Embed Size (px)
Citation preview
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 1/84
Celso Ricardo Ribeiro
PROCESSO DE IMPLEMENTAÇÃO DA
MANUTENÇÃO PRODUTIVA TOTAL (T.P.M.)
NA INDÚSTRIA BRASILEIRA
Taubaté - SP
2003
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 2/84
CELSO RICARDO RIBEIRO
PROCESSO DE IMPLEMENTAÇÃO DA MANUTENÇÃO
PRODUTIVA TOTAL (T.P.M.) NA INDÚSTRIA BRASILEIRA
Monografia apresentada ao Departamento de
Economia, Contabilidade, Administração da
Universidade de Taubaté como parte dos requisitos
para obtenção da aprovação no curso de MBA em
Gerência de Produção e Tecnologia.
Orientador: Prof. Dr. Francisco Cristóvão Lourenço
de Melo
Taubaté – SP
2003

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 3/84
Ribeiro, Celso Ricardo
Processo de implementação da Manutenção Produtiva Total (T.P.M.)
na Indústria Brasileira / Celso Ricardo Ribeiro. Taubaté: UNITAU /
Departamento de Economia, Contabilidade e Administração, 2003.
68 p.:il.
Orientador: Francisco C. Lourenço de Melo
Monografia (especialização) – Universidade de Taubaté
Departamento de Economia, Contabilidade e Administração, 2003.
1. T.P.M. 2. Produtividade Total 3. Competitividade 4. Gerência e Produção
e Tecnologia – Monografia. 1. Universidade de Taubaté Departamento de
Economia, Contabilidade e Administração..

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 4/84
CELSO RICARDO RIBEIRO
PROCESSO DE IMPLEMENTAÇÃO DA MANUTENÇÃO PRODUTIVA TOTAL
(T.P.M.) NA INDÚSTRIA BRASILEIRA
UNIVERSIDADE DE TAUBATÉ – SP
Data: ______/______/__________
Resultado: _______________________
COMISSÃO JULGADORA
Prof. Dr.: Francisco Cristóvão Lourenço de Melo
Assinatura: __________________________________________
Prof. Dr.: José Luis Gomes da Silva
Assinatura: __________________________________________
Prof. .: Paulo César Correa Lindgren
Assinatura: __________________________________________
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 5/84
DEDICATÓRIA
Dedico este trabalho à minha esposa Celi e ao meu filho Celso Junior, pela
compreensão e apoio, para que eu pudesse alcançar com êxito mais uma etapa
importante em nossas vidas.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 6/84
AGRADECIMENTOS
Ao prof. Dr. Francisco Cristóvão Lourenço de Melo, pelo apoio e orientação recebidos.
Aos amigos B. J. Gonçalves e S.K. Idalgo, que, de maneira direta ou indireta,
contribuíram para este trabalho.Aos professores e todos os membros do corpo docente do M.B.A. – Gerência de
Produção e Tecnologia.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 7/84
RESUMO
Para atender às necessidades de um mercado cada vez mais globalizado e exigente,
as empresas precisam adotar estratégias que resultem em aumento de produtividade,
melhoria da qualidade e redução dos custos a níveis competitivos. Hoje em dia, muitasindústrias aplicam programas de qualidade que tiveram sua origem no Japão como o
Just in Time e o Controle de Qualidade Total que, há mais de trinta anos vem
mostrando bons resultados. Também surgido no Japão, o TPM (Manutenção Produtiva
Total) apresenta como grande novidade a ênfase dada aos recursos humanos da
empresa. Por meio da mudança de comportamento dos funcionários da empresa, o
TPM é uma ferramenta que permite a redução das perdas do processo produtivo, a
diminuição do número de horas paradas dos equipamentos e, conseqüentemente,
melhoria no ambiente de trabalho e qualidade do produto. Neste trabalho, apresenta-seas principais características e os fundamentos teóricos do TPM.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 8/84
ABSTRACT
In order to attend the needs of a globalized and demanding market, companies need to
adopt strategies resulting in productivity increase, quality improvement and reduction of
costs to competitive levels.
Currently, several companies apply quality programs originated in Japan, such as JUST
in TIME and Total Quality Control which, over the last thirty years have been
demonstrating good results. Also, their has been arised the so-called TPM (Total
Productive Maintenance) that presents as major newness the emphasis for human
resources of the company. Through employee’s behavior changes, TPM is a tool that
allows reduction on productive process losses; idle hours decrease of the equipments,
and thus improvement in work environment and product quality. In this job, it is
presented the main features and theoretical foundations for TPM.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 9/84
ÍNDICE
Capítulo 1 – Introdução.................................................................................................... 01
1.1 - Histórico............................................................................................................... 01
1.1.1 - Manutenção preventiva – 1950................................................................ 01
1.1.2 - Manutenção com introdução de melhorias – 1957.................................. 01
1.1.3 - Prevenção de manutenção – 1960.......................................................... 02
1.1.4 - TPM - Manutenção Produtiva Total - 1970............................................ 02
1.2 - Definição da TPM – Manutenção Produtiva Total................................................. 02
1.3 - Porquê implantar a TPM ...................................................................................... 04
1.4 – Objetivo................................................................................................................ 04
Capítulo 2 – Manutenção................................................................................................. 06
2.1 - Importância da manutenção.................................................................................. 06
2.2 -Tipos de manutenção............................................................................................. 06
2.2.1 - Manutenção corretiva............................................................................... 07
2.2.2 - Manutenção preventiva............................................................................ 08
2.2.3 - Manutenção preditiva............................................................................... 09
2.2.4 - Manutenção detectiva.............................................................................. 10
2.2.5 - Engenharia de manutenção.....................................................................
11
Capítulo 3 – Perdas.......................................................................................................... 12
3.1 - As seis grandes perdas do equipamento.............................................................. 12
3.1.1 - Perda por quebra / falha........................................................................... 12
3.1.2 - Perda por mudança de linha e regulagens (setup)..................................
3.1.3 - Perda por pequenas paradas...................................................................
13
13

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 10/84
3.1.4 - Perda por queda de velocidade............................................................... 13
3.1.5 - Perda por produto defeituoso e retrabalho............................................... 13
3.1.6 - Perda no início da operação e queda do rendimento.............................. 13
3.2 - Método de cálculo das perdas.............................................................................. 14
3.2.1 - Índice de tempo operacional.................................................................... 14
3.2.2 - Índice de desempenho operacional......................................................... 14
3.2.3 - Índice de produtos aprovados................................................................. 15
3.2.4 - Eficiência global....................................................................................... 15
3.3 - Desafio a “quebra/falha zero”................................................................................ 16
3.3.1 - Os dois tipos de quebra/falha................................................................... 16
3.3.2 - Raciocínio básico da “quebra/falha zero”................................................. 16
3.3.3 - Princípio para atingir “quebra/falha zero”................................................. 17
3.3.4 - Cinco medidas para atingir a “quebra/falha zero”.................................... 17
Capítulo 4 - Ferramentas da TPM....................................................................................
19
4.1 – 5S......................................................................................................................... 19
4.1.1 – Introdução................................................................................................ 19
4.1.2 - Os sensos................................................................................................ 19
4.1.3 - Implantação dos 5S.................................................................................. 24
4.2 – Just in time……………………………………………………………………………… 24
4.2.1 - O que é just in time ………………………………………………………….. 25
4.2.2 - Como funciona o sistema just in time...................................................... 25
4.2.3 - Objetivo do just in time………………………………………………………. 25
4.2.4 - O que requer............................................................................................ 26
4.3 - Lição ponto-a-ponto ( LPP)................................................................................... 26

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 11/84
Capítulo 5 - TPM – Manutenção produtiva total............................................................. 28
5.1 - Os pilares do TPM.................................................................................................
5.1.1 - Pilar melhorias individualizadas...............................................................
28
29
5.1.2 - Pilar manutenção planejada..................................................................... 29
5.1.3 - Pilar para controle inicial.......................................................................... 29
5.1.4 - Pilar educação e treinamento................................................................... 29
5.1.5 - Pilar manutenção autônoma.................................................................... 30
5.1.6 - Pilar manutenção da qualidade................................................................ 31
5.1.7 - Pilar administração e escritório................................................................ 31
5.1.8 - Pilar de segurança, higiene e meio ambiente.......................................... 31
5.2– As 12 etapas para implementação da TPM.................................................... 31
5.2.1 – Primeira etapa – Declaração da alta direção ............................................... 33
5.2.1.1 – Objetivo....................................................................................................... 33
5.2.1.2 – Pontos a destacar.......................................................................................... 33
5.2.1.3 – Papel da alta direção..................................................................................... 34
5.2.2 – Segunda etapa – Divulgação e treinamento ................................................ 35
5.2.2.1 – Objetivo......................................................................................................... 35
5.2.2.2 – Pontos a destacar.......................................................................................... 35
5.2.2.3 – O papel do elemento de direção................................................................... 36
5.2.3 – Terceira etapa – Estrutura para implementação........................................... 37
5.2.3.1 – Objetivo......................................................................................................... 37
5.2.3.2 – Pontos a destacar.......................................................................................... 37
5.2.3.3 – O papel dos elementos de direção................................................................ 38
5.2.4 – Quarta etapa – Definição da diretriz e objetivos............................................ 40
5.2.4.1 – Objetivo......................................................................................................... 40
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 12/84
5.2.4.2 – Pontos a destacar.......................................................................................... 40
5.2.4.3 – O papel da alta direção................................................................................. 40
5.2.5 – Quinta etapa – Plano diretor.......................................................................... 42
5.2.5.1 – Objetivo......................................................................................................... 42
5.2.5.2 – Pontos a destacar.......................................................................................... 42
5.2.5.3 – O papel da alta direção................................................................................. 43
5.2.6 – Sexta etapa – Decolagem do TPM................................................................ 44
5.2.6.1 – Objetivo......................................................................................................... 44
5.2.6.2 – Pontos a destacar.......................................................................................... 44
5.2.6.3 – Papel da alta direção..................................................................................... 45
5.2.7 – Sétima etapa – Introdução de melhorias....................................................... 46
5.2.7.1 – Objetivo........................................................................................................ 46
5.2.7.2 – Pontos a destacar.......................................................................................... 47
5.2.7.3 – Papel da alta direção.................................................................................... 47
5.2.8 – Oitava etapa – Manutenção espontânea...................................................... 51
5.2.8.1 – Objetivo......................................................................................................... 51
5.2.8.2 – Pontos a destacar.......................................................................................... 52
5.2.8.3 – Papel da alta direção..................................................................................... 53
5.2.9 – Nona etapa – Manutenção programada........................................................ 56
5.2.9.1 – Objetivo......................................................................................................... 56
5.2.9.2 – Pontos a destacar.......................................................................................... 57
5.2.9.3 – Papel da alta direção..................................................................................... 57
5.2.10 – Décima etapa – Educação e treinamento da manutenção............................ 60
5.2.10.1 – Objetivo....................................................................................................... 60
5.2.10.2 – Papel da alta direção.................................................................................. 61

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 13/84
5.2.11 – Décima primeira etapa – Gestão dos equipamentos.................................. 62
5.2.11.1 – Objetivo....................................................................................................... 62
5.2.11. 2 – Pontos a destacar....................................................................................... 63
5.2.11.3 – Papel da alta direção................................................................................... 63
5.2.12 – Décima segunda etapa – Implementação efetiva....................................... 64
5.2.12.1 – Objetivo...................................................................................................... 64
5.2.12.2 – Pontos a destacar........................................................................................ 65
5.2.12.3 – Papel da alta direção................................................................................... 65
7 – Comentários e Conclusão......................................................................................... 66
8 – Referências Bibliográficas........................................................................................ 67

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 14/84
LISTA DE ABREVIATURAS
TPM – Manutenção Produtiva Total (Total Productive Maintenance)
CCQ – Círculo de Controle de Qualidade
ZD – Zero Defeito
RCM – Manutenção Centrada na Confiabilidade (Reliability Centered Maintenance)
RBM – Manutenção Baseada na Confiabilidade (Reliability Based Maintenance)
JIS – Japanese Industry Standards
LPP – Lição Ponto-a-Ponto
MP – Manutenção Produtiva
PM – Prêmio Manutenção (Excelência em Manutenção)
JIPM – Japan Institute of Plant Maintenace
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 15/84
INDICE DE FIGURAS
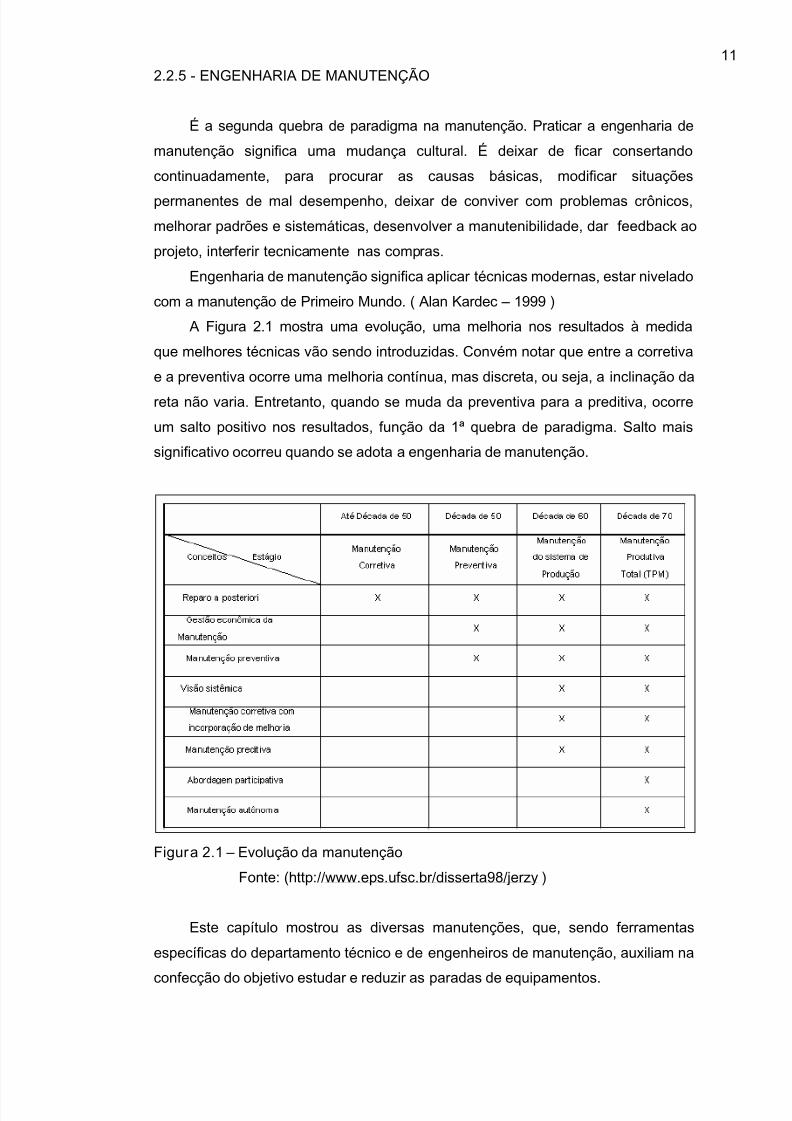
Figura 2.1 – Evolução da Manutenção.............................................................................. 11
Figura 4.1 – Senso de Classificação................................................................................. 20
Figura 4.2 – Senso de Arrumação..................................................................................... 21
Figura 4.3 – Senso de Limpeza......................................................................................... 22
Figura 4.4 – Senso de Sistematização.............................................................................. 23
Figura 4.5 – Senso de Compromisso e Persistência......................................................... 24
Figura 5.1 – Os pilares do TPM......................................................................................... 28
Figura 5.2 – Educação e Treinamento.............................................................................. 30
Figura 5.3 – As 12 etapas para implementação do TPM.................................................. 32
Figura 5.4 – Estrutura para implementação do TPM......................................................... 39
Figura 5.5 – Definição da diretriz básica e dos objetivos.................................................. 41
Figura 5.6 – Eliminação das 6 grandes perdas................................................................. 48
Figura 5.7 – Passos para análise PM................................................................................ 49
Figura 5.8 – Análise PM.................................................................................................... 50
Figura 5.9 – Passo para implementação e Manutenção Espontânea............................... 53
Figura 5.10 – Fluxograma de Manutenção Espontânea.................................................... 54
Figura 5.11 – Critérios para diagnósticos de Manutenção Espontânea............................ 55
Figura 5.12 – Implementação da Manutenção Planejada................................................. 58
Figura 5.13 – As sete etapas para condução de Manutenção Planejada......................... 59
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 16/84
EQUAÇÃO
Equação 3.1 – Índice de tempo operacional..................................................................... 14
Equação 3.2 – Índice de velocidade operacional.............................................................. 14
Equação 3.3 – Índice operacional efetivo.......................................................................... 15
Equação 3.4 – Índice de desempenho operacional........................................................... 15
Equação 3.5 – Índice de produtos aprovados................................................................... 15
Equação 3.6 – Índice de eficiência global do equipamento............................................... 15

