-
VINICIUS CASTANHEIRA DO NASCIMENTO
SELEO DE PARMETROS DE SOLDAGEM A PONTO POR RESISTNCIA, BASEADO
NA MEDIO
DA RESISTNCIA ELTRICA ENTRE CHAPAS
UNIVERSIDADE FEDERAL DE UBERLNDIA
FACULDADE DE ENGENHARIA MECANICA 2008
-
VINICIUS CASTANHEIRA DO NASCIMENTO
SELEO DE PARMETROS DE SOLDAGEM A PONTO POR
RESISTNCIA, BASEADO NA MEDIO DA RESISTNCIA ELTRICA ENTRE
CHAPAS
Dissertao apresentada ao Programa de Ps-graduao em Engenharia
Mecnica da Universidade Federal de Uberlndia, como parte dos
requisitos para obteno do ttulo de MESTRE EM ENGENHARIA MECNICA.
rea de concentrao: Materiais e Processos de Fabricao. Orientador:
Prof. Dr. Amrico Scotti.
UBERLANDIA-MG 2008
-
FICHA CATALOGRFICA
N244a
Nascimento, Vinicius Castanheira do, 1978- Seleo de parmetros de
soldagem a ponto por resistncia, baseado na medio da resistncia
eltrica entre chapas/ Vinicius Castanheira do Nascimento. - 2008.
130 f. : il. Orientador: Amrico Scotti. Dissertao (Mestrado)
Universidade Federal de Uberlndia, Progra- ma de Ps-Graduao em
Engenharia Mecnica. Inclui bibliografia. 1. Soldagem - Teses. I.
Scotti, Amrico. II. Universidade Federal de Uberlndia. Programa de
Ps-Graduao em Engenharia Mecnica. III. Ttulo. CDU: 621.791
-
iii
VINICIUS CASTANHEIRA DO NASCIMENTO
SELEO DE PARMETROS DE SOLDAGEM A PONTO POR RESISTNCIA, BASEADO
NA MEDIO DA RESISTNCIA ELTRICA
ENTRE CHAPAS
Dissertao APROVADA pelo Programa de Ps-graduao em Engenharia
Mecnica da
Universidade Federal de Uberlndia.
rea de concentrao: Materiais e Processos
de Fabricao.
Banca Examinadora:
______________________________
Prof. Dr. Amrico Scotti UFU Orientador
______________________________
Prof. Dr. Gilmar Ferreira Batalha Poli-USP
______________________________
Prof. Dr. Valtair Antonio Ferraresi - UFU
______________________________
Prof. Dr. Louriel Oliveira Vilarinho - UFU
Uberlndia, ___ de __________ de 2008
-
iv
Aos meus pais, Edson e Llia. s minhas irms, Flvia e
Ludmilla.
-
v
"Se fecharmos a porta a todos os erros, a verdade ficar de
fora".
(Rabindranath Tagore - pensador indiano)
S algumas pessoas se interessam pelo que voc tem a dizer, mas no
faz mal. No se julga
a qualidade do Mestre pelo tamanho do seu pblico.
(Richard Bach)
-
vi
AGRADECIMENTOS
Universidade Federal de Uberlndia e Faculdade de Engenharia
Mecnica, pela
oportunidade de realizar este Curso;
Aos meus pais, por todos os ensinamentos, exemplo de vida e pelo
apoio especial nas
horas de maior dificuldade;
A CAPES pelo suporte financeiro, atravs de uma bolsa de
estudo;
Ao Prof. Scotti pelos ensinamentos, a orientao, as discusses,
por sua grande
colaborao e ateno, e por sua amizade;
Aos professores do Laprosolda, Valtair e Louriel, pelos
ensinamentos, ajuda tcnica e por
sua amizade;
Ao coordenador Mrcio Bacci, sua colaboradora Kelly e ao
Colegiado do Programa de
Ps-graduao;
Aos colegas do Laprosolda Daniel, Diandro, Andr, Marco Antonio,
Alexandre Saldanha,
Mrcio Andrade, Rmulo, Jos Enrique, Douglas, Demostenes, Ricardo,
Thiago, Elias, Adalto
entre outros, pela colaborao no dia-a-dia.
-
vii
NASCIMENTO, V.C. Seleo de Parmetros de Soldagem a Ponto por
Resistncia, Baseado na Medio da Resistncia Eltrica entre Chapas.
2008. 130f. Tese de Mestrado, Universidade Federal de Uberlndia,
Uberlndia.
Resumo
A aplicao da solda a ponto por resistncia eltrica em produo em
srie pode vir a
requerer uma programao prvia de variao da regulagem de
parmetros, em funo da
demanda por mudana seqencial, tanto devido ao tipo de material
como a de sua
espessura. Caso a operao seja manual, o operador quem ter de
fazer a troca de
programa sempre que identificar diferentes condies numa mesma
seqncia de pontos.
Por se tratar de uma operao on-line, torna-se uma fonte de erro
em potencial. Dessa
forma, a principal motivao deste trabalho foi a verificao da
possibilidade de se regular
os parmetros de soldagem para soldas a ponto em produo, baseado
na medio da
resistncia eltrica das combinaes entre chapas. Uma srie de
experimentos foi realizada
para verificar os parmetros e o nmero mnimo de ciclos ideal para
se medir a resistncia
eltrica entre chapas de ao com e sem revestimentos com
diferentes combinaes de
espessura. Verificou-se que possvel se determinar a resistncia
eltrica de uma
combinao de espessuras de chapas com apenas seis ciclos e que a
variao da
resistncia era suficientemente repetitiva e diferenciada para
justificar o uso deste princpio
na separao de combinaes por regies definidas pela resistncia
eltrica, tanto pela
diferena de espessura das combinaes, como pelo tipo de
revestimento da superfcie. No
trabalho tambm foi definida a tcnica conhecida como Queima do
Zinco (burn-zinc) e
apresentado um procedimento experimental para se conseguir os
parmetros timos para a
realizao da tcnica para combinaes entre chapas galvanizadas.
Palavras Chave: Soldagem a Ponto por Resistncia. Resistncia
Eltrica. Resistncia
Dinmica. Auto-regulagem. Queima do Zinco (Burn-Zinc).
-
viii
NASCIMENTO, V.C. Selection of Resistance Spot Welding
Parameters, Based on the Measurement of the Electrical Resistance
between sheets. 2008. 128f. MSc. Dissertation, Federal University
of Uberlandia, Uberlandia.
