Embed Size (px)
Citation preview

PROGRAMA EQ
Processamento, Gestão e Meio Ambiente na Indústria
do Petróleo e Gás Natural
Síntese de Processos Sustentáveis para Sequestro Químico de CO
Priscilla Badega Machado
Projeto de Final de Curso
Ofélia de Queiroz F. Araújo, Ph. DJosé Luiz de Medeiros, D. Sc
Juliana G
PROGRAMA EQ-ANP
Processamento, Gestão e Meio Ambiente na Indústria
do Petróleo e Gás Natural
Síntese de Processos Sustentáveis para Sequestro Químico de CO2
Priscilla Badega Machado
Projeto de Final de Curso
Orientadores Ofélia de Queiroz F. Araújo, Ph. D
José Luiz de Medeiros, D. Sc Juliana G. Moretz-Sohn Monteiro, M. Sc
Janeiro de 2010
Processamento, Gestão e Meio Ambiente na Indústria
Síntese de Processos Sustentáveis para
Sohn Monteiro, M. Sc

i
SÍNTESE DE PROCESSOS SUSTENTÁVEIS PARA SEQUESTRO QUÍMICO DE CO2
Priscilla Badega Machado
Projeto de Final de Curso submetido ao Corpo Docente do Programa Escola de
Química/Agência Nacional de Petróleo, Gás Natural e Biocombustíveis –
Processamento, Gestão e Meio Ambiente na Indústria de Petróleo e Gás Natural, como
parte dos requisitos necessários para a obtenção do grau de Engenharia Química com
ênfase na área de Petróleo e Gás Natural – Tratamento de Resíduos e Meio Ambiente.
Aprovado por:
________________________________________ Carlos Augusto Perlingeiro, Ph. D
________________________________________ André Luiz Hemerly Costa, D. Sc
________________________________________ Wilson Mantovani Grava, D. Sc
________________________________________ Letícia Cotia dos Santos, Eng. Quím.
Orientado por:
________________________________________ Ofélia de Queiroz F. Araújo, Ph. D
________________________________________ José Luiz de Medeiros, D. Sc
________________________________________ Juliana G. Moretz-Sohn Monteiro, M. Sc
Rio de Janeiro, RJ - Brasil
Janeiro de 2010

ii
Machado, Priscilla Badega.
Síntese de Processos Sustentáveis para Sequestro Químico de CO2/Priscilla Badega
Machado. Rio de Janeiro: UFRJ/EQ, 2010.
xii, 104 p.; il.
(Monografia) – Universidade Federal do Rio de Janeiro, Escola de Química, 2010.
Orientadores: Ofélia de Queiroz F. de Araújo, José Luiz de Medeiros e Juliana G.
Moretz-Sohn Monteiro
1. Sequestro de CO2. 2. Olefinas 3. Simulação de Processos. 4. Monografia.
(Graduação – UFRJ/EQ). 5. Ofélia de Queiroz F. Araújo, José Luiz de Medeiros e
Juliana G. Moretz-Sohn Monteiro. I. Síntese de Processos Sustentáveis para Sequestro
Químico de CO2.

iii
Dedico este trabalho ao meu querido avô Luiz Badega.

iv
“... e viver quer dizer a soma dos sacrifícios, das decepções, das derrotas e, finalmente,
das vitórias que, um dia, nos permitirão, afinal, colher o fruto de nosso próprio esforço.”
(Paulo Geyer)
v
AGRADECIMENTOS
À minha família pelo apoio constante, por todo amor, educação, investimentos e
dedicação durante toda minha vida.
Ao meu namorado Paulo Victor pelo companheirismo, amizade, amor e incentivo no
decorrer da graduação. Agradeço por me motivar nos momentos mais difíceis desta
jornada.
Aos meus amigos pela ajuda e por sempre acreditarem no meu potencial.
Aos meus orientadores Ofélia, José Luiz e Juliana, pelos ensinamentos, pela orientação
e atenção durante a elaboração deste projeto.
À Alzirene Rodrigues pela colaboração, paciência e amizade durante a vigência da
minha bolsa de estudos.
Ao apoio financeiro da Agência Nacional do Petróleo – ANP – e da Financiadora de
Estudos e Projetos – FINEP – por meio do Programa de Recursos Humanos da ANP
para o Setor de Petróleo e Gás – PRH-ANP/MCT, em particular ao PRH 13, da Escola
de Química - Processamento, Gestão e Meio Ambiente na Indústria do Petróleo e Gás
Natural.

vi
Resumo do Projeto Final apresentado à Escola de Química como parte dos requisitos necessários para obtenção do grau de Engenharia Química com ênfase na área de Petróleo e Gás Natural – Tratamento de Resíduos e Meio Ambiente.
SÍNTESE DE PROCESSOS SUSTENTÁVEIS PARA SEQUESTRO QUÍMICO DE CO2
Priscilla Badega Machado
Janeiro, 2010 Orientadores: Prof. Ofélia de Queiroz F. Araújo, Ph. D
Prof. José Luiz de Medeiros, D. Sc Juliana G. Moretz-Sohn Monteiro, M. Sc
As transformações advindas das mudanças do clima vêm se constituindo ao
longo deste último século em uma preocupação de magnitude global, uma vez que seus efeitos são de caráter irreversível. A problemática ambiental está relacionada ao acúmulo de CO2 na atmosfera, que é um dos principais gases de efeito estufa. Diante deste cenário, objetivando minimizar a emissão de CO2 no ambiente, aborda-se o desenvolvimento de tecnologias que transformem química ou bioquimicamente este gás em produtos com valor econômico resultando em redução do impacto ambiental de processos emissores.
Especificamente, aborda-se o reuso de CO2 para a produção de olefinas via gás de síntese, para posterior abastecimento da cadeia produtiva petroquímica. O balanço entre a oferta e a demanda nacionais projetadas mostram que em 2020 os déficits poderão atingir 1,2 milhão de toneladas para o eteno e 895 mil toneladas para o propeno. A comparação entre as alternativas tecnológicas propostas baseou-se no resultado de simulações e otimizações de processos realizadas no ambiente UNISIM DESIGN (Honeywell).
O sequestro de CO2 é iniciado com processo de produção de gás de síntese, seguido pela conversão deste a olefinas. Avaliam-se as seguintes rotas de produção de gás de síntese: ROTA 1 – reforma a vapor do metano; ROTA 2 – reforma seca; ROTA 3 – gaseificação úmida de biomassa de microalgas. A produção de olefinas foi contemplada em três alternativas: ROTA A – conversão direta do gás de síntese a olefinas (processo Fischer-Tropsch); ROTA B – conversão do gás de síntese a metanol e posterior transformação deste em olefinas (MTO); ROTA C – conversão do gás de síntese a dimetil éter (DME) e posterior transformação deste em olefinas (SDTO).
A avaliação das rotas baseia-se em métricas de desempenho que agregam indicadores ambientais e econômicos, dando origem à função de sustentabilidade. A otimização tem como propósito a maximização da sustentabilidade das rotas de produção abordadas, o que implica encontrar um compromisso entre os aspectos ambientais e econômicos de cada alternativa.

vii
Abstract of a Final Project presented to Escola de Química/UFRJ as partial fulfillment of the requirements for the degree of Chemical Engineering with emphasis on Petroleum and Natural Gas – Environment and Waste Treatment.
SYNTHESIS OF SUSTAINABLE PROCESS FOR CHEMICAL SEQUESTRATION OF CO2
Priscilla Badega Machado
January, 2010 Supervisors: Prof. Ofélia de Queiroz F. Araújo, Ph. D
Prof. José Luiz de Medeiros, D. Sc Juliana G. Moretz-Sohn Monteiro, M. Sc
Over this past century, the environmental transformations arising from climate
changes are assuming global magnitude, since its effects are irreversible. The environmental issue is related to the accumulation of CO2 in the atmosphere, which is one of the main greenhouse gas. In this scenario, aiming to minimize the emission of CO2, this work approaches the development of technologies that transform chemical or biochemically this gas in products with economic value, resulting in reduced environmental impact of emitting processes.
Specifically, it approaches the reuse of CO2 for the production of olefins via syngas for subsequent supply of the petrochemical production chain. The forecasted national balance between supply and demand shows that in 2020 the deficit could reach 1.2 million tons for ethylene and 895 thousand tons for propylene. The comparison between the proposed technological alternatives was based on the results of simulations and optimizations of processes executed on UNISIM Design (Honeywell).
CO2 sequestration is initiated with the production of syngas, followed by its conversion to olefines. The following routes are evaluated for the production of syngas: ROUTE 1 - steam reforming of methane; ROUTE 2 - dry reforming; ROUTE 3 - wet gasification of algae biomass. The production of olefins has been incorporated into three alternatives: ROUTE A - direct conversion of syngas to olefins (Fischer-Tropsch process); ROUTE B - conversion of syngas into methanol and subsequent transformation methanol into olefins (MTO); ROUTE C – Conversion of syngas to dimethyl ether (DME) and subsequent transformation into olefins (SDTO).
The evaluation of the proposed routes is based on performance metrics that aggregates environmental and economic indicators, giving rise to the sustainability function. The optimization aimed to maximize the sustainability of production routes, which means trading off environmental and economic aspects of each alternative.

viii
ÍNDICE
Capítulo 1. Introdução ................................................................................................. 1
1.1. Aquecimento Global e Emissões de CO2 ........................................................ 1
1.2. Mercado de Gás de Síntese e Olefinas ........................................................... 3
1.3. Processos Sustentáveis ..................................................................................... 7
1.4. Objetivos e motivação do trabalho ................................................................. 8
Capítulo 2. Revisão do Estado da Arte ..................................................................... 10
2.1. Processos de Captura de CO2 ....................................................................... 10
2.2. Processos de Produção de Gás de Síntese .................................................... 14
2.2.1. Reforma a vapor do metano – ROTA 1 ................................................ 14
2.2.2. Reforma seca – ROTA 2 ........................................................................ 16
2.2.3. Gaseificação de biomassa de microalgas – ROTA 3 ............................ 17
2.3. Rotas de Produção de Olefinas a partir de Gás de Síntese ........................ 19
2.3.1. Fischer-Tropsch – ROTA A ................................................................... 19
2.3.2. MTO (Methanol-to-olefins) – ROTA B.................................................. 21
2.3.3. SDTO (DME-to-olefins) – ROTA C ....................................................... 23
Capítulo 3. Metodologia ............................................................................................. 25
3.1. Simulação ........................................................................................................ 25
3.2. Métricas de Desempenho de Fluxogramas de Processo ............................. 25
3.2.1. Econômico ............................................................................................... 25
3.2.2. Ambiental ................................................................................................ 30
3.2.3. Função de Sustentabiblidade ................................................................. 34
Capítulo 4. Resultados da Análise ............................................................................. 36
4.1. Análise Técnica do Processo de Captura ..................................................... 36
4.2. Análise dos Processos de Produção de Gás de Síntese ............................... 40
4.3. Análise dos Processos de Produção de Olefinas .......................................... 53
4.4. Comparação Preliminar entre os Processos Analisados ............................ 72
Capítulo 5. Otimização ............................................................................................... 74
5.1. Resultados da Otimização ............................................................................. 74
5.2. Análise de Incertezas ..................................................................................... 91
Capítulo 6. Conclusões e Sugestões para Trabalhos Futuros ................................. 96
Referências Bibliográficas ........................................................................................... 99

ix
ÍNDICE DE FIGURAS
Figura 1.1. Porcentagem de emissão total dos GEE em 2004 em termos de CO2
equivalente ......................................................................................................................... 2
Figura 1.2. Usos e aplicações do gás de síntese ............................................................... 4
Figura 1.3. Projeção de demanda e oferta de eteno no Brasil .......................................... 5
Figura 1.4. Projeção de demanda e oferta de propeno no Brasil ...................................... 6
Figura 1.5. Esquema das rotas abordadas ......................................................................... 8
Figura 2.1. Percentual das atividades industriais com grandes fontes estacionárias de
emissão de CO2 ................................................................................................................ 10
Figura 2.2. Tecnologias para captura de CO2 ................................................................. 11
Figura 2.3. Distribuição ASF.......................................................................................... 20
Figura 2.4. Demonstração da Planta UOP/HYDRO MTO............................................. 21
Figura 2.5. Aplicações do DME ..................................................................................... 24
Figura 3.1. Tríade Economia-Meio Ambiente-Sociedade ............................................. 31
Figura 4.1. Fluxograma do Processo de Produção de Captura de CO2 ......................... 37
Figura 4.2. Reator de Gibbs ............................................................................................ 40
Figura 4.3. Fluxograma do Processo de Produção de Gás de Síntese – ROTA 1 .......... 42
Figura 4.4. Reator de Conversão .................................................................................... 44
Figura 4.5. Fluxograma do Processo de Produção de Gás de Síntese – ROTA 2 .......... 46
Figura 4.6. Fluxograma do Processo de Produção de Gás de Síntese – ROTA 3 .......... 50
Figura 4.7. Relação molar entre olefinas e parafinas ..................................................... 53
Figura 4.8. Fração mássica de hidrocarbonetos resultantes da síntese de FT para
α=0,45. ............................................................................................................................. 54
Figura 4.9. Trem de colunas de destilação: unidade de purificação dos produtos ......... 56
Figura 4.10. Fluxograma do Processo de Produção de Olefinas – ROTA A ................. 58
Figura 4.11. Reator de Equilíbrio ................................................................................... 61
Figura 4.12. Trem de colunas de destilação: unidade de purificação dos produtos ....... 62
Figura 4.13. Fluxograma do Processo de Produção de Olefinas – ROTA B ................. 64
Figura 4.14. Colunas de destilação: unidade de purificação dos produtos ..................... 68
Figura 4.15. Fluxograma do Processo de Produção de Olefinas – ROTA C ................. 69
Figura 5.1. Resultados da otimização – ROTA 1 ........................................................... 76
x
Figura 5.2. Comparação das ROTAS de produção de gás de síntese em relação à
Função de Sustentabilidade ............................................................................................. 78
Figura 5.3. Comparação das ROTAS de produção de gás de síntese em relação ao
Potencial de Impacto Ambiental (PEI) ............................................................................ 79
Figura 5.4. Comparação das ROTAS de produção de gás de síntese em relação ao
Custo Anualizado Total (CAT) ....................................................................................... 79
Figura 5.5. Resultados da otimização – ROTA A .......................................................... 82
Figura 5.6. Resultados da otimização – ROTA B .......................................................... 84
Figura 5.7. Resultados da otimização – ROTA C .......................................................... 86
Figura 5.8. Comparação das ROTAS de produção de olefinas em relação à carga
térmica total ..................................................................................................................... 89
Figura 5.9. Comparação das ROTAS de produção de olefinas em relação à tonelada de
CO2 emitido por tonelada de produto .............................................................................. 89
Figura 5.10. Distribuição mássica de produtos: ROTAS A, B e C ................................ 90
Figura 5.11. Comportamento da Função de Sustentabilidade em diferentes cenários ... 95

xi
ÍNDICE DE TABELAS
Tabela 1.1. Principais gases de efeito estufa de emissões naturais e antropogênicas ...... 1
Tabela 2.1. Potenciais no sequestro de carbono ............................................................. 18
Tabela 2.2. Condições operacionais da ROTA B ........................................................... 22
Tabela 2.3. Condições operacionais da ROTA C ........................................................... 24
Tabela 3.1. Configuração adotada para compressores ................................................... 27
Tabela 3.2 (a). Fator de correlação Fp de acordo com a pressão .................................... 27
Tabela 3.2 (b). Fatores utilizados para o cálculo do ISBL dos trocadores de calor ....... 27
Tabela 3.3. Parâmetros para o cálculo do ISBL dos vasos ............................................. 28
Tabela 3.4. Parâmetros utilizados para o cálculo dos internos da coluna....................... 29
Tabela 3.5. Preço dos reagentes ...................................................................................... 30
Tabela 3.6. Categorias de impacto quantificadas pelo algoritmo WAR......................... 32
Tabela 3.7. Pesos atribuídos às funções Custo e PEI ..................................................... 35
Tabela 4.1. Caracterização das colunas .......................................................................... 36
Tabela 4.2. Equipamentos do processo de captura ......................................................... 38
Tabela 4.3. Caracterização das correntes de massa ........................................................ 38
Tabela 4.4. Caracterização das correntes de energia ...................................................... 39
Tabela 4.5. Condições reacionais do Reator de Gibbs ................................................... 41
Tabela 4.6. Equipamentos do processo – ROTA 1 ......................................................... 43
Tabela 4.7. Caracterização das correntes de massa – ROTA 1 ...................................... 43
Tabela 4.8. Caracterização das correntes de energia – ROTA 1 .................................... 44
Tabela 4.9. Condições reacionais do Reator de Conversão ............................................ 45
Tabela 4.10. Equipamentos do processo – ROTA 2 ....................................................... 46
Tabela 4.11. Caracterização das correntes de massa – ROTA 2 .................................... 47
Tabela 4.12. Caracterização das correntes de energia – ROTA 2 .................................. 48
Tabela 4.13. Composição da biomassa modelo .............................................................. 48
Tabela 4.14. Equipamentos do processo – ROTA 3 ....................................................... 51
Tabela 4.15. Caracterização das correntes de massa – ROTA 3 .................................... 51
Tabela 4.16. Caracterização da corrente de energia – ROTA 3 ..................................... 52
Tabela 4.17. Caracterização das colunas de destilação .................................................. 55
Tabela 4.18. Equipamentos do processo – ROTA A ...................................................... 56
Tabela 4.19. Caracterização das correntes de massa – ROTA A ................................... 59
xii
Tabela 4.20. Caracterização das correntes de energia – ROTA A ................................. 60
Tabela 4.21. Condições reacionais da ROTA B ............................................................. 61
Tabela 4.22. Equipamentos do processo – ROTA B ...................................................... 63
Tabela 4.23. Caracterização das correntes de massa – ROTA B.................................... 65
Tabela 4.24. Caracterização das correntes de energia – ROTA B.................................. 67
Tabela 4.25. Condições reacionais da ROTA C ............................................................. 67
Tabela 4.26. Equipamentos do processo – ROTA C ...................................................... 70
Tabela 4.27. Caracterização das correntes de massa – ROTA C.................................... 71
Tabela 4.28. Caracterização das correntes de energia – ROTA C.................................. 72
Tabela 4.29. Quadro comparativo – ROTAS 1, 2 e 3..................................................... 73
Tabela 4.30. Quadro comparativo – ROTAS A, B e C .................................................. 73
Tabela 5.1. Intervalo de busca, condição inicial e condições ótimas – ROTA 1 ........... 75
Tabela 5.2. Resultados – ROTA 1 .................................................................................. 75
Tabela 5.3. Resultados – ROTA 2 .................................................................................. 77
Tabela 5.4. Resultados – ROTA 3 .................................................................................. 77
Tabela 5.5. Quadro comparativo – ROTAS 1, 2 e 3 otimizadas .................................... 78
Tabela 5.6. Índices técnicos de captura: ROTAS 1, 2 e 3 .............................................. 80
Tabela 5.7. Intervalo de busca, condição inicial e condições ótimas – ROTA A .......... 81
Tabela 5.8. Resultados da otimização – ROTA A .......................................................... 83
Tabela 5.9. Intervalo de busca, condição inicial e condições ótimas – ROTA B ........... 83
Tabela 5.10. Resultados da otimização – ROTA B ........................................................ 85
Tabela 5.11. Intervalo de busca, condição inicial e condições ótimas – ROTA C ......... 85
Tabela 5.12. Resultados da otimização – ROTA C ........................................................ 87
Tabela 5.13. Quadro comparativo – ROTAS A, B e C otimizadas ................................ 87
Tabela 5.14. Total líquido de CO2 sequestrado – ROTAS A, B e C .............................. 88
Tabela 5.15. Análise de sensibilidade – Rotas de Produção de Gás de Síntese ............. 92
Tabela 5.16. Análise de sensibilidade – Rotas de Produção de Olefinas ....................... 92
Tabela 5.17. Análise de sensibilidade – Custo anual do Fotobiorreator (ROTA 3) ....... 93

1
Capítulo 1. Introdução
1.1. Aquecimento Global e Emissões de CO2
Nos últimos 150 anos, o clima vem sofrendo mudanças, não restando dúvidas da
contribuição das atividades antropogênicas para o acúmulo de gases de efeito estufa
(GEE) na atmosfera. Esses gases conseguem absorver a radiação infravermelha retendo,
com isso, o calor na atmosfera. Este fenômeno é chamado de efeito estufa, o qual
permite que a temperatura global média na superfície do planeta seja, aproximadamente,
15°C. No entanto, a queima de combustíveis fósseis (como petróleo, gás natural e
carvão) e a mudança no uso do solo (desmatamento e queimadas) têm intensificado
consideravelmente o efeito estufa natural, provocando o aquecimento global (CEPAC,
2009).
Segundo os cientistas do IPCC (sigla em inglês de Painel Intergovernamental
sobre Mudança do Clima), os principais gases de efeito estufa de origem antropogênica
são: o dióxido de carbono (CO2), o metano (CH4), o óxido nitroso (N2O), os
hidrofluorcarbonos (HFC’s), os clorofluorcarbonos (CFC’s) e o hexafluoreto de enxofre
(SF6). Os três primeiros derivam de emissões naturais e antropogênicas (Tabela 1.1),
enquanto que os outros são produzidos exclusivamente pela atividade humana (IPCC,
2007).
Tabela 1.1. Principais gases de efeito estufa de emissões naturais e antropogênicas.
Gases Taxa de aumento* Tempo de residência na atmosfera (anos)
CO2 1,5 ppmv1/ano
0,4%/ano 50 – 200
CH4 10 ppbv2/ano
0,6%/ano 12
N2O 0,8 ppbv/ano 0,25%/ano
120
¹ ppmv = parte por milhão em volume; ² ppbv = parte por bilhão em volume *A média das taxas de crescimento são feitas sobre a década a partir de 1984.
Fonte: MCT, 2009.

As emissões de gás carbônico representaram 77% do total de emissões
antropogênicas de gases do efeit
(IPCC, 2007).
Figura 1.1. Porcentagem de emissão total dos GEE em 2004 em termos de CO
Somente a metade do CO
sequestro pelo crescimento de plantas ou pela dissolução do CO
oceanos (chamados sumidouros), de forma que a outra metade é a causa do reforço
antropogênico ao efeito estufa (JOHNSTON
Em seu 4º Relatório de Avaliação o IPCC m
consequências causadas pelo
derretimento das calotas polares com conseq
de áreas costeiras; acidificação dos oceanos; aparecimento de doenças
mosquitos e por outros vetores como também de doenças cardiorespiratórias; maior
frequência de precipitações
30% de todas as espécies de animais e plantas. Através do cenário des
necessidade de buscar a diminuição das emissões
estufa, pois a maior preocupação reside na acumulação progressiva desses gases, visto
17%
3%
CO2 (emitido da queima combustíveis fósseis)
CO2 (outros)
N2O
As emissões de gás carbônico representaram 77% do total de emissões
antropogênicas de gases do efeito estufa em 2004, conforme apresentado na Figura 1
Porcentagem de emissão total dos GEE em 2004 em termos de CO
equivalente. Fonte: IPCC (2007).
Somente a metade do CO2 antropogênico é absorvida naturalmente através de
estro pelo crescimento de plantas ou pela dissolução do CO2 na superfície dos
oceanos (chamados sumidouros), de forma que a outra metade é a causa do reforço
antropogênico ao efeito estufa (JOHNSTON et al., 2003).
Em seu 4º Relatório de Avaliação o IPCC mostra algumas d
as causadas pelo aquecimento global, tais como: aumento de secas,
derretimento das calotas polares com consequente aumento do nível do mar e inundação
de áreas costeiras; acidificação dos oceanos; aparecimento de doenças
mosquitos e por outros vetores como também de doenças cardiorespiratórias; maior
ência de precipitações intensas, furacões, e ciclones; e risco de extinção de 20 a
30% de todas as espécies de animais e plantas. Através do cenário descrito, percebe
necessidade de buscar a diminuição das emissões antropogênicas dos gases de efeito
estufa, pois a maior preocupação reside na acumulação progressiva desses gases, visto
57%
17%
14%
8%
1%
CO2 (emitido da queima combustíveis fósseis) CO2 (emitido por desmatamento e queimadas)
CH4
HFC's, CFC's, SF6
2
As emissões de gás carbônico representaram 77% do total de emissões
conforme apresentado na Figura 1.1
Porcentagem de emissão total dos GEE em 2004 em termos de CO2
naturalmente através de
na superfície dos
oceanos (chamados sumidouros), de forma que a outra metade é a causa do reforço
ostra algumas das várias
tais como: aumento de secas,
ente aumento do nível do mar e inundação
transmitidas por
mosquitos e por outros vetores como também de doenças cardiorespiratórias; maior
e risco de extinção de 20 a
crito, percebe-se a
s dos gases de efeito
estufa, pois a maior preocupação reside na acumulação progressiva desses gases, visto
CO2 (emitido por desmatamento e queimadas)
3
que os problemas relacionados às mudanças do clima verificados no presente são a
resposta do clima à ação do homem ocorrida há décadas (IPCC, 2007).
Por combinar alto nível de emissão atmosférica com um tempo de vida longo
(sua permanência na atmosfera pode atingir 200 anos), o dióxido de carbono é
considerado o GEE antropogênico de maior importância, e por isso os processos para
sua captura e sequestro recebem especial atenção.
O destino químico do CO2 capturado de correntes industriais é o principal
objetivo deste trabalho, com destaque para rotas que levem à produção de gás de
síntese, importante matéria-prima para a indústria química. Considerando-se o volume
emitido de CO2, o impacto sequestrante de um processo decorre da escala de produção,
requerendo processos de conversão de CO2 em commodities. Assim, nesse trabalho
discute-se o sequestro químico e bioquímico de CO2 para a produção de olefinas via gás
de síntese, para posterior abastecimento da cadeia produtiva petroquímica.
1.2. Mercado de Gás de Síntese e Olefinas
O gás de síntese (GS) corresponde a uma mistura composta por H2 e CO, cuja
razão estequiométrica varia de acordo com o processo utilizado e com a fonte de
hidrocarboneto.
Desde 1980, a maior parte do gás de síntese é produzida a partir do metano
contido no gás natural. Entre os combustíveis fósseis, o gás natural é o mais adequado à
produção de gás de síntese devido ao seu maior conteúdo relativo de hidrogênio e
também porque as reservas mundiais comprovadas de gás natural já excedem as de
petróleo e vêm crescendo mais rapidamente do que estas, tendência que deve ser
mantida no século XXI (SOUZA, 2009).
No processo convencional de produção, o metano é convertido em gás de
síntese, que é posteriormente convertido em diversos produtos de maior valor agregado,
como: metanol, formaldeído e em hidrocarbonetos via processos de Fischer-Tropsch,
mais adequados ao transporte e armazenamento que a matéria-prima gasosa. O
hidrogênio, isoladamente, é utilizado na síntese de amônia, em operações de refino de

4
petróleo ou ainda em células a combustível. No presente trabalho, destaca-se a aplicação
do gás de síntese na produção de dimetil éter (DME), metanol e no processo Fischer-
Tropsch.
Figura 1.2. Usos e aplicações do gás de síntese.
Por questões de segurança, o GS não é comercializado, mas gerado na própria
planta industrial que o utiliza como matéria-prima. A sua produção pode demandar
cerca de 60 a 70% do custo total da conversão do gás natural até o produto desejado.
Assim, uma redução nos custos de geração do gás de síntese terá uma influência direta
sobre os custos finais dos produtos (SOUZA, 2001).
� Olefinas
Eteno e propeno são as olefinas leves de maior interesse comercial, utilizadas
para produzir ampla gama de produtos. São tradicionalmente produzidos no país através
do processo de pirólise ou Steam Cracking nas centrais petroquímicas, que utilizam a
nafta petroquímica como principal matéria-prima. Entretanto, a produção nacional de
nafta é hoje insuficiente para atender à demanda das Centrais Petroquímicas.
Atualmente, cerca de 35% da demanda é atendida por importações de nafta ou
condensados (MOREIRA, 2008; ABIQUIM, 2007).
A principal aplicação tanto do eteno quanto do propeno é na produção de resinas
termoplásticas entre as quais destacam-se o polietileno de baixa densidade (PEBD), o
polietileno de baixa densidade linear (PEBDL) e o polietileno de alta densidade
CH4
H2 Metanol
DME Fischer-Tropsch
Gás de síntese