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 17/84
CAPÍTULO 1
INTRODUÇÃO
1.1 - HISTÓRICO
O TPM (Manutenção Produtiva Total) teve início no Japão, por meio da
empresa Nippon Denso KK, integrante do grupo Toyota, que recebeu em 1971 o
Prêmio PM concedido à empresas que se destacaram na condução desse
programa. No Brasil foi apresentado pela primeira vez em 1986.
Considera-se que o TPM deriva-se da Manutenção Preventiva, concebida
originalmente nos Estados Unidos, e a evolução do processo até a sua
concretização, como conhecido atualmente, foi a seguinte (Japan Institute of Plant
Maintenance – 1999 ).
1.1.1 - MANUTENÇÃO PREVENTIVA – 1950
Inicialmente adotada dentro do conceito de que intervenções adequadas
evitariam falhas e apresentariam melhor desempenho e maior vida útil nas
máquinas e equipamentos.
Podemos dizer que o controle do equipamento é o controle de sua “saúde”, e
que manutenção preventiva é a medicina preventiva. Assim como pelo
desenvolvimento da medicina preventiva o homem pode prevenir a doença e
prolongar sua vida, também por meio da manutenção preventiva consegue-se
prevenir a quebra/falha (doença)da máquina, prolongando a vida útil do
equipamento.
1.1.2 - MANUTENÇÃO COM INTRODUÇÃO DE MELHORIAS – 1957
Criação de facilidades nas máquinas e equipamentos objetivando facilitar as
intervenções da Manutenção Preventiva e aumentar a confiabilidade.
A mentalidade de se prevenir a quebra/falha do equipamento foi ainda mais
desenvolvida. A manutenção por melhoria é a realização de melhorias no
equipamento a fim de se evitar a quebra/falha ( aumento da confiabilidade ) ou
facilitar a manutenção.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 18/84
2
1.1.3 - PREVENÇÃO DE MANUTENÇÃO – 1960
Significa incorporar ao projeto das máquinas e equipamentos a não-
necessidade da manutenção. Aqui está a quebra de paradigma; a premissa básica
para os projetistas é totalmente diferente das exigências vigentes.
Um exemplo extremamente simples, mas de conhecimento geral, é a adoção
de articulações com lubrificação permanente na indústria automobilística. Até 1970
os carros e caminhões tinham vários pinos de lubrificação, nos quais devia ser
injetada graxa nova a intervalos regulares. A mudança não é facilitar a colocação
do pino ou melhorar a sistemática de lubrificação e sim eliminar a necessidade de
intervenções.
1.1.4 - TPM - MANUTENÇÃO PRODUTIVA TOTAL - 1970
Vários fatores econômicos-sociais imprimem ao mercado exigências cada vez
mais rigorosas, o que obriga às empresas a serem cada vez mais competitivas para
sobreviver. Com isso as empresas foram obrigadas a (Alan Kardec – 1999):
- Eliminar desperdícios;
- Obter o melhor desempenho dos equipamentos;
- Reduzir interrupções/paradas de produção por quebras ou
intervenções;
- Redefinir o perfil de conhecimento e habilidades dos empregados da
produção e manutenção;
- Modificar a sistemática de trabalho.
Utilizando a sistemática de grupos de trabalho conhecidos como CCQ –
Círculo de Controle de Qualidade ou ZD – Defeito Zero (Zero Deffect), foram
disseminados os seguintes conceitos, base do TPM (Alan Kardec – 1999):
- Cada um deve exercer o autocontrole;- A máquina do operador deve ser protegida por ele (pelo operador);
- Homem, máquina e empresa devem estar integrados;
- A manutenção dos meios de produção deve ser preocupação de todos.
1.2 - DEFINIÇÃO DO TPM – MANUTENÇÃO PRODUTIVA TOTAL
TPM é um sistema de gestão que tem proporcionado excelentes resultados às
empresas que o adotaram. Vem do inglês “Total Productive Maintenance”, quesignifica Manutenção Produtiva Total.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 19/84
3A “Manutenção Produtiva” compreende um abrangente conjunto de atividades
de manutenção que visa melhorar o desempenho e a produtividade dos
equipamentos de uma fábrica.
TPM é uma forma de gerenciamento que transforma os modelos tradicionais
de administração e busca a eliminação contínua das perdas, obtendo a evolução
permanente da estrutura empresarial pelo constante aperfeiçoamento das pessoas,
dos meios de produção e da qualidade dos produtos e serviços.
Em harmonia com essa definição do TPM, cada uma das letras ( T, P e M )
possui o seguinte significado:
T = “Total”
“Total” no sentido de “eficiência global”, que tem como objetivo a constituição
de uma estrutura empresarial que vise a máxima eficiência do sistema de
produção,“Total” no sentido de “ciclo total de vida útil do sistema de produção”, ou
seja, criar no próprio local de trabalho mecanismo para prevenir as diversas perdas,
atingindo “zero defeito, zero acidente e zero quebra” e “Total” no sentido de “todos
os departamentos”, ou seja, contar com a participação de todos, desde a alta
administração, até os operários de primeira linha.
P = “Productive” ( Produtiva )
“P” significa a busca do limite máximo da eficiência do sistema de produção,
atingindo zero acidente, zero defeito e zero quebra/falha, ou seja, a eliminação de
todos os tipos de perdas. Em outras palavras, não significa simplesmente a busca
da produtividade, mas alcançar a verdadeira eficiência por meio do zero acidente e
zero defeito.
M = “Maintenance” ( Manutenção )
“M” significa manutenção no sentido amplo, considerando-se o ciclo total de
vida útil do sistema de produção, e define a manutenção que tem o enfoque nosistema de produção de processo único na fábrica e no sistema administrativo de
produção.
Manutenção do sistema de administração da produção significa a preservação
deste sistema em sua condição ideal, mediante a formação contínua de uma
estrutura empresarial capaz de sobreviver aos novos tempos, por meio de uma
busca constante do limite de eficiência, num esforço para se adequar às mudanças
da conjuntura.
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 20/84
4
1.3 - PORQUÊ IMPLANTAR O TPM
As empresas devem implantar o TPM porque, no mercado de hoje, muito
competitivo, elas devem renovar seus produtos e reduzir custos para lucrar cada
vez mais e, principalmente, se manter no mercado, pois na era da competitividade
não é o mais forte que vence, e sim o mais veloz em responder às rápidas
mudanças na demanda e nas expectativas do cliente.
É imprescindível melhorar os resultados da empresa por meio da eliminação
por completo das grandes perdas, da busca até o limite máximo da eficiência dos
equipamentos. Com a implantação do TPM essas perdas podem chegar a zero.
As empresas que implantam o TPM tem obtido resultados como (Japan
Institute of Plant Maintenance – 1999):
- Aumento da produtividade em termos de valor agregado, redução no
número de ocorrências de quebra/falha repentinas e aumento do índice
operacional do equipamento;
- Redução do índice de defeito no processo e redução das reclamações
por parte do cliente;
- Redução no custo de fabricação;
- Acidentes com afastamento e poluição igual a zero.
1.4 – OBJETIVO
Este trabalho tem como objetivo apresentar as principais características do
TPM (Manutenção Produtiva Total ) e os resultados que uma indústria poderá
alcançar em relação a eliminação total das perdas, aumento de lucratividade,
aumento na qualidade do produto e, conseqüentemente, manter-se no mercado
globalizado.
No Capítulo 2 serão mostradas os diferentes tipos de manutenção, as
vantagens ou desvantagens de cada uma e o que é necessário fazer para praticar
um determinado tipo de manutenção.
O Capítulo 3 mostra os tipos de perdas dos equipamentos, os métodos de
cálculos das perdas e o que fazer para atingir a tão esperada quebra/falha zero.
No Capítulo 4, serão mostrados algumas ferramentas utilizadas naManutenção Produtiva Total como o 5S, o Just-in-Time e Lição Ponto-a-Ponto.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 21/84
5
O Capítulo 5 apresenta os conceitos básicos do TPM, os pilares de
sustentação do sistema, bem como as etapas de implantação e as vantagens para
uma empresa que aplica o TPM em seus equipamentos e departamentos.
Após esses capítulos iniciais que mostram e explicam o que é o TPM, as
perdas nos equipamentos, as ferramentas utilizadas e os pilares de sustentação,
será mostrada a implantação do TPM em uma indústria, onde primeiramente será
mostrada, por meio de gráficos e tabelas as perdas e as paradas para a
manutenção corretiva antes da aplicação do TPM. Em seguida será mostrada a
implantação do TPM passo-a-passo durante o ano de 1999 e os dados obtidos
após a implantação.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 22/84
6CAPÍTULO 2
MANUTENÇÃO
2.1 - IMPORTÂNCIA DA MANUTENÇÃO
Com a globalização dos mercados a concorrência tornou-se mais acirrada,
exigindo das empresas um desempenho de classe mundial, o qual deve ser
dedicado a atender o cliente. Em decorrência, as grandes companhias tiveram que
adequar sua qualidade à altura dos novos e exigentes padrões mundiais.
Na atualidade, diante do fenômeno da globalização, a manutenção passa a
ser enfocada sob a visão da Gestão da Qualidade e Produtividade. O departamento
de manutenção tem importância vital no funcionamento de uma indústria. Pouco
adianta o administrador de produção procurar ganho de produtividade se os
equipamentos não dispõem de manutenção adequada.
2.2 -TIPOS DE MANUTENÇÃO
A maneira pela qual é feita a intervenção nos equipamentos, sistemas ou
instalações caracteriza os vários tipos de manutenção existentes.
Há uma variedade muito grande de denominações para classificar a atuação
da manutenção sendo que, não raramente, essa variedade provoca uma certaconfusão na caracterização dos tipos de manutenção. Por isso, é importante uma
caracterização mais objetiva dos diversos tipos de manutenção,
independentemente das denominações.
Algumas práticas básicas definem os tipos principais de manutenção que são:
(Alan Kardec – 1999)
- Manutenção Corretiva não-Planejada;
- Manutenção Corretiva Planejada;
- Manutenção Preventiva;- Manutenção Preditiva;
- Manutenção Detectiva;
- Engenharia de Manutenção.
Os diversos tipos de manutenção podem ser também considerados como
política de manutenção, desde que a sua aplicação seja o resultado de uma
definição gerencial ou política global da instalação, baseada em dados técnico-
econômicos.
Várias ferramentas disponíveis adotadas hoje em dia têm, em seu nome, apalavra Manutenção. É importante observar que não são novos tipos de

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 23/84
7manutenção, mas ferramentas que permitem a aplicação dos seis tipos principais
de manutenção. Dentre elas, destacam-se: ( Alan Kardec – 1999 )
- Manutenção Produtiva Total ( TPM ) ou Total Productive Maintenance ;
- Manutenção Centrada na Confiabilidade (RCM) ou Reliability Centered
Maintenance;
- Manutenção Baseada na Confiabilidade (RBM) ou Reliability Based
Maintenance.
2.2.1 - MANUTENÇÃO CORRETIVA
Manutenção corretiva é atuação para a correção da falha ou do desempenho
menor do que o esperado.
Ao atuar em um equipamento que apresenta um defeito ou um desempenho
diferente do esperado, estamos fazendo manutenção corretiva. Assim, a
manutenção corretiva não é necessariamente, a manutenção de emergência.
Convém observar que existem duas condições específicas que levam à
manutenção corretiva: ( Alan Kardec – 1999 )
- Desempenho deficiente apontado pelo acompanhamento das variáveis
operacionais;
- Ocorrência da falha.
Desse modo, a ação principal na manutenção corretiva é corrigir ou restaurar
as condições de funcionamento do equipamento ou sistema. A manutenção
corretiva pode ser dividida em duas classes:
- Manutenção Corretiva Não-Planejada;
- Manutenção Corretiva Planejada.
“Manutenção Corretiva Não-Planejada é a correção da FALHA de maneira
ALEATÓRIA.”
Caracteriza-se pela atuação da manutenção em fato já ocorrido, seja este
uma falha ou um desempenho menor do que o esperado. Não há tempo para
preparação do serviço. Infelizmente, ainda é mais praticada do que deveria ( Alan
Kardec – 1999 ).
Normalmente, a manutenção corretiva não-planejada implica altos custos,
pois a quebra inesperada pode acarretar perdas da qualidade do produto e
elevados custos indiretos de manutenção. Além disso, as quebras aleatórias podem
ter conseqüências bastante graves para o equipamento, isto é, a extensão dosdanos pode ser bem maior.
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 24/84
8Quando uma empresa tem a maior parte de sua manutenção corretiva não-
planejada, seu departamento de manutenção é comandado pelos equipamentos e o
desempenho empresarial da organização, certamente, não está adequado às
necessidades de competitividade atuais.
“Manutenção Corretiva Planejada é a correção do desempenho menor do que
o esperado ou da falha, por DECISÃO GERENCIAL, isto é, pela atuação em função
de acompanhamento preditivo ou pela decisão de operar até a quebra.”
Um trabalho planejado é sempre mais barato, mais rápido e mais seguro do
que um trabalho não-planejado. E será sempre de melhor qualidade.
A eficácia da manutenção corretiva planejada é função da qualidade da
informação fornecida pelo acompanhamento do equipamento.
Mesmo que a decisão gerencial seja de deixar o equipamento funcionando até
a quebra, essa é a uma decisão conhecida e algum planejamento pode ser feito
quando a falha ocorrer. Por exemplo, substituir o equipamento por outro idêntico,
ter um kit para reparo rápido, preparar o posto de trabalho com dispositivos e
facilidades, etc.
A adoção de uma política de manutenção corretiva planejada pode advir de
vários fatores: ( Alan Kardec – 1999 )
- Possibilidade de compartilhar a necessidade da intervenção com os
interesses da produção;
- Aspectos relacionados com a segurança – a falha não provoca
qualquer situação de risco para o pessoal ou para a instalação;
- Melhor planejamento de serviços;
- Garantia de existência de sobressalentes, equipamentos e ferramental;
- Existência de recursos humanos com a tecnologia necessária para a
execução dos serviços e em quantidade suficiente, que podem,
inclusive, ser buscados externamente à organização.
2.2.2 - MANUTENÇÃO PREVENTIVA
“Manutenção preventiva é a atuação realizada de forma a reduzir ou evitar a
falha ou queda no desempenho, obedecendo a um plano previamente elaborado,
baseado em INTERVALOS definidos de TEMPO.”
Inversamente à política de manutenção corretiva, a manutenção preventivaprocura obstinadamente evitar a ocorrência de falhas, ou seja, procura prevenir. Em

