Embed Size (px)
Citation preview

PROPOSTA DE UM MODELO DE PLANO
MESTRE DE PRODUÇÃO PARA UMA
EMPRESA DE SUPLEMENTOS
ALIMENTARES: UMA PESQUISA-AÇÃO
Ricardo Magnani Delle Piagge (GESTARE)
Gustavo Bagni (UFSCAR)
Josadak Astorino Marcola (UNIP)
Esta pesquisa teve como objetivo desenvolver um novo modelo de
elaboração do Plano Mestre de Produção (MPS) para uma empresa de
suplementos alimentares, com a finalidade de melhorar o nível de
serviço ao cliente e aumentar a utilização dos recursos fabris. Para
tanto, aplicou-se conceitos, técnicas e métodos de planejamento de
médio e curto prazo, visando integrar previsão de vendas ao processo
de planejamento, assim como carteira de pedidos e nível de estoque
existente, uma vez que a empresa adota a estratégia de resposta a
demanda Make-to-Stock (MTS). Na proposta, ênfase é dada a
integração do (MPS) à análise de capacidade bruta (RCCP), a redução
da unidade de planejamento de mês para semana, aplicação de
períodos congelados, adoção de tempo de fronteira no MRP da
companhia. Resultados quantitativos como aumento em 20% do
volume de produção, melhoria do OTIF - de 11% para 61% - e
redução em 50% do lead time foram obtidos 3 meses após introdução
do novo modelo. Análise complementares dos resultados, com extensão
do período medido são indicadas. Também é recomendado rever
método, avaliar e acompanhar dados oriundos da previsão de vendas.
Palavras-chave: Plano Mestre de Produção; Análise de Capacidade.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
1. Introdução
A importância dada ao corpo pelo brasileiro torna o Brasil o segundo país no ranking de
quantidade de academias instaladas, perdendo apenas para os Estados Unidos (SANTANA,
et. al., 2012). Este cuidado que o brasileiro tem com o corpo vem ajudando não só o mercado
de academias, mas também o mercado de suplementação alimentar. De acordo com Miura
(2014), dados da Associação Brasileira de Nutrição (Abenutri), de 2008 a 2013 houve um
crescimento significativo no faturamento do segmento, com este mercado crescendo em
média 23% ao ano.
O mercado comprador, na sua grande maioria, é formado por pequenas e médias lojas ou
academias, que apresentam pouco planejamento de aquisições, exigindo que seus
fornecedores atendam a demanda de forma rápida na reposição de produtos. Reforçando este
ponto, Donk (2001) destaca que lead time curto e rápido atendimento aos clientes, são
critérios ganhadores de pedidos na indústria alimentícia. Escrivão Filho (2006) destaca quem
um contexto empresarial onde há grande pressão competitiva, existe a necessidade de que as
empresas comportem-se e pensem estrategicamente. É preciso um efetivo gerenciamento das
capacidades e recursos empresariais, envolvendo principalmente as atividades de
planejamento e controle da produção.
1.1. Problema e questão de pesquisa
Durante anos, foi considerado como uma regra no setor de indústrias alimentícias a fabricação
em grandes lotes para minimizar o valor unitário gasto com a produção, aumentando assim a
lucratividade do produto.
Porém, de acordo com Donk (2001), à medida que o mercado comprador torna-se maior e
mais exigente, as empresas são forçadas a atender a demanda de forma mais rápida, com
melhor qualidade e em maior variedade, inviabilizando a utilização da regra de maximização
do lote em busca da diminuição dos custos de fabricação em detrimento à flexibilidade e
variedade de atendimento de produtos ao mercado.
Nesse contexto, esse trabalho tem o objetivo de responder a seguinte questão:
Como integrar ferramentas de planejamento de médio e curto prazo, de material e capacidade
produtiva, de forma a aumentar o volume produzido, diminuindo o lead time de atendimento
dos pedidos em uma empresa de suplementação alimentar?

