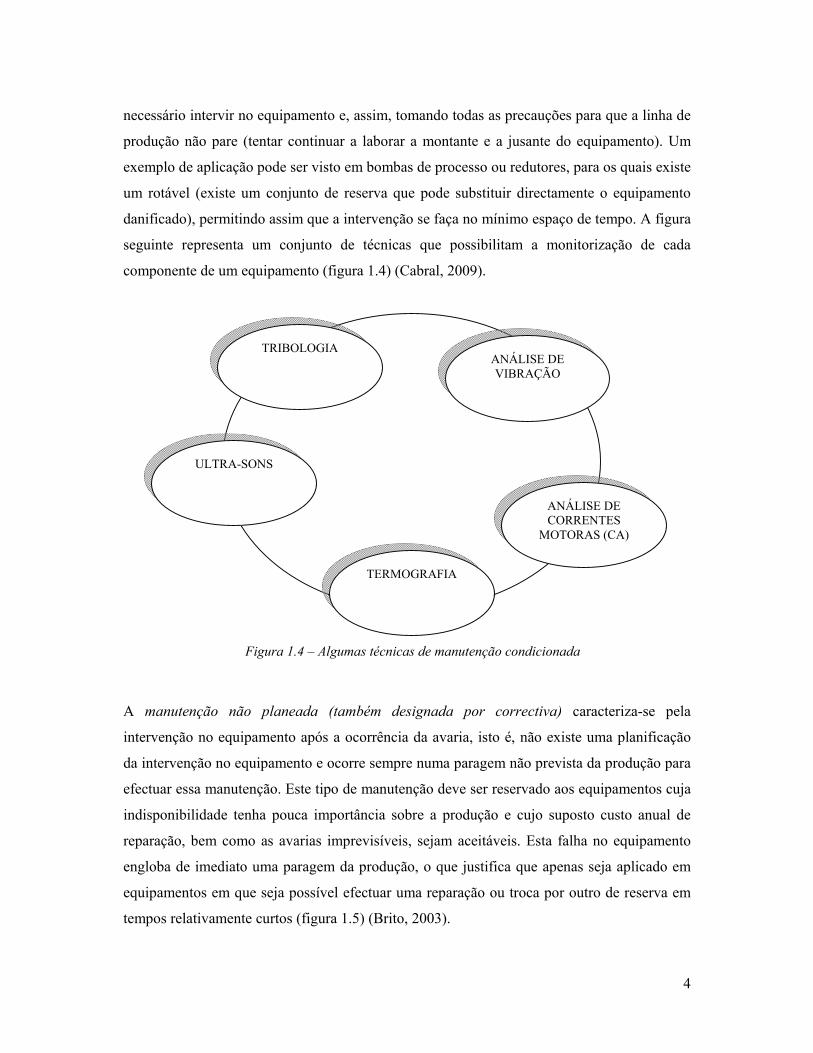
danificado), permitindo assim que a intervenção se faça no mínimo espaço de tempo. A figura
seguinte representa um conjunto de técnicas que possibilitam a monitorização de cada
componente de um equipamento (figura 1.4) (Cabral, 2009).
A manutenção não planeada (também designada por correctiva) caracteriza-se pela
intervenção no equipamento após a ocorrência da avaria, isto é, não existe uma planificação
da intervenção no equipamento e ocorre sempre numa paragem não prevista da produção para
efectuar essa manutenção. Este tipo de manutenção deve ser reservado aos equipamentos cuja
indisponibilidade tenha pouca importância sobre a produção e cujo suposto custo anual de
reparação, bem como as avarias imprevisíveis, sejam aceitáveis. Esta falha no equipamento
engloba de imediato uma paragem da produção, o que justifica que apenas seja aplicado em
equipamentos em que seja possível efectuar uma reparação ou troca por outro de reserva em
tempos relativamente curtos (figura 1.5) (Brito, 2003).
TRIBOLOGIAANÁLISE DE VIBRAÇÃO
ANÁLISE DE CORRENTES
MOTORAS (CA)
TERMOGRAFIA
ULTRA-SONS
Figura 1.4 – Algumas técnicas de manutenção condicionada

5
Figura 1.5 – Falha no equipamento que obriga a uma manutenção correctiva
A manutenção correctiva é realizada na sequência de uma avaria ou perda de função, a qual
poderá ter ocorrido em resultado de uma avaria intrínseca, na perda de função do próprio
equipamento por uma causa interna deste: gripagem de um rolamento, retentor gasto, tubo
roto, etc., ou então como resultado de uma avaria extrínseca, perda de função por causa
exterior ao equipamento: acidente; colisão; má operação; etc., que, embora penalizando a
disponibilidade operacional do equipamento, não contribui para os seus indicadores teóricos e
para a fiabilidade intrínseca do equipamento (Cabral, 2009).
A melhoria, um estilo de manutenção assumido e estimulado nos tempos de hoje, destinado a
melhorar o desempenho do equipamento no seu contexto, não é mais do que uma espécie de
passo em frente em relação à manutenção condicionada. Consiste na identificação da
dificuldade funcional, da sua análise e proposta de uma alteração que pode melhorar a forma
como o equipamento está a funcionar ou a sua manutibilidade.
O projecto subjacente a este relatório abordou algumas vertentes da manutenção incluindo
questões de manutibilidade em equipamentos cruciais para a empresa onde decorreu o
trabalho, sendo aqui descrito através da seguinte estrutura:
No Capítulo 2, é feito o ponto de situação dos modelos e técnicas de gestão utilizados
na empresa CELBI, caracterização dos modelos de gestão TPM e RCM,

6
caracterização de um Caderno de Encargos e Manutibilidade de um equipamento e,
para finalizar, identificação e caracterização das normas que são seguidas pela
empresa CELBI.
No Capítulo 3, são apresentados os problemas de manutibilidade que o autor se propôs
abordar, bem como as soluções propostas para aquelas dificuldades de acessibilidade.
É apresentado também todo o estudo desenvolvido na criação do suporte para a troca
do filtro de água da bomba de alimentação, bem como os planos de montagem do
suporte.
No Capítulo 4 são apresentadas as soluções para o planeamento da manutenção
referentes aos equipamentos alvo do presente projecto, nomeadamente o
desenvolvimento dos planos de manutenção preventiva e dos planos de segurança.
No capítulo 5 são discutidas as soluções apresentadas, quer ao nível da manutibilidade
quer ao nível do planeamento, e feito um balanço global dos resultados atingidos.
No Capítulo 6 são apresentadas as conclusões finais e apresentados os
desenvolvimentos que o autor entende deverem ser encetados no futuro.

7
CAPÍTULO 2 – Estado da Arte
2.1 – Conceitos gerais
A manutenção produtiva total, normalmente abreviada de TPM, do inglês Total Productive
Maintenance, é um conceito moderno de manutenção introduzido no Japão em inícios da
década 70, decorrente da implantação da técnica produtiva “KANBAN”(1) na empresa Nippon
Denso, do grupo TOYOTA. Hoje, TPM é uma marca registada do JAPAN INSTITUTE OF
PLAINT MAINTENANCE e encontra-se implantada em numerosas empresas industriais com
resultados altamente positivos.
Este conceito assume um impacto enorme pois envolve activamente os operadores da
produção na manutenção dos equipamentos que operam, explorando o facto de o operador ser
quem melhor conhece a máquina e, portanto, quem detém uma melhor posição para criar
condições de funcionamento, para sondar as suas queixas, em suma, para proporcionar as
melhores condições na prevenção de avarias.
O TPM caracteriza-se pelos seguintes princípios:
Busca da maximização da eficiência global das máquinas e dos equipamentos,
normalmente abreviados por OEE(2) - do inglês Overall Equipement Effectiveness;
Sistema total que engloba todo o ciclo de vida útil da máquina e do equipamento;
Sistema onde participam os quadros técnicos da produção e da manutenção;
Sistema que congrega a participação de todos desde os da alta direcção até aos últimos
operacionais;
(1) Em gestão da produção, é um método que controla os fluxos de produção ou transporte numa indústria. Este método pode ser um cartão, sistema de luzes, caixas vazias etc. (2) Índice global de eficácia dos equipamentos, é um indicador que expressa o percentual de utilização do equipamento na sua plenitude, considerando a situação ideal de velocidade máxima, sem paradas, sem desvios ou reprocessos com qualidade total. Este indicador foi introduzido mundialmente após a implantação do TPM nas empresas japonesas.

8
Movimento motivacional, na forma de trabalho de grupo, através da condução de
actividades voluntárias.
E o seu contexto:
Procura a economia dos recursos através da condução de uma manutenção preventiva;
Integra as técnicas de manutenção correctiva, da manutenção preventiva e da
prevenção de manutenção, este último, através do diagnóstico precoce de avarias;
Pressupõe o envolvimento voluntário dos operadores que, estando em contacto diário
com as máquinas, são quem melhor conhece o seu estado de saúde e, portanto, quem
pode tomar as medidas preventivas básicas necessárias ao seu bom funcionamento.
Estas medidas preventivas compreendem tarefas de inspecção, lubrificação e limpeza
ou então numa componente mais técnica, auxilio da manutenção para uma inspecção
por exemplo a nível técnico ou de vibrações.
O TPM tem como objectivo principal a eliminação das falhas, defeitos e outras formas de
perdas e desperdícios, visando a maximização global da eficiência das máquinas e dos
equipamentos, como envolvimento de todos, a todos os níveis. Segundo Nakaijima (1998) o
TPM é “ a manutenção produtiva realizada por todos os empregados através de actividades de
pequenos grupos”, onde a manutenção produtiva é a gestão da manutenção que reconhece a
importância da fiabilidade, manutenção e eficiência económica no projecto de fábricas.
O TPM assenta em 8 pilares básicos:
1. Melhorias individualizadas nas máquinas - Kaiser Improvement.
2. Estruturação da manutenção autónoma – Job enlargement.
3. Estruturação da manutenção planeada - Maintenance Requirement Planning.
4. Formação para incremento das capacidades do operador e do técnico da manutenção -
On the Job Trainning.
5. Controlo inicial do equipamento e produtos – Initial Control.
6. Manutenção da qualidade.
7. TPM nos escritórios (Preparação e programação de trabalhos).
8. Higiene, segurança e controlo ambiental.

9
A aplicação do TPM engloba a eliminação das seguintes perdas:
1. Avaria/ falha – paragens acidentais:
O factor que mais prejudica a eficiência é a perda por avaria ou falha. Na avaria ou
falha existem dois tipos: Paragem de função e; quebra de função. A primeira é
aquela que é ocasionada de modo repentino; a segunda, a que reduz a função do
equipamento em relação à função original.
2. Mudança de produto – Setup:
Neste tipo de perda incluem-se todas as perdas decorrentes da ferramenta, sendo,
concretamente, as trocas/carregamentos dos programas referentes a cada peça,
considerando-se toda a não-operacionalidade do equipamento.
3. Perdas em moldes e ferramentas:
Neste tipo de perda incluem-se todas as perdas decorrentes da ferramenta, mais
concretamente, as trocas de ferramentas do equipamento, trocas de moldes, etc.
4. Pequenas paragens e funcionamento sem carga:
As pequenas paragens diferem da avaria/falha normal, devido a problemas
momentâneos, o equipamento pára ou opera em vazio. É também denominado
pequeno problema. É o caso, por exemplo, da operação em vazio da máquina,
devido ao encravamento de uma peça que estava a ser trabalhada na esteira de um
transportador, ou quando o sensor entra em operação, devido à detecção de um
produto defeituoso. Trata-se de paragens momentâneas do equipamento. São casos
em que o equipamento volta a operar normalmente, assim que a peça que está
encravada seja retirada, ou através de um rearranque, diferindo essencialmente da
avaria/ falha do equipamento.
5. Quebra de velocidade/ aumento do tempo do ciclo:
Neste caso, importa a diferença entre a velocidade nominal e a real do
equipamento. É o caso, por exemplo, de uma operação canalizada com a
velocidade reduzida, devido à ocorrência de problemas na qualidade do produto ou
na mecânica do equipamento, quando operado à velocidade normal. Esta perda,
decorrente da redução de velocidade, é a perda por quebra de velocidade.
6. Produtos defeituosos:
Neste caso a existência de um produto defeituoso na linha, para além de provocar
perdas a nível de produção ainda provoca perdas extras, pois irá necessitar de

10
trabalho suplementar para efectuar a recuperação do componente. Neste caso é
considerado perda o restauro do componente, pois este restauro necessita de uma
quantidade de processo, originalmente desnecessário, para reverter esta anomalia
no equipamento.
7. Arranque das máquinas:
A perda de arranque tem a ver com as perdas até à estabilização do processo em
velocidades/ produções consideradas normais.
A Reliability Centered Maintenance – Manutenção Centrada na Fiabilidade - é uma
metodologia que teve o seu início na década de 60. A aviação comercial Norte Americana
estava então a cargo com elevadas taxas de falhas que não correspondiam às elevadas taxas de
custos da manutenção. Os responsáveis das transportadoras trabalhavam em conjunto com a
“Federal Aviation Administration” no âmbito de encontrar soluções e justificações para as
falhas correntes, fazendo para isso exaustivos estudos do equipamento. Estes estudos de
fiabilidade demonstraram que o nível e metodologia da manutenção de então já se encontrava
desactualizada com a exigência dos equipamentos de então, isto é, a manutenção não
acompanhou a evolução da tecnologia dos equipamentos. Para colmatar esta exigência,
formularam princípios e conceitos que viriam a ter larga aplicabilidade em todas as indústrias.
No entanto, estas lições foram confinadas inicialmente à aviação civil numa série de relatórios
publicados pelas indústrias associadas “Air Transport Association”: MGS-1 em 1968 (pelo
grupo “Maintenance Steering Group” da ATA), MSG-2 em 1970 (refinamento do primeiro), e
MSG-3 em 1980 (inclui dados do relatório de Nowlan e Heap).
Durante a década de 1970, o “US Department of Defense” procurou desenvolver estratégias
para controlar e baixar os custos de manutenção. Embora este não tenha sido o motivo que
levou a aviação civil a revolucionar a sua maneira de efectuar manutenção, conduziu o DoD a
investigar as práticas desenvolvidas por eles e tentar melhorar onde fosse possível. Para
solucionar este problema, o DoD convidou Stanley Nowlan e Howard Heap da United
Airlines a escrever um relatório sobre as lições que tinham sido apreendidas pelas
transportadoras aéreas na procura pela diminuição da falha nos equipamentos. Estes
terminaram o relatório em 1978 intitulando-o de “Releability-Centered Maintenace”, porque
as transportadoras tinham por objectivo aumentar a fiabilidade dos seus aviões. Este relatório
11
ainda hoje continua a ser um importante documento no que diz respeito à gestão de activos
físicos.
Nowland e Heap descreveram o progresso que as transportadoras aéreas tinham tido usando o
MSG-2. Apresentaram um processo sistemático para identificar todos os modos que
provavelmente causariam a falha. O processo que descreveram, que se tornou conhecido
como o RCM, atribui as consequências de cada modo de falha a uma das quatro categorias:
hidden (escondida), safety (segurança), operational (operacional) ou non-operational (não
operacional). O RCM encaminha estas consequências para tarefas pró-activas (on codition,
scheduled restotion, scheduled discard) e para tarefas por defeito (failure-finding, redesign,
“no scheduled maintenace”). No fim do processo, a cada modo de falha é atribuída uma tarefa
que seja tecnicamente praticável (aplicável), e que valha a pena fazer em termos das suas
consequências (eficaz), mesmo que essa tarefa seja “no scheduled maintenance” (sem
manutenção programada).
O relatório apresentado por estes dois senhores (Nowland e Heap), representou um avanço
considerável em relação à filosofia descrita no MSG-2. Foi usado como uma base para o
MSG-3 que foi promulgado em 1980, revisto pela primeira vez em 1988, a segunda em 1993,
a terceira em 2001 e a quarta em 2002. Continua a ser usado para desenvolver programas de
manutenção antes da entrada em serviço de novos tipos de aviões comerciais.
O relatório de Nowlan e Heap e o MSG-3 têm sido desde então usados como base para vários
“standards” militares de RCM, e para outros derivados não aeronáuticos. Inúmeros segmentos
produtivos usam o RCM, tais como indústrias nucleares, produtoras e distribuidoras de
energia eléctrica e petroquímica, entre outras, que pelas suas características possuem elevadas
preocupações pela segurança e fiabilidade das suas operações.
Em 1999, a “Society of Automotive Engineers” publica o primeiro documento que nomeia os
critérios mínimos que um processo deve incluir para ser chamado um processo “RCM”:
JA1011, Evaluation Criteria for Reliability-Centered Maintenance Processes. Embora
publicado pela SAE, o JA1011 pode ser usado por todas as organizações com recursos físicos
que necessitem de manutenção programada.
12
Ao longo dos últimos anos, o RCM tem sido estudado e melhorado, havendo vários livros
sobre o tema onde são explicadas as técnicas a para implementar este conceito de
manutenção. Um dos livros que criou grande impacto foi escrito pelo inglês John Moubray,
no qual descreve sucintamente o RCM II, formulando técnicas que anteriormente não eram
levadas em conta. O RCM II melhora os detalhes técnicos do processo RCM adicionando
consequências ambientais à segurança.
O RCM II além das melhorias das técnicas, introduz uma estrutura de gestão de equipas.
Nesta estrutura de gestão, os operadores e o pessoal da manutenção encontram-se pelo menos
5 vezes (em alguns casos até 15 vezes) para compartilhar os seus conhecimentos e
experiências práticas sobre o recurso em análise, e para decidir que recomendações devem ser
feitas a respeito da manutenção, do desenho do “hardware”, dos procedimentos de trabalho e
dos treinos necessários. Todos recebem treino básico em RCM II, mas todas as reuniões são
supervisionadas por um perito em RCM II que assegura a aplicação do processo de RCM
correctamente. Todos os membros da equipa incluindo os peritos em RCM II trabalham para a
organização que possui o recurso físico, para assegurar que os resultados obtidos tenham o
maior retorno possível para os utilizadores desse recurso.
Na década em que apareceu a RCM, a manutenção preventiva era considerada a técnica mais
avançada e a mais eficaz de manutenção disponível para o uso das organizações industriais,
em particular dos serviços de manutenção. O programa de manutenção preventiva é baseado
na suposição “de um relacionamento fundamental causa/efeito, entre a manutenção
programada e operação fiável”. Esta suposição foi baseada na ideia de que se as peças
mecânicas se desgastam, a fiabilidade de todo o equipamento está directamente relacionada
com a ideia de operação. Isto provocou uma diminuição de intervalo de tempo das inspecções,
de modo que, quanto mais inspeccionado fosse o equipamento mais protegido estaria. O único
problema estava em determinar que limite de idade era necessário para assegurar uma
operação fiável.

13
Segundo o relatório de Nowlan e Heap, estes concluíram que: “uma política da manutenção
baseada exclusivamente num tempo de vida máximo, independentemente do limite de idade,
não tem quase nenhum ou mesmo nenhum efeito na taxa de falhas” (Nowlan, Heap, 1978).
Com o evoluir dos tempos e com a experiência profissional, começou a ser perceptível que a
vida de projecto para a maioria dos equipamentos e componentes era demasiado curta
relativamente ao tempo que os mesmos aguentavam.
A manutenção preventiva supõe que as probabilidades da falha podem ser determinadas
estatisticamente para máquinas e componentes individuais, e que as peças podem ser
substituídas ou ajustadas antes que a falha aconteça. Para o exemplo, uma prática comum era
substituir os rolamentos existentes depois de passado um determinado número de horas de
funcionamento, supondo-se que a taxa de falhas dos rolamentos aumenta com o tempo de
serviço.
Recentemente foi descoberto que existem características muito diferentes de falha no
equipamento, e que só um número muito reduzido se relaciona com a idade ou uso. Estes
novos dados fizeram aumentar a aposta na manutenção condicionada (Condition Monitoring),
frequentemente conhecida como manutenção condicionada (Condition-Based Maintenance),
que provocou diminuição da confiança na manutenção planeada baseada no tempo. Daqui não
se deve inferir que a manutenção baseada em intervalos deva ser substituída pela manutenção
condicionada. De facto, a manutenção baseada em intervalos é apropriada para aqueles
exemplos onde a abrasão, erosão, corrosão, alteração das propriedades do material devido à
fadiga, etc. e/ou uma clara correlação entre a idade e a fiabilidade funcional exista.
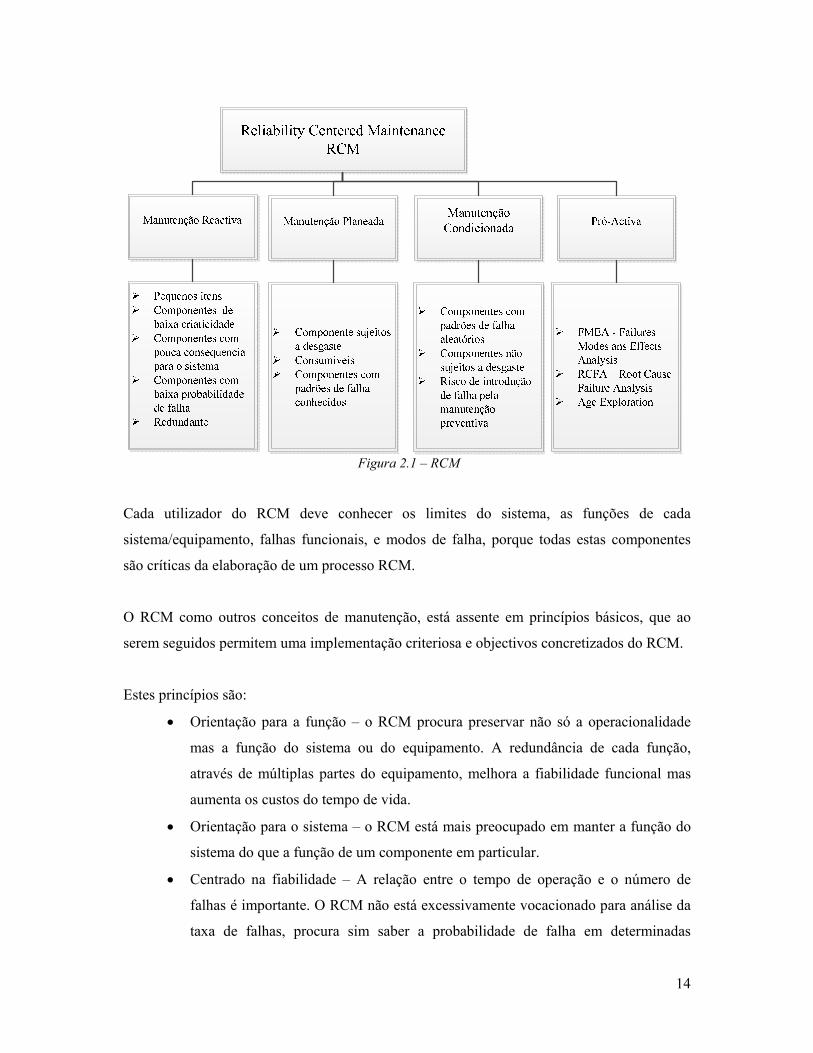
O RCM é a mistura das práticas de manutenção reactiva (reactive), manutenção baseada no
tempo ou em intervalos (time or interval-based), manutenção condicionada (condition-based)
e manutenção pró-activa (proactive). Estas estratégias de manutenção, mais do que aplicadas
independentemente, estão integradas para uso das respectivas vantagens de forma a
maximizar o uso e a fiabilidade do equipamento, minimizando os custos do tempo de vida.
A figura 2.1 demonstra a aplicação base de cada estratégia que em conjunto forma o RCM.
14
Figura 2.1 – RCM
Cada utilizador do RCM deve conhecer os limites do sistema, as funções de cada
sistema/equipamento, falhas funcionais, e modos de falha, porque todas estas componentes
são críticas da elaboração de um processo RCM.
O RCM como outros conceitos de manutenção, está assente em princípios básicos, que ao
serem seguidos permitem uma implementação criteriosa e objectivos concretizados do RCM.
Estes princípios são:
Orientação para a função – o RCM procura preservar não só a operacionalidade
mas a função do sistema ou do equipamento. A redundância de cada função,
através de múltiplas partes do equipamento, melhora a fiabilidade funcional mas
aumenta os custos do tempo de vida.
Orientação para o sistema – o RCM está mais preocupado em manter a função do
sistema do que a função de um componente em particular.
Centrado na fiabilidade – A relação entre o tempo de operação e o número de
falhas é importante. O RCM não está excessivamente vocacionado para análise da
taxa de falhas, procura sim saber a probabilidade de falha em determinadas

15
condições e em idades específicas, ou seja, a probabilidade da falha ocorrer num
determinado intervalo de tempo.
Reconhecimento de limitações de projecto – o RCM procura manter a inerente
fiabilidade do equipamento projectado, reconhecendo que mudanças nessa
fiabilidade são uma atribuição do projecto e não da manutenção. A manutenção
apenas pode assegurar e manter o nível da fiabilidade de projecto para o
equipamento. No entanto, o RCM reconhece que o feedback da manutenção pode
melhorar no projecto original. O RCM reconhece também que frequentemente
existem diferenças entre a vida perceptível de projecto e a vida intrínseca ou real
de projecto, e que por isso endereça estas preocupações a um processo de
exploração de idade (Age Exploration).
Condução pela segurança e economia – a segurança deve ser assegurada a todo o
custo. O próximo critério a assegurar é a gestão eficiente dos custos.
Definição de falha como "toda a condição insatisfatória" – Assim, a falha pode ser
a perda de determinada função ou a redução dos níveis de qualidade abaixo do
aceitável (a operação continua mas tem impacto na qualidade).
Uso de uma árvore lógica para seleccionar as tarefas de manutenção – Isto permite
uma aproximação consistente à manutenção de todos os tipos do equipamento.
As tarefas devem ser aplicáveis – As tarefas devem endereçar o modo de falha e
considerar as características do modo de falha.
As tarefas devem ser eficazes – As tarefas devem reduzir a probabilidade de falha
e de custos eficientes.
Reconhece três tipos de manutenção – Estas tarefas estão relacionadas com o
tempo (manutenção preventiva), relacionadas com a condição (manutenção
condicionada) e com a detecção da falha (um de diversos aspectos da manutenção
pró-activa). As tarefas relacionadas com o tempo são programadas quando
apropriadas. As tarefas relacionadas com a condição são executadas quando as
condições indicam que é preciso. As tarefas de detecção da falha detectam a perda
de funções escondidas (hidden functions) que não foram evidenciadas.
Adicionalmente, não fazer nenhuma manutenção, ou seja, funcionar até avariar, é
uma decisão consciente e aceitável para alguns equipamentos.

16
O RCM é um sistema vivo – O RCM extrai dados dos resultados obtidos e
reutiliza-os para melhorar futuras manutenções e futuros projectos. Este
“feedback” é uma parte importante da manutenção pró-activa do programa de
RCM.
De acordo com os princípios base do RCM, podem seguir-se diversas maneiras de executar
um programa de RCM, o qual pode ser baseado em rigorosos FMEAs (Failure Modes and
Effects Analysis) com probabilidades da falha matematicamente calculadas e baseadas em
históricos ou dados de projecto, intuição ou senso comum, e/ou dados experimentais com
modelização. Estas abordagens podem ser intituladas de Clássicas, Rigorosas, Intuitivas,
Essenciais (Streamlined) ou Abreviadas. Outros termos por vezes usados para estas mesmas
abordagens são Concisas (sucinto), Optimização da Manutenção Preventiva Baseada na
Fiabilidade, e Realce da Fiabilidade. Todos estes termos são aplicáveis. A decisão de que
técnica usar, é do utilizador e deve ser baseada em:
Consequências da falha;
Probabilidade da falha;
Históricos da falha disponíveis;
Tolerância ao risco;
Disponibilidade de recursos.
No fundo existem basicamente duas linhas de pensamento para análises de RCM:
Uma das linhas (e provavelmente a mais popular) é a promovida por John Moubray no
seu livro intitulado “Reliability Centered Maintenance II”, em que o componente está
no centro de todas as decisões sobre a estratégia da manutenção a aplicar dentro do seu
contexto de funcionamento.
A outra linha de pensamento sugere que a unidade em análise é dividida em sistemas e
que somente as tarefas de RCM que mitigam as falhas do sistema são consideradas.
Considera-se sistema crítico àquele onde uma falha desse sistema causa uma falha da
unidade ou do processo. A identificação dos limites do sistema dita que os
componentes pertencem a esse sistema.