(PEAD), derivados do eteno
produtos têm diversas aplicações, tais como embalagens plásticas, eletroeletrônico
recipientes para líquidos, peças
A demanda mundial por eteno e propeno cresce constantemente
correlação com o crescimento ou estagnação da economia, representada pelo PIB
taxa de crescimento da demanda por
crescimento do PIB mundial
favoreçam maiores produções de eteno
As Figuras 1.3 e 1.4 apresentam as demanda
Brasil, respectivamente, se
oferta de petroquímicos básicos, foram consideradas as capacidades atuais somadas aos
projetos de ampliação e novas unidades já anunciados para o período.
Figura 1.3. Projeção de demanda e
0
1000
2000
3000
4000
5000
6000
7000
2006 2007 2008
mil
ton
ela
das
(PEAD), derivados do eteno; e o polipropileno (PP), derivado do propeno. Estes
produtos têm diversas aplicações, tais como embalagens plásticas, eletroeletrônico
recipientes para líquidos, peças automotivas, entre outras.
A demanda mundial por eteno e propeno cresce constantemente
correlação com o crescimento ou estagnação da economia, representada pelo PIB
da demanda por olefinas leves deverá manter-se aci
do PIB mundial, o que reforça a necessidade de utilizar tecnologias que
maiores produções de eteno e propeno.
As Figuras 1.3 e 1.4 apresentam as demandas e ofertas de eteno e propeno
respectivamente, segundo um estudo da ABIQUIM (2007). Para a projeção da
oferta de petroquímicos básicos, foram consideradas as capacidades atuais somadas aos
projetos de ampliação e novas unidades já anunciados para o período.
emanda e oferta de eteno no Brasil. Fonte: ABIQUIM (2007).
2009 2010 2011 2012 2013 2014 2015 2016 2017
Ano
Balanço de Eteno no Brasil
Demanda Oferta
5
e o polipropileno (PP), derivado do propeno. Estes
produtos têm diversas aplicações, tais como embalagens plásticas, eletroeletrônicos,
e apresenta forte
correlação com o crescimento ou estagnação da economia, representada pelo PIB. A
se acima da taxa de
necessidade de utilizar tecnologias que
s e ofertas de eteno e propeno no
Para a projeção da
oferta de petroquímicos básicos, foram consideradas as capacidades atuais somadas aos
ABIQUIM (2007).
2018 2019 2020

Figura 1.4. Projeção de d
A partir dos gráficos observa
atendimento da demanda no final do período analisado. Os
demanda mostram que em 2020 os déficits poderão atingir 1,
o eteno e 895 mil toneladas para o propeno.
A utilização de frações pesadas para a produção de olefinas leves é atualmente
um caminho alternativo para atenuar a insuficiência de nafta. No caso brasileiro, essa
alternativa está se concretizando através do COMPERJ
Rio de Janeiro. Baseado no processamento de 150.000 bpd de óleo cru pesado
(Marlim), o Complexo deverá produzir
toneladas ano de propeno e 600
químicos (COMPERJ, 2009)
A oferta de nafta deverá crescer, mas não o suficiente para atender totalmente
demanda petroquímica, apesar dos acréscimos na capacidade de refino. Portanto, a
disponibilidade de matérias
limitada e as expansões de produção deverão se apoiar em fontes diversificadas
(ABIQUIM, 2007).
0
500
1000
1500
2000
2500
3000
3500
4000
4500
2006 2007 2008
mil
ton
ela
das
Balanço de Propeno no Brasil
Projeção de demanda e oferta de propeno no Brasil. Fonte:(2007).
A partir dos gráficos observa-se que a oferta futura é insuficiente para o
atendimento da demanda no final do período analisado. Os balanços entre oferta e
demanda mostram que em 2020 os déficits poderão atingir 1,2 milhão de toneladas para
toneladas para o propeno.
A utilização de frações pesadas para a produção de olefinas leves é atualmente
para atenuar a insuficiência de nafta. No caso brasileiro, essa
alternativa está se concretizando através do COMPERJ – Complexo Petroquímico do
Rio de Janeiro. Baseado no processamento de 150.000 bpd de óleo cru pesado
(Marlim), o Complexo deverá produzir 1,3 milhão de toneladas ano de eteno, 880
das ano de propeno e 600 mil toneladas ano de benzeno, além de outros produtos
(COMPERJ, 2009).
A oferta de nafta deverá crescer, mas não o suficiente para atender totalmente
ica, apesar dos acréscimos na capacidade de refino. Portanto, a
disponibilidade de matérias-primas petroquímicas no Brasil, no período 2008
limitada e as expansões de produção deverão se apoiar em fontes diversificadas
2009 2010 2011 2012 2013 2014 2015 2016 2017
Ano
Balanço de Propeno no Brasil
Demanda Oferta
6
Fonte: ABIQUIM
se que a oferta futura é insuficiente para o
balanços entre oferta e
milhão de toneladas para
A utilização de frações pesadas para a produção de olefinas leves é atualmente
para atenuar a insuficiência de nafta. No caso brasileiro, essa
Complexo Petroquímico do
Rio de Janeiro. Baseado no processamento de 150.000 bpd de óleo cru pesado
o de toneladas ano de eteno, 880 mil
mil toneladas ano de benzeno, além de outros produtos
A oferta de nafta deverá crescer, mas não o suficiente para atender totalmente à
ica, apesar dos acréscimos na capacidade de refino. Portanto, a
primas petroquímicas no Brasil, no período 2008-2020, será
limitada e as expansões de produção deverão se apoiar em fontes diversificadas
2018 2019 2020
7
Para o futuro, prevê-se o aumento do uso das resinas termoplásticas na
substituição de materiais tradicionais como metais e o vidro, assim como o
desenvolvimento de novos termoplásticos e aplicações gerando grande perspectiva de
crescimento no setor. Diante das previsões de aumento do consumo de poliolefinas e
resinas termoplásticas, a indústria petroquímica, juntamente com a indústria do petróleo,
iniciam uma fase de investimentos em novas tecnologias para a produção de olefinas
leves, e, principalmente, em projetos visando à utilização de matérias-primas
alternativas (MOREIRA, 2008).
1.3. Processos Sustentáveis
O desempenho ambiental de produtos e processos tem recebido importância,
promovendo o desenvolvimento de rotas tecnológicas para redução de emissões de CO2.
O abatimento de CO2 pretendido envolve a captura de CO2 de fontes estacionárias
seguida por sequestro geológico ou reuso químico, isto é, processos que empreguem
CO2 como matéria-prima - sequestro químico, resultando em redução do impacto
ambiental de processos emissores.
Nesta direção, o reuso de CO2 capturado, definido como sequestro químico ou
sequestro bioquímico (no caso da captura por biofixação), é avaliado visando à redução
de impactos ambientais, em abordagem de ecologia industrial que minimiza a emissão
total de CO2. Assim, há incentivos para o desenvolvimento de tecnologias que
transformem quimica ou bioquimicamente este gás em produtos com valor econômico.
Desta forma, o custo de captura e sequestro poderia ser mitigado.
Avaliam-se as seguintes rotas de produção de gás de síntese, apresentadas na
Figura 1.5.
ROTA 1 – reforma a vapor do metano;
ROTA 2 – reforma seca;
ROTA 3 – gaseificação de biomassa de microalgas.

8
A produção de olefinas é contemplada em três alternativas:
ROTA A – conversão direta do gás de síntese a olefinas (processo Fischer-Tropsch);
ROTA B – conversão do gás de síntese a metanol e posterior transformação deste em
olefinas (MTO);
ROTA C – conversão do gás de síntese a DME e posterior transformação deste em
olefinas (SDTO).
Figura 1.5. Esquema das rotas abordadas.
1.4. Objetivos e motivação do trabalho
Processos que empregam dióxido de carbono como matéria-prima apresentam-se
como sorvedouros deste gás, constituindo-se no principal objetivo deste trabalho.
Assim, o reuso de CO2 em processos de grande escala de produção apresenta-se como
opção de mitigação das mudanças climáticas (sequestro químico).
Neste cenário, aborda-se aqui a possibilidade do emprego de CO2 como matéria-
prima para a síntese de olefinas. A investigação baseia-se em simulações de
fluxogramas de processos, concebidos e simulados a partir de dados da literatura. No
Capítulo 1, é apresentado um panorama geral sobre aquecimento global, mercado de gás
de síntese e olefinas, e processos sustentáveis, assuntos que fundamentam o presente
estudo. O Capítulo 2 revisa o estado da arte dos processos de captura de CO2, produção
Gás
natural CH4
CO2
ROTA
1
ROTA
2
ROTA
3
GS
ROTA
A
ROTA
B
ROTA
C
Olefinas
Captura

9
de GS e rotas de obtenção de olefinas a partir de GS. Destacam-se as rotas alternativas e
a aplicação dos produtos selecionados.
O Capítulo 3 aborda a metodologia de análise das rotas alternativas selecionadas
e apresenta as métricas de desempenho econômico e ambiental. O Capítulo 4 apresenta
os resultados da análise dos processos de captura de CO2, de produção de gás de síntese
e de olefinas. Os fluxogramas de processo das rotas alternativas são simulados em
ambiente UNISIM DESIGN (Honeywell), permitindo calcular indicadores econômicos
e ambientais. O Capítulo 5 trata da otimização dos fluxogramas propostos no Capítulo
4. O Capítulo 6 traz as conclusões alcançadas pela metodologia empregada e as
sugestões para trabalhos futuros.

Capítulo 2. Revisão do Estado d
2.1. Processos de Captura de CO
O projeto de captura de CO
mudanças climáticas, evitand
atmosfera. Ao evitar ou reduzir
contribui para a estabilização dos níveis de CO
graves impactos ambientais, à economia e à sociedade.
A finalidade da captura de CO
fontes estacionárias. Esta separação
ser transportada para um local de armazenamento seguro.
fontes de emissão diversas,
combustível/gás natural e outras instalações industriais, particularmente na fabricação
de ferro, aço e cimento; conforme a Figura 2.1
Figura 2.1. Percentual das atividades industriais com grandes fontes estacionárias de
emissão de CO
15%
8%
3%
do Estado da Arte
Processos de Captura de CO2
O projeto de captura de CO2 surge como uma possibilidade para mitigar as
mudanças climáticas, evitando que grandes concentrações de CO2 sejam emitidas para a
Ao evitar ou reduzir as emissões oriundas de fontes estacionárias
para a estabilização dos níveis de CO2 atmosférico, diminuindo, portanto, os
is, à economia e à sociedade.
A finalidade da captura de CO2 é separar este gás dos demais gases emitidos por
fontes estacionárias. Esta separação produz uma corrente concentrada de CO
ser transportada para um local de armazenamento seguro. A captura é aplicável em
, tais como as centrais elétricas, plantas de processamento de
combustível/gás natural e outras instalações industriais, particularmente na fabricação
o e cimento; conforme a Figura 2.1 (IPCC, 2005).
Percentual das atividades industriais com grandes fontes estacionárias de
emissão de CO2. Fonte: IPCC (2005).
63%
6%
1%
4%
10
surge como uma possibilidade para mitigar as
sejam emitidas para a
oriundas de fontes estacionárias, a captura
atmosférico, diminuindo, portanto, os
separar este gás dos demais gases emitidos por
de CO2, que pode
ptura é aplicável em
tais como as centrais elétricas, plantas de processamento de
combustível/gás natural e outras instalações industriais, particularmente na fabricação
Percentual das atividades industriais com grandes fontes estacionárias de
Energia
Cimento
Refinarias
Ferro e Aço
Petroquímica
Outros
Bioenergia
11
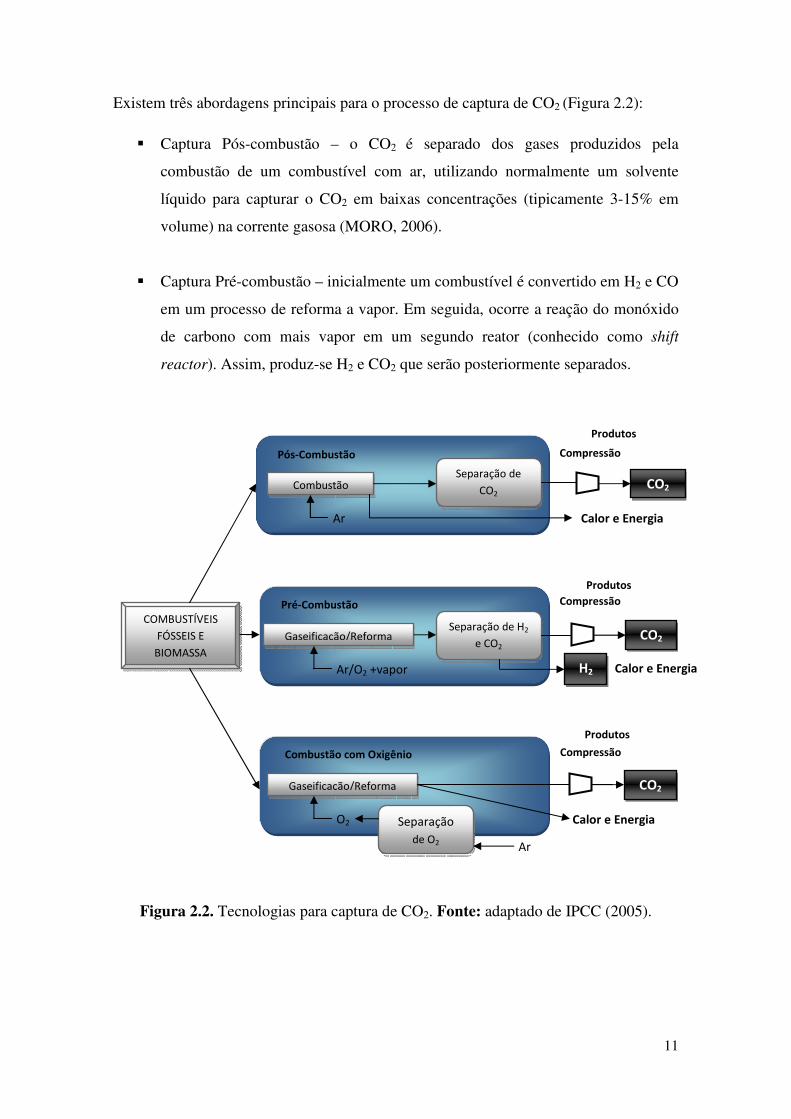
Existem três abordagens principais para o processo de captura de CO2 (Figura 2.2):
� Captura Pós-combustão – o CO2 é separado dos gases produzidos pela
combustão de um combustível com ar, utilizando normalmente um solvente
líquido para capturar o CO2 em baixas concentrações (tipicamente 3-15% em
volume) na corrente gasosa (MORO, 2006).
� Captura Pré-combustão – inicialmente um combustível é convertido em H2 e CO
em um processo de reforma a vapor. Em seguida, ocorre a reação do monóxido
de carbono com mais vapor em um segundo reator (conhecido como shift
reactor). Assim, produz-se H2 e CO2 que serão posteriormente separados.
Figura 2.2. Tecnologias para captura de CO2. Fonte: adaptado de IPCC (2005).
Pós-Combustão
Combustão
Ar
Separação de
CO2 CO2
Produtos
Compressão
Calor e Energia
Pré-Combustão
Gaseificação/Reforma
Ar/O2 +vapor
Separação de H2
e CO2
Produtos
Compressão
Calor e Energia H2
Combustão com Oxigênio
Gaseificação/Reforma
O2
Produtos
Compressão
Calor e Energia Separação
de O2 Ar
COMBUSTÍVEIS
FÓSSEIS E
BIOMASSA
CO2
CO2

12
� Captura Oxi-combustão – este sistema utiliza oxigênio ao invés de ar (N2 e O2)
para realizar a combustão e produzir um gás contendo principalmente vapor
d’água e CO2. Isto resulta em um gás com alta concentração de CO2 (maior do
que 80% em volume). Esta tecnologia requer a separação do oxigênio do ar com
uma pureza do oxigênio de 95-99% (MORO, 2006).
As tecnologias que podem ser empregadas na captura de CO2 são a absorção, a
adsorção, a separação por membranas semipermeáveis e a separação criogênica. As
características específicas de cada tecnologia podem variar em função da aplicação ser
em pós-combustão, oxi-combustão ou pré-combustão. As principais tecnologias
comerciais são:
� Absorção com solventes químicos/físicos:
A tecnologia de separação e purificação de CO2 por absorção, com diversos
absorventes, tem sido bastante empregada, por ser uma técnica economicamente viável
e de grande aplicabilidade na indústria. Consiste na lavagem dos gases pós-combustão
com solventes. A absorção química envolve uma ou mais reações químicas reversíveis
entre o CO2 e uma solução aquosa de um absorvente.
Soluções aquosas de etanolaminas são amplamente utilizadas no tratamento por
absorção de gás natural, gás de síntese e correntes de refinaria. As etanolaminas mais
utilizadas industrialmente são: monoetanolamina (MEA), dietanolamina (DEA), metil
dietanolamina (MDEA), diisopropanolamina (DIPA) e 2-amino 2-metil 1-propanol
(AMP) (BARBOSA, 2004). Na absorção física, os solventes ligam-se menos fortemente
ao CO2, podendo ser separados do CO2 na coluna de esgotamento mais facilmente. Em
geral, utiliza-se a absorção física em correntes gasosas que apresentam elevadas
pressões parciais de CO2, já as correntes com baixa pressão parcial de CO2 utilizam
absorção química. Em ambos os casos o solvente é recuperado em outro equipamento e
recirculado ao processo.

13
Como a pressão parcial do CO2 nos gases de combustão é baixa, e a temperatura
é relativamente alta, a absorção física não se mostra competitiva quando comparada ao
processo de absorção química (MORO, 2006).
� Adsorção:
As forças intermoleculares entre gases, tais como o CO2, e a superfície de certos
materiais sólidos permitem a separação por adsorção. O processo opera em um ciclo
com operações de adsorção e dessorção. Na adsorção, o gás é alimentado em um leito
sólido que adsorve CO2 e permite a passagem de outros gases. Quando o leito está
carregado de CO2, ele é substituído por outro.
A adsorção ainda não é um processo considerado atrativo para separação de CO2
em grande escala porque a capacidade e a seletividade dos adsorventes disponíveis são
baixas (MORO, 2006).
� Criogenia:
A separação criogênica envolve a compressão e a refrigeração de uma mistura
de gases em múltiplos estágios, de modo a liquefazer parcialmente a mistura. A fase
líquida será concentrada em compostos com ponto de ebulição relativamente mais altos,
como é o caso do CO2, quando comparado ao nitrogênio. A separação se dá em vasos
de knock-out. Esta tecnologia é utilizada comercialmente para purificação de CO2 de
correntes gasosas que apresentam altas concentrações de CO2 (tipicamente > 50%).
A maior desvantagem dos processos de separação criogênicos de CO2 é a
quantidade de energia requerida para promover a refrigeração necessária para o
processo, particularmente para correntes diluídas. Outra desvantagem é que alguns
componentes, como a água, têm que ser removidos antes de refrigerar a corrente gasosa
para evitar obstruções.

14
� Separação por membranas:
A separação por membranas seletivas baseia-se no princípio que a estrutura de
poro da membrana permite preferencialmente que certos constituintes permeiem através
dela. A aplicação comercial da separação de CO2 de gás natural por membranas tem
sido utilizada desde a década de 80. Desde esse período avanços significativos foram
conseguidos como o aperfeiçoamento dos processos de fabricação, novas configurações
e aplicações (NAKAO et al., 2009).
A tecnologia de separação por membranas apresenta vantagens em relação à
absorção por aminas por ser um processo de fácil operação e com módulos compactos.
As plantas com membrana são preferidas para aplicações de alta pressão parcial de CO2,
enquanto as plantas de aminas seriam mais adequadas para gás com baixa pressão
parcial de CO2 (NAKAO e MACEDO, 2008).
Os materiais utilizados na fabricação das membranas de separação de misturas
gasosas podem ser subdivididos em dois tipos: polímeros orgânicos e materiais
inorgânicos, sendo os polímeros orgânicos (acetato de celulose) os tradicionalmente
usados na separação de CO2 de gás natural. Membranas de materiais inorgânicos, como
ligas metálicas, cerâmicas e zeolíticas têm sido estudadas, tanto para aplicações de pré-
combustão quanto de pós-combustão.
Dentre as tecnologias citadas, a mais empregada atualmente é a absorção com
solventes a base de aminas, devido à larga experiência industrial sendo, portanto,
adotada no presente trabalho.
2.2. Processos de Produção de Gás de Síntese
2.2.1. Reforma a vapor do metano – ROTA 1
O processo tradicional e mais utilizado industrialmente para a produção de gás
de síntese é a reforma catalítica do metano com vapor d’água, que é também o mais
dispendioso do ponto de vista energético. As principais reações que ocorrem neste
15
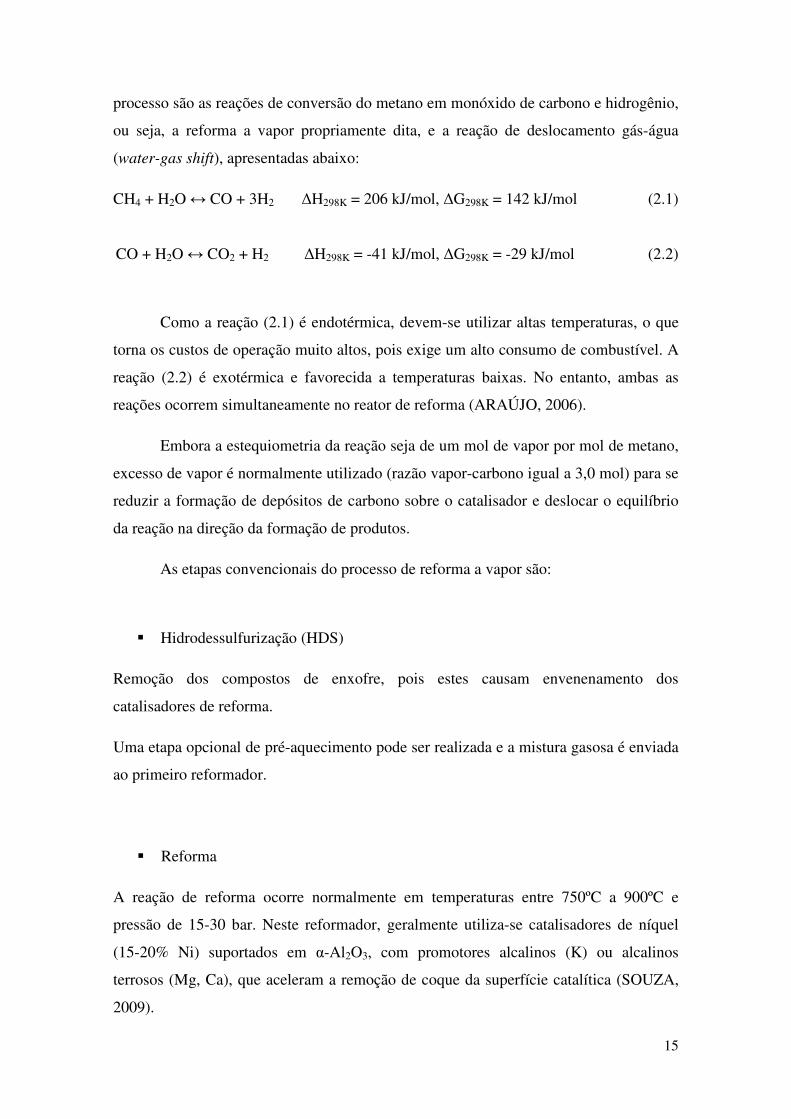
processo são as reações de conversão do metano em monóxido de carbono e hidrogênio,
ou seja, a reforma a vapor propriamente dita, e a reação de deslocamento gás-água
(water-gas shift), apresentadas abaixo:
CH4 + H2O ↔ CO + 3H2 ∆H298K = 206 kJ/mol, ∆G298K = 142 kJ/mol (2.1)
CO + H2O ↔ CO2 + H2 ∆H298K = -41 kJ/mol, ∆G298K = -29 kJ/mol (2.2)
Como a reação (2.1) é endotérmica, devem-se utilizar altas temperaturas, o que
torna os custos de operação muito altos, pois exige um alto consumo de combustível. A
reação (2.2) é exotérmica e favorecida a temperaturas baixas. No entanto, ambas as
reações ocorrem simultaneamente no reator de reforma (ARAÚJO, 2006).
Embora a estequiometria da reação seja de um mol de vapor por mol de metano,
excesso de vapor é normalmente utilizado (razão vapor-carbono igual a 3,0 mol) para se
reduzir a formação de depósitos de carbono sobre o catalisador e deslocar o equilíbrio
da reação na direção da formação de produtos.
As etapas convencionais do processo de reforma a vapor são:
� Hidrodessulfurização (HDS)
Remoção dos compostos de enxofre, pois estes causam envenenamento dos
catalisadores de reforma.
Uma etapa opcional de pré-aquecimento pode ser realizada e a mistura gasosa é enviada
ao primeiro reformador.
� Reforma
A reação de reforma ocorre normalmente em temperaturas entre 750ºC a 900ºC e
pressão de 15-30 bar. Neste reformador, geralmente utiliza-se catalisadores de níquel
(15-20% Ni) suportados em α-Al2O3, com promotores alcalinos (K) ou alcalinos
terrosos (Mg, Ca), que aceleram a remoção de coque da superfície catalítica (SOUZA,
2009).

16
No presente trabalho, aborda-se apenas a etapa de reforma e considera-se que o
gás metano é recebido isento de compostos sulfurosos e umidade. Segundo Gerosa
(2007), as condições do metano na entrada do reformador principal são de 300ºC e 30
bar, valores utilizados como base para a simulação, que será descrita no Capítulo 4.
A composição do produto depende das condições do processo, inclusive da
temperatura, da pressão, do excesso de vapor e da velocidade do gás através do leito de
catalisador (que determina a velocidade com que o equilíbrio é aproximado) (ARAÚJO,
2006). É importante ressaltar que a razão H2/CO normalmente requerida pelos processos
downstream é de 2:1. Caso essa razão esteja aquém do valor requerido, é necessário
utilizar uma unidade para realizar este ajuste, o que acarretaria em um custo adicional
para o processo.
Observa-se que esta ROTA não apresenta capacidade de sequestro de CO2,
tendo sido aqui reportada para efeito de comparação com as outras rotas de produção de
gás de síntese e para contemplar situações onde a oferta de CO2 é limitada.
2.2.2. Reforma seca – ROTA 2
Nos últimos anos, têm-se buscado alternativas para a conversão do metano em
gás de síntese e, nesse sentido, a reforma com CO2 destaca-se como uma opção. Alguns
processos industriais que utilizam a reforma seca já estão em operação, como o processo
CALCOR da Caloric GmbH e o processo SPARG da Haldor-Topsoe. (SOUZA, 2009).
A seguinte reação é abordada:
CH4 + CO2 ↔ 2CO + 2H2 ∆H298K= 247 kJ/mol, ∆G298K = 171 kJ/mol
Esta rota produz gás de síntese de alta pureza e menor razão H2/CO que é mais
adequado a alguns processos industriais, como a hidroformilação, síntese de ácido
acético e dimetil éter e para a obtenção de CO puro, usado na produção de
policarbonatos.
O gás de síntese produzido está em uma razão H2/CO igual a 1:1, que não
corresponde ao valor requerido para os processos downstream abordados neste trabalho.
Assim, seria necessária uma unidade para o ajuste da razão H2/CO.

