Embed Size (px)
Citation preview
UNIVERSIDADE FEDERAL DE SANTA CATARINA
CURSO DE ENGENHARIA DE CONTROLE E AUTOMAÇÃO
Projeto FEED de uma Unidade de
Separação de Propeno
Monografia submetida à Universidade Federal de Santa Catarina como requisito para a aprovação da disciplina:
DAS 5511 Projeto de Fim de Curso
Ricardo Seiti Gondo
Florianópolis, Abril de 2008
Projeto FEED de uma Unidade de Separação de Propeno
Monografia submetida à Universidade Federal de Santa Catarina
como requisito para a aprovação da disciplina:
DAS 5511: Projeto de Fim de Curso
Ricardo Seiti Gondo
Florianópolis, abril de 2008

Projeto FEED de uma Unidade de Separação de Propeno
Ricardo Seiti Gondo
Esta monografia foi julgada no contexto da disciplina DAS 5511: Projeto de Fim de Curso
e aprovada na sua forma final pelo Curso de Engenharia de Controle e Automação
Banca Examinadora:
Eng. Raul Sudré Filho Orientador Empresa
Prof. Agustinho Plucênio Orientador do Curso
Prof. Augusto Humberto Bruciapaglia Responsável pela disciplina
Prof. Daniel Juan Pagano, Avaliador
Eduardo Alexandre Raduenz, Debatedor
Humberto Leitão Riella, Debatedor
i
Agradecimentos
Agradeço primeiramente a Deus, que sempre iluminou o meu caminho,
possibilitando a conclusão de mais esta importante etapa de minha vida.
Agradeço à minha família, por estar sempre ao meu lado, apoiando minhas
escolhas e fornecendo todo o suporte necessário para que estas escolhas se
tornassem realidade.
Ao meu orientador Raul Sudré Filho, por sua imensa ajuda no
desenvolvimento deste trabalho e por sua grande dedicação em passar a todos o
seu enorme conhecimento profissional.
Ao meu orientador Prof. Agustinho Plucênio, pelas importantes sugestões
dadas para o desenvolvimento deste trabalho.
A todos da equipe de Instrumentação do projeto, que sempre tiveram
disposição para passarem o conhecimento que possuem.
Aos amigos que me acolheram na Chemtech, tornando mais agradáveis a
adaptação à empresa e o trabalho no projeto.
Aos meus amigos, que comigo compartilharam estes anos de universidade,
sempre presentes tanto nos momentos de descontração quanto nos momentos de
empenho.
Agradeço ainda ao apoio financeiro da Agência Nacional do Petróleo, Gás
Natural e Biocombustíveis (ANP) e da Financiadora de Estudos e Projetos (FINEP),
por meio do Programa de Recursos Humanos da ANP para o Setor do Petróleo e
Gás PRH-34 ANP/MCT.
A todos, meus sinceros agradecimentos.
ii
Resumo
O atual crescimento econômico do Brasil aponta para um aumento
considerável na demanda por poliolefinas. Dessa forma, é exigido um aumento na
produção de petroquímicos básicos, dentre os quais o propeno. Devido à
característica do petróleo brasileiro, o Brasil necessita de fontes alternativas para a
obtenção deste derivado. Para evitar a dependência e os altos custos da
importação, procuram-se alternativas de processos de produção dos petroquímicos
básicos, entre eles o Craqueamento Catalítico em Leito Fluidizado (FCC). O
presente trabalho apresenta o projeto FEED de uma unidade de separação de
propeno em uma refinaria, que produzirá propeno a partir de GLP proveniente de
uma unidade de FCC. O trabalho foi realizado como Projeto de Fim de Curso do
curso de Engenharia de Controle e Automação da Universidade Federal de Santa
Catarina (UFSC). Em relação ao projeto, o trabalho foi realizado na disciplina de
Instrumentação. Serão apresentados a empresa em que o projeto foi desenvolvido,
a Unidade de Separação de Propeno, conceitos de Instrumentação Industrial,
conceitos de projetos de empreendimentos industriais e projeto FEED e o trabalho
realizado pelo autor no projeto.

iii
Abstract
The Brazilian current economic growth points to a considerable increase in the
demand for polyolefins. Thus, it is required an increase in the production of basic
petrochemicals, including propylene. Due to the Brazilian petroleum characteristics,
the country needs alternative sources for obtaining this product. To avoid the
dependence and the high importation costs, alternative production processes of
basic petrochemicals are searched, including the Fluid Catalytic Cracking (FCC).
This paper shows the FEED project of a Propylene Production Unit in a refinery that
will produce propylene from LPG produced in a FCC unit. The work was developed
as the Final Project of the Control and Automation Engineering course at
Universidade Federal de Santa Catarina (UFSC). The work was performed in the
Instrumentation area of the FEED project. This document covers a presentation of
the company where the work was developed, explain the nature of FEED projects,
the Propylene Production Unit, concepts of Industrial Instrumentation, concepts of
industrial ventures projects and FEED projects and finally the work performed by the
author in the project.
iv
Sumário
Agradecimentos................................................................................................. i
Resumo ............................................................................................................ ii
Abstract ........................................................................................................... iii
Sumário ........................................................................................................... iv
Simbologia...................................................................................................... vii
Capítulo 1: Introdução ......................................................................................1
1.1: Contextualização ...................................................................................2
1.1.1: Contextualização no Projeto............................................................2
1.1.2: Contextualização no Curso .............................................................2
Capítulo 2: A Empresa .....................................................................................4
2.1: Chemtech...............................................................................................4
2.2: REGAP ..................................................................................................6
2.2.1: Unidade de Separação de Propeno ................................................7
2.2.1.1: Seção de Alimentação de Carga ..............................................7
2.2.1.1.1: FCC – Craqueamento Catalítico em Leito Fluidizado ........8
2.2.1.2: Seção de Depropanização........................................................8
2.2.1.3: Seção de Tratamento Cáustico ................................................8
2.2.1.4: Seção de Desetanização..........................................................9
2.2.1.5: Seção de Separação de C3 ......................................................9
Capítulo 3: Fundamentação Teórica ..............................................................10
3.1: Instrumentação Industrial.....................................................................10
3.2: Instrumentação Convencional .............................................................14
3.2.1: Protocolo HART ............................................................................16

v
3.3: Redes de Campo .................................................................................19
3.3.1: Vantagens da instrumentação em rede ........................................20
3.3.2: FOUNDATION Fieldbus ................................................................24
3.3.2.1: A Tecnologia FOUNDATION Fieldbus....................................25
3.3.2.1.1: Camada Física .................................................................28
3.3.2.1.2: Pilha de Comunicação .....................................................30
3.3.2.1.3: Camada do Usuário .........................................................32
3.3.2.2: Vantagens do FOUNDATION Fieldbus ..................................33
3.3.2.2.1: Redução de equipamentos ..............................................33
3.3.2.2.2: Redução de cabos ...........................................................35
3.3.2.2.3: Quantidade e qualidade dos dados..................................35
3.3.2.2.4: Manutenção .....................................................................36
3.3.2.2.5: Interoperabilidade ............................................................36
Capítulo 4: Projeto FEED ...............................................................................37
4.1: FEED ...................................................................................................41
4.2: FEED da Unidade de Separação de Propeno da REGAP...................42
Capítulo 5: Trabalho Desenvolvido.................................................................43
5.1: Documentos elaborados ......................................................................44
5.1.1: Detalhes Típicos de Instalação .....................................................44
5.1.1.1: Exemplos de Detalhes Típicos de Instalação .........................46
5.1.1.1.1: Detalhes Típicos de Instalação ao Processo ...................48
5.1.1.1.2: Detalhes Típicos de Instalação Elétrica ...........................51
5.1.1.1.3: Detalhes Típicos de Instalação Pneumática ....................53
5.1.2: Levantamento de Quantitativos de Materiais ................................55
5.1.2.1: Eletrodutos Rígidos.................................................................56
5.1.2.2: Envelopes de concreto ...........................................................58
vi
Capítulo 6: Conclusões e Perspectivas ..........................................................62
Bibliografia:.....................................................................................................63
Anexo A: Detalhe Típico de Instalação ao Processo ...................................65
Anexo B: Detalhe Típico de Instalação Elétrica ...........................................66
Anexo C: Detalhe Típico de Instalação Pneumática....................................67
Anexo D: Exemplo de folha de sumário.......................................................68
Anexo E: Levantamento de Quantitativos de Materiais ...............................69
vii
Simbologia
CLP - Controlador Lógico Programável
FCC – Fluid Catalytic Cracking (Craqueamento Catalítico em Leito Fluidizado)
FEED – Front End Engineering Design
FSK – Frequency Shift Keying (Chaveamento por Deslocamentos de
Freqüência)
HART – Highway Addressable Remote Transducer
IEC – International Electrotechnical Commission
ISA – The Instrumentation, Systems, and Automation Society
ISO – International Organization for Standardization
GLP – Gás Liquefeito de Petróleo
LAS – Link Active Scheduler
OSI – Open System Interconnection
REGAP – Refinaria Gabriel Passos - PETROBRAS
SDCD - Sistema Digital de Controle Distribuído
1
Capítulo 1: Introdução
O atual crescimento econômico do Brasil aponta para um aumento
considerável na demanda por poliolefinas1. No ano de 2007, por exemplo, houve um
aumento de 10,2% na demanda por polipropileno, e foram consumidas 1,227 milhão
de toneladas do produto [ 1 ]. Dessa forma, é exigido um aumento na produção de
petroquímicos básicos, dentre os quais o propeno. Devido à característica naftênico-
aromática do petróleo brasileiro, que gera não só um rendimento menor de nafta2,
mas também a produção de nafta de qualidade inferior, o Brasil necessita de fontes
alternativas para obtenção deste derivado. Para evitar a dependência e os altos
custos da importação, procuram-se alternativas de processos de produção dos
petroquímicos básicos, entre eles o Craqueamento Catalítico em Leito Fluidizado
(FCC).
Este trabalho visa mostrar o que é e como foi realizado o projeto FEED de
uma unidade de separação de propeno em uma refinaria. O projeto foi realizado no
escopo da disciplina Projeto de Fim de Curso, com o objetivo de consolidar os
conhecimentos adquiridos durante o curso de Engenharia de Controle e Automação,
desenvolvendo também capacitação e autoconfiança na geração de soluções
através da execução de um projeto prático.
O documento está estruturado da seguinte forma: ainda neste capítulo, o
trabalho será contextualizado dentro do projeto e do curso; no Capítulo 2:, será
apresentada uma visão geral da empresa, do cliente e da unidade projetada; no
Capítulo 3:, será mostrada a fundamentação teórica de alguns aspectos
relacionados com o projeto; então, no Capítulo 4:, apresentar-se-á o projeto em que
o trabalho foi realizado e, logo após, no Capítulo 5:, a área envolvida e as atividades
1 Polímeros que têm como monômero uma olefina, um hidrocarboneto de cadeia aberta que
apresenta pelo menos uma ligação dupla entre carbonos.
2 Derivado de petróleo utilizado principalmente como matéria-prima da indústria petroquímica
("nafta petroquímica" ou "nafta não-energética") na produção de eteno e propeno, além de outras
frações líquidas, como benzeno, tolueno e xilenos.
2
desenvolvidas no projeto; por final, no Capítulo 6:, será apresentada uma conclusão
sobre o trabalho e perspectivas futuras.
1.1: Contextualização
1.1.1: Contextualização no Projeto
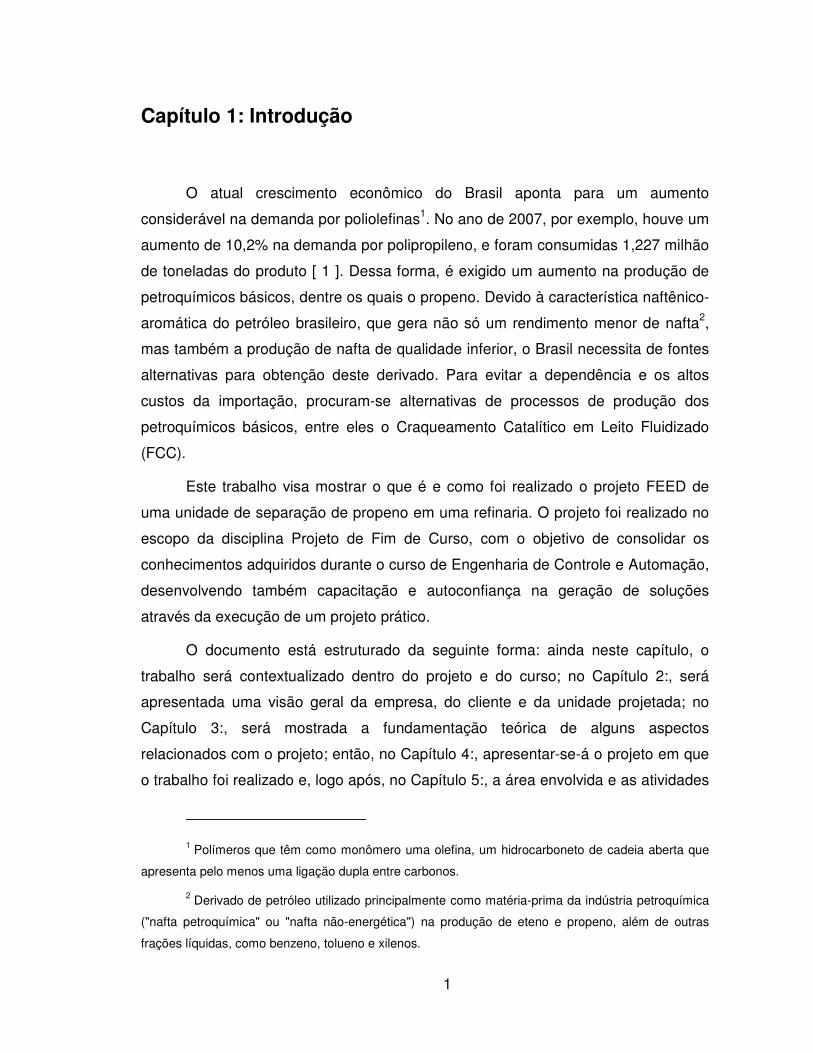
O trabalho foi desenvolvido no escopo do projeto FEED REGAP, que será
mais bem explicado no Capítulo 4. A área técnica do projeto é dividida em
disciplinas, como pode ser observado na Figura 1.1, e o trabalho faz parte da
disciplina de Instrumentação.
Figura 1.1 – Disciplinas do projeto FEED REGAP
1.1.2: Contextualização no Curso
O projeto desenvolvido enquadra áreas relacionadas com diversas disciplinas
do curso de Engenharia de Controle e Automação. Têm-se envolvidos:
• conceitos de arquitetura de computadores industriais e de Controladores
Lógicos Programáveis (CLP), abordados em Informática Industrial I;

3
• conceitos de mecânica dos fluidos vistos em Fenômenos de Transporte,
já que o processo envolve transporte de fluidos e medição de suas respectivas
variáveis;
• conceitos de processos químicos, propriedades e características de
funcionamento de instrumentos e representação de sistemas, expostos em
Processos em Engenharia;
• alguns conceitos de Eletrônica Básica, utilizados para o entendimento do
funcionamento dos transmissores e atuadores;
• assuntos abordados em Medição de Grandezas Mecânicas, tais como
transdução, transmissão e tratamento de sinais, instrumentos e técnicas de
medição;
• conceitos de controle vistos nas disciplinas de Sinais e Sistemas Lineares
e Sistemas Realimentados;
• conceitos como redes de comunicação e redes locais industriais,
expostos em Redes de Computadores para Automação Industrial;
• assuntos abordados em Instrumentação em Controle;
Estão envolvidas também, sem dúvida, áreas relacionadas com as disciplinas
do PRH-34, o Programa de Formação de Engenheiros nas Áreas de Automação,
Controle e Instrumentação para a Indústria de Petróleo e Gás:
• conceitos de petróleo e gás vistos em Fundamentos de Engenharia de
Petróleo e Gás;
• assuntos abordados em Tópicos Especiais em Informática Industrial:
Automação Aplicada à Indústria do Petróleo e Gás, como instrumentação para a
indústria de Petróleo e Gás e redes de campo;
• conceitos de controle expostos em Tópicos Especiais em Controle:
Técnicas de Controle Aplicadas à Indústria de Petróleo e Gás.

4
Capítulo 2: A Empresa
Neste capítulo, serão apresentadas a empresa onde o projeto foi
desenvolvido, a unidade do cliente que receberá a nova planta e a planta cujo
projeto foi realizado.
2.1: Chemtech
Fundada no Rio de Janeiro em 1989 por três engenheiros químicos formados
pelo IME (Instituto Militar de Engenharia), a Chemtech é uma empresa especializada
em serviços e em soluções de TI para indústrias de processo (óleo e gás,
petroquímica e química, metais e mineração, papel e celulose, alimentos e bebidas).
Em março de 2001, a empresa passou a fazer parte do grupo Siemens e foi inserida
na divisão I&P (Industry and Plants) do grupo I&S (Industrial Solutions and
Services). No início deste ano de 2008, com a reestruturação da Siemens mundial, a
empresa passou para a divisão Oil & Gas do setor Energy.
Entre seus clientes estão Petrobras, Ambev, Nestlé, Monsanto, ExxonMobil,
Saudi Aramco, Shell e ChevronTexaco. A empresa trabalha ainda com as 10
maiores empresas químicas e petroquímicas do Brasil, com as 5 maiores papeleiras,
as 4 maiores mineradoras, 3 das 5 maiores siderúrgicas e 4 das 6 maiores
indústrias de produtos para consumidores, de acordo com ranking da revista Exame.
Com mais de 15 anos de atuação no mercado de óleo e gás, a Chemtech
possui larga experiência e comprovada atuação no desenvolvimento de soluções
para refinarias de petróleo no mundo inteiro. Só no Brasil, 90% das unidades de
refino da Petrobras já contam com as soluções e com o suporte técnico da
Chemtech, gerando um total de mais de 30 projetos desenvolvidos para este
mercado. Entre estas unidades de refino com soluções da Chemtech, encontra-se a
REGAP, onde a nova planta, alvo deste projeto, será construída.

5
Com escritórios no Rio de Janeiro (RJ), São Paulo (SP), Salvador (BA), Belo
Horizonte (MG), Manaus (AM), Porto Alegre (RS) e Houston (Texas, EUA), a
Chemtech atua em diversas áreas, como pode ser visto na figura seguinte.
Figura 2.1 – Áreas de atuação da Chemtech
A Chemtech oferece basicamente três grandes grupos de soluções:
• Conceituar e projetar
No projeto conceitual e na engenharia básica é feito um uso intensivo da
simulação de processos e da fluidodinâmica computacional. O objetivo é chegar aos
melhores arranjos e dimensões de equipamentos e às melhores condições
operacionais para os processos de transformação e agregação de valor que
ocorrem nas indústrias.
• Negócios e processos
Fluxo de informação entre o chão de fábrica e o nível corporativo do cliente.
Inclui desde o serviço de automação industrial até a integração com os sistemas
ERP, envolvendo a implantação dos sistemas de informação e de sistemas LIMS e
MES. O objetivo é desenvolver a integração entre as diversas áreas da empresa a
fim de maximizar seu desempenho como um todo.
6
• Operação e produção
Otimização do processo e da produção. Inclui a sintonia de malhas de
controle, o controle avançado do processo, a otimização e o planejamento e a
programação avançada de produção. O objetivo é elaborar e executar estratégias
para o melhor aproveitamento das oportunidades da empresa em relação aos
recursos e às restrições existentes.
2.2: REGAP
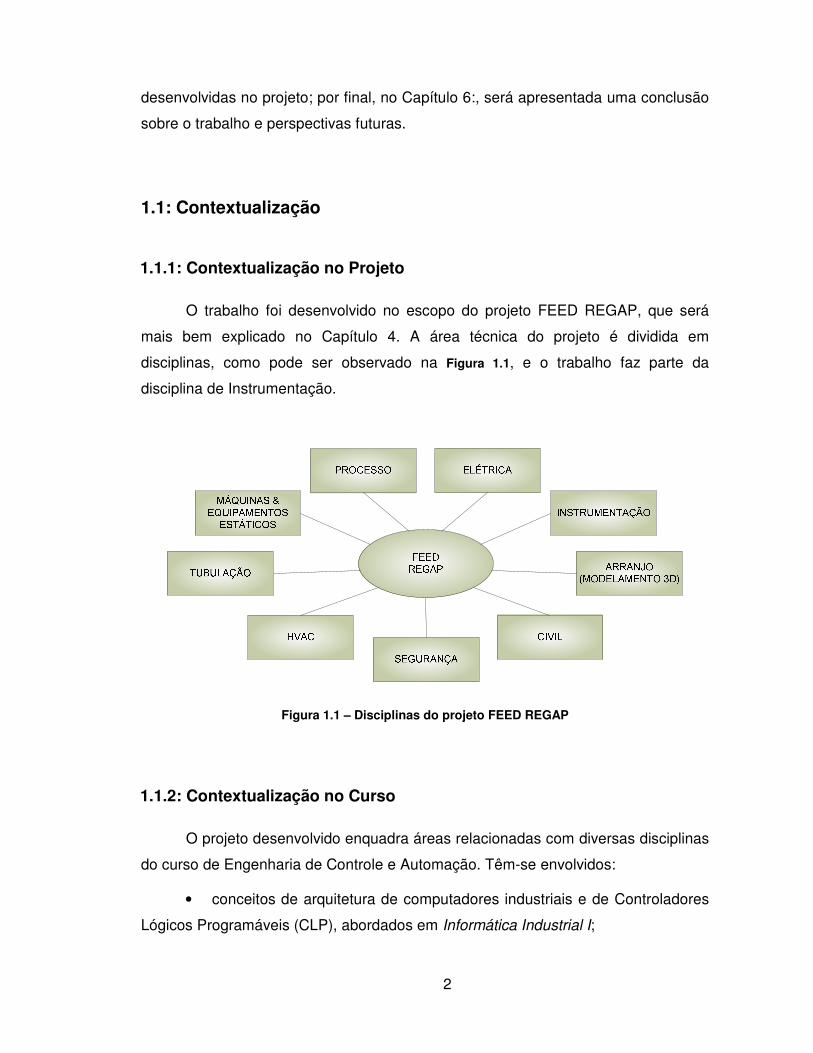
A Refinaria Gabriel Passos – REGAP está localizada no município de Betim,
MG. Ela possui uma área de aproximadamente 12,5 km² e tem uma capacidade
instalada de 151 mil barris/dia. A refinaria tem o nome do engenheiro Gabriel
Resende Passos que, ao ocupar o cargo de Ministro das Minas e Energia, lutou pela
instalação da unidade em Minas Gerais. As obras começaram em 1962 - pouco
antes da morte dele. Em 30 de março de 1968, a refinaria foi inaugurada, no que na
época era considerada zona rural. Hoje, tudo faz parte da área metropolitana de
Belo Horizonte [ 2 ].
Figura 2.2 – Vista aérea de uma área da Refinaria Gabriel Passos
7
2.2.1: Unidade de Separação de Propeno
A Unidade de Separação de Propeno é a unidade de processo que compõe o
projeto, ou seja, é a unidade onde o propeno será produzido. As demais unidades
que fazem parte do projeto são unidades de utilidades (vapor, água, ar comprimido),
unidades fornecedoras de matéria-prima, unidades recebedoras do propeno e
unidades de interligação entre estas e a unidade de propeno.
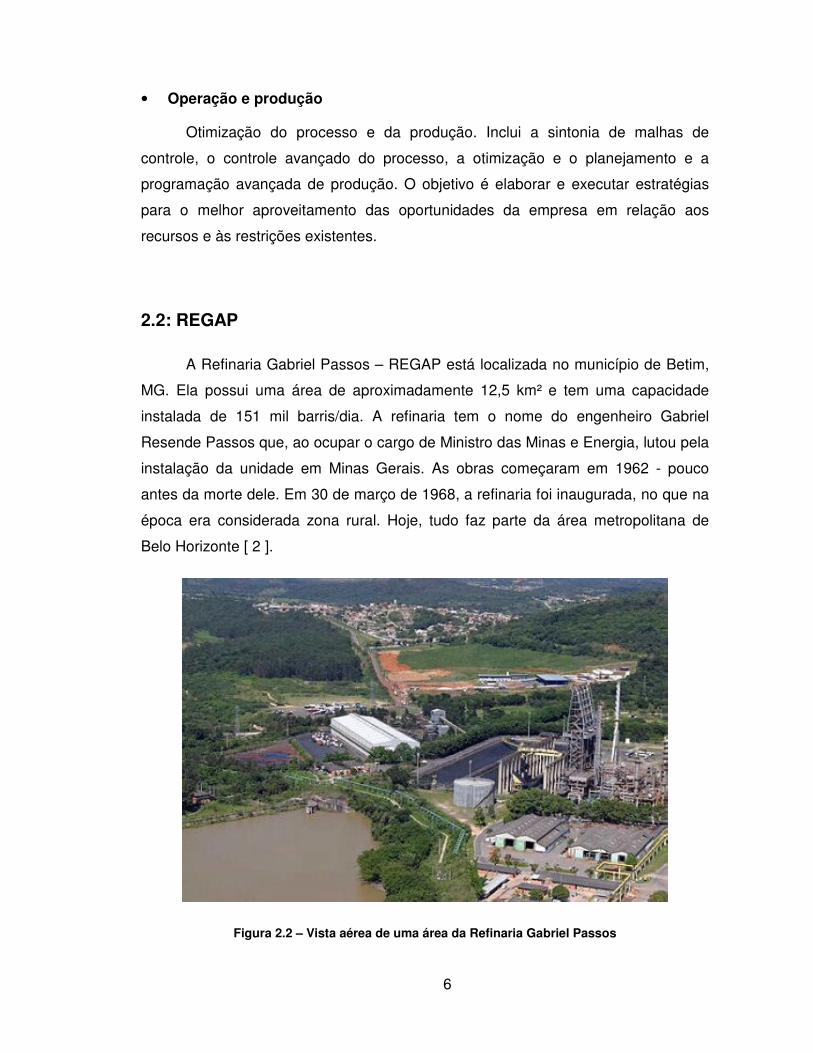
A Unidade de Separação de Propeno da REGAP foi projetada para ter a
capacidade de produzir 112.000 toneladas de propeno de alta pureza (95% molar no
mínimo) por ano. Ela consiste em uma Seção de Alimentação de Carga, três
diferentes colunas de destilação (Depropanizadora, Desetanizadora e Separadora
de C3) e uma Seção de Tratamento Cáustico, conforme pode ser visto na Figura 2.3.
O processo será explicado nos próximos subitens.
GLPGLPGLPGLP
ALIMENTAÇÃO
DEPROPANIZAÇÃO
DEETANIZAÇÃO
TRATAMENTOCÁUSTICO
SEPARAÇÃO
DE
C
C CUT
PROPANO
PROPENOPROPENOPROPENOPROPENO
3
C CUT4C3
C2
3
Figura 2.3 – Esquemático da Unidade de Separação de Propeno
2.2.1.1: Seção de Alimentação de Carga
A Unidade de Separação de Propeno será alimentada por GLP (Gás
Liquefeito de Petróleo) das unidades de FCC (Fluid Catalytic Cracking) existentes na
REGAP. O GLP será acumulado em um vaso, como representado na Figura 2.3, e
será bombeado para a Seção de Depropanização.

