Embed Size (px)
Citation preview
1
Implantación del Sistema de Análisis de Peligro y Puntos Críticos de Control (HACCP) en Cervecerías Polar Planta Superenvases
Autor: Viviana Silva Tutor Empresarial: Ing. Cruz Oliveros
Tutor Académico: Ing. Xiomara Cardozo Año: 2009
RESUMEN Cervecería Polar es una empresa con muchos años en el campo industrial
Venezolano comprometida con el desarrollo e innovación de productos de alta
calidad en tres grandes negocios, Alimentos, Pepsi y Cervecerías en las cuales se
siguen políticas de responsabilidad de disminución de impacto ambiental. Sus
productos son ampliamente utilizados y consumidos en el mercado nacional lo
cual la convierte en una empresa de gran interés social. La empresa esta ubicada
en la avenida Henry Ford frente al C.C Paseo las Industrias Valencia estado
Carabobo. El objetivo del trabajo de pasantías fue la implantación del sistema de
análisis de peligros e inocuidad en el proceso de fabricación de empaques de
aluminio que se utilizan para envasar productos de consumo humano, para ello se
estudio todo lo referentes a normativas internacionales, nacionales e internas de la
empresa, se ubicaron los puntos críticos de control utilizando las buenas prácticas
de fabricación de envases BPFE, que son un prerrequisito para lograr mejoras que
permitan la implantación del (HACCP).
Planta Superenvases
Universidad de Carabobo
Facultad de Ciencias y Tecnología
Departamento de Química

2
ÍNDICE
Pág.
RESUMEN............................................................................................................ 1
INTRODUCCIÓN.................................................................................................. 4
CAPITULO I 5-8
1.1 Nombre y Ubicación de la Empresa………………………….……................ 5
1.2 Razón Social.................................................................................................. 5
1.3 Visión.............................................................................................................. 5
1.4 Misión............................................................................................................. 5-6
1.5 Valores de la Empresa................................................................................... 6
1.6 Reseña Histórica………………………………………………………………... 7
1.6.1 Organigrama de la empresa......……………………………………….. 8
CAPITULO II 9-15
2.1 Organigrama del departamento donde se realizo la pasantía……………………………………………………………………………….
2.1.1 Descripción del departamento donde se realizo la pasantía………………………………………………………………………………. 9-10
2.2 Descripción de las actividades realizadas durante las
pasantías……………………………………………………..………………………. 11-26
9

3
CONCLUSIÓN..................................................................................................... 27
BIBLIOGRAFÍA………………............................................................................... 28

4
Introducción
La realización del trabajo de pasantías se lleva a cabo con la finalidad de
adquirir conocimientos del campo industrial, en donde se puede comparar el
método científico aprendido en la carrera con la aplicabilidad en las empresas
específicamente en el área de laboratorio de insumos. En ese mismo orden de
ideas se debe resaltar que el estudiante en el periodo de pasantias adquiere
responsabilidades de trabajo y experiencia en el trato con personas del campo
laboral.
Asimismo, el profesional durante el proceso de pasantías, aparte de
practicar los conocimientos adquiridos en la Universidad y durante las
investigaciones de estudios; aprende igualmente observando su entorno lo cual le
permitirá establecer criterios propios sobre la experiencia industrial.
La pasantias se realizará en Cervecería Polar, C.A., Planta Superenvases,
ubicada en la zona Industrial de Valencia, bajo la supervisión del Especialista en el
área de aseguramiento de la calidad Ing. Cruz Oliveros
Durante el periodo comprendido de veinticuatro semanas se deberá adquirir
conocimientos prácticos del área de calidad enfocados al enriquecimiento del
aprendizaje, lo cual debe permitir alcanzar los objetivos del trabajo de pasantias
plasmado en el cronograma de actividades planteado por la empresa y avalado
por la coordinación de pasantias de la facultad.

5
CAPITULO I
1.1 Nombre y ubicación de la empresa
Cervecerías Polar C.A Planta Superenvases ubicada en la avenida Henry
Ford frente al centro comercial Paseo las Industrias, Valencia estado Carabobo
1.2 Razón social
Cervecería Polar es una empresa legalmente establecida bajo la razón social
de Compañía Anónima, prestando sus servicios en la elaboración de diferentes
productos específicamente la planta Superenvases fabrica envases de aluminio
para satisfacer las necesidades de sus clientes a nivel nacional.
1.3 Visión
Somos líderes claros en el negocio de empaques en Venezuela en los
segmentos en que participamos. Elevamos el nivel de satisfacción de nuestros
clientes, ofreciéndoles las mejores condiciones en precio, calidad y tiempos de
respuesta a sus necesidades y expectativas. Orientamos nuestro esfuerzo hacia la
obtención de eficiencias operativas de clase mundial, economías de escala que
permitan optimizar la utilización de los recursos disponibles y el dominio de las
tecnologías más avanzadas.
Seleccionamos y capacitamos a nuestro personal con el fin de alcanzar los perfiles
requeridos, logramos su pleno compromiso con los valores de Empresas Polar y le
ofrecemos las mejores oportunidades de desarrollo. Estamos constantemente
comprometidos con el medio ambiente.
1.4 Misión Satisfacer las necesidades de consumidores, clientes, compañías vendedoras,
concesionarios, distribuidores, accionistas, trabajadores y suplidores, a través de