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
1.2. Objetivos
O objetivo dessa pesquisa é estudar, adaptar, implantar e avaliar as técnicas de planejamento
de materiais de médio e curto prazo - Plano Mestre de Produção (MPS) e Planejamento das
Necessidades de Material (MRP – Material Requirements Planning) e as técnicas de
planejamento de capacidade de médio prazo - Planejamento Bruto da Capacidade (RCCP –
Rough-Cut Capacity Planning) - em uma indústria de suplementação alimentar.
2. Método de pesquisa
Para o desenvolvimento e implantação dessa pesquisa, o método escolhido para trabalho foi o
da pesquisa-ação, classificado por Tripp (2005) como “uma forma de investigação-ação que
utiliza técnicas de pesquisa consagradas para informar a ação que se decide tomar para
melhorar a prática”.
Coughlan e Coghlan (2002) definem os três passos que compreendem o ciclo da pesquisa-
ação, esses passos são mostrados pela figura 1:
O entendimento do contexto e propósito;
As seis atividades principais: reunir informações, feedback e analisar informações,
planejar, implementar e analisar a ação;
Monitoramento.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
Figura 1 – Ciclo da pesquisa-ação
Fonte: Coughlan e Coghlan (2002, p.230).
3. Referencial teórico
3.1. Planejamento hierárquico da produção
O Planejamento e Controle da Produção (PCP) envolve uma série de decisões sobre o que,
quanto e quando produzir e comprar, tanto para os produtos finais, quanto para os
componentes e matérias-primas desses (FERNANDES; GODINHO FILHO, 2010). A essas
decisões acrescentam-se outras duas: como produzir e onde produzir, para os casos em que
exista mais de um roteiro de produção (por exemplo, dois equipamentos diferentes que
possam realizar determinada operação em um item).
Lustosa et al. (2008), Corrêa et al. (2010), Fernandes e Godinho Filho (2010), dentre outros
autores, classificam as atividades de PCP em 3 níveis: longo, médio e curto prazo. No longo
prazo, há maior agregação de dados, utilizando-se unidades de planejamento maiores
(trimestre ou mês) e famílias de produtos (ao invés de dados individuais de cada produto
final). Além disso, o horizonte de planejamento é mais extenso, pois nesse nível busca-se
identificar e solucionar restrições de longo prazo. Passando-se para o médio e curto prazo, as
unidades de planejamento costumam ser menores, os horizontes mais curtos e a agregação de
dados reduzida. Além disso, a importância da automatização da coleta e processamento dos
dados nos níveis inferiores é majorada, devido aos processos serem realizados com grande
frequência e a base de dados analisada ser mais extensa (BAGNI; VOLPE; MARÇOLA,