8
2.2.1.1.1: FCC – Craqueamento Catalítico em Leito Fluidizado
Durante os anos, a proporção de hidrocarbonetos leves que o mercado
consumidor necessita aumentou em relação aos hidrocarbonetos pesados. Tornou-
se claro que, destilando óleo bruto suficiente para satisfazer este mercado de
hidrocarbonetos leves, haveria muita abundância dos componentes pesados. E isso
inverteu a situação vista no século XIX, quando literalmente gasolina foi jogada fora
já que era processado óleo bruto suficiente para a produção de óleo combustível. A
nova economia viu os preços da gasolina subirem, ao passo que os preços dos
componentes pesados caíram [ 3 ].
Para se lidar com este problema, várias técnicas de craqueamento foram
desenvolvidas, sendo a mais popular o craqueamento catalítico. O Craqueamento
Catalítico em Leito Fluidizado (FCC) é um processo que permite, através da quebra
de moléculas pesadas presentes nos gasóleos e resíduos, a produção de derivados
nobres de alto valor, como gasolina, GLP e petroquímicos básicos, como eteno e
propeno [ 4 ]. Dessa forma, o FCC contribui para solucionar o problema, ajustando a
produção da refinaria às necessidades do mercado consumidor, devido à sua
grande flexibilidade operacional.
2.2.1.2: Seção de Depropanização
O GLP vindo da Seção de Alimentação alimenta a Coluna Depropanizadora.
Nesta coluna, é realizada a separação de C3 dos componentes mais pesados. O
produto de topo, denominado C3 Cut, é bombeado para a Seção de Tratamento
Cáustico, e tem no máximo 0,1% molar de hidrocarbonetos pesados. Já o produto
de fundo, denominado C4 Cut, não interessa ao processo e é bombeado para a
tancagem de armazenamento de GLP da REGAP.
2.2.1.3: Seção de Tratamento Cáustico
Antes de ir para a Seção de Desetanização, o produto de topo da Coluna
Depropanizadora passa por um tratamento cáustico. Tratamentos cáusticos são
9
usualmente utilizados para a remoção de compostos ácidos como gás carbônico
(CO2), gás sulfídrico (H2S), mercaptans (RSH) e fenóis (AROH) [ 5 ]. Neste caso, o
tratamento é utilizado para a remoção dos compostos de enxofre.
Os compostos sulfurados, além de indesejáveis, pois concorrem para
aumentar a polaridade dos óleos (aumentando a estabilidade das emulsões), são os
responsáveis pela corrosividade dos produtos do petróleo, contaminam os
catalisadores utilizados nos processos de transformação e determinam a cor e o
cheiro dos produtos finais. São tóxicos e produzem SO2 e SO3 por combustão,
gases altamente poluentes da atmosfera, os quais formam H2SO3 e H2SO4 em meio
aquoso [ 6 ].
Após o tratamento cáustico, a corrente tem, no máximo, 4 ppm em base
mássica de enxofre.
2.2.1.4: Seção de Desetanização
Depois de passar pela Depropanização e pelo Tratamento Cáustico, o fluido
de processo segue para a Desetanização. Nesta etapa, o etano é separado como
produto de topo da Coluna Desetanizadora e é direcionado para as unidades de
FCC para ser utilizado posteriormente. O produto de fundo, composto
majoritariamente por propano e propeno, segue para a Seção de Separação de C3.
2.2.1.5: Seção de Separação de C3
Neste processo, a corrente vinda da Seção de Desetanização alimenta a
Coluna de Separação de C3, que a separa em propano e propeno. O propano,
produto de fundo da coluna, é bombeado para a tancagem de armazenamento de
GLP da refinaria. O produto de topo é retirado da coluna com especificação de, no
mínimo, 95% molar de propeno, e é o produto final da unidade.
10
Capítulo 3: Fundamentação Teórica
No escopo do projeto da Unidade de Separação de Propeno, o trabalho foi
desenvolvido na disciplina de Instrumentação. Assim, neste capítulo serão
apresentados tópicos referentes a Instrumentação Industrial, que auxiliarão no
entendimento deste projeto.
Em Instrumentação Industrial, serão detalhados dois tipos de tecnologias: a
instrumentação analógica convencional e a instrumentação em rede, com destaque
para FOUNDATION Fieldbus.
Segundo especificações do projeto, a instrumentação das novas unidades de
processo deve utilizar a tecnologia FOUNDATION Fieldbus. A Unidade de
Separação de Propeno será uma das primeiras unidades da Petrobras a utilizar esta
tecnologia.
Entretanto, em alguns casos será utilizada instrumentação analógica
convencional. Para o Sistema Instrumentado de Segurança – SIS 1 e para as
alterações nas unidades existentes (que utilizam instrumentação convencional), por
exemplo, deve ser usado este tipo de instrumentação. Também para as unidades
novas, nos casos de instrumentos que não estão disponíveis em tecnologia
FOUNDATION Fieldbus, deve ser utilizada instrumentação convencional.
3.1: Instrumentação Industrial
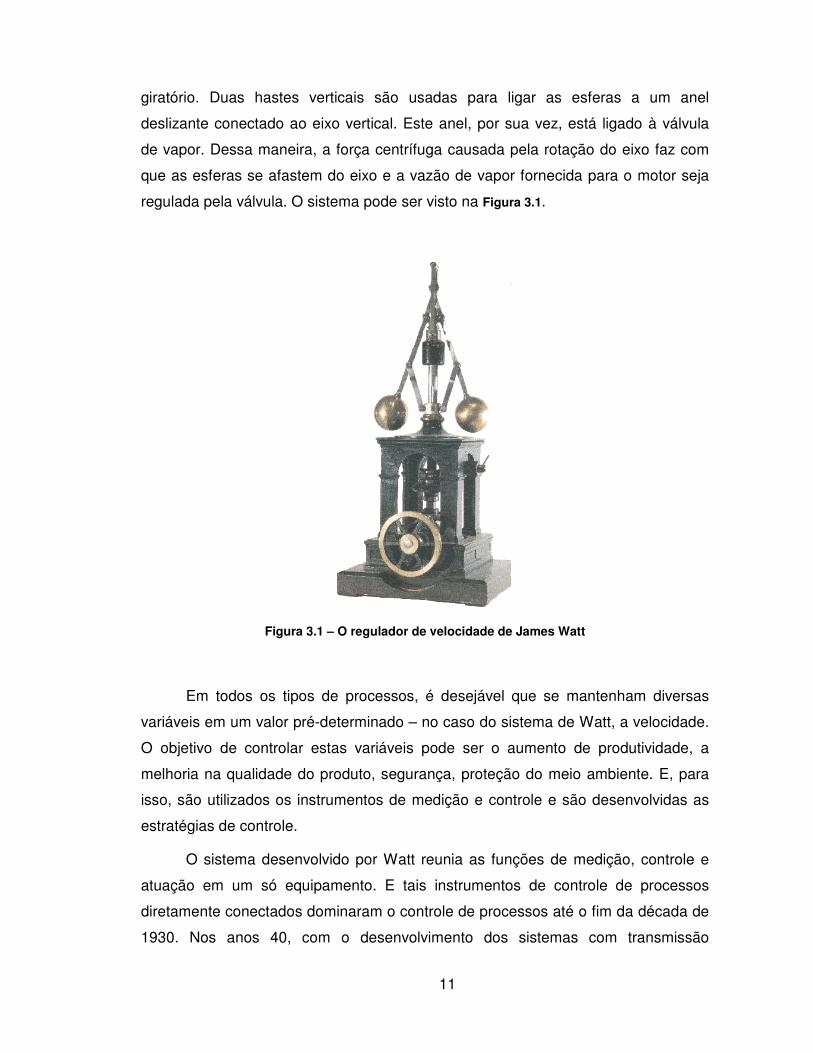
No fim do século XVIII, James Watt foi responsável pelo projeto do primeiro
sistema de controle conhecido. Utilizando técnicas de realimentação, ele
desenvolveu um equipamento para controle de velocidade de um motor a vapor. O
sistema consiste em um par de esferas em aço acopladas a um eixo vertical
1 Sistema eletrônico projetado para responder a condições anormais de processo, prevenindo
o perigo ou reduzindo as conseqüências potenciais desse perigo. Um SIS é composto por sensores,
executores da lógica e elementos finais.
11
giratório. Duas hastes verticais são usadas para ligar as esferas a um anel
deslizante conectado ao eixo vertical. Este anel, por sua vez, está ligado à válvula
de vapor. Dessa maneira, a força centrífuga causada pela rotação do eixo faz com
que as esferas se afastem do eixo e a vazão de vapor fornecida para o motor seja
regulada pela válvula. O sistema pode ser visto na Figura 3.1.
Figura 3.1 – O regulador de velocidade de James Watt
Em todos os tipos de processos, é desejável que se mantenham diversas
variáveis em um valor pré-determinado – no caso do sistema de Watt, a velocidade.
O objetivo de controlar estas variáveis pode ser o aumento de produtividade, a
melhoria na qualidade do produto, segurança, proteção do meio ambiente. E, para
isso, são utilizados os instrumentos de medição e controle e são desenvolvidas as
estratégias de controle.
O sistema desenvolvido por Watt reunia as funções de medição, controle e
atuação em um só equipamento. E tais instrumentos de controle de processos
diretamente conectados dominaram o controle de processos até o fim da década de
1930. Nos anos 40, com o desenvolvimento dos sistemas com transmissão
12
pneumática, tornou-se possível o surgimento de redes complexas e salas de
controle centrais. A instrumentação eletrônica tornou-se disponível a partir da
década de 1950, e a sua popularidade cresceu rapidamente, deixando obsoletos os
instrumentos com transmissão pneumática. Nas últimas décadas, houve o
desenvolvimento de técnicas de instrumentação digital, que pôde melhorar o
desempenho de processos mais complexos. Entretanto, a tendência atual não é o
desaparecimento da instrumentação analógica, e sim a combinação de ambas as
tecnologias [ 7 ].
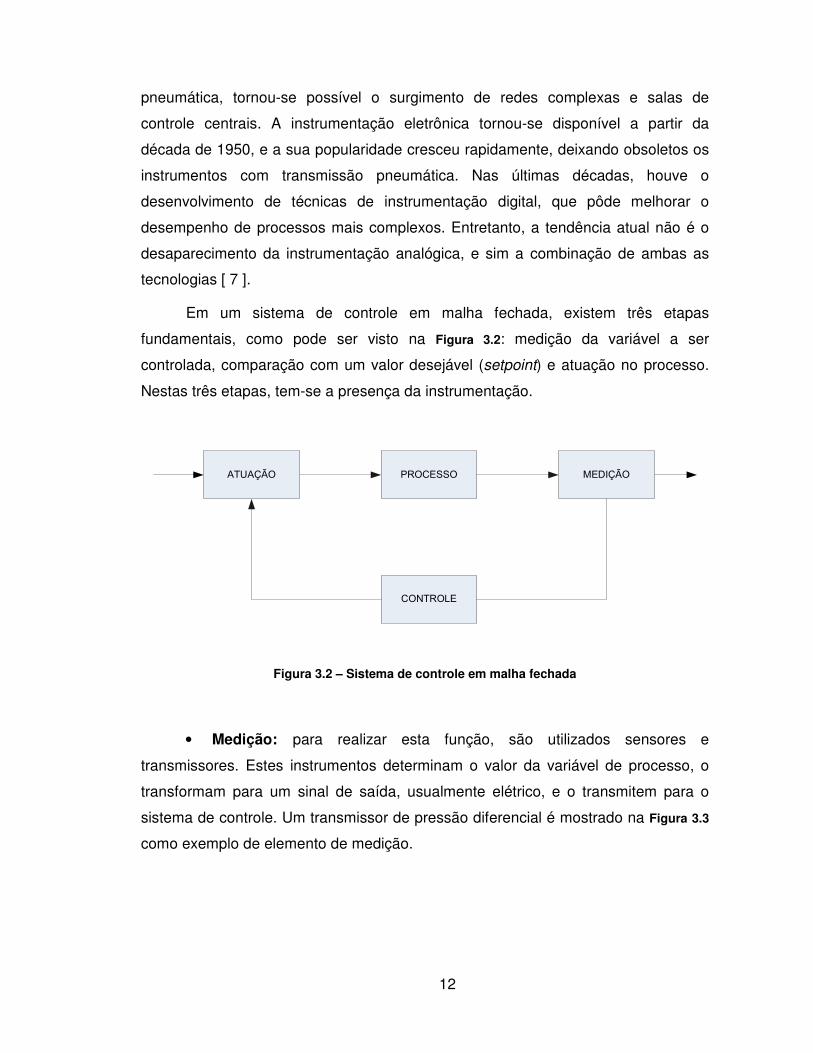
Em um sistema de controle em malha fechada, existem três etapas
fundamentais, como pode ser visto na Figura 3.2: medição da variável a ser
controlada, comparação com um valor desejável (setpoint) e atuação no processo.
Nestas três etapas, tem-se a presença da instrumentação.
ATUAÇÃO PROCESSO MEDIÇÃO
CONTROLE
Figura 3.2 – Sistema de controle em malha fechada
• Medição: para realizar esta função, são utilizados sensores e
transmissores. Estes instrumentos determinam o valor da variável de processo, o
transformam para um sinal de saída, usualmente elétrico, e o transmitem para o
sistema de controle. Um transmissor de pressão diferencial é mostrado na Figura 3.3
como exemplo de elemento de medição.

13
Figura 3.3 – Exemplo de transmissor
• Controle: os controladores são os responsáveis por receber o valor da
variável de processo através do transmissor e o comparar com o valor desejado, e
geração de um sinal para atuação no processo. Um exemplo de controlador é
mostrado na Figura 3.4.
Figura 3.4 – Exemplo de controlador
14
• Atuação: os elementos finais de controle são os responsáveis pela
atuação no processo. Eles recebem o sinal do controlador e interferem no processo
de forma a modificar o valor da variável manipulada. Estes elementos em sua
grande maioria são válvulas de controle, mas podem também ser bombas, motores,
resistências elétricas. Na Figura 3.5, é mostrado um exemplo de válvula de controle
pneumática.
Figura 3.5 – Exemplo de elemento final de controle
3.2: Instrumentação Convencional
Por volta de 1950, já estava consolidado o uso de instrumentação
pneumática, com sinal de saída de ar normalizado entre 3-15 psi para sensores e
atuadores. Os sinais de medição e de controle, pneumáticos, eram reunidos na sala
de operação, onde existia uma grande quantidade de indicadores, registradores e
controladores pneumáticos, sendo o controle, na maioria dos casos, feito variável a
variável.
Em torno de 1960, começou a se popularizar a instrumentação eletrônica, em
que o sinal pneumático foi substituído por um sinal elétrico contínuo. Neste tipo de
sistema, a medida variável de processo é transformada em um sinal de corrente na
faixa 4-20 mA. Foi muito grande, e continua a ser, a quantidade de instrumentos que

