Embed Size (px)
Citation preview
UNIVERSIDADE FEDERAL FLUMINENSE TCE - Escola de Engenharia TEM - Departamento de Engenharia Mecânica
PROJETO DE GRADUAÇÃO II
Título do Projeto :
INFLUÊNCIA DOS PARÂMETROS DE CORTE NAS TENSÕES RESIDUAIS GERADAS NA USINAGEM DE
AÇO INOXIDÁVEL DUPLEX 2205
Autor :
HENRIQUE PEREIRA MAGALHÃES
Orientador :
PROFª MARIA DA PENHA CINDRA FONSECA
Data: 18 de julho de 2017

HENRIQUE PEREIRA MAGALHÃES
INFLUÊNCIA DOS PARÂMETROS DE CORTE NAS TENSÕES RESIDUAIS GERADAS NA USINAGEM DE AÇO
INOXIDÁVEL DUPLEX 2205
Trabalho de Conclusão de Curso apresentado ao Curso de Engenharia Mecânica da Universidade Federal Fluminense, como requisito parcial para obtenção do grau de Engenheiro Mecânico.
Orientadora:
PROFª MARIA DA PENHA CINDRA FONSECA
Niterói
2017

(Esta página não deve ser retirada? Acredito que só depois ela entra e com informações do seu trabalho)
(Esta pagina fica no verso da pagina anterior)
Ficha Catalográfica elaborada pela Biblioteca da Escola de Engenharia e Instituto de Computação da UFF
UNIVERSIDADE FEDERAL FLUMINENSE TCE - Escola de Engenharia TEM - Departamento de Engenharia Mecânica
PROJETO DE GRADUAÇÃO II
AVALIAÇÃO FINAL DO TRABALHO Título do Trabalho:
INFLUÊNCIA DOS PARÂMETROS DE CORTE NAS TENSÕES RESIDUAIS GERADAS NA USINAGEM DE AÇO
INOXIDÁVEL DUPLEX 2205
Parecer do Professor Orientador da Disciplina: - Grau Final recebido pelos Relatórios de Acompanhamento: - Grau atribuído ao grupo nos Seminários de Progresso: Parecer do Professor Orientador:
Nome e assinatura do Prof. Orientador: Profª Maria da Penha Cindra Fonseca Assinatura:
Parecer Conclusivo da Banca Examinadora do Trabalho: Projeto Aprovado sem restrições Projeto Aprovado com restrições Prazo concedido para cumprimento das exigências: / / Discriminação das exigências e/ou observações adicionais:
UNIVERSIDADE FEDERAL FLUMINENSE TCE - Escola de Engenharia TEM - Departamento de Engenharia Mecânica
PROJETO DE GRADUAÇÃO II
AVALIAÇÃO FINAL DO TRABALHO (continuação)
Aluno: Henrique Pereira Magalhães Grau:
Composição da Banca Examinadora:
Profª Maria da Penha Cindra Fonseca Assinatura:
Prof. Juan Manuel Pardal Assinatura:
Profª Tatiane de Campos Chuvas Assinatura:
Prof. Raphael José Elino da Silveira Assinatura:
Data de Defesa do Trabalho: 18/07/2017
Departamento de Engenharia Mecânica, / /
DEDICATÓRIA
Dedico esse trabalho aos meus irmãos, e ao suporte que damos uns aos outros.

AGRADECIMENTOS
Gostaria de agradecer aos meus pais, José Alberto Portela Magalhães e Luciana Leite Pereira
Magalhães, assim como meus irmãos, Guilherme Pereira Magalhães e Gustavo Pereira
Magalhães, por toda ajuda, carinho e companheirismo que me propiciaram ao longo da vida.
À minha professora orientadora, Maria Cindra Fonseca, por toda a ajuda, o
comprometimento e a dedicação, fundamentais em todas as etapas deste trabalho.
A todos os integrantes do Laboratório de Análise de Tensões, em especial ao Raphael José
pelas contribuições nas medições de microdureza e na macrografia, ao Mateus Campos pela
realização das medições das tensões residuais, e ao Marcel Freitas pela ajuda nas análises
estatísticas.
À professora Tatiane de Campos Chuvas, por ceder as amostras de aço inoxidável duplex
2205 para a realização deste trabalho.
À minha namorada, Patrícia Guimarães, por todo o apoio dado durante o projeto, nas mais
diversas áreas.
Ao aluno Cássio Lapate, pela disponibilidade e realização da macrografia.
A todos os meus amigos, por encherem a minha vida de pessoas boas e que me fazem feliz.

RESUMO
O estudo das tensões residuais é de suma importância para projetos de peças industriais. Estas
tensões são geradas no material após qualquer processo de fabricação, e sua natureza (trativa
ou compressiva) e magnitude são fatores de risco ou de segurança para estes componentes,
como por exemplo, na vida em fadiga e na resistência à corrosão sob tensão. Por esta razão,
diversas pesquisas e estudos são realizados para entender, prever e comparar tanto os valores
quanto os efeitos das tensões residuais, na vida em serviço do componente. O presente trabalho
tem como objetivo a análise das tensões residuais geradas no processo de usinagem por
torneamento de acabamento em amostras de aço inoxidável duplex UNS 31803, com diferentes
velocidades de corte. As tensões residuais foram analisadas por difração de raios-X, usando o
método do sen2. A caracterização da integridade superficial do material foi feita com análises
de microdureza Vickers e medidas de rugosidade (Ra), assim como a macrografia da superfície.
Os resultados mostraram que o torneamento gerou tensões residuais trativas em ambas as
direções analisadas.
Palavras-Chave: tensões residuais; torneamento; aço inoxidável duplex UNS 31803, difração
de raios-X..

ABSTRACT
The study of residual stresses is of utmost importance to the project of industrial components.
These stresses are generated after all manufacturing process, and its superficial values are
factors of risk or security to these components, for example in the case of fatigue life and
corrosion under stress. For this reason, several researches and studies are made to understand,
predict and compare the values and effects of the residuals stresses. The objective of this work
is to evaluate the residual stresses generated in the machining process of finish turning in duplex
stainless steel UNS 31803 specimens, with different cutting speeds. The residuals stresses were
evaluated by X-ray diffraction with sin² method. The surface integrity analysis of the
machined surface was made through the evaluation of the surface roughness (Ra) and micro
hardness Vickers, as well as the surface macrography. The results showed the residual stresses
were always tensile in nature, in both directions analyzed.
Key-Words: residual stresses; turning; duplex stainless steel UNS 31803, X-ray diffraction.

LISTA DE ILUSTRAÇÕES
Figura 2.1: Representação visual do avanço, e os passes gerados (VALIORGUE et al., 2012). ____________ 15 Figura 2.2: Rugosidade média absoluta (TAYLOR ROBSON, 2017). ________________________________ 17 Figura 2.3: Distribuição dos três tipos de tensões residuais (LINDGREN & LEPISTO, 2003, modificado). ____ 19 Figura 2.4: Relações dos fatores de origem das tensões residuais (BHADESHIA & WHITHERS, 2002, modificado). _____________________________________________________________________________ 19 Figura 2.5: Combinação de tensões residuais (σR) e tensões aplicadas por um carregamento externo (σA) (CINDRA FONSECA, 2000). _______________________________________________________________ 20 Figura 2.6: Exemplo de medição de tensões residuais e trajetória dos raios incidentes e difratados devido à distância interplanar (STRESSTECH, 2017). ___________________________________________________ 23 Figura 2.7: Estado das tensões residuais em função da inclinação da curva do curva 2θ vs. ² (CINDRA FONSECA, 2000). ________________________________________________________________________ 24 Figura 2.8: Sistema de coordenadas polares (FITZPATRICK et al., 2005). ___________________________ 25 Figura 2.9: Formação e visualização da estrutura duplex (IMOA, 2014, modificado). ___________________ 26 Figura 2.10: Ponta de diamante Vickers e impressão gerada pelo teste em uma superfície (SOUZA, 1982, modificado). _____________________________________________________________________________ 28 Figura 3.1: Desenho esquemático do aço duplex UNS 31803 das peças utilizadas (a). Posição das medições na circunferência das peças (b). _______________________________________________________________ 30 Figura 3.2: Geometria dos insertos utilizados no torneamento (SANDVIK, 2017). ______________________ 31 Figura 3.3: Seção da amostra torneada com a indicação das direções das medições das tensões residuais. __ 32 Figura 3.4: Equipamento de medição XSTRESS 3000, da esquerda para a direita: computador representando o software de medição, unidade de controle, e sistema de medição (STRESSTECH, 2017). _________________ 33 Figura 3.5: (a) Medidor digital de microdureza Vickers, da marca TIME. (b) Indentação realizada pelo ensaio de microdureza. __________________________________________________________________________ 35 Figura 4.1: Tensões residuais médias no torneamento. ___________________________________________ 38 Figura 4.2: Efeito da posição nas tensões residuais longitudinais. __________________________________ 40 Figura 4.3: Efeito da velocidade de corte nas tensões residuais longitudinais. _________________________ 40 Figura 4.4: Efeito da posição nas tensões residuais transversais. ___________________________________ 42 Figura 4.5: Efeito da velocidade de corte nas tensões residuais transversais. __________________________ 42 Figura 4.6: Microdureza Vickers. ____________________________________________________________ 44 Figura 4.7: Efeito da posição na microdureza Vickers. ___________________________________________ 45 Figura 4.8: Efeito da velocidade de corte na microdureza Vickers. __________________________________ 46 Figura 4.9: Rugosidade média (Ra). __________________________________________________________ 47 Figura 4.10: Efeito da posição na rugosidade (Ra). ______________________________________________ 49 Figura 4.11: Efeito da velocidade de corte na rugosidade (Ra). ____________________________________ 49 Figura 4.12: Amostras 2D (a) e 2C (b) aumentadas em 4X. ________________________________________ 50 Figura 4.13: Amostras 1A (a) e 1B (b) aumentadas em 10X. _______________________________________ 51 Figura 4.14: Amostras 1C (a) e 1D (b) aumentadas em 10X. _______________________________________ 51 Figura 4.15: Amostras 1C aumentada em 40X. _________________________________________________ 51 Figura 4.16: Captura da amostra 2A (a) 2B (b) com lente de 10X, demonstrando as revoluções do avanço. __ 52

LISTA DE TABELAS
Tabela 2.1: Faixa de composição química do aço inoxidável duplex 2205 (% massa). ___________________ 28 Tabela 3.1: Rotações específicas e velocidades de corte. __________________________________________ 31 Tabela 3.2: Principais propriedades geométricas do inserto, em mm (SANDVIK, 2017). _________________ 31 Tabela 3.3: Parâmetros utilizados na medição da fase ferrítica. ____________________________________ 33 Tabela 4.1: Tensões residuais na fase ferrítica. _________________________________________________ 37 Tabela 4.2: Teste de normalidade para as tensões residuais longitudinais. ____________________________ 39 Tabela 4.3: Teste de homogeneidade das variâncias para as tensões residuais longitudinais. _____________ 39 Tabela 4.4: Teste ANOVA para as tensões residuais longitudinais. __________________________________ 39 Tabela 4.5: Teste de normalidade para as tensões residuais transversais. ____________________________ 41 Tabela 4.6: Teste de homogeneidade das variâncias para as tensões residuais transversais. ______________ 41 Tabela 4.7: Teste ANOVA para as tensões residuais transversais. ___________________________________ 41 Tabela 4.8: Microdureza Vickers (HV) das superfícies usinadas. ___________________________________ 43 Tabela 4.9: Teste de normalidade para a microdureza Vickers. _____________________________________ 44 Tabela 4.10: Teste de homogeneidade das variâncias para a microdureza Vickers. _____________________ 44 Tabela 4.11: Teste ANOVA para a microdureza Vickers. __________________________________________ 45 Tabela 4.12: Rugosidade Ra das superfícies usinadas. ____________________________________________ 46 Tabela 4.13: Teste de normalidade para a rugosidade Ra. ________________________________________ 48 Tabela 4.14: Teste de homogeneidade das variâncias para a rugosidade Ra. __________________________ 48 Tabela 4.15: Teste ANOVA para a rugosidade Ra. _______________________________________________ 48

SUMÁRIO
1 INTRODUÇÃO ............................................................................................................................. 11
2 REVISÃO BIBLIOGRÁFICA ..................................................................................................... 13 2.1 USINAGEM ................................................................................................................................. 13 2.1.1 TORNEAMENTO ......................................................................................................................... 14 2.1.2 RUGOSIDADE ............................................................................................................................. 16 2.2 TENSÕES RESIDUAIS ............................................................................................................... 17 2.2.1 TENSÕES RESIDUAIS NA USINAGEM .......................................................................................... 21 2.2.2 MEDIÇÃO DAS TENSÕES RESIDUAIS POR DIFRAÇÃO DE RAIOS-X ............................................ 22 2.3 AÇOS INOXIDÁVEIS DUPLEX ................................................................................................ 25 2.3.1 AÇO INOXIDÁVEL DUPLEX 2205 (UNS S31803) ....................................................................... 27 2.4 MICRODUREZA VICKERS ....................................................................................................... 28
3 MATERIAIS E MÉTODOS ......................................................................................................... 30 3.1 MATERIAIS ................................................................................................................................ 30 3.2 USINAGEM DAS AMOSTRAS ................................................................................................. 30 3.3 ANÁLISE DAS TENSÕES RESIDUAIS .................................................................................... 32 3.4 MEDIÇÃO DA RUGOSIDADE (RA) ......................................................................................... 34 3.5 ENSAIOS DE MICRODUREZA ................................................................................................. 34 3.6 MACROGRAFIA ........................................................................................................................ 35 3.7 ANÁLISE DE VARIÂNCIA (ANOVA)...................................................................................... 35
4 RESULTADOS E DISCUSSÃO .................................................................................................. 37 4.1 ANÁLISE DAS TENSÕES RESIDUAIS .................................................................................... 37 4.2 MICRODUREZA VICKERS ....................................................................................................... 43 4.3 RUGOSIDADE (RA) ................................................................................................................... 46 4.4 ANÁLISES DAS QUALIDADES DE SUPERFÍCIE .................................................................. 50
5 CONCLUSÕES ............................................................................................................................. 53
6 SUGESTÕES PARA TRABALHOS FUTUROS ....................................................................... 54
7 REFERÊNCIAS BIBLIOGRÁFICAS ........................................................................................... 55

