Embed Size (px)
Citation preview

XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
1 ENEGEP 2006 ABEPRO
Reprojeto de layout e implantação de um sistema puxado sequenciado em uma fábr ica de ar-condicionado para ônibus
Tarcisio Abreu Saur in (UFRGS) saur [email protected]
Márcio Torres (CETA/SENAI-RS) [email protected]
Resumo Em função da introdução de um novo produto no seu portfólio, uma fábrica de ar-condicionado para ônibus necessitou reavaliar a organização de seu sistema produtivo. Inicialmente, por meio da análise de indicadores de retrabalho e entrevistas com gerentes e trabalhadores, a falta de materiais foi identificada como causa principal da instabilidade do processo produtivo. Uma vez definidas as estratégias para aumentar a estabilidade, duas linhas de ação complementares foram desenvolvidas para adequar a fábrica ao novo produto: a introdução preliminar de um sistema puxado sequenciado de planejamento da produção, bem como modificações no layout da área de produção, com a aplicação de conceitos de manufatura celular. Embora ainda não se disponham de dados quantitativos para avaliar sua eficácia, conceitualmente as ações adotadas exemplificam os benefícios da manufatura celular e a necessidade de garantir a estabilidade do processo produtivo para a implantação de um sistema puxado sequenciado. Palavras-chave: Layout; Projeto de Fábrica; Manufatura Celular; Puxada Sequenciada.
1. Introdução
A introdução de novos produtos é um dos motivos mais frequentes para modificações de layout (LEE, 1998). Um produto de diferentes dimensões, tempos de processamento e exigência de novas habilidades dos operadores, geralmente não pode ser acomodado com eficiência no sistema de manufatura existente. Além disso, a modificação de layout é uma oportunidade para melhorar os processos gerenciais, como o planejamento e controle da produção (PCP). Neste sentido, a produção puxada aparece como alternativa, uma vez que pode trazer uma série de benefícios, tais como: a) regular os estoques, estabelecendo níveis máximos e mínimos passíveis de fácil controle visual; b) estabelecer forte interdependência entre os processos, de modo que cada um produza para atender a demanda real dos processos subsequentes. Smalley (2004) caracteriza diferentes tipos de sistemas puxados: puxado de reposição, puxado sequenciado e puxado misto. Aquele autor salienta que o mais importante é adotar o sistema compatível com o perfil da demanda e a confiabilidade do sistema de manufatura. Por exemplo, quando o cliente exige curtos prazos de entrega, bem como quando o lead time de produção é curto e confiável, a puxada seqüenciada é uma boa opção (SMALLEY, 2004). Dentre as características em comum, todos os sistemas puxados limitam o tamanho do estoque em processo (work-in-process, WIP), o que os diferencia dos sistemas empurrados, nos quais tal limite não existe e os processos somente param quando uma explosão de WIP já ocorreu (HOPP e SPEARMAN, 1996).
Neste contexto, este artigo apresenta a experiência de uma empresa de pequeno porte, fabricante de ar-condicionado para ônibus, a qual precisou adequar seu sistema produtivo à introdução de um novo produto, que substituiria grande parte da produção dos modelos existentes. O artigo enfoca as duas principais linhas de ação desenvolvidas: o replanejamento

XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
2 ENEGEP 2006 ABEPRO
do layout do setor onde o novo produto seria fabricado, bem como as melhorias implantadas no sistema de planejamento e controle da produção.
2. Caracter ização básica da empresa, produtos e processos estudados
Embora seja parte de uma empresa multinacional, a fábrica onde foi realizado o estudo é de pequeno porte (15 funcionários no chão-de-fábrica e 30 em funções administrativas), com localização geográfica privilegiada em relação aos seus dois principais clientes, fábricas de ônibus distantes a não mais de 1 km. A empresa possui duas grandes famílias de produtos: ar-condicionados de teto, para ônibus rodoviários; ar-condicionados tipo split, para micro-ônibus e vans. O novo modelo seria do tipo ar de teto, motivo pelo qual o respectivo setor foi foco da reavaliação de layout. Esse setor possuía os postos arranjados em forma de T, existindo uma linha principal, com quatro postos, assim como duas áreas laterais de pré-montagens (figura 1). Em termos de macro-layout, pode-se perceber que a localização do setor de ar de teto é adequada, estando centralizado entre as áreas de recebimento e expedição.
