Embed Size (px)
Citation preview
PLANEJAMENTO DO LAYOUT E
DIMENSIONAMENTO DE EXTINTORES
DE INCÊNDIO EM UMA EMPRESA DO
SEGMENTO DE PANIFICAÇÕES - UM
ESTUDO DE CASO.
Emmanoell Victor Dutra de Freitas Maia (UFCG)
Mariana Alves Bernardo de Matos (UFCG)
Anderson Laureano de Melo (UFCG)
Gabrielle Bezerra Costa (UFCG)
Tarcisio Gil dos Anjos Guerra (UFCG)
O PROJETO DE FÁBRICA E LAYOUT TEM POR OBJETIVO
ALOCAR E/OU REALOCAR RECURSOS FÍSICOS JÁ EXISTENTES
NA FÁBRICA DE FORMA A AUMENTAR A CAPACIDADE DA
INSTALAÇÃO E A PRODUTIVIDADE DAS OPERAÇÕES. ADEMAIS,
O LAYOUT DEVE SER REALIZADO DE MANEIRA INTEGRADA
COM A SEGURANÇA DO TRABALHO, ABRINDO-SE DESTAQUE
ÀS QUESTÕES DE PREVENÇÃO E COMBATE A INCÊNDIOS.
NESTE SENTIDO, O REFERIDO TRABALHO TEM COMO
OBJETIVO REALIZAR O PLANEJAMENTO DAS INSTALAÇÕES
INDUSTRIAIS, CONTEMPLANDO, ALÉM DA PRODUTIVIDADE, O
DIMENSIONAMENTO DE EXTINTORES DE INCÊNDIOS, EM UMA
EMPRESA DO SETOR DE PANIFICAÇÃO DE CAMPINA GRANDE -
PB. PARA TANTO, UTILIZOU-SE DA METODOLOGIA DE VILLAR
E NÓBREGA JR, 2004, CARACTERIZANDO-SE COMO UMA
PESQUISA DESCRITIVA. COMO RESULTADO, OBSERVOU-SE UM
INCREMENTO DA PRODUÇÃO A PARTIR DA DIMINUIÇÃO DE
RETORNOS, CRUZAMENTOS E ESPERAS, ALEM DE OUTRAS
MELHORIAS DA EFICIÊNCIA PRODUTIVA. FOI OBSERVADO
TAMBÉM UM AUMENTO DA PERCEPÇÃO DE SEGURANÇA DOS
ENVOLVIDOS A PARTIR DO CORRETO DIMENSIONAMENTO OU
QUANTIFICAÇÃO DE EXTINTORES DE INCÊNDIO PARA O NOVO
LAYOUT.
Palavras-chave: PROJETO DE FÁBRICA, LAYOUT, EXTINTORES
DE INCÊNDIO E PANIFICAÇÃO.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
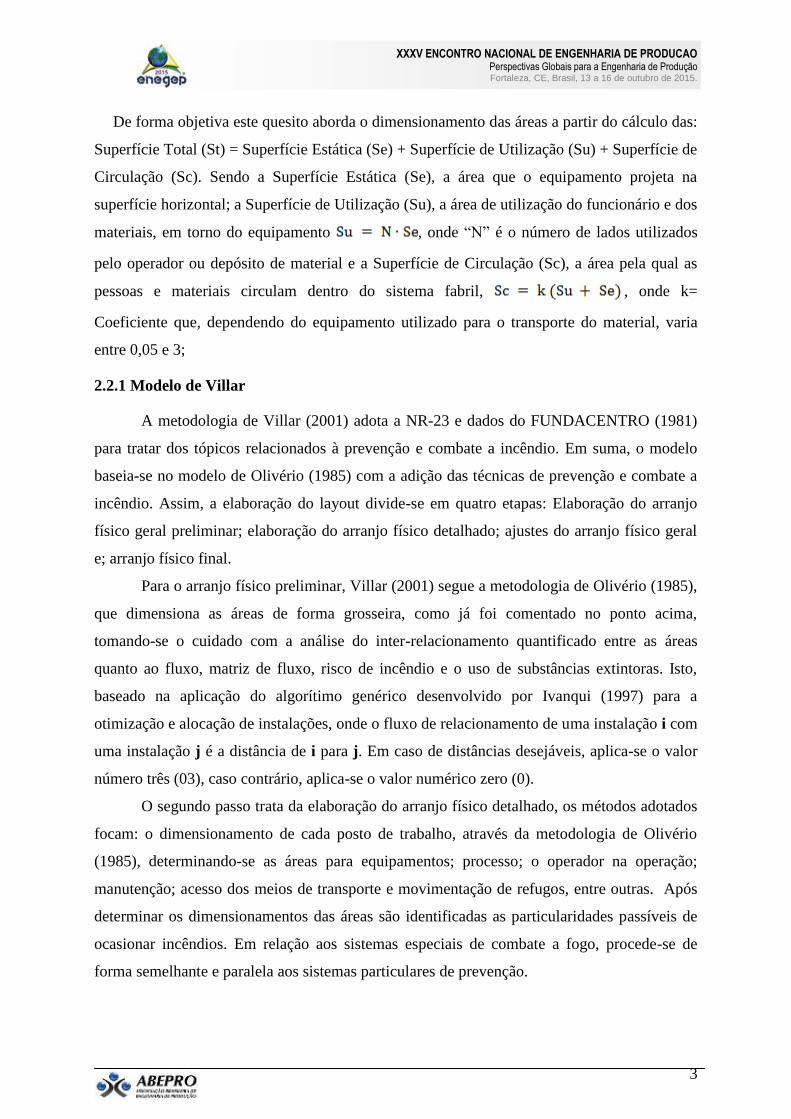
1. Introdução
O Projeto de Fábrica e Layout tem por objetivo alocar e/ou realocar recursos físicos já
existentes na fábrica de forma a aumentar a capacidade da instalação e a produtividade das
operações. Em consonância com o ganho de produtividade, tem-se a redução dos custos
indiretos; redução do tempo de manufatura; redução do material em processo; maior
utilização de equipamentos, mão de obra e serviços; redução de manuseio; economia de
espaço; redução das demoras; incremento da produção e; aumento da moral e satisfação no
trabalho.
O planejamento do layout deve ser realizado de maneira integrada com a segurança do
trabalho (para garantir a segurança dos que estão inseridos nas instalações prediais, dos que
estão fora da mesma e a segurança patrimonial). Devendo-se lembrar que os acidentes
acarretam perdas monetárias de grande valor e punições severas à empresa diante do mercado.
Neste sentido, destaca-se a prevenção e combate a incêndios, tendo em vista que o incêndio é
considerado como sendo um risco não muito frequente, contudo de grande amplitude de efeito
e consequências devastadoras.
Segundo Villar (2001) é importante à classificação dos riscos de incêndio em pequeno,
médio e grande, de forma que para cada área seja dado foco a cada tipo de risco e, além disso,
que sistemas de combate à incêndios sejam projetados para os riscos específicos de cada área,
no intuito de tornar as instalações industriais mais seguras quanto ao controle de fogo.