11
1 INTRODUÇÃO
Os aços inoxidáveis duplex apresentam uma combinação de excelente resistência à
corrosão com alta resistência mecânica. Suas diversas propriedades propiciam sua utilização
nos mais diversos segmentos produtivos, como exemplos a indústria naval, offshore, e a
indústria alimentícia. Dessa forma, cada vez mais busca-se melhorar a confiabilidade e
qualidade dos diversos componentes utilizados nestas indústrias e, portanto, o estudo das
propriedades geradas na fabricação a partir dos aços inoxidáveis duplex ganha grande
importância (IMOA, 2014).
Em vista do atual foco no desenvolvimento sustentável e na segurança da sociedade, o
estudo dos materiais, de sua vida útil, e de sua produção recebe grande importância, com o
objetivo de evitar desperdícios ao promover maior vida útil aos componentes industriais, assim
como a evolução das normas de utilização, projeto, fabricação e segurança destes componentes,
gerando valor para todas as camadas da sociedade que utilizam os serviços da indústria.
Assim como as propriedades de tenacidade, de resistência mecânica e de resistência à
corrosão, as tensões residuais têm grande influência na vida útil de um componente, visto que
se somam aos carregamentos aos quais uma peça em serviço é submetida. Estas tensões estão
presentes em qualquer material após os processos de fabricação, e para um componente podem
ser um fator de risco em especial na vida em fadiga, pois tensões residuais trativas tendem a
acelerar a nucleação de trincas, enquanto as tensões residuais compressivas diminuem esta
propagação, aumentado a vida útil de uma peça (CINDRA FONSECA, 2000).
A correta compreensão das tensões residuais geradas no torneamento é de grande
importância, pois este processo de fabricação de usinagem pode ser realizado como uma
operação de acabamento, sendo neste caso a última etapa da cadeia de produção de um
componente e assim obtendo maior influência nas tensões residuais. O uso de diferentes

12 parâmetros de corte gera diferentes estados de tensões residuais, sendo o estudo do processo e
suas variáveis o objetivo de diversos trabalhos científicos (NAVAS et al., 2012).
Neste contexto, o presente trabalho tem como objetivo estudar o comportamento das
tensões residuais geradas no processo de usinagem por torneamento de acabamento em
amostras de aço inoxidável duplex UNS 31803, com diferentes velocidades de corte e sem a
utilização de fluidos de corte, assim como analisar a influência dos parâmetros de corte na
microdureza Vickers e na qualidade de superfície das amostras usinadas.

13 2 REVISÃO BIBLIOGRÁFICA
2.1 USINAGEM
A usinagem é um processo largamente utilizado na indústria nas mais diversas áreas,
que consiste na remoção de material de uma peça por uma ferramenta cortante, através das
forças de cisalhamento para se obter uma forma final. O material removido é chamado de
cavaco. Tendo grande participação na manufatura, a usinagem é de grande importância sendo
objeto de diversos estudos sobre seus parâmetros de corte e sua influência sobre as propriedades
da peça fabricada. As operações de usinagem, geralmente, são divididas em desbaste e
acabamento, onde no desbaste são favorecidas condições de corte com maior remoção de
material e o acabamento objetiva a qualidade de superfície (GROOVER, 2010).
Cada operação de usinagem gera uma geometria diferente que depende de dois fatores:
a velocidade relativa entre a peça e a ferramenta de corte, e a geometria da ferramenta. As peças
usinadas podem ser classificadas como rotacionais e não-rotacionais. Uma peça rotacional é
obtida com rotação da própria peça, enquanto em uma não-rotacional a usinagem é realizada
pelo movimento linear ou rotativo da ferramenta de corte. A primeira classificação engloba
operações de torneamento, enquanto a segunda contém operações como fresamento,
brochamento, furação e retificação (GROOVER, 2010). As operações podem ser realizadas
com ou sem fluidos de corte, que têm três principais objetivos: a refrigeração da região do corte,
a lubrificação do contato entre a peça e a ferramenta de corte, e arrastar o cavaco para fora da
área de corte (GROOVER, 2010).
A formação do cavaco é fundamental nas operações de usinagem, e seu estudo fornece
informações sobre vários aspectos, como o desgaste da ferramenta de corte, o aporte de calor e
os esforços de corte. No exemplo do aço duplex, o cavaco formado nas operações de corte é de
grande dureza e abrasivo à ferramenta de corte, e devido ao baixo teor de enxofre nestes aços,
este problema é de difícil solução. Ainda no exemplo deste material, foi concluído que a vida
útil da ferramenta de corte é maior no torneamento a seco, chegando a ser 65 % maior do que
na condição de aplicação de fluido de corte (IMOA, 2014, KROLCZYK et al., 2015).
Em uma peça usinada, a vida em fadiga é afetada pela integridade superficial, que
depende das tensões residuais presentes na superfície do componente, bem como da rugosidade,
da dureza, da microestrutura do material, além da formação de microtrincas na superfície. A

14 integridade depende do histórico de carregamentos termomecânicos da peça, onde a operação
final tem maior influência, sendo, geralmente, utilizados processos de fabricação de usinagem
e tratamentos específicos de acabamento superficiais para obter as especificações desejadas
(VALIORGUE et al., 2012).
2.1.1 Torneamento
O torneamento é caracterizado pela remoção de material de uma peça sendo rotacionada
em contato com uma ferramenta de corte e uma velocidade de translação entre a peça e a
ferramenta. Os parâmetros de corte são descritos pelas Equações 1 e 2 e seus respectivos
parâmetros de torneamento.
=πdn
1000
(1)
= (2)
Sendo:
: velocidade de corte, em m/min
n: rotação, em rpm
d: diâmetro da peça, em mm
: velocidade de avanço, em mm/min
: avanço, em mm
O modelo do corte ortogonal, que diz que a face da ferramenta que realiza a remoção de
material está perpendicular à direção da velocidade de corte, facilita o estudo do torneamento,
e os valores medidos das forças atuantes na peça trabalhada podem ser usados para obter
informações como por exemplo as forças de usinagem, para serem utilizados como parâmetros
iniciais para modelos analíticos ou computacionais (VALIORGUE et al., 2012), e determinar
se estas condições são válidas para o projeto de corte designado. Este modelo pode ser utilizado
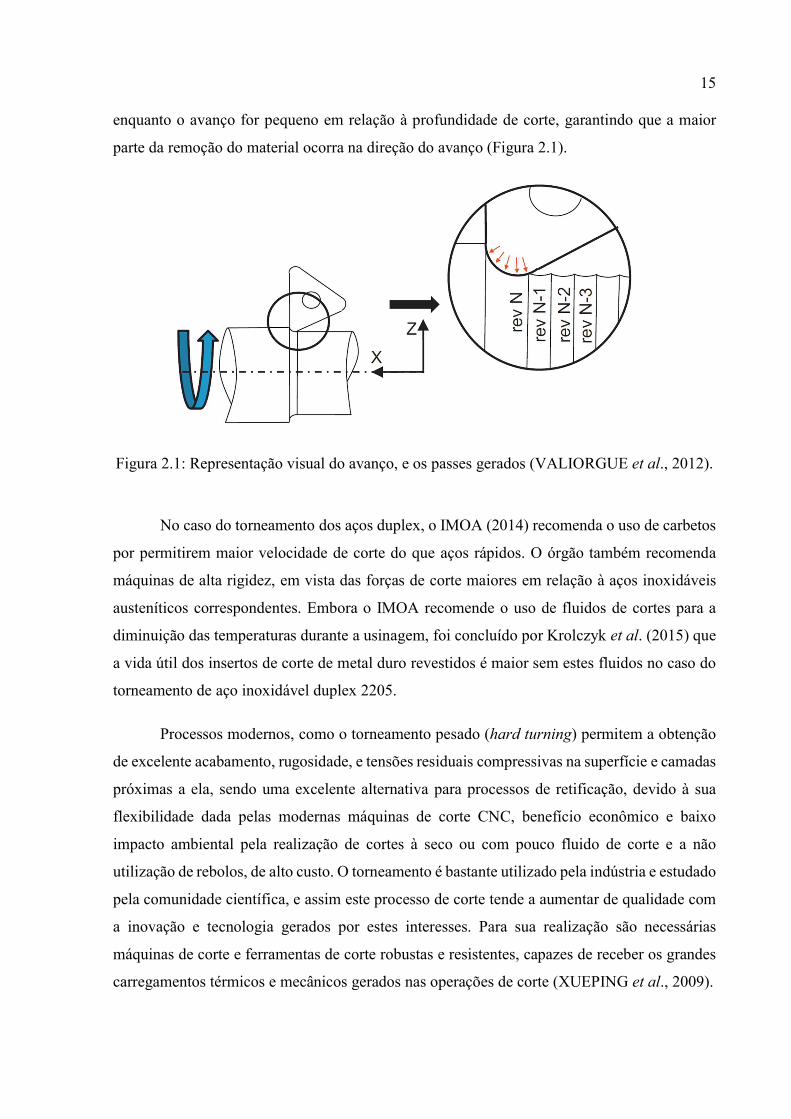
15 enquanto o avanço for pequeno em relação à profundidade de corte, garantindo que a maior
parte da remoção do material ocorra na direção do avanço (Figura 2.1).
Figura 2.1: Representação visual do avanço, e os passes gerados (VALIORGUE et al., 2012).
No caso do torneamento dos aços duplex, o IMOA (2014) recomenda o uso de carbetos
por permitirem maior velocidade de corte do que aços rápidos. O órgão também recomenda
máquinas de alta rigidez, em vista das forças de corte maiores em relação à aços inoxidáveis
austeníticos correspondentes. Embora o IMOA recomende o uso de fluidos de cortes para a
diminuição das temperaturas durante a usinagem, foi concluído por Krolczyk et al. (2015) que
a vida útil dos insertos de corte de metal duro revestidos é maior sem estes fluidos no caso do
torneamento de aço inoxidável duplex 2205.
Processos modernos, como o torneamento pesado (hard turning) permitem a obtenção
de excelente acabamento, rugosidade, e tensões residuais compressivas na superfície e camadas
próximas a ela, sendo uma excelente alternativa para processos de retificação, devido à sua
flexibilidade dada pelas modernas máquinas de corte CNC, benefício econômico e baixo
impacto ambiental pela realização de cortes à seco ou com pouco fluido de corte e a não
utilização de rebolos, de alto custo. O torneamento é bastante utilizado pela indústria e estudado
pela comunidade científica, e assim este processo de corte tende a aumentar de qualidade com
a inovação e tecnologia gerados por estes interesses. Para sua realização são necessárias
máquinas de corte e ferramentas de corte robustas e resistentes, capazes de receber os grandes
carregamentos térmicos e mecânicos gerados nas operações de corte (XUEPING et al., 2009).
16
As condições operações de acabamento podem variar, e no caso de KROLCZYK et al.
(2015), se utiliza no torneamento de amostras de aço inoxidável duplex 2205 velocidades de
corte entre 50 e 150 m/min, avanço de 0,2 a 0,4 mm/rev e da profundidade de corte de 1 a 3
mm.
2.1.2 Rugosidade
A qualidade superficial é de extrema importância em superfícies onde haverá contato
entre os componentes em serviço, fazendo parte do conjunto de propriedades que determinam
a integridade superficial final do material. Esta propriedade compara a superfície ideal e a
superfície da amostra.
Ela pode ser medida por rugosímetros, aparelhos em geral eletrônicos, ou por
comparação visual e táctil, e avalia a influência de diferentes comportamentos do material,
como deslizamento, resistência à corrosão e fadiga, aderência.
A medida mais utilizada é o Ra, rugosidade média absoluta, que é a média aritmética da
diferença de altura em um espaço amostral. A norma NBR 8404/1984 (Indicação do estado de
superfícies em desenhos técnicos) define doze classes de rugosidade Ra, entre outras
especificações de desenho e projeto, enquanto a NBR 6405/1988 (Rugosidade de superfícies)
define a linguagem e conceitos necessários ao entendimento da rugosidade. A Figura 2.2 ilustra
a medição Ra, sendo que o perfil abaixo da linha média na parte A é invertida para a parte B,
onde por fim a média dos módulos das distâncias à linha de centro é calculada.