Figura 1 – Layout da fábrica de ar-condicionado.
Os problemas de programação de produção da empresa eram os tradicionalmente associados à produção empurrada com base no MRP. Em particular, havia falta de sincronia entre os processos e o total descrédito da programação oficial, sendo que na prática o supervisor determinava o que deveria ser feito em cada dia. Os pedidos firmes diários enviados pelos clientes orientavam as decisões do supervisor, sendo que mesmo às custas de horas-extras, poucas vezes havia atrasos na entrega ao cliente final.
3. Método de trabalho
Desde Abril até Outubro de 2005, a equipe de pesquisadores realizou visitas semanais a fábrica, trabalhando em colaboração com a equipe da empresa designada para adequar o sistema produtivo ao novo produto. Esta equipe era composta pelo gerente de produção, supervisor de produção, encarregado de tempos e métodos e um estagiário. O trabalho consistiu das seguintes etapas principais:
Protótipos Almoxarifado
Expedição
Setor de ar de teto
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
3 ENEGEP 2006 ABEPRO
(a) inicialmente, visando compreender os processos produtivos e gerenciais da empresa, a equipe de pesquisadores realizou uma série de entrevistas semi-estruturadas com representantes de diversas áreas. Além disso, as entrevistas contribuíram para a identificação preliminar de oportunidades de otimização do processo produtivo; (b) a seguir, também foram entrevistados funcionários da linha de ar de teto, tendo em vista identificar suas percepções acerca dos principais problemas no local de trabalho. A entrevista foi realizada em dois grupos de cinco pessoas; (c) foi realizado o mapeamento de fluxo de valor (MFV) do modelo responsável pela maior parcela de volume e faturamento da linha de ar de teto (modelo Alfa). Através do MFV, tornam-se mais visíveis os pontos onde o processo deixa de ter fluxo contínuo, bem como são coletados diversos dados indicativos da eficiência da produção, tais como lead times, tempos de ciclo e tamanhos de estoques (ROTHER e SHOOK, 1998); (d) realização de visitas para benchmarking em fábricas do Brasil, Alemanha e França, com participação do gerente de produção e dois membros da equipe de pesquisa. Em particular, a visita à outra planta da empresa na França foi de grande importância, visto que a mesma produzia um modelo de ar-condicionado bastante similar ao que em breve seria introduzido na fábrica brasileira. Os resultados destas visitas foram apresentados a toda equipe de trabalho durante um seminário; (e) desenvolvimento de três alternativas de layout, as quais tinham em comum a adoção do conceito de células e de puxada sequenciada. A escolha da opção final foi decidida com base em critérios quantitativos e qualitativos definidos pela equipe; (f) detalhamento da alternativa de layout selecionada e proposta de adequação do sistema de ERP à nova lógica de produção. Essa última atividade foi realizada pela empresa que prestava assessoria na implantação do ERP; (g) elaboração e implantação do plano de ação para implantar o novo layout.
4. Pr incipais resultados
4.1 Identificação de causas de instabilidade do processo produtivo
Tanto as entrevistas com gerentes quanto com os operadores deixaram claro que, antes de iniciar os estudos de layout, a crônica falta de materiais deveria ser atacada para melhorar a estabilidade do processo produtivo. Embora a gama de materiais faltantes fosse bastante ampla, a política da empresa era iniciar a montagem mesmo havendo consciência da falta, se assumindo que essa medida era preferível a manter a mão-de-obra parada. Os equipamentos semi-processados com peças faltantes costumavam ser colocados nas proximidades da linha, aguardando a chegada das peças necessárias para que pudessem ser retrabalhados. Não raro, o acúmulo de equipamentos aguardando retrabalho chegava às 15 unidades, ocupando espaço substancial do chão-de-fábrica.