2014).
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
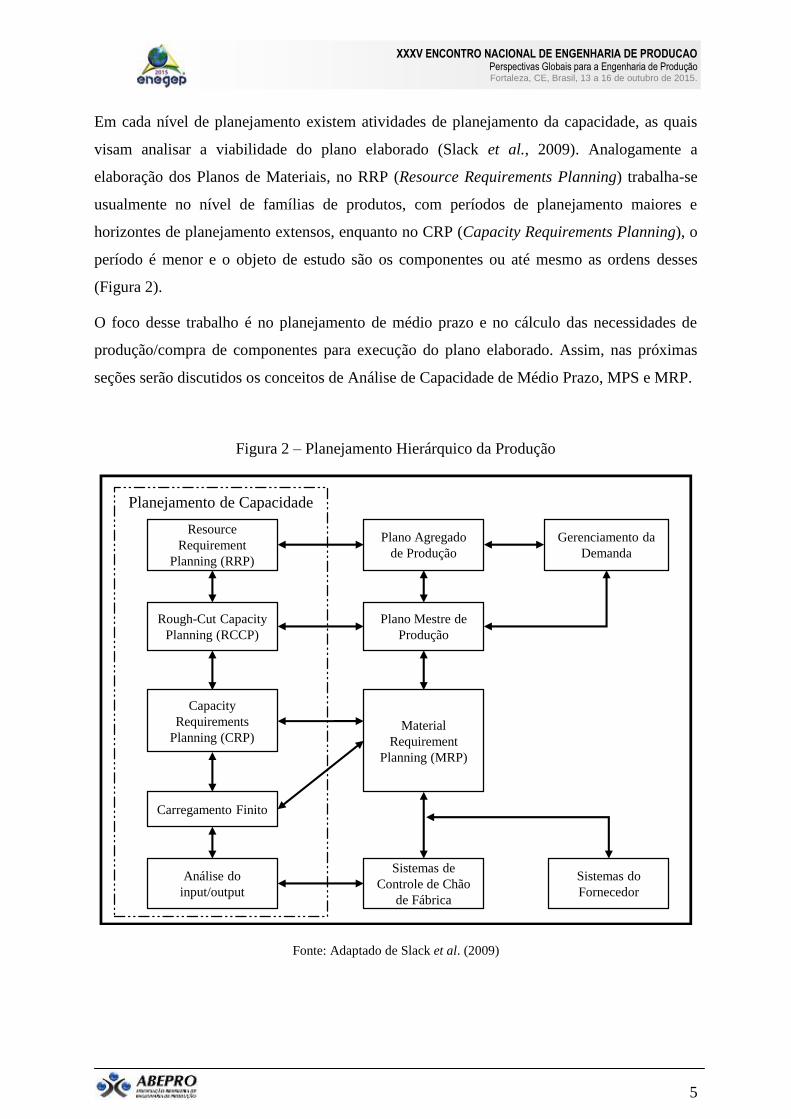
Em cada nível de planejamento existem atividades de planejamento da capacidade, as quais
visam analisar a viabilidade do plano elaborado (Slack et al., 2009). Analogamente a
elaboração dos Planos de Materiais, no RRP (Resource Requirements Planning) trabalha-se
usualmente no nível de famílias de produtos, com períodos de planejamento maiores e
horizontes de planejamento extensos, enquanto no CRP (Capacity Requirements Planning), o
período é menor e o objeto de estudo são os componentes ou até mesmo as ordens desses
(Figura 2).
O foco desse trabalho é no planejamento de médio prazo e no cálculo das necessidades de
produção/compra de componentes para execução do plano elaborado. Assim, nas próximas
seções serão discutidos os conceitos de Análise de Capacidade de Médio Prazo, MPS e MRP.
Figura 2 – Planejamento Hierárquico da Produção
Fonte: Adaptado de Slack et al. (2009)
Gerenciamento da
Demanda
Plano Agregado
de Produção
Plano Mestre de
Produção
Material
Requirement
Planning (MRP)
Sistemas de
Controle de Chão
de Fábrica
Sistemas do
Fornecedor
Resource
Requirement
Planning (RRP)
Rough-Cut Capacity
Planning (RCCP)
Capacity
Requirements
Planning (CRP)
Carregamento Finito
Análise do
input/output
Planejamento de Capacidade

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6
3.2. Plano Mestre de Produção
De acordo com Corrêa et al. (2010), o MPS converte a previsão de demanda e a carteira de
pedidos em um plano de produção para produtos finais. Steinrücke e Jahr (2012) adicionam
que ao realizar essa conversão, o MPS precisa respeitar as restrições de capacidade e
disponibilidade de componentes.
A cada ciclo de planejamento, no MPS é definido quais produtos acabados fabricar, em qual
quantidade e em qual período (FERNANDES; GODINHO FILHO, 2010). São entradas para
essa decisão a previsão de vendas, a carteira de pedidos e os níveis de estoque de cada item,
assim como as políticas de materiais e as estratégias de resposta a demanda.
A qualidade do MPS tem relação direta com os resultados da empresa, como destacam vários
autores na literatura. Gaither e Frazier (2001), por exemplo, ressaltam que o MPS influencia
no nível de serviço e nos custos produtivos, ao otimizar a utilização dos recursos fabris. Xie,
Zhao e Lee (2003) acrescentam que o MPS pode gerar maior estabilidade do ambiente
produtivo e dessa forma também afetar os custos fabris. Por fim, Akillioglu, Ferreira e Onori
(2013) ressaltam que o MPS pode ajudar a reduzir o lead time de entrega dos produtos,
respondendo mais rapidamente as necessidades do mercado consumidor.