Abstract
Resistance Spot Welding applied in production lines may demand
previous programming for
welding parameter settings as a function of demanded sequential
changes, due to as much as
material type as thickness. In the case of a manual operation,
the operator is the one in charge
of changing the program when different welding conditions is
identified in a same sequence of
spots. Considering being an online operation, this is a
potential source of error. Thus, the main
motivation for this work was to verify the possibility of
parameter regulation in a spot welding
production line, based on measurement of the electrical
resistance between the sheets. A series
of experiments was carried out to verify the minimum number of
cycles and the ideal electrical
power needed to measure the electrical resistances between
carbon steel and galvanized steel
and between a different thickness sheets. The results showed
that the electrical resistance can
be determined from only six cycles and that it is possible to
differentiate sheet combinations.
They also reveal that the resistances variation amongst sheet
combinations were repetitive and
distinguished enough to claim the use of this principle to
classify the material combinations by
regions of electrical resistance, both by the difference in
thickness and type of superficial
coating. In this work, it was also defined the technique known
as the Burn Zinc and presented
an experimental procedure to achieve optimal parameters to use
this technique.
Key words: Resistance Spot welding. RSW. Electrical Resistance.
Dynamic Resistance. Burn-
Zinc.
-
ix
Lista de Figuras
FIGURA 2.1 EVOLUO DOS PROCESSOS DE SOLDAGEM AO LONGO DO TEMPO
........................................... 6 FIGURA 2.2 MR. ELIHU
THOMSON
............................................................................................................
6 FIGURA 2.3 ESBOO DO PROCESSO DE SOLDAGEM A PONTO POR RESISTNCIA
......................................... 6FIGURA 2.4 RESISTNCIAS
PASSAGEM DE CORRENTE NO PROCESSO DE SOLDAGEM A PONTO
.................. 8FIGURA 2.5 TRANSFORMADOR PARA ELEVAR O VALOR DE
CORRENTE ........................................................
8FIGURA 2.6 FORMATO DE ONDA GERADO; A CIMA, CORRENTE ALTERNADA; EM
BAIXO, CORRENTE CONTNUA 9FIGURA 2.7 REPRESENTAO ESQUEMTICA DO TEMPO
DE SOLDAGEM ..................................................
11FIGURA 2.8 MLTIPLOS IMPULSOS NO PROCESSO DE SOLDAGEM
.............................................................
12FIGURA 2.9 CURVA DE FORA APLICADA NO PROCESSO DE SOLDAGEM
.................................................... 14FIGURA 2.10
CARACTERSTICA DINMICA DA FORA EM UMA SOLDAGEM SEM EXPULSO
.......................... 14FIGURA 2.11 CARACTERSTICA DINMICA DA
FORA EM UMA SOLDAGEM COM EXPULSO ..........................
15FIGURA 2.12 DISTRIBUIO DO CALOR NO PROCESSO DE SOLDAGEM A PONTO
........................................ 15FIGURA 2.13 REFRIGERAO
DO ELETRODO
..........................................................................................
17FIGURA 2.14 PERFIL DE TEMPERATURA (C) ESTIMADA DURANTE A SOLDAGEM
........................................ 18FIGURA 2.15 CAMADAS DE
ZINCO DIFUNDIDAS NO COBRE DO ELETRODO
.................................................. 19FIGURA 2.16
TIPOS MAIS UTILIZADOS DE ELETRODO NA SOLDAGEM A PONTO
........................................... 19FIGURA 2.17 POSSVEIS
PROBLEMAS NA REALIZAO DO PONTO DE SOLDA
............................................. 24FIGURA 2.18 CURVA
CARACTERSTICA DA RESISTNCIA DINMICA SEGUNDO CHIEN E KANNATEY
............. 26FIGURA 2.19 - REPRESENTAO ESQUEMTICA DOS PARMETROS
ELTRICOS NA SOLDAGEM DE AO DOCE 27FIGURA 2.20 RESISTNCIA DINMICA
SEGUNDO DICKINSON, FRANKLIN E STANYA
.................................... 28 FIGURA 3.1 FONTES PRESENTES
NO LAPROSOLDA: (A) CORRENTE ALTERNADA E BAIXA FREQNCIA
(LF/AC); (B) CORRENTE CONTNUA E MDIA FREQNCIA (MF/DC).
.................................................. 30FIGURA 3.2
PLACA DE AQUISIO E
ADAPTADOR....................................................................................
31FIGURA 3.3 TELA PRINCIPAL DO PROGRAMA AQUISIO.VI
...................................................................
32FIGURA 3.4 TELA PRINCIPAL DO PROGRAMA VISUALIZADOR DE DADOS.VI.
............................................ 32FIGURA 3.5 TOMADA DE
TENSO PARA MONITORAO DO SINAL DE TENSO
............................................ 33FIGURA 3.6 SINAL DE
TENSO COM ACOPLADOR TICO COM PICOS ANMALOS.
....................................... 34FIGURA 3.7 SINAL DE TENSO
SEM ACOPLADOR TICO, SINAL ESPERADO.
............................................... 34FIGURA 3.8 BOBINA
DE ROGOWSKI
........................................................................................................
35FIGURA 3.9 BOBINA FLEXVEL
................................................................................................................
35FIGURA 3.10 BOBINA RGIDA
................................................................................................................
36FIGURA 3.11 BOBINA FLEXVEL UTILIZADA PARA MEDIR O SINAL DE
CORRENTE NOS EXPERIMENTOS .......... 36FIGURA 3.12 BOBINA RGIDA
UTILIZADA PARA MEDIR O SINAL DE CORRENTE NOS EXPERIMENTOS
.............. 37FIGURA 3.13 MONTAGEM DAS BOBINAS NA PINA DE
SOLDAGEM
.............................................................
37FIGURA 3.14 SINAL DE CORRENTE OBTIDO ATRAVS DE UMA BOBINA DE
ROGOWSKI SEM A INTEGRAO DO
SINAL
..............................................................................................................................................
38FIGURA 3.15 FORMAS DE ONDA IDEAL NO CONTROLE DE FASE CA PARA
NGULOS DE RETARDO VARIANDO DE
ENTRE 30 E 150
............................................................................................................................
38FIGURA 3.16 SINAL DE CORRENTE OBTIDO ATRAVS DE UMA BOBINA DE
ROGOWSKI COM A INTEGRAO DO
SINAL.
.............................................................................................................................................
39FIGURA 3.17 CALIBRAO DA FORA APLICADA PELA PINA.
...................................................................
40FIGURA 3.18 CURVA DE CALIBRAO DA FORA APLICADA PELA PINA, NA
FAIXA TIL DE TRABALHO (LINHA
DE TENDNCIA LINEAR FORADA A PASSAR PELO ZERO)
.....................................................................
41
-
x
FIGURA 3.19 CURVA DE CALIBRAO DA FORA APLICADA PELA PINA, NA
FAIXA TIL DE TRABALHO (SEM FORAR A PASSAGEM PELO ZERO)
....................................................................................................