17
Figura 2.2: Rugosidade média absoluta (TAYLOR ROBSON, 2017).
2.2 TENSÕES RESIDUAIS
As tensões residuais estão presentes nos processos de fabricação, e ocorrem devido às
cargas mecânicas, efeitos térmicos e transformações de fase metalúrgicas sofridos por um
material. Estas são tensões auto-equilibradas existentes em um material, em condição de
temperatura uniforme e sem carregamento externo, ou seja, sendo a força e o momento
resultantes produzidos de valor igual a zero e, podendo ser trativas ou compressivas. Na
indústria mecânica os processos de usinagem e soldagem são os mais estudados no âmbito das
tensões residuais justamente por responderem pela maior parte da fabricação mecânica
(MACHERAUCH & KLOOS, 1987).
A condição atual de tensões residuais não depende apenas do último processo de
fabricação à que uma peça foi submetida, pois todo o histórico metalúrgico e de carregamentos
mecânicos afeta a peça, sendo assim necessário o estudo e compreensão de todas estas etapas
para a correta análise dos efeitos destas tensões. Entretanto, não é possível identificá-las
visualmente, podendo estas modificar apenas as características físicas e mecânicas do material
(CINDRA FONSECA, 2000).
18
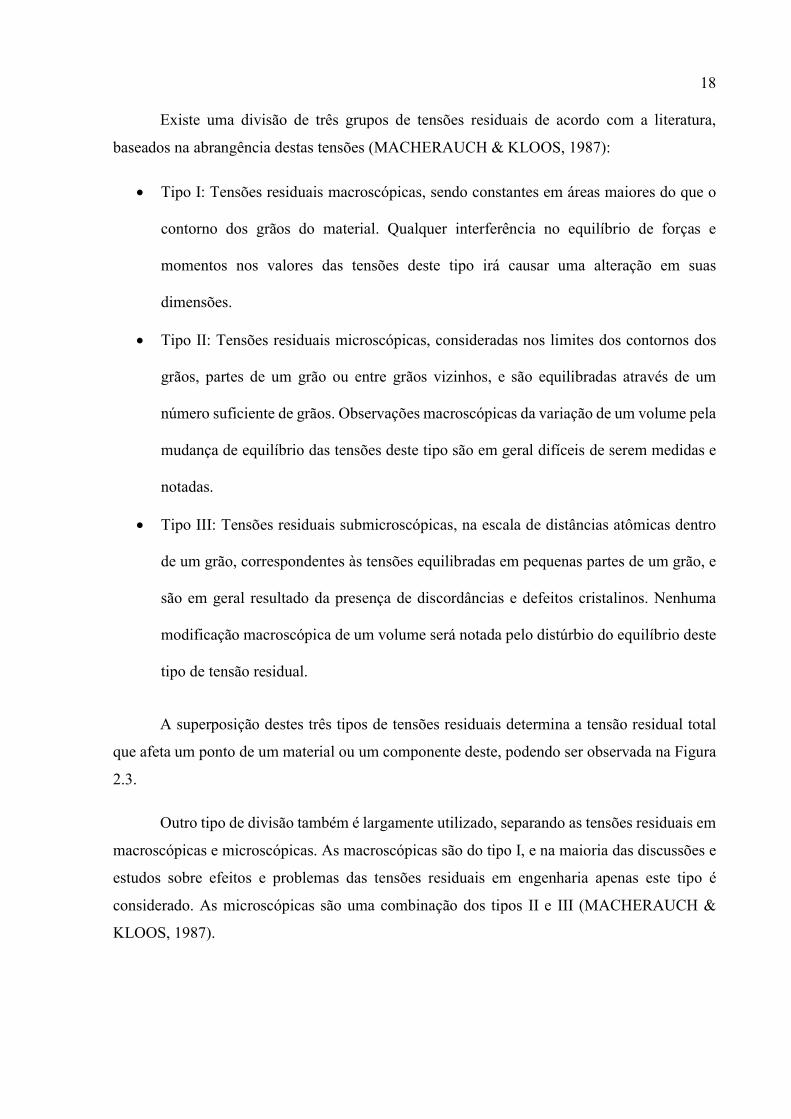
Existe uma divisão de três grupos de tensões residuais de acordo com a literatura,
baseados na abrangência destas tensões (MACHERAUCH & KLOOS, 1987):
Tipo I: Tensões residuais macroscópicas, sendo constantes em áreas maiores do que o
contorno dos grãos do material. Qualquer interferência no equilíbrio de forças e
momentos nos valores das tensões deste tipo irá causar uma alteração em suas
dimensões.
Tipo II: Tensões residuais microscópicas, consideradas nos limites dos contornos dos
grãos, partes de um grão ou entre grãos vizinhos, e são equilibradas através de um
número suficiente de grãos. Observações macroscópicas da variação de um volume pela
mudança de equilíbrio das tensões deste tipo são em geral difíceis de serem medidas e
notadas.
Tipo III: Tensões residuais submicroscópicas, na escala de distâncias atômicas dentro
de um grão, correspondentes às tensões equilibradas em pequenas partes de um grão, e
são em geral resultado da presença de discordâncias e defeitos cristalinos. Nenhuma
modificação macroscópica de um volume será notada pelo distúrbio do equilíbrio deste
tipo de tensão residual.
A superposição destes três tipos de tensões residuais determina a tensão residual total
que afeta um ponto de um material ou um componente deste, podendo ser observada na Figura
2.3.
Outro tipo de divisão também é largamente utilizado, separando as tensões residuais em
macroscópicas e microscópicas. As macroscópicas são do tipo I, e na maioria das discussões e
estudos sobre efeitos e problemas das tensões residuais em engenharia apenas este tipo é
considerado. As microscópicas são uma combinação dos tipos II e III (MACHERAUCH &
KLOOS, 1987).

19
Figura 2.3: Distribuição dos três tipos de tensões residuais (LINDGREN & LEPISTO, 2003,
modificado).
A origem destas tensões pode ser dividida em três principais categorias (BHADESHIA
& WHITHERS, 2002), e estas podem ser decorrentes dos carregamentos mecânicos, causados
pelos gradientes de deformação plástica devido a estes carregamentos, das transformações de
fases metalúrgicas, que promovem variações de volume e dos efeitos térmicos de aquecimento
ou resfriamento não uniforme, que geram deformações plásticas heterogêneas (Figura 2.4).
Figura 2.4: Relações dos fatores de origem das tensões residuais (BHADESHIA &
WHITHERS, 2002, modificado).
20
Estas tensões estão presentes em todos os materiais após qualquer processo de
fabricação, mas é possível selecionar áreas críticas de uma peça e realizar medições apenas
nestes locais. Em geral a superfície e as camadas subsuperficiais são as mais estudadas,
principalmente as áreas onde haverá maior carga mecânica. Seus efeitos são cumulativos com
os carregamentos aos quais os materiais serão sujeitos em seu funcionamento, podendo
influenciar o comportamento destes materiais quanto à resistência à fadiga e à corrosão sob
tensão de forma deletéria quando forem trativas, ou melhorar a vida em fadiga quando forem
compressivas. Em casos extremos podem até mesmo causar a falha inesperada de um material
(CINDRA FONSECA, 2000). Por terem efeitos tão diversos, as tensões residuais têm sido
muito estudadas em diferentes materiais e processos de fabricação, assim como são propostos
diversos modelos, tanto analíticos como numéricos, para analisar sua formação e seus valores,
sendo estes então comparados com resultados empíricos para validar os modelos
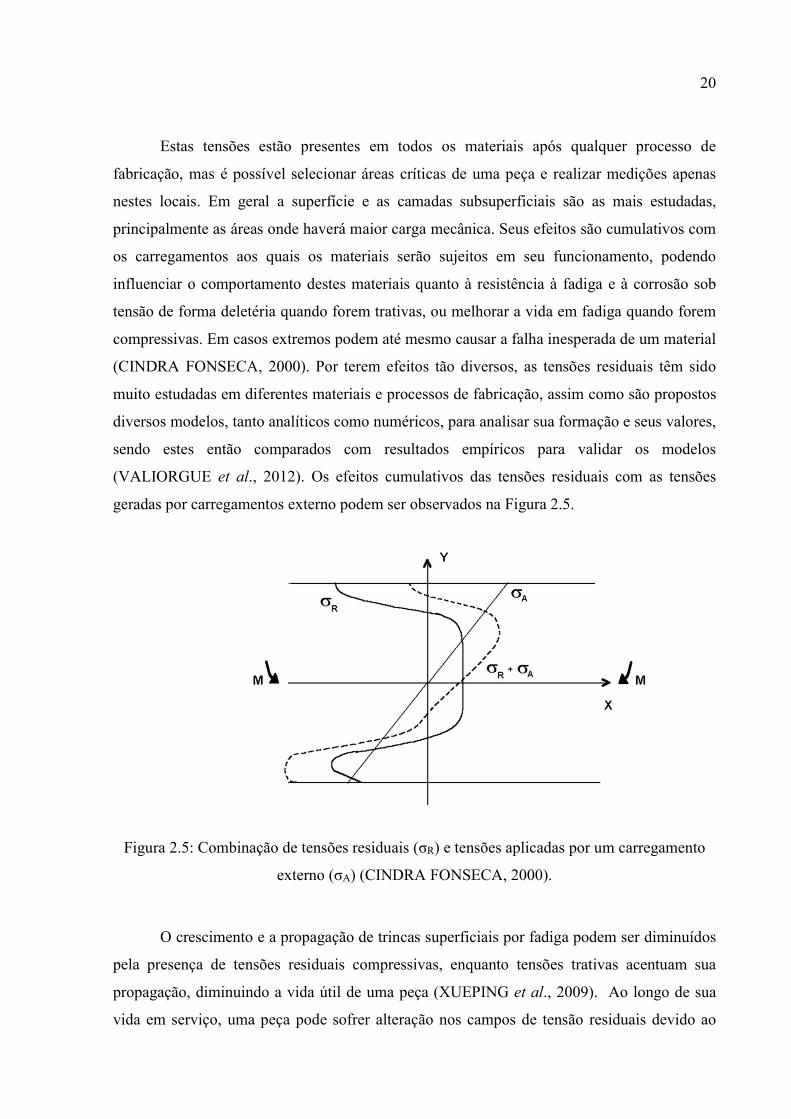
(VALIORGUE et al., 2012). Os efeitos cumulativos das tensões residuais com as tensões
geradas por carregamentos externo podem ser observados na Figura 2.5.
Figura 2.5: Combinação de tensões residuais (σR) e tensões aplicadas por um carregamento
externo (σA) (CINDRA FONSECA, 2000).
O crescimento e a propagação de trincas superficiais por fadiga podem ser diminuídos
pela presença de tensões residuais compressivas, enquanto tensões trativas acentuam sua
propagação, diminuindo a vida útil de uma peça (XUEPING et al., 2009). Ao longo de sua
vida em serviço, uma peça pode sofrer alteração nos campos de tensão residuais devido ao

21 relaxamento gerado pela aplicação de cargas intermitentes, sendo este efeito maior em
condições de fadiga com carregamentos de valores mais próximos da resistência elástica do
material (CINDRA FONSECA, 2000).
Os diferentes métodos de medição das tensões residuais apresentam diversas vantagens
e desvantagens entre si. A correta escolha do método depende do tipo de tensão residual a ser
medida, da geometria e do material. Os métodos de medição de tensões residuais são divididos
em quatro categorias, dependendo do sinal enviado para realizar a medição: mecânica, difração,
ultrassom e magnética. Entre estes existem ensaios destrutivos e não destrutivos, ensaios que
necessitam de contato ou não, assim como ensaios específicos para diferentes materiais
(KANDIL et al., 2001).
2.2.1 Tensões Residuais na Usinagem
As tensões residuais na usinagem são resultado do processo de corte utilizado e suas
variáveis, e para seu estudo é necessário conhecimento tanto dos métodos de medição das
tensões quanto da teoria de usinagem, sendo ambos também importantes para compreender e
analisar os resultados obtidos (OUTEIRO et al., 2002).
Três fatores principais podem ser identificados e que contribuem para o estado final de
tensões residuais após o torneamento, e em geral também nos processos de usinagem, sendo
eles: a pressão do contato entre a peça e a ferramenta, resultando em deformações plásticas que
geram tensões residuais compressiva, o calor gerado pelo atrito entre a peça e a ferramenta
pelas deformações plásticas, ambos aumentando a temperatura da peça, que por fim propiciam
a contração do material durante o resfriamento, gerando tensões residuais trativas. E se as
temperaturas e deformações da peça durante o torneamento forem altas o suficiente, estas
podem ocasionar transformações de fase induzidas por deformação, que também contribuem
para o estado final de tensões. Os três são chamados, respectivamente, de efeitos mecânicos,
efeitos térmicos e efeitos das transformações de fase (NAVAS et al., 2012). No torneamento,
as tensões residuais são principalmente controladas pela intensidade do contato, das cargas
termomecânicas, entre a ferramenta de corte e a peça. Estas tensões não são homogêneas na
superfície usinada, variando em um período correspondente ao avanço da ferramenta, sendo
mais trativos no centro das revoluções (VALIORGUE et al., 2012).

