Embed Size (px)
Citation preview

Referência em Aços Especiais e Comerciais

In�nitas possibilidadesO aço se tornou imprescindível aos mais diversos segmentos da
indústria, transformando criatividade em soluções que colaboram e facilitam
o dia a dia de milhares de pessoas. Distribuir aço requer a mesma habilidade,
é necessário contribuir com os processos industriais e ir além da matéria prima,
proporcionando in�nitas possibilidades. Com esta visão, ao completar 18 anos, a
Açovisa consolida-se no mercado como uma empresa referência, que oferece
soluções em aço que contribuem com o desenvolvimento do Brasil.
situada em Guarulhos/SP e com unidades distribuídas
estrategicamente para atender todo o território nacional.
Infraestrutura adequada para armazenamento, transporte,
análises laboratoriais, corte e rastreabilidade.
Matriz com 15.000 m²
Pensar nas gerações futuras é a visão da Açovisa. Por este motivo, a empresa
possui instalações projetadas para melhor aproveitamento dos recursos
naturais, desde 2008 recebe anualmente o Selo Ambiental de Guarulhos,
reconhecimento pelos projetos sociais, ambientais e de sustentabilidade
que realiza, também participa do Pacto Global da ONU, em que defende
práticas de negociação pautadas em valores éticos nas áreas de direitos
humanos, relações de trabalho, meio ambiente e combate à corrupção.
Sustentabilidade
A Açovisa é referência no segmento siderúrgico, pois se destaca
como a marca que consegue unir modernidade, credibilidade,
tradição e experiência.
A empresa é nacionalmente reconhecida por distribuir produtos
com qualidade Gerdau e pela qualidade de sua estrutura e
processos, garantidos conforme norma ISO 9001.
TecnologiaA Açovisa é uma empresa em constante atualização, que acredita que o
investimento em tecnologia promove a melhoria e a agilidade de seus processos.
A empresa conta com uma central de tecnologia segura e moderna, possui um
sistema customizado para o segmento de distribuição de aços, o que garante a
qualidade dos processos comerciais, além de contar com modernos
equipamentos no laboratório e no processo fabril.
A Açovisa é eleitaempresa TOP-FIVE em açostre�lados consecutivamentedesde 2007, pelos leitoresda Revista NEI.
ISO9001
CERTIFICADO

Onde tem Açovisa, tem a realização de um projeto.A �nalização de um projeto é um dos maiores desa�os de uma empresa. Para a
realização dessa grande conquista, fornecemos produtos e serviços de qualidade.
É assim que a Açovisa faz parte do dia a dia de milhares de companhias.
Todas as empresas possuem desa�os. O da Açovisa é tornar o seu possível.
A Açovisa possui modernos equipamentos de corte e ampla capacidade instalada.
Comprimentos delimitados de peças (blanks), que visam aperfeiçoar o processo do cliente e
evitar perdas do material.
Os cortes são tão precisos que cortam até seu desperdício e improdutividade.
Corte
Com o intuito de oferecer suporte, laudos e parecer técnicos para que sua compra seja
clara e assertiva, a visita técnica pode ser realizada para:
- Apoio técnico ao cliente
- Analisar a viabilidade de customização de peças no lugar de barras
- Acompanhar vendas para desenvolvimento de novos produtos em clientes
- Veri�car causas de reclamações e coletar amostras para análise
Visita Técnica
Com laboratório próprio equipado com os mais modernos equipamentos como
durômetro, microscópio metalográ�co, microscópio estereoscópio, espectrômetro e
analises de tração e pro�ssionais especializados, a Açovisa pode realizar diversos
ensaios, análises e emitir múltiplas documentações:
Análises
- Dureza de superfície e núcleo
- Metalográ�ca
- Química por espectrometria de emissão ótica
- Química por combustão plena (Carbono)
- Macrográ�ca (microscópio estereoscópico)
Documentações
- Relatório de análise das amostras
- Certi�cados com informações especí�cas do cliente
- Certi�cados de origem
- PPAP
Laboratório
Ensaios destrutivos
- Metalográ�co
- Composição química
- Ensaios de dureza
Amplo estoquepara entrega imediata
Cortes precisossem desperdício
Frota própria para entrega rápida
Equipamentosmodernos
Laboratório químico e metalográfico
Serviços
Conte com o SAC - Serviço de Atendimento ao Cliente - para esclarecer dúvidas e
resolver qualquer situação em relação a sua compra na Açovisa.
Este é o canal que a Açovisa dispõe para você opinar sobre os produtos e serviços
e desta maneira contribuir com a melhoria do atendimento.
E-mail: [email protected]
A Açovisa quer ouvir você
A organização e controle das frotas próprias e relacionamento com parceiros logísticos �cam
sob a responsabilidade de um Centro de Controle Operacional (CCO), que garante o
cumprimento do prazo de entrega e rastreamento em tempo real sobre a posição dos
materiais em transito até seu destino. Além disso, as unidades distribuídas estrategicamente
garantem agilidade na entrega de barras e peças cortadas, em todo Brasil.
Entrega
Com condições comerciais competitivas, o cliente Açovisa conta também
com a comodidade de utilizar seus créditos de ICMS ou ainda seu cartão
BNDES em toda linha de produtos e realizar suas compras com todas as
vantagens destes serviços.
Facilidade de Pagamento
Para facilitar e agilizar a sua compra, a Açovisa disponibiliza através de
parceiros, serviços diversos para seus produtos:
- Tre�lação
- Trepanação
- Torneamento
- Fresa
- Retí�ca
Con�ra cada um destes processos a partir da pág. 8 deste catálogo.
- Bene�ciamento
- Normalização
- Têmpera e Revenimento
- Recozimento
Outros sob consulta
Serviços Adicionais
Amplo estoquepara entrega imediata
Projetos personalizados, tais como terceirização de suas compras nas Usinas (desta
forma a Açovisa assume lotes diminuindo o seu custo com capital de giro) e
entrega programada, onde garante a reserva do produto e redução em seus custos
com estoque. Além de outros projetos sob consulta.
Programação

DisponibilidadeCom amplo estoque de aços e uma grande variedade de
bitolas milimetradas e em polegadas. A Açovisa mantém
estoque permanente de aços laminados, tre�lados,
reti�cados, descascados e forjados.
A variedade e a quantidade de produtos disponíveis, aliado
ao mais e�ciente serviço de logística do mercado, oferecem
aos clientes comodidade e agilidade na entrega, além de
menor custo de estocagem.
Para facilitar o reconhecimento de nossos produtos em seu
estoque, os materiais da Açovisa possuem identi�cação
própria conforme as especi�cações do aço.
Identi�cação
BARRAS DESCASCADAS / RETIFICADAS
AÇO CARBONO | SAE 1004 A 1045
- Redondos
AÇO LIGADO | SAE 4140, 4340, 41CR4, 5115, 5140, 8620,
8640, 16MNCR5, 20MNCR5
- Redondos
BARRAS FORJADAS
AÇO CARBONO | SAE 1020 E SAE 1045
- Redondos
AÇO LIGADO | SAE 4140 E SAE 8620
- Redondos
A AÇOVISA é uma distribuidorahomologada pela GERDAU, o queassegura ao cliente a procedênciae qualidade dos produtos.
BARRAS TREFILADAS
AÇO CARBONO | SAE 1004 A SAE 1045
- Redondos, Quadrados e Sextavados
AÇO LIGADO | SAE 4140, 4340, 41CR4, 5115,
5140, 8620, 8640, 16MNCR5, 20MNCR5
- Redondos, Quadrados e Sextavados
AÇO RESSULFURADO | DIN 9SMN28, 9SMN36,
11SMN30, 11SMN37 E 12L14
- Redondos e Sextavados
Produtos
XXMnCr5 11XX 86XX
SAE 862020MnCr5 9SMn 28/36
SAE 864016MnCr5
SAE 1060 SAE 1020QUALSAE 1004
SAE 1045QUAL SAE 1035SAE1010/20
AC/AL
SAE 1015 SAE 1045FX
SAE1010/20COML
SAE 1020 FX
SAE 1010QUAL
10XX 43XX51XX
5115 SAE 432041Cr4
5135/40 SAE 4340SAE 4140
SAE 5160
41XX
Distribuidora Gerdau e das principais usinas do mercado nacional.
A Açovisa conta com processo de Rastreabilidade Total, seguindo
padrões elevados de procedência e qualidade, que garantem
controle dos lotes e identi�cação do material em todas as etapas
do processo produtivo, desde a Usina até a entrega no cliente.
Qualidade
• No ato do pedido, consulte a disponibilidade do produto/liga.
BARRAS E PERFIS LAMINADOS
AÇO CARBONO | SAE 1004 A SAE 1045
- Redondos, Quadrados com ou sem bene�ciamento
- Cantoneiras, Barras Chatas e Per�s
AÇO LIGADO | SAE 4140, 4340, 41CR4, 5115, 5140, 8620, 8640,
16MNCR5, 20MNCR5
- Redondos com ou sem bene�ciamento
AÇO CARBONO | ASTM A36
- Redondos, Quadrados, Barras Chatas, Cantoneiras e Per�s
AÇO RESSULFURADO | DIN 9SMN28, 9SMN36, 11SMN30 E 11SMN37
- Redondos e Sextavados
CANTONEIRAS
VIGAS W (I,H)
PERFIL U
BARRAS CHATAS
REDONDAS QUADRADAS SEXTAVADAS

DEFINIÇÕES
AÇOS PARA CONSTRUÇÃO MECÂNICA
Os aços para construção mecânica destinam-se predominantemente
à fabricação de peças e componentes mecânicos e obedecem as
rígidas normas de controle de processo de fabricação com a �nalida-
de de garantir qualidade de superfície, tolerâncias dimensionais e
condições metalúrgicas especí�cas. Essas especi�cações são de�nidas
pelas normas ABNT. Os processos de fabricação desses componentes
geralmente envolvem operações de usinagem, forjamento a frio ou a
quente, recalque a frio ou a quente, dobramentos diversos, laminação
de roscas, entre outras.
QUALIDADE COMERCIAL
Os aços de Qualidade Comercial são utilizados em aplicações
mecânicas de menor solicitação e produção de componentes não
críticos, não podendo ser utilizados para �ns estruturais.
NORMAS DE REFERÊNCIA
ABNT EB - 1512 - Barras de aço de qualidade comercial com acaba-
mento de superfície.
ABNT EB - 1513 - Barras e �os-máquina de aços laminados a
quente - Qualidade Comercial.
CARACTERÍSTICAS ESPECÍFICAS
Estes aços representam garantia de faixa de composição química
de acordo com a norma ABNT NBR NM87.
QUALIDADE ESPECIAL
Os aços de Qualidade Especial são aqueles que apresentam os
melhores resultados para tratamentos térmicos, operações de
usinagem, recalque a frio e a quente, em peças ou componentes.