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 25/84
9determinados setores, como na aviação, a adoção de manutenção preventiva é
imperativa para determinados sistemas ou componentes, pois o fator de segurança
se sobrepõe aos demais.
Como nem sempre os fabricantes fornecem dados precisos para a adoção
nos planos de manutenção preventiva, além de as condições operacionais e
ambientais influírem de modo significativo na expectativa de degradação dos
equipamentos, a definição de periodicidade e substituição deve ser estipulada para
cada instalação ou, no máximo, plantas similares operando em condições também
similares.
Os seguintes fatores devem ser levados em consideração para a adoção de
uma política de manutenção preventiva ( Alan Kardec – 1999 ):
- Quando não é possível a manutenção preditiva;
- Aspéctos relacionados com a segurança pessoal ou da instalação que tornam
mandatária a intervenção, normalmente para substituição de componentes;
- Por falta de oportunidades em equipamentos críticos de difícil liberação
operacional;
- Riscos de agressões ao meio ambiente.
A manutenção preventiva será tanto mais conveniente quanto maior for a
simplicidade na reposição; quanto mais altos forem os custos de falhas; quanto
mais as falhas prejudicarem a produção e quanto maiores forem as implicações das
falhas na segurança pessoal e operacional.
Se por um lado a manutenção preventiva proporciona um conhecimento
prévio das ações, permitindo uma boa condição de gerenciamento das atividades e
nivelamento de recursos, por outro lado promove a retirada do equipamento ou
sistema de operação para execução dos serviços programados, apesar de estar
operando relativamente bem.
2.2.3 - MANUTENÇÃO PREDITIVA
“A manutenção preditiva é a atuação realizada com base em modificações de
parâmetro de CONDIÇÃO ou DESEMPENHO, cujo acompanhamento obedece a
uma sistemática.”
A manutenção preditiva é a primeira grande quebra de paradigma na
manutenção, e tanto mais se intensifica quanto mais o conhecimento tecnológico
desenvolve equipamentos que permitam avaliação confiável das instalações e
sistemas operacionais em funcionamento.
Seu objetivo é prevenir falhas nos equipamentos ou sistemas por meio deacompanhamentos de parâmetros diversos, permitindo a operação contínua do
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 26/84
10equipamento pelo maior tempo possível. Na realidade o termo associado à
manutenção preditiva é o de predizer as condições do equipamento. Ou seja, a
manutenção preditiva privilegia a disponibilidade, à medida que não promove a
intervenção nos equipamentos ou sistemas, pois as medições e verificações são
efetuadas com o equipamento produzindo.
Quando o grau de degradação se aproxima ou atinge o limite previamente
estabelecido é tomada a decisão de intervenção. Normalmente esse tipo de
acompanhamento permite a preparação prévia do serviço, além de outras decisões
e alternativas relacionadas com a produção. De forma mais direta, podemos dizer
que a manutenção preditiva prediz as condições dos equipamentos, e, quando a
intervenção é decidida, o que faz na realidade é uma manutenção corretiva
planejada.
As condições básicas para se adotar a manutenção preditiva são as
seguintes: ( Alan Kardec – 1999 )
- O equipamento, o sistema ou a instalação devem permitir alguns tipos
de monitoramento/medição;
- O equipamento, o sistema ou a instalação devem merecer esse tipo de
ação, em função dos custos envolvidos;
- As falhas devem ser oriundas de causas que possam ser monitoradas
e ter sua progressão monitorada;
- Seja estabelecido um programa de acompanhamento, análise e
diagnóstico.
2.2.4 - MANUTENÇÃO DETECTIVA
“A manutenção detectiva é a atuação efetuada em sistema de proteção
buscando detectar FALHAS OCULTAS ou não perceptíveis ao pessoal de operação
e manutenção.”
Desse modo, tarefas executadas para verificar se um sistema de proteção
ainda está funcionando representam manutenção detectiva. Um exemplo simples e
objetivo é o botão de teste da lâmpada de sinalização e alarme em painéis.
A identificação de falhas ocultas é primordial para garantir a confiabilidade.
Em sistemas complexos, essas ações só devem ser levadas a efeito por pessoal da
área da manutenção, com treinamento e habilitação para tal, assessorado pelo
pessoal da operação.
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 27/84
112.2.5 - ENGENHARIA DE MANUTENÇÃO
É a segunda quebra de paradigma na manutenção. Praticar a engenharia de
manutenção significa uma mudança cultural. É deixar de ficar consertando
continuadamente, para procurar as causas básicas, modificar situações
permanentes de mal desempenho, deixar de conviver com problemas crônicos,
melhorar padrões e sistemáticas, desenvolver a manutenibilidade, dar feedback ao
projeto, interferir tecnicamente nas compras.
Engenharia de manutenção significa aplicar técnicas modernas, estar nivelado
com a manutenção de Primeiro Mundo. ( Alan Kardec – 1999 )
A Figura 2.1 mostra uma evolução, uma melhoria nos resultados à medida
que melhores técnicas vão sendo introduzidas. Convém notar que entre a corretiva
e a preventiva ocorre uma melhoria contínua, mas discreta, ou seja, a inclinação da
reta não varia. Entretanto, quando se muda da preventiva para a preditiva, ocorre
um salto positivo nos resultados, função da 1ª quebra de paradigma. Salto mais
significativo ocorreu quando se adota a engenharia de manutenção.
Figura 2.1 – Evolução da manutenção
.br/disserta98/jerzyFonte: (http://www.eps.ufsc )
Este capítulo mostrou as diversas manutenções, que, sendo ferramentas
espe
cíficas do departamento técnico e de engenheiros de manutenção, auxiliam na
confecção do objetivo estudar e reduzir as paradas de equipamentos.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 28/84
12CAPÍTULO 3
PERDAS
.1 - AS SEIS GRANDES PERDAS DOS EQUIPAMENTOS
Para obter a máxima eficiência dos equipamentos é necessário fazer com que
os m
icam a eficiência do
equip
-) Quebra/falha.
ha e regulagens ( início e fim ).
retrabalho.
ndimento.
É imprescindível melhorar os resultados da empresa por meio da eliminação
por c
.1.1 - PERDA POR QUEBRA / FALHA
O maior fator que prejudica a eficiência é a perda por quebra/falha.
de modorepen
da à perda da função estipulada do
equip
3
esmos desenvolvam suas funções e capacidades ao máximo. Sob outro
aspecto, se as perdas que prejudicam a eficiência forem eliminadas por completo,
isto significa que a eficiência dos equipamentos vai se elevar.
O TPM divide as perdas em seis fatores que prejud
amento designados como as “seis grandes perdas”, são elas: (Japan Institute
of Plant Maintenance – 1999 ).
1
2-) Mudança de lin
3-) Pequenas paradas.
4-) Queda de velocidade.
5-) Produtos defeituosos e
6-) No início da operação e queda de re
ompleto das seis grandes perdas e da busca até o máximo da eficiência do
equipamento.
3
A quebra/falha do tipo “parada de função” é aquela ocasionadatino e a do tipo “quebra de função” é aquela que reduz a função do
equipamento em relação ao estado original.
Esta perda está diretamente relaciona
amento. Ocorre devido tanto a falhas crônicas quanto esporádicas e tem
como conseqüência a perda de tempo e de produção pela ocorrência de defeitos.
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 29/84
133.1.2 - PERDA POR MUDANÇA DE LINHA E REGULAGENS (SET-UP )
dança de
linha.
.1.3 - PERDA POR PEQUENAS PARADAS
As pequenas paradas diferem da quebra/falha normal, ou seja, devido a um
probl
.1.4 - PERDA POR QUEDA DE VELOCIDADE
perda por queda de velocidade é aquela gerada pela diferença entre a
veloc
.1.5 - PERDA POR PRODUTO DEFEITUOSO E RETRABALHO
Esta é a perda relativa ao produto defeituoso e ao retrabalho. Quando se
refere
.1.6 - PERDA NO INÍCIO DA OPERAÇÃO E QUEDA DO RENDIMENTO
A perda no início da operação é a perda gerada entre o início da produção e a
estababilidade das condições do processo; a deficiência na
manu
Esta perda se refere àquela provocada por parada associada à mu
O tempo de mudança de linha representa o tempo desde a parada do produto
que vinha sendo produzido, até a preparação do outro que será produzido, sendo
que a “regulagem” do equipamento é a fase que torna mais tempo.
3
ema momentâneo o equipamento pára ou opera em vazio (também
denominado de “pequeno problema”).
3
A
idade nominal e a real do equipamento.
3
ao produto defeituoso de um modo em geral, a tendência é considerá-lo
como produto descartado, porém, o produto com retrabalho (produto restaurado)
deve ser considerado também como produto defeituoso, visto que é preciso um
tempo desnecessário para a sua recuperação.
3
ilização do processo.De acordo com a inst
tenção dos gabaritos e das matrizes, a perda gerada pelos protótipos, a
capacitação técnica dos operadores, etc. Todas estas incidências podem variar,
mas estas perdas são bastante significativas. Além disso, essas perdas tendem a
ficar ocultas.
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 30/84
143.2 - MÉTODO DE CÁLCULO DAS PERDAS
.2.1 - ÍNDICE DE TEMPO OPERACIONAL
O índice de tempo operacional significa a proporção entre a operação efetiva
em re
dice de tempo = Tempo de carga - Tempo de parada
3
lação ao tempo de carga ( tempo necessário para operar o equipamento )
Ín X 100
Equação 3.1 – Índice de tempo operacional (Japan Institute of Plant Maintenance)
Aqui o tempo de carga refere-se ao tempo deduzindo-se do tempo de
opera
.2.2 - INDICE DE DESEMPENHO OPERACIONAL
O índice de desempenho operacional é composto pelo índice de velocidade
opera
re-se à diferença de velocidade, ou
seja,
s palavras, o índice de desempenho operacional serve para verificar
se o
operacional Tempo de carga
ção de um dia (ou de um mês ), o tempo de parada refere-se às paradas
ocasionadas por quebra/falha, mudança de linha/regulagens, troca de ferramentas,
etc.
3
cional e pelo índice operacional efetivo.
O índice de velocidade operacional refe
é a proporção da velocidade efetiva em relação à capacidade original do
equipamento.
Em outra
equipamento está operando realmente com a velocidade determinada (
velocidade teórica/tempo de ciclo ). Caso o equipamento esteja operando com
queda de velocidade, detecta-se o grau desta perda por meio da seguinte fórmula:
Índice de velocidade = Tempo de ciclo teórico X 100operacional Tempo de ciclo efetivo
Equação 3.2 – Índice de velocidade operacional (Japan Institute of plant
or outro lado, o índice operacional efetivo serve para verificar se o
equip
Maintenance)
P
amento está operando numa velocidade fixa dentro de uma unidade de
tempo. Por meio deste índice pode-se calcular as perdas decorrentes das

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 31/84
15pequenas paradas e dos pequenos problemas que não aparecem nos relatórios
diários. Este índice pode ser calculado pela seguinte forma:
Índice operacional = Volume de produção x Tempo de ciclo efetivo X 100
efetivo Tempo de carga – Tempo de parada
Equação 3.3 – Índice operacional efetivo (Japan Institute of Plant Maintenance)
O índice de desempenho operacional pode ser calculado segundo a fórmula:
Índice de desempenho = Índice de velocidade X Índice operacional
operacional operacional efetivo
Equação 3.4 – Índice de desempenho operacional (Japan Institute of Plant
Maintenance)
3.2.3 - ÍNDICE DE PRODUTOS APROVADOS
O índice de produtos aprovados refere-se à proporção da quantidade efetiva
de produtos aprovados em relação à quantidade total produzida (matéria prima,
material, etc).
Índice de produtos = quantidade total produzida – quantidade com defeito X 100
aprovados quantidade total produzida
Equação 3.5 – Índice de produtos aprovados (Japan Institute of plant maintenance)
Dentre as peças defeituosas, além das descartáveis, devem ser incluídas as
peças com retrabalho (peças restauradas).
3.2.4 - EFICIÊNCIA GLOBAL
Desta forma, as perdas do equipamento podem ser calculadas sob diversos
aspectos, mas deve-se efetuar a medição da condição operacional englobandotodos esses aspectos de maneira a determinar o nível de aproveitamento do
equipamento, sendo que este índice pode ser calculado segundo a fórmula:
Índice de eficiência
global do equipto = Índice de tempo X Índice de X Índice de
operacional desempenho produtos
operacional aprovados
Equação 3.6 – Índice de eficiência global do equipamento (Japan Institute of PlantMaintenance)
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 32/84
16
De um modo geral, se o índice for obtido por meio deste cálculo, é comum
encontrarmos um nível entre 50 a 60% .
3.3 - DESAFIO A “QUEBRA/FALHA ZERO”
A definição de quebra/falha segundo a norma JIS – Japanese Industry
Standards é dada da seguinte forma: “ quebra/falha significa a perda da função
definida do equipamento”; segundo o ideograma japonês, a palavra “quebra/falha”
significa “danos provocados intencionalmente pelo homem”, ou seja, a quebra/falha
ocorre devido a erros cometidos pelo homem no seu raciocínio e comportamento.
(Japan Institute of Plant Maintenance – 1999 ).
3.3.1 - OS DOIS TIPOS DE QUEBRA/FALHA
Uma vez que a quebra falha é a perda da função definida do equipamento,
então, de acordo com a forma pela qual ocorre esta perda da função, podemos
dividí-la em dois tipos:
A-) QUEBRA/FALHA DO TIPO “PARADA DE FUNÇÃO”
Este tipo de quebra/falha refere-se à parada total das funções do equipamento
(o equipamento não funciona mais ou todas as peças produzidas tornam-se
defeituosas). Geralmente, este tipo é denominado de “quebra/falha repentina”.
B-) QUEBRA/FALHA DO TIPO “REDUÇÃO DE FUNÇÃO”
O equipamento está em funcionamento, mas são casos em que ocorrem
perdas como produtos defeituosos, pequenas paradas, queda de velocidade, queda
de rendimento, etc. São quebra/falhas que ocorrem quando as funções doequipamento não são totalmente desenvolvidas, apresentando falhas parciais.
3.3.2 - RACIOCÍNIO BÁSICO DA QUEBRA/FALHA ZERO
Como exposto anteriormente, a quebra/falha é provocada intencionalmente
pelo homem. Assim, se todas as pessoas relacionadas com equipamento não
mudarem o raciocínio e o comportamento não será possível eliminar a quebra. O
ponto de partida para se atingir a quebra/falha zero é mudar o raciocínio de que o

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 33/84
17“equipamento é algo que quebra/falha” para o raciocínio de “não permitir a
quebra/falha do equipamento”, e ainda, que “é possível chegar à quebra/falha zero”.
3.3.3 – O PRINCÍPIO PARA ATINGIR “QUEBRA/FALHA ZERO”
Ao raciocinarmos sobre “por que acontecem quebras/falhas”, concluímos que
isto ocorre por não percebermos a falha ou a quebra até o momento da sua
ocorrência.
Estas “sementes” da quebra que não percebemos são denominada de “falhas
latentes”. O princípio para atingir a quebra/falha zero é fazer aflorar estas falhas
latentes, ou seja, percebemos a quebra/falha antes que ela aconteça, assim,
sanando estas falhas antes mesmo que a quebra ocorra podemos escapar do
problema.
De forma geral as falhas latentes referem-se à sujeira, desgaste, trepidação,
folga, vazamento, corrosão, deformação, estrago, rachadura, etc. Na maioria dos
casos, por ser pequena a falha, a tendência é pensarmos que nada acontecerá
mesmo deixando-a neste estado, ou ainda ignorá-la por ser demasiadamente
pequena.
3.3.4 - CINCO MEDIDAS PARA ATINGIR A “QUEBRA/FALHA ZERO”
As causas da quebra/falha podem ser divididas nos cinco itens seguintes.
Desta forma existe a necessidade de se atacar estas cinco causas para eliminar a
quebra/falha. (Japan Institute of Plant Maintenance – 1999 )
A-) ESTRUTURAÇÃO DAS CONDIÇÕES BÁSICAS
As condições básicas referem-se à limpeza, à lubrificação e ao reaperto. A
quebra/falha é provocada pela deterioração (à medida que vai funcionando com o
decorrer do tempo, a função do equipamento pouco a pouco vai diminuindo), mas
muitos são os casos em que a deterioração ocorre devido a falha de estruturação
dos três fatores importantes que compõem as condições básicas.
B-) CUMPRIMENTO DAS CONDIÇÕES DE USO
As máquinas e os equipamentos no estágio do projeto possuem as condições
de uso definidas (se estas condições não estiverem definidas, não há possibilidade
de se elaborar um projeto). As máquinas e os equipamentos projetados com base
em determinada condição de uso, quando utilizados respeitando-se estascondições, dificilmente quebram/falham (máxima vida útil).

