Embed Size (px)
Citation preview
FACULDADE DE TECNOLOGIA DE SOROCABA (FATEC) “JOSÉ
CRESPO GONZALEZ”
Projeto de Iniciação Científica
Análise da Porosidade em Camadas Protetoras
Produzidas por Aspersão Térmica
Orientadora: Profª. Dra. Luciana Sgarbi Rossino
Co-orientador: Prof. Msc. Marcos Dorigão Manfrinato
Aluno: Josiane Fernandes de Souza
Sorocaba
2013
1
Sumario
1. Introdução 4
2. História 5
2.1. Definição 5
2.2. Características dos revestimentos 8
2.3. Porosidade 11
3. Objetivo 16
4. Materiais e Métodos 17
4.1 Usinagens dos corpos de prova 17
4.2. Composição química dos revestimentos 18
4.3. Métodos 20
5. Resultados e discussões 25
5.1 Analises Micrográfica 25
5.2. Analise de porosidade 31
5.3. Ensaios de microdureza 35
5.4. Ensaio de rugosidade 37
6. Conclusão 39
7. Agradecimentos 40
8. Referências 41
2
Resumo
O estudo deste trabalho refere-se a quantificação, análise e a influência
da presença de poros na microdureza e rugosidade das camadas produzidas
por aspersão térmica. O substrato utilizado para aplicação das camadas
aspergidas termicamente foi o material (AISI 1020), o método de aplicação foi o
HVOF (High Velocity Oxi-Fuel). Análises do percentual de poros foram
realizadas de acordo com a área analisada. O que se observou foi a diferença
entre os materiais de revestimentos e como cada um se comportou mediante
aos ensaios de microdureza e rugosidade, com isso observou-se quais foram
os parâmetros e a caracterização e determinação as influências das condições
do processo na formação de poros nas camadas protetoras. Através das
analises de porosidade foi possível encontrar resultados dentro da média que o
processo HVOF determina, percebeu-se então que a rugosidade variou de
acordo com a preparação feita na superfície, e os valores de microdureza teve
uma variação significativa de acordo com a composição química.
Palavras – chave: Aspersão térmica, porosidade, HVOF.
3
Abstract
The study of this paper refers to quantification analysis and the
influence of the presence of pores on the hardness and roughness of the layers
produced by thermal spraying. The substrate used for applying layers of the
material was thermally sprayed (AISI 1020), method of application is the HVOF
(High Velocity Oxy Fuel). Analysis of the percentage of pores was performed
according to the analyzed area. 3 random fields were analyzed. what we
observe is the difference between the coating materials and how each behaved
by the microhardness and roughness, it was observed and what were the
parameters characterizing and determining the influence of process conditions
on the formation of pores in protective layers. Through this analysis porosity
results were found within the average determines the HVOF process, it was
noticed that the roughness then varied according to the preparation made on
the surface microhardness values and had a significant variation according to
the chemical composition .
Keywords: Thermal spraying, porosity, HVOF.

4
1. Introdução
A utilização de revestimentos protetores aplicados através da Aspersão
Térmica tem como objetivo a proteção de peças e componentes contra
desgaste abrasivo, adesivo, erosivo, fadiga superficial e corrosão. Também é
utilizada em peças que necessite de isolamento térmico e isolamento elétrico
(MARANHO, 2006).
Os tipos de processos utilizados para realização da aspersão térmica
são: combustão (flame-spray ou oxi-combustível, detonação e oxicombustivel
de alta velocidade e alta pressão, o HVOF) e energia elétrica (Arc-spray ou
arco elétrico e plasma spray) (LIMA, 2007).
Os revestimentos termicamente aspergidos têm sido usados
intensivamente na fabricação de componentes nas indústrias automotivas de
petróleo, elétrica, eletrônica, geração de energia e particularmente na
aeroespacial.
Todos os materiais que passam pelo processo de aspersão térmica
apresentam uma porcentagem de poros, podendo ela ser alta, média ou baixa,
as quais se concentram entre as partículas que se achatam e aderem-se ás
irregularidades da superfície. A porosidade se forma dependendo do processo
utilizado e a velocidade com que as partículas são depositadas no substrato,
causando grande influencia sobre os materiais aspergidos e degradando as
propriedades mecânicas (LIMA, 2007).
5
2. História
Historicamente em 1910 a aspersão térmica desenvolveu-se a partir de
um processo de combustão (oxigênio-combustível) pelo Dr. Max Ulrich Schoop
de Zurique na Suíça, foi ele quem patenteou a utilização de calor gerado por
combustão para fundir um arame metálico, alimentado por ar comprimido e
fusão do metal por meio de chama a gás. Em 1912 veio então a segunda
patente, utilizando energia elétrica para produzir fonte de calor (COUTO, 2006).
Em meados de 1920 foram utilizados o Zinco como revestimento na
proteção contra a corrosão, assim sucessivamente ao longo dos anos foram
sendo desenvolvidos novos tipos de pistolas de aplicação em 1940 utilizou-se a
pistola em que o calor gerado era através de um arco voltaico, em 1960
desenvolveu-se a aplicação através do arco plasma e mais tarde deposição de
pós por detonação. Em 1980 foi possível transferir as partículas aspergidas
com elevada velocidade através do sistema a chama com pistola hipersônica.
A partir da década de 90 houve grande evolução dos equipamentos e materiais
utilizados na aspersão térmica, permitindo assim um aumento significativo na
velocidade de deposição das partículas no substrato, deste modo obtém-se um
material aspergido com menos contaminação e menor risco de oxidação (LIMA,
2007).
2.1. Definição
Aspersão térmica é um grupo de processos onde materiais metálicos
ou não-metálicos, finamente divididos, são depositados em condição fundida
ou semifundida sobre um substrato preparado, formando um depósito
aspergido (LIMA, 2007). Os depósitos são de sucessivas camadas de

6
pequenas partículas que se sobrepõe achatando-se e aderindo-se à superfície,
resfriam-se e se solidificam formando assim o revestimento.
Figura 1 – Princípio básico da Aspersão térmica
O objetivo pelo qual se aplica a aspersão térmica em um material é a
proteção que esse tipo de processo proporciona ao substrato que o recebe,
podendo ser proteção contra corrosão, contra o desgaste abrasivo, erosivo, e
fadiga superficial (MARANHO, 2006). Os revestimentos podem também ser
usados para isolamento térmico e elétrico, um dos aspectos mais relevantes da
utilização dessa técnica é a diversidade de aplicação, já que a seleção de
materiais é praticamente ilimitada.
É um tipo de revestimento feito através de um material na forma de pó
ou arame, é fundido através de calor químico ou elétrico, impulsionado com ar
comprimido ou outros gases, conforme podemos observar a figura 2 (LIMA,
2007).

7
Figura 2 – Esquema de deposição das partículas por aspersão térmica (LIMA,
2007)
Os substratos sobre os quais os revestimentos termicamente
aspergidos podem ser aplicados incluem metais, óxidos, cerâmicos, vidros, a
maioria dos plásticos e madeira, sendo que algumas técnicas especiais podem
ser necessárias (LIMA, 2007). A tabela 1 mostra quais os processos de
aspersão térmica podem ser utilizados, dependendo da fonte de calor usada,
são classificados basicamente em dois grupos:
Combustão Elétrico
Chama Plasma
Detonação Arco
Tabela 1 – Processos de Aspersão Térmica
8
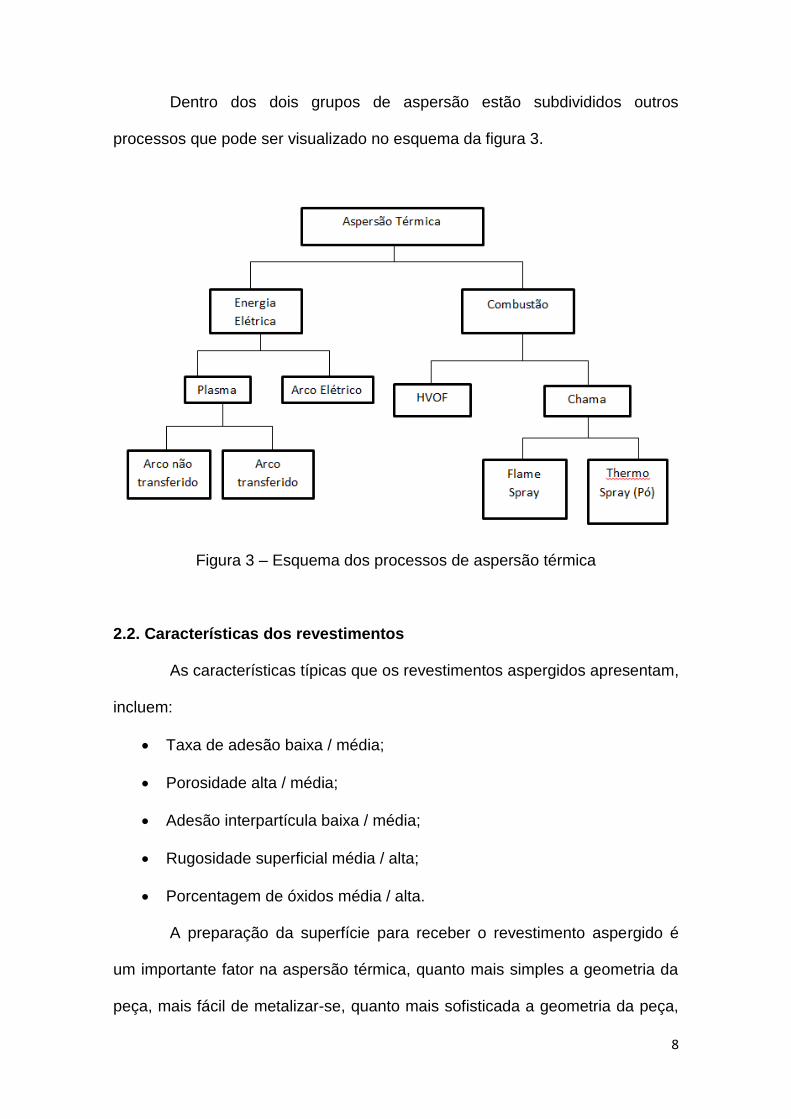
Dentro dos dois grupos de aspersão estão subdivididos outros
processos que pode ser visualizado no esquema da figura 3.
Figura 3 – Esquema dos processos de aspersão térmica
2.2. Características dos revestimentos
As características típicas que os revestimentos aspergidos apresentam,
incluem:
Taxa de adesão baixa / média;
Porosidade alta / média;
Adesão interpartícula baixa / média;
Rugosidade superficial média / alta;
Porcentagem de óxidos média / alta.
A preparação da superfície para receber o revestimento aspergido é
um importante fator na aspersão térmica, quanto mais simples a geometria da
peça, mais fácil de metalizar-se, quanto mais sofisticada a geometria da peça,