NORMAS DE REFERÊNCIA
ABNT NBR 11294: Barras de aço ao carbono e ligado, redondas,
quadradas e sextavadas, laminadas a quente ABNT EB - 2076:
Barras redondas de aço, laminadas a quente, para forjamento a
frio.
ABNT NBR 8647: Barras de aço de qualidade especial, com acaba-
mento de superfície, para construção mecânica.
ABNT NBR NM 87: Aços carbono e ligado para construção mecâni-
ca.Designação e composição química.
DIN EN 10277-3: Bright Steel Products Part-3: Free-cutting Steels
DIN EN 10087: Free-cutting Steels.
SAE J 403: Chemical compositions of SAE carbon stell
SAE J 404: Chemical compositions of SAE alloys
ABNT EB - 215: Aços para forjamento a quente em matriz
NBR 8648: Barras e �o máquina de aço qualidade especial lamina-
dos a quente para acabamento de superfície.
CARACTERÍSTICAS ESPECÍFICAS
Aço processado de matéria-prima controlada, testada em magna-
-�ux e esmerilhada; defeitos super�ciais são admissíveis desde
que suas profundidades não excedam os limites especi�cados nas
tabelas a seguir:
Profundidade máxima admissível de defeitos em barras laminadas, conforme norma ABNT NBR 11294
(A) Menor do que o grau 3, a combinar, mediante consulta prévia. Sugere--se veri�car se o material não se enquadra em normas especí�cas.(B) Dimensão nominal signi�ca:• Diâmetro de barras redondas.• Distância entre faces paralelas de barras quadradas/sextavadas.(C) O grau 1 é recomendado para usinagem, o grau 2 para tre�lação, o grau 3 para forjamento e o grau 4 para �ns especiais.
Profundidade máxima admissível de defeitos da superfície em barras acabadas, conforme norma ABNT NBR 8647
(A) Dn signi�ca: Diâmetro de barras redondas; lado de barras quadra-das; distância entre faces paralelas de barras sextavadas; espessura em barras retangulares. (B) Garantias mais restritas que o grau 3 devem ser previamente estabele-cidas quanto à profundidade máxima dos defeitos da superfície.(C) Aços de corte fácil só são fornecidos em grau 2.
DIMENSÃONOMINAL (B)
GRAU 1 (C) GRAU 2 (C) GRAU 3 (C)
Até 20 0,60 0,25 0,15 (A)
> 20 até 30 0,80 0,30 0,20 (A)
> 30 até 50 0,80 0,40 0,30 (A)
> 50 até 80 0,80 0,60 0,40 (A)
> 80 até 100 0,90 0,70 0,50 (A)
> 100 1,00 0,80 0,60 (A)
GRAU 4 (C)
PROCESSO DEACABAMENTO
BITOLA
DIMENSÃO NOMINAL (A)
3 < DN < 10 - 0,10 0,20 0,10 (B)
10 < DN < 18 0,15 0,10 0,25 0,15 (B)
18 < DN < 30 0,20 0,15 0,30 0,20 (B)
30 < DN < 50 0,20 0,15 0,50 0,30 (B)
50 < DN < 80 0,20 0,15 0,70 0,50 (B)
80 < DN < 100 0,25 0,15 0,90 0,70 (B)
GRAU 3 GRAU 3GRAU 2 (C)
GRAU 3 GRAU 4
DESCASCADAS RETIFICADAS TREFILADASTREFILADAS
DESCASCADASRETIFICADAS
8
DIMENSÃO(D) MM
0,20
0,25
0,40
0,60
0,70
0,80
0,10
0,15
0,30
0,40
0,50
0,60
0,10
0,15
0,30
0,45
0,55
0,70
CORTE FÁCILMM
CARBONO E BAIXA LIGA
TRINCAS/DOBRA OUTROS DEFEITOS
D < 11,11
D > 101,60
_
11,11 < D < 19,05_
0,30 0,20 0,2019,05 < D < 31,75_
31,75 < D < 52,39_
52,39 < D < 82,55_
82,55 < D < 101,60_
Profundidade máxima admissível de defeitos da superfície em barras acabadas, conforme norma ABNT NBR 8648
Nota: A profundidade máxima admissível de defeitos de superfície em materiais destinados tre�lação não submetidos a ensaios não-destrutivos é conforme EB- 2054.
MicroinclusõesDeverão atender aos limites determinados pela Norma ABNT NBR 6915 - Excetuando-se os aços ressulfurados, para os quais não se aceita o limite máximo para inclusões de sulfetos. A classi�cação das microinclusões deve ser feita de acordo com a ASTM-E-45. Valor máximo admissível - Nível 3 (série grossa e �na).
MacroinclusõesO valor máximo admissível para o nível de macroinclusões é de 2,0 conforme Norma ABNT NBR 6346.
Tamanho do Grão O tamanho do grão austenítico será acordado preliminar-mente entre cliente e fornecedor, sendo estabelecida a recomendação ASTM-E-112. Valores frequentemente encontrados: 5 a 8.
DescarbonetaçãoÉ determinada perpendicularmente ao eixo longitudinal da barra. A avaliação de profundidade é feita pelas médias e não por pontos isolados observados. As exigências quanto às profundidades máximas admissí-veis deverão ser previamente acordadas.
Obs.: Exigências especiais como: dureza, estrutura limite de resistência e outras, poderão ser atendidas sob consulta.
LAMINAÇÃO A QUENTE
Processo de obtenção de barras em diversos per�s a partir de aquecimento de tarugos e posterior redução e conformação em cilindros de laminação.
AÇOS COM ACABAMENTO DE SUPERFÍCIE
Barras cujas bitolas e acabamento são obtidas pelos processos de descascamento, tre�lação ou tre�lação e reti�cação, com a �nalidade de melhorar sua precisão dimensional, acabamento de superfície e propriedades mecânicas, quando comparadas aos laminados a quente.
Tre�laçãoConsiste no tracionamento da barra em uma matriz (�eira) com redução da seção, obtendo-se a bitola e acabamento desejados. Este processo é realizado a frio e confere ao material, pelo fenômeno de encruamento dos grãos, características mecânicas que facilitam processos posteriores de fabricação e desempenho da peça �nal.
Reti�caçãoTrata-se da obtenção da bitola �nal por ação de rebolos, após uma pré-calibração da barra laminada - via tre�lação ou descascamento - Para eliminação da ovalização, evitando-se danos ao material processado e ao equipamento. Os benefí-cios deste processo residem na melhor qualidade de acaba-mento super�cial e tolerâncias dimensionais mais estreitas.
DescascamentoOperação de remoção de material da superfície da barra laminada a quente objetivando a obtenção de um melhor acabamento ou ainda eliminar a camada de descarboneta-ção super�cial. Este processo não promove alterações nas características mecânicas do produto laminado a quente.
9

AÇOS ESPECIAIS PARA CONSTRUÇÃO MECÂNICA
AÇOVISA EQUIVALENTESCOMPOSIÇÃO QUÍMICA (% EM PESO) Temperaturas de TRATAMENTO TÉRMICO E PROCESSAMENTO (°C)
C Mn P S Si Ni Cr Mo V Outros Forj. () Recoz. Norm. Têmpera Meio deTêmpera Cementação
AÇOS LIGADOS PARA CEMENTAÇÃO
4320 COPANT 4320; SAE 4320; AISI 4320; UNS G43200; DIN 15CrNi6 ( 1.5919 ); AFNOR 16 NC 6 0,17-0,22 0,45-0,65 0,030 0,040 0,15-0,35 1,65-2,00 0,40-0,60 0,20-0,30 - - 1.100-850 830-860 900-955 815-845 900-925
5115 COPANT 5115; SAE 5115; UNS G51150; DIN 16MnCr5 ( 1.7131 ); AFNOR 16 MC 5 0,13-0,18 0,70-0,90 0,030 0,040 0,15-0,35 ≤ 0,25 0,70-0,90 ≤ 0,06 - - 1.100-850 860-880 900-930 870 900-925
8620COPANT 8620; SAE 8620; AISI 8620; UNS G86200;
DIN 20NiCrMo2-2 ( 1.6523 ); AFNOR 20 NCD 2; JIS SNCM 220
0,18-0,23 0,70-0,90 0,030 0,040 0,15-0,35 0,40-0,70 0,40-0,60 0,15-0,25 - - 1.100-850 855-885 870-955 845-870 900-925
8620 HCOPANT 8620; SAE 8620; AISI 8620; UNS G86200;
DIN 20NiCrMo2-2 ( 1.6523 ); AFNOR 20 NCD 2; JIS SNCM 220
0,17-0,23 0,60-0,95 0,040 0,020-0,050 0,15-0,35 0,35-0,75 0,35-0,65 0,15-0,25 - - 1100-850 855-885 870-955 870-955
16MnCr5 DIN 1654-3; EM 10263;EUROPEAN DESIGNATION 16MnCr5; French Norm 16MC5 0,14-0,19 1,00-1,30 0,035 0,04 0,15-0,40 - 0,8-1,10 - - - 1150-850 830-850 930-950 780 -860 910-930
20MnCr5 DIN 17210;French Norm 20MC5;European Designation 20MnCr5; EM 10084 0,17-0,22 1,10-1,40 0,035 0,04 0,15-0,40 - 1,00-1,30 - - - 1150-850 830-850 930-950 780-860 910-930
AÇOS LIGADOS PARA BENEFICIAMENTO
4140COPANT 4140; SAE 4140; AISI 4140; UNS G41400;DIN 42CrMo4 (1.7225); AFNOR 40CD 4, 42 CD 4;
JIS SCM4H, SCM 40,38-0,43 0,75-1,00 0,030 0,040 0,15-0,35 - 0,80-1,10 0,15-0,25 - - 1.204 790-845 860-900 845-900
4140 HCOPANT 4140; SAE 4140; AISI 4140; UNS G41400;DIN 42CrMo4 (1.7225); AFNOR 40CD 4, 42 CD 4;
JIS SCM4H,SCM 40,38 - 0,43 0,75-1,00 0,030 0,020-0,050 0,15-0,35 - 0,75-1,20 0,15-0,25 - - 1204 790-845 860-900 845-900
4340 COPANT 4340; SAE 4340; AISI 4340; UNS G43400; DIN 40NiCrMo6 (1.6565); JIS SNCM 8