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 34/84
18C-) RESTAURAÇÃO DA DETERIORAÇÃO
Mesmo cumprindo as condições básicas e as condições de uso, o
equipamento vai se deteriorando, ocasionando a quebra/falha. Desta forma, torna-
se uma condição necessária fazer transparecer a deterioração, restaurá-la
corretamente, impedindo antecipadamente a ocorrência da quebra/falha. Isto
significa executar corretamente a inspeção e a avaliação, realizando a manutenção
de prevenção de forma a retornar o equipamento à sua forma original.
D-) MELHORIA DOS PONTOS DEFICIENTES DOS PROJETOS
A quebra/falha dificilmente será eliminada caso sejam executadas somente as
três medidas de combate descritas anteriormente. Além disso, caso a execução
seja restrita somente a estas medidas, haverá casos em que se refletirá na
elevação de custos.
Este tipo de equipamento possui, na maioria das vezes, pontos deficientes
decorrentes das deficiências técnicas e erros nos estágios de projeto, fabricação e
operação.
Desta forma, se não realizar uma análise profunda da quebra/falha
melhorando estes pontos fracos, o problema não será resolvido.
E-) INCREMENTO DA CAPACIDADE TÉCNICA
Como foi exposto, as medidas de combate do item A ao D são todas
executadas pelo homem. Assim sendo, se não houver a capacitação técnica do
homem, a melhoria não será possível. O principal problema é que mesmo
executando-se as medidas de combate de A à D, o equipamento acaba quebrando
por falhas na operação ou na manutenção. Este tipo de quebra/falha não pode ser
evitado a não ser pelo incremento da capacitação técnica especializada, tanto dos
elementos de operação como de manutenção.
Desta forma, estas cinco medidas de combate devem ser executadas com a
cooperação mútua entre as áreas de produção e de manutenção. Em outraspalavras, a área de produção deve trabalhar centralizando sua atenção na
estruturação das condições básicas, cumprimento rigoroso das condições de uso,
restauração de deterioração e incremento da capacidade técnica.
A área de manutenção deve cumprir rigorosamente as condições de uso,
restauração da deterioração, medidas contra pontos deficientes dos projetos e
incrementos da capacitação técnica.
Este capítulo mostrou os tipos de perdas de um equipamento para
eventualmente poder analisar as causas dos defeitos e encontrar os consertosapropriados.
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 35/84
19CAPÍTULO 4
FERRAMENTAS DO TPM
Este capitulo mostra três ferramentas importantes para o sucesso da
implementação do TPM: 5S, Just-in-Time e Lição Ponto-a-Ponto.
4.1- 5S
O 5S é uma prática originária do Japão que é aplicada como base para o
desenvolvimento do sistema de qualidade. (Alan Kardec – 1999)
4.1.1 - INTRODUÇÃO
O 5S são cinco sensos que se encontram radicados na cultura Japonesa e
que são base para muitos dos programas de Qualidade Total por evidenciarem o
porque devemos nos preocupar com a qualidade.
O foco principal do 5S é o ser humano e muito embora muitos só vejam
aplicações no chamado mundo mecânico ou mundo das coisas e utensílios, os
cinco sensos têm aplicação no mundo intelectual, ou no mundo dos métodos e no
mundo espiritual, ou no mundo das relações humanas.
O principal objetivo dos 5S é a melhoria da qualidade no local de trabalho,
trazendo benefícios tanto para a empresa quanto para o funcionário, ou seja, é um
conjunto de ações que tem por objetivo estimular as pessoas a desenvolver e
manter hábitos e comportamentos voltados à melhoria da qualidade do local de
trabalho. (Implementação do TPM – Johnson & Johnson 1999)
4.1.2 - OS SENSOS
- SEIRI – Classificação;
- SEITON - Arrumação;
- SEISOU – Limpeza;
- SEIKETSU – Sistematização;
- SHITSUKE - Persistência.
Direta ou indiretamente o 5S promove: melhoria da qualidade, prevenção de
acidentes, melhoria de produtividade, redução de custos, conservação de energia,
melhoria do meio ambiente, melhoria do moral dos empregados, incentivo àcriatividade, modificação da cultura, melhoria da disciplina, desenvolvimento do
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 36/84
20senso de equipe e maior participação em todos os níveis. (5S – Qualidade no local
do trabalho – GMB 1995)
A-) O SEIRI – SENSO DE CLASSIFICAÇÃO
Entendemos SEI por colocar em ordem o que está desarrumado e RI,
governar com regras, dentro da lógica e da razão.
Preservar no local de trabalho somente o que for estritamente necessário para
a operacionalidade da atividade, conforme mostra a Figura 4.1.
ANTES DEPOIS
Figura 4.1 – Senso de Classificação (5S – Qualidade no local do trabalho – GMB
1995)
Para praticar o senso de classificação é necessário: (5S – Qualidade no local
do trabalho – GMB 1995)
- Manter apenas o necessário no local de trabalho;
- Promover a seleção em função da freqüência da utilização do material:
-uso freqüente, perto das máquinas;-pouco uso, no almoxarifado;
-nenhum uso, descartar.
- Utilizar ao máximo o espaço de trabalho;
- Eliminar os excesso de materiais, móveis, ferramentas, armários, etc;
- Melhorar o acompanhamento, eliminando o desperdício.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 37/84
21B-) O SEITON- SENSO DE ARRUMAÇÃO
Entendemos SEI por colocar em ordem o que está desarrumado e TON por
assentar-se, estabilizar, tranqüilizar-se de uma só vez.
“Definir um lugar certo para cada objeto/material que for necessário no local
de trabalho. A arrumação consiste em garantir que os recursos estejam próximos
do local de trabalho e que seu acesso seja simples e rápido, sem perda de tempo e
realização de esforços desnecessário; conforme Figura 4.2.
Para praticar o senso de arrumação é necessário: (5S – Qualidade no local
do trabalho – GMB 1995)
- Manter ferramentas, materiais, dispositivos e equipamentos em
condições de fácil utilização;
- Usar a mesma nomenclatura, determinando onde estocar, onde
localizar, utilizando etiquetas coloridas de fácil visualização.
Recursos alocados ao acaso dificultam sua localização e, conseqüentemente,
retardam o processo produtivo.
ANTES DEPOIS
Figura 4.2 – Senso de Arrumação (5S – Qualidade no local do trabalho – GMB
1995)
C-) O SEISOU – SENSO DE LIMPEZA
Aqui SEI tem outra interpretação significa limpo, límpido, funcional e SOU
significa varrer com a mão, utilizando-se de vassoura.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 38/84
22“Eliminar as fontes de sujeira, mantendo o equipamento em condições de
uso”, conforme Figura 4.3.
Para praticar o senso de limpeza é necessário: (5S – Qualidade no local do
trabalho – GMB 1995)
- Manter o local de trabalho, máquinas, instrumentos e ferramentas
limpos;
- Identificar as causas de sujeiras e eliminá-las.
A falta de limpeza, além de ser um indicador do desleixo e da falta de cuidado
com o local de trabalho, dificulta a visualização de outros problemas.
ANTES DEPOIS
Figura 4.3 – Senso de Limpeza (5S – Qualidade no local do trabalho – GMB 1995)
D-) O SEIKETSU – SENSO DE SISTEMATIZAÇÃO
Entendemos SEI por limpo, límpido e KETSU por bravo, sem mácula, sem
impureza nos sentimentos ou atos.
“Manter uma atitude apropriada, observando todos os procedimentos
adotados anteriormente. Manter a disciplina de praticar constantemente este
conjunto, mesmo se for inconsciente”, conforme Figura 4.4.
A organização do ambiente de trabalho, por meio da classificação, arrumação
e limpeza, constitui apenas parte do processo de Qualidade do Local de Trabalho;
na realidade o esforço mais difícil é manter o ambiente organizado, uma vez quetemos a tendência de “relaxar” após o cumprimento de nossas tarefas.
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 39/84
23
ENQUANTO NÃO HOUVER MUDANÇAS NO COMPORTAMENTO DAS PESSOAS, E ENQUANTO NÃOFOREM
MELHORADAS AS INSTALAÇÕES QUE SÃO FONTES DE SUJEIRA, O RETORNO AO AMBIENTEANTERIOR.
É APENAS UMA QUESTÃO DE TEMPO.
Figura 4.4 – Senso de Sistematização (5S – Qualidade no local do trabalho – GMB
1995)
Para praticar o senso de sistematização é necessário:
- Disponibilizar mecanismos para facilitar e estimular a manutenção da
ordem.
E-) O SHITSUKE - SENSO DE PERSISTÊNCIA E COMPROMISSO
“Não quebrar regra sem que haja um motivo importante e manter-se motivado
para sempre melhorar a qualidade no local de trabalho”, conforme Figura 4.5.
Para praticar o senso de persistência e compromisso é necessário:
- Manter a disciplina ao executar as atividades cotidianas;
- Cumprir as normas da empresa;- Lembrar sempre que a maioria das ações necessárias para viabilização
do 5S depende apenas da vontade pessoal.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 40/84
24
SER UM INSATISFEITO. ACREDITAR QUE A QUALIDADE NO LOCAL DE TRABALHO PODE SER CADAVEZ MAIS MELHORADO
DE TRABALHO PODE SER MELHORADA CADA VEZ MAIS.
Figura 4.5 – Senso de Compromisso e Persistência (5S – Qualidade no local do
trabalho – GMB 1995)
4.1.3 - IMPLANTAÇÃO DO 5S
A implantação do 5S deve partir da alta administração da organização. A
experiência indica que por maiores que sejam os esforços desenvolvidos nos
escalões inferiores, quando o programa não é abraçado pela alta administração
suas chances de sucesso e perenidades são baixas.
Para implantação definitiva do 5S é necessário que todos os empregados
participem.
Etapas de implantação: (5S – Qualidade no local do trabalho – GMB 1995)
- Preparar a organização.
- Treinar e educar no 5S.
- Levantar problemas e soluções no 5S.- Acompanhar a Implementação.
- Promover o 5S.
4.2 - JUST IN TIME
O conceito surgiu no Japão no principio dos anos 50. Depois da Segunda
Guerra Mundial a Toyota decidiu entrar no plano de fabricação de carros. Com
poucas variedades de modelos era necessário bastante flexibilidade para fabricarpequenos lotes com níveis de qualidade comparáveis aos conseguidos pelos
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 41/84
25fabricantes norte-americanos. A técnica de produzir apenas o que o mercado pedia
passou a ser adotada pelos restantes fabricantes japoneses e, a partir dos anos 70
e 80, os veículos por eles produzidos assumiram uma posição bastante competitiva.
(http://top.certi.ufsc.br/gts/qualidade/publicacoes/just_in_time.htm)
4.2.1 - O QUE É JUST-IN-TIME
A filosofia de produção just-in-time consiste em que a cada etapa do processo
se produza somente as peças necessárias para a fase posterior, na quantidade e
no momento exatos.
O objetivo final é a eliminação total de estoque ao mesmo tempo em que se
atinge um nível de qualidade superior. Só assim será possível eliminar todos os
custos de armazenagem.
(http://top.certi.ufsc.br/gts/qualidade/publicacoes/just_in_time.htm)
4.2.2 - COMO FUNCIONA O SISTEMA JUST-IN-TIME
Tradicionalmente estoques são considerados úteis por protegerem o sistema
produtivo de problemas que podem ocasionar a interrupção de fluxos de produção (
falta de produtos ), mas acarretam em custos de manutenção desnecessários. Se o
conceito de just in time for aplicado em todas as etapas do processo não existirão
estoques nem espaços para armazenagem, eliminando os custos de inventário.
Serão de esperar, também, ganhos de produtividade, aumento da qualidade e
maior capacidade de adaptação a novas condições.
(http://top.certi.ufsc.br/gts/qualidade/publicacoes/just_in_time.htm)
4.2.3 - OBJETIVO DO JUST-IN-TIME
Um fato fundamental para o sucesso das empresas nos dias de hoje é que aalta administração deve estar completamente comprometida e envolvida com o
objetivo da empresa, seja ele qual for. Sem o envolvimento do principal interessado
no sucesso do novo sistema, ou seja, a administração, não há como convencer os
funcionários a perseguí-lo.
Os principais objetivos do just-in-time são: eliminação dos estoques, garantia
da qualidade do produto, garantia do processo, produção em pequenos lotes e
produção puxada.
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 42/84
264.2.4 - O QUE REQUER
O just-in-time exige alguns alicerces. A produção deverá basear-se em células
de produção, onde operários multifuncionais iniciam e terminam um ou mais tipos
de peças, que serão utilizadas pelas células seguintes.
Para que o sistema funcione é indispensável que todas as peças que fluem de
uma célula para outra sejam perfeitas. E os erros são mais facilmente detectados
quando se trabalha com pequenas quantidades.
(http://top.certi.ufsc.br/gts/qualidade/publicacoes/just_in_time.htm)
Assim, a responsabilidade pela qualidade está na fonte de produção.
Para que as diversas células de produção se mantenham conectadas é
necessário um sistema de informação. Este sistema é denominado “Kanban ”
(produção puxada) e corresponde ao nome dado às tarefas necessárias para a
produção do movimento de peças ao longo do processo. A produção torna-se
“puxada” ao invés de “empurrada” como numa indústria tradicional.
Outro requisito básico é a produção equilibrada, isto é, a distribuição
homogênea das necessidades do dia-a-dia ao longo do mês. Se o processo
posterior solicita material de forma incerta, a etapa anterior deverá estar preparada
para esta variação de pedidos.
O just-in-time possui também alguns requisitos de caráter social relacionados
com a valorização do fator humano. Os grandes responsáveis pelo êxito ou pelo
fracasso da implementação do just-in-time são sempre os diretores. A eles cabe a
missão de reduzir hierarquias e criar um clima de participação de todos,
assegurando o cumprimento dos objetivos em causas.
(http://top.certi.ufsc.br/gts/qualidade/publicacoes/just_in_time.htm)
4.3 – LIÇÃO PONTO-A-PONTO ( LPP )
A LPP é um formulário onde é aplicado um método de treinamento, visandoensinar um determinado tema de maneira objetiva, em pouco tempo, e deve se
aplicado para: ampliar o conhecimento de forma prática e descontraída, a qualquer
período do dia; possibilitar a compreensão de maneira fácil a qualquer pessoa e
num curto tempo; possibilitar o auto-aprendizado, por ser elaborado pela própria
pessoa, permitir o desenvolvimento conjunto do treinando e do treinador, e elevar a
competência do grupo.
Existem três tipos básicos de LPP’s, são elas: caso de melhorias, casos de
problemas, e conhecimento básico. (Votorantin Celulose e Papel – TPM)

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 43/84
27A-) CASO DE MELHORIAS
É um tema baseado numa melhoria implementada. Essa LPP é utilizada para
demonstrar os resultados por intermédio de melhorias e motivar o grupo a buscar
melhorias contínuas.
B-) CASOS DE PROBLEMAS
É um tema baseado em exemplos de problemas ocorridos
(defeitos/quebras/falhas). Essa LPP é utilizada para previnir sua reincidência.
C-) CONHECIMENTO BÁSICO
É um tema sobre o que se deve ser conhecido para o desenvolvimento das
atividades de TPM, da produção no dia-a-dia e qualquer assunto técnico ou de
segurança ao nível que deseja atingir. Essa LPP é utilizada para evitar a ocorrência
de problemas.
D-) APLICAÇÃO
As LPP’s são aplicadas ao longo das sete etapas da Manutenção Autônoma,
principalmente na primeira etapa, para difundir conhecimentos e evitar reincidências
de problemas.
Este capitulo mostrou a importância das ferramentas do TPM junto aos
resultados a alcançar. Com elas iremos obter a melhoria em questão de qualidade,
melhoria no ambiente do trabalho, melhora a autoconfiança e o compromisso dos
empregados, melhora o conhecimento dos funcionários com as trocas de
experiências. Com isso teremos facilidade na implementação do novo sistema que
é o TPM.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 44/84
28CAPÍTULO 5
TPM – MANUTENÇÃO PRODUTIVA TOTAL
É uma estratégia de gestão do trabalho que visa a máxima eficiência do
sistema produtivo por meio da eliminação das perdas e do desenvolvimento do
Homem e sua relação com o equipamento.
Para que isto seja possível, existe uma metodologia do TPM baseada em oito
princípios conhecidos como os oito pilares do TPM, como mostra a Figura 5.1.
(http://www.geocities.com/Eureka/Promenade/1783/concei.htm)
5.1 - OS PILARES DO TPM
PLANEJADA
FASE INICIAL
TREINAMENTO
DA
QUALIDADE
SEGURANÇA
HIGIENE
E
MEIO
AMBIENTE
ADMINISTRATIVAS
ÁREAS
MANUTENÇÃO
EDUCAÇÃO
E
GESTÃO
DA
MANUTENÇÃO
INDIVIDUALIZADAS
MELHORIAS
AUTÔNOMA
MANUTENÇÃO
TPM
Figura 5.1- Os pilares do TPM
Fonte: TPM Treinamento GMB – 1995

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 45/84
29
5.1.1 - PILAR MELHORIAS INDIVIDUALIZADAS
Melhorias individualizadas é o conjunto de atividades que busca obter a
eficiência máxima dos equipamentos pela utilização plena de suas respectivas
funções e capacidades. O aumento da eficiência dos equipamentos é a
conseqüência da eliminação criteriosa das perdas.
Além do controle geral das perdas, este pilar é o responsável pelo
gerenciamento das modificações que ocorrem pelas propostas de melhorias feitas
pelos operadores, manutentores e demais funcionários. A modificação se não for
cuidadosamente estudada pode levar a resultados catastróficos.
5.1.2 - PILAR MANUTENÇÃO PLANEJADA
A Manutenção Planejada desenvolve os mantenedores de forma que os
mesmos possam estabelecer um sistema de manutenção mais efetivo e,
juntamente com o pessoal da operação, possam eliminar as perdas relativas às
quebras e falhas, retrabalhos de manutenção, falhas de operação, produtos
defeituosos e pequenas paradas.
As empresas que conduzem a Manutenção Planejada de forma correta
conseguem resultados realmente animadores. Podemos garantir que a obtenção da
tão esperada quebra zero é uma real possibilidade.
5.1.3 - PILAR CONTROLE INICIAL
Identificar todas as melhorias implantadas nos equipamentos / produtos
existentes, visando a aquisição de novos equipamentos e/ou projetos com omáximo de eficiência.
5.1.4 - PILAR EDUCAÇÃO E TREINAMENTO
O TPM impõe uma mudança cultural muito forte, que gera a necessidade de
capacitar as pessoas aos seus novos papéis.
O objetivo deste pilar é promover um sistema de desenvolvimento de todas as
pessoas, tornando-as aptas para o pleno desempenho de suas atividades eresponsabilidades dentro um clima transparente e motivador.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 46/84
30Para melhorar o desempenho das pessoas é necessário estimular o
desenvolvimento de três aspectos: conhecimento, habilidade e atitude, como
mostra a Figura 5.2.
Ao detectar um
fenômenoE agir
prontamente
A pessoa é capazde entender e
julgar
Percepção
5 sentidos Conhecimento
Julgamento Atitude
Habilidade
Figura 5.2 - Educação e Treinamento.
Fonte: (http://www.advanced-eng.com.br)
5.1.5 - PILAR MANUTENÇÃO AUTÔNOMA
Neste pilar o objetivo é autocapacitar a operação quanto à limpeza, inspeção
e pequenos reparos (lubrificação e reapertos) no equipamento. Sua implantação
dá-se em sete etapas sucessivas, passo-passo, proporcionando um aumento
gradativo da capacitação dos operadores, habilitando-os a realizar pequenas
tarefas de manutenção, a conhecer profundamente seus equipamentos e processos
com o autocontrole do setor.
O desenvolvimento da manutenção autônoma implica em mudanças nos
papéis da operação e da manutenção e conseqüentemente, mudanças nos
equipamentos. A mudança de papéis implica na necessidade de um plano decapacitação da operação. A mudança dos equipamentos implica na implementação
de um sistema de controle de perda e suporte às melhorias que serão implantadas
nos equipamentos.
Quebras e defeitos crônicos ocorrem devido a vários fatores, um deles é o
fator humano. Os erros de operação e as quebras repetitivas são comuns no dia-a-
dia, sendo encarados como ocorrências normais. O conceito de “eu opero, você
conserta” tomou conta dos ambientes fabris e o pessoal da operação acredita que
as falhas são de total responsabilidade do pessoal da manutenção. Muitas falhaspoderiam ser evitadas se os operadores desempenhassem tarefas muito simples
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 47/84
31como limpeza, reapertos de parafusos, lubrificação e detecção de anomalias. O
TPM busca a cooperação mútua entre os diversos setores e, por intermédio da
manutenção autônoma, procura reverter esse quadro.
5.1.6 - PILAR MANUTENÇÃO DA QUALIDADE
O objetivo deste pilar é atuar na eliminação das perdas relativas à qualidade
do equipamento, que estejam afetando diretamente o produto.
5.1.7 - PILAR ADMINISTRAÇÃO E ESCRITÓRIO
Neste pilar o objetivo é atuar na eliminação das perdas que tenham suas
origens na geração de informações, tendo como objetivo a otimização e eficiência
do processo administrativo.
5.1.8 - PILAR DE SEGURANÇA, HIGIENE E MEIO AMBIENTE
O objetivo deste pilar é atingir acidente “ZERO”, eliminar e prevenir toda
condição que afete a segurança. Higiene e o meio ambiente, preservando a
máxima qualidade de vida das pessoas e também garantindo a integridade dos
ativos industriais.
5.2. AS 12 ETAPAS PARA A IMPLANTAÇÃO DO TPM
Muitos dirigentes afoitos para adoção e implementação do TPM julgam que os
cinco Pilares Básicos podem ser viabilizados instantaneamente.
Conforme assinalado no quadro subseqüente, as etapas da implantação
deverão ser conduzidas de forma concisa.Para tal foram divididas em 12 etapas a serem galgadas, sendo que as de
número 1 a 5, catalogadas como de preparação, são de importância capital, pois
englobam a educação de todas as pessoas da organização, desde a alta direção
até os operários, preparando-os para a implantação e desenvolvimento efetivo do
TPM, como mostra a Figura 5.3.
As 12 etapas do programa para introdução do TPM são:
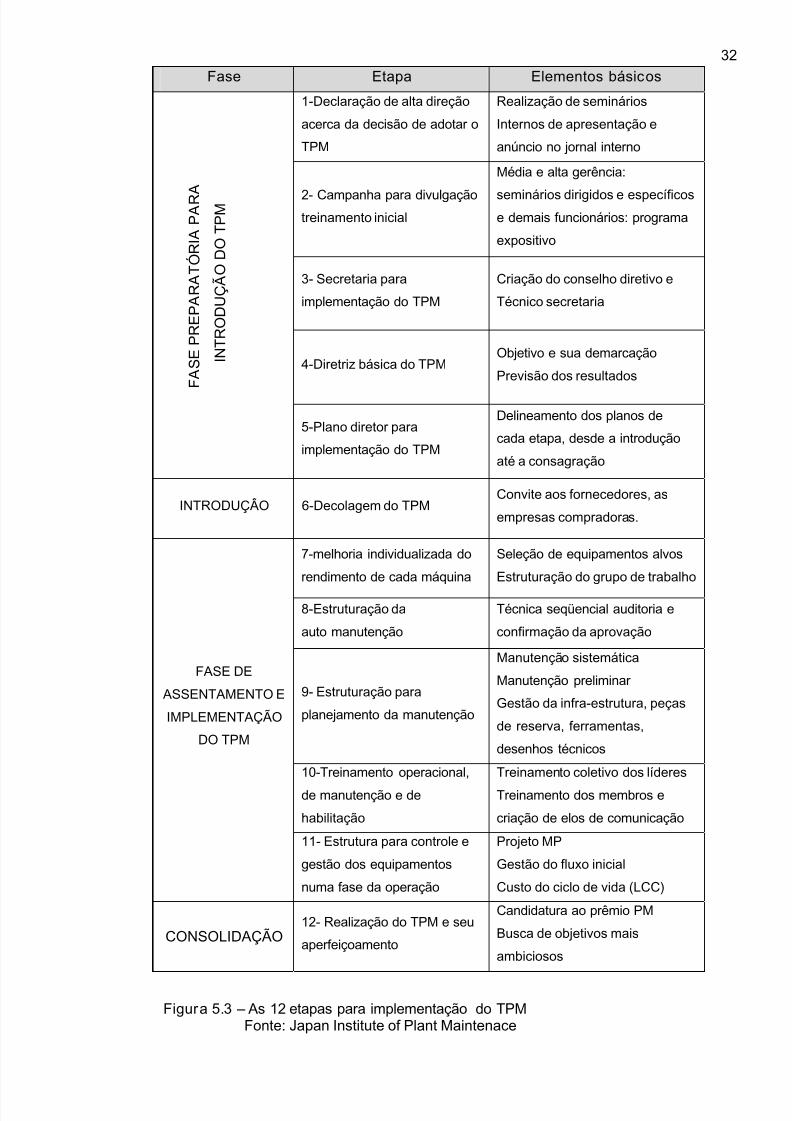
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 48/84
32Fase Etapa Elementos básicos
1-Declaração de alta direção
acerca da decisão de adotar o
TPM
Realização de seminários
Internos de apresentação e
anúncio no jornal interno
2- Campanha para divulgaçãotreinamento inicial
Média e alta gerência:
seminários dirigidos e específicose demais funcionários: programa
expositivo
3- Secretaria para
implementação do TPM
Criação do conselho diretivo e
Técnico secretaria
4-Diretriz básica do TPMObjetivo e sua demarcação
Previsão dos resultados F A S E P R E P A R A T Ó R I A P A R A
I N T R O D U Ç Ã O
D O
T P M
5-Plano diretor para
implementação do TPM
Delineamento dos planos de
cada etapa, desde a introdução
até a consagração
INTRODUÇÂO 6-Decolagem do TPMConvite aos fornecedores, as
empresas compradoras.
7-melhoria individualizada do
rendimento de cada máquina
Seleção de equipamentos alvos
Estruturação do grupo de trabalho
8-Estruturação da
auto manutenção
Técnica seqüencial auditoria e
confirmação da aprovação
9- Estruturação para
planejamento da manutenção
Manutenção sistemática
Manutenção preliminar
Gestão da infra-estrutura, peças
de reserva, ferramentas,
desenhos técnicos
10-Treinamento operacional,
de manutenção e de
habilitação
Treinamento coletivo dos líderes
Treinamento dos membros e
criação de elos de comunicação
FASE DE
ASSENTAMENTO E
IMPLEMENTAÇÃO
DO TPM
11- Estrutura para controle e
gestão dos equipamentos
numa fase da operação
Projeto MP
Gestão do fluxo inicial
Custo do ciclo de vida (LCC)
CONSOLIDAÇÃO12- Realização do TPM e seu
aperfeiçoamento
Candidatura ao prêmio PM
Busca de objetivos mais
ambiciosos
Figura 5.3 – As 12 etapas para implementação do TPMFonte: Japan Institute of Plant Maintenace