17
A primeira linha (das duas apresentadas) exposta é a do RCM Clássico/Rigoroso. Esta linha
de análise oferece mais conhecimento e dados em relação às funções do sistema. O RCM
como análise rigorosa foi o primeiro método proposto e documentado por Nowlan e Heap e
mais tarde modificado por John Moubray, Anthony M. Smith, e por outros. Este método é o
que produz a documentação mais completa de todos os métodos e por isso o mais trabalhoso
de todos. Com a aplicação deste método pode-se adiar a implementação de tarefas óbvias de
monitorização de condições.
O uso deste tipo de RCM deve ser limitado às seguintes situações:
As consequências da falha resultam em risco catastróficos para o ambiente, saúde ou
segurança e/ou determinam o fim do negócio;
A fiabilidade e o custo de manutenção associado ainda são inaceitáveis após
implementação dos outros tipos de RCM;
O sistema/equipamento é novo na organização, a manutenção praticada pela empresa
ainda é insuficiente e as funções e falhas funcionais ainda não são conhecidas.
A segunda linha exposta é o RCM Abreviado/Intuitivo/Essencial. Nesta linha a abordagem é
intuitiva e identifica e executa o óbvio, normalmente manutenção condicionada e tarefas de
análise reduzida. Põe de lado ou elimina tarefas de manutenção pouco significativas baseadas
em históricos ou em elementos fornecidos pelo pessoal da manutenção/operação. A intenção é
reduzir o tempo de análise inicial para começar a economizar o mais cedo possível, o que
ajuda a minimizar os custos de implementação do FMEA e da monitorização condicionada.
Neste caso acreditar em registos históricos e em conhecimentos fornecidos pelas pessoas pode
induzir em erros no processo, que pode conduzir a falhas escondidas (hidden failures) com
uma baixa probabilidade de ocorrência. Este processo intuitivo requer que exista pelo menos
uma pessoa que conheça completamente as várias tecnologias de monitorização por condição.
Este tipo de RCM deve ser usado quando:
A função do sistema/equipamento é bem conhecida.
A falha funcional do sistema/equipamento não resultará em perdas de vidas ou não
terá um impacto catastrófico no ambiente ou no negócio.

18
2.2 – Manutibilidade versus Cadernos de Encargos
A Manutibilidade versus Caderno de Encargos, tanto ao nível do Pré-Projecto como ao nível
do Pós-Projecto, implica uma grande responsabilidade. A empresa que compra os serviços
terá de se certificar que o equipamento, para além da produtividade e fiabilidade, terá de ter
um conjunto de conselhos e estruturas equipadas para que quando for necessário a intervenção
da manutenção (preventiva, condicionada ou correctiva) não exista mais nenhum trabalho
extra (criar condições para intervenção) a não ser a intervenção para reparação.
Em termos teóricos a Manutibilidade é a “Aptidão de um bem, sob condições de utilização
definidas, para ser mantido ou restaurado, de tal modo que possa cumprir uma função
requerida, quando a manutenção é realizada em condições definidas, utilizando
procedimentos e recursos prescritos (NP EN 13306)” (Instituto Portugês da Qualidade, 2007).
O Caderno de Encargos, não estando normalizado o seu conceito, pode considerar-se que seja
“um documento contratual que descreve o que é esperado do Mestre de Obra pelo
Contratante, sendo o Mestre de Obra a entidade escolhida pelo cliente para realizar a obra, nas
condições de prazo, qualidade e custos fixados por este último em conformidade com um
contrato, e o Contratante é o cliente que está a comprar o serviço/equipamento (Kioskea.net).
2.2.1 – Manutibilidade versus Cadernos de Encargos Pré-Projecto
Depois de explicar no que consistiam os dois termos acima enunciados, chegou a altura de
dividir em dois campos ligeiramente diferentes estes dois conceitos. Os campos identificados
neste trabalho são os de Pré-Projecto e de Pós-Projecto, onde se devem seguir posturas
totalmente diferentes bem como especificações.
Na fase de Pré-Projecto, quando se está a efectuar levantamentos sobre o equipamento que é
pretendido, levando em conta os níveis de produção pretendidos, custos de manutenção,
custos de admissão, eficiência na função, etc, terá de ter-se em atenção um outro conceito que
tem tanto ou mais significado que os enunciados atrás.

19
Os projectistas ou responsáveis pela compra do equipamento devem ter em conta as condições
de manutibilidade do equipamento a adquirir, baseando-se no local onde irá ficar instalado (se
estará ou não sob um ambiente corrosivo), condições e produtos com os quais irá trabalhar
(exemplo se estará em contacto com produtos agressivos) e baseando-se nisso, irá haver uma
vasta gama de equipamentos fornecidos pelas mais diversas empresas que tentam responder
da melhor forma ao que é pretendido.
No Caderno de Encargos, devem estar mencionadas todas as condições de manutibilidade
pretendidas pela empresa com o produto, isto é, deve ir especificado que o produto comprado
para o fim desejado, deve ter uma periodicidade de manutenção de intervenção (mencionar o
número baseado na experiência anteriormente adquirida com equipamentos semelhantes ou
tentar inteirar-se de empresas que utilizam esses equipamentos), todos os acessos e condições
para essa intervenção deveram ser criados e instalados no acto da montagem e entrega do
equipamento, deve ser fornecido o livro de manutenção do equipamento, onde venha
descriminado, todos os passos a seguir para efectuar as diferentes tarefas de manutenção,
todos os passos referentes a troca de componentes do equipamentos, com as tolerâncias de
afinações pretendidas pelo fabricante e por último no livro de manutenção deve ter
mencionado o plano de manutenção preventiva, mencionando todos os componentes críticos
que devem ser seguidos mais de perto bem como a sua periodicidade. Um outro documento
que deve vir com o equipamento, se não for mencionado no caderno de encargos não será
fornecido pelo fornecedor, é a Documentação da Qualidade. Nesta documentação virá
descriminado todos os materiais utilizados no fabrico do equipamento bem como todos os
testes (fissuração, radiografia, líquidos penetrantes, etc.) efectuados antes de dar o
equipamento como apto para entrega.
Se o Caderno de Encargos englobar todos estes passos, será muito mais difícil para as
empresas fornecedoras de equipamentos poderem fugir às obrigações técnicas e legais (desde
a entrega dos documentos necessários, aos requisitos de uma instalação correcta, para que as
posteriores intervenções de manutenção se possam fazer adequadamente) e assim garantir
que, entre outras vertentes, as questões de manutibilidade fiquem salvaguardadas.

20
Olhando agora a outra parte da questão, da aquisição do equipamento, e levando apenas em
linha de conta o rendimento pretendido e as quantidades/qualidades exigidas pelo Contratante,
está-se a efectuar uma compra que, na gíria, é chamada de chave na mão. Neste caso a
empresa compra o equipamento (e o respectivo serviço de montagem), baseando-se apenas no
rendimento pretendido, isto é, a compra é efectuada com base nas condições oferecidas pelo
fornecedor face aos requisitos produtivos do equipamento, sem atender aos requisitos de
manutenção que proporcionam esse mesmo rendimento. No mundo actual em que vivemos,
onde a diminuição de gastos e o aumento de lucros é cada vez mais a meta a alcançar de ano
para ano, é importante todo o dinheiro que se puder poupar, incluindo a utilização de
componentes de menor qualidade, o que implica o fornecimento à posteriori (fora do contrato
de aquisição com equipamento/serviço), de componentes essenciais para as futuras
intervenções de manutenção. Estes componentes, para além de poderem ficar posteriormente
mais valorizados (devido às circunstâncias do mercado ou à inflação) podem ainda implicar
paragens de produção que, no final, poderão originar custos globais, directos e indirectos, que,
na altura da aquisição do equipamento/serviço, não eram transparentes.
Assim, a realização de um caderno de encargos rigoroso, obriga a que o equipamento
proposto apresente a qualidade inicialmente pretendida e que a equipa de manutenção da
empresa possa vir a intervir no equipamento dispondo de todos os dados e acessórios
disponíveis para que as intervenções sejam rápidas e eficazes.
2.2.2 – Manutibilidade versus Cadernos de Encargos Pós-Projecto
O Caderno de Encargos realizado nesta fase, Pós-Projecto, pode englobar dois campos de
aplicação. Um dos campos tende na sua realização, para a melhoria das condições de
manutibilidade, isto é, após o projecto realizado e entregue pela empresa fornecedora, a
manutenção vê-se na incumbência de efectuar alterações ao projecto inicialmente. Neste
sentido irá haver um acréscimo de custos que na altura de aquisição do equipamento não
estava pensado. Este novo caderno de encargos irá ter contido todas as especificações das
alterações ou instalações novas que terão de ser efectuadas.
21
O outro campo onde o Caderno de Encargos é uma peça fundamental é na altura de efectuar
uma manutenção de intervenção. Na actualidade, é normal comprar serviços de manutenção a
empresas externas do que estar a efectuar essa mesma manutenção com pessoal da casa,
primeiro porque cada vez mais as empresas têm menos recursos humanos e segundo porque
efectuando uma preparação cuidada, é possível e compensável comprar o serviço.
Esta preparação engloba uma recolha de dados para cada serviço independente (levar em
conta os equipamentos e efectuar um relatório sobre cada um para no final ter um Caderno de
Encargos geral sobre os equipamentos que necessitam de ser intervencionados). Esse Caderno
de Encargos terá de conter toda a informação do equipamento, desde desenhos a
procedimentos de intervenção relevantes para a empresa contratada.
Este Caderno de Encargos, para esta última situação, é efectuado pelos preparadores da
manutenção, que são os mais indicados para a operação. Um dado importante a mencionar,
para além dos acima mencionados, tem a ver também com a manutibilidade necessária para
efectuar a reparação. Esta manutibilidade deve estar bem explícita no Caderno de Encargos,
identificando se é necessário que a empresa contratada forneça os componentes que irão ser
trocados ou se é a empresa contratante que os fornecerá, se é necessária a instalação de
equipamentos externos para proceder à reparação e a quem se irá incumbir esses custos entre
outros.
Para estes casos, todos os pormenores são relevantes, para quando houver a reunião com as
empresas prestadoras desses serviços, estas fiquem com uma ideia clara do que é pretendido e
depois não haja valores absurdos a serem cobrados por tarefas que não foram mencionadas
anteriormente no Caderno de Encargos.
2.2.3 – Manutibilidade Versus Cadernos de Encargos na Empresa Celbi
Na empresa Celbi, o Caderno de Encargos é elaborado (no caso da sua aplicação no pós-
projecto) muito minuciosamente, para que este contenha toda a informação importante para a
empresa contratada. No final do Caderno estar efectuado, este é entregue a algumas empresas
anteriormente seleccionadas, para que analisem e efectuem uma proposta para o que é pedido
22
no documento. Depois, com base nas propostas apresentadas (de salientar se houver várias
tarefas num mesmo Caderno de Encargos, as empresas deveram apresentar valores para cada
tarefa) e levando em conta outros dados internos, a empresa contratará a que melhor se
enquadrará para efectuar o serviço. No caso da empresa contratada efectuar algo que não
esteja contratado, a empresa Celbi tem sempre um documento em que pode comprovar todo o
serviço contratado e sobre o qual pagará, podendo assim exigir desde a qualidade de trabalho
ao tempo de execução.
2.3 – Normalização em Manutenção
A utilização de normas quer nacionais quer internacionais é sinónimo da aplicação de um
modelo comum para o funcionamento de determinado tipo de processo que obedece a
pressupostos que cumprem requisitos pré-definidos numa perspectiva dialogante entre
processos homólogos.
A normalização é uma ferramenta poderosa na auto-disciplina dos agentes activos dos
mercados.
Uma norma é considerada uma referência idónea do mercado a que se destina, sendo, por
isso, usada nos processos: de legislação, de acreditação, de certificação, de metrologia, de
informação técnica e, até por vezes, nas relações comerciais Cliente - Fornecedor.
A aplicação das normas é voluntária, sendo uma das razões da sua aplicação a
competitividade no mercado e a outra a oportunidade que proporcionam em redesenhar os
processos numa perspectiva de melhoria.
O Instituto Português da Qualidade (IPQ) é a entidade nacional responsável pela coordenação,
gestão geral e desenvolvimento do Sistema Português da Qualidade (SPQ), bem como de
outros sistemas de qualificação no domínio regulamentar, que lhe sejam conferidos por lei. As
normas, de uma forma geral, são compostas por um prefixo alfabético, seguido por um código
numérico. O prefixo das Normas Portuguesas é NP mas, para além destas, existem Normas
Portuguesas que adoptam uma norma europeia e, nesse caso, designam-se por NP EN.

23
Também existe o caso em que a norma portuguesa adopta uma norma europeia que, por sua
vez, resultou da adopção de uma norma internacional. Neste caso, fica NP EN ISO, sendo a
norma internacional ISO a adoptada pela Norma Europeia e depois adoptada pela Norma
Portuguesa.
No site do IPQ pode ler-se que “são consideradas Normas Portuguesas as NP, NP EN, NP EN
ISO, NP HD, NP ENV, NP ISO, NP IEC e NP ISO/IEC; também são consideradas Normas
Portuguesas todas as EN, EN ISO, EN ISO/IEC e ETS integradas no acervo normativo
nacional por via de adopção”, levando em conta o que foi dito anteriormente, adicionando que
todas as Normas Europeias também são consideradas como Normas Portuguesas (Instituto
Portugês da Qualidade, 2007) (Spínola, 2007).
Na elaboração das Normas Portuguesas deve ser tido em consideração as regras que
concernem à sua estrutura e redacção, as quais se encontram estabelecidas nas normas NP
1:1996, NP 2:1996 e NP 3:1996.
Um das entidades normalizadoras mais importantes para a indústria é a ISO (International
Organization for Standardization). Esta Entidade teve o seu começo no inicio do século XX,
destacando-se os estudos de Frederick Taylor visando racionalizar as etapas de produção que,
por sua vez, foram aproveitadas, com sucesso, por Henry Ford, que as implementou uma
linha de montagem.
A padronização internacional começou pela área electrónica, com a constituição, em 1922, da
International Electrotechnical Commission (IEC). Seguindo o exemplo da área electrónica,
em 1926, foi fundada a International Federation of the National Standardizing Associations
(ISA), com ênfase na Engenharia Mecânica. A ISA não teve longa duração, tendo cessado as
suas actividades durante a Segunda Guerra Mundial, em 1942.
Com o final deste conflito, em 1946, representantes de 25 países reuniram-se em Londres e
decidiram criar uma nova organização internacional, com o objectivo de “facilitar a
coordenação internacional e unificar os padrões industriais”. À nova organização foi dado o
nome de Organização Internacional de Normalização (International Organization for

24
Standardization ISO), tendo iniciado oficialmente as suas operações em 23 de Fevereiro de
1947 com sede em Genebra, Suíça.
Com a acentuada globalização verificada na década de 80, aumentou-se a necessidade de
novas normas internacionais, nomeadamente a partir da criação da União Europeia. Em 1987
o governo britânico persuadiu a Organização Internacional de Normalização (ISO) a adoptar a
BS 5760 (BS – British Standard) como uma norma padrão internacional. A BS 5750 tornou-
se a ISO 9000.
A norma ISO 9000:1987 (por ter sido criada em 1987), tinha estrutura idêntica à norma
britânica BS 5750, mas era também influenciada por normas existentes nos Estados Unidos da
América e por normas de defesa militar ("Military Specifications" - "MIL SPECS").
A ISO 9000:1987, subdivide-se em três modelos de gestão da qualidade, conforme a
natureza das actividades da organização:
ISO 9001:1987 - Modelo de garantia da qualidade para design, desenvolvimento,
produção, montagem e prestadores de serviço - aplicava-se a organizações cujas
actividades eram vocacionadas para a criação de novos produtos.
ISO 9002:1987 - Modelo de garantia da qualidade para produção, montagem e
prestação de serviço - compreendia essencialmente o mesmo objectivo da anterior,
mas sem abranger a criação de novos produtos.
ISO 9003:1987 - Modelo de garantia da qualidade para inspecção final e teste -
abrangia apenas a inspecção final do produto e não se preocupava como o produto era
feito.
Ao longo dos anos, esta norma tem sofrido sucessivas alterações e melhoramentos, sendo a
última versão a ISO 9001:2008. Esta versão foi aprovada nos finais do ano 2008, e apresenta
uma maior compatibilidade com a família da ISO 14000; as alterações realizadas trouxeram
maior compatibilidade para as suas traduções e consequentemente um melhor entendimento e
interpretação do seu texto.

25
Outra importante alteração nesta versão foi o sub-ponto 1.2 que introduz o conceito de
exclusões. Este ponto permite que requisitos da norma que não sejam aplicáveis devido a
características da organização ou dos seus produtos sejam excluídos, desde que devidamente
justificados. Desta forma, garante-se o carácter genérico da norma e a sua aplicabilidade para
qualquer organização, independente do seu tipo, tamanho e categoria de produto.
Ocupando um lugar tão importante na sociedade, a ISO, bem como a DIN (Deutsches Institut
für Normung), cimentaram a sua posição no mercado atraves do mercado Alemão. A entidade
DIN foi criada em Dezembro de 1917, tendo tido uma grande contribuição de Deutscher
Werkbund, atendendo a que esta entidade nasceu segundo as suas ideias. A criação da norma
DIN tinha como principal função a de eliminar o abismo existente entre artesãos, indústria e
artistas provocado pela substituição da manufactura durante a revolução industrial. Artistas,
politicos, arquitectos, industriais, entre outros, fundaram, em Outubro de 1907, em Munique,
o Deutscher Werbund ou Federação Alemã de Oficios, que dos seus frutos há a referenciar a
criação da escola Bauhaus em 1919 e as normas DIN. Inicialmente DIN eram as iniciais de
Normas Industriais Alemãs (Deutsch Industrie Normung). Em meados do ano 1920,
reconheceu-se, no entanto, que as normas abrangiam não somente produtos industriais e, hoje,
DIN é a sigla do Instituto Alemão de Normalização (Deutsches Institut für Normung) com
sede em Berlim.
A primeira norma DIN referia-se à fabricação de pinos de beliche, mas a mais conhecida é a
DIN 476, elaborada em 1922, que regulamenta os formatos de papel. Daí o nome DIN A4, ou
seja, um rectângulo com relação entre os lados de 1√2
. Como explica o instituto DIN, a
cooperação com o Deutscher Werkbund foi bastante estreita, estando Peter Behrens e
Hermann Muthesius no subcomité de normas construtivas.
A empresa Celbi não segue uma norma em concreto, mas sim várias normas associadas ao
ponto de aplicação. No que respeita à segurança interna, segurança florestal e qualidade,
segue as normas ISO, designadamente a norma ISO 9000:2008.
Na manutenção, no que respeita a consumíveis (materiais usados na manutenção de
equipamentos e componentes de reserva), seguem-se vários tipos de normas, um pouco de

26
acordo com cada fabricante. Há anos atrás, a empresa seguia essencialmente a norma DIN no
que respeita a parafusos, porcas, etc. A nível das juntas, por exemplo, já se seguia a norma
SSG (Standard Solutions Group). A nível de tubos eram utilizadas as normas ANSI
(American National Standards Institute) na maioria da fábrica, seguindo-se exaustivamente
todas as regras desta norma (ângulos das curvas, comprimentos, apoios das tubagens) mas, no
que respeitava a tubagens para as caldeiras, onde o fluido principal era o vapor, a norma já
não era a ANSI, mas sim a BS (norma britânica). A justificação para esta alteração
relacionava-se com o facto desta norma fornecer essencialmente a indústria do petróleo e, por
isso, estar um pouco mais adequada ao fabrico destes componentes. Todas as regras atrás
mencionadas eram rigorosamente seguidas, indo-se ao pormenor de identificar sucintamente
as válvulas e criar-se estruturas internas para identificação das mesmas.
Actualmente, esta regra já não é tão linearmente seguida, um pouco pela globalização em que
cada vez mais se procura o mais barato e também devido aos fornecedores especializados
estarem um pouco distribuídos pelo globo. Devido a esta situação, em que se têm
fornecedores, tais como, por exemplo, os americanos, estes seguem as normas internas do país
que, neste caso, é a norma AISI (American Iron and Steel Institute).
2.4 – Planeamento da manutenção
No planeamento da manutenção, o documento que maior importância tem é a Ordem de
Trabalho (OT) que, na Celbi tem a designação de Ordem de Execução (OE). A OT tem de
seguir alguns requisitos, para poder corresponder às exigências de informação necessárias a
cada intervenção da manutenção:
Identificar bem o objecto de manutenção (equipamento);
Descriminar todos os passos a seguir para a execução da intervenção;
Identificar todos os materiais de reserva necessários à intervenção;
Identificar todas as ferramentas necessárias à execução;
Identificar e providenciar toda a documentação que seja relevante para a execução da
intervenção;
Prever o tempo necessário para a execução.

27
Os requisitos precedentes são os mais importantes, no que diz respeito ao planeamento de
uma OT, podendo haver outros que não estejam mencionados acima mas que podem
acompanhar a OT para uma melhor caracterização.
Para que a informação necessária ao planeamento de uma OT esteja disponível é necessário,
anteriormente, proceder ao levantamento de todos os equipamentos instalados, as suas
características, as peças de reserva necessárias, etc.
Nas empresas mais desenvolvidas, estas tarefas são desempenhadas por equipas do serviço de
planeamento, que têm, na maioria dos casos, à sua disposição um sistema informático de
Gestão da Manutenção, no qual são armazenadas todas as informações, tais como,
características do equipamento, peças de reserva, número de equipamentos iguais instalados,
etc., recolhidas pela equipa de planeamento e que são relevantes para a actividade da
manutenção. É neste sistema que se faz, igualmente, o tratamento e gestão das OTs.
A identificação do equipamento é o primeiro passo na preparação da OT. É muito importante
ter uma caracterização concisa do equipamento, identificar as peças-de-reserva e os
componentes de maior desgaste. Todos estes dados são fornecidos pelo fabricante, o qual
também fornece o livro de manutenção geral do equipamento.
Alguns termos usados anteriormente, tais como localização, equipamento, código de
identificação, peças de reserva, rotáveis, merecem ser abordados com mais detalhe.
Numa unidade fabril com milhares de equipamentos instalados é necessário existir um
processo para identificação imediata, para que todos os que nela trabalham, possam situar
facilmente o local onde se encontra cada equipamento.
Aparece assim a necessidade de atribuir uma “Localização”, na qual podem estar envolvidos
diversos equipamentos de tipos diferentes. Vai-se considerar um exemplo (fictício) de uma
bomba centrífuga:
732-0075 Bomba de recirculação de água fria

28
Através desta identificação, para além de se saber qual o fluido que passa na bomba, sabe-se
que se encontra na área 732 (Bombagem de água fria) e que lhe foi atribuído o número
sequencial 0075. No entanto, para funcionar, a bomba é accionada por um motor eléctrico que
é alimentado por um quadro eléctrico através de uma “gaveta” dimensionada para a sua
potência.
Assim, reformulando a localização tem-se:
732-0075 Bomba de recirculação de água fria.
o 732-QD-0075.01Gaveta para a bomba de recirculação de água fria.
o E732-MOT-0075.02Motor para a bomba de recirculação de água fria.
o M732-0075.50 Bomba para a bomba de recirculação de água fria.
o M732-0075.51Suporte Rolamentos para a bomba de recirculação de água
fria.
Quando qualquer OT é criada e emitida para esta bomba, é referido qual o elemento que vai
ser intervencionado, por exemplo, E732-MOT-0075.02 (se for o motor) ou M732-0075.50 se
for a bomba.
O equipamento bomba possui componentes que têm que ser tratados separadamente: a vóluta,
o conjunto rotativo (rotor +suporte rolamentos+retentor mecânico), o acoplamento, etc.
Depois de analisadas as características de cada componente, é-lhes atribuído um código
identificativo: código de artigo.
Aos componentes mais complexos, tais como, suporte de rolamentos (conjunto constituído
por veio, rolamentos, retentores mecânico) é atribuída identificação própria (3GSR0001 por
exemplo), pese embora cada elemento do conjunto ter código de artigo. Pretende-se, assim
evitar perdas de tempo a montar o conjunto sempre que for necessário (pré-montagem).
A cada equipamento identificado, mesmo os que se encontram em armazém, é alocada uma
ou várias localizações. Assim, para cada suporte de rolamentos, por exemplo, sabe-se
exactamente quais as localizações que podem possuir cada conjunto quando em
29
funcionamento. Também o inverso é possível saber, isto é, para um determinado suporte de
rolamentos em funcionamento é possível saber quais as localizações onde há um conjunto
igual em funcionamento e se há reserva em armazém (equipamento rotável).
Do exemplo atrás descrito, pode-se resumir que cada peça, per si, é um artigo com código de
artigo atribuído que permite a sua identificação inequívoca. Algumas dessas peças, quando
montadas em conjunto, formam um equipamento perfeitamente identificado e ao qual é
atribuído um código, por exemplo 3GSR0001 Suporte de Rolamentos (marca) (tipo) ou
3GR_0001 Redutor (marca) (tipo) ou 3GB_0001 Bomba (marca) (tipo).
Os códigos atribuídos a artigos (peças) ou equipamentos, para além da sua identificação, são
ainda utilizados na gestão de stocks.
Toda esta informação, na empresa CELBI, é gerida no sistema de Gestão da Manutenção
“MAXIMO”.
Com os componentes identificados e as suas relações devidamente estabelecidas ao
equipamento, quando se lança a OT para o equipamento, torna-se muito mais fácil para o
preparador identificar os componentes que irá necessitar para a execução do trabalho, saber o
que tem stock, em armazém, o que é necessário comprar, bem como os respectivos custos.
Tudo o que foi mencionado funciona bem quando se tem um programa de manutenção
associado à gestão da manutenção e de materiais da fábrica, pois só assim é possível saber em
tempo real as necessidades para os equipamentos. Com um programa informático de apoio à
gestão, é possível, através da OT, efectuar a compra de componentes que não existam em
stock em armazém, pois esta OT poderá, caso seja necessário, desencadear automaticamente
um pedido de compra, para que o Aprovisionamento proceda à aquisição do componente, e no
dia da intervenção se disponha de todos os materiais disponíveis.
Ao nível de custos da OT, com o nível de organização mencionado, torna-se fácil imputar os
custos de manutenção a cada intervenção, ou então agregar apenas os custos ao equipamento,
para que, no final, possa existir um histórico que contenha todas as intervenções, e assim seja
30
possível cruzar os dados referentes à fiabilidade do equipamento versus custos do
equipamento.
Com esta estrutura é possível imputar os custos de manutenção por área, apresentando assim
um histórico sobre as áreas mais problemáticas e, por consequência, as quais necessitam de
prestar mais atenção no sentido de minimizar os custos.
Na empresa CELBI, a gestão da manutenção, em termos genéricos, é feita de acordo com o
que foi relatado. Utiliza o programa de gestão MAXIMO a nível da manutenção, compras e
armazém. Com este programa, a empresa consegue identificar, localizar e gerir todos os
equipamentos presentes na unidade fabril.
Em termos dos equipamentos produtivos, a empresa divide-se em três áreas, o que coincide
com as mesmas áreas a nível da manutenção, as quais têm equipas de intervenção
independentes mas um chefe comum.
Cada área está dividida em localizações, que não são mais do que locais onde estão
incorporados os equipamentos necessários à produção (tanques, bombas, agitadores, etc.).
Estas localizações são depois divididas em sub-localizações, isto é, da mesma forma que
existe um equipamento e depois vários sub-equipamentos, nas localizações é análogo. Desta
forma, a manutenção mecânica e a manutenção eléctrica podem trabalhar em conjunto; a
secção de instrumentação, utiliza a raiz da localização para agrupar os seus equipamentos.
Cada localização base (também chamada de localização Pai) vai dar origem a várias
localizações secundárias (as chamadas localizações Filho). A localização base identifica o
serviço, e as localizações secundárias identificam todos os equipamentos presentes nessa
localização.
Nos últimos anos, para retirar todas as potencialidades do programa de gestão MAXIMO, tem-
se reestruturado a forma como as localizações estavam organizadas, efectuando uma
localização Filho para cada equipamento, limitando-se assim a uma localização para cada
equipamento. Com base neste programa a cada OT, à qual se chama OE (Ordem de
Execução), é possível efectuar planos de trabalho individuais. Para cada tipo de equipamentos

