Embed Size (px)
Citation preview

ESCOLA DE ENGENHARIA DE PIRACICABA Fundação Municipal de Ensino de Piracicaba
Curso de Engenharia Mecânica Turma 1 – Noturno
200080100 César Henrique Durer200080124 Rodolfo da Silva B. Granelli200080134 Jocilene Cristina Durer200080261 Valter Bonifácio Costa
204080020 Tiago Tavolari
Processo de AplainamentoRELATÓRIO DE PROCESSO DE USINAGEM DOS MATERIAIS
Piracicaba 14/08/2010.

ESCOLA DE ENGENHARIA DE PIRACICABA Fundação Municipal de Ensino de Piracicaba
Curso de Engenharia Mecânica Turma 1 – Noturno
200080100 César Henrique Durer200080124 Rodolfo da Silva B. Granelli200080134 Jocilene Cristina Durer200080261 Valter Bonifácio Costa
204080020 Tiago Tavolari
Processo de AplainamentoRELATÓRIO DE PROCESSO DE USINAGEM DOS MATERIAIS
Relatório da Aula Prática de Aplainamento
apresentado para avaliação da Disciplina Processos
de Usinagem dos Materiais do 6º semestre do
Curso de Engenharia Mecânica da Fundação
Municipal de Ensino de Piracicaba sob orientação
do Prof. Erivelto Marino.
Piracicaba 14/08/2010.

Sumário
1.0 Objetivo42.0 Fundamentos teóricos 42.1 - Movimentos 4
2.2 - Componentes da plaina limadora 5
2.2.1 - Cabeçote..............................................................................................................52.2.2 - Acionamento principal.........................................................................................62.2.3 - Acionamento do avanço......................................................................................7
2.3 - Ferramentas de corte 8
2.4- Velocidade de corte 9
2.5 - Determinação do avanço e profundidade de corte 9
2.6 - Determinação do tempo de aplainamento 10
2.7 - Cálculo de gpm em função da velocidade de corte 11
3.0 Descrição da Prática 12
3.1 Equipamentos e materiais 12
3.2 – Procedimento 12
4 Questões: 15
5.0 Conclusão 19
6.0 Referências Bibliográficas 19
Anexo .................................................................................................20

Lista de figuras
Figura 1: Plaina limadora ................................................................................................................4
Figura 2: Movimentos da plaina limadora .....................................................................................4
Figura 3: Funcionamento da placa com charneira; a: curso útil; b: curso em vazio.......................5
Figura 4: Espera ajustável ..............................................................................................................6
Figura 5: Acionamento principal .....................................................................................................6
Figura 6: Ajuste do tamanho do curso através da castanha deslizante .........................................7
Figura 7: Ferramentas para desbaste .............................................................................................8
Figura 8: Ferramentas para acabamento ........................................................................................8
Figura 9: Ferramentas para outras aplicações ................................................................................8
Figura 10: Diagrama das velocidades no mecanismo do acionamento principal ............................9
Figura 11: Esquemático para a determinação do valor de L ............................................................9
Figura 12: Seção do cavaco .............................................................................................................10
Figura 13: Esquema para a determinação do valor de B ................................................................10
Figura 14: Ferramentas utilizadas na usinagem do V(1) e do canal (2)............................................12
Figura 15: Traçagem ........................................................................................................................12
Figura 16: Fixação e regulagem do curso.........................................................................................13
Figura 17: Desbaste do perfil ...........................................................................................................13
Figura 18: Peça com o perfil em V acabado ....................................................................................14
Figura 19: Peça acabada .................................................................................................................14

1.0 Objetivo
Este trabalho tem o objetivo de apresentar os princípios básicos do
funcionamento da plaina limadora e os tipos de movimentos e operações que
podem ser realizadas.
Introdução
2.0 Fundamentos teóricos
A plaina limadora é uma maquina ferramenta que consiste em realizar as
operações de aplainamento, rasgos, chavetas, estrias, rebaixos e chanfros através
do movimento retilíneo alternativo da ferramenta sobre a superfície a ser usinada.
Normalmente utilizada para operações de desbaste.
Figura 1: Plaina limadora
2.1 - MovimentosA plaina limadora apresenta três tipos de movimentos durante suas
operações: O movimento principal, o movimento de avanço e o movimento de
ajuste (demonstrados na Figura 2).
Figura 2: Movimentos da plaina limadora; a-b: movimento principal, c:movimento de avanço e d: movimento de ajuste
4