41
FIGURA 3.20 CURVA DE CALIBRAO DA FORA APLICADA PELA PINA, NA
FAIXA TIL DE TRABALHO, COM LINHA DE TENDNCIA DO TIPO POTNCIA
...........................................................................................
42
FIGURA 3.21 CURVA DE RESDUOS EM TORNO DA NORMAL PARA AS CURVAS
DE AJUSTES ......................... 43FIGURA 3.22 (A) APARELHO
MITUTOYO DIGI-DERM MODELO 979-745. (B) BLOCO PADRO E LAMINAS DE
PLSTICO PARA CALIBRAO.
...........................................................................................................
44FIGURA 3.23 (A) LOCAL DAS MEDIES NA PLACA DE TESTE. (B) REALIZAO
DA MEDIO. ...................... 44FIGURA 3.24 DIMENSES (MM) DOS
ELETRODOS UTILIZADOS NA SOLDAGEM
............................................ 47FIGURA 3.25 (A)
SUPORTE PARA FERRAMENTA DE USINAGEM DO ELETRODO; (B) APARNCIA DO
ELETRODO.
.......................................................................................................................................................
48 FIGURA 4.1 PINA DE SOLDAGEM APOIADA SOBRE BANCADA E CHAPAS DE
TESTE FIXADA NO SUPORTE COM
ISOLANTE ELTRICO
.........................................................................................................................
50FIGURA 4.2 MDIA E DESVIO PADRO DE 24 DOS 25 CICLOS (ELIMINADO O
PRIMEIRO) DAS 3 REPETIES DE
CADA ENSAIO
...................................................................................................................................
53FIGURA 4.3 PERFIL DE DESVIO PADRO DOS ENSAIOS ENTRE CHAPAS
GALVANIZADA X GALVANIZADA ... 54FIGURA 4.4 PERFIL DE DESVIO PADRO
DOS ENSAIOS ENTRE CHAPAS NO GALVANIZADO X NO
GALVANIZADO
.................................................................................................................................
55FIGURA 4.5 PERFIL DE DESVIO PADRO DOS ENSAIOS ENTRE GALVANIZADO X
NO GALVANIZADO ........ 55FIGURA 4.6 RESISTNCIA MDIA ENTRE DUAS
CHAPAS (3 AO 6 CICLOS)
................................................. 56FIGURA 4.7
RESISTNCIA MDIA DE APENAS UMA CHAPA (3 AO 6 CICLOS)
.............................................. 57FIGURA 4.8
COMPARAO DA RESISTNCIA ENTRE DUAS CHAPAS E APENAS UMA (3 AO 6
CICLOS) .......... 58FIGURA 4.9 RESISTNCIA MDIA (3 AO 6 CICLOS)
ENTRE DUAS CHAPAS COM PRESENA DE LEO ........... 60FIGURA 4.10
RESISTNCIA MDIA (3 AO 6 CICLOS) ENTRE DUAS CHAPAS COM PRESENA DE
XIDO ........ 60FIGURA 4.11 COMPARAO DAS RESISTNCIAS ELTRICAS (3 AO
6 CICLOS) NAS CONDIES
OPERACIONAIS ENTRE CHAPAS NO GALVANIZADAS COM NO GALVANIZADAS E
GALVANIZADAS E GALVANIZADAS
..............................................................................................................................
62
FIGURA 4.12 COMPARAO DAS RESISTNCIAS ELTRICAS (3 AO 6 CICLOS)
NAS CONDIES OPERACIONAIS ENTRE CHAPAS GALVANIZADAS COM NO
GALVANIZADAS ........................................ 62
FIGURA 4.13 MDIA E DESVIO PADRO DA RESISTNCIA ELTRICA DAS TRS
REPETIES DE CADA ENSAIO COM CHAPAS LIMPAS, CALCULADA ENTRE O 3 AO 6
CICLO
................................................................
63
FIGURA 4.14 MDIA E DESVIO PADRO DA RESISTNCIA ELTRICA DAS TRS
REPETIES DE CADA ENSAIO COM CHAPAS COM PRESENA DE LEO, CALCULADA
ENTRE O 3 AO 6 CICLO ...................................... 63
FIGURA 4.15 MDIAS E DESVIOS PADRO DA RESISTNCIA ELTRICA DAS TRS
REPETIES DE CADA ENSAIO COM CHAPAS COM PRESENA DE XIDO, CALCULADA
ENTRE O 3 AO 6 CICLO ......................... 64
FIGURA 4.16 RESISTNCIA DINMICA ENTRE CHAPAS GALVANIZADAS.
..................................................... 65FIGURA 4.17
RESISTNCIA DINMICA ENTRE CHAPAS NO GALVANIZADAS.
.............................................. 65FIGURA 4.18
RESISTNCIA DINMICA ENTRE CHAPA NO GALVANIZADA E GALVANIZADA
........................... 66FIGURA 4.19 RESISTNCIA MDIA (17 AO
25) ENTRE DUAS CHAPAS LIMPAS
........................................... 67FIGURA 4.20
RESISTNCIA MDIA (17 AO 25) ENTRE DUAS CHAPAS COM PRESENA DE LEO
................. 67FIGURA 4.21 RESISTNCIA MDIA (17 AO 25) ENTRE
DUAS CHAPAS COM PRESENA DE XIDO ............... 68FIGURA 4.22 MDIA
E DESVIO PADRO DA RESISTNCIA ELTRICA DAS TRS REPETIES DE CADA
ENSAIO
COM CHAPAS LIMPAS, CALCULADA ENTRE O 17 AO 25 CICLO
............................................................
70FIGURA 4.23 MDIA E DESVIO PADRO DA RESISTNCIA ELTRICA DAS TRS
REPETIES DE CADA ENSAIO
COM CHAPAS LIMPAS, CALCULADA ENTRE O 17 AO 25 CICLO COM PRESENA
DE LEO ...................... 70FIGURA 4.24 MDIA E DESVIO PADRO DA
RESISTNCIA ELTRICA DAS TRS REPETIES DE CADA ENSAIO
COM CHAPAS LIMPAS, CALCULADA ENTRE O 17 AO 25 CICLO COM PRESENA
DE XIDO ..................... 71
-
xi
FIGURA 5.1 PARMETROS FSICOS DO AO E ZINCO
...............................................................................