3.3. Planejamento de capacidade de médio prazo (RCCP)
Segundo Vollmann et al. (2006), o planejamento da capacidade de produção tem dois
objetivos principais. A saber: garantir a viabilidade na execução dos planos de produção e
garantir o atendimento das demandas futuras, verificando possíveis necessidades de
antecipação da produção para recursos gargalos e períodos de pico de demanda.
Li e Ierapetritou (2010) dividem a análise de viabilidade da execução do MPS em duas
subatividades. A primeira delas é a Análise da Disponibilidade de Componentes, na qual
verifica-se se os componentes e insumos necessários para execução do MPS de um dado
período estarão disponíveis nas quantidades necessárias. Se o plano se mostrar inviável,
inicialmente tenta-se revisar as datas de fornecimento ou fabricação dos componentes e
insumos e, não sendo possível realizar as antecipações necessárias, altera-se o MPS do
período.
A segunda atividade é a Análise da Disponibilidade de Capacidade que consiste em converter
o plano de produção em carga nos recursos gargalos e compará-las com as horas disponíveis.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
Se o plano se mostrar inviável, a primeira alternativa é aumentar a capacidade de produção
dos recursos gargalo através da adição de turnos de produção, horas extras, dias adicionais,
dentre outros. Esgotando-se essas possibilidades, é necessário revisar o MPS.
Segundo Marçola (2000), existem 4 técnicas principais para Análise de disponibilidade de
capacidade no RCCP. A saber: Lista de Recursos (BOR – Bill of Resources), Planejamento de
Capacidade usando Fatores Globais (CPOF - Capacity Planning using Overall Factors),
Perfil de Recursos (RP - Resources Profile) e RCCP usando Roteiros.
No método da Lista de Recursos, utiliza-se como referência os tempos do principal item de
uma família de produto para estimar a carga de trabalho de cada recurso. A carga em cada
recurso é calculada multiplicando a quantidade de produção de uma família pelo tempo
requerido de produção dessa família nesse recurso. Somando-se as cargas de cada família de
produto, têm-se as cargas totais de cada recurso em cada período.
Já no método de Planejamento de Capacidade usando Fatores Globais, considera-se o tempo
agregado de processamento de cada produto, ou seja, o tempo total de produção na fábrica,
não segmentado por recurso. Multiplicando-se as quantidades de produção pelo tempo de
produção de cada item, obtém-se o tempo total de produção na fábrica. Utiliza-se, então, a
estimativa história da utilização de cada centro de trabalho para dividir o tempo total de
produção por centro fabril.
No método do Perfil dos Recursos, cruza-se o MPS com o roteiro de cada item, calculando-se
a carga de trabalho por centro de trabalho (WORTMANN et al., 1996). Esse método gera
resultados mais precisos que a Lista de Recursos, especialmente quando os itens que
compõem as famílias de produtos apresentam diferenças significativas quanto aos seus
roteiros e tempos de processamento.
O método do RCCP usando roteiros é similar a Lista de Recursos, contudo incorpora o lead
time de fabricação ou compra dos componentes ao cálculo. As necessidades são, assim,
deslocadas no tempo, sendo alocadas no momento em que estão programadas para
acontecerem.
3.4. Material Requirements Planning (MRP)
Elaborado o MPS para os produtos finais, é necessário calcular as necessidades para os itens
dos níveis inferiores através da explosão das listas técnicas. Este processo é realizado pelo
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
MRP, o qual tem como objetivo principal garantir a disponibilidade de itens comprados ou
manufaturados no momento exato da produção dos itens finais planejados no MPS
(GAITHER; FRAZIER, 2001; VIEIRA et al., 2002; LUSTOSA et al., 2008; CORRÊA et al.,
2010).
Vollmann et al. (2006) destacam como entradas básicas do MRP: o MPS por produto, os
dados de estoque e a lista de materiais; e como saídas: as necessidades dos materiais filhos
defasadas no tempo, o momento necessário para produção ou compra dos itens, assim como
as suas respectivas quantidades. Orlicky (1975) destaca que o MPS é input fundamental para
o MRP, já que os conflitos entre vendas, produção, compras, marketing e produção são
analisados nesse nível de planejamento, buscando-se conciliá-los.