As entrevistas apontaram uma série de possíveis causas para a falta de materiais, tais como: (a) as informações acerca de níveis de inventário e lead times de aquisição de materiais adotadas pelo sistema ERP não eram confiáveis; (b) as previsões de vendas tinham horizonte máximo de 30 dias, sendo que alguns materiais possuíam lead time de aquisição de até 90 dias - além disso, as previsões existentes tinham baixo percentual de acerto; (c) era freqüente a ocorrência de pedidos emergenciais de clientes, bem como a solicitação emergencial de mudanças nas especificações dos produtos - nestes casos, com frequência eram retiradas peças de produtos acabados destinados a outros pedidos não prioritários; (d) os produtos tinham variedade excessiva de componentes e fornecedores (cerca de 600).

XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
4 ENEGEP 2006 ABEPRO
As causas acima foram amplamente discutidas com a gerência, tendo sido estabelecidas diversas ações corretivas: (a) revisão das estimativas de lead time de aquisição e realização de previsões de demanda com diversos horizontes de planejamento: 7, 15, 30, 60 e 90 dias - o ERP seria rodado semanalmente considerando cada um destes horizontes; (b) as análises críticas de produto (verificações rotineiras da estrutura do produto encomendado) passariam a ser automatizadas, ao invés de serem realizadas manualmente; (c) antes de receber o pedido firme de seu principal cliente, a empresa buscaria acessar on-line a programação da produção do mesmo, tendo em vista adiantar a atividade de análise crítica de produto; (d) intensificação da política de desenvolvimento de fornecedores locais, visando a substituição de importações; (e) desenvolvimento de um documento para registro de materiais faltantes e das causas da falta; (f) identificação de materiais passíveis de gerenciamento por sistema kanban, o que tornaria menos burocrático o processo de reposição para itens repetitivos; (g) realização de reunião diária entre representantes do setor de PCP e da equipe de produção, visando compatibilizar o plano de produção com os recursos disponíveis.
4.2 Mapeamento de fluxo de valor (MFV)
No mapa do modelo Alfa, excluindo os fluxos durante eventuais retrabalhos, foram identificados 10 pontos de parada do fluxo. Nestes pontos, ocorria formação desordenada de estoques intermediários, sem delimitação do tamanho máximo e mínimo do mesmo, nem identificação clara da sequência de processamento dos itens. Além disso, o mapa indicou que os tempos de espera para os materiais de lead time mais longo somavam 35 dias, considerando desde o tempo de espera no almoxarifado (estoque de matéria-prima) até o tempo de espera como produto acabado junto à área de expedição. Embora a técnica do MFV preveja a elaboração de um mapa do estado futuro (situação desejada após melhorias) e de um plano de ação para atingi-lo, neste trabalho o uso do MFV ficou restrito ao apoio na compreensão e representação gráfica dos fluxos existentes.
4.3 Sistema puxado sequenciado
De acordo com Smalley (2004) na puxada sequenciada não são mantidos estoques de produtos acabados, sendo todos os itens fabricados a partir do pedido do cliente. Os itens são fabricados ao ritmo da demanda, com a instrução de fabricação enviada à primeira etapa do processo (no caso deste estudo, para as pré-montagens) no início do fluxo de valor. A partir do processo inicial, os itens são enviados aos processos posteriores segundo a lógica FIFO (first-in first-out). Dentre suas principais vantagens, estão a redução de estoques e das perdas a eles associados. Contudo, são requisitos essenciais para sua implantação a alta estabilidade do processo e o curto lead time de produção (SMALLEY, 2004). Em relação ao primeiro requisito, no caso deste estudo reitera-se a importância das ações de combate às faltas de materiais. Esse problema implica em grande instabilidade do processo e cria grandes estoques de trabalho em progresso, o que anula a vantagem da inexistência de estoques de produtos acabados. Além disso, uma vez que sejam minimizadas as ocorrências de falta de materiais, cabe a identificação de outras fontes de instabilidade no processo, o que vai garantir a melhoria contínua do sistema puxado seqüenciado.