22
Além disso, as tensões residuais no torneamento estão relacionadas tanto as
propriedades mecânicas e físicas do material usinado quanto aos parâmetros de corte de um
processo, como a geometria da peça, da ferramenta de corte, e as velocidades de corte e de
avanço. No caso de aços inoxidáveis austeníticos, especificamente o AISI 316L, as tensões
residuais tendem a diminuir com o aumento da velocidade de corte e aumentar com o aumento
do avanço em processos de torneamento (OUTEIRO et al., 2002).
O uso de ferramentas de corte com revestimentos propicia melhor rugosidade e
acabamento superficial, mas os valores das tensões residuais tendem a ser mais trativos, pois o
revestimento age como uma barreira térmica, aumentando a temperatura da peça usinada e
propiciando maiores efeitos térmicos nos valores finais das tensões residuais (NAVAS et al.,
2012).
2.2.2 Medição das Tensões Residuais por Difração de Raios-X
O método de medição por difração de raios-X é amplamente aplicado na medição de
tensões residuais superficiais e subsuperficiais por ser um método de medição não-destrutivo,
assim como rápida obtenção de resultados, no caso de aparelhos modernos. Os princípios
utilizados para estas medições são a teoria da elasticidade dos materiais sólidos, utilizando-se
a lei de Hooke, e a teoria da difração de raios-X.
A radiação eletromagnética do tipo dos raios-X possui comprimento de onda entre 0,01
e 10 nanômetros, e sua formação se deve às transições de elétrons nos átomos, ou da rápida
desaceleração de partículas eletricamente carregadas. Esta radiação pode ser nomeada
dependendo de qual camada o elétron será retirado, qual a camada do elétron que irá ocupar o
nível energético do elétron retirado, e o spin do elétron. Por exemplo, uma radiação é obtida
a partir da movimentação de um elétron da camada K sendo substituído por um da camada L.
Em equipamentos modernos, as radiações emitidas são filtradas para priorizar apenas os
comprimentos de onda desejados.
A lei de Bragg relaciona a difração de ondas eletromagnéticas, descrita na Equação 3, e
diz que para um dado comprimento de onda , apenas um espaçamento entre planos atômicos

23 paralelos e um ângulo de interferência existem, satisfazendo a seguinte equação, onde é
um número inteiro:
= 2 (3)
Os planos cristalinos difratam os feixes de raios-X de um comprimento específico, e
comparando distâncias interplanares entre as observadas em um material de calibração onde as
tensões residuais estão zeradas (resultado de alguns processos de fabricação na metalurgia do
pó) e as distâncias interplanares do material medido, é possível inferir que variações positivas
de d representam tensões trativas, e variações negativas tensões compressivas (KANDIL et al.,
2001). Essa diferença é medida pelas alterações nos ângulos medidos, como exemplificado na
Figura 2.6 que também mostra a incidência e a captação dos raios-X. A Figura 2.6 também
oferece uma visualização das incógnitas presentes na lei de Bragg. Para cada direção do
material é realizada mais de uma medição, e para cada ângulo de inclinação é realizada uma
medição do ângulo 2θ, e a partir desses valores se constrói a curva 2θ vs. ². A inclinação
da reta gerada por este gráfico irá determinar se as tensões residuais são trativas ou
compressivas, segundo a Figura 2.7.
Figura 2.6: Exemplo de medição de tensões residuais e trajetória dos raios incidentes e
difratados devido à distância interplanar (STRESSTECH, 2017).

24
Figura 2.7: Estado das tensões residuais em função da inclinação da curva da curva 2θ vs.
² (CINDRA FONSECA, 2000).
A lei de Hooke para o estado triaxial é apresentada nas Equações 4, 5 e 6.
= ∙( + )
(4)
= ∙( + )
(5)
= ∙( + )
(6)
Sendo ε1, ε2 e ε3 as deformações principais, σ1, σ2 e σ3 as tensões principais, e ν o
coeficiente de Poisson.
Para efeitos de adequação ao estado real de tensões são utilizadas coordenadas polares,
apresentada na Figura 2.8. Além disso, a componente é considerada nula.
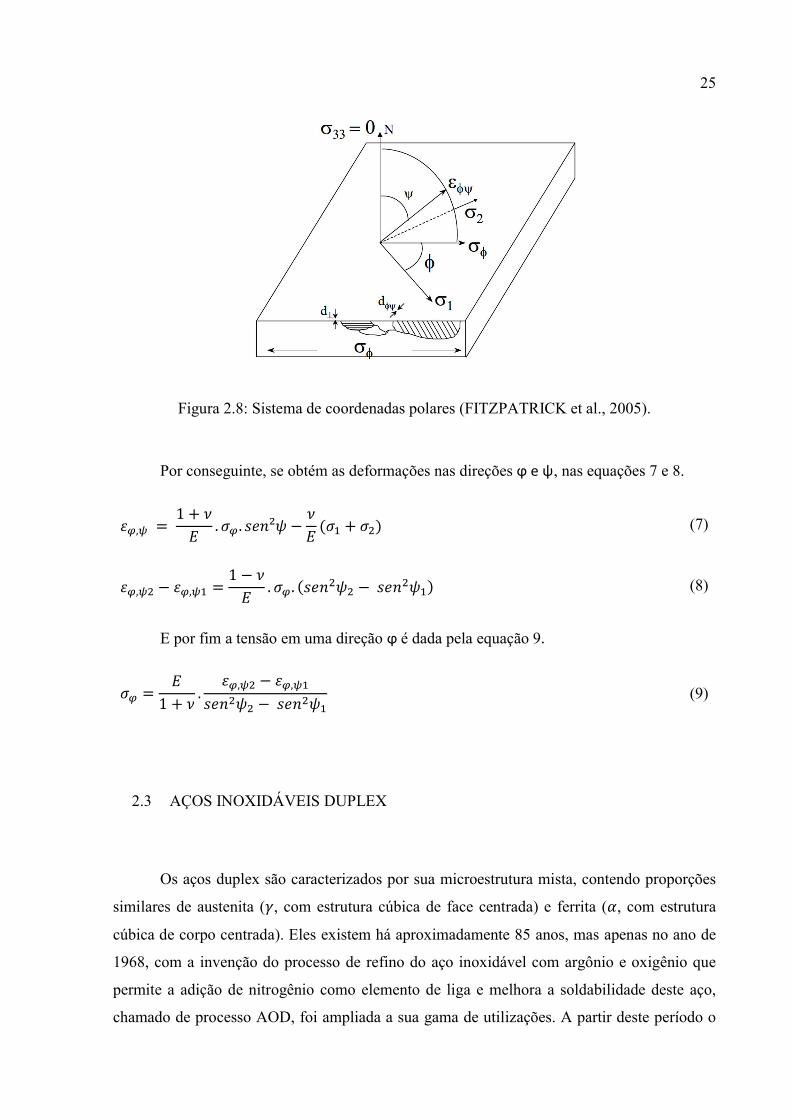
25
Figura 2.8: Sistema de coordenadas polares (FITZPATRICK et al., 2005).
Por conseguinte, se obtém as deformações nas direções ϕ e ψ, nas equações 7 e 8.
, = 1 +
. . ² ( + ) (7)
, , =1
. . ( ) (8)
E por fim a tensão em uma direção ϕ é dada pela equação 9.
=1 +
., ,
(9)
2.3 AÇOS INOXIDÁVEIS DUPLEX
Os aços duplex são caracterizados por sua microestrutura mista, contendo proporções
similares de austenita ( , com estrutura cúbica de face centrada) e ferrita ( , com estrutura
cúbica de corpo centrada). Eles existem há aproximadamente 85 anos, mas apenas no ano de
1968, com a invenção do processo de refino do aço inoxidável com argônio e oxigênio que
permite a adição de nitrogênio como elemento de liga e melhora a soldabilidade deste aço,
chamado de processo AOD, foi ampliada a sua gama de utilizações. A partir deste período o
26 duplex 2205 passou a ser amplamente utilizado em operações offshore pelo mundo. Seus
principais componentes de liga são, além do carbono, o Cr, Mo, Ni e N, sendo os dois primeiros
considerados elementos que favorecem a fase ferrítica, e os dois últimos a fase austenítica, e
seu correto equilíbrio possibilita a criação dos aços duplex. Estas fases são equilibradas com
entre 40 e 50 por cento de ferrita equilibrado com a fase austenítica, sendo o benefício da
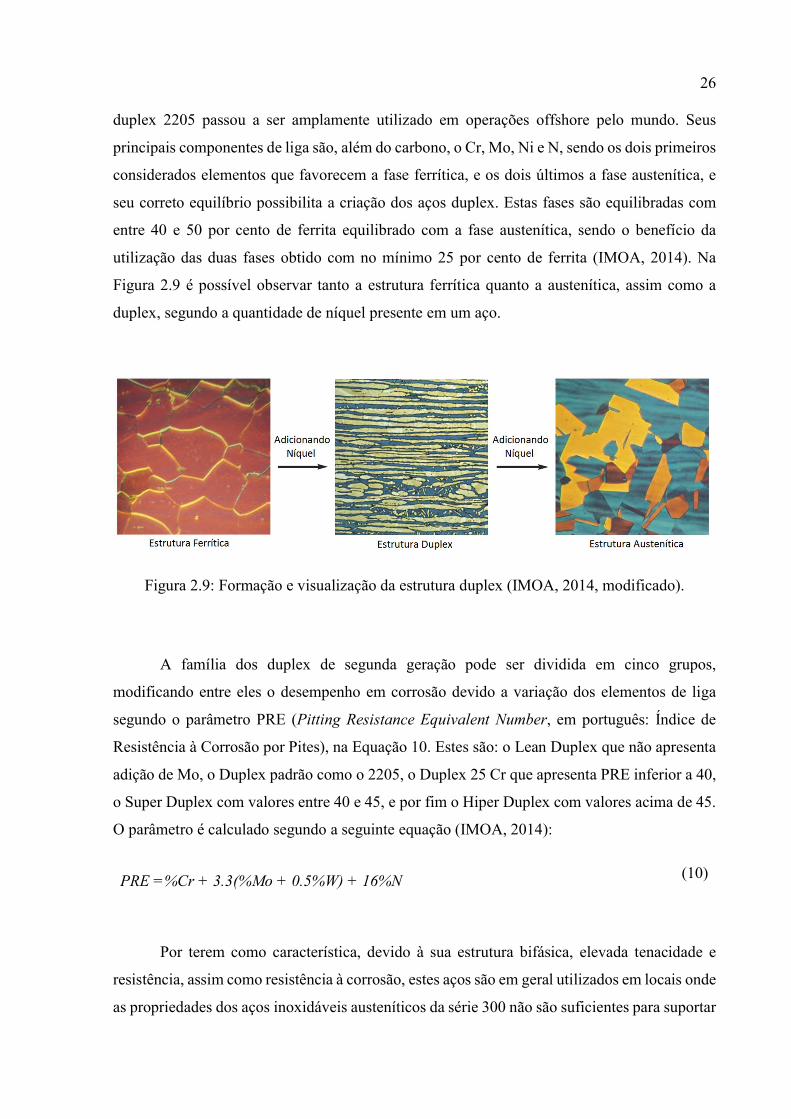
utilização das duas fases obtido com no mínimo 25 por cento de ferrita (IMOA, 2014). Na
Figura 2.9 é possível observar tanto a estrutura ferrítica quanto a austenítica, assim como a
duplex, segundo a quantidade de níquel presente em um aço.
Figura 2.9: Formação e visualização da estrutura duplex (IMOA, 2014, modificado).
A família dos duplex de segunda geração pode ser dividida em cinco grupos,
modificando entre eles o desempenho em corrosão devido a variação dos elementos de liga
segundo o parâmetro PRE (Pitting Resistance Equivalent Number, em português: Índice de
Resistência à Corrosão por Pites), na Equação 10. Estes são: o Lean Duplex que não apresenta
adição de Mo, o Duplex padrão como o 2205, o Duplex 25 Cr que apresenta PRE inferior a 40,
o Super Duplex com valores entre 40 e 45, e por fim o Hiper Duplex com valores acima de 45.
O parâmetro é calculado segundo a seguinte equação (IMOA, 2014):
PRE =%Cr + 3.3(%Mo + 0.5%W) + 16%N (10)
Por terem como característica, devido à sua estrutura bifásica, elevada tenacidade e
resistência, assim como resistência à corrosão, estes aços são em geral utilizados em locais onde
as propriedades dos aços inoxidáveis austeníticos da série 300 não são suficientes para suportar

27 o ambiente e os esforços envolvidos, sendo significantemente mais resistentes em casos de
corrosão sob tensão na presença de cloretos e de resistência mecânica maior, embora sejam de
maior valor e ao mesmo tempo suas propriedades podem ser limitadas severamente pela
formação de fases secundárias fragilizantes, fases estas que podem ser formadas ao soldar ou
utilizar aços inoxidáveis duplex em condições de altas temperaturas, sendo utilizadas
especificações de soldagem precisas para manter uma proporção de um para um de ferrita e
austenita e evitando precipitações (PALUMBO et al., 2015, MOURA et al., 2008).
Os aços desta família são conhecidos por terem usinabilidade ruim, principalmente
quando comparados aos aços inoxidáveis austeníticos, objeto de constate comparação, pelo fato
de que os aços duplex apresentam alta resistência, uma falta de inclusões não metálicas e baixo
teor de carbono. Os aços da família com PREN maiores geram uma menor vida útil para a
ferramenta. As forças de corte também seguem este padrão, sendo maiores em um aço duplex
2057 depois em um aço duplex 2205 e as menores forças sendo encontradas em um aço
austenítico 316L (NOMANI et al., 2013). Também são considerados características que geram
usinabilidade ruim a baixa condutividade térmica e o endurecimento por altas deformações,
podendo ainda serem considerados os aços inoxidáveis duplex mais modernos de ainda maior
dificuldade devido as maiores concentrações de austenita e nitrogênio (SELVARAJ et al.,
2014).
No torneamento de aços inoxidáveis duplex, o avanço tem maior impacto na rugosidade
da superfície usinada e nas forças de corte do que a velocidade de corte, sendo que um aumento
do avanço gera maiores rugosidades e forças de corte, e um aumento da velocidade de corte
gera menores rugosidade e forças de corte (SELVARAJ et al., 2014).
2.3.1 Aço inoxidável duplex 2205 (UNS S31803)
O aço inoxidável duplex UNS S31803 pertence à na família dos duplex 2205, e possui
em média PREN de valor 34. Está entre os aços duplex e superduplex de maior volume no
mercado, por sua vasta gama de utilizações. Sua faixa de composição química é apresentada na
Tabela 2.1, segundo a norma ASTM A240. Ainda segundo a norma, o seu valor para a tensão
limite de escoamento é de 450 MPa e a tensão limite de resistência é de 620 MPa.