4. Pesquisa-ação
A pesquisa foi realizada em uma empresa de médio porte do setor alimentício, fabricante de
suplementos alimentares. No momento da pesquisa a empresa tinha cerca cento e dez (110)
tipos de produtos diferentes. Durante esse trabalho a empresa será denominada somente de
Empresa Alfa.
Seguindo os passos da pesquisa-ação, o trabalho foi desenvolvido em duas macro atividades,
sendo a primeira de diagnóstico e proposta; levantamento das necessidades, estrutura de
trabalho, e a segunda de implementação; desenvolvimento das ferramentas, adaptações no
ERP da Empresa e treinamento dos colaboradores.
4.1. Diagnóstico
Como a empresa trabalhava com um lead time curto de atendimento devido a pressão do
mercado consumidor, os gestores adotaram a Estratégia de Resposta a Demanda Make-to-
Stock (MTS). Dessa forma poderiam atender o mercado a partir do seu estoque de produto
acabado em menor tempo, demandando assim somente o tempo de separação dos pedidos e
envio pela transportadora.
A empresa não tinha nenhum método pré-estabelecido para o planejamento de produção. O
setor de PCP elaborava diariamente a programação da produção considerando as necessidades
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
de reposição dos níveis de estoque, e a falta de alguns produtos para completar os pedidos de
venda.
Essa prática prejudicava o planejamento de materiais, e por consequência a produtividade da
empresa, já que o planejamento de materiais não era realizado em função da produção futura,
mas para recompor os níveis de estoques. As incertezas e frequentes oscilações da demanda,
ocasionavam ruptura no estoque de produtos acabados e matérias primas, sendo estes eventos
somente notados no dia de execução, pois a programação era diária.
A Empresa Alfa não apresenta subitens com demanda independente. Desta forma, não é
necessário o tratamento ou incorporação dessas demandas no MPS.
4.2. Proposta
Em seguida e utilizando os dados coletados no diagnóstico, a proposta foi estruturada no
intuito de definir e desenvolver ferramentas para o planejamento de produção, principalmente
no que tange médio e curto prazo. Logo abaixo são apresentadas as características, técnicas,
métodos e as ferramentas propostas:
A estruturação do MPS utilizando como unidade de tempo semana, e como entrada
para o planejamento, a utilização da previsão de demanda, elaborada pelo
Departamento Comercial, e os pedidos de venda existentes na carteira;
O segundo conceito proposto foi a utilização do RCCP utilizando a técnica de
Planejamento por Lista de Recursos, integrando as quantidades advindas do MPS e os
tempos da Engenharia Industrial (EI);
E como conceito de planejamento de curto prazo - utilização do MRP de forma
integrada pelo ERP - o MRP foi estruturado para gerar as ordens de produção
necessárias e as solicitações de compra para o planejamento proposto dos materiais
que não tem saldo no estoque.
A figura 3 mostra as ligações entre a aplicação dos conceitos propostos por este artigo.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
Figura 3 - Modelo de Implantação Proposto
Fonte: Elaborado pelo autor
4.3. Implementação
4.3.1. Desenvolvimento das ferramentas
As ferramentas desenvolvidas foram uma planilha em MS Excel para elaboração do MPS e
uma planilha para análise de capacidade produtiva, objetivando maximização e nivelamento
da capacidade, segundo conceitos de RCCP.
O MPS foi desenvolvido com unidade de planejamento semanal, com a inserção de filtros de
Família de Produtos e Linhas de Produção, uma vez que a empresa se subdivide em duas
linhas de produção, uma para a produção de cápsulas e outra para produção de pós, sendo os
recursos exclusivos de cada linha. A figura 4 apresenta o layout da tela aplicado no
desenvolvimento do MPS.
Cada produto mostra dois dados por semana - planejado e realizado. Para auxiliar na atividade
de planejamento, pois atualmente o ambiente apresenta a demanda com oscilação crescente
em todos os produtos, adotou-se o método da média móvel simples trimestral para cada
produto, corrigido por um coeficiente de ajustamento, decidido em parceria com o
Departamento Comercial, para aumentar ou diminuir a quantidade produzida do item. O valor

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
planejado a ser produzido em cada semana é apontado na Figura 4, nas colunas após
caracterização dos produtos.
