Embed Size (px)
Citation preview

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 1
XI – PROCESSOS DE USINAGEM ESPECIAIS.
Usinagens Especiais são processos de usinagem alternativos, que consistem da remoção
de material, porém não executados de forma tradicional (fresagem, torneamento,
furação, etc).
Estes processos, no geral, utilizam-se de ferramentas de geometria não definida aliada
a fenômenos físicos e químicos, para conformar peças com o arrancamento de material.
Podemos citar alguns destes processos, como:
1. Usinagem por Eletroerosão;
2. Usinagem por Ultrassom;
3. Polimento;
4. Jateamento;
5. Tamboreamento;
6. Usinagem Química (ou Quimo-erosão);
7. Corte por Jato de Água;
8. Corte por Arco Plasma;
9. Corte por LASER;
10. Corte por Oxicorte.
1. Usinagem por Eletroerosão
No processo de usinagem por eletroerosão, a peça sofre um desgaste devido à
passagem de uma corrente elétrica contínua, em forma de descargas constantes (arcos
voltaicos), que erodem as moléculas do material (ferroso ou não) através do
rompimento da ligação entre elas. Para ocorrer a eletroerosão é necessário, além do
material, um eletrodo e um fluído dielétrico (isolante) para que o circuito esteja aberto
e haja as descargas. Durante o processo são formadas bolhas de gás resultante da
vaporização do dielétrico.
A eletroerosão é normalmente indicada para processos onde exige-se a usinagem de
peças complexas, com geometrias irregulares, ou em materiais de alta dureza, com
ponto de fusão bem definido, de difícil usinagem por processos convencionais.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 2
Ela é limitada pela necessidade desses materiais serem condutores de eletricidade
independentes de serem metálicos ou não.
Processo
Aplicando-se uma diferença de potencial (em corrente contínua) entre duas placas
condutoras de eletricidade, chamadas de eletrodo e peça, separadas por uma pequena
distância (de 0,012mm a 0,050mm) denominada GAP, ocorrem descargas elétricas entre
elas. Na verdade, neste espaço entre a peça e o eletrodo, circula o fluído dielétrico que
se torna eletrolítico na forma gasosa, no instante de iniciação do arco voltaico.
No instante da descarga elétrica, o eletrodo e a peça não estão em contato devido ao
meio dielétrico que os envolve. Ao iniciar o ciclo de erosão, na pequena região de
descarga elétrica, a potência despendida por unidade de área pode chegar até 1000
W/m², e a temperatura até 12.000°C, assim o fluido dielétrico evaporará, tornando-se
eletrolítico e no meio gasoso a pressão poderá alcançar as marcas de até 200 atm.
Essa descarga elétrica durará alguns milionésimos de segundo. Este período é
denominado de Ton.
Cessada a descarga elétrica, inicia-se, por alguns milionésimos de segundo, o período
que ocorrerá a emersão dos gases eletrolíticos, denominado período Toff.
Desse modo, os espaços ocupados pelo gás serão preenchidos pelo fluido dielétrico em
temperatura muito menor que a região em usinagem, assim, com o choque térmico,
ocorrerá na região em questão uma micro deformação por contração, e essa,
responsável pela desagregação das partículas que se uniam a peça, dando início ao
processo de usinagem ou corte.
Existem basicamente 2 (dois) tipos de processos de eletroerosão: Eletroerosão Por
Penetração e Eletroerosão a Fio.
Eletroerosão por Penetração
Consiste em um processo onde a peça permanece submersa em um líquido (dielétrico)
e, portanto, há rápida dissipação do calor gerado no processo. Não existe força de corte,
pois não há contato entre a ferramenta e a peça. Por isso não se formam as tensões

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 3
comuns dos processos convencionais de usinagem, onde o arrancamento de material se
faz pelo atrito da ferramenta de corte com a peça.
O processo de eletroerosão por penetração tem como características o fato de a
imagem do eletrodo ser transferida a peça (impressão de um negativo), por este motivo
sua grande aplicação em moldes e matrizes de impressão.
No processo de usinagem por eletroerosão a peça e eletrodo são mergulhados num
recipiente que contém fluído não condutor de eletricidade (Dielétrico). A peça e
eletrodo estão ligados a uma fonte CC, através de cabos ligados a um interruptor.
Geralmente, o eletrodo tem polaridade positiva (+) e a peça polaridade negativa (-).
Ligado o interruptor, forma-se uma tensão elétrica entre o eletrodo e a peça. No início,
não há passagem de corrente, tampouco a formação de arcos, já que o dielétrico atua
como isolante. Aproxima-se o eletrodo da peça, a uma distância determinada. Isto faz
com que o dielétrico passe a atuar como condutor, formando uma “ponte” de íons entre
o eletrodo e a peça.
Produz-se, então, uma centelha (faísca) que superaquece a superfície do material
dentro do campo de descarga, fundindo-a. Estima-se que, dependendo da intensidade
da corrente, a temperatura na região da faísca possa variar de 2.500°C à 50.000°C.
O processo de erosão ocorre simultaneamente na peça e no eletrodo, sendo que o calor
maior ficará com a peça, e consequentemente nesta se fará o maior dano. A passagem
de corrente é interrompida pelo afastamento do eletrodo. O ciclo recomeça com a
reaproximação do eletrodo, provocando uma nova descarga.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 4
Figura 1. Detalhe de um processo de eletroerosão por penetração.
Figura 2. Detalhe de uma erosão por um eletrodo de eletroerosão.
Aplicações:
Indústria automotiva.
Indústria de gravação e estampagem
Metais de elevada dureza
Peças com geometria complexa
Indústria de moldes e matrizes

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 5
Eletroerosão a fio
Os princípios da eletroerosão a fio são semelhantes aos da eletroerosão por penetração,
porém, neste processo, um fio (eletrodo) eletricamente carregado, atravessa a peça
submersa em fluido dielétrico, em movimentos constantes, provocando descargas
elétricas entre o fio e a peça, cortando o material.
Para permitir a passagem do fio, é feito um pequeno orifício no material a ser usinado.
O corte a fio é programado por computador (CNC), o que permite o corte de perfis
complexos e com exatidão.
Tem como vantagens a ausência de forças de corte e tensões comuns dos processos
convencionais de usinagem, pois não há contato físico entre o fio e peça, a rápida
dissipação de calor, pelo fato de a peça permanecer submersa em líquido e a dureza do
material da peça não tem efeito negativo na velocidade de corte.
Aplicações:
Confecção de matrizes, fieiras para trefilação e micro EDM;
Fabricação de ferramentas de metal duro;
Confecção de placas de guia e porta-punções;
Trabalhos em materiais muito duros e de difícil usinagem pelos processos
tradicionais.
Figura 3. Detalhe de um processo de eletroerosão a fio.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 6
Eletrodos
Em princípio, todos os materiais condutores de eletricidade podem ser usados como
eletrodo. Mas como o preço de confecção do eletrodo representa uma parcela
significativa nos custos do processo, é importante escolher com cuidado o material a ser
utilizado e o método de usinagem.
Os melhores materiais para eletrodos são os que têm elevados pontos de fusão e são
bons condutores de eletricidade. São divididos em 2 (duas) categorias:
Metálicos: os mais utilizados são o cobre eletrolítico, o cobre-tungstênio e o
cobre sinterizado. Têm ótimo acabamento e mínimo desgaste durante o
processo.
Não-metálicos: grafite (principal). Fácil usinagem, mas muito quebradiço.
Conservam suas qualidades mecânicas a altas temperaturas, praticamente não
se deformam e são leves. Porém são abrasivos e não podem ser moldados ou
conformados.
Fluidos Dielétricos
Os fluidos mais utilizados são: o óleo mineral, o óleo sintético, a água deionizada e o
querosene.
O querosene requer cuidados especiais, pois é inflamável e exala um odor forte,
prejudicial à saúde e ao ambiente. Em função de legislações ambientais, e com a
proibição em muitos estados e países, o querosene passa a ser abolido em grande parte
dos processos industriais. Os óleos sintéticos e minerais, são sem sombra de dúvida o
mais utilizados, dado a razões de custo, facilidade na manipulação e menor agressão ao
operador e ao meio ambiente.
Os dielétricos têm como principais características controlar a potência de abertura da
descarga elétrica, lavagem do GAP (vazio entre a peça e o eletrodo) e proporcionar a
refrigeração das superfícies de contato.
A limpeza do GAP é muito importante para o rendimento do processo, pois retira as
partículas removidas durante o processo. Uma vez que estas partículas acumularem,
Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 7
haverá diminuição da resistência e formação de descargas elétricas anormais,
prejudicando o processo.
