Embed Size (px)
Citation preview

Prêmio Mineiro de Boas Práticas em Gestão de
Resíduos Sólidos Industriais “Minas Menos
Resíduos”
REDUÇÃO DAS PERDAS DE CORPOS
MOEDORES NA MOAGEM
SECUNDÁRIA
SAMARCO MINERAÇÃO S.A.

Redução das Perdas de Corpos Moedores na Moagem Secundária
2
I. APRESENTAÇÃO
PROPONENTES:
Responsável técnico pelo projeto: Vladimir Barçante de Figueiredo
Formação técnica em Mineração, registro profissional CREA 21233
Endereço completo: Rua Hidra, 135, apto 201 – Bairro Cruzeiro do Sul
Mariana/MG – CEP 35420-000
Nome: Ana Paula Gomes Ferreira
Cargo: Analista de Meio Ambiente
Endereço completo: Av. Nossa Senhora do Carmo, 106, apto 5
Bairro Vila do Carmo – Mariana/MG – CEP 35420-000
II. ENQUADRAMENTO DA BOA PRÁTICA DE GESTÃO RSI
b) REDUÇÃO DA GERAÇÃO DE RESÍDUO
III. DESCRIÇÃO
SUMÁRIO DESCRITIVO DA BOA PRÁTICA DE GESTÃO DE RSI
A etapa de moagem faz parte de inúmeros processos industriais e envolve importantes custos, seja pela quantidade de energia demandada ou pelo desgaste dos equipamentos utilizados. A moagem industrial é realizada principalmente em moinhos rotativos, que são basicamente cilindros dentro dos quais os corpos moedores (bolas, barras, pebbles ou cylpebs) se movem livremente ao realizar o trabalho de cominuição sobre o material a moer.
Considera-se, geralmente, que o consumo de corpos moedores é um dos principais itens de custo no processamento de minérios. O resíduo gerado é classificado como classe IIB inerte, código A004, conforme Norma 10.004 da ABNT.
Os corpos moedores descartados pelos moinhos são coletados mensalmente pela Central de Resíduos Sólidos da Samarco, para que possam ser vendidos como sucata. Entretanto a partir do desenvolvimento do projeto Lean Seis Sigma “Redução das Perdas de Corpos Moedores na Moagem Secundária” constatou-se que os moinhos descartavam uma grande quantidade de bolas cujas especificações eram adequadas para o processo de moagem. Diante dessa situação optou-se por realizar uma classificação dos corpos moedores que são enviados para o pátio da Central de Resíduos, separando por granulometria os corpos moedores que poderiam voltar para o processo, dáqueles que poderiam ser vendidos como sucata.
Redução das Perdas de Corpos Moedores na Moagem Secundária
3
MEDIDAS IMPLEMENTADAS
• Contratação de fornecedor com expertise para realizar o serviço de classificação dos corpos moedores;
• Todos os resíduos de corpos moedores são encaminhados para classificação, obtendo-se três subprodutos de acordo com sua granulometria;
• Reaproveitamento no processo dos corpos moedores classificados com granulometria igual ou superior a 13mm;
• Venda como sucata das munhas de corpos moedores classificadas com granulometria variando de 12,99mm à 5mm;
• Destinação ambientalmente correta do resíduo de minério classificado com granulometria abaixo de 5mm.
METODOLOGIA APLICADA
Mediante pesquisa de mercado, foi detectada a empresa Fusão Ligas em João Monlevade, com capacidade, tecnologia e expertise para efetuar o serviço de classificação dos corpos moedores e munhas. O fornecedor foi avaliado durante visita técnica, quando foi evidenciado também a legalização da empresa e licenças ambientais vigentes.
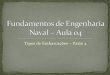
Os corpos moedores e munhas passaram então a serem transportados para a empresa Fusão Ligas onde são estocados em forma pilhas, como mostra as fotografias abaixo:
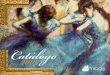
Uma carregadeira é usada para transportar o material para o silo do equipamento que efetuará sua classificação, como se segue abaixo:

Redução das Perdas de Corpos Moedores na Moagem Secundária
4
Além do silo, o equipamento é composto por uma portinhola, uma peneira com dois decks, duas calhas, uma correia, dois motores e um conjunto de molas. A fotografia seguinte demonstra o equipamento por inteiro.