6
nuestros productos y de la gestión de nuestros negocios, garantizando los más
altos estándares de calidad, eficiencia y competitividad, con la mejor relación
precio/valor, alta rentabilidad y crecimiento sostenido, contribuyendo con el
mejoramiento de la calidad de vida de la comunidad y el desarrollo del país.
1.5 Valores
Orientación al mercado
Orientación a resultados y eficiencia
Agilidad y flexibilidad
Innovación
Trabajo en equipo
Reconocimiento continuo al logro y la excelencia
Oportunidades de empleo sin distinción
Integridad y civismo
1.6 Reseña Histórica
Superenvases, nace, oficialmente el 20 de Marzo de 1981, pero su historia
se remonta a los años 70, cuando Empresas Polar decide construir una planta
productora de envases de aluminio de dos piezas, de excelente calidad, que
satisficiera las necesidades del mercado. Una alianza estratégica de un 80% de
la Organización Polar y en un 20% de la Reynolds Metal Co., dio origen a esta
planta, pero de esta última empresa se utiliza la tecnología en los procesos,
siendo la producción de envases de aluminio diferente al usado por otras plantas
de envases metálicos convencionales, el cual hace pionera a Venezuela en esta
área y catalogada como una de las principales fábricas de envases de aluminio en
Latinoamérica, con tecnología de punta.
Superenvases, se instala en Valencia como ciudad estratégica cercana a
Puerto Cabello y equidistante de todas las fábricas de cervezas y refrescos,
7
siendo estos los principales clientes. Las operaciones se iniciaron con dos líneas
de producción que se incrementaron como resultado del desarrollo continuo para
adaptarse a las exigencias del mercado nacional e internacional. Hoy cuenta con
tres líneas de producción de envases y una línea de fabricación de tapas. Utilizan
como materia prima al aluminio, que presenta cualidades perfectas: liviano,
maleable, efectiva protección al producto envasado, permite el rápido el
enfriamiento del líquido, ecológico, reciclable y atractivo por las posibilidades
decorativas.
El sistema de producción es continuo, de 24 horas al día, los 7 días de la
semana, con el fin de satisfacer las necesidades de las EMPRESAS POLAR y
otros clientes de mercados externos, tales como: Nueva Zelanda, Estados Unidos,
Canadá, Guatemala, Alemania, Chile, Bolivia, Panamá, Puerto Rico, Trinidad,
Bahamas, Colombia y otras, donde han reconocido estos productos como de
excelente calidad lo que les llena de orgullo. Cabe señalar que actualmente sólo
ocupa el mercado nacional.
La empresa para lograr esta producción cuenta con tecnología de punta, la
cual constantemente es revisada para mantener la oferta de acuerdo a los
requerimientos de sus clientes. Así esta empresa, líder en Venezuela y
competitiva en los mercados foráneos produce un envase de aluminio de dos
piezas, en tamaños de 8,8.4, 10 y 12 onzas el cual se puede imprimir de manera
simultánea hasta en 6 colores distintos, los cuales se multiplican si se utiliza la
técnica de la cutricomia.
8
Asistente Administrativo
Gerente de Operaciones IM
Gerente de Planta
Gerente de Operaciones SE
Gerente de Aseguramiento
de Calidad
Gerente Territorial de
LogísticaContralor
Superintendente Aseg. de la Calidad PS
Superintendente Aseg. de la Calidad PM
Coordinador Territorial
Gestión Calidad
AnalistasGestión Calidad
Coordinador de Gestión de
Gente
AnalistasGestión de
Gente
Coordinador de Riesgo y
Continuidad Operativa Superintendente
Planificación de Producción
Superintendente Planificación de Mantenimiento
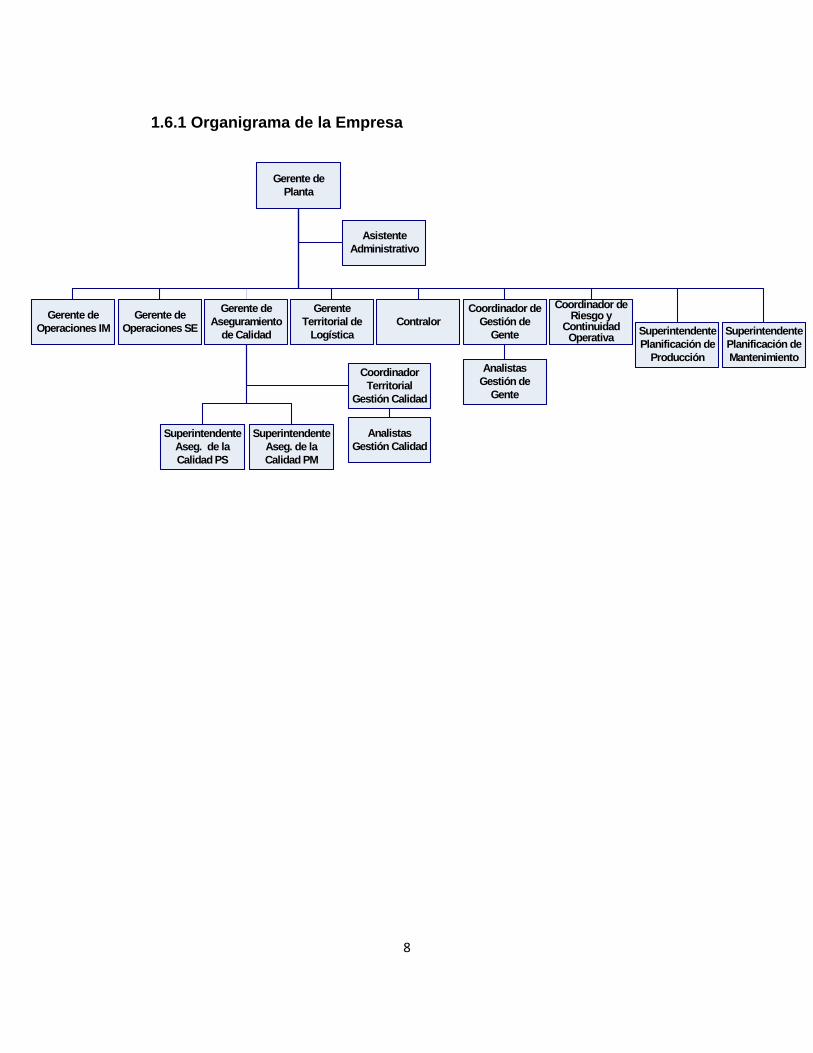
1.6.1 Organigrama de la Empresa