A limpeza pode ser realizada de diversas formas. Dentre elas estão:
Limpeza por injeção – um jato do mesmo dielétrico é injetado por meio do
eletrodo (num eletrodo previamente projetado com canal de injeção), agindo
sobre a superfície erodida, expulsando o material erodido;
Limpeza por aspiração – um sugador é posicionado na peça, ou região próxima,
qual retira os detritos da erosão, encaminhando-os a um filtro;
Limpeza por jato lateral – é posicionado um jato, na região lateral da peça x
eletrodo, qual lança uma torrente do mesmo fluído dielétrico, expulsando os
detritos erodidos;
2. Usinagem por Ultrassom
A usinagem por ultrassom é um processo que permite executar penetrações de formas
variadas em materiais duros, frágeis e quebradiços, como o vidro, a cerâmica e o
diamante, que dificilmente seriam obtidas pelos processos convencionais.
Processo
Na usinagem por ultrassom, uma ferramenta é posta para vibrar sobre uma peça
mergulhada em um meio líquido, com pó abrasivo em suspensão, numa frequência que
pode variar de 20 kHz a 100 kHz.
O “martelamento” produzido pelas vibrações é capaz de erodir o material, formando
uma cavidade com a forma negativa da ferramenta, isto é, sua impressão.
Não há contato entre a ferramenta e a peça, já que as ondas ultrassônicas viajam e se
propagam no espaço entre a ferramenta e a peça, e com o auxílio do liquido que os
circundam.
A ferramenta não precisa ser muito dura, podendo ser feita de material fácil de usinar,
uma vez que não entra em contato com a peça.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 8
Uma variação desse processo de usinagem é obtida com o uso de uma ferramenta
rotativa, que aumenta a capacidade de remoção do material erodido. Quando
conjugado com uma mesa do tipo CNC, o equipamento com ferramenta rotativa
possibilita a obtenção de figuras complexas, por contorneamento.
O processo de usinagem por ultrassom aproveita a energia de vibração mecânica,
mecânica comunicada aos grãos de abrasivo, que vibram na mesma direção do
sonotrodo.
Sonotrodo
O sonotrodo é sonotrodo constituído por uma barra metálica, na qual se ativam as
vibrações ultrassonoras, no sentido do seu eixo. Na ponta do sonotrodo é fixada a
ferramenta, com a forma inversa da que se deseja dar à peça a ser usinada.
As vibrações mecânicas só se propagam através de um meio material, nunca no vazio.
Essas vibrações transmitem-se por excitação das moléculas, que oscilam ao redor de sua
posição de repouso.
Figura 4. Partes de um conjunto sonotrodo e ferramenta.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 9
Figura 5. Diversos tipos de ferramentas e sonotrodos.
Um ponto em oscilação, partindo de uma posição extrema e voltando a esta posição,
completa um ciclo e ciclo tem uma amplitude (A) determinada. O número de ciclos
efetuados por unidade de tempo, ou frequência das oscilações, é uma característica
essencial das vibrações. A amplitude é dada pelo máximo afastamento do ponto em
relação a sua posição de equilíbrio.
Figura 6. Gráfico de ação de um ultrassom.
O conjunto de vibrações locais e sua propagação formam uma onda de vibrações. As
ondas se propagam através dos materiais a uma velocidade constante. Esta velocidade

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 10
depende da natureza do material e do tipo de onda considerado. Para as aplicações
industriais, as ondas longitudinais são as mais utilizadas.
Geração dos Ultrassons
A maior parte dos corpos materiais possui certas propriedades elásticas. Isto quer dizer
que, se uma parte do corpo é forçada além de sua posição natural, a reação do corpo
tende a trazer esta parte de volta para o seu lugar. Produz-se, assim, um movimento de
oscilação comparável ao de um pêndulo de mola.
Cada corpo tem uma frequência própria de vibração. A produção dos ultrassons utiliza
essa capacidade de vibração que os corpos apresentam. Uma das formas possíveis de
produzir ultrassom vale-se do efeito Joule magnético, também conhecido como
magnetostrição.
Magnetostrição
Na máquina de ultrassom para usinagem, a parte mais importante da cabeça
ultrassonora, que funciona segundo o princípio da magnetostrição, é constituída por
uma haste em liga de níquel, que é envolvida por uma bobina, percorrida por uma
corrente de alta frequência. O campo magnético gerado pela passagem da corrente
através da bobina provoca a vibração da haste metálica, no sentido do eixo.
Esta haste encontra-se em um banho de óleo, que é resfriado por uma serpentina em
cobre, na qual circula água.
O efeito assim obtido é muito pequeno, mas pode ser aumentado desde que se consiga
produzir a vibração em ressonância com as vibrações próprias da barra.
Características do Equipamento
Uma máquina de ultrassom para usinagem é constituída, basicamente, pelos seguintes
componentes:
a) Um gerador de um gerador corrente de baixa frequência;

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 11
b) Um conversor eletroacústico que consiste de um transdutor eletroacústico, isto
é, um dispositivo que transforma as oscilações elétricas em ondas
ultrassonoras;
c) Um amplificador, um amplificador feito geralmente de titânio, que tem por
função transmitir e aumentar as amplitudes das vibrações do transdutor sobre
o qual está fixado;
d) Uma ferramenta de usinagem, uma ferramenta de usinagem facilmente
intercambiável, que pode ser oca ou maciça.
O conjunto é montado sobre uma guia de precisão, que se desloca verticalmente, sem
jogo nem atrito, e é equilibrado por um sistema de contrapeso. O equipamento inclui
um dispositivo de regulagem de pressão sobre a peça a ser usinada, montado na parte
exterior da máquina.
Nas máquinas mais antigas, um relógio comparador de leitura direta permitia controlar
permanentemente a profundidade de penetração da ferramenta. Atualmente, esse
controle é feito por sistemas eletrônicos.
A peça a ser usinada é fixada sobre o tanque de abrasivo que pode ser adaptado a uma
mesa de coordenadas, com movimentos comandados por um micrômetro. Este
conjunto é centralizado sob a ferramenta.
Como abrasivo pode-se utilizar: o carbeto de boro, carbeto de silício, óxido de alumínio
ou diamante em pó, com tamanhos de grãos variando entre 0,5 mm e 0,002 mm.
O material abrasivo deve ser, no mínimo, tão duro quanto a peça usinada. Mesmo assim,
parte do próprio abrasivo acaba sendo erodida durante a usinagem, de modo que a área
de usinagem deve ser continuamente alimentada por um suprimento adicional de grãos.
Este procedimento contribui para resfriar a suspensão durante a usinagem e facilita a
remoção do material erodido.
Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 12
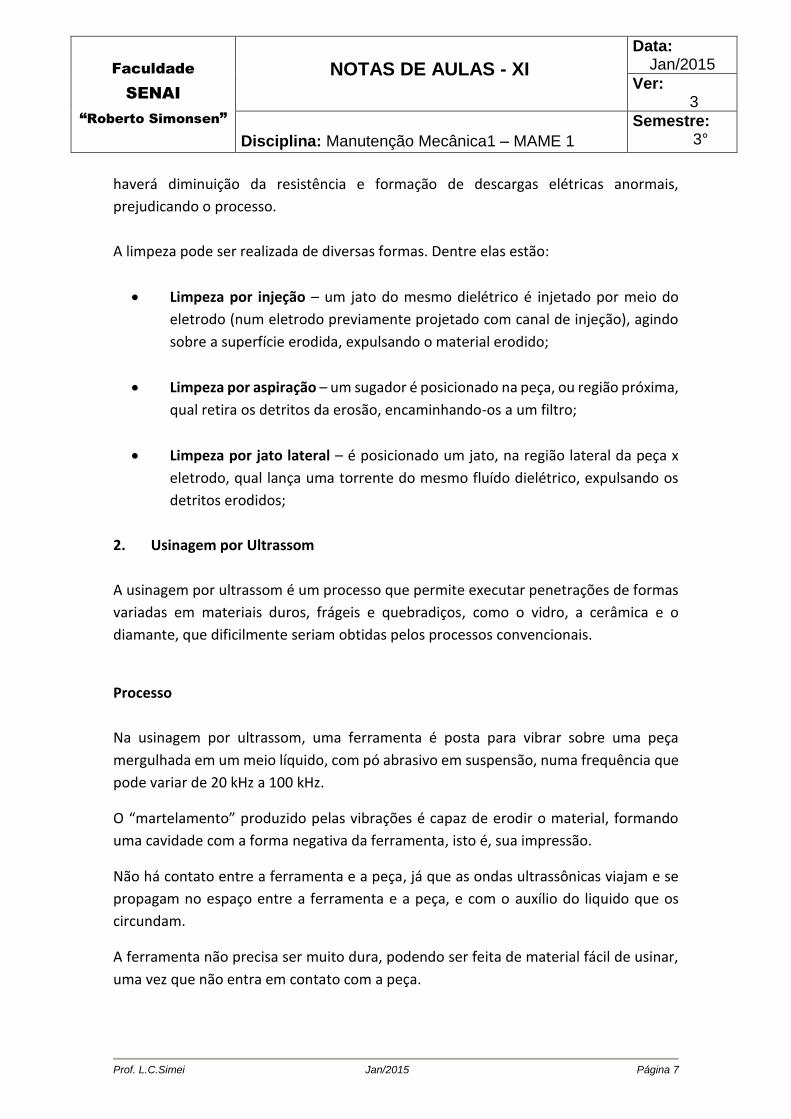
Figura 7. Máquina de usinagem por ultrassom.