74 FIGURA 5.2 DIREO LINEAR PARA MEDIO DA CAMADA DE ZINCO
......................................................... 76FIGURA
5.3 ESPESSURAS DA CAMADA DE ZINCO [M] NA REGIO DO PONTO DE SOLDA,
ENSAIO BZ01 ....... 78FIGURA 5.4 ESPESSURAS DA CAMADA DE ZINCO [M]
NA REGIO DO PONTO DE SOLDA, ENSAIO BZ02 ....... 78FIGURA 5.5
PARMETROS EXCESSIVOS PARA A ESPESSURA DA CHAPA (0,7 MM), ENSAIO
BZ03 ................ 78FIGURA 5.6 ESPESSURAS DA CAMADA DE ZINCO
[M] NA REGIO DO PONTO DE SOLDA, ENSAIO BZ05 ....... 79FIGURA 5.7 NO
HOUVE FORMAO DE PONTO NEM FUSO DE ZINCO, ENSAIO BZ06
............................... 79FIGURA 5.8 ESPESSURAS DA CAMADA
DE ZINCO [M] NA REGIO DO PONTO DE SOLDA, ENSAIO BZ07 .......
79FIGURA 5.9 ESPESSURAS DA CAMADA DE ZINCO [M] NA REGIO DO PONTO DE
SOLDA, ENSAIO BZ08 ....... 80FIGURA 5.10 ESPESSURAS DA CAMADA DE
ZINCO [M] NA REGIO DO PONTO DE SOLDA, ENSAIO BZ10 ..... 80FIGURA
5.11 MACROGRAFIA DO ENSAIO BZ01 (ATAQUE NITAL 10%)
....................................................... 81FIGURA
5.12 MACROGRAFIA DO ENSAIO BZ07 (ATAQUE NITAL 10%)
....................................................... 82FIGURA
5.13 ENSAIO BZ09, FORMAO DA LENTE DE SOLDA PARA EFEITO DE COMPARAO
................... 82FIGURA 5.14 MACROGRAFIA DA LENTE DE SOLDA
PARA UNIO DE CHAPA DE 2,5 MM COM 2,0 MM, UTILIZANDO
PARMETROS REAIS DE SOLDAGEM, PARA EFEITO DE COMPARAO
................................................... 83FIGURA 5.15
QUADROS SEQENCIAIS (A) E (B) ILUSTRANDO O COMPORTAMENTO DA
INTERFACE CHAPA-
CHAPA DURANTE A APLICAO DA TCNICA BURN-ZINC POR 5 CICLOS, MAS
COM PARMETROS (CORRENTE E/OU PRESSO) INSUFICIENTES PARA SE OBTER A
QUEIMA DO REVESTIMENTO .................. 84
FIGURA 5.16 QUADROS SEQENCIAIS (A), (B) E (C) ILUSTRANDO O
COMPORTAMENTO DA INTERFACE CHAPA-CHAPA DURANTE A APLICAO DA TCNICA
BURN-ZINC POR 5 CICLOS, MAS COM PARMETROS (CORRENTE E/OU PRESSO)
ADEQUADOS PARA SE OBTER A QUEIMA DO REVESTIMENTO.
..................... 86
FIGURA 5.17 FILMAGEM DO PROCESSO DE SOLDAGEM UTILIZANDO DEZ
CICLOS........................................ 90FIGURA 5.18
FILMAGEM DO PROCESSO DE SOLDAGEM COM A TCNICA DE BURN-ZINC
............................ 90 FIGURA 6.1 DIVISO DOS GRUPOS DE
CHAPAS POR TIPO DE REVESTIMENTO
............................................ 94
Figuras do Anexo
FIGURA A 1 VALORES DE RESISTNCIA DOS ENSAIOS (24 CICLOS)
......................................................... 101FIGURA
A 2 VALORES DE RESISTNCIA DOS ENSAIOS COM PRESENA DE XIDO (24
CICLOS) .................. 101FIGURA A 3 VALORES DE RESISTNCIA DOS
ENSAIOS COM PRESENA DE LEO (24 CICLOS) ................... 102
-
xii
Lista de Tabelas TABELA 2.1 CLASSIFICAO DOS ELETRODOS DE
SOLDAGEM A PONTO PELA RWMA ............................... 20TABELA
3.2 VALORES DE ENTRADA NA MQUINA E FORA MEDIDA
...........................................................
41TABELA 3.3 CARACTERIZAO DAS CHAPAS DE TESTE
............................................................................
46TABELA 3.4 RESULTADOS DA MEDIO DA ESPESSURA DA CAMADA DE ZINCO
.......................................... 47TABELA 4.1 COMBINAES
DAS CHAPAS DE TESTE
.................................................................................
51TABELA 4.2 DIFERENA ENTRE VALORES DE RESISTNCIA MDIA ENTRE CHAPAS
GALVANIZADAS X
GALVANIZADAS
...............................................................................................................................
68TABELA 4.3 DIFERENA ENTRE VALORES DE RESISTNCIA MDIA ENTRE CHAPAS
NO GALVANIZADAS X
NO GALVANIZADAS
.......................................................................................................................
69TABELA 4.4 DIFERENA ENTRE VALORES DE RESISTNCIA MDIA ENTRE CHAPAS
GALVANIZADAS X NO
GALVANIZADAS
...............................................................................................................................
69TABELA 4.5 DIFERENA ENTRE VALORES DE DESVIO PADRO ENTRE CHAPAS
GALVANIZADAS X
GALVANIZADAS
...............................................................................................................................
71TABELA 4.6 DIFERENA ENTRE VALORES DE DESVIO PADRO ENTRE CHAPAS NO
GALVANIZADAS X NO
GALVANIZADAS
...............................................................................................................................
71TABELA 4.7 DIFERENA ENTRE VALORES DE DESVIO PADRO ENTRE CHAPAS
GALVANIZADAS X NO
GALVANIZADAS
...............................................................................................................................
72TABELA 5.1 PARMETROS DOS ENSAIOS BURN ZINC
............................................................................
77TABELA 5.2 PARMETROS DE SOLDAGEM
...............................................................................................
87TABELA 5.3 PARMETROS PARA REALIZAR O BURN-ZINC COM 5 CICLOS
................................................. 88TABELA 5.4
PARMETROS PARA REALIZAR O BURN-ZINC COM 3 CICLOS
................................................. 88TABELA 5.5
PARMETROS PARA REALIZAO DA SOLDAGEM COM BURN-ZINC
........................................ 89 Tabelas do Anexo TABELA
A 1 DADOS EXPERIMENTAIS COM RESISTNCIA ELTRICA CALCULADA COM 25
CICLOS ENTRE
CHAPAS GALVANIZADAS X GALVANIZADAS
..................................................................................
102TABELA A 2 DADOS EXPERIMENTAIS COM RESISTNCIA ELTRICA CALCULADA
COM 25 CICLOS ENTRE
CHAPAS NO GALVANIZADAS X NO GALVANIZADAS
...................................................................