9
CAPITULO II
2.1 organigrama del departamento donde se realizó la pasantía:
2.1.1 - Descripción del departamento donde se realizo las pasantías:
La pasantía se realizó en el área de aseguramiento de la calidad departamento
que sigue la línea de las empresas de empaques Metalgráfica, fabrimonca, planta
san Joaquín Planta y planta Superenvases en donde se encarga de:
• Laboratorio de calidad: Realiza chequeos de Certificación de Calidad de
los insumos y materia prima utilizados en el proceso de productivo y
recaba información sobre el desempeño de los mismos, para garantizar
y obtener los estándares de calidad establecidos por la organización en
sus productos, además Planificar, coordinar y controlar todas las
actividades del laboratorio. Certifica el nivel de calidad del proceso

10
productivo y producto terminado (Latas y Tapas) y trata las necesidades
y expectativa de los clientes en cuanto a requisito de calidad.
• Supervisa los diferentes procesos y productos de la planta,
considerando los métodos de control y estándares de calidad
establecidos, a fin de garantizar un producto terminado que cumpla con
las exigencias de calidad.
2.2 Descripción de las actividades realizadas durante las pasantías:
Semana 1-2
Se realizó la inducción, que consistió en visitas a la planta y al laboratorio
de insumos, también se revisó la documentación que explica en detalle el
funcionamiento de los proceso productivos (macroproceso), la interrelación
detallado de la planta y entre los diferentes departamentos.

11
Figura 1. Proceso productivo de fabricación de latas
La planta de producción de la empresa consta de dos partes denominadas
Cuerpo y Tapas, en la primera se fabrica la lata decorada y en la segunda solo la
12
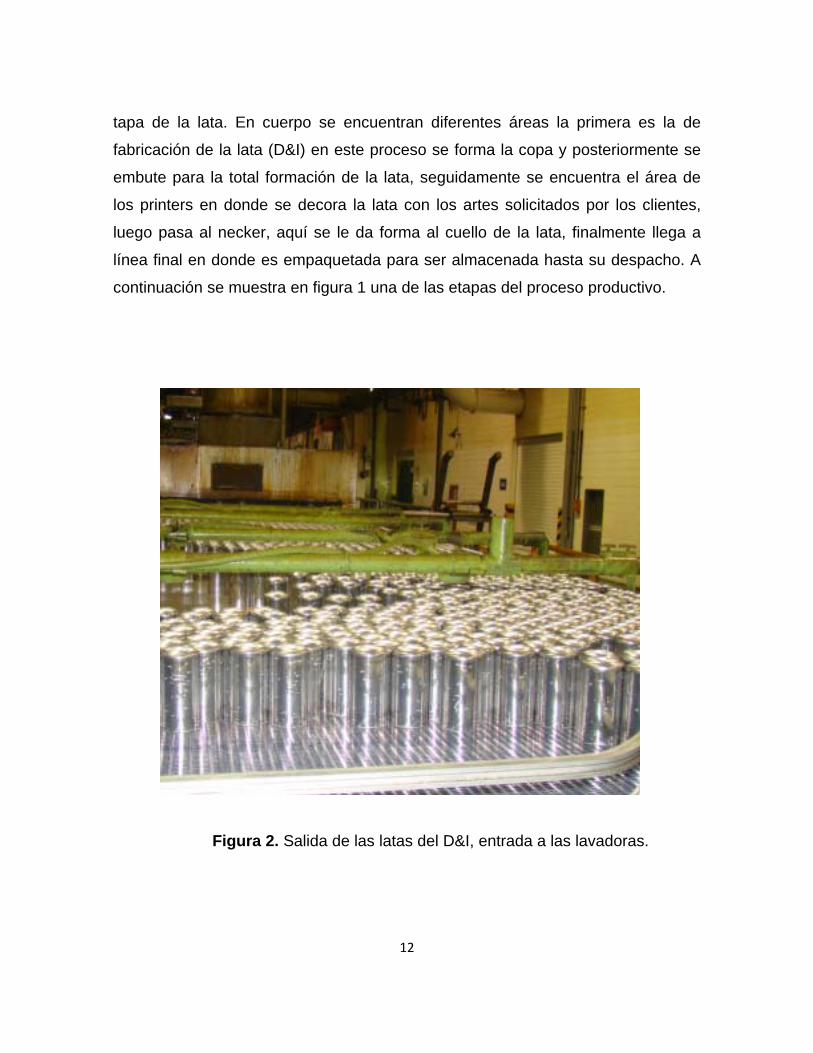
tapa de la lata. En cuerpo se encuentran diferentes áreas la primera es la de
fabricación de la lata (D&I) en este proceso se forma la copa y posteriormente se
embute para la total formación de la lata, seguidamente se encuentra el área de
los printers en donde se decora la lata con los artes solicitados por los clientes,
luego pasa al necker, aquí se le da forma al cuello de la lata, finalmente llega a
línea final en donde es empaquetada para ser almacenada hasta su despacho. A
continuación se muestra en figura 1 una de las etapas del proceso productivo.
Figura 2. Salida de las latas del D&I, entrada a las lavadoras.