Considerações Sobre a Usinagem Por Ultrassom
A usinagem por ultrassom permite cortes limpos, porque as vibrações ultrassônicas
produzem a fusão do material e, ao mesmo tempo, soldam as pontas das fibras cortadas.
Embora furos, ranhuras e formas irregulares possam ser usinadas por ultra- som em
qualquer material, pesquisadores sugerem que o processo seja aplicado,
preferencialmente, em materiais duros e quebradiços, envolvendo áreas de superfícies
inferiores a 1000 mm, onde devem ser produzidas cavidades rasas e cortes.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 13
Em outras palavras, a usinagem por ultrassom, assim como outros métodos de
usinagem, também tem suas limitações e representa um vasto campo a ser pesquisado
e aperfeiçoado.
Figura 8. Usinagem por ultrassom.
3. Polimento
Polir é um processo mecânico de acabamento de uma peça que visa tornar sua
superfície lisa e de aparência espelhada. O polimento, portanto, propicia boa qualidade
de acabamento de um produto final.
Numa superfície cortada com ferramenta podemos perceber as marcas de usinagem sob
a forma de estrias. Essas estrias, que são formadas pela ferramenta de corte,
convencional ou por rebolo, recebem o nome de rugosidades que podem ser medidas e
consideradas em termos de qualidade de acabamento.
A operação de polir tem as seguintes finalidades:
Dar à qualquer superfície, acabamento de boa apresentação, espelhado, sem
que a superfície precise ter precisão de formas e de medidas;
Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 14
Criar uma camada superficial de proteção da peça, impedindo a ação corrosiva
de ácido, de certos sais químicos, ferrugem etc.;
Preparar peças a serem submetidas a operações de revestimento superficial
por galvanoplastia, como niquelagem e cromagem. Depois dessas operações,
melhorar o aspecto da superfície, dando às peças niqueladas ou cromadas um
brilho mais vivo.
Processo
Geralmente, o polimento é feito por uma ferramenta na forma de um disco ou conjunto
de discos, revestidos com substâncias abrasivas. Podem também ser utilizados lixas ou
bastões abrasivos.
O disco abrasivo pode ser de madeira, feltro ou tecido. Estes materiais impregnados de
pasta ou pó abrasivo agem como o rebolo, por meio de suas superfícies cilíndricas ou
planas.
Os discos abrasivos são feitos de material semi-rígido (feltro aglomerado) ou muito
flexível (flanela). O abrasivo que os recobre é colado ou fixado com adesivo.
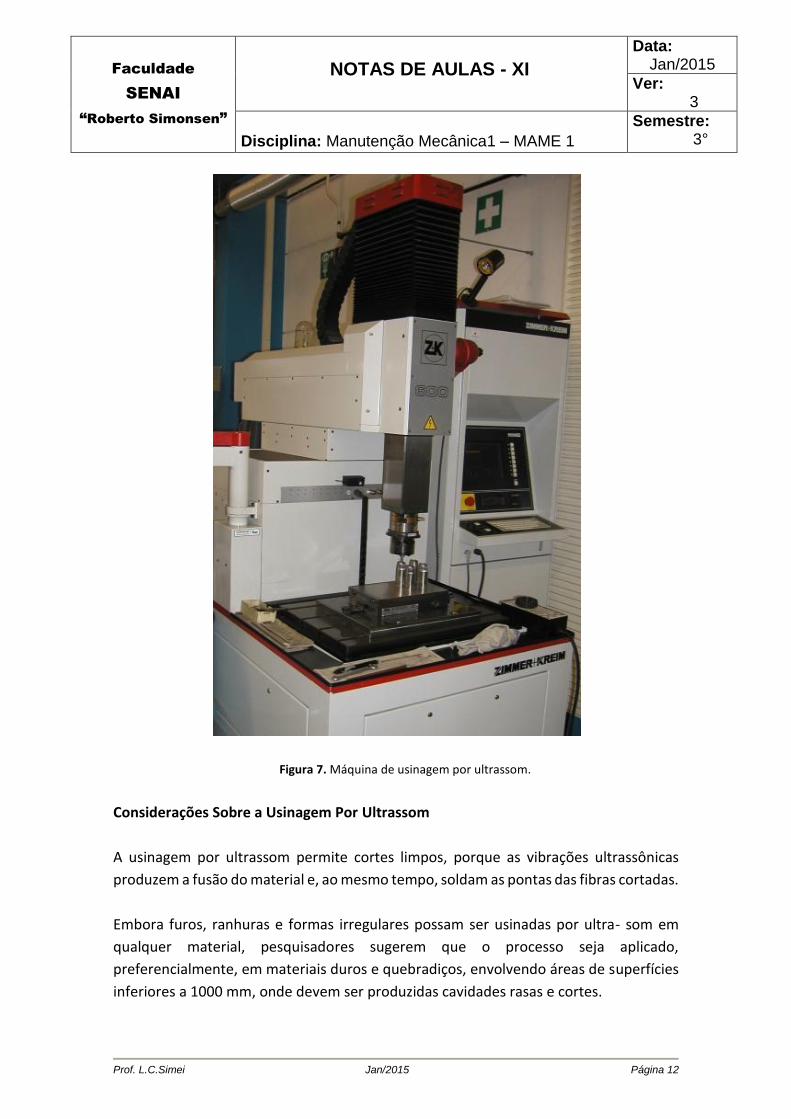
O polimento pode ser radial e axial. No polimento radial apoia-se o disco abrasivo sobre
a peça a ser polida e o disco gira em grande velocidade: aproximadamente, 45 a 50 m/s
ou 2700 a 3000 m/min.
Figura 9. Politriz axial.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 15
Figura 10. Politriz radial.
Nesse contato, a superfície da peça vai se desgastando até ficar homogênea e lisa.
No polimento axial, o disco abrasivo gira sobre um eixo, em contato com a superfície a
ser polida. Neste caso, o disco abrasivo acompanha a superfície da peça por movimentos
de plasticidade ou elasticidade.
Durante o contato da ferramenta com a peça, a superfície desta é desgastada e vai
sendo polida pela ferramenta, de acordo com a granulação abrasiva.
Uma superfície de exatidão dimensional é sempre polida, o que se obtém por
retificação, rodagem e superacabamento. Por exemplo, o bloco-padrão.
Outra aplicação do polimento é na confecção de moldes plásticos. Também pode ser
polida qualquer superfície que não necessite de exatidão dimensional. Por exemplo:
punho de manivela, volante de comando, que posteriormente são cromados.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 16
Polimento manual
O polimento manual é realizado com lixas, pó ou bastão abrasivos que possuem
granulação finíssima. Este processo é muito empregado na confecção de moldes
plásticos. Os moldes plásticos têm cavidades que moldam a peça que se deseja produzir.
Para essa peça apresentar uma superfície lisa, a cavidade de injeção deve ser polida
tanto para atender a este primeiro caso como para facilitar o fluxo de plástico ou
material a ser injetado no molde.
Por ser um processo manual, esse polimento requer uma dedicação muito grande do
polidor, além de um senso crítico de qualidade, pois depende dele boa parte da
qualidade do produto final.
4. Jateamento
O jateamento é uma técnica de tratamento superficial por impacto, o qual se pode obter
um excelente grau de limpeza e simultaneamente um correto acabamento superficial.
Este processo em geral é usado para:
Limpeza de peças fundidas, ferrosas e não ferrosas, forjadas, etc;
Decapagem mecânica de arames, barras, chapas, etc;
Shot-Peening (aumenta a resistência à fadiga de molas, elásticos, engrenagem,
etc);
Limpeza e preparação de superfície, onde será aplicado revestimento
posterior;
De forma geral, podemos dizer que o jateamento é o bombardeio de partículas
abrasivas a alta velocidade (65 – 110 m/seg.), que após o impacto com a peça
remove os contaminantes da superfície.
Até a década de 30, o jateamento era realizado somente com bicos de ar comprimido.
Hoje esta técnica é mais utilizada para certos trabalhos como a manutenção de
estruturas armadas.
O jateamento em linha de produção, com alta produção e de forma automática, foi
possível com o desenvolvimento de turbinas centrífugas de jateamento. Este sistema é
muito mais produtivo se comparado com bicos de ar comprimido, alem de se obter uma
melhor uniformidade na preparação superficial.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 17
O tipo de material, o tamanho, a forma, as condições da superfície a ser limpa e a
especificação do acabamento superficial, tem influência direta quanto a seleção do
sistema de jateamento, do abrasivo e a definição do procedimento. Existem casos que
podem ser necessários outros métodos de limpeza, antes e depois do jateamento para
obter melhores resultados nos revestimentos
O primeiro processo de jateamento abrasivo foi patenteado por Benjamin Chew
Tilghman em 18 de Outubro de 1870, e servia para criar desenhos em pedras, sobretudo
colocação de nomes em pedras tumulares.