9
mais difícil de metalizar-se, não deve possuir cantos vivos, é necessária a
existência de raio e chanfro.
Outros fatores que influenciam no processo são: as condições do
substrato, a limpeza e a temperatura da superfície que será revestida,
rugosidade, e material do revestimento (MARQUES, 2003). A temperatura é
um dos fatores mais importante, pois precisa ser verificada antes e durante o
processo, da mesma depende a sobreposição e velocidade das partículas
(LIMA, 2007). É importante lembrar que possíveis trincas no substrato não
podem ser reparadas pelo processo de Aspersão Térmica.
A adesão está diretamente relacionada à limpeza e rugosidade da
superfície. É necessário antes de tudo detectar previamente possíveis falhas
no material base, deve-se gerar uma superfície rugosa para adesão do
revestimento, fazendo-se assim jateamento abrasivo, rosqueamento e
aplicação de material base (LIMA 1999). A ilustração da figura 4 mostra
claramente a estrutura típica da seção transversal de uma camada aspergida.
Figura 4 – Seção transversal de um revestimento aspergido termicamente.
[Infosolda]
Rugosidade
superficial
10
Sobre a formação do revestimento são encontrados apenas uma
porcentagem relativamente pequena de partículas no spray impactam no
substrato, algumas caem prematuramente, algumas queimam ou evaporizam-
se e algumas tornam-se “overspray” (normalmente são removidas por um
sistema de exautão). Os prováveis níveis de aderência são obtidos através da
análise da porosidade de um revestimento, pois porosidade acima de
determinados níveis é indicação de que as partículas do revestimento não
aderiram suficientemente ao substrato, devido à pequena energia imposta pelo
processo de aspersão (MARANHO, 2006).
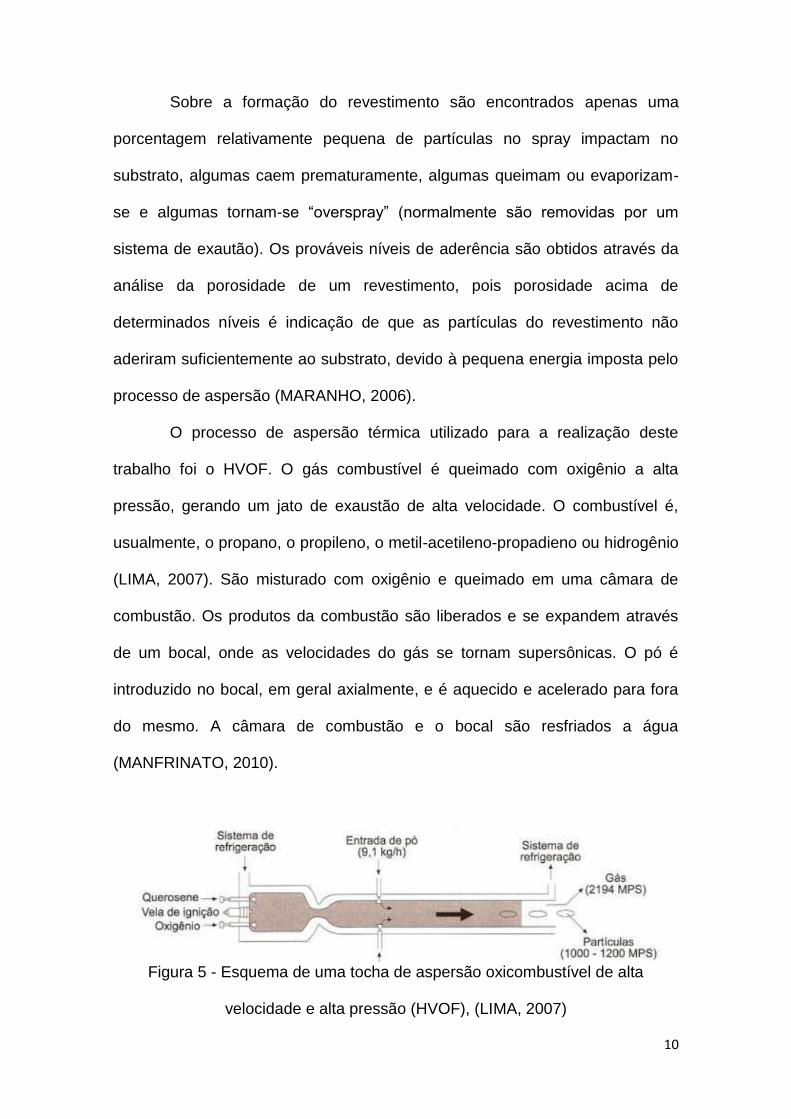
O processo de aspersão térmica utilizado para a realização deste
trabalho foi o HVOF. O gás combustível é queimado com oxigênio a alta
pressão, gerando um jato de exaustão de alta velocidade. O combustível é,
usualmente, o propano, o propileno, o metil-acetileno-propadieno ou hidrogênio
(LIMA, 2007). São misturado com oxigênio e queimado em uma câmara de
combustão. Os produtos da combustão são liberados e se expandem através
de um bocal, onde as velocidades do gás se tornam supersônicas. O pó é
introduzido no bocal, em geral axialmente, e é aquecido e acelerado para fora
do mesmo. A câmara de combustão e o bocal são resfriados a água
(MANFRINATO, 2010).
Figura 5 - Esquema de uma tocha de aspersão oxicombustível de alta
velocidade e alta pressão (HVOF), (LIMA, 2007)

11
O pó é geralmente injetado na direção axial e, em algumas tochas,
radialmente, utilizando nitrogênio como gás de arraste. A distância de aspersão
é de 120 a 300 mm, essas são algumas características do método HVOF
(LIMA, 2007). Embora este processo tenha sido desenvolvido como alternativa
ao de aspersão por detonação, ele aparece hoje como opção ao de aspersão a
plasma em algumas aplicações (MANFRINATO, VARAVALO, ROSSINO;
2010). Este processo é aplicável e apresenta bons resultados principalmente
para revestimentos metal-cerâmicos (LIMA, 2007). Na figura 6 é possível
visualizar a aplicação pelo método HVOF.
Figura 6 – Aplicação da camada pelo método HVOF (Ogramac)
2.3. Porosidade
Os poros são defeitos com expansão predominante, em que os
mesmos não são preenchidos com sólidos. Os revestimentos feitos por