O material presente no silo alimenta as peneiras através da abertura da portinhola. Essa abertura é realizada por um operador que controla uma alavanca em função do nível de corpos moedores presentes no primeiro deck da peneira. A fotografia abaixo demonstra a abertura da alavanca.
Um motor de 15 cv proporciona juntamente com o conjunto de molas uma vibração das peneiras. Essa vibração é contrária ao fluxo do material, de modo a permitir um maior tempo de residência. A fotografia abaixo demonstra o motor e uma das molas.
Redução das Perdas de Corpos Moedores na Moagem Secundária
5
A peneira além de ser vibratória, possui uma inclinação que facilita o escoamento do material. O primeiro deck da peneira possui tela cujas aberturas são de 13 mm, sendo que o retido nessa tela são os corpos moedores que serão reaproveitados. Esse material segue para uma calha que alimentará uma caçamba.
Já o passante no primeiro deck alimentará o segundo deck, cujas aberturas da tela são de 5 mm. O segundo deck da peneira serve para separar as munhas do minério, sendo que o material retido representa as munhas e é direcionado por uma calha para uma caçamba. O material passante é transportado por uma correia para outra caçamba.
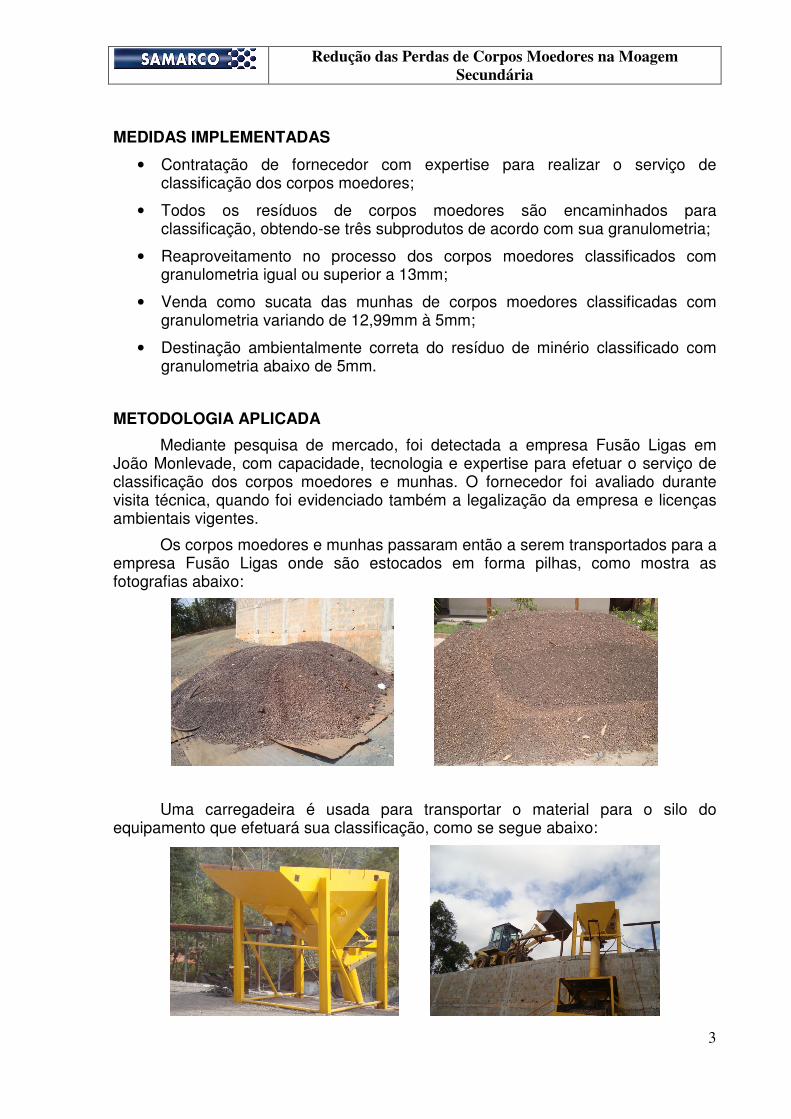
As figuras abaixo representam os três produtos da classificação.
a) corpos moedores
b) munhas de corpos moedores
c) minério
Após a classificação, as três caçambas são pesadas em uma balança própria para caminhões.