De acordo com o exposto, o referido trabalho tem como objetivo realizar o
planejamento das instalações industriais e desta forma contribuir para o fomento da eficiência
produtiva em uma empresa do segmento de panificações e, assim, construir um rearranjo
físico que contribua para a eficiência produtiva no que tange a produtividade e ao
dimensionamento de extintores.
2. Metodologia para Elaboração do Arranjo Físico
Villar (2001) afirma que a tarefa de se elaborar um arranjo físico torna-se complexa
devido ao fato de existirem uma grande quantidade de fatores que o influenciam, sendo
relevantes e de extrema independência, então devem ser tratados separadamente e de forma
cuidadosa para que se tenha um bom projeto. Além disso, defende que alguns destes fatores
devem ser priorizados, por tratarem de aspectos mais frágeis.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
De forma objetiva este quesito aborda o dimensionamento das áreas a partir do cálculo das:
Superfície Total (St) = Superfície Estática (Se) + Superfície de Utilização (Su) + Superfície de
Circulação (Sc). Sendo a Superfície Estática (Se), a área que o equipamento projeta na
superfície horizontal; a Superfície de Utilização (Su), a área de utilização do funcionário e dos
materiais, em torno do equipamento , onde “N” é o número de lados utilizados
pelo operador ou depósito de material e a Superfície de Circulação (Sc), a área pela qual as
pessoas e materiais circulam dentro do sistema fabril, , onde k=
Coeficiente que, dependendo do equipamento utilizado para o transporte do material, varia
entre 0,05 e 3;
2.2.1 Modelo de Villar
A metodologia de Villar (2001) adota a NR-23 e dados do FUNDACENTRO (1981)
para tratar dos tópicos relacionados à prevenção e combate a incêndio. Em suma, o modelo
baseia-se no modelo de Olivério (1985) com a adição das técnicas de prevenção e combate a
incêndio. Assim, a elaboração do layout divide-se em quatro etapas: Elaboração do arranjo
físico geral preliminar; elaboração do arranjo físico detalhado; ajustes do arranjo físico geral
e; arranjo físico final.
Para o arranjo físico preliminar, Villar (2001) segue a metodologia de Olivério (1985),
que dimensiona as áreas de forma grosseira, como já foi comentado no ponto acima,
tomando-se o cuidado com a análise do inter-relacionamento quantificado entre as áreas
quanto ao fluxo, matriz de fluxo, risco de incêndio e o uso de substâncias extintoras. Isto,
baseado na aplicação do algorítimo genérico desenvolvido por Ivanqui (1997) para a
otimização e alocação de instalações, onde o fluxo de relacionamento de uma instalação i com
uma instalação j é a distância de i para j. Em caso de distâncias desejáveis, aplica-se o valor
número três (03), caso contrário, aplica-se o valor numérico zero (0).
O segundo passo trata da elaboração do arranjo físico detalhado, os métodos adotados
focam: o dimensionamento de cada posto de trabalho, através da metodologia de Olivério
(1985), determinando-se as áreas para equipamentos; processo; o operador na operação;
manutenção; acesso dos meios de transporte e movimentação de refugos, entre outras. Após
determinar os dimensionamentos das áreas são identificadas as particularidades passíveis de
ocasionar incêndios. Em relação aos sistemas especiais de combate a fogo, procede-se de
forma semelhante e paralela aos sistemas particulares de prevenção.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
Em seguida tem-se o isolamento dos riscos de incêndio e da natureza de fogo das
seções e a escolha dos extintores que irão ficar em cada área de acordo com as substâncias
extintoras a que se destinam, bem como das áreas de circulação e aquelas dedicadas aos
equipamentos de prevenção e combate a incêndio.
São determinados os ajustes finais do arranjo físico, onde é analisado o arranjo físico
geral, objetivando a adequação do layout com os sistemas de combate a incêndio, a
determinação dos arruamentos interdepartamentais, localização da caixa d´água e para raio.
E, por fim, chega-se ao arranjo físico final, onde todo o passo a passo é documentado e
arquivado na empresa para fins de verificação. Este arranjo físico permanecerá inalterado até
que sejam necessárias modificações.
2.2 O layout e a prevenção de incêndios
Segundo Villar (2001), a sequência de atividades para se elaborar o layout
considerando a prevenção de incêndios é: identificar os riscos das diversas instalações,
deixando aproximadas as instalações de riscos semelhantes, uma vez que necessitarão dos
mesmos cuidados; isolar os riscos mais elevados, quando possível no espaço e aproximação
das instalações que necessitam das mesmas substâncias extintoras.
Os Sistemas extintores são obrigatórios e de fundamental importância para dar
seguridade às instalações físicas de uma organização, além de prevenir e combater incêndios.
Os extintores de incêndio são responsáveis por eliminar ou controlar os focos de incêndio de
menor porte a partir do lançamento de uma substância extintora (água, pó químico seco ou
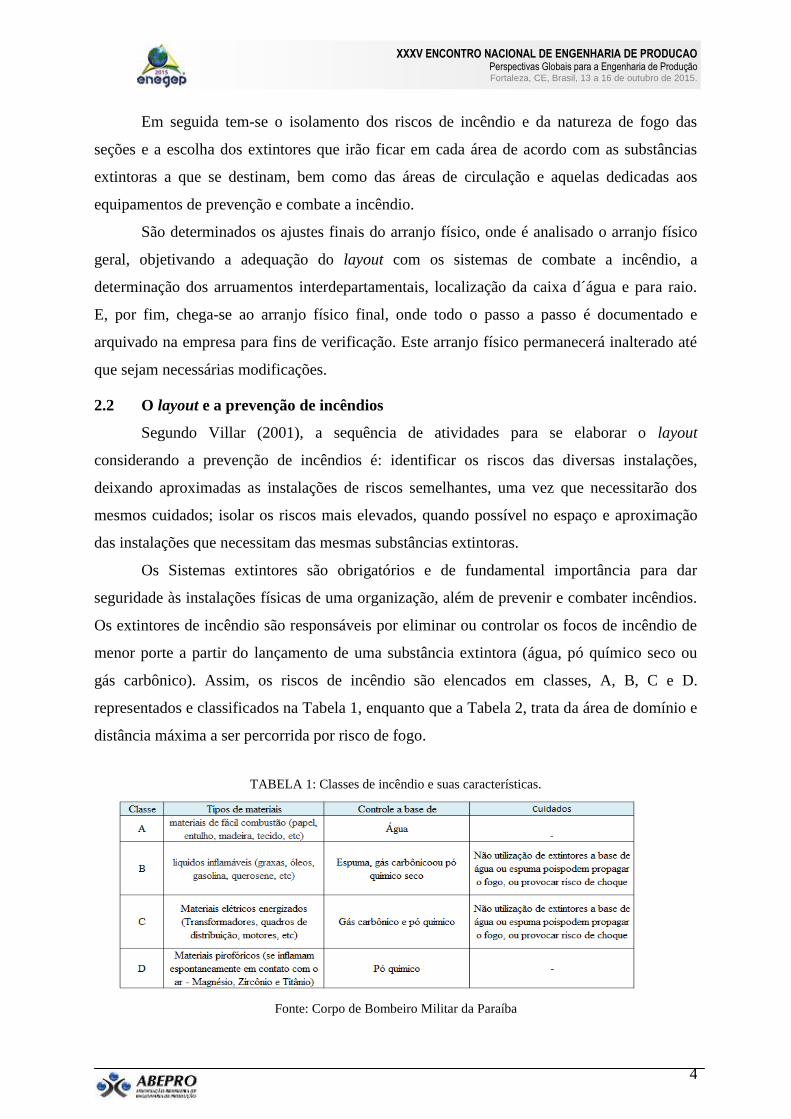
gás carbônico). Assim, os riscos de incêndio são elencados em classes, A, B, C e D.
representados e classificados na Tabela 1, enquanto que a Tabela 2, trata da área de domínio e
distância máxima a ser percorrida por risco de fogo.