Como método de preparação de superfícies apenas começou a ser usado a partir dos
anos 30 do século XX, tendo apenas se tornado como método padrão a partir da segunda
guerra mundial, quando a marinha americana concluiu que a pintura de um navio
possuía uma durabilidade muito maior se a superfície fosse jateada com jato abrasivo.
O Jateamento abrasivo é o método considerado mais eficiente e aquele que promove a
melhor limpeza para posterior pintura em superfícies metálicas. Em certo tipo de
revestimento (Tintas ricas em Zinco ou Metalização) é mesmo o único método de
limpeza de superfícies admissível.
Vantagens/Benefícios
Redução nos custos de produção;
Melhor condição de inspeção e pintura;
Aumento da vida útil das ferramentas;
Melhoria nos processos de soldagem;
Menor poluição interna.
Remoção de Contaminantes
Este processo é utilizado em:
Peças fundidas – para remoção de areia, rebarbas e carepas de fundição
(camadas espessas de óxidos depositadas sobre a superfície de um metal);
Laminados, chapas, perfis, barras, fios, etc. – para limpeza, decapagem e
remoção de carepas;
Forjados – para remoção de carepas;

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 18
Peças submetidas a tratamento térmico – para remoção de carepas geradas no
processo.
Obtenção de acabamento superficial
Utilizado para limpar ou dar polimento a uma superfície ou melhorar a ancoragem/
aderência da tinta em uma dada superfície aumentando a qualidade da pintura ou para
emborrachamento, etc.
Abrasivos
Inicialmente, o jateamento com areia era feito a céu aberto, ou em ambientes
confinados, sem sistemas de ventilação apropriados. Desta forma, não tardaram a
aparecer os primeiros problemas de silicose para os operadores. Desde então, muitas
alterações foram introduzidas na técnica de limpeza, desenvolvendo-se novos tipos de
equipamentos e de abrasivos.
Os abrasivos metálicos foram utilizados pela primeira vez em 1885, na Inglaterra, porém
sua aceitação industrial ocorreu somente por volta de 1920, quando começaram a
aparecer evidências das vantagens econômicas e técnicas como: menor desgaste dos
equipamentos, melhor acabamento superficial, maior produtividade, menor custo por
tonelada acabada, menor volume de material abrasivo manipulado e, principalmente,
por evitar a silicose.
Os primeiros abrasivos metálicos a serem largamente utilizados eram produzidos em
ferro fundido coquilhado que, apesar de muito superiores às areias, quebravam-se
rapidamente, provocando desgaste relativamente rápido do equipamento.
Desenvolveram-se, posteriormente, as granalhas de ferro fundido maleável e de aço, e
os fios de aço cortados, todos com propriedades muito superiores às de ferro fundido
coquilhado.
O jateamento abrasivo hoje, pode ser executado com vários tipos de abrasivos sob a
forma granulada, os quais podem ser agrupados de acordo com a sua origem:
1. Abrasivos metálicos, que usualmente são chamados de Granalha de aço (Chispas ou
Micro-esferas);

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 19
2. Abrasivos não-metálicos, os quais se subdividem em:
a) Minerais: São materiais retirados da natureza que não sofrem qualquer
processamento, para além do esmagamento e peneiramento como a Areia de
sílica (SiO3), Granada (nesosilicatos), Olivina (silicatos de Fe-Mn) e Dolomita
(carbonato Ca-Mg);
b) Sintéticos: São materiais transformados como o Óxido de alumínio branco ou
cinzento, Carboneto de silício, Escórias (de Cu, Fe, Ni), Microesferas de vidro
(Glass Ball).
c) Orgânicos: São materiais de origem vegetais moídos como: Caroços de
azeitona, Caroços de cereja, Milho Moído ou Casca de noz.
3. Outros abrasivos: Bicarbonato de sódio, Gelo seco, Plástico granulado.
Figura 11. Diversos tipos de abrasivos para jateamento.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 20
Shot Peening
É um processo mecânico de jateamento cuja principal finalidade é provocar o aumento
da resistência à fadiga em peças submetidas a esforços repetitivos/ tensões cíclicas, que
passam a ter um significativo aumento na sua vida útil depois que submetidas a este
processo. Este aumento de dureza superficial se dá pela ação de tensões residuais
impostas pela projeção da esfera no ato de aspersão, com a criação de uma calota
impressa (Fig.12 e 13).
Os equipamentos para Shot Peening são semelhantes aos de jateamento, possuindo
alguns componentes específicos para melhorarem o controle do processo. Esses
componentes controlam, basicamente, a velocidade de arremesso do abrasivo, sua
quantidade e granulometria, para que possam ser atendidas as especificações técnicas
exigidas e garantida a repetitividade do processo.
Este processo é geralmente aplicado em: peças submetidas a tensões cíclicas, como
engrenagens, eixos, molas planas e helicoidais, barras estabilizadoras, e outras peças
sujeitas a esforços cíclicos que possam apresentar danos originados pela fadiga.
O deve ser efetuado com microesferas, sendo que a granalha de aço, a granalha de
níquel e a granalha de vidro são as mais utilizadas. Por razões de custo, e da limpeza
proporcionada, a última tem a aplicação difundida com vantagem.
Stress Peening
É uma forma particular de shot peening, onde as peças são submetidas ao jato abrasivo
sob tensão, proporcionando resultados ainda melhores do que os obtidos com a simples
aplicação do shot peening.
Figura 12. Ação da microesfera ao ser projetada na peça.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 21
Figura 13. Exemplo de estrutura de aço carbono – fig. do centro não afetada, figs. dos extremos
encruadas pela ação da calota.
Equipamento
O sistema de jateamento podem ser divididos em 6 (seis) sistemas básicos:
a) Sistema de aceleração da granalha (via ar comprimido ou turbina centrifuga);
b) Sistema de circulação e limpeza da granalha;
c) Cabine (para sistema automatizado ou manual);
d) Sistema de coleta de pó;
e) Sistema de movimento e fixação da peça;
f) Controles e Instrumentação;

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 22
.
Figura 14. Exemplo de processo automatizado de jateamento.
Figura 15. Cabines de jateamento.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 23
5. Tamboreamento
O tamboreamento (ou vibroacabamento) possuem como principal finalidade o
processamento de peças feitas em metais ferrosos e não ferrosos, na remoção de
rebarbas, ferrugem, nivelamento e polimento de suas superfícies. Após o processo de
tamboreamento, além de não deformar o formato original ou causar danos
dimensionais, é obtido precisão de rugosidade, melhor aspecto visual e uniformidade
de acabamento.
O acabamento é obtido através do atrito promovido pela movimentação (quando em
tambor rotativo) ou movimentação e vibração (quando em máquinas vibratórias) das
peças em meio dos corpos abrasivos e compostos químicos. O movimento e vibração
quando controlados removem rebarbas e cantos vivos, alisam superfícies de maneira
uniforme assim como garantem um aspecto visual mais bonito e brilhante.
O tamboreamento permite a obtenção de superfícies adequadas para fins mecânicos
e/ou decorativos com precisão e ainda oferece outras vantagens sobre sistemas de
acabamento alternativo cuja importância nunca foi tão grande como nos dias de hoje.
Os processos não somente economizam mão de obra especializada, mas também
espaço, reduz problemas de poluição eliminando poeira, vapores, efluentes nocivos e
barulho excessivo. Outra vantagem que não deve ser desprezada nas circunstâncias
atuais é que o tamboreamento necessita de pouca energia.
Fatores de Relevância para o Tamboreamento
1. Seleção de insumos (chips abrasivos, porcelanas, inox, grãos vegetais,
compostos, etc.) para obter o resultado esperado: Os insumos são
selecionados de acordo com fatores como materiais, formato, tamanho e
resultado almejado para a superfície das peças. Compostos químicos para
vibroacabamento (detergentes, pastas e pós) devem ser usados para auxiliar
e/ou acelerar o processo, garantindo o acabamento desejado além de manter
os insumos limpos e/ou com maior poder de corte.
I. Chips Naturais: Calcário, Quartzo ou Chips fundidos de Óxido de
Alumínio, têm formatos irregulares, porém classificados por peneiração
em bitolas específicas. Os Chips de Óxido de Alumínio têm a vantagem do
peso específico e aspereza maior que os anteriores, e asseguram os
resultados desejados num tempo mais reduzido.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 24
II. Chips Pré-Formados Cerâmicos: Têm formatos geométricos,
normalmente triangulares ou cilíndricos, sendo conglomerados de grãos
de óxido de alumínio ou carbureto de silício numa liga cerâmica. Estes
Chips têm a vantagem que seu formato regular pode evitar alojamento
em peças complicadas e também podem atingir os recessos e contornos
das peças a serem tratadas.