28
A usinagem deste aço produz cavaco com elevada dureza e age como um abrasivo para
os insertos utilizados no corte do torneamento (KROLCZYK et al., 2015).
Tabela 2.1: Faixa de composição química do aço inoxidável duplex 2205 (% massa).
C Cr Ni Mo N Mn
0,03 21,0-23,0 4,5-6,5 2,5-3,5 0,08-0,20 2,00
2.4 MICRODUREZA VICKERS
O método Vickers foi desenvolvido no início dos anos 1920, e desde então é utilizado
como um dos principais ensaios de penetração para a medição da dureza, sendo este ensaio
padronizado pelas normas: ASTM E92 (Standard Test Method for Vickers Hardness and Knoop
Hardness of metallic Materials) e ASTM E384 (Standard Test Method for microindentation
Materials).
Neste ensaio, uma pirâmide de diamante com base quadrada e ângulo entre faces de
136º realiza a penetração da superfície do material a ser medido com uma força arbitrária, e
esta carga em geral depende do material, como observado na Figura 2.10. Este método possui
algumas vantagens como: um único penetrador pode ser usado em uma grande quantidade de
materiais, uma escala contínua que possibilita a medição de materiais macios a materiais muito
duros, e o fato de que a carga de penetração pode ser modificada sem alterar os valores da
dureza.
Figura 2.10: Ponta de diamante Vickers e impressão gerada pelo teste em uma superfície
(SOUZA, 1982, modificado).

29
O valor dado pelo ensaio segue a Equação 10, onde é a média entre os dois diâmetros
gerados pela penetração da pirâmide quadrada, segundo a Equação 12.
= =2 (136/2)
² (11)
= 1 + 22
(12)
Sendo:
: dureza Vickers
: força aplicada, em N
: diagonal média, em mm
1: diagonal um, em mm
2: diagonal dois, em mm
O ensaio de microdureza Vickers, que utiliza penetradores em escala micrométrica, e
pode medir materiais como metais e cerâmicas, sendo geralmente utilizado na engenharia para
medir microdurezas em diferentes fases cristalinas em um material.
30 3 MATERIAIS E MÉTODOS
3.1 MATERIAIS
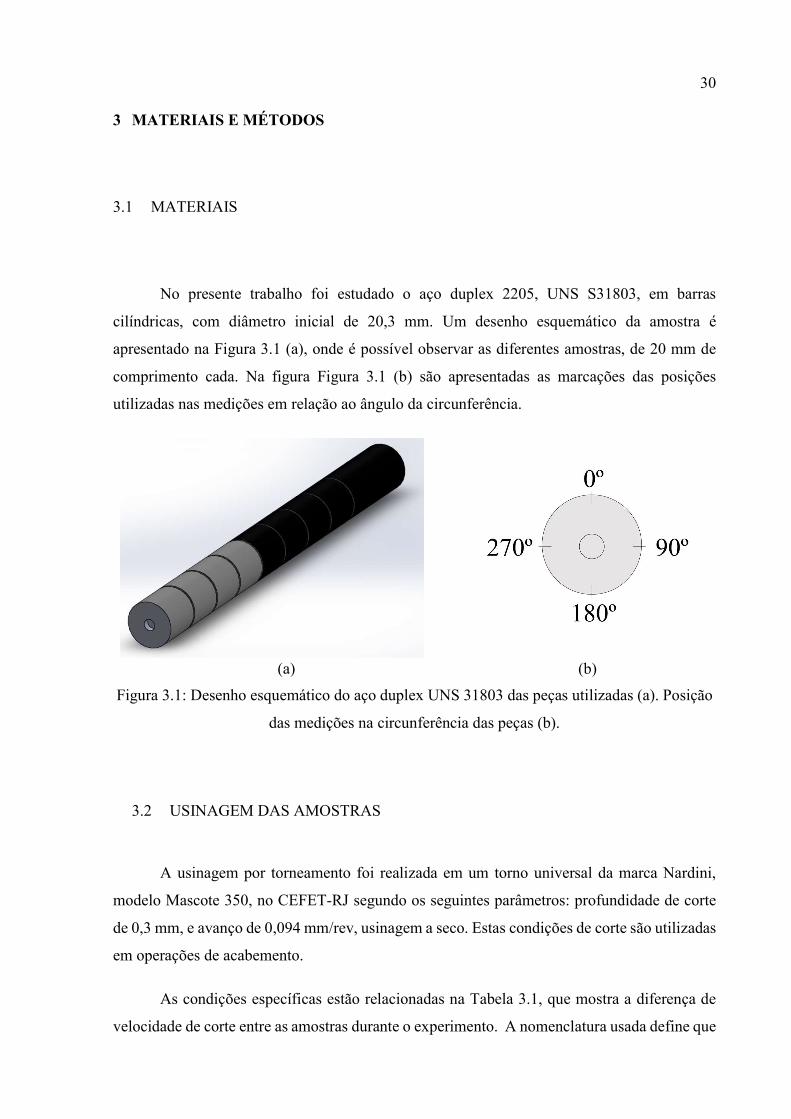
No presente trabalho foi estudado o aço duplex 2205, UNS S31803, em barras
cilíndricas, com diâmetro inicial de 20,3 mm. Um desenho esquemático da amostra é
apresentado na Figura 3.1 (a), onde é possível observar as diferentes amostras, de 20 mm de
comprimento cada. Na figura Figura 3.1 (b) são apresentadas as marcações das posições
utilizadas nas medições em relação ao ângulo da circunferência.
(a) (b)
Figura 3.1: Desenho esquemático do aço duplex UNS 31803 das peças utilizadas (a). Posição
das medições na circunferência das peças (b).
3.2 USINAGEM DAS AMOSTRAS
A usinagem por torneamento foi realizada em um torno universal da marca Nardini,
modelo Mascote 350, no CEFET-RJ segundo os seguintes parâmetros: profundidade de corte
de 0,3 mm, e avanço de 0,094 mm/rev, usinagem a seco. Estas condições de corte são utilizadas
em operações de acabemento.
As condições específicas estão relacionadas na Tabela 3.1, que mostra a diferença de
velocidade de corte entre as amostras durante o experimento. A nomenclatura usada define que

31 o primeiro número indica um entre duas peças de amostras, enquanto a letra representa cada
espessura de corte ou seção.
Tabela 3.1: Rotações específicas e velocidades de corte.
Amostra n (rpm) Vc (m/min)
1A 1000 64
1B
1C 1250 80
1D
2A 2500 159
2B
2C 500 32
2D
A ferramenta de corte utilizada foi o inserto VBMT 16 04 08-PM 4325 da Sandvik com
geometria mostrada na Figura 3.2 e suas principais medidas apresentadas na Tabela 3.2. Para
cada condição de corte foi utilizado apenas um gume para garantir a uniformidade das arestas
de corte e assim diminuir a influência do desgaste dos insertos nos resultados finais. Os insertos
são de metal duro com revestimento de nitreto de titânio (CVD Ti(C,N)+Al2O3+TiN).
Figura 3.2: Geometria dos insertos utilizados no torneamento (SANDVIK, 2017).
Tabela 3.2: Principais propriedades geométricas do inserto, em mm (SANDVIK, 2017).
Tamanho efetivo da aresta de corte (LE) 15,806
Diâmetro círculo inscrito (IC) 9,525
Raio da ponta (RE) 0,794
Espessura (S) 4,763

32
3.3 ANÁLISE DAS TENSÕES RESIDUAIS
As medições das tensões residuais foram realizadas no Laboratório de Análise de
Tensões, LAT, do Departamento de Engenharia Mecânica da UFF. As medições foram
realizadas por difração de raios-X somente na fase ferrítica do material com o analisador de
tensões Xstress 3000, da marca Stresstech (Figura 3.4), utilizando o método do ².
Foram realizadas duas medições por amostra, sendo uma na posição de 0° e outra na de
180°, marcações estas realizadas ao longo da circunferência das peças. Estas medições foram
realizadas no material como recebido da usinagem, sendo realizadas em cada ponto nas direções
longitudinal (L na Figura 3.3) e transversal (T na Figura 3.3), para um total de duas medidas
por ponto, sendo que a direção longitudinal é aquela coincidente com a direção do avanço. O
equipamento realiza cinco medições por direção em diferentes ângulos, e então realiza uma
regressão linear com estes cinco valores. Os parâmetros da medição na fase ferrítica estão
relacionados na Tabela 3.3. Além das amostras usinadas analisadas, foram medidas as tensões
residuais em ambas as peças em áreas não usinadas, na condição como-recebido.
Figura 3.3: Seção da amostra torneada com a indicação das direções das medições das tensões
residuais.
33
Figura 3.4: Equipamento de medição XSTRESS 3000, da esquerda para a direita: computador
representando o software de medição, unidade de controle, e sistema de medição
(STRESSTECH, 2017).
Tabela 3.3: Parâmetros utilizados na medição da fase ferrítica.
Diâmetro do Colimador (mm) 2
Ângulo de incidência (2θ) () 156,41
Plano de difração (hkl) (211)
Radiação Crα
Comprimento de onda () Crα (Å) 2,29092
Corrente (mA) 6,7
Tensão (kV) 30
Inclinação ψ () 0, 18, 27, 33 e 45
Tempo de exposição (s) 25

34
3.4 MEDIÇÃO DA RUGOSIDADE (Ra)
As medições de rugosidade (Ra) foram realizadas no Laboratório de Análise de Tensões
Residuais, LAT, do Departamento de Engenharia Mecânica da UFF. O rugosímetro utilizado
foi o Surtronic 25, da marca Taylor Hobson Precision, disponibilizado pelo Laboratório de
Metrologia Dimensional e Computacional, LMDC, do Departamento de Engenharia Mecânica
da UFF.
Foram realizadas seis medidas por amostra, sendo que três foram na posição de 0º e três
na de 180º, marcações estas realizadas ao longo da circunferência das peças. Para todas as
medições foi utilizado um comprimento de amostragem (cutoff) de 2,5 mm e uma distância
total (length) de 12,5 mm. Os valores foram obtidos em Ra, rugosidade média absoluta, em
micrometros.
3.5 ENSAIOS DE MICRODUREZA
Os ensaios de microdureza Vickers foram realizados no Laboratório de Ensaios
Mecânicos, LEM, do Departamento de Engenharia Mecânica da UFF. O equipamento utilizado
foi o medidor digital de microdureza Vickers HVS-1000, da marca TIME (Figura 3.5).
Os ensaios foram realizados com as amostras como recebidas, segundo a nomenclatura
das amostras utilizada tanto na medição das tensões residuais como na das rugosidades. Foram
realizadas 6 medições por amostra, sendo feitas nas posições de 90º e 270º, marcações que
foram realizadas ao longo da circunferência das peças, para evitar que qualquer possível nova
medição de tensões residuais ou rugosidade fosse afetada pelos ensaios de penetração, visto que
estes dois foram realizados nas posições de 0º e 180º. No ensaio de microdureza foi aplicada
uma força de 0,98 N por quinze segundos em todas as medições.

35
(a) (b)
Figura 3.5: (a) Medidor digital de microdureza Vickers, da marca TIME. (b) Indentação
realizada pelo ensaio de microdureza.
3.6 MACROGRAFIA
A fim de avaliar a qualidade de superfície do torneamento, observando visualmente o
acabamento desta superfície, foi realizada a macrografia no Laboratório de Ensaios Mecânicos,
LEM, do Departamento de Engenharia Mecânica da UFF. As imagens foram capturadas com
aumentos de 4X, 10X, 20X e 40X. Não foram realizados quaisquer ataques ou lixamentos na
superfície, sendo o objetivo apenas observar a qualidade do acabamento da usinagem.
3.7 ANÁLISE DE VARIÂNCIA (ANOVA)
A análise de variância (ANOVA) é um teste paramétrico que é utilizado quando se
deseja saber a influência que uma ou mais variáveis (variável controlável) terá em uma outra
variável (variável de resposta). Entre os diferentes tipos do teste ANOVA, para o presenta
trabalho foi utilizado o planejamento fatorial completo, utilizando como fatores controláveis as
36 velocidades de corte do torneamento, que foram observadas em 4 valores, e a posição da
medição, sendo 0º ou 180º, ou 90º e 270º no caso da microdureza Vickers. Foram utilizados
como variáveis de resposta as medições de tensões residuais transversais e longitudinais, de
microdureza Vickers e de rugosidade, para um total de 4 testes.
É necessária para a utilização do teste ANOVA a verificação de três pressupostos: as
amostras serem independentes, a normalidade dos resíduos, e a homogeneidade das variâncias.
A não rejeição dessas três hipóteses é essencial para o teste, caso contrário este poderá perder
sua validade. As amostras do presente trabalho são independentes entre si, não rejeitando a
hipótese (BROWN, 2010).
Foram realizados os testes de Shapiro-Wilk e Kolmogorov-Smirnov, sendo calculado
para cada caso o valor-p, que é o menor nível de significância que se rejeita a hipótese nula, e
para valores acima de 0,05 a hipótese de distribuição normal não é descartada, possibilitando a
realização do teste ANOVA. Os softwares utilizados foram: Action Stat e STATISTICA.