12
aspersão térmica são formados por superposição de partículas apresentando
um grau de porosidade alta ou baixa, dependendo das variáveis do processo.
Esta porosidade pode consistir tanto em cavidades isoladas quanto em
cavidades interconectadas, podendo dar acesso à penetração de líquido e
gases existentes nos interstícios entre lamela/lamela e / ou lamela substrato
(MENEZES, 2007).
A porosidade ocorre devido à incompleta cobertura da superfície pelas
partículas subsequentes que são aspergidas. O motivo pelo qual isso ocorre é
pela incapacidade do material em comprimir os gases existentes. Os poros
existentes permitem que gases e líquidos penetrem até o substrato causando a
diminuição da vida útil do material (MARANHO, 2006). A formação desses
poros está relacionada com a temperatura, densidade, a tensão superficial, a
viscosidade das partículas fundidas, a velocidade de impacto e a distribuição
granulométrica. A porosidade que expõe o substrato é conhecida como
permeabilidade (MARANHO, 2006). Baixas temperaturas e/ou baixas
velocidades de impacto, assim como partículas grandes, tendem a aumentar a
porosidade. Maiores distâncias de aplicação de partículas aspergidas
termicamente, assim como uma menor granulometria do pó, resultam em
maiores valores de porosidades obtidas nos revestimentos (MARANHO, 2006).
Em alguns casos essa porosidade pode ser benéfica dependendo de
sua aplicação. No caso de aplicação em indústria a porosidade deve ser
controlada, pois assim não prejudicam a resistência ao desgaste e a corrosão,
já em implantes biomédicos essa porosidade pode ser benéfica, pois quando
um material poroso é introduzido ao corpo humano pode haver uma maior
aceitação do organismo. A porosidade acelera e uniformiza a fixação biológica,
13
pois facilita o crescimento ósseo e a formação de fortes pontes que garantem a
osteointegração e a esperada fixação secundaria dos implantes (MACEDO,
2007).
A influencia na propriedade das camadas aspergidas está diretamente
associada aos processos de combate à corrosão, medidas de rugosidade,
resistência à adesão e microdureza. Dentro deste contexto percebe-se a
finalidade deste processo de analise. O objetivo de um ensaio é obter
parâmetros que possibilitam prever o tempo de vida útil de um componente ou
o comportamento de determinado material durante o tempo de vida útil do
mesmo (MAUL, 2001). A determinação de Área de Porosidade Percentual é
importante a fim de monitorar o efeito das variáveis de parâmetros de
pulverização e a adequação de um revestimento para a sua finalidade
pretendida. Dependendo da aplicação, alguma ou nenhuma porosidade pode
ser tolerável (ASTM E- 2109, 2007).
Dependendo do tipo de aplicação, é necessário adequar os
revestimentos aplicados a superfícies com o tipo de solicitação para a qual será
projetada. Porém, existe a preocupação de se obter revestimentos com
aderência suficiente para suportar as solicitações em serviço, sem que ocorra
destacamento. Os prováveis níveis de aderência são obtidos através da análise
da porosidade de um revestimento, pois porosidade acima de determinados
níveis é indicação de que as partículas de revestimento não aderiram
suficientemente ao substrato. Além disso, a dureza é um parâmetro adequado
para se determinar a resistência ao desgaste abrasivo e fadiga de um
revestimento.
14
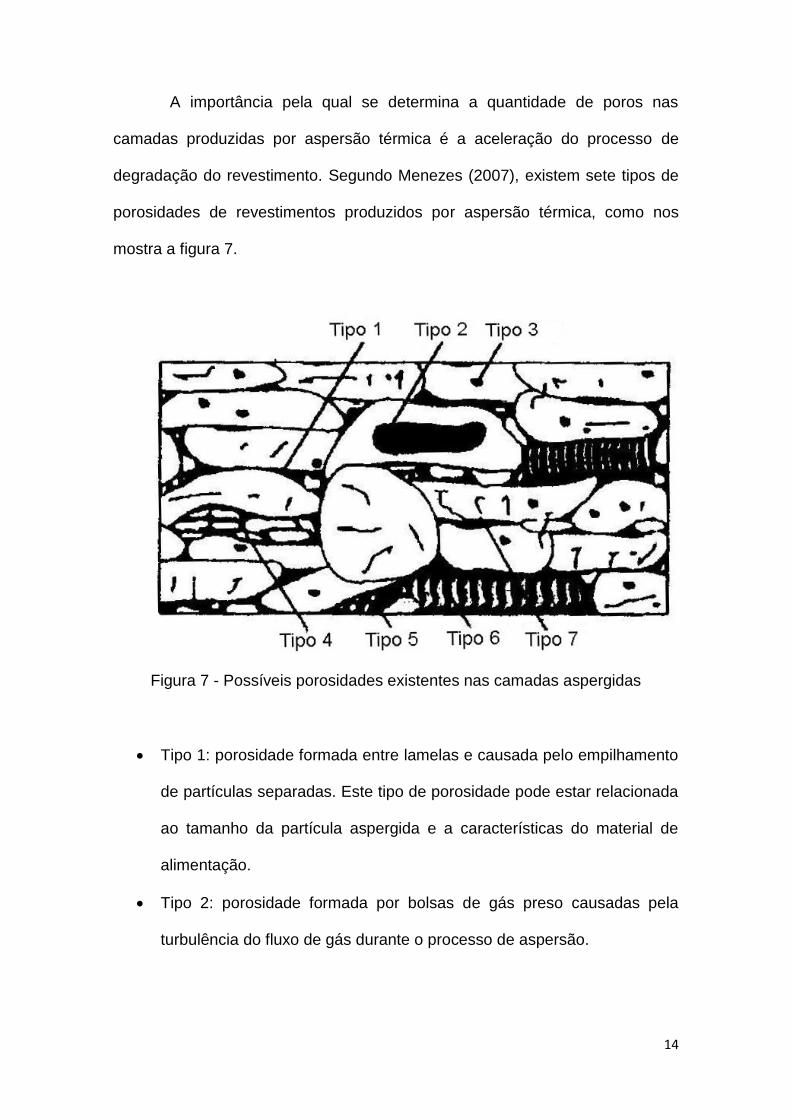
A importância pela qual se determina a quantidade de poros nas
camadas produzidas por aspersão térmica é a aceleração do processo de
degradação do revestimento. Segundo Menezes (2007), existem sete tipos de
porosidades de revestimentos produzidos por aspersão térmica, como nos
mostra a figura 7.
Figura 7 - Possíveis porosidades existentes nas camadas aspergidas
Tipo 1: porosidade formada entre lamelas e causada pelo empilhamento
de partículas separadas. Este tipo de porosidade pode estar relacionada
ao tamanho da partícula aspergida e a características do material de
alimentação.
Tipo 2: porosidade formada por bolsas de gás preso causadas pela
turbulência do fluxo de gás durante o processo de aspersão.

15
Tipo 3: porosidade manifestada na forma de bolhas de gás causada pela
dissolução do gás no metal fundido que se desenvolveram com o
resfriamento do metal.
Tipo 4: porosidade causada pela desintegração de partículas sólidas
após o impacto, durante o processo de deposição.
Tipo 5: porosidade ocasionada pela condensação de partículas
parcialmente evaporadas e que foram identificadas como partículas
contendo resíduos de pó.
Tipo 6: porosidade resultante de contratação de solidificação.
Tipo 7: porosidade que resulta em micro-trincas, independente de sua
origem de formação.
Percebe-se então a grande importância de se controlar e quantificar os
poros, é importante ressaltar que poros finos entre lamelas são característicos
da estrutura dos revestimentos aspergidos e não são completamente
eliminados (LIMA, 2007). A quantificação da porosidade nas camadas
produzidas por aspersão térmica é determinada através de ensaio
metalografico com microscópio ótico com a amostra previamente preparada,
com é possível a visualização das partículas aspergidas.
16
3. Objetivo
O objetivo deste trabalho é analisar a porcentagem de porosidade nas
camadas aspergidas através de analises metalograficas, e determinar qual a
influência desses poros na microdureza e rugosidade dos revestimentos. O
substrato utilizado para aplicação das camadas aspergidas termicamente será
o material AISI 1020, é um aço ao carbono de uso geral, sem elementos de
liga.