17
Hou et al. (2006), descrevem um processo em escala de laboratório para a
produção de gás de síntese por reforma do metano com CO2 sob a catálise de metais
nobres, suportado em Al2O3. A reação é realizada a 800ºC e 1 bar. A carga gasosa é
uma mistura equimolar de CH4 e CO2 e a conversão de metano atinge 84,1%, valor
utilizado como base para a simulação.
Neste processo, as condições operacionais são 800ºC e 1 bar, enquanto no
processo tradicional a temperatura é 760-980ºC e 30 bar. O novo processo opera a uma
pressão muito menor que a pressão do processo tradicional.
2.2.3. Gaseificação de biomassa de microalgas – ROTA 3
Esta rota aborda a produção de gás de síntese a partir da gaseificação de
biomassa de microalgas. A gaseificação consiste na combustão incompleta da biomassa,
na presença de um oxidante (oxigênio e/ou vapor d’água).
O crescimento de microalgas para a biofixação de CO2 tem despertado bastante
interesse, uma vez que estão entre os mais eficientes sistemas biológicos de
transformação de energia solar em compostos orgânicos (DAVENPORT, 2008). Para
aproveitamento desta biomassa, o processo de gaseificação tem vantagens comparativas
com as demais rotas (pirólise e biodigestão) por apresentar operação comprovada em
escala industrial, capacidade para sequestrar grande quantidade de CO2, e possibilidade
de processar biomassa úmida, reduzindo ou mesmo eliminando o custo de secagem da
biomassa (ARAÚJO et al., 2008).
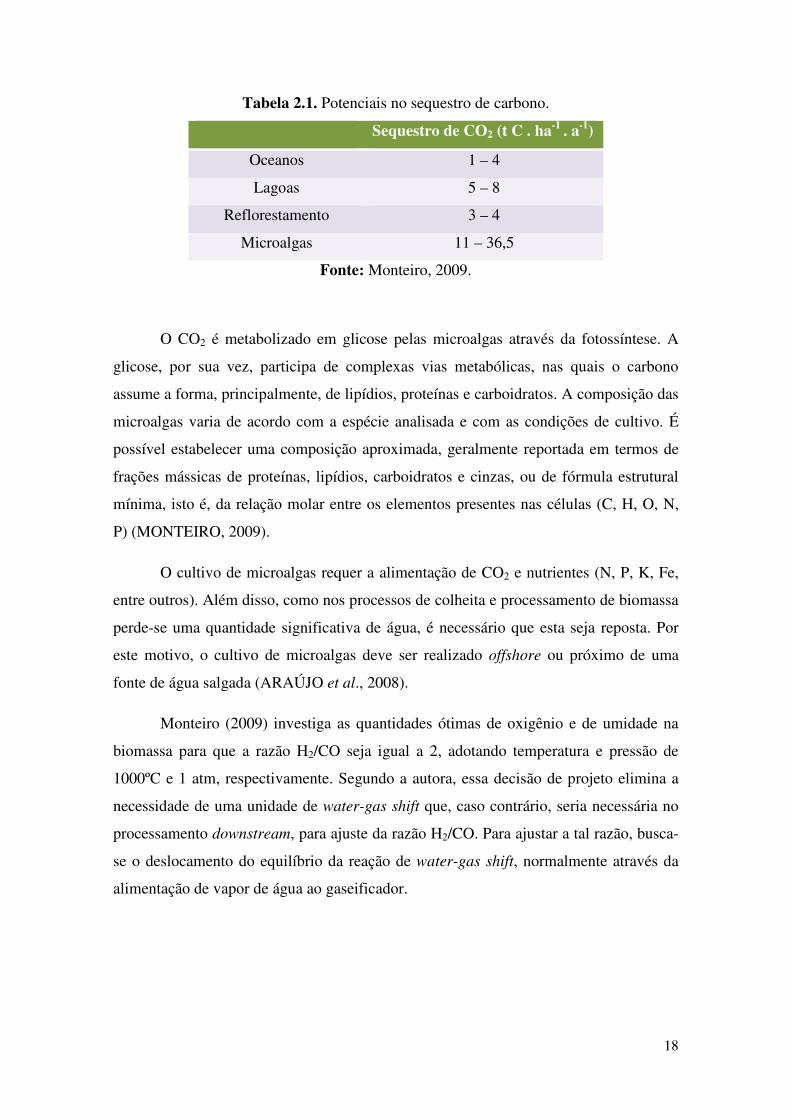
A Tabela 2.1 reforça o enorme potencial de sequestro de CO2 das microalgas em
comparação com o cultivo de vegetais superiores e com os denominados sumidouros
(lagoas e oceanos).
18
Tabela 2.1. Potenciais no sequestro de carbono.
Sequestro de CO2 (t C . ha-1 . a-1)
Oceanos 1 – 4
Lagoas 5 – 8
Reflorestamento 3 – 4
Microalgas 11 – 36,5
Fonte: Monteiro, 2009.
O CO2 é metabolizado em glicose pelas microalgas através da fotossíntese. A
glicose, por sua vez, participa de complexas vias metabólicas, nas quais o carbono
assume a forma, principalmente, de lipídios, proteínas e carboidratos. A composição das
microalgas varia de acordo com a espécie analisada e com as condições de cultivo. É
possível estabelecer uma composição aproximada, geralmente reportada em termos de
frações mássicas de proteínas, lipídios, carboidratos e cinzas, ou de fórmula estrutural
mínima, isto é, da relação molar entre os elementos presentes nas células (C, H, O, N,
P) (MONTEIRO, 2009).
O cultivo de microalgas requer a alimentação de CO2 e nutrientes (N, P, K, Fe,
entre outros). Além disso, como nos processos de colheita e processamento de biomassa
perde-se uma quantidade significativa de água, é necessário que esta seja reposta. Por
este motivo, o cultivo de microalgas deve ser realizado offshore ou próximo de uma
fonte de água salgada (ARAÚJO et al., 2008).
Monteiro (2009) investiga as quantidades ótimas de oxigênio e de umidade na
biomassa para que a razão H2/CO seja igual a 2, adotando temperatura e pressão de
1000ºC e 1 atm, respectivamente. Segundo a autora, essa decisão de projeto elimina a
necessidade de uma unidade de water-gas shift que, caso contrário, seria necessária no
processamento downstream, para ajuste da razão H2/CO. Para ajustar a tal razão, busca-
se o deslocamento do equilíbrio da reação de water-gas shift, normalmente através da
alimentação de vapor de água ao gaseificador.

19
2.3. Rotas de Produção de Olefinas a partir de Gás de Síntese
2.3.1. Fischer-Tropsch – ROTA A
A síntese de síntese de Fischer-Tropsch (FT) tem merecido uma grande atenção
pelo seu interesse tecnológico e científico, visto que esta rota permite a formação de
combustíveis líquidos e em insumos básicos para a indústria petroquímica. Através da
seleção adequada do catalisador e das condições operacionais, é possível alterar, dentro
de certos limites, a distribuição dos produtos obtidos na reação de síntese. De acordo
com Souza (2008), a síntese de FT pode ser representada, de maneira simplificada, por
duas reações de hidrogenação:
n CO + (2n+1) H2 → CnH2n+ 2 + n H2O
n CO + 2n H2 → CnH2n + n H2O
A primeira reação corresponde à formação de parafinas saturadas e a segunda
olefinas. Este processo é altamente exotérmico e é catalisado por metais, como Fe, Co,
Ni, Ru ou Rh suportados em vários óxidos. Os catalisadores mais utilizados na indústria
atualmente são os de ferro e de cobalto.
Os catalisadores à base de cobalto possuem maior seletividade para formação de
hidrocarbonetos pesados, pois as olefinas tendem a ser re-adsorvidas no catalisador
dando continuidade ao processo de crescimento de cadeia. Os catalisadores de ferro são
seletivos para a formação de olefinas de baixa massa molar e possuem o custo
relativamente baixo (SOUZA, 2008).
Para a modelagem da síntese de FT, foi escolhida a distribuição de produtos de
Anderson-Schulz-Flory (ASF), que é comumente encontrada na literatura, representada
pela equação (2.3):
�� � �1 � ���� , �� � �1 � ���� . �� (2.3)

20
O fator de probabilidade de crescimento da cadeia é definido por α, que tem em
n o número de carbonos da cadeia. A fração molar é representada por mn, enquanto wn
define a fração mássica do produto de cadeia n. O modelo ASF foi empregado, com o
fator de probabilidade de crescimento da cadeia ajustado para 0,45, de modo a
maximizar o rendimento em hidrocarbonetos com cadeias entre 2 e 4 carbonos. Uma
representação gráfica da equação acima é obtida na Figura 2.3.
Figura 2.3. Distribuição ASF. Fonte: Van Der Lann, 1999.
Segundo VAN DER LANN (1999), uma condição usual para a síntese de
olefinas com catalisador de ferro em leito fixo é de 220ºC e 2,0 MPa. Estes valores
foram utilizados como base para a simulação.
Água é produzida em grande quantidade no processo. Em altas conversões, a
fase gasosa no reator de Fischer-Tropsch consiste em mais de 50% de água, atuando
como um diluente significante. As pressões parciais dos reagentes são
significativamente reduzidas, resultando em concentrações baixas de CO e H2 na fase
líquida e no catalisador e reduzindo as taxas de reação. A água também pode atuar como
inibidor ou até mesmo desativando o catalisador de Fischer-Tropsch. A remoção de
vapor d’água pode reduzir este problema e existem estudos sendo realizados nesta
direção.

21
2.3.2. MTO (Methanol-to-olefins) – ROTA B
As reações de conversão de metanol a hidrocarbonetos foram desenvolvidas no
início de 1970, com catalisadores ZSM-5, que pertencem a uma família de zeólitas
designadas com as iniciais de sua inventora ZSM ("Zeolite Socony Mobil"). Estas
zeólitas se caracterizam por apresentarem um alto teor de silício. Na década de 1980, os
cientistas da Union Carbide descobriram os silicoaluminofosfatos (SAPOs) que são
uma classe de materiais microporosos com estrutura similar às zeólitas. Dentre os vários
tipos de SAPO, alguns merecem destaque em virtude de suas propriedades ácidas e de
seus excelentes desempenhos catalíticos para a conversão de metanol a olefinas de baixa
massa molar (COSTA, 2007).
A empresa Universal Oil Products (UOP) aliou-se a Norsk Hydro ASA
(HYDRO) e desenvolveu o processo de conversão do metanol para olefinas, conhecido
como UOP/HYDRO MTO (Figura 2.4). Segundo a empresa, esta é uma forma viável e
econômica de converter gás natural em olefinas (Gas To Olefins – GTO) (UOP, 2004).
Figura 2.4. Demonstração da Planta UOP/HYDRO MTO. Fonte: UOP, 2004.

22
Na tecnologia MTO, a transformação do gás de síntese em olefinas é um
processo que ocorre em duas etapas. Na primeira, ocorre a conversão do gás de síntese
em metanol, cujo processo já é comercializado e utilizado por algumas indústrias,
conforme a reação abaixo:
CO + 2 H2 ↔ CH3OH ∆H298K = -90.5 kJ/mol, ∆G298K = -25 kJ/mol
Na segunda etapa, ocorre a transformação do metanol em olefinas leves em um
reator de leito fluidizado, cujo processo vem sendo recentemente introduzido no
mercado. As condições operacionais desta rota de produção encontram-se na Tabela 2.2.
Tabela 2.2. Condições operacionais da ROTA B.
Parâmetros Primeira etapa Segunda etapa
Temperatura (ºC) 220 400
Pressão (bar) 50 2,75
Catálise CuO/ZnO/Al2O3 SAPO-34
Fonte: Gerosa, 2007; Keil, 1999.
Algumas vantagens do processo MTO são:
� flexibilidade de obter uma faixa mais ampla de razões eteno/propeno de acordo
com a demanda de mercado;
� obtenção de metanol a partir do gás de síntese, proveniente de várias fontes tais
como carvão, biomassa e gás natural;
� utilização direta de etileno e propileno em grades de produtos químicos com
mais de 98% de pureza;
� limitada produção de subprodutos, em comparação com o processo steam
cracker.
Atualmente, as empresas petroquímicas de primeira geração acreditam que este
processo pode ser uma forma de diversificar as fontes de matéria-prima a ser utilizada
na obtenção de olefinas leves (GEROSA, 2007).

23
2.3.3. SDTO (DME-to-olefins) – ROTA C
O desenvolvimento deste novo processo baseia-se na obtenção de olefinas leves
a partir do gás de síntese via dimetil éter (DME), sem a obtenção de metanol, e é
conhecido como SDTO – Syngas via Dimethyl ether To Olefins (Gás de Síntese a
Olefinas via DME). Esta rota é uma modificação da ROTA B, com a finalidade de
aumentar a conversão da primeira etapa.
A primeira etapa envolve a transformação do gás de síntese em DME através do
emprego de catalisadores bifuncionais, que apresentam características hidrogenantes
(composta de óxidos tal como CuO, ZnO, Al2O3 e Cr2O3) capazes de sintetizar o
metanol e ao mesmo tempo desidratantes (tal como γ- Al2O3, NaHZSM-5 ou zeólitas
HY, SAPOs), que propiciam a formação do DME; conforme mostrado a seguir
(EREÑA et al., 2005; OLIVEIRA, 2005).
Reação ∆H298K (kJ/mol)
2CO + 4H2 → 2CH3OH -182
2CH3OH → CH3OCH3 + H2O -23
2CO + 4H2 → CH3OCH3 + H2O -205
O DME tem atraído uma larga atenção mundial em função do seu potencial
emprego como fonte alternativa de energia e como um dos melhores combustíveis com
referência a questão do efeito estufa. Neste sentido, destaca-se a crescente demanda
mundial por combustíveis mais limpos, livres de poluentes como enxofre, com conteúdo
mínimo de aromáticos, e mínima geração de particulados e óxidos de nitrogênio (NOx).
De fato, essa substância pode ser utilizada como combustível em motores do
ciclo diesel com algumas modificações, em termelétricas, células de combustível e
como substituto do gás liquefeito de petróleo (GLP). Na indústria química, pode ser
usado para a fabricação de formaldeído; e no setor petroquímico para obtenção de
olefinas leves como eteno e propeno (GEROSA, 2007). A Figura 2.5 apresenta a
versatilidade do uso do DME.

24
Figura 2.5. Aplicações do DME.
A segunda etapa do processo SDTO, que converte DME em olefinas leves,
emprega peneiras moleculares do tipo silicoaluminofostatos (SAPO). Tais catalisadores
têm apresentado melhor desempenho na conversão de DME a olefinas, com relação à
seletividade para olefinas leves (C2=-C3
=), à mínima quantidade de produtos secundários
(parafinas e aromáticos), ao tempo de vida e à estabilidade do catalisador (COSTA,
2007).
As condições operacionais para cada etapa desta rota de produção, que serão
utilizadas como base para a simulação, estão apresentadas na Tabela 2.3.
Tabela 2.3. Condições operacionais da ROTA C.
Parâmetros Primeira etapa Segunda etapa
Temperatura (ºC) 265 450
Pressão (bar) 40 1,013
Catálise Cu-Zn-Al + M-HMd SAPO-34 modificada
Conversão CO (%) 90,35 -
Fonte: Cai et al., 1995.
Dimetil éter
Transporte de
Gás Natural
Propelente
Indústria
Química
Combustível

25
Capítulo 3. Metodologia
3.1. Simulação
Os processos abordados são estudados por simulação e otimização em ambiente
UNISIM DESIGN (Honeywell). Esse software pode ser aplicado para simulação e
projeto de vários equipamentos industriais como compressores, trocadores de calor,
vasos separadores, reatores, colunas de destilação, entre outros. O Simulador
Profissional permite que se façam avaliações técnicas dos mesmos, mantendo-se o
cumprimento de restrições físicas como Balanços de Massa e Energia, Equilíbrio
Químico e Equilíbrio de Fases.
As propriedades termodinâmicas das correntes de entrada e saída, bem como as
condições de equilíbrio são calculadas através de equações de estado. Ressalta-se que a
modelagem termodinâmica foi alterada caso a caso, de modo a garantir a adequação do
modelo escolhido à natureza dos componentes de participam das simulações.
Além disso, o software possui uma ferramenta de otimização que permite a
avaliação de funções objetivo utilizando como variáveis de decisão condições de
processo e dados de projeto. A função objetivo avaliada no presente trabalho foi a
Sustentabilidade, composta pelas funções Custo e Impacto Ambiental. As métricas de
desempenho econômico e ambiental são abordadas a seguir.
3.2. Métricas de Desempenho de Fluxogramas de Processo
3.2.1. Econômico
O desempenho econômico para um processo em fase de projeto pode ser
avaliado através de critérios expressos por funções do tipo Lucro ou Custo
(PERLINGEIRO, 2005). O Custo Anualizado Total do empreendimento (CAT,
US$/ano) é definido pela equação (3.1).
��� � ����� ���� ���������� � ����� !"#�$����� ����� (3.1)
26
onde o Custo Fixo Anualizado refere-se à amortização do investimento total além de
impostos, juros, aluguéis, etc., e o Custo Operacional Anual corresponde aos gastos com
utilidades (água, vapor, energia) e insumos (matérias-primas, solventes, etc). Por outro
lado, o investimento em equipamentos, ISBL (Inside Battery Limits, US$), representa
cerca de 1/3 do investimento total, semelhante ao valor estimando para os custos fixos
(OLIVEIRA FILHO, 2006). Assim, o CAT em termos de ISBL fica conforme a
equação (3.2).
��� %&'$���) � *'+, � ����� !"#�$����� ����� (3.2)
Nos cálculos, admite-se que as plantas operam durante 7200 horas/ano.
Cálculo do ISBL dos equipamentos
Para o cálculo do ISBL utilizaram-se as correlações propostas por Douglas
(1988). Nestas, consta o índice de Marshall & Swift de Custo de Construção (M & S),
que está relacionado à inflação. O valor adotado nesse trabalho foi de 1274,8, o mesmo
utilizado por Oliveira Filho (2006).
� Compressores de gás
O custo instalado dos compressores é dado pela seguinte correlação:
����� -&'$. � /0 & '280 5 6 517,5 6 �9:!�;,<� 6 �2,11 � �=� (3.3)
�= � �> (3.4)
onde:
bhp, a potência dos compressores [HP];
Fd é um fator que depende do tipo de acionamento do motor.
27
Tabela 3.1. Configuração adotada para compressores.
Design Fd
Centrífugo, motor elétrico 1,00
� Trocadores de calor
����� -&'$. � /0 & '280 5 6 101,3 6 �;,@A 6 �2,29 � �=� (3.5)
�= � ��> � �C� 6 �D (3.6)
onde:
A, área de troca térmica [ft2];
Fd, constante dependente do tipo de projeto de trocador;
Fm, constante dependente do tipo de material empregado;
Fp, constante que depende da pressão de projeto.
As Tabelas 3.2 (a) e (b) apresentam os parâmetros utilizados na correlação de
custo dos trocadores de calor.
Tabela 3.2 (a). Fator de correlação Fp de acordo com a pressão.
Pressão de projeto (psi) Fp
Até 150 0,00
300 0,10
400 0,25
800 0,52
1000 0,55
Tabela 3.2 (b). Fatores utilizados para o cálculo do ISBL dos trocadores de calor.
Material (Casco/Tubo) Fd Tipo Fm
Aço Carbono 0,85 U-Tube 1

28
� Reatores, vasos de pressão e colunas
����� -&'$. � /0 & '280 5 6 101,9 6 E,;@@ 6 F;,<;� 6 �2,18 � �=� (3.7)
�= � �D 6 �C (3.8)
onde:
D, diâmetro [ft];
H, altura [ft];
Fc, fator de correção;
Fp, constante dependente da pressão de operação do equipamento;
Fm, constante que depende do tipo de material empregado.
Tabela 3.3. Parâmetros para o cálculo do ISBL dos vasos.
Pressão de projeto (psi) Fp
Até 50 1,00
100 1,05
200 1,15
300 1,20
400 1,35
500 1,45
600 1,60
700 1,80
800 1,90
900 2,30
1000 2,50
Material dos vasos Fm
Aço carbono 1,00

29
� Coluna de destilação (pratos)
����� -&'$. � /0 & '280 5 6 4,7 6 E,AA 6 F 6 �= (3.9)
�= � �H � �I � �D (3.10)
onde:
D, diâmetro [ft];
H, altura [ft];
Fs, constante que depende do espaçamento entre os estágios;
Ft, constante dependente do tipo de bandeja;
Fm, constante que depende do tipo de material empregado.
Tabela 3.4. Parâmetros utilizados para o cálculo dos internos da coluna.
Tipo de
interno Ft Material Fm
Espaçamento
entre os estágios Fs
Pratos 0,0 Aço carbono 0,0 24 in 1,0
� Bombas (custo estimado)
Custo [US$] = 30.000,00 (MONTEIRO e ABRAMOVITCH, 2008).
Cálculo do Custo Operacional Anual
Envolve o custo anual com utilidades (vapor e água), com os reagentes e
consumo de energia elétrica, conforme proposto por Oliveira Filho (2006):

30
� Custo: Vapor
�JKCLM -&'$/OP. � 3,72453,6 6 %R
�SLDTUVIíJXY 6 10@4 Z 6 0,85 � 0,15) (3.11)
� Custo: Água de resfriamento
�á\UK -&'$/OP. � 0,033777,8 6 %R
�SLDTUVIíJXY 6 10@4 Z 6 0,75 � 0,25) (3.12)
O custo do combustível adotado nos cálculos foi idêntico ao valor utilizado por
Oliveira Filho: US$ 3,3/106 BTU.
� Custo: Energia elétrica = US$ 0,43/kWh
� Custo dos reagentes
A Tabela 3.5 apresenta os preços dos reagentes utilizados nos processos de
obtenção de GS:
Tabela 3.5. Preço dos reagentes.
Reagentes Preços [US$/kg]
CH4 (1) 0,172
CO2 (2) 0,00025
Fonte: (1) Indala (2004). (2) Chicago Climate Exchange (2009).
3.2.2. Ambiental
O conceito de desenvolvimento sustentável surgiu em 1987 pela Comissão
Mundial sobre Meio Ambiente e Desenvolvimento (também conhecida como Comissão
Brundtland), e significa satisfazer as necessidades atuais da humanidade sem

comprometer a capacidade das gerações futuras de satisfazer suas próprias necessidades
(ANASTAS et al., 2002). Para facilitar a compreen
se um modelo simples baseado nos aspectos básicos da sociedade,
“modelo de três círculos”, modelo
ainda modelo dos três pilares.
econômicos e ambientais. A Figura 3.1 mostra a dinâmica da sustentabilidade de um
sistema.
Figura 3.1.
No entanto, não há um método definitivo para a execução e aplicação dessas
idéias às correntes atividades industriais e econômicas. Uma variedade de ferramentas
qualitativas e/ou quantitativas
limpa, eco-eficiência, química verde, engenharia verde, ecologia industrial, análise do
ciclo de vida (LCA), prevenção da poluição, e outros.
A análise do ciclo de vida (LCA, do inglês
ferramenta poderosa para avaliar o desempenho de processos. Esta técnica surgiu no
início da década de 1970 quando se tornou nece
utilização de energia. Posteriormente, a preocupação com a questão ambiental
aumentou, e então, técnicas para medir e comparar os impactos causados ao meio
ambiente associadas com atividades humanas
comprometer a capacidade das gerações futuras de satisfazer suas próprias necessidades
, 2002). Para facilitar a compreensão do termo sustentabilidade, criou
se um modelo simples baseado nos aspectos básicos da sociedade,
“modelo de três círculos”, modelo triple-bottom line (3BL), “people, planet, profit
ainda modelo dos três pilares. Os pilares deste modelo envolvem aspectos sociais,
. A Figura 3.1 mostra a dinâmica da sustentabilidade de um
. Tríade Economia-Meio Ambiente-Sociedade
No entanto, não há um método definitivo para a execução e aplicação dessas
ias às correntes atividades industriais e econômicas. Uma variedade de ferramentas
quantitativas e conceitos tornaram-se comuns, como: produção mais
eficiência, química verde, engenharia verde, ecologia industrial, análise do
iclo de vida (LCA), prevenção da poluição, e outros.
A análise do ciclo de vida (LCA, do inglês life cycle assessment
ferramenta poderosa para avaliar o desempenho de processos. Esta técnica surgiu no
1970 quando se tornou necessária uma maior atenção para a
utilização de energia. Posteriormente, a preocupação com a questão ambiental
aumentou, e então, técnicas para medir e comparar os impactos causados ao meio
com atividades humanas adquiriram suma importânc
31
comprometer a capacidade das gerações futuras de satisfazer suas próprias necessidades
são do termo sustentabilidade, criou-
se um modelo simples baseado nos aspectos básicos da sociedade, conhecido por
people, planet, profit”, ou
envolvem aspectos sociais,
. A Figura 3.1 mostra a dinâmica da sustentabilidade de um
Sociedade.
No entanto, não há um método definitivo para a execução e aplicação dessas
ias às correntes atividades industriais e econômicas. Uma variedade de ferramentas
se comuns, como: produção mais
eficiência, química verde, engenharia verde, ecologia industrial, análise do
life cycle assessment) é uma
ferramenta poderosa para avaliar o desempenho de processos. Esta técnica surgiu no
uma maior atenção para a
utilização de energia. Posteriormente, a preocupação com a questão ambiental
aumentou, e então, técnicas para medir e comparar os impactos causados ao meio
suma importância. Esta

32
ferramenta também é empregada para avaliar os benefícios de desenvolver uma
tecnologia inovadora em relação a tecnologias tradicionais (ARESTA et al., 2001).
Neste trabalho, a LCA é a ferramenta utilizada para a avaliação ambiental dos
processos. O Impacto Ambiental dos processos é mensurado através do algoritmo WAR
(Waste Reduction Algorithm), que define índices que caracterizam o Potencial de
Impacto Ambiental (PEI, do inglês Potential Environmental Impact). As categorias de
impacto de substâncias químicas consideradas pelo algoritmo são apresentadas na
Tabela 3.6.
Tabela 3.6. Categorias de impacto quantificadas pelo algoritmo WAR.
Categoria Perigo Potencial
HTPI potencial de toxicidade para o homem por ingestão
HTPE potencial de toxicidade para o homem por exposição
(contato com a pele ou inalação)
TTP potencial de toxicidade terrestre
ATP potencial de toxicidade aquática
GWP potencial de aquecimento global
ODP potencial de esgotamento do ozônio
PCOP potencial de oxidação fotoquímica
AP potencial de acidificação
Aplica-se a metodologia do Algoritmo WAR através do programa WAR GUI,
um software disponível no site da EPA (Environmental Protection Agency), assim como
adotado por Monteiro et al. (2009a,b). Paralelamente, o algoritmo WAR é
implementado no simulador de processos UNISIM DESIGN, com o objetivo de servir
de ferramenta para quantificação do impacto ambiental associado a avaliações
econômicas.
O algoritmo WAR descreve a variação do Potencial de Impacto Ambiental ao
longo do tempo através das taxas de entrada (Îin), de saída (Îout) e de geração de impacto
no sistema (Îgen), conforme Young et al. (2000).

33
]*V^VIXDK]� � *_̂� � *_LUI � *_\X� (3.13)
Para o processo em estado estacionário, o balanço toma a forma:
0 � *_̂� � *_LUI � *_\X� (3.14)
Esta expressão pode ser usada para gerar uma série de índices que caracterizam a
eficiência ambiental interna e externa do sistema. Considera-se aqui apenas o Îout pois
tomou-se como base a mesma vazão de entrada de gás de síntese para as rotas de
produção de olefinas. Para calcular as taxas de saída utiliza-se a equação descrita
abaixo:
*_LUI � ` �^SKIX\LM^KV
^` 0a,LUI
SLMMX�IXV
a` �ba
SLDCL�X�IXV
bcb^ (3.15)
Essa taxa leva em conta todas as i categorias de impacto (α), as vazões das j
correntes de saída de massa (Mout) e os k componentes de cada corrente, com
composição x. A letra grega c (psi) diz respeito ao score normalizado e é calculada para
cada categoria i e componente k, segundo a equação:
cb^ � �$�#"b^d�$�#"b^e (3.16)
Ou seja, o score normalizado de um componente k numa categoria i é a razão
entre o score desse componente nessa categoria e a média do scores de todos os
componentes na mesma categoria. Os scores são calculados de acordo com a categoria
de impacto. Assim:
�$�#"b,fghi � 1,EA;,b ; �$�#"b,fghk �
1�,lA;,b ; �$�#"b,mgh �
1,�A;,b (3.17)

34
Para realizar a LCA, implementa-se, neste trabalho, o algoritmo WAR no
simulador de processos UNISIM DESIGN, para o cálculo do impacto ambiental gerado
pelas plantas. Consideram-se as categorias HTPI, HTPE e ATP, de mais fácil
quantificação. Portanto, utilizando-se o algoritmo WAR, através do balanço de impacto
ambiental, é possível calcular o impacto associado a um determinado fluxograma,
obtendo-se o PEI. O impacto ambiental aqui reportado é o PEIout, e os valores
encontram-se em PEI/h.
3.2.3. Função de Sustentabiblidade
Propõe-se como estratégia para descrever a sustentabilidade de uma determinada
rota ('^) a soma ponderada do inverso das funções custo e impacto ambiental, conforme
a Equação (3.18). Esta função, uma adaptação daquela sugerida por Monteiro et al.
(2009a,b), foi adotada porque, minimizando as funções Custo e PEI, obter-se-á como
processo mais sustentável aquele que apresentar o maior valor para a Função
Sustentabilidade.
'^ � n=����� �niop* (3.18)
onde:
'^ = Função de Sustentabilidade da rota i;
n= = peso associado à função Custo;
ni = peso associado à função Potencial de Impacto Ambiental.
Pelo fato de as funções Custo e PEI apresentarem ordens de grandeza diferentes,
os pesos são ajustados para compensar essa defasagem permitindo assim uma
comparação adequada. Esta abordagem possibilita tratar a maximização da Função de
Sustentabilidade como um problema mono-objetivo. Alternativamente, poder-se-ia
35
avaliar uma Função de Sustentabilidade vetorial (multi-objetivo), composta pelas
funções Custo e PEI, ou Lucro e PEI, estudadas por Monteiro (2009).
Os pesos associados às funções são fatores de regulação, que permitem controlar
a importância relativa dada a cada aspecto da sustentabilidade. Portanto, além da função
de compensar diferenças de ordem de grandeza entre Custo e PEI, eles também
possibilitam que seja dada maior importância a um dos aspectos – ambiental ou
econômico (MONTEIRO, 2009). A Tabela 3.7 apresenta uma prévia dos pesos que
serão abordados nos itens que se seguem.
Tabela 3.7. Pesos atribuídos às funções Custo e PEI.
PESOS CASO BASE CENÁRIO 1 CENÁRIO 2
qr 1000 1 1
qs 1 10 1

36
Capítulo 4. Resultados da Análise
4.1. Análise Técnica do Processo de Captura
A etapa de absorção de CO2 é comum e necessária a todas as tecnologias aqui
estudadas. Por simplicidade, optou-se por realizar uma análise simples de tal etapa, que
consta da simulação da mesma, seguida de uma estimativa de custos com base em
índices técnicos. O impacto ambiental não é avaliado.
A tecnologia amplamente empregada para separar o CO2 dos gases de
combustão é a absorção por aminas, e por isso, esta foi selecionada para a simulação do
processo de captura. Neste processo, o CO2 reage com um solvente líquido (solução de
MEA) sendo, portanto, mais facilmente carreado pelo mesmo. Emprega-se no UNISIM
DESIGN um pacote termodinâmico específico para aplicações com aminas, o Amine
Package. Considera-se que o gás de combustão é composto por CO2, água, nitrogênio e
oxigênio. O fluxograma do processo de absorção, apresentado na Figura 4.1,
compreende as etapas de absorção e regeneração de solvente. A Tabela 4.1 indica a
configuração adotada para as colunas.
Tabela 4.1. Caracterização das colunas.
Coluna Tipo Nº de pratos Pressão (bar)
T-100 Absorção 8 1,15
T-101 Esgotamento 25 1,013
A absorção se dá em colunas de pratos, nas quais a corrente a ser tratada (gás de
combustão) entra em contato com o solvente, em contracorrente. Após a absorção, a
solução líquida, rica em CO2, deixa a absorvedora pelo fundo, e é enviada à coluna de
regeneração. Nesta segunda coluna, ocorre a regeneração do solvente por esgotamento
do CO2 via aquecimento e redução de pressão. O CO2 deixa o regenerador pelo topo,
enquanto a solução absorvente é recuperada pelo fundo e então bombeada de volta à
etapa de absorção.