Em função das grandes oscilações de demanda dos itens em relação a previsão, foi
determinado como período congelado apenas uma semana, período firme uma semana e
planejada e período flexível duas semanas de previsão. Assim foi possível manter a
flexibilidade da produção da empresa sem perder as vantagens de planejamento de materiais.
Figura 4 - MPS Utilizado
Fonte: Elaborado pelo autor
O segundo aplicativo desenvolvido foi o RCCP, que integrado ao MPS e utilizando dados da
Engenharia Industrial, sobre tempos de fabricação requerido dos recursos críticos da empresa,
tem como objetivo principal facilitar o nivelamento de carga e maximizar a utilização das
capacidades fabris.
A figura 5 mostra como é calculado a capacidade requerida no tempo, para cada Produto
Acabado, com a utilização da técnica de Lista de Recursos (BOR – Bill of Resource). É uma
lista indexada por item, refletindo a soma de trabalho requerida pela principal categoria de
recurso para produzir cada item. Consiste na multiplicação da quantidade planejada pelo
tempo de fabricação unitário, respeitando-se o tamanho de lote.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
Figura 5 - Cálculo da Carga usando Lista de Recursos
Fonte: Elaborado pelo autor
Assim como o MPS, o RCCP foi desenvolvido utilizando como unidades de planejamento,
semanas, e tinha apenas um filtro, referente a Linha de Produção, para diferenciar capacidade
e carga da linha de cápsulas e da linha de pó. A figura 6 mostra um exemplo de carga, onde as
barras em vermelhos são referentes aos produtos planejados para linha de pós, e a linha azul
determina a capacidade da linha com oscilações referentes aos indicadores de utilização
aplicados na empresa.
Figura 6 - RCCP utilizado
Fonte: Elaborado pelo autor

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
13
4.3.2. Adaptações do ERP
Após o desenvolvimento dos aplicativos de MPS e RCCP, algumas adaptações no ERP na
empresa foram necessários. O ERP apresentava um módulo de MPS dentro do sistema, porém
com o formato de uma lista, dificultando a visualização do planejamento de forma temporal e
por consequência o replanejamento de semanas posteriores. Portanto a primeira adaptação
realizada foi a integração do aplicativo em MS Excel do MPS com o sistema informatizado da
Empresa Alfa.
A segunda adaptação foi realizada para atender a particularidade que na Empresa Alfa. Todos
os roteiros de produção necessariamente apresentavam uma operação inicial realizada por um
recurso denominado Misturador, onde a receita era batida. Desta forma, o tamanho do lote de
fabricação era determinado pela capacidade do Misturador, porém as quantidades necessárias
de produção eram superiores a essa quantidade. A solução adotada foi: durante a importação
dos lotes semanais a serem produzidos, o próprio sistema já quebrava esses lotes de
planejamento nos lotes de produção, em função do tamanho de lote determinado pelo
Misturador.
A terceira adaptação teve o intuito de facilitar o trabalho do departamento de compras, uma
vez que o MRP gerava solicitações para cada lote de cada produto, a quantidade de
solicitações da mesma matéria-prima era muito alta. Adotou-se então a funcionalidade de
Tempo de Fronteira, onde todas as Solicitações de Compra referentes à mesma matéria-prima
ou componentes na mesma semana eram agrupadas em somente uma solicitação.
4.3.3. Treinamento dos colaboradores
Como última etapa da implementação, o treinamento dos colaboradores foi realizado
seguindo o roteiro descrito abaixo:
PCP - Treinamento nos conceitos de Planejamento de médio e curto prazo, das
técnicas, metodologias e ferramentas aplicadas ao caso da Empresa Alfa; treinamento
na utilização do ERP para exportação e importação de informações referentes ao MPS
e ao processo de execução do MRP; na discussão e integração com o Departamento
Comercial para concepção do MPS;
Gestão de Materiais – Treinamento nos conceitos de Planejamento de médio e curto
prazo, na utilização do sistema para determinação dos critérios de Tempo de Fronteira;

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
Comercial – Treinamento nos conceitos de Planejamento de Médio Prazo,
principalmente na concepção do MPS.