III. Chips Plásticos: Estes são usualmente fabricados em formato cônico,
contém abrasivos numa liga de plástico. Portanto eles são leves e muito
utilizados para acabamento de peças delicadas ou de metais leves. São
utilizados, por exemplo, no processo de rebarbação leve e polimento final
de peças de ferro ou latão estampadas ou de peças de liga de zinco
fundida a pressão, obtendo uma superfície pronta para a niquelação
decorativa.
IV. Chips Pré-Formados de Porcelana: sem inclusão de grãos abrasivos,
servindo somente para a compactação da superfície e como meio de
contato, respectivamente de separação de peças uma da outra.
V. Meios Metálicos: Esferas ou pinos de aço inoxidável, ou aço carbono
temperado e polido. Utilizados para brunimento e abrilhantamento de
peças de aço inoxidável, latão, cobre ou para obtenção de brilho
permanente em pequenos artefatos de alumínio.
VI. Granulado de Sabugo de Milho: Utilizado para secagem, limpeza e lustro
superficial quando impregnado com pasta de polimento.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 25
Figura 16. Diversos tipos de chips.
2. Quantidade de carga x quantidade de peças: O resultado da rebarbação,
polimento, limpeza ou brilho é melhor obtido quando a carga envolve as peças.
Portanto, a quantidade indicada de carga x peças é de 1:1 até 10:1, sendo que
2:1 indicado para processo de rebarbação pesado e 6:1 para processos de
precisão.
3. Quantidade de abrasivos e peças no tanque / caçamba: A quantidade ideal de
peças mais os insumos dentro da caçamba deve atingir de 85% a 90% do
volume total da mesma. A quantidade adequada desta mistura (peças + carga)
deve ser obtida tendo em vista um bom e livre movimento de todo volume
interno do tamboreador.
4. Compostos químicos: Os compostos para tamboreamento ou
vibroacabamento, sejam eles líquidos, pós, ou pastas são soluções compostas
de elementos químicos que representam um papel muito importante em todos
os processos. São utilizados para limpar, desengraxar, abrilhantar e polir além
de reduzir o tempo de processo e até mesmo reduzir o impacto entre as peças.
A quantidade destes compostos para cada processo depende do volume de
água e resultado almejado. Testes práticos devem ser realizados e as
quantidades definidas.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 26
5. Quantidade de água: A quantidade adequada de água para ser adicionada fica
ao redor de 3% do volume total do tanque. Pouca água pode resultar em
arranhões na superfície das peças e muita água pode influenciar na qualidade
do acabamento. A quantidade de água deve ser cuidadosamente controlada,
uma vez que os processos de tamboreamento e vibroacabamento são
conhecidos por utilizarem pouca água, energia e mão de obra.
6. Determinando o tempo de processo: O tempo de acabamento é determinado
de acordo com a situação inicial das peças que serão processadas. O melhor
tempo para o acabamento é geralmente estipulado por meios de testes
práticos assim como as melhores opções de insumos e regulagem do
tamboreador.
7. A Velocidade do Tambor ou, Respectivas Frequências e Amplitudes das
Vibrações: Trata-se da velocidade periférica. Um tambor de grande diâmetro
deve girar mais lentamente do que um de diâmetro menor para obter o mesmo
resultado. Usualmente um tambor de 400 mm de diâmetro gira com 30 RPM,
um de 600 mm de diâmetro com 20 RPM e um de 900 mm de diâmetro com 8-
12 RPM. As máquinas vibratórias usualmente trabalham com frequências entre
900 e 3.500 vibrações aproximadamente, sendo 1.200 ou 1.700 RPM as
frequências mais comuns. A amplitude depende do ajuste dos pesos
excêntricos e normalmente atinge até 6 mm.
Figura 17. Máquinas de tamboreamento.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 27
6. Quimio-erosão (ou Quimoerosão, ou Usinagem Química)
Os pioneiros na utilização da via química para conformar metais foram os gravadores.
Esses artistas empregavam, e usam até hoje, uma mistura de ácido nítrico e água para
desoxidar e gravar metais, conhecida como água-forte. A fim de obter as gravuras, o
ácido era preparado para corroer as partes expostas da estampa, enquanto as partes
protegidas permaneciam em relevo. Entretanto, por mais espetaculares que sejam esses
trabalhos artísticos, eles não correspondem às exigências atuais de um trabalho de
usinagem industrial.
A usinagem requer a obtenção de formas, arestas, dimensões e estados de superfície
bem definidos. A química permite cercar estes parâmetros, com exatidão suficiente para
garantir o êxito das aplicações industriais.
Há mais ou menos quinze anos a indústria aeronáutica vem se beneficiando dos
procedimentos de usinagem química para diminuir o peso das aeronaves, eliminando
quimicamente os materiais desnecessários de determinadas peças, a fim de melhorar a
relação resistência/peso, sem prejuízo da sua resistência mecânica.
Os conhecimentos adquiridos com a aplicação desta técnica na indústria aeronáutica
tornaram possível aplicar a usinagem química a outros metais, além do alumínio, como
o ferro, os aços, os aços inoxidáveis, o titânio, o tântalo etc.
A usinagem química recebeu um impulso adicional da exigente indústria eletrônica, para
produzir um número crescente de peças precisas, delicadas, de pequenas dimensões,
sem nenhum tipo de deformação do metal. Esta técnica é bastante difundida, também,
para produção de circuitos eletrônicos impressos em chapas.
Há cerca de 10 (dez) anos, as indústrias elétricas e a de mecânica de precisão também
aderiram a este método, para confeccionar um número crescente de materiais
miniaturizados, que devem ser produzidos em série.
Novas necessidades continuam surgindo, abrindo outros campos de aplicação para a
usinagem química. Empresas especializadas nessa área são capazes de atender às
exigências de qualquer cliente, com base em um desenho técnico ou croquis com as
dimensões e tolerâncias definidas, com custos e prazos bastante competitivos, pois este
método dispensa o elevado investimento na confecção de ferramental e permite o

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 28
trabalho em diversos tipos de materiais, inclusive temperados, mesmo em produções
em pequenas escalas.
Figura 18. Peças usinadas quimicamente.
Processo
A usinagem química consiste em submeter certas partes de peças metálicas à ação de
uma solução agressiva. Isso implica que as outras partes devem ser protegidas desta
ação, o que é feito colocando-se uma “máscara” sobre a peça, feita de material
insensível à substância corrosiva, com as formas e dimensões adequadas.
As principais etapas de execução da usinagem química são:
Preparação da superfície do metal;
Confecção da máscara e revestimento da peça;
Usinagem química propriamente dita;
Limpeza.
Preparação da superfície do metal: A superfície do metal, que ficará coberta durante a
usinagem, deve ser cuidadosamente limpa e desengordurada.
Às vezes, é necessário submetê-la a um leve ataque corrosivo. Isso proporciona uma boa
aderência da máscara, durante a usinagem, principalmente quando feita de resinas
fotossensíveis.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 29
Depois de limpo, o metal deve ser protegido da poeira e manipulado o mínimo possível
de preferência com luvas.
Confecção da máscara e revestimento da peça: Diversos materiais podem ser
empregados na confecção de máscaras, tais como: borracha, plásticos, resinas
fotossensíveis, vernizes etc. O importante é que esses materiais resistam à solução
agressiva utilizada, apresente boa aderência à peça, o tempo suficiente para obter o
resultado desejado e possam ser recortados nas dimensões estabelecidas.
As máscaras devem apresentar uma diferença dimensional, para menor, em relação às
cotas finais desejadas, pois a dissolução do metal não se faz rigorosamente na vertical:
um pouco da solução sempre penetra sob a máscara. O cálculo das dimensões da
máscara é feito de acordo com a espessura a dissolver, o tipo de metal e o ambiente em
que é feito o trabalho, para uma velocidade de dissolução determinada.
As pinturas ou borrachas sintéticas são aplicadas sobre um gabarito, o qual, depois de
retirado, deixa aparecer o metal não protegido, que será exposto à solução corrosiva.
Depois de colocado o gabarito sobre a chapa de alumínio, o próximo passo será a
aplicação, sobre a parte vazada, de uma camada de tinta especial resistente ao agente
corrosivo usado neste caso: a soda cáustica (NaOH).
Para trabalhos que exigem grande exatidão, as resinas fotossensíveis são preferidas.
Essas resinas devem ser submetidas a radiação ultravioleta e depois devem ser
reveladas. A revelação faz aparecer o desenho da peça e deixa a descoberto o metal a
dissolver.
A vantagem das resinas fotossensíveis é a possibilidade de redução fotográfica, em
grande escala, com exatidão, do desenho da parte a ser protegida. Quando se usa
gabarito ou recorte manual, esta exatidão fica dependendo da habilidade do operador.