15
utiliza o sinal em corrente. Este tipo de instrumentação analógica é conhecido como
Instrumentação Convencional.
No sistema de Instrumentação Convencional, a transmissão dos dados é
realizada a partir de um par de fios elétricos. Para a transmissão de cada variável, é
utilizado um par de fios que liga o sensor aos controladores da sala de controle. Da
mesma forma, um par de fios é utilizado para a transmissão do sinal de controle do
controlador para o atuador no campo. Esta arquitetura pode ser vista na Figura 3.6.
XT XT
Controladores
Indicadores
Registradores
Alarmes
Figura 3.6 - Sensores e atuadores conectados aos controladores da sala de controle
Um “transmissor de 4 a 20”, como é usualmente chamado, recebe o sinal do
transdutor e o converte em sinal de corrente, da seguinte forma: 4 mA para o valor
mínimo a ser medido pelo sensor, e 20 mA para o valor máximo a ser medido. Os
valores intermediários normalmente são proporcionais, com função de transferência
linear. Se este não for o caso, a função de transferência deve ser conhecida (ou ter
16
valores pontuais tabelados), para que se efetue a correta correlação entre a corrente
e a grandeza que está sendo medida.
A utilização da corrente de 4 mA como valor mínimo, ao invés de 0 mA, deve-
se principalmente a dois fatores. O primeiro é que, na maioria dos casos, a
alimentação dos sensores é realizada pelo mesmo par de fios que transmite o sinal.
Dessa forma, utilizando-se o valor mínimo de 4 mA, é possível garantir a
alimentação do circuito do transmissor mesmo quando o valor medido é o mais
baixo da faixa de medição. Além disso, o sinal mínimo de 4 mA permite a distinção
entre o valor mínimo medido e a presença de algum problema no sensor, no circuito
ou na linha de transmissão, como o rompimento dos cabos de transmissão,
detectado quando se recebe qualquer sinal abaixo de 4 mA.
A razão para se utilizar um sinal de corrente, e não um sinal de tensão, é que
sinais de corrente não sofrem o efeito da queda de tensão na linha, nas conexões e
nos demais elementos do circuito. Se fosse transmitido um sinal de tensão, para
cada comprimento de linha de transmissão, haveria diferentes quedas de tensão, o
que produziria erros difíceis de serem identificados no sinal recebido. Com o sinal de
corrente, isso não acontece, uma vez que o transmissor irá manter a corrente
constante e proporcional à variável do processo.
Com o passar dos anos, tornou-se cada vez maior a necessidade de se
trocar mais dados entre os sistemas de controle e os instrumentos. Com o sinal
analógico de corrente, era possível a transmissão de somente um sinal, o valor
medido da variável de processo.
Para suprir essa necessidade por um maior fluxo de informações, começaram
a surgir as redes de campo. O protocolo HART foi um dos primeiros a serem
desenvolvidos, e apresentava a vantagem de utilizar o mesmo par de fios dos
instrumentos analógicos 4-20 mA para a comunicação.
3.2.1: Protocolo HART
O protocolo de comunicação HART (Highway Addressable Remote
Transducer) é mundialmente reconhecido como um padrão da indústria para
comunicação de instrumentos de campo inteligentes 4-20 mA microprocessados. O
17
uso dessa tecnologia vem crescendo rapidamente e hoje virtualmente todos os
maiores fabricantes de instrumentação mundiais oferecem produtos dotados de
comunicação HART [ 8 ].
O Protocolo HART possibilita a comunicação digital bidirecional em
instrumentos de campo inteligentes sem interferir no sinal analógico de 4-20 mA.
Tanto o sinal analógico 4-20 mA como o sinal digital de comunicação HART podem
ser transmitidos simultaneamente na mesma fiação. A variável primária e a
informação do sinal de controle podem ser transmitidas pelo 4-20 mA, se desejado,
enquanto que as medições adicionais, parâmetros de processo, configuração do
instrumento, calibração e as informações de diagnóstico são disponibilizados na
mesma fiação e ao mesmo tempo.
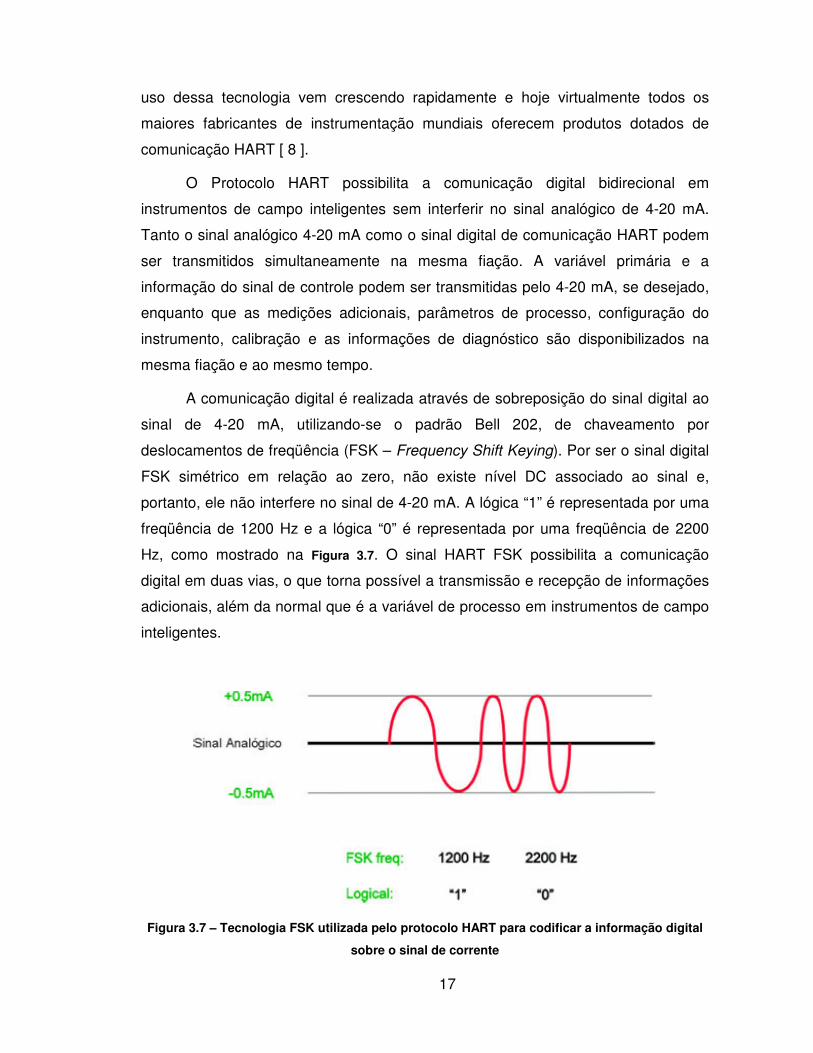
A comunicação digital é realizada através de sobreposição do sinal digital ao
sinal de 4-20 mA, utilizando-se o padrão Bell 202, de chaveamento por
deslocamentos de freqüência (FSK – Frequency Shift Keying). Por ser o sinal digital
FSK simétrico em relação ao zero, não existe nível DC associado ao sinal e,
portanto, ele não interfere no sinal de 4-20 mA. A lógica “1” é representada por uma
freqüência de 1200 Hz e a lógica “0” é representada por uma freqüência de 2200
Hz, como mostrado na Figura 3.7. O sinal HART FSK possibilita a comunicação
digital em duas vias, o que torna possível a transmissão e recepção de informações
adicionais, além da normal que é a variável de processo em instrumentos de campo
inteligentes.
Figura 3.7 – Tecnologia FSK utilizada pelo protocolo HART para codificar a informação digital
sobre o sinal de corrente
18
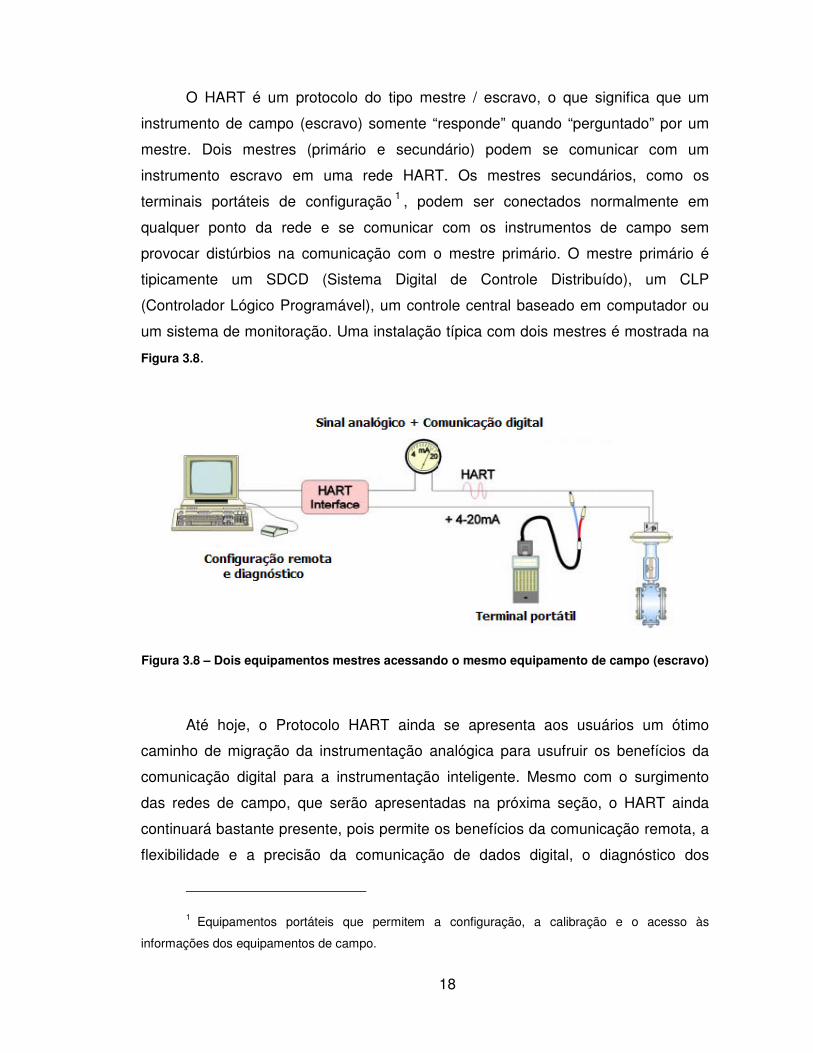
O HART é um protocolo do tipo mestre / escravo, o que significa que um
instrumento de campo (escravo) somente “responde” quando “perguntado” por um
mestre. Dois mestres (primário e secundário) podem se comunicar com um
instrumento escravo em uma rede HART. Os mestres secundários, como os
terminais portáteis de configuração 1 , podem ser conectados normalmente em
qualquer ponto da rede e se comunicar com os instrumentos de campo sem
provocar distúrbios na comunicação com o mestre primário. O mestre primário é
tipicamente um SDCD (Sistema Digital de Controle Distribuído), um CLP
(Controlador Lógico Programável), um controle central baseado em computador ou
um sistema de monitoração. Uma instalação típica com dois mestres é mostrada na
Figura 3.8.
Figura 3.8 – Dois equipamentos mestres acessando o mesmo equipamento de campo (escravo)
Até hoje, o Protocolo HART ainda se apresenta aos usuários um ótimo
caminho de migração da instrumentação analógica para usufruir os benefícios da
comunicação digital para a instrumentação inteligente. Mesmo com o surgimento
das redes de campo, que serão apresentadas na próxima seção, o HART ainda
continuará bastante presente, pois permite os benefícios da comunicação remota, a
flexibilidade e a precisão da comunicação de dados digital, o diagnóstico dos
1 Equipamentos portáteis que permitem a configuração, a calibração e o acesso às
informações dos equipamentos de campo.
19
instrumentos de campo e o uso de poderosos instrumentos com múltiplas variáveis,
sem que haja a necessidade de trocar sistemas inteiros.
3.3: Redes de Campo
O surgimento de sistemas híbridos HART, que utilizam a sobreposição de
sinal digital ao sinal analógico, foi um grande passo no sentido da evolução da
instrumentação industrial. Com a instrumentação inteligente, tornou-se possível
efetuar diagnósticos, usar indicadores locais digitais que mostram o nome da cadeia
de medição, as unidades utilizadas na apresentação das grandezas, a validade da
medição e efetuar a calibração numericamente.
Entretanto, com o aumento do número de instalações de grande porte, em
que o custo dos cabos de ligação dos instrumentos constitui uma fração significativa
do custo de um sistema de controle, houve a necessidade de diminuir a quantidade
de cablagem numa instalação. Neste sentido, iniciaram-se as pesquisas para o
desenvolvimento de uma instrumentação ligada em rede.
A instrumentação em rede começou a aparecer por volta de 1990/1995 [ 9 ].
Uma vez que se trata de instrumentação exclusivamente digital, surgiu o seguinte
problema: qual o protocolo que deve ser utilizado de modo a haver
interoperabilidade, ou seja, um instrumento de um determinado fabricante possa ser
substituído por outro de outro fabricante sem que haja qualquer problema de
compatibilidade. Apesar de ter havido um grande esforço com o objetivo de se
utilizar apenas um tipo de rede, com apenas um protocolo, não tem sido possível
alcançar este objetivo, devido tanto a considerações de ordem técnica quanto a
conflitos de interesses econômicos e políticos. Dessa forma, surgiram diversos tipos
de redes, conforme a aplicação a que se destinam e a zona econômica em que
estão inseridos os fabricantes. São exemplos as redes AS-i, DeviceNet,
FOUNDATION Fieldbus, Modbus, PROFIBUS. Por ser a tecnologia escolhida para a
instrumentação do projeto desenvolvido, a rede FOUNDATION Fieldbus será
apresentada ainda neste capítulo.

20
3.3.1: Vantagens da instrumentação em rede
A instrumentação em rede tem diversas vantagens quando comparada com a
instrumentação convencional. Algumas destas vantagens, citadas por BERGE [ 10 ],
serão apresentadas a seguir.
• Quantidade de informações transmitidas
Com a utilização da comunicação digital, toda a informação de centenas de
malhas e pontos de monitoração pode ser transmitida para o console do operador
na sala de controle com uma única rede. Ela transporta não somente informações
de entradas e saídas como variáveis manipuladas e de processo, mas também
informação operacional, como referência (setpoint), modo de operação, alarmes e
ajuste em ambas as direções, para e da sala de controle. Assim, tornou-se possível
o processamento distribuído, como também informações de diagnóstico,
configuração, alcance, identificação puderam ser adicionadas, primeiramente nos
controladores, mas depois também nos instrumentos de campo, como os
transmissores e posicionadores de válvulas. Graças às redes, instrumentos de
campo podem realizar não apenas operações de medição e atuação, mas também
têm características e funções de controle e gerenciamento de ativos1.
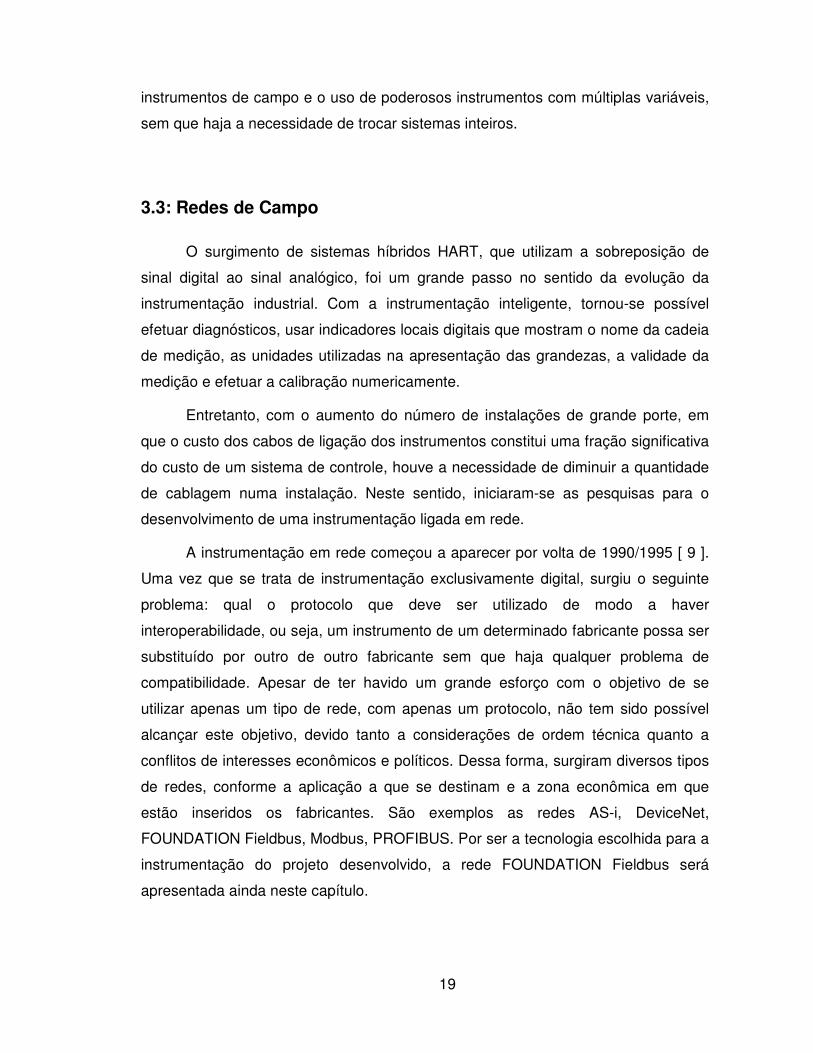
• Comunicação multiponto
Um segundo grande benefício da comunicação digital é a capacidade de
conectar diversos equipamentos ao mesmo par de fios formando uma rede
multiponto (multidrop) que divide um meio de comunicação comum, como pode ser
visto na Figura 3.9. Comparada com a comunicação analógica, que necessitava de
um par de fios para cada instrumento, isso reduz a quantidade de cabos necessária,
especialmente para a instrumentação em campo envolvendo grandes distâncias e
grande número de instrumentos. Até mesmo para uma quantidade pequena de
1 Utilização de informações presentes e associadas aos ativos (instrumentos) em questão
para predizer uma falha futura, de modo a realizar uma manutenção preditiva ou até pró-ativa, ou seja,
atuando na causa e não somente na conseqüência.
21
instrumentos, a quantidade de cabo necessária é bastante reduzida, traduzindo em
economias em equipamentos e instalação.
Figura 3.9 – Equipamentos dividindo um meio de comunicação comum
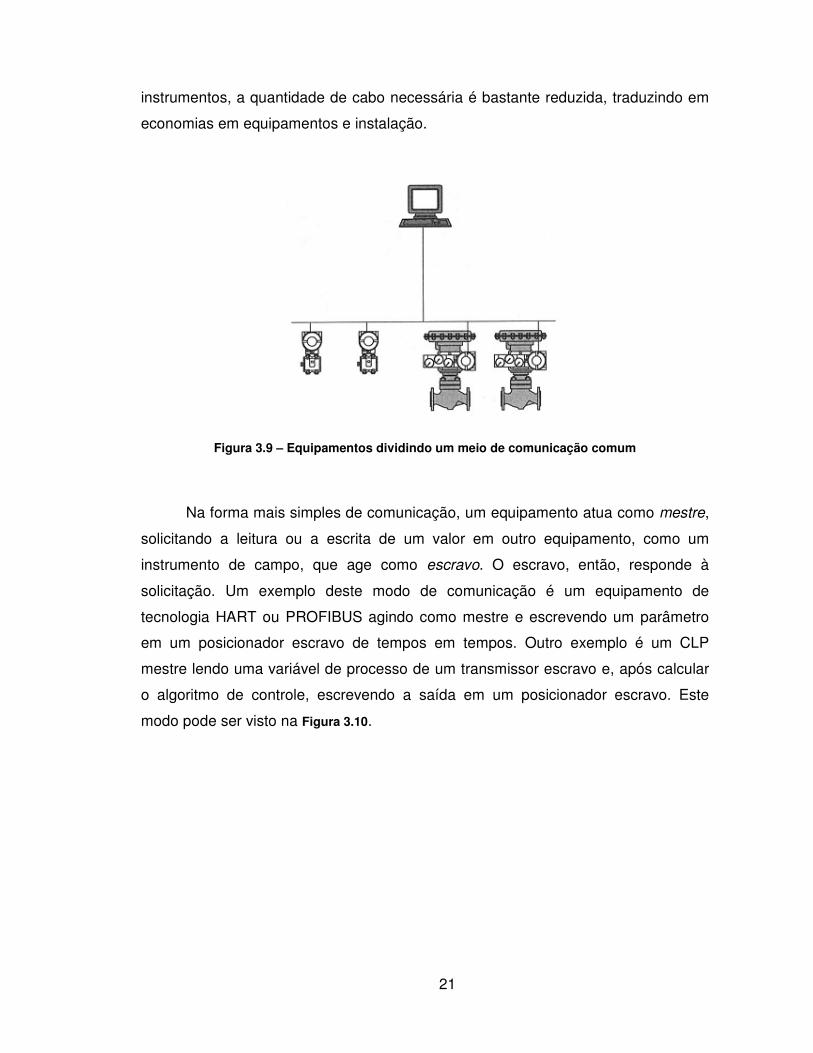
Na forma mais simples de comunicação, um equipamento atua como mestre,
solicitando a leitura ou a escrita de um valor em outro equipamento, como um
instrumento de campo, que age como escravo. O escravo, então, responde à
solicitação. Um exemplo deste modo de comunicação é um equipamento de
tecnologia HART ou PROFIBUS agindo como mestre e escrevendo um parâmetro
em um posicionador escravo de tempos em tempos. Outro exemplo é um CLP
mestre lendo uma variável de processo de um transmissor escravo e, após calcular
o algoritmo de controle, escrevendo a saída em um posicionador escravo. Este
modo pode ser visto na Figura 3.10.

22
Figura 3.10 – Modo de comunicação mestre / escravo
Um outro modo de comunicação é o publisher / subscriber. Neste modo, um
equipamento, atuando como publisher publica um valor no meio de comunicação, e
esta informação é utilizada por todos os equipamentos interessados, que atuam
como subscribers. Esse modo é bastante eficiente, pois o valor é transmitido por um
instrumento em campo diretamente para outros em uma transmissão única,
atingindo vários subscribers de uma só vez. Este método, utilizado pelo
FOUNDATION Fieldbus para o controle em malha fechada, por exemplo, pode ser
visto na Figura 3.11.
Figura 3.11 – Modo de comunicação publisher / subscriber
23
• Robustez
Em um sistema analógico 4-20 mA, os valores são transmitidos em uma
variação infinita de corrente. Um erro no sinal simplesmente leva um sinal válido
para outro sinal válido. Mesmo o sinal do mais exato transmissor analógico pode ser
totalmente incerto quando ele chega ao controlador. A comunicação digital tem a
vantagem de ter um sinal muito robusto, com apenas dois estados válidos (um e
zero). Ele é transmitido diretamente ou codificado de alguma forma, e é, assim,
menos sensível a perturbações que um sinal analógico. Ainda mais importante,
usando-se técnicas de detecção de erros, é possível reconhecer se o sinal foi
distorcido, e, se ele foi, descartar a mensagem e possivelmente pedir para ela ser
retransmitida. Uma distorção em um sinal analógico não pode ser detectada porque
um sinal distorcido ainda tem a forma de um sinal válido. Por exemplo, um sinal
analógico que deveria ser 19 mA pode variar entre 18,97 e 19,03 mA devido à
interferência elétrica, ou estar limitado a 18 mA por insuficiência no fornecimento de
tensão. Entretanto, não há como perceber este problema, já que o sinal recebido
ainda é um sinal válido.
• Interoperabilidade
Um problema potencial na comunicação digital é que existem várias maneiras
diferentes de fazê-la. O método de representação, codificação e transmissão de
dados é chamado de protocolo. Fabricantes criaram diferentes protocolos, e os
produtos desenvolvidos para um protocolo não se comunicam com aqueles
desenvolvidos para outro. Um dos objetivos dos grupos de padronização é definir
um protocolo padrão ao qual todos os equipamentos possam seguir, tornando,
assim, possível que produtos de diferentes fabricantes comuniquem entre si. Um
ponto chave é que o poder de um sistema não está na capacidade individual de
cada um dos equipamentos, mas na habilidade destes equipamentos de
comunicarem um com o outro. Dois dos melhores e mais poderosos equipamentos
que não se integrem perfeitamente não criam uma solução tão poderosa quanto
dois equipamentos mais simples que usam um protocolo padrão.
24
3.3.2: FOUNDATION Fieldbus
Durante os anos 80, um grande esforço foi aplicado no desenvolvimento de
um padrão para comunicação digital de instrumentos de campo. O crédito para este
desenvolvimento vai para os membros do comitê SP501 da ISA2, que gastaram anos
definindo os requisitos técnicos e chegar a um consenso para redes de campo.
Neste meio tempo, fabricantes começaram a desenvolver seus próprios
padrões proprietários de comunicação digital. Esses esforços múltiplos resultaram
em uma série de protocolos concorrentes, nenhum deles compatível entre si.
No fim do ano de 1994, o caminho para as redes de campo tomou uma nova
e promissora direção. Dois consórcios de fabricantes – a InterOperable Systems
Project (ISP) e a WorldFIP North America – se uniram para formar a Fieldbus
Foundation. Essa nova organização imediatamente aplicou todos os seus esforços
para alcançar um padrão aceito internacionalmente. A Fieldbus Foundation
organizou programas de desenvolvimento, conduziu testes de campo, e estabeleceu
o mais rigoroso programa de testes e registros de equipamentos de campo da
indústria.
Trabalhando lado a lado, fabricantes, usuários, instituições acadêmicas e
outras partes interessadas tornaram-se membros da Fieldbus Foundation e
desenvolveram um padrão aberto, não-proprietário, conhecido como FOUNDATION
Fieldbus. Esta avançada solução foi criada para possibilitar aplicações críticas de
controle em que a transferência e a manipulação dos dados são essenciais. A
tecnologia FOUNDATION foi criada para substituir redes e sistemas incompatíveis
por uma arquitetura aberta e totalmente integrada para o controle distribuído em
tempo real e a convergência de informações do empreendimento.
Ao lado da tecnologia PROFIBUS, o FOUNDATION Fieldbus é a tecnologia
mais utilizada na instrumentação de plantas industriais atualmente.
1 ISA-SP50, Signal Compatibility of Electrical Instruments – comitê criado com o objetivo de
definir uma interface comum entre componentes de sistemas eletrônicos de medição e/ou controle.
2 The Instrumentation, Systems, and Automation Society < www.isa.org >

25
3.3.2.1: A Tecnologia FOUNDATION Fieldbus
O FOUNDATION Fieldbus é um sistema de comunicação totalmente digital,
serial e bidirecional, que interconecta equipamentos de campo, como sensores,
atuadores e controladores. Ele é uma rede local (LAN – Local Area Network) para
instrumentos usada tanto na automação de processos quanto da manufatura, com a
capacidade de distribuir o controle através da rede. A hierarquia de uma rede
utilizando FOUNDATION Fieldbus pode ser observada na Figura 3.12.
Figura 3.12 – Hierarquia de rede utilizando FOUNDATION Fieldbus
Dois níveis do protocolo FOUNDATION Fieldbus foram desenvolvidos, cada
um para diferentes aplicações na automação de processos. Esses dois níveis
utilizam diferentes meios físicos e velocidades de comunicação:
• H1: trabalha a uma velocidade de 31,25 kbit/s e é utilizada para conectar a
instrumentação de campo. Geralmente utiliza como meio físico um par trançado de
fios, e provê comunicação e alimentação pelo mesmo par de fios.
• HSE (High Speed Ethernet): empregada para conectar o nível H1 às
estações de operação, aos controladores mais rápidos como CLPs, além de permitir
a conexão entre diferentes níveis H1. Tem velocidade bastante superior, de 100
Mbit/s, e utiliza geralmente cabo Ethernet padrão como meio físico – não provendo
alimentação pelo mesmo meio.
26
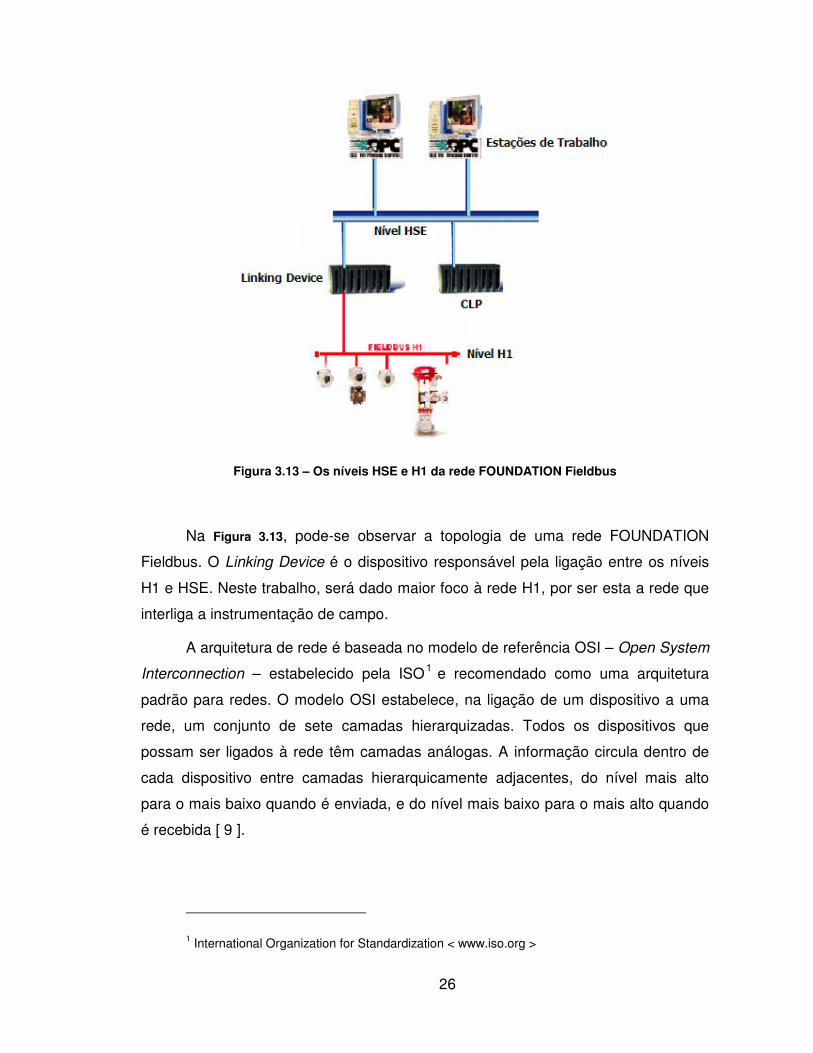
Figura 3.13 – Os níveis HSE e H1 da rede FOUNDATION Fieldbus
Na Figura 3.13, pode-se observar a topologia de uma rede FOUNDATION
Fieldbus. O Linking Device é o dispositivo responsável pela ligação entre os níveis
H1 e HSE. Neste trabalho, será dado maior foco à rede H1, por ser esta a rede que
interliga a instrumentação de campo.
A arquitetura de rede é baseada no modelo de referência OSI – Open System
Interconnection – estabelecido pela ISO1 e recomendado como uma arquitetura
padrão para redes. O modelo OSI estabelece, na ligação de um dispositivo a uma
rede, um conjunto de sete camadas hierarquizadas. Todos os dispositivos que
possam ser ligados à rede têm camadas análogas. A informação circula dentro de
cada dispositivo entre camadas hierarquicamente adjacentes, do nível mais alto
para o mais baixo quando é enviada, e do nível mais baixo para o mais alto quando
é recebida [ 9 ].
1 International Organization for Standardization < www.iso.org >