5. Resultados
Durante e após a implantação do modelo estudado muitos foram os resultados encontrados,
em diversos setores e dimensões; são eles: aumento do volume produzido em kilograma-mês,
maior pontualidade no atendimento dos pedidos e diminuição no lead time médio de
atendimento dos pedidos.
O volume em kilograma produzido pela Empresa Alfa foi medido durante seis meses, sendo
os três meses iniciais sem a utilização do novo modelo (outubro - dezembro de 2013) e os
próximos três meses após implantação do modelo (janeiro - março de 2014). Nota-se que após
a implantação do novo modelo de elaboração do MPS o volume médio de produção dos três
meses aumentou em aproximadamente 24 toneladas, correspondendo a uma elevação de 20%
em relação à média dos períodos anteriores. A figura 7 mostra a evolução da produção
mensal.
Figura 7 - Volume Mensal Produzido em Kilograma
Fonte: Elaborado pelo autor
Outro aspecto considerado na validação da pesquisa foi o acompanhamento das entregas dos
pedidos completos e no prazo (OTIF - On Time in Full) e da empresa. Analisando o gráfico
apresentado na figura 8 é possível perceber a sensível melhoria nos níveis de OTIF na

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
15
comparação entre os dois períodos. No primeiro trimestre avaliado a média de OTIF foi de
11% enquanto no segundo trimestre, o OTIF atingiu média de 61%.
Figura 8 - Indicador de Pontualidade
Fonte: Elaborado pelo autor
O último aspecto quantitativo medido é a média de lead time de Atendimento dos Pedidos de
Venda. Observa-se que ao longo do primeiro período analisado o lead time médio era de 14
dias, enquanto no segundo período analisado esse valor cai e apresenta uma média de 7 dias.
A figura 9 mostra a evolução do lead time de atendimento do pedido durante os 6 meses de
acompanhamento.
Figura 9- Indicador de Lead Time Médio
Fonte: Elaborado pelo autor

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
16

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
17
6. Conclusões
Este trabalho teve como objetivo central o estudo e posterior aplicação de técnicas, métodos e
ferramentas de planejamento e controle da produção de médio e curto prazo (MPS / RCCP /
MRP), em uma empresa do ramo alimentício de suplementação alimentar de médio porte.
É importante ressaltar que os resultados apresentados não correspondem a um período longo
de tempo, recomendando-se o acompanhamento por um período de tempo maior, para
validação dos resultados com cenários diversos de fornecimento e demanda.
Também são cabíveis estudos e melhorias na proposta, como implantação de modelos
estatísticos na composição da previsão da demanda, para elevar a acuracidade dos dados de
entrada do MPS.
REFERÊNCIAS
AKILLIOGLU, H.; FERREIRA, J.; ONORI, M. Demand responsive planning: workload control
implementation. Assembly Automation, v. 33, n. 3, p. 247-259, 2013.
BAGNI, G.; VOLPE, L.A.A.; MARÇOLA, J.A. Importância da estruturação e racionalização dos motivos de
parada de equipamentos para cálculo e análise do OEE. IN: Encontro Nacional de Engenharia de Produção
(ENEGEP), 34, 2014, Curitiba. Anais. Curitiba: ENEGEP, 2014.
CORRÊA, H.L.; GIANESI, I.G.N.; CAON, M. Planejamento, programação e controle da produção: MRP II/
ERP - Conceitos, uso e implantação. 5ª ed. São Paulo: Atlas, 2010.
COUGHLAN, P.; COGHLAN, D. Action Research: Action research for operations management. International
Journal of Operations & Production Management, v. 22, n. 2, p. 220-240, 2002.
DONK, D. P. Make to Stock or make to order: The decoupling point in the food processing industries.
International Journal of Production Economics, v. 69, n. 3, p. 297-306, 2001.