17
4. Materiais e Métodos
4.1 Usinagens dos corpos de prova
Para realização deste trabalho foram preparados os corpos de prova
conforme o desenho ilustrado na figura 8, utilizando o material AISI 1020.
Cortaram-se a barra de aço 1020 em varias partes utilizando-se de um torno
convencional, serra e esmerilhador, ferramentas de corte e instrumentos de
medição como o paquímetro, na oficina mecânica que pertence à FATEC -
Sorocaba. Em seguida enviaram-se os corpos de prova para a empresa
Ogramac – Engenharia de Superfície, localizada em Santo Antônio da
Posse/SP, onde foi realizada a aspersão térmica.
a) b)
Figura 8 – a) Esquema do desenho especificado segundo a norma ASTM C633
em mm, b) corpo de prova aspergido

18
É possível visualizar o desenvolvimento do trabalho através do
fluxograma na figura 9.
Figura 9 – Fluxograma de desenvolvimento do trabalho
4.2. Composição química dos revestimentos
As composições químicas das camadas aspergidas estão ilustradas na
Tabela 1, a qual foi definida pela empresa responsável pela aplicação dos
revestimentos. A realização da aspersão térmica foi feita utilizando e método
de aplicação HVOF.
O revestimento 1310 VM é um Carbeto de tungstênio e níquel, possui
características como uma ótima resistência à corrosão, e é excelente na
resistência ao desgaste, assim como o Colmonoy 88HV, que difere apenas por
ter o níquel como base. O revestimento Woka 3102 é um compósito, ou
cermet, por possuir em sua composição química, um percentual de material
Usinagem dos corpos de
prova
Limpeza dos corpos de
provas
Aplicação da camada de
revestimento através de
aspersão térmica
Analises Micrográficas
Analise de porosidade
Ensaio de microdureza
Ensaio de rugosidade
19
cerâmico WC (Carbeto de tungstênio) sobre uma matriz metálica de Co
(Cobalto), possui alta dureza [GEREMIA, 2006]. A classificação do Woka 3102
é baseada em carbeto de tungstênio, quimicamente 88WC-12Co, possui uma
morfologia esferoidal, com uma densidade aparente de 2.9 – 5.3 g/cm³, o
propósito de aplicar um material com essa composição química é a resistência
ao desgaste, e a sua temperatura de trabalho é ≤ 500 °C (930 °F).
A liga Diamalloy 1005 (Inconel 625) possui uma porcentagem alta de
níquel, tem ótima resistência ao desgaste, tem excelente resistência à
corrosão, à alta temperatura, e à carbonização. O CU–104–2 é uma liga de
bronze, possui quase 90 % de Cu e quase 10% de aluminio, possui uma
dureza mais baixa e um corte mais fino do pó, em contrapartida tem excelente
resistência mecânica à alta temperatura.
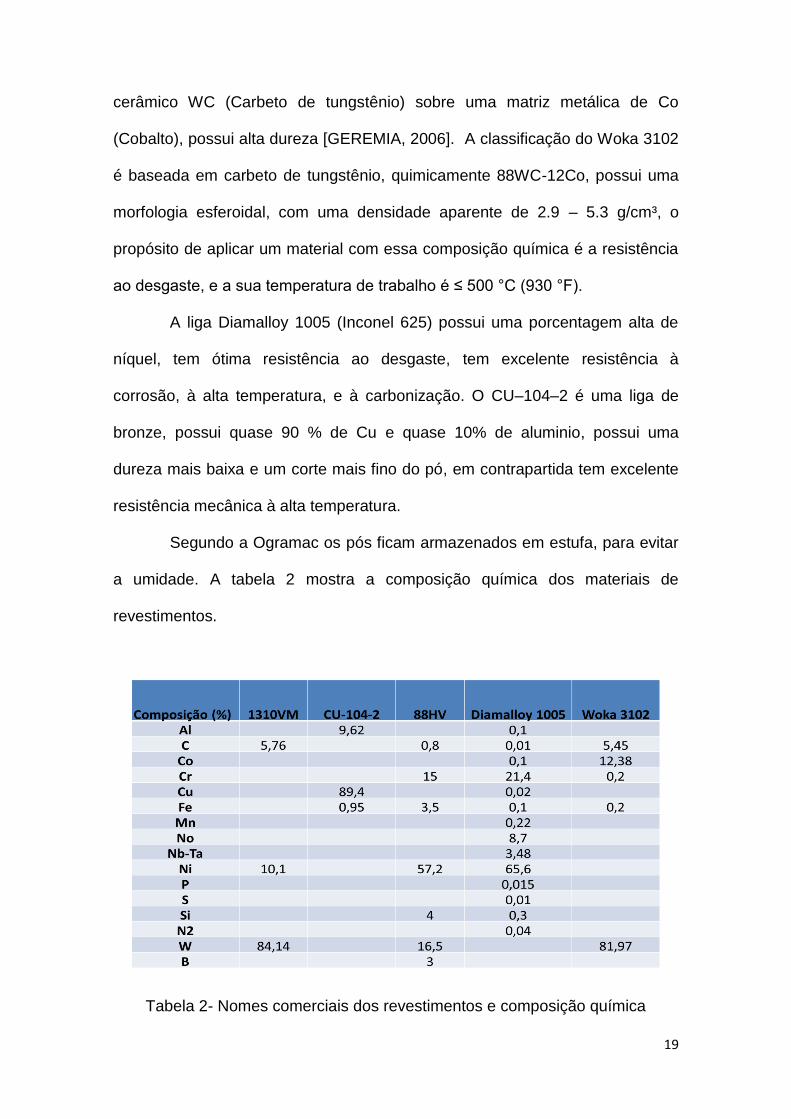
Segundo a Ogramac os pós ficam armazenados em estufa, para evitar
a umidade. A tabela 2 mostra a composição química dos materiais de
revestimentos.
Tabela 2- Nomes comerciais dos revestimentos e composição química

20
4.3. Métodos
As superfícies tem que ser adequadamente preparada, isso é de
fundamental importância para as superfícies a serem aspergidas. Em alguns
casos a rugosidade do substrato pode influenciar na rugosidade do
revestimento. A preparação do substrato consiste em limpeza, texturização,
camada de ligação e preaquecimento (LIMA, 2007).
A superfície deve ser protegida contra contaminações até a aspersão
ou texturização. O processo de limpeza é dividido em duas categorias: química
e mecânica. A limpeza química é subdivida em: divergência; desengraxamento;
e decapagem ácida. A divergência ou limpeza alcalina é um dos meios mais
efetivos para remoção de graxa, óleo, pó e partículas de metal soltas na
superfície. As composições dos compostos para a limpeza variam de acordo
com o material (LIMA, 2007).
O desengraxamento é a remoção de impurezas através de solventes a
quente, sendo eficiente quando são óleos ou graxas com grau de
contaminação leve. A decapagem acida deve ser realizada após o desengraxe,
consiste na remoção da camada de óxido, hidróxidos e sulfetos, sendo
responsável pela espessura final destas camadas (LIMA, 2007).
A limpeza mecânica se baseia no principio de abrasão, onde é possível
a remoção de camadas orgânicas ou inorgânicas da superfície, podendo ser
manuais (escovação, martelamento, etc.), ou mecanizados (usinagem,
jateamento abrasivo, raspagem, polimentos, etc.) (LIMA, 2007).
Para ser realizada a metalização, houve um procedimento com as
seguintes etapas de preparação: limpeza química utilizando decapagem acida
e desengraxante, limpeza mecânica (jateamento abrasivo) utilizando oxido de

21
alumínio novo, álcool e secador. Após isso os corpos de prova foram secos e
encaminhados para a realização do processo de aspersão. O substrato deve
apresentar alta rugosidade, pois a adesão da camada é mecânica, dependendo
então do acabamento do substrato e não do tipo de substrato.
A aplicação da camada foi feita através da tocha e com um operador
experiente, o processo HVOF descreve que o tamanho das partículas de pó
usado no processo é usualmente de 5 a 45 µm. A taxa de alimentação de pós
varia de 20 a 80 g/min. Os corpos de provas aspergidos foram enviados para
analise.
De posse dos corpos de prova com revestimentos depositados por
aspersão térmica, determinou-se o aspecto, espessura e medidas da
porcentagem de porosidade das camadas produzidas. Para tanto, a
preparação metalográfica das amostras foi realizada de acordo com as
seguintes etapas: lixamento na seção longitudinal dos corpos de prova
utilizando lixa 80, embutimento em baquelite, preparação micrografica
convencional com lixamento em lixa d’água 120, 220, 320, 400 e 600, seguido
de polimento final (poletriz modelo PL 02 ETD) com pasta de diamante 3 µm, e
ataque químico com nital 2%. As análises metalográficas foram realizadas no
Microscópio Eletrônico de Varredura (MEV), obtidas na Central de Análises
Químicas Instrumentais do Instituto de Química de São Carlos
(CAQI/IQSC/USP) em um equipamento ZEISS LEO 440 (Cambridge, England).
Para o cálculo da porosidade, foram obtidas imagens de 3 regiões
diferentes com 200x e 1000x de aumento.
O procedimento segue a norma ASTM E2109-07, a qual descreve dois
métodos de analise: método de teste A que é por comparação direta, e método
22
de teste B que é por analise de imagem. O método utilizado foi o B, que
determina que a análise deva ser realizada utilizando microscópio metalúrgico
de reflexão de luz, em pé ou invertido, equipado com objetivas adequadas e
interconectado com um sistema de captura e analise de imagens vídeo digitais.
A amostra é colocada adequadamente preparada (embutida, lixada e polida
com acabamento espelhado, sem riscos) no microscópio e direcionada a
imagem para a tela de visualização. Deve ser selecionada uma ampliação que
permita a resolução de vazios e melhor preencha a tela com a total espessura
do revestimento. Se alguma parte do substrato ou da montagem ficar visível na
tela deve ser eliminada de maneira que somente a camada fique visível para
analise, sendo assim possível calcular a área percentual de porosidade.
É importante considerar todos os espaços vazios que contribuam de
forma significativa para a área de porosidade percentual total. Uma vez que a
melhor ampliação tenha sido determinada, ajustar os diafragmas de abertura e
de campo do microscópio para uma melhor resolução e contraste, deve-se
saturar a luz de acordo com o fabricante do sistema, se necessário incorporar o
corretor de sombreamento adequado.
Em seguida é preciso fazer a segmentação da porosidade no campo
de visão, que consiste em selecionar a gama apropriada de escalas cinza
usadas para criar uma imagem binária, como ilustra a figura 8. Deve-se tomar
cuidado para não detectar quaisquer óxidos e nem alterar significativamente à
área percentual de porosidade quando empregado quaisquer funções de
processamento de imagem binária.
Após realizar a rotina de processamento de imagem e a limitação de
campo tenha sido apropriadamente desenvolvida, deve-se verificar os vários