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 49/84
33
5.2.1. PRIMEIRA ETAPA
DECLARAÇÃO DA ALTA DIREÇÃO ACERCA
DA DECISÃO DE ADOÇÃO DO TPM
5.2.1.1- Objetivo
A decisão da alta direção do TPM deverá ser comunicada a todos os
funcionários, pois todos deverão psicologicamente se preparar para colaborar para
as expectativas e metas a serem atingidas com o programa em questão.
No Japão, em geral se adotam os seguintes passos:
a) comunicação da alta direção acerca da adoção do TPM numa reunião de
diretores e gerentes;
b) realização de seminários de apresentação do TPM para elementos-chaves
da organização, contando também com a presença da alta direção que confirmará
a adoção desta sistemática junto à organização;
c) veiculação pelos meios de comunicação internos da decisão assumida pela
alta direção em implantar o TPM.
5.2.1.2- Pontos a destacar
(a) É desejável a disseminação do TPM por toda a organização mas, em
estruturas complexas ou divididas por áreas geográficas, convém inicialmente
organizar zonas - pilotos, para aquisição de experiência e depois dissemina – lo portoda a organização.
(b) Mesmo que a condução do programa seja restrita a apenas algumas
áreas, a presença da alta direção, principalmente da pessoa do presidente, é de
importância capital. Ele deverá demonstrar seu apoio e a firmeza da decisão sobre
a implementação.
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 50/84
345.2.1.3 - Papel da alta direção
(a) Quando a sugestão para adoção do TPM for oriunda dos escalões
superiores, com por exemplo, de um diretor de fábrica ou o responsável por uma
regional, deve-se inicialmente conquistar o apoio do presidente da organização,
expondo-lhe os objetivos e os resultados almejados, convertendo-o num dos
aficcionados e num elemento de apoio para esta realização.
(b) Nas reuniões de apresentação e de comunicação da decisão de adotar o
TPM, os elementos de alta direção devem sempre estar presente e jamais mandar
representantes substitutos.
(c) Deve-se estar ciente de que, para aperfeiçoamento tanto de pessoas
como de equipamentos, torna-se necessário um mínimo de investimento, assim
como tempo para maturação e assentamento.
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 51/84
355.2.2 - SEGUNDA ETAPA
CAMPANHA PARA DIVULGAÇÃO E TREINAMENTO PARA INTRODUÇÃO DO
TPM
5.2.2.1- Objetivo
Pelo aperfeiçoamento de pessoas e equipamentos o TPM proporciona a
melhoria e a conseqüente reformulação orgânica da empresa. Com a condução do
programa mantido em vigência em todas as camadas, gera-se uma linguagem
comum, o que resulta num elo efetivo de comunicação. A busca de um objetivo
comum a todos, também significa a consolidação de um estado de espírito
favorável em prol de uma causa, convertendo-se em mais um elo de motivação.
Para a condução do treinamento inicial o programa deve ser estratificado e
dirigido às diversas camadas de forma específica. Os diretores e os gerentes
deverão participar dos seminários destinados a elementos de direção e também
dos cursos intitulados “ TPM College” , nos módulos destinados a este nível
hierárquico. Aos elementos técnicos dos departamentos de engenharia, aos
supervisores e líderes de área sugerimos cursos internos estruturados na própria
empresa, dirigidos por elementos que já concluíam, por exemplo, o “TPM College.”
Para os funcionários e operários de uma maneira geral poderão ser
estruturados cursos com o apoio de recursos áudios-visuais, como video-tape,
slides, e também na forma de treinamentos no próprio trabalho (OJT- on-the-job
training ) , conduzidos pelos próprios responsáveis destas áreas aos seus
subordinados.
Concomitantemente sugere-se a realização de campanhas com o auxílio decartazes, faixas e outros recursos de comunicação de massa.
5.2.2.2- Pontos a destacar
(a) TPM não poderá ser desenvolvido unicamente com base na vontade de
realizá-lo, por parte dos elementos da direção. Sem a educação e o treinamento de
todos os funcionários, o programa não será desenvolvido a contento.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 52/84
36(b) TPM não se restringe unicamente ao departamento de Produção; seus
conceitos e técnicas devem ser disseminados e adotados também junto à Pesquisa
e Desenvolvimento, Engenharia de Projeto e de Processos, Vendas, Compras,
Recursos Humanos, Contabilidade e Administração Geral. Todas as pessoas
devem ser preparadas.
5.2.2.3 - O papel do elemento de direção
(a) Aprovar o orçamento necessário para condução do programa de
treinamento.
(b) Ser o primeiro a concluir os cursos voltados ao TPM;
(c) Acompanhar a evolução do programa de treinamento de modo a corrigir
falhas ou cuidar da inclusão de elementos ausentes das áreas já consideradas.
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 53/84
37
5.2.3 - TERCEIRA ETAPA
ESTRUTURA PARA IMPLEMENTAÇÃO DO TPM
5.2.3.1 - Objetivo
Para condução e implementação do TPM deve-se adotar uma estrutura
matricial, ou seja, a interligação horizontal da organização, por intemédio de
comissões e grupos de trabalho, combinada com a estrutura vertical usual das
organizações, propiciando assim uma administração participativa, como mostra a
figura 5.4. na página 39.
Para sua realização, devemos:
(a) Criar uma comissão encarregada da implementação do TPM em toda a
organização, que deverá efetivamente exercer o papel em questão;
(b) Criar subcomissões por filiais ou fábricas com o mesmo propósito;
(c) Criar uma secretaria administrativa para assuntos do TPM e nomear o seu
responsável;
(d) Criar grupos de trabalho ou “project-teams ” conforme as necessidades,
voltados para treinamento, relações públicas, melhorias específicas, manutenção
planejada, controle do equipamento na fase inicial da sua entrada em uso etc.;
(e) Criar e incentivar as atividades de pequenos grupos voltados ao TPM,
integrados por operários e staff, e dirigidos por supervisores e encarregados, ou
seja, por elementos que atuam diretamente na linha de frente do trabalho.
5.2.3.2 – Pontos a destacar
(a) Um programa de TPM exige em torno de 3 anos para sua consolidação
inicial. Deste modo, devemos estruturar uma secretaria geral para sua
implementação, composta de elementos que atuem em regime de exclusividade.
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 54/84
38(b) Cada área deve designar um represente para integrar a comissão de
implementação do TPM.
(c) As decisões do presidente da comissão geral de implementação influirão
diretamente no próprio destino do TPM. Deste modo, esta escolha deverá ser
efetivada de forma criteriosa.
5.2.3.3 - O papel dos elementos de direção
(a) A escolha apropriada de elementos que implementarão o TPM constitui
uma tarefa de importância capital, a ser conduzida sob responsabilidade dos
elementos da direção.
(b) Os elementos da direção deverão participar intensivamente das reuniões
acerca da implementação, externando suas opiniões e pareceres, liderando de
forma positiva para colaborar com o sucesso do programa.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 55/84
39
EXEMPLO DE ESTRUTURA PARA IMPLEMENTAÇÃO DO TPM
Presidente
Comitê paraIm lementa ão do TPM
ToyotaPlant
Engº deProcesso
Dept.º dePlanejam.
C QTecnologia
Seção deAros
MontagemSessão de prensas
PinturaRecebim. pneus
Administra-ção
Atividadede Apoio
OzakiPlant
CentralPlant
FerramentariaAtividadesGerais
Comitês Técnicos
• Rel. Públicas• Treinamento• Diagnóstico para
manutençãoespontânea por áreas
Grupo de Trabalho
Secretaria paraImplementação
Seção Aro 2
Conselho paraImplementação pelo
Departamento
Conselho deImplementação
pela Seção
Círculo dePM e de CQ Círculo
Conselho deLíderes
Círculo de
PM e de CQ
Círculo de
PM e de CQ
Seção Aro 1
Conselho paraImplementação em
toda a empresa
Figura 5.4 – Estrutura para implementação do TPM (Japan Institute of Plant Maintenance)

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 56/84
405.2.4 - QUARTA ETAPA
DEFINIÇÃO DA DIRETRIZ BÁSICA
E ESTABELECIMENTO DOS OBJETIVOS
5.2.4.1- Objetivo
O TPM deve ser implementado dentro do planejamento estratégico a médio e
longo prazos e como parte da diretriz básica da empresa, integrado no processo de
gestação da organização, como mostra a Figura 5.5. na página seguinte.
Para a sua realização deve-se:
(a)Incorporar claramente o TPM como parte da diretriz básica e do
planejamento a médio e a longo prazos.
(b)Definir um prazo para o atingimento de um nível adequado que possibilite a
candidatura da empresa à obtenção do prêmio PM. Para isto, deve-se estabelecer
metas físicas (tais como: número máximo de quebras dos equipamentos,
percentual de rendimento global das máquinas etc).
(c)Conhecer a situação vigente por meio dos parâmetros de avaliação, e
efetuar a monitoração dos respectivos níveis.
(d)Comparar a situação vigente com o objetivo visado, prever os resultados e
alocar recursos orçamentários suficientes para sua execução.
5.2.4.2- Pontos a destacar
(a) A decisão de adoção do TPM deve estar sempre atrelada à conquista do
Prêmio PM, pois esta láurea constitui um meio excelente para incentivar a melhoria
da performance da organização tendo-se porém em mente, que isto constitui um
meio e não um fim.
(b) Para candidatar-se ao Prêmio PM, a quantidade de quebras das máquinasdeverá ser da ordem de grandeza de 1/50 a 1/100, o índice de defeitos de 1/10 e o
incremento da produtividade, em termos de valor adicionado, de pelo menos 50%.
Deve-se definir as metas tendo estes valores como referencial.
5.2.4.3- O papel da alta direção
(a) Efetuar o balanceamento e a harmonização dos objetivos do TPM com as
metas e o planejamento a médio e a longo prazos.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 57/84
41(b) Verificar o nível de compreensão e de divulgação das diretrizes e dos
objetivos, assim como o esforço desenvolvido por elementos dos escalões
inferiores da organização em prol do TPM.
EXEMPLO DE DEFINIÇÃO DA DIRETRIZ BÁSICA E DOS OBJETIVOS DO TPM
1-Início de produção e lançamento de novos produtosem épocas apropriadas.
2-Flexibilidade para atender à variação da demanda
3-Preço competitivo
4- Eficiente garantia de qualidade
5-Economia de matéria-prima/energia
Exigências externas
PROMOVER A REVOLUÇÃO MENTAL DE TODOS OS FUNCIONÁRIOS, ATRAVÉS DA PARTICIPAÇÃO NASATIVIDADES DE PM, VISANDO A ZERO DEFEITO E ACIDENTE ZERO , PARA INCREMENTO DA
PRODUTIVIDADE E REDUÇÃO DOS CUSTOS
Diretriz básica
- Diminuição das quebras de máquinas e moldes- Diminuição do tempo de espera e troca de moldes- Uso racional dos equipamentos
- Economia da energia de matérias primas- Treinamento e educação
Itens fundamentais
1-Quebra máquinas 938/mês menor que 50/mês2-% quebras 1,03/100 horas menor que 0.2/100 hr.3-Índice de severidade da quebra 1.59% menor que 0.4%4-Tempo parada mensal 5800 hr/ mês menor que 2.900 hr/mês5-Índice de operação 88.8% maior que 95%6-Incremento produtividade 113% maior que 141%7-Diminuição de defeitos 0.7% menor que 0.35%8-Economia energia 100% abaixo de 70%9-Sugestões 2.1 sug/pes/ano maior que 10 sug.10-Acidente 14.05 casos/milhão hr. menor que 7 casos11-Segurança 0.8 dias/mil hr. menor que 0.03 dia
Metas
Efetivo
1978
Objetivo
1981
C a n d i d a t a r - s e a o P r ê m i o P M c o m
o
r e f e r ê n c i a p a r a a v a l i a ç ã o d a s
a t i v i d a d e s d e T P M q u e f o r a m
i m p l e m e n t a d a s .
1-Problemas de produção e de qualidadedecorrentes das quebras de máquinas.
2-Balanceamento da carga incidente na produçãoe nas máquinas (linhas)
3-Eliminação dos pontos falhos decorrentes dosprojetos de máquina.
4-Desenvolvimento da consciência sobre a
importância da gestão das máquinas.
5-Moral na área de trabalho
Exigências internas
Figura 5.5 – Definição da diretriz básica e dos objetivosFonte: Japan Institute of Plant Maintenace