ESCRIVÃO FILHO, E. Pequena empresa e administração estratégica: reconhecendo especificidades,
restrições e facilitadores com o mapa organizacional. São Carlos, USP. Tese (Livre-Docência) – Escola de
Engenharia de São Carlos, Universidade de São Paulo, São Carlos, 2006.
FERNANDES, F.C.F.; GODINHO FILHO, M. Planejamento e Controle da Produção: dos fundamentos ao
essencial. 1ª ed. São Paulo: Atlas, 2010.
GAITHER, N., FRAZIER. G. Administração da Produção e Operações. 8ª ed. São Paulo: Thomson, 2001.
LI, Z.; IERAPETRITOU, M.G. Rolling horizon based planning and scheduling integration with production
capacity consideration. Chemical Engineering Science, v. 65, n. 22 p. 5887-5900, 2010.
LUSTOSA, L.; MESQUITA, M.; QUELHAS, O.; OLIVEIRA, R. Planejamento e Controle da Produção. 1ª
ed. Rio de Janeiro: Elsevier, 2008.
MARÇOLA, J.A. Horas Anualizadas como técnica de planejamento de capacidade em sistemas de
manufatura. São Carlos, USP. 177 p. Tese (Doutorado) – Escola de Engenharia de São Carlos, Universidade de
São Paulo, São Carlos, 2000.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
18
MIURA, J.F.N. Whey Protein: Nacional ou Importado? Uma Análise do comportamento do consumidor.
Brasília, PUC, 36p. Trabalho de Conclusão de Curso - MBA em Marketing da Universidade Católica de Brasília,
Brasilia,2014.
ORLICKY, J. Material Requirements Planning. 1ª ed. Nova Iorque: McGraw-Hill, 1975.
SANTANA, L.C; MONTEIRO, G.M.; PEREIRA, C.C; BASTOS, F.C. Perfil dos Gestores de Academis Fitness
no Brasil: Um Estudo Exploratório. Podium: Sport, Leasure and Tourism Review, São Paulo, v. 1, n. 1, p.
28-46, jan/jul 2012.
SLACK, N.; CHAMBERS, S.; HARLAND, C.; HARRISON, A.; JOHNSTON, R. Administração da
Produção. 3ª ed. São Paulo: Thomson: Atlas, 2009.
STEINRÜCKE, M.; JAHR, M. Tactical planning in supply chain networks with customer oriented single
sourcing. The International Journal of Logistics, v. 23, n. 2, p. 259-279, 2012.
TRIPP, D. Pesquisa-Ação: Uma introdução Metodológica. Educação e Pesquisa, v. 31, n. 3, p. 443-466, 2005.
VIEIRA, G. E., SOARES, M. M., GASPAR JUNIOR, O. Otimização do Planejamento Mestre da Produção
através de algoritmos genéticos. IN: Encontro Nacional de Engenharia de Produção (ENEGEP), 22, 2002,
Curitiba. Anais…Curitiba: ENEGEP, 2002.
VOLLMANN, T.E.; VERRY, W.L.; WHYBARK,D.C.; JACOBS, F.R. Sistemas de planejamento e controle
da produção para o gerenciamento da cadeia de suprimentos. 5ª ed. Porto Alegre: Artmed Editora S.A.,
2006.
WORTMANN, J.C.; EUWE, M.J.; TAAL, M., WIERS, V.C.S. A review of capacity planning techniques within
standard software packages. Production Planning and Control, v. 7, n. 2, p. 117-128, 1996.
XIE, J.; ZHAO, X.; LEE, T.S. Freezing the master production scheduling under single resource constraint and
demand uncertainty. International Journal of Production Economics, v. 83, n. 1, p. 65-84, 2003.

















![How Cyberinfrastructure is Helping Hurricane Mitigation Students Javier Delgado (FIU) [presenter] Zhao Juan (CNIC) [presenter] Bi Shuren (CNIC) Silvio](https://img.document.onl/doc/110x75/551c37b4550346ea388b47be/how-cyberinfrastructure-is-helping-hurricane-mitigation-students-javier-delgado-fiu-presenter-zhao-juan-cnic-presenter-bi-shuren-cnic-silvio.jpg)