23
campos de visão para assegurar que a detecção da porosidade está correta.
Deve-se tomar cuidado para não se sobrepor a um campo medido
anteriormente, não incorporar qualquer técnica que elimine as características
do revestimento que estiverem tocando a borda de uma imagem. Na figura 10
é possível visualizar que os poros apresentam-se em tons mais escuros.
a) b)
c) d)
Figura 10 – (a) Amostra antes da conversão de cores ( Diamalloy 1005), (b)
Amostra após a conversão de cores (Diamalloy 1005), (c) Amostra antes da
conversão de cores (Cu-104-2), (d) Amostra após conversão de cores (Cu-104-
2)
24
Foram realizados ensaios de dureza do material base e nos
revestimentos depositados por aspersão térmica utilizando um microdurômetro
MITUTOYO modelo HM 220 com escala HV, com carga de 100g, ensaio
realizado no laboratório da FATEC – Sorocaba. As medidas de rugosidade Ra
foram realizadas em um rugosímetro portátil Mitutoyo, modelo 178953-4 A,
pertencente ao Laboratório de Materiais da Fatec-Sorocaba.

25
5. Resultados e discussões
5.1 Analises Micrográfica
As análises metalograficas consistem na inspeção de seções
transversais dos revestimentos utilizando, em geral, microscopia óptica ou
eletrônica de varredura. Estas análises permitem detectar e medir espessura
do revestimento, porosidade, óxidos, partículas não fundidas, contaminações,
delaminação do revestimento e da interface / substrato (LIMA, 2007).
As Figuras 11 a 15 ilustram a micrografia e a determinação da
espessura das camadas produzidas por aspersão térmica estudadas neste
trabalho. Pode-se observar que a variação da espessura depende do material
de revestimento depositado. Houve uma variação na espessura depositada no
substrato, as quais se apresentaram entre 110 µm e 368 µm de variação.
O revestimento Woka 3102 apresenta uma em espessura entre
283,15µm e 229,27 µm, com dois pontos de medição. A foto foi tirada com
300x de aumento. Na amostra 1310 VM, o revestimento apresenta uma
espessura menor com o 1º ponto de 110,54 µm e o 2º ponto com 134,31 µm,
com um aumento de 800x. O revestimento de Cu-104-02 possui uma
espessura de 154,68 µm no 1º ponto e 162,92 µm no 2º ponto, com aumento
de 500x. A espessura do revestimento Diamalloy 1005 apresenta 256,74 µm e
255,68 µm 1º e 2º ponto respectivamente, em um aumento de 300x. Já o
revestimento Colmonoy 88 HV, possui uma espessura bem maior do que as
outras, com 367,68 µm no 1º ponto e 357,11 µm no 2º ponto, com um aumento
de 300x.

26
Figura 11 - Woka 3102
Figura 12 – 1310 VM
Figura 13 – Cu-104-2

27
Figura 14 – Diamalloy 1005
Figura 15 – Colmonoy 88 HV
A Tabela 3 ilustra a espessura dos cinco tipos de revestimentos
estudados neste trabalho.
Materiais Espessura ( µm)
min. max.
Woka 3102 229,27 283,15
1310 VM 110,54 134,31
Cu-104-02 154,68 162,92
Diamalloy 1005 255,68 256,74
Colmonoy 88 HV 357,11 367,68
Tabela 3- Espessura em µm de cada revestimento.
28
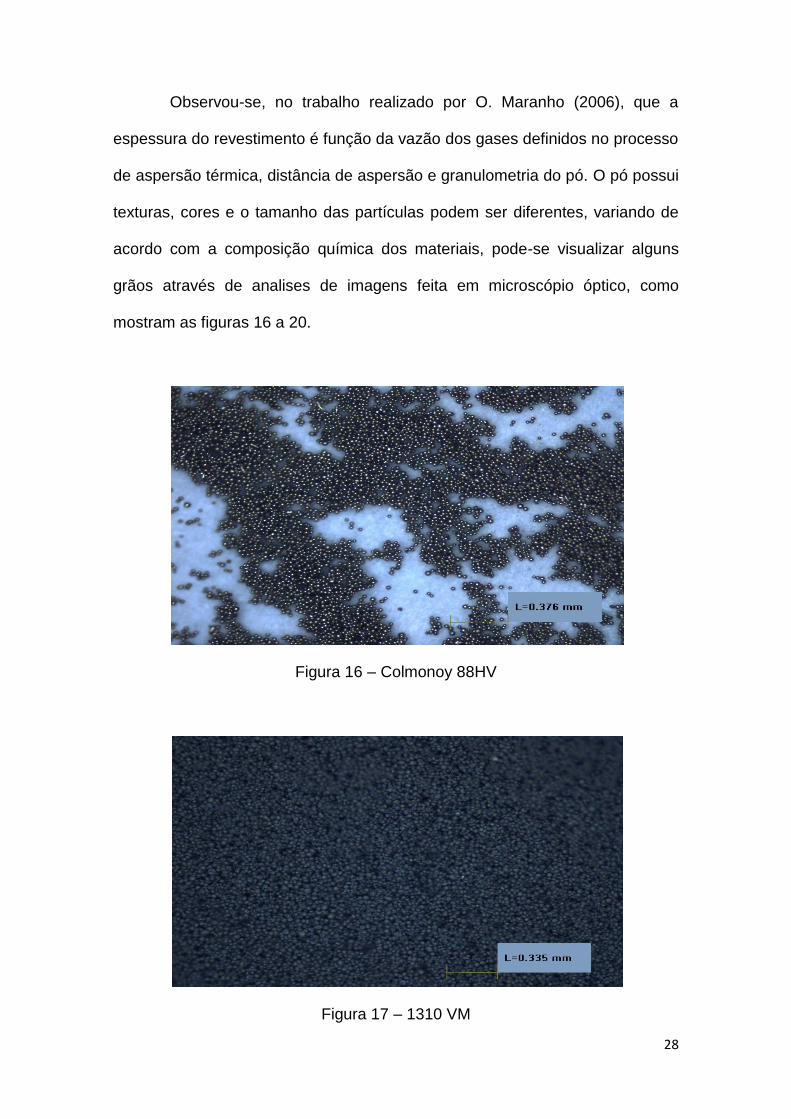
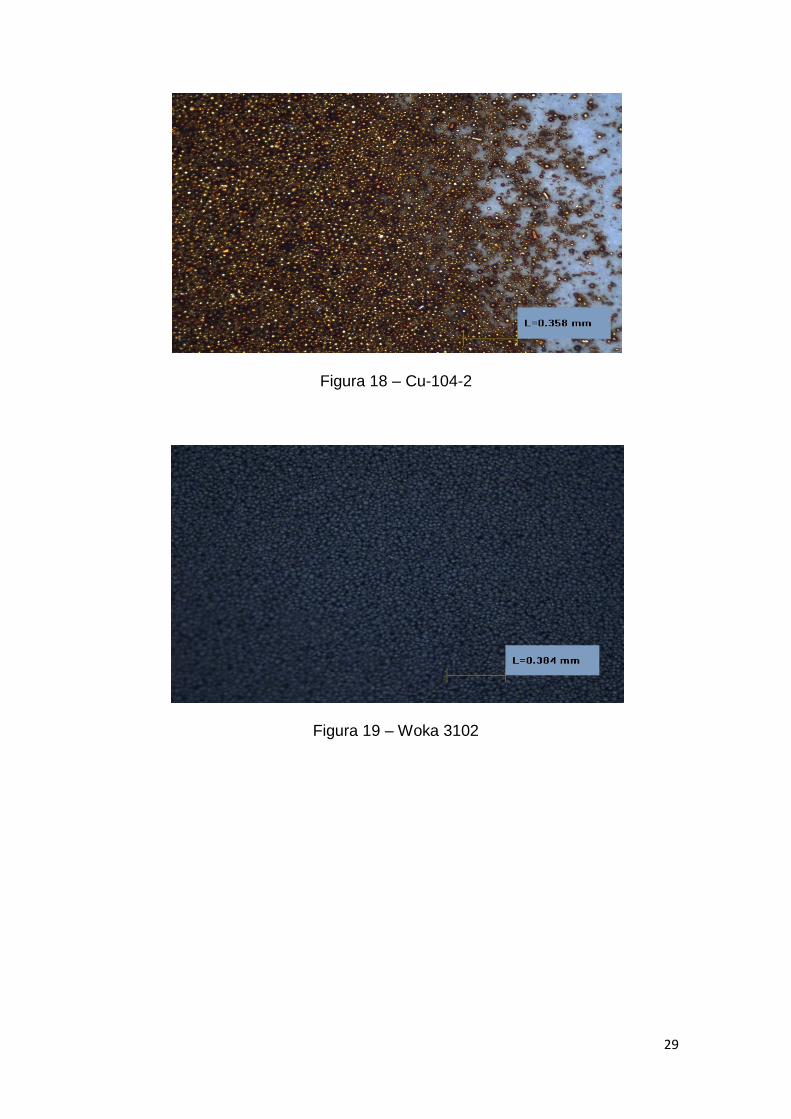
Observou-se, no trabalho realizado por O. Maranho (2006), que a
espessura do revestimento é função da vazão dos gases definidos no processo
de aspersão térmica, distância de aspersão e granulometria do pó. O pó possui
texturas, cores e o tamanho das partículas podem ser diferentes, variando de
acordo com a composição química dos materiais, pode-se visualizar alguns
grãos através de analises de imagens feita em microscópio óptico, como
mostram as figuras 16 a 20.
Figura 16 – Colmonoy 88HV
Figura 17 – 1310 VM
29
Figura 18 – Cu-104-2
Figura 19 – Woka 3102