27
Figura 3.14 – Camadas do modelo OSI e do modelo FOUNDATION Fieldbus
Para a rede FOUNDATION Fieldbus, são utilizadas três das sete camadas do
modelo OSI e uma camada adicional, como pode ser visto na Figura 3.14. A camada
de nível hierárquico mais baixo, designada por Camada Física, é a que se encontra
fisicamente ligada à rede. É por esta camada que transitam os sinais físicos de
comunicação entre os diversos dispositivos ligados à rede. A camada
imediatamente acima da camada física é a Camada de Enlace de Dados (data link
layer – DLL). Esta camada controla o envio e o recebimento de mensagens na rede.
Na rede FOUNDATION Fieldbus não se utilizam as camadas 3, 4, 5 e 6 do modelo
OSI. As camadas 2 e 7 estão agrupadas numa única, a Pilha de Comunicação, ou
communication stack. Há ainda uma camada que não existe no modelo OSI, a
Camada do Usuário, ou user application. O tráfego de informações entre os
dispositivos e as camadas pode ser observado na Figura 3.15.
28
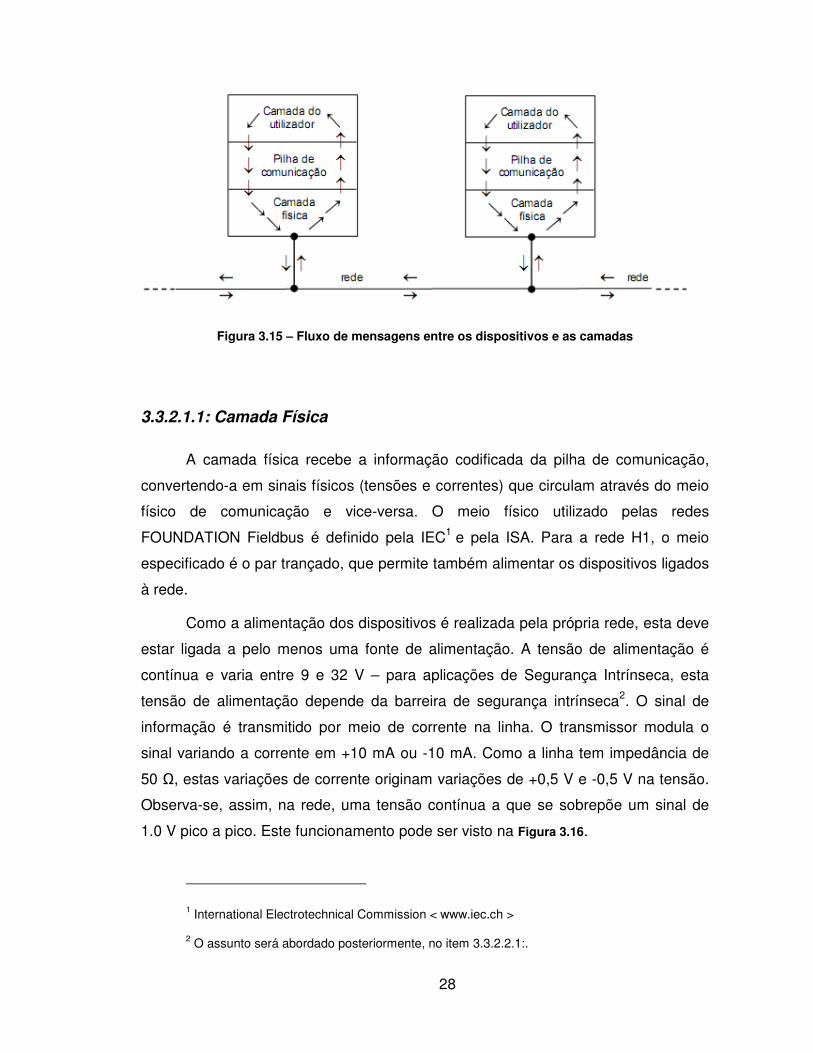
Figura 3.15 – Fluxo de mensagens entre os dispositivos e as camadas
3.3.2.1.1: Camada Física
A camada física recebe a informação codificada da pilha de comunicação,
convertendo-a em sinais físicos (tensões e correntes) que circulam através do meio
físico de comunicação e vice-versa. O meio físico utilizado pelas redes
FOUNDATION Fieldbus é definido pela IEC1 e pela ISA. Para a rede H1, o meio
especificado é o par trançado, que permite também alimentar os dispositivos ligados
à rede.
Como a alimentação dos dispositivos é realizada pela própria rede, esta deve
estar ligada a pelo menos uma fonte de alimentação. A tensão de alimentação é
contínua e varia entre 9 e 32 V – para aplicações de Segurança Intrínseca, esta
tensão de alimentação depende da barreira de segurança intrínseca2. O sinal de
informação é transmitido por meio de corrente na linha. O transmissor modula o
sinal variando a corrente em +10 mA ou -10 mA. Como a linha tem impedância de
50 Ω, estas variações de corrente originam variações de +0,5 V e -0,5 V na tensão.
Observa-se, assim, na rede, uma tensão contínua a que se sobrepõe um sinal de
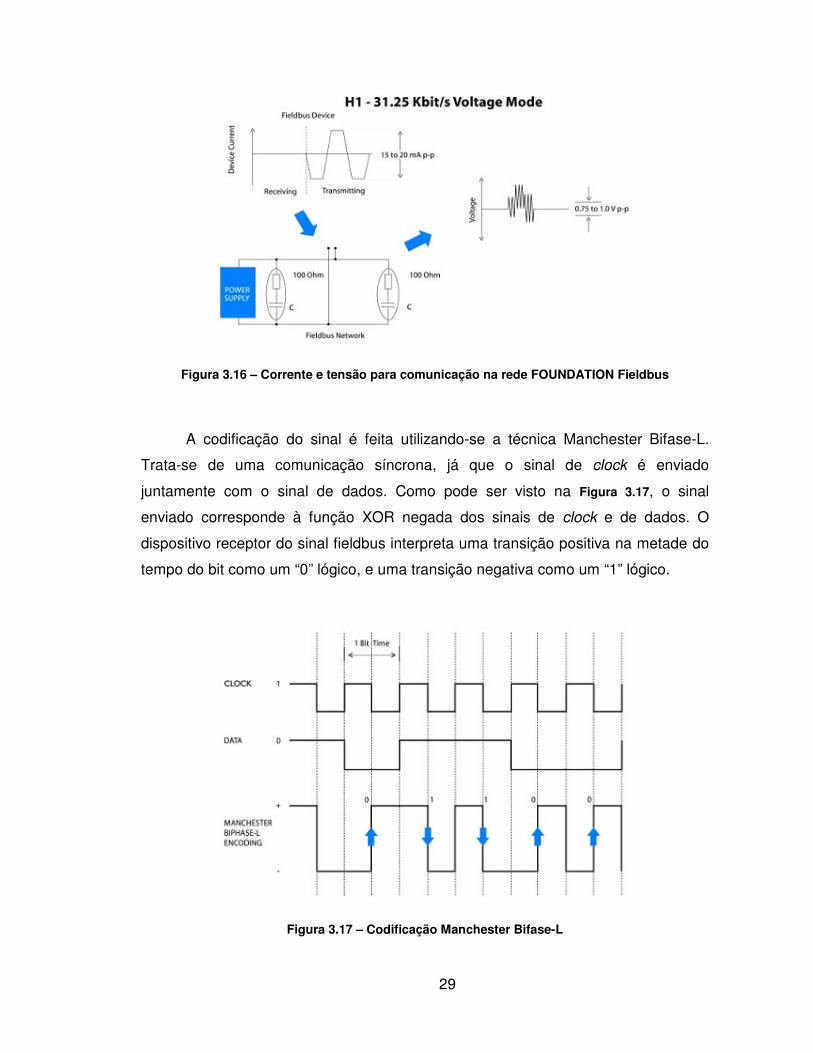
1.0 V pico a pico. Este funcionamento pode ser visto na Figura 3.16.
1 International Electrotechnical Commission < www.iec.ch >
2 O assunto será abordado posteriormente, no item 3.3.2.2.1:.
29
Figura 3.16 – Corrente e tensão para comunicação na rede FOUNDATION Fieldbus
A codificação do sinal é feita utilizando-se a técnica Manchester Bifase-L.
Trata-se de uma comunicação síncrona, já que o sinal de clock é enviado
juntamente com o sinal de dados. Como pode ser visto na Figura 3.17, o sinal
enviado corresponde à função XOR negada dos sinais de clock e de dados. O
dispositivo receptor do sinal fieldbus interpreta uma transição positiva na metade do
tempo do bit como um “0” lógico, e uma transição negativa como um “1” lógico.
Figura 3.17 – Codificação Manchester Bifase-L

30
3.3.2.1.2: Pilha de Comunicação
A pilha de comunicação efetua a interligação entre a camada do usuário e a
camada física. Esta camada está dividida em três subcamadas: subcamada de
ligação ou enlace de dados, subcamada de acesso à rede e subcamada de
especificação de mensagens.
• Subcamada de enlace de dados
A subcamada de enlace de dados (data link layer – DLL) controla a
transmissão de mensagens para a rede. O controle de acesso ao meio é realizado
por um controlador determinístico centralizado designado de Link Active Scheduler
ou LAS. Existem tipos de dispositivos FOUNDATION Fieldbus: Basic Devices e Link
Masters. Todos os dispositivos do tipo Link Master podem se tornar Link Active
Schedulers (LAS).
Existem dois modos de comunicação: programada e não-programada. O LAS
tem uma lista de tempos de transmissão para todos os dispositivos que têm que
ciclicamente transmitir informações. Quando é a vez de transmissão de um
determinado dispositivo, o LAS o envia uma mensagem chamada Compel Data
(CD), e o dispositivo publica na rede os dados que estão no seu buffer. Este é o
modo de comunicação programada. O modo de comunicação não-programada
acontece nos intervalos do modo de comunicação programada, como pode ser visto
na Figura 3.18. Ele serve para que os instrumentos tenham a chance de enviar outras
mensagens, além das mensagens programadas. A permissão para um dispositivo é
concedida pelo LAS através do envio de mensagens de pass token (PT). Quando o
dispositivo recebe o PT, ele está autorizado a enviar mensagens até que tenha
terminado ou até o tempo máximo permitido, o que acontecer antes.

31
Figura 3.18 – Algoritmo do Link Active Scheduler (LAS)
• Subcamada de acesso à rede
A subcamada de acesso à rede fornece serviços à subcamada de
especificação de mensagens. Os tipos de serviços são descritos como relações
virtuais de comunicações (Virtual Communications Relationship – VCR) e são as
seguintes:
Cliente / servidor – Este serviço é usado para mensagens não-programadas
iniciadas pelo usuário. Estas mensagens vão para um buffer, são enviadas por um
dispositivo e se destinam apenas a um dispositivo. São exemplos destas
mensagens mudanças de setpoint, do modo de operação – por exemplo, manual
para automático –, mudanças nos parâmetros dos controladores.
Distribuição de informação – Este serviço é usado para mensagens não-
programadas, que vão para a fila de espera, enviadas por um dispositivo e que se
destinam a vários dispositivos. É um serviço usado para notificar eventos, registros
de tendências, alarmes do processo, histogramas.
Publisher / subscriber – Este serviço é usado para mensagens em buffer,
são enviadas por um dispositivo e se destinam a vários dispositivos. Um exemplo
deste serviço é o envio de valores das variáveis do processo, process values – PV,
para controladores e de saídas para atuadores.
32
• Subcamada de especificação de mensagens
A subcamada de especificação de mensagens (Fieldbus Message
Specification – FMS) permite que os dispositivos ligados à rede enviem mensagens
uns aos outros utilizando um conjunto de formatos de mensagens padrão. O FMS
descreve os serviços de comunicação, os formatos de mensagens e o protocolo
necessários para construir mensagens de e para a camada de aplicação.
O protocolo FOUNDATION Fieldbus é orientado a objetos, isto é, a
informação dentro dos equipamentos da rede é acessada desta forma. Na
subcamada FMS, os parâmetros dos blocos funcionais, para configuração dos
dispositivos e construção de estratégias, são representados por objetos e listados
em um dicionário. O dicionário de objetos mapeia os dados reais contidos na
memória de cada equipamento fieldbus e os tipos de dados dos parâmetros dentro
dos blocos de função, permitindo ao usuário o acesso a essas informações.
3.3.2.1.3: Camada do Usuário
A Fieldbus Foundation definiu uma Camada do Usuário baseada em blocos.
Os blocos representam as diferentes funções da camada do usuário, e são divididos
em três tipos:
• Resource Block: descreve as características do dispositivo fieldbus, como
nome do dispositivo, fabricante, número de série. Há apenas um Resource Block em
cada dispositivo.
• Function Blocks: representam as funções ou algoritmos a serem
executados pelo sistema. A Fieldbus Foundation definiu conjuntos de Function
Blocks padrões. Entre eles, podemos citar blocos de entrada analógica (Analog
Input – AI), saída analógica (Analog Output – AO), entrada digital (Digital Input – DI),
saída digital (Digital Output – DO), controlador PID (Proportional/Integral/Derivative).
Os Function Blocks para cada dispositivo podem ser selecionados conforme a
funcionalidade desejada. Por exemplo, um simples transmissor de temperatura
precisa conter apenas um bloco AI. Já uma válvula de controle pode conter um
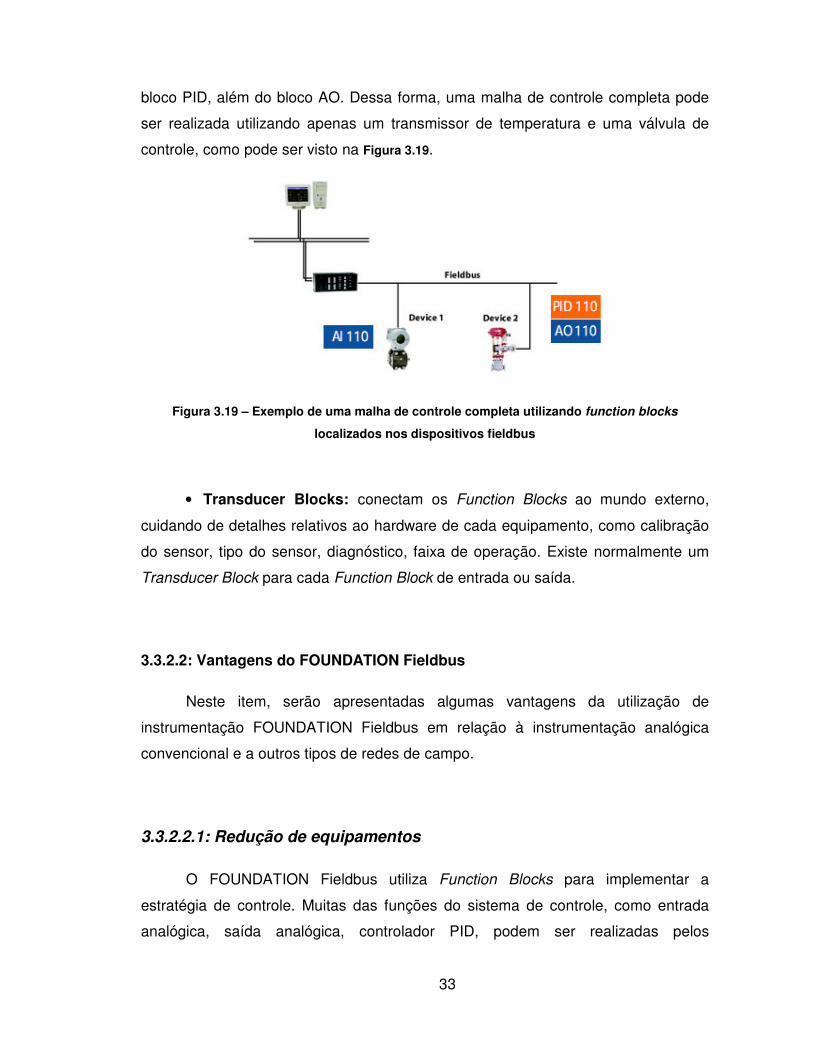
33
bloco PID, além do bloco AO. Dessa forma, uma malha de controle completa pode
ser realizada utilizando apenas um transmissor de temperatura e uma válvula de
controle, como pode ser visto na Figura 3.19.
Figura 3.19 – Exemplo de uma malha de controle completa utilizando function blocks
localizados nos dispositivos fieldbus
• Transducer Blocks: conectam os Function Blocks ao mundo externo,
cuidando de detalhes relativos ao hardware de cada equipamento, como calibração
do sensor, tipo do sensor, diagnóstico, faixa de operação. Existe normalmente um
Transducer Block para cada Function Block de entrada ou saída.
3.3.2.2: Vantagens do FOUNDATION Fieldbus
Neste item, serão apresentadas algumas vantagens da utilização de
instrumentação FOUNDATION Fieldbus em relação à instrumentação analógica
convencional e a outros tipos de redes de campo.
3.3.2.2.1: Redução de equipamentos
O FOUNDATION Fieldbus utiliza Function Blocks para implementar a
estratégia de controle. Muitas das funções do sistema de controle, como entrada
analógica, saída analógica, controlador PID, podem ser realizadas pelos