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 58/84
42
5.2.5 - QUINTA ETAPA
ELABORAÇÃO DO PLANO DIRETOR
PARA IMPLEMENTAÇÃO DO TPM
5.2.5.1 - Objetivo
Elaborar o plano diretor para implementação do TPM desde a fase de sua
introdução até a conquista do Prêmio PM.
O plano tem como objetivo estabelecer prazos fixos para cumprimentos das
etapas, assim como verificar o cumprimento dos objetivos parciais.
Para a sua realização:
(a) Elaborar um planejamento fundamentado nas 12 etapas para
desenvolvimento de um programa relativo ao TPM, principalmente no tocante aos
cinco pilares básicos para implantação.
O planejamento está detalhado a nível diário e deverão estar especificados os
prazos de conclusão das diversas fases. O planejamento será desenvolvido a nível
geral da organização, por fábrica, por filial.
(b) Recomenda-se especificação de atividades departamentais, setoriais etc
baseadas no plano diretor. Este planejamento específico deverá ser estendido até o
nível dos grupos de trabalho, assim como as atividades desenvolvidas pelos
pequenos grupos.
(c) Em prazos previamente delineados (semestrais e anuais) deve-se efetuar
a avaliação dos resultados por meio da sua comparação com os objetivos
inicialmente estabelecidos e efetuar as correções necessárias.
5.2.5.2- Pontos a destacar
(a) De maneira geral consomem-se de três à seis meses nos preparativosiniciais do TPM. Os primeiros resultados tornam-se efetivos somente após dois à
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 59/84
43três anos. TPM significa reformulação do modo de lidar com pessoas e máquinas,
de modo que é impossível a sua implementação num curto espaço de tempo.
Por isso, o planejamento não poderá ser ambicioso e deverá se reservar a um
espaço de tempo apropriado para a execução desta fase preliminar.
(b) A Comissão de Implantação e Implementação deverá reunir-se
mensalmente para acompanhar a evolução e promovê-la.
5.2.5.3- O papel da alta direção
(a) Verificar a adequação do cumprimento do plano diretor.
(b) Verificar a existência e o cumprimento dos planos definidos a nível
departamental, setorial e mesmo dos grupos de atividades ou de trabalho
espontâneo.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 60/84
44
5.2.6 - SEXTA ETAPA
DECOLAGEM DO TPM
5.2.6.1- Objetivo
Após os preparativos iniciais estamos prontos para implementar o programa,
convidando todos os funcionários para atacar as SEIS GRANDES PERDAS, ou
seja, a participação coletiva para o desafio e conquista da meta visada.
Para tal, devemos:
(a) Promover uma cerimônia inicial onde será reafirmada a comunhão de
todos em prol do objetivo comum, que é o domínio e a eliminação das SEISGRANDES PERDAS.
(b) Os principais pontos do programa deste cerimonial são:
- reafirmação por parte da alta direção com o propósito de introduzir o TPM;
- explanação das diretrizes básicas, as metas a serem alcançadas, o papel e a
função do agente promotor para implementação, além do planejamento geral
baseado no plano diretor;
- juramento do representante dos funcionários aceitando o desafio oferecido
pelo programa para conquista ou domínio sobre as SEIS GRANDES
PERDAS;
- palavras dos convidados especiais
Para esta cerimônia devem convidar também as empresas fornecedoras, os
clientes e as subsidiárias.
5.2.6.2-Pontos a destacar
(a) Obter o consenso, a concordância e a colaboração do sindicato.
(b) Terminar até o dia da cerimônia, o programa de treinamento introdutório
sobre TPM a todos os funcionários.
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 61/84
45
5.2.6.3- Papel da alta direção
(a) Considerar preliminarmente o programa da cerimônia relativo à
decolagem do TPM.
(b) A presença da alta direção nesta cerimônia é compulsória.
(c) Os membros da alta direção devem descer ao nível da fábrica, circular
pela área de produção e falar diretamente com os operários, para certificar-se de
que há compreensão plena dos objetivos visados.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 62/84
46
5.2.7 - SÉTIMA ETAPA
INTRODUÇÃO DE MELHORIAS INDIVIDUALIZADAS NOS EQUIPAMENTOS
PARA INCREMENTO DO RENDIMENTO OPERACIONAL
5.2.7.1- Objetivo
Deve-se escolher uma máquina piloto para estudo por parte do grupo de
trabalho, integrado por membros oriundos da Engenharia de Processo e
Manutenção, pelo responsável pela área de Fabricação e pelos operadores, como
mostra as Figuras 5.6, 5.7, e 5.8. a seguir nas páginas.
As melhorias deverão ser promovidas à partir dos fatos efetivos.
Para tal:
(a) A máquina piloto deverá ser escolhida à partir da análise dos dados
colhidos nos últimos três meses. Deve ser uma máquina que tenha apresentado
paradas crônicas. Isso significa escolher uma máquina onde as melhorias a serem
introduzidas deverão proporcionar resultados significativos.
(b) Como tema para o trabalho deve-se considerar a eliminação das SEIS
GRANDES PERDAS , ou seja, os acidentes inesperados, regulagens no set-up,
tempo da operação vazio, pequenas paradas, perdas de produção por decréscimo
da velocidade operacional, lentidão para entrada em regime etc. Dentre essas,
deve-se escolher aquela de maior gravidade .
(c) É preciso criar diversos grupos de trabalho, atribuindo-lhes alvos
específicos, de modos a consolidar a experiência e autoconfiança, tanto dos
elementos da Manutenção como os da Engenharia de Processo. Deve-se expandir
ou irradiar estes conhecimentos, assim como as melhorias obtidas, no sentido
horizontal do organograma, para que mesmo os pequenos grupos de atividades
voluntárias possam usufruir destes conhecimentos e aplicá-los nas suas
respectivas áreas de atuação.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 63/84
47(d) Como técnicas específicas, deve-se aplicar as metodologias utilizadas nos
campos de Engenharia Industrial, Controle de Qualidade etc. Não devem existir
restrições a métodos ou critérios para prosseguimento à análise PM.
5.2.7.2 - Pontos a destacar
(a) Cada setor deverá escolher um único alvo. As áreas-piloto escolhidas
deverão ser poucas.
(b) No grupo de trabalho deve-se sempre incluir elementos que já tenham
concluído o curso de instrutor ou implementador de TP, para que a análise PM seja
eficaz.
5.2.7.3- Papel da alta direção
(a) Dar orientação apropriada para a escolha do alvo.
(b) Os resultados alcançados deverão ser apresentados em simpósios
internos. Deve-se tecer comentários acerca do trabalho realizado.
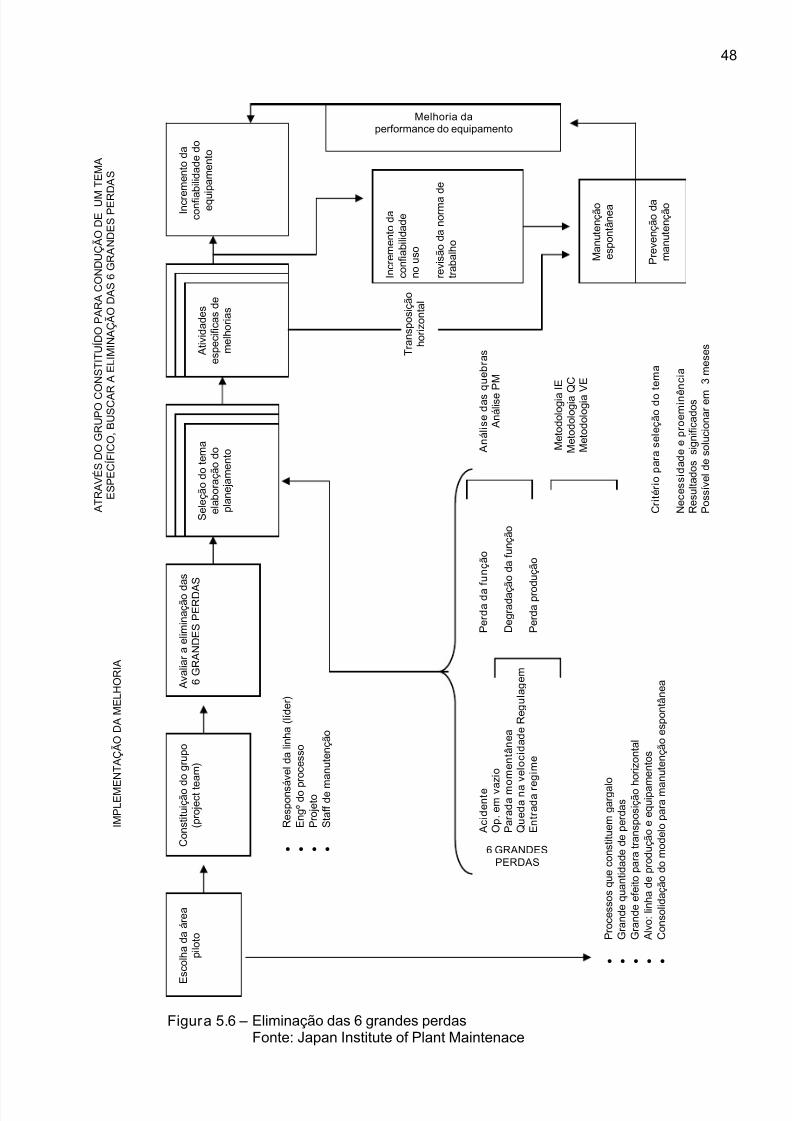
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 64/84
48
E
s c o l h a d a á r e a
p i l o t o
C o n s t i t u i ç ã o d
o g r u p o
( p r o j e c t t e
a m )
A v a l i a r a e l i m i n a ç ã o d
a s
6 G R A N D E S P E R D A
S
S e l e ç ã o d o t e m a
e l a b o r a ç ã o d o
p l a n e j a m e n t o
•
R e s p o n s á
v e l d a l i n h a ( l í d e r )
•
E n g º d o p r o c e s s o
•
P r o j e t o
•
S t a f f d e m
a n u t e n ç ã o
A c
i d e n
t e
O p .
e m
v a z
i o
P a r a
d a m o
m e n
t â n e a
Q u e
d a n a v e
l o c
i d a
d e
R e g u
l a g e m
E n
t r a d a r e
g i m e
P e r d a
d a
f u n ç
ã o
D e g r a d a ç ã o d a f u n ç ã o
P e r d a p r o d u ç ã o
6 GRANDESPERDAS
•
P r o c e s s o s q u e c o n s t i t u e m g a r g a l o
•
G r a n d e q u a n t i d a d e d e p e r d a s
•
G r a n d e e f e i t o p a r a t r a n s p o s i ç ã o h
o r i z o n t a l
•
A l v o : l i n h a d e p r o d u ç ã o e e q u i p a m
e n t o s
•
C o n s o l i d a ç ã o d o m o d e l o p a r a m a n u t e n ç ã o e s p o n t â n e a
A t i v i d a d e s
e s p e c i f i c a s d e
m e l h o r i a s
I n c r e
m e n t o d a
c o n f i a
b i l i d a d e d o
e q u i p a m e n t o
Melhoria daperformance do equipamento
I n c r e m e n t o d a
c o n f i a b i l i d a d e
n o u s o
r e v i s ã o d a n o r m a d e
t r a b a l h o
M a n u t e n ç ã o
e s p o n t â n e a
T r a n s p o s i ç ã o
h o r i z o n t a l
P r e v e n ç ã o d a
m a n u t e n ç ã o
A T R A V É S D O G
R U P O C O
N S T I T U Í D O P
A R A C O N D U Ç Ã O D
E
U M
T E M A
E S P E C Í F I C O , B U S C A R
A E L I M I N A Ç Ã O D
A S 6 G R A N D E S P E R
D A S
C r i t é r i o p a r a s e
l e ç
ã o
d o
t e m a
N e c e s s
i d a
d e e p r o e m
i n ê n c
i a
R e s u l t a d o s
s i g n i f i c a d o s
P o s s í v e l d e s o l u c i o n a r e m
3 m e s e s
A n
á l i s e
d a s q u e
b r a s
A n á l i s e P M
M e t o d o l o g i a I E
M e t o d o l o g i a Q
C
M e t o d o l o g i a V
E
I M P L E M E
N T A Ç Ã O D
A M E L H O R I A
Figura 5.6 – Eliminação das 6 grandes perdasFonte: Japan Institute of Plant Maintenace
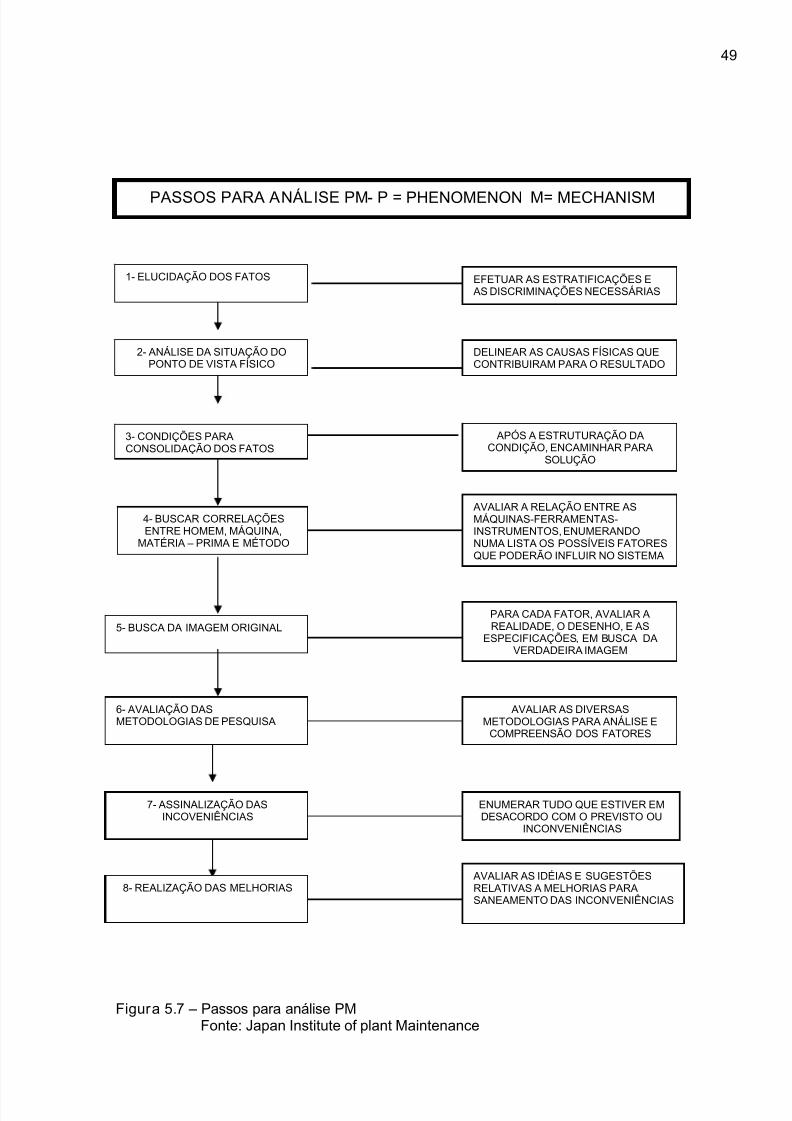
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 65/84
49
PASSOS PARA ANÁLISE PM- P = PHENOMENON M= MECHANISM
1- ELUCIDAÇÃO DOS FATOS
2- ANÁLISE DA SITUAÇÃO DOPONTO DE VISTA FÍSICO
3- CONDIÇÕES PARACONSOLIDAÇÃO DOS FATOS
APÓS A ESTRUTURAÇÃO DACONDIÇÃO, ENCAMINHAR PARA
SOLUÇÃO
4- BUSCAR CORRELAÇÕESENTRE HOMEM, MÁQUINA,
MATÉRIA – PRIMA E MÉTODO
AVALIAR A RELAÇÃO ENTRE ASMÁQUINAS-FERRAMENTAS-INSTRUMENTOS, ENUMERANDONUMA LISTA OS POSS VEIS FATORESQUE PODERÃO INFLUIR NO SISTEMA
5- BUSCA DA IMAGEM ORIGINAL
6- AVALIAÇÃO DASMETODOLOGIAS DE PESQUISA
AVALIAR AS DIVERSASMETODOLOGIAS PARA ANÁLISE E
COMPREENSÃO DOS FATORES
7- ASSINALIZAÇÃO DASINCOVENIÊNCIAS
ENUMERAR TUDO QUE ESTIVER EMDESACORDO COM O PREVISTO OU
INCONVENIÊNCIAS
AVALIAR AS IDÉIAS E SUGESTÕESRELATIVAS A MELHORIAS PARASANEAMENTO DAS INCONVENIÊNCIAS
PARA CADA FATOR, AVALIAR AREALIDADE, O DESENHO, E AS
ESPECIFICAÇÕES, EM BUSCA DAVERDADEIRA IMAGEM
8- REALIZAÇÃO DAS MELHORIAS
DELINEAR AS CAUSAS FÍSICAS QUECONTRIBUIRAM PARA O RESULTADO
EFETUAR AS ESTRATIFICAÇÕES EAS DISCRIMINAÇÕES NECESSÁRIAS
Figura 5.7 – Passos para análise PMFonte: Japan Institute of plant Maintenance