37
Figura 4.1. Fluxograma do Processo de Produção de Captura de CO2.

38
Simulação do Fluxograma de Captura de CO2
Os equipamentos do fluxograma de captura de CO2 são mostrados na Tabela 4.2.
Tabela 4.2. Equipamentos do processo de captura.
TAG Equipamento Entrada Saída Especificação
E-100 Resfriador Reciclo’ MEA Rec, q0 T MEA
Rec=30 ºC
E-101 Aquecedor MEA+CO2, q1 2 T 2=90 ºC
E-102 Resfriador CO2+H2O 3 T 3=30 ºC
P-100 Bomba Reciclo, Qb1 Reciclo’ ∆P=0,147bar
V-100 Vaso 3 CO2, L V= 5m3, L/D=5
T-100 Coluna de
absorção
Sol. MEA, Gás
de combustão
MEA+CO2, 1 8 estágios
T-101 Coluna de
destilação
2, Qr CO2+H2O, Qc RR=10; Vent
Rate=50kmol/h
Os resultados da simulação são apresentados nas Tabelas 4.3 e 4.4.
Tabela 4.3. Caracterização das correntes de massa.
Nome Gás de combustão
make-up 1 MEA+CO2
Fração de vapor 0,96 0,00 1,00 0,00
Temperatura (ºC) 30,00 30,00 38,36 31,46 Pressão (bar) 1,25 1,25 1,15 1,15
Vazão molar (kgmol/h) 1,37E+03 1,05E+00 1,32E+03 9,49E+02 Vazão mássica (kg/h) 3,87E+04 2,38E+01 3,73E+04 2,06E+04
Vazão volumétrica real (m3/h) 2,64E+04 2,37E-02 2,96E+04 1,95E+01
Taxa de calor (kJ/h) 9,77E+06 -2,91E+04 1,20E+07 -2,94E+07
Entalpia molar (kJ/kgmol) 7,15E+03 -2,77E+04 9,13E+03 -3,09E+04
Nome Rec CO2+H2O Sol. MEA Reciclo Fração de vapor 0,00 1,00 0,00 0,00 Temperatura (ºC) 103,98 84,55 30,00 103,98 Pressão (bar) 1,10 1,01 1,25 1,10 Vazão molar (kgmol/h) 8,99E+02 5,00E+01 9,00E+02 8,99E+02 Vazão mássica (kg/h) 1,91E+04 1,47E+03 1,91E+04 1,91E+04

39
Vazão volumétrica real (m3/h) 1,95E+01 1,46E+03 1,88E+01 1,95E+01
Taxa de calor (kJ/h) -2,14E+07 5,90E+05 -2,71E+07 -2,14E+07 Entalpia molar (kJ/kgmol) -2,38E+04 1,18E+04 -3,01E+04 -2,38E+04
Nome Reciclo' MEA Rec 2 3 Fração de vapor 0,00 0,00 0,00 0,46 Temperatura (ºC) 103,99 30,00 90,00 30,00 Pressão (bar) 1,25 1,25 1,15 1,01 Vazão molar (kgmol/h) 8,99E+02 8,99E+02 9,49E+02 5,00E+01 Vazão mássica (kg/h) 1,91E+04 1,91E+04 2,06E+04 1,47E+03 Vazão volumétrica real (m3/h) 1,95E+01 1,88E+01 2,78E+01 5,64E+02
Taxa de calor (kJ/h) -2,14E+07 -2,71E+07 -2,47E+07 -6,99E+05 Entalpia molar (kJ/kgmol) -2,38E+04 -3,01E+04 -2,60E+04 -1,40E+04
Nome CO2 L Fração de vapor 1,00 0,00 Temperatura (ºC) 30,00 30,00 Pressão (bar) 1,01 1,01 Vazão molar (kgmol/h) 2,28E+01 2,72E+01 Vazão mássica (kg/h) 9,78E+02 4,91E+02 Vazão volumétrica real (m3/h) 5,64E+02 4,93E-01
Taxa de calor (kJ/h) 2,18E+05 -9,18E+05 Entalpia molar (kJ/kgmol) 9,58E+03 -3,37E+04
Tabela 4.4. Caracterização das correntes de energia.
Nome Qr Qc Qb1
Taxa de calor (kJ/h) 2,49E+07 2,10E+07 3,83E+02
Nome q0 q1 q2 Taxa de calor (kJ/h) 5,70E+06 4,66E+06 1,29E+06
Monteiro (2009) reporta alguns índices técnicos para o cálculo do custo
anualizado de captura, com base na vazão e no teor de CO2 do gás de combustão a ser
tratado. De acordo com a autora, é possível estimar o custo desta etapa em 100 dólares/t
de CO2 não emitido, valor utilizado como base para estimativa do CAT.
Na análise simplificada do processo de captura, a quantidade de CO2 presente no
gás de combustão corresponde a 1466 kg/h, gerando uma corrente concentrada de 978
kg/h de CO2. Assim, dada a vazão de CO2 a ser alimentada no processo de produção de
gás de síntese (correspondente a 7,7x106 kg/h para a ROTA 3, tomada como base), faz-
se uma relação direta, e obtém-se o total de CO2 não emitido igual a 8,28x107 t/ano de
CO2. Portanto, o CAT desta etapa é de US$ 8,28x109 por ano.

40
4.2. Análise dos Processos de Produção de Gás de Síntese
A modelagem das plantas teve como ponto de partida o estudo da ABIQUIM
(2007) que indica um déficit da produção nacional de eteno para 2020 de 1,2 milhão de
toneladas ou 1,67x105 kg/h (admitindo que as planta operem 7200 h/ano). Assim,
ajustou-se a necessidade requerida de gás de síntese para atender essa demanda.
ROTA 1 – Reforma a Vapor do Metano
Na simulação do processo tradicional de gás de síntese, considera-se que o
metano entra no processo na temperatura e pressão de 300 ºC e 30 atm,
respectivamente. Estas condições são adquiridas após a passagem por um sistema de
pré-aquecimento (não simulado), onde entra a 25ºC e 1 atm, que são as condições de
recebimento do gás metano advindo da UPGN (Unidade de Processamento de Gás
Natural). Supõe-se que este gás é recebido isento de compostos sulfurosos e umidade
(GEROSA, 2007).
Para produção de gás de síntese, emprega-se, no UNISIM DESIGN, um reator
ideal denominado Reator de Gibbs (Figura 4.2) que leva este nome por realizar a
minimização de energia livre de Gibbs para o sistema estudado. Neste modelo de reator,
portanto, não é necessário especificar a estequiometria da reação, uma vez que esta será
dada pela composição final de produtos e reagentes que garante o equilíbrio químico
entre as fases presentes. Dessa forma, os resultados simulados correspondem à
conversão máxima teórica. A Tabela 4.5 apresenta as condições reacionais empregadas.
Figura 4.2. Reator de Gibbs.

41
Tabela 4.5. Condições reacionais do Reator de Gibbs.
Parâmetros Valor
Temperatura (ºC) 850
Pressão (bar) 30
Razão vapor-carbono 3,0
Fonte: Gerosa, 2007.
A Figura 4.3 apresenta o fluxograma de gás de síntese desenvolvido para a
ROTA 1, constituído por um trocador de calor casco tubo e um reator de Gibbs. O
trocador de integração energética permite pré-aquecer a corrente de alimentação a
600ºC e resfriar o gás de síntese produzido. Na seção de reação, emprega-se o pacote
termodinâmico Peng Robinson. A corrente de saída do trocador de calor segue para a
separação da mistura gasosa, composta por: gás de síntese, vapor d’água, metano e CO2.
Para tal, utiliza-se o component splitter, que simula uma separação ideal. Especificam-
se a corrente de entrada, o número de correntes de saída (n), a composição, a
temperatura e a pressão de “n-1” correntes de saída e, com esses dados, o simulador
resolve os balanços de massa e energia para obter as propriedades da n-ésima corrente
de saída.
Simulação do Fluxograma da ROTA 1
Os equipamentos envolvidos no fluxograma de produção de gás de síntese
(ROTA 1) são resumidos na Tabela 4.6.

42
Figura 4.3. Fluxograma do Processo de Produção de Gás de Síntese – ROTA 1.

43
Tabela 4.6. Equipamentos do processo – ROTA 1.
TAG Equipamento Entrada Saída Especificação
E-101 Trocador 1, GS Carga, GS+Traços T carga=600ºC
GBR-100 Reator Carga, Q GS, L_zero V= 2,03m3, L/D=5
X-100 - GS+Traços,
qX
Gás de síntese,
CH4+H2O+CO2
Gás de síntese a
100%
Para dimensionar o reator desta ROTA, adota-se a tese de Gerosa (2007), que
calcula o volume do reator de reforma a vapor do metano considerando um insumo de
87687,67 m3/h de CH4, a partir das seguintes especificações: 340 tubos com diâmetro
interno de 0,11 metros e 10,5 metros de altura; obtendo um reator com volume de 34m3.
No presente trabalho, a quantidade de metano necessária (vazão volumétrica ideal) é
5244 m3/h. Baseando-se no volume calculado pela autora, faz-se uma relação direta
obtendo-se o volume do reator GBR-100 igual a 2,03 m3.
Os resultados da simulação para uma produção de 1,70x106 kg/h de gás de
síntese (valor fixo para as três rotas) são apresentados nas Tabelas 4.7 e 4.8.
Tabela 4.7. Caracterização das correntes de massa – ROTA 1.
Nome CH4 Vapor 1 GS
Fração de vapor 1,00 1,00 1,00 1,00
Temperatura (ºC) 300,00 299,76 295,01 850,00 Pressão (bar) 30,40 30,40 30,40 30,40
Vazão molar (kgmol/h) 9,79E+04 2,94E+05 3,91E+05 5,37E+05 Vazão mássica (kg/h) 1,57E+06 5,29E+06 6,86E+06 6,86E+06
Vazão volumétrica real (m3/h) 1,54E+05 4,23E+05 5,80E+05 1,66E+06
Taxa de calor (kJ/h) -6,19E+09 -6,83E+10 -7,45E+10 -4,89E+10
Entalpia molar (kJ/kgmol) -6,33E+04 -2,33E+05 -1,90E+05 -9,11E+04
Nome Carga GS+Traços Gás de síntese CH4+H2O+CO2 Fração de vapor 1,00 1,00 1,00 0,22 Temperatura (ºC) 600,00 588,27 40,00 40,00 Pressão (bar) 30,40 30,40 30,40 30,40 Vazão molar (kgmol/h) 3,91E+05 5,37E+05 2,91E+05 2,46E+05 Vazão mássica (kg/h) 6,86E+06 6,86E+06 1,70E+06 5,16E+06 Vazão volumétrica real (m3/h) 9,28E+05 1,27E+06 2,52E+05 4,56E+04
Taxa de calor (kJ/h) -6,92E+10 -5,42E+10 -4,62E+09 -6,79E+10 Entalpia molar (kJ/kgmol) -1,77E+05 -1,01E+05 -1,59E+04 -2,76E+05

44
Nome L_zero Fração de vapor 0,00 Temperatura (ºC) 850,00 Pressão (bar) 30,40 Vazão molar (kgmol/h) 0,00E+00 Vazão mássica (kg/h) 0,00E+00 Vazão volumétrica real (m3/h) 0,00E+00
Taxa de calor (kJ/h) 0,00E+00 Entalpia molar (kJ/kgmol) -9,11E+04
Tabela 4.8. Caracterização das correntes de energia – ROTA 1.
Nome qX Q
Taxa de calor (kJ/h) -1,83E+10 2,03E+10
ROTA 2 – Reforma Seca
A produção de gás de síntese a partir da reforma seca é modelada no UNISIM
DESIGN utilizando-se outro tipo de reator ideal, o Reator de Conversão (Figura 4.4).
Neste caso, é necessário fornecer os coeficientes estequiométricos dos reagentes e
produtos e a conversão de um componente, escolhido como “componente base”. Assim,
o simulador calcula a composição das correntes de produto. Cada reação prossegue até
que a conversão especificada seja atingida ou até que o reagente limitante seja esgotado.
Figura 4.4. Reator de Conversão.

45
A reação a seguir foi inserida com as condições reacionais da Tabela 4.9.
CH4 + CO2 ↔ 2CO + 2H2 ∆H298K= 247 kJ/mol, ∆G298K = 171 kJ/mol
Tabela 4.9. Condições reacionais do Reator de Conversão.
Parâmetros Valor
Temperatura (ºC) 800
Pressão (bar) 1
Conversão (%) 84,1
Fonte: Hou et al., 2006.
As correntes CH4 e CO2 entram no processo a 25ºC e 1 bar, são misturadas e
trocam calor com a corrente gasosa que sai do reator CRV-100 a 495ºC. Essa integração
energética permite pré-aquecer a corrente de alimentação e resfriar o efluente do reator,
aproveitando, assim, o potencial térmico das correntes quentes e economizando
utilidades. Ainda assim, vapor foi necessário para alcançar a temperatura de 800ºC na
entrada do reator.
A Figura 4.5 mostra o fluxograma de gás de síntese desenvolvido para a ROTA
2, que consiste em: uma etapa de pré-aquecimento envolvendo um trocador de
integração energética e um aquecedor para adequar a temperatura da carga do reator; e
um reator de conversão. Na seção de reação, o pacote termodinâmico empregado foi
Peng Robinson.
O gás de síntese na corrente de saída do trocador de calor segue para a separação
da mistura gasosa, composta por CH4 e traços de CO2. Para purificar o gás de síntese
utiliza-se o component splitter, que simula uma separação ideal.

46
Figura 4.5. Fluxograma do Processo de Produção de Gás de Síntese – ROTA 2.
Simulação do Fluxograma da ROTA 2
Os equipamentos envolvidos no fluxograma de produção de gás de síntese
(ROTA 2) são resumidos na Tabela 4.10.
Tabela 4.10. Equipamentos do processo – ROTA 2.
TAG Equipamento Entrada Saída Especificação
E-101 Trocador 1, CO+H2 2, Gás de síntese ∆T (CO+H2 - 2)=10ºC
E-102 Aquecedor 2, qE-101 Carga T carga=800ºC
CRV-100 Reator Carga, q CO+H2, Liq_zero V= 56,9m3, L/D=5
X-100 - GS+Traços,
qX Gás de síntese, CH4+CO2
Gás de síntese
a 100%
Para o dimensionamento do reator CRV-100, utilizou-se como base o valor do
volume encontrado para a ROTA 1 e fez-se uma correção através da equação (4.1),

47
visto que essas rotas operam a pressões muito distintas (30 bar e 1 bar, respectivamente
para a ROTA 1 e 2).
lMXKILM� TKM� � lMXKILM�t; TKM� 6 l����" "�!"$íu�$�� TKM�l����" "�!"$íu�$��t; TKM�
(4.1)
Obtém-se, assim, um volume de 56,9 m3 para o reator da ROTA 2. Os resultados
da simulação (ROTA 2) são apresentados nas Tabelas 4.11 e 4.12.
Tabela 4.11. Caracterização das correntes de massa – ROTA 2.
Nome CO2 CH4 1 2
Fração de vapor 1,00 1,00 1,00 1,00
Temperatura (ºC) 25,00 25,00 24,94 485,00 Pressão (bar) 1,00 1,00 1,00 1,00
Vazão molar (kgmol/h) 3,37E+04 9,23E+04 1,26E+05 1,26E+05 Vazão mássica (kg/h) 1,48E+06 1,48E+06 2,96E+06 2,96E+06
Vazão volumétrica real (m3/h) 8,30E+05 2,28E+06 3,11E+06 7,94E+06
Taxa de calor (kJ/h) -1,33E+10 -6,92E+09 -2,02E+10 -1,74E+10
Entalpia molar (kJ/kgmol) -3,94E+05 -7,49E+04 -1,60E+05 -1,38E+05
Nome CO+H2 GS+Traços Carga Liq_zero Fração de vapor 1,00 1,00 1,00 0,00 Temperatura (ºC) 495,00 94,45 800,00 495,00 Pressão (bar) 1,00 1,00 1,00 1,00 Vazão molar (kgmol/h) 1,83E+05 1,83E+05 1,26E+05 0,00E+00 Vazão mássica (kg/h) 2,96E+06 2,96E+06 2,96E+06 0,00E+00 Vazão volumétrica real (m3/h) 1,17E+07 5,58E+06 1,12E+07 0,00E+00
Taxa de calor (kJ/h) -1,00E+10 -1,28E+10 -1,49E+10 0,00E+00 Entalpia molar (kJ/kgmol) -5,49E+04 -6,99E+04 -1,18E+05 -5,49E+04
Nome Gás de síntese CH4+CO2 Fração de vapor 1,00 1,00 Temperatura (ºC) 40,00 40,00 Pressão (bar) 1,00 1,00 Vazão molar (kgmol/h) 1,13E+05 6,94E+04 Vazão mássica (kg/h) 1,70E+06 1,26E+06 Vazão volumétrica real (m3/h) 2,95E+06 1,80E+06
Taxa de calor (kJ/h) -6,21E+09 -6,86E+09 Entalpia molar (kJ/kgmol) -5,49E+04 -9,90E+04

48
Tabela 4.12. Caracterização das correntes de energia – ROTA 2.
Nome qE-101 q qX
Taxa de calor (kJ/h) 2,55E+09 4,87E+09 -3,22E+08
ROTA 3 – Gaseificação de Biomassa de Microalgas
Microrganismos fotossintetizantes vêm sendo considerados como uma
alternativa promissora para aplicação em processos de fixação biológica de CO2. Estes
processos são conduzidos em fotobiorreatores, onde o cultivo de microalgas visa à
produção de biomassa e o sequestro de carbono através da fotossíntese.
No fotobiorreator, as microalgas transformam energia luminosa em energia
química processando o dióxido de carbono, água e nutrientes em compostos orgânicos e
produzindo oxigênio gasoso. Dentre os nutrientes estão as fontes de nitrogênio e de
fósforo, as quais são utilizadas pelas microalgas na síntese de aminoácidos e ácidos
graxos.
A corrente adotada para a biomassa possui a composição reportada na Tabela
4.13.
Tabela 4.13. Composição da biomassa modelo.
Biomoléculas % mássica
Carboidratos 21,7
Lipídeos 25,7
Proteínas 52,6
Fonte: Monteiro, 2009.
Para simular tais biomoléculas no UNISIM DESIGN escolhem-se compostos
orgânicos com peso molecular e estrutura química similar aos carboidratos, lipídeos e
proteínas; tais como: sacarose, ácido oléico, ácido linoléico, ácido esteárico e EDTA.
O fluxograma de produção de gás de síntese por gaseificação de biomassa
emprega um gaseificador adiabático onde ocorre a combustão incompleta da biomassa,

49
na presença de um oxidante (O2). A etapa de gaseificação é simulada utilizando-se um
modelo de reator que calcula o equilíbrio termodinâmico do sistema estudado, Reator de
Gibbs.
No fluxograma de produção de gás de síntese por gaseificação de biomassa, a
corrente de oxigênio que sai do fotobiorreator, segue, juntamente com biomassa e água,
para a gaseificação. A corrente de água é utilizada para demonstrar a possibilidade de
processar biomassa úmida, reduzindo ou mesmo eliminando o custo de secagem da
biomassa.
Durante a gaseificação ocorrem inúmeras reações, como as de pirólise,
combustão, craqueamento térmico, oxidação parcial e as reações de gaseificação
propriamente ditas. O processo se inicia com a pirólise da biomassa, a temperatura em
torno de 500°C. Da pirólise, resultam gases (H2, CO, CO2, CH4), alcatrão (compostos
aromáticos, alifáticos e polares) e carvão vegetal. Os produtos da pirólise são então
oxidados (parcial ou completamente) pelo oxigênio, em reações altamente exotérmicas,
que elevam a temperatura do meio a cerca de 1000°C. Em temperaturas elevadas, o
alcatrão sofre craqueamento térmico e o carvão vegetal sofre combustão, ambos dando
origem a gases (MONTEIRO, 2009).
Utiliza-se o pacote termodinâmico PRSV (Peng-Robinson-Stryjek-Vera), que é
uma modificação da equação de estado Peng Robinson a qual alarga a aplicação do
método original para sistemas moderadamente não ideais. O método Lee-Kesler é
empregado para determinar a entalpia do líquido e vapor.
A corrente gasosa advinda do gaseificador segue para a separação. Para tal,
emprega-se novamente o component splitter, que simula uma separação ideal. O
fluxograma de gás de síntese desenvolvido para a ROTA 3 é apresentado na Figura 4.6.
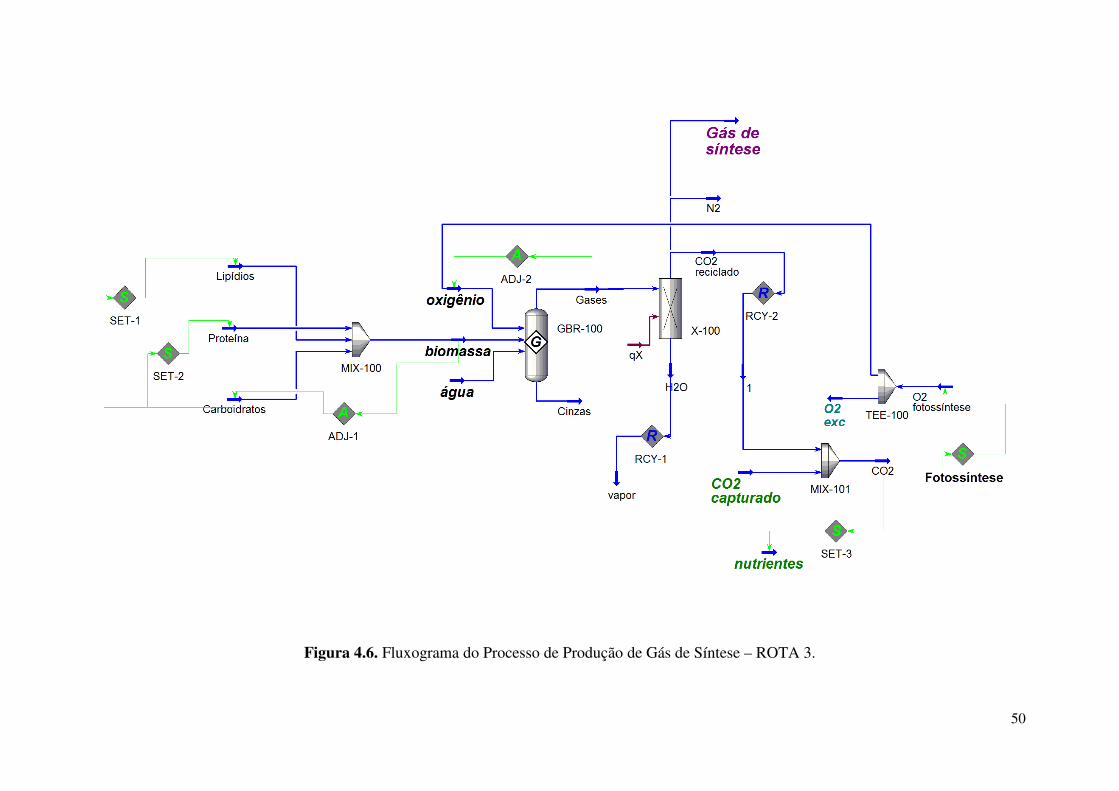
50
Figura 4.6. Fluxograma do Processo de Produção de Gás de Síntese – ROTA 3.

51
Simulação do Fluxograma da ROTA 3
Os equipamentos envolvidos no fluxograma de produção de gás de síntese
(ROTA 3) são resumidos na Tabela 4.14.
Tabela 4.14. Equipamentos do processo – ROTA 3.
TAG Equipamento Entrada Saída Especificação
GBR-100 Gaseificador Oxigênio,
biomassa, água Gases, Cinzas
V=15m3,
L/D=5
X-100 - Gases, qX Gás de síntese, N2,
CO2 reciclado, H2O
Gás de síntese
a 100%
Para realizar a etapa de otimização, que será descrita no Capítulo 5, faz-se
necessário o dimensionamento dos equipamentos para o cálculo do ISBL. Entretanto, no
caso do fotobiorreator, especifica-se diretamente o custo anual baseado no valor
proposto por Araújo et al. (2009): US$ 2,095/t CO2. A análise de incertezas, descrita no
Capítulo 5, leva em consideração a influência da redução ou acréscimo deste valor.
Os resultados da simulação (ROTA 3) encontram-se nas Tabelas 4.15 e 4.16.
Tabela 4.15. Caracterização das correntes de massa – ROTA 3.
Nome Lipídios Proteína Carboidratos biomassa
Fração de vapor 0,00 0,00 0,00 0,00
Temperatura (ºC) 25,00 25,00 25,00 45,48 Pressão (bar) 1,01 1,01 1,01 1,01
Vazão molar (kgmol/h) 2,87E+03 1,74E+04 8,35E+03 2,86E+04 Vazão mássica (kg/h) 8,03E+05 5,09E+06 2,86E+06 8,75E+06
Vazão volumétrica real (m3/h) 9,12E+02 2,65E+03 1,90E+03 5,50E+03
Taxa de calor (kJ/h) -2,21E+09 -2,92E+10 -1,93E+10 -5,07E+10
Entalpia molar (kJ/kgmol) -7,69E+05 -1,68E+06 -2,31E+06 -1,77E+06
Nome água oxigênio Cinzas Gases Fração de vapor 0,00 1,00 0,00 1,00 Temperatura (ºC) 25,00 25,00 1040,25 1040,25 Pressão (bar) 1,01 1,01 1,01 1,01
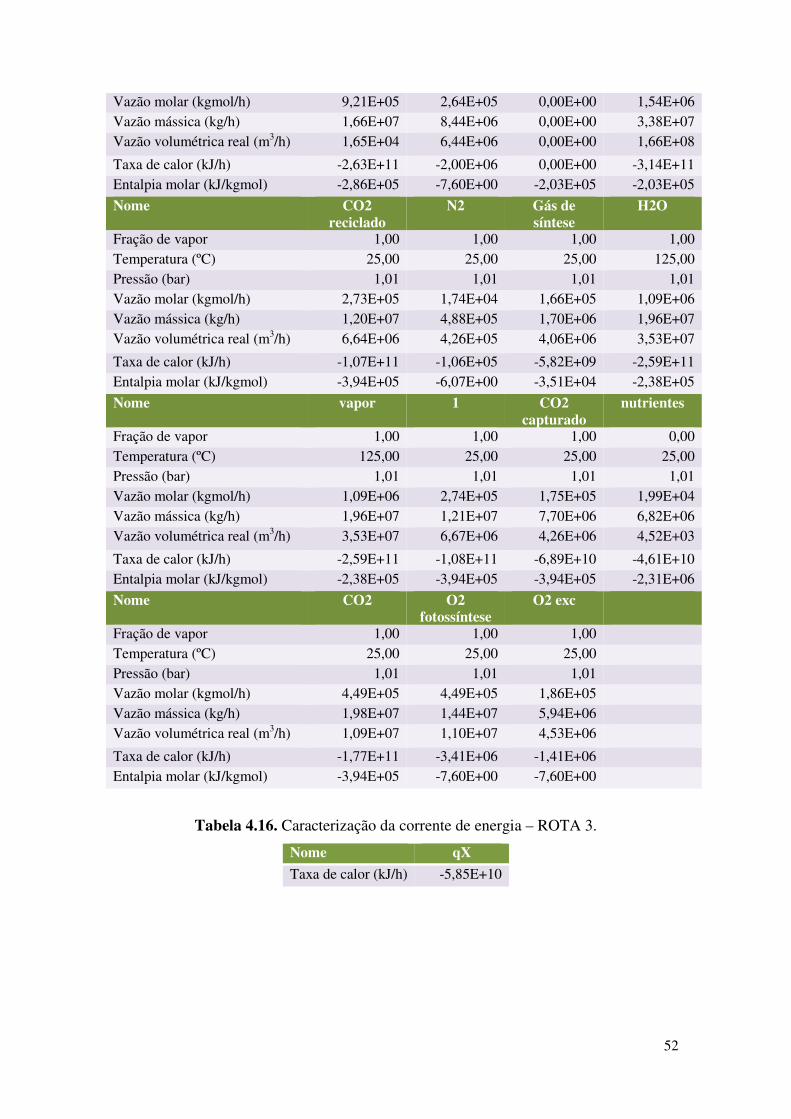
52
Vazão molar (kgmol/h) 9,21E+05 2,64E+05 0,00E+00 1,54E+06 Vazão mássica (kg/h) 1,66E+07 8,44E+06 0,00E+00 3,38E+07 Vazão volumétrica real (m3/h) 1,65E+04 6,44E+06 0,00E+00 1,66E+08
Taxa de calor (kJ/h) -2,63E+11 -2,00E+06 0,00E+00 -3,14E+11 Entalpia molar (kJ/kgmol) -2,86E+05 -7,60E+00 -2,03E+05 -2,03E+05
Nome CO2 reciclado
N2 Gás de síntese
H2O
Fração de vapor 1,00 1,00 1,00 1,00 Temperatura (ºC) 25,00 25,00 25,00 125,00 Pressão (bar) 1,01 1,01 1,01 1,01 Vazão molar (kgmol/h) 2,73E+05 1,74E+04 1,66E+05 1,09E+06 Vazão mássica (kg/h) 1,20E+07 4,88E+05 1,70E+06 1,96E+07 Vazão volumétrica real (m3/h) 6,64E+06 4,26E+05 4,06E+06 3,53E+07
Taxa de calor (kJ/h) -1,07E+11 -1,06E+05 -5,82E+09 -2,59E+11 Entalpia molar (kJ/kgmol) -3,94E+05 -6,07E+00 -3,51E+04 -2,38E+05
Nome vapor 1 CO2 capturado
nutrientes
Fração de vapor 1,00 1,00 1,00 0,00 Temperatura (ºC) 125,00 25,00 25,00 25,00 Pressão (bar) 1,01 1,01 1,01 1,01 Vazão molar (kgmol/h) 1,09E+06 2,74E+05 1,75E+05 1,99E+04 Vazão mássica (kg/h) 1,96E+07 1,21E+07 7,70E+06 6,82E+06 Vazão volumétrica real (m3/h) 3,53E+07 6,67E+06 4,26E+06 4,52E+03
Taxa de calor (kJ/h) -2,59E+11 -1,08E+11 -6,89E+10 -4,61E+10 Entalpia molar (kJ/kgmol) -2,38E+05 -3,94E+05 -3,94E+05 -2,31E+06
Nome CO2 O2 fotossíntese
O2 exc
Fração de vapor 1,00 1,00 1,00 Temperatura (ºC) 25,00 25,00 25,00 Pressão (bar) 1,01 1,01 1,01 Vazão molar (kgmol/h) 4,49E+05 4,49E+05 1,86E+05 Vazão mássica (kg/h) 1,98E+07 1,44E+07 5,94E+06 Vazão volumétrica real (m3/h) 1,09E+07 1,10E+07 4,53E+06
Taxa de calor (kJ/h) -1,77E+11 -3,41E+06 -1,41E+06 Entalpia molar (kJ/kgmol) -3,94E+05 -7,60E+00 -7,60E+00
Tabela 4.16. Caracterização da corrente de energia – ROTA 3.
Nome qX
Taxa de calor (kJ/h) -5,85E+10