31
(um plano de trabalho pode servir para vários tipos de bombas, desde que sejam
geometricamente semelhantes), estes planos de trabalho ficam associados aos equipamentos e
sempre que é necessário uma intervenção é possível identificar um plano que consiga
corresponder com o que é pretendido e daí abrir uma OT/OE tendo como base o plano de
trabalho (PT). Com este programa é possível movimentar equipamentos de localizações
baseando-se nas OE/OT, ficando assim registado e atribuídos os custos referentes a essa
mudança; por exemplo, utilizando o caso da bomba, em que havia um suporte de rolamentos
de reserva e o que estava de serviço gripou os rolamentos. Neste caso irá ser aberta uma OT
para a substituição do suporte de rolamentos e depois irá ser aberta outra OT para a reparação
do mesmo. Com a primeira OT sairá uma requisição de equipamento para que se possa
levantar o suporte de rolamentos em armazém e colocar na instalação, assim, é possível
incumbir os custos do equipamento a uma secção ou área. A segunda OT será a que irá
reparar o suporte de rolamentos que se danificou, sendo efectuada uma requisição para tirar o
equipamento da localização onde estaria a funcionar e colocado em oficina para reparação.
No final da reparação (onde levará componentes novos que terão de estar descriminados na
presente OT) será efectuada uma devolução deste ao armazém, para que continue a ser uma
reserva ao equipamento instalado.
Na OT efectuada para a reparação do equipamento em oficina, terão de ser bem discriminados
todos os componentes novos que o equipamento irá levar. No caso de não haver em stock esse
componente, a OT irá desencadear um pedido de compra, ao departamento de compras
(Aprovisionamento), para se efectuar o processo de compra externa do componente. Neste
caso, a OT irá ficar pendente até que todos os componentes estejam presentes e assim se possa
efectuar o trabalho.
Após a OT estar concluída e o equipamento estar entregue em armazém, ou, no caso de ser na
instalação, estar entregue à produção para que possa continuar a laborar, o responsável de
secção tem a incumbência de dar a OT como concluída e assim fechar o ciclo. É então
possível saber quanto custou a reparação/troca do equipamento.
Até ao momento tratou-se da abertura das OT e, logo de seguida, da sua realização. Contudo,
muitas vezes, o problema é identificado mas não existem condições (a produção não pode dar

32
a segurança necessária para que a manutenção possa intervir) para o departamento de
manutenção poder intervir. Neste caso, a OT é aberta e é-lhe dado um grau de prioridade,
ficando depois pendente. A utilidade em mencionar o tempo médio de intervenção é de
extrema importância. Na altura em que, por alguma razão, a produção dê condições, numa
certa localização, por um determinado intervalo de tempo para se proceder a intervenções de
manutenção, é efectuado um levantamento de todas as OT em lista de espera que podem ser
efectuadas dentro deste intervalo de tempo. Com base nesse levantamento, é possível
determinar quais são os locais onde se irá intervir e assim executar as OT correspondentes.
33
CAPITULO 3 – Problemas de manutibilidade e
soluções propostas
No âmbito de um projecto designado por C09 na CELBI, a empresa ampliou e renovou as
suas instalações da área fabril para assim poder responder melhor às solicitações de um
mercado cada vez mais exigente. As obras foram efectuadas um pouco por todas as áreas da
zona fabril, tendo tido o seu maior impacto na instalação de uma nova máquina de secagem de
pasta, de uma nova linha de preparação de madeiras, de um novo forno de cal, de uma
caldeira de recuperação, de uma turbina e da reformulação do sistema de lavagem e
branqueamento da pasta. Em paralelo com estas obras, vocacionadas para a linha de pasta,
houve também outro projecto (que acabou por ficar inserido no designado por C09, por ter
acontecido na mesma altura) que consistiu na instalação de uma central de biomassa
vocacionada para a produção de energia (instalação de um novo silo de casca, de novas linhas
de transportadores e de plataformas de alimentação de biomassa, de uma caldeira de biomassa
e de uma turbina).
Sendo um projecto (chave na mão), houve necessidade de acautelar de inicio a produção e
fornecimento de informação, por parte dos fornecedores, que após o arranque iria ser
necessário estar disponível. Refere-se aqui a manuais de instrução para a manutenção.
Nestes manuais devem constar para além de uma breve descrição sobre o funcionamento dos
equipamentos o tipo de manutenção a auferir:
Tempo entre operações de lubrificação
Tipo de óleos e/ou massas a utilizar
Identificação de peças de reserva
Instruções sobre montagem/desmontagem
Instruções sobre substituição de peças de desgaste
Etc.
34
Há no entanto alguns equipamentos para os quais tais instrumentos não existem.
No âmbito deste trabalho, o autor propôs-se efectuar um estudo para melhorar estas
condições, bem como efectuar os planos de manutenção de um grupo de equipamentos
escolhidos por responsáveis da empresa. O trabalho a realizar e os equipamentos a intervir são
os seguintes:
i. Criar condições de manutibilidade para efectuar a troca de um filtro de água nas
bombas de alimentação da caldeira de recuperação com as localizações internas de
463-001; 463-002 e 463-003 (Figura 3.1)
Figura 3.1 – Bombas de água de alimentação à caldeira de recuperação
ii. Criar condições de manutibilidade para efectuar a troca / reparação de um redutor de
accionamento do parafuso sem-fim de alimentação de biomassa com as localizações
internas de 285-020;285-021;285-022 e 285-023 (Figura 3.2).
35
Figura 3.2 – Redutores de accionamento do Sem-Fim da biomassa e Sem-Fim
iii. Criar planos de Manutenção Preventiva, Manutenção Condicionada e Planos de
trabalho para intervenção no equipamento (figura 3.3).
Figura 3.3 – Reparação do Sem-Fim

36
No âmbito deste trabalho, é projectado, para o caso da bomba de água de alimentação, um
suporte para apoiar o filtro e, simultaneamente, ter a possibilidade de ser articulado para que
assim se possa rodar a secção da tubagem onde está inserido o filtro e retirar o mesmo. Este
suporte irá estar fixado a uma viga de perfil em “I” situada por cima das bombas de
alimentação. A ligação do suporte à tubagem é efectuada através de uma garra com 2
parafusos de aperto. Este suporte terá de ter outra particularidade, que consiste em ter
capacidade e condições para elevar a secção da tubagem quando esta for desapertada, e assim
ganhar folga para que seja possível rodar a secção para retirar o filtro. Esta elevação será
conseguida através de um sistema de mola com a utilização de anilhas de mola belleville. Este
sistema tem como finalidade apoiar a manutenção na operação de limpeza/troca do filtro das
bombas e assim poder-se ganhar algum tempo com a operação (Figura 3.1).
No segundo caso, o objectivo é retirar o redutor de accionamento do parafuso sem-fim do
transportador de biomassa, sendo a ferramenta de apoio um pórtico, o qual terá como
particularidade estar fixo num apoio (na parte interior do redutor, isto é, entre o redutor e a
plataforma de protecção do redutor da biomassa), estando no outro lado assente numa
estrutura em “A”. Este pórtico será efectuado num perfil em “H”, sendo o perfil de
deslocamento em “I”, o qual irá servir de mono-carril para se poder transportar o redutor para
o corredor e depois para a oficina mecânica. Neste perfil em “I” irá ser instalado um carro
que, com a ajuda de diferenciais, irá elevar o redutor o suficiente para que este possa transpor
todos os obstáculos e, assim, ser transportado para o corredor. Neste caso, o pórtico tem como
finalidade dar condições à manutenção para, em situação de avaria do redutor, em que a única
possibilidade para a sua reparação seja fazê-la em oficina, possa efectuar o seu trabalho com
as adequadas condições técnicas e de segurança (Figura 3.2).
3.1 – Estudo e projecto do suporte para troca do filtro das bombas
O filtro em questão (F3GFL084/85/92) das bombas 463-001/-002/-003, respectivamente,
consiste num invólucro cónico com uma dimensão de DN100 x 525 mm e peso de 0,853 kg e
destina-se a filtrar eventuais objectos/partículas suspensas na água de alimentação à caldeira.

37
Este encontra-se instalado no interior de um troço, flangeado, da tubagem de aspiração das
referidas bombas.
Com base na experiência adquirida ao longo dos últimos anos e com a ajuda da equipa de
preparadores da Empresa, foi escolhido o método a utilizar no suporte para efectuar a
troca/lavagem do filtro. Definido este, tornou-se necessário escolher as espessuras e os
tamanhos dos componentes a utilizar e, mais uma vez, a experiência foi determinante nesta
vertente. Seguidamente é apresentado o suporte que se pretender instalar, sendo depois
ilustrados todos os cálculos que fundamentam a escolha dos diferentes componentes.
Figura 3.4 – Desenho 3D do suporte para troca do filtro

38
Na Figura 3.4 apresenta-se o tipo de objecto solução pretendida para instalar junto das
bombas de água de alimentação para facilitar a desmontagem do filtro. Este conjunto terá um
tubo principal de medidas Ø101.6mm com uma espessura de parede de 5mm e um
comprimento de 2030mm, que estará soldado numa chapa rectangular de medidas
500x250mm com uma espessura de 20mm. Esta chapa será furada em quatro pontos para
poder ser aparafusada ao perfil em ”I” pertencente à estrutura da caldeira para assim suportar
toda a estrutura. Na Figura 3.5 pode-se ver em mais detalhe esta ligação, utilizando um
sistema de explosão de componentes para se poderem identificar todos os componentes.
Figura 3.5 – Ligação superior da estrutura
Esta parte do conjunto estará ligada através de parafusos de DIN7990 M22x70 mm e porcas
M22 como se pode ver também na Figura 3.5. A zona inferior deste tubo terá soldada uma
ponteira através de uma zona de solda com um diâmetro máximo igual ao do tubo
(Ø101,6mm) e uma espessura de 5mm. Este diâmetro de 101,6mm sofrerá uma redução para
uma ponteira soldada a este com um diâmetro de 25mm, o qual terá um comprimento de
20mm e servirá para alojar as anilhas belleville. No seguimento desta ponteira ter-se-á um
comprimento de 50mm de rosca externa M24 onde se irá alojar uma anilha de dimensões

39
Ø65x25mm e uma espessura de 10mm, para efectuar a contra-força na mola, bem como uma
porca M24 para efectuar a fixação (figura 3.6).
Figura 3.6 – Secção inferior do suporte com as anilhas belleville e porca de fixação
Depois de analisada a parte fixa do suporte, passa-se à análise da parte móvel de todo o
conjunto. Para efectuar a ligação da parte fixa à secção do tubo onde se encontra alojado o
filtro, concebeu-se um sistema composto por um tubo com as medidas de Ø133mm por 5mm
de espessura e com um comprimento de 600mm, o qual irá trabalhar no exterior deste tubo
principal.

40
Figura 3.7 – Parte inferir do conjunto com o braço de ligação
Na Figura 3.7 pode visualizar-se o tubo externo soldado a um tubo rectangular com furação
para poder ligar a um outro tubo que irá estar ligado a uma garra para efectuar a fixação ao
tubo do filtro.
Figura 3.8 – “T” de ligação com bronzes e anilha de elevação e o braço com a garra

41
O objectivo do conjunto é de rodar cerca de 90º para assim se poder retirar o filtro da linha de
água da bomba, tendo-se concebido a colocação de dois casquilhos de bronze para assim
diminuir o atrito entre as superfícies e poder haver rotação. Na Figura 3.8 estão representados
os bronzes que se irão utilizar bem como a anilha que irá efectuar a ligação entre este
conjunto (tubo externo e braço) e as molas belleville. Os casquilhos terão as seguintes
medidas: Ø160/123x101,6x89mm com uma espessura de 10,7mm. No caso da anilha, terá as
seguintes dimensões: Ø160x26 mm com uma espessura de 10mm.
Figura 3.9 – Vistas de frente e de cima do “T” de ligação e braço
Para efectuar a ligação entre este “T” e a garra do filtro irá colocar-se um tubo de perfil
rectangular de medidas: 80x40mm e com uma espessura de 5mm e um comprimento de
569mm. Este tubo de ligação irá estar inserido dentro de um tubo também rectangular com as
seguintes medidas: 90x50mm com uma espessura de 5mm e um comprimento de 200mm.
Como se pode ver na Figura 3.9 estes dois tubos são fixados através de parafuso/porca.
Na Figura 3.10 pode ver-se a forma como será efectuada essa fixação. No plano longitudinal,
atendendo a que no tubo principal irão ser colocados dois parafusos ISO4162 de
M12x120mm, duas anilhas (uma para cada parafuso) ISO 7029 de Ø24x13mm de espessura
2,5mm e duas porcas ISO 4033 M12. Perpendicular a este plano ter-se-á um parafuso que irá

42
apenas servir de suporte guia para eliminar qualquer desalinhamento que possa acontecer.
Este conjunto de parafuso, anilha e porca será composto por parafuso ISO 4162 de 70mm,
anilha ISO 7029 de Ø24x13mm e porca ISO 4033 M12. Estes parafusos irão segurar o braço
ao resto do conjunto.
Figura 3.10 – Estrutura de fixação do braço com o “T”
O tubo rectangular do braço (de 80 x 40 mm) é aparafusado numa das extremidades e, na
outra, soldado a metade de garra, como se pode visualizar na Figura 3.11.
Figura 3.11 – Ligação do braço com a garra
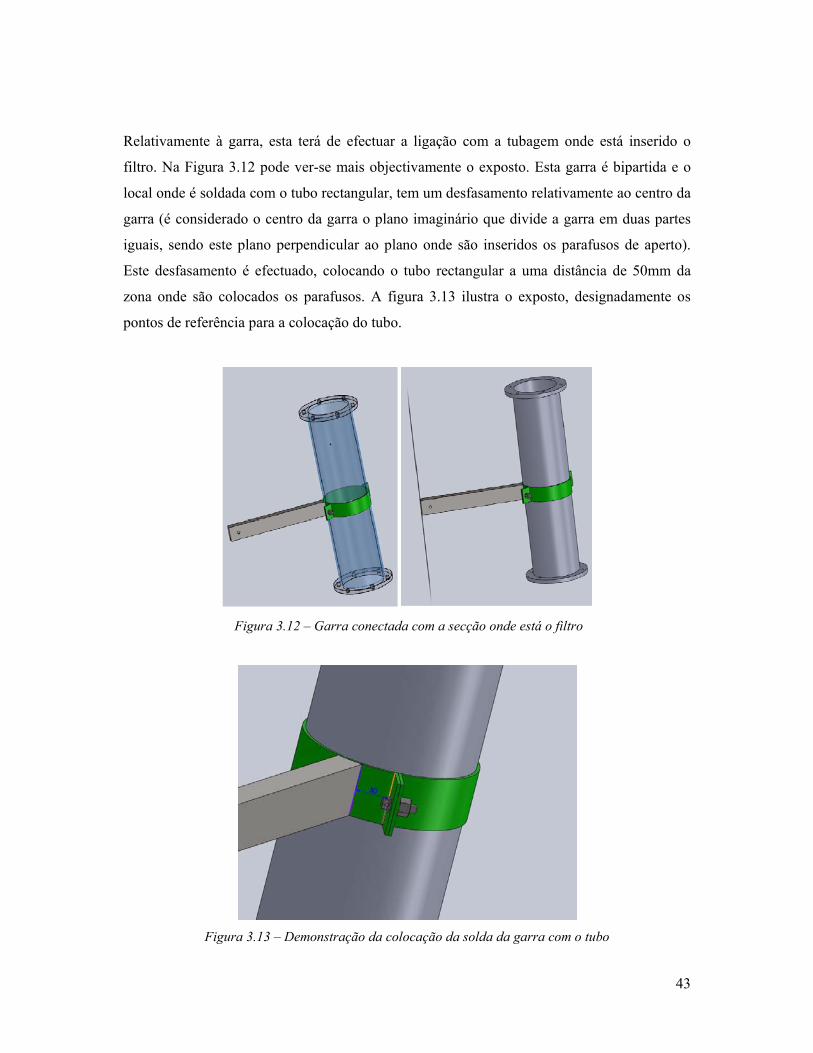
43
Relativamente à garra, esta terá de efectuar a ligação com a tubagem onde está inserido o
filtro. Na Figura 3.12 pode ver-se mais objectivamente o exposto. Esta garra é bipartida e o
local onde é soldada com o tubo rectangular, tem um desfasamento relativamente ao centro da
garra (é considerado o centro da garra o plano imaginário que divide a garra em duas partes
iguais, sendo este plano perpendicular ao plano onde são inseridos os parafusos de aperto).
Este desfasamento é efectuado, colocando o tubo rectangular a uma distância de 50mm da
zona onde são colocados os parafusos. A figura 3.13 ilustra o exposto, designadamente os
pontos de referência para a colocação do tubo.
Figura 3.12 – Garra conectada com a secção onde está o filtro
Figura 3.13 – Demonstração da colocação da solda da garra com o tubo

44
A justificação para a existência deste desfasamento tem a ver com a facilidade de
aproximação da garra com a secção do tubo. Colocada a garra da forma ilustrada e colocado
todo o conjunto no sítio, basta apenas rodar o braço até encontrar a secção do tubo e, neste,
bastará colocar a outra metade da garra e efectuar o aperto. Na figura 3.14 são apresentadas
duas vistas explodidas do exposto, ilustrando-se como através da rotação do braço se pode
encontrar a secção do filtro e assim efectuar o acoplamento.
Figura 3.14 – Braço com apresentação em explosão da garra
Na figura 3.14 são ainda apresentados os parafusos de fixação da garra à secção do tubo, a
qual será efectuada recorrendo a parafusos ISO 4162 M16x40mm, anilhas ISO 7090 com as
medidas Ø30x17mm com uma espessura de 3mm e, por fim, uma porca ISO 4033 M16.
No final da montagem efectuada, o conjunto deverá apresentar o aspecto ilustrado na figura
3.15.

45
Figura 3.15 – Conjunto completo com secção do filtro
Para que fique mais claro a utilidade e a forma como o suporte do filtro irá trabalhar,
apresenta-se a figura 3.16.
Figura 3.16 – Conjunto completo, com a bomba e o suporte para troca de filtro

46
Na figura 3.16, é possível visualizar a bomba com o suporte de troca do filtro e também o
filtro (encontra-se a vermelho, estando a secção tubular de alojamento do filtro a
transparente).
Figura 3.17 – Vista da bomba com o suporte para troca do filtro
Na figura 3.17, é possível visualizar numa perspectiva diferente a colocação do suporte para a
troca do filtro e da bomba.
Figura 3.18 – Perspectivas da posição da secção tubular do filtro para a sua troca
47
Na figura 3.18, é possível visualizar a posição onde ficará a secção tubular onde está o filtro
para que seja trocado. É possível ver que com a ajuda do suporte de troca, a secção tubular irá
ficar lateralmente à bomba, permitindo assim que todo o trabalho seja efectuado lateralmente
à bomba.
3.1.1 – Cálculo do Suporte para Troca de Filtro
Sendo a parte no braço a zona mais frágil do dispositivo (Figura 3.9), começa-se por verificar
se os cálculos referentes ao tubo escolhido correspondem ao que é requerido. Para efectuar o
estudo isola-se uma secção do conjunto, tendo que se levar em consideração as reacções
resultantes deste isolamento da peça. Considerando então o braço, tem-se que este irá estar
encastrado nos extremos da secção do “T”. Efectuando uma primeira análise a estes dois
pontos, poderá concluir-se que estão expostos a momentos flectores e a esforços axiais. No
caso de se considerarem estes pontos como encastrados, deveria considerar-se que estariam
expostos também a esforços de tracção; mas na realidade, na peça em questão isso não
acontece, pois esta tem movimento segundo o eixo [A, B]. Como estes pontos não irão ser
críticos, e a zona inicialmente a estudar é a zona de ligação entre o tubo rectangular e o tubo
circular, poderão considerar-se estes dois pontos da secção “T” como encastrados, pois não
irão afectar os resultados.
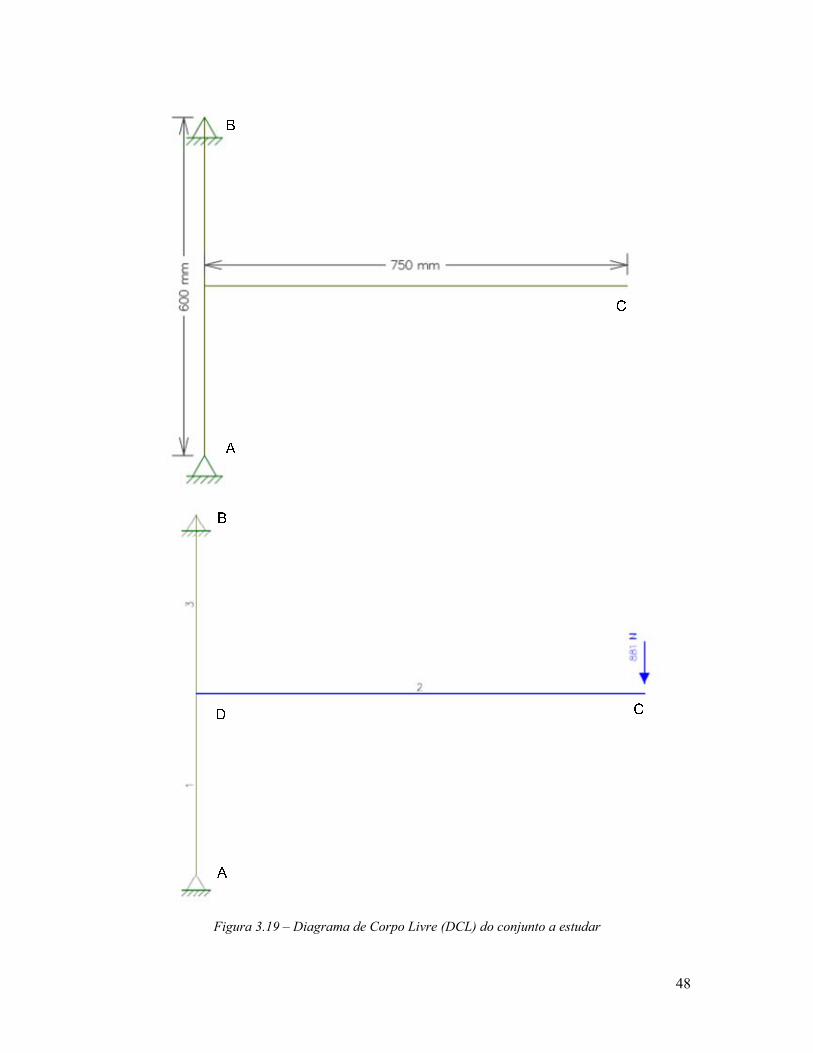
48
Figura 3.19 – Diagrama de Corpo Livre (DCL) do conjunto a estudar

49
A figura 3.19 ilustra o Diagrama de Corpo Livre (DCL) da estrutura a estudar, representando
esquematicamente os apoios a estudar na estrutura. No primeiro desenho está representado o
diagrama com as medidas consideradas e, no segundo, com a aplicação da força
correspondente.
Figura 3.20 – Diagrama de Corpo Livre (DCL) das reacções provocadas pela Força de 880,8N
A figura 3.20 ilustra as reacções que a estrutura irá ter no tubo circular (mais concretamente
nos apoios “A” e “B”), provocando uma força axial em cada ponto.
3.1.1.1 – Tubo rectangular 90 x 50 mm, ponto “D”
Os seguintes cálculos terão como elemento-chave o ponto “D” que, dentro desta estrutura,
será, à priori, o mais crítico.
Os dados do problema são os seguintes: 750
80 800 8,08 80,8

50
O cálculo do Momento flector (Mf) é feito da seguinte maneira:
880,8
750 880,8880,8
660,6 10 .
Sendo,
dDC Distância do Braço
F Força Aplicada na Estrutura
Pf Peso do Filtro
Pg Peso da Estrutura da Garra
FD Esforço de Corte Resultante Aplicada em “D”
MfD Momento Provocado pela Força “F”
Calculadas as forças no ponto “D”, vão-se efectuar os cálculos para a barra [A, B].
Quer na barra [A, D] quer na barra [D, B] irá ter-se um esforço transverso provocado pelo
momento resultante em “D”. A intensidade dessa força é dada por:
660,6 10 600 1101
Utilizando a opção “Ftool”, pode confirmar-se o que acima foi calculado, como se observa na
figura 3.21:

51
Figura 3.21 – Diagrama dos Esforços Transverso nas Barras e Momentos Flectores
A figura 3.21 vem confirmar todos os cálculos anteriormente realizados para os pontos em
questão. Pode verificar-se que o ponto “D” é o mais solicitado nesta estrutura (de alertar que
neste ponto estão apenas a verificar-se os esforços nos pontos A, B e D, não se estando a levar
em consideração os pontos de concentração de tensões).
O cálculo da Tensão de flexão (Tf1) para o tubo rectangular de maior dimensão é feito da
seguinte maneira:

52
Figura 3.22 – Desenho de perfil do tubo rectangular
Dados do tubo:
50 90172,369
1,33 10
660600
1,33 1045 22,35
Sendo,
a Largura do perfil
b Altura do Perfil
Momento de Inércia
Tensão de Flexão 1
Tensão de cedência do material
Distância do Centro de Gravidade (CG) às Fibras mais Tencionadas

53
O cálculo da tensão de corte para a secção atrás considerada é feito da seguinte
maneira:
Sendo
ã á 1
á çã
ç
çã ç 2
Á
â á ′′ ′′
Momento de Inércia
Como a peça é um tubo rectangular simétrico, basta apenas considerar metade da secção
(Figura 3.23), pois a tensão máxima é exercida na zona central. Assim, tem-se:
Figura 3.23 – Desenho de perfil de metade do tubo rectangular para cálculo da
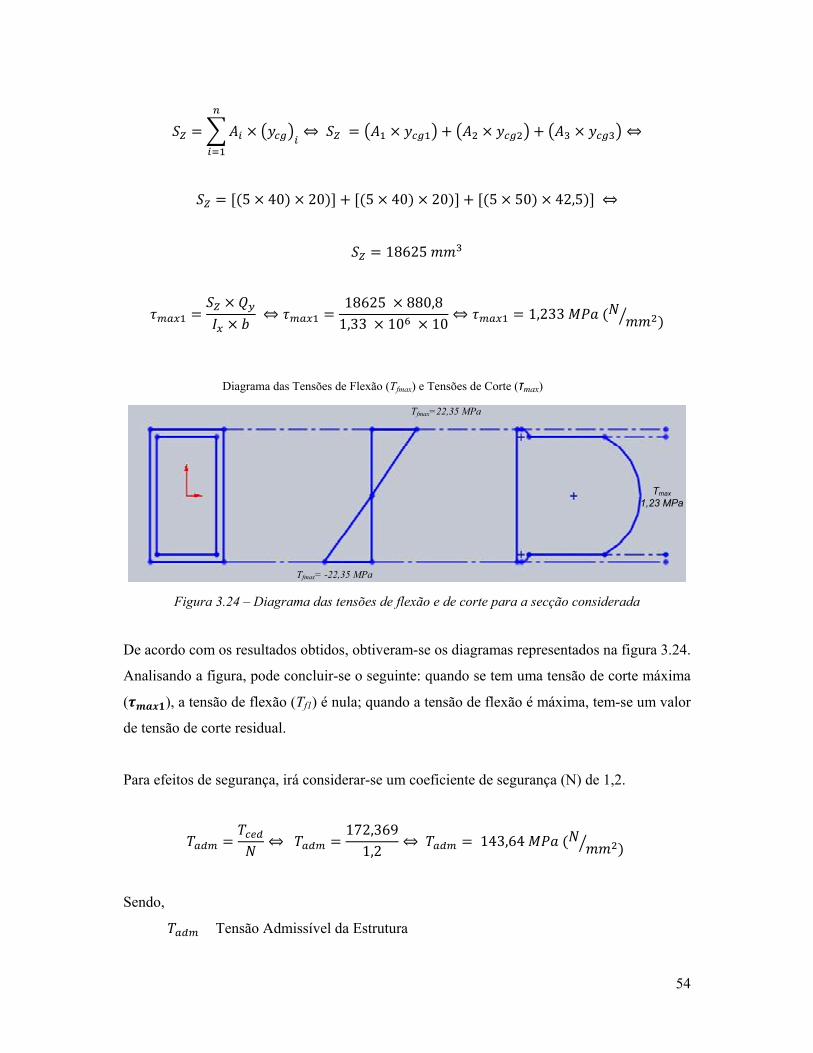
54
5 40 20 5 40 20 5 50 42,5
18625
18625 880,8
1,33 10 101,233
Diagrama das Tensões de Flexão (Tfmax) e Tensões de Corte (τmax)
Tfmax=22,35 MPa
Τmax
1,23 MPa
Tfmax= -22,35 MPa
Figura 3.24 – Diagrama das tensões de flexão e de corte para a secção considerada
De acordo com os resultados obtidos, obtiveram-se os diagramas representados na figura 3.24.
Analisando a figura, pode concluir-se o seguinte: quando se tem uma tensão de corte máxima
( ), a tensão de flexão (Tf1) é nula; quando a tensão de flexão é máxima, tem-se um valor
de tensão de corte residual.
Para efeitos de segurança, irá considerar-se um coeficiente de segurança (N) de 1,2.
172,369
1,2 143,64
Sendo,
Tensão Admissível da Estrutura