34
instrumentos, através do uso dos Function Blocks. Dessa forma, equipamentos
utilizados na instrumentação convencional – e também em instrumentação
PROFIBUS, já que esta tecnologia não oferece funções de controle nos
instrumentos – não são mais necessários, como pode ser observado na Figura 3.20.
Figura 3.20 – Redução de equipamentos proporcionada pelo FOUNDATION Fieldbus
O controle distribuído nos instrumentos de campo pode reduzir o
equipamento de controle necessário, incluindo cartões de entradas e saídas, painéis
e fontes de alimentação.
Devido à alimentação dos instrumentos por um barramento, e não um a um,
pode-se reduzir consideravelmente o número de barreiras de segurança intrínseca.
A segurança intrínseca é uma forma de possibilitar o funcionamento de um
dispositivo elétrico em uma área classificada – um ambiente sujeito à presença de
atmosferas potencialmente explosivas – garantindo que ele não tem condições de
iniciar uma explosão. Barreiras de segurança intrínseca devem ser usadas nestas
áreas, como ocorre nas plantas de óleo e gás. As barreiras de segurança intrínseca
limitam a energia do circuito de alimentação dos instrumentos, de forma que estes,
mesmo em situação de falha, não liberem energia suficiente para provocar a ignição
da atmosfera explosiva. Em instrumentação convencional, como a alimentação é
individual para cada instrumento, deve haver uma barreira de segurança intrínseca
para cada instrumento que esteja em uma área classificada. Já para instrumentação
FOUNDATION Fieldbus, em que a alimentação é realizada pela rede, deve haver
apenas uma barreira de segurança intrínseca por segmento da rede. Esta redução
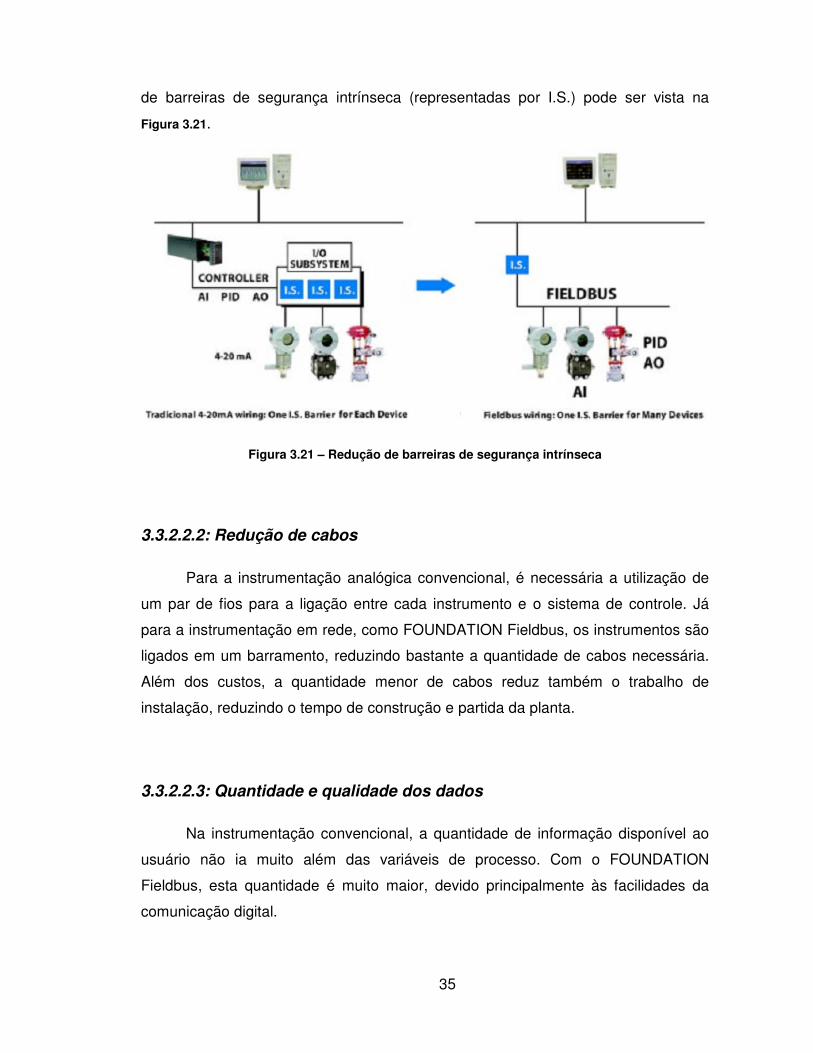
35
de barreiras de segurança intrínseca (representadas por I.S.) pode ser vista na
Figura 3.21.
Figura 3.21 – Redução de barreiras de segurança intrínseca
3.3.2.2.2: Redução de cabos
Para a instrumentação analógica convencional, é necessária a utilização de
um par de fios para a ligação entre cada instrumento e o sistema de controle. Já
para a instrumentação em rede, como FOUNDATION Fieldbus, os instrumentos são
ligados em um barramento, reduzindo bastante a quantidade de cabos necessária.
Além dos custos, a quantidade menor de cabos reduz também o trabalho de
instalação, reduzindo o tempo de construção e partida da planta.
3.3.2.2.3: Quantidade e qualidade dos dados
Na instrumentação convencional, a quantidade de informação disponível ao
usuário não ia muito além das variáveis de processo. Com o FOUNDATION
Fieldbus, esta quantidade é muito maior, devido principalmente às facilidades da
comunicação digital.
36
Além disso, o Fieldbus aumentou a resolução e minimizou a distorção dos
dados, o que dá maior confiabilidade ao controle. Aliado a isso, existe o fato de o
controle ocorrer nos dispositivos de campo, o que melhora o desempenho da malha
de controle.
O Fieldbus permite que múltiplas variáveis de cada instrumento sejam
enviados ao sistema de controle, para arquivamento, análise de tendência, estudos
de otimização do processo, geração de relatórios. As características de alta
resolução e ausência de distorção da comunicação digital melhoram a qualidade do
controle, o que pode aumentar o rendimento da produção.
3.3.2.2.4: Manutenção
Dispositivos Fieldbus, com comunicação microprocessada, permitem que os
erros de processo possam ser reconhecidos mais rapidamente e com uma maior
certeza. Como conseqüência, os operadores de planta são notificados de condições
anormais ou da necessidade de manutenção preventiva, e podem tomar melhores
decisões sobre a produção. Os problemas que diminuem a eficiência operacional
são corrigidos mais rapidamente, permitindo um aumento no rendimento.
As potencialidades ampliadas de diagnóstico dos dispositivos de campo
possibilitam monitorar e registrar condições como desgastes de válvulas e mau
funcionamento de transmissores. O pessoal da planta pode executar a manutenção
proativa sem esperar uma parada programada, evitando ou reduzindo assim o
tempo ocioso da planta.
3.3.2.2.5: Interoperabilidade
Como o FOUNDATION Fieldbus é um protocolo aberto, fabricantes podem
fornecer dispositivos que operarão juntos com dispositivos de outros fabricantes.
Além disso, o fato de os dispositivos oferecerem sempre os Function Blocks
básicos, um instrumento que esteja operando na planta pode ser substituído por um
outro de um fabricante diferente, mantendo a operabilidade da planta.
37
Capítulo 4: Projeto FEED
Grandes empresas geralmente possuem uma equipe ou um departamento
que desempenha a função de Planejamento, responsável pela coordenação de
estudos e projetos de expansão industrial. Também empresas industriais bem
administradas devem possuir funções, processos ou mesmo um departamento de
Pesquisa e Desenvolvimento de novos produtos ou processos.
Essas duas funções, Planejamento e Pesquisa, gerarão grande parte das
idéias de mudanças na empresa, principalmente se atuarem com sinergia. Algumas
vezes, um estudo de Planejamento gera um assunto de Pesquisa. Outras vezes,
uma descoberta de Pesquisa leva a um estudo por parte do Planejamento. São
essas ações que levam a empresa a uma decisão estratégica a ser concretizada por
um empreendimento industrial.
A partir de estudos de Planejamento sobre as idéias geradas pelo conjunto
Planejamento-Pesquisa, tem início a implantação de um empreendimento industrial.
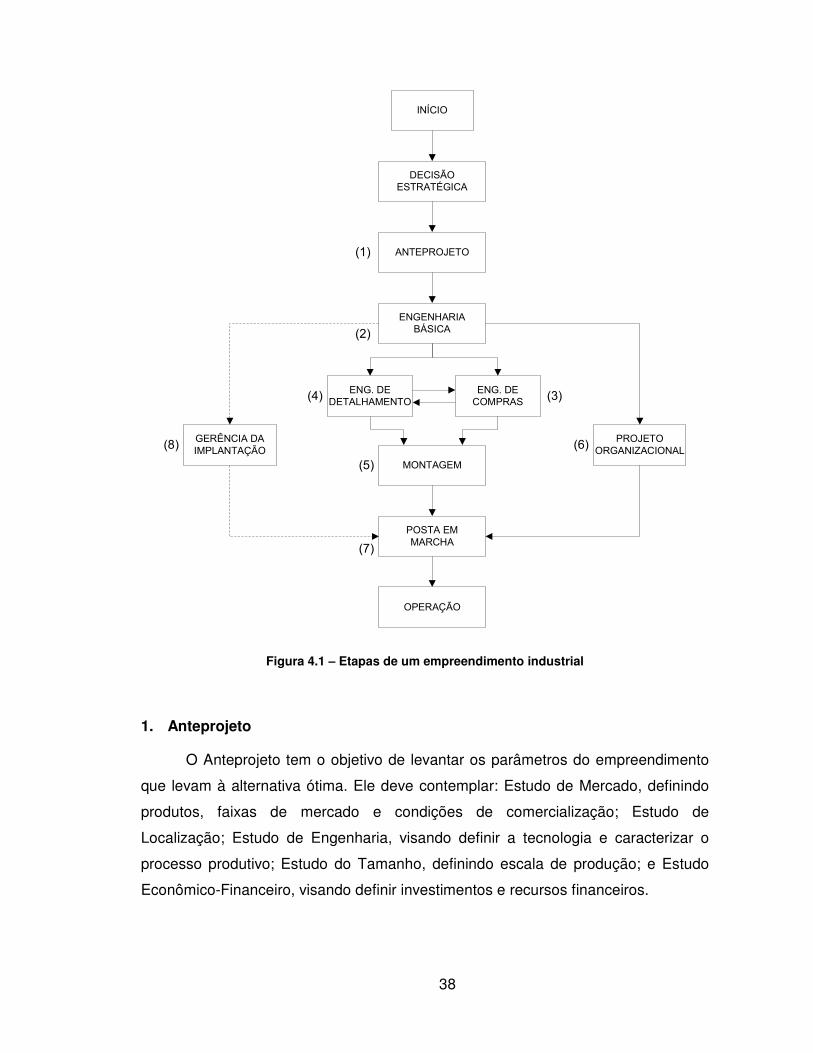
CASAROTTO [ 11 ] divide este processo de implantação em oito etapas, que podem
ser vistas na Figura 4.1 e que serão brevemente explicadas na seqüência.
38
INÍCIO
DECISÃO ESTRATÉGICA
ANTEPROJETO
ENGENHARIA BÁSICA
ENG. DE DETALHAMENTO
ENG. DE COMPRAS
MONTAGEM
POSTA EM MARCHA
OPERAÇÃO
PROJETO ORGANIZACIONAL
GERÊNCIA DA IMPLANTAÇÃO
(1)
(2)
(3)(4)
(5)
(6)
(7)
(8)
Figura 4.1 – Etapas de um empreendimento industrial
1. Anteprojeto
O Anteprojeto tem o objetivo de levantar os parâmetros do empreendimento
que levam à alternativa ótima. Ele deve contemplar: Estudo de Mercado, definindo
produtos, faixas de mercado e condições de comercialização; Estudo de
Localização; Estudo de Engenharia, visando definir a tecnologia e caracterizar o
processo produtivo; Estudo do Tamanho, definindo escala de produção; e Estudo
Econômico-Financeiro, visando definir investimentos e recursos financeiros.
39
2. Engenharia Básica
A partir dos parâmetros gerais de produto, tamanho, localização e processo
produtivo gerados no Anteprojeto, a etapa de Engenharia Básica normalmente
abrange os seguintes itens:
a) Definição exata das características do(s) produto(s)
b) Engenharia Conceitual, definindo a concepção da fábrica (por exemplo,
optar entre uma linha de processo para 50 ton/dia ou duas linhas de 25 ton/dia em
uma indústria química)
c) Projeto Básico, definindo o fluxo de produção, as unidades auxiliares e os
parâmetros básicos de cada equipamento ou conjunto de equipamentos. O Projeto
Básico deve conter os fluxogramas qualitativo e quantitativo de equipamentos,
arranjo físico, balanços materiais e de utilidades, esquemas de transporte interno,
definição das características dos sistemas de utilidades, diagramas de tubulações,
unifilares e de instrumentação e definição dos fatores de produção, incluindo mão-
de-obra. Em relação aos equipamentos, devem ser definidos os parâmetros
necessários à compra ou ao seu projeto de produto, se não for um equipamento de
série. Tomando como exemplo um evaporador, os parâmetros seriam:
- vazão de entrada e saída das fases
- vazão de vapor
- faixas de temperatura
- faixas de pressão
- materiais para carcaça e tubos
- modelo aproximado
d) Revisão dos parâmetros econômicos: investimentos, recursos, análise
financeira.
3. Engenharia de Compras
Com as especificações do Projeto Básico, é possível pesquisar junto aos
fabricantes quais os modelos disponíveis de equipamentos que se adaptam ao
40
processo. Como existem normalmente variações de preços, de qualidade, de prazos
de entrega, de risco e outras características associadas aos diversos modelos, há a
necessidade de uma função específica que conjugue os aspectos técnicos com os
aspectos econômicos e financeiros da compra: a Engenharia de Compras. Também
envolve a compra de todos os suprimentos necessários às instalações industriais,
mas isso só possível após sua caracterização na Engenharia de Detalhamento.
4. Engenharia de Detalhamento
O Projeto Detalhado parte das especificações do projeto básico e das
características dos equipamentos já comprados e se caracteriza por ser um conjunto
de documentos com os detalhes de interligação, desenhos de montagem, listas de
materiais, especificações de instalações (elétricas, hidráulicas, de vapor e outras) e
seus materiais, projetos arquitetônicos, cálculo estrutural, entre outros. O projeto
deve ser detalhado o suficiente para permitir a montagem com segurança.
5. Montagem
Também chamada de Engenharia de Construção e Montagem, é a
materialização de tudo que até então havia sido feito no papel. O grau de liberdade
da fase de montagem é inversamente proporcional ao grau de detalhamento do
projeto.
6. Projeto Organizacional
Antes da posta em marcha é necessário que a nova empresa ou a nova
unidade esteja organizada. É necessário definir o organograma, as funções e a
necessidade de recursos humanos para cada setor. É igualmente necessário
contratar e treinar pessoal operacional e administrativo. E tudo isso, é feito
paralelamente à implantação, de modo a não atrasar o início da posta em marcha.
41
7. Posta em Marcha
É a fase de partida das máquinas, em que a planta é testada. Nessa etapa
são consumidos recursos materiais (matérias-primas), horas de mão-de-obra e
outros fatores para a produção de produtos em fase de testes, quando são
analisados, principalmente, performance dos equipamentos, qualidade dos
produtos, adequação de matérias-primas e adequação de mão-de-obra.
8. Gerenciamento da Implantação
A administração de todo o processo de implantação, que compreende a
organização da equipe participante da implantação, o planejamento (fluxo de
trabalho, prazos, orçamentos e contratos) e o controle do andamento, é uma função
que tem importância diretamente proporcional ao porte do projeto. Após o término
da engenharia, inicia o processo de implantação e, a partir daí, é exigida com mais
ênfase a função Gerenciamento da Implantação.
4.1: FEED
Atualmente, grandes empresas têm optado pela adição de mais uma etapa
neste processo de implantação de empreendimentos industriais. O Projeto de Pré-
Detalhamento, ou FEED – Front End Engineering Design, é uma fase híbrida entre o
Projeto Básico e o Projeto Detalhado.
Na etapa de FEED, é realizado um detalhamento maior do Projeto Básico,
porém não tão aprofundado quanto o Projeto Detalhado. A vantagem do FEED em
relação ao Projeto Básico tradicional é que o maior nível de detalhamento atingido
permite prever com mais precisão qual será o custo final do empreendimento e
também reduzir o tempo total necessário para a entrega do empreendimento. Isto
significa antecipar a entrada em operação da planta, afinal vários fatores que
demandam muito tempo para serem determinados ao longo do Projeto Detalhado já
são resolvidos antecipadamente no FEED. Da mesma forma, alguns problemas
podem ser evitados ou solucionados de melhor maneira se forem atacados mais
cedo no ciclo de vida do empreendimento.
42
Um dos principais objetivos do FEED é levantar dados para que possa ser
realizada uma estimativa de custos do empreendimento. Isto é feito realizando-se
um pré-detalhamento de tudo que é necessário para a construção da unidade. Esta
estimativa de custos servirá tanto para rever a viabilidade econômica do
empreendimento quanto para avaliar a proposta da empresa de Construção e
Montagem, conhecida como “EPCista”. Esta empresa é a responsável pela próxima
etapa do projeto. O contrato de EPC contempla o projeto detalhado (Engineering),
fornecimento de equipamentos e materiais (Procurement) e a contratação dos
serviços para a construção da obra (Construction).
4.2: FEED da Unidade de Separação de Propeno da REGAP
Segundo a empresa contratante, o FEED da Unidade de Separação de
Propeno da REGAP deveria ser desenvolvido com os objetivos de identificar
inconsistências na documentação dos projetos básicos, elaborar um projeto básico
complementar (off-site da Planta de Propeno), elaborar um projeto de pré-
detalhamento que possibilitasse o levantamento mais apurado dos quantitativos de
materiais, equipamentos e serviços técnicos a serem desenvolvidos nas fases
seguintes e elaborar um projeto detalhado de terraplanagem e das fundações
profundas e pontilhões.
Para a disciplina de instrumentação, deveriam ser levantados os dados de
todos os instrumentos constantes nos fluxogramas de engenharia e nas plantas de
segurança do Projeto Básico e do Projeto Básico Complementar. Características
como tipo de instrumento, diâmetro, classe de pressão e material deveriam ser
especificadas. Além disso, outros equipamentos, como caixas de junção, unidades
terminais remotas, câmeras do circuito fechado de TV e analisadores deveriam ser
especificados. Também os materiais necessários para a instalação dos instrumentos
e demais equipamentos, como cabos, eletrodutos rígidos, eletrodutos flexíveis,
eletrocalhas e tubos deveriam ser levantados.
43
Capítulo 5: Trabalho Desenvolvido
Um dos principais objetivos de um Projeto de Pré-Detalhamento é o
levantamento dos quantitativos de equipamentos, materiais e serviços. Para a
disciplina de Instrumentação, este levantamento de quantitativos é realizado em três
partes:
• Levantamento de Quantitativos de Instrumentos:
O Levantamento de Quantitativos de Instrumentos especifica todos os
instrumentos de campo que deverão ser comprados para a construção da planta.
Para cada um destes instrumentos, devem ser levantadas todas as características
necessárias para a cotação de preços. Por exemplo, para uma válvula de controle,
deve-se especificar tipo da válvula (globo, gaveta, esfera), tipo de atuador
(pneumático, elétrico, hidráulico), diâmetro, classe de pressão, tipo de flange e
material do corpo e dos internos.
• Levantamento de Quantitativos de Cabos:
O Levantamento de Quantitativos de Cabos especifica as características e a
quantidade de cabos de comunicação, de alimentação elétrica e de instrumentação
necessários para a interligação entre os instrumentos e os demais equipamentos do
sistema de controle. Características como tipo de cabo, quantidade de condutores
(um par, uma terna, multicabo com 12 pares, etc.), blindagem (individual, total)
devem ser especificadas.
• Levantamento de Quantitativos de Materiais:
O Levantamento de Quantitativos de Materiais especifica e quantifica os
demais materiais necessários para a instalação dos instrumentos na planta. Entre
estes materiais, podemos citar eletrodutos, eletrocalhas, caixas de ligação, tubos,
flanges, juntas, válvulas manuais. Todas as características necessárias para a
44
cotação de preços destes materiais, como material, diâmetro e tipo de conexão
devem ser especificadas.
Os levantamentos de quantitativos da disciplina de Instrumentação levaram
em consideração toda a instrumentação constante no projeto básico fornecido pela
Petrobras e no projeto básico complementar desenvolvido pela disciplina de
Processo da Chemtech. Desta instrumentação fazem parte o Sistema Digital de
Controle Distribuído – SDCD, responsável pelo controle dos processos; o Sistema
Instrumentado de Segurança – SIS, responsável por manter a integridade das
unidades no caso de falha de outros sistemas; e o Sistema de Detecção de Fogo e
Gás, responsável pela detecção e extinção de incêndios. No total, são cerca de 700
instrumentos.
Este trabalho teve como objetivo a elaboração do Levantamento de
Quantitativos de Materiais. Dessa forma, esta parte será o foco principal deste
capítulo. O Levantamento de Quantitativos de Materiais é bastante importante para
a estimativa de custos do empreendimento, já que nele constam todos os materiais
necessários para a instalação dos instrumentos.
5.1: Documentos elaborados
Como foi dito, o objetivo deste trabalho foi a elaboração do Levantamento de
Quantitativos de Materiais. Para a elaboração deste documento, primeiramente
foram elaborados os Detalhes Típicos de Instalação, que servem de fonte de dados
para o levantamento, e são apresentados no item seguinte.
5.1.1: Detalhes Típicos de Instalação
Estes documentos têm como objetivo mostrar como é a instalação dos
instrumentos de campo, assim como quais os materiais necessários para isso. No
projeto de detalhamento, estes documentos são bastante importantes para o
momento da construção da unidade, pois mostram como deve ser feita a montagem

45
dos instrumentos. Já para o projeto de pré-detalhamento, a importância maior deles
é na quantificação dos materiais necessários para a instalação dos instrumentos, já
que os detalhes típicos de instalação fornecem dados para o Levantamento de
Quantitativo de Materiais.
Para a elaboração destes documentos, existem duas alternativas. A primeira
é a consulta ao cliente. Se o cliente já possui uma filosofia de como os instrumentos
são instalados em sua planta, procura-se seguir esta mesma filosofia. A maneira
com que os instrumentos são instalados em campo pode variar de planta para
planta, e não se deve projetar uma nova instalação que não seja condizente com a
filosofia da planta existente. Entretanto, se o cliente ainda não possuir uma cultura
definida de instalação dos instrumentos, a equipe do projeto elabora um modelo de
instalação a partir de uma base de dados proveniente da experiência de projetos
anteriores da empresa.
Além disso, diversas normas devem também ser seguidas na elaboração dos
documentos. Alguns exemplos podem ser citados: a norma N-76 da Petrobras,
denominada “Materiais de Tubulação para Instalações de Refino e Transporte”, que
padroniza os materiais para tubulações em instalações de refino e transporte; a
norma N-1882, também da Petrobras, denominada “Critérios para Elaboração de
Projetos de Instrumentação”, que contém informações como critérios de seleção e
especificação de instrumentos e requisitos para instalação de instrumentos; também
são utilizadas normas específicas da unidade, neste caso, da REGAP.
Os Detalhes Típicos de Instalação são divididos em três documentos:
• Detalhes Típicos de Instalação ao Processo:
Os Detalhes Típicos de Instalação ao Processo mostram a instalação dos
instrumentos à tubulação ou aos equipamentos do processo. Neste projeto, foi
seguida a filosofia da refinaria, que tinha documentada a forma de instalação
usualmente utilizada por eles.
• Detalhes Típicos de Instalação Elétrica:

46
Os Detalhes Típicos de Instalação Elétrica mostram a instalação da parte
elétrica dos instrumentos, tanto da parte de comunicação quanto da parte de
alimentação de energia. A filosofia da refinaria foi também seguida para estes
documentos.
• Detalhes Típicos de Instalação Pneumática:
Os Detalhes Típicos de Instalação Pneumática mostram a instalação dos
dutos para a condução de fluidos pneumáticos de acionamento, como o ar de
instrumento. Este é o documento mais simples dos três detalhes típicos, já que
apenas as válvulas com acionamento pneumático necessitam de ar de instrumento.
Foram adotados também os típicos existentes na refinaria.
No próximo item, serão mostrados exemplos de documentos elaborados para
alguns instrumentos. Para justificar a utilização destes instrumentos, será mostrada
uma malha de controle que os utiliza. Deve-se ressaltar que a especificação e a
sintonia das malhas de controle não são escopo deste trabalho. A malha de controle
será apresentada apenas para mostrar a aplicação dos instrumentos cujos detalhes
típicos de instalação serão mostrados.
5.1.1.1: Exemplos de Detalhes Típicos de Instalação
Para o melhor entendimento dos Detalhes Típicos de Instalação, serão
mostrados como exemplo os documentos elaborados para alguns instrumentos.
Como justificativa para a utilização destes instrumentos, será apresentada a malha
de controle em que eles se encontram.
A malha de controle que será mostrada é uma malha de controle de
especificação do produto de topo de uma torre de destilação. O objetivo desta
malha é manter a concentração do produto de topo dentro dos limites desejáveis.
Um esquemático do processo com a malha de controle é mostrado na Figura 5.1.