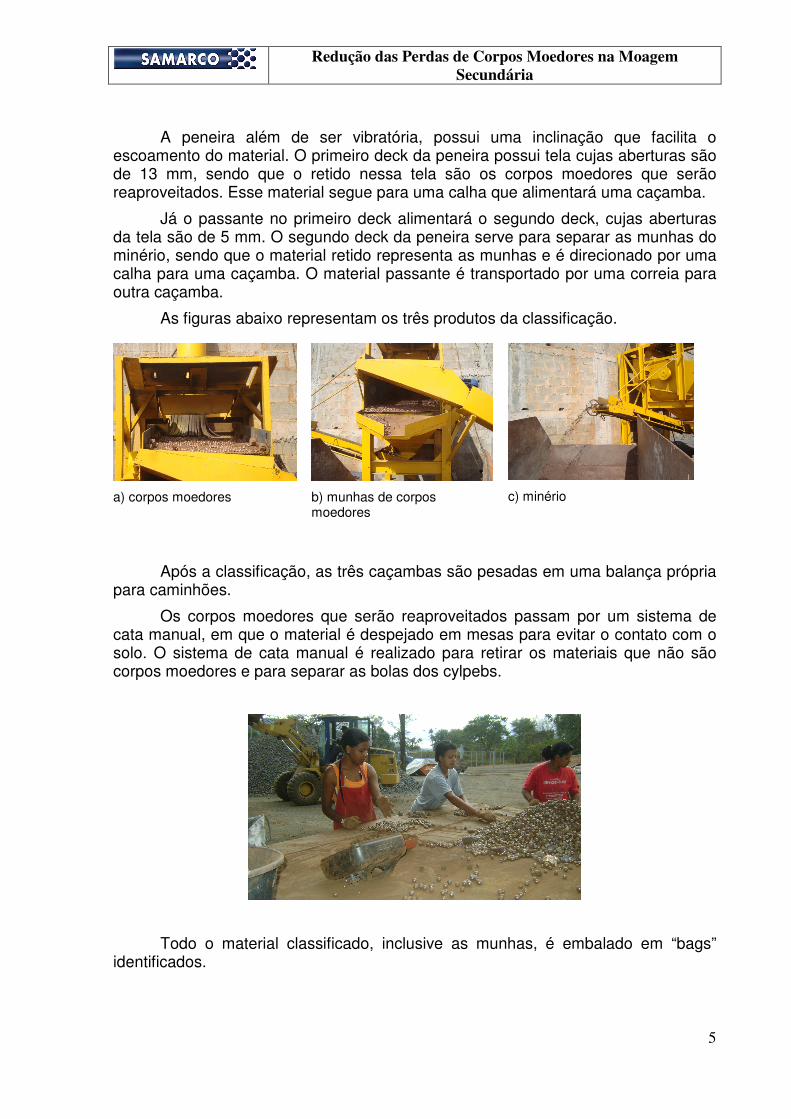
Os corpos moedores que serão reaproveitados passam por um sistema de cata manual, em que o material é despejado em mesas para evitar o contato com o solo. O sistema de cata manual é realizado para retirar os materiais que não são corpos moedores e para separar as bolas dos cylpebs.
Todo o material classificado, inclusive as munhas, é embalado em “bags” identificados.