103TABELA A 3 DADOS EXPERIMENTAIS COM RESISTNCIA ELTRICA CALCULADA
COM 25 CICLOS ENTRE
CHAPAS GALVANIZADAS X NO GALVANIZADAS
..........................................................................
103TABELA A 4 RESISTNCIAS ELTRICAS CALCULADAS COM 24 CICLOS
(ELIMINANDO-SE O 1) ENTRE CHAPAS
GALVANIZADAS X GALVANIZADAS
...............................................................................................
104TABELA A 5 RESISTNCIAS ELTRICAS CALCULADAS COM 24 CICLOS
(ELIMINANDO-SE O 1) ENTRE CHAPAS
NO GALVANIZADAS X NO GALVANIZADAS
................................................................................
105TABELA A 6 RESISTNCIAS ELTRICAS CALCULADAS COM 24 CICLOS
(ELIMINANDO-SE O 1) ENTRE CHAPAS
GALVANIZADAS X NO GALVANIZADAS
.......................................................................................
105TABELA A 7 RESISTNCIAS ELTRICAS CALCULADAS ENTRE O 3 E 6 CICLOS
COM CHAPAS GALVANIZADAS
X GALVANIZADAS LIMPAS
.............................................................................................................
106TABELA A 8 RESISTNCIAS ELTRICAS CALCULADAS ENTRE O 3 E 6 CICLOS
COM CHAPAS NO
GALVANIZADAS X NO GALVANIZADAS LIMPAS
.............................................................................
107TABELA A 9 RESISTNCIAS ELTRICAS CALCULADAS ENTRE O 3 E 6 CICLOS
COM CHAPAS GALVANIZADAS
X NO GALVANIZADAS LIMPAS
......................................................................................................
107TABELA A 10 RESISTNCIAS ELTRICAS CALCULADAS ENTRE O 3 E 6 CICLOS
COM CHAPAS GALVANIZADAS
X GALVANIZADAS COM FILME DE LEO
..........................................................................................
108TABELA A 11 RESISTNCIAS ELTRICAS CALCULADAS ENTRE O 3 E 6 CICLOS
COM CHAPAS NO
GALVANIZADAS X NO GALVANIZADAS COM FILME DE LEO
..........................................................
109TABELA A 12 RESISTNCIAS ELTRICAS CALCULADAS ENTRE O 3 E 6 CICLOS
COM CHAPAS GALVANIZADAS
X NO GALVANIZADAS COM FILME DE LEO
...................................................................................
109TABELA A 13 RESISTNCIAS ELTRICAS CALCULADAS ENTRE O 3 E 6 CICLOS
COM CHAPAS GALVANIZADAS
X GALVANIZADAS COM PRESENA DE XIDO
.................................................................................
110TABELA A 14 RESISTNCIAS ELTRICAS CALCULADAS ENTRE O 3 E 6 CICLOS
COM CHAPAS NO
GALVANIZADAS X NO GALVANIZADAS COM PRESENA DE XIDO
................................................. 111TABELA A 15
RESISTNCIAS ELTRICAS CALCULADAS ENTRE O 3 E 6 CICLOS COM CHAPAS
GALVANIZADAS
X NO GALVANIZADAS COM PRESENA DE XIDO
..........................................................................
111
-
xiii
Lista de Smbolos Q Calor por efeito Joule; I Corrente; U Tenso;
R Resistncia eltrica total; t Tempo; RB1 Resistncia eltrica do
eletrodo; RB2 Resistncia eltrica da chapa; RB3 Resistncia eltrica
da chapa; RB4 Resistncia eltrica do eletrodo; RC1 Resistncia de
contato eletrodo-chapa; RC2 Resistncia de contato chapa-chapa; RC3
Resistncia de contato eletrodo-chapa; Micro (10-6); Ohm; A Ampre;
kA Quilo Ampre (106); V Volts; kVA Quilo Volts Ampre; D Corrente
mxima; e Neperiano (e = 2,7182818284590452353602874....); t1
espessura da chapa mais fina; Asec rea da seo transversal; N
Newton; F Fora; P Presso; J Joule; s Segundos; Qliq. Calor lquido
da soldagem, usado na formao da lente; Qent Quantidade de calor
inserido no sistema; Qperdas Calor perdido; Qamb. Perda de calor
para o ambiente; QCond.Mat. Perda de calor devido condutividade do
material a ser soldado; QResf.Elet. Perda de calor devido
condutividade e resfriamento do eletrodo; kg Quilograma; mm
Milmetros; m Metros; C Graus Celsius; % - Porcentagem; Zn Zinco; Hz
Hertz; Rmat Resistncia do material da chapa ao longo da espessura;
resistividade do material; L comprimento do percurso da corrente;
Rpel Resistncia do revestimento ou pelcula; t resistividade do
revestimento ou da pelcula ; fator presso (0,2 para superfcie
consideravelmente elstica, 1,0 para totalmente plstica e 0,7 uma
aproximao razovel) ; H dureza do material; Rcon Resistncia de
constrio; n nmero de pontos de contato; Somatrio;
-
xiv
g Gramas; C Carbono; Si Silcio; Mn Mangans; P Fsforo; S Enxofre;
Al Alumnio; Cu Cobre; Nb Nibio; V Vandio; Ti Titnio; Cr Cromo; Ni
nquel; Diferena (delta);
-
xv
Sumrio Agradecimentos
......................................................................................................................
VI Resumo
.................................................................................................................................
VII Abstract
.................................................................................................................................
VIII Lista de Figuras
......................................................................................................................
IX Lista de Tabelas
....................................................................................................................
XII Lista de Smbolos
.................................................................................................................
XIII
CAPTULO I
............................................................................................................................
1 INTRODUO
.........................................................................................................................
1
CAPTULO II
...........................................................................................................................
5 REVISO BIBLIOGRFICA
....................................................................................................
5
2.1 INTRODUO SOLDAGEM POR RESISTNCIA
................................................................................
5 2.2 PARMETROS DE REGULAGEM E VARIVEIS DO PROCESSO
............................................................ 7
2.2.1 Resistncia Eltrica
.............................................................................................................
7 2.2.2
Corrente...............................................................................................................................
8 2.2.3- Tempo de Soldagem
...........................................................................................................
10 2.2.4- Fora (presso)
...................................................................................................................
12 2.2.5 Refrigerao pelos eletrodos
............................................................................................
15 2.2.6 Eletrodos
...........................................................................................................................
18 2.2.7 Espessura e tipo de material das chapas
.........................................................................
21
2.3 - EQUIPAMENTOS DE SOLDAGEM A PONTO POR RESISTNCIA
.......................................................... 22 2.4 -
DESAFIOS TECNOLGICOS NA SOLDAGEM A PONTO POR RESISTNCIA
.......................................... 23 2.5 RESISTNCIA
DINMICA
...............................................................................................................