47
TORRE
REFERVEDOR
VASO DE TOPODA TORRE
AT
001
AE
001
AI
001
AIC
001
FV
001
*
FT
001
FIC
001
FY
001
<
LT
001
LIC
001
M
Figura 5.1 – Malha de controle de especificação do produto de topo de uma torre de destilação
Nesta torre, primeiramente o produto de topo é utilizado como fonte de calor
no refervedor da torre. Resfriado, então, o fluido segue para o vaso de topo da torre.
Deste vaso, uma parte do fluido é direcionada para o armazenamento, como
produto, e a outra parte volta para a torre como refluxo.
O controle da especificação do produto é realizado através da vazão de
refluxo da torre. Para isso, são utilizados dois controladores em cascata. O primeiro
(AIC-001) recebe o valor da concentração do produto, medida por um analisador
(AT-001). Este controlador calcula, então, quanto deve ser a vazão do refluxo para a
torre, de modo a manter a concentração do produto dentro dos limites
especificados. O segundo controlador (FIC-001) utiliza esta vazão calculada pelo
controlador AIC-001 como setpoint. O valor da vazão é medido pelo transmissor de
vazão FT-001 e a atuação é realizada através da válvula FV-001.
A vazão de refluxo, entretanto, está sujeita a uma restrição do processo. O
nível no vaso de topo da torre não deve ficar abaixo de um limite especificado.
Dessa forma, a atuação na válvula FV-001 é realizada através de um controle por
override. Este tipo de controle envolve tipicamente uma variável primária (vazão) e
uma variável de restrição (nível), associadas a malhas de controle PID, um seletor

48
de sinais e apenas um elemento final de controle. Enquanto a variável de restrição
permanece dentro de seus limites de controle, a variável primária é controlada e a
malha de restrição é ignorada. Se a variável de restrição se aproxima ou ultrapassa
um limite de controle, a saída do controlador correspondente é priorizada pelo
seletor de sinais e enviada para o elemento final de controle, e a variável de
restrição passa a ser controlada. A malha de restrição neste exemplo é composta
pelo transmissor de nível LT-001, pelo controlador LIC-001 e pela válvula FV-001,
que é compartilhada com o controlador de vazão. O seletor de sinais responsável
pelo controle por override é o FY-001.
Os detalhes típicos de instalação para alguns dos instrumentos destas
malhas de controle serão mostrados nos itens seguintes.
5.1.1.1.1: Detalhes Típicos de Instalação ao Processo
Para os transmissores de vazão com placa de orifício, como o FT-001, são
utilizadas duas linhas de impulso para a conexão com a tubulação do processo.
Cada linha de impulso é composta por uma parte em pipe e outra parte em tubing1.
A montagem de um transmissor de vazão é mostrada na Figura 5.2.
1 O pipe, historicamente, foi desenvolvido para utilização na distribuição de água nas cidades,
e, portanto, a dimensão mais importante para o escoamento é o diâmetro interno. Já a aplicação do
tubing não envolve primordialmente um escoamento. São utilizados, por exemplo, em acionamentos
pneumáticos e linhas de impulso. Há uma transmissão de sinal de pressão pelo tubing. Assim, a
dimensão mais importante de um tubing é o diâmetro externo, de forma a permitir maior flexibilidade
em suas interconexões.
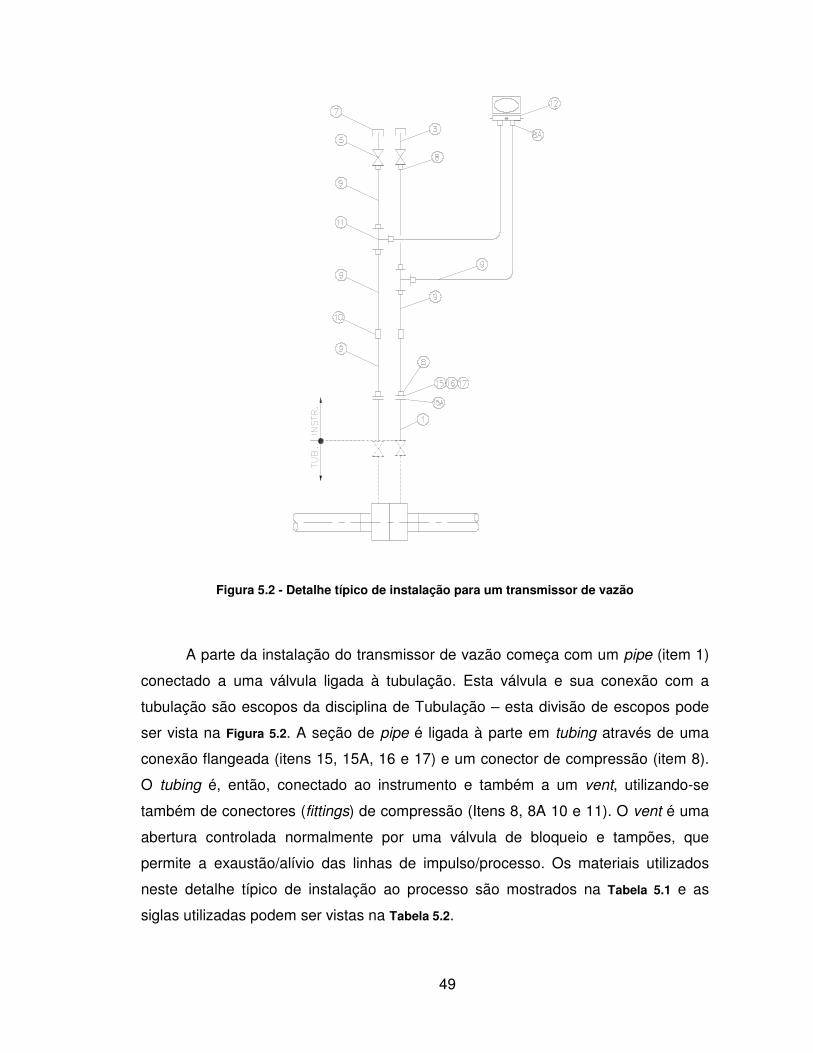
49
INSTR.
TUB.
Figura 5.2 - Detalhe típico de instalação para um transmissor de vazão
A parte da instalação do transmissor de vazão começa com um pipe (item 1)
conectado a uma válvula ligada à tubulação. Esta válvula e sua conexão com a
tubulação são escopos da disciplina de Tubulação – esta divisão de escopos pode
ser vista na Figura 5.2. A seção de pipe é ligada à parte em tubing através de uma
conexão flangeada (itens 15, 15A, 16 e 17) e um conector de compressão (item 8).
O tubing é, então, conectado ao instrumento e também a um vent, utilizando-se
também de conectores (fittings) de compressão (Itens 8, 8A 10 e 11). O vent é uma
abertura controlada normalmente por uma válvula de bloqueio e tampões, que
permite a exaustão/alívio das linhas de impulso/processo. Os materiais utilizados
neste detalhe típico de instalação ao processo são mostrados na Tabela 5.1 e as
siglas utilizadas podem ser vistas na Tabela 5.2.

50
1716
15A151211109
8A87531
ITEM
½" RO x CCT½" ES x CCT
½" RO½" ES
FLANGE, AFO, ASTM A105"MANIFOLD" INTEGRAL, 3 VIAS, AI ASTM A182 Gr F316LTÊ DE COMPRESSÃO, AI ASTM A182 Gr F316L
VPL, AI ASTM A182 Gr F316L, INT. AISI 316, SEDE PEEK
TUBO, AC API 5L Gr B, PSL1, SC, ASME B36.10DESCRIÇÃO DIMENSÃO
ؽ" x 2½" COMP½" P/ FLG - FR
ؽ" RO x PL½" PL
½" ES - FR½" ES - FR½" FLG x RO
½" CCT
TUBING, AI ASTM A269 Gr TP316, SC, RECOZIDO
CONECTOR MACHO DE COMPRESSÃO, AI ASTM A182 Gr F316TAMPÃO, AFO, ASTM A105
NIPLE, AI ASTM A312 Gr TP316L, SC, COMPRIMENTO 4"
CONECTOR MACHO DE COMPRESSÃO, AI ASTM A182 Gr F316
½" CCT½"
UNIÃO DE COMPRESSÃO, AI ASTM A182 Gr F316L
PAE, AL ASTM A193 Gr B7, C/ 2 PORCAS ASTM A194 Gr 2H, HEX. SÉRIE PESADAJUNTA ESPIRALADA, AISI 304, ENCHIMENTO GRAFITE FLEXÍVEL, ANEL EXT. ACFLANGE, AI ASTM A182 Gr F316L
Tabela 5.1 – Materiais para instalação do transmissor de vazão ao processo
Materiais Extremidades AC Aço-Carbono COMP Comprimento
AFO Aço Forjado ES Encaixe para solda AI Aço Inoxidável FLG Flange / Flangeado AL Aço Liga FR Face com ressalto
PAE Parafuso Estojo PL Ponta lisa SC Sem Costura RO Roscado VPL Válvula Plug
Tabela 5.2 – Siglas para materiais e extremidades do detalhe típico de instalação ao processo
Para os transmissores de nível, como o LT-001, a montagem é idêntica, já
que, como os transmissores de vazão com placa de orifício, estes transmissores são
transmissores de pressão diferencial.
Já para as válvulas de controle, não foram elaborados detalhes típicos de
instalação ao processo. Isso porque as válvulas de controle são instaladas
diretamente na tubulação através de flanges, e o material necessário para essa
conexão são somente os flanges, as juntas e os parafusos. Neste caso, os flanges e
as juntas são do escopo da disciplina de Tubulação, já que estão instalados
diretamente na tubulação. Já os parafusos foram indicados no Levantamento de
Quantitativos de Instrumentos, juntamente com as respectivas válvulas.
Um exemplo de uma folha do documento de Detalhe Típico de Instalação ao
Processo pode ser visto no Anexo A:.

51
5.1.1.1.2: Detalhes Típicos de Instalação Elétrica
Conforme definido pela refinaria, o encaminhamento dos cabos deveria ser
feito por eletrodutos rígidos até o pipe rack1. No pipe rack, os cabos seguem por
eletrocalhas até o limite da unidade, onde entram em eletrodutos envelopados em
concreto, enterrados, e assim são encaminhados até a sala de controle local. A área
da Unidade de Separação de Propeno, com o pipe rack assinalado, podem ser
vistos na Figura 5.3.
Figura 5.3 – Área da Unidade de Separação de Propeno, com o pipe rack em destaque
O Detalhe Típico de Instalação Elétrica mostra o encaminhamento dos cabos
até o pipe rack. Como tanto os transmissores de vazão FT-001 e nível LT-001
quanto a válvula de controle FV-001 são instrumentos ligados a 2 fios ao sistema de
controle, o detalhe típico de instalação elétrica deles é idêntico, e pode ser visto na
Figura 5.4.
1 Estrutura aérea que tem como função principal a sustentação da tubulação, mas é utilizada
também para sustentar outros elementos, como leitos de cabos elétricos e ópticos e eletrocalhas.
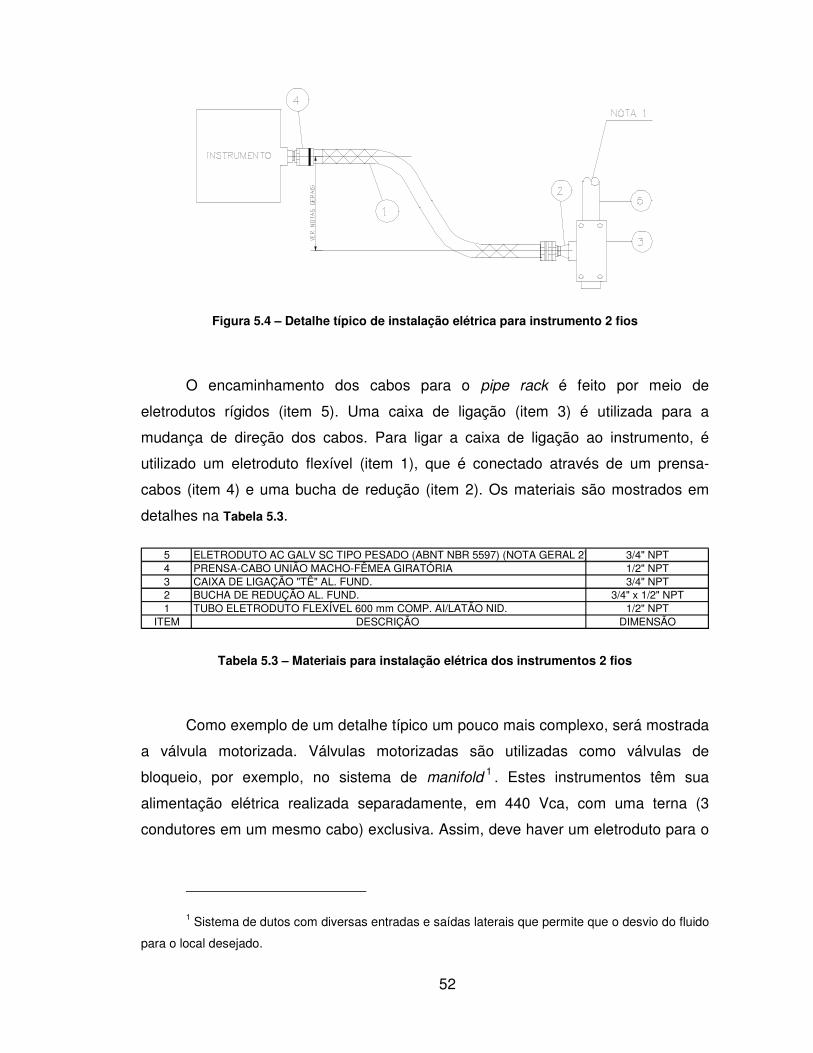
52
Figura 5.4 – Detalhe típico de instalação elétrica para instrumento 2 fios
O encaminhamento dos cabos para o pipe rack é feito por meio de
eletrodutos rígidos (item 5). Uma caixa de ligação (item 3) é utilizada para a
mudança de direção dos cabos. Para ligar a caixa de ligação ao instrumento, é
utilizado um eletroduto flexível (item 1), que é conectado através de um prensa-
cabos (item 4) e uma bucha de redução (item 2). Os materiais são mostrados em
detalhes na Tabela 5.3.
54321
ITEM
3/4" NPT
TUBO ELETRODUTO FLEXÍVEL 600 mm COMP. AI/LATÃO NID. 1/2" NPTDIMENSÃO
3/4" x 1/2" NPTBUCHA DE REDUÇÃO AL. FUND.
ELETRODUTO AC GALV SC TIPO PESADO (ABNT NBR 5597) (NOTA GERAL 2)
DESCRIÇÃO
1/2" NPTPRENSA-CABO UNIÃO MACHO-FÊMEA GIRATÓRIACAIXA DE LIGAÇÃO "TÊ" AL. FUND.
3/4" NPT
Tabela 5.3 – Materiais para instalação elétrica dos instrumentos 2 fios
Como exemplo de um detalhe típico um pouco mais complexo, será mostrada
a válvula motorizada. Válvulas motorizadas são utilizadas como válvulas de
bloqueio, por exemplo, no sistema de manifold1 . Estes instrumentos têm sua
alimentação elétrica realizada separadamente, em 440 Vca, com uma terna (3
condutores em um mesmo cabo) exclusiva. Assim, deve haver um eletroduto para o
1 Sistema de dutos com diversas entradas e saídas laterais que permite que o desvio do fluido
para o local desejado.

53
cabo de comunicação serial (para comando remoto da válvula) e outro eletroduto
para o cabo de alimentação. Esta configuração é mostrada na Figura 5.5.
Figura 5.5 – Detalhe típico de instalação elétrica para instrumento 4 fios
A parte da instalação correspondente ao cabo de alimentação é a da
esquerda da Figura 5.5. A caixa de ligação desta parte está com o eletroduto rígido
apontado para baixo devido ao encaminhamento dos cabos de alta tensão na
unidade, que é subterrâneo.
Um exemplo de uma folha do documento de Detalhe Típico de Instalação
Elétrica pode ser visto no Anexo B:.
5.1.1.1.3: Detalhes Típicos de Instalação Pneumática
Na Unidade de Separação de Propeno, a distribuição de ar será realizada
diretamente dos headers de ar de instrumento. Este header é uma tubulação em
anel fechado, que circula por todas as seções da unidade, disponibilizando ar de
instrumento para os respectivos consumidores. A distribuição é realizada por meio
de pipes, que captam o ar de instrumento do header em ponto próximo ao
instrumento. O detalhe típico para a distribuição de ar é igual para todos os
instrumentos pneumáticos, e pode ser visto na Figura 5.6.
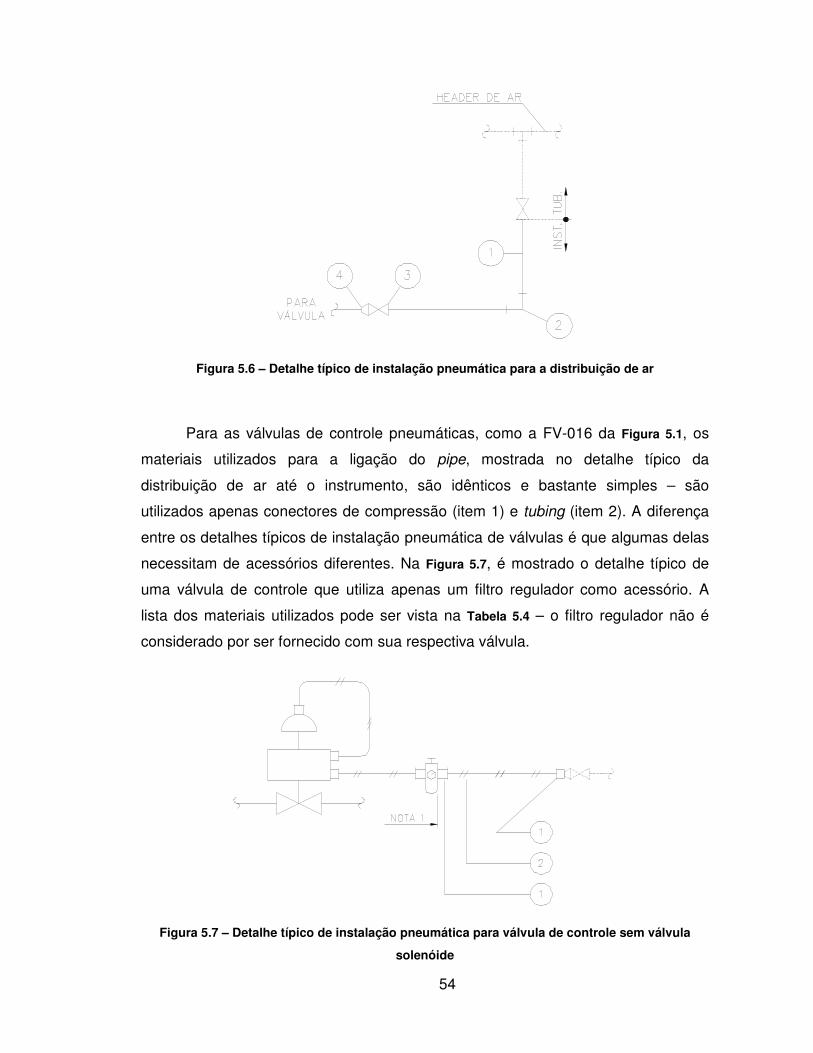
54
Figura 5.6 – Detalhe típico de instalação pneumática para a distribuição de ar
Para as válvulas de controle pneumáticas, como a FV-016 da Figura 5.1, os
materiais utilizados para a ligação do pipe, mostrada no detalhe típico da
distribuição de ar até o instrumento, são idênticos e bastante simples – são
utilizados apenas conectores de compressão (item 1) e tubing (item 2). A diferença
entre os detalhes típicos de instalação pneumática de válvulas é que algumas delas
necessitam de acessórios diferentes. Na Figura 5.7, é mostrado o detalhe típico de
uma válvula de controle que utiliza apenas um filtro regulador como acessório. A
lista dos materiais utilizados pode ser vista na Tabela 5.4 – o filtro regulador não é
considerado por ser fornecido com sua respectiva válvula.
Figura 5.7 – Detalhe típico de instalação pneumática para válvula de controle sem válvula
solenóide

55
21
ITEM
TUBING COBRE CAPA DE PVC (NOTA GERAL 2)1/4" DE x 1/4" NPT
DIMENSÃOCONECTOR MACHO DE COMPRESSÃO
DESCRIÇÃO
1/4" DE
Tabela 5.4 – Materiais para instalação de ar de instrumento para válvula de controle sem
válvula solenóide
As válvulas relacionadas ao Sistema Instrumentado de Segurança,
responsável pela lógica de intertravamento da planta, utilizam também uma válvula
solenóide. Esta, como o filtro regulador de ar, é fornecida junto com a sua respectiva
válvula, então os materiais considerados são os mesmos do detalhe típico anterior.
O detalhe típico para estas válvulas é mostrado na Figura 5.8.
Figura 5.8 – Detalhe típico de instalação pneumática para válvula de controle com válvula
solenóide
Um exemplo de uma folha do documento de Detalhe Típico de Instalação
Pneumática pode ser visto no Anexo C:.
5.1.2: Levantamento de Quantitativos de Materiais
O Levantamento de Quantitativos de Materiais tem como objetivo quantificar
os materiais necessários para a instalação dos equipamentos em campo. Como foi

56
dito no início deste capítulo, este levantamento faz parte de um dos objetivos
principais de um projeto FEED, que é o levantamento de quantitativos de
equipamentos, materiais e serviços para a estimativa de custos do empreendimento.
Conforme as orientações da Petrobras, os Levantamentos de Quantitativos
deveriam ser divididos de acordo com suas unidades. Foram elaborados então um
documento para a Unidade de Separação de Propeno, um para o Sistema de
Transferência de Produtos e um para as demais unidades. Cada um destes
documentos deveria conter o total de cada um dos materiais necessários para
sua(s) respectiva(s) unidade(s) e a descrição completa destes materiais, de forma
que eles pudessem ser cotados com os fornecedores.
A maioria dos materiais listados no Levantamento de Quantitativos de
Materiais vem dos Detalhes Típicos de Instalação mostrados no item 5.1.1:. Para
que a totalização da quantidade de materiais para cada unidade fosse feita de forma
mais rápida e menos susceptível a erros, foi elaborada uma macro em VBA (Visual
Basic for Applications). Esta macro toma como entrada as planilhas dos Detalhes
Típicos de Instalação (elaboradas em Excel) e gera um sumário com as quantidades
totais de cada tipo de material. Um exemplo de sumário é mostrado no Anexo D:.
Alguns outros materiais, no entanto, não são quantificados nos Detalhes
Típicos de Instalação. Exemplos destes tipos de materiais e a forma como eles são
quantificados serão mostrados nos itens a seguir.
5.1.2.1: Eletrodutos Rígidos
Os eletrodutos rígidos são utilizados para o encaminhamento dos cabos dos
equipamentos até o pipe rack – a localização deste na Unidade de Separação de
Propeno pode ser vista na Figura 5.3. Como a quantidade destes eletrodutos varia de
acordo com a distância de cada instrumento ao pipe rack, eles não foram contados
diretamente nos Detalhes Típicos de Instalação Elétrica.
Neste projeto, foram utilizados eletrodutos rígidos em aço carbono,
galvanizados a fogo, semelhantes aos mostrados na Figura 5.9.
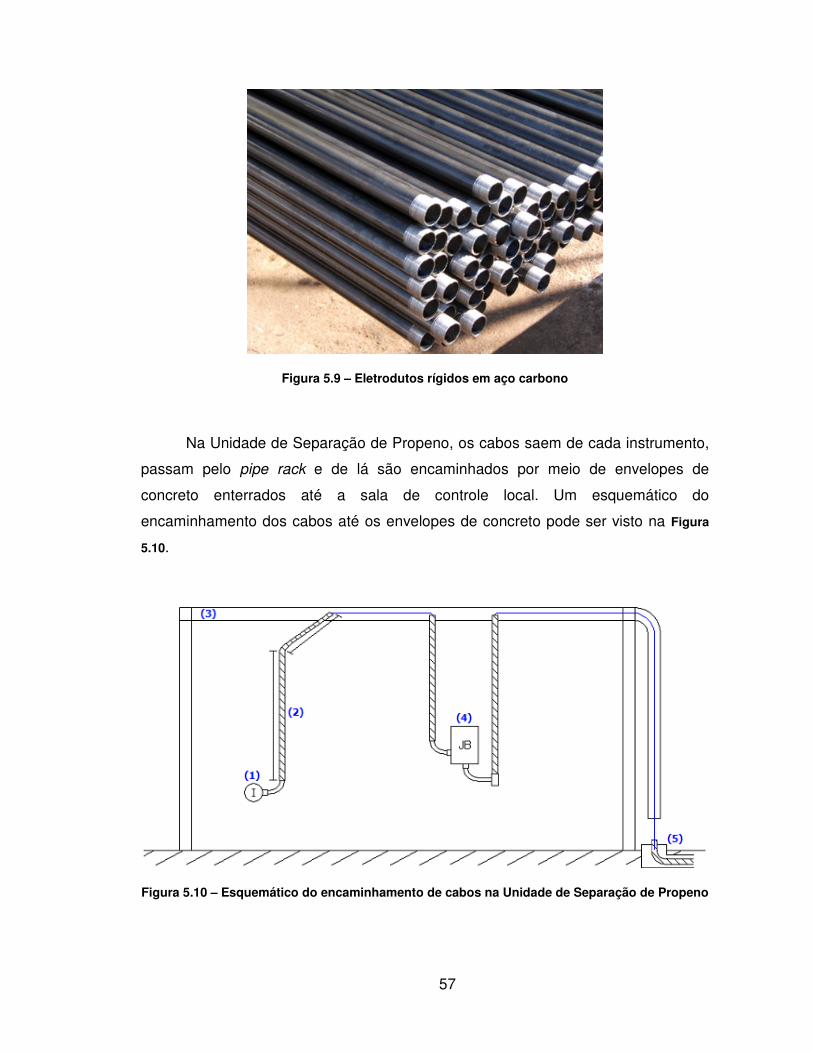
57
Figura 5.9 – Eletrodutos rígidos em aço carbono
Na Unidade de Separação de Propeno, os cabos saem de cada instrumento,
passam pelo pipe rack e de lá são encaminhados por meio de envelopes de
concreto enterrados até a sala de controle local. Um esquemático do
encaminhamento dos cabos até os envelopes de concreto pode ser visto na Figura
5.10.
Figura 5.10 – Esquemático do encaminhamento de cabos na Unidade de Separação de Propeno
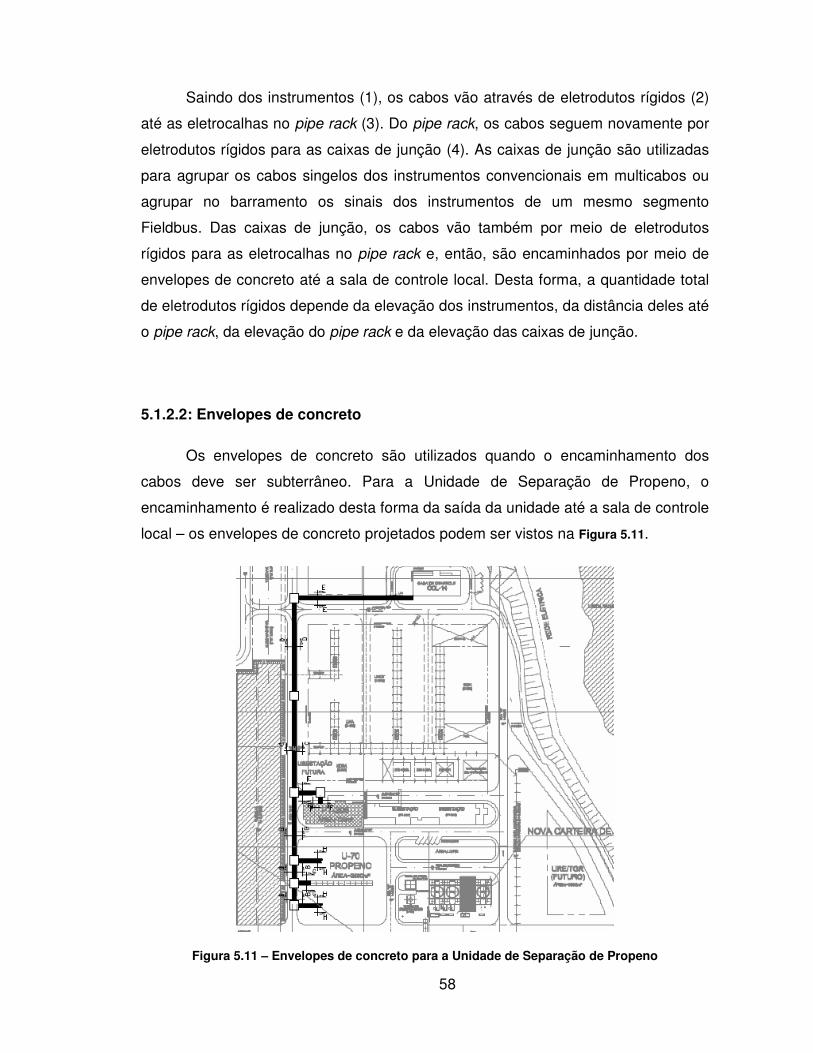
58
Saindo dos instrumentos (1), os cabos vão através de eletrodutos rígidos (2)
até as eletrocalhas no pipe rack (3). Do pipe rack, os cabos seguem novamente por
eletrodutos rígidos para as caixas de junção (4). As caixas de junção são utilizadas
para agrupar os cabos singelos dos instrumentos convencionais em multicabos ou
agrupar no barramento os sinais dos instrumentos de um mesmo segmento
Fieldbus. Das caixas de junção, os cabos vão também por meio de eletrodutos
rígidos para as eletrocalhas no pipe rack e, então, são encaminhados por meio de
envelopes de concreto até a sala de controle local. Desta forma, a quantidade total
de eletrodutos rígidos depende da elevação dos instrumentos, da distância deles até
o pipe rack, da elevação do pipe rack e da elevação das caixas de junção.
5.1.2.2: Envelopes de concreto
Os envelopes de concreto são utilizados quando o encaminhamento dos
cabos deve ser subterrâneo. Para a Unidade de Separação de Propeno, o
encaminhamento é realizado desta forma da saída da unidade até a sala de controle
local – os envelopes de concreto projetados podem ser vistos na Figura 5.11.
Figura 5.11 – Envelopes de concreto para a Unidade de Separação de Propeno