55
Tensão de cedência do Material (propriedade do material)
Coeficiente de Segurança
Para concluir este estudo, tem que se calcular a Tensão Equivalente e verificar se esta é
inferior à . Se esta situação se confirmar, significa que a estrutura suporta perfeitamente
os esforços aos quais irá ser solicitada. Para o cálculo da tensão equivalente irá seguir-se o
critério de Vin Mises que, para as presentes condições, vem:
3 22,35 3 1,233
22,45
Para que a estrutura tenha a rigidez mecânica adequada, tem que se verificar a condição de
, a qual se demonstrou existir pelos cálculos anteriores.
3.1.1.2 – Tubo rectangular 80 x 40 mm, ponto “E”
O braço do dispositivo em discussão no item anterior não é todo da mesma dimensão,
atendendo a que tem uma redução de tamanho (passa-se de um tubo 90x50mm para um tubo
de 80x40mm), passando a ter-se uma zona mais desfavorável, que se situa a uma distância
de 550mm do local onde é aplicada a força. Utilizando os dados anteriores e sabendo o ponto
onde ocorre a diminuição de dimensão tem-se:
880,8 550 484440 .
Recorrendo novamente à ferramenta “FTool” para a demonstração do Diagrama dos
Momentos Flectores obteve-se:
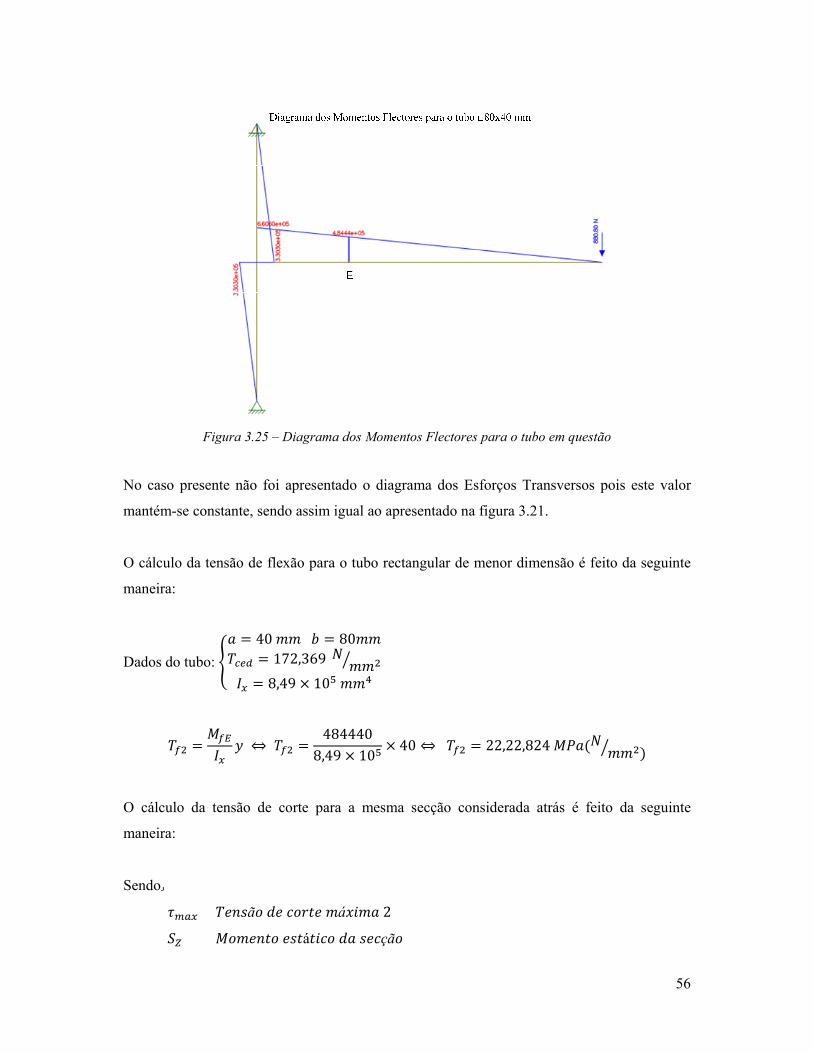
56
Figura 3.25 – Diagrama dos Momentos Flectores para o tubo em questão
No caso presente não foi apresentado o diagrama dos Esforços Transversos pois este valor
mantém-se constante, sendo assim igual ao apresentado na figura 3.21.
O cálculo da tensão de flexão para o tubo rectangular de menor dimensão é feito da seguinte
maneira:
Dados do tubo:
40 80172,369
8,49 10
484440
8,49 1040 22,22,824
O cálculo da tensão de corte para a mesma secção considerada atrás é feito da seguinte
maneira:
Sendo
ã á 2
á çã

57
ç
çã ç 2
Á
â á ′′ ′′
Momento de Inércia
Como a peça é um tubo rectangular simétrico, basta considerar apenas metade da secção, pois
a tensão máxima é feita na zona central. Assim tem-se:
Figura 3.26 – Desenho de perfil de metade do tubo rectangular para cálculo da
5 35 17,5 5 35 17,5 5 40 37,5
13625

58
13625 880,8
8,49 10 101,414
De acordo com estes cálculos, os diagramas das tensões de flexão e das tensões de corte são
as ilustradas na figura 3.27.
Diagrama das Tensões de Flexão (Tfmax) e Tensões de Corte (τmax)
Tfmax=22,82 MPa
Τmax
1,41 MPa
Tfmax= -22,82 MPa
Figura 3.27 – Diagrama das tensões de flexão e de corte para a secção considerada
De acordo com a figura 3.24, verifica-se que os pontos de maior tensão são os mesmos.
Tendo-se aumentado ligeiramente a intensidade destes relativamente aos cálculos atrás
efectuados para o tubo de maiores dimensões.
Considerando a 143,64 , vai-se agora verificar se .
Para isso vai-se utilizar o critério de Vin Mises:
3 22,824 3 1,414
23
Tal como acima se provou que .
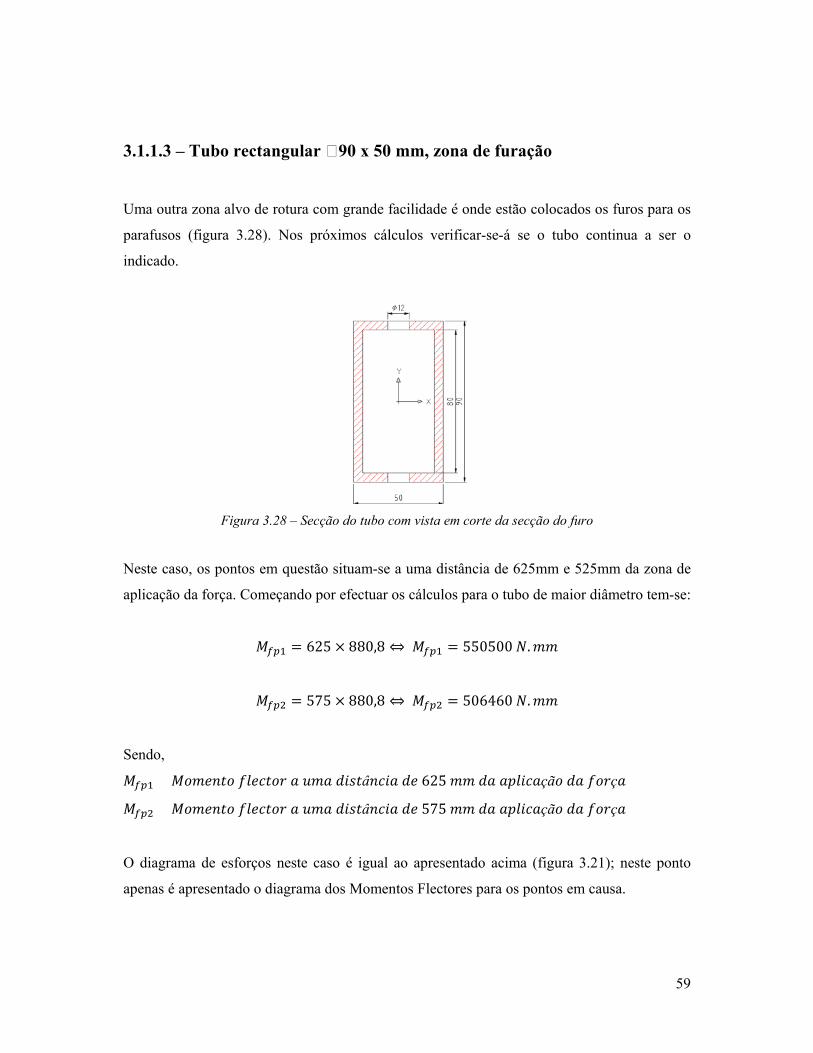
59
3.1.1.3 – Tubo rectangular 90 x 50 mm, zona de furação
Uma outra zona alvo de rotura com grande facilidade é onde estão colocados os furos para os
parafusos (figura 3.28). Nos próximos cálculos verificar-se-á se o tubo continua a ser o
indicado.
Figura 3.28 – Secção do tubo com vista em corte da secção do furo
Neste caso, os pontos em questão situam-se a uma distância de 625mm e 525mm da zona de
aplicação da força. Começando por efectuar os cálculos para o tubo de maior diâmetro tem-se:
625 880,8 550500 .
575 880,8 506460 .
Sendo,
â 625 çã ç
â 575 çã ç
O diagrama de esforços neste caso é igual ao apresentado acima (figura 3.21); neste ponto
apenas é apresentado o diagrama dos Momentos Flectores para os pontos em causa.

60
Figura 3.29 – Diagrama dos Momentos Flectores para os dois furos
O cálculo da tensão de flexão para o tubo rectangular de maiores dimensões, na zona da
furação é feito da seguinte maneira:
Dados do tubo na zona do furo:
50 90172,369
1,04 10
550500
1,04 1045 23,8197
506460
1,04 1045 21,9141
Sendo:
Momento de Inércia da peça na zona de furação
Tensão de Flexão na secção do furo 1
Tensão de Flexao na secção do Furo 2

61
Com base nos cálculos anteriores, em que o valor da tensão de corte pouco modificou o valor
da tensão equivalente final, vai-se levar apenas em consideração o valor da tensão de flexão.
Com base nesta escolha, pode-se concluir que os tubos seleccionados estão perfeitamente
dentro dos parâmetros pretendidos, pois a tensão sofrida pela peça nos pontos em questão
(furo 1 e furo 2) encontra-se distante do valor de tensão considerada como admissível neste
trabalho.
3.1.1.4 – Cálculo das reacções na ligação do braço com a garra
Atendendo a que a força que é aplicada na garra é uniforme em toda a área desta, a ligação
entre a garra e o braço não irá ter nenhum momento flector a actuar pois não existirá uma
distância que possibilite a existência deste; o único esforço que irá actuar neste ponto será um
esforço transverso (esforço de corte).
Figura 3.30 – Representação do esforço e do ponto a estudar

62
Na figura 3.30 é possível visualizar a distribuição dos esforços por toda a área da garra, sendo,
neste caso, a tensão de corte dada por:
.
Sendo,
Tensão de corte no ponto F
. Força de corte (880,8 N)
Área onde a força está a ser aplicada
π
E,
Pi (3,14)
Raio da garra onde é aplicada a força
Atendendo a que a garra não é um círculo cheio, a área de acção da força corresponde à
diferença da área exterior da garra com a área interior da garra é dada por:
. . π . π .
π . π 25 78,5
Sendo,
Área onde a força é aplicada
. Área exterior da garra
. Área interior da garra
Calculado a área, a tensão de corte exercida na garra é:
.
880,878,5 11

63
Como é perceptível, para este ponto, tendo por base o cálculo das tensões de corte máximo,
verifica-se que se está dentro dos parâmetros de segurança para o caso de ruptura do
componente.
3.1.2 – Cálculo das soldaduras
Figura 3.31 – Representação da soldadura no tubo rectangular
Utilizando a experiência adquirida ao longo dos anos pelos soldadores da empresa Celbi, os
quais aconselharam uma espessura de 5 mm (como valor máximo) para o conjunto em causa,
irá apenas efectuar-se uma verificação para comprovar se esta espessura corresponde ou não
ao que é solicitado.
Começará por se verificar a soldadura para o ponto “D” (representado na figura 3.20), no qual
se podem utilizar os valores anteriormente calculados para os esforços e tensões deste ponto.
De acordo com os cálculos anteriormente efectuados, o momento flector aplicado neste ponto
tem uma intensidade de:
660,6 10 .

64
Levando em consideração que a soldadura terá uma espessura de “e” e, de acordo com a
figura 3.31 (que apresenta a soldadura nas duas faces de contacto), pode proceder-se ao
cálculo da tensão de flexão aplicada ao cordão, que é dada por:
y
Desta equação tem-se o valor do momento flector (660,6 10 . ) e também se sabe
que “y 45 ”, pois corresponde à distância do centro de gravidade da peça às fibras mais
tensionadas que, neste caso, são as da soldadura.
Para calcular o momento de inércia ( ), tem que se recorrer à fórmula, pois tem-se como
incógnita a espessura da solda.
12 12 12
50 9012
40 8012
50 90
121,71 10
Substituindo as variáveis pelos respectivos valores, tem-se:
660,6 1050 90
12 1,71 1045
2,97 10 660,6 10
50 9012 1,71 10
Sendo,
Tensão de Flexão máxima no ponto de soldadura
Momento de inércia da peça com a soldadura
Largura externa do perfil considerando a espessura do cordão de soldadura

65
Altura externa do perfil considerando a espessura do cordão de soldadura
Largura interna do perfil
Altura interna do perfil
Espessura do cordão
y Distância do centro de gravidade do conjunto às fibras mais tensionadas
considerando a espessura do cordão
Seguidamente vai proceder-se ao cálculo da tensão de corte a que este ponto está sujeito. O
cálculo será de acordo com os anteriormente efectuados, seguindo a figura 3.23 como
referência, tendo apenas em atenção a consideração das espessuras das soldaduras:
.
Começando pelo cálculo do , tem-se:
Tomando a figura 3.20 como referência para a numeração das áreas, e considerando que as
peças “1” e “2” (da figura) são iguais tem-se:
2
2 40 5 40 50 2 5 42,5
Sabendo que = 880,8 N , = 10+2 (mm) (corresponde ao total da espessura da peça mais
as espessuras do cordão) e 1,71 10 tem-se:
.

66
2 40 5 40 50 2 5 42,5 880,850 90
12 1,71 10 90
Tendo presentes as duas tensões calculadas para o ponto “D”, seguir-se-á o Eurocódigo 3
(ENV 1993-1-1:1998) para encontrar uma equação da Tensão Equivalente ( .) para este
ponto:
2 3 .
22,97 10 660,6 10
50 9012 1,71 10
32 40 5 40 50 2 42,5 880,8
50 9012 1,71 10 10 2
Como as tensões presentes neste estudo são de características estáticas, e como também este
componente não irá estar sujeito a esforços que possam influenciar significativamente as suas
características mecânicas (fadiga por vibrações), optou-se por seguir a experiência adquirida
ao longo dos anos pelos soldadores da fábrica, que aconselharam uma espessura máxima 5
mm (já assim sobredimensionada). Sendo assim irá calcular-se a tensão existente nos cordões
(na zona mais crítica) para a espessura escolhida:
22,97 10 660,6 10 5
50 5 90 512 1,71 10
32 40 5 5 40 50 2 5 42,5 5 880,8
50 5 90 512 1,71 10 10 2 5
442,154 1,434
21,0615
Com base ainda no Eurocódigo acima referido, considera-se que a
Sendo:
67
Tensão admissível
Coeficiente de correlação que depende do material
Coeficiente de segurança em relação ao material
Com base na norma ENV 1993-1-1:1998, irá considerar-se 1,25. Para definir o valor de
, seguir-se-á a mesma norma, definindo assim 0,9.
Assim fica-se com:
172,369
0,9 1,25
153,217
Como é possível verificar está-se muito abaixo do valor considerado como admissível para a
tensão em questão.
3.2 – Apresentação de estudo realizado em SOLIDWORKS
No decorrer deste trabalho foi necessário recorrer a programas de desenho 3D para que fosse
possível desenvolver um dispositivo que correspondesse ao objectivo do projecto que era da
melhoria da manutibilidade dos equipamentos.
Os programas de desenho utilizados foram o SolidWorks 2009 e o Autocad Mechanical 2008.
A razão de se utilizarem estes dois programas, em vez da utilização de apenas um para
efectuar os desenhos e plantas do conjunto foi o facto de a ferramenta utilizada pela DTE
(Departamento Técnico de Engenharia) da empresa Celbi ser o Autocad Mechanical 2008.
Com base nesta restrição, foi utilizado o programa Autocad Mechanical 2008 para fazer todos
os desenhos em 2D do conjunto e de cada peça per si, pois é este o programa que é utilizado
pela empresa para este tipo de desenhos. A utilização do programa SolidWorks deriva ainda
da sua utilização no programa no 1º ano do curso de mestrado, na disciplina de “Cálculo

68
Automático”, na qual foi possível verificar o potencial do programa, designadamente por este
ter a possibilidade de efectuar estudos de tensões e deslocamentos através da opção
“Simulation”.
No Cap. 3.1, foi referida a utilização de outra ferramenta para efectuar estudos 2D (Ftool).
Este programa foi utilizado com o intuito de validar os cálculos manuais efectuados, bem
como efectuar os diagramas dos esforços e momentos presentes no braço.
Para que os estudos efectuados com este programa estejam o mais próximo da realidade,
foram feitas várias simulações colocando o braço de ligação à garra em três posições: a
primeira consiste em colocar o braço assente na posição inferior, simulando a total
compressão da mola; na segunda o braço está a uma distância média; e na terceira o braço está
na posição superior, estando, neste caso, a mola expandida.
Nesta fase de estudo os desenhos vão aparecer ligeiramente diferentes dos acima
apresentados, o que se justifica devido ao facto de não ser necessário estar a desenhar todos os
componentes, isto é, o programa possibilita a simulação da instalação dos componentes e,
desta maneira, não foi necessário desenhar nem inserir os parafusos, porcas, molas, etc.,
efectuando apenas uma simulação destes componentes.
Para simular a fixação do conjunto à viga, foi considerado que este está encastrado na base,
como se pode visualizar na figura 3.32.

69
Figura 3.32 – Simulação da fixação do conjunto à viga
A simulação da porca de aperto inferior (porca que fixa o braço da garra) foi feita da mesma
forma. Em vez de desenhar e inserir uma porca, foi simulada a encastração da anilha à qual a
porca estaria a efectuar o aperto.
Figura 3.33 – Simulação da fixação do braço da garra e sistema de mola
Na figura 3.33 é possível visualizar a simulação de encastramento (setas verdes) e também
outro componente que, em vez de ser desenhado e inserido, foi simulado, que é o caso das
anilhas de mola belleville que estão representadas pelas molas em azul na figura 3.33.
3.2.1 Estudo em SOLIDWORKS - Posição 1
Nesta posição a mola estará completamente comprimida.

70
Figura 3.34 – Braço totalmente encostado à parte inferior
Antes de iniciar o estudo é necessário efectuar uma malhagem (aplicação de uma malha na
peça, de forma a possibilitar ao programa a identificação de toda a estrutura da peça). A
realização desta tem uma elevada importância, pois da sua qualidade depende a exactidão dos
resultados. Contudo, antes de mandar malhar a peça é necessário definir as condições de
controlo de malha, as quais definem, por exemplo, estruturas mais pequenas (tais como furos)
em que a malha nesses pontos tem de ser mais pequena.
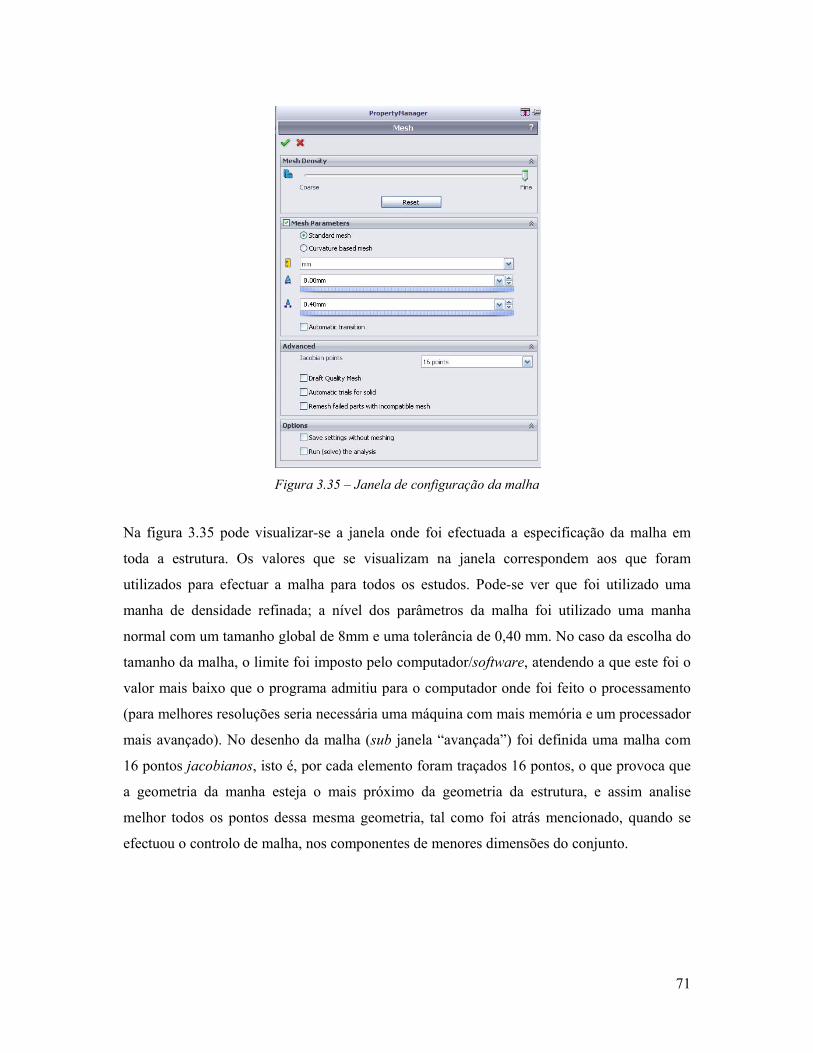
71
Figura 3.35 – Janela de configuração da malha
Na figura 3.35 pode visualizar-se a janela onde foi efectuada a especificação da malha em
toda a estrutura. Os valores que se visualizam na janela correspondem aos que foram
utilizados para efectuar a malha para todos os estudos. Pode-se ver que foi utilizado uma
manha de densidade refinada; a nível dos parâmetros da malha foi utilizado uma manha
normal com um tamanho global de 8mm e uma tolerância de 0,40 mm. No caso da escolha do
tamanho da malha, o limite foi imposto pelo computador/software, atendendo a que este foi o
valor mais baixo que o programa admitiu para o computador onde foi feito o processamento
(para melhores resoluções seria necessária uma máquina com mais memória e um processador
mais avançado). No desenho da malha (sub janela “avançada”) foi definida uma malha com
16 pontos jacobianos, isto é, por cada elemento foram traçados 16 pontos, o que provoca que
a geometria da manha esteja o mais próximo da geometria da estrutura, e assim analise
melhor todos os pontos dessa mesma geometria, tal como foi atrás mencionado, quando se
efectuou o controlo de malha, nos componentes de menores dimensões do conjunto.
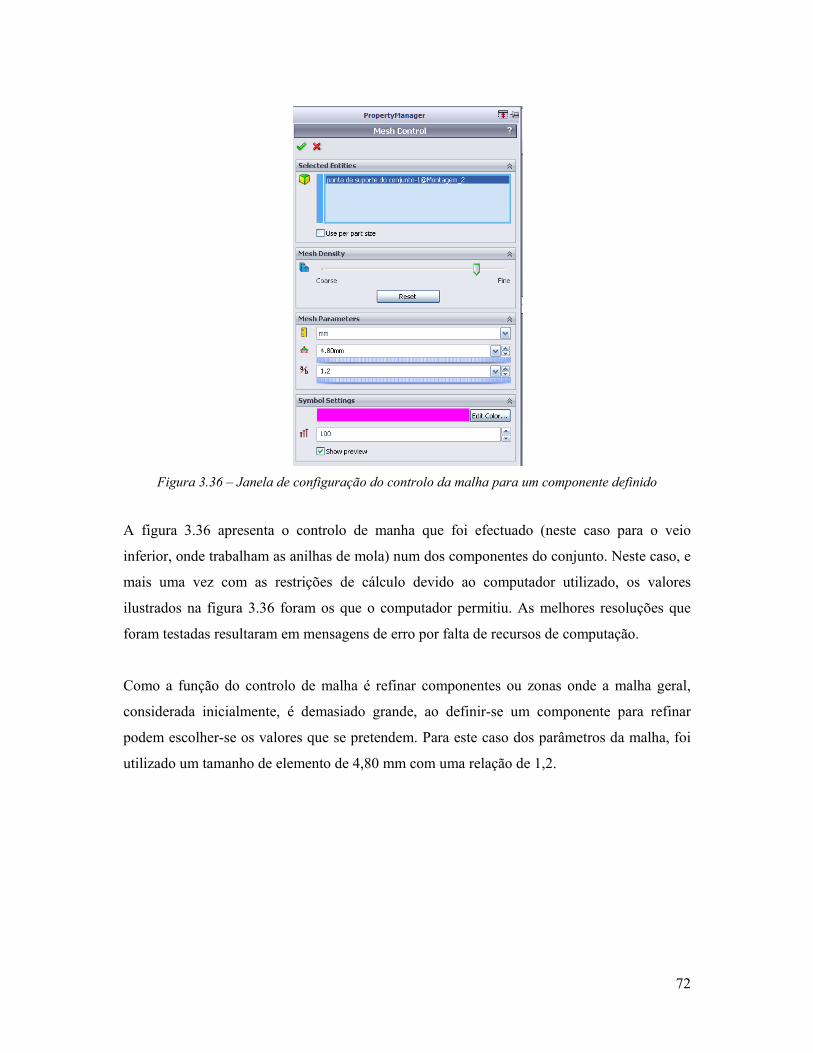
72
Figura 3.36 – Janela de configuração do controlo da malha para um componente definido
A figura 3.36 apresenta o controlo de manha que foi efectuado (neste caso para o veio
inferior, onde trabalham as anilhas de mola) num dos componentes do conjunto. Neste caso, e
mais uma vez com as restrições de cálculo devido ao computador utilizado, os valores
ilustrados na figura 3.36 foram os que o computador permitiu. As melhores resoluções que
foram testadas resultaram em mensagens de erro por falta de recursos de computação.
Como a função do controlo de malha é refinar componentes ou zonas onde a malha geral,
considerada inicialmente, é demasiado grande, ao definir-se um componente para refinar
podem escolher-se os valores que se pretendem. Para este caso dos parâmetros da malha, foi
utilizado um tamanho de elemento de 4,80 mm com uma relação de 1,2.