TABELA 1: Classes de incêndio e suas características.
Fonte: Corpo de Bombeiro Militar da Paraíba
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
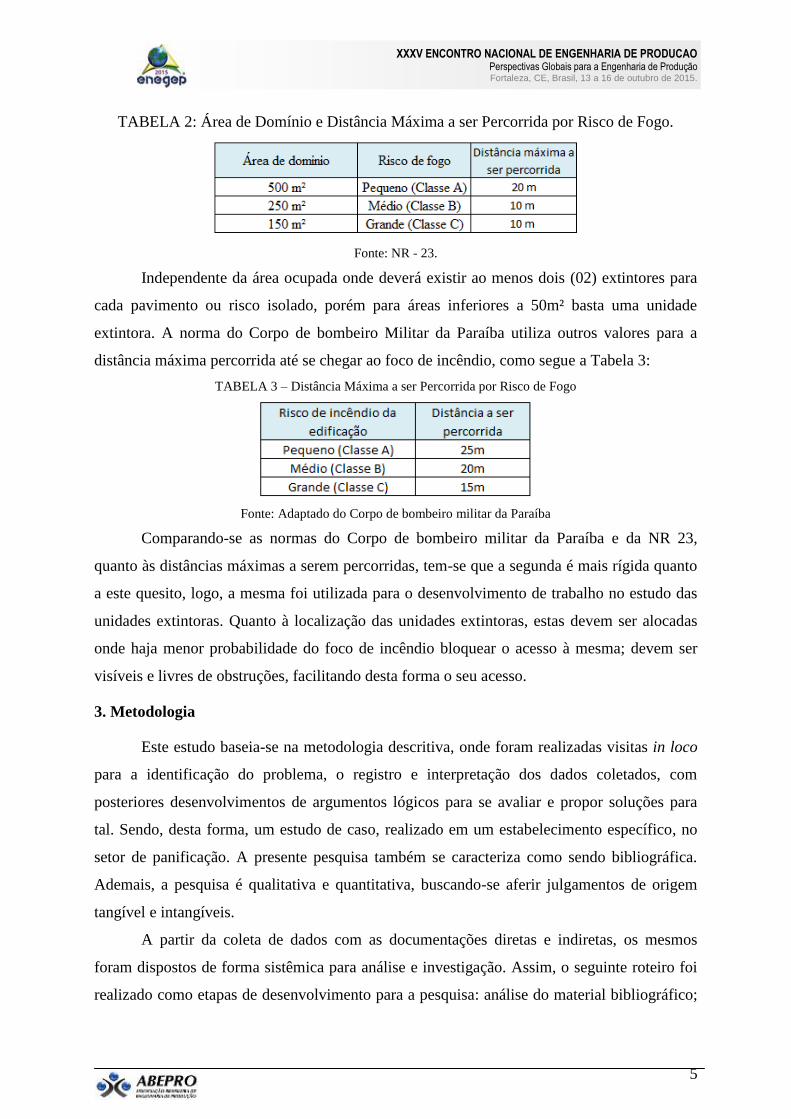
TABELA 2: Área de Domínio e Distância Máxima a ser Percorrida por Risco de Fogo.
Fonte: NR - 23.
Independente da área ocupada onde deverá existir ao menos dois (02) extintores para
cada pavimento ou risco isolado, porém para áreas inferiores a 50m² basta uma unidade
extintora. A norma do Corpo de bombeiro Militar da Paraíba utiliza outros valores para a
distância máxima percorrida até se chegar ao foco de incêndio, como segue a Tabela 3:
TABELA 3 – Distância Máxima a ser Percorrida por Risco de Fogo
Fonte: Adaptado do Corpo de bombeiro militar da Paraíba
Comparando-se as normas do Corpo de bombeiro militar da Paraíba e da NR 23,
quanto às distâncias máximas a serem percorridas, tem-se que a segunda é mais rígida quanto
a este quesito, logo, a mesma foi utilizada para o desenvolvimento de trabalho no estudo das
unidades extintoras. Quanto à localização das unidades extintoras, estas devem ser alocadas
onde haja menor probabilidade do foco de incêndio bloquear o acesso à mesma; devem ser
visíveis e livres de obstruções, facilitando desta forma o seu acesso.
3. Metodologia
Este estudo baseia-se na metodologia descritiva, onde foram realizadas visitas in loco
para a identificação do problema, o registro e interpretação dos dados coletados, com
posteriores desenvolvimentos de argumentos lógicos para se avaliar e propor soluções para
tal. Sendo, desta forma, um estudo de caso, realizado em um estabelecimento específico, no
setor de panificação. A presente pesquisa também se caracteriza como sendo bibliográfica.
Ademais, a pesquisa é qualitativa e quantitativa, buscando-se aferir julgamentos de origem
tangível e intangíveis.
A partir da coleta de dados com as documentações diretas e indiretas, os mesmos
foram dispostos de forma sistêmica para análise e investigação. Assim, o seguinte roteiro foi
realizado como etapas de desenvolvimento para a pesquisa: análise do material bibliográfico;
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6
planejamento dos procedimentos de análises; determinação dos fatores de influência e de
análises; determinação dos instrumentos de análise; coleta de dados do processo produtivo;
coleta de dados do arranjo físico; transcrição do arranjo físico ideal; comparação entre os
arranjos físicos, atual e ideal.
O arranjo físico ideal foi elaborado de forma a atender às especificações de melhoria
do ambiente quanto a questões de produtividade e segurança, no que tange ao
dimensionamento das unidades extintoras, no intuito de solucionar problemas de cruzamento
de fluxo e movimentação e, melhorar a segurança no ambiente de trabalho.