13
Semana 3-4
En esta semana se revisaron las normativas de BPFE “Buenas Prácticas de
Fabricación de Empaques” y el nivel de cumplimiento de la planta, todo lo referido
los requisitos legales de la planta de envases según gaceta 38678 del MPPS, la
cual es una Norma sobre Prácticas para la Fabricación, Almacenamiento y
Transporte de Envases, Empaques y/o Artículos Destinados a estar en Contacto
con Alimentos, el cual es un prerrequisito para la implantación de los puntos
críticos de control para los peligros de inocuidad, para esta actividad se contó con
la participación de la supervisión de aseguramiento de la calidad, entre las
actividades realizadas se encuentran el levantamiento de datos estadísticos.
Semana 5-8
Se revisaron las brechas de BPFE (oportunidades de mejoras), se le hizo
seguimiento que consistió en supervisión directa diaria a las áreas críticas de las
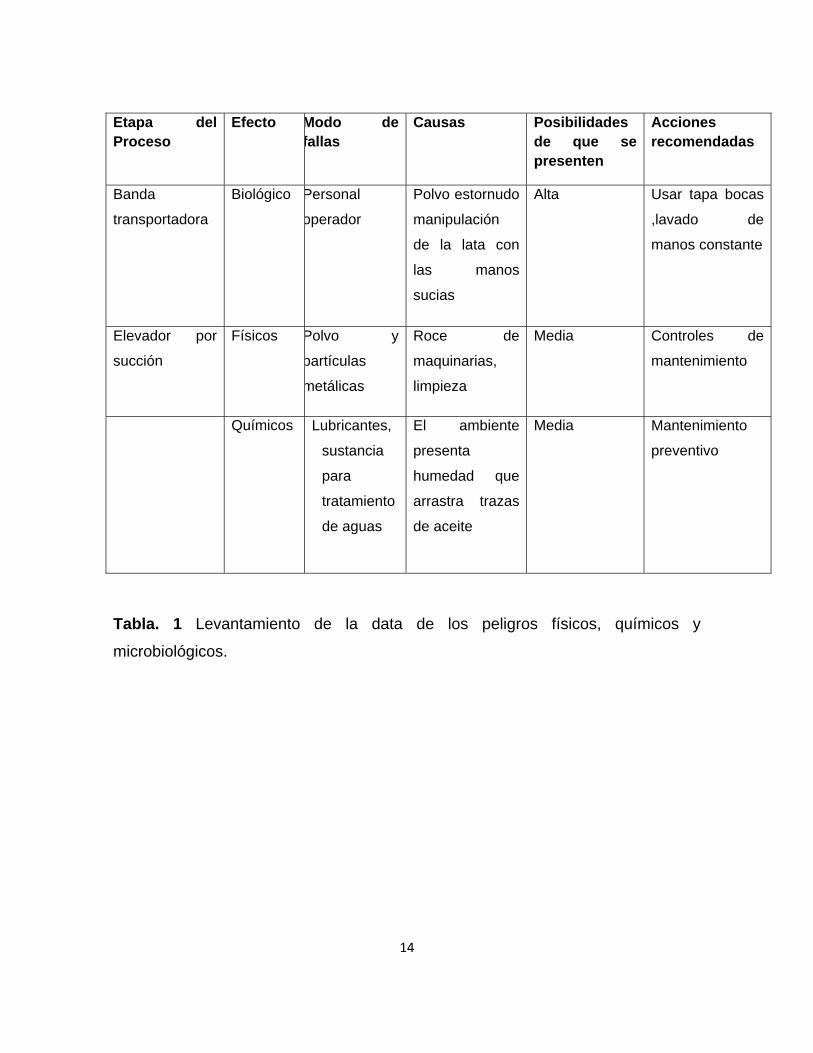
BPFE. Al mismo tiempo se levantaron los peligros físicos, químicos y biológicos
basados en el levantamiento de los datos estadísticos como se muestra en el
tabla 1 y gráficos 1 y 2, estos datos fueron recavados en la línea de producción
en donde se espera implantar HACCP( Puntos críticos de control para los peligros
(inocuidad), esto se realizó en base a los fundamentos que se encuentran en el
manual, el resultado que se obtuvo no fue muy satisfactorio ya que se encontraron
en el proceso la existencia de los tres peligros tipificados en la ley, un ejemplo de
ello es la falta de protección de algunas lámparas en zonas criticas que
representan un peligro físico ya que si se rompen puede caer vidrios en la lata
representando un riesgo alto de inocuidad, así mismo los riesgos biológico
representado por la presencia de algunas muestras orgánicas como por ejemplo
restos de comida, como se indica en la tabla N° 1
14
Etapa del Proceso
Efecto
Modo de fallas
Causas Posibilidades de que se presenten
Acciones recomendadas
Banda
transportadora
Biológico
Personal
operador
Polvo estornudo
manipulación
de la lata con
las manos
sucias
Alta Usar tapa bocas
,lavado de
manos constante
Elevador por
succión
Físicos Polvo y
partículas
metálicas
Roce de
maquinarias,
limpieza
Media Controles de
mantenimiento
Químicos Lubricantes,
sustancia
para
tratamiento
de aguas
El ambiente
presenta
humedad que
arrastra trazas
de aceite
Media Mantenimiento
preventivo
Tabla. 1 Levantamiento de la data de los peligros físicos, químicos y
microbiológicos.

15
Figura 2. Situación critica de las BPFE en el área del D&I.
Figura 3. Situación critica de las BPFE en el área de las lavadoras.