24
CAPTULO III
........................................................................................................................
30 EQUIPAMENTOS, TCNICAS E MATERIAIS
......................................................................
30
3.1 FONTES DE SOLDAGEM A PONTO POR RESISTNCIA
.....................................................................
30 3.2 MONITORAO DOS PARMETROS ELTRICOS DE SOLDAGEM
....................................................... 31
3.2.1 Sistema de aquisio e tratamento de dados
...................................................................
31 3.2.2 Medio da tenso de soldagem
......................................................................................
33 3.2.3 Medio da Corrente
.........................................................................................................
34 3.2.4 Clculo de potncia e resistncia eltrica
.........................................................................
39
3.3 CALIBRAO DA FORA APLICADA PELAS PINAS
.........................................................................
40 3.4 MEDIO DA ESPESSURA DA CAMADA DE ZINCO
..........................................................................
43 3.5 CHAPAS
......................................................................................................................................
45 3.6 ELETRODOS
................................................................................................................................
47
-
xvi
CAPTULO IV
........................................................................................................................
49 METODOLOGIA, ENSAIOS E RESULTADOS
.....................................................................
49
4.1 FASES METODOLGICAS
.............................................................................................................
49 4.2 DETERMINAO DOS PARMETROS E DEFINIO DAS COMBINAES DE CHAPAS
UTILIZADOS NOS ENSAIOS
.............................................................................................................................................
50 4.3 DEFINIO DO NMERO MNIMO DE CICLOS E DIFERENCIAO DAS CLASSES
DE CHAPAS PELOS VALORES DE RESISTNCIA ELTRICA
....................................................................................................
52 4.4 AVALIAO DAS RESISTNCIAS ELTRICAS DE FORMA INDEPENDENTES
........................................ 57 4.5 AVALIAO DA
INFLUNCIA DE CONDIES OPERACIONAIS SOBRE AS RESISTNCIAS ELTRICAS ...
58 4.6 OUTRA ABORDAGEM PARA O CLCULO DA RESISTNCIA ELTRICA
............................................... 64
CAPTULO V
.........................................................................................................................
73 BURN-ZINC
.........................................................................................................................
73 (QUEIMA DA CAMADA DE ZINCO DO REVESTIMENTO)
.................................................. 73
5.1 O ZINCO E A SOLDABILIDADE DOS AOS GALVANIZADOS POR SOLDA A
PONTO POR RESISTNCIA ... 73 5.2 O BURN-ZINC, COMO MTODO DE
MINIMIZAR OS PROBLEMAS CAUSADOS PELA PRESENA DO ZINCO
.................................................................................................................................................
74 5.3 PROCEDIMENTO PARA DETERMINAO DOS PARMETROS PARA BURN-ZINC
................................. 75 5.4 ILUSTRAO DA TCNICA DE
BURN-ZINC
....................................................................................
83 5.5 VERIFICAO DA EFICINCIA DA TCNICA BURN-ZINC
.................................................................
86 5.6 CONCLUSES SOBRE A TCNICA BURN-ZINC
...............................................................................
91
CAPTULO VI
........................................................................................................................
92 DISCUSSO GERAL
............................................................................................................
92
CAPTULO VII
.......................................................................................................................
95 CONCLUSO
........................................................................................................................
95
CAPTULO VIII
......................................................................................................................
97 SUGESTES PARA TRABALHOS FUTUROS
....................................................................
97
CAPTULO IX
........................................................................................................................
98 REFERNCIAS BIBLIOGRFICAS
......................................................................................
98
ANEXO 1
.............................................................................................................................
101
-
1
CAPTULO I
INTRODUO
A indstria automobilstica vem sendo registrada na histria do
Brasil desde o final do
sculo XIX. Documentao coletada e publicada (Portal do Governo do
Estado de So
Paulo, 2007) mostra que foi em novembro de 1891 que o primeiro
carro motorizado chegou
em solo brasileiro; um nico exemplar de um Peugeot, importado
por um jovem de dezoito
anos chamado Alberto Santos Dumont (que viria a ser o Pai da
Aviao). A partir de ento,
figuras ilustres da sociedade paulistana ficaram tentadas em
adquirir este novo bem de
consumo e mais importaes comearam a se realizar. De olho nesse
mercado, a empresa
Ford decidiu em 1919 trazer uma unidade fabril para o Brasil. O
prprio Henry Ford
sentenciava: "O automvel est destinado a fazer do Brasil uma
grande nao". Em 1925,
foi a vez da General Motors do Brasil abrir sua fbrica no bairro
paulistano do Ipiranga.
Ainda de acordo com a descrio histrica (Portal do Governo do
Estado de So
Paulo, 2007), houve, neste momento, um aumento surpreendente na
frota de veculos no
Brasil. Porm as fbricas s montavam seus automveis em territrio
brasileiro e no
produziam suas peas (as mesmas tinham que ser importadas).
Surgiu, ento, a vontade
poltica de se desenvolver um parque automotivo brasileiro. O
ento presidente da
Repblica, Getlio Vargas, proibiu a importao de veculos montados
e criou obstculos
importao de peas. Mas foi seu sucessor, Juscelino Kubitschek,
quem deu o impulso
necessrio implantao definitiva da indstria automotiva
brasileira, ao criar o Geia -
Grupo Executivo da Indstria Automobilstica. J em 1956, foi
inaugurada, em So Bernardo
do Campo, no ABC Paulista, a primeira fbrica de caminhes com
motor nacional, com
tecnologia da Mercedes-Benz. A indstria automobilstica se
transformaria, ento, na maior
mola propulsora da economia brasileira, em coerncia ao que
acontecia com a economia
mundial
Em consonncia com a globalizao da produo, o Brasil hoje um dos
pases que
-
2
mais sediam unidades fabris das chamadas montadoras de automveis
de passeio e
utilitrios. So atualmente 24 montadoras de carros e comerciais
leves, caminhes, nibus,
tratores e outras mquinas agrcolas, com 45 fbricas montadas,
principalmente no sul e
sudeste brasileiro. Mesmo sendo fruto de investimento de capital
essencialmente externo,
em 2006 o faturamento lquido da indstria automobilstica
brasileira foi de 41,147 bilhes de
dlares, o que representou 14,5% do PIB do Brasil (ANFAVEA,
2007). Para alcanar tais
cifras, muita tecnologia de ponta vem sendo introduzida nos
processos de fabricao, o que
requereu (e vem requerendo) anos de pesquisa e desenvolvimento
em todas as fases de
fabricao que esto presentes na montagem de um veculo. Mesmo que
a maioria destas
pesquisas e desenvolvimentos seja feito principalmente nas
matrizes, muito tem sido feito
pelas unidades nacionais.