O movimento principal é o movimento executado pela ferramenta,
subdividido em curso útil e curso em vazio. O cavaco é retirado da peça durante o
curso útil e a ferramenta volta para o início do curso sem retirar cavaco durante o
curso em vazio.
O movimento de avanço é movimento realizado pela mesa, onde a peça
esta fixada, perpendicular ao movimento principal.
E o movimento de ajuste é um movimento vertical feito pela ferramenta ou
pela mesa e serve para regular a espessura do cavaco.
2.2 - Componentes da plaina limadora A base da máquina suporta a mesa, o cabeçote e os mecanismos de
acionamento principal e de avanço.
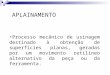
2.2.1 - CabeçoteO cabeçote da plaina limadora é o componente onde esta localizada o
porta-ferramenta que esta sobre uma placa com charneira (duas peças com eixo
comum em torno do qual uma pelo menos é móvel). Isto significa que em uma
operação qualquer, no curso útil a placa articulada é comprimida pelo esforço de
corte contra o suporte enquanto no curso em vazio, a placa é levantada um pouco
em função da sua articulação com charneira, assim, evitando qualquer dano à
ferramenta e à superfície que esta sendo usinada.
Figura 3: Funcionamento da placa com charneira; a: curso útil; b: curso em vazio
No cabeçote também esta localizada a espera do porta-ferramenta que é
ajustável para o aplainamento de superfícies inclinadas e com esta finalidade esta
dotada de uma escala graduada.
5

Figura 4: Espera ajustável
2.2.2 - Acionamento principalO acionamento principal é responsável por produzir o movimento retilíneo
alternativo do movimento principal. O movimento de rotação do motor é
transformado para movimento retilíneo alternativo através de um balancim
oscilante com uma castanha deslizante.
Figura 5: Acionamento principal
O motor imprime ao volante e a manivela, através de um mecanismo de
engrenagens um movimento de rotação uniforme, no volante esta localizado uma
manivela onde se encontra o pino da manivela, com uma porca que pode
deslocar-se em direção ao centro por meio de um fuso, este pino transporta a
castanha deslizante. A castanha desliza na guia do balancim, em função do
movimento de rotação do volante, o balancim, que tem seu centro de rotação a
base a maquina oscila com o seu extremo livre para um lado e para outro
(movimento retilíneo alternativo), uma articulação transmite ao cabeçote este
movimento oscilante.
Então é possível ajustar o comprimento do curso e a velocidade de corte
por meio do deslizamento da porca com o pino da manivela. Devido a este
6

mecanismo do acionamento principal, a velocidade do curso útil é menor do que a
velocidade do curso em vazio, isto é uma vantagem porque no curso em vazio não
se retira cavaco, é um movimento passivo, por isso este mecanismo é chamado
de mecanismo de retorno rápido.
Figura 6: ajuste do tamanho do curso através da castanha deslizante
A figura 6 representa dois casos do ajuste do tamanho do curso
influenciando nas velocidades do curso útil e do curso em vazio. Na situação “a”
temos um curso mais longo implicando um aumento do ângulo α que é
inversamente proporcional à velocidade do curso útil, quanto maior o ângulo α
menor a velocidade do curso útil, isto também implica que a velocidade do curso
em vazio será maior, pois o ângulo β esta diminuindo. Enquanto na situação “b” os
valores dos ângulos α e β estão próximos, implica que as velocidades do curso útil
e do curso em vazio também estão próximas e também se pode destacar que
quanto menor a diferença entre os valores destes ângulos, menor é o tamanho do
curso.
2.2.3 - Acionamento do avançoComandado intermitentemente antes de cada curso útil, quando acionado
manualmente pode produzir superfícies imperfeitas, em função do avanço regular.
Porém isto pode ser evitado por meio do avanço forçado regulado.
Então o avanço é regulado por meio do deslocamento da cavilha e seu
valor mínimo é dado pela razão entre o passo do fuso da mesa e o número de
dentes da roda de catraca, este valor de avanço mínimo é o valor do avanço se
apenas um dente da roda de catraca fosse avançado, enquanto o valor do avanço
para mais dentes é dado pelo valor de avanço mínimo multiplicado pelo número
de dentes avançados. Para operações de desbaste o trinquete deve avançar
7