0,38-0,43 0,60-0,80 0,030 0,040 0,15-0,35 1,65-2,00 0,70-0,90 0,20-0,30 - - 1.232 790-845 870-925 815-855
5135 COPANT 5135; UNS G51350; DIN 37Cr4 (1.7034); AFNOR 38 C 4; JIS SCr 3 H
0,33-0,38 0,60-0,80 0,035 0,040 0,15-0,35 - 0,80-1,05 - - - 1.230 815-870 870-925 815-845
5140 COPANT 5140; SAE 5140; UNS 51400; DIN 41Cr4 (1.7035); AFNOR 42 C 4; JIS SCr 4 H
0,38-0,43 0,70-0,90 0,030 0,040 0,15-0,35 - 0,70-0,90 - - - 1.205 815-870 860-900 815-845
5160 COPANT 5160; SAE 5160; AISI 5160; UNS G51600 0,56-0,64 0,75-1,00 0,030 0,040 0,15-0,35 - 0,70-0,90 - - - 1.177 815-870 870-925 800-845
6150 COPANT 6150; SAE 6150; AISI 6150; UNS G61500; DIN 50CrV4 ( 1.8159 ); AFNOR 50 CV 4; JIS SUP 10
0,48-0,53 0,70-0,90 0,030 0,040 0,15-0,35 - 0,80-1,10 - 0,15 (min) - 1.204 845-900 870-925 845-885
8640 COPANT 8640; SAE 8640; AISI 8640;UNS G86400; DIN 40NiCrMo2-2 (1.6546)
0,38-0,43 0,75-1,00 0,030 0,040 0,15-0,35 0,40-0,70 0,40-0,60 0,15-0,25 - - 1.204 815-870 845-900 830-855
8640H COPANT 8640; SAE 8640; AISI 8640; UNS G86400; DIN 42CrMo4 ( 1.7225 ); DIN 40NiCrMo2-2 (1.6546)
0,37 - 0,44 0,70-1,05 0,030 0,020-0,050 0,15-0,35 0,35 -0,75 0,35-0,65 0,15-0,25 - - 1204 815-870 845-900 830-855
9254 COPANT 9254; SAE 9254; UNS G92540;DIN 56Si7 (1.5026); AFNOR 55 S 7
0,51-0,59 0,60-0,80 0,030 0,040 1,20-1,60 - 0,60-0,80 - - - 1.100-850 870-925 900-925 870-900
AÇOS PARA ROLAMENTOS
52100 COPANT 52100; SAE E52100; AISI E52100; UNS G52986; DIN 100Cr6 ( 1.3505 ), AFNOR 100 C 6; JIS SUJ 2 0,98-1,10 0,25-0,45 0,025 0,025 0,15-0,35 - 1,30-1,60 1,30-1,60 - - 1.150 730-790 900-925 815-870
AÇOS CARBONO
1004 SAE 1004; AISI 1004 ≤ 0,04 0,25-0,40 0,03 0,03 ≤ 0,10 - - - - - 840-880 900-925 - -
1010 COPANT 1010; SAE 1010; AISI 1010; UNS G10100; DIN C10 ( 1.0301 ); AFNOR XC 10; JIS S 10 C 0,08-0,13 0,30-0,60 0,030 0,050 - - - - - - 1.260 540-730 900-955 900-925 900-925
1015 COPANT 1015; SAE 1015;AISI 1015 0,13-0,18 0,30-0,60 0,030 0,050 - - - - - -
1018 COPANT 1018; SAE 1018; AISI 1018 0,15-0,20 0,60-090 0,03 0,05 - - - - - - 1.260 850-900 900-955 870-900 900-925
1020 COPANT 1020; SAE 1020; AISI 1020; UNS 10200; DIN C22 ( 1.0402 ); AFNOR XC 25; JIS S 20 C 0,18-0,23 0,30-0,60 0,030 0,050 - - - - - - 1.260 870-900 900-955 790 900-925
1030 COPANT 1030; SAE 1030; AISI 1030; UNS 10300; DIN C30E ( 1.1178 ), AFNOR XC 32; JIS S 30 C 0,28-0,34 0,60-0,90 0,030 0,050 - - - - - - 1.232 870-910 870-910 855-870 900-925
1035 COPANT 1035;SAE 1035;AISI 1035 0,32-0,38 0,60-0,90 0,03 0,05 - - - - - - 1232 790-870 840-900 830855
1045 COPANT 1045; SAE 1045; AISI 1045; UNS G10450; DIN C45E ( 1.1191 ); AFNOR XC 45; JIS S 45C 0,43-0,50 0,60-0,90 0,030 0,050 - - - - - - 1.232 790-870 840-900 815-845
1050 COPANT 1050; SAE 1050; AISI 1050; UNS G10500;DIN C50E ( 1.1206 ); AFNOR XC 50 H1 0,48-0,55 0,60-0,90 0,030 0,050 - - - - - - 1.232 780-840 840-900 815-845
1060 COPANT 1060; SAE 1060; AISI 1060; UNS G10600;DIN C60 ( 1.0601 ); AFNOR C 60, JIS S 58 C 0,55-0,65 0,60-0,90 0,030 0,050 - - - - - - 1.180 760-815 800-880 855-885
1070 COPANT 1070; SAE 1070; AISI 1070; UNS G10700;DIN C67S ( 1.1231 ); AFNOR XC 68; JIS S 70 C 0,65-0,75 0,60-0,90 0,030 0,050 - - - - - - 1.150 760-815 800-880 855-885
1541 COPANT 1541; SAE 1541; AISI 1541; UNS G15410;DIN 36Mn5 ( 1.1167 ); AFNOR 40 M 5; JIS SCMn 3 0,36-0,44 1,35-1,65 0,030 0,050 - - - - - - 1.200+/-30 760-815 870-925 815-845
AÇOS CARBONO PARA USINAGEM
9SMnPb28 11SMnPb30, 12L14 E2 ≤ 0,14 0,90-1,30 0,11 0,27-0,33 ≤ 0,05 - - - - Pb 0,20-0,35 830-880 900-925 880-920
9SMn28 11SMn30, 1212 E2 ≤ 0,14 0,90-1,30 0,04 / 0,100 0,27-0,33 ≤ 0,02 - - - - Bi ≤ 0,10 830-880 900-925 880-920
9SMn36 11SMn37, 1212 E4 BL15 ≤ 0,14 1,00-1,50 0,11 0,34-0,40 ≤ 0,05 - - - - Bi ≤ 0,10 830-880 900-925 880-920
1141 COPANT 1141; SAE 1141; AISI 1141; UNS G11410 0,37-0,45 1,35-1,65 0,030 0,08-0,13 - - - - - - 1.204 760-815 830-910 815-845
1144 COPANT 1144; SAE 1144; AISI 1144; UNS G11440 0,40-0,48 1,35-1,65 0,040 0,24-0,33 - - - - - - 1.204 760-815 830-910 815-845
1215 ABNT 1215; SAE 1215 ≤ 0,09 0,75-1,05 0,04-0,09 0,26-0,35 ≤ 0,10 - - - - - 840-880 900-925 880-920
Temperaturas de TRATAMENTO TÉRMICO E PROCESSAMENTO (°C)CARACTERÍSTICAS APLICAÇÕES TRATAMENTO TÉRMICO SUGERIDOMeio de
Têmpera Cementação Revenimento
900-925 150-200 Profundidade intermediária de cementação. Engrenagens para automóveis e tratores, juntas universais e correntes de acionamento de máquinas.
Cementação a 925°C por 8h, reaquecimento a 830°C e têmpera em óleo com agitação. Revenimento a 150°C. [PC(1,9mm), DS(62,5HRC),
RTC(1.505MPa), LEC (1.225MPa), AC(13,5%) e DC(429HB)].
900-925 150-200 Baixa temperabilidade, permitindo obter camada cementada com baixa a média resistência ao desgaste. Pinos para pistões. Propriedades após cementação: RTC(710MPa), LEC(515Mpa), AC(10,5%).
900-925 200-230 Utilizado em seções médias que requeiram temperabilidade intermediária, resistência mecânica e resistência ao choque.
árvores secundárias, engrenagens para caminhões, cruzetas, coroas, pinhões, virabrequins e rolamentos cementados .
Cementação a 925°C por 8h, reaquecimento a 845°C e têmpera em óleo com agitação. Revenimento a 230°C. [PC(1,9mm), DS(61HRC), RTC(1.157MPa),
LEC(833MPa), AC(14,3%) e DC(341HB)].
- 200-300 Utilizado em seções médias que requeiram temperabilidade controlada, resistência mecânica e resistência ao choque
Cementação a 925 C por 8h, reaquecimento a 845°C e têmpera em óleo com agitação. Revenimento a 230°C. PCC 1,4 mm, DS 60,5 HRC,
RTC 1.203 Mpa, LEC 833 Mpa, AC 14,3% e DC 341 hb.
910-930 150-230 Média e baixa temperabilidade no núcleo e temperabilidade intermediária na superfíe Engrenagens satélite, engrenagens e eixos em geral
Cementação a 930°C por 8h, reaquecimento a 860°C e têmpera em óleo com agitação. Revenimento a 150°C, Camanda Cementada
de 0,8 a 1,2 mm, DS 63 HRC DN 37 a 35 HRC
910-930 150-230 Media temperabilidade no núcleo e temperabilidade intermediária na superfície
Coroas e pinhões, engrenagens para caminhões e tratores, cruzetas e árvores secundárias
Cementação a 930°C por 8h, reaquecimento a 860°C e têmpera em óleo com agitação. Revenimento a 150°C, camanda cementada
de 0,8 a 1,2 mm, DS 63 HRC DN 37 a 35 HRC
- -
Alta temperabilidade, atingindo boa profundidade de camada temperada, adequado a aplicações severas de fadiga, abrasão,
impacto e tensões a altas temperaturas. Pode ser tratado termicamente após usinagem.
Virabrequins, bielas, juntas, eixos de automóveis, estabilizadores, engrenagens, parafusos de alta resistência
e grampos para feixe de mola.
Normalização a 870°C, reaquecimento a 845°C, têmpera em óleo e revenimento a 425°C. [RT(1.450MPa), LE(1.345MPa), A(15%) e
D(429HB)]. Barra de 25mm de diâmetro.
- -
Alta temperabilidade, atingindo grande profundidade de camada temperada, adequado a condições severas de fadiga, abrasão,
impacto, a altas temperaturas. Ideal quando se necessita de temperabilidade controlada
Virabrequins, bielas, juntas, estabilizadores, engrenagens, parafusos de alta resistência e grampos de feixe de mola
Normalização a 870°C, reaquecimento a 845°C, têmpera em óleo e revenimento à 425°C RT 1450 Mpa, LE 1345 Mpa A(15%) e D (429 HB)
- -Exibe boa resposta ao tratamento térmico, especialmente para seções
grandes. Possui boa combinação de resistência, ductibilidade e tenacidade.
Virabrequins e árvore de manivelas de caminhões, tratores e automóveis, bielas, engrenagens, braços e pontas de eixo e peças
temperadas de seções grandes em geral.
Aquecimento a 855°C, têmpera em óleo e revenido a 230°C por 4h, [RT(1.855MPa), LE (1.550MPa), A(12%), D(531HV)].
- - Baixa temperabilidade, temperado em água, no caso de peças de tamanho moderado, ou em óleo, para peças de pequeno tamanho.