73
Após estas definições de malha obteve-se:
Figura 3.37 – Conjunto com malha e controlo de malha em alguns componentes
Na figura 3.37 pode-se verificar a diferença entre a malha geral considerada com uma
resolução já muito refinada e os componentes onde foi aplicado o controlo de malha. É visível
uma diminuição da malha nestes componentes, o que possibilita uma melhor análise quando o
estudo é elaborado.

74
Detalhes da malha
Tipo de Malha Sólida
Gerador de malha Normal
Verificação Jacobiana 16
Pontos
Tamanho do elemento 8 mm
Tolerância do elemento 0,4 mm
Qualidade da Malha Alta
Total de nós 405652
Total de elementos 229291
% Elemento com razão <3 97,3
% Elemento com razão> 10 0,0253
Tempo de Malhagem
(hh:mm:ss) 0:05:45
Tabela 3.1 – Tabela de detalhes da malha utilizada
Com base na tabela 3.1, em que se pode ver o tipo de malha que foi utilizado, pode-se
concluir que o estudo a ser realizado ficará próximo da realidade. Para chegar a esta
conclusão, tem de se analisar a razão dos elementos, isto é, quanto maior percentagem se
obtiver com uma razão inferior a 3, maior garantia de que se conseguiu refinar todos os
elementos ao máximo, enquanto que uma razão dos elementos superior a 10, significa uma
malha mais grosseira. Com os valores obtidos para estes dois campos, pode concluir-se que a
malha está boa para considerar aqueles valores como exequíveis.
Após esta análise, na qual se apresentaram as considerações levadas em conta para efectuar a
malhagem, procedeu-se ao estudo global, no qual se pretendeu obter três tipos de resultados:
1- as tensões de Vin Miser; 2- os deslocamentos e; 3- a deformação máxima de cada elemento
da malha. Através destes dados é possível verificar qual a zona mais crítica para o conjunto e
assim procurar melhorar os aspectos considerados necessários.

75
Figura 3.38 – Distribuição das deformações por elemento do conjunto
Nº do Elemento Coordenadas do elemento Deformação
(Adimensional) X (mm) Y (mm) Z (mm)
150539 -197.629 888.812 1388.56 4.98236e-004
150834 -173.797 918.492 1393.82 4.90181e-004
150617 -172.858 920.205 1395.82 4.86241e-004
154289 -178.326 918.487 1403.84 4.85635e-004
150639 -177.367 920.173 1401.84 4.84905e-004
149667 -174.067 926.31 1427.61 4.79985e-004
152655 -185.277 907.951 1441.41 4.76254e-004
149665 -173.211 928.052 1425.61 4.74880e-004
Tabela 3.2 – Tabela com os resultados dos valores da deformação exercida no conjunto
Na figura 3.38 e na tabela 3.2 estão representadas as distribuições das deformações sofridas
no conjunto e a tabela com os valores absolutos dessas deformações em casa elemento. Na
análise da figura 3.38, é perceptível identificar a zona onde o esforço irá ter um maior valor
que, neste caso, será na zona da garra. Através da análise da tabela 3.2 é fácil identificar esse
local (através do número do elemento e da sua posição em relação ao eixo das ordenadas) pois
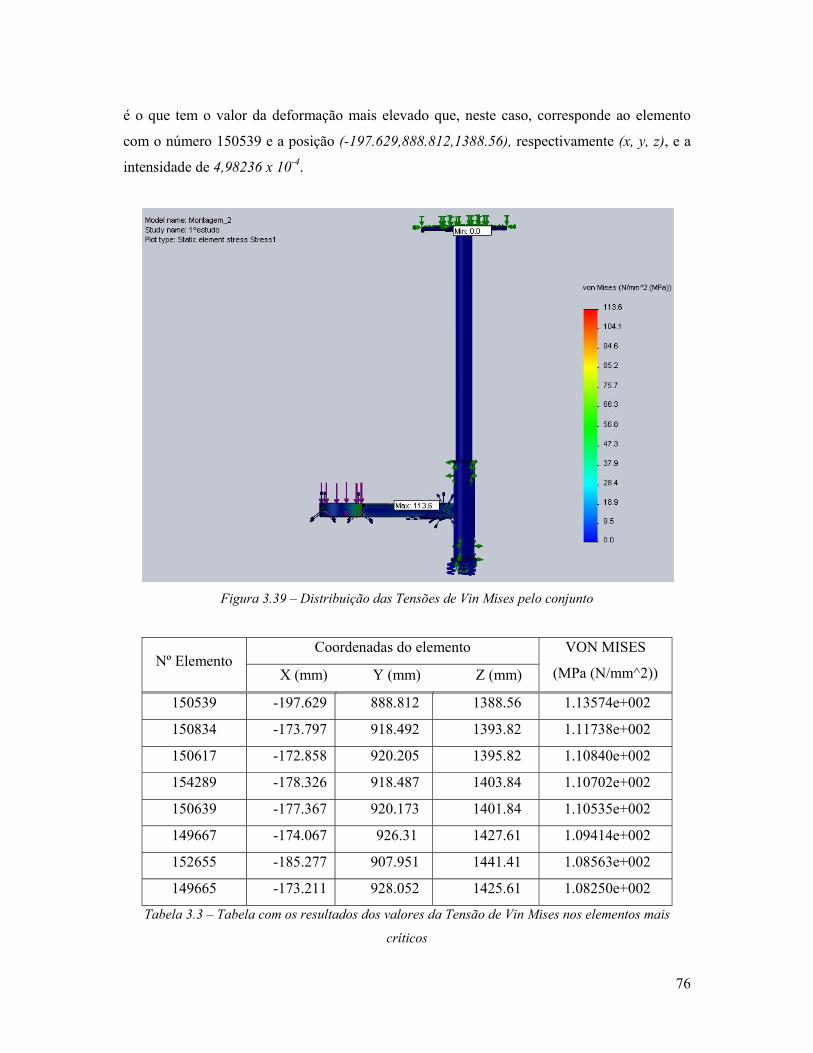
76
é o que tem o valor da deformação mais elevado que, neste caso, corresponde ao elemento
com o número 150539 e a posição (-197.629,888.812,1388.56), respectivamente (x, y, z), e a
intensidade de 4,98236 x 10-4.
Figura 3.39 – Distribuição das Tensões de Vin Mises pelo conjunto
Nº Elemento Coordenadas do elemento VON MISES
(MPa (N/mm^2)) X (mm) Y (mm) Z (mm)
150539 -197.629 888.812 1388.56 1.13574e+002
150834 -173.797 918.492 1393.82 1.11738e+002
150617 -172.858 920.205 1395.82 1.10840e+002
154289 -178.326 918.487 1403.84 1.10702e+002
150639 -177.367 920.173 1401.84 1.10535e+002
149667 -174.067 926.31 1427.61 1.09414e+002
152655 -185.277 907.951 1441.41 1.08563e+002
149665 -173.211 928.052 1425.61 1.08250e+002
Tabela 3.3 – Tabela com os resultados dos valores da Tensão de Vin Mises nos elementos mais
críticos

77
Para o caso das tensões de Vin Mises, mais uma vez é apresentada a figura onde se pode
visualizar a distribuição das tensões por toda a peça, figura 3.39, estando também identificado
na peça o elemento que apresenta maior tensão. Já na tabela 3.3, se podem visualizar os oito
elementos que maior tensão apresentam. Para este caso (o braço estar totalmento em baixo), o
elemento 150539, situado nas coordenadas (-197.629, 888,812, 1388.56) respectivamente (x,
y, z), apresenta a maior tensão do conjunto com um valor de 113,57 .
Figura 3.40 – Distribuição do Deslocamento sofrido pelo conjunto
No caso do deslocamento, a análise terá de ser efectuada de maneira diferente, em
comparação com as outras atrás apresentadas. Analisando a figura 3.37, cai-se no erro de
considerar que o deslocamento máximo seria de 0,4272 mm, o que na realidade não acontece.
Este deslocamento aparece como sendo máximo porque, segundo o eixo das ordenadas, o
deslocamento é positivo segundo a direcção de “Y”, o que faz que o programa identifique este
valor como máximo. Na realidade, o valor do deslocamento máximo de 5,744 mm aparece na
figura 3.40 como sendo o valor mínimo, pois a direcção é contrária à do eixo considerado,
sendo assumido um valor negativo e, por isso, considerado o valor mínimo.
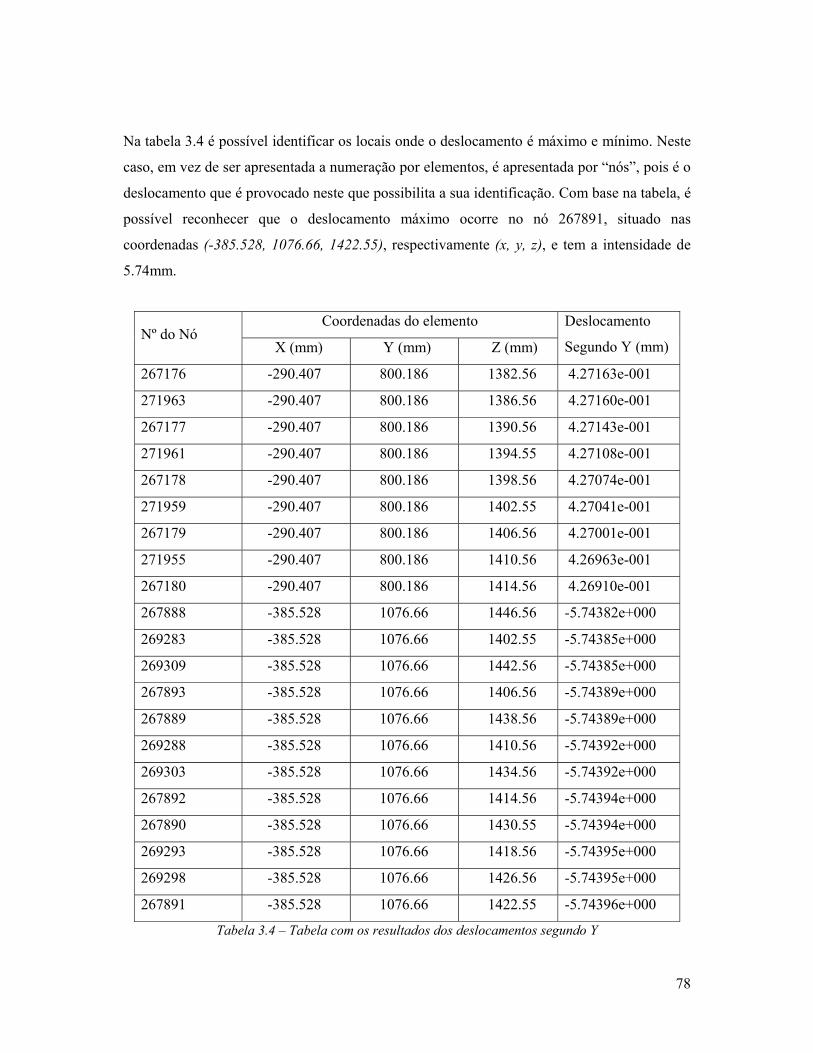
78
Na tabela 3.4 é possível identificar os locais onde o deslocamento é máximo e mínimo. Neste
caso, em vez de ser apresentada a numeração por elementos, é apresentada por “nós”, pois é o
deslocamento que é provocado neste que possibilita a sua identificação. Com base na tabela, é
possível reconhecer que o deslocamento máximo ocorre no nó 267891, situado nas
coordenadas (-385.528, 1076.66, 1422.55), respectivamente (x, y, z), e tem a intensidade de
5.74mm.
Nº do Nó Coordenadas do elemento Deslocamento
Segundo Y (mm) X (mm) Y (mm) Z (mm)
267176 -290.407 800.186 1382.56 4.27163e-001
271963 -290.407 800.186 1386.56 4.27160e-001
267177 -290.407 800.186 1390.56 4.27143e-001
271961 -290.407 800.186 1394.55 4.27108e-001
267178 -290.407 800.186 1398.56 4.27074e-001
271959 -290.407 800.186 1402.55 4.27041e-001
267179 -290.407 800.186 1406.56 4.27001e-001
271955 -290.407 800.186 1410.56 4.26963e-001
267180 -290.407 800.186 1414.56 4.26910e-001
267888 -385.528 1076.66 1446.56 -5.74382e+000
269283 -385.528 1076.66 1402.55 -5.74385e+000
269309 -385.528 1076.66 1442.56 -5.74385e+000
267893 -385.528 1076.66 1406.56 -5.74389e+000
267889 -385.528 1076.66 1438.56 -5.74389e+000
269288 -385.528 1076.66 1410.56 -5.74392e+000
269303 -385.528 1076.66 1434.56 -5.74392e+000
267892 -385.528 1076.66 1414.56 -5.74394e+000
267890 -385.528 1076.66 1430.55 -5.74394e+000
269293 -385.528 1076.66 1418.56 -5.74395e+000
269298 -385.528 1076.66 1426.56 -5.74395e+000
267891 -385.528 1076.66 1422.55 -5.74396e+000
Tabela 3.4 – Tabela com os resultados dos deslocamentos segundo Y

79
3.2.2 Estudo em SOLIDWORKS - Posição 2
O segundo estudo relaciona-se com o comportamento do conjunto quando o braço da garra se
encontra na posição superior, isto é, quando a mola está totalmente expandida. A figura 3.41
demonstra a posição do braço onde se irá efectuar o estudo.
Figura 3.41 – Imagem com a posição do braço da garra
Este estudo, ao nível da sua preparação, teve um tratamento análogo ao anterior, apenas tendo
sido efectuada uma alteração devida às constantes falhas no decorrer do estudo. A alteração
consiste na alteração do tipo de malha, enquanto que, no estudo anterior (Cap. 3.2.1), a malha
que foi seleccionada tinha um tipo de qualidade alta. Na presente usaram-se os mesmos
parâmetros mas, em vez da qualidade ser alta, optou-se por uma qualidade baixa (rascunho),
tendo assim também a hipótese de verificar qual o erro entre os dois estudos apenas
diferenciados pelo tipo de malha.

80
Figura 3.42 – Barra de configuração da malha com indicação da malha
A figura 3.42 demonstra a alteração que foi efectuada relativamente à malha anterior, mais
concretamente a ilustrada na figura 3.35.
Detalhes da malha
Tipo de Malha Sólida
Gerador de malha Normal
Verificação Jacobiana 16
Pontos
Tamanho do elemento 8 mm
Tolerância do elemento 0,4 mm
Qualidade da Malha Baixa
Total de nós 63362
Total de elementos 231170
% Elemento com razão <3 97,2
% Elemento com razão> 10 0,0346
Tempo de Malhagem (hh:mm:ss) 0:04:38
Tabela 3.5 – Tabela de detalhes da malha utilizada

81
Na tabela 3.5 é possível verificar os detalhes da malha que foi utilizada. De acordo com o que
foi analisado no estudo anterior, neste novo estudo também se tem uma boa razão do
elemento, estado 97,2 % dos elementos com uma razão inferior a 3 e apenas 0,0346 % com
uma razão superior a 10. Também existe um outro factor que se evidencia, e que é referente
aos detalhes da malha anterior: neste caso o número total de nós considerado é de 63362 e o
número de elementos é de 231170.
Após esta breve introdução sobre as condições em que foi efectuado o estudo, irão apresentar-
se os três resultados principais: 1- deformações; 2- tensões Vin Mises e; 3- deslocamento.
Figura 3.43 – Distribuição das deformações por elemento do conjunto posição 2
A figura 3.43 expõe a distribuição da deformação por cada elemento no conjunto. Ao
analisar-se a figura é possível identificar que o ponto que maior deformação sofre é na zona
da passagem do tubo rectangular de 80x40 mm para o tubo rectangular de 90x50 mm. Esta
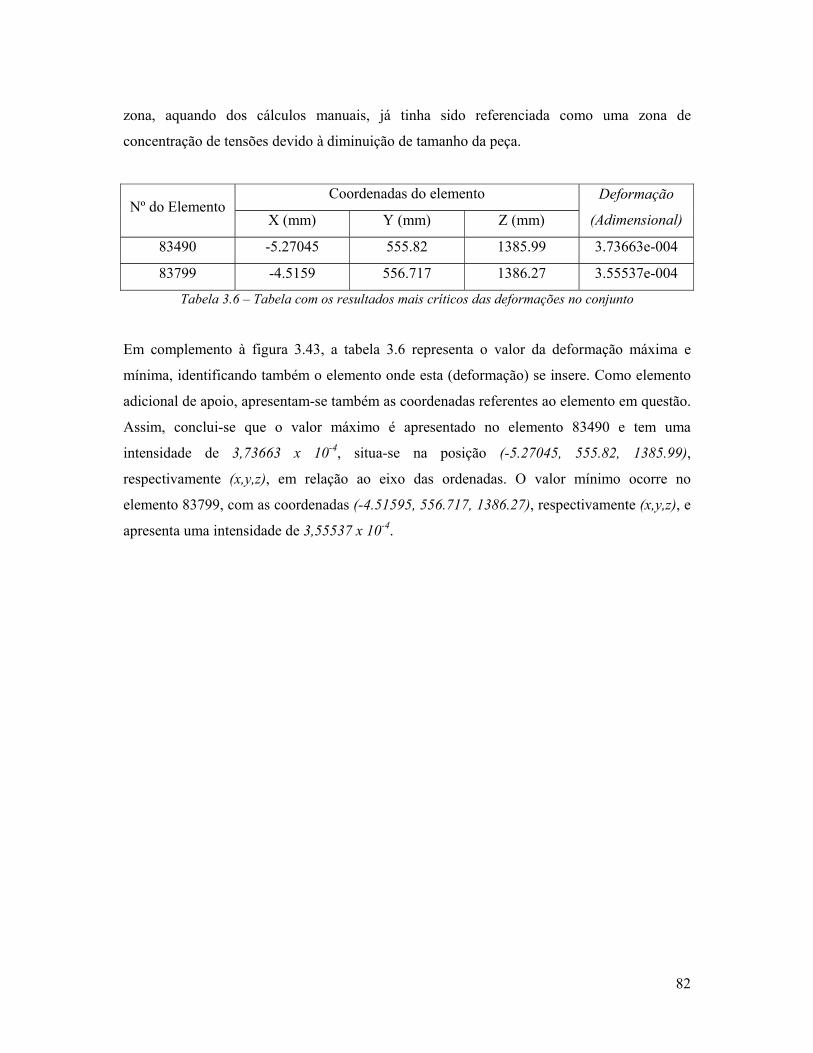
82
zona, aquando dos cálculos manuais, já tinha sido referenciada como uma zona de
concentração de tensões devido à diminuição de tamanho da peça.
Nº do Elemento Coordenadas do elemento Deformação
(Adimensional) X (mm) Y (mm) Z (mm)
83490 -5.27045 555.82 1385.99 3.73663e-004
83799 -4.5159 556.717 1386.27 3.55537e-004
Tabela 3.6 – Tabela com os resultados mais críticos das deformações no conjunto
Em complemento à figura 3.43, a tabela 3.6 representa o valor da deformação máxima e
mínima, identificando também o elemento onde esta (deformação) se insere. Como elemento
adicional de apoio, apresentam-se também as coordenadas referentes ao elemento em questão.
Assim, conclui-se que o valor máximo é apresentado no elemento 83490 e tem uma
intensidade de 3,73663 x 10-4, situa-se na posição (-5.27045, 555.82, 1385.99),
respectivamente (x,y,z), em relação ao eixo das ordenadas. O valor mínimo ocorre no
elemento 83799, com as coordenadas (-4.51595, 556.717, 1386.27), respectivamente (x,y,z), e
apresenta uma intensidade de 3,55537 x 10-4.

83
Figura 3.44 – Distribuição das tensões de Vin Mises pelo conjunto
A figura 3.44 apresenta a distribuição das tensões de Vin Mises. É possível identificar que o
ponto mais crítico se encontra no braço da garra, mais especificamente na zona onde existe
uma alteração de tamanho do tubo rectangular. É também possível identificar que a
intensidade dessa força corresponde a 85,2 MPa (N/mm^2).
Nº do
Elemento
Coordenadas do elemento VON MISES
(MPa
(N/mm^2))
X (mm) Y (mm) Z (mm)
83490 -5.27045 555.82 1385.99 8.51776e+001
83799 -4.5159 556.717 1386.27 8.10457e+001
Tabela 3.7 – Tabela com os valores mais críticos das tensões de Vin Mises pelo conjunto
Em complemento à figura 3.44, a tabela 3.7 identifica os elementos e as coordenadas dos
pontos onde se situam as tensões mais críticas. Assim, tem-se que o valor máximo da tensão

84
ocorre no elemento 83490, que se situa nas coordenadas (-5.27045, 555.82, 1385.99),
respectivamente (x,y,z), e apresenta uma intensidade de 85,18 MPa (N/mm^2) O valor
mínimo ocorre no elemento 83799, com as coordenadas (-4.51595, 556.717, 1386.27),
respectivamente (x,y,z), e apresenta uma intensidade de 81,05 MPa (N/mm^2).
Figura 3.45 – Distribuição do deslocamento sofrido conjunto
Tal como referido no Cap. 3.2.1, a figura 3.45 apresenta um deslocamento vectorial, dai
assumir que o valor de 3,323 10 como sendo máximo. Para o presente projecto
interessa o valor absoluto e a zona onde este ocorre. Por consequência, assume-se que o valor
máximo de deslocamento é de 1,33 mm e ocorre na garra de fixação ao filtro.
A tabela 3.8, tal como acontece nas figuras anteriores, vem complementar a figura 3.42, na
qual é possível identificar os pontos mais críticos e a sua localização. Para não alargar mais a
identificação (tal como aconteceu na caracterização das figuras anteriores), o valor máximo de
deslocamento que o braço da garra sofre é de 1,33136 mm.

85
Nº do Nó
Coordenadas do Nó Deslocamento
Segundo Y
(mm)
X (mm) Y (mm) Z (mm)
20874 87.854 392.73 1454.56 3.32306e-003
20875 87.854 392.73 1446.56 3.31516e-003
20223 87.854 392.73 1462.56 3.31290e-003
20876 87.854 392.73 1438.56 3.26754e-003
20877 87.854 392.73 1430.55 3.17539e-003
22164 91.9889 395.542 1457.56 3.16694e-003
22165 91.9889 395.542 1449.78 3.15467e-003
42633 -385.528 1076.66 1398.56 -1.33130e+000
42628 -385.528 1076.66 1438.56 -1.33133e+000
42632 -385.528 1076.66 1406.56 -1.33133e+000
42629 -385.528 1076.66 1430.55 -1.33135e+000
42630 -385.528 1076.66 1422.55 -1.33136e+000
42631 -385.528 1076.66 1414.56 -1.33136e+000
Tabela 3.8 – Tabela com os resultados dos deslocamentos segundo Y
3.2.3 Estudo em SOLIDWORKS - Posição 3
O terceiro estudo tem como objectivo analisar o comportamento do conjunto quando o braço
se encontra a meia distância (metade da mola comprimida). Neste estudo espera-se que não
varie muito relativamente aos estudos anteriores, que esteja dentro dos valores anteriormente
obtidos e que também estejam aplicados nos mesmos elementos ou próximos dos anteriores.

86
Figura 3.46 – Imagem da posição do braço da garra
A figura 3.46 representa a posição do braço da garra. Esta ficará a uma distância de 5 mm da
anilha de fixação inferior e a 5 mm do tubo principal.
O nível da qualidade e das condições da malhagem foi efectuado de forma similar ao estudo
feito no Cap. 3.2.2.
O resultado do presente estudo foi o seguinte:
Figura 3.47 – Distribuição das deformações por elemento do conjunto posição 3
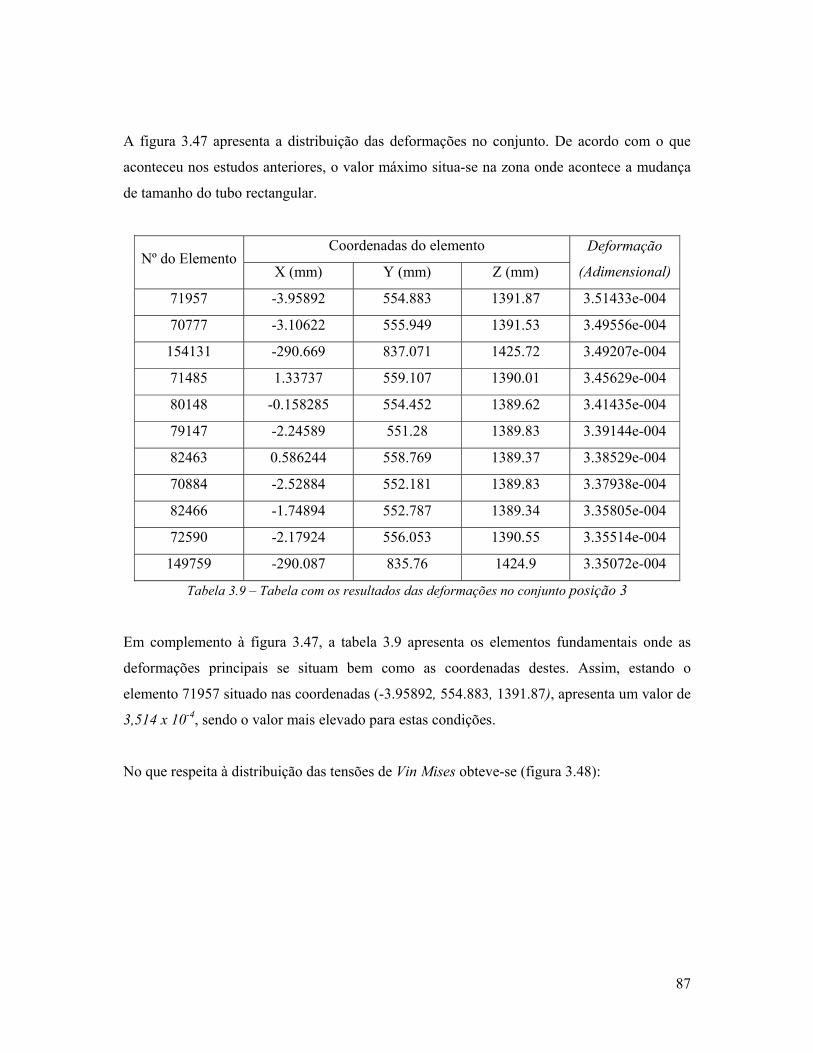
87
A figura 3.47 apresenta a distribuição das deformações no conjunto. De acordo com o que
aconteceu nos estudos anteriores, o valor máximo situa-se na zona onde acontece a mudança
de tamanho do tubo rectangular.
Nº do Elemento Coordenadas do elemento Deformação
(Adimensional) X (mm) Y (mm) Z (mm)
71957 -3.95892 554.883 1391.87 3.51433e-004
70777 -3.10622 555.949 1391.53 3.49556e-004
154131 -290.669 837.071 1425.72 3.49207e-004
71485 1.33737 559.107 1390.01 3.45629e-004
80148 -0.158285 554.452 1389.62 3.41435e-004
79147 -2.24589 551.28 1389.83 3.39144e-004
82463 0.586244 558.769 1389.37 3.38529e-004
70884 -2.52884 552.181 1389.83 3.37938e-004
82466 -1.74894 552.787 1389.34 3.35805e-004
72590 -2.17924 556.053 1390.55 3.35514e-004
149759 -290.087 835.76 1424.9 3.35072e-004
Tabela 3.9 – Tabela com os resultados das deformações no conjunto posição 3
Em complemento à figura 3.47, a tabela 3.9 apresenta os elementos fundamentais onde as
deformações principais se situam bem como as coordenadas destes. Assim, estando o
elemento 71957 situado nas coordenadas (-3.95892, 554.883, 1391.87), apresenta um valor de
3,514 x 10-4, sendo o valor mais elevado para estas condições.
No que respeita à distribuição das tensões de Vin Mises obteve-se (figura 3.48):