37 4 RESULTADOS E DISCUSSÃO
4.1 ANÁLISE DAS TENSÕES RESIDUAIS
Os resultados das tensões residuais longitudinais (L) e transversais (T) geradas no
torneamento do aço inoxidável duplex 2205, estão apresentados na Tabela 4.1 e Figura 4.1.
Tabela 4.1: Tensões residuais na fase ferrítica.
Tensões Residuais (MPa)
0° 180° Médias
Amostra L T L T L T
1A 290 ±3 560 ±16 490 ±15 125 ±10 390 343
1B 170 ±6 570 ±14 110 ±17 305 ±5 140 438
1C 310 ±17 780 ±7 320 ±8 545 ±18 315 663
1D 155 ±7 320 ±12 80 ±3 360 ±18 118 340
1E -450 ±20 350 ±6 -560 ±22 -230 ±30 -505 60
2A 345 ±6 605 ±18 350 ±17 720 ±30 347,5 663
2B 210 ±24 865 ±30 330 ±8 1010 ±34 270 937,5
2C 240 ±14 395 ±9 230 ±1 520 ±17 235 457,5
2D 370 ±11 415 ±22 200 ±8 770 ±47 285 592,5
2E -110 ±30 -40 ±11 -400 ±8 -550 ±5 -255 -295

38
Figura 4.1: Tensões residuais médias no torneamento.
Analisando os resultados apresentados na Tabela 4.1 e Figura 4.1 é possível perceber
que as tensões residuais são heterogêneas tanto entre diferentes condições de velocidade de
corte como entre mesmas velocidades de corte. Todas amostras torneadas apresentam tensões
residuais trativas, e tal resultado está de acordo com Navas et al. (2012), sendo o principal
causador destas tensões o aporte de calor do processo e a posterior contração do material
usinado. As médias das tensões residuais transversais são maiores que as longitudinais em
diversas amostras. Isso ocorre, provavelmente, em razão do baixo avanço no torneamento, o
que faz com que as forças de corte sejam de maiores magnitudes na direção transversal e
consequentemente gere maiores valores de tensões trativas, os mesmos resultados são obtidos
pelo trabalho de Navas et al. (2012).
Visto que não é conhecido o último tratamento térmico do material, os resultados das
amostras como recebidas (1E e 2E) possuem valores tanto trativos e compressivos, não se
sabendo a influência deste último tratamento térmico. Portanto estes valores não foram listados
no gráfico da Figura 4.1.

39
Para os testes estatísticos das tensões residuais longitudinais são apresentados os valores
dos testes de normalidade e de homogeneidade das variâncias, respectivamente Tabela 4.2 e
Tabela 4.3. Todos obtiveram valor-p superiores a 0,05, não rejeitando a hipótese nula e
confirmando a validade do teste ANOVA.
Tabela 4.2: Teste de normalidade para as tensões residuais longitudinais.
Teste de normalidade dos resíduos Valor-p
Kolmogorov-Smirnov 0,200
Shapiro-Wilk 0,994
Tabela 4.3: Teste de homogeneidade das variâncias para as tensões residuais longitudinais.
Cochran C Bartlett Chi-Sqr. Valor-p
0,521582 6,379189 0,496235
Tabela 4.4: Teste ANOVA para as tensões residuais longitudinais.
Teste ANOVA Soma de Quadrados Valor-p
Posição 25 0,970610
Velocidade de Corte (m/min) 17163 0,803659
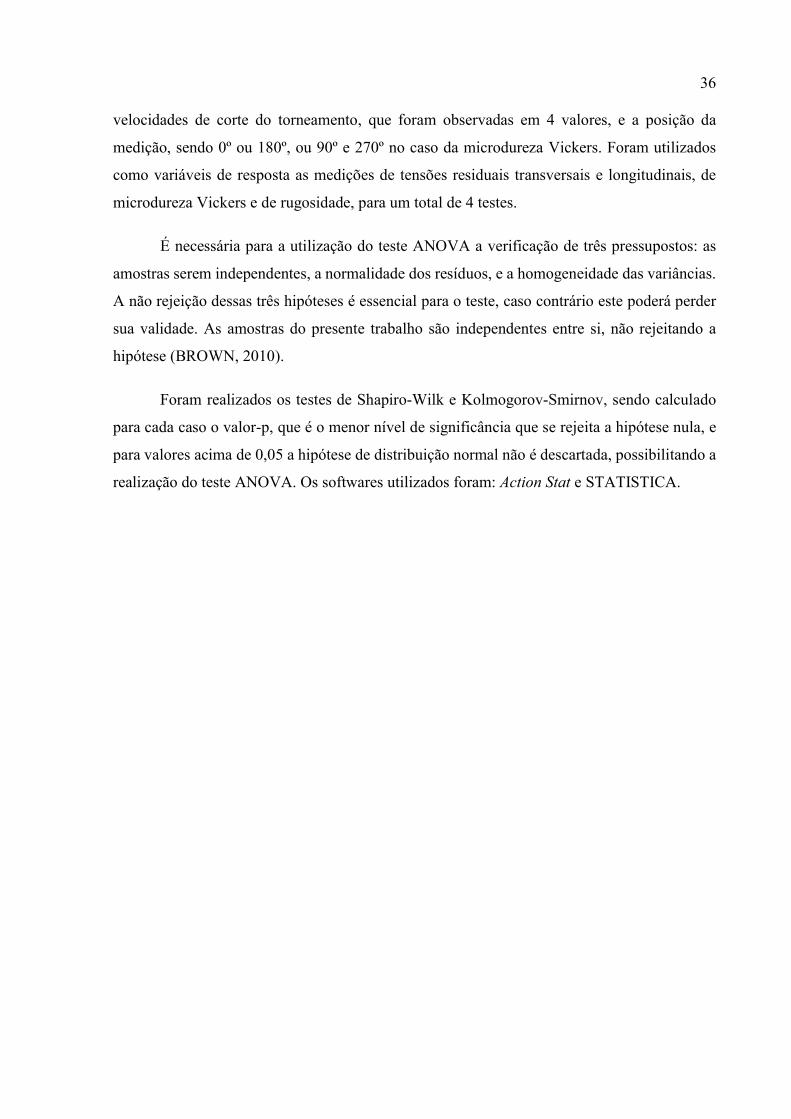
A partir da Tabela 4.4 pode-se observar que ambas as diferenças de posição e de
velocidade de corte apresentam valor-p acima de 0,05, e não exercem grande influência sobre
os resultados tensões residuais longitudinais. Os efeitos dessas variáveis sobre as tensões
residuais longitudinais estão ilustrados em gráficos gerados pelo software STATISTCA (Figura
4.2 e Figura 4.3).
40
Figura 4.2: Efeito da posição nas tensões residuais longitudinais.
Figura 4.3: Efeito da velocidade de corte nas tensões residuais longitudinais.
41
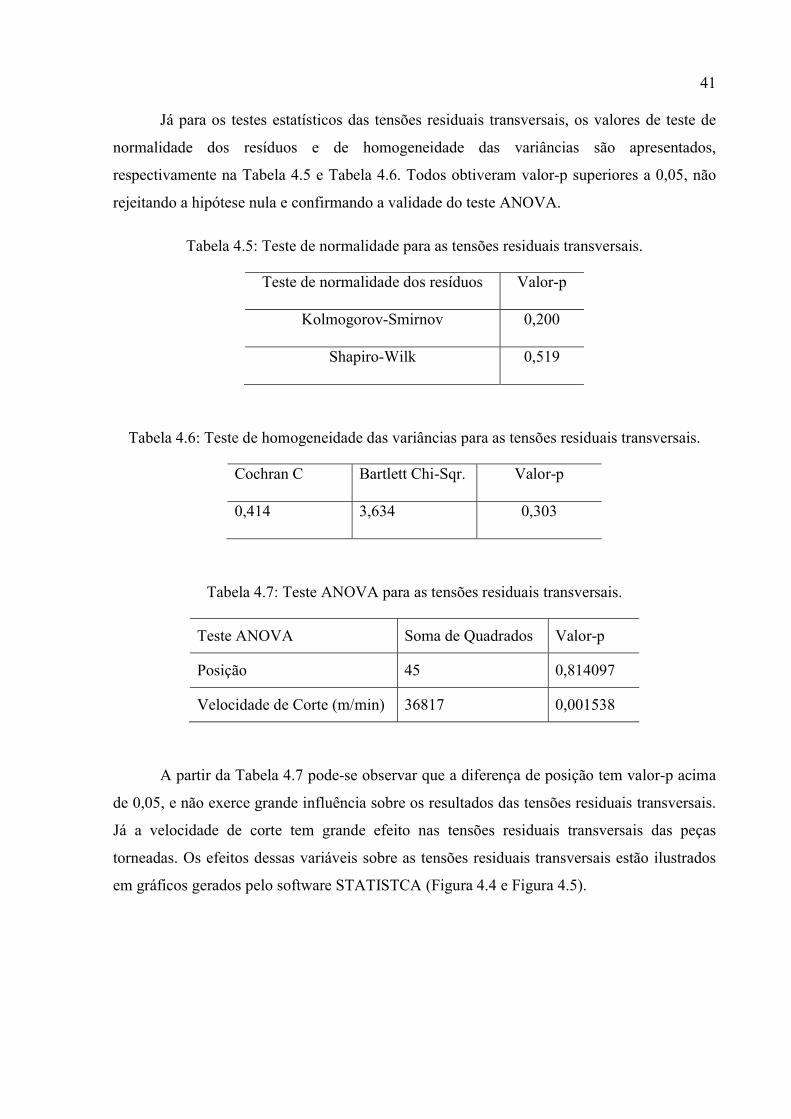
Já para os testes estatísticos das tensões residuais transversais, os valores de teste de
normalidade dos resíduos e de homogeneidade das variâncias são apresentados,
respectivamente na Tabela 4.5 e Tabela 4.6. Todos obtiveram valor-p superiores a 0,05, não
rejeitando a hipótese nula e confirmando a validade do teste ANOVA.
Tabela 4.5: Teste de normalidade para as tensões residuais transversais.
Teste de normalidade dos resíduos Valor-p
Kolmogorov-Smirnov 0,200
Shapiro-Wilk 0,519
Tabela 4.6: Teste de homogeneidade das variâncias para as tensões residuais transversais.
Cochran C Bartlett Chi-Sqr. Valor-p
0,414 3,634 0,303
Tabela 4.7: Teste ANOVA para as tensões residuais transversais.
Teste ANOVA Soma de Quadrados Valor-p
Posição 45 0,814097
Velocidade de Corte (m/min) 36817 0,001538
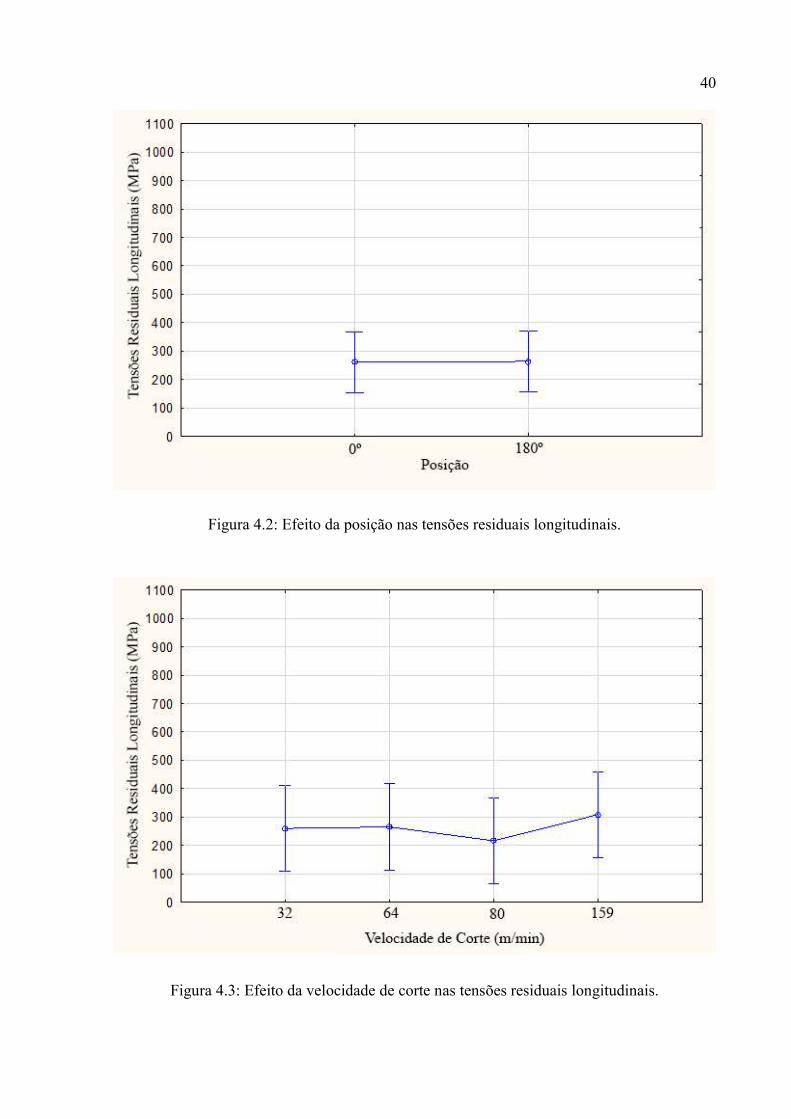
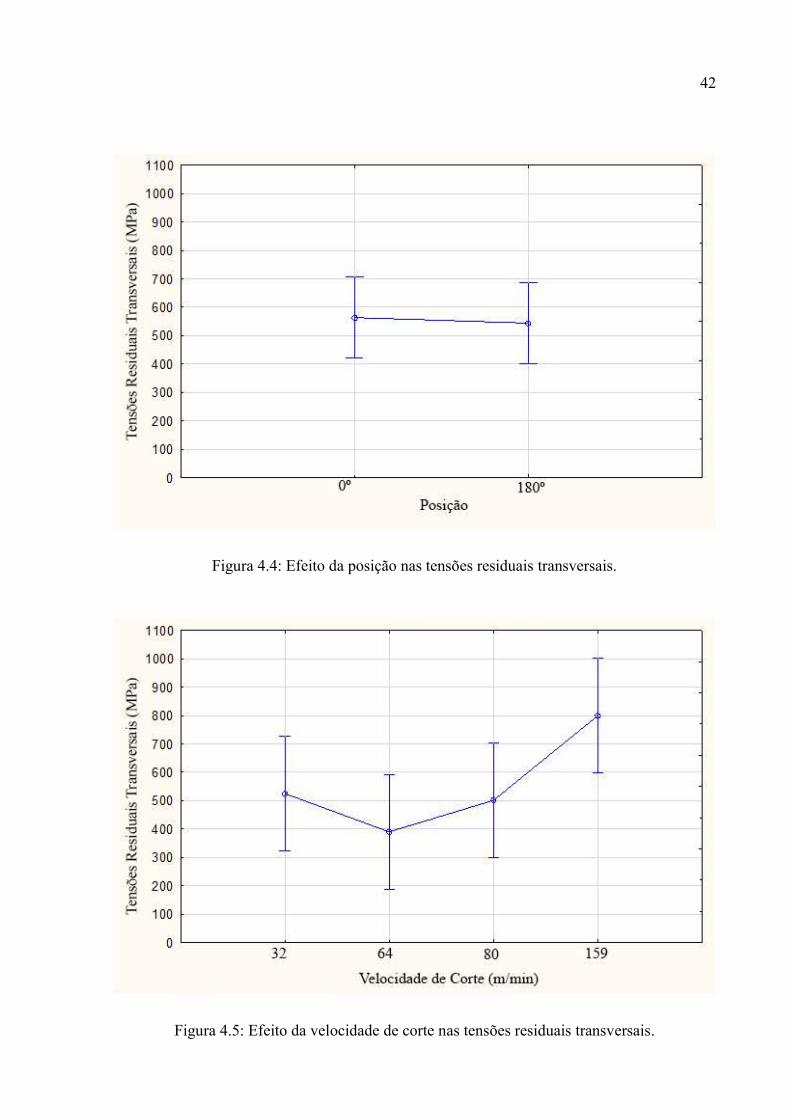
A partir da Tabela 4.7 pode-se observar que a diferença de posição tem valor-p acima
de 0,05, e não exerce grande influência sobre os resultados das tensões residuais transversais.
Já a velocidade de corte tem grande efeito nas tensões residuais transversais das peças
torneadas. Os efeitos dessas variáveis sobre as tensões residuais transversais estão ilustrados
em gráficos gerados pelo software STATISTCA (Figura 4.4 e Figura 4.5).
42
Figura 4.4: Efeito da posição nas tensões residuais transversais.
Figura 4.5: Efeito da velocidade de corte nas tensões residuais transversais.