53
4.3. Análise dos Processos de Produção de Olefinas
ROTA A – Fischer-Tropsch
Depois que o gás de síntese é formado e tem suas condições ajustadas para ser
usado na reação principal, tem-se a etapa da Síntese de Fischer-Tropsch, em que as
moléculas de CO e H2 reagem sobre um catalisador de ferro, numa reação química para
formação de olefinas leves. Segundo Souza (2008), a corrente de gás de síntese entra no
processo a 40ºC e 18 bar, valores utilizados como base para simulação. Para a
modelagem da síntese de FT, foi escolhida a distribuição de produtos de Anderson-
Schulz-Flory (ASF), conforme citado na equação (2.3). O fator de probabilidade de
crescimento da cadeia foi ajustado para 0,45, de modo a maximizar o rendimento em
hidrocarbonetos com cadeias entre 2 e 4 carbonos.
Identificado o valor que se deseja alcançar para o parâmetro α, devem-se buscar
condições operacionais e uma formulação de catalisador que permitam a obtenção de tal
valor. Portanto, substitui-se α=0,45 no modelo de ASF, pode-se obter a distribuição de
produtos em termos do número de carbono que compõem suas cadeias. Utilizando-se
ainda a relação molar entre parafinas e olefinas dada pela Figura 4.7, pode-se chegar ao
resultado expresso na Figura 4.8 para a fração mássica de hidrocarbonetos resultantes da
síntese de FT.
Figura 4.7. Relação molar entre olefinas e parafinas. Fonte: Souza, 2008.

Figura 4.8. Fração mássica de hidrocarbonetos resultantes da síntese de FT para
Emprega-se o reator
termodinâmico SRK (
hidrocarbonetos. A condição para a sí
fixo é de 220ºC e 20 bar (VAN DER LANN, 1999). Para ajustar a temperatura e a
pressão do gás de síntese para as condições
compressão e pré-aquecimento antes do reator.
A corrente de gases produzida (V_prod) é enviada para uma unidade de
tratamento, para separar o gás de síntese não reagido dos hidrocarbonetos e da água.
Esta unidade não é simulada em detalhes, mas suas saídas
modelo de separador component splitter
de síntese não reagido retorna para o reator e a corrente d
-100ºC, é bombeada para posterior separação.
Para realizar a separação dos hidrocarbonetos, utiliza
destilação, simulada rigorosamente
0%
5%
10%
15%
20%
25%
30%
35%
0 1
ren
dim
en
to (
% p
/p)
Fração mássica de hidrocarbonetos resultantes da síntese de FT para
α=0,45.
se o reator de conversão estequiométrico na simulação
termodinâmico SRK (Soave-Redlich-Kwong), adequado para misturas de
A condição para a síntese de olefinas com catalisador de ferro em leito
fixo é de 220ºC e 20 bar (VAN DER LANN, 1999). Para ajustar a temperatura e a
pressão do gás de síntese para as condições reacionais, adiciona-se uma
aquecimento antes do reator.
A corrente de gases produzida (V_prod) é enviada para uma unidade de
tratamento, para separar o gás de síntese não reagido dos hidrocarbonetos e da água.
simulada em detalhes, mas suas saídas são calculadas através do
component splitter, disponível no UNISIM DESIGN
de síntese não reagido retorna para o reator e a corrente de hidrocarbonetos, resfriada a
100ºC, é bombeada para posterior separação.
Para realizar a separação dos hidrocarbonetos, utiliza-se uma unidade de
destilação, simulada rigorosamente (Figura 4.9). A sequência da destilação é composta
2 3 4 5 6 7 8
Nº de carbonos
parafinas olefinas
54
Fração mássica de hidrocarbonetos resultantes da síntese de FT para
de conversão estequiométrico na simulação com o pacote
, adequado para misturas de
ntese de olefinas com catalisador de ferro em leito
fixo é de 220ºC e 20 bar (VAN DER LANN, 1999). Para ajustar a temperatura e a
se uma etapa de
A corrente de gases produzida (V_prod) é enviada para uma unidade de
tratamento, para separar o gás de síntese não reagido dos hidrocarbonetos e da água.
calculadas através do
DESIGN. Assim, o gás
e hidrocarbonetos, resfriada a
se uma unidade de
ação é composta
9 10
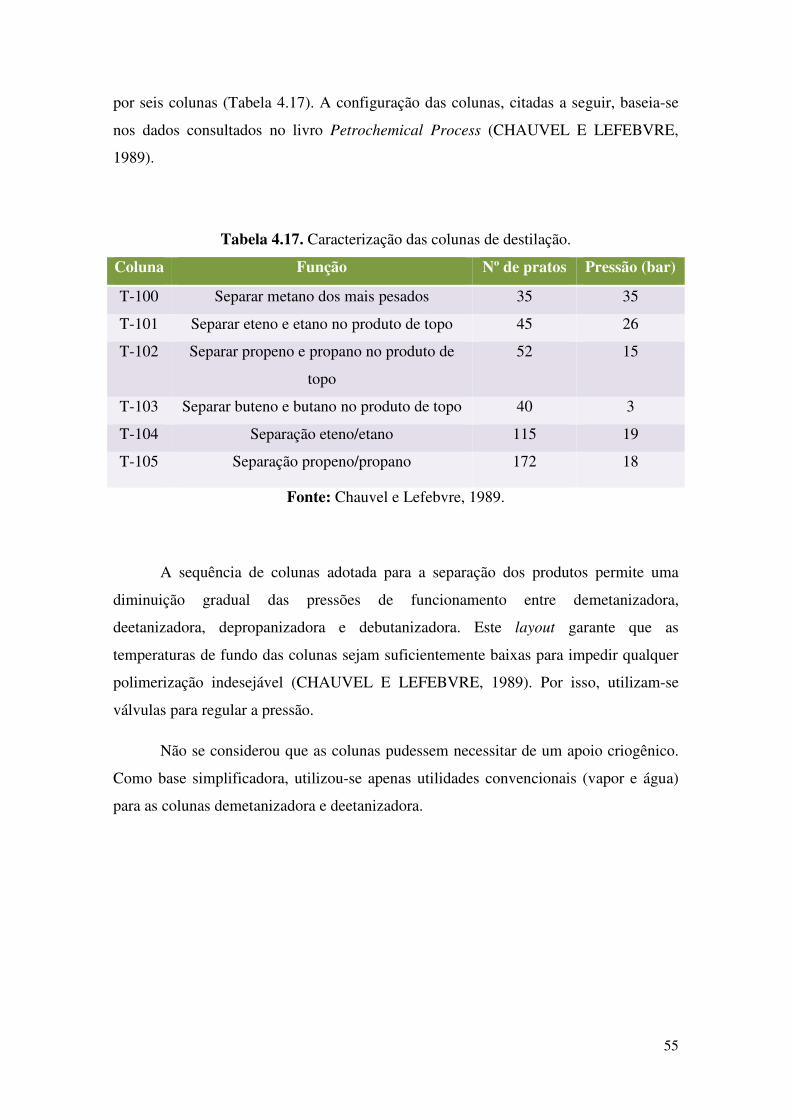
55
por seis colunas (Tabela 4.17). A configuração das colunas, citadas a seguir, baseia-se
nos dados consultados no livro Petrochemical Process (CHAUVEL E LEFEBVRE,
1989).
Tabela 4.17. Caracterização das colunas de destilação.
Coluna Função Nº de pratos Pressão (bar)
T-100 Separar metano dos mais pesados 35 35
T-101 Separar eteno e etano no produto de topo 45 26
T-102 Separar propeno e propano no produto de
topo
52 15
T-103 Separar buteno e butano no produto de topo 40 3
T-104 Separação eteno/etano 115 19
T-105 Separação propeno/propano 172 18
Fonte: Chauvel e Lefebvre, 1989.
A sequência de colunas adotada para a separação dos produtos permite uma
diminuição gradual das pressões de funcionamento entre demetanizadora,
deetanizadora, depropanizadora e debutanizadora. Este layout garante que as
temperaturas de fundo das colunas sejam suficientemente baixas para impedir qualquer
polimerização indesejável (CHAUVEL E LEFEBVRE, 1989). Por isso, utilizam-se
válvulas para regular a pressão.
Não se considerou que as colunas pudessem necessitar de um apoio criogênico.
Como base simplificadora, utilizou-se apenas utilidades convencionais (vapor e água)
para as colunas demetanizadora e deetanizadora.

56
Figura 4.9. Trem de colunas de destilação: unidade de purificação dos produtos.
Simulação do Fluxograma da ROTA A
Os equipamentos envolvidos no fluxograma de produção de olefinas são
resumidos na Tabela 4.18. A Figura 4.10 mostra o fluxograma da ROTA A.
Tabela 4.18. Equipamentos do processo – ROTA A.
TAG Equipamento Entrada Saída Especificação
K-100 Compressor Gás de síntese, W0 1 Pressão em 1
E-100 Aquecedor 1, qE1 Feed T Feed=220ºC
CRV-100 Reator Feed, q V_prod, L_zero V=15m3, L/D=5
X-100 - V_prod, qX1 Syngas, HCs,
Água
Hidrocarbonetos
a 100%
P-101 Bomba HCs, qp 2 ∆P=15bar
P-102 Bomba C3 C3=, qp1 Corte C3 ∆P=3bar
VLV-100 Válvula Btt1 3 ∆P=9bar
VLV-101 Válvula C2 C2= Corte C2 ∆P=7bar
VLV-102 Válvula Btt2 5 ∆P=11bar
VLV-103 Válvula Btt3 7 ∆P=12bar
E-101 Resfriador 3 4, qE2 T 4=-17ºC

57
E-102 Resfriador 5 6, qE3 T 6=20ºC
E-103 Resfriador 7 8, qE4 T 8=50ºC
T-100 Coluna de
destilação
2, qr1 Metano, Btt1,
qc1
RR=1,4;
xmetanotopo=0,999
T-101 Coluna de
destilação
4, qr2 C2 C2=, Btt2,
qc2
RR=1,0;
xetanotopo=0,44
T-102 Coluna de
destilação
6, qr3 C3 C3=, Btt3,
qc3
RR=0,9;
xpropanotopo=0,369
T-103 Coluna de
destilação
8, qr4 C4 C4=, C5+,
qc4
RR=1,3;
xbutanotopo=0,69
T-104 Coluna de
destilação
Corte C2, qr Eteno, Etano, qc RR=3,9;
xetenotopo=0,99
T-105 Coluna de
destilação
Corte C3, qr’ Propeno,
Propano, qc’
RR=17;
xpropenotopo=0,98
As colunas são especificadas de modo a garantir a pureza dos produtos. Então,
as correntes de eteno e propeno são de 99% e 98% molar, respectivamente (T-104 e T-
105). As razões de refluxo são ajustadas de modo que as colunas atendessem as
especificações desejadas, e ao mesmo tempo, operasse com a menor carga térmica
possível nos condensadores e refervedores.
O volume do reator CRV-100 foi fixado em 15m3 devido à falta deste dado na
literatura pesquisada. Contudo, a análise de incertezas que será descrita no Capítulo 5
levará em consideração a influência da redução ou acréscimo deste valor. Os
aquecedores, resfriadores, bombas e válvulas foram especificadas de modo a especificar
a temperatura e a pressão de saída nos valores desejados (consultados na literatura).
Os resultados da simulação para a ROTA A encontram-se nas Tabelas 4.19 e
4.20.

58
Figura 4.10. Fluxograma do Processo de Produção de Olefinas – ROTA A.

59
Tabela 4.19. Caracterização das correntes de massa – ROTA A.
Nome Gás de síntese 1 Feed V_prod
Fração de vapor 1,00 1,00 1,00 1,00
Temperatura (ºC) 40,00 52,96 220,00 240,00 Pressão (bar) 18,00 20,00 20,00 20,00
Vazão molar (kgmol/h) 1,60E+05 1,60E+05 1,60E+05 9,32E+04 Vazão mássica (kg/h) 1,70E+06 1,70E+06 1,70E+06 1,79E+06
Vazão volumétrica real (m3/h) 2,35E+05 2,20E+05 3,32E+05 1,95E+05
Taxa de calor (kJ/h) -5,78E+09 -5,72E+09 -4,94E+09 -1,10E+10
Entalpia molar (kJ/kgmol) -3,60E+04 -3,57E+04 -3,08E+04 -1,18E+05
Nome L_zero Syngas HCs Água Fração de vapor 0,00 1,00 0,00 0,00 Temperatura (ºC) 240,00 220,00 -100,00 30,00 Pressão (bar) 20,00 20,00 20,00 20,00 Vazão molar (kgmol/h) 0,00E+00 2,34E+04 2,56E+04 4,42E+04 Vazão mássica (kg/h) 0,00E+00 1,04E+05 8,91E+05 7,96E+05 Vazão volumétrica real (m3/h) 0,00E+00 4,83E+04 1,48E+03 7,93E+02
Taxa de calor (kJ/h) 0,00E+00 -1,11E+08 -1,53E+09 -1,26E+10 Entalpia molar (kJ/kgmol) -2,67E+05 -4,74E+03 -5,98E+04 -2,85E+05
Nome Syngas' Purga Reciclo' 2 Fração de vapor 1,00 1,00 1,00 0,00 Temperatura (ºC) 220,00 220,00 220,00 -99,27 Pressão (bar) 20,00 20,00 20,00 35,00 Vazão molar (kgmol/h) 2,32E+04 2,32E+03 2,09E+04 2,56E+04 Vazão mássica (kg/h) 1,03E+05 1,03E+04 9,30E+04 8,91E+05 Vazão volumétrica real (m3/h) 4,80E+04 4,80E+03 4,32E+04 1,47E+03
Taxa de calor (kJ/h) -1,09E+08 -1,09E+07 -9,84E+07 -1,53E+09 Entalpia molar (kJ/kgmol) -4,71E+03 -4,71E+03 -4,71E+03 -5,97E+04
Nome Metano Btt1 3 4 Fração de vapor 0,00 0,00 0,18 0,00 Temperatura (ºC) -91,67 37,40 25,52 -17,00 Pressão (bar) 35,00 35,00 26,00 26,00 Vazão molar (kgmol/h) 5,06E+03 2,06E+04 2,06E+04 2,06E+04 Vazão mássica (kg/h) 8,12E+04 8,09E+05 8,09E+05 8,09E+05 Vazão volumétrica real (m3/h) 3,01E+02 1,86E+03 4,05E+03 1,50E+03
Taxa de calor (kJ/h) -4,26E+08 -8,21E+08 -8,21E+08 -9,48E+08 Entalpia molar (kJ/kgmol) -8,43E+04 -3,99E+04 -3,99E+04 -4,61E+04
Nome C2 C2= Btt2 Corte C2 5 Fração de vapor 0,00 0,00 0,14 0,30 Temperatura (ºC) -10,78 85,97 -22,82 61,23 Pressão (bar) 26,00 26,00 26,00 15,00 Vazão molar (kgmol/h) 1,07E+04 9,91E+03 1,07E+04 9,91E+03 Vazão mássica (kg/h) 3,09E+05 5,00E+05 3,09E+05 5,00E+05 Vazão volumétrica real (m3/h) 7,54E+02 1,12E+03 1,80E+03 5,04E+03
Taxa de calor (kJ/h) -2,17E+08 -5,81E+08 -2,17E+08 -5,81E+08

60
Entalpia molar (kJ/kgmol) -2,04E+04 -5,86E+04 -2,04E+04 -5,86E+04
Nome 6 C3 C3= Btt3 7 Fração de vapor 0,00 0,00 0,00 0,54 Temperatura (ºC) 20,00 37,38 112,74 48,45 Pressão (bar) 15,00 15,00 15,00 3,00 Vazão molar (kgmol/h) 9,91E+03 6,34E+03 3,57E+03 3,57E+03 Vazão mássica (kg/h) 5,00E+05 2,71E+05 2,29E+05 2,29E+05 Vazão volumétrica real (m3/h) 8,97E+02 5,66E+02 4,70E+02 1,61E+04
Taxa de calor (kJ/h) -6,76E+08 -2,56E+08 -3,49E+08 -3,49E+08 Entalpia molar (kJ/kgmol) -6,82E+04 -4,03E+04 -9,77E+04 -9,77E+04
Nome 8 C4 C4= C5+ Eteno Fração de vapor 0,31 0,00 0,00 0,00 Temperatura (ºC) 45,00 29,57 75,40 -30,93 Pressão (bar) 3,00 3,00 3,00 19,00 Vazão molar (kgmol/h) 3,57E+03 2,22E+03 1,35E+03 5,95E+03 Vazão mássica (kg/h) 2,29E+05 1,28E+05 1,01E+05 1,67E+05 Vazão volumétrica real (m3/h) 9,38E+03 2,23E+02 1,73E+02 3,78E+02
Taxa de calor (kJ/h) -3,68E+08 -2,42E+08 -1,48E+08 2,25E+08 Entalpia molar (kJ/kgmol) -1,03E+05 -1,09E+05 -1,09E+05 3,78E+04
Nome Etano Propeno Propano Corte C3 Fração de vapor 0,00 0,00 0,00 0,00 Temperatura (ºC) -9,16 42,88 51,83 37,82 Pressão (bar) 19,00 18,00 18,00 18,00 Vazão molar (kgmol/h) 4,70E+03 4,03E+03 2,31E+03 6,34E+03 Vazão mássica (kg/h) 1,42E+05 1,70E+05 1,02E+05 2,71E+05 Vazão volumétrica real (m3/h) 3,35E+02 3,58E+02 2,28E+02 5,65E+02
Taxa de calor (kJ/h) -4,55E+08 1,87E+07 -2,67E+08 -2,55E+08 Entalpia molar (kJ/kgmol) -9,68E+04 4,63E+03 -1,16E+05 -4,03E+04
Tabela 4.20. Caracterização das correntes de energia – ROTA A.
Nome W0 qE1 q qx1 qp
Taxa de calor (kJ/h) 6,02E+07 7,79E+08 -5,96E+09 -3,24E+09 2,95E+06
Nome qc1 qr1 qE2 qc2 qr2 Taxa de calor (kJ/h) 4,25E+07 3,24E+08 1,27E+08 1,80E+08 3,31E+08
Nome qE3 qc3 qr3 qE4 qc4 Taxa de calor (kJ/h) 9,54E+07 1,61E+08 2,33E+08 1,94E+07 1,07E+08
Nome qr4 qc qr qc' qr'
Taxa de calor (kJ/h) 8,62E+07 2,72E+08 2,59E+08 9,16E+08 9,23E+08
Nome qp1 Taxa de calor (kJ/h) 2,26E+05

61
ROTA B – MTO (Methanol-to-olefins)
A tecnologia MTO é relativamente recente, porém já dominada pela indústria
química, sendo comercializada por empresas como Lurgi e UOP (ARAÚJO et al.,
2008). Neste processo, empregam-se dois reatores, pois o GS é inicialmente convertido
a metanol e em uma etapa posterior, o metanol é levado a olefinas e água. Considerou-
se que a corrente de GS também entra no processo a 40ºC e 18 bar com uma razão
H2/CO igual a 2. A reação de formação de metanol com as condições reacionais é
novamente apresentada:
CO + 2 H2 ↔ CH3OH ∆H298K = -90.5 kJ/mol, ∆G298K = -25 kJ/mol
Tabela 4.21. Condições reacionais da ROTA B.
Parâmetros Primeiro reator Segundo reator
Temperatura (ºC) 220 400
Pressão (bar) 50 2,75
Fonte: Gerosa, 2007; Keil, 1999.
Para produção de metanol, emprega-se, no UNISIM DESIGN, o Reator de
Equilíbrio (Figura 4.11) e o pacote termodinâmico PRSV. Este reator modela reações de
equilíbrio que constam na biblioteca do simulador as quais contém a estequiometria e o
valor da constante de equilíbrio (ou parâmetros dependentes da temperatura que
governam a constante de equilíbrio).
Figura 4.11. Reator de Equilíbrio.

62
De modo a ajustar a pressão do GS para a condição reacional, adiciona-se uma
etapa de compressão antes do primeiro reator. Para as condições operacionais
simuladas, a conversão de CO atinge 71,23%.
O GS não reagido é separado do metanol em um vaso de Flash (V-100) que
garante um produto com pureza de 98,91%. O GS segue para o reciclo enquanto que a
corrente de metanol segue para uma válvula e um aquecedor com o objetivo de ajustá-la
às condições operacionais do segundo reator, onde será levado a olefinas e água.
A produção de olefinas a partir do metanol é modelada utilizando-se o Reator de
Conversão. Nouri e Tillman (2005) reportam a conversão de uma planta MTO com
produção de 800.000 t/ano de olefinas. Os coeficientes estequiométricos dos reagentes e
produtos, bem como a conversão de metanol são extraídas de Nouri e Tillman.
O efluente do reator é resfriado, parte da água é condensada e separada no vaso
de Flash V-101. A corrente de olefinas segue então para um component splitter, que
separa a corrente de hidrocarbonetos da água e do gás de síntese remanescente. Para
realizar a separação dos hidrocarbonetos, utiliza-se uma unidade de destilação, simulada
rigorosamente (Figura 4.12). A sequência da destilação é composta por quatro colunas:
T-100, T-101, T-102 e T-103; cujas configurações são idênticas às apresentadas na
Tabela 4.17.
Figura 4.12. Trem de colunas de destilação: unidade de purificação dos produtos.
Eteno e propeno grau polímero, principais produtos de interesse deste estudo,
são produzidos a partir destas colunas de fracionamento, juntamente com o metano,
buteno e corrente de produto C5.
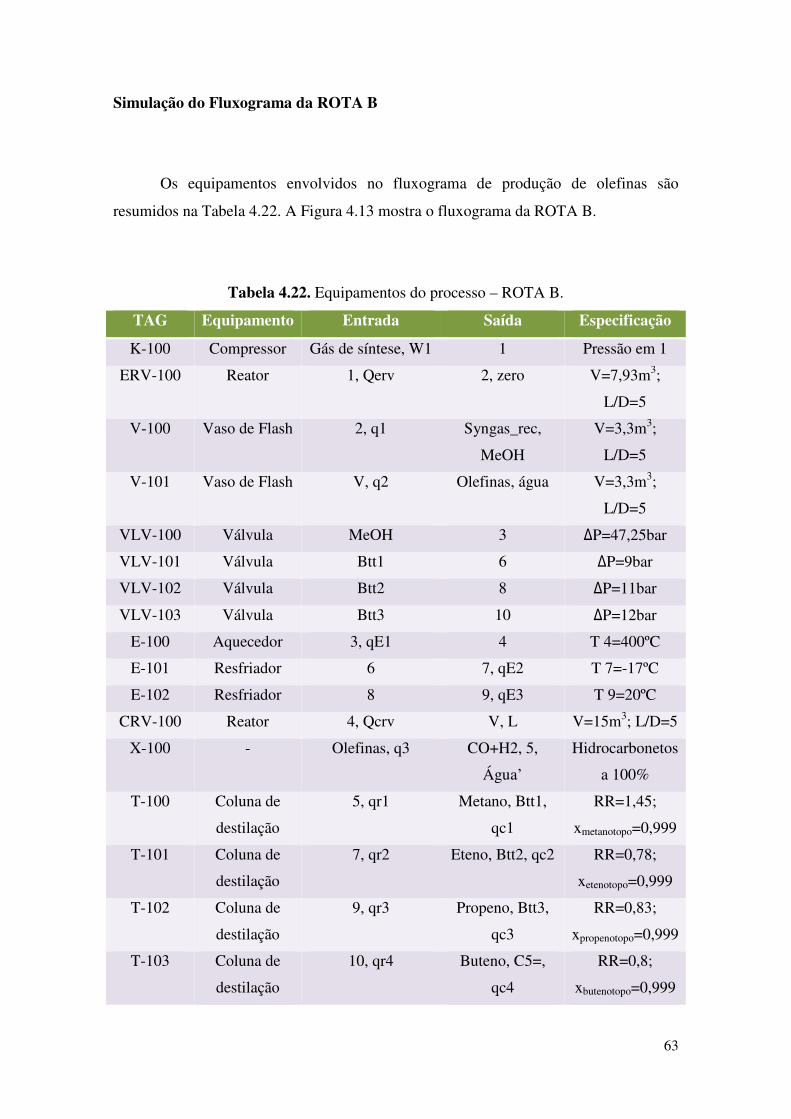
63
Simulação do Fluxograma da ROTA B
Os equipamentos envolvidos no fluxograma de produção de olefinas são
resumidos na Tabela 4.22. A Figura 4.13 mostra o fluxograma da ROTA B.
Tabela 4.22. Equipamentos do processo – ROTA B.
TAG Equipamento Entrada Saída Especificação
K-100 Compressor Gás de síntese, W1 1 Pressão em 1
ERV-100 Reator 1, Qerv 2, zero V=7,93m3;
L/D=5
V-100 Vaso de Flash 2, q1 Syngas_rec,
MeOH
V=3,3m3;
L/D=5
V-101 Vaso de Flash V, q2 Olefinas, água V=3,3m3;
L/D=5
VLV-100 Válvula MeOH 3 ∆P=47,25bar
VLV-101 Válvula Btt1 6 ∆P=9bar
VLV-102 Válvula Btt2 8 ∆P=11bar
VLV-103 Válvula Btt3 10 ∆P=12bar
E-100 Aquecedor 3, qE1 4 T 4=400ºC
E-101 Resfriador 6 7, qE2 T 7=-17ºC
E-102 Resfriador 8 9, qE3 T 9=20ºC
CRV-100 Reator 4, Qcrv V, L V=15m3; L/D=5
X-100 - Olefinas, q3 CO+H2, 5,
Água’
Hidrocarbonetos
a 100%
T-100 Coluna de
destilação
5, qr1 Metano, Btt1,
qc1
RR=1,45;
xmetanotopo=0,999
T-101 Coluna de
destilação
7, qr2 Eteno, Btt2, qc2 RR=0,78;
xetenotopo=0,999
T-102 Coluna de
destilação
9, qr3 Propeno, Btt3,
qc3
RR=0,83;
xpropenotopo=0,999
T-103 Coluna de
destilação
10, qr4 Buteno, C5=,
qc4
RR=0,8;
xbutenotopo=0,999