4. Determinação do fluxo
Através da metodologia de Villar (2001) foi proposta uma melhoria no layout da
panificadora, através de uma análise baseada na carta de processo de utilização múltipla. Esta
ferramenta é recomendada quando o sistema fabril não envolve um grande número de
produtos, como é o caso da panificadora. Devido à empresa produzir um pequeno MIX de
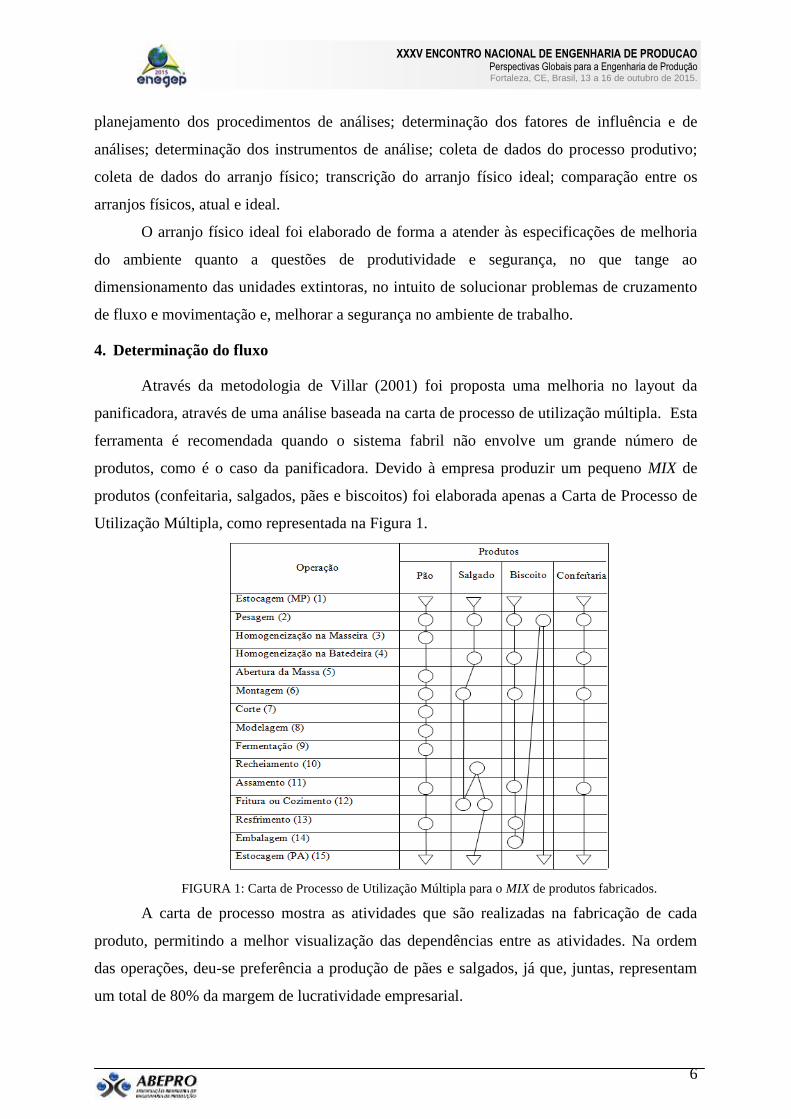
produtos (confeitaria, salgados, pães e biscoitos) foi elaborada apenas a Carta de Processo de
Utilização Múltipla, como representada na Figura 1.
FIGURA 1: Carta de Processo de Utilização Múltipla para o MIX de produtos fabricados.
A carta de processo mostra as atividades que são realizadas na fabricação de cada
produto, permitindo a melhor visualização das dependências entre as atividades. Na ordem
das operações, deu-se preferência a produção de pães e salgados, já que, juntas, representam
um total de 80% da margem de lucratividade empresarial.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
De acordo com o apresentado na carta de processos, pode-se visualizar que os
processos mais lineares são os de pão e confeitaria, por não apresentarem retorno entre suas
operações, já nos produtos salgados e biscoitos há retorno nas operações 12 e 2,
respectivamente.
4.1 Determinação dos riscos e das substâncias extintoras
De acordo com a metodologia de Villar (2001) a determinação dos riscos de incêndio
é feito através dos critérios do IRB, que determina que a letra ”A” está associada aos
pequenos riscos de incêndio, B e C, aos de médios e grandes riscos, respectivamente. Assim,
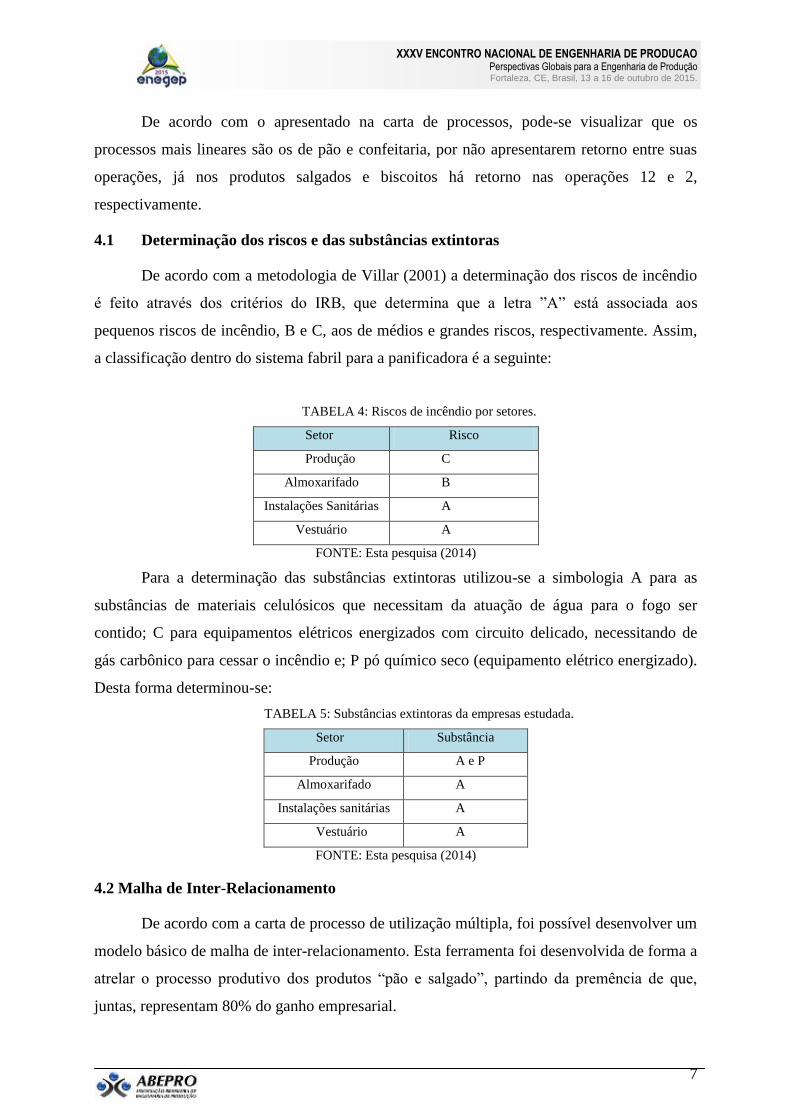
a classificação dentro do sistema fabril para a panificadora é a seguinte:
TABELA 4: Riscos de incêndio por setores.