43
4.2 MICRODUREZA VICKERS
A fim de avaliar os efeitos da usinagem nas propriedades mecânicas da peça foram
realizados ensaios de microdureza Vickers. Os resultados estão apresentados na Tabela 4.8.
Estão apresentadas as três medições realizadas por amostra, assim como a média por amostra e
a média por cada grupo de velocidades de corte durante o torneamento. É importante salientar
que não foi possível identificar visualmente as duas fases do aço duplex, por esta razão os
ensaios foram realizados em geral no meio da distância gerada entre cada passe do avanço.
Tabela 4.8: Microdureza Vickers (HV) das superfícies usinadas.
Microdureza Vickers (HV) 90° 270° Amostra 1 2 3 1 2 3 Média 1A 323,7 362,3 405,9 360,3 383,2 307,4 357,1 1B 394,3 405,9 398,9 405,9 420,5 394,3 403,3 1C 310,6 354,4 358,3 389,8 360,3 330,5 350,7 1D 348,7 387,6 370,4 366,3 332,3 405,9 368,5 2A 330,5 332,3 374,6 348,7 396,6 387,6 361,7 2B 350,6 344,9 350,6 315,4 325,4 354,4 340,2 2C 433,3 396,6 383,2 408,3 392,0 408,3 403,6 2D 374,6 398,9 405,9 385,4 408,3 356,4 388,3
As amostras de maior velocidade de corte durante o torneamento foram as que
obtiveram menores resultados de microdureza. Estes valores são apresentados na Figura 4.6. A
hipótese gerada é de que os maiores efeitos térmicos geram menores durezas.

44
Figura 4.6: Microdureza Vickers.
Para os testes estatísticos são apresentados (Tabela 4.9 e Tabela 4.10) os valores dos
testes de normalidade e de homogeneidade das variâncias. Todos obtiveram valor-p superiores
a 0,05, não rejeitando a hipótese nula e confirmando a validade do teste ANOVA.
Tabela 4.9: Teste de normalidade para a microdureza Vickers.
Teste de normalidade dos resíduos Valor-p
Kolmogorov-Smirnov 0,200
Shapiro-Wilk 0,519
Tabela 4.10: Teste de homogeneidade das variâncias para a microdureza Vickers.
Cochran C Bartlett Chi-Sqr. Valor-p
0,414 3,634 0,303
45
Tabela 4.11: Teste ANOVA para a microdureza Vickers.
Teste ANOVA Soma de Quadrados Valor-p
Posição 45 0,814097
Velocidade de Corte (m/min) 36817 0,001538
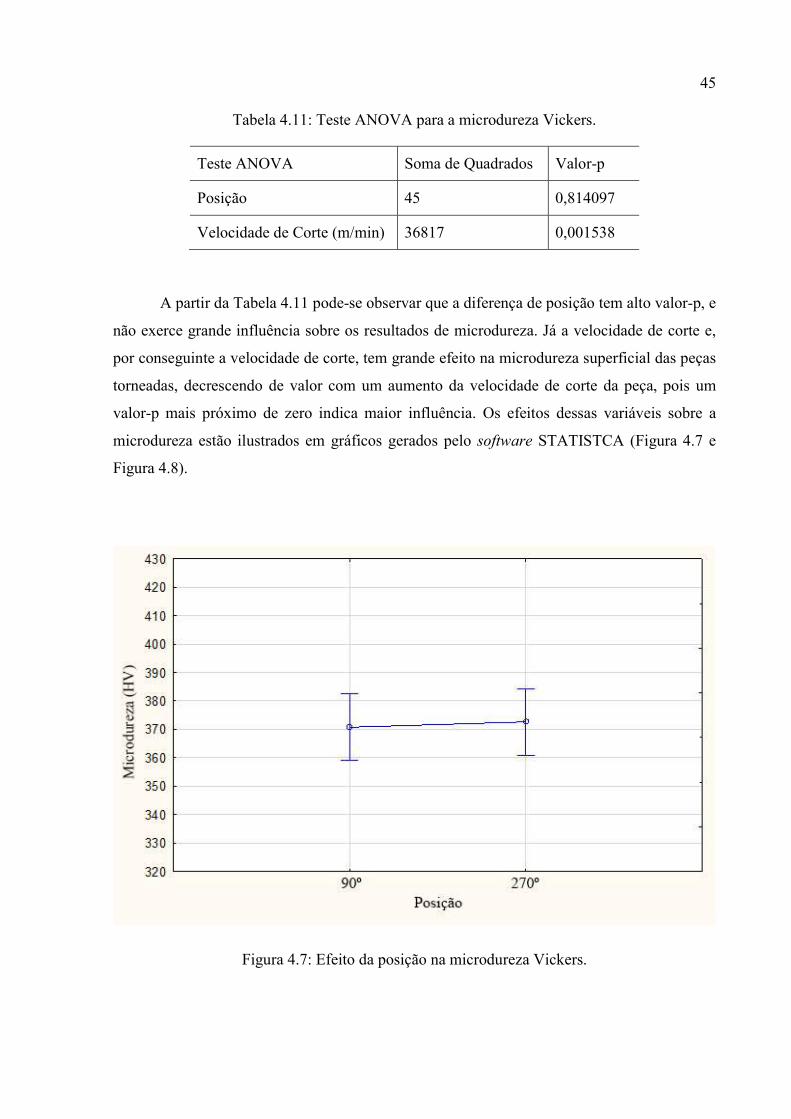
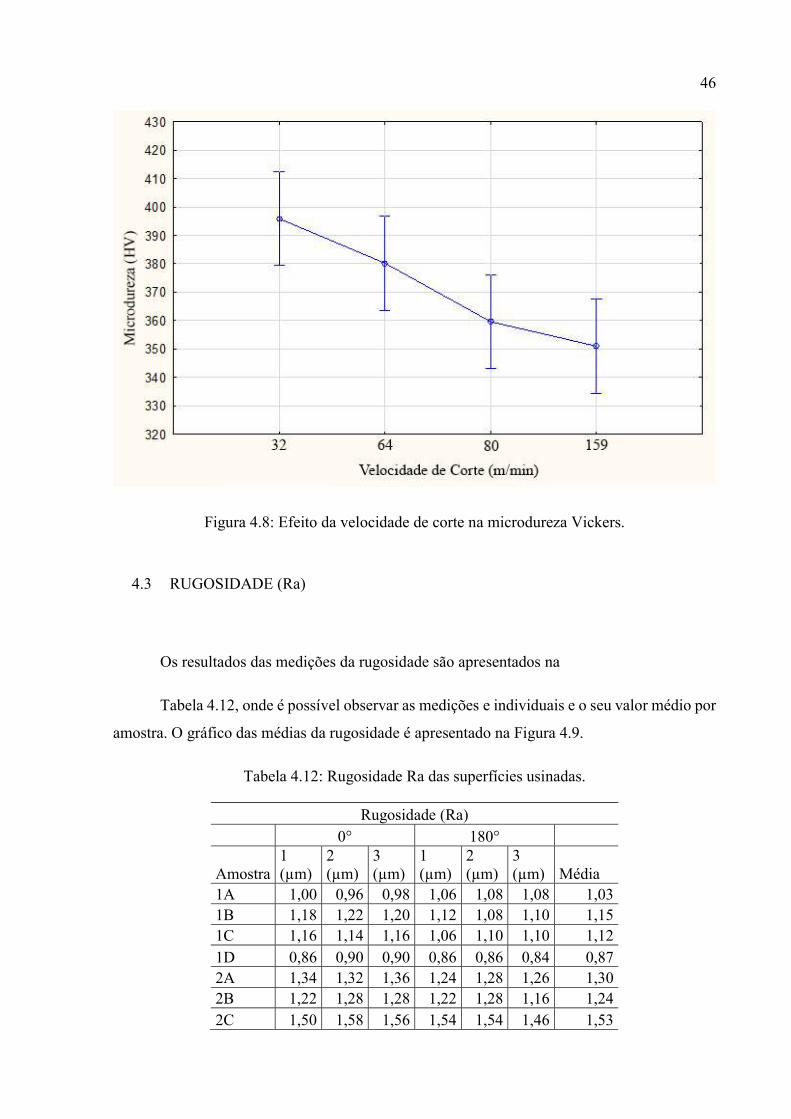
A partir da Tabela 4.11 pode-se observar que a diferença de posição tem alto valor-p, e
não exerce grande influência sobre os resultados de microdureza. Já a velocidade de corte e,
por conseguinte a velocidade de corte, tem grande efeito na microdureza superficial das peças
torneadas, decrescendo de valor com um aumento da velocidade de corte da peça, pois um
valor-p mais próximo de zero indica maior influência. Os efeitos dessas variáveis sobre a
microdureza estão ilustrados em gráficos gerados pelo software STATISTCA (Figura 4.7 e
Figura 4.8).
Figura 4.7: Efeito da posição na microdureza Vickers.
46
Figura 4.8: Efeito da velocidade de corte na microdureza Vickers.
4.3 RUGOSIDADE (Ra)
Os resultados das medições da rugosidade são apresentados na
Tabela 4.12, onde é possível observar as medições e individuais e o seu valor médio por
amostra. O gráfico das médias da rugosidade é apresentado na Figura 4.9.
Tabela 4.12: Rugosidade Ra das superfícies usinadas.
Rugosidade (Ra)
0° 180°
Amostra 1 (µm)
2 (µm)
3 (µm)
1 (µm)
2 (µm)
3 (µm) Média
1A 1,00 0,96 0,98 1,06 1,08 1,08 1,03 1B 1,18 1,22 1,20 1,12 1,08 1,10 1,15 1C 1,16 1,14 1,16 1,06 1,10 1,10 1,12 1D 0,86 0,90 0,90 0,86 0,86 0,84 0,87 2A 1,34 1,32 1,36 1,24 1,28 1,26 1,30 2B 1,22 1,28 1,28 1,22 1,28 1,16 1,24 2C 1,50 1,58 1,56 1,54 1,54 1,46 1,53