Parafusos de vários tipos para a indústria mecânica, sem-fi ns de direção, carretéis de câmbio de automóveis,
eixos intermediários, pontas de eixo.
Normalização a 885°C, têmpera em água de 800-855°C e revenimento por 2h a 260°C [D=45HRC] ou 425°C [D=38HRC]. Barra de 25mm.
- - Média Temperabilidade. Parafusos de alta resistência, de tampa e de cabeça chanfrada, braços de direção, grampos para feixe de mola e barra estabilizadora.
Aquecimento a 845°C, têmpera em óleo e revenimento a 540°C. [RT(883MPa), LE(689MPa), A(19,7%) e D(255HB)].
- -Média Temperabilidade, usados na fabricação de componentes com pequena área de seção transversal submetidos a condições severas
de serviço.
Parafusos, molas helicoidais, barras de torsão, barras estabilizadoras. Perfi s especiais: Buchas de correntes, molas parabólicas e facas para
colheitadeiras agrícolas.
Aquecimento a 830°C, têmpera em óleo e revenimento a 540°C. [RT(1.060MPa), LE(703MPa), A(17,8%) e D(293HB)].
- - Aço com adição de vanádio e média temperabilidade.Molas semi-elípticas e helicoidais, molas para válvulas (para
temperaturas máximas de 350°C) e barras de torção. Perfi s especiais: Molas parabólicas.
Aquecimento a 845°C, têmpera em óleo e revenimento a 540°C. [RT(1.145MPa), LE(1.000MPa), A(14,5%) e D(331HB)].
- - Média temperabilidade, apresenta as melhores características mecânicas dentro da categoria.
Peças de tamanho médio a grande para as quais um alto grau de resistência e tenacidade é exigido, como braços e pontas de eixo.
Aquecimento a 845°C, têmpera em óleo e revenimento a 540°C [RT(1.035MPa), LE(910MPa), A(20%) e D(310HB)].
- -
Aço com temperabilidade controlada de alta resistência mecânica,boa usinabilidade, alta tenasidade, boa temperabilidade e baixa
soldabilidade. Dureza superfícial deste aço temperado pode variar entre 52 e 57 HRC
Amplamente utilizado na fabricação de eixos, bielas e virabrequins, na industria agricola, automobilistica, de máquinas e equipamentos, etc.
Normalização a 845°C, têmpera em óleo e revenimento a 540°C[RT (1035 Mpa), LE (910Mpa) A (20%) e D (331HB)].
- 450-550 Média Temperabilidade, utilizado em molas que necessitem resistência ao choque e em temperaturas moderadamente elevadas.
Molas helicoidais, barras de torção, arco e molas de válvula para motores de combustão interna.
Normalização a 900°C, reaquecimento a 885°C e têmpera em óleo com agitação . Revenimento a 500°C. As amostras foram tratadas num
diâmetro de 25mm e as propriedades medidas num diâmetro de 12,8mm. Alongamento em barra de 50mm. Dureza após tratamento: 653HB.
RT(1.350MPa), LE(1.225MPa), A(13,5%) e D(384HB).
- -Alto teor carbono, utilizado em aplicações que necessitem alta resistência
ao desgaste. É recomendável que a temperatura de trabalho não ultrapasse os 150°C, devido ao risco de perda de dureza.
Rolamentos (anéis, roletes e esferas) e eixos de bombas d'água. Após têmpera, D=64HRC, após revenimento a 205°C por 1h, D=60HRC e para revenimento a 370°C, D=54HRC.
- - - Estampabilidade a frio, tendo as opções de ser com e sem recozimento. Utilizado na fabricação de parafusos e rebites maciços. Pinos, alavancas, parafusos e rebites maciços. Não é usualmente aplicado. Propriedade após laminação (RT 360 Mpa),
LE 200 Mpa; A28% e D 87HRB
900-925 120-205 Utilizado em aplicações que não necessitem alta resistência mecânica, devido a sua alta deformabilidade. Pinos, Alavancas, parafusos porcas e corpo de velas. Não é usualmente aplicado. Propriedades após laminação [RT(320Mpa),
LE (180MPa) A(28%) e D(95HB)].
900-925 120-205 Carbono médio a baixo e boa usinabilidade em copmparação com as séries com menor quantidade de carbono Pinos e eixos que não sofrem grandes solicitações Não é usualmente aplicado, propriedades após laminação
RT -400 Le220 Al 25% D 116 HB
900-925 120-205Maior resistência e menor deformabilidade que o 1016. Utilizado em
resistência do centro não é crítica.
Eixos de grande seção que não sofrem grandes solicitações. Molas com alta resistência ao desgaste, pinos e correntes endurecidos e Cementação a 915°C por 8h, reaquecimento a 790°C e têmpera em água.
Revenimento a 175°C. [RT(521Mpa), LE(302MPa), A(31,3%) e D(156H)].
900-925 - Têmpera em água, utilizado em peças de moderada resistência. Pouco mais resistente que os aços com menor quantidade de carbono.
Alavancas, selos de molas, parafusos, pinos e porcas. Como arame, é utilizado para fabricar pregos com haste de alta resistência e temperados.
Aquecimento a 870°C, têmpera em água e revenimento a 540°C. [RT(595Mpa), LE(440Mpa), A(28,2%) e D(170HB)].
- - Médio teor de carbono com aplicações variadas, indicado para forjamento com boa resposta para têmpera Eixos, pinos, alavancas, molas de baixa solicitação Austenitizar a 900°C, têmpera em água com forte agitação.
Revenir a 400°C por 2h DS 38 a 42 HRC
- - Indicado para forjamento, com boa resposta a têmpera, porém não recomendado para cementação.
Eixos, cubos de roda, balancins, engrenagens, árvore de manivelas, pinos, parafusos, hastes de amortecedor, porcas e sapatas de trator
Normalização a 900°C, aquecimento a 830-845°C têmpera em água. Revenimento por 2h a 260°C [D=49HRC] ou 425°C [D=38,5HRC].
Barra de 25mm.
- - Médio Carbono, com vasta aplicação.Bielas, prato de mola, braço de direção, semi-eixos, eixos (motor
de partida, alternador), anéis de junta homocinética, ferramentas manuais e comando de válvulas.
Aquecimento a 845°C, têmpera em óleo a revenimento a 595°C [RT(772MPa), LE(469Mpa), A(23%) e D(223HB)].
- -Boa combinação de dureza e tenacidade quando tratado, utilizado em
peças que necessitem certa resistência ao desgaste após têmpera e revenimento.
Ferramentas manuais e eixos de transmissão para automóveis. Aquecimento a 845°C, têmpera em óleo e revenimento a 540°C. [RT(917MPa), LE( 546MPa) A(18,5%), e D(262HB)].
- -Boa resistência mecânica e capacidade de tratamento térmico. Possui boa resistência quando grandes tensões de conformação são exigidas e bons Molas de baixa solicitação e pequena espessura e ferramentas agrícolas
resistentes ao desgaste.
Normalização a 885°C aquecimento a 800-815°C e têmpera em água. Revenimento por 2h a 260°C [D=55HRC] ou 425°C [D=39,5HRC].
Barra de 25mm.
- 450-470 Alto teor de manganês, garantindo pequena variação de dureza ao longo do diametro. Pivôs e terminais de direção. Têmpera e revenimento. [D(235-277HB)].
- 150-200 Aços ressulfurados e refosforizados.Possuem a melhor usinabilidade da categoria
Pinos e buchas da linha branca, ferramentas de acionamento elétrico de mão (furadeira, serras) e componentes para torneiras e válvulas hidráulicas.
Não é usualmente aplicado. Propriedade após laminação (RT 390 Mpa),LE 230 Mpa; A22% e D 121 HB
- 150-200 O efeito do Bismuto é semelhante ao do chumbo, porém com as vantagens de não ser tóxico e não afetar as propriedades do aço, já que
sua presença é muito inferior.
Não é usualmente aplicado. Propriedade após laminação (RT 400 Mpa), LE 230 Mpa; A22% e D 121 HB
- 150-200
- 120-205 Boa combinação entre usinabilidade e resposta ao tratamento térmico. Aços com níveis mais altos de Mb em relações aos carbonos comuns, com boa
resposta a têmpera após cementação.
Eixos para trabalho de média exigência, (eixo de saída), rebites, pinos, came distribuidor e juntas.
Normalizado a 900°C. [RT(696MPa), LE(395Mpa), A(22,5%) e D(201HB)].
- 120-205 Porcas, rebites com fenda, parafusos e juntas. Utilizado na fabricação Normalizado a 900°C. [RT(660MPa), LE(370Mpa), A(21,5%) e D(192HB)].
- 150-200 Ressulfurados e refosforizados. Possuem a melhor usinabilidade da categoria
Pinos e bucha da linha branca, ferramentas de acionamento elétrico de mão (furadeira, serras) e componentes para torneiras e válvulas hidráulicas. Não é usualmente aplicado. Propriedade após laminação
(RT 370 Mpa), LE 210 Mpa; A28% e D 87HRB
Não é usualmente aplicado Representação de água Representação de óleo
www.acovisa.com.br | Matriz +55 11 2088 9000 | +55 11 2088 9009

TRATAMENTOS TÉRMICOS
A construção mecânica exige peças metálicas dentro de deter-minados requisitos, de modo a torná-las aptas a suportar satisfa-toriamente as condições de serviço a que estão sujeitas. Esses requisitos relacionam-se principalmente à completa isenção de tensões internas e propriedades mecânicas compatíveis com as cargas previstas.
Os processos de produção nem sempre fornecem os materiais de construção nas condições desejadas: as tensões que se originam nos processos de fundição, conformação mecânica e mesmo na usinagem, criam sérios problemas de distorções e empenamentos, e as estruturas resultantes, frequentemente, não são as mais adequadas, afetando em consequência, no sentido negativo, as propriedades mecânicas dos materiais. Por esses motivos, há necessidade de submeter as peças metá-licas, antes de serem colocadas em serviço, a determinados tratamentos que objetivam eliminar ou minimizar estes incon-venientes. Os tratamentos mencionados são os chamados tratamentos térmicos, os quais envolvem operações de aquecimento e resfriamento subsequente, dentro de condi-ções controladas de temperatura, tempo à temperatura, velocidade de resfriamento e ambiente.
RECOZIMENTO
Seus objetivos principais são os seguintes: remover tensões devidas aos processos de fundição e conformação mecâni-ca, a quente ou a frio, diminuir a dureza, melhorar a ductili-dade, ajustar o tamanho do grão, regularizar a textura bruta de fusão, produzir uma estrutura de�nida, eliminar, en�m, os defeitos de quaisquer tratamentos mecânicos e térmicos a que o material tenha sido anteriormente submetido. O tratamento genérico de recozimento compreende os seguintes tratamentos especí�cos:
RECOZIMENTO TOTAL OU PLENOEm que o material é geralmente aquecido a uma temperatu-ra acima da de recristalização (zona crítica nos aços), seguida de resfriamento lento (dentro do forno). O tratamento aplica--se a todas as ligas Fe-C e a um grande número de ligas não ferrosas, tais como: cobre e suas ligas,ligas de alumínio, ligas de magnésio, de níquel, titânio e certas ligas. Recozimento em caixa, aplicado principalmente em aços, sob uma atmos-fera protetora, para eliminar o efeito do encruamento e prote-ger a superfície da oxidação.