88
Figura 3.48 – Distribuição das tensões de Vin Mises pelo conjunto
A figura 3.48 apresenta a distribuição das tensões de Vin Mises pelo conjunto. E, mais uma
vez, a distribuição não foi muito diferente da que se tem apresentado nos estudos anteriores. A
zona que apresenta o valor mais elevado está situada na mudança de tamanho dos tubos
rectangulares.
Nº Elemento
Coordenadas do elemento VON MISES
(MPa
(N/mm^2))
X (mm) Y (mm) Z (mm)
71957 -3.95892 554.883 1391.87 8.01100e+001
70777 -3.10622 555.949 1391.53 7.96822e+001
154131 -290.669 837.071 1425.72 7.96027e+001
71485 1.33737 559.107 1390.01 7.87870e+001
80148 -0.158285 554.452 1389.62 7.78309e+001
79147 -2.24589 551.28 1389.83 7.73089e+001
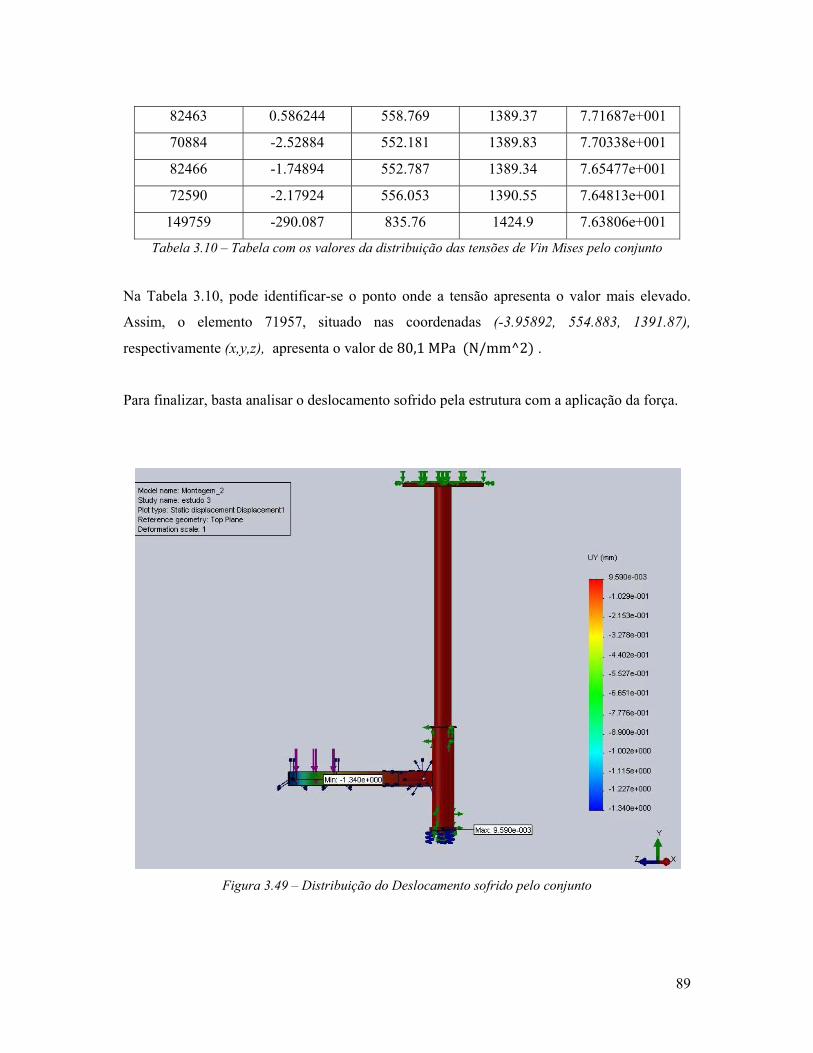
89
82463 0.586244 558.769 1389.37 7.71687e+001
70884 -2.52884 552.181 1389.83 7.70338e+001
82466 -1.74894 552.787 1389.34 7.65477e+001
72590 -2.17924 556.053 1390.55 7.64813e+001
149759 -290.087 835.76 1424.9 7.63806e+001
Tabela 3.10 – Tabela com os valores da distribuição das tensões de Vin Mises pelo conjunto
Na Tabela 3.10, pode identificar-se o ponto onde a tensão apresenta o valor mais elevado.
Assim, o elemento 71957, situado nas coordenadas (-3.95892, 554.883, 1391.87),
respectivamente (x,y,z), apresenta o valor de 80,1 MPa N/mm^2 .
Para finalizar, basta analisar o deslocamento sofrido pela estrutura com a aplicação da força.
Figura 3.49 – Distribuição do Deslocamento sofrido pelo conjunto
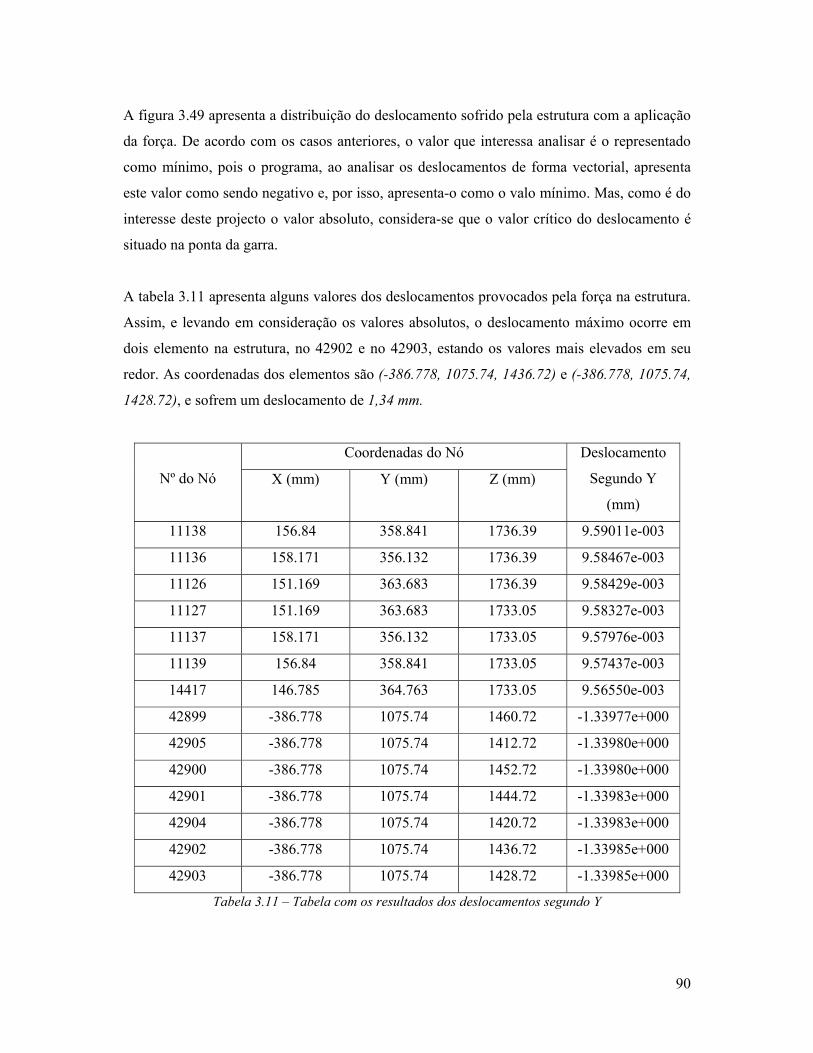
90
A figura 3.49 apresenta a distribuição do deslocamento sofrido pela estrutura com a aplicação
da força. De acordo com os casos anteriores, o valor que interessa analisar é o representado
como mínimo, pois o programa, ao analisar os deslocamentos de forma vectorial, apresenta
este valor como sendo negativo e, por isso, apresenta-o como o valo mínimo. Mas, como é do
interesse deste projecto o valor absoluto, considera-se que o valor crítico do deslocamento é
situado na ponta da garra.
A tabela 3.11 apresenta alguns valores dos deslocamentos provocados pela força na estrutura.
Assim, e levando em consideração os valores absolutos, o deslocamento máximo ocorre em
dois elemento na estrutura, no 42902 e no 42903, estando os valores mais elevados em seu
redor. As coordenadas dos elementos são (-386.778, 1075.74, 1436.72) e (-386.778, 1075.74,
1428.72), e sofrem um deslocamento de 1,34 mm.
Nº do Nó
Coordenadas do Nó Deslocamento
Segundo Y
(mm)
X (mm) Y (mm) Z (mm)
11138 156.84 358.841 1736.39 9.59011e-003
11136 158.171 356.132 1736.39 9.58467e-003
11126 151.169 363.683 1736.39 9.58429e-003
11127 151.169 363.683 1733.05 9.58327e-003
11137 158.171 356.132 1733.05 9.57976e-003
11139 156.84 358.841 1733.05 9.57437e-003
14417 146.785 364.763 1733.05 9.56550e-003
42899 -386.778 1075.74 1460.72 -1.33977e+000
42905 -386.778 1075.74 1412.72 -1.33980e+000
42900 -386.778 1075.74 1452.72 -1.33980e+000
42901 -386.778 1075.74 1444.72 -1.33983e+000
42904 -386.778 1075.74 1420.72 -1.33983e+000
42902 -386.778 1075.74 1436.72 -1.33985e+000
42903 -386.778 1075.74 1428.72 -1.33985e+000
Tabela 3.11 – Tabela com os resultados dos deslocamentos segundo Y

91
3.3 Plano de montagem do componente
Como este conjunto terá de ser montado lateralmente à bomba, é necessário abrir uma OT
(OE para o caso da empresa) para que seja possível efectuar o trabalho e assim ficarem
registados os custos e os valores totais do conjunto. Nas próximas páginas serão apresentadas
figuras que identificam os passos a seguir para efectuar a montagem do conjunto bem como
os cuidados a ter ao nível da segurança e os sectores da manutenção que será necessário
envolver para efectuar o trabalho.
Nos planos que se seguem, tentará colocar-se o máximo de informação que actualmente é
solicitada para efectuar uma OE no programa Máximo.
Na sequência desta fase, a figura 3.50 apresenta um exemplo do plano de segurança com os
materiais a utilizar na instalação do conjunto. Estes planos, a nível da segurança, são de
extrema importância e, por isso, são obrigatórios, correndo o risco de o operador sofrer
sanções caso cometa alguma operação insegura. Ao nível da segurança é necessário ir a
pontos extremos, pois é nos pormenores ou nas pequenas tarefas que há tendência em facilitar
as operações, e daí, muitas vezes, surgem os acidentes. Para uma empresa com estatuto de
referência internacional, qualquer acidente conta como um elemento negativo na sua imagem,
pelo que se impõe estabelecer regras rígidas de forma a minimizar e se possível eliminar
qualquer acidente por falta de condições de segurança. Por isso, tal como está indicado no
plano de segurança, apenas é permitido o uso dos andaimes após estes terem sido aprovados
por um técnico superior de higiene e segurança no trabalho.

92
Figura 3.50 – Plano de segurança para montagem do conjunto
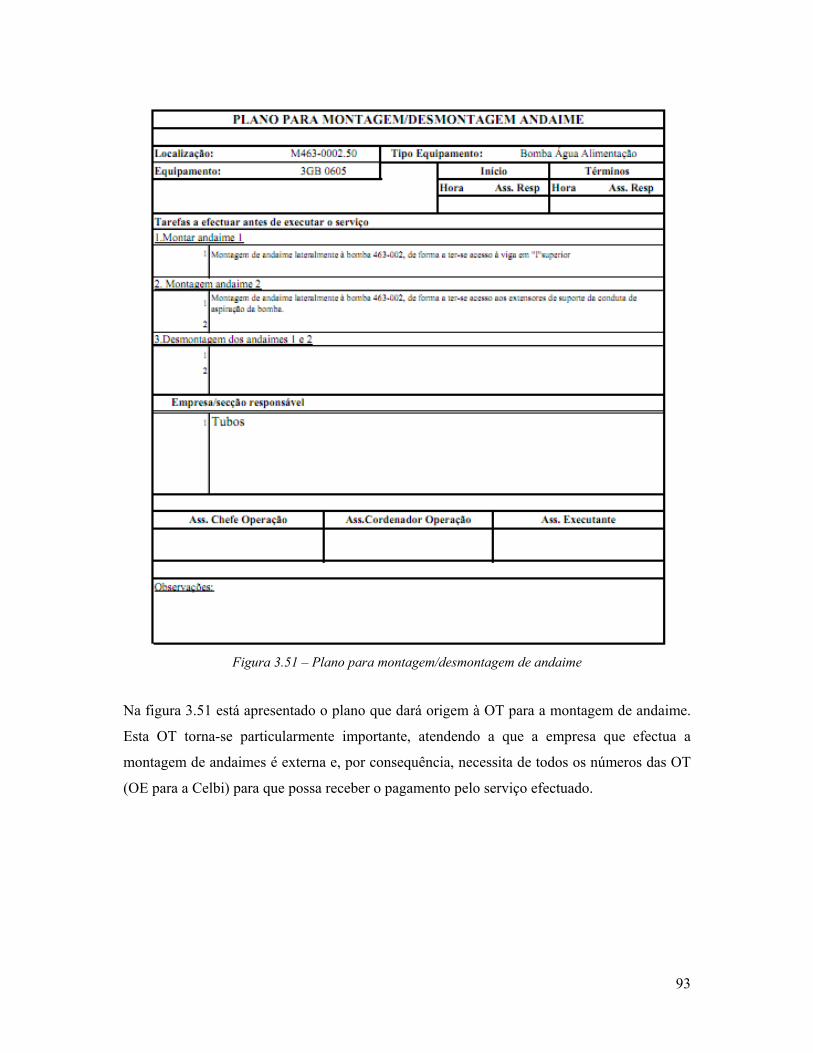
93
Figura 3.51 – Plano para montagem/desmontagem de andaime
Na figura 3.51 está apresentado o plano que dará origem à OT para a montagem de andaime.
Esta OT torna-se particularmente importante, atendendo a que a empresa que efectua a
montagem de andaimes é externa e, por consequência, necessita de todos os números das OT
(OE para a Celbi) para que possa receber o pagamento pelo serviço efectuado.
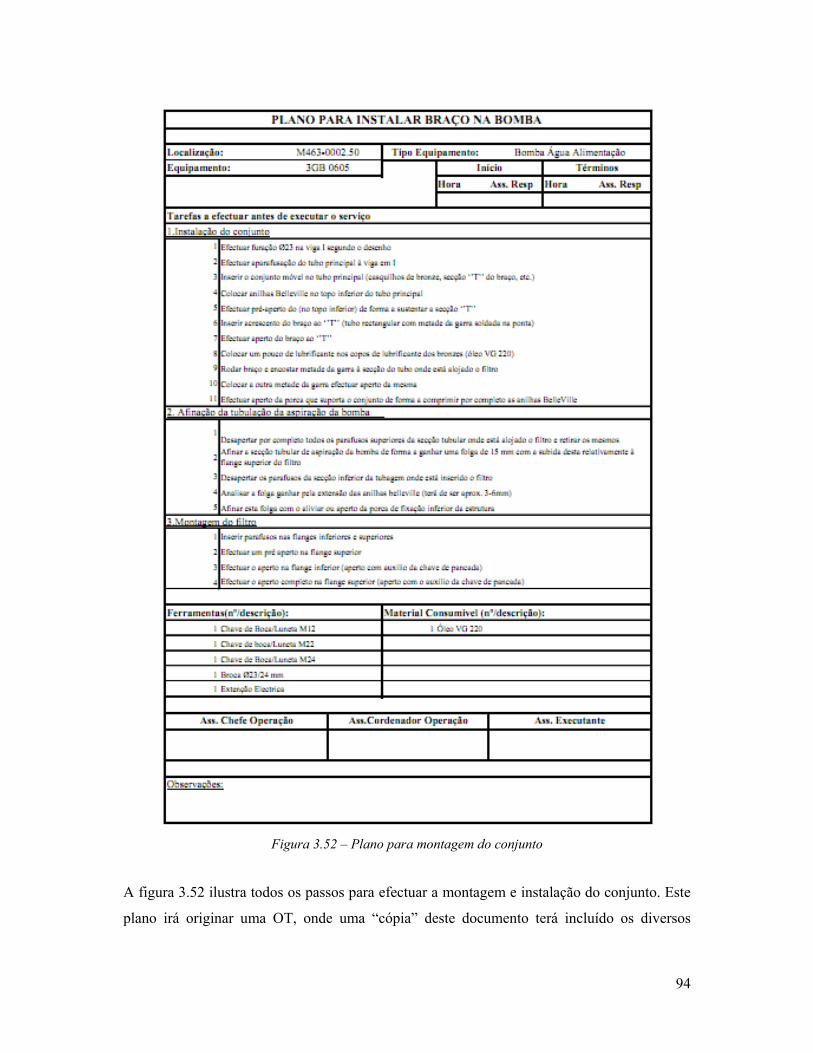
94
Figura 3.52 – Plano para montagem do conjunto
A figura 3.52 ilustra todos os passos para efectuar a montagem e instalação do conjunto. Este
plano irá originar uma OT, onde uma “cópia” deste documento terá incluído os diversos

95
custos. Este plano descrimina todos os materiais e ferramentas necessários para efectuar a
montagem.
Os três planos apresentados foram criados tendo como exemplo principal a bomba instalada
na localização 463-002. Foi considerado um plano muito especificado para tornar mais
transparente a forma em que são realizados estes tipos de planos. Para as restantes bombas os
planos são semelhantes, bastando apenas mudar no cabeçalho a localização destas, para que
assim se lhe possam ser imputados os respectivos custos.
3.4 Cálculo do coeficiente de atrito
Para garantir que a força da mola é suficiente para superar a força de atrito e o peso que a
estrutura provoca, vai efectuar-se o cálculo do coeficiente de atrito.
Para o cálculo da força de atrito aplica-se a fórmula:
Sendo:
Força de atrito estático
Coeficiente de atrito estático (vai considerar-se o coeficiente estático com lubrificante)
Força normal ao deslocamento
Com base em tabelas de coeficientes de atrito, para o caso presente que inclui lubrificação, o
coeficiente de atrito é de 0,15.
A força normal ao deslocamento é a força provocada nos casquilhos pela acção do peso do
filtro e a secção da tubagem flangeada. Este valor já foi anteriormente calculado e tem um
valor de 440,4 .
Assim, tem-se:
0,15 440,4

96
66,06
Esta força está a ser aplicada apenas num dos casquilhos. Os dois casquilhos têm a mesma
força de atrito a ser aplicada e como estão em série, o valor total da força de atrito máximo
estático em caso de movimento será a soma das duas forças nos dois pontos de contacto.
Assim a força total de atrito é dada por:
2 66,06
132,12
Para que a mola consiga deslocar o conjunto, terá de vencer a força de atrito e o peso do braço
da garra. O braço provoca uma força equivalente a 880,8 N (considera-se este valor para ter
uma grande segurança de que o conjunto não supera a força da mola). Assim, a mola tem de
superar a seguinte força:
880,8 66,06 946,86
Assim, a mola terá de vencer uma força total de 946,86 N.
As anilhas Belleville seleccionadas para este conjunto, com base no catálogo da Fabory têm
uma força de compressão de 4240 N. Com este valor pode-se concluir que estamos do lado da
segurança no que respeita à elevação do braço.

97
Figura 3.53 – Características da anilha escolhida do catálogo Fabory
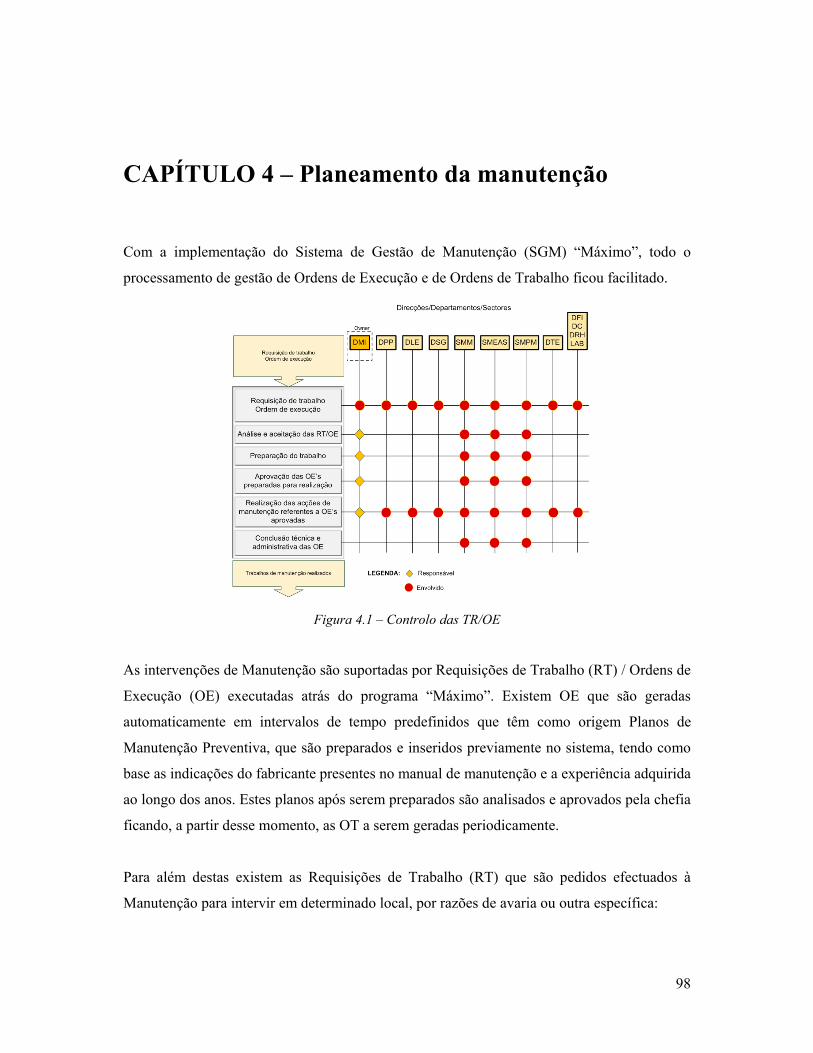
98
CAPÍTULO 4 – Planeamento da manutenção
Com a implementação do Sistema de Gestão de Manutenção (SGM) “Máximo”, todo o
processamento de gestão de Ordens de Execução e de Ordens de Trabalho ficou facilitado.
Figura 4.1 – Controlo das TR/OE
As intervenções de Manutenção são suportadas por Requisições de Trabalho (RT) / Ordens de
Execução (OE) executadas atrás do programa “Máximo”. Existem OE que são geradas
automaticamente em intervalos de tempo predefinidos que têm como origem Planos de
Manutenção Preventiva, que são preparados e inseridos previamente no sistema, tendo como
base as indicações do fabricante presentes no manual de manutenção e a experiência adquirida
ao longo dos anos. Estes planos após serem preparados são analisados e aprovados pela chefia
ficando, a partir desse momento, as OT a serem geradas periodicamente.
Para além destas existem as Requisições de Trabalho (RT) que são pedidos efectuados à
Manutenção para intervir em determinado local, por razões de avaria ou outra específica:
99
Após ser efectuado esse pedido, a equipa de preparadores responsável pela zona onde
irá ocorrer a intervenção, prepara uma OE com todos os passos a efectuar na reparação
ou beneficiação;
Após esta OE ser executada terá de ser analisada e aprovada pela chefia do
correspondente Sector da DMI; só após esta aprovação será possível gerar a OE de
execução e proceder à sua intervenção;
Após gerar esta OE a mesma é entregue ao chefe de equipa da área de intervenção,
que será responsável pela coordenação de meios e execução do serviço;
Após a conclusão do serviço, é comunicado ao Preparador da OE o término da
operação; o próprio chefe e responsável pela intervenção terá de efectuar o
encerramento da OE identificando e registando assim a hora do término da mesma.
Para o caso em que a intervenção vá acontecer numa paragem programada e em que esta seja
realizada por uma empresa externa, os passos a seguir são um pouco diferentes:
Começa-se por identificar o local de intervenção e os meios necessários para efectuar
o trabalho;
Após este levantamento, é elaborado um Caderno de Encargos;
No passo seguinte seleccionam-se várias empresas e convidam-se para uma reunião na
qual lhes é entregue o Caderno de Encargos, explicando o que se pretende e mostrando
o local de intervenção;
Depois deste passo as empresas externas terão de efectuar um orçamento e enviar para
a Celbi, que irá analisar todas as propostas e aceitar a que considera melhor. Os
critérios de aceitação de uma proposta relacionam-se com o valor pretendido pela
empresa externa, garantia de qualidade do trabalho a realizar, portfólio e histórico da
empresa externa em outras operações dentro da Celbi;
A selecção da empresa externa é feita pelas chefias dos Sectores do DMI, que depois é
comunicada à empresa escolhida. Para que se tenha um controlo sobre o número de
operadores que irão estar dentro das instalações no dia de paragem do equipamento, a
empresa externa é obrigada a fornecer os dados e números dos operadores que
pretende colocar na empresa para realizar o trabalho. Estes trabalhadores antes de
começarem a laborar terão de, no primeiro dia, assistir a uma formação sobre
segurança interna da empresa. Esta formação permite informar e avisar todos os novos

100
intervenientes que irão laborar pela primeira vez dentro da empresa, dos riscos que
irão correr e das zonas de segurança, de acordo com os locais onde irão laborar.