47
2D 1,82 1,74 1,82 1,46 1,50 1,50 1,64
Figura 4.9: Rugosidade média (Ra).
Os resultados das medições de rugosidade nos mostram alguns resultados distintos,
apresentados na Figura 4.9. As amostras do eixo um apresentaram uma menor rugosidade que
o eixo dois, possivelmente por causa de vibrações ou desalinhamento do eixo dois durante o
torneamento, pois a usinagem foi realizada com apenas um gume de corte para cada condição
de velocidade de corte. Os resultados estão condizentes no universo de cada cilindro, visto que
as maiores velocidades de corte geram menores valores de rugosidade e consequentemente
melhores acabamentos de superfície. A velocidade de corte de 159 m/min apresenta piores
rugosidades provavelmente pois está na faixa de velocidades de corte que geram maiores arestas
postiças para a ferrita.
Para os testes estatísticos são apresentados (Tabela 4.13 e Tabela 4.14) os valores dos
testes de normalidade e de homogeneidade das variâncias. O teste de homogeneidade não

48 obteve valor-p superiores a 0,05, rejeitando a hipótese nula, mas a partir de estudos realizados
utilizando a técnica de Monte Carlo, verifica-se que tal violação não traz consequências graves
para as conclusões acerca do conjunto de dados sob avaliação, assim sendo, foi realizado o teste
ANOVA.
Tabela 4.13: Teste de normalidade para a rugosidade Ra.
Teste de normalidade dos resíduos Valor-p
Kolmogorov-Smirnov 0,200
Shapiro-Wilk 0,061
Tabela 4.14: Teste de homogeneidade das variâncias para a rugosidade Ra.
Cochran C Bartlett Chi-Sqr. Valor-p
0,272773 25,54113 0,000403
Tabela 4.15: Teste ANOVA para a rugosidade Ra.
Teste ANOVA Soma de Quadrados Valor-p
Posição 0,06021 0,018034
Velocidade de Corte (m/min) 2,43403 0,000000
A partir da Tabela 4.15 pode-se observar que a diferença de posição tem valor-p abaixo
de 0,05, exercendo influência nos resultados de rugosidade, sendo esta a única variável onde a
posição gerou grande influência. Já a velocidade de corte tem efeito ainda maior na rugosidade
das peças torneadas. Os efeitos dessas variáveis sobre a rugosidade estão ilustrados em gráficos
gerados pelo software STATISTCA (Figura 4.10 e Figura 4.11).

49
Figura 4.10: Efeito da posição na rugosidade (Ra).
Figura 4.11: Efeito da velocidade de corte na rugosidade (Ra).

50
4.4 ANÁLISES DAS QUALIDADES DE SUPERFÍCIE
Com o objetivo de observar a qualidade de superficie e o espaço entre cada revolução
do avanço no torneamento, foi realizada a microscopia ótica. A melhor visualização do avanço
foi encontrada nos aumentos de 10X, sendo possível a identificação de quatro revoluções.
Como as amostras foram torneadas com apenas um gume de corte para cada condição de
velocidade de corte, é possível identificar a diferença de qualidade de superfície devido aos
parâmetros de corte na usinagem em todas as amostras.
As amostras 2C e 2D foram usinadas com velocidade de corte de 32 m/min, e as
seguintes imagens representam suas qualidades de superfície (Figura 4.12). Estas amostras
foram torneadas com os menores valores de velocidade de corte, e resultaram nos piores
resultados de rugosidade. Já nestas amostras é possível perceber a presença de microtrincas.
(a) (b)
Figura 4.12: Amostras 2D (a) e 2C (b) aumentadas em 4X.
A qualidade das amostras 1A e 1B, usinadas com velocidade de corte de 64 m/min, estão
apresentadas na Figura 4.13. Nestas amostras foram obtidas melhores rugosidades do que nas
amostras de 32 m/min.

51
(a) (b)
Figura 4.13: Amostras 1A (a) e 1B (b) aumentadas em 10X.
As amostras 1C e 1D foram usinadas com velocidade de corte de 80 m/min, e as
seguintes imagens representam suas qualidades de superfície (Figura 4.14). Estas amostras
foram as que apresentaram melhor rugosidade, e tal resultado pode ser observado nas imagens
capturadas, onda há menor presença de falhas. Um aumento de 40X da amostra 1C (Figura
4.15) permite a visualização ainda mais precisa das revoluções geradas pelo avanço no
torneamento.
(a) (b)
Figura 4.14: Amostras 1C (a) e 1D (b) aumentadas em 10X.
Figura 4.15: Amostras 1C aumentada em 40X.

52
As amostras 2A e 2B foram usinadas com velocidade de corte de 159 m/min. A Figura
4.16 apresenta as qualidades de superfície dessas amostras. Embora tenham sido utilizadas
nestas amostras as maiores velocidades de corte do presente trabalho, seus resultados de
rugosidade foram maiores do que as amostras 1A, 1B, 1C e 1D. Isso indica possíveis problemas
devido à formação de arestas postiças nos gumes de corte.
(a) (b)
Figura 4.16: Captura da amostra 2A (a) 2B (b) com lente de 10X, demonstrando as revoluções
do avanço.
Comparando a captura de imagens de todas as amostras é possível observar a dificuldade
de se usinar aços duplex, e a ação de uma possível vibração na peça durante a operação de corte.
Em lentes com aumentos maiores podemos observar mais a fundo os picos e vales de cada
revolução, observados na Figura 2.1, pois são identificados claramente diferentes locais onde é
possível focar a imagem.

53 5 CONCLUSÕES
O presente trabalho, que teve como objetivo o estudo do comportamento das tensões
residuais e da qualidade da superfície no torneamento de amostras de aço duplex 2205, com
diferentes velocidades de corte, permite as seguintes conclusões:
1. As tensões residuais, tanto na direção longitudinal quanto na transversal foram trativas,
evidenciando a maior influência dos efeitos térmicos nos valores finais das tensões
residuais.
2. As tensões residuais na direção transversal apresentaram maiores valores que os da
direção longitudinal, provavelmente devido ao baixo valor do avanço, que tornou a
influência do contato entre a ferramenta e as amostras mais intenso na direção
transversal.
3. Os maiores valores de tensões residuais trativas foram observadas nas amostras de
velocidade de corte 159 m/min, evidenciando que quanto maior a velocidade de corte,
mais trativo é o estado final das tensões residuais superficiais.
4. As rugosidades diminuem com o aumento da velocidade de corte, apenas saindo da
curva a velocidade de corte de 159 m/min, possivelmente por algum problema de
geração de arestas postiças durante o torneamento.
5. Os valores de dureza Vickers diminuem com o aumento da velocidade de corte.
54 6 SUGESTÕES PARA TRABALHOS FUTUROS
1. Realizar os experimentos variando a profundidade de corte e o avanço do
torneamento.
2. Realizar a análise da microestrutura do material, assim como medir as tensões
residuais na fase austenítica.
3. Criar modelos para comparar os resultados obtidos no presente trabalho com o
método de elementos finitos.
4. Realizar ensaio de metalografia e testes de tração e determinar a composição
química, os limites de escoamento e de ruptura do material.

55 7 REFERÊNCIAS BIBLIOGRÁFICAS
ASTM A240/A240M-16a Standard Specification for Chromium and Chromium-Nickel
Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and for General Applications, ASTM
International, West Conshohocken, PA, 2016.
ASTM E92-17 Standard Test Methods for Vickers Hardness and Knoop Hardness of Metallic
Materials, ASTM International, West Conshohocken, PA, 2017.
ASTM E384-16 Standard Test Method for Microindentation Hardness of Materials, ASTM
International, West Conshohocken, PA, 2016.
Brown, A.M., “A spreadsheet template compatible with Microsoft Excel and iWork Numbers
that returns the simultaneous confidence intervals for all pairwise differences between multiple
sample means”, Computer methods and programs in biomedicine, vol. 98, pp. 76-82, 2010.
Cindra Fonseca, M. P., “Evolução do estado de tensões residuais em juntas soldadas de
tubulação durante ciclos de fadiga”, Tese de Doutorado em Engenharia Metalúrgica e de
Materiais, COPPE/UFRJ, 2000.
Fitzpatrick, M. E.; Fry, A. T.; Holdway, P.; Kandil, F. A.; Shackleton, J.; Suominen, L.,
“Determination of Residual Stresses by X-ray Diffraction – Issue 2”, Measurement Good
Practice Guide No. 52, Crown, 2005.
Groover, M.P., “Fundamentals of Modern Manufacturing”, 4º edição, 2010.
IMOA, “Practical Guidelines for the Fabrication of Duplex Stainless Steels”, third edition,
2014.
Jawahir I.S., Brinksmeier E., M’Saoubi R., Aspinwall D.K., Outeiro J.C., Meyer D., Umbrello
D., Jayal A.D., “Surface integrity in material removal processes: Recent advances”, CIRP
Annals – Manufacturing Technology, vol. 60, pp. 603-626, 2011.
Kandil, F.A.; Lord, J.D.; Fry, A.T.; Grant, P.V., “A Review of Residual Stress Measurement
Methods”, NPL Materials Center, 2001.
Krolczyk G.M., Nieslony P., Legutko S., “Determination of tool life and research wear during

56 duplex stainless steel turning”, Archives of Civil and Mechanical Engineering, vol. 15, pp 347-
354, 2015.
Lindgren M., Lepisto T., “Relation between residual stress and Barkhausen noise in a duplex
steel”, NDT&E International, vol. 36, pp. 279-288, 2003.
Macherauch, E.; Kloos, K. H., “Origin, Measurement and Evaluation of Residual Stresses”,
Residual Stress in Science and Technology, Vol. 1, pp.3-27, 1987.
Moura V.S., Lima L.D., Pardal J.M., Kina A.Y., Corte R.R.A., Tavares S.S.M., “Influence of
microstructure on the corrosion resistance of the duplex stainless steel UNS S31803”, Materials
Characterization, vol. 59, pp. 1127-1132, 2008.
Navas V. G., Gonzalo O., Bengoetxea I., “Effect of cutting parameters in the surface residual
stresses generated by turning in AISI 4340 steel”, International Journal of Machine Tools &
Manufacture, vol. 61, pp. 48-67, 2012.
NBR 8404, Indicação do estado de superfícies em desenhos técnicos, 1984.
NBR 6405, Rugosidade de superfícies, 1988.
Nomani J., Pramanik A., Hilditch T., Littlefair G., “Machinability study of first generation
duplex (2205), second generation duplex (2507) and austenite stainless steel during drilling
process”, Wear, vol. 304, pp. 20-28 2013.
Palumbo G., Piccininni A., Piglionico V., Guglielmi P., Sorgente D., Tricarico L., “Modelling
residual stresses in sand-cast superduplex stainless steel”, Journal of Materials Processing
Technology, vol. 217, pp. 253-261, 2015.
Sandvik. Disponível em: < http://www.sandvik.coromant.com/pt-
pt/products/pages/productdetails.aspx?c=vbmt%2016%2004%2008-
pm%20%20%20%204325&unitsystem=metric>. Acesso em: 10 de junho de 2017.
Selvaraj D. Philip, Chandramohan P., Mohanraj M., “Optimization of surface roughness,
cutting force and tool wear of nitrogen alloyed duplex stainless steel in a dry turning process
using Taguchi method”, Measurement, vol. 49, pp. 205-215, 2014.
Souza, Sérgio Augusto, “Ensaios mecânicos de materiais metálicos. Fundamentos teóricos e
práticos”, 1982.

57 Stresstech. Disponível em: <http://www.stresstech.com/en-fi/products/x-ray-diffraction-
equipment/x-ray-diffraction/>. Acessado em: 11 de junho de 2017.
Stresstech. Disponível em: <http://www.stresstech.com/en-fi/products/x-ray-diffraction-
equipment/xstress-g2-g2r/>. Acessado em: 11 de junho de 2017.
Taylor Robson. Disponível em: < http://www.taylor-hobson.com/books.html>. Acessado em:
10 de junho de 2017.
Outeiro J. C., Dias A. M., Lebrun J. L., Astakhov V. P., “Machining residual stresses in AISI
316L steel and their correlation with the cutting parameters”, Machining Science and
Technology, vol. 6, pp. 251-270, 2002.
Valiorgue F., Rech J., Hamdi H., Gilles P., Bergheau J. M., “3D modeling of residual stresses
induced in finish turning of an AISI304L stainless steel”, International Journal of Machine
Tools and Manufacture, vol. 53, pp. 77-90, 2012.
Bhadeshia H. K. D. H., Withers P.J., “Residual stress Part 1 – Measurement techniques”,
Materials Science and Technology, vol. 17, pp. 355-365, 2002.
Xueping Z., Erwei G., Liu C. R. , “Optimization of process parameter of residual stresses for
hard turned surfaces”, Journal of Materials Processing Technology, vol. 209, pp. 4286-4291,
2009.












![formatado para impress~]ao - Página inicialppggo.sistemasph.com.br/.../2016/KEILA_APARECIDA_MARQUES.pdf680È5,2 /,67$ '( ),*85$6 )LJXUD 5HSUHVHQWDomR HVTXHPiWLFD GD WUtSOLFH FRQWLQJrQFLD](https://img.document.onl/doc/110x75/5f6b4dbacf5d7f36d32229ff/formatado-para-impressao-pgina-68052-67-856-ljxud-5hsuhvhqwdomr.jpg)















![Dissertação Isabela Oliveira ok 1.../,67$ '( ),*85$6 )ljxud 3urfhvvdphqwr gd pdqglrfd sdud surgxomr gh ipfxod )ljxud 3urfhvvr gh jhodwlql]domr h uhwurjudgdomr gr dplgr](https://img.document.onl/doc/110x75/602db23798300d7f7751c2e0/dissertaffo-isabela-oliveira-ok-1-67-856-ljxud-3urfhvvdphqwr.jpg)