RECOZIMENTO PARA ALÍVIO DE TENSÕESEm que não é necessário atingir-se a faixa de temperaturas correspondente à recristalização. O objetivo é aliviar as tensões originadas durante a solidi�cação de peças fundi-das ou produzidas em operações de conformação mecâni-ca, corte, soldagem ou usinagem. O tratamento aplica-se a todas as ligas Fe-C, a ligas de alumínio, cobre e suas ligas, titânio e algumas de suas ligas, ligas de magnésio, de níquel, etc.
COALESCIMENTO (ESFEROIDIZAÇÃO)
Aplicável em aços de médio a alto teor de carbono, com o objetivo de melhorar sua usinabilidade. Consiste no aque-cimento prolongado do aço a uma temperatura na vizinhança da zona de temperaturas críticas, mas, em geral, ligeiramente abaixo dela, seguido de resfriamento lento.
NORMALIZAÇÃO
É um tratamento muito semelhante ao recozimento, pelo menos quanto aos seus objetivos. A diferença consiste no fato de que o resfriamento posterior é menos lento, ao ar por exemplo, o que dá como resultado uma estrutura mais �na que a produzida no recozimento, e consequentemente com propriedades mecânicas ligeiramente superiores. Aplica-se principalmente aos aços.
TÊMPERA
É o tratamento térmico mais importante dos aços, principal-mente os que são utilizados em construção mecânica. As condições de aquecimento são muito parecidas às que ocorrem no recozimento ou normalização.
O resfriamento, entretanto, é muito rápido, para o que se empregam geralmente meios líquidos, aonde as peças são mergulhadas depois de aquecidas convenientemente. Resultam, nos aços temperados, em modi�cações estrutu-rais muito intensas que levam a um grande aumento da dureza, da resistência ao desgaste, da resistência à tração, ao mesmo tempo em que as propriedades relacionadas com a ductilidade sofrem uma apreciável diminuição e tensões internas são originadas em grande intensidade. Essas tensões internas são de duas naturezas: tensões estruturais e
tensões térmicas, estas últimas devidas ao fato de as diferen-tes seções das peças se resfriarem com velocidades diferen-tes. Os inconvenientes causados por essas tensões internas, associados à excessiva dureza e quase total ausência de ductilidade do aço temperado, exigem um tratamento térmico corretivo posterior chamado revenimento.
REVENIMENTO
Aplicado nos aços temperados, imediatamente após a têmpera, em temperaturas inferiores à da zona crítica, resultando em modi�cação da estrutura obtida na têmpera. A alteração estrutural que se veri�ca no aço temperado em consequência do revenimento melhora a ductilidade, reduzindo os valores de dureza e resistência à tração, ao mesmo tempo em que tensões internas são aliviadas ou eliminadas. Dependendo da temperatura em que se proces-sa o revenido, a modi�cação estrutural é tão intensa que determinados aços adquirem as melhores condições de usinabilidade. O tratamento que produz esse efeito é chama-do coalescimento. Os tratamento de têmpera e revenecimen-to estão sempre associadas.
BENEFICIAMENTO
Tratamento térmico composto de têmpera seguido de revenimento, em temperatura adequada, destinada à obtenção de maior tenacidade, combinada com certas propriedades de resistência. É utilizado geralmente para peças que necessitem de uma boa condição de rigidez e tenacidade.
TRATAMENTOS TERMOQUÍMICOS
São assim chamados os tratamentos térmicos realizados em condições de ambiente, tais que promovam uma modi-�cação super�cial da composição química do material. Aplicam-se aos aços e têm como objetivo fundamental aumentar a dureza e a resistência ao desgaste da superfície, até uma certa profundidade, de peças de aço, ao mesmo tempo em que o núcleo cuja composição química não foi afetada se mantém tenaz. Os tratamentos termoquímicos mais importantes são:
CementaçãoConsiste no enriquecimento super�cial de carbono de peças de aço de baixo carbono. A temperatura de aquecimento é superior a temperatura crítica e as peças devem ser envolvidas por um meio carbonetante que pode ser sólido (carvão), gasoso (atmosferas ricas em CO) ou líquido (banhos de sal à base de cianetos). A peça cementada deve ser posteriormente temperada.
NitretaçãoConsiste no enriquecimento super�cial de nitrogênio, que se combina com certos elementos dos aços formando nitretos de alta dureza e resistência ao desgaste. As temperaturas de nitretação são inferiores as da zona crítica e os aços nitretados não exigem têmpera posterior. O tratamento é feito em atmosfera gasosa, rica em nitrogênio ou em banho de sal.
CianetaçãoEndurecimento super�cial que consiste na introdução simul-tânea, na superfície do aço, de carbono e do nitrogênio. Esse tratamento é realizado em banhos de sal em temperaturas acima da zona crítica, seguidos de têmpera posterior.
Carbo-nitretação ou cianetação de gásQue tem o mesmo objetivo que a cianetação, ou seja, a introdu-ção super�cial simultânea de carbono e nitrogênio: porém, em atmosfera gasosa. Existem outros tratamentos térmicos mais particulares, entre eles pode-se citar a têmpera super�cial, patenteamento, maleabilização, etc.
TRATAMENTO POR INDUÇÃO
É utilizado sempre que for necessária uma maior resistência super�cial. A vantagem do tratamento por indução é que apenas as superfícies desejadas �cam sujeitas ao endureci-mento. As áreas não endurecidas continuam mantendo suas características mecânicas e, consequentemente, baixo custo de usinabilidade.
12
TRATAMENTOS TÉRMICOS
A construção mecânica exige peças metálicas dentro de deter-minados requisitos, de modo a torná-las aptas a suportar satisfa-toriamente as condições de serviço a que estão sujeitas. Esses requisitos relacionam-se principalmente à completa isenção de tensões internas e propriedades mecânicas compatíveis com as cargas previstas.
Os processos de produção nem sempre fornecem os materiais de construção nas condições desejadas: as tensões que se originam nos processos de fundição, conformação mecânica e mesmo na usinagem, criam sérios problemas de distorções e empenamentos, e as estruturas resultantes, frequentemente, não são as mais adequadas, afetando em consequência, no sentido negativo, as propriedades mecânicas dos materiais. Por esses motivos, há necessidade de submeter as peças metá-licas, antes de serem colocadas em serviço, a determinados tratamentos que objetivam eliminar ou minimizar estes incon-venientes. Os tratamentos mencionados são os chamados tratamentos térmicos, os quais envolvem operações de aquecimento e resfriamento subsequente, dentro de condi-ções controladas de temperatura, tempo à temperatura, velocidade de resfriamento e ambiente.
RECOZIMENTO
Seus objetivos principais são os seguintes: remover tensões devidas aos processos de fundição e conformação mecâni-ca, a quente ou a frio, diminuir a dureza, melhorar a ductili-dade, ajustar o tamanho do grão, regularizar a textura bruta de fusão, produzir uma estrutura de�nida, eliminar, en�m, os defeitos de quaisquer tratamentos mecânicos e térmicos a que o material tenha sido anteriormente submetido. O tratamento genérico de recozimento compreende os seguintes tratamentos especí�cos:
RECOZIMENTO TOTAL OU PLENOEm que o material é geralmente aquecido a uma temperatu-ra acima da de recristalização (zona crítica nos aços), seguida de resfriamento lento (dentro do forno). O tratamento aplica--se a todas as ligas Fe-C e a um grande número de ligas não ferrosas, tais como: cobre e suas ligas,ligas de alumínio, ligas de magnésio, de níquel, titânio e certas ligas. Recozimento em caixa, aplicado principalmente em aços, sob uma atmos-fera protetora, para eliminar o efeito do encruamento e prote-ger a superfície da oxidação.
RECOZIMENTO PARA ALÍVIO DE TENSÕESEm que não é necessário atingir-se a faixa de temperaturas correspondente à recristalização. O objetivo é aliviar as tensões originadas durante a solidi�cação de peças fundi-das ou produzidas em operações de conformação mecâni-ca, corte, soldagem ou usinagem. O tratamento aplica-se a todas as ligas Fe-C, a ligas de alumínio, cobre e suas ligas, titânio e algumas de suas ligas, ligas de magnésio, de níquel, etc.
COALESCIMENTO (ESFEROIDIZAÇÃO)
Aplicável em aços de médio a alto teor de carbono, com o objetivo de melhorar sua usinabilidade. Consiste no aque-cimento prolongado do aço a uma temperatura na vizinhança da zona de temperaturas críticas, mas, em geral, ligeiramente abaixo dela, seguido de resfriamento lento.
NORMALIZAÇÃO
É um tratamento muito semelhante ao recozimento, pelo menos quanto aos seus objetivos. A diferença consiste no fato de que o resfriamento posterior é menos lento, ao ar por exemplo, o que dá como resultado uma estrutura mais �na que a produzida no recozimento, e consequentemente com propriedades mecânicas ligeiramente superiores. Aplica-se principalmente aos aços.
TÊMPERA
É o tratamento térmico mais importante dos aços, principal-mente os que são utilizados em construção mecânica. As condições de aquecimento são muito parecidas às que ocorrem no recozimento ou normalização.
O resfriamento, entretanto, é muito rápido, para o que se empregam geralmente meios líquidos, aonde as peças são mergulhadas depois de aquecidas convenientemente. Resultam, nos aços temperados, em modi�cações estrutu-rais muito intensas que levam a um grande aumento da dureza, da resistência ao desgaste, da resistência à tração, ao mesmo tempo em que as propriedades relacionadas com a ductilidade sofrem uma apreciável diminuição e tensões internas são originadas em grande intensidade. Essas tensões internas são de duas naturezas: tensões estruturais e
tensões térmicas, estas últimas devidas ao fato de as diferen-tes seções das peças se resfriarem com velocidades diferen-tes. Os inconvenientes causados por essas tensões internas, associados à excessiva dureza e quase total ausência de ductilidade do aço temperado, exigem um tratamento térmico corretivo posterior chamado revenimento.
REVENIMENTO
Aplicado nos aços temperados, imediatamente após a têmpera, em temperaturas inferiores à da zona crítica, resultando em modi�cação da estrutura obtida na têmpera. A alteração estrutural que se veri�ca no aço temperado em consequência do revenimento melhora a ductilidade, reduzindo os valores de dureza e resistência à tração, ao mesmo tempo em que tensões internas são aliviadas ou eliminadas. Dependendo da temperatura em que se proces-sa o revenido, a modi�cação estrutural é tão intensa que determinados aços adquirem as melhores condições de usinabilidade. O tratamento que produz esse efeito é chama-do coalescimento. Os tratamento de têmpera e revenecimen-to estão sempre associadas.