101
OTRequisição OT Automatica Não Planeada Planeada
OT Executada
OT Entregue
SMEAS SMPMSMM
Grau de Perioridade
430 6 9
Chefe de Equipa
Analisa PedidoConcorda com o
Grau?
Abrir OT com Prep. Possivel
Sim
Executar OT
Entregar OT
Não
Preparador/Programador
Analisa Pedido /Decide altura intervenção
PPSP PA
Abrir OT
Executar OT
Entregar OT
Figura 4.2 – Circuito de uma OT

102
Figura 4.3- Níveis de prioridade de uma OT

103
Figura 4.4 – Plano de manutenção preventiva semanal para as Bombas de Água de Alimentação

104
Figura 4.5 - Plano de manutenção preventiva mensal para as Bombas de Água de Alimentação
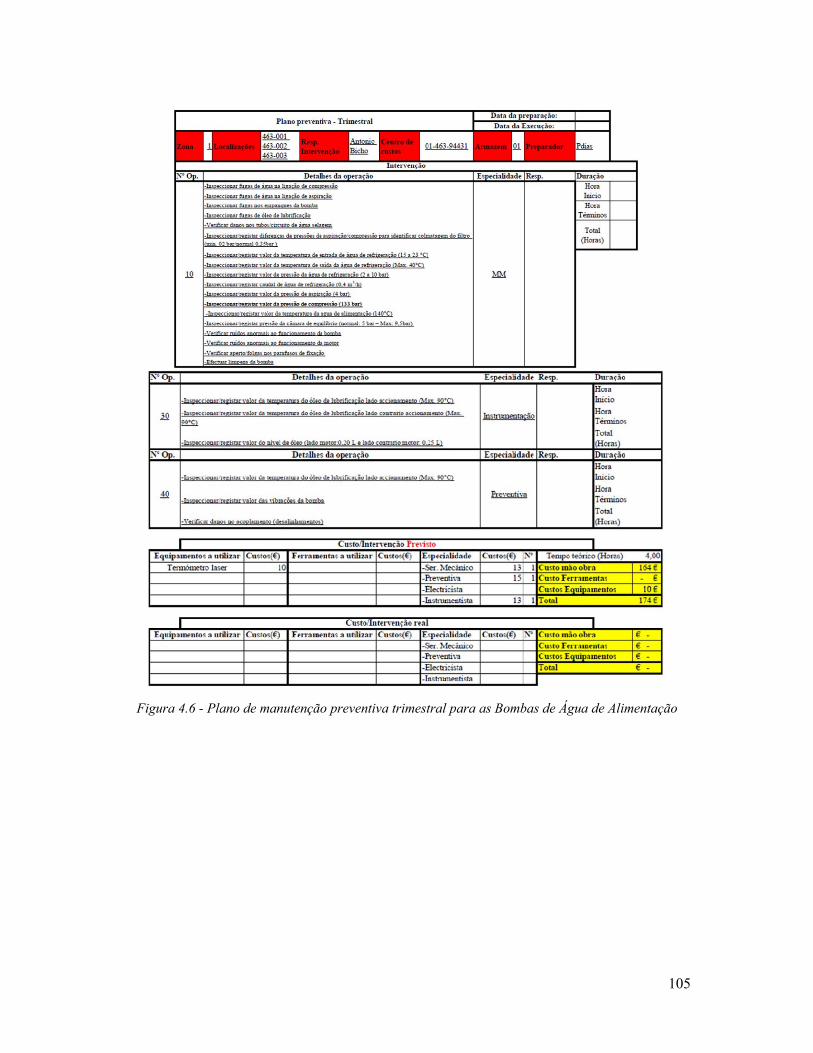
105
Figura 4.6 - Plano de manutenção preventiva trimestral para as Bombas de Água de Alimentação

106
Figura 4.7 - Plano de manutenção preventiva semestral para as Bombas de Água de Alimentação

107
Figura 4.8 – Calendário de todos os planos de manutenção preventiva para as bombas de
alimentação de água
Os documentos anteriores (Figura 4.4 a 4.8), descrevem os vários processos da manutenção
preventiva para as bombas de água de alimentação. Nestes documentos mencionados tentou
efectuar-se ao máximo uma cópia do que é um plano de manutenção preventiva gerado pelo
programa Máximo e também um mapa geral de datas para se efectuar cada tarefa.
De seguida apresentam-se os vários procedimentos para efectuar a troca/limpeza do filtro de
água, nos quais, mais uma vez se traduz com fidelidade a situação real, contemplando-se
todos os passos a seguir para as diferentes secções (produção, manutenção mecânica,
manutenção eléctrica, etc.).
Procedimento para a Mudança/Limpeza do filtro Bomba de alimentação 852-002:
1. Consignação do equipamento (Produção)
1.1. Drenar linha de aspiração
1.2. Desligar gaveta eléctrica (Loc. 291-QD-42A.03 da raiz 463-002) e colocar etiqueta de
segurança de intervenção na mesma

108
1.3. Assinar consignação de intervenção (Operador chefe e Responsável da intervenção)
2. Desmontagem do filtro (Manutenção Mecânica)
2.1. Desapertar/retirar parafusos de fixação inferior do filtro
2.2. Desapertar/retirar parafusos de fixação superior do filtro
2.3. Rodar filtro (Através do braço de suporte 180° - tomar especial cuidado para que o
filtro não caia durante o movimento)
2.4. Colocar uma tampa na flange de entrada na bomba, para evitar que entre lixo para a
bomba
2.5. Retirar o filtro e entregá-lo à produção para limpeza (caso esteja danificado, a
produção deverá informar para que se providencie a troca por um filtro novo)
2.6. Retirar juntas superiores e inferiores
2.7. Limpar as flanges superior e inferior
Mão obra/
Especialidade
Nº
Operadores Ferramentas Material
Tempo Intervenção
(H)
Custos de
Material
Custos de
Intervenção
Serralheiro
Mecânico 2
- Chave de Boca
luneta
- Chave pancada
bocas
- Chave pancada
luneta
- Marreta
3. Montagem do filtro
3.1. Inserir filtro do troço da tubagem
3.2. Rodar filtro para a posição de funcionamento (alinhar com a tubagem)
3.3. Inserir juntas superior e inferior
3.4. Inserir parafusos/porcas
3.5. Efectuar pré-aperto da flange superior
3.6. Efectuar pré-aperto da flange inferior
3.7. Utilizar chave de pancada para efectuar aperto final para garantir fixação
3.8. Retirar/Arrumar ferramentas e peças velhas.
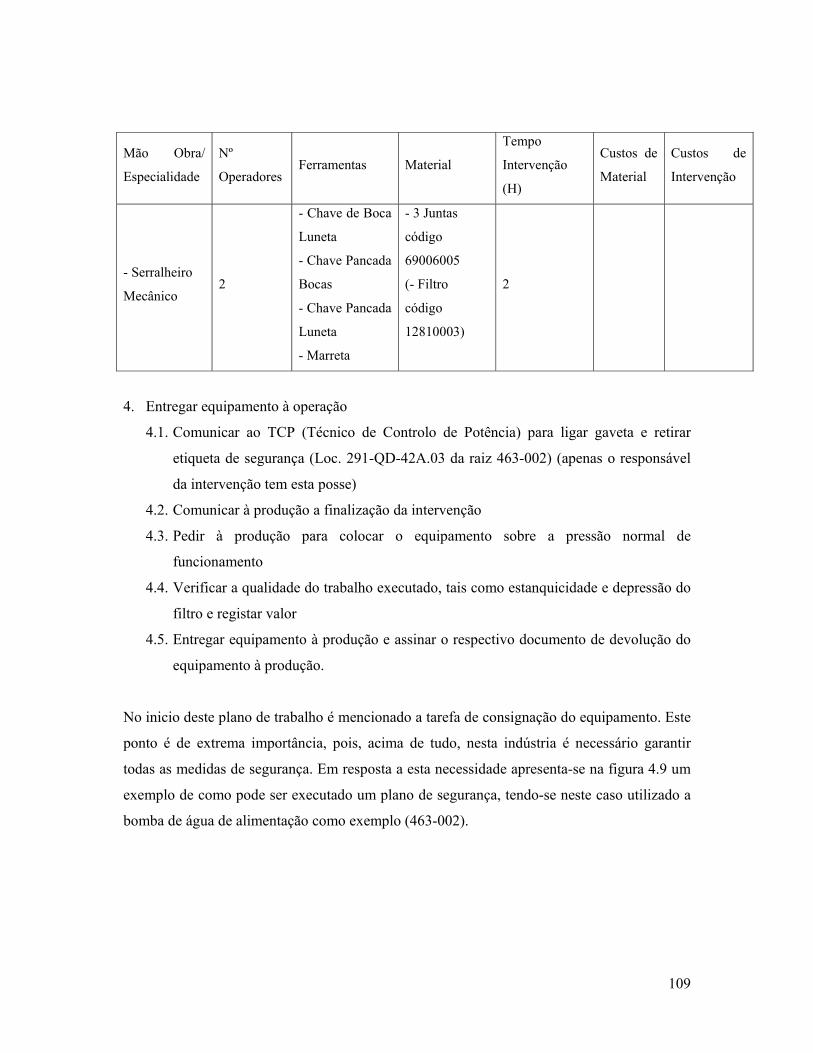
109
Mão Obra/
Especialidade
Nº
Operadores Ferramentas Material
Tempo
Intervenção
(H)
Custos de
Material
Custos de
Intervenção
- Serralheiro
Mecânico 2
- Chave de Boca
Luneta
- Chave Pancada
Bocas
- Chave Pancada
Luneta
- Marreta
- 3 Juntas
código
69006005
(- Filtro
código
12810003)
2
4. Entregar equipamento à operação
4.1. Comunicar ao TCP (Técnico de Controlo de Potência) para ligar gaveta e retirar
etiqueta de segurança (Loc. 291-QD-42A.03 da raiz 463-002) (apenas o responsável
da intervenção tem esta posse)
4.2. Comunicar à produção a finalização da intervenção
4.3. Pedir à produção para colocar o equipamento sobre a pressão normal de
funcionamento
4.4. Verificar a qualidade do trabalho executado, tais como estanquicidade e depressão do
filtro e registar valor
4.5. Entregar equipamento à produção e assinar o respectivo documento de devolução do
equipamento à produção.
No inicio deste plano de trabalho é mencionado a tarefa de consignação do equipamento. Este
ponto é de extrema importância, pois, acima de tudo, nesta indústria é necessário garantir
todas as medidas de segurança. Em resposta a esta necessidade apresenta-se na figura 4.9 um
exemplo de como pode ser executado um plano de segurança, tendo-se neste caso utilizado a
bomba de água de alimentação como exemplo (463-002).

110
Figura 4.9 – Exemplo de um Plano de Segurança para e bomba localizada no 463-002

111
De seguira serão apresentados dois planos gerados pelo programa Máximo:
Figura 4.10 – Ordem de Execução gerada pelo Máximo a partir de um Plano de Manutenção
Preventiva Semanal para a bomba 463-002

Figura 4.11 – Ficha de trabalho para a operação 10 da OE 297272

113
Figura 4.12 – Ficha de trabalho para a operação 20 da OE 297272

114
Figura 4.13 – Fotos com indicação das posições 3, 4, 5, 11 e 14 das tarefas para a OE 297272
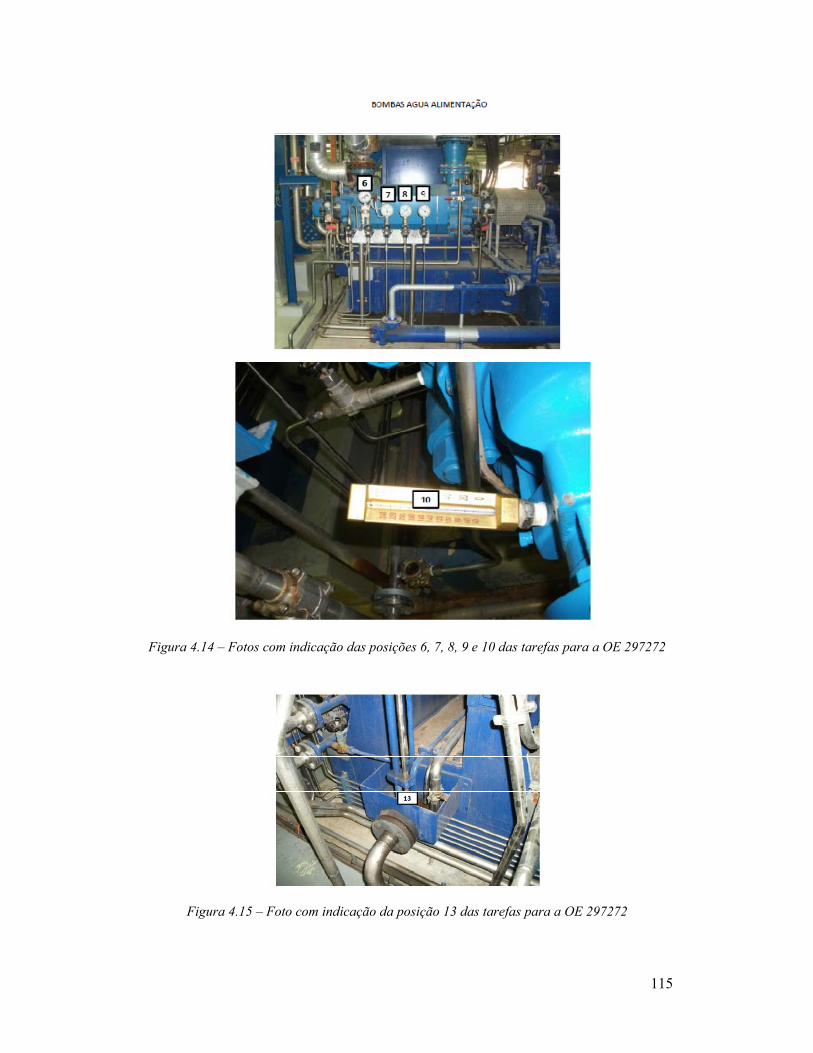
115
Figura 4.14 – Fotos com indicação das posições 6, 7, 8, 9 e 10 das tarefas para a OE 297272
Figura 4.15 – Foto com indicação da posição 13 das tarefas para a OE 297272

116
Figura 4.16 – Ordem de Execução gerada pelo Máximo a partir de um Plano de Manutenção
Preventiva Semanal para o Redutor 284-0020

117
Figura 4.17 – Ficha de trabalho para a operação 10 da OE 297275
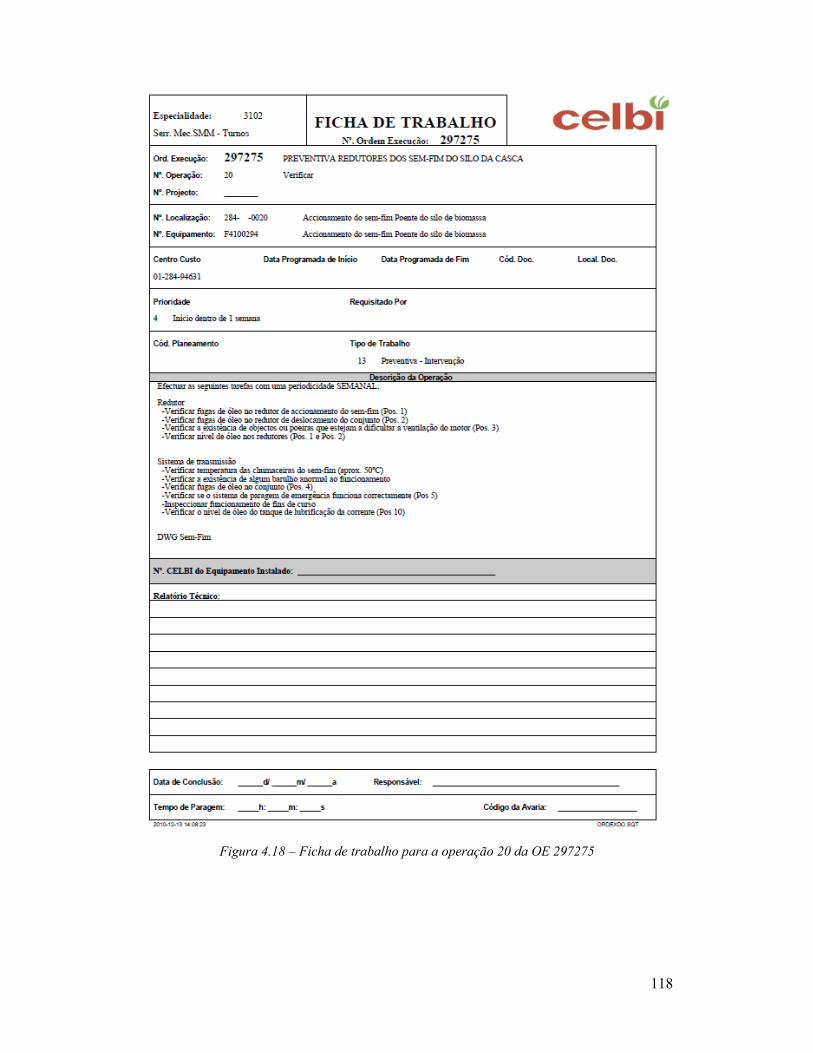
118
Figura 4.18 – Ficha de trabalho para a operação 20 da OE 297275
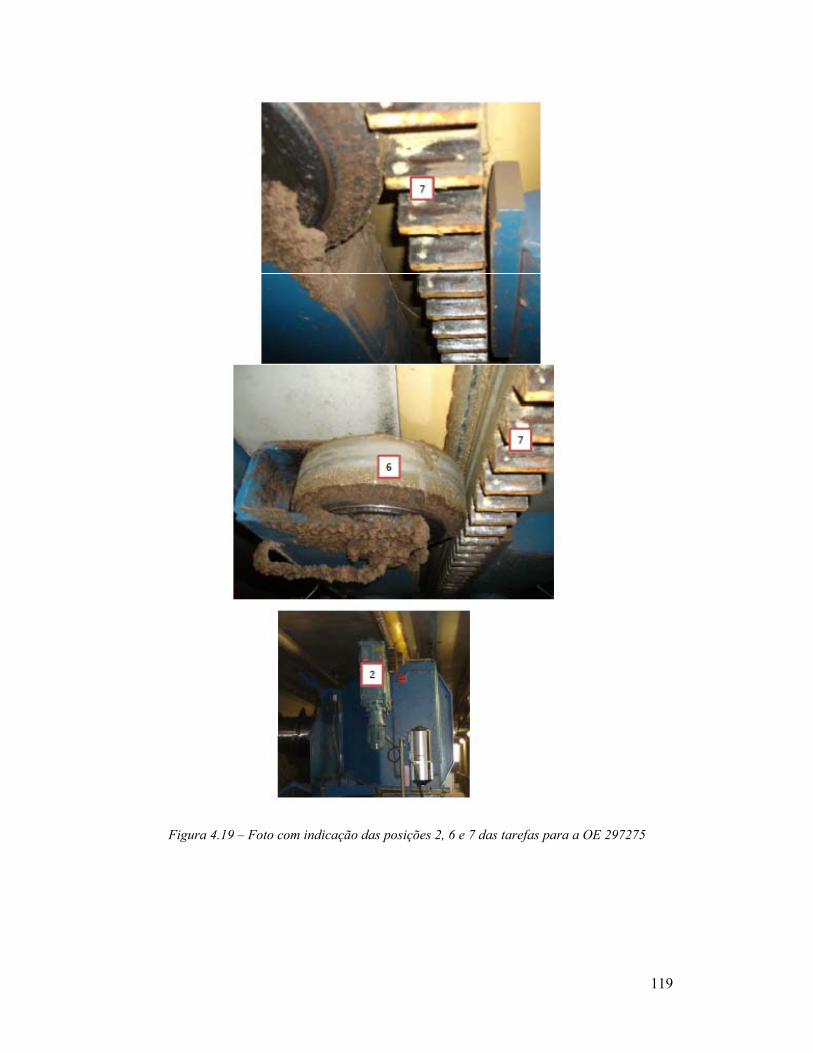
119
Figura 4.19 – Foto com indicação das posições 2, 6 e 7 das tarefas para a OE 297275

120
Figura 4.20 – Foto com indicação das posições 2, 5, 8 e 11 das tarefas para a OE 297275

121
Figura 4.21 – Foto com indicação das posições 4 e 10 das tarefas para a OE 297275
Figura 4.22 – Foto com indicação da posição 1 das tarefas para a OE 297275

122
Figura 4.23 – Foto com indicação das posições 3 e 9 das tarefas para a OE 297275
As figuras 4.10 à 4.15 exemplificam a documentação que é gerada pelo programa
Máximo para a Manutenção Preventiva Semanal para a bomba 463-002 e as figuras
4.16 à 4.23 para o redutor 284-0020.
123
CAPÍTULO 5 – Discussão das soluções
implementadas
Este projecto teve como objectivo efectuar um estudo e projecto de dispositivos para
melhorar a manutibilidade de dois equipamentos mecânicos existentes na fábrica Celbi.
Em paralelo visava elaborar os planos de manutenção planeada para os equipamentos
em questão.
Ao nível dos planos de manutenção preventiva os mesmos foram implementados, tendo
sido apresentados em versão provisória e em anexo em versão de OE gerada pelo
programa de gestão da manutenção Máximo.
No que respeita aos dispositivos projectados para melhorar a manutibilidade dos
equipamentos, foi efectuado o estudo e o projecto do componente para a bomba, no qual
foram efectuados os cálculos à resistência máxima para os componentes onde as tensões
apresentavam um valor mais crítico. Para a elaboração do componente foi efectuado o
desenho de construção em Autocad e também em SolidWorks, onde foi possível efectuar
o estudo de modelação 3D. De uma forma geral, este estudo possibilita analisar de uma
forma bastante realista os pontos críticos do componente, não obstante poder haver um
pequeno diferencial com os resultados obtidos analiticamente.
O material escolhido, inox 316, foi baseado no tipo de ambiente a que o componente é
exposto, que é extremamente húmido, o que provoca corrosão em metal não protegido.
Utilizado o inox 316, que é um material com uma protecção anti-corrosão muito boa,
possibilita que a mesma não exista. Um outro factor também importante relaciona-se
com o acabamento do inox, isto é, a base do tubo inox tem uma baixa porosidade, e
como neste caso o deslizamento é efectuado através de casquilhos de bronzes (por ser
um material auto-lubrificante) é vantajoso ter paredes pouco porosas em contacto com
os bronzes para diminuir ao máximo o atrito.
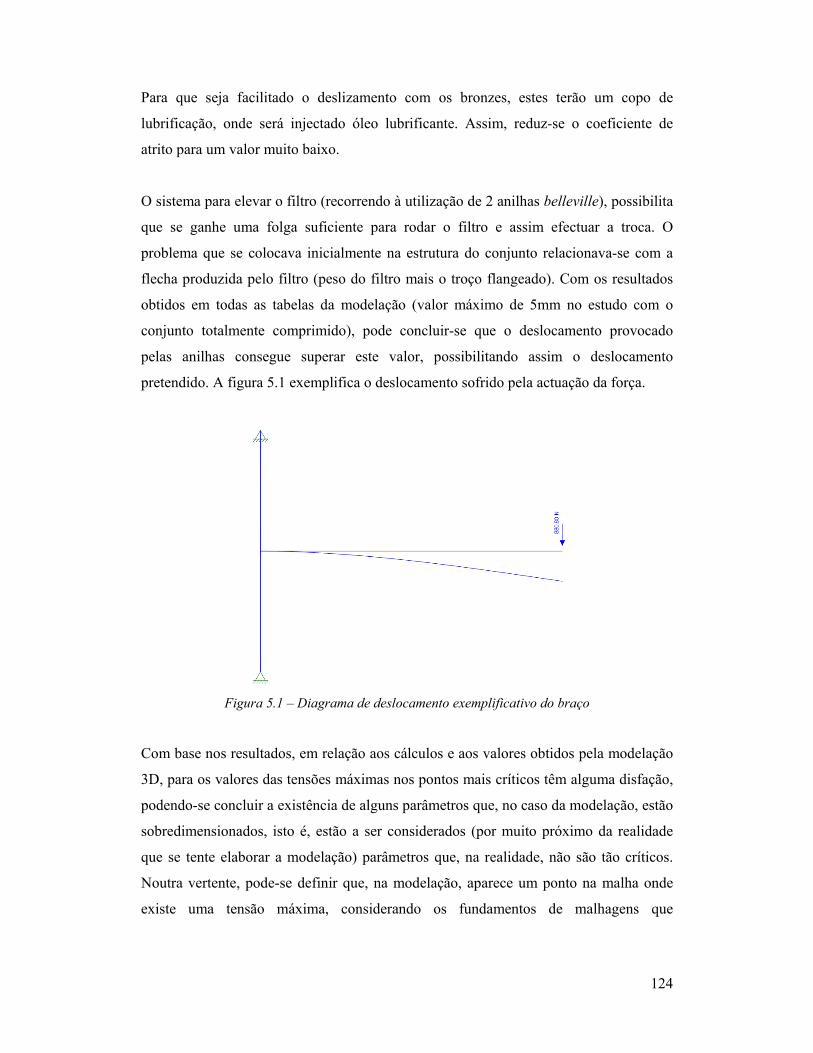
124
Para que seja facilitado o deslizamento com os bronzes, estes terão um copo de
lubrificação, onde será injectado óleo lubrificante. Assim, reduz-se o coeficiente de
atrito para um valor muito baixo.
O sistema para elevar o filtro (recorrendo à utilização de 2 anilhas belleville), possibilita
que se ganhe uma folga suficiente para rodar o filtro e assim efectuar a troca. O
problema que se colocava inicialmente na estrutura do conjunto relacionava-se com a
flecha produzida pelo filtro (peso do filtro mais o troço flangeado). Com os resultados
obtidos em todas as tabelas da modelação (valor máximo de 5mm no estudo com o
conjunto totalmente comprimido), pode concluir-se que o deslocamento provocado
pelas anilhas consegue superar este valor, possibilitando assim o deslocamento
pretendido. A figura 5.1 exemplifica o deslocamento sofrido pela actuação da força.
Figura 5.1 – Diagrama de deslocamento exemplificativo do braço
Com base nos resultados, em relação aos cálculos e aos valores obtidos pela modelação
3D, para os valores das tensões máximas nos pontos mais críticos têm alguma disfação,
podendo-se concluir a existência de alguns parâmetros que, no caso da modelação, estão
sobredimensionados, isto é, estão a ser considerados (por muito próximo da realidade
que se tente elaborar a modelação) parâmetros que, na realidade, não são tão críticos.
Noutra vertente, pode-se definir que, na modelação, aparece um ponto na malha onde
existe uma tensão máxima, considerando os fundamentos de malhagens que
125
possibilitam determinar a deformação em todos os elementos desta. No cálculo real,
tem-se como base o tipo de material e todas as condições reais.
Passando para a análise destes valores (mesmo com estas disfações), conclui-se que o
componente está dentro dos parâmetros de segurança no que diz respeito à tensão de
ruptura (pois a tensão máxima provocada pelo peso é inferior à tensão admissível).
Um outro aspecto que foi comparado (tendo em consideração apenas algumas variáveis)
foi o resultado em relação a um estudo efectuado com uma malha refinada e uma malha
mais grosseira. De acordo com o que era esperado, nesta última, os valores são
ligeiramente diferentes, tendo a tendência para serem inferiores. Isto acontece, pois a
existência de menos nós na malha, provoca que haja um afastamento maior na malha
interna e assim a passagem de “informação” entre estas torna-se mais difícil.
É também apresentado no Apêndice 2 o desenho em Autocad com a lista de peças, pois
para efeitos de construção, e também para registo interno da empresa, é este o programa
utilizado e, assim, também o formato de desenho utilizado.
Na fase final do projecto foi sugerido um tipo de montagem que talvez apresente
algumas melhorias relativamente ao considerado neste trabalho. Estas alterações não
estão presentes pois foram sugeridas já muito próximas do término do trabalho. Irá
apenas mencionar-se a sugestão e para um próximo trabalho efectuar o estudo com base
nestas alterações
Esta nova sugestão apresenta uma outra forma de colocar a ponteira (também chamados
veio de ponta). A nova forma sugere que seja efectuado um veio com a configuração
final da ponteira usada. A diferença está em efectuar o veio com um diâmetro máximo
igual ao interior do tubo principal. Esta secção, com o diâmetro máximo, irá entrar
dentro do tubo principal cerca de 100 mm. Nesta zona seria efectuada uma fixação
através da técnica de “rebites belgas”, de forma a garantir a fixação do veio. Esta secção
também seria soldada a nível inferior.

126
A técnica de rebite belga consiste num processo de soldadura que, através de uma
furação no tubo externo com o veio no seu interior, possibilita soldar o veio ao interior
do tubo, sem assim deixar relevos no exterior do tubo.
No caso do componente para o Sem-Fim, é apenas apresentada uma solução em
Autocad. Por falta de tempo não foi possível efectuar o estudo em modelação 3D.
Contudo, todo o processo de estudo desenrola-se da mesma forma que o efectuado para
o braço de apoio.
O desenho apresentado foi baseado numa sugestão do fabricante e instalador dos
equipamentos de accionamento do Sem-Fim. Na sugestão deles é apresentado um
sistema que englobaria uma solda provisória para a fixação do pórtico. Não tendo tempo
para efectuar o estudo, foram apenas elaboradas algumas alterações na proposta inicial
cedida pelo fabricante (RAUMASTER). Dessas alterações, salienta-se a colocação de um
suporte soldado ao carro para permitir assentar um perfil em “I” de forma a efectuar o
apoio do lado do silo ao pórtico. Do outro lado seguir-se-á a proposta da RAUMASTER.
O Apêndice 3 exemplifica o desenho alterado.
Ao nível dos planos de manutenção, utilizaram-se os procedimentos actuais presentes
na empresa Celbi, implementando apenas algumas alterações fruto do conhecimento dos
técnicos de manutenção, de forma a complementar positivamente o processo.
Foi efectuado o plano de montagem da estrutura, englobando toda a mão-de-obra
necessária. Este plano pode ser considerado como a base para a criação da OE
necessária para a execução da montagem do Suporte de troca do filtro (de acordo com a
representada para a bomba 463-002, e tendo uma metodologia similar para as restantes).