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 66/84
50
R E L A Ç Ã O
E N T R E M Á Q U I N A / M A T . P
R I M A
1 . 1 - M O D I F I C A Ç Ã O D
O A
R O
1 . 2 - M E D I D
A S D O A
R O (
M A I O R , M E N O R )
2 . 1 – D E B I L I D A D E D O V
Á C U O
2 . 2 – V A R I A Ç Ã O D
O N
Í V E L D E V Á C U O
2 . 3 – D E S V
I O D
O S
I N C R O N I S M O
3 . 1 – A T R I T O N
O B
O C A L D E A S P I R A Ç Ã O
3 . 2 – A T R I T O N
O S A C E S S Ó R I O S D E A P O I O D
O A
R O
3 . 3 – I N A D
E Q U A Ç Ã O D
O F
E R R A M E N T A L P A R A F O R N E
C I M E N T O D
O
A R O
3 . 4 – D E F E
I T O S
4 . 1 – D E S V
I O D
A C E N T R A G E M E
N T R E B O C A L D E S U C Ç Ã O E
D O
F E R R A M E
N T A L D E F O R N E C I M E N T O
4 . 2 – F O L G
A S N O B
O C A L
4 . 3 – D E S L
O C A M E N T O C
A U S A D O P
O R
V I B R A Ç Ã O
C O N D I Ç Õ E S
1 – M O D I F I C A Ç Ã O D
A
E S
T R U T U R A D O A
R O
2 – N Ã O A
C I O N A M E N T O D
O
S I S T E M A D E V Á C U O
3 – A S P I R A Ç Ã O D
O A
R
P E L A
S U
P E R F Í C I E D E C O N T A T O
4 – D E S V I O D
O E
I X O
P O N T O
D E V I S T A
F Í S I C O
Q U E D A N A E F I C I Ê N C I A D E
S U C Ç Ã O
F A T O
1 – P A R A D A D E C O R R E N T E D A
I N S P E Ç Ã O A
U T O M Á T I C A :
D E F I C I Ê N C I A D O B
O C A L D E V Á C U O
E X E
M P L O S D E A N Á L I S E
M E D I D A S C O N T R A C H O K O T E I V E R I F I C A D O
N A M Á Q U I N A A U T O M Á T I C A D E M O N T A G E M
Figura 5.8 – Análise PMFonte: Japan Institute of Plant Maintenace
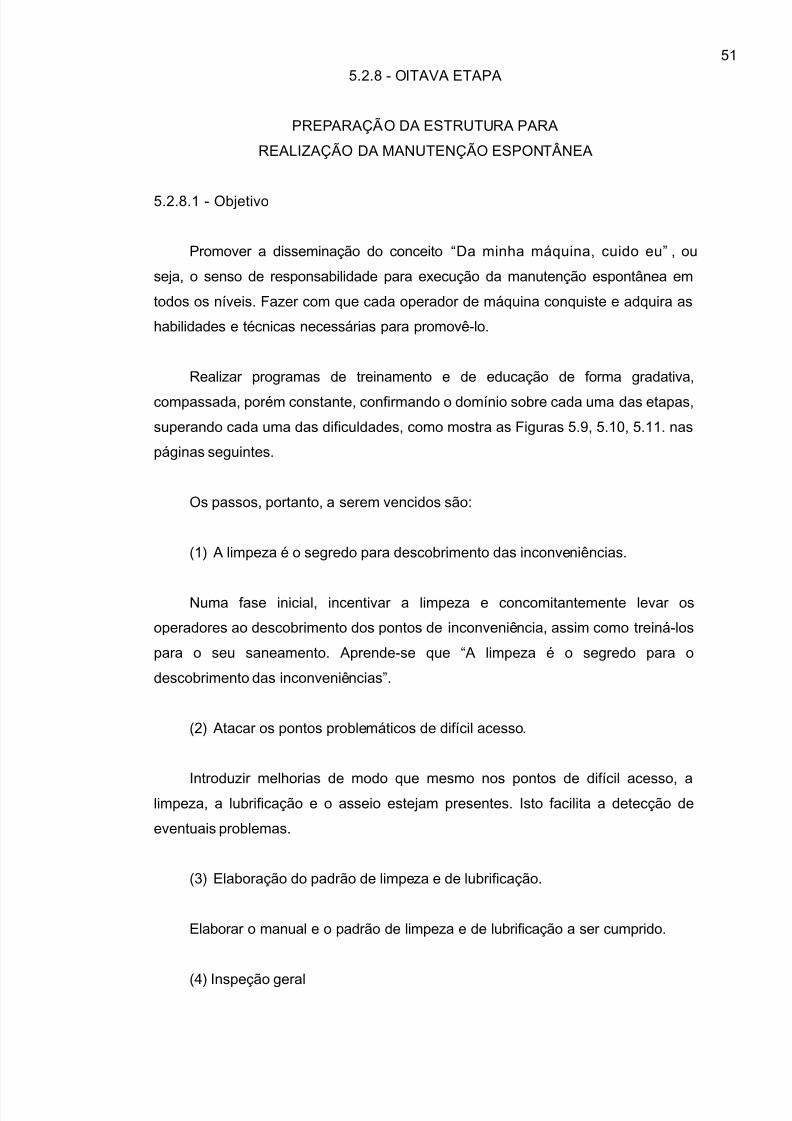
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 67/84
515.2.8 - OITAVA ETAPA
PREPARAÇÃO DA ESTRUTURA PARA
REALIZAÇÃO DA MANUTENÇÃO ESPONTÂNEA
5.2.8.1 - Objetivo
Promover a disseminação do conceito “Da minha máquina, cuido eu”, ou
seja, o senso de responsabilidade para execução da manutenção espontânea em
todos os níveis. Fazer com que cada operador de máquina conquiste e adquira as
habilidades e técnicas necessárias para promovê-lo.
Realizar programas de treinamento e de educação de forma gradativa,
compassada, porém constante, confirmando o domínio sobre cada uma das etapas,
superando cada uma das dificuldades, como mostra as Figuras 5.9, 5.10, 5.11. nas
páginas seguintes.
Os passos, portanto, a serem vencidos são:
(1) A limpeza é o segredo para descobrimento das inconveniências.
Numa fase inicial, incentivar a limpeza e concomitantemente levar os
operadores ao descobrimento dos pontos de inconveniência, assim como treiná-los
para o seu saneamento. Aprende-se que “A limpeza é o segredo para o
descobrimento das inconveniências”.
(2) Atacar os pontos problemáticos de difícil acesso.
Introduzir melhorias de modo que mesmo nos pontos de difícil acesso, alimpeza, a lubrificação e o asseio estejam presentes. Isto facilita a detecção de
eventuais problemas.
(3) Elaboração do padrão de limpeza e de lubrificação.
Elaborar o manual e o padrão de limpeza e de lubrificação a ser cumprido.
(4) Inspeção geral

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 68/84
52Efetuar programa de treinamento específico por modalidade de inspeção a
ser conduzida; por exemplo, a inspeção do sistema de aperto e de travas, conjunto
parafuso-porca etc. Corrigir as falhas e promover a regeneração do perfil de
funcionamento originariamente concebido para a máquina.
(5) Inspeção espontânea
Trata-se da execução da inspeção espontânea, a fim de assegurar o perfil
e a performance originariamente concebidos para o equipamento.
(6) A organização e a sistematização do trabalho constituem os elementos
básicos para gestão da área de trabalho.
Buscar meios para manter esta eficiência.
(7) Consolidação do autocontrole
Utilizando as habilidades e a estrutura adquirida por meio do sexto passo,
promover a manutenção espontânea, assim como as atividades para incorporação
das diversas melhorias.
5.2.8.2- Pontos a destacar
(a) Do primeiro ao quarto passo temos a parte básica associada à melhoria
tanto das pessoas como dos equipamentos. É preciso, nessa etapa, ser
persistente, com os pés fincados na realidade, pois gradativamente os resultados
tornar-se-ão efetivos.
(b) Jamais permitir que as tintas acobertem as sujeiras, os vazamentos, as
ferrugens. Manter perfeitamente delimitadas as áreas de circulação, assim como as
destinadas aos equipamentos.
5.2.8.3- Papel da alta direção
(a) Confirmar se foi feita comunicação efetiva dos locais de origem dos
problemas, ou de estudos e planejamento para eliminação dos pontos de difícil
acesso.
(b) Efetuar uma auditoria para verificação da execução e performance damanutenção espontânea.
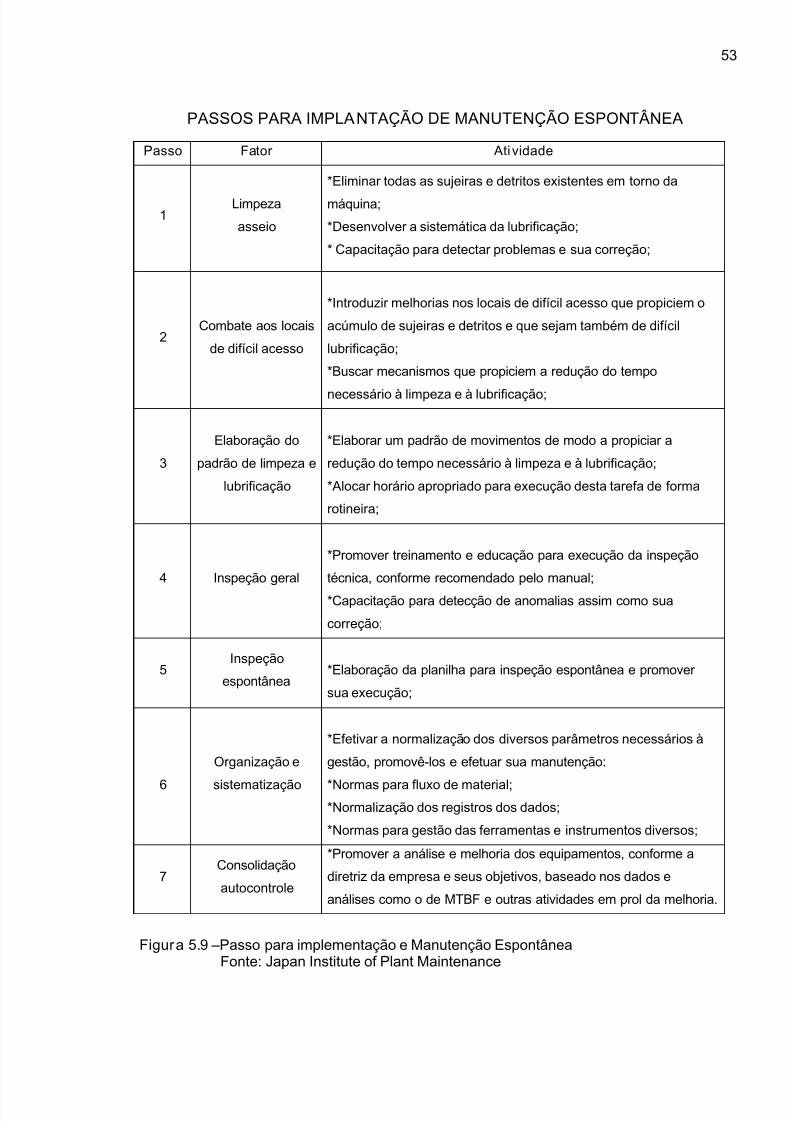
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 69/84
53
PASSOS PARA IMPLANTAÇÃO DE MANUTENÇÃO ESPONTÂNEA
Passo Fator Atividade
1Limpeza
asseio
*Eliminar todas as sujeiras e detritos existentes em torno da
máquina;
*Desenvolver a sistemática da lubrificação;
* Capacitação para detectar problemas e sua correção;
2Combate aos locais
de difícil acesso
*Introduzir melhorias nos locais de difícil acesso que propiciem o
acúmulo de sujeiras e detritos e que sejam também de difícil
lubrificação;
*Buscar mecanismos que propiciem a redução do tempo
necessário à limpeza e à lubrificação;
3
Elaboração do
padrão de limpeza e
lubrificação
*Elaborar um padrão de movimentos de modo a propiciar a
redução do tempo necessário à limpeza e à lubrificação;
*Alocar horário apropriado para execução desta tarefa de forma
rotineira;
4 Inspeção geral
*Promover treinamento e educação para execução da inspeção
técnica, conforme recomendado pelo manual;
*Capacitação para detecção de anomalias assim como sua
correção;
5Inspeção
espontânea*Elaboração da planilha para inspeção espontânea e promover
sua execução;
6
Organização e
sistematização
*Efetivar a normalização dos diversos parâmetros necessários à
gestão, promovê-los e efetuar sua manutenção:
*Normas para fluxo de material;*Normalização dos registros dos dados;
*Normas para gestão das ferramentas e instrumentos diversos;
7Consolidação
autocontrole
*Promover a análise e melhoria dos equipamentos, conforme a
diretriz da empresa e seus objetivos, baseado nos dados e
análises como o de MTBF e outras atividades em prol da melhoria.
Figura 5.9 –Passo para implementação e Manutenção Espontânea
Fonte: Japan Institute of Plant Maintenance
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 70/84
54FLUXOGRAMA DE MANUTENÇÃO ESPONTÂNEA
Verif. dealta dir.
Avaliação ediscussão
Solicitaçãoavaliação
Preparaçãopara avaliação
Solicit. para aval.manut. espont.
Relatório ativ.peq. grupos
Relatório
ativ. peq.grupos
Conduzida por elementode direção
Conduzida por chefes egerentes sob direção deum diretor
Solicitação a cada epelo líder do Círculo,
conforme sugeridochefes
stágio
pelos
Inspeção ativ.peq. gruposInspeção
in loco
Reunião dediagnóstico
Aval. Local(formular.)
Secretaria
realizada p/ gerentes a chefes
- decisão acerca dos passos- assinalação dos pontos problemáticos- diretriz clara e objetiva para os circulos
Atividadesdos Círculos
Relatório aCom. Impl. Do
TPM
Secretaria
Explanação dos resultadosda avaliação por elementos
da Comissão Compreeens. recomend. da verif.
diretriz claramente delineado
para cond. ativ. círculos TPM
Compre açõesens. Das recomend
da avaliação refleti-las junto ao
planej. ativ. Círculos
Explanação dos resultadosdos Círculos TPM
discussões
Anúnciodos
resultadosda
avaliação
Conclusão dodiagnóstico
distr.
Conduzida por superv.da área baseada no
real. dos grupos
form. avaliaç.local ativ. peq.
grupos
def. diretriz global para
cond. manut. espont.
Figura 5.10 – Fluxograma de Manutenção EspontâneaFonte: Japan Institute of Plant Maintenance

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 71/84
55
Critérios para diagnóstico da manutenção espontânea1ª etapa: LIMPEZA INICIAL
Círculo Equipamento Período(datas) Inspetor
Itens Pontos de verificaçãoAvalia-
ção
Pontos a destacar
locais, detalhes
1 – L i m p e z a d a s
m á q u i n a s
1- Inexistência de sujeira sobre partes vitais e
sobre ferramentas
2- Limalhas, óleos e detritos no equipamento
3- Limpeza sobre tabulações, dutos, tampas
sistemas diversos
2 – L u b r i f i c a
ç ã o ,
p r e s s ã o h i d r .
1- Limpeza, abastecimento e vedação em
lubrificação e sistema hidráulico2- Adequação da lubrificação das partes
móveis de transmissão
3- Inexistência de vazamento
3 – S o l t u r a ,
f o l g a
1- Aperto dos parafusos e porcas
2- Ajuste das tampas
3- Lâmpadas de indicação
4 - 5 S e á r e a
d e t r a b a l h o
1- Sujeira junto a piso, parede
2- Existência de material desnecessário
3- Colocação das ferramentas
5 – U s o d o t a b l ó i d e
1- Gráficos administrativos
2- Progr. Diária, rel. defeitos
3- Evoluç. Trab. Mensais
4- Colet. De know-how especif.
1- Verificação dos controles diários
2- Administração da segurança
3- Obediência ás normas e especificações
6 – S e g u r a n ç a
/ o u t r o
1 – Verificação dos cotroles diários
2 – Administração da segurança
3 - Obediência às normas e especificações
4 - outros
C o m e n t á r i o s
d o c h e f e
a v a l i a ç ã o
C o
m e n t á r i o s
d a
s e c r e t a r i a
Figura 5.11 – Critérios para diagnóstico de Manutenção EspontâneaFonte: Japan Institute of Plant Maintenance