Setor Risco
Produção C
Almoxarifado B
Instalações Sanitárias A
Vestuário A
FONTE: Esta pesquisa (2014)
Para a determinação das substâncias extintoras utilizou-se a simbologia A para as
substâncias de materiais celulósicos que necessitam da atuação de água para o fogo ser
contido; C para equipamentos elétricos energizados com circuito delicado, necessitando de
gás carbônico para cessar o incêndio e; P pó químico seco (equipamento elétrico energizado).
Desta forma determinou-se:
TABELA 5: Substâncias extintoras da empresas estudada.
Setor Substância
Produção A e P
Almoxarifado A
Instalações sanitárias A
Vestuário A
FONTE: Esta pesquisa (2014)
4.2 Malha de Inter-Relacionamento
De acordo com a carta de processo de utilização múltipla, foi possível desenvolver um
modelo básico de malha de inter-relacionamento. Esta ferramenta foi desenvolvida de forma a
atrelar o processo produtivo dos produtos “pão e salgado”, partindo da premência de que,
juntas, representam 80% do ganho empresarial.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
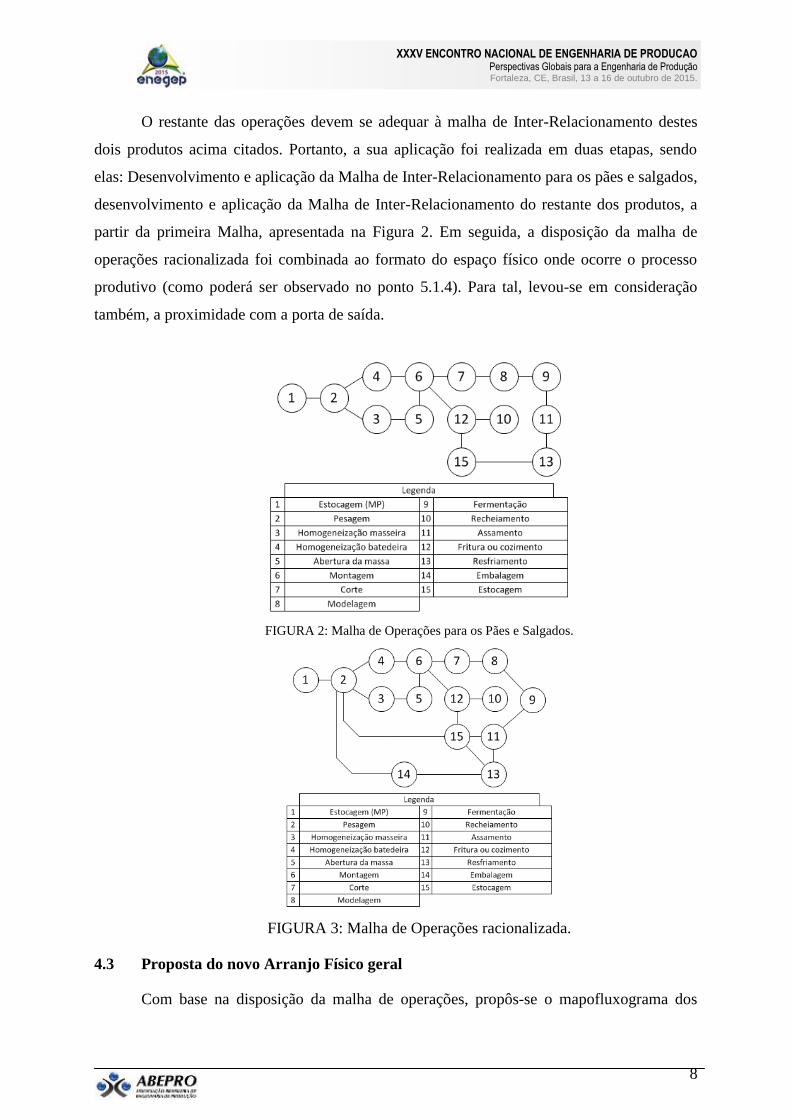
O restante das operações devem se adequar à malha de Inter-Relacionamento destes
dois produtos acima citados. Portanto, a sua aplicação foi realizada em duas etapas, sendo
elas: Desenvolvimento e aplicação da Malha de Inter-Relacionamento para os pães e salgados,
desenvolvimento e aplicação da Malha de Inter-Relacionamento do restante dos produtos, a
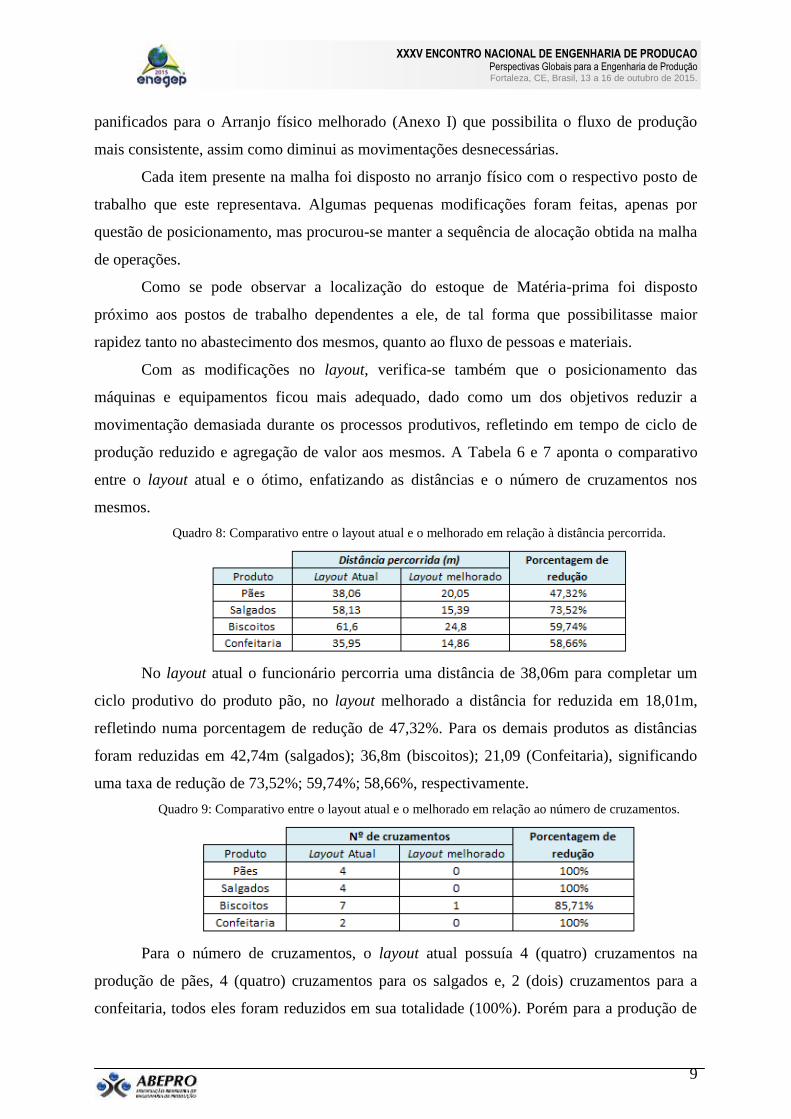
partir da primeira Malha, apresentada na Figura 2. Em seguida, a disposição da malha de
operações racionalizada foi combinada ao formato do espaço físico onde ocorre o processo
produtivo (como poderá ser observado no ponto 5.1.4). Para tal, levou-se em consideração
também, a proximidade com a porta de saída.