BENEFICIAMENTO
Tratamento térmico composto de têmpera seguido de revenimento, em temperatura adequada, destinada à obtenção de maior tenacidade, combinada com certas propriedades de resistência. É utilizado geralmente para peças que necessitem de uma boa condição de rigidez e tenacidade.
TRATAMENTOS TERMOQUÍMICOS
São assim chamados os tratamentos térmicos realizados em condições de ambiente, tais que promovam uma modi-�cação super�cial da composição química do material. Aplicam-se aos aços e têm como objetivo fundamental aumentar a dureza e a resistência ao desgaste da superfície, até uma certa profundidade, de peças de aço, ao mesmo tempo em que o núcleo cuja composição química não foi afetada se mantém tenaz. Os tratamentos termoquímicos mais importantes são:
CementaçãoConsiste no enriquecimento super�cial de carbono de peças de aço de baixo carbono. A temperatura de aquecimento é superior a temperatura crítica e as peças devem ser envolvidas por um meio carbonetante que pode ser sólido (carvão), gasoso (atmosferas ricas em CO) ou líquido (banhos de sal à base de cianetos). A peça cementada deve ser posteriormente temperada.
NitretaçãoConsiste no enriquecimento super�cial de nitrogênio, que se combina com certos elementos dos aços formando nitretos de alta dureza e resistência ao desgaste. As temperaturas de nitretação são inferiores as da zona crítica e os aços nitretados não exigem têmpera posterior. O tratamento é feito em atmosfera gasosa, rica em nitrogênio ou em banho de sal.
CianetaçãoEndurecimento super�cial que consiste na introdução simul-tânea, na superfície do aço, de carbono e do nitrogênio. Esse tratamento é realizado em banhos de sal em temperaturas acima da zona crítica, seguidos de têmpera posterior.
Carbo-nitretação ou cianetação de gásQue tem o mesmo objetivo que a cianetação, ou seja, a introdu-ção super�cial simultânea de carbono e nitrogênio: porém, em atmosfera gasosa. Existem outros tratamentos térmicos mais particulares, entre eles pode-se citar a têmpera super�cial, patenteamento, maleabilização, etc.
TRATAMENTO POR INDUÇÃO
É utilizado sempre que for necessária uma maior resistência super�cial. A vantagem do tratamento por indução é que apenas as superfícies desejadas �cam sujeitas ao endureci-mento. As áreas não endurecidas continuam mantendo suas características mecânicas e, consequentemente, baixo custo de usinabilidade.
13

COMPARATIVO DE NORMAS MECÂNICAS | Barras laminadas.
COMPARATIVO DE NORMAS MECÂNICAS | Barras com acabamento de superfície: tre�lados / descascados / reti�cados.
DESCRIÇÃO NBR 8647 EB - 1512ITEM
FORNECIMENTODO MATERIAL
FABRICAÇÃO DOS AÇOS
MATÉRIA PRIMA
MOVIMENTAÇÃO E EMBALAGEM
CONDIÇÕES ESPECÍFICAS
CONDIÇÕES DE QUALIDADE INTERNA
CONDIÇÕES DE SUPERFÍCIE
DIMENSÕES E TOLERÂNCIAS DE BARRAS REDONDAS
DIMENSÕES E TOLERÂNCIAS DEBARRAS QUADRADAS
DIMENSÕES E TOLERÂNCIAS DE BARRAS SEXTAVADAS
Número da norma explicitando se o aço deve ser de qualidade superfícialTamanho do lote em massaAcabamento de superfícieTipo de açoDimensão nominal e tolerâncias em milimetrosComprimento em milimetrosGrau de qualidade de superfícieTratamento térmico
Aços feitos no processo normal (conversro básio a oxigênio, forno elétrico ou siemens martin),controle de teor de micro-inclusões e tipo de aço indicado pelo comprador, conforme NBR 6006
segundo NBR 6006, NBR 6339 e NBR 8648O produtor deve ter o máximo cuidado para moviementação para evitar empenamento ou danoOleamento da superfície
O comprimento das barras deve atender exigências da normaEnsaio de temperabilidade conforme NBR 6339Tamanho de grão austenítico conf NBR 6000Resistência mecãnica e edureza conf NBR 6152 e NBR 6394Nível de inclusões conf. NBR 6346Tratamento térmicoExigências quanto ao acabamento supefícialLimites para defeitos superfíciais
Controle da tolerância do diâmentro nominalControle de empenamentoControle de ovalizaçãoControle de rugosidadeControle de tolerância da medida nominalControle de empenhamento
Tolerância da medida nominal
Controle de empenhamento
EXIGEEXIGEEXIGEEXIGEEXIGEEXIGEEXIGEconf. Acordo Prévio EXIGE
EXIGE
EXIGE
EXIGEEXIGEEXIGEEXIGEEXIGEEXIGEEXIGE
conf. Acordo Prévio
EXIGEEXIGEEXIGEEXIGE
EXIGEEXIGEEXIGEEXIGE
EXIGE
EXIGE
NÃO EXIGEEXIGENÃO EXIGEEXIGEEXIGEEXIGENÃO EXIGENÃO EXIGENÃO EXIGE
NÃO EXIGE
EXIGE - conf. EB 1513
NÃO EXIGENÃO EXIGENÃO EXIGENÃO EXIGENÃO EXIGEconf. Acordo PrévioNÃO EXIGE
NÃO EXIGE
EXIGENÃO EXIGEEXIGEVisual (não prej. aplic.)
EXIGEEXIGEEXIGEVisual (não prej. aplic.)
EXIGE
Visual (não prej.aplic.)
DESCRIÇÃO NBR 8648/EB EB 11294 EB 1513ITEM
COMPOSIÇÃOQUÍMICA
FORNECIMENTODO MATERIAL
COND. ESPECÍFICAS
COND. DE SUPERFÍCIE
DEFEITOS DE SUPERFÍCIE
DESCARBONETAÇÃO
COND. DE QUALIDADE INTERNA
DIMENSÕES E TOLERÂNCIAS DE BARRAS REDONDAS
DIMENSÕES E TOLERÂNCIAS DEBARRAS QUADRADAS
DIMENSÕES E TOLERÂNCIAS DE BARRAS SEXTAVADAS
A composição química do material deverá estar conforme exigências especi�cadasna encomenda ou na especi�cação própria do produto EXIGE EXIGE
EXIGEconf. NB-82
Nome ou simbolo do produtorNumero de identi�cação do produtorNumero da corridaTipo de açoMassa das barras ou dos rolosDimensões em mmNome do clienteMarcação, podendo ser realizada por meio de estampagem a quente ou a frio, pintura eu etiqueta resistente á inpemperies, marcada de forma indelével e �rmemente presa à embalagem.O material deve ser fornecido em corridas separadas, amarrado e identi�cadoO produtor deve fornecer certi�cado com os resultados dos ensaios exigidos, que deve acompanhar a NFControle de tamanho de grãoControle de teor de micro-inclusõesControle de macro-inclusõesProfundidade máxima de cavidade resultante de remoção de um defeito de superfície controlada
Exigência para materiais destinados para acabamento descascado ou reti�cado
Controle de profundidade de descarbonetação
Controle da sanidade interna, quanto aos níveis de restos de vazios, porosidades e segregações realizados através de ensaios de ultra-som e macrogra�a
Controle de segregações
Controle de ovalização, controle de afastamento, controle de empenamento econtrole de comprimento
Controle de raios de canto, controle de diferenças entre diagonais e controle de empenhamento
Controle de raios de canto, controle de diferenças entre diagonais e controle de empenhamento
EXIGEEXIGEEXIGEEXIGEEXIGEEXIGEEXIGE
EXIGE
EXIGE
EXIGE
EXIGEEXIGEEXIGE
EXIGE
EXIGE
EXIGE
EXIGE
EXIGE
EXIGE - conf.EB 2054
EXIGE - conf.EB 2054
EXIGE - conf.EB 2054
NÃO EXIGENÃO EXIGENÃO EXIGENÃO EXIGENÃO EXIGEEXIGENÃO EXIGE
NÃO EXIGE
NÃO EXIGE
EXIGE
NÃO EXIGENÃO EXIGENÃO EXIGE
EXIGE
EXIGE
conf. Acordo Prévio
conf. Acordo Prévio
conf. Acordo Prévio
EXIGE
EXIGE
EXIGE
NÃO EXIGENÃO EXIGEEXIGEEXIGEEXIGEEXIGENÃO EXIGE
NÃO EXIGE
NÃO EXIGE
NÃO EXIGE
NÃO EXIGENÃO EXIGENÃO EXIGE
NÃO EXIGE
NÃO EXIGE
NÃO EXIGE
NÃO EXIGE
NÃO EXIGE
conf. PB-63
conf. PB-62
conf. PB-61
14
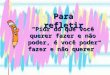
FAGULHAMENTO DE AÇOS CARBONO | Fagulhas produzidas através de esmerilhamento em aços.
TAMANHOS DE GRÃO AUSTENÍTICO | Tamanho de grãos austeníticos com aplicação de 100 vezes.
1
5
3
7
2
6
4
8
FAGULHAS | 0% FAGULHAS | 0,1%+_ FAGULHAS | 0,3%+_ FAGULHAS | 0,6%+_ FAGULHAS | 1,2%+_
EFEITO DOS ELEMENTOS DE LIGA NAS PROPRIEDADES DOS AÇOS
SILÍCIO
ELEMENTOS DE LIGA
MANGANÊS EM AÇOS PERLÍTICOS
MANGANÊS EM AÇOS AUSTENÍTICOS
CROMO
NÍQUEL EM AÇOS PERLÍTICOS
NÍQUEL EM AÇOS AUSTENÍTICOS
ALUMÍNIO
TUNGSTÊNIO
VANÁDIO
COBALTO
MOLIBDÊNIO
COBRE
ENXOFRE
FÓSFORO
DURE
ZA
↑
↑
↓ ↓ ↓
↑ ↑
↑
↓ ↓
-
↑
↑
↑
↑
↑
-
↑
RESI
STÊN
CIA
↑
↑
↑
↑ ↑
↑
↑
-
↑
↑
↑
↑
↑
-
↑
HIST
ERES
E
↓ ↓
PERD
A NO
FERR
O (W
ATT)
↓ ↓
NÃO MAGNÉTICO
NÃO MAGNÉTICO
MAG
.. REM
ANES
CENT
E
-
↑ ↑
↑ ↑
↑ ↑
↑ ↑ ↑
↑ ↑ ↑
COER
CITI
VIDA
DE
↓ ↓
↑
↑ ↑
↑ ↑
↑ ↑ ↑
↑ ↑ ↑
↑
LIM
. DE
ESCO
AMEN
TO
↑ ↑
↑
↓
↑ ↑
↑
↓
-
↑
↑
↑
↑
↑ ↑
-
↑
ALO
NGAM
ENTO
↓
~
↑ ↑ ↑
↓
~
↑ ↑ ↑
-
↓
~
↓
↓
~
↓
↓
REDU
ÇÃO
DE Á
REA
~
~
~
↓
~
↑ ↑
↓
↓
~
↓
↓
~
↓
↓
RESI
STÊN
CIA
DO
CHO
QUE
↓
~
-
↓
~
↑ ↑ ↑
↓
~
↑
↓
↑
~
↓
↓ ↓ ↓
ELAS
TICI
DADE
↑ ↑ ↑
↑
-
↑
-
-
-
-
↑
-
-
-
-
-
RES.