30
Figura 20 – Diamalloy 1005
O tamanho das partículas não influenciou nos resultados obtidos de
porosidade, percebe-se que os grãos possuem certa igualdade, porém a uma
pequena variação no tamanho de um grão para outro, os grãos 1310 VM e o
Woka 3102, são muito parecidos isso pode ser devido sua composição
química, pois os dois possuem um valor acima de 80% de tungstênio em sua
composição. Através da analise de espessura e das partículas foi possível
observar que o tamanho da espessura variou de acordo com o processo de
operação e quantidade de passes dado pelo operador da tocha.
Para a revelação da microestrutura do substrato foi realizado o ataque
químico com nital 2%, onde encontrou-se uma matriz de ferrita com grãos de
perlita, a microestrutura ficou visível na figura 21.

31
Figura 21 – Amostra atacada para revelação da microestrutura do substrato
5.2. Analise de porosidade
As análises dos poros foram feitas de acordo com a norma ASTM E-
2109 método B. Foram escolhidos 3 campos aleatórios para analise de cada
material. Observou-se que em 4 amostras a porcentagem excedeu 2%. Na
tabela 4 é possível observar a porcentagem dos poros por amostra, e a média.
Materiais % de porosidade por nº de campos medidos Boletim técnico
1º campo 2º campo 3º campo Média % Tamanho de
partícula
1310 VM 2,741 1,516 2,877 2,378 44 µm
Colmonoy 88 HV 0,618 3,992 1,625 2,078 88 + 15 µm
Cu- 104-02 2,652 3,197 4,508 3,452 53 + 5 µm
Diamalloy 1005 1,888 1,397 1,831 1,705 45 + 11 µm
Woka 3102 3,488 1,508 1,452 2,149 45 + 15 µm
Tabela 4 - Analise da porcentagem de porosidade
32
Pesquisadores têm verificado que os processos e parâmetros de
aplicação de camadas influenciam de forma significativa na porosidade dos
revestimentos produzidos por aspersão térmica, em que os revestimentos
depositados pelo método HVOF apresentaram menores porosidades dentre os
métodos de Arc Spray, Flame-spray e LVOF estudados (Guerrero, 2006;
Macedo, 2006; Casteletti, 2010; Varavallo, 2012).
Alguns poros ficaram visíveis nas imagens da figura 22, feitas no MEV
com 2000x à 3500 x de aumento.

33
a) b)
c) d)
e)
Figura 22 – Imagens dos revestimentos realizadas no MEV, (a) Woka 3102
(2000x), (b) 1310 VM (3500x), (c) Cu-104-02 (3000x), (d) Diamalloy 1005
(2000x), (e) Colmonoy 88 HV (2000x)

34
O processo HVOF produz revestimentos com menor porosidade devido
aos materiais serem utilizados na forma de pó, os quais se fundem durante o
processo de HVOF e formam pequenas gotículas liquidas que aderem na
camada e vão se contrapondo, caracterizando uma união mais consistente
entre as partículas aspergidas. Resultados experimentais (LIMA, 2007)
sugerem que existem dois tipos de poros: os poros grosseiros que se
apresentam devido ao incompleto preenchimento dos interstícios entre
partículas previamente depositadas; e os finos que tem sido interpretado como
incompleto contato entre lamelas durante o processo de formação do
revestimento.
Observa-se que a porosidade das camadas estudadas obtiveram
valores muito próximos, devido ao processo de aspersão utilizado ter sido o
mesmo para todos os materiais estudados. Porém, apesar de pequena,
observa-se uma diferença entre os valores da porosidade encontrada.
De acordo com a porosidade descrita no boletim técnico do fabricante
dos pós, as variações nos resultados de porosidade encontradas neste
trabalho, ficaram dentro dos padrões, tanto do boletim quanto dos padrões do
método de aplicação HVOF. O boletim descreve uma porosidade de < 2% para
o Colmonoy 88 HV, de 1 à 4% para o 1310 VM, de < 1% para o Woka 3102, e
de < 1% para o Diamalloy 1005, e para o revestimento do material de Cu -104 -
2 não há informações sobre a porosidade. Devem-se levar em conta os
parâmetros de aplicação que influenciaram nos resultados encontrados neste
trabalho, por isso houve uma pequena variação no percentual encontrado, em
relação ao que descreve o boletim. É considerável que cada pó possui sua
característica, mesmo sendo utilizado o mesmo método para todas as