FIGURA 2: Malha de Operações para os Pães e Salgados.
FIGURA 3: Malha de Operações racionalizada.
4.3 Proposta do novo Arranjo Físico geral
Com base na disposição da malha de operações, propôs-se o mapofluxograma dos
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
panificados para o Arranjo físico melhorado (Anexo I) que possibilita o fluxo de produção
mais consistente, assim como diminui as movimentações desnecessárias.
Cada item presente na malha foi disposto no arranjo físico com o respectivo posto de
trabalho que este representava. Algumas pequenas modificações foram feitas, apenas por
questão de posicionamento, mas procurou-se manter a sequência de alocação obtida na malha
de operações.
Como se pode observar a localização do estoque de Matéria-prima foi disposto
próximo aos postos de trabalho dependentes a ele, de tal forma que possibilitasse maior
rapidez tanto no abastecimento dos mesmos, quanto ao fluxo de pessoas e materiais.
Com as modificações no layout, verifica-se também que o posicionamento das
máquinas e equipamentos ficou mais adequado, dado como um dos objetivos reduzir a
movimentação demasiada durante os processos produtivos, refletindo em tempo de ciclo de
produção reduzido e agregação de valor aos mesmos. A Tabela 6 e 7 aponta o comparativo
entre o layout atual e o ótimo, enfatizando as distâncias e o número de cruzamentos nos
mesmos.
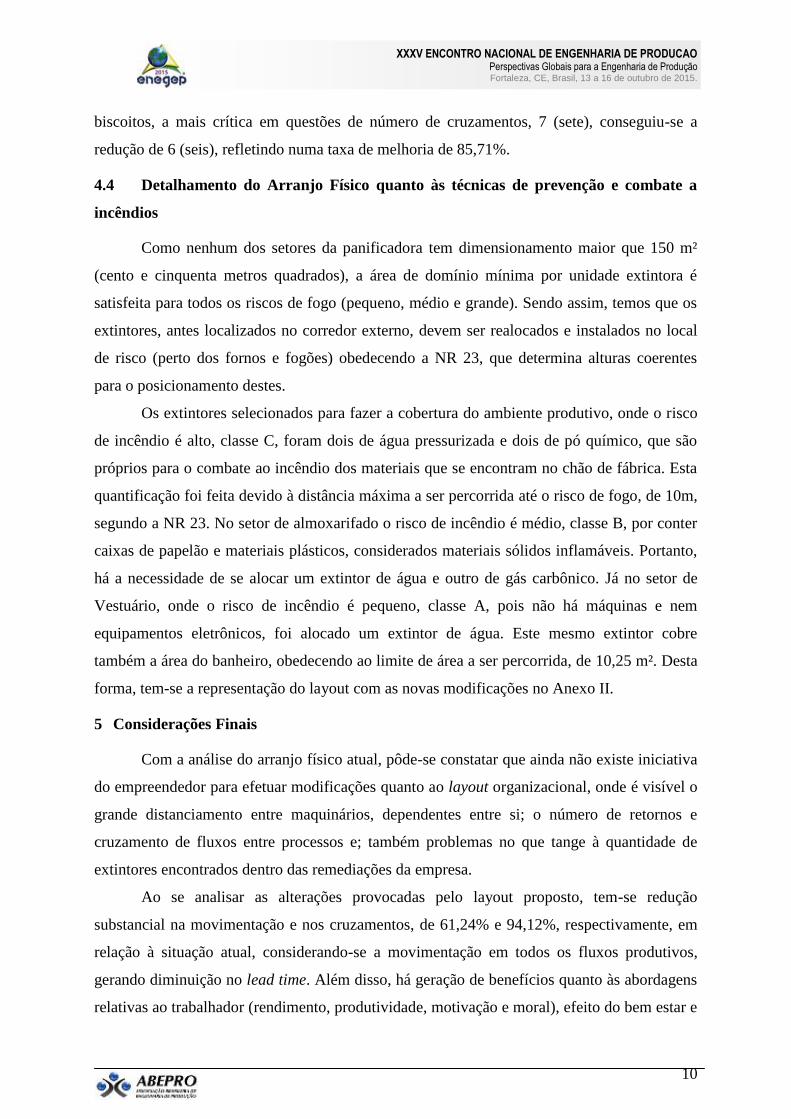
Quadro 8: Comparativo entre o layout atual e o melhorado em relação à distância percorrida.
No layout atual o funcionário percorria uma distância de 38,06m para completar um
ciclo produtivo do produto pão, no layout melhorado a distância for reduzida em 18,01m,
refletindo numa porcentagem de redução de 47,32%. Para os demais produtos as distâncias
foram reduzidas em 42,74m (salgados); 36,8m (biscoitos); 21,09 (Confeitaria), significando
uma taxa de redução de 73,52%; 59,74%; 58,66%, respectivamente.
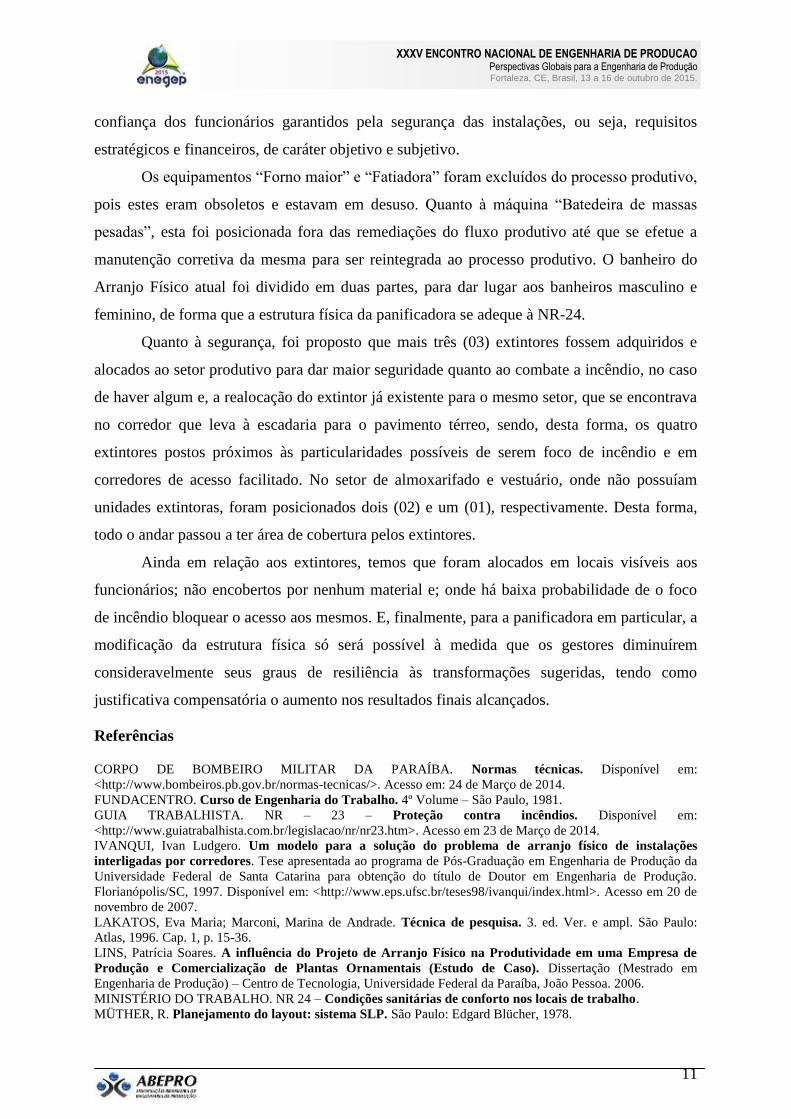
Quadro 9: Comparativo entre o layout atual e o melhorado em relação ao número de cruzamentos.