No que diz respeito ao lead time de produção, este não pareceu ser um problema crítico na linha estudada, visto que o processo produtivo é composto por poucos estágios com tempos de processamento relativamente baixos (no máximo 45 minutos em um posto da pré-montagem). Embora os problemas de setup não sejam sérios, existem oportunidades de melhoria, tais como o melhor armazenamento de itens de uso repetitivo junto à linha. Por exemplo, alguns
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
5 ENEGEP 2006 ABEPRO
componentes, antes de serem utilizados pelos montadores, precisam ser desparafusados das caixas de madeira nas quais são armazenados.
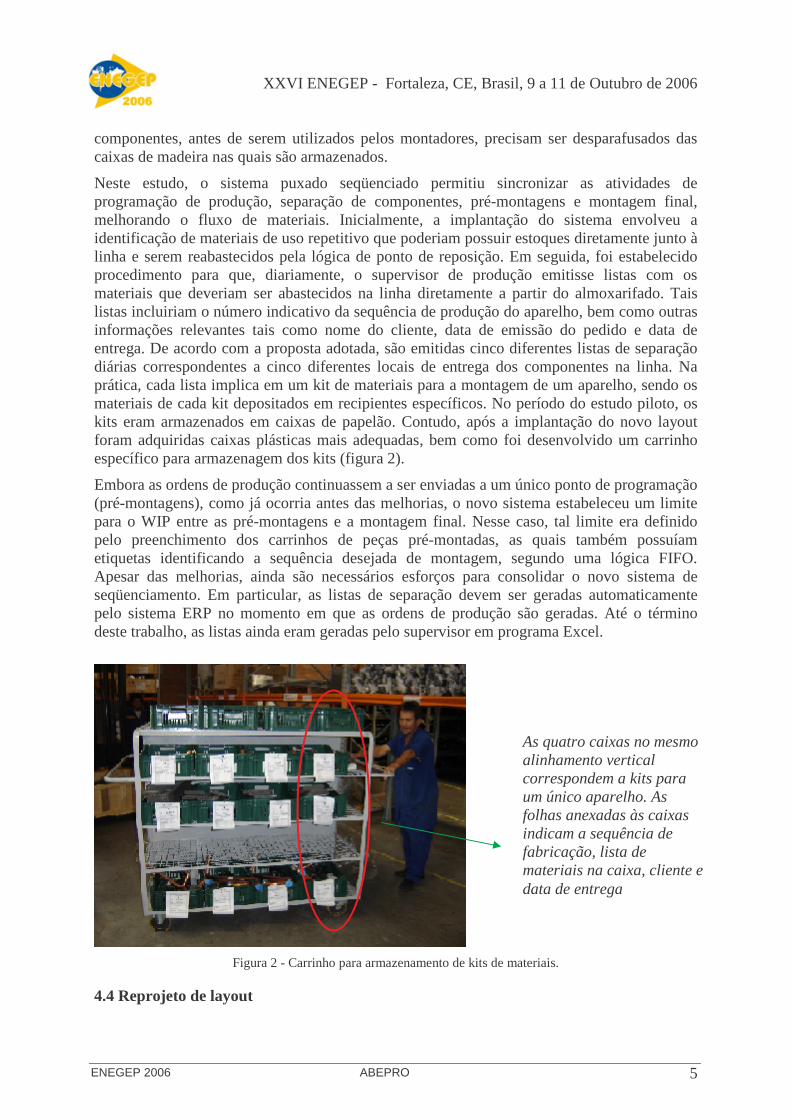
Neste estudo, o sistema puxado seqüenciado permitiu sincronizar as atividades de programação de produção, separação de componentes, pré-montagens e montagem final, melhorando o fluxo de materiais. Inicialmente, a implantação do sistema envolveu a identificação de materiais de uso repetitivo que poderiam possuir estoques diretamente junto à linha e serem reabastecidos pela lógica de ponto de reposição. Em seguida, foi estabelecido procedimento para que, diariamente, o supervisor de produção emitisse listas com os materiais que deveriam ser abastecidos na linha diretamente a partir do almoxarifado. Tais listas incluiriam o número indicativo da sequência de produção do aparelho, bem como outras informações relevantes tais como nome do cliente, data de emissão do pedido e data de entrega. De acordo com a proposta adotada, são emitidas cinco diferentes listas de separação diárias correspondentes a cinco diferentes locais de entrega dos componentes na linha. Na prática, cada lista implica em um kit de materiais para a montagem de um aparelho, sendo os materiais de cada kit depositados em recipientes específicos. No período do estudo piloto, os kits eram armazenados em caixas de papelão. Contudo, após a implantação do novo layout foram adquiridas caixas plásticas mais adequadas, bem como foi desenvolvido um carrinho específico para armazenagem dos kits (figura 2).