59
Os envelopes de concreto contêm diversos eletrodutos rígidos com diâmetros
que variam de acordo com a necessidade. A quantidade de eletrodutos varia
também conforme a necessidade, mas deve respeitar um limite estabelecido pela
norma N-1996 (“Projeto de Redes Elétricas em Envelopes de Concreto e com
Cabos Diretamente no Solo”) da Petrobras. Esta norma define também outros
diversos parâmetros para os envelopes, como as dimensões deles de acordo com
os eletrodutos rígidos, as distâncias a outros elementos subterrâneos e os limites de
profundidade. A chegada de um envelope de concreto de pequeno porte na Sala de
Controle Local, com quatro eletrodutos de 2” de diâmetro, de uma outra unidade da
REGAP é mostrada na Figura 5.12.
Figura 5.12 – Exemplo de envelope de concreto
O primeiro passo no projeto dos envelopes de concreto é definir por onde
estes envelopes devem passar. A norma N-1996 define vários critérios para a
escolha do encaminhamento dos envelopes, entre eles:
- evitar passagem por áreas destinadas a futuras instalações;
- evitar passagem em unidades de processo, casas de bombas, áreas,
áreas pavimentadas;
- minimizar o comprimento da rede;

60
- permitir ampliações;
- facilitar o lançamento e a manutenção dos cabos e redes.
Deve-se definir também a quantidade e a localização dos manholes. Os
manholes são caixas de passagem subterrâneas que permitem o acesso aos cabos
que estão nos envelopes de concreto. Eles devem ser utilizados sempre que seja
necessária uma mudança na direção dos envelopes. Além disso, a norma N-1996
exige manholes também sempre que houver trechos retos de envelopes maiores de
100m. Os manholes possibilitam a instalação dos cabos nos envelopes, operação
que é feita por tração dos cabos através dos dutos.
Posteriormente, define-se o agrupamento dos cabos nos envelopes. Apenas
podem seguir pelo mesmo eletroduto cabos que transmitam o mesmo tipo de sinal,
ou tipos de sinais compatíveis. Por exemplo, cabos de alimentação não devem
seguir pelo mesmo eletroduto que cabos com sinal analógico, para evitar que haja
interferência entre os sinais. Outro critério para se definir a quantidade e o diâmetro
dos eletrodutos dos envelopes é a taxa de ocupação permitida. Esta taxa é definida
também pela norma N-1996, e varia de acordo com o número de cabos. Eletrodutos
reservas devem também ser previstos. A quantidade destes eletrodutos depende
dos critérios de projeto específicos para a instalação.
Na Figura 5.13, é mostrada a seção de um dos envelopes projetados, com
suas dimensões em milímetros, o tipo de sinal transmitido pelos respectivos cabos e
os diâmetros dos eletrodutos.
Figura 5.13 – Seção de um envelope de concreto projetado

61
Terminado o projeto dos envelopes de concreto, podem-se definir o volume
de concreto e a quantidade de cada tipo de eletroduto rígido, elementos do
Levantamento de Quantitativos de Materiais. Um exemplo de Levantamento de
Quantitativo de Materiais é apresentado no Anexo E:.
62
Capítulo 6: Conclusões e Perspectivas
O trabalho desenvolvido durante este período de estágio na Chemtech foi
uma ótima oportunidade de crescimento profissional, permitindo o contato com o
mercado de trabalho e com um importante projeto de engenharia.
A indústria de Petróleo e Gás é uma área muito interessante para a
engenharia. Com processos bastante complexos e utilização das mais recentes
tecnologias, a área oferece muitas oportunidades de aplicação do conhecimento
obtido durante o curso de Engenharia de Controle e Automação. O interesse pela
área de Petróleo e Gás, despertado durante a graduação, como integrante do
PRH-34 – Programa de Recursos Humanos da Agência Nacional do Petróleo, Gás
Natural e Biocombustíveis (ANP) –, tornou-se ainda maior com este projeto.
A experiência de participar do projeto de uma nova unidade em uma refinaria
foi muito interessante. Foi bastante grande o conhecimento adquirido, não somente
na área técnica, como também na visão do planejamento que projetos deste tipo
necessitam.
Ao fim do projeto, considero que o trabalho foi desenvolvido com sucesso. Os
prazos de entrega foram cumpridos e todos os documentos elaborados foram
aprovados em suas versões finais pela equipe da Petrobras. Como o projeto de
detalhamento desta unidade de separação de propeno não será realizado pela
Chemtech, nossa participação no projeto está aqui encerrada no FEED.
Para a Chemtech, o sucesso em projetos deste tipo tem grande importância.
A realização de projetos com qualidade e respeitando os prazos aumenta a
visibilidade e o reconhecimento da empresa junto aos seus clientes. A experiência e
o sucesso nestes projetos de engenharia possibilitaram à Chemtech expandir sua
atuação nesta área. O próximo projeto na área contemplará o projeto de pré-
detalhamento e também o detalhamento de uma refinaria completa – a Refinaria do
Nordeste – Abreu e Lima (RNEST), que entrará em operação em 2011 –,
abrangendo todas as unidades de processo e o off-site. Neste novo projeto, a
participação do autor deste trabalho continuará na disciplina de Instrumentação.

63
Bibliografia:
[ 1 ] Produtores de resinas prevêem demanda em alta. Gazeta Mercantil, São
Paulo, 8 fev. 2008. Disponível em <http://www.gazeta.com.br/integraNoticia.aspx?
Param=35%2c0%2c1484348%2cUIOU>. Acesso em: 23 fev. 2008.
[ 2 ] Refinarias PETROBRAS. Disponível em <http://www2.petrobras.com.br/
minisite/refinarias/portugues/refinarias/regap.asp>. Acesso em: 30 jan. 2008.
[ 3 ] LEFFER, William L. Petroleum Refining in Nontechnical Language. 3rd ed.
Tulsa, EUA: PennWell, 2000.
[ 4 ] PEREIRA, Roberta Alves et al. Tendências Tecnológicas e Mercadológicas
dos Principais Produtos Petroquímicos Básicos: Eteno e Propeno. 2007. In:
Congresso Brasileiro de Pesquisa e Desenvolvimento em Petróleo e Gás -
PDPETRO, 4., 2007, Campinas.
[ 5 ] AFONSO, Maria L.; TRISTÃO, Maria L.; DUNLOP, Maria B. Caracterização
de Soda Gasta dos Tratamentos Cáustico e Merox. Boletim Técnico PETROBRAS,
Rio de Janeiro, n. 43, p. 137-140, jul./dez. 2000.
[ 6 ] THOMAS, José Eduardo (Org.). Fundamentos de engenharia de petróleo.
Rio de Janeiro: Interciência: PETROBRAS, 2001.
[ 7 ] ANDERSON, Norman A. Instrumentation for Process Measurement and
Control. 3rd ed. Boca Raton, EUA: CRC Press, 1997.
[ 8 ] HELSON, Ron. Os Benefícios do Protocolo de Comunicação HART® em
Sistemas de Instrumentação Inteligentes. Austin, EUA: HART Communication
Foundation, 2004.
[ 9 ] DA SILVA, Gustavo M. As Redes de Campo em Instrumentação e
Controlo Industrial. Lisboa, Portugal: Escola Superior de Tecnologia de Setúbal,
2004.
64
[ 10 ] BERGE, Jonas. Fieldbuses for Process Control: Engineering, Operation,
and Maintenance. Research Triangle Park, EUA: ISA, 2004.
[ 11 ] CASAROTTO FILHO, Nelson. Anteprojeto Industrial: Das Estratégias
Empresariais à Engenharia. Tese submetida à Universidade Federal de Santa
Catarina para obtenção do título de Doutor em Engenharia – Programa de Pós -
Graduação em Engenharia de Produção, Universidade Federal de Santa Catarina,
Florianópolis, 1995.
[ 12 ] RIBEIRO, Marco Antônio. Válvulas de controle e Segurança. 5. ed.
Salvador: Tek, 1999.
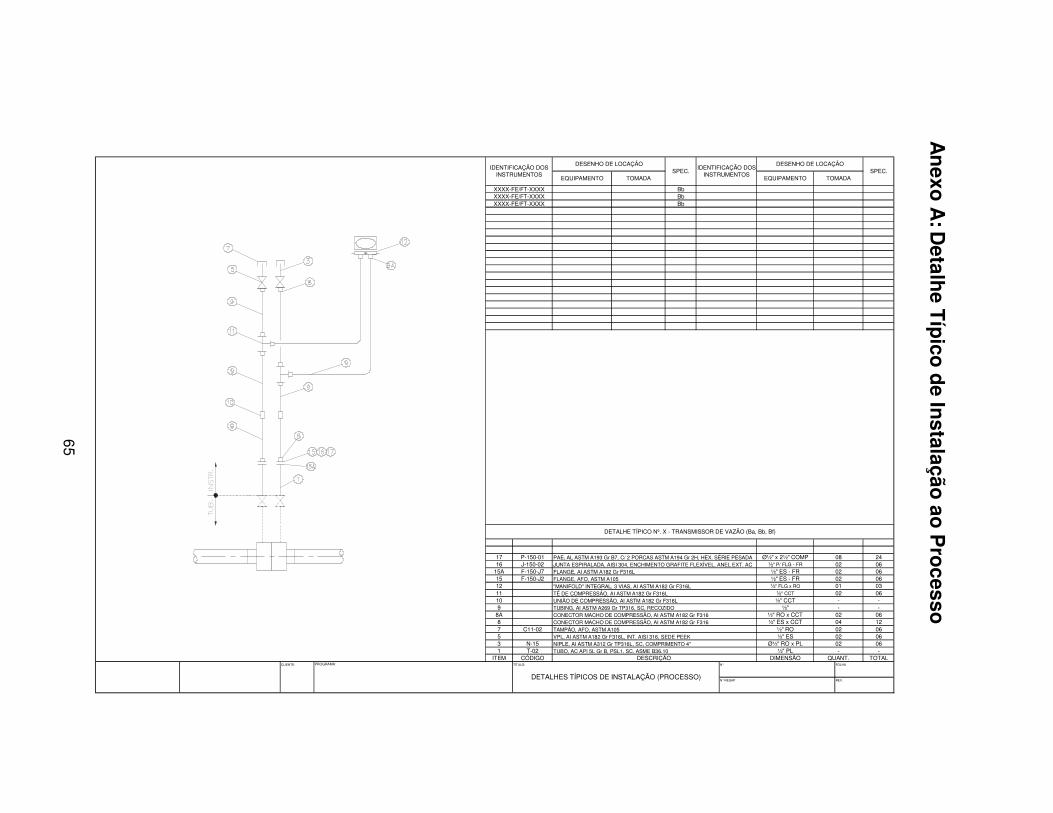
65
An
exo A
: Detalh
e Típ
ico d
e Instalação
ao P
rocesso
BbBbBb
17 2416 06
15A 0615 0612 0311 0610 -9 -
8A 068 127 065 063 061 -
ITEM TOTALTÍTULO: N° FOLHA
N° REGAP REV.
½" RO x CCT½" ES x CCT
02
QUANT.-
02½" RO½" ES
PROGRAMA:
FLANGE, AFO, ASTM A105"MANIFOLD" INTEGRAL, 3 VIAS, AI ASTM A182 Gr F316LTÊ DE COMPRESSÃO, AI ASTM A182 Gr F316L
VPL, AI ASTM A182 Gr F316L, INT. AISI 316, SEDE PEEK
TUBO, AC API 5L Gr B, PSL1, SC, ASME B36.10
020102--
020402
SPEC.DESENHO DE LOCAÇÃO
EQUIPAMENTO TOMADA
DESENHO DE LOCAÇÃO
EQUIPAMENTOSPEC.
TOMADA
IDENTIFICAÇÃO DOS INSTRUMENTOS
DESCRIÇÃO CLIENTE:
DIMENSÃO
ؽ" x 2½" COMP½" P/ FLG - FR
ؽ" RO x PL½" PL
½" ES - FR½" ES - FR½" FLG x RO
½" CCT
IDENTIFICAÇÃO DOS INSTRUMENTOS
XXXX-FE/FT-XXXXXXXX-FE/FT-XXXXXXXX-FE/FT-XXXX
T-02CÓDIGO
P-150-01J-150-02F-150-J7F-150-J2
TUBING, AI ASTM A269 Gr TP316, SC, RECOZIDO
CONECTOR MACHO DE COMPRESSÃO, AI ASTM A182 Gr F316
N-15
C11-02 TAMPÃO, AFO, ASTM A105
NIPLE, AI ASTM A312 Gr TP316L, SC, COMPRIMENTO 4"
CONECTOR MACHO DE COMPRESSÃO, AI ASTM A182 Gr F316
02
½" CCT½"
UNIÃO DE COMPRESSÃO, AI ASTM A182 Gr F316L
PAE, AL ASTM A193 Gr B7, C/ 2 PORCAS ASTM A194 Gr 2H, HEX. SÉRIE PESADAJUNTA ESPIRALADA, AISI 304, ENCHIMENTO GRAFITE FLEXÍVEL, ANEL EXT. ACFLANGE, AI ASTM A182 Gr F316L
DETALHES TÍPICOS DE INSTALAÇÃO (PROCESSO)
DETALHE TÍPICO Nº. X - TRANSMISSOR DE VAZÃO (Ba, Bb, Bf)
02
08
INSTR.
TUB.
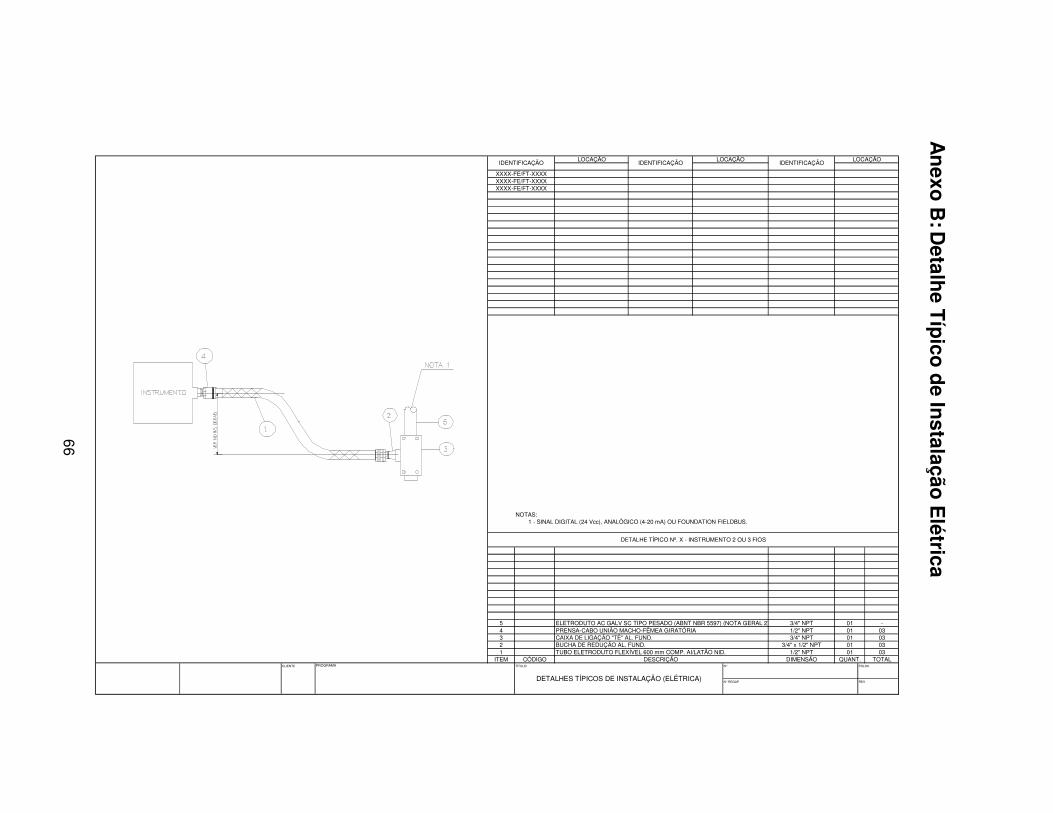
66
An
exo B
: Detalh
e Típ
ico d
e Instalação
Elétrica
5 -4 033 032 031 03
ITEM TOTALTÍTULO: N° FOLHA
N° REGAP REV.
XXXX-FE/FT-XXXXXXXX-FE/FT-XXXXXXXX-FE/FT-XXXX
LOCAÇÃOIDENTIFICAÇÃO
QUANT.
01
01
01
01
DESCRIÇÃO
1/2" NPTPRENSA-CABO UNIÃO MACHO-FÊMEA GIRATÓRIACAIXA DE LIGAÇÃO "TÊ" AL. FUND.
3/4" NPT
PROGRAMA
CÓDIGO
LOCAÇÃO
CLIENTE
IDENTIFICAÇÃO
DETALHE TÍPICO Nº. X - INSTRUMENTO 2 OU 3 FIOS
IDENTIFICAÇÃOLOCAÇÃO
01BUCHA DE REDUÇÃO AL. FUND.
ELETRODUTO AC GALV SC TIPO PESADO (ABNT NBR 5597) (NOTA GERAL 2)
NOTAS: 1 - SINAL DIGITAL (24 Vcc), ANALÓGICO (4-20 mA) OU FOUNDATION FIELDBUS.
DETALHES TÍPICOS DE INSTALAÇÃO (ELÉTRICA)
3/4" NPT
TUBO ELETRODUTO FLEXÍVEL 600 mm COMP. AI/LATÃO NID. 1/2" NPTDIMENSÃO
3/4" x 1/2" NPT
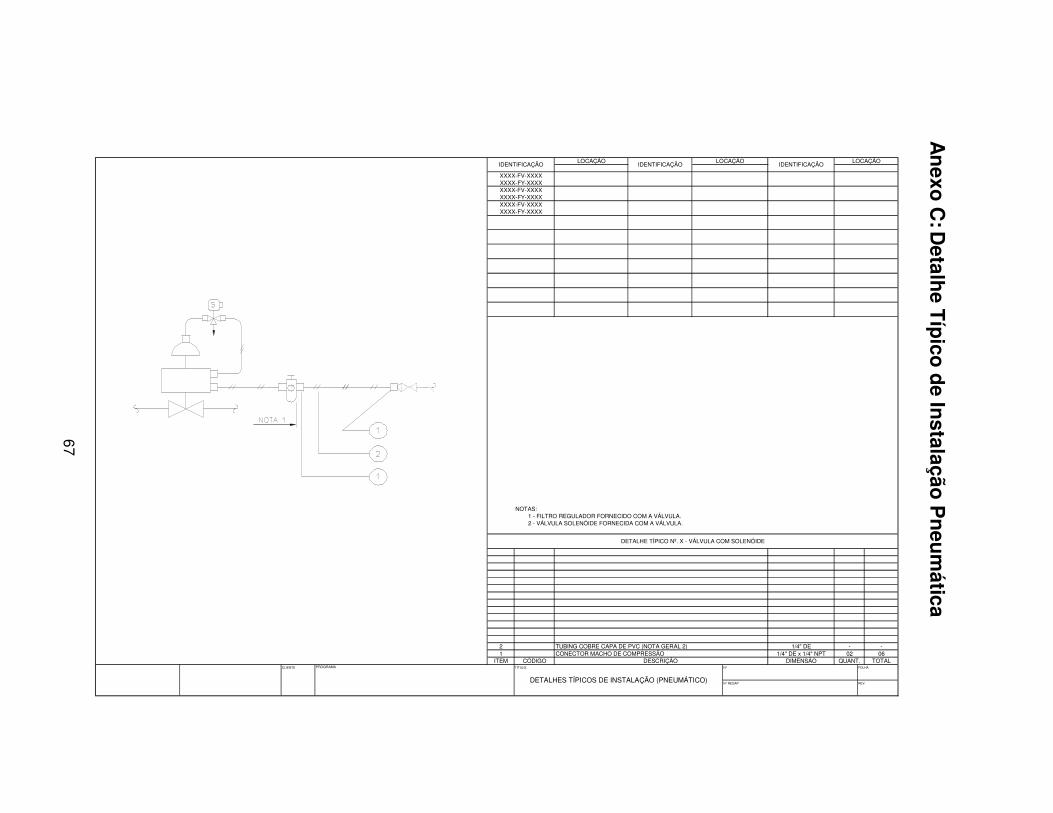
67
An
exo C
: Detalh
e Típ
ico d
e Instalação
Pn
eum
ática
2 -1 06
ITEM TOTALTÍTULO: N° FOLHA
N° REGAP REV.
NOTAS: 1 - FILTRO REGULADOR FORNECIDO COM A VÁLVULA. 2 - VÁLVULA SOLENÓIDE FORNECIDA COM A VÁLVULA.
XXXX-FV-XXXXXXXX-FY-XXXX
LOCAÇÃO
XXXX-FV-XXXXXXXX-FY-XXXXXXXX-FV-XXXXXXXX-FY-XXXX
CLIENTE
CÓDIGOPROGRAMA
IDENTIFICAÇÃOLOCAÇÃO
IDENTIFICAÇÃO IDENTIFICAÇÃOLOCAÇÃO
1/4" DE -
QUANT.DIMENSÃO02CONECTOR MACHO DE COMPRESSÃO
DESCRIÇÃO
DETALHES TÍPICOS DE INSTALAÇÃO (PNEUMÁTICO)
DETALHE TÍPICO Nº. X - VÁLVULA COM SOLENÓIDE
TUBING COBRE CAPA DE PVC (NOTA GERAL 2)1/4" DE x 1/4" NPT