16
Semana 8-11
En esta semana se evaluó los peligros químicos por ejemplo solventes
remanentes del barniz sanitario y contaminación por tinta en el interior de la lata,
este análisis se realizó utilizando la técnica de espectrofotometría UV que consiste
en tomar muestras aleatorias de latas terminadas. La metodología utilizada se
muestra a continuación:
1. Se enciende el equipo, se deja calentar por 45 min antes de ajustar y
calibrar el equipo, seguidamente se selecciona el programa UV Vis
Shorcut.
2. Se fija la longitud de onda en 280 nm, y se calibra el equipo llenando la
celda con THF (tetrahidrofurano) puro, se deja correr el blanco.
3. Se toma la muestra (lata), se le añade 25 ml de THF se cubre la lata con
un vidrio reloj y se deja reposar por 15 min.
4. Culminado el tiempo se trasvasa la solución a un vaso de precipitado de
50 ml que contiene 25 ml de THF, se agita la solución suavemente y se
coloca en la celda, se mide la absorbancia.
5. Este procedimiento se realiza para tres latas del universo tomado en el
muestreo como lo recomienda el método Dexter. Finalmente se
comparan los resultados con los valores determinados por el método, el
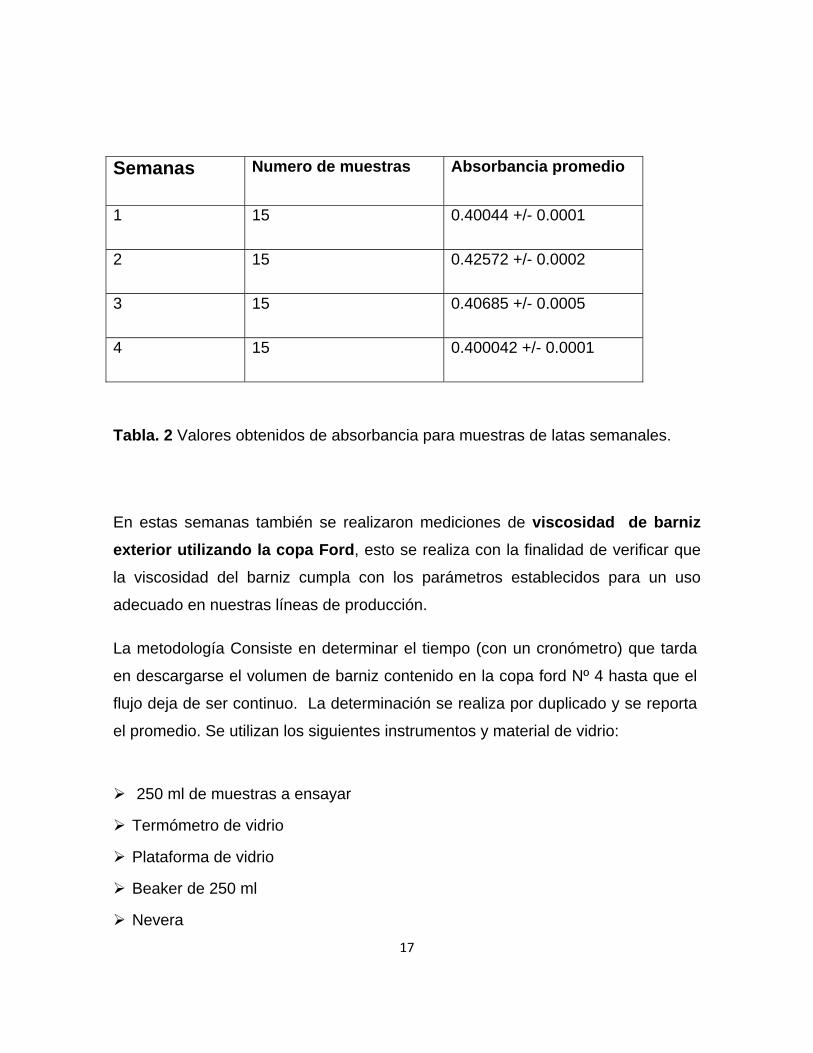
valor de absorbancia debe ser menor o igual a 1.3. A continuación en la
tabla 2 se muestra los valores promedio obtenido en cada uno de los
análisis.
17
Semanas Numero de muestras Absorbancia promedio
1 15 0.40044 +/- 0.0001
2 15 0.42572 +/- 0.0002
3 15 0.40685 +/- 0.0005
4 15 0.400042 +/- 0.0001
Tabla. 2 Valores obtenidos de absorbancia para muestras de latas semanales.
En estas semanas también se realizaron mediciones de viscosidad de barniz exterior utilizando la copa Ford, esto se realiza con la finalidad de verificar que
la viscosidad del barniz cumpla con los parámetros establecidos para un uso
adecuado en nuestras líneas de producción.
La metodología Consiste en determinar el tiempo (con un cronómetro) que tarda
en descargarse el volumen de barniz contenido en la copa ford Nº 4 hasta que el
flujo deja de ser continuo. La determinación se realiza por duplicado y se reporta
el promedio. Se utilizan los siguientes instrumentos y material de vidrio:
250 ml de muestras a ensayar
Termómetro de vidrio
Plataforma de vidrio
Beaker de 250 ml
Nevera

18
Viscosímetro Copa Ford # 4
Plancha de calentamiento
Cronómetro graduado de 0.2 segundos de tolerancia mínima.
1. Se Prepara la muestra a la temperatura indicada en la Especificación
Técnica del Producto.
2. Se coloca la muestra en beaker de 250 ml.
3. Colocar la copa sobre el soporte de forma tal que se pueda llenar
completamente.
4. Tapar con un dedo el orificio de salida del viscosímetro.
5. Llenar la copa hasta que la parte superior de la muestra esté
perfectamente al ras con la parte superior de la misma, sin evidencia
alguna de menisco. El exceso de muestra se retira enrasando la
superficie corriendo sobre ella el filo de una espátula y/o colocando
sobre la copa una plataforma de vidrio y/o Flexy Glass
Figura 4. Copa Ford
19
6. Colocar un beaker de 250 cc debajo del viscosímetro, cerciorarse de
que el cronómetro esté en cero, medir el tiempo en el momento que
se inicia la descarga retirando el dedo del orificio o plataforma de
vidrio de la copa y al mismo tiempo se pone en marcha el
cronómetro.
7. Colocar el termómetro en el flujo de barniz para chequear la
temperatura.
8. Parar el cronómetro en el momento de interrumpirse o
descontinuarse el flujo que sale del viscosímetro. Después de cada
determinación, la copa se debe limpiar utilizando un solvente
apropiado, se debe tener especial cuidado en la limpieza del orificio y
evitar la formación de película en las paredes interiores de la copa.
9. La lectura (tiempo en segundo) indicada por el cronómetro es la
viscosidad del líquido Realizar los ensayos por duplicado, esto para
determinar la viscosidad promedio.
Visc.Promedio = T1 + T2
2
Registrar los resultados obtenidos en el formulario Control de Calidad Materia Prima Barnices. Nota: Se utilizó como referencia la Norma Covenin Pinturas y Productos Afines.
Determinación de la Viscosidad mediante el Viscosímetro Copa Ford 751. Este
ensayo se realizó por espacio de dos meses, los resultados obtenidos se
muestran a continuación en la tabla 3:

20
Semanas Temperatura promedio
Viscosidad SEC promedio
Viscosidad promedio
1 34.5 25 22.019
2 32.5 25 19.565
3 33 25 23.563
4 34.5 25 24.101
5 32.5 25 23.012
6 32 25 22.231
7 33 25 23.114
8 32.5 25 22.126
Tabla. 3 Valores de viscosidad promedio del barniz exterior.
0
5.000
10.000
15.000
20.000
25.000
30.000
ViscosidadTempetratura
Viscosidad 22.0119.5623.5624.1023.0122.2323.1122.12
Tempetratura 0 0 33 0 0 32 33 0
1 2 3 4 5 6 7 8
Grafico 1. Variación de la viscosidad en función de la temperatura.