35
aplicações, os parâmetros de aplicação modificam-se de uma camada para
outra.
Este trabalho terá continuidade em pesquisas futuras através do
desenvolvimento de mestrado, no qual poderá ser possível definir de forma
mais clara e completa, como os parâmetros de aplicação dos revestimentos
influenciaram nos valores de porosidade analisadas.
5.3. Ensaios de microdureza
Testes de microdureza Vickers são de praticas constantes usados para
avaliar a dureza de todos os tipos de revestimentos, o método Vickers resulta
de uma divisão da carga aplicada pela área de endentação (LIMA, 2007). O
indentador é uma pirâmide de diamante cujas dimensões variam dependendo
da carga aplicada, esse procedimento segue a norma ASTM E-384-89 para
medidas de microdurezas (LIMA, 2007).
Foram realizados os ensaios de microdureza Vickers de cada material.
O substrato AISI 1020 apresentou uma microdureza de aproximadamente 200
HV. Os revestimentos 1310 VM, Woka 3102 e Colmonoy 88 HV, apresentam
respectivamente uma dureza elevada, já o revestimento Diamalloy 1005
apresentou dureza média, e o Cu-104-02 teve uma dureza média próxima ao
do substrato.
Os valores da microdureza dos revestimentos podem ser observados
na tabela 5.
36
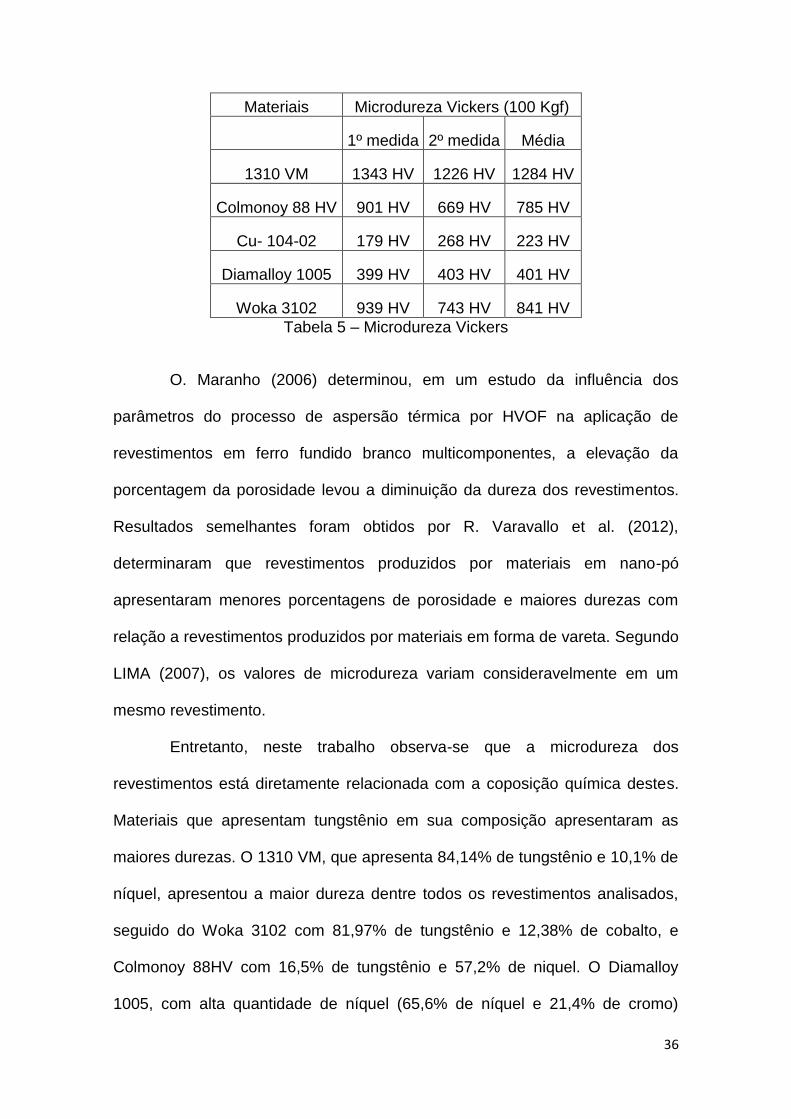
Materiais Microdureza Vickers (100 Kgf)
1º medida 2º medida Média
1310 VM 1343 HV 1226 HV 1284 HV
Colmonoy 88 HV 901 HV 669 HV 785 HV
Cu- 104-02 179 HV 268 HV 223 HV
Diamalloy 1005 399 HV 403 HV 401 HV
Woka 3102 939 HV 743 HV 841 HV
Tabela 5 – Microdureza Vickers
O. Maranho (2006) determinou, em um estudo da influência dos
parâmetros do processo de aspersão térmica por HVOF na aplicação de
revestimentos em ferro fundido branco multicomponentes, a elevação da
porcentagem da porosidade levou a diminuição da dureza dos revestimentos.
Resultados semelhantes foram obtidos por R. Varavallo et al. (2012),
determinaram que revestimentos produzidos por materiais em nano-pó
apresentaram menores porcentagens de porosidade e maiores durezas com
relação a revestimentos produzidos por materiais em forma de vareta. Segundo
LIMA (2007), os valores de microdureza variam consideravelmente em um
mesmo revestimento.
Entretanto, neste trabalho observa-se que a microdureza dos
revestimentos está diretamente relacionada com a coposição química destes.
Materiais que apresentam tungstênio em sua composição apresentaram as
maiores durezas. O 1310 VM, que apresenta 84,14% de tungstênio e 10,1% de
níquel, apresentou a maior dureza dentre todos os revestimentos analisados,
seguido do Woka 3102 com 81,97% de tungstênio e 12,38% de cobalto, e
Colmonoy 88HV com 16,5% de tungstênio e 57,2% de niquel. O Diamalloy
1005, com alta quantidade de níquel (65,6% de níquel e 21,4% de cromo)
37
apresentou uma dureza menor que o Colmonoy 88HV, e o material de menor
dureza foi o Cu-104-2, material a Base de cobre (89,4%) e alumínio (9,62%).
5.4. Ensaio de rugosidade
As superfícies assim produzidas se apresentam como um conjunto de
irregularidades, com espaçamento regular ou irregular que tendem a formar um
padrão ou textura característicos em sua extensão, a rugosidade média (RA) é o
parâmetro mais utilizado em todo o mundo (MAUL, 2001).
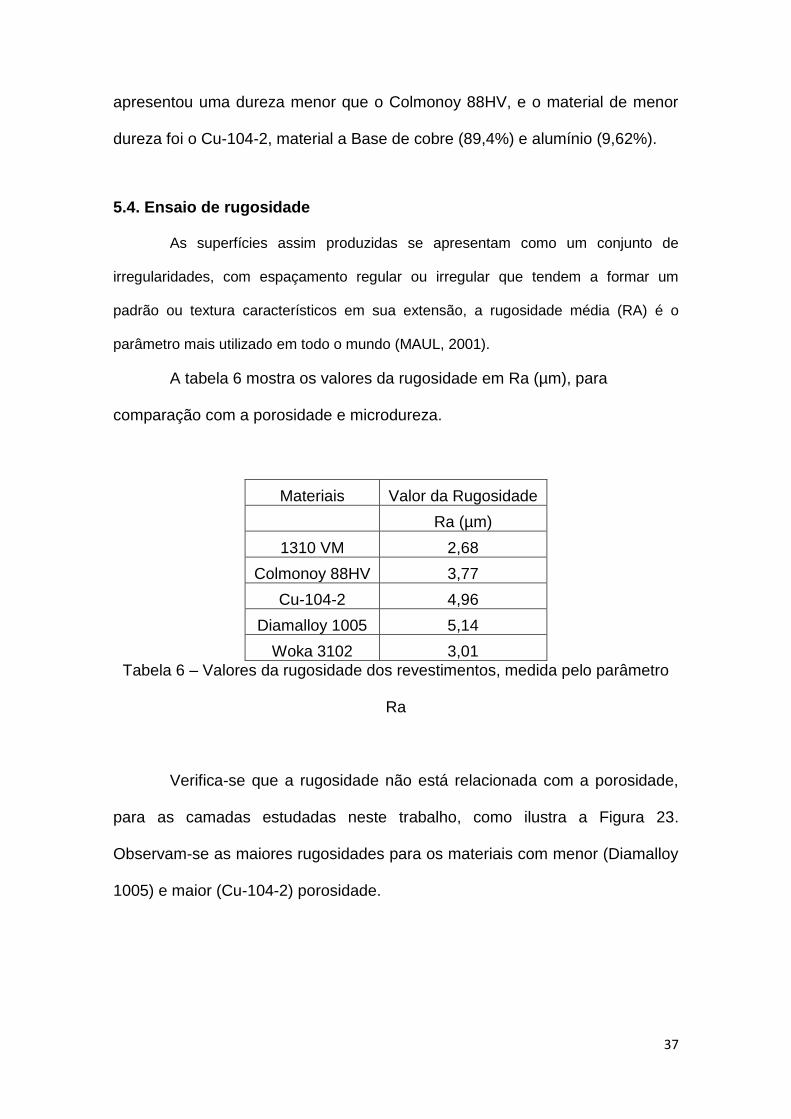
A tabela 6 mostra os valores da rugosidade em Ra (µm), para
comparação com a porosidade e microdureza.
Materiais Valor da Rugosidade
Ra (µm)
1310 VM 2,68
Colmonoy 88HV 3,77
Cu-104-2 4,96
Diamalloy 1005 5,14
Woka 3102 3,01
Tabela 6 – Valores da rugosidade dos revestimentos, medida pelo parâmetro
Ra
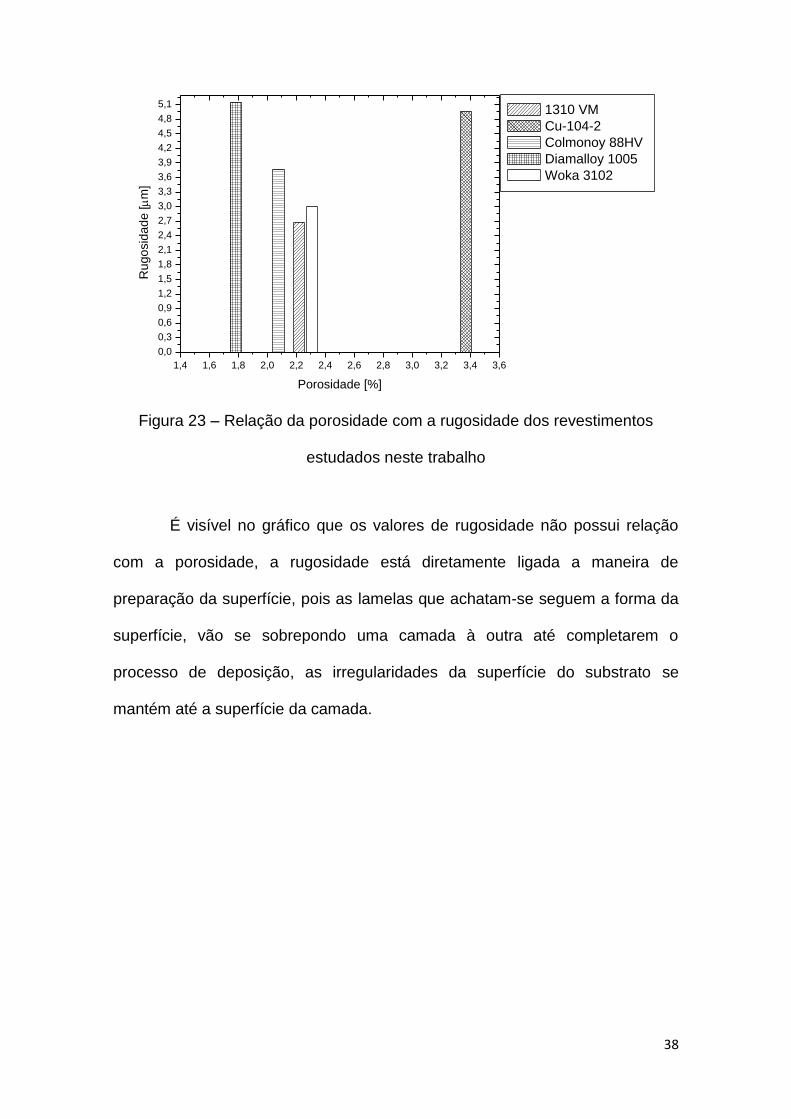
Verifica-se que a rugosidade não está relacionada com a porosidade,
para as camadas estudadas neste trabalho, como ilustra a Figura 23.
Observam-se as maiores rugosidades para os materiais com menor (Diamalloy
1005) e maior (Cu-104-2) porosidade.
38
Figura 23 – Relação da porosidade com a rugosidade dos revestimentos
estudados neste trabalho
É visível no gráfico que os valores de rugosidade não possui relação
com a porosidade, a rugosidade está diretamente ligada a maneira de
preparação da superfície, pois as lamelas que achatam-se seguem a forma da
superfície, vão se sobrepondo uma camada à outra até completarem o
processo de deposição, as irregularidades da superfície do substrato se
mantém até a superfície da camada.
1,4 1,6 1,8 2,0 2,2 2,4 2,6 2,8 3,0 3,2 3,4 3,6
0,0
0,3
0,6
0,9
1,2
1,5
1,8
2,1
2,4
2,7
3,0
3,3
3,6
3,9
4,2
4,5
4,8
5,1
Ru
go
sid
ad
e [
m]
Porosidade [%]
1310 VM
Cu-104-2
Colmonoy 88HV
Diamalloy 1005
Woka 3102