Para o número de cruzamentos, o layout atual possuía 4 (quatro) cruzamentos na
produção de pães, 4 (quatro) cruzamentos para os salgados e, 2 (dois) cruzamentos para a
confeitaria, todos eles foram reduzidos em sua totalidade (100%). Porém para a produção de
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
biscoitos, a mais crítica em questões de número de cruzamentos, 7 (sete), conseguiu-se a
redução de 6 (seis), refletindo numa taxa de melhoria de 85,71%.
4.4 Detalhamento do Arranjo Físico quanto às técnicas de prevenção e combate a
incêndios
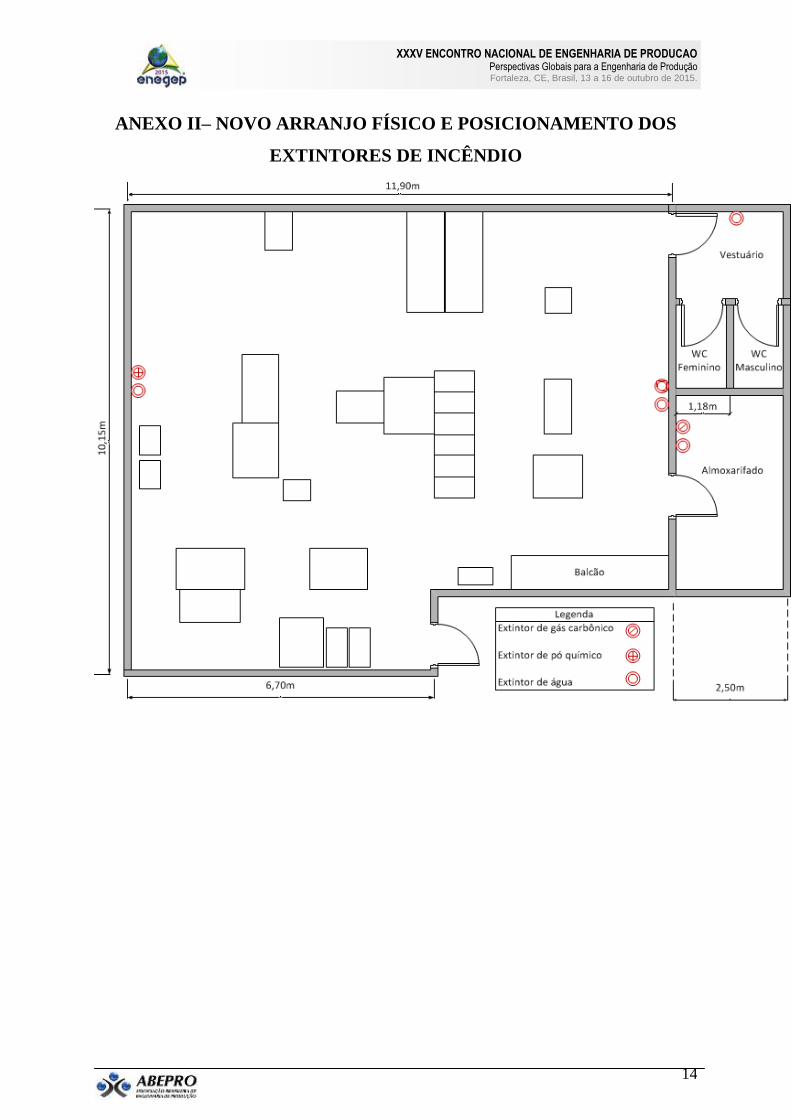
Como nenhum dos setores da panificadora tem dimensionamento maior que 150 m²
(cento e cinquenta metros quadrados), a área de domínio mínima por unidade extintora é
satisfeita para todos os riscos de fogo (pequeno, médio e grande). Sendo assim, temos que os
extintores, antes localizados no corredor externo, devem ser realocados e instalados no local
de risco (perto dos fornos e fogões) obedecendo a NR 23, que determina alturas coerentes
para o posicionamento destes.
Os extintores selecionados para fazer a cobertura do ambiente produtivo, onde o risco
de incêndio é alto, classe C, foram dois de água pressurizada e dois de pó químico, que são
próprios para o combate ao incêndio dos materiais que se encontram no chão de fábrica. Esta
quantificação foi feita devido à distância máxima a ser percorrida até o risco de fogo, de 10m,
segundo a NR 23. No setor de almoxarifado o risco de incêndio é médio, classe B, por conter
caixas de papelão e materiais plásticos, considerados materiais sólidos inflamáveis. Portanto,
há a necessidade de se alocar um extintor de água e outro de gás carbônico. Já no setor de
Vestuário, onde o risco de incêndio é pequeno, classe A, pois não há máquinas e nem
equipamentos eletrônicos, foi alocado um extintor de água. Este mesmo extintor cobre
também a área do banheiro, obedecendo ao limite de área a ser percorrida, de 10,25 m². Desta
forma, tem-se a representação do layout com as novas modificações no Anexo II.
5 Considerações Finais
Com a análise do arranjo físico atual, pôde-se constatar que ainda não existe iniciativa
do empreendedor para efetuar modificações quanto ao layout organizacional, onde é visível o
grande distanciamento entre maquinários, dependentes entre si; o número de retornos e
cruzamento de fluxos entre processos e; também problemas no que tange à quantidade de
extintores encontrados dentro das remediações da empresa.
Ao se analisar as alterações provocadas pelo layout proposto, tem-se redução
substancial na movimentação e nos cruzamentos, de 61,24% e 94,12%, respectivamente, em
relação à situação atual, considerando-se a movimentação em todos os fluxos produtivos,
gerando diminuição no lead time. Além disso, há geração de benefícios quanto às abordagens
relativas ao trabalhador (rendimento, produtividade, motivação e moral), efeito do bem estar e
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
confiança dos funcionários garantidos pela segurança das instalações, ou seja, requisitos
estratégicos e financeiros, de caráter objetivo e subjetivo.