Para aumentar a aderência e resistência da resina aos ácidos, depois da revelação, a
peça deve ser submetida a recozimento controlado e uniforme. Esse processo pode ser
feito em estufas, a temperaturas relativamente baixas, ou por ação de radiação
infravermelha, desde que se tome o cuidado de exposição correta de todas as partes da
peça.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 30
A usinagem química
Neste estágio, realiza-se a dissolução das partes das peças que devem desaparecer. A
solução agressiva é colocada em contato com o metal, e a dissolução se processa até ser
atingido o equilíbrio químico. As soluções cáusticas (para alumínio e aço) e ácidas (para
níquel e cobre) são agentes corrosivos típicos.
Para que a solução não perca suas propriedades, ela deve ser constantemente
renovada, por meio de dispositivos acoplados ao tanque de usinagem.
7. Corte por Jato de Água
Desde os primórdios o homem busca na utilização de recursos naturais para satisfazer
as suas necessidades laborais. Dentre os recursos naturais em maior abundância, a água
tem-se mostrado uma grande aliada nessa busca.
Em 1968, Norman C. Franz da Universidade de Columbia (EUA) patenteou um sistema
de corte com água pressurizada. Inicialmente, o processo era utilizado para corte de
madeiras, sendo que a introdução de materiais abrasivos e o desenvolvimento de
sistemas de pressurização e bicos, tornou o processo aplicável a quase todos os
materiais de uso industrial.
O corte com jato de água (em inglês Jet-Cutting Water) é uma das variedades
a hidrodemolição, que consiste no corte de materiais com água a extrema pressão,
combinando esta pressão com a incorporação de algum material abrasivo, tais como: o
carborundum (carbeto de silício), o coríndon ou a sílica.
Processo
Esta técnica consiste na projeção sobre a superfície do material ser cortado de um jato
de água a uma pressão entre 2.500 e 3.000 bar, com um fluxo de água entre 20 e 40
L.p.m., incorporando por efeito Venturi um abrasivo ao jato de água

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 31
Figura 19. Detalhe de um processo de Jet-Cutting Water.
A água pressurizada, ao entrar em contato com a peça/material, cria uma onda de
choque, qual podemos definir como uma erosão contínua. Na medida em que a água
pressurizada avança sobre a superfície, e por consequente a espessura, o material é
arrancado e direcionado a mesa.
A máquina é composta por um sistema de bombeamento e pressurização, dotado de
bombas alternativas de pistões, de alta tecnologia, que elevam a pressão da água até
4000 bar, e a direcionam a um sistema de controle e direcionamento. A máquina é
composta ainda por: sistema de coordenadas CNC, computador CNC, sistema de
filtragem da água, cabeçote de corte, câmara de mistura, sistema alimentador de
abrasivos e bico de corte (esquicho).
A grande vantagem deste processo, é que não há limitação quanto ao tipo de material
a ser cortado, já que a mesma máquina pode cortar placas de elastômeros, plásticos,
chapas de aço e madeira.
A limitação se dá na densidade e dureza do material, onde que quanto mais denso e
duro o material, menor é sua espessura útil para o corte com o jato.
Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 32
Variáveis que afetam o corte por jato de água com abrasivo
Vários fatores influenciam o corte por jato de água com abrasivo:
a) Pressão – A pressão determina o nível de energia das moléculas de água.
Quanto maior a pressão, mais fácil fica vencer a força de coesão das moléculas
do material que se pretende cortar.
b) Fluxo – O fluxo de água determina o índice de remoção do material. Há dois
modos de aumentar o fluxo de água: aumentando a pressão da água ou
aumentando o diâmetro do orifício da safira.
c) Diâmetro do jato – O diâmetro do bico de corte para sistemas de corte por
água pura varia de 0,5 mm a 2,5 mm. Jatos de diâmetros menores também
podem ser produzidos, para aplicações específicas. Para o corte de papel, o
diâmetro do jato é de 0,07 mm. Quando se trata do corte por jato de água e
abrasivo, os menores diâmetros situam-se em torno de 0,5 mm.
d) Abrasivo – A velocidade de corte do sistema é aumentada quando se aumenta
o tamanho da granulação do abrasivo. Em compensação, abrasivos com
menores tamanhos de grãos produzem uma superfície cortada com melhor
qualidade. Porém, partículas muito finas de abrasivo são praticamente
ineficientes. Quanto mais duro for o abrasivo, mais rapidamente se desgasta o
bico de corte. Fluxos elevados de abrasivos também aceleram o desgaste do
bico de corte. O fluxo alto de abrasivos acarreta um custo operacional elevado,
pois o custo do abrasivo representa uma parcela importante no custo total dos
sistemas de corte por jato de água.
e) Distância e velocidade de corte – À medida que sai do bico, o jato de água se
abre. O jato de água com abrasivo apresenta maior abertura, por ser menos
uniforme. Isso explica porque a distância entre o bico e o material é sempre
muito pequena, abaixo de 1,5 mm. A abertura do jato pode ser reduzida, com
a diminuição da velocidade de saída do fluido, com consequente diminuição da
velocidade de corte.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 33
Figura 20. Máquina de corte Jet-Cutting Water, CNC.
8. Corte por Plasma (Arco Livre e Tocha de Plasma)
Desde os mais tenros tempos de estudos, aprendemos que existiam 3 (três) estados da
matéria: sólido, líquido e gasoso. A água se transforma do estado sólido, gelo, para o
estado líquido, água. Quando mais energia é aplicada à água, a água vaporiza tornando-
se vapor. A água (H2O) muda do estado líquido, água, para o estado gasoso, vapor (H2 &
O2). Finalmente, quando calor é aplicado aos gases, estes gases ionizam. Os gases agora
são eletricamente condutores e este estado da matéria é chamado plasma. A figura
abaixo mostra esquematicamente esta seqüência.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 34
Figura 21. Os diferentes estados da matéria.
O constantemente denominado “4º estado da matéria” é chamado PLASMA. Este gás
ionizado com propriedades é a base fundamental em que todos os sistemas plasma
operam.
Corte a plasma é uma técnica de corte de chapas metálicas ou outros materiais, onde o
corte ocorre através de um processo similar à Soldagem por arco elétrico com gás de
proteção.
Desde sua invenção na metade da década de 50, o processo de corte por plasma
incorporou várias tecnologias e se mantém como um dos principais métodos de corte
de metais. Porém, até poucos anos atrás, o processo detinha uma reputação duvidosa
na indústria de corte de metais devido ao elevado consumo dos itens componentes do
sistema, o ângulo de corte e a inconsistência do processo. Os recentes
desenvolvimentos agrupando tecnologias em sistemas de cortes manuais e
mecanizados proporcionaram um marco importante na história do corte plasma. Os
plasmas manuais mais modernos são equipados com sistema de jato coaxial de ar, que
constringe ainda mais o plasma, permitindo um corte mais rápido e com menos ângulo.
O projeto de escuto frontal permite ao operador apoiar a tocha na peça mesmo em
correntes elevadas na ordem de 100A.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 35
Nos sistemas mecanizados, utilizados principalmente em manipuladores XYZ
comandados por controle numérico, foram incorporam tecnologias que aumentam a
consistência do processo e prolongam a vida útil dos componentes consumíveis através
de um controle mais eficiente dos gases e do sistema de refrigeração respectivamente.
O processo de corte plasma, tanto manual como mecanizado ganhou espaço
considerado na indústria do corte de metais. Mesmo descontado o crescimento desta
indústria, a participação do corte plasma teve substancial ampliação devido a sua
aplicação em substituição ao processo oxicorte, em chapas grossas, e ao LASER em
chapas finas ou de metais não ferrosos.
O processo de corte plasma foi criado na década de 50 e tornou-se muito utilizado na
indústria devido sua capacidade de cortar qualquer metal condutor de eletricidade
principalmente os metais não ferrosos que não podem ser cortados pelo processo
oxicorte. O processo consiste na utilização do calor liberado por uma coluna de plasma,
resultante do aquecimento – por mais de um arco elétrico - de um gás, em alta vazão
rotacional. Este plasma é transferido ao metal a ser cortado. A parte do metal se funde
pelo calor do plasma e este metal é expulso com auxílio do gás em alta vazão. Em 1968
surge a primeira grande inovação, a injeção de água entre o bico e um bocal frontal, com
o objetivo de ampliar a vida útil dos consumíveis e na qualidade de corte.