39
6. Conclusão
Um AISI 1020 é um aço de baixo carbono com apenas 0,2% C, tem
características como fácil usinagem, alta tenacidade e baixa dureza, isso faz
com que sejam necessários a deposição de novos revestimentos para se ter
maior resistência ao desgaste e a corrosão. Materiais que recebem esses
revestimentos elevam suas propriedades mecânicas, possuem baixos níveis de
óxidos e baixa porosidade, como por exemplo, a aspersão térmica pelo
processo Hipersônico (HVOF) que é um processo moderno no mercado, utiliza
materiais de revestimentos com uma combinação de cerâmicas e metais, e
ligas de materiais com elevado resistência.
De acordo com os resultados obtidos nesta pesquisa os materiais de
revestimentos 1310 VM, Woka 3102 e colmonoy 88 HV, possuem dureza
elevada devido a sua composição química que inclui ligas de carbeto de
tungstênio a base de níquel.
Analisou-se que os revestimentos apresentaram uma porosidade em
média de 2%, devido ao processo de aspersão térmica utilizado para aplicação
das camadas - HVOF. Esta porosidade não está relacionada à espessura da
camada e dureza dos revestimentos. A espessura da camada está ligada
diretamente a quantidade de passes dado pelo operador.
Observou-se que a rugosidade não está associada com a porosidade
das camadas estudadas neste trabalho, mas está associada ao processo de
preparação da superfície.

40
7. Agradecimentos
A autora agradece primeiramente a Deus pela vida, aos seus
familiares, à orientadora pela dedicação, à empresa Ogramac Indústria e
Comércio Ltda, pela produção das camadas, à FATEC – Sorocaba pela
disponibilização de seus laboratórios e oficina, à CAQI/IQSC/USP.
41
8. Referências
AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM E 2109: Test
method for determining area percentage porosity in thermal sprayed coating.
West Conshohocken, 2007. ASTM International Handbook.
CASTELETTI, L. C.; FERNANDES, F. A. P.; TAKEYA, G. S.; PICON, C. A.;
TREMILIOSI-FILHO, G; AVALIAÇÃO DA RESISTÊNCIA À CORROSÃO DO
AÇO AISI 420 DEPOSITADO POR PROCESSOS VARIADOS DE ASPERSÃO
TÉRMICA, Rem: Revista Escola de Minas, Vol. 63, No 1 (2010).
COUTO. L.C.O.; ASPERSÃO TÉRMICA NA CONSTRUÇÃO METÁLICA-
CIÊNCIA E ARTE “CONTRIBUIÇÃO TÉCNICA A SER APRESENTADA NO
CONSTRUMETAL 2006 – Congresso Latino- Americano da Construção
Metálica – Setembro 2006 – São Paulo – SP – Brasil
GEREMIA, L. Analise do desgaste erosivo em revestimentos aspergidos
termicamente. UFRGS, São Leopoldo, 2006. Disponivel em:
<http://www.rijeza.com.br/sites/default/files/desgaste-erosivo-
revestimentos.pdf>. Acesso em: 15 de Abril de 2013.
GUERRERO, G. E.; PAREDES, R. S.; VLASSOV, D.; PUKASIEWICZ, A.;
Influência da geometria do bocal da pistola de aspersão térmica por arco
elétrico na microestrutura de revestimentos do aço AWS 309L, 17º CBECIMat -
Congresso Brasileiro de Engenharia e Ciência dos Materiais, 15 a 19 de
Novembro de 2006, Foz do Iguaçu/ PR, 2006.
LIMA,C.R.C E TREVISAN,R.E. “Aspersão Térmica – Fundamentos e
Aplicações”. São Paulo, Artliber. 2ª ed., p. 21-76, 2007.
LIMA,C.R.C & TREVISAN,R.E. Ensaios de adesão em revestimentos obtidos
por aspersão térmica a plasma. Unicamp, Unimep. Campinas, Piracicaba.
42
1999. Disponivel em:
<http://www.unimep.br/phpg/editora/revistaspdf/rct13art04.pdf>. Acesso em: 12
de Março de 2013.
MACEDO, C. A. S. Desenvolvimento de Haste Femorial Não Cimentada
Nacional, Validada Por Normas Internacionais. 2007. Tese (Doutorado em
Ciencias Médicas: Cirurgia) – Faculdade de Medicina, Universidade Federal do
Rio Grande do Sul, Porto Alegre/RS, 2007.
MACEDO, D. T.; GOUVÊA, C. A. R.; CRUVINEL, L. B.; NUCCI, R.;
CASTELETTI L. C.; AVALIAÇÃO DE REVESTIMENTOS PRODUZIDOS POR
ASPERSÃO TÉRMICA EM SUBSTRATO DA LIGA DE ALUMINIO 7075 – T3,
17º CBECIMat - Congresso Brasileiro de Engenharia e Ciência dos Materiais,
15 a 19 de Novembro de 2006, Foz do Iguaçu, PR, Brasil.
MANFRINATO, M. D.; VARAVALLO, R.; ROSSINO, L. S.; CAMARGO, F.;
MALUF, O. Metallic Coating Adhesion Obtained Through Spraying Testing. In:
18 Internation Federation for Heat Treatment and Surface Engineering, 2010,
Rio de Janeiro/RJ, 2010.
MARANHO, O. Aspersão Térmica de Ferro Fundido Branco Multicomponente.
2006. 188p. Tese (doutorado em Engenharia Mecânica) – Escola Politécnica
da Universidade de São Paulo, Universidade de São Paulo, São Paulo/SP,
2006.
MARQUES, P. V. Aspersão Térmica. Revista Soldagem & Inspeção, v. 6, n. 10,
p. 21-26, 2001.
MAUL, M. A. Analise por técnica eletroquímica da porosidade de revestimentos
sobre superfícies metálicas. 2001. Dissertação (Mestrado em Engenharia de
Materiais) - Universidade Federal do Paraná, Curitiba/PR, 2001.
43
MENEZES, D. D. Avaliação da resistência à corrosão de revestimentos de
alumínio aplicados pelas técnicas de arco elétrico e chama convencional, em
meio cloreto. 2007. Tese (Doutorado em Ciências em Engenharia Metalurgica e
de Materiais) – Faculdade UFRJ. Universidade Federal do Rio de Janeiro, Rio
de Janeiro/RJ, 2007.
VARAVALLO, R.; MANFRINATO, M. D.; ROSSINO, L. S.; MALUF, O.;
Camargo, F. Adhesion of Thermally Sprayed Metallic Coating. Journal of ASTM
International, v. 9, n. 2, p. 1.11, 2012.
.





