Embora as ordens de produção continuassem a ser enviadas a um único ponto de programação (pré-montagens), como já ocorria antes das melhorias, o novo sistema estabeleceu um limite para o WIP entre as pré-montagens e a montagem final. Nesse caso, tal limite era definido pelo preenchimento dos carrinhos de peças pré-montadas, as quais também possuíam etiquetas identificando a sequência desejada de montagem, segundo uma lógica FIFO. Apesar das melhorias, ainda são necessários esforços para consolidar o novo sistema de seqüenciamento. Em particular, as listas de separação devem ser geradas automaticamente pelo sistema ERP no momento em que as ordens de produção são geradas. Até o término deste trabalho, as listas ainda eram geradas pelo supervisor em programa Excel.
Figura 2 - Carrinho para armazenamento de kits de materiais.
4.4 Reprojeto de layout
As quatro caixas no mesmo alinhamento vertical correspondem a kits para um único aparelho. As folhas anexadas às caixas indicam a sequência de fabricação, lista de materiais na caixa, cliente e data de entrega

XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
6 ENEGEP 2006 ABEPRO
Este estudo teve como foco o micro-layout no setor de ar de teto, reorganizando os postos de trabalho existentes. Além disso, algumas melhorias em termos de projeto dos postos de trabalho (nível sub-micro) deste setor também foram implementadas. De acordo com Lee (1998) o micro layout envolve o arranjo de máquinas e pessoas dentro de cada departamento, enquanto o sub-micro trata do projeto de postos de trabalho específicos. Considerando as características de volume e variedade intermediária da família de ar de teto (cerca de 350 itens por mês e quatro modelos), percebeu-se que um arranjo do tipo curto-gordo seria uma boa opção. De acordo com Slack et al. (1998) longo ou curto se referem ao número de estágios e gordo ou magro se referem à quantidade de trabalho alocado a cada estágio. Na faixa intermediária de variedade-volume, as seguintes vantagens dos arranjos curtos-gordos tendem a ser maximizadas (SLACK et al., 1998): redução da monotonia para os operadores; maior flexibilidade de mix, visto que cada estágio pode se especializar em modelos de produtos diferentes; maior flexibilidade de volume, visto que estágios podem ser simplesmente formados ou eliminados quando os volumes variam; maior robustez, visto que se um estágio pára os demais não são afetados. Reforçando essa posição, a fábrica francesa da empresa havia recentemente adotado a manufatura celular (figura 3).
Figura 3 – Vista frontal de uma célula na fábrica francesa, com estoques de componentes e carrinhos para
montagem e transporte.
Após ter sido aceito o conceito de layout em células, a equipe de projeto partiu para o dimensionamento da quantidade de células necessárias para atender à demanda. Uma vez que não havia dados disponíveis acerca de tempos de montagem do novo modelo, os cálculos adotaram como referência os tempos dos modelos existentes. Esse procedimento permitiria comprovar a viabilidade do sistema celular. Considerando 20 dias trabalhados / mês, a demanda média diária de todos os modelos da família ar de teto era 18 unidades / dia.