21
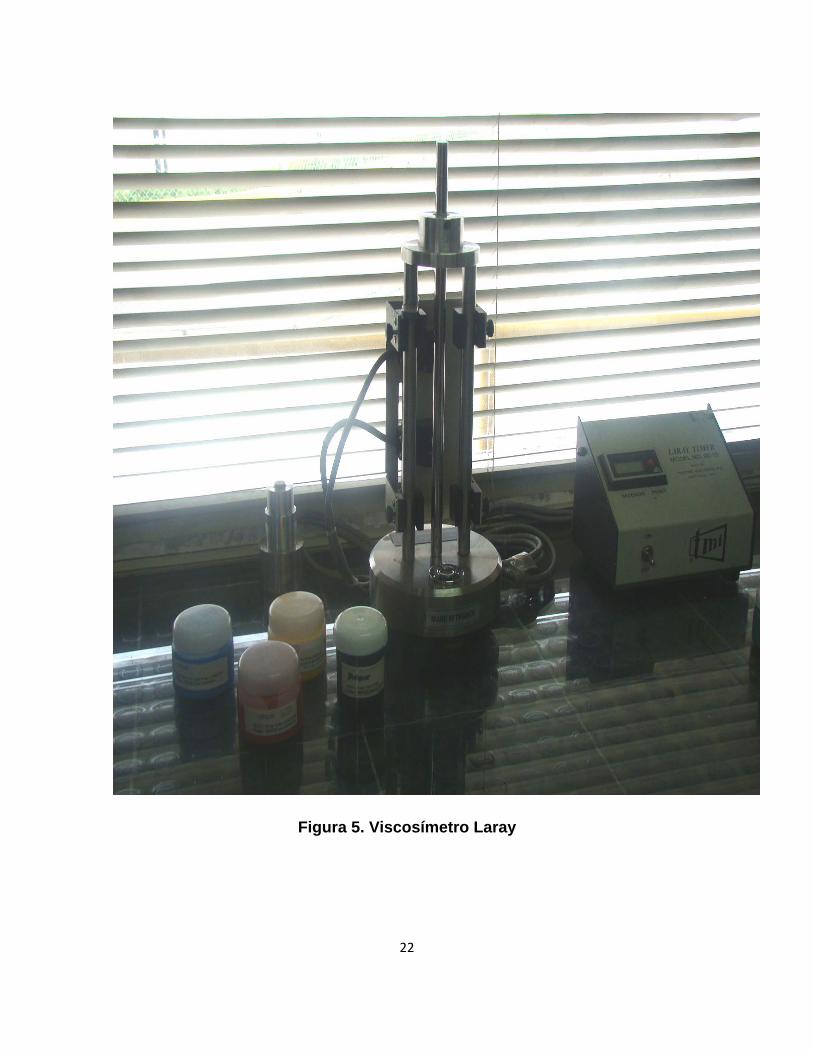
La viscosidad por viscosímetro Laray se realizó de la siguiente forma:
1. Se mezcla muy bien la tinta a estudiar utilizando una espátula. Se verifica
que la temperatura de la tinta este en 25 °C
2. Se aplica una pequeña cantidad de tinta en el cuello de la barra, se
introduce esta barra en el cuello del viscosímetro para distribuir la tinta en
toda la superficie de la barra.
3. Se eleva la barra a su posición original de manera que se sostenga con el
sujetador que esta debajo de la cavidad.
4. Se coloca una cantidad de tinta en la parte inferior de la barra encima de la
cavidad. Se coloca la pesa de 100 grs encima de la barra y se deja caer, se
anota la lectura en segundos que da el registrador.
5. Se vuelve a colocar la barra en posición original eliminando con la espátula
el exceso de tinta.
6. Se repite el procedimiento desde el paso 4 utilizando pesa de 200 grs y 300
grs respectivamente.
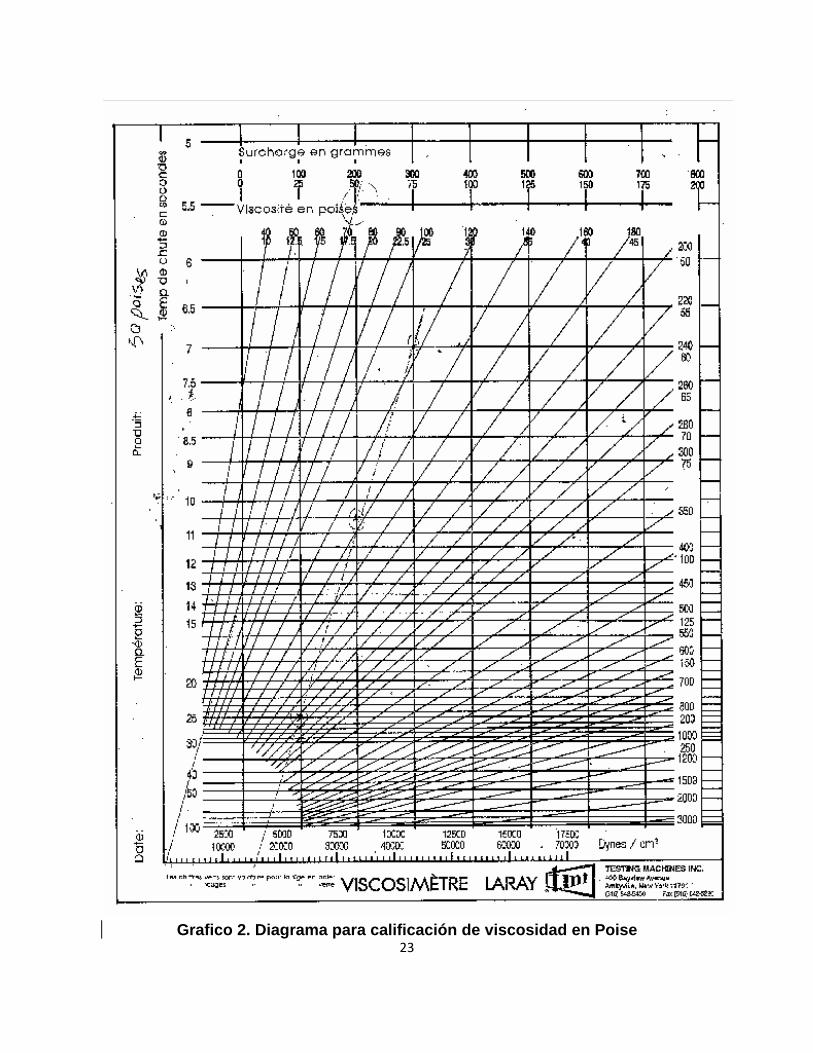
7. Una vez que se tienen las tres lecturas, se utiliza el grafico para obtener la
viscosidad en poise. La forma de realizar esta conversión se muestra en el
siguiente grafico.
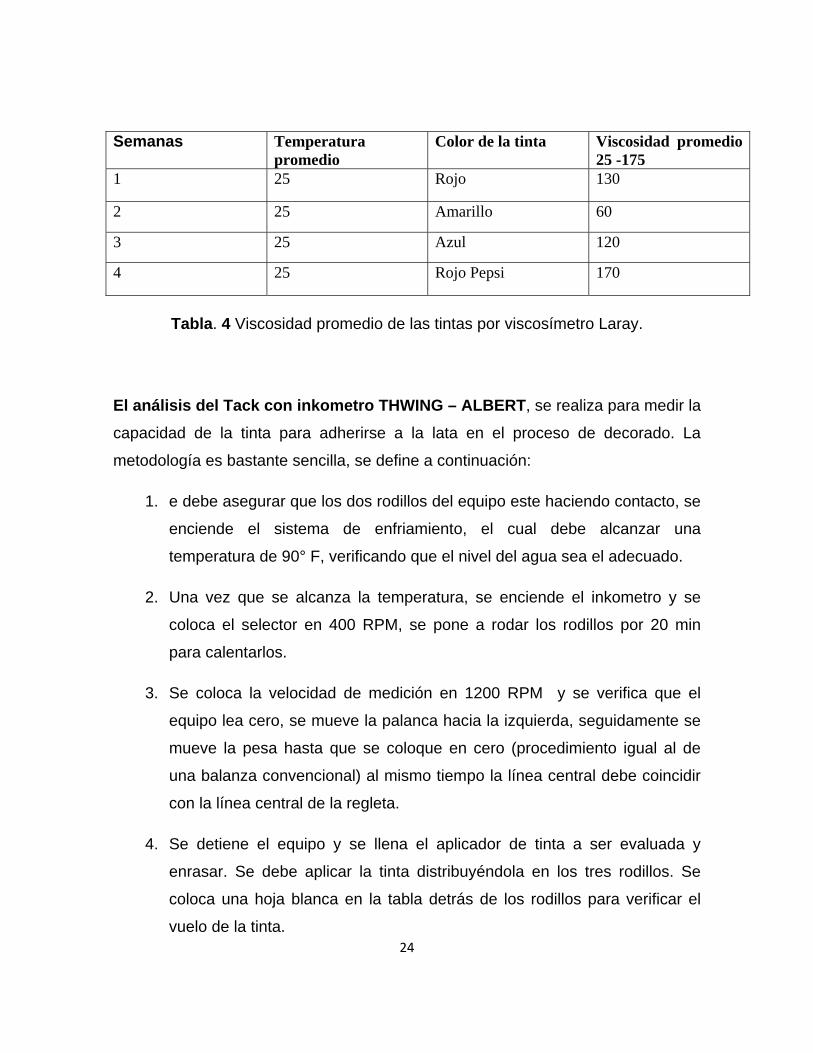
Los valores que se obtuvieron para este análisis se muestran en la tabla 4
se recuerda que son valores promedios.
22
Figura 5. Viscosímetro Laray
23
Grafico 2. Diagrama para calificación de viscosidad en Poise