68
An
exo D
: Exem
plo
de fo
lha d
e sum
ário
- - - - 49 45 51 57 58 13 60 60 60 29 22 01 12 - - 36 553
- - - - 49 45 51 57 58 13 60 60 60 29 22 01 12 120 96 36 769
- - - - - - - - - - - - - - - - - - - - -
- - - - - - - - - - - - - - - - 12 - - - 12
- - - - - - - - - - - - - - - 02 12 - - - 14
- - - - - - - - - - 60 60 60 29 - - 12 - - - 221
- - - - 49 45 51 57 58 13 - - - - 22 01 - - - 36 332
- - - - - - - - - - - - - - - - - 120 96 - 216
- - - - 49 45 51 57 58 13 60 60 60 29 22 01 12 - - 36 553
- - - - - - - - - - - - - - - - - 120 96 - 216
TÍTULO: N°
N° REGAP
11 14135 6 12
DETALHES TÍPICOS DE INSTALAÇÃO (ELÉTRICA)
769
7 8 9 10 18 19 20
553
15 16 17TOTAL
SUB TOTAL
REV.
CÓDIGO DESCRIÇÃO DO MATERIAL DIMENSÃOQUANTIDADE POR FOLHA
1 2 3 4
BUCHA DE REDUÇÃO AL. FUND. 3/4" x 1/2" NPT
CAIXA DE LIGAÇÃO "TÊ" AL. FUND. 3/4" NPT
ELETRODUTO AC GALV SC TIPO PESADO (ABNT NBR 5597) (NOTA GERAL 2) 3/4" NPT -
PRENSA-CABO AI/LATÃO 1/2" NPT 12
PRENSA-CABO AI/LATÃO, BR Exd IIC 1/2" NPT 14
PRENSA-CABO UNIÃO MACHO-FÊMEA GIRATÓRIA 1/2" NPT 221
PRENSA-CABO UNIÃO MACHO-FÊMEA GIRATÓRIA, BR Exd IIC 1/2" NPT 332
PRENSA-CABO UNIÃO MACHO-FÊMEA GIRATÓRIA, BR Exd IIC 3/4" NPT 216
TUBO ELETRODUTO FLEXÍVEL 600 mm COMP. AI/LATÃO NID. 1/2" NPT 553
TUBO ELETRODUTO FLEXÍVEL 600 mm COMP. AI/LATÃO NID. 3/4" NPT 216
FOLHACLIENTE PROGRAMA

69
Anexo E: Levantamento de Quantitativos de Materiais
REV.
Instrumentação - Materiais Diversos Nº do Projeto:
Unidade : Órgão/Cliente: DATA:CÓDIGO UNID. QUANT.
01
01.01
01.01.095 Un 736
04
04.01
04.01.245 m 570
04.01.250 m 2930
04.01.255 m 304
18
18.01.000 Un 2
18.01.005 Un 2
18.01.010 Un 2
18.01.015 Un 2
18.01.020 Un 6
18.01.025 Un 51
20
20.01.000 Un 72420.01.005 Un 55
20.01.010 Un 67
20.01.015 Un 2120.01.020 Un 14020.01.025 Un 33020.01.030 Un 110
20.01.035 Un 110
20.01.040 m 1183520.01.045 m3 15120.01.050 Un 10220.01.055 Un 420.01.060 Un 25720.01.065 Un 3420.01.070 Un 220.01.075 Un 4820.01.080 Un 10920.01.085 Un 55
20.01.090 Un 76
20.01.095 Un 183
20.01.100 Un 2
20.01.105 Un 17
20.01.110 Un 1920.01.115 Un 4420.01.120 Un 2820.01.125 Un 1520.01.130 Un 3820.01.135 Un 2420.01.140 Un 220.01.145 Un 14720.01.150 Un 15620.01.155 Un 3620.01.160 Un 30420.01.165 Un 66420.01.170 Un 13620.01.175 Un 820.01.180 Kg 128720.01.185 Un 12
20.01.190 Un 12
20.01.195 Un 192
20.01.200 Un 170
20.01.205 Un 6
20.01.210 Un 76
20.01.215 Un 23
20.01.220 Un 240
PRENSA-CABO UNIÃO EM AÇO INOXIDÁVEL/LATÃO , DN 2" NPT, PARA CABOS NÃO ARMADOS, COM CERTIFICADO INMETRO CEPEL PARA UTILIZAÇÃO EM ATMOSFERAS EXPLOSIVAS (BR EXD IIC), TIPO A2F, ATENDENDO INTEGRALMENTE A NBR-10861.
NIPLE DE REDUÇÃO CONCÊNTRICO, ASTM A234 Gr. WPB, SEM COSTURA, GALVANIZADO, MSS SP-95, SCH 160, DIÂMETRO 2" x 1/2" PONTA LISA
JOELHO 90°, FERRO MALEÁVEL, ASTM A197, GALVANIZADO, 300#, DIÂMETRO ½" NPT EXTREMIDADE ROSCADA
FLANGE, AÇO FORJADO, ASTM A105, SCH 160, 300#, DIÂMETRO 3/4" ENCAIXE PARA SOLDA - FACE RESSALTO
FLANGE, AÇO INOXIDÁVEL, ASTM A182 Gr F316L, SCH 80S, 150#, DIÂMETRO 1/2" ENCAIXE PARA SOLDA - FACE RESSALTO
JUNTA ESPIRALADA, AISI 304, ENCHIMENTO GRAFITE FLEXÍVEL, ANEL EXTERNO AÇO CARBONO, ESPESSURA 4,4 mm, DIÂMETRO 1/2" PARA FLANGE FACE RESSALTO, 300#
JUNTA ESPIRALADA, AISI 304, ENCHIMENTO GRAFITE FLEXÍVEL, ANEL EXTERNO AÇO CARBONO, ESPESSURA 4,4 mm, DIÂMETRO 3/4" PARA FLANGE FACE RESSALTO, 150#
FLANGE, AÇO FORJADO, ASTM A105, SCH 160, 150#, DIÂMETRO 3/4" ENCAIXE PARA SOLDA - FACE RESSALTO
FLANGE, AÇO FORJADO, ASTM A105, SCH 160, 300#, DIÂMETRO 1/2" ENCAIXE PARA SOLDA - FACE RESSALTO
CAIXA DE LIGAÇÃO (CONDULETE) EM LIGA DE ALUMÍNIO FUNDIDO A PROVA DE TEMPO, UMIDADE, GASES, VAPORES E PÓS, COM JUNTA DE VEDAÇÃO EM NEOPRENE, ENTRADAS ROSQUEADAS, ROSCA NPT EM "T" COM DIÂMETRO DE 3/4" TGVP REF.: PETERCO TIPO R-15/T-33 OU SIMILAR
CAIXAS E CONDULETESCAIXAS
DESCRIÇÃO
ELETRODUTOS & CONEXÕESELETRODUTOS
ELETRODUTO RÍGIDO DE AÇO GALVANIZADO, COM COSTURA, CONFORME ABNT NBR 5597, CLASSE PESADA, EXTREMIDADES COM ROSCA, COM AS REBARBAS REMOVIDAS, FORNECIDO EM PEÇA DE 3 m , COM UMA LUVA EM UMA DAS EXTR DIÂMETRO 1" .
ELETRODUTO RÍGIDO DE AÇO GALVANIZADO, COM COSTURA, CONFORME ABNT NBR 5597, CLASSE PESADA, EXTREMIDADES COM ROSCA, COM AS REBARBAS REMOVIDAS, FORNECIDO EM PEÇA DE 3 m , COM UMA LUVA EM UMA DAS EXTR DIÂMETRO 4".
ELETRODUTO RÍGIDO DE AÇO GALVANIZADO, COM COSTURA, CONFORME ABNT NBR 5597, CLASSE PESADA, EXTREMIDADES COM ROSCA, COM AS REBARBAS REMOVIDAS, FORNECIDO EM PEÇA DE 3 m , COM UMA LUVA EM UMA DAS EXTR DIÂMETRO 2".
CAIXA DE JUNÇÃO PARA SEGMENTOS FOUNDATION FIELDBUS H1, COM 4 CONEXÕES PARA PLUG DE 7/8", GRAU DE PROTEÇÃO IP-65, ADEQUADA PARA ZONA 1 & 2 GRUPO IIA T3, SIMILAR AO MODELO ABB NFJ420-NE, COM 20 TERMINADORES SIMILARES AO MODELO NPZ 100-EX.
CAIXA DE JUNÇÃO DE POLIÉSTER REFORÇADO COM FIBRA DE VIDRO, COR CINZA RAL 7024, RESISTENTE À CHAMA, AUTO-EXTINGÜÍVEL, GRAU DE PROTEÇÃO IP-65, COM FLANGE EM POLIÉSTER REFORÇADO, GAXETA ADEQUADA PARA ZONA 1 & 2 GRUPO IIA T3, EX d, COM 1 X 6 PRENSA CABOS EX d PARA CABO DE 1 PAR #1,0mm2, 1 X 6 PRENSA CABOS EX d PARA CABO DE 1 PAR #1,5mm2, PRENSA CABO EX d PARA 1 MULTICABO 12 PARES BLINDAGEM INDIVIDUAL E TOTAL # 1,5 mm2 - REFERENCIA 8146 DA STAHL OU SIMILAR
CAIXA DE JUNÇÃO DE POLIÉSTER REFORÇADO COM FIBRA DE VIDRO, COR CINZA RAL 7024, RESISTENTE À CHAMA, AUTO-EXTINGÜÍVEL, GRAU DE PROTEÇÃO IP-65, COM FLANGE EM POLIÉSTER REFORÇADO, GAXETA ADEQUADA PARA ZONA 1 & 2 GRUPO IIA T3, EX d, COM 1 X 12 PRENSA CABOS EX d PARA CABO DE 1 PAR #1,5mm2, PRENSA CABO EX d PARA 1 MULTICABO 12 PARES BLINDAGEM TOTAL # 1,5 mm2 - REFERENCIA 8146 DA STAHL OU SIMILAR
CAIXA DE JUNÇÃO DE POLIÉSTER REFORÇADO COM FIBRA DE VIDRO, COR CINZA RAL 7024, RESISTENTE À CHAMA, AUTO-EXTINGÜÍVEL, GRAU DE PROTEÇÃO IP-65, COM FLANGE EM POLIÉSTER REFORÇADO, GAXETA ADEQUADA PARA ZONA 1 & 2 GRUPO IIA T3, EX d, COM 1 X 12 PRENSA CABOS EX d PARA TERNAS #1,0mm2, PRENSA CABO EX d PARA 1 MULTICABO 12 PARES BLINDAGEM INDIVIDUAL E TOTAL # 1,5 mm2, PRENSA CABO EX d PARA 1 MULTICABO 12 PARES BLINDAGEM INDIVIDUAL E TOTAL # 0,75 mm2 - REFERENCIA 8146 DA STAHL OU SIMILAR
CAIXA DE JUNÇÃO DE POLIÉSTER REFORÇADO COM FIBRA DE VIDRO, COR CINZA RAL 7024, RESISTENTE À CHAMA, AUTO-EXTINGÜÍVEL, GRAU DE PROTEÇÃO IP-65, COM FLANGE EM POLIÉSTER REFORÇADO, COM A INSCRIÇÃO “SEGURANÇA”, AFIXADA NO FLANGE, GAXETA ADEQUADA PARA ZONA 1 & 2 GRUPO IIA T3, EX d, COM 1 X 12 PRENSA CABOS EX d PARA CABOS #1,5 mm2, PRENSA CABO EX d PARA 1 MULTICABO 12 PARES BLINDAGEM INDIVIDUAL E TOTAL # 1,5 mm2 - REFERENCIA 8146 DA STAHL OU SIMILAR
CAIXA DE JUNÇÃO DE POLIÉSTER REFORÇADO COM FIBRA DE VIDRO, COR CINZA RAL 7024, RESISTENTE À CHAMA, AUTO-EXTINGÜÍVEL, GRAU DE PROTEÇÃO IP-65, COM FLANGE EM POLIÉSTER REFORÇADO, COM A INSCRIÇÃO “SEGURANÇA”, AFIXADA NO FLANGE, GAXETA ADEQUADA PARA ZONA 1 & 2 GRUPO IIA T3, EX d, COM 1 X 12 PRENSA CABOS EX d PARA CABOS #1,0 mm2, PRENSA CABO EX d PARA 1 MULTICABO 12 PARES BLINDAGEM INDIVIDUAL E TOTAL # 0,75 mm2 - REFERENCIA 8146 DA STAHL OU SIMILAR
CAIXA DE LIGAÇÃO (CONDULETE) EM LIGA DE ALUMÍNIO FUNDIDO A PROVA DE TEMPO, UMIDADE, GASES, VAPORES E PÓS, COM JUNTA DE VEDAÇÃO EM NEOPRENE, ENTRADAS ROSQUEADAS, ROSCA NPT EM "T" COM DIÂMETRO DE 2" TGVP REF.: PETERCO TIPO R-15/T-33 OU SIMILAR
ELETRODUTO RÍGIDO EM AÇO CARBONO GALVANIZADO A FOGO (TIPO PESADO), SEM COSTURA CONFORME ABNT NBR 5597, DIÂMETRO DE 3/4"
CONECTOR MACHO DE COMPRESSÃO, AÇO INOXIDÁVEL ASTM A182 Gr F316, 6000#, DIÂMETRO 1/4" DIÂMETRO EXTERNO x 1/4" NPT
BUCHA DE REDUÇÃO, ALUMÍNIO FUNDIDO, 3/4" x 1/2" NPT
CONECTOR FÊMEA DE COMPRESSÃO, AÇO INOXIDÁVEL ASTM A182 Gr F316, 6000#, DIÂMETRO 1/2" CONEXÃO ROSQUEADA x COMPRESSÃO
CONECTOR MACHO DE COMPRESSÃO, AÇO INOXIDÁVEL ASTM A182 Gr F316, 6000#, DIÂMETRO 1/2" CONEXÃO ROSQUEADA x COMPRESSÃO
CONECTOR MACHO DE COMPRESSÃO, AÇO INOXIDÁVEL ASTM A182 Gr F316, 6000#, DIÂMETRO 1/2" ENCAIXE PARA SOLDA x COMPRESSÃO
ELETROCALHA PERFURADA COM TAMPA, FABRICADA EM CHAPA DE AÇO 14 MSG, DOBRADA TIPO C, GALVANIZADA A FOGO, LARGURA 200mm, ABA RETA ALTURA 100mm, FORNECIDO EM PEÇA DE 3 m, REF.: MARVITEC TIPO 4200/200/100/3000 OU SIMILAR
BUCHA DE REDUÇÃO, ALUMÍNIO FUNDIDO, 1/2" x 1/4" NPT
FLANGE, AÇO FORJADO, ASTM A350, Gr LF2 CL1, SCH 160, 150#, DIÂMETRO 1/2" ENCAIXE PARA SOLDA - FACE RESSALTO
FLANGE, AÇO INOXIDÁVEL, ASTM A182 Gr F316L, SCH 80S, 300#, DIÂMETRO 1/2" ENCAIXE PARA SOLDA - FACE RESSALTO
JUNTA ESPIRALADA, AISI 304, ENCHIMENTO GRAFITE FLEXÍVEL, ANEL EXTERNO AÇO CARBONO, ESPESSURA 4,4 mm, DIÂMETRO 1/2" PARA FLANGE FACE RESSALTO, 150#
NIPLE DE REDUÇÃO CONCÊNTRICO, ASTM A234 Gr. WPB, SEM COSTURA, MSS SP-95, SCH 160, DIÂMETRO 3/4" x 1/2" ENCAIXE PARA SOLDA
TAMPÃO, AÇO FORJADO, ASTM A105, 6000#, DIÂMETRO 1/2" EXTREMIDADE ROSCADA
MEIA LUVA, AÇO INOXIDÁVEL ASTM A182, Gr. F316L, 1/2" EXTREMIDADE ROSCADA, 3000#
CAIXAS DE JUNÇÃO (Especificar principais características técnicas, unidade e quantidade)
OUTROS ( Materiais não relacionados. Especificar descrição, unidade e quantidade)
PARAFUSO TIPO ESTOJO, AÇO LIGA, ASTM A193 Gr. B7, COM 2 PORCAS ASTM A194 Gr. 2H, HEXAGONAL SÉRIE PESADA, 300#, DIÂMETRO 5/8", COMPRIMENTO 2 1/2"
PARAFUSO TIPO ESTOJO, AÇO LIGA, ASTM A320 Gr. L7, COM 2 PORCAS ASTM A194 Gr. 4L, HEXAGONAL SÉRIE PESADA, 150#, DIÂMETRO 1/2", COMPRIMENTO 2 1/2"
NIPLE, AÇO INOXIDÁVEL, ASTM A312 Gr. TP316L, SEM COSTURA, COMPRIMENTO 4", SCH 80S, DIÂMETRO 1/2" EXTREMIDADE ROSCADA x PONTA LISA
JUNTA ESPIRALADA, AISI 304, ENCHIMENTO GRAFITE FLEXÍVEL, ANEL EXTERNO AÇO CARBONO, ESPESSURA 4,4 mm, DIÂMETRO 3/4" PARA FLANGE FACE RESSALTO, 300#
NIPLE DE REDUÇÃO CONCÊNTRICO, ASTM A234 Gr. WPB, SEM COSTURA, GALVANIZADO, MSS SP-95, SCH 160, DIÂMETRO 3/4" x 1/2" PONTA LISA
NIPLE DE REDUÇÃO CONCÊNTRICO, ASTM A234 Gr. WPB, SEM COSTURA, GALVANIZADO, MSS SP-95, SCH 80, DIÂMETRO 3/4" x 1/2" EXTREMIDADE ROSCADA
PRENSA-CABO UNIÃO EM LATÃO NIQUELADO, DN 1/2" NPT, PARA CABOS NÃO ARMADOS, FORNECIDOS COM UNIÃO MACHO-FÊMEA GIRATÓRIA INCORPORADA, ROSCA DN 1/2" NPT, ATENDENDO INTEGRALMENTE A NBR-10861.
PRENSA-CABO UNIÃO EM AÇO INOXIDÁVEL , DN 1/2" NPT, PARA CABOS NÃO ARMADOS, COM CERTIFICADO INMETRO CEPEL PARA UTILIZAÇÃO EM ATMOSFERAS EXPLOSIVAS (BR EXD IIC), TIPO A2F, ATENDENDO INTEGRALMENTE A NBR-10861.
PRENSA-CABO UNIÃO EM AÇO INOXIDÁVEL/LATÃO , DN 1" NPT, PARA CABOS NÃO ARMADOS, COM CERTIFICADO INMETRO CEPEL PARA UTILIZAÇÃO EM ATMOSFERAS EXPLOSIVAS (BR EXD IIC), TIPO A2F, ATENDENDO INTEGRALMENTE A NBR-10861.
PRENSA-CABO UNIÃO EM LATÃO NIQUELADO, DN 1/2" NPT, PARA CABOS NÃO ARMADOS, FORNECIDOS COM UNIÃO MACHO-FÊMEA GIRATÓRIA INCORPORADA, ROSCA DN 1/2" NPT, COM CERTIFICADO INMETRO CEPEL PARA UTILIZAÇÃO EM ATMOSFERAS EXPLOSIVAS (BR EXD IIC), TIPO A2F, ATENDENDO INTEGRALMENTE A NBR-10861.
PRENSA-CABO UNIÃO EM LATÃO NIQUELADO, DN 3/4" NPT, PARA CABOS NÃO ARMADOS, FORNECIDOS COM UNIÃO MACHO-FÊMEA GIRATÓRIA INCORPORADA, ROSCA DN 3/4" NPT, COM CERTIFICADO INMETRO CEPEL PARA UTILIZAÇÃO EM ATMOSFERAS EXPLOSIVAS (BR EXD IIC), TIPO A2F, ATENDENDO INTEGRALMENTE A NBR-10861.
VOLUME DE CONCRETO PARA CONSTRUÇÃO DOS ENVELOPES
PRENSA-CABO UNIÃO EM AÇO INOXIDÁVEL, DN 1/2" NPT, PARA CABOS NÃO ARMADOS, ATENDENDO INTEGRALMENTE A NBR-10861.
NIPLE DE REDUÇÃO CONCÊNTRICO, ASTM A420 Gr. WPL6, MSS SP-95, SCH 160, DIÂMETRO 3/4" x 1/2" PONTA LISA
NIPLE, AÇO INOXIDÁVEL, ASTM A312 Gr. TP316L, SEM COSTURA, COMPRIMENTO 4", SCH 80S, DIÂMETRO 1/2" EXTREMIDADES ROSCADAS
PARAFUSO TIPO ESTOJO, AÇO LIGA, ASTM A193 Gr. B7, COM 2 PORCAS ASTM A194 Gr. 2H, HEXAGONAL SÉRIE PESADA, 150#, DIÂMETRO 1/2", COMPRIMENTO 2 1/2"
PARAFUSO TIPO ESTOJO, AÇO LIGA, ASTM A193 Gr. B7, COM 2 PORCAS ASTM A194 Gr. 2H, HEXAGONAL SÉRIE PESADA, 300#, DIÂMETRO 1/2", COMPRIMENTO 3"
NIPLE, AÇO CARBONO, ASTM A106 Gr. B, SEM COSTURA, COMPRIMENTO 4", SCH 160, DIÂMETRO 1/2" EXTREMIDADE ROSCADA x PONTA LISA
NIPLE DE REDUÇÃO CONCÊNTRICO, ASTM A234 Gr. WPB, SEM COSTURA, MSS SP-95, SCH 160, DIÂMETRO 3/4" x 1/2" PONTA LISA
PEDESTAL PARA 1 INSTRUMENTO, TUBO AÇO CARBONO 2" SCH10S
FLANGE, AÇO FORJADO, ASTM A105, SCH 160, 150#, DIÂMETRO 1/2" ENCAIXE PARA SOLDA - FACE RESSALTO