Os equipamentos “Forno maior” e “Fatiadora” foram excluídos do processo produtivo,
pois estes eram obsoletos e estavam em desuso. Quanto à máquina “Batedeira de massas
pesadas”, esta foi posicionada fora das remediações do fluxo produtivo até que se efetue a
manutenção corretiva da mesma para ser reintegrada ao processo produtivo. O banheiro do
Arranjo Físico atual foi dividido em duas partes, para dar lugar aos banheiros masculino e
feminino, de forma que a estrutura física da panificadora se adeque à NR-24.
Quanto à segurança, foi proposto que mais três (03) extintores fossem adquiridos e
alocados ao setor produtivo para dar maior seguridade quanto ao combate a incêndio, no caso
de haver algum e, a realocação do extintor já existente para o mesmo setor, que se encontrava
no corredor que leva à escadaria para o pavimento térreo, sendo, desta forma, os quatro
extintores postos próximos às particularidades possíveis de serem foco de incêndio e em
corredores de acesso facilitado. No setor de almoxarifado e vestuário, onde não possuíam
unidades extintoras, foram posicionados dois (02) e um (01), respectivamente. Desta forma,
todo o andar passou a ter área de cobertura pelos extintores.
Ainda em relação aos extintores, temos que foram alocados em locais visíveis aos
funcionários; não encobertos por nenhum material e; onde há baixa probabilidade de o foco
de incêndio bloquear o acesso aos mesmos. E, finalmente, para a panificadora em particular, a
modificação da estrutura física só será possível à medida que os gestores diminuírem
consideravelmente seus graus de resiliência às transformações sugeridas, tendo como
justificativa compensatória o aumento nos resultados finais alcançados.
Referências
CORPO DE BOMBEIRO MILITAR DA PARAÍBA. Normas técnicas. Disponível em:
<http://www.bombeiros.pb.gov.br/normas-tecnicas/>. Acesso em: 24 de Março de 2014.
FUNDACENTRO. Curso de Engenharia do Trabalho. 4º Volume – São Paulo, 1981.
GUIA TRABALHISTA. NR – 23 – Proteção contra incêndios. Disponível em:
<http://www.guiatrabalhista.com.br/legislacao/nr/nr23.htm>. Acesso em 23 de Março de 2014.
IVANQUI, Ivan Ludgero. Um modelo para a solução do problema de arranjo físico de instalações
interligadas por corredores. Tese apresentada ao programa de Pós-Graduação em Engenharia de Produção da
Universidade Federal de Santa Catarina para obtenção do título de Doutor em Engenharia de Produção.
Florianópolis/SC, 1997. Disponível em: <http://www.eps.ufsc.br/teses98/ivanqui/index.html>. Acesso em 20 de
novembro de 2007.
LAKATOS, Eva Maria; Marconi, Marina de Andrade. Técnica de pesquisa. 3. ed. Ver. e ampl. São Paulo:
Atlas, 1996. Cap. 1, p. 15-36.
LINS, Patrícia Soares. A influência do Projeto de Arranjo Físico na Produtividade em uma Empresa de
Produção e Comercialização de Plantas Ornamentais (Estudo de Caso). Dissertação (Mestrado em
Engenharia de Produção) – Centro de Tecnologia, Universidade Federal da Paraíba, João Pessoa. 2006.
MINISTÉRIO DO TRABALHO. NR 24 – Condições sanitárias de conforto nos locais de trabalho.
MÜTHER, R. Planejamento do layout: sistema SLP. São Paulo: Edgard Blücher, 1978.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
OLIVÉRIO, J. L. Projeto de fábrica: produtos, processos e instalações industriais. São Paulo: IBLC. 1985.
VILLAR, Antônio de Melo. A inserção das técnicas de prevenção a incêndios na metodologia de elaboração
de arranjos físicos industriais. Florianópolis, 2001. Tese (doutorado em Engenharia de Produção) Programa de
Pós-graduação em Engenharia de Produção da Universidade Federal de Santa Catarina. Disponível em:
<http://www.teses.eps.ufsc.br>. Acesso em 15 de Março de 2014.
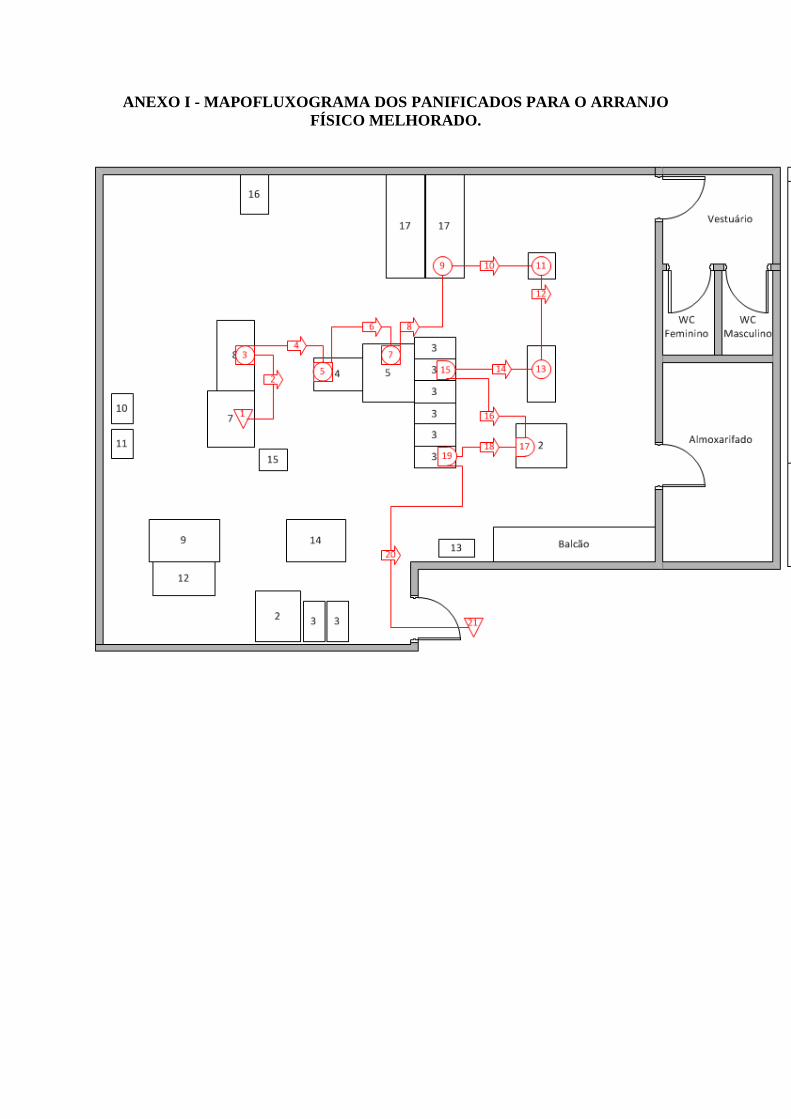
ANEXO I - MAPOFLUXOGRAMA DOS PANIFICADOS PARA O ARRANJO
FÍSICO MELHORADO.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
ANEXO II– NOVO ARRANJO FÍSICO E POSICIONAMENTO DOS
EXTINTORES DE INCÊNDIO