24
Semanas Temperatura
promedio Color de la tinta Viscosidad promedio
25 -175 1 25 Rojo 130
2 25 Amarillo 60
3 25 Azul 120
4 25 Rojo Pepsi 170
Tabla. 4 Viscosidad promedio de las tintas por viscosímetro Laray.
El análisis del Tack con inkometro THWING – ALBERT, se realiza para medir la
capacidad de la tinta para adherirse a la lata en el proceso de decorado. La
metodología es bastante sencilla, se define a continuación:
1. e debe asegurar que los dos rodillos del equipo este haciendo contacto, se
enciende el sistema de enfriamiento, el cual debe alcanzar una
temperatura de 90° F, verificando que el nivel del agua sea el adecuado.
2. Una vez que se alcanza la temperatura, se enciende el inkometro y se
coloca el selector en 400 RPM, se pone a rodar los rodillos por 20 min
para calentarlos.
3. Se coloca la velocidad de medición en 1200 RPM y se verifica que el
equipo lea cero, se mueve la palanca hacia la izquierda, seguidamente se
mueve la pesa hasta que se coloque en cero (procedimiento igual al de
una balanza convencional) al mismo tiempo la línea central debe coincidir
con la línea central de la regleta.
4. Se detiene el equipo y se llena el aplicador de tinta a ser evaluada y
enrasar. Se debe aplicar la tinta distribuyéndola en los tres rodillos. Se
coloca una hoja blanca en la tabla detrás de los rodillos para verificar el
vuelo de la tinta.