Em 1983 torna-se industrialmente viável a utilização do plasma com oxigênio para
materiais ferrosos. Com o oxigênio como gás de plasma o calor do processo provém de
duas fontes: a do plasma e da reação exotérmica da oxidação do ferro. A resultante é
um aumento considerável de velocidade e qualidade de corte. Em 1989 lança-se o bocal
protetor eletricamente isolado que minimiza a formação de arco duplo e aumenta a vida
útil dos consumíveis. Para melhorar a vida útil dos consumíveis, principalmente nos
processos com o uso do oxigênio como gás de plasma, em 1990 são incorporadas
sequências lógicas nos sistemas plasma com ajustes específicos de corrente e vazão e
pressão de gás nos intervalos de início e final de corte, conhecido como tecnologia Long
Life. Esta tecnologia conta ainda com o aprimoramento do projeto do eletrodo. Com um
inserto de háfnio de menor diâmetro, amplia-se a capacidade de refrigeração do
eletrodo. Nesta mesma época surge o plasma de alta definição que revoluciona o
processo plasma e o torna aplicável em peças com maiores exigências de qualidade de
corte. O processo utiliza um orifício reduzido no bico e um canal extra para saída de
excesso de gás plasma resultando num corte praticamente sem chanfro e sem geração
de escória.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 36
Em 1993 é lançado o processo com jato de ar auxiliar aplicado co-axialmente ao jato de
plasma. Esta força de constrição aumenta a eficiência do jato proporcionando um
aumento de velocidade e redução do ângulo de corte. Em 2004 são incorporadas novas
tecnologias ao processo plasma de alta definição com o objetivo de melhorar o
desempenho e consistência do processo. O resultado foi a criação do processo
HyPerformance ou plasma de alto desempenho. Com todo este avanço tecnológico, o
plasma torna-se um dos processos mais importantes na indústria do corte do país.
Atualmente o plasma vem sendo usado tanto para acompanhar o crescimento da
indústria, bem como na substituição de processos mais lentos ou com maiores custos
operacionais.
Figura 22. Detalhe de um bico de corte arco plasma comum.
Figura 23. Detalhe de um bico de corte arco plasma com água.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 37
A principal vantagem deste sistema reside na sua redução do risco de deformação
devido à compactação térmica da zona de corte. Economia é também o valioso gás
aplicável, uma vez que, a priori, é possível também, embora você não deve atacar o
eletrodo ou a peça. Não é aconselhável utilizar o cortador de plasma em pequenos
pedaços, devido à temperatura é tão elevada que a peça de trabalho torna-se
deformado.
Esta tecnologia moderna é utilizável para o corte de qualquer material metálico
condutor, e mais especialmente em aço estrutural, aço inoxidável e metais não ferrosos.
Corte a plasma pode ser um processo complementar para trabalhos especiais, tais como
a produção de pequenas séries, atingindo tolerâncias apertadas ou acabamentos
melhorados. Existe também um material de baixo térmica afetado pela concentração de
alta energia do arco de plasma.
Processo
O início do corte é praticamente instantâneo e produz uma deformação mínima da peça
de trabalho. Este processo permite a usinagem em altas velocidades de corte e menos
tempo de inatividade ocorre, (sem pré-aquecimento é necessário para perfuração).
Permite corte espessuras de 0,5 a 160 mm, com unidades de plasma até 1000 Amperes.
De corte de plasma também permite que o aço estrutural usinado posa ser chanfrado
com até 30 milímetros. Uma das características mais notáveis é a alta qualidade e
acabamento do corte.
Figura 24. Detalhe de um corte manual a arco plasma.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 38
Corte por Plasma em um Centro de Usinagem CNC
Os equipamentos necessários para fornecer esta energia é um gerador de alta
frequência alimentado por eletricidade, gás para gerar a temperatura da chama, e mais
tarde para ionizar (argônio, hidrogênio, nitrogênio), um porta-eletrodo e eletrodo,
dependendo do gás que pode ser tungstênio, háfnio ou zircônio, e, claro, a peça de
trabalho.
Figura 25. Máquina de corte arco plasma CNC.
Figura 26. Tabela com recomendações de gases de plasma e proteção.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 39
Figura 27. Tabela com os tipos de gases de proteção e gases de plasma, e as particularidades nos
processos.
9. Corte por LASER
A palavra LASER é na verdade uma sigla de Light Amplification by Stimulated Emission
of Radiation, que em português significa: “Luz Amplificada Pela Emissão Estimulada de
Radiação”.
O corte a LASER é um processo que se dá através da estimulação molecular e da
posterior transmissão das moléculas para níveis mais baixos de energia (o “esfriamento”
do material por um meio ativo, sendo ele sólido, líquido ou gasoso).
Inicialmente, ocorre a estimulação radioativa da luz, que é amplificada, produzindo um
potente feixe de luz. Ao ser aplicado, esse feixe (que é energia luminosa concentrada

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 40
em um raio único) irá alterar a composição molecular de uma superfície estável (ou seja,
do material a ser trabalhado), possibilitando, então, o corte perfeito dessa superfície
(seguido da etapa de esfriamento).
Geralmente, em um processo de corte a LASER típico, são focados de 1000 a 2000 watts
de energia – potência suficiente para efetuar o corte nos materiais mais usuais (o
processo trabalha uma variedade grande de materiais). A profundidade de corte
atingida fica em torno dos 20 mm.
Dentre as muitas vantagens oferecidas, é importante destacar que o corte a LASER é um
processo que aumenta a qualidade da produção, sendo recomendado para os projetos
que exigem medidas e padrões exatos (que geralmente não seriam atingidos com a
utilização de ferramentas convencionais).
Figura 28. Esquema e funcionamento de um bico de corte LASER.
Em 1905, Albert Einstein, com o auxílio do trabalho de Max Planck, postulou que a luz é
formada por pacotes discretos e bem determinados de energia (quanta, plural de
quantum, em latim), mais tarde chamados de fótons.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 41
Figura 29. Bicos de corte em funcionamento no corte LASER.
Em 1913 o dinamarquês Niels Bohr apresentou seu modelo de átomo, onde os elétrons
orbitam o núcleo em níveis bem determinados, sendo que só podem "saltar" de um
nível para outro se receberem ou emitirem fótons com a quantidade de energia (que
pode ser expressa pelo seu comprimento de onda) exata, exigida para o salto completo.
Em 1925, Erwin Schrödinger e Werner Heisenberg modificaram a forma de se
interpretar o modelo de átomo de Bohr, postulando que os elétrons são partículas que
apresentam propriedades de ondas, cujo comportamento pode ser totalmente
explicado pelas funções de onda, desenvolvidas por Schrödinger, que preveem,
inclusive, os diferentes níveis que o elétron pode assumir, no átomo, e as exatas
energias associadas. Isso significa que cada tipo determinado de átomo pode ser
excitado (ter a energia de seu último elétron aumentada, com um consequente salto
desse elétron, para determinado nível superior) sempre em quantidades bem definidas,
através da absorção de um tipo determinado de fóton, de comprimento de onda
específico.
Em 1953, Charles Hard Townes, James P. Gordon e Herbert J. Zeiger produziam a
primeira MASER (Microwave Amplification Through Stimulated Emission of Radiation),
um dispositivo similar ao LASER, que produz microondas, em vez de luz visível. O MASER
de Townes não tinha capacidade de emitir as ondas de forma continua. Nikolai Basov e
Aleksander Prokhorov, da União Soviética, ganhadores do Prêmio Nobel em 1964,
trabalharam de forma independente, em um oscilador quantum e resolveram o
Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 42
problema da emissão continua, utilizando duas fontes de energia, com níveis diferentes.
Mais tarde, o MASER foi adaptado para emitir luz visível, então batizado de LASER.
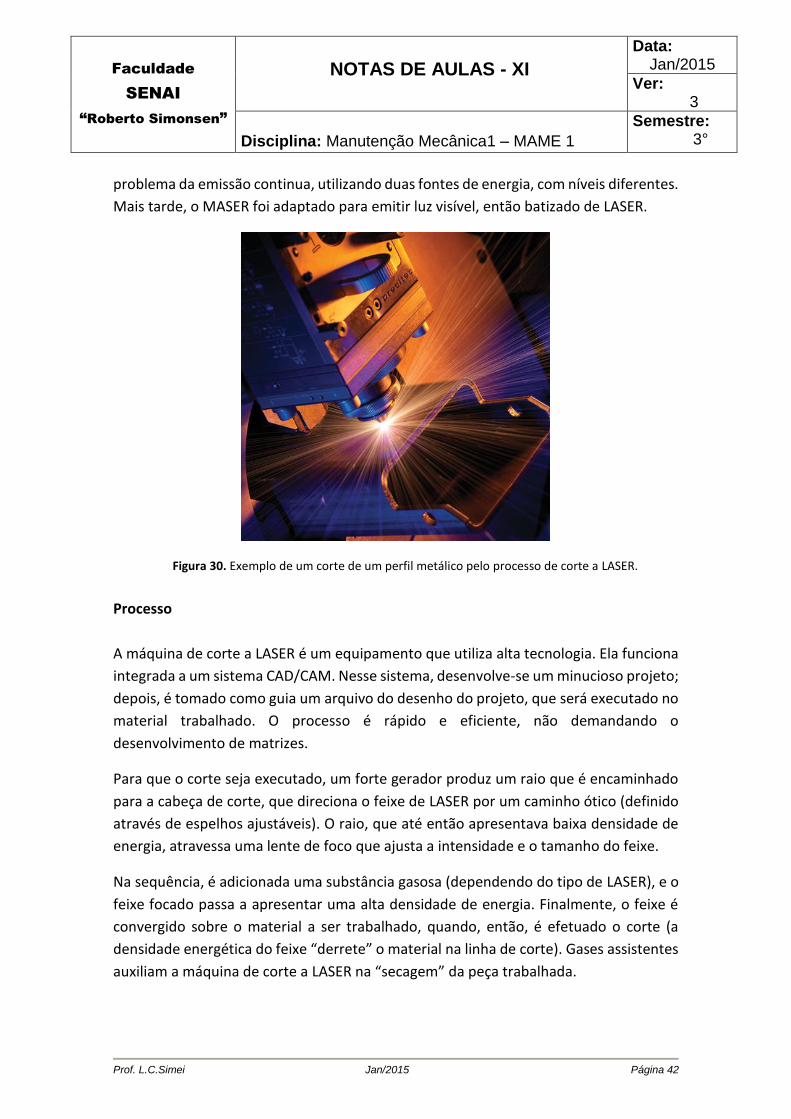
Figura 30. Exemplo de um corte de um perfil metálico pelo processo de corte a LASER.