Redução das Perdas de Corpos Moedores na Moagem Secundária
6
SETORES DA INDÚSTRIA ENVOLVIDOS
• Gerência de Beneficiamento, responsável pela moagem do minério com utilização de corpos moedores, identificação de fornecedores para o serviço de classificação dos corpos moedores e pela sua avaliação técnica;
• Gerência de Suprimentos, responsável pela aquisição dos corpos moedores, pela contratação do serviço de classificação e pela venda das munhas de corpos moedores;
• Gerência de Meio Ambiente, responsável pelo controle da geração dos resíduos de munhas de corpos moedores e pela avaliação de atendimento aos requisitos ambientais pelo fornecedor;
• Gerência Administrativa, responsável pelo cadastramento do fornecedor;
• Gerência de Saúde e Segurança, responsável pelo treinamento introdutório do fornecedor, avaliação de documentação e liberação dos veículos para acesso à área interna da empresa;
• Gerência Financeira, responsável pelo pagamento do serviço de classificação dos corpos moedores e pelo controle do recebimento referente à venda das munhas de corpos moedores;
TEMPO DE EXECUÇÃO
Tempo médio de classificação é de 10 ton/h pela planta. Processo manual 13 dias para 1.000 toneladas.
CUSTO ESTIMADO
R$168,00 a tonelada classificada.
IV. RESULTADOS TÉCNICOS E ECONÔMICOS DA IMPLEMENTAÇÃO DO PROJETO
Após a classificação de 121.950 kg do material enviado à Fusão Ligas, obteve-se os seguintes resultados:

Redução das Perdas de Corpos Moedores na Moagem Secundária
7
A partir do material classificado pôde-se quantificar o ganho gerado com a venda das munhas de corpos moedores abaixo de 13 mm e o custo evitado com a reutilização daqueles acima de 13 mm. Os ganhos estão demonstrados na tabela abaixo:
Granulometria Material
> 13 mm (t) Preço (R$/t) Ganho (R$)
Bolas 20,38 4.238,00 86.370,44
Cylpebs 8,11 1.050,28 8.517,77
< 13 mm (t)
Munhas 76,30 700,00 53.410,00
Ganho(R$) (+) 148.298,21
Custo da classificação (R$) (-) 20.400,00
Ganho Final (R$) 127.898,21
V. DIFICULDADES PARA IMPLEMENTAÇÃO
Manufaturamento, ou seja, classificação em parte com trabalho manual o que torna o processo mais demorado, metodologia para classificação, armazenamento, transporte, questões fiscais para atividade, desenvolvimento de empresas.
Material Peso %
Bolas de cromo acima de 13 mm. 20.380 kg 16,71%
Cylpebs acima de 13 mm. 8.115 kg 6,66%
Cylpebs + Bolas abaixo de 13 mm. 76.300 kg 62,56%
Impureza 16.970 kg 13,91%
Perda de apuração 180 kg 0,14%

Redução das Perdas de Corpos Moedores na Moagem Secundária
8
VI. ANÁLISE DAS POSSIBILIDADES DE TRANSFERÊNCIA DA(S) BOA(S) PRÁTICA(S) PARA OUTRAS INDÚSTRIAS
A Fusão Ligas é uma empresa do ramo de beneficiamento de resíduos gerados por empresas dos setores de mineração e siderurgia, com atuação em três estados brasileiros: Pará, Bahia e Minas Gerias, sendo que neste último há mais de seis anos.
A unidade da Fusão Ligas presente em Minas Gerais situa-se no município de João Monlevade, a uma distância de aproximadamente 130 Km da Samarco Mineração.
O objetivo dessa empresa é se tornar referência nacional no beneficiamento de resíduos, para isso possui uma estrutura que contempla pátios de estocagem, carretas, carregadeiras, equipamentos de beneficiamento (britadores, peneiras) e uma sede administrativa. A área em que se encontra toda essa estrutura é licenciada ambientalmente e os seus gestores buscam a certificação da qualidade, saúde e segurança.
O principal resíduo que a Fusão Ligas beneficia é a escória gerada pelas siderúrgicas, destinadas ao processo de fundição, sendo usada para a remoção de impurezas e controle da temperatura de fusão.
VII. CONCLUSÃO
O sistema de classificação mostrou-se simples e eficiente, sendo que a malha ajustada para as telas dos dois decks das peneiras atingiu a separação desejada.
A etapa da cata manual é importante para a separação dos cylpebs das bolas, onde cada produto é ensacado em bags distintos.
Portanto, a realização da classificação é importante, pois conseguimos reaproveitar 27,19% de corpos moedores. Outro fator que contribui para essa classificação são as empresas compradoras de sucata que exigem um material livre de impurezas.