MEC
. A T
EMPO
ELE
V.
↑
~
-
↑
↑
↑ ↑ ↑
-
↑ ↑ ↑
↑ ↑
↑ ↑
↑ ↑
↑
-
-
VEL.
DE R
ESFR
IAM
ENTO
↓
↓
↓ ↓
↓ ↓ ↓
↓ ↓
↓ ↓
-
↓ ↓
↓ ↓
↑ ↑
↓ ↓
-
-
-
FORM
AÇÃO
DE C
ARBO
TENO
S
↓
~
-
↑ ↑
-
-
-
↑ ↑
↑ ↑ ↑ ↑
-
↑ ↑ ↑
-
-
-
RESI
STÊN
CIA
AO D
ESGA
STE
↓ ↓ ↓
↓ ↓
-
↑
↓ ↓
-
-
↑ ↑ ↑
↑ ↑
↑ ↑ ↑
↑ ↑
-
-
-
FORJ
ABIL
IDAD
E
↓
↑
↓ ↓ ↓
↓
↓
↓ ↓ ↓
↓ ↓
↓ ↓
↑
↓
↓
↓ ↓ ↓
↓ ↓ ↓
↓
USIN
ABIL
IDAD
E
↓
↓
↓ ↓ ↓
-
↓
↓ ↓ ↓
-
↓ ↓
-
~
↓
~
↑ ↑ ↑
↑ ↑
OXI
DAÇÃ
O SU
PERF
ICIA
L
↓
~
↓ ↓
↓ ↓ ↓
↓
↓ ↓
↓ ↓
↓ ↓
↓
↓
↑ ↑
~
-
-
NITR
ETAÇ
ÃO
↓
~
-
↑ ↑
-
-
↑ ↑ ↑
↑
↑
-
↑ ↑
-
-
-
RESI
STÊN
CIA
A CO
RRO
SÃO
-
-
-
↑ ↑ ↑
-
↑ ↑
-
-
↑
-
-
↑
↓
-
PERM
EABI
LIDA
DE
↑ ↑
↑ ↑
PROPRIEDADES MECÂNICAS PROPRIEDADES MAGNÉTICAS
( ↑ ) Aumenta ( ↓ ) Diminui (~) Constante (-) Não característico (diversas setas) Efeito mais pronunciado
ASTM E - 112
15

GRAU DE PUREZA MICROINCLUSÃO - ASTM - E 45 | Avaliação da Qualidade de Inclusões nos Aços.
CONVERSÃO - POLEGADAS / MILÍMETROS
A | TIPO SULFURETO
B | TIPO ALUMINA
C | TIPO SILICATO
1
2
3
4
5
D | TIPO ÓXIDO GLOBULAR
FRAÇ
ÃO
DEC
IMAL
MIL
ÍMET
ROS
17/64 .265625 6.74674
9/32 .281250 7.14361
19/64 .296875 7.54048
5/16 .312500 7.93734
21/64 .328125 8.33421
11/32 .343750 8.73108
23/64 .359375 9.12795
3/8 .375000 9.52481
25/64 .390625 9.92168
13/32 .406250 10.31855
27/64 .421875 10.71541
7/16 .437500 11.11228
29/64 .453125 11.50915
15/32 .468750 11.90602
31/64 .484375 12.30288
1/2 .500000 12.69975
POLEGADAS
FRAÇ
ÃO
DEC
IMAL
MIL
ÍMET
ROS
33/64 .515625 13.09662
17/32 .531250 13.49348
35/64 .546875 13.89035
9/16 .562500 14.28722
37/64 .578125 14.68409
19/32 .593750 15.08095
39/64 .609375 15.47782
5/8 .625000 15.87469
41/64 .640625 16.27155
21/32 .656250 16.66842
43/64 .671875 17.06529
11/16 .687500 17.46216
45/64 .703125 17.85902
23/32 .718750 18.25589
47/64 .734375 18.65276
3/4 .750000 19.04962
POLEGADAS
FRAÇ
ÃO
DEC
IMAL
MIL
ÍMET
ROS
49/64 .765625 19.44649
25/32 .781250 19.84336
51/64 .796875 20.24023
13/16 .812500 20.63709
53/64 .828125 21.03396
27/32 .843750 21.43083
55/64 .859375 21.82770
7/8 .875000 22.22456
57/64 .890625 22.62143
29/32 .906250 23.01830
59/64 .921875 23.41516
15/16 .937500 23.81203
61/64 .953125 24.20890
31/32 .968750 24.60577
63/64 .984375 25.00263
1 1.000.000 25.39950
POLEGADAS
FRAÇ
ÃO
DEC
IMAL
MIL
ÍMET
ROS
1/64 .015625 0.39687
1/32 .031250 0.79373
3/64 .046875 1.19060
1/16 .062500 1.58747
5/64 .078125 1.98434
3/32 .093750 2.38120
7/64 .109375 2.77807
1/8 .125000 3.17494
9/64 .140625 3.57180
5/32 .156250 3.96867
11/64 .171875 4.36554
3/16 .187500 4.76241
13/64 .203125 5.15927
7/32 .218750 5.55614
15/64 .234375 5.95301
1/4 .250000 6.34988
POLEGADAS
16
PESO POR METRO LINEAR DE AÇO EM BARRAS - KG/M
1/8 3,18 0,062 0,079 0,068 3/16 4,76 0,14 0,18 0,15 1/4 6,35 0,25 0,32 0,27 5/16 7,94 0,39 0,49 0,43 3/8 9,53 0,56 0,71 0,62 7/16 11,11 0,76 0,97 0,84 1/2 12,70 0,99 1,27 1,10 9/16 14,29 1,26 1,60 1,39 5/8 15,87 1,55 2,98 1,71 11/16 17,46 1,88 2,39 2,07 3/4 19,05 2,24 2,85 2,46 13/16 20,64 2,62 3,34 2,89 7/8 22,23 3,04 3,87 3,35 15/16 23,81 3,49 4,45 3,85 1" 25,40 3,97 5,06 4,38 1 1/16 26,99 4,49 5,71 4,95 1 1/8 28,57 5,03 6,40 5,55 1 3/16 30,16 5,60 7,14 6,18 1 1/4 31,75 6,21 7,91 6,85 1 5/16 33,34 6,85 8,72 7,55 1 3/8 34,93 7,51 9,57 8,29 1 7/16 36,51 8,21 10,46 9,06 1 1/2 38,10 8,94 11,39 9,86 1 9/16 39,69 9,70 12,36 10,70 1 5/8 41,27 10,49 13,36 11,57 1 11/16 42,86 11,32 14,41 12,48 1 3/4 44,45 12,17 15,50 13,42 1 13/16 46,04 13,06 16,62 14,40 1 7/8 47,62 13,97 17,79 15,41 1 15/16 49,21 14,92 18,99 16,45 2" 50,80 15,90 20,24 17,53 2 1/16 52,39 16,91 21,52 18,64 2 1/8 53,97 17,95 22,85 19,79 2 3/16 55,56 19,02 24,21 20,97 2 1/4 57,15 20,12 25,62 22,19 2 5/16 58,74 21,25 27,06 23,44
2 3/8 60,32 22,42 28,54 24,722 7/16 61,91 23,61 30,06 26,032 1/2 63,50 24,84 31,62 27,382 9/16 65,09 26,10 33,22 28,782 5/8 66,67 27,38 34,87 30,192 11/16 68,26 28,70 36,55 31,672 3/4 69,85 30,05 38,27 33,142 13/16 71,44 31,44 40,02 34,222 7/8 73,02 32,85 41,82 36,222 15/16 74,61 34,29 43,66 37,813" 76,20 35,77 45,54 39,433 1/8 79,38 38,81 49,41 42,793 1/4 82,55 41,88 53,44 46,343 3/8 85,73 45,27 57,63 49,983 1/2 88,90 48,68 62,04 53,743 5/8 92,08 52,22 66,49 57,663 3/4 95,25 55,88 71,15 61,693 7/8 98,43 60,67 75,98 65,884" 101,60 63,58 81,03 4 1/8 104,78 67,62 86,10 4 1/4 107,95 71,78 91,39 4 3/8 111,13 76,06 96,85 4 1/2 114,30 80,47 102,46 4 5/8 117,48 85,01 108,23 4 3/4 120,65 89,66 114,16 4 7/8 123,83 94,44 120,25 5" 127,00 99,8 126,6 5 1/4 133,35 109,5 139,5 5 1/2 139,70 120,2 153,1 5 3/4 146,05 131,4 167,2 6" 152,40 143,1 182,5 6 1/4 158,75 155,2 197,8 6 1/2 165,10 167,9 213,5 6 3/4 171,45 181,1 231,0 7" 177,80 194,7 248,1 7 1/4 184,15 209,7 266,2
7 1/2 190,50 223,8 285,07 3/4 196,85 238,9 304,08" 203,20 254,6 324,08 1/4 209,55 270,7 345,08 1/2 215,90 287,4 365,98 3/4 222,25 304,6 388,59" 228,60 322,1 410,29 1/4 234,95 340,3 433,59 1/2 241,30 359,0 457,19 3/4 247,65 378,1 481,410" 254,00 397,8 506,510 1/4 260,35 417,9 532,010 1/2 266,70 438,5 558,410 3/4 273,05 459,7 585,311" 279,40 481,2 612,811 1/4 285,75 503,4 641,011 1/2 292,10 526,0 669,811 3/4 298,45 549,1 699,212" 304,80 572,7 729,312 1/2 317,50 620,9 790,613" 330,20 672,6 855,813 1/2 342,90 724.3 922,214" 355,61 779,7 992,614 1/2 368,31 835,5 1.063,815" 381,01 894,9 1.139,515 1/2 393,70 954,7 1.215,616" 406,40 1.017,3 1.295,316 1/2 419,10 1.081,8 1.378,817" 431,80 1.148,5 1.462,317 1/2 444,50 1.216,9 1.551,018" 457,20 1.287,6 1.639,418 1/2 469,90 1.363,3 1.737,719" 482,60 1.434,6 1.826,620" 508,00 1.589,5 2.023,921" 533,40 1.753,0 2.233,422" 558,80 1.924,0 2.451,2
FÓRMULAS DE CÁLCULO | Peso por Metro Linear
PESO = dxd x 0,0068 kg/mEX: d = 15mm15x15 x 0,0068 = 1,53kg/mD
PESO = axa x 0,0079 kg/mEX: d = 15mm15x15 x 0,0079 = 1,77kg/mA
PESO = dxd x 0,0062 kg/mEX: d = 15mm15x15 x 0,0062 = 1,39kg/mD
TOLERÂNCIAS DE BITOLA PARA BARRASLaminadas a Quente ABNT NBR 11294 Acabamento Superfície ABNT NBR 8647 e EB 1512
0 14 ± 0,40 0,6414 18 ± 0,50 0,8018 24 ± 0,55 0,8824 30 ± 0,60 0,9630 40 ± 0,70 1,1240 50 ± 0,80 1,2850 64 ± 0,90 1,4464 80 ± 1,00 1,6080 100 ± 1,30 2,08100 120 ± 1,50 2,40120 140 ± 1,80 2,88140 150 ± 2,10 3,36
0 14 ± 0,40
14 18 ± 0,50
18 24 ± 0,55
24 30 ± 0,60
30 40 ± 0,70
40 50 ± 0,80
50 64 ± 0,90
64 80 ± 1,00
80 100 ± 2,00
100 120 ± 2,20
120 150 ± 3,00
1 a 3 acima
3 a 6 acima
6 a 10 acima
10 a 18 acima
18 a 30 acima
30 a 50 acima
50 a 80 acima
80 a 120
0-100-120-150-180-210-250-300-35
+100+13+1+16+1+19+1+23+2+27+2+32+2+38+3
0-140-180-220-270-330-390-460-54
+140+180+220+270+330+390+460+540
0-250-300-360-430-520-620-740-87
+250+300+360+430+520+620+740+870
0-400-480-580-700-840-1000-1200-140
+400+480+580+700+840+1000+1200+1400
0-600-750-900-1100-1300-1600-1900-220
+600+750+900+1100+130 0+1600+1900+2200
17
(A) - A dimensão nominal para barras quadradas e sextavadas é a distância entre duas faces paralelas.