127
CAPÍTULO 6 – Conclusões e desenvolvimentos
futuros
No presente projecto levou-se a efeito o desenvolvimento e simulação do
comportamento de dispositivos, com recurso a ferramentas de software de modelação
3D, na perspectiva da melhoria da manutibilidade de equipamentos específicos.
Através destes programas é possível identificar zonas críticas, analisar tensões e
deslocamentos possíveis segundo as variáveis a considerar.
Os elementos alvos do estudo foram os redutores dos transportadores de biomassa e os
filtros de água das bombas de alimentação da caldeira de recuperação. Estes
equipamentos são cruciais para a garantia do funcionamento ininterrupto da unidade
fabril, pelo que o modelo 3D implementado para o dispositivo do filtro se apresenta
com grande potencial para a redução dos tempos de intervenção e para o incremento da
qualidade das acções de manutenção.
A metodologia precedente é a que será utilizada no pórtico para melhoria da
manutibilidade dos redutores dos transportadores de biomassa.
Estes estudos, para a empresa Celbi, em que existe um Departamento de Projecto
(DTE), passaram a servir como um incentivo à utilização da modelação 3D.
Para aqueles equipamentos foram ainda elaborados os respectivos planos de
manutenção e segurança e inseridos no programa informático de gestão de manutenção
da empresa.
Da experiência retirada deste projecto foram abertas janelas de oportunidade para o
incremento da qualidade da manutenção efectuada pela empresa (já de si elevada),
através:
Da utilização exaustiva das ferramentas de modelação 3D para todos os
equipamentos da empresa;
Da conjugação da informação de planeamento dos fabricantes, com a
experiência dos técnicos internos da manutenção, para melhoria dos planos de
manutenção;

128
Da eventual introdução de ferramentas de diagnóstico de avarias, para aproveitar
o histórico das OT e o conhecimento dos técnicos;
Do incremento de rigor dos indicadores de desempenho da manutenção.

129
Referências
- Andrade, L. F. (1998): Introdução à Manutenção. Porto: Publindústria, Edições
Técnicas .
- Brito, M. (2003): Manual Pedagógico PRONACI AEP. In M. Brito, Manutenção .
Leça da Palmeira: Associação Empresarial de Protugal.
- Cabral, J. P. (2009); Gestão da Manutenção de Equipamentos e Edificios . Lidel -
Edições Técnicas.
- Instituto Portugês da Qualidade (2007): Norma Portuguesa EN 13306.
- Kioskea.net. (s.d.). Kioskea.net; Obtido em 24 de Setembro de 2010, de Kioskea.net:
http://pt.kioskea.net/contents/projet/cahier-des-charges.php3.
- Raumaster. (s.d.); Obtido em 30 de 03 de 2011: http://www.raumaster.fi/wood.htm.
- Spínola, C. (2007); Obtido em 11 de 11 de 2010:
http://www.bib.ualg.pt/bibliotecas/EST/Documentos/Guia_Pesquisa_Normas.pdf.
- Sulzer. (s.d.); Obtido em 30 de 03 de 2011:
http://www.sulzerpumps.com/desktopdefault.aspx/tabid-388/.

130
Apêndice 1 – Caracterização do Departamento de
Direcção Industrial da Empresa
A empresa Celbi, SA, sendo uma empresa de referência na indústria de celulose, com
posição nos maiores mercados da Europa, tem uma política de Manutenção que pode ser
considerada de referência neste sector.
Nos parágrafos seguintes caracterizar-se-á sumariamente a política de manutenção da
empresa Celbi, SA, para que, no âmbito deste trabalho, mais facilmente se consiga
evidenciar o impacto das alterações que se propõem para o sector de Manutenção da
empresa.
O sector de Manutenção da empresa Celbi, SA, abrange as duas áreas de produção:
Pasta; Energia. Em ambas as áreas, a evolução deste sector industrial obriga a que a
empresa se mantenha sempre a par da mais evoluída tecnologia do sector para que se
mantenha competitiva. Isto obriga a que a empresa tenha que fazer uma aposta
particularmente elevada nos seus recursos de mão-de-obra qualificada para que os seus
níveis de eficiência sejam sempre os mais elevados possíveis.
Face ao exposto, é expectável que o Departamento de Manutenção da empresa assuma
uma posição relevante no seu organigrama, tal como se pode observar na figura AI.1, na
qual se pode observar que, imediatamente na dependência da Administração existem
quatro Direcções: Direcção Industrial; Direcção Financeira; Direcção Comercial; e Área
Florestal. No âmbito do presente projecto interessa explicitar o papel da Direcção
Industrial (DI) na dependência da qual se encontra o Departamento de Manutenção
Industrial (DMI).
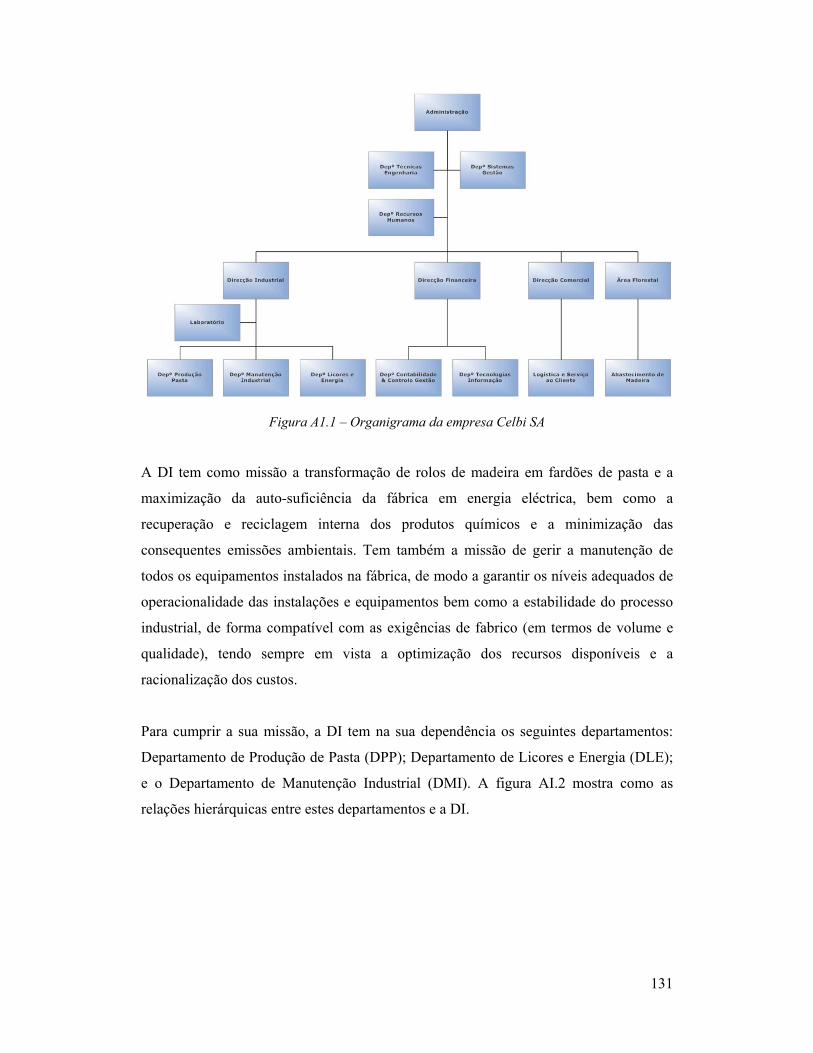
131
Figura A1.1 – Organigrama da empresa Celbi SA
A DI tem como missão a transformação de rolos de madeira em fardões de pasta e a
maximização da auto-suficiência da fábrica em energia eléctrica, bem como a
recuperação e reciclagem interna dos produtos químicos e a minimização das
consequentes emissões ambientais. Tem também a missão de gerir a manutenção de
todos os equipamentos instalados na fábrica, de modo a garantir os níveis adequados de
operacionalidade das instalações e equipamentos bem como a estabilidade do processo
industrial, de forma compatível com as exigências de fabrico (em termos de volume e
qualidade), tendo sempre em vista a optimização dos recursos disponíveis e a
racionalização dos custos.
Para cumprir a sua missão, a DI tem na sua dependência os seguintes departamentos:
Departamento de Produção de Pasta (DPP); Departamento de Licores e Energia (DLE);
e o Departamento de Manutenção Industrial (DMI). A figura AI.2 mostra como as
relações hierárquicas entre estes departamentos e a DI.
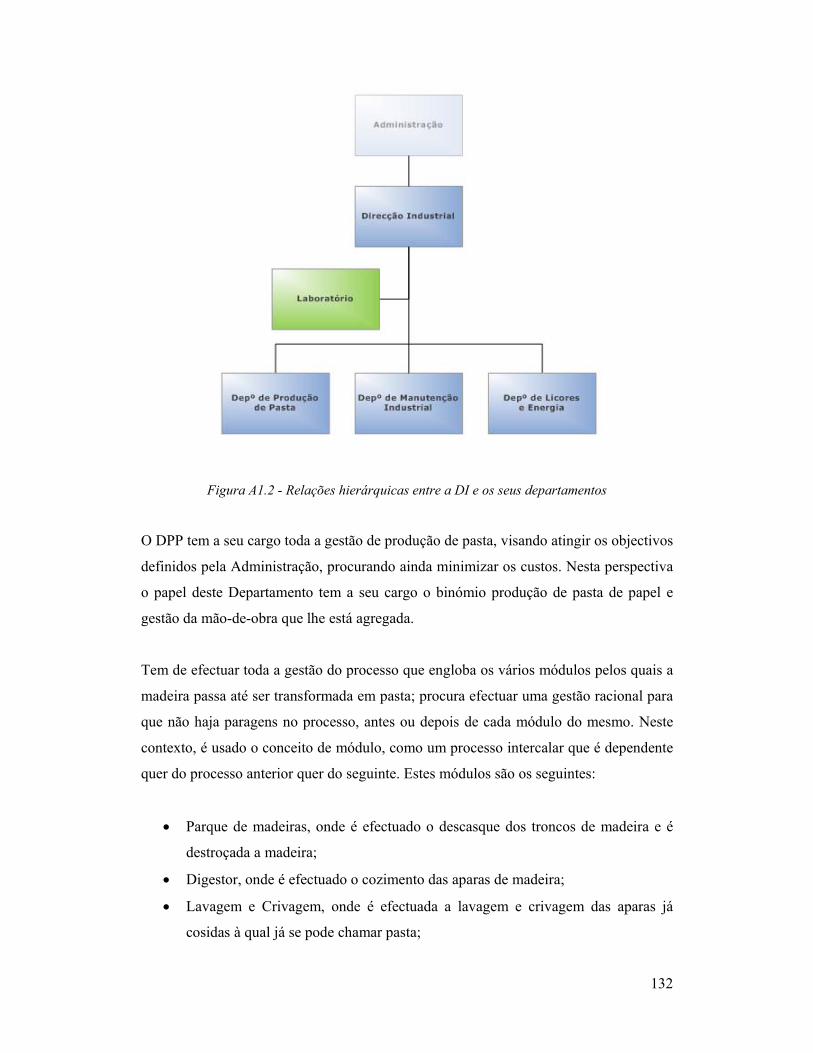
132
Figura A1.2 - Relações hierárquicas entre a DI e os seus departamentos
O DPP tem a seu cargo toda a gestão de produção de pasta, visando atingir os objectivos
definidos pela Administração, procurando ainda minimizar os custos. Nesta perspectiva
o papel deste Departamento tem a seu cargo o binómio produção de pasta de papel e
gestão da mão-de-obra que lhe está agregada.
Tem de efectuar toda a gestão do processo que engloba os vários módulos pelos quais a
madeira passa até ser transformada em pasta; procura efectuar uma gestão racional para
que não haja paragens no processo, antes ou depois de cada módulo do mesmo. Neste
contexto, é usado o conceito de módulo, como um processo intercalar que é dependente
quer do processo anterior quer do seguinte. Estes módulos são os seguintes:
Parque de madeiras, onde é efectuado o descasque dos troncos de madeira e é
destroçada a madeira;
Digestor, onde é efectuado o cozimento das aparas de madeira;
Lavagem e Crivagem, onde é efectuada a lavagem e crivagem das aparas já
cosidas à qual já se pode chamar pasta;

133
Branqueamento, onde é branqueada a pasta utilizando métodos tecnológicos
avançados para efectuar esse mesmo branqueamento;
Secagem e Linha de Acabamentos, onde, numa máquina específica, é formada
uma folha de pasta para ser seca na máquina de secagem e depois cortada e
embalada para seguir para o armazém e, posteriormente para o cliente.
O DLE tem a seu cargo toda a gestão de Produção de Licores e Energia. Neste momento
tem a gestão da produção de energia eléctrica directamente para a rede eléctrica
exterior, utilizando uma caldeira a biomassa que alimenta uma turbina de vapor. Esta
caldeira foi adquirida através de uma parceria com a Rede Eléctrica Nacional (REN), a
qual obriga que esta trabalhe em exclusivo para a rede eléctrica pública. Paralelamente a
esta caldeira há uma caldeira incineradora de gases, uma caldeira de recuperação e uma
turbina de vapor.
Sendo a caldeira incineradora apenas para a alimentação de água quente da fábrica, a
caldeira de recuperação trabalha com outros objectivos. Esta caldeira de recuperação
tem de produzir vapor para alimentar todo o processo de produção de pasta (Digestor,
Lavagem e Crivagem, Branqueamento e Maquina de Secagem) utilizado na sua queima
licor negro proveniente do processo de cosedura da pasta no digestor. Estando estes
processos a trabalhar de forma similar a ciclos, isso implica que estão todos
dependentes uns dos outros, pois sem licor negro a caldeira seria obrigada a consumir
gás natural, o que elevaria os custos e, sem vapor não seria possível trabalhar, nem o
digestor nem a máquina da pasta. Por isso, é necessário racionalizar os recursos da
caldeira e mantê-la operacional conjuntamente com todo o resto da fábrica para que não
ocorram rupturas indesejadas. Esta caldeira alimenta também, com o excesso de vapor
produzido, uma turbina de vapor que tem como objectivo tornar a empresa auto-
suficiente a nível energético e poder vender toda a energia produzida em excesso para a
rede pública.
O DMI, em comparação com os departamentos acima descritos, efectua um serviço em
toda a fábrica, desde os componentes de Produção de Pasta aos componentes de
Produção de Licor e Energia. O DMI tem como objectivos principais executar e ou
supervisionar a manutenção de todos os equipamentos instalados na Fábrica de modo a
garantir o nível de operacionalidade das instalações e equipamentos e a estabilidade do
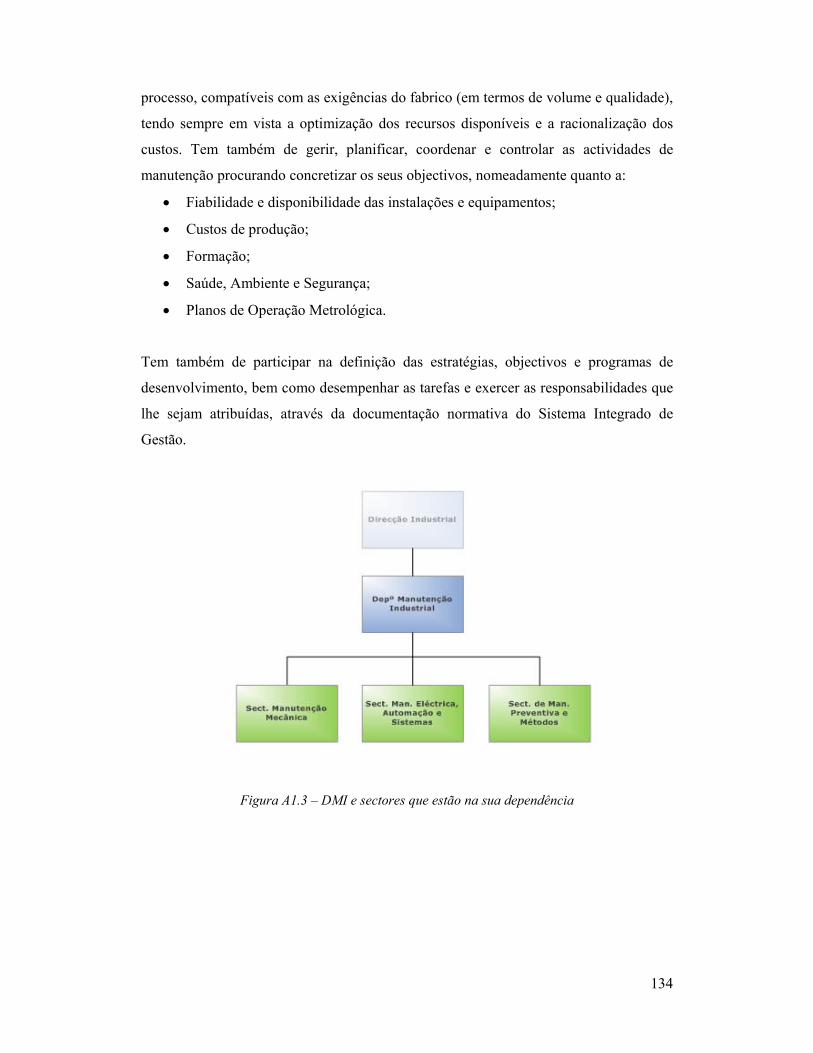
134
processo, compatíveis com as exigências do fabrico (em termos de volume e qualidade),
tendo sempre em vista a optimização dos recursos disponíveis e a racionalização dos
custos. Tem também de gerir, planificar, coordenar e controlar as actividades de
manutenção procurando concretizar os seus objectivos, nomeadamente quanto a:
Fiabilidade e disponibilidade das instalações e equipamentos;
Custos de produção;
Formação;
Saúde, Ambiente e Segurança;
Planos de Operação Metrológica.
Tem também de participar na definição das estratégias, objectivos e programas de
desenvolvimento, bem como desempenhar as tarefas e exercer as responsabilidades que
lhe sejam atribuídas, através da documentação normativa do Sistema Integrado de
Gestão.
Figura A1.3 – DMI e sectores que estão na sua dependência

135
A figura A1.3 ilustra a DMI e os sectores que estão na sua dependência: Sector de
Manutenção Mecânica (SMM); Sector de Manutenção Eléctrica; Automação e Sistemas
(SMEAS); Sector de Manutenção Preventiva e Métodos (SMPM)3.
Devido à grande evolução do mundo industrial, este departamento é o que mais
upgrades tem sofrido nos últimos anos. Seguindo a cultura introduzida pelos fundadores
da empresa Celbi, este sector tornou-se numa referência, tendo capacidade para dar
resposta a praticamente todas as solicitações.
Começando pelo SMEAS, este tem como missão a manutenção corrente dos
equipamentos eléctricos e de medição bem como o controlo da actividade industrial,
visando a maximização da disponibilidade operacional bem como a fiabilidade do seu
funcionamento e das suas medições, através de Operações de Controlo Metrológico.
Este sector abrange funções na parte eléctrica, de instrumentação e hidráulico-
pneumática. Os seus recursos humanos são constituídos por elementos aos quais é
proporcionada uma formação constante sobre a tecnologia existente, bem como sobre as
novas tecnologias que, com frequência, aparecem no mercado. Com a remodelação da
fábrica, a componente de instrumentação e controlo assumiu um grande upgrade em
tecnologia e número de elementos, o que implicou um conhecimento mais profundo da
fábrica. Numa perspectiva perfeccionista, a Administração procura sempre oferecer a
melhor formação complementar possível, tornando cada operador especialista em
diferentes tipos de equipamentos e as melhores sinergias na constituição das equipas,
procurando assim que exista o conhecimento mais exaustivo possível sobre cada zona
da fábrica. Esta divisão não quer dizer que os operadores não actuem em toda a área da
fábrica, pois quando é necessário, todos eles estão capacitados para intervir em qualquer
lugar; contudo, em caso de avaria ou intervenção planeada, procura-se alocar o técnico
que melhor conhece a instalação ou equipamento a intervencionar, facilitando assim a
reparação, eliminando tempos mortos que noutra situação aconteceriam (por exemplo, a
procura do equipamento ou zona de acção) e garantindo os melhores níveis de
fiabilidade.
3 Consiste em acções de verificação dos equipamentos de medida, havendo três operações (típicas): Primeira Verificação; Verificação Periódica; e Verificação Extraordinária.

136
O SMPM tem como responsabilidades a manutenção condicionada, a operacionalidade
do sistema de gestão de manutenção e a gestão de materiais. A manutenção
condicionada é uma das vertentes estratégicas do sector de manutenção da empresa,
visando retirar todo o máximo rendimento das instalações e equipamentos. É uma
equipa composta por dois elementos que têm como função ler e tratar dados técnicos
dos equipamentos que são considerados essenciais para a predição de avarias, tais como
vibrações, temperaturas, ruído, etc. Estes dados são depois tratados num programa
específico, criando-se assim uma base de dados do equipamento que permite que se
consiga efectuar uma análise de desgaste dos diferentes componentes do equipamento.
Esta análise permite determinar uma data aproximada sobre o tempo de vida do órgão
ou componente, podendo assim retirar o máximo rendimento do equipamento. Esta
análise é feita em intervalos de tempo, segundo o aconselhado pelo fabricante ou
segundo a experiência obtida ao longo dos anos de serviço.
Na gestão de materiais, é efectuado uma gestão de armazém, racionalizando todas as
peças-de-reserva da fábrica. A gestão de materiais possibilita que exista um
abaixamento nos custos de paragem (em caso de ruptura ou avaria), pois todos os
equipamentos considerados de risco para a paragem da produção são tidos como
rotáveis e, por isso, possuem uma reserva em stock no armazém. Esta questão elimina
tempos de espera de entrega de equipamentos. Todos estes equipamentos que existem
como reserva no armazém são devidamente estudados e racionalizados, para que não se
corra o risco de haver um valor demasiado elevado em material de stock onerando assim
o armazém para custos demasiado altos.
Para além das reservas de equipamentos, o armazém possui também componentes
consumíveis, que são, em grande maioria, componentes de reparação dos equipamentos.
Ao possuir estas peças-de-reserva possibilita que seja efectuada uma reparação do
equipamento dentro das instalações da fábrica (oficina), eliminando assim custos de
transporte e custos externos de reparação.
Na componente de responsabilidade da operação do sistema de gestão de manutenção,
este sector tem como dever, a garantia da operacionalização de todo o sistema de
manutenção, isto é, esta secção, mais conhecida pelo nome de ‘’Métodos’’, tem de
efectuar o levantamento das características dos equipamentos, a análise desses

137
equipamentos e inseri-los no sistema de gestão da manutenção, proporcionando que o
operador tenha todos os dados necessários para uma intervenção on-line. Quando se
analisam os equipamentos, consegue-se identificar quais os seus componentes mais
críticos e, dessa forma, é possível codificar e controlar o número de elementos que será
necessário ter em stock.
A SMM tem como missão a manutenção corrente de natureza mecânica, dos
equipamentos e das estruturas das instalações fabris, visando maximizar o tempo de
disponibilidade operacional respectivo.
Este sector está dividido em quatro áreas de intervenção. As três primeiras
correspondem a zonas fabris, como, por exemplo, a zona um corresponde à área que
engloba toda a parte de energia e licores (forno da cal, caldeiras, turbinas etc.), a zona
dois à parte da preparação da madeira (linhas de alimentação de madeira, descascador,
destroçador etc.), a zona três (digestor, lavagem e crivagem, branqueamento) e a zona
quatro à área corresponde à oficina mecânica.
Cada zona tem um chefe de equipa, que chefia operadores especialistas nos
equipamentos dessa zona. Tal como na secção do SMEAS, todos estes técnicos estão
constantemente a receber formação suplementar, para que estejam sempre em condições
para qualquer tipo de intervenção.
A oficina mecânica corresponde a um apoio essencial para a manutenção e produção.
Na oficina mecânica é possível reparar equipamentos, bem como fabricar alguns
equipamentos dentro da área da metalomecânica, permitindo assim, em casos de
urgência ter uma resposta quase perfeita.
A oficina tem como objectivo reparar e ensaiar os equipamentos que estejam avariados
e depois devolvê-los ao armazém, permitindo assim uma reserva posicional para todos
os equipamentos considerados críticos.
Com este tipo de gestão a nível da manutenção, a empresa Celbi SA, tem sabido
corresponder a todos os imprevistos que acontecem no dia-a-dia, procurando minimizar
os tempos de paragem de produção bem como os custos de manutenção.

138
Apêndice 2 – Desenho de construção para o
suporte para a mudança do filtro
Legenda do suporte do filtro da Bomba de Alimentação
Item Qtd Descrição Standard Material
1 1 Tubo inox rectangular 90x50 5 AISI 316
2 1 V – Ring SKF CR400751
3 2 Casquilho 160/123x101,6x89
4 1 Anilha ISO 7089-12-140 HV
5 1 Anilha ISO 7089-12-140 HV
6 1 Parafuso ISO 4162 M12x70
7 2 Porca ISO 4033 M12
8 2 Anilha ISO 7089-12-140 HV
9 2 Parafuso ISO 4162 M12x45
10 2 Parafuso ISO 4162 M12x120
11 2 Anilha ISO 7089-12-140 HV
12 2 Porca ISO 4033 M12
13 2 Anilha Mola Belleville Din2093C
56x28,5x1,5
14 1 Anilha de suporte 65x25x10 AISI 316
15 1 Porca de Fixação M24
16 1 Ponteira roscada M24x50

139
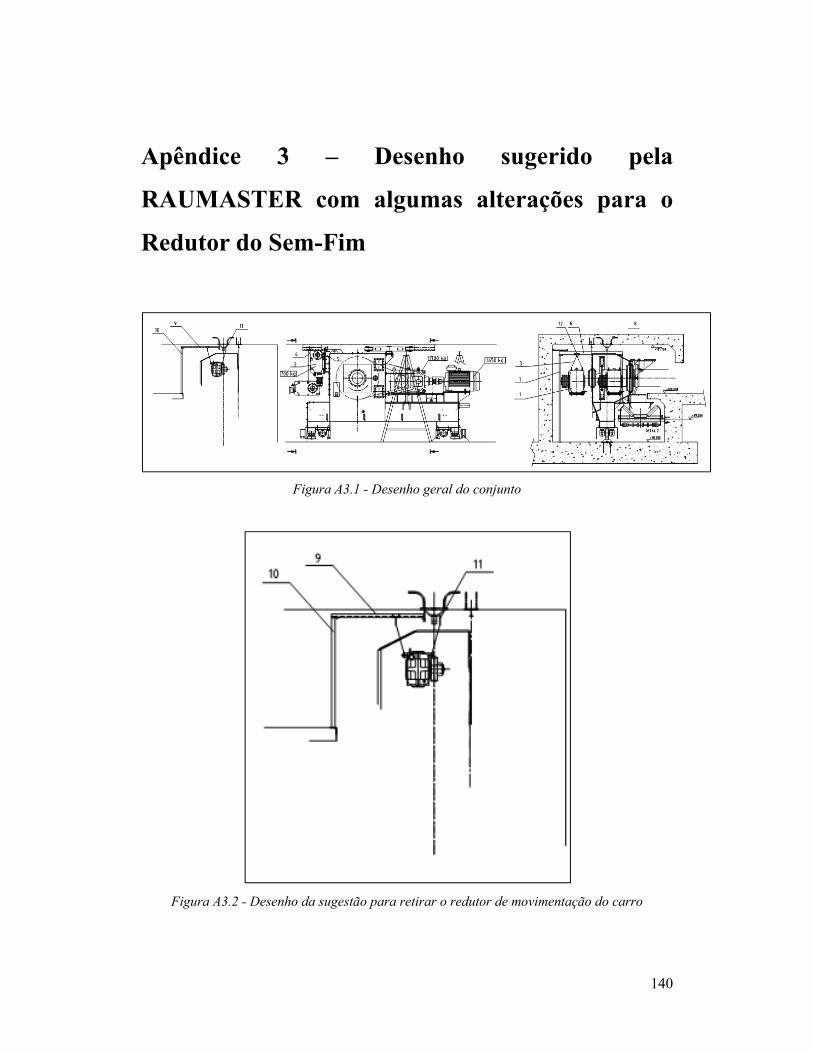
140
Apêndice 3 – Desenho sugerido pela
RAUMASTER com algumas alterações para o
Redutor do Sem-Fim
Figura A3.1 - Desenho geral do conjunto
Figura A3.2 - Desenho da sugestão para retirar o redutor de movimentação do carro

141
Figura A3.3 - Desenho da sugestão para retirar o redutor de accionamento do Sem-Fim





