64
Figura 4.13. Fluxograma do Processo de Produção de Olefinas – ROTA B.
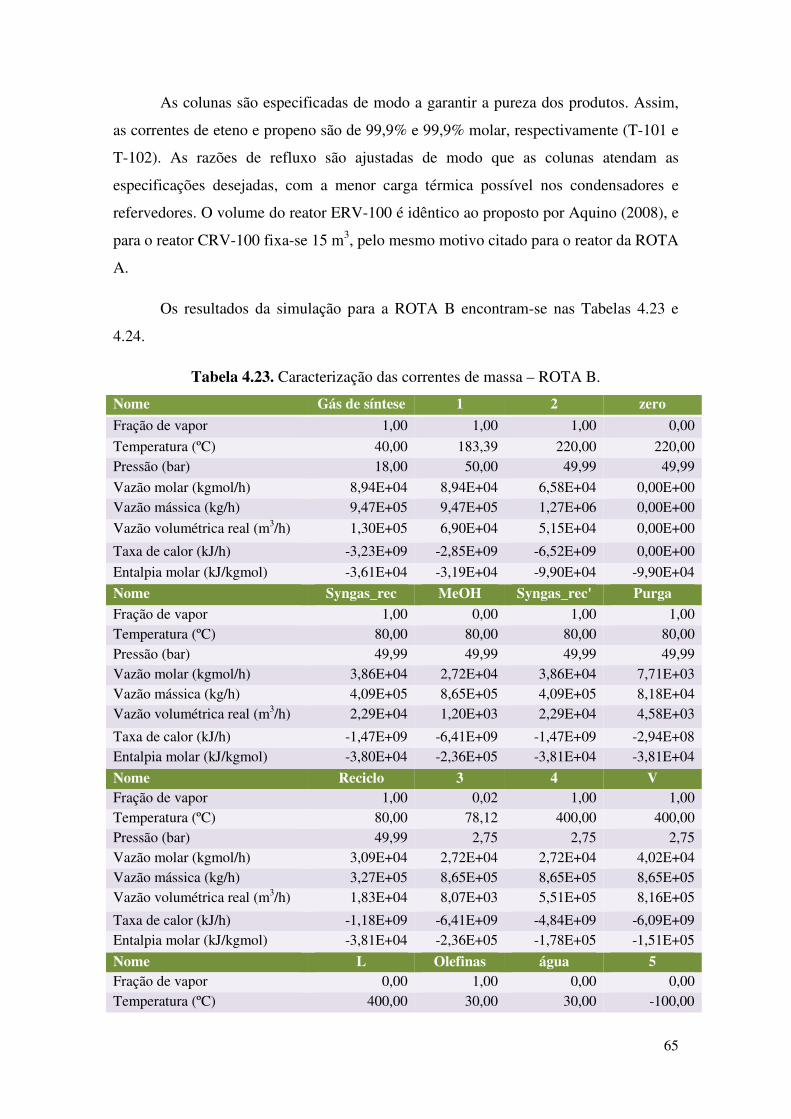
65
As colunas são especificadas de modo a garantir a pureza dos produtos. Assim,
as correntes de eteno e propeno são de 99,9% e 99,9% molar, respectivamente (T-101 e
T-102). As razões de refluxo são ajustadas de modo que as colunas atendam as
especificações desejadas, com a menor carga térmica possível nos condensadores e
refervedores. O volume do reator ERV-100 é idêntico ao proposto por Aquino (2008), e
para o reator CRV-100 fixa-se 15 m3, pelo mesmo motivo citado para o reator da ROTA
A.
Os resultados da simulação para a ROTA B encontram-se nas Tabelas 4.23 e
4.24.
Tabela 4.23. Caracterização das correntes de massa – ROTA B.
Nome Gás de síntese 1 2 zero
Fração de vapor 1,00 1,00 1,00 0,00
Temperatura (ºC) 40,00 183,39 220,00 220,00 Pressão (bar) 18,00 50,00 49,99 49,99
Vazão molar (kgmol/h) 8,94E+04 8,94E+04 6,58E+04 0,00E+00 Vazão mássica (kg/h) 9,47E+05 9,47E+05 1,27E+06 0,00E+00
Vazão volumétrica real (m3/h) 1,30E+05 6,90E+04 5,15E+04 0,00E+00
Taxa de calor (kJ/h) -3,23E+09 -2,85E+09 -6,52E+09 0,00E+00
Entalpia molar (kJ/kgmol) -3,61E+04 -3,19E+04 -9,90E+04 -9,90E+04
Nome Syngas_rec MeOH Syngas_rec' Purga Fração de vapor 1,00 0,00 1,00 1,00 Temperatura (ºC) 80,00 80,00 80,00 80,00 Pressão (bar) 49,99 49,99 49,99 49,99 Vazão molar (kgmol/h) 3,86E+04 2,72E+04 3,86E+04 7,71E+03 Vazão mássica (kg/h) 4,09E+05 8,65E+05 4,09E+05 8,18E+04 Vazão volumétrica real (m3/h) 2,29E+04 1,20E+03 2,29E+04 4,58E+03
Taxa de calor (kJ/h) -1,47E+09 -6,41E+09 -1,47E+09 -2,94E+08 Entalpia molar (kJ/kgmol) -3,80E+04 -2,36E+05 -3,81E+04 -3,81E+04
Nome Reciclo 3 4 V Fração de vapor 1,00 0,02 1,00 1,00 Temperatura (ºC) 80,00 78,12 400,00 400,00 Pressão (bar) 49,99 2,75 2,75 2,75 Vazão molar (kgmol/h) 3,09E+04 2,72E+04 2,72E+04 4,02E+04 Vazão mássica (kg/h) 3,27E+05 8,65E+05 8,65E+05 8,65E+05 Vazão volumétrica real (m3/h) 1,83E+04 8,07E+03 5,51E+05 8,16E+05
Taxa de calor (kJ/h) -1,18E+09 -6,41E+09 -4,84E+09 -6,09E+09 Entalpia molar (kJ/kgmol) -3,81E+04 -2,36E+05 -1,78E+05 -1,51E+05
Nome L Olefinas água 5 Fração de vapor 0,00 1,00 0,00 0,00 Temperatura (ºC) 400,00 30,00 30,00 -100,00

66
Pressão (bar) 2,75 2,75 2,75 35,00 Vazão molar (kgmol/h) 0,00E+00 1,15E+04 2,87E+04 1,10E+04 Vazão mássica (kg/h) 0,00E+00 3,47E+05 5,18E+05 3,41E+05 Vazão volumétrica real (m3/h) 0,00E+00 1,03E+05 5,16E+02 5,82E+02
Taxa de calor (kJ/h) 0,00E+00 1,72E+08 -8,17E+09 4,78E+06 Entalpia molar (kJ/kgmol) -1,51E+05 1,50E+04 -2,84E+05 4,36E+02
Nome Água' CO+H2 Metano Btt1 Fração de vapor 0,00 1,00 0,00 0,00 Temperatura (ºC) 30,00 30,00 -91,45 16,24 Pressão (bar) 2,75 2,75 2,75 35,00 Vazão molar (kgmol/h) 1,82E+02 2,96E+02 1,82E+03 9,16E+03 Vazão mássica (kg/h) 3,29E+03 3,45E+03 2,92E+04 3,11E+05 Vazão volumétrica real (m3/h) 3,27E+00 2,71E+03 1,08E+02 7,40E+02
Taxa de calor (kJ/h) -5,19E+07 -1,21E+07 -1,54E+08 2,53E+08 Entalpia molar (kJ/kgmol) -2,84E+05 -4,10E+04 -8,43E+04 2,77E+04
Nome 6 7 Eteno Btt2 Fração de vapor 0,16 0,00 0,00 0,00 Temperatura (ºC) 3,85 -17,00 -19,32 70,08 Pressão (bar) 26,00 26,00 26,00 26,00 Vazão molar (kgmol/h) 9,16E+03 9,16E+03 5,95E+03 3,21E+03 Vazão mássica (kg/h) 3,11E+05 3,11E+05 1,67E+05 1,44E+05 Vazão volumétrica real (m3/h) 1,51E+03 6,26E+02 4,04E+02 3,26E+02
Taxa de calor (kJ/h) 2,53E+08 2,22E+08 2,41E+08 1,72E+07 Entalpia molar (kJ/kgmol) 2,77E+04 2,42E+04 4,04E+04 5,36E+03
Nome 8 9 Propeno Btt3 Fração de vapor 0,27 0,00 0,00 0,00 Temperatura (ºC) 44,77 20,00 35,71 97,28 Pressão (bar) 15,00 15,00 15,00 15,00 Vazão molar (kgmol/h) 3,21E+03 3,21E+03 2,64E+03 5,65E+02 Vazão mássica (kg/h) 1,44E+05 1,44E+05 1,11E+05 3,32E+04 Vazão volumétrica real (m3/h) 1,40E+03 2,68E+02 2,28E+02 6,71E+01
Taxa de calor (kJ/h) 1,72E+07 -4,35E+06 1,60E+07 -8,40E+06 Entalpia molar (kJ/kgmol) 5,36E+03 -1,36E+03 6,06E+03 -1,49E+04
Nome 10 C5= Buteno Fração de vapor 0,50 0,00 0,00 Temperatura (ºC) 32,51 65,17 25,01 Pressão (bar) 3,00 3,00 3,00 Vazão molar (kgmol/h) 5,65E+02 1,08E+02 4,57E+02 Vazão mássica (kg/h) 3,32E+04 7,55E+03 2,56E+04 Vazão volumétrica real (m3/h) 2,22E+03 1,28E+01 4,38E+01
Taxa de calor (kJ/h) -8,40E+06 -4,36E+06 -9,72E+06 Entalpia molar (kJ/kgmol) -1,49E+04 -4,05E+04 -2,13E+04
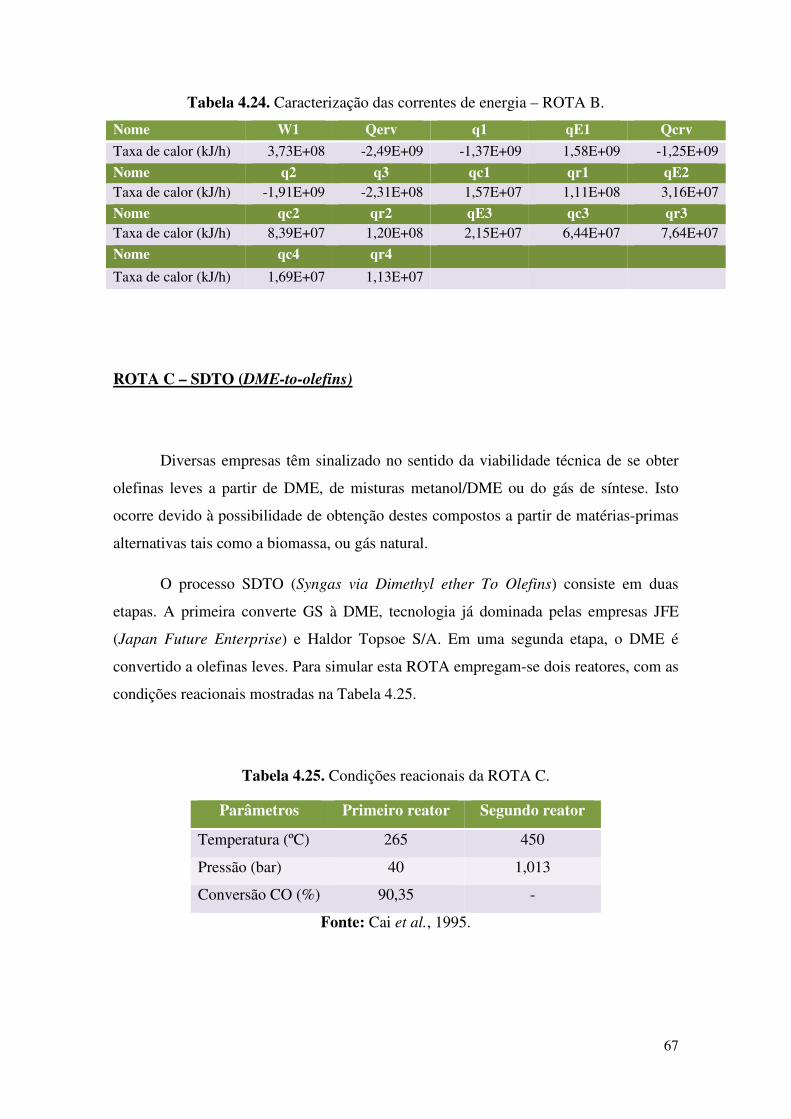
67
Tabela 4.24. Caracterização das correntes de energia – ROTA B.
Nome W1 Qerv q1 qE1 Qcrv
Taxa de calor (kJ/h) 3,73E+08 -2,49E+09 -1,37E+09 1,58E+09 -1,25E+09
Nome q2 q3 qc1 qr1 qE2 Taxa de calor (kJ/h) -1,91E+09 -2,31E+08 1,57E+07 1,11E+08 3,16E+07
Nome qc2 qr2 qE3 qc3 qr3 Taxa de calor (kJ/h) 8,39E+07 1,20E+08 2,15E+07 6,44E+07 7,64E+07
Nome qc4 qr4
Taxa de calor (kJ/h) 1,69E+07 1,13E+07
ROTA C – SDTO (DME-to-olefins)
Diversas empresas têm sinalizado no sentido da viabilidade técnica de se obter
olefinas leves a partir de DME, de misturas metanol/DME ou do gás de síntese. Isto
ocorre devido à possibilidade de obtenção destes compostos a partir de matérias-primas
alternativas tais como a biomassa, ou gás natural.
O processo SDTO (Syngas via Dimethyl ether To Olefins) consiste em duas
etapas. A primeira converte GS à DME, tecnologia já dominada pelas empresas JFE
(Japan Future Enterprise) e Haldor Topsoe S/A. Em uma segunda etapa, o DME é
convertido a olefinas leves. Para simular esta ROTA empregam-se dois reatores, com as
condições reacionais mostradas na Tabela 4.25.
Tabela 4.25. Condições reacionais da ROTA C.
Parâmetros Primeiro reator Segundo reator
Temperatura (ºC) 265 450
Pressão (bar) 40 1,013
Conversão CO (%) 90,35 -
Fonte: Cai et al., 1995.
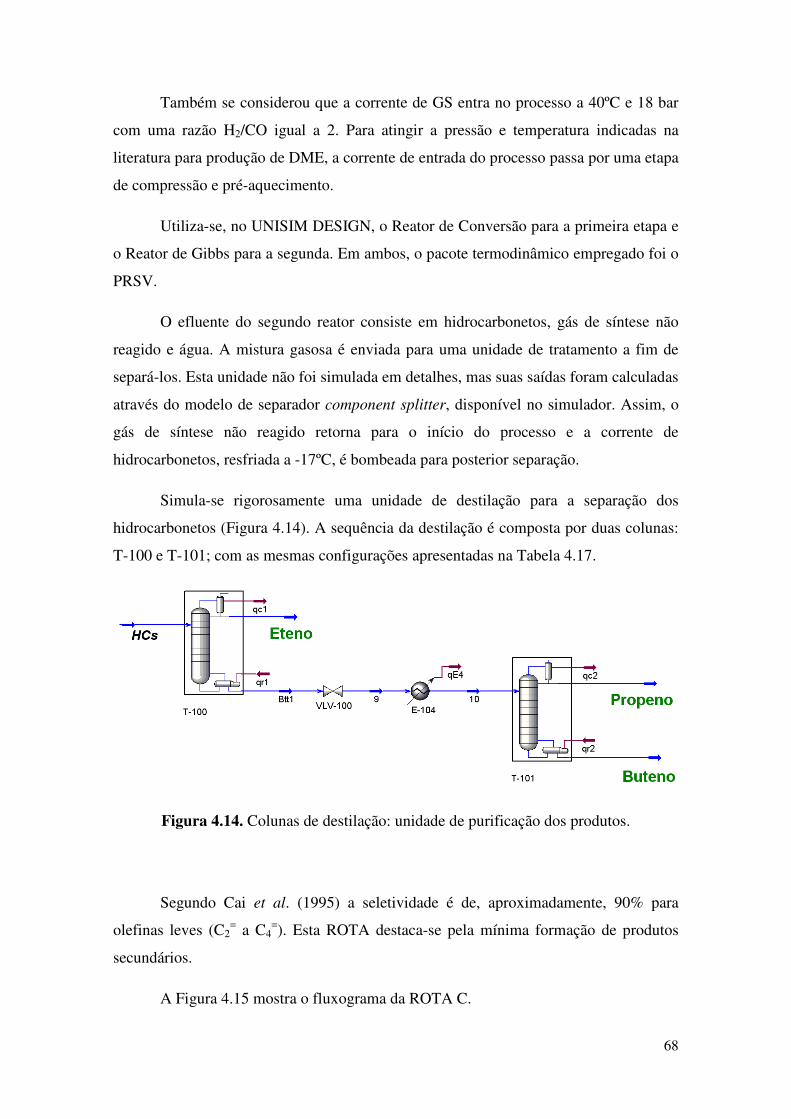
68
Também se considerou que a corrente de GS entra no processo a 40ºC e 18 bar
com uma razão H2/CO igual a 2. Para atingir a pressão e temperatura indicadas na
literatura para produção de DME, a corrente de entrada do processo passa por uma etapa
de compressão e pré-aquecimento.
Utiliza-se, no UNISIM DESIGN, o Reator de Conversão para a primeira etapa e
o Reator de Gibbs para a segunda. Em ambos, o pacote termodinâmico empregado foi o
PRSV.
O efluente do segundo reator consiste em hidrocarbonetos, gás de síntese não
reagido e água. A mistura gasosa é enviada para uma unidade de tratamento a fim de
separá-los. Esta unidade não foi simulada em detalhes, mas suas saídas foram calculadas
através do modelo de separador component splitter, disponível no simulador. Assim, o
gás de síntese não reagido retorna para o início do processo e a corrente de
hidrocarbonetos, resfriada a -17ºC, é bombeada para posterior separação.
Simula-se rigorosamente uma unidade de destilação para a separação dos
hidrocarbonetos (Figura 4.14). A sequência da destilação é composta por duas colunas:
T-100 e T-101; com as mesmas configurações apresentadas na Tabela 4.17.
Figura 4.14. Colunas de destilação: unidade de purificação dos produtos.
Segundo Cai et al. (1995) a seletividade é de, aproximadamente, 90% para
olefinas leves (C2= a C4
=). Esta ROTA destaca-se pela mínima formação de produtos
secundários.
A Figura 4.15 mostra o fluxograma da ROTA C.

69
Figura 4.15. Fluxograma do Processo de Produção de Olefinas – ROTA C.

70
Simulação do Fluxograma da ROTA C
Os equipamentos envolvidos no fluxograma de produção de olefinas (ROTA C)
são resumidos na Tabela 4.26.
Tabela 4.26. Equipamentos do processo – ROTA C.
TAG Equipamento Entrada Saída Especificação
K-101 Compressor 1, W1 2 Pressão em 2
K-102 Expansor DME 5, W2 Pressão em 5
CRV-100 Reator SG in, Qcrv DME, L_zero V=15m3
E-101 Trocador 2, qE1 SG in T SG in=255ºC
E-102 Aquecedor 5, qE2 6 T 6=450ºC
E-103 Resfriador HCs 7, qE3 T 7=-17ºC
E-104 Resfriador 9 10, qE4 T 10=20ºC
GBR-100 Reator 6, Qgbr V_prod, zero* V=15m3; L/D=5
X-100 - V_prod, qX Syngas_rec,
HCs, Água’
Hidrocarbonetos
a 100%
P-100 Bomba 7, qp 8 ∆P=1,1bar
VLV-100 Válvula Btt1 9 ∆P=11bar
T-100 Coluna de
destilação
8, qr1 Eteno, Btt1, qc1 RR=1,1;
xetenotopo=0,999
T-101 Coluna de
destilação
10, qr2 Propeno,
Buteno, qc2
RR=0,32;
xpropenotopo=0,999
As colunas são especificadas de modo a garantir a pureza dos produtos, e as
correntes de eteno e propeno são de 99,9% e 99,9% molar, respectivamente (T-100 e T-
101). As razões de refluxo são novamente ajustadas de modo que as colunas atendessem
as especificações desejadas, com a menor carga térmica possível nos condensadores e
refervedores.
O volume dos reatores CRV-100 e GBR-100 são fixados em 15 m3. Os
resultados da simulação para a ROTA C encontram-se nas Tabelas 4.27 e 4.28.
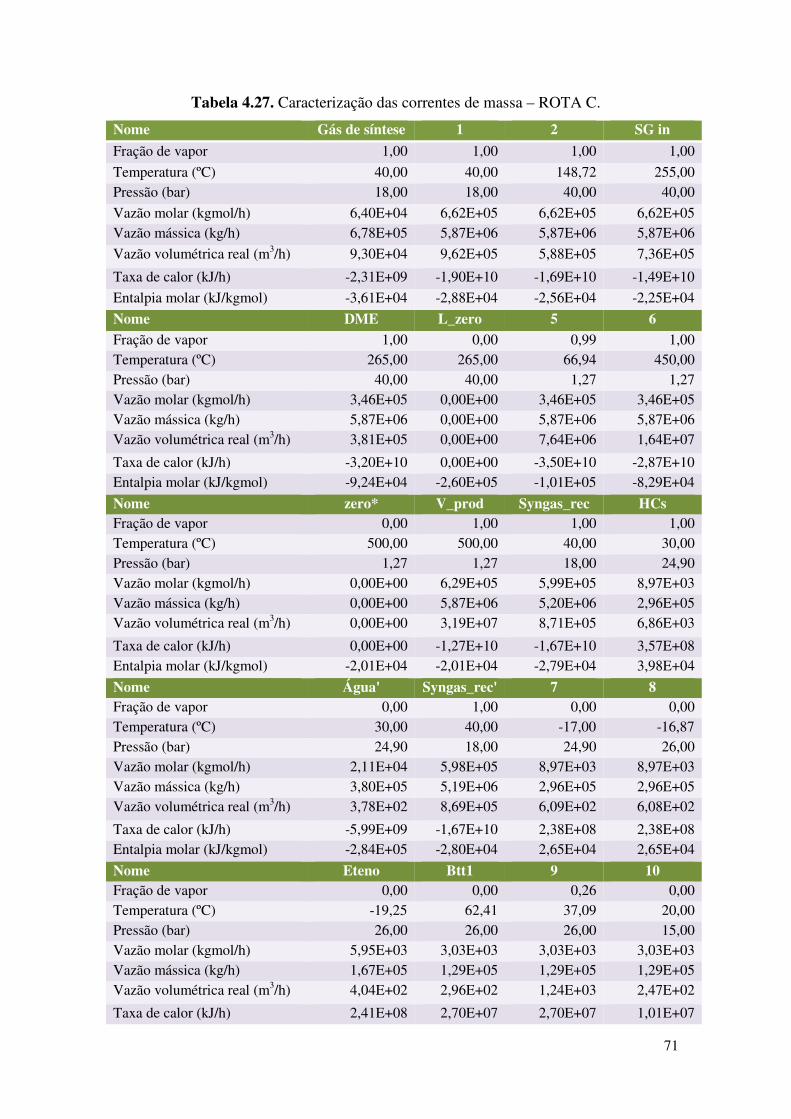
71
Tabela 4.27. Caracterização das correntes de massa – ROTA C.
Nome Gás de síntese 1 2 SG in
Fração de vapor 1,00 1,00 1,00 1,00
Temperatura (ºC) 40,00 40,00 148,72 255,00 Pressão (bar) 18,00 18,00 40,00 40,00
Vazão molar (kgmol/h) 6,40E+04 6,62E+05 6,62E+05 6,62E+05 Vazão mássica (kg/h) 6,78E+05 5,87E+06 5,87E+06 5,87E+06
Vazão volumétrica real (m3/h) 9,30E+04 9,62E+05 5,88E+05 7,36E+05
Taxa de calor (kJ/h) -2,31E+09 -1,90E+10 -1,69E+10 -1,49E+10
Entalpia molar (kJ/kgmol) -3,61E+04 -2,88E+04 -2,56E+04 -2,25E+04
Nome DME L_zero 5 6 Fração de vapor 1,00 0,00 0,99 1,00 Temperatura (ºC) 265,00 265,00 66,94 450,00 Pressão (bar) 40,00 40,00 1,27 1,27 Vazão molar (kgmol/h) 3,46E+05 0,00E+00 3,46E+05 3,46E+05 Vazão mássica (kg/h) 5,87E+06 0,00E+00 5,87E+06 5,87E+06 Vazão volumétrica real (m3/h) 3,81E+05 0,00E+00 7,64E+06 1,64E+07
Taxa de calor (kJ/h) -3,20E+10 0,00E+00 -3,50E+10 -2,87E+10 Entalpia molar (kJ/kgmol) -9,24E+04 -2,60E+05 -1,01E+05 -8,29E+04
Nome zero* V_prod Syngas_rec HCs Fração de vapor 0,00 1,00 1,00 1,00 Temperatura (ºC) 500,00 500,00 40,00 30,00 Pressão (bar) 1,27 1,27 18,00 24,90 Vazão molar (kgmol/h) 0,00E+00 6,29E+05 5,99E+05 8,97E+03 Vazão mássica (kg/h) 0,00E+00 5,87E+06 5,20E+06 2,96E+05 Vazão volumétrica real (m3/h) 0,00E+00 3,19E+07 8,71E+05 6,86E+03
Taxa de calor (kJ/h) 0,00E+00 -1,27E+10 -1,67E+10 3,57E+08 Entalpia molar (kJ/kgmol) -2,01E+04 -2,01E+04 -2,79E+04 3,98E+04
Nome Água' Syngas_rec' 7 8 Fração de vapor 0,00 1,00 0,00 0,00 Temperatura (ºC) 30,00 40,00 -17,00 -16,87 Pressão (bar) 24,90 18,00 24,90 26,00 Vazão molar (kgmol/h) 2,11E+04 5,98E+05 8,97E+03 8,97E+03 Vazão mássica (kg/h) 3,80E+05 5,19E+06 2,96E+05 2,96E+05 Vazão volumétrica real (m3/h) 3,78E+02 8,69E+05 6,09E+02 6,08E+02
Taxa de calor (kJ/h) -5,99E+09 -1,67E+10 2,38E+08 2,38E+08 Entalpia molar (kJ/kgmol) -2,84E+05 -2,80E+04 2,65E+04 2,65E+04
Nome Eteno Btt1 9 10 Fração de vapor 0,00 0,00 0,26 0,00 Temperatura (ºC) -19,25 62,41 37,09 20,00 Pressão (bar) 26,00 26,00 26,00 15,00 Vazão molar (kgmol/h) 5,95E+03 3,03E+03 3,03E+03 3,03E+03 Vazão mássica (kg/h) 1,67E+05 1,29E+05 1,29E+05 1,29E+05 Vazão volumétrica real (m3/h) 4,04E+02 2,96E+02 1,24E+03 2,47E+02
Taxa de calor (kJ/h) 2,41E+08 2,70E+07 2,70E+07 1,01E+07
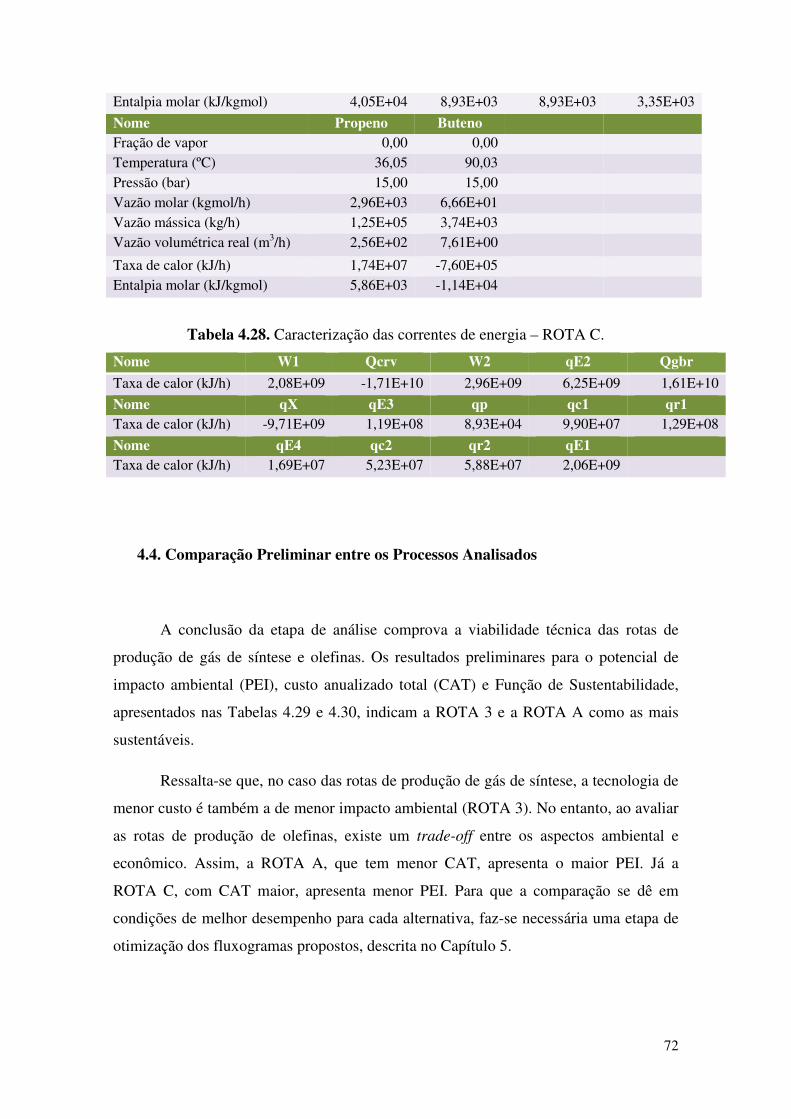
72
Entalpia molar (kJ/kgmol) 4,05E+04 8,93E+03 8,93E+03 3,35E+03
Nome Propeno Buteno Fração de vapor 0,00 0,00 Temperatura (ºC) 36,05 90,03 Pressão (bar) 15,00 15,00 Vazão molar (kgmol/h) 2,96E+03 6,66E+01 Vazão mássica (kg/h) 1,25E+05 3,74E+03 Vazão volumétrica real (m3/h) 2,56E+02 7,61E+00
Taxa de calor (kJ/h) 1,74E+07 -7,60E+05 Entalpia molar (kJ/kgmol) 5,86E+03 -1,14E+04
Tabela 4.28. Caracterização das correntes de energia – ROTA C.
Nome W1 Qcrv W2 qE2 Qgbr
Taxa de calor (kJ/h) 2,08E+09 -1,71E+10 2,96E+09 6,25E+09 1,61E+10
Nome qX qE3 qp qc1 qr1 Taxa de calor (kJ/h) -9,71E+09 1,19E+08 8,93E+04 9,90E+07 1,29E+08
Nome qE4 qc2 qr2 qE1 Taxa de calor (kJ/h) 1,69E+07 5,23E+07 5,88E+07 2,06E+09
4.4. Comparação Preliminar entre os Processos Analisados
A conclusão da etapa de análise comprova a viabilidade técnica das rotas de
produção de gás de síntese e olefinas. Os resultados preliminares para o potencial de
impacto ambiental (PEI), custo anualizado total (CAT) e Função de Sustentabilidade,
apresentados nas Tabelas 4.29 e 4.30, indicam a ROTA 3 e a ROTA A como as mais
sustentáveis.
Ressalta-se que, no caso das rotas de produção de gás de síntese, a tecnologia de
menor custo é também a de menor impacto ambiental (ROTA 3). No entanto, ao avaliar
as rotas de produção de olefinas, existe um trade-off entre os aspectos ambiental e
econômico. Assim, a ROTA A, que tem menor CAT, apresenta o maior PEI. Já a
ROTA C, com CAT maior, apresenta menor PEI. Para que a comparação se dê em
condições de melhor desempenho para cada alternativa, faz-se necessária uma etapa de
otimização dos fluxogramas propostos, descrita no Capítulo 5.
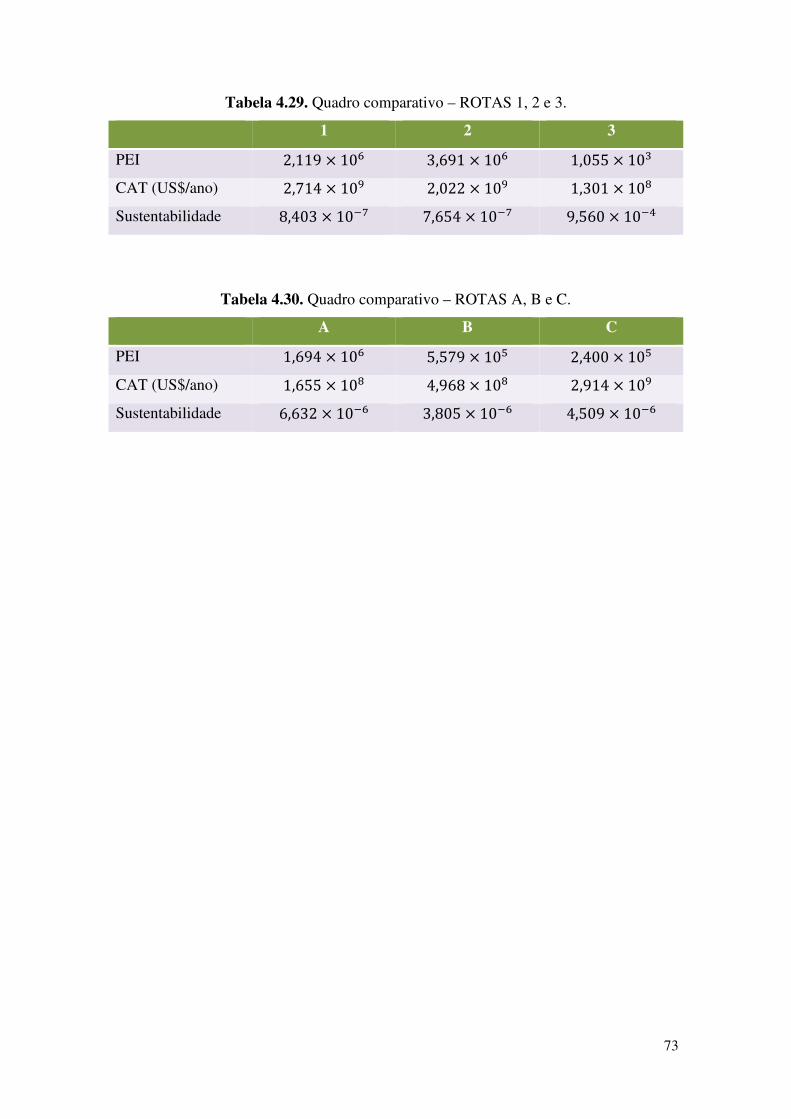
73
Tabela 4.29. Quadro comparativo – ROTAS 1, 2 e 3.
1 2 3
PEI 2,119 6 10@ 3,691 6 10@ 1,055 6 10t
CAT (US$/ano) 2,714 6 10v 2,022 6 10v 1,301 6 10<
Sustentabilidade 8,403 6 10w 7,654 6 10w 9,560 6 10x
Tabela 4.30. Quadro comparativo – ROTAS A, B e C.
A B C
PEI 1,694 6 10@ 5,579 6 10A 2,400 6 10A
CAT (US$/ano) 1,655 6 10< 4,968 6 10< 2,914 6 10v
Sustentabilidade 6,632 6 10@ 3,805 6 10@ 4,509 6 10@