UnidadesDistribuídas estrategicamentepara atender todo o território nacional.
Unidades com transformação Escritórios comerciais Unidades de atendimento
Consulte esta relação sempre atualizada em www.acovisa.com.br
Cidade/Região Estado Telefone
Guarulhos
Salvador
Fortaleza
Vitória
Goiânia
Betim
Recife
Curitiba
Maringá
Rio de Janeiro
Caxias do Sul
Canoas
Joinville
Piracicaba
Ribeirão Preto
SP +55 11 2088 9000
BA +55 71 4062 9022
CE +55 85 4062 9742
ES +55 27 4062 9622
GO +55 62 4053 9022
MG +55 31 2565 6555
PE +55 81 4062 9742
PR +55 41 3095 0555
PR +55 44 4062 0802
RJ +55 21 4063 8636
RS +55 54 3025 3005
RS +55 51 3051 5182
SC +55 47 3427 6163
SP +55 19 2532 1166
SP +55 16 3968 7777
TABELA COMPARATIVA DE DUREZAS E RESISTÊNCIAS - ASTM E 140(A) As durezas Brinell acima de HB 429 referem-se a impressões feitas com esfera de carbonetos de tungstênio.(B) Os valores desta tabela são apenas aproximadas.(C) Os valores entre parênteses estão fora da faixa recomendada e são dados apenas para comparação.
(2.0
5)(2
.10)
(2.1
5)(2
.20)
(2.2
5)(2
.30)
(2.3
5)(2
.40)
(2.4
5)(2
.50)
2.55
2.60
2.65
2.70
2.75
2.80
2.85
2.90
2.95
3.00
3.05
3.10
3.15
3.20
3.25
3.30
3.35
3.40
3.45
3.50
3 .5
53.
603.
653.
703.
753.
803.
853.
903.
954.
004.
05
.(898
).(8
57)
.(817
).(7
80)
.(745
).(7
12)
.(682
).(6
53)
.(627
).(6
01)
578
555
534
514
495
477
461
444
429
415
401
388
375
363
352
341
331
321
311
302
293
285
277
269
262
255
248
241
235
299
223
323.
330
8.5
294.
128
0.8
268.
225
6.3
245.
523
5.1
225.
721
6.4
208.
119
9.8
192.
218
5.0
178.
217
1.7
166.
015
9.8
154.
414
9.4
144.
413
9.7
135.
013
0.7
126.
712
2.8
119.
211
5.6
112.
010
8.7
105.
510
2.6
99.7
96.9
94.3
91.8
89.3
86.8
84.6
82.4
80.3
314.
330
0.0
286.
027
3.0
260.
824
9.2
238.
722
8.6
219.
521
0.4
202.
319
4.3
186.
917
9.9
173.
316
7.0
161.
415
5.4
150.
214
5.3
140.
413
5.8
131.
312
7.1
123.
211
9.4
115.
911
2.4
108.
910
5.7
102.
699
.897
.094
.291
.789
.386
.884
.482
.480
.278
.0
305.
329
1.4
277.
826
5.2
253.
324
2.1
231.
922
2.0
213.
220
4.3
196.
518
8.7
181.
617
4.8
168.
316
2.2
156.
715
1.0
145.
914
1.1
136.
313
1.9
127.
512
3.4
119.
711
5.9
112.
510
9.1
105.
710
2.7
99.6
96.9
94.2
91.5
89.1
86.7
84.3
81.9
79.9
77.9
75.8
.(120
).(1
19)
.(119
).(1
17)
.(117
).(1
16)
.(115
).(1
15)
.(114
).(1
13)
.(112
).(1
12)
.(110
).(1
10)
.(109
).(1
09)
.(108
).(1
08)
.(107
).(1
06)
.(105
).(1
04)
.(104
).(1
03)
.(102
)10
210
099 98 97
84.1
82.2
81.2
80.5
80.2
79.4
78.6
77.9
77.0
76.5
75.7
75.0
74.2
73.4
72.8
72.0
71.4
70.6
70.0
69.3
68.7
68.1
67.5
66.9
66.3
65.7
65.3
64.6
64.1
63.6
63.0
62.5
61.8
61.4
60.8
106
100
95 91 87 84 81 78 75 72 70 67 65 63 61 59 57 55 54 52 51 49 48 46 45 44 43 42 40 39 38 37 37 36 35 34 33 32
1150
1050
960
885
820
765
717
675
633
598
567
540
515
494
472
454
437
420
404
389
375
363
350
339
327
316
305
296
287
279
270
263
253
248
241
235
229
223
70 68 66 64 62 60 58 57 55 53 52 50 49 47 46 45 44 42 41 40 38 37 36 35 34 33 32 31 30 29 28 26 25 24 23 22 21 20
RESI
STÊN
CIAS
KGF
/MM
2RO
CKW
ELL
Ø IMPR. MM CARGA 3.000 KGF
ESFERA10 MM
BRINELL HB (A)
AÇO CRHBX0,36
AÇO CR, MN, CR MN
HBX0,35
AÇO NI, CR NI, CR MO
HBX0,34
RC CONE DE DIAMANTE
150KGF
RB ESFERAØ 1,6”
100KGF
RA CONE DE DIAMANTE
60KGF
SHORE
VICKERS HVPIRÂMIDE DE
DIAMANTE
4.10
4.15
4.20
4.25
4.30
4.35
4.40
4.45
4.50
4.55
4.60
4.65
4.70
4.75
4.80
4.85
4.90
4.95
5.00
5.05
5.10
5.15
5.20
5.25
5.30
5.35
5.40
5.45
5.50
5.55
5.60
5.65
5.70
5.75
5.80
5.85
5.90
5.95
6.00
217
212
207
202
197
192
187
183
179
174
170
166
163
159
156
153
149
146
143
140
137
134
131
128
126
124
121
118
116
114
112
109
107
105
103
101
99 97 95
78.1
76.3
74.5
72.7
70.9
69.1
67.3
65.9
64.4
62.6
61.2
59.8
58.7
57.2
56.2
55.1
53.6
52.6
51.5
50.4
49.3
48.2
47.2
46.1
45.4
44.6
43.6
42.5
41.8
41.0
40.3
39.2
38.5
37.8
37.1
36.4
35.6
34.9
34.2
76.0
74.2
72.5
70.7
69.0
67.2
65.5
64.1
62.6
61.0
59.5
58.1
57.1
55.7
54.6
53.6
52.2
51.1
50.1
49.0
48.0
46.9
45.9
44.8
44.1
43.4
42.4
41.3
40.6
39.9
39.2
38.2
37.5
36.8
36.1
35.4
34.7
34.0
33.3
73.8
72.1
70.4
68.7
67.0
65.3
63.6
62.2
60.9
59.2
57.8
56.4
55.4
54.1
53.0
52.0
50.7
49.6
48.6
47.6
46.6
45.6
44.5
43.5
42.8
42.2
41.1
40.1
39.4
38.8
38.0
37.1
36.4
35.7
35.0
34.3
33.7
33.0
32.3
96 96 95 94 93 92 91 90 89 88 87 86 85 84 83 82 81 80 79 78 77 76 74 73 72 71 70 69 68 67 66 65 64 62 61 60 59 57 56
31 31 30 30 29 28 28 27 27 26 26 25 25 24 24 23 23 22 22 21 21 21 20 20
217
212
207
202
197
192
187
183
179
174
170
166
163
159
156
153
149
146
143
140
137
134
131
128
126
124
121
118
116
114
112
109
107
105
103
101
99 97 95
(18)
(17)
(16)
(15)
(13)
(12)
(10)
(9)
(8)
(7)
(6)
(4)
(3)
(2)
(1)
RESI
STÊN
CIAS
KGF
/MM
2RO
CKW
ELL
Ø IMPR. MM CARGA 3.000 KGF
ESFERA10 MM
BRINELL HB (A)
AÇO CRHBX0,36
AÇO CR, MN, CR MN
HBX0,35
AÇO NI, CR NI, CR MO
HBX0,34
RC CONE DE DIAMANTE
150KGF
RB ESFERAØ 1,6”
100KGF
RA CONE DE DIAMANTE
60KGF
SHORE
VICKERS HVPIRÂMIDE DE
DIAMANTE
18

Unidades de Transformação Açovisa:
Guarulhos - SP | +55 11 2088 9000Caxias do Sul - RS | +55 54 3025 3005
Joinville - SC | +55 47 3427 6163Betim - MG | +55 31 2565 6555
Con�ra todas as nossas unidades no site.
Matriz:Av. João Bassi, 503 - Bonsucesso - Guarulhos - SP - CEP 07172-440
Fone +55 11 2088 9000 | Fax +55 11 2088 9009
/acovisa1
www.acovisa.com.br