Processo
A máquina de corte a LASER é um equipamento que utiliza alta tecnologia. Ela funciona
integrada a um sistema CAD/CAM. Nesse sistema, desenvolve-se um minucioso projeto;
depois, é tomado como guia um arquivo do desenho do projeto, que será executado no
material trabalhado. O processo é rápido e eficiente, não demandando o
desenvolvimento de matrizes.
Para que o corte seja executado, um forte gerador produz um raio que é encaminhado
para a cabeça de corte, que direciona o feixe de LASER por um caminho ótico (definido
através de espelhos ajustáveis). O raio, que até então apresentava baixa densidade de
energia, atravessa uma lente de foco que ajusta a intensidade e o tamanho do feixe.
Na sequência, é adicionada uma substância gasosa (dependendo do tipo de LASER), e o
feixe focado passa a apresentar uma alta densidade de energia. Finalmente, o feixe é
convergido sobre o material a ser trabalhado, quando, então, é efetuado o corte (a
densidade energética do feixe “derrete” o material na linha de corte). Gases assistentes
auxiliam a máquina de corte a LASER na “secagem” da peça trabalhada.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 43
Em pouquíssimo tempo (milésimos de segundo) a máquina de corte a LASER executa o
trabalho. O sistema permite que projetos complexos, cheios de detalhes e ângulos
difíceis, sejam realizados de forma perfeita.
Figura 31. Mesa de corte de uma máquina de corte a LASER.
Corte a LASER de Chapas
Diversos materiais podem ser trabalhados pelas máquinas de corte a LASER, como as
chapas de alumínio, aço-carbono, inox, ferro etc. Cada material demanda condições
diferenciadas no processo de corte.
No caso do aço-carbono, as máquinas de corte a LASER são capazes de cortar chapas de
até 20 mm de espessura. A tolerância é bem menor (no máximo 0, 6 mm) quando a
chapa é de alumínio, pois este material apresenta forte tendência de empastamento e
de reflexão da luz (dificuldade de concentração de energia).
Os aços não ligados são facilmente trabalhados pelo corte a LASER, especialmente nos
processos que utilizam o oxigênio como gás de assistência. No resultado final, percebe-
se que a qualidade do corte é boa, apresentando pequenas larguras de corte e bordas
retas (sem rebarbas e livres de óxidos).
Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 44
Já no caso dos aços inoxidáveis, o corte de chapas muito espessas não é possível, mas
as chapas finas, ao serem cortadas, apresentam excelentes resultados. Os aços-
ferramenta são difíceis de cortar através dos métodos convencionais (devido ao alto
teor de carbono), porém, quando cortados a LASER, tendem a apresentar boa qualidade
de superfície.
O cobre (e suas ligas), ao ser cortado, também apresenta a tendência de refletir a luz
(assim como o alumínio). O titânio (e suas ligas) pode ser cortado a LASER e exige que a
zona de corte sofra a proteção de um gás inerte (CO2, He, N2), para que seja evitada a
oxidação pelo ar – é importante que um gás inerte também seja injetado na face
posterior do corte, para auxiliar na eliminação das gotas aderentes de metal fundido.
Corte a LASER em Metais Diversos
O corte a LASER pode ser aplicado diversos tipos de materiais, como: acrílico, madeira,
MDF, couro, papel, plástico, aço carbono, aço inox, alumínio, etc. No caso específico do
corte industrial, atualmente existem dois tipos de LASER, o CO2 e o YAG, que podem ser
empregados em diferentes materiais. Será pontuada, a seguir, a relação destes LASERs
com o corte de metal.
O LASER CO2 (o mais empregado no corte industrial) utiliza os seguintes gases: Hélio
(He), Nitrogênio (N2) e o Dióxido de Carbono (CO2). O gás CO2 é empregado na emissão
do LASER, o N2 na excitação e o He na etapa do esfriamento.
Com a utilização do CO2, viabiliza-se um processo de corte a LASER versátil, pois ele pode
trabalhar materiais metálicos e não metálicos com alta velocidade e facilidade de
controle. Porém, no caso de material refletivo (alumínio, por exemplo), o LASER CO2
enfrenta dificuldades de corte (dependendo da espessura a ser trabalhada).
Entre os materiais metálicos cortados pelo LASER CO2, estão os metais sem liga ou de
liga leve, o aço inox, a liga de níquel, o titânio (e suas ligas) e o alumínio (e suas ligas;
considerando-se o problema da refletividade).
Já o LASER YAG é distribuído através de uma barra sólida de alumínio, ou por meio de
alguma outra matriz sólida, como o rubi. Ele pode ser YAG Contínuo (se comporta da
mesma maneira que o CO2), ou YAG Pulsado (tem velocidade de corte mais lenta e
possibilita um trabalho perfeito com os metais reflexivos).
A vantagem da utilização do YAG no corte a LASER é que a onda é bem absorvida por
materiais metálicos, característica que acaba contornando o problema da refletividade

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 45
de alguns materiais (como o alumínio). Dentre os metais trabalhados pelo LASER YAG
estão o aço inox, o alumínio e suas ligas, entre outros.
Figura 32. Diferentes tipos de materiais sendo cortados pelo processo de corte a LASER.
Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 46
Bibliografia
Handbook: Glossário. Em: www.infomet.com.br, acessado em 10/01/2013.
Processos de Fabricação. Em www.cimm.com.br, acessado em 10/01/2013.
Processos de Fabricação. Em www.cimm.com.br, acessado em 10/01/2013.
Processos de Fabricação. Volume I. Apostila do Curso Técnico em Mecânica.
Telecurso 2000.
MORO, Norberto; AURAS André Paegle. Processos de Conformação. Apostila do
Curso Técnico em Mecânica do CEFET/SC, 2002.
Diversos. Tecnologia Mecânica. Apostila do Curso Técnico em Mecânica da ETEC “Cel.
Fernando Febeliano da Costa”, do CEETEPS, 20002
OBERD, Erik. JONES, Franklin e HORTON, Holbrook. Manual Universal da Técnica
Mecânica. São Paulo: Ed. Hemus, 2005.
DOYLE L., MORRIS J., LEACH J. e SHRADER G.. Processos de Fabricação e Materiais
para Engenheiros. São Paulo: Ed. Edgard Blucher Ltda, 2000.
CUNHA, Lauro Sales e CRAVENCO, Marcelo P. Manual Prático do Mecânico. São
Paulo: Ed. Hemus, 2005.

Faculdade
SENAI
“Roberto Simonsen”
NOTAS DE AULAS - XI
Data: Jan/2015
Ver: 3
Disciplina: Manutenção Mecânica1 – MAME 1
Semestre: 3°
Prof. L.C.Simei Jan/2015 Página 47
O presente material tem como objetivo único o desenvolvimento de embasamento
técnico-científico, para complementação dos estudos da disciplina Manutenção
Mecânica – MAME 1, do curso de Graduação em Tecnologia em Manutenção.
É expressamente proibida a divulgação eletrônica ou impressa, com objetivo
financeiro ou de promoção pessoal!!!
A divulgação, utilização comercial e ou outro qualquer objetivo, diferente da simples
leitura e estudo para complementação da matéria em questão, e ainda sem a
aprovação do professor elaborador, é proibida e de inteira responsabilidade do aluno
detentor que faz o uso indevido deste.
Estas notas de aulas foram desenvolvidas com base em periódicos técnicos, materiais
disponibilizados por outros professores, anotações pessoais, materiais de estudos de
outras instituições, entre outros; de modo a complementar em um único compêndio
de estudos relativos aos assuntos repassados em aulas.
Professor Luís C. Simei





















![MeiosdePagamentoCap1 Simonsen Cysne Distribuicao Marco 2006[1]](https://img.document.onl/doc/110x75/5571fd8c4979599169995752/meiosdepagamentocap1-simonsen-cysne-distribuicao-marco-20061.jpg)