74
Capítulo 5. Otimização
5.1. Resultados da Otimização
Para a otimização das rotas tecnológicas abordadas busca-se como meta
maximizar a Função de Sustentabilidade, almejando um processo que combine o menor
custo e impacto ambiental mínimo. Avaliou-se conjuntamente o aspecto econômico e
ambiental, pelas métricas citadas no item 3.2, a fim de eleger a ROTA mais sustentável
de produção de gás de síntese e olefinas.
Configura-se o otimizador de processos do UNISIM DESIGN com o método
Mixed de otimização (combinação dos métodos BOX e SQP - Sequential Quadratic
Programming) e tolerância de 10-5 (configuração padrão do software) para todos os
processos otimizados. A otimização é iniciada com o método BOX utilizando uma
tolerância de convergência correspondente a 50 vezes a tolerância desejada. Após a
convergência, o método SQP é então utilizado para localizar a solução final usando a
tolerância desejada.
A partir do valor inicial da variável de decisão, a busca pela solução ótima
ocorre em intervalos limitados de modo que o limite inferior corresponde à metade do
valor inicial, e o limite superior é o dobro do valor inicial.
Cabe ressaltar que o custo de separação representado pelo component splitter
não foi mensurado, dado que este separador ideal pode representar a combinação de
vários processos para separação de gases, como por exemplo: unidades de membrana e
PSA (Pressure Swing Adsorption). Uma vez que em todos em todos os fluxogramas
recorreu-se ao component splitter para a simulação da separação entre os gases
provenientes da produção de gás de síntese, e dado que a escala de produção e a
composição da corrente a ser tratada é similar em todas as rotas, considera-se que o
custo dessa separação é equivalente em todas as tecnologias analisadas, não tendo
impacto quando da comparação entre as mesmas. Assim, por simplicidade, optou-se por
não estimar os custos das unidades representadas pelos component splitters.

75
� ROTAS de Produção de Gás de Síntese
Os resultados do PEI e CAT apresentaram ordens de grandeza diferentes,
conforme mostrado no quadro comparativo da Tabela 4.29. Impõem-se os pesos
n==1000 e ni=1, de modo a evitar que uma função domine numericamente a outra.
Ressalta-se a necessidade de se estabelecer um conjunto fixo de pesos para fins de
comparação entre as três rotas de produção de gás de síntese. Os resultados da Função
Sustentabilidade para as ROTA 1, 2 e 3 são expostos a seguir.
ROTA 1 – Reforma a Vapor do Metano
As variáveis de decisão selecionadas para a otimização correspondem: a
temperatura e pressão da corrente de vapor na entrada e a temperatura de saída do reator
(corrente GS). Exclusivamente na otimização desta ROTA, foi necessário reduzir o
intervalo de busca para evitar problemas numéricos. Os resultados das variáveis de
decisão compõem a Tabela 5.1. A Figura 5.1 e a Tabela 5.2 resume os resultados da
otimização.
Tabela 5.1. Intervalo de busca, condição inicial e condições ótimas – ROTA 1.
Variável Limite inferior
Condição inicial
Limite superior
Condição ótima
Temperatura do Vapor (ºC)
150 300 600 375
Pressão do Vapor (bar)
15 30 60 39,75
Temperatura GS (ºC)
425 850 900 662,5
Tabela 5.2. Resultados – ROTA 1.
ROTA 1 Resultados
PEI 6,879 6 10A
CAT (US$/ano) 2,399 6 10v
Sustentabilidade 1,871 6 10@

Figura 5.1.
(a)
(c)
Figura 5.1. Resultados da otimização – ROTA 1.
(b)
76

77
ROTA 2 – Reforma Seca
Para a simulação desta rota, utilizou-se modelo de reator de Conversão presente
no UNISIM DESIGN, uma vez que o único dado encontrado na literatura sobre a reação
em questão foi a conversão final. A modelagem empregada é, portanto, insensível a
variáveis operacionais tais como a pressão e a temperatura.
Em consequência disto, não foi possível otimizar a etapa reacional da reforma
seca. Portanto, os dados a seguir mostram os resultados da função de sustentabilidade
tomando como base os valores pesquisados na literatura e previamente reportados no
Capítulo 4.
Tabela 5.3. Resultados – ROTA 2.
ROTA 2 Resultados
PEI 3,691 6 10@
CAT (US$/ano) 2,022 6 10v
Sustentabilidade 7,654 6 10w
ROTA 3 – Gaseificação de Biomassa de Microalgas
A otimização desta ROTA foi realizada por Araújo et al. (2008) e, portanto, as
condições simuladas já são as condições ótimas.
Tabela 5.4. Resultados – ROTA 3.
ROTA 3 Resultados
PEI 1,055 6 10t
CAT (US$/ano) 1,301 6 10<
Sustentabilidade 9,560 6 10x

Comparação dos Processos
Um quadro comparativo das ROTAS de produção de gás de síntese otimizadas é
apresentado na Tabela 5.5.
Tabela 5.5. Quadro comparativo
PEI 6,879 x 10
CAT (US$/ano) 2,399 x 10
Sustentabilidade 1,871 x 10
As Figuras 5.2 a 5.4
2 e 3 a partir dos resultados
Sustentabilidade foi maximizada, portanto, a ROTA considerada mais eco
aquela que exibe o maior valor.
Figura 5.2. Comparação das ROTAS de produção de gá
dos Processos de Produção de Gás de Síntese
Um quadro comparativo das ROTAS de produção de gás de síntese otimizadas é
Quadro comparativo – ROTAS 1, 2 e 3 otimizadas.
1 2
6,879 x 105 3,691 x 106
2,399 x 109 2,022 x 109
1,871 x 10-6 7,654 x 10-7 9,560 x 10
4 comparam a sustentabilidade, o CAT e o PEI
2 e 3 a partir dos resultados do quadro comparativo. Relembrando que a
ustentabilidade foi maximizada, portanto, a ROTA considerada mais eco
aquela que exibe o maior valor.
Comparação das ROTAS de produção de gás de síntese em relação à
Função de Sustentabilidade.
78
Um quadro comparativo das ROTAS de produção de gás de síntese otimizadas é
ROTAS 1, 2 e 3 otimizadas.
3
1,055 x 103
1,301 x 108
9,560 x 10-4
a sustentabilidade, o CAT e o PEI das ROTAS 1,
Relembrando que a Função de
ustentabilidade foi maximizada, portanto, a ROTA considerada mais eco-eficiente é
s de síntese em relação à

Figura 5.3. Comparação das ROTAS de produção de gás de síntese em relação ao
Potencial de Impacto Ambiental (PEI)
Figura 5.4. Comparação das ROTAS de produção de gás de síntese em relação ao
A partir das Figuras anteriores
sustentável, seguida pela ROTA 1, e por fim a ROTA 2.
biomassa de microalgas reúne menor impacto ambiental e custo conjunt
Comparação das ROTAS de produção de gás de síntese em relação ao
Potencial de Impacto Ambiental (PEI).
Comparação das ROTAS de produção de gás de síntese em relação ao
Custo Anualizado Total (CAT).
A partir das Figuras anteriores observa-se que a ROTA 3 destaca
sustentável, seguida pela ROTA 1, e por fim a ROTA 2. O processo de gaseificação de
biomassa de microalgas reúne menor impacto ambiental e custo conjunt
79
Comparação das ROTAS de produção de gás de síntese em relação ao
Comparação das ROTAS de produção de gás de síntese em relação ao
destaca-se como a mais
O processo de gaseificação de
biomassa de microalgas reúne menor impacto ambiental e custo conjuntamente.

80
Outra abordagem para comparar as ROTAS 1, 2 e 3 é a partir do índice técnico
de sequestro (ITS), que consiste na razão entre a massa de CO2 capturado, sem
descontar o CO2 emitido, e a massa de produtos obtida, conforme apresentado na última
coluna da Tabela 5.6.
Tabela 5.6. Índices técnicos de captura: ROTAS 1, 2 e 3.
ROTA Reagentes Produto t CO2 capturado t produto
1 Metano e vapor Gás de síntese 0,000
2 CO2 e metano Gás de síntese 0,871
3 Biomassa e O2 Gás de síntese 4,529
Como a ROTA 1 não apresenta capacidade de sequestro, seu ITS é igual a zero.
Esta ROTA foi reportada para contemplar situações onde a oferta de CO2 é limitada,
mas há demanda para olefinas. Dentre as ROTAS 2 e 3, observa-se nítida superioridade
do emprego de microalgas para a fixação de CO2.
A quantidade de CO2 capturado representada na Tabela 5.6, não está levando em
consideração o quanto cada ROTA emite de CO2 devido à queima de combustível para
a geração de vapor. Tais emissões não foram consideradas pois a demanda térmica das
ROTAS avaliadas é incerta, uma vez que, como citado anteriormente, os processos de
separação de gases não foram simulados rigorosamente.
� ROTAS de Produção de Olefinas
As variáveis de decisão selecionadas para a otimização correspondem: a corrente
de entrada do gás de síntese e as correntes que envolvem a etapa de separação dos
produtos (entradas das colunas de destilação). É importante ressaltar que as razões de
refluxo das colunas de destilação foram ajustadas de modo que as colunas atendessem
às especificações desejadas com a menor carga térmica possível nos condensadores e
refervedores. Para permitir a comparação das três rotas de produção de olefinas, todos
os pesos foram ajustados para o mesmo valor (n==1000 e ni=1), tomando como base a
diferença entre as ordens de grandeza para a ROTA B.
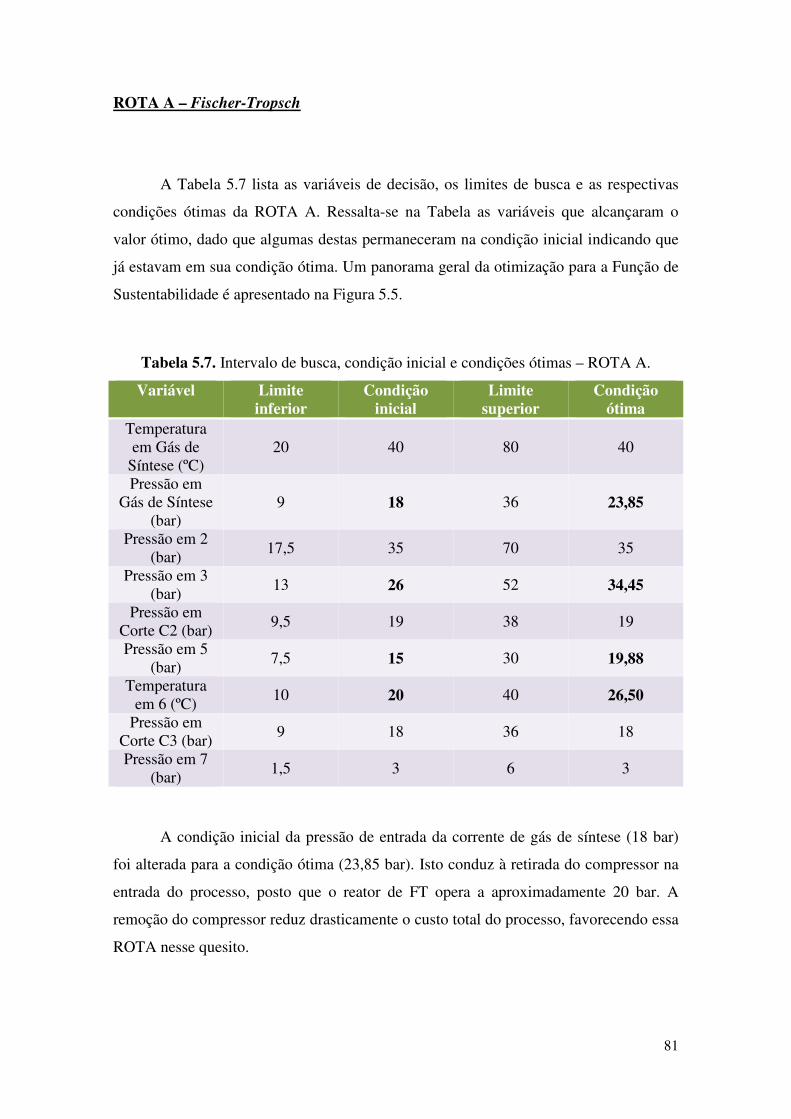
81
ROTA A – Fischer-Tropsch
A Tabela 5.7 lista as variáveis de decisão, os limites de busca e as respectivas
condições ótimas da ROTA A. Ressalta-se na Tabela as variáveis que alcançaram o
valor ótimo, dado que algumas destas permaneceram na condição inicial indicando que
já estavam em sua condição ótima. Um panorama geral da otimização para a Função de
Sustentabilidade é apresentado na Figura 5.5.
Tabela 5.7. Intervalo de busca, condição inicial e condições ótimas – ROTA A.
Variável Limite inferior
Condição inicial
Limite superior
Condição ótima
Temperatura em Gás de
Síntese (ºC) 20 40 80 40
Pressão em Gás de Síntese
(bar) 9 18 36 23,85
Pressão em 2 (bar)
17,5 35 70 35
Pressão em 3 (bar)
13 26 52 34,45
Pressão em Corte C2 (bar)
9,5 19 38 19
Pressão em 5 (bar)
7,5 15 30 19,88
Temperatura em 6 (ºC)
10 20 40 26,50
Pressão em Corte C3 (bar)
9 18 36 18
Pressão em 7 (bar)
1,5 3 6 3
A condição inicial da pressão de entrada da corrente de gás de síntese (18 bar)
foi alterada para a condição ótima (23,85 bar). Isto conduz à retirada do compressor na
entrada do processo, posto que o reator de FT opera a aproximadamente 20 bar. A
remoção do compressor reduz drasticamente o custo total do processo, favorecendo essa
ROTA nesse quesito.

Figura
(a)
(c)
Figura 5.5. Resultados da otimização – ROTA A.
(b)
(d)
82
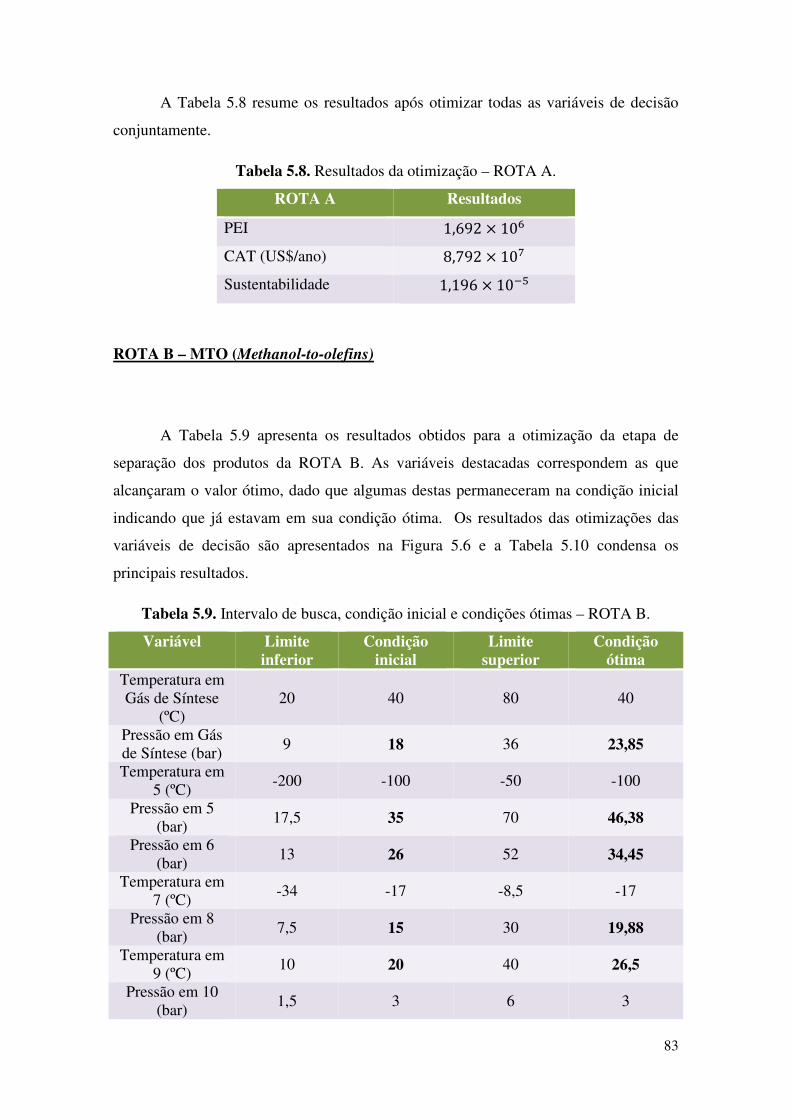
83
A Tabela 5.8 resume os resultados após otimizar todas as variáveis de decisão
conjuntamente.
Tabela 5.8. Resultados da otimização – ROTA A.
ROTA A Resultados
PEI 1,692 6 10@
CAT (US$/ano) 8,792 6 10w
Sustentabilidade 1,196 6 10A
ROTA B – MTO (Methanol-to-olefins)
A Tabela 5.9 apresenta os resultados obtidos para a otimização da etapa de
separação dos produtos da ROTA B. As variáveis destacadas correspondem as que
alcançaram o valor ótimo, dado que algumas destas permaneceram na condição inicial
indicando que já estavam em sua condição ótima. Os resultados das otimizações das
variáveis de decisão são apresentados na Figura 5.6 e a Tabela 5.10 condensa os
principais resultados.
Tabela 5.9. Intervalo de busca, condição inicial e condições ótimas – ROTA B.
Variável Limite inferior
Condição inicial
Limite superior
Condição ótima
Temperatura em Gás de Síntese
(ºC) 20 40 80 40
Pressão em Gás de Síntese (bar)
9 18 36 23,85
Temperatura em 5 (ºC)
-200 -100 -50 -100
Pressão em 5 (bar)
17,5 35 70 46,38
Pressão em 6 (bar)
13 26 52 34,45
Temperatura em 7 (ºC)
-34 -17 -8,5 -17
Pressão em 8 (bar)
7,5 15 30 19,88
Temperatura em 9 (ºC)
10 20 40 26,5
Pressão em 10 (bar)
1,5 3 6 3

Figura
(a)
(d)
Figura 5.6. Resultados da otimização – ROTA B.
(b) (c)
(e)
84

85
A seguir, os resultados ao otimizar as variáveis de decisão simultaneamente.
Tabela 5.10. Resultados da otimização – ROTA B.
ROTA B Resultados
PEI 5,579 6 10A
CAT (US$/ano) 3,677 6 10<
Sustentabilidade 4,512 6 10@
ROTA C – SDTO (DME-to-olefins)
As variáveis destacadas na Tabela 5.11 são as que alcançam um valor ótimo.
Conclui-se que as variáveis que se mantiveram nas condições iniciais (T Gás de Síntese,
T HCs, P HCs, T7 e P9) já se encontravam no valor ótimo para os limites de busca pré-
definidos pelo simulador. Os resultados das otimizações das variáveis de decisão (P gás
de síntese, P8 e T10) são apresentados na Figura 5.7.
Tabela 5.11. Intervalo de busca, condição inicial e condições ótimas – ROTA C.
Variável Limite inferior
Condição inicial
Limite superior
Condição ótima
Temperatura em Gás de
Síntese (ºC) 20 40 80 40
Pressão em Gás de Síntese
(bar) 9 18 36 23,85
Temperatura em HCs (ºC)
15 30 60 30
Pressão em HCs (bar)
12,45 24,90 49,80 24,90
Temperatura em 7 (ºC)
-34 -17 -8,5 -17
Pressão em 8 (bar)
13 26 52 34,45
Pressão em 9 (bar)
7,5 15 30 15
Temperatura em 10 (ºC)
10 20 40 25

Figura
(a)
(c)
Figura 5.7. Resultados da otimização – ROTA C.
(b)
86

87
Otimizando as variáveis de decisão conjuntamente, encontram-se os resultados
da Tabela 5.12.
Tabela 5.12. Resultados da otimização – ROTA C.
ROTA C Resultados
PEI 2,407 6 10A
CAT (US$/ano) 2,101 6 10v
Sustentabilidade 4,631 6 10@
Comparação dos Processos de Produção de Olefinas
Um quadro comparativo das ROTAS de produção de olefinas otimizadas é
apresentado na Tabela 5.13.
Tabela 5.13. Quadro comparativo – ROTAS A, B e C otimizadas.
A B C
PEI 1,692 6 10@ 5,579 6 10A 2,407 6 10A
CAT (US$/ano) 8,792 6 10w 3,677 6 10< 2,101 6 10v
Sustentabilidade 1,196 6 10A 4,512 6 10@ 4,631 6 10@
A partir do quadro acima, a ROTA A apresenta-se como a mais sustentável,
apesar de seu potencial de impacto ambiental ser maior. Isto decorre dos pesos
atribuídos as funções Custo e PEI. Relembrando que os pesos associados às funções são
fatores de regulação, que permitem controlar a importância relativa dada a cada aspecto
da sustentabilidade. Assim, além da função de compensar diferenças de ordem de
grandeza entre Custo e PEI, eles também possibilitam que seja dado maior enfoque a
um dos aspectos.
A relação n=/ni é a medida relevante da otimização. Quando esta razão tende a
zero, a escolha da melhor tecnologia apóia-se exclusivamente no aspecto ambiental. Ao
contrário, quando a razão tende ao infinito, a função custo guiará a escolha. Neste caso,
denominado caso base, a razão n=/ni é igual a 103, que privilegia o aspecto econômico
em detrimento do ambiental, a exemplo do que ocorreu com a ROTA A.