Em especial, a unio em alta produo e sem defeitos entre chapas
de ao um
desafio constante para projetistas e engenheiros. Mesmo j
existindo concorrncia
(principalmente pela Soldagem a Laser), ainda hoje, o processo
de Soldagem a Ponto por
Resistncia (RSW Resistance Spot Welding) o mais utilizado na
indstria automobilstica
(como tambm na fabricao de eletrodomsticos). Este processo de
fabricao tem grande
aceitao na indstria porque um processo utilizado para unir
chapas finas, de alta
confiabilidade, muito rpido de ser executado, no existe adio de
metal e no
necessrio um alto grau de experincia do operador.
Algumas caractersticas acima citadas do processo de soldagem a
ponto por
resistncia podem dar a impresso de tratar-se de um processo
quase sem custo, o que no
justificaria aprimor-lo. Se adicionarmos os custos totais,
incluindo equipamentos, eletrodos
e manuteno, o custo de cada ponto de solda de apenas cerca de
cinco centavos de
dlar. Contudo, para se ter uma idia, existem cerca de 3000 a
4000 pontos de solda em um
veculo de passageiro (Relatrio Interno, 2007). Desta forma, o
custo somente do processo
de soldagem de uma carroceria em ao de cento e cinqenta a
duzentos dlares por
automvel, que bem razovel considerando o custo total gasto na
fabricao de um
veculo. Entretanto, dependendo das taxas e da capacidade de
produo e das prticas de
soldagem, uma planta de montagem do setor automobilstico pode
consumir mais do que
um milho de dlares com eletrodos de soldagem a ponto em um ano
(Relatrio Interno,
2007).
Apesar da simplicidade operacional do processo de soldagem a
ponto por
resistncia, quando comparado a outros processos de soldagem, nem
sempre possvel
estabelecer condies paramtricas de soldagem que sejam genricas
ou que possam ser
mantidas ao longo de uma produo em alta escala. Esta limitao se
deve a diferentes
fatores ou condies operacionais nas diversas regies de um mesmo
veculo, como as
-
3
variaes energticas necessrias para formao do ponto devido ao
efeito da corrente
derivativa (conhecido como Efeito Shunt), mudana nas espessuras,
composio e/ou
nmero das chapas, solda prxima s bordas das chapas, variao do
tipo ou espessura do
revestimento e pelculas no homogneas entre chapas. Todos esses
inconvenientes
podem dar origem a um ponto de solda no satisfatrio, ocorrendo a
expulso de material
da regio da lente de solda e ainda podendo desgastar
excessivamente o eletrodo
(MATUSCHEK; POELL, 2005).
A maneira de evitar que estas particularidades afetem a
qualidade do ponto de solda
otimizando os parmetros de soldagem para cada condio. Na prtica,
as indstrias de
maior porte utilizam programas de soldagem inseridos nos
controladores das fontes, no qual
so definidos os parmetros de soldagem para cada grupo de pontos
a serem realizados.
Esta seqncia determinada atravs de ensaios com garantia de
repetibilidade. Porm,
nem sempre as condies de trabalho no cho de fbrica so as mesmas
o tempo todo, ou
seja, podem ocorrer intempries, como pequenos desalinhamentos
entre as chapas,
presena no programada de pelculas de leo, p ou outro tipo de
material entre as
chapas, desgaste prematuro ou protelado em relao ao previsto
pelo programa de
soldagem, troca de fornecedores de matrias-prima, entre outros.
Com isso, mesmo pontos
otimizados de solda podem no se manter satisfatrios ao longo de
um processo de
fabricao.
Devido a estes limitadores, vrias pesquisas esto sendo
desenvolvidas para se ter
um controle adaptvel ou controle inteligente como forma de se
garantir uma formao
adequada do ponto de solda independente de intempries. Algumas
empresas j
desenvolveram algumas unidades que ajustam automaticamente o
nvel de corrente em
uma base contnua (Relatrio Interno, 2007). A Medar Inc. tem uma
unidade que percebe a
formao do ponto e efetua controles baseados no fator de potncia,
enquanto que a
Square D Co. est desenvolvendo um sistema de combinao pina de
soldagem/controle
de soldagem baseado no monitoramento da expulso de material
fundido. A GM Corp.
tambm desenvolveu um sistema de combinao de ajustador
inteligente/retorno adaptvel.
A considerao da GM baseada na alterao da resistncia eltrica
dinmica devido
expulso. Alm de funcionar como um ajustador automtico, estes
sistemas podem tambm
desempenhar seu papel em modo de retorno em tempo real de forma
a controlar cada ponto
de solda. Porm, mesmo que estes sistemas tenham sido testados em
produo, ainda no
so confiveis, precisam de aprimoramentos.
Uma outra abordagem que pode ser utilizada para desenvolver um
controle
adaptativo, e que ainda no foi desenvolvida nos equipamentos, a
medio da resistncia
do conjunto eletrodos interfaces de contato chapas.
Aparentemente existe uma forma
-
4
de se qualificar a resistncia de uma solda antes de inici-la,
atravs da monitorao da
tenso e corrente no incio da operao. Esta resistncia depende das
espessuras das
chapas, das interfaces de contato, do tipo de material a ser
utilizado, do ajuste de montagem
entre as chapas, desgastes dos eletrodos, etc. Se houver uma
relao entre esta resistncia
e os parmetros de soldagem que devem ser usados para se
conseguir uma solda em
conformidade, poder-se-ia usar este princpio para que as
soldagens manuais ou
automticas pudessem ter uma regulagem de parmetros independentes
e automticos
para cada ponto, reduzindo ao mximo o nmero de pontos
refugados.
Desta forma, proposto neste trabalho verificar a possibilidade
do desenvolvimento
de um sistema de auto-regulagem dos parmetros de soldagem por
resistncia a ponto,
aplicado em produo em srie que demande trocas freqentes de
parmetros de
soldagem. Visa-se com isso uma regulagem automatizada e rpida,
sem interferncia do
operador, o que permite obter pontos de solda com qualidade em
todo o processo de
fabricao sem que aumente o tempo no processo de soldagem, tendo
um sistema
confivel, robusto e que possa em um futuro prximo estar
comercialmente disponvel.
Para se alcanar esse objetivo necessrio, ento, a realizao de
ensaios de
simulao, para se definir os melhores parmetros para o clculo da
resistncia eltrica,
tentando utilizar o menor tempo possvel, e verificar se os
valores de resistncias eltricas
calculadas definem grupos especficos que diferenciem a unio a
ser soldada por diferentes
espessuras de chapas e/ou tipo de material de que so constitudas
(materiais diferentes ou
mesmo presena de revestimento na superfcie).