25
5. Se coloca el equipo en marcha a 150 RPM, durante 20 seg para
distribuirla en los rodillos. Se repite el paso 3, la medida del Tack será la
que se registra en la reglilla al min exacto.
6. Se remueve la hoja de papel para verificar las salpicaduras de tinta, las
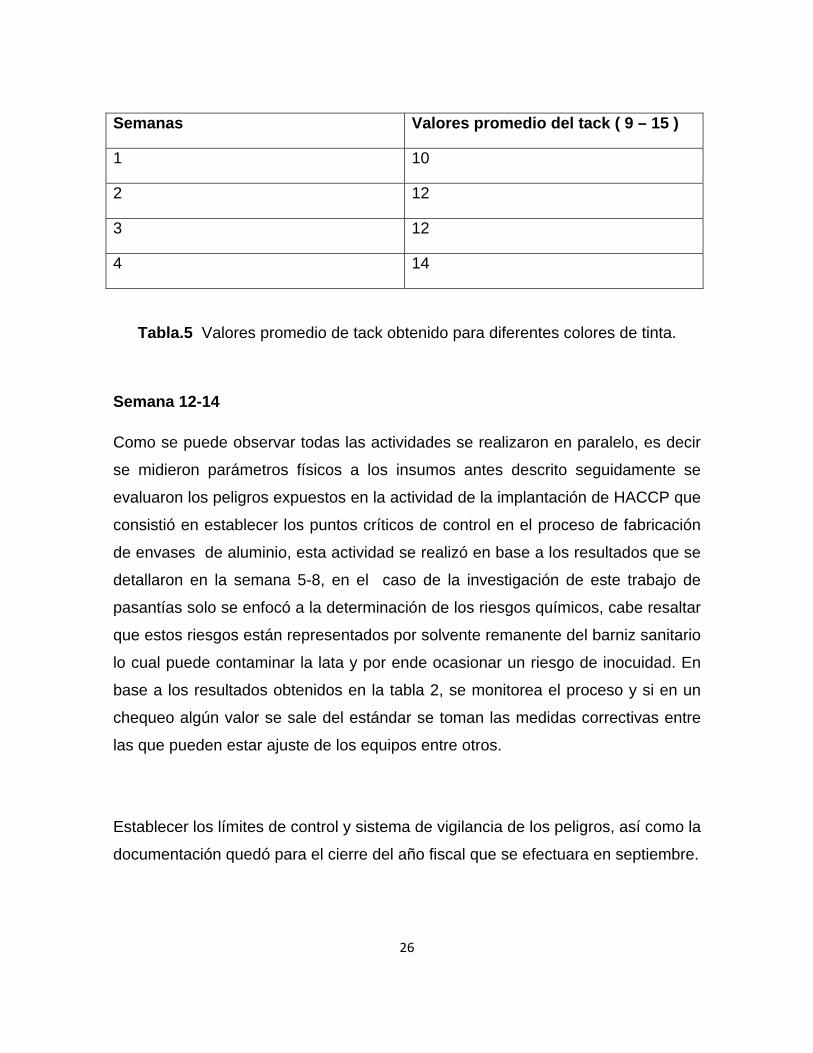
cuales deberán ser moderadas. Los resultados obtenidos para este
análisis se muestran en la tabla 5.
Figura 6. Inkometro THWING – ALBERT
26
Semanas Valores promedio del tack ( 9 – 15 )
1 10
2 12
3 12
4 14
Tabla.5 Valores promedio de tack obtenido para diferentes colores de tinta.
Semana 12-14
Como se puede observar todas las actividades se realizaron en paralelo, es decir
se midieron parámetros físicos a los insumos antes descrito seguidamente se
evaluaron los peligros expuestos en la actividad de la implantación de HACCP que
consistió en establecer los puntos críticos de control en el proceso de fabricación
de envases de aluminio, esta actividad se realizó en base a los resultados que se
detallaron en la semana 5-8, en el caso de la investigación de este trabajo de
pasantías solo se enfocó a la determinación de los riesgos químicos, cabe resaltar
que estos riesgos están representados por solvente remanente del barniz sanitario
lo cual puede contaminar la lata y por ende ocasionar un riesgo de inocuidad. En
base a los resultados obtenidos en la tabla 2, se monitorea el proceso y si en un
chequeo algún valor se sale del estándar se toman las medidas correctivas entre
las que pueden estar ajuste de los equipos entre otros.
Establecer los límites de control y sistema de vigilancia de los peligros, así como la
documentación quedó para el cierre del año fiscal que se efectuara en septiembre.

27
CONCLUSIONES
• Para la implantación de HACCP se encontraron varias debilidades, que se
explican en el hecho de que las BPFE que son prerrequisito importante
poseen varias oportunidades de mejoras, en las cuales se encuentran
trabajando en este momento, sobre todo en las áreas donde se detectaron
puntos críticos de control.
• Los resultados obtenidos se ajustan a los estándares de calidad remitidos
por los proveedores, ya que la empresa esta certificado con ISO 9001.
• La viscosidad de barniz exterior medida en el proceso industrial se
mantienen en un rango de variación no mayor de 4 con respecto al valor
ceteado en el equipo para cada printer.
• La viscosidad medida por el equipo Laray también mantuvo los valores que
se tienen en el catálogo para cada tinta, solo varia de acuerdo al color de la
tinta como puede observarse en la tabla 4.
• Los valores del tack fluctúan pero se mantienen en el rango establecido
para las tintas, como puede observarse en la tabla 5.

28
BIBLIOGRAFÍA
• Documentos de datos privados de la planta. Macroproceso de planta superenvase de empresa Polar.





