Com base nos dados de demanda, bem como no tempo disponível de trabalho efetivo por dia1 (8 horas ou 480 minutos), foi possível calcular o takt time da linha ar de teto. O takt time representa o ritmo de produção necessário para atender a demanda e deve ser considerado como referência para a determinação dos tempos de ciclo (ALVAREZ e ANTUNES, 2001). O takt time calculado foi de 26 minutos / unidade. A tabela 1 a seguir apresenta os tempos de ciclo fornecidos pela empresa para os aparelhos da família ar de teto. Pode-se observar que três postos de trabalho (P2, P3 e pré-montagem do evaporador) possuem tempos de ciclo superiores ao takt time, constituindo gargalos da linha de montagem existente.
1 De segunda a quinta-feira a jornada de trabalho tem o seguinte horário: 7:15h-12:00h e 13:00h-17:18h.

XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
7 ENEGEP 2006 ABEPRO
Tabela 1 - Tempos de processamento (minutos) dos aparelhos da família ar de teto.
N. Posto N. operadores Alfa Beta Gama/delta Teq* 1 P1: colocar serpentina 2 22 22 15 21 2 P2: colocar tubos e checar torque 2 33 10 12 27 3 P3: prender e amarrar chicote 1 34 20 22 31 4 P4: limpeza e revisão final 1 17 11 12 16 5 Pré-montagem base de fibra 2 15 28 30 20 6 Pré-montagem placa 1 20 21 26 22 7 Pré-montagem evaporador 1 44 50 48 46 8 Pré-montagem fechamento/ventilador 1 19 18 22 20 9 Pré-montagem condensador 1 20 38 31 24 10 Teste 1 24 18 18 23 11 Embalagem e expedição 1 15 15 15 15 TOTAL de operadores 14
* Teq = Tempo de processamento equivalente, o qual é a média ponderada dos tempos de cada modelo, considerando a demanda de cada um. Na prática, o cálculo do Teq significa a transformação de um problema de balanceamento de uma linha multi-modelos em um problema de balanceamento de linha uni-modelo. Por exemplo, o Teq do posto P1 foi calculado da seguinte forma: (22 x 0,704) + (22 x 0,085) + (15 x 0,211). Assumindo que apenas os postos P1, P2, P3 e P4 seriam incorporados às ilhas de montagem, foi necessário calcular o tempo total de processamento manual nestes postos, como segue: (21x2 + 27x2 + 31 + 16) = 143 minutos. Com base neste tempo, calculou-se o número mínimo necessário de operadores para atender a demanda, dividindo o tempo total de processamento manual (143 minutos) pelo takt time (26 min/um). Essa cálculo confirmou a adequação do número existente de operadores na linha (6 pessoas). A seguir, considerou-se a possibilidade dos operadores trabalharem em duplas ou sozinhos em cada célula. Em ambas as opções, o takt time efetivo de cada linha seria de aproximadamente 24 minutos por unidade, o que é compatível com o takt time meta de 26 minutos. Por exemplo, havendo seis células com operadores isolados, cada um teria tempo de ciclo de 143 minutos, o que resultaria em um aparelho produzido em média a cada 24 minutos (143/6).
Devido às restrições de espaço no chão-de-fábrica, optou-se pela alternativa de trabalho em duplas. A partir disso, foram desenvolvidas duas alternativas básicas de layout, elaboradas e discutidas por toda a equipe de projeto. Tendo em vista agilizar o desenvolvimento e avaliação das diferentes alternativas, templates dos componentes e bancadas de trabalho foram confeccionadas na mesma escala da planta baixa da fábrica. Uma cópia da planta foi fixada em uma placa de isopor, sobre a qual havia um plástico transparente onde eram desenhados os fluxos de pessoas e materiais em cada opção de layout. A equipe de projeto escolheu a alternativa de layout com base nos seguintes critérios: facilidade para trabalho em equipe; impacto na redução dos transportes de materiais; interferências de fluxo; necessidade de ocupar espaços de outros setores e flexibilidade para futuras ampliações. A equipe atribuiu notas de 0 a 10 para cada critério, sendo tais notas multiplicadas por pesos específicos representativos da importância do critério. A alternativa de layout selecionada é ilustrada na figura 4, tendo sido mantida a mesma área anteriormente destinada ao setor ar de teto.

XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
8 ENEGEP 2006 ABEPRO
Figura 4 – Células de montagem no novo layout do setor de ar de teto.
Os componentes pré-montados seriam retirados dos respectivos armários junto ao corredor (em verde na figura) a partir dos carrinhos bancada (em azul na figura). Além disso, foi instalada uma talha (canto inferior direito na figura) para que os aparelhos fossem retirados dos carrinhos bancada e colocados em paletes para encaminhamento à expedição. Um plano de ação foi desenvolvido para a implantação do novo arranjo físico, incluindo a elaboração de um orçamento. Esse plano foi atualizado uma vez e foi executado dentro dos prazos estipulados, durante um final de semana.
4. Conclusões
A partir da necessidade de introdução de um novo produto, a fábrica de ar-condicionados desenvolveu uma série de melhorias de modo integrado: combate às faltas de materiais, causa de instabilidade no processo produtivo; adoção de células de manufatura; separação de kits e implantação de um sistema puxado sequenciado. Em particular, o novo layout traz uma série de benefícios em relação ao arranjo anterior: (a) alargamento e enriquecimento das tarefas dos operadores; (b) maior flexibilidade, visto que diferentes modelos podem estar sendo produzidos simultaneamente em diferentes células; (c) minimização dos problemas de balanceamento, visto que as células são independentes umas das outras. Entretanto, ainda existe um desbalanceamento entre as pré-montagens e as células, o que obriga a manutenção de um sistema FIFO de peças semi-processadas entre as pré-montagens e as células.
É importante enfatizar que a eficácia do novo layout está estreitamente relacionada ao sucesso das ações para minimização das faltas de materiais, as quais reduzem o tempo ocioso e de retrabalho dos operadores. O sistema de separação de kits e sequenciamento das ordens de produção foi desenvolvido em conjunto com a equipe da empresa e experimentado na prática, estando em aplicação bem sucedida na linha de ar de teto. Entretanto, a integração do sistema de separação de kits ao sistema ERP é fundamental para a sua confiabilidade no longo prazo, principalmente para garantir consistência entre as listas de materiais adotadas pela engenharia e as listas de separação de fato enviadas para a montagem. Além disso, o sistema ERP deve estar programado para emitir, conjuntamente com as ordens de produção, listas de separação de materiais específicas para cada posto de trabalho em que os kits são necessários. Na

XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
9 ENEGEP 2006 ABEPRO
continuidade deste trabalho, pretende-se avaliar o impacto das melhorias propostas com base em indicadores tais como: produtividade da mão-de-obra direta e indireta, taxas de retrabalho, tempos de paradas nas células e pré-montagens, giros de inventário, entregas dentro do prazo, custos com horas-extras por semana, custos com pedidos emergenciais por semana e lead times. Tais indicadores permitirão avaliar até que ponto a puxada sequenciada foi de fato implementada.
Referências
ALVAREZ, R.; ANTUNES Jr ., J. Takt-time: conceitos e contextualização dentro do Sistema Toyota de Produção. Gestão e Produção, v.6 n.1, p.1-16, 2001.
HOPP, W.; SPEARMAN, M. Factory physics: foundations of manufacturing management. Boston: McGraw-Hill, 668 p., 1996.
LEE, Q. Projeto de Instalações e do Local de Trabalho. São Paulo: IMAM, 1. ed., 229 p., 1998.
ROTHER, M.; SHOOK, J. Aprendendo a Enxergar: mapeando o fluxo de valor para agregar valor e eliminar o desperdício. São Paulo: Lean Institute Brasil., 1998.
ROTHER, M.; HARRIS, R. Criando Fluxo Contínuo. São Paulo: Lean Institute Brasil, 2002.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da Produção. São Paulo: Atlas, 1997.
SMALLEY, A. Criando o Sistema Puxado Nivelado. São Paulo: Lean Institute Brasil, 2004.