-
5
CAPTULO II
REVISO BIBLIOGRFICA
2.1 Introduo Soldagem por Resistncia A evoluo dos processos de
soldagem ao longo do tempo apresentada na Fig.
2.1, onde nota-se que a soldagem por resistncia desenvolve-se
quase que
concomitantemente com o desenvolvimento dos fundamentos que
levaram aos processos
de soldagem a arco. Bernardos, em 1885, um dos pais do arco de
soldagem, usou o
eletrodo de carvo para fuso localizada do ao, realizando a
primeira soldagem a ponto por
resistncia com o eletrodo de carvo.
Porm, o processo de soldagem por resistncia na forma em que
atualmente
utilizado foi inventado nos EUA em 1877 por Mr. Elihu Thomson
(Fig. 2.2). Thomson foi
projetista e fabricante de motores e transformadores e sua
primeira demonstrao prtica da
soldagem por resistncia foi relaizada em 1879 e a primeira
mquina de solda produzida em
1886; uma mquina Thomson-Gibb. O Laboratrio Thomson veio a ter
grande sucesso mais
tarde j como Edison General Electric Company, se tornando
finalmente General Electric
Co. onde Thomson foi vice-presidente e diretor de pesquisas.
-
6
Figura 2.1 Evoluo dos processos de soldagem ao longo do tempo
(SOLDAGEM
INDUSTRIAL, 2007)
Figura 2.2 Mr. Elihu Thomson
No processo de solda a ponto por resistncia, chapas metlicas so
unidas pelo
coalescimento localizado das mesmas (fuso e posterior
solidificao), devido ao calor
gerado pela resistncia do material passagem de corrente eltrica
(Efeito Joule). Uma
presso aplicada pelo prprio eletrodo durante certo perodo de
tempo para garantir que
as chapas fiquem na posio enquanto se d a solidificao. Com isso,
uma lente de solda
formada, garantindo a unio entre as chapas, conforme ilustrado
no esboo da Fig. 2.3.
Figura 2.3 Esboo do processo de soldagem a ponto por
resistncia
-
7
Atualmente, a soldagem a ponto por resistncia amplamente usada
na indstria,
principalmente na automobilstica, em virtude da simplicidade,
alta confiabilidade, rapidez de
execuo, no utilizao de metal de adio e relativamente fcil
controle. Obtm-se uma
solda de qualidade e resistncia satisfatrias quando comparado a
outros processos de
soldagem, no necessitando alto grau de experincia do operador
(VARGAS, 2006).
2.2 Parmetros de Regulagem e Variveis do Processo
A resistncia eltrica no circuito da corrente o fator governante
da soldagem. Ela que vai determinar os valores demandados para
outros parmetros. Os principais
parmetros de regulagem do processo para uma formao adequada da
lente de solda
entre as partes metlicas (chapas) a serem soldadas so
intensidade de corrente, tempo de fluxo de corrente e fora entre os
eletrodos. Alm disto, existem variveis de extrema importncia para o
desempenho do processo, muitas vezes negligenciadas, como
refrigerao, material e forma dos eletrodos, espessura e material
das chapas.
2.2.1 Resistncia Eltrica
A unio das chapas no processo de solda a ponto por resistncia se
d pelo calor
gerado por efeito Joule (Q = I2.R.t), o qual depende diretamente
da corrente (I), da
resistncia eltrica e do tempo em segundos (t). Observa-se na
Fig. 2.4 que esta resistncia
(R) a soma de todas as resistncias no circuito onde a corrente
passa, como as
resistncias dos eletrodos (RB1 e RB4), as resistncias das chapas
(RB2 e RB3) e as
resistncias de contato (RC1, RC2 e RC3). Entretanto, o local
onde se quer obter a maior
temperatura onde se deseja que ocorra a solda (lente), ou seja,
no contato entre as duas
chapas (RC2). Para isso, os eletrodos so fabricados com
materiais de baixa resistncia
eltrica, em sua maioria com ligas a base de cobre. So tambm
fabricados de um material
que se deforma facilmente, assentando melhor na superfcie da
chapa. Os dois fatos fazem
diminuir as resistncias eltricas RC1 e RC3, minimizando o calor
gerado nestas regies.
-
8
Figura 2.4 Resistncias passagem de corrente no processo de
soldagem a ponto
A resistncia eltrica na interface entre as peas se situa
geralmente no intervalo de
50 a 500 , mas pode alcanar valores to baixos quanto 20 para o
caso do alumnio.
Quanto menor o valor da resistncia, maior deve ser a intensidade
de corrente. Mas
importante frisar que a resistncia eltrica varia com o tempo
durante a soldagem, como
ser visto no Item 2.5.
2.2.2 Corrente
As correntes de soldagem utilizadas pelo processo variam entre
valores bem baixos,
no caso de soldas de componentes eletrnicos, at valores bastante
elevados (indstria
automobilstica) podendo atingir nveis superiores a 15 kA. Um
alto valor de corrente pode
ser conseguido atravs de um transformador, como o mostrado na
Fig. 2.5. A ttulo de
exemplo, esse transformador contm 100 espiras no primrio e duas
no secundrio (razo
de 50:1), ou seja, com uma corrente de 200 A no primrio , ento,
transformada (elevada)
para 10.000 A no secundrio.
Figura 2.5 Transformador para elevar o valor de corrente (RWMA
modificado, 1989)
-
9
Os formatos de onda gerados, CA e CC, por estas fontes esto
apresentados na Fig.
2.6. A corrente contnua gerada por transformadores especiais,
como ser visto no Item
2.3.
Figura 2.6 Formato de onda gerado; a cima, corrente alternada;
em baixo, corrente
contnua
To importante quanto a corrente em si, a densidade de corrente
na regio de
passagem de corrente na chapa tambm deve ser observada. Os
limites superior e inferior
para a densidade de corrente dependem da sua intensidade e do
dimetro e forma da ponta
do eletrodo. Se a intensidade e densidade de corrente forem
insuficientes, nunca ocorrer
fuso, mesmo com um longo tempo. Entretanto, sendo as mesmas
excessivas, o eletrodo
penetrar na pea, pois grande parte das chapas ou toda sua
espessura estar na fase
plstica. Assim, para uma dada fora de aplicao dos eletrodos, h
uma corrente mxima,
acima da qual o metal sob os mesmos expulso violentamente
provocando soldas com defeito (PODRAJ e KARI, 2005). Machado (1996)
sugere como regra prtica, para que o
processo possa ocorrer no menor tempo possvel e produzir pontos
com a mais alta
resistncia mecnica, determinar a densidade de corrente mxima (D)
exatamente anterior
quela que provocaria expulso, a qual pode ser estimada pela
equao 2.1