vários dentes, enquanto para operações de acabamento recomendase apenas um
dente.
Também se deve destacar que girando o trinquete 180º pode-se inverter o
sentido avanço.
2.3 - Ferramentas de corteAs ferramentas de aplainar são fabricadas normalmente de aço rápido. A
forma do gume da ferramenta é escolhida de acordo com o trabalho a ser
executado.
Há ferramentas para desbaste, que devem retirar em curto tempo a maior
quantidade possível de cavaco, ferramentas para acabamento que devem produzir
uma superfície aplainada com aspecto perfeito, por esta razão os seus gumes são
arredondados ou chatos e as ferramentas especiais que são necessárias para
aplainamento de peças com formas variadas, como perfis inclinados, rasgos entro
outras.
Figura 7: Ferramentas para desbaste
Figura 8: Ferramentas para acabamento
Figura 9: Ferramentas para outras aplicações
8

2.4-Velocidade de corteDurante qualquer operação utilizando a plaina limadora, a velocidade de
corte não é constante devido ao mecanismo do acionamento principal. Sendo
assim, deve-se trabalhar com velocidades médias (comprimento do curso/tempo).
Figura 10: Diagrama das velocidades no mecanismo do acionamento principal
A velocidade de corte que normalmente aparece nas tabelas fornecidas
pelos fabricantes ou em tabelas técnicas é dada pela equação:
V c = 2.L.n
Onde “L” é o comprimento do curso e “n” é dado pelo número de cursos
duplos por minuto ou pela rotação do volante em rpm. O comprimento do curso é
representado pela figura abaixo e dado pela equação:
L= La +Lp + L
Figura 11: Esquemático para a determinação do valor de L
2.5 - Determinação do avanço e profundidade de corteO avanço e a profundidade de corte são escolhidos em função do tipo de
operação que será feito, para desbaste recomenda-se uma profundidade de corte
de 3 a 5 vezes maior do que o avanço e no acabamento ambos devem ser
reduzidos. Também seguem uma proporção em função da seção do cavaco dado
pela equação:
9

Seção do Cavaco = a.p
Figura 12: Seção do cavaco
2.6 - Determinação do tempo de aplainamentoConsiderando que estamos trabalhando com velocidades médias de corte e
de retorno, não é possível calcular o tempo exato de usinagem, mas sim um
tempo aproximado. Sendo assim, o tempo de aplainamento é dado pela equação:
Tp = Z* t
Onde “t” é o tempo que leva para completar um curso duplo e Z é o número
de cursos duplos necessários para usinar a peça, obtido pela equação:
Z = B/a
“B” é representado pelo seguinte esquema:
Figura 13: Esquema para a determinação do valor de B
E dado pela equação:
B = b + 2.b1
10

2.7 Cálculo de gpm em função da velocidade de corteQuando o trabalho de usinagem é feito por aplainamento o movimento da
máquina é linear, então se calcula o gpm, ou seja, o número de golpes que a ferramenta dá por minuto.
Para esse cálculo usa-se a fórmula:
EQ. 1
C: é o curso da máquina, ou seja, o espaço que ela percorre em seu movimento linear. O curso é igual ao comprimento da peça mais a folga de entrada e saída da ferramenta.
Vc: o valor da velocidade de corte é tabelado.
Tabela 1: Tabela para seleção da velocidade de corte
Esse valor é multiplicado por 2 porque o movimento é de vaivém.
A plaina deverá ser regulada para o gpm inferior mais próximo.
11

3.0 Descrição da Prática
3.1 Equipamentos e materiais
Plaina;
Ferramenta;
Paquímetro.
peça de aço 1020, conforme desenho anexo.
(1) (2)
Figura 14: Ferramentas utilizadas na usinagem do V(1) e do canal (2).
3.2 – Procedimento
Inicialmente deve-se traçar a peça conforme desenho do anexo 1.
Figura 15: Traçagem
Em seguida é necessário preparar a máquina para a usinagem. Para isso
limpar a morsa e fixar a peça, utilizando se necessário um calço e certificar-se que
esteja bem apoiada no calço ou na base da morsa.
Colocar a ferramenta (1) para usinagem do perfil inclinado no porta-
ferramenta. Atentar para que o balanço da ferramenta não deve exceder de duas
a três vezes a espessura da ferramenta.
12