88
Devido à natureza conflitante das funções Custo e PEI, será abordada no item
5.2 uma análise de sensibilidade em relação aos pesos, permitindo gerar diferentes
cenários.
Outra questão pertinente para a comparação das rotas de produção de olefinas é
a quantidade de CO2 emitida em decorrência do uso de energia dos compressores,
aquecedores e refervedores, dado que estes processos apresentam uma alta demanda
térmica.
Portanto, quantifica-se a emissão de CO2 devido ao uso de combustível para a
geração de vapor. Monteiro et al. (2009a,b) empregam o índice de 49,864 tCO2-eq/TJ
(toneladas de CO2 equivalente emitidas por TJ). Tal índice, que considera a produção de
vapor a partir do calor gerado pela queima de gás natural, é condizente com a realidade
brasileira e foi adotado neste trabalho. A Tabela 5.14 condensa os resultados obtidos e
as Figuras 5.8 e 5.9 representam graficamente a comparação. Os resultados da Tabela
5.14 são reportados em forma de índice, já divididos pela massa de produto obtida em
cada rota, que corresponde à soma das massas produzidas de eteno e propeno (produtos
finais de maior importância deste estudo).
Tabela 5.14. Total líquido de CO2 sequestrado – ROTAS A, B e C.
ROTA Carga térmica
total (J)
t CO2 emitido
t de produto
t CO2 capturado
t produto
t CO2 capturado
líquido/t produto
A 2,988 6 10� 6,157 6 10A 22,909 22,909
B 2,276 6 10� 5,674 6 10A 27,720 27,720
C 1,122 6 10t 2,665 6 10x 26,400 26,400
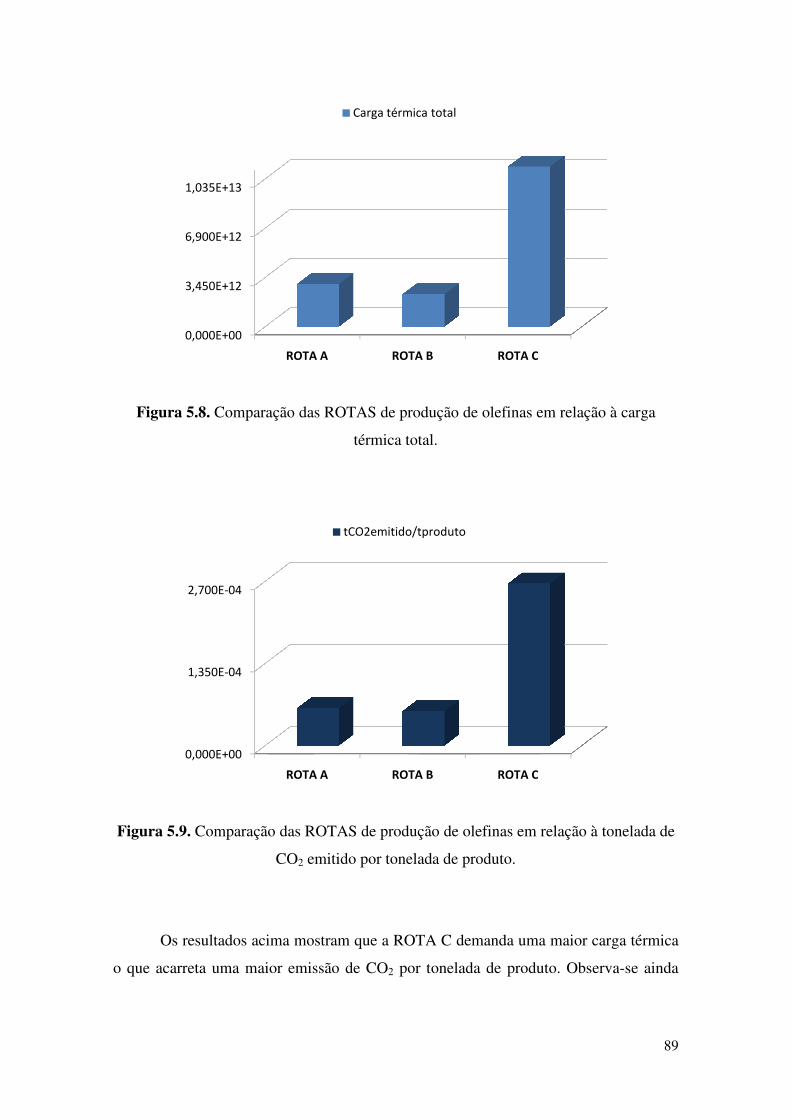
Figura 5.8. Comparação das ROTAS de produção de olefinas em relação à
Figura 5.9. Comparação das ROTAS de produção de olefinas em relação
CO
Os resultados acima mostram que a ROTA
o que acarreta uma maior emissão de CO
0,000E+00
3,450E+12
6,900E+12
1,035E+13
ROTA A
0,000E+00
1,350E-04
2,700E-04
ROTA A
Comparação das ROTAS de produção de olefinas em relação à
térmica total.
Comparação das ROTAS de produção de olefinas em relação
CO2 emitido por tonelada de produto.
Os resultados acima mostram que a ROTA C demanda uma maior carga térmica
o que acarreta uma maior emissão de CO2 por tonelada de produto. Observa
ROTA A ROTA B ROTA C
Carga térmica total
ROTA A ROTA B ROTA C
tCO2emitido/tproduto
89
Comparação das ROTAS de produção de olefinas em relação à carga
Comparação das ROTAS de produção de olefinas em relação à tonelada de
demanda uma maior carga térmica
Observa-se ainda

que a ROTA B apresenta o maior índice de CO
olefinas, o que a destaca positivamente
Cabe ressaltar que
tonelada de CO2 capturado
emissão líquida de CO2 é praticamente a mesma do total capturado.
Outra abordagem para comparar as ROTAS A, B e C é a partir da distribuição
mássica de produtos, que consiste na razão entre a massa de produtos obtida e a massa
de gás de síntese alimentada, co
Figura 5.10. Distribuição mássica de produtos: ROTAS A, B e C.
A distribuição mássica de produtos mostra que a ROTA A converte o gás de
síntese a uma variedade de produtos, além de eteno e propeno. Entretanto, a ROTA C
tem alta seletividade a olefinas (superior a 40%) e seu subproduto é basicamente água.
Devido a isto, a ROTA A tem alto potencial de impacto ambiental enquanto a ROTA C
é menos impactante. Considerando
CO2 a eteno e propeno, a ROTA C tem desempenho superior às alternativas.
0%
20%
40%
60%
80%
100%
ROTA A
apresenta o maior índice de CO2 capturado líquido
positivamente em comparação às alternativas.
Cabe ressaltar que os valores de tonelada CO2 emitido são muito inferiores
capturado e, portanto, a emissão dos processos é desprezível e a
é praticamente a mesma do total capturado.
Outra abordagem para comparar as ROTAS A, B e C é a partir da distribuição
mássica de produtos, que consiste na razão entre a massa de produtos obtida e a massa
de gás de síntese alimentada, conforme reportada na Figura 5.10.
Distribuição mássica de produtos: ROTAS A, B e C.
A distribuição mássica de produtos mostra que a ROTA A converte o gás de
síntese a uma variedade de produtos, além de eteno e propeno. Entretanto, a ROTA C
tem alta seletividade a olefinas (superior a 40%) e seu subproduto é basicamente água.
Devido a isto, a ROTA A tem alto potencial de impacto ambiental enquanto a ROTA C
é menos impactante. Considerando-se o objetivo de priorizar a conversão líquida de
a eteno e propeno, a ROTA C tem desempenho superior às alternativas.
ROTA A ROTA B ROTA C
90
líquido por tonelada de
muito inferiores a
e, portanto, a emissão dos processos é desprezível e a
Outra abordagem para comparar as ROTAS A, B e C é a partir da distribuição
mássica de produtos, que consiste na razão entre a massa de produtos obtida e a massa
Distribuição mássica de produtos: ROTAS A, B e C.
A distribuição mássica de produtos mostra que a ROTA A converte o gás de
síntese a uma variedade de produtos, além de eteno e propeno. Entretanto, a ROTA C
tem alta seletividade a olefinas (superior a 40%) e seu subproduto é basicamente água.
Devido a isto, a ROTA A tem alto potencial de impacto ambiental enquanto a ROTA C
se o objetivo de priorizar a conversão líquida de
a eteno e propeno, a ROTA C tem desempenho superior às alternativas.
água
C5+
butenos
propeno
eteno
butanos
propano
etano
metano

91
5.2. Análise de Incertezas
O objetivo é avaliar o efeito da incerteza de alguns parâmetros sobre os
resultados de simulação dos processos. As fontes de incerteza analisadas inicialmente
são os valores atribuídos aos volumes dos reatores, visto que na maioria das rotas este
valor foi fixado arbitrariamente pela falta de dados disponíveis na literatura.
Posteriormente, o custo atribuído ao fotobiorreator é analisado e, por fim, os pesos
dados às funções Custo e PEI.
A análise de sensibilidade é de suma importância, pois ao se concluir o
dimensionamento de um processo não há garantia de que o resultado está adequado e
nem que o processo, uma vez instalado, irá alcançar as metas estabelecidas
(PERLINGEIRO, 2005). A sensibilidade pode ser estimada pela equação 5.1.
'"���9������" ��; {� ���O. {� � ��{�
��{�. 100 (5.1)
sendo:
F = função a ser analisada (ISBL ou Sustentabilidade);
{ = parâmetro de valor incerto (volume, custo do fotobiorreator ou pesos);
k = novo peso atribuído.
Cálculo do IBSL
Verifica-se o comportamento do ISBL frente a diferentes propostas para
volumes dos reatores fossem a metade ou o dobro daqueles utilizados no
dimensionamento. A função CAT sofre pouca ou nenhuma influência da variação do
volume dos reatores, e por esse motivo seleciona-se o ISBL para a análise de
sensibilidade. Os resultados encontram-se nas Tabelas 5.15 e 5.16.

92
Tabela 5.15. Análise de sensibilidade – Rotas de Produção de Gás de Síntese.
ROTA Função analisada Sensibilidade
1 ISBL (0,5 . V) -9,568%
ISBL (2 . V) 14,732%
2 ISBL (0,5 . V) -12,765%
ISBL (2 . V) 19,655%
3 ISBL (0,5 . V*) -0,034%
ISBL (2 . V*) 0,053%
(*) O volume analisado para a ROTA 3 refere-se ao gaseificador.
Tabela 5.16. Análise de sensibilidade – Rotas de Produção de Olefinas.
ROTA Função analisada Sensibilidade
A ISBL (0,5 . V) -0,932%
ISBL (2 . V) 1,435%
B ISBL (0,5 . V) -0,079%
ISBL (2 . V) 0,122%
C ISBL (0,5 . V) -0,025%
ISBL (2 . V) 0,039%
Para as rotas de produção de gás de síntese, observa-se que a sensibilidade é
maior para a ROTA 2: o ISBL é reduzido em 12,765% se o reator de reforma seca fosse
a metade do adotado e, por outro lado, há um aumento de 19,655% no ISBL se o reator
fosse o dobro. O efeito da redução ou aumento do volume é menor para o ISBL da
ROTA 1; enquanto que variações no volume do gaseificador pouco influenciam o ISBL
da ROTA 3.
As rotas de produção de olefinas são praticamente insensíveis às variações do
volume dos reatores, dado que os fluxogramas apresentam equipamentos com custos
mais altos, como as colunas de destilação e compressores, que compõem a maior parte
do ISBL. Como os efeitos da variação do volume não são representativos, estes não
comprometem o custo total estimado para os processos.
Se os custos com catalisadores fossem levados em consideração, o ISBL seria
mais sensível a redução ou aumento do volume do reator.

93
Custo do fotobiorreator
Adicionalmente, avaliou-se o efeito da incerteza do custo (denominado C) do
fotobiorreator empregado na ROTA 3 sobre as seguintes funções: ISBL, CAT e
Sustentabilidade (S). O custo adotado foi o mesmo estabelecido por Araújo et al.
(2009). Os resultados podem ser observados na Tabela 5.17.
Tabela 5.17. Análise de sensibilidade – Custo anual do Fotobiorreator (ROTA 3).
Função analisada Sensibilidade
ISBL (0,5 . C) -49,951%
ISBL (2 . C) 99,902%
CAT (0,5 . C) -44,630%
CAT (2 . C) 89,261%
S (0,5 . C) 0,650%
S (2 . C) -0,379%
Os resultados indicam uma relação praticamente direta entre o custo do
fotobiorreator e o ISBL. Conforme observado anteriormente, o dimensionamento do
gaseificador influencia pouco o ISBL, restando ao fotobiorreator à maior parcela do
custo dos equipamentos. Um decréscimo de 50% em C conduz a uma redução de
44,630% do CAT e um aumento de 0,650% na sustentabilidade do processo. Por outro
lado, se o custo do fotobiorreator dobrasse, o CAT elevaria em 89,261% e esta rota seria
prejudicada em 0,379% da sua sustentabilidade. Ainda assim, a ROTA 3 continuaria
como a mais sustentável para a produção de gás de síntese.
Análise de cenários
Este tópico é relevante para comprovar que não existe uma única solução para o
problema, ou seja, a Função de Sustentabilidade é multi-objetivo e são abordados mais

94
dois casos além do caso base já reportado anteriormente. Dada a importância da razão
entre os pesos para definir a rota mais sustentável, varia-se o n= e ni de modo a
explicitar diferentes cenários.
O caso base compara as rotas de produção de olefinas e de gás de síntese partindo
de n==103 e ni=1, ou uma relação n=/ni=103, que confere ao Custo o poder de guiar a
Função de Sustentabilidade. Abordaram-se novos cenários, com diferentes relações
n=/ni, conforme citado a seguir. Os resultados correspondem a Figura 5.11.
a) CENÁRIO 1: n=/ni=10-1, onde a Sustentabilidade apóia-se na maior
importância dada ao PEI;
b) CENÁRIO 2: n=/ni=1, mesma importância para as funções Custo e PEI.
Os cenários mostram diferentes comportamentos para o valor da Função de
Sustentabilidade. Quando se prioriza a função Potencial de Impacto Ambiental
(CENÁRIO 1), a ROTA 3 mantém a posição de mais sustentável. No entanto, para a
produção de olefinas, a ROTA A deixa de ser a mais eco-eficiente e a ROTA C
desponta como a mais favorável comparando-se ao caso-base. Para o CENÁRIO 2,
onde trata-se igualmente a relevância do Custo e do PEI, a ROTA 3 e a ROTA C
continuam como as mais sustentáveis em relação ao primeiro cenário proposto.
Assim, em todos os casos de produção de gás de síntese a ROTA 3 lidera, dado
que combina Custo e PEI muito inferiores as demais rotas. Na produção de olefinas, a
decisão pela mais sustentável varia, a depender do grau de importância atribuído a cada
função. A avaliação de diferentes cenários aponta que não é possível decidir entre as
rotas A e C sem levar em consideração qual das funções (custo ou impacto ambiental)
deve ser priorizada. A decisão final depende, então, de outros fatores, tais como:
aspectos sociais, restrições ambientais, localização geográfica da planta industrial, etc.

Figura 5.11. Comportamento da Função
CENÁRIO 1
CENÁRIO 1
Comportamento da Função de Sustentabilidade em diferentes cenários
CENÁRIO 2
CENÁRIO 2
95
erentes cenários.

96
Capítulo 6. Conclusões e Sugestões para Trabalhos Futuros
O padrão “extrair e descartar” é a origem das dificuldades ambientais atuais. O
ambiente natural trabalha de forma cíclica, transformando materiais. As atividades
industriais que funcionam como análogos de ecossistemas biológicos permitem uma
mudança de fluxo linear (recursos – produtos – resíduos) para um arranjo circular onde
os resíduos são minimizados e reciclados. Nesta direção, o reuso de CO2 capturado,
definido como sequestro químico e/ou bioquímico, é avaliado visando à redução de
impactos ambientais.
Considerando-se o volume emitido de CO2, o impacto sequestrante de um
processo requer o desenvolvimento de processos de conversão de CO2 em commodities.
Assim, nesse trabalho, discutiu-se o sequestro químico e bioquímico de CO2 para a
produção de olefinas via gás de síntese, para posterior abastecimento da cadeia
produtiva petroquímica. Especificamente, avaliou-se a produção de eteno e propeno, as
olefinas leves de maior interesse comercial, utilizadas para produzir ampla gama de
produtos, dentre os quais se destacam os polietilenos e o polipropileno.
A projeção da oferta de petroquímicos básicos para o ano de 2020 indica a
insuficiência para o atendimento da demanda nacional futura, o que corrobora a
importância de investimentos em novas tecnologias para a produção de olefinas leves, e,
principalmente, de projetos que visam à utilização de matérias-primas alternativas.
O Simulador de Processos UNISIM DESIGN foi utilizado para a análise de
fluxogramas de processos, concebidos a partir de dados da literatura. Abordaram-se o
processo de captura de CO2 por absorção com MEA, três alternativas para a produção de
gás de síntese e três para olefinas, a saber:
Produção de gás de síntese:
� ROTA 1 – reforma a vapor do metano;
� ROTA 2 – reforma seca;
� ROTA 3 – gaseificação de biomassa de microalgas;

97
Produção de olefinas:
� ROTA A – conversão direta do gás de síntese a olefinas (processo Fischer-
Tropsch);
� ROTA B – conversão do gás de síntese a metanol e posterior transformação
deste em olefinas (MTO);
� ROTA C – conversão do gás de síntese a DME e posterior transformação deste
em olefinas (SDTO).
A avaliação das rotas baseou-se em métricas de desempenho que agregam
indicadores ambientais e econômicos, dando origem à Função de Sustentabilidade. A
otimização teve como propósito a maximização da sustentabilidade das rotas de
produção abordadas, o que implica encontrar um compromisso entre os aspectos
ambientais e econômicos de cada projeto.
Quantificou-se a emissão de CO2 devido ao uso de combustível para a geração
de vapor das rotas de produção de olefinas. A análise comparativa da captura líquida de
CO2 destacou a ROTA B por apresentar um índice líquido de tonelada de CO2
capturado por tonelada de produto 17% superior ao da ROTA A e 5% superior ao da
ROTA C.
Avaliaram-se cenários especificando pesos distintos dados às funções Custo e
PEI. No caso base, onde o Custo é o fator preponderante, a ROTA 3 desponta como a
mais sustentável para o processo de produção de gás de síntese. Para a produção de
olefinas, a ROTA A, cujo custo apresenta-se menor que as demais rotas, destacou-se
como a mais sustentável seguida pela ROTA C e, por fim a ROTA B.
Entretanto, no CENÁRIO 1, o PEI assume importância e a ROTA C revela-se
como a mais sustentável, dado o seu baixo impacto ambiental em relação às
alternativas. Situação oposta ocorreu com a ROTA A, que foi penalizada por apresentar
maior PEI.
Ainda no CENÁRIO 1, a biofixação por microalgas seguida de gaseificação
úmida (ROTA 3) para a produção de gás de síntese manteve sua primeira posição como
mais sustentável, seguida pela ROTA 1 e 2, respectivamente.

98
O CENÁRIO 2 atribui a mesma importância para as funções Custo e PEI. Como
resultado observa-se que a ROTA 3 confirma-se como a mais sustentável para a
produção de gás de síntese, independente de qual função é a mais relevante, firmando
um maior compromisso entre os aspectos da sustentabilidade, além de produzir GS na
razão ideal para os processos downstream. Para a produção de olefinas, a ROTA C
apresenta-se como a mais sustentável, apesar de ser a mais onerosa.
É fundamental atentar que o enfoque atribuído a cada aspecto da
sustentabilidade varia de acordo com a conjuntura social e econômica local. E, além
disso, é preciso verificar a existência de metas de redução de impacto para direcionar a
escolha da planta mais adequada.
O desafio que se apresenta é buscar um equilíbrio entre o aspecto econômico e
ambiental. Atualmente, o critério econômico rege a sociedade em detrimento da questão
ambiental. Todavia, a mudança climática global tende a impor exigências ambientais
mais rigorosas, que afetarão a economia dos processos possibilitando uma nova
mentalidade de conservação ambiental que poderá viabilizar a implementação de
tecnologias mais limpas.
Como recomendação para trabalhos futuros sugerem-se:
i) avaliar dados mais precisos acerca dos custos operacionais das rotas
abordadas e mensurar o custo para a separação representada pelo component
splitter;
ii) realizar um estudo sobre a localização das plantas industriais, infra-estrutura
de transporte e condicionamento das frações gasosas, escoamento da
produção, entre outros aspectos dessa natureza que estavam fora do escopo
deste trabalho;
iii) aplicar o método Monte Carlo para síntese de processos sob incerteza nos
parâmetros de projeto.

99
Referências Bibliográficas
ABIQUIM, Associação Brasileira da Indústria Química, Demanda de Matérias-
Primas Petroquímicas e Provável Origem até 2020, 2007.
ANASTAS, P. T. e LANKEY, R. L. Life-Cycle Approaches for Assessing Green
Chemistry Technologies. Ind. Eng. Chem. Res., 41, 2002, 4498-4502.
AQUINO, A. S. Análise de Rotas Alternativas para Seqüestro Químico de CO2:
Produção de Metanol, Gás de Síntese e Ácido Acético. Projeto Final de Curso, Escola
de Química, UFRJ, 2008.
ARAÚJO, et al. Assessment of the Impact of Salinity and Irradiance on the
Combined Carbon Dioxide Sequestration and Carotenoids Production by
Dunaliella salina: A Mathematical Model. Biotechnology and Bioengineering, 102,
2009, 425-435.
ARAÚJO, O. Q. F., Picardo, M. C., Monteiro, J. G. M.-S., Medeiros, J. L. O Potencial
de Microalgas como Matéria-Prima Renovável – Volume II: Uma Visão de
Engenharia de Processos. Rio de Janeiro, 2008.
ARAÚJO, A. S. Desenvolvimento de Catalisadores Zeolíticos destinados à Reforma
do Metano. Tese de doutorado, UFCG, 2006.
ARESTA, M., DIBENEDETTO, A. e TOMMASI, I. Developing Innovative Synthetic
Technologies of Industrial Relevance Based on Carbon Dioxide as Raw Material.
Energy & Fuels, 15, 2001, 269-273.

100
BARBOSA, L. C. Uma Abordagem de Equilíbrio para Absorção de CO2 e H2S com
Misturas Aquosas de Etanolaminas. Tese de Mestrado, Escola de Química, UFRJ,
2004.
CAI, G., et al. Light alkenes from syngas via dimethyl ether. Applied Catalysis A:
General, 125, 1995, 29-38.
CEPAC (Centro de Excelência em Pesquisa sobre Armazenamento de Carbono). Efeito
estufa e mudanças climáticas. Disponível em:
http://www.pucrs.br/cepac/?p=efeito_estufa. Consulta em 10 de agosto de 2009.
CHAUVEL, A., LEFEBVRE, G.; Petrochemical Processes. 2. ed. Paris: Technip,
1989. v. 1.
Chicago Climate Exchange Market Report. Vol 6, N° 7. Chicago, 2009.
COMPERJ (Complexo Petroquímico do Rio de Janeiro). Conheça o empreendimento.
Disponível em: http://www.comperj.com.br/Numeros.aspx. Consulta em 10 de agosto
de 2009.
COSTA, A. M., et al. Utilização de Peneiras Moleculares do tipo
Silicoaluminofosfatos para Produção de Eteno e Propeno a partir do Dimetiléter.
Anais do 4º Congresso Brasileiro de Pesquisa e Desenvolvimento em Petróleo e Gás -
PDPETRO, Campinas, SP, 2007.
DAVENPORT, R.; Chemicals & Polymers from Biomass. Industrial Biotechnology
(Spring 2008) 59-63.

101
DOUGLAS, J. M., Conceptual Design Of Chemical Processes. McGraw-Hill: 1988.
EREÑA, J., et al. Direct Synthesis of Dimethyl Ether From (H2+CO) and (H2+CO2)
Feeds. Effect of Feed Composition. International Journal of Chemical Reactor
Engineering, 3, 2005, 1-15.
GEROSA, T. M. O Estudo da Utilização do Gás Natural como Insumo para a
Indústria Química e Petroquímica: Modelagem de uma Planta Gás-química. Tese
de Mestrado, EP/FEA/IEE/IF, USP, 2007.
HOU, Z., et al. Production of synthesis gas via reforming with CO2 on noble metals
and small amount of noble-(Rh-) promoted Ni catalysts. International Journal of
Hydrogen Energy, 31, 2006, 555-561.
INDALA, S. Development and Integration of New Processes Consuming Carbon
Dioxide in Multi-Plant Chemical Production Complexes. Dissertação de Mestrado,
Louisiana State University and Agricultural and Mechanical College, 2004.
INTERGOVERNMENTAL PANEL ON CLIMATE CHANGE IPCC 2005: IPCC
Special Report on Carbon Dioxide Capture and Storage. Prepared by Working Group III
of the Intergovernmental Panel on Climate Change [Metz, B., O. Davidson, H. C. de
Coninck, M. Loos, and L. A. Meyer (eds.)]. Cambridge University Press, Cambridge,
United Kingdom and New York, NY, USA, 442 pp.
INTERGOVERNMENTAL PANEL ON CLIMATE CHANGE IPCC 2007:
Climate Change 2007: The Physical Science Basis. Contribution of Working Group I to
the Fourth Assessment Report of the Intergovernmental Panel on Climate Change
[Solomon, S., D. Qin, M. Manning, Z. Chen, M. Marquis, K.B. Averyt, M.Tignor and

102
H.L. Miller (eds.)]. Cambridge University Press, Cambridge, United Kingdom and New
York, NY, USA.
JOHNSTON, N. A. C., et al. Chemical Transport Modeling of Potential
Atmospheric CO2 Sinks. Energy Conversion and Management, 44, 2003, 681-689.
KEIL, F. J. Methanol-to-hydrocarbons: process technology. Microporous and
Mesoporous Materials, 29, 1999, 49-66.
MCT (Ministério de Ciência e Tecnologia) Mudanças Climáticas, 2009. Disponível
em: http://www.mct.gov.br/index.php/content/view/50237.html. Consulta em 13 de
janeiro de 2009.
MONTEIRO, J. G. M.-S., Araújo, O. Q. F., Medeiros, J. L.. Sustainability Metrics for
Eco Technologies Assessment, Part I: Preliminary Screening. Clean Techn Environ
Policy, 11, 2009a, 204-215.
MONTEIRO, J. G. M.-S., Araújo, O. Q. F., Medeiros, J. L.. Sustainability Metrics for
Eco-Technologies Assessment, Part II: Life Cycle Analysis. Clean Techn Environ
Policy, 2009b. Publicado online.
MONTEIRO, J. G. M.-S. Um Estudo Sobre Alternativas de Seqüestro de Carbono:
Modelos, Métricas e Otimalidade. Tese de Mestrado, Escola de Química, UFRJ, 2009.
MONTEIRO, J. G. M.-S; ABRAMOVITCH, R. N. Seqüestro de CO2 por Produção
de DMC: Avaliação de Rotas Alternativas de Produção. Projeto Final de Curso,
Escola de Química, UFRJ, 2008.

103
MOREIRA, F. S. A integração do refino petroquímica como alternativa para o
atendimento do crescente mercado de petroquímicos. Tese de mestrado, EQ/UFRJ,
2008.
MORO, D. B. Captura e Armazenamento de CO2. Trabalho de Conclusão em
Engenharia Química, UFRGS, 2006.
NAKAO, A., et al. Modeling of Flowcharts of Permeation through Membranes for
Removal of CO2 of Natural Gas. 10th International Symposium on Process Systems
Engineering - PSE, Salvador, BA, 2009.
NAKAO, A.; MACEDO, A. P. F. Simulação de permeação em membranas Hollow
Fiber para remoção de CO2 de Gás Natural. Projeto Final de Curso, Escola de
Química, UFRJ, 2008.
NOURI, S., TILLMAN, A.-M.; Evaluating synthesis gas based biomass to plastics
(BTP) technologies. Chalmers University of Technology, Göteborg, 2005.
OLIVEIRA, T. Um estudo de prospecção e de estratégias de inovação: O caso de
dimetil éter e seu uso como combustível. Tese de mestrado, Escola de Química,
UFRJ, 2005.
OLIVEIRA FILHO, A. R. Química Verde na Mitigação do Efeito Estufa: Produção
de DMC. Projeto Final de Curso, Escola de Química, UFRJ, 2006.
PERLINGEIRO, C. A. G. Engenharia de Processos: Análise, Simulação, Otimização
e Síntese de Processos Químicos. São Paulo: Edgard Blücher, 2005.
104
SOUZA, M. M. V. M. Tecnologia do Hidrogênio. 1. ed. Rio de Janeiro: Synergia,
2009. v. 1. 132 p.
SOUZA, M. M. V. M. Reforma do metano com CO2 em catalisadores de
Pt/ZrO2/Al2O3. Tese de doutorado, COPPE, UFRJ, 2001.
SOUZA, V. H. B. Estudo Tecnológico e Modelagem Reacional para Processo
Fischer-Tropsch com Gás Natural. Projeto Final de Curso, Escola de Química, UFRJ,
2008.
UOP, UOP/HYDRO MTO Process – Methanol to Olefins Conversion, catálogo
técnico – 2004. Disponível em: www.uop.com Consulta em 15 de setembro de 2009.
VAN DER LAAN, G. P. Selectivity and Scale Up of the Fischer-Tropsch Synthesis.
Universidade de Groningen, Holanda, 1999.
YOUNG, D., et al. The Waste Reduction (WAR) Algorithm: Environmental
Impacts, Energy Comsumption and Engineering Economics. Waste Management,
20, 2000, 605-615.

![[Philip M. Fearnside] A hidrelétrica de Balbina - o faraonismo irreversível versus o meio ambiente na Amazônia](https://img.document.onl/doc/110x75/5572088a497959fc0b8bcffa/philip-m-fearnside-a-hidreletrica-de-balbina-o-faraonismo-irreversivel-versus-o-meio-ambiente-na-amazonia.jpg)



