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 72/84
565.2.9 - NONA ETAPA
ESTRUTURAÇÃO DO SETOR DE MANUTENÇÃO PARA
EXECUÇÃO DA MANUTENÇÃO PROGRAMADA
5.2.9.1 - Objetivo
Concomitantemente com a consolidação da manutenção espontânea por
parte dos elementos de operação, deve-se estruturar também o setor de
Manutenção para gestão de assuntos especializados, ou seja, as medidas PR,
planejamento da manutenção, condução de melhorias, incremento da eficiência do
trabalho de manutenção; enfim, para chegar ao limite de performance viável quanto
às máquinas e processo, como mostra Figura 5.12 e 5.13. nas páginas seguintes.
Para tal:
(a) Promoção de uma estrutura capaz de dar colaboração de maneira flexível.
Para poder atender às exigências oriundas da manutenção espontânea alocar
elementos fixos por área de processo. Estabelecer uma sistemática de trabalho de
modo que, diariamente, seja promovida uma reunião de 30 minutos entre o
supervisor ou responsável da área e o elemento da Manutenção, a fim de discutir
os problemas constatados, assim como maneiras de solucioná-los.
(b) Manutenção planejada. Efetuar um planejamento de atividade anual,
mensal e semanal conforme as necessidades oriundas do programa de
manutenção, especificando o tipo de atividade a ser executada, tais como revisão
com desmontagem geral ou parcial do equipamento, substituição do óleo,
constatação do envelhecimento, desgastes e a sua recuperação etc.
Iniciar com o programa de manutenção baseado em intervalos de tempo fixos,evoluindo em seguida para um trabalho baseado na performance do equipamento
(condições operacionais).
(c) Manutenção para incorporação de melhorias. Coletar dados relativos à
manutenção, de modo a facilitar a sua análise posterior.
Por intermédio da análise e da conclusão obtidas, promover as mudanças que
se fizerem necessárias (pontos falhos do projeto), introduzindo as diversasmelhorias.
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 73/84
57
(d) Planejamento da operação de manutenção para obtenção de eficiência
superior.
Aumentar a eficiência da manutenção, por meio de uma administração efetiva
dos ciclos e do trabalho de manutenção, dos estoques das peças de reposição, das
ferramentas de trabalho, dos instrumentos de verificação, dos materiais de
lubrificação, dos desenhos técnicos etc.
5.2.9.2- Pontos a destacar
(a) Numa fase inicial da execução da manutenção espontânea concentrar
esforços na solução dos diversos problemas.
(b) Consolidar inicialmente a sistemática de manutenção definida para
intervalos de tempo fixo. Avaliar a possibilidade de incrementar a manutenção
baseada em performance, como trabalho subseqüente a ser implementado.
5.2.9.3- Papel da alta direção
Efetuar uma gestão apropriada de modo que as diversas medidas diárias, o
planejamento da manutenção e as melhorias a serem introduzidas não sejam
prejudicadas por problemas de restrição orçamentária.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 74/84
58
EXEMPLO DE IMPLEMENTAÇÃO DA MANUTENÇAO PLANEJADA
CONCEPÇÃO FUNDAMENTAL
( a ) p l a n e j a m e n t o e a d m i n i s t r a ç ã o
d a m a n u t e n ç ã o
ATIVIDADES PARA MELHORAR AEFICIÊNCIA DA MANUTENÇÃO
( 1 ) condução das atividades para incrementodo nível técnico e implementação das 7 etapas
( 2 ) orientação para condução da manutençãoespontânea ajudas diversas
M A N U T E N Ç Ã O Z
E R O E
C O N Ô M I C O
B U S C A D O S
E Q U I P A M E N T O S Q U E A T E N D A M À
S
C O N D I Ç Õ E S
S U P R A
M E L H O R I A D O
S O U T P U T S
Q U E B R A Z E R O D
A S M Á Q U I N A S
D E F E I T O Z
E R
O N
O S P R O D U T O S
( b ) g e s t ã o
d o o r ç a m e n t o
d a m a n u t e n ç ã o
( c ) a d m i n i s t r a ç
ã o d a s p e ç a s
d e r e p o s i ç ã o
( d ) a d m i n i s t r a ç ã o d a s i n f o r m a ç õ e s
s o b r e m a n u t e n ç ã o
REDUÇÃO DOS INPUTS
( 3 ) atividades MP rotineiras
M E L H O R I A D O S C
O N H E C I M E N T O S
T É C N I C O S E
H A B I L I D A D E S
Figura 5.12 – Implementação da Manutenção PlanejadaFonte: Japan Institute of Plant Maintenance
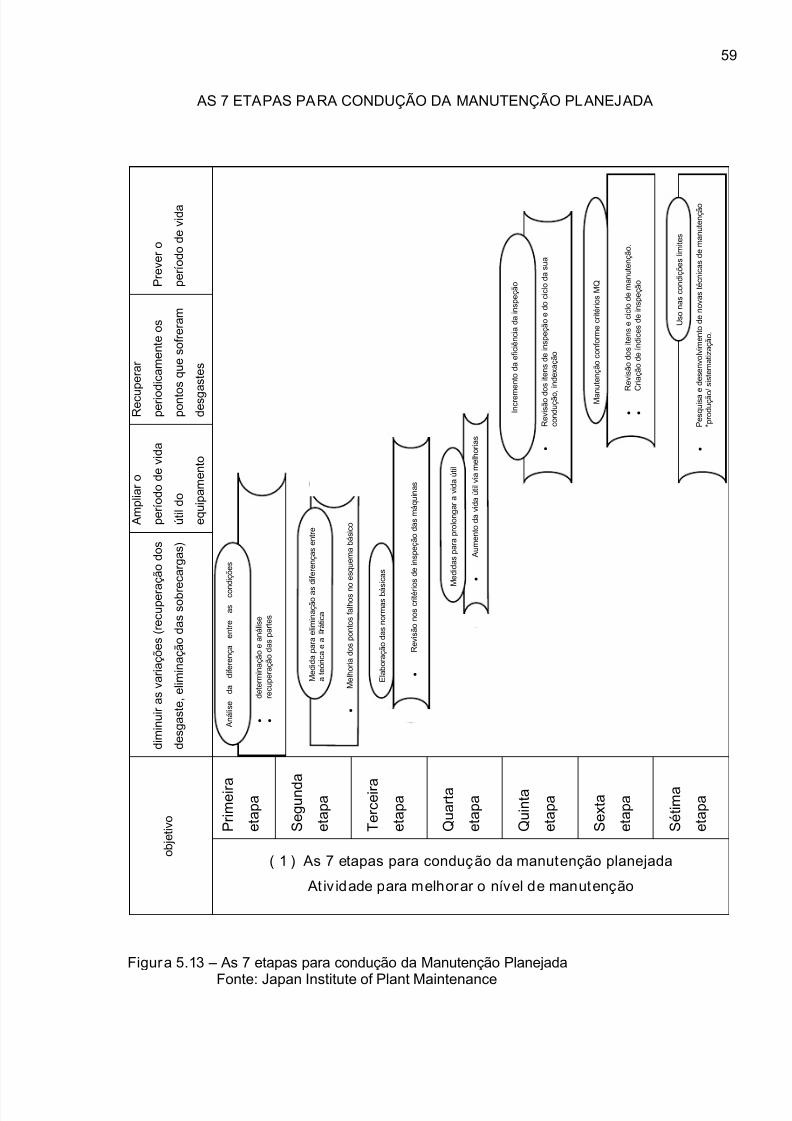
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 75/84
59
AS 7 ETAPAS PARA CONDUÇÃO DA MANUTENÇÃO PLANEJADA
P r e v e r o
p e r í o d o d e v i d a
R e c u p e r a r
p e r i o d i c a m e n t e o s
p o n t o
s q u e s o f r e r a m
d e s g a
s t e s
A m p l i a r o
p e r í o d o d e v i d a
ú t i l d o
e q u i p a m e n t o
d i m i n u i r a s v a r i a ç õ e s ( r e c u p e r a
ç ã o d o s
d e s g a s t e , e l i m i n a ç ã o d a s s o b r e
c a r g a s )
P r i m e i r a
e t a p a
S e g u n d a
e t a p a
T e r c e i r a
e t a p a
Q u a r t a
e t a p a
Q u i n t a
e t a p a
S e x t a
e t a p a
S é t i m a
e t a p a
o b j e t i v o
( 1 ) As 7 etapas para condução da manutenção planejada
Atividade para melhorar o nível de manutenção
•
d e t e r m i n a ç ã o e a n á l i s e
•
r e c u p e r a ç ã o d a s p a r t e s
A n á l i s e
d a
d i f e r e n ç a
e n t r e
a s
c o n
d i ç õ e s
•
M e l h o r i a d o s p o n t o s f a l h o s n o e s q u e m a b á s i c o
•
R e v i s ã o n o s c r i t é r i o s d e i n s p e ç ã o d a s m á q u i n a s
E l a b o r a ç ã o d a s n o r m a s b á s
i c a s
•
A u m e n t o d a v i d a ú t i l v i a m e l h o r i a s
•
R e v i s ã o d o
s i t e n s d e i n s p e ç ã o e d o c i c l o d a s u a
c o n d u ç ã o ,
i n d e x a ç ã o
I n c r e m
e n t o d a e f i c i ê n c i a d a i n s p e ç ã o
•
R e v i s ã o d o s i t e n s e c i c l o d e m a n u t e n ç ã o .
•
C r i a ç ã o d e í n d i c e s d e i n s p e ç ã o
•
P e s q u i s a e
d e s e n v o l v i m e n t o d e n o v a s t é c n i c a s d e m a n u t e n ç ã o
* p r o d u ç ã o / s i s t e m a t i z a ç ã o .
U s o n a s c o n d i ç õ e s l i m i t e s
M a n
u t e n ç ã o c o n f o r m e c r i t é r i o s M Q
M e d i d a s p a r a p r o l o n g a r a v i d a ú t i l
M e d i d a p a r a e l i m i n a ç ã o a s
d i f e r e n ç a s e n t r e
a t e ó r i c a e a
r á t i c a
Figura 5.13 – As 7 etapas para condução da Manutenção Planejada
Fonte: Japan Institute of Plant Maintenance
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 76/84
605.2.10 - DÉCIMA ETAPA
EDUCAÇÃO E TREINAMENTO DOS ELEMENTOS DA MANUTENÇÃO
PARA PROMOVER A MELHORIA DAS SUAS HABILIDADES
5.2.10.1- Objetivo
Capacitar os elementos da organização tanto da Produção como da
Manutenção para automação e incorporação da mecatrônica (combinação de
mecânica e eletrônica), por meio de educação e treinamento.
Em síntese, trata-se de preparar e consolidar pessoas que “ dominem” as
máquinas.
Para tal:
a) Promover o incremento da habilidade dos elementos de manutenção.
Utilizar os módulos dos cursos promovidos pela JIPM para desenvolver os
elementos que constituirão o módulo central da manutenção, assim como para
preparação das outras pessoas encarregadas de tarefas similares.
Incentivar a obtenção de qualificação técnica promovida por entidades de
atuação nacional.
b) Promover seminários para aprendizado e domínio das técnicas de
manutenção por partes dos operadores de máquinas.
Promover para os líderes dos grupos que desenvolvem atividades voluntárias,
seminários específicos de desenvolvimento e uso de novas técnicas de
manutenção .
Os líderes promoverão a disseminação destes conceitos entre outros
operadores, de forma prática, de modo que o aprendizado seja também estendido a
todos os membros da área.
Preparar materiais didáticos, tais como apostilas e modelos visuais, utilizandopeças cortadas para visualização do interior etc.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 77/84
61
c) Treinamento para incremento da habilidade dos operadores de máquina.
Promover programas de treinamento para aperfeiçoamento das habilidades
dos atuais operadores de maquinas, assim como preparar novos elementos,
conforme as necessidades .
5.2.10.2- Papel da alta direção
(a) Alocar orçamento necessário para realização dos cursos e treinamentos
diversos
(b) Avaliar a eficácia e a eficiência do programa interno de educação e
treinamento, principalmente nos aspectos relativos à formação e evolução da
pessoa humana.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 78/84
625.2.11 - DÉCIMA PRIMEIRA ETAPA
ESTRUTURA PARA CONDUÇÃO DA GESTÃO
DOS EQUIPAMENTOS NA SUA FASE INICIAL
5.2.11.1-Objetivo
Elaboração da estrutura para condução da gestão dos equipamentos na fase
inicial de entrada em funcionamento, de modo a constatar a economicidade por
meio do custo do ciclo de vida (life cycle cost), adequação do projeto (PdM), tendo
como elementos centrais os membros integrantes da Engenharia do Processo e da
Manutenção.
Para tal:
(a) Adotar o cretério de avaliação econômica por meio do custo do ciclo de
vida (life cycle cost), na fase do planejamento do projeto da máquina.
(b) Efetuar a coletânea dos fatos relativos a inconveniências, medidas para
solução dos pontos de difícil acesso e que constituam origens dos problemas,
assim como medidas para melhoria do rendimento dos equipamentos, para servir
de referência e critérios normativos à elaboração do novo projeto, prevenindo
manutenção, onde serão consideradas a confiabilidade e a facilidade de
intervenção; ou seja, o “projeto de máquina que isenta a manutenção”.
(c) Elaborar o projeto do custo do ciclo de vida tendo como referência
normativa os parâmetros do projeto com prevenção da manutenção.
(d) Elaborar um check-list com os problemas que poderão ocorrer nas fasesde projeto, fabricação, instalação, teste-piloto e pré-produção, a fim de equacioná-
los e resolve-los à priori .
(e) Constituir um grupo de trabalho por projeto envolvendo a Engenharia, a
Produção, a Manutenção dos próprios operadores, a fim de estruturar uma
sistemática efetiva de controle na fase inicial de funcionamento da máquina.
(f) Efetuar uma revisão na sistemática vigente de administração do ativo fixo,para alocação dos recursos necessários à sua realização.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 79/84
63
5.2.11.2- Pontos a destacar
(a) Preparar quadro de engenheiros capazes de efetuar a análise do custo do
ciclo de vida, assim como de elaborar um projeto incorporando a prevenção na
manutenção.
(b) Buscar capacitação interna para a produção de moldes e máquinas
especiais, além de ferramentas de uso exclusivo.
(c) Para promover a manutenção espontânea, obter colaboração do staff da
Engenharia de processo e da Manutenção. Considerar também que estes contatos
constituem um mecanismo eficaz para obtenção de informações para elaboração
do projeto prevenindo a manutenção .
A presente etapa deve ser implementada somente após a consolidação da
manutenção espontânea.
5.2.11.3- Papel da alta direção
(a) Os elementos da direção devem também compreender o conteúdo do
custo do ciclo de vida dos equipamentos e utilizá-lo para a tomada de decisões
sobre os investimentos necessários.
(b) Verificar a evolução da condição de uso dos equipamentos na sua fase
inicial de funcionamento, por meio de uma estrutura organizacional apropriada.
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 80/84
645.2.12 - DÉCIMA SEGUNDA ETAPA
IMPLEMENTAÇÃO EFETIVA DO TPM
E INCREMENTO DO SEU NÍVEL
5.2.12.1 - Objetivo
A organização que tiver atingido este nível de performance terá sido vitoriosa
na implantação e implementação dos cinco pilares básicos do TPM e, portanto,
estará apta a candidatar-se ao prêmio PM, ou seja, a comprovar seu nível de
perfeição e confirmar a validade dos esforços empreendidos.
Também as sugestões e comentários provenientes dos examinadores serão
de valia para seu aperfeiçoamento futuro, permitindo assim a melhoria do próprio
nível de performance.
Para a efetivação disto:
(a) Efetuar preparativos para o exame de avaliação.
Elaborar o relatório a ser submetido à Comissão de Avaliação do Grande –
Prêmio PM (doravante referido como Prêmio PM), contendo os 10 tópicos
recomendados pela norma do exame e enviá-lo à JIPM.
(b) Avaliação propriamente dita.
A avaliação é efetuada em duas etapas: a primeira é relativa ao relatório
apresentado ; e a segunda é uma inspeção in-loco.
Deste exame surgirão comentários relativos a pontos passíveis de melhoria,
conforme opiniões externadas pelos membros da banca examinadora.
( c) Cerimônia para entrega do Prêmio PM.
O certificado da obtenção do Prêmio PM é concedido durante SimpósioNacional de Administração de Equipamentos, realizado em outubro de cada ano.
(d) Atividades pós prêmio PM
O presidente da empresa laureada com o Prêmio PM deverá realizar uma
palestra durante o Simpósio Nacional.
A empresa vencedora será visitada por comitivas organizadas e coordenadas
pela JIPM.
A empresa vencedora deverá preparar-se para também conquistar o PrêmioEspecial PM.
5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 81/84
65
5.2.12.2- Pontos a destacar
(a) Quando da decisão de adotar o TPM, buscar resultados de modo a poder
converte-los em créditos para obtenção do Prêmio PM.
(b) O Prêmio não constitui um fim, mas um princípio para a evolução
subseqüente.
5.2.12.3- Papel da alta direção
(a) Para a candidatura e o exame de avaliação, os próprios dirigentes
deverão assumir a liderança dos trabalhos.
(b) O acompanhamento das atividades pós-conquista do prêmio PM, deverá
também ser executada pelos elementos da direção.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 82/84
66
6. Comentários e Conclusão:
Este trabalho tem como objetivo mostrar que a implementação do processo de
Manutenção Produtiva Total (TPM), visa a maximização do rendimento operacional
da máquina ou equipamento, um sistema total englobando todo ciclo de vida da
máquina com manutenção produtiva, a participação de todos empregados
trabalhando em times do topo à base da empresa por meio de treinamento e
desenvolvimento de pessoas, com motivação de equipe.
As empresas que implementarem o TPM conquistarão vantagens competitivas
muito significativas com relação ao envolvimento das pessoas (da minha máquina
cuido eu!) pois os operadores deixarão de ser robôs de repetição e passarão a ser
considerados elementos chaves na manutenção das máquinas, por meio de
flexibilidade adquirida com a transferência de conhecimento entre o time da
manutenção e da produção. Visando com isto um aumento de produtividade, da
qualidade com custo / benefício muito bom para a empresa.
Isto é possível pois o volume de recursos a serem aplicados inicialmente no
programa TPM é baixo, porque este método trabalha na cultura dos funcionários da
empresa e muitas vezes utilizando recursos já existentes que estão sendo usados
de formas incorretas ou até mesmo não sendo utilizados.
Mas, para que esse processo seja implementado com sucesso, os diretores e
gerentes das indústrias brasileiras devem disponibilizar recursos adequados para
cada uma das 12 etapas de implementação do TPM, e principalmente não
desprezar nenhuma das fases, pois este erro acarretaria um atraso na
implementação, um desperdício de recursos e principalmente uma descrença por
parte dos empregados.
Mas, se as 12 etapas forem respeitadas, o investimento feito para
implementação do programa de TPM, proporcionará um retorno líquido muito bom
para empresa e seus empregados.

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 83/84
67
REFERÊNCIAS BIBLIOGRÁFICAS
GENERAL MOTORS DO BRASIL – 5S – Qualidade no local de trabalho, São José
dos Campos, 1999
JOHNSON & JOHNSON – Disseminação de TPM (The Signature of Quality), São
José dos Campos, 1999
KARDEC, Alan e NASCIF, Júlio – Manutenção – Função Estratégica,
Editora Qualitymark, Rio de Janeiro, 1999.
NAKAZATO, Koichi - 11o Curso de Formação de Facilitadores TPM , Editora
IM&C, São Paulo, 1999
NEPOMUCENO – Manutenção Preditiva em Instalação Industrial –Procedimentos
Técnicos, Editora Edgard Blucher LTDA
VCP ( VOTORANTIN CELULOSE E PAPEL ) – TPM Manutenção Produtiva Total,
Jacareí, 1997
http:// www.advanced-eng.com.br/tpm1.htm - O que é TPM?
http://www.advanced-eng.com.br/tpm2.htm - Manutenção Autônoma
http://www.advanced-eng.com.br/tpm3.htm - Manutenção Planejada
http://www.advanced-eng.com.br/tpm4.htm - Melhorias Específicas
http://www.advanced-eng.com.br/tpm5.htm - Educação e Treinamento
http://www.eps.ufsc.br/disserta98/jerzy/cap2.htm - Manutenção Industrial –TPM
http://www.eps.ufsc.br/disserta97/taveira/cap2.htm - O Sistema Just-in-Time
http://www.geocities.com/Eureka/Promenade/1783/aplica.htm - TPM Aplicações
http://www.geocities.com/Eureka/Promenade/1783/vantagem.htm - TPM Vantagens

5/11/2018 ribeiro-celso_ricardo - slidepdf.com
http://slidepdf.com/reader/full/ribeiro-celsoricardo 84/84
68
http://www.sqlbrasil.com.br/sq1-RCM2-ttec_integracaombcrcmtpm.html - Obtendo
Efetividade do Custo de Manutenção por meio da Integração das Técnicas de
Monitoramento de Condição, RCM e TPM