Figura 16: Fixação e regulagem do curso
Aproximar a ponta da ferramenta, deixando aproximadamente 5mm acima
da superfície a aplainar.
Regular o curso da ferramenta lembrando que:
Curso = comprimento da peça + La +Lp
Curso = 92 + 20+10
Curso = 122mm
Selecionar o número de Golpes por minuto.utilizando a equação 1.
Como a máquina não disponibiliza esse número de golpes foi selecionado
52 golpes/min.
Regular o avanço automático. A ferramenta deve ser aproximada até obter
o contato com a peça e então zera-se o anel graduado que será utilizado para dar
a profundidade de corte. Desbastar o perfil da peça tomando como referência o
perfil final traçado.
Figura 17: Desbaste do perfil
13

Em seguida deve-se inclinar o porta ferramentas até obter o ângulo de 30°.
Referenciar novamente a ferramenta na peça e dar acabamento na superfície
inclinada.
A peça ficara conforme figura 18:
Figura 18: Peça com o perfil em V acabado
Finalizado o acabamento do perfil deve-se voltar a inclinação do porta
ferramentas a 0° e fixar a ferramenta número 2 (bedame) para executar a
usinagem do canal.
Referenciar a ferramenta na peça e dar a profundidade de corte até obter a
dimensão indicada no desenho.
Figura 19: Peça acabada
14

4 Questões:
4.1 - Nesse tipo de máquina o retorno da ferramenta é mais rápido. Explicar
como isso acontece e calcular os tempos proporcionais de ida e retorno da
ferramenta em uma operação prática.
De acordo com as dimensões medidas na máquina pode-se fazer o
esquema abaixo que representa a trajetória do balancim.
Calculando o raio
15

Utilizando o teorema de Pitágoras pode-se calcular o ângulo α:
α = 2 . γ
α = 168,74°
Calculando o perímetro
Perímetro = π x Ø
Perímetro = π x 50
Perímetro = 157,08mm
16

O ângulo total de 360° corresponde ao perímetro calculado acima. Pode-se
portanto associar o movimento de avanço e recuo em relação ao grau calculado e
o perímetro.
Retorno da ferramenta (α)
Avanço da ferramenta (β)
β = 360 – α
β = 360 – 168,74
β = 191,26°
Como foi utilizado 52golpes / min
= 1,15s / golpe
Um golpe corresponde ao perímetro, assim:
Tempo de retorno
17

Tempo de avanço
4.2 Qual(is) a(s) diferença(s) entre a ferramenta usada na plaina e a usada
no torno?
A principal diferença é que nas plainas é mais utilizada ferramenta de aço
rápido (HSS), devido aos constantes choques que a ferramenta deve suportar e
no torno são utilizados insertos ou pastilhas de metal Duro. Além disso, no
aplainamento geralmente a ferramenta sofre um esforço de corte maior, pois duas
arestas da ferramenta estão sujeitas a pressão de corte e no torno geralmente
uma.
4.3 Explicar o procedimento para execução de superfícies inclinadas (por
exemplo um chanfro em uma chapa grossa) na plaina.
1-Fixar a peça
2-Fixar a ferramenta
3-Regular o curso do comprimento e do avanço
4- Traçagem do perfil final da peça
5-Aplainamento (desbaste)
6- Inclinação do porta-ferramenta , no caso de chapas grossas pode-se
inclinar a mesa.
4.4 – É possível a fabricação da peça esquematizada abaixo na máquina da
prática? Se possível explicar o procedimento.
18

É possível. Deve-se primeiramente traçar a peça com o perfil final a ser
usinado. Em seguida fixar a peça na máquina selecionar o avanço e regular o
curso. Posteriormente desbastar de acordo com o perfil traçado.
Com uma ferramenta com perfil raiado dar acabamento e conferir com o
calibrador de raio.
5.0 Conclusão
Conclui-se que o objetivo deste trabalho de apresentar os princípios básicos
do funcionamento da plaina limadora e os tipos de movimentos e operações que
podem ser realizadas foi alcançado.
Pode-se analisar também que a plaina é um equipamento ultrapassado
dentro de grandes metalúrgicas devido à alta rugosidade decorrente do processo
e ao tempo de usinagem ser alto em relação a outras máquinas que
desempenham as mesmas funções como a fresadora que utiliza ferramentas
multicortantes. No entanto ainda é utilizada para aplicações especificas como
rasgos de chaveta e em pequenas metalúrgicas.
6.0 Referências Bibliográficas
GERLING,Heinrich. Mecânica Industrial Ilustrada: À volta da máquina-Ferramenta.
1° Edição. Rio de Janeiro: Livro Ibero-Americano, 1967.
19

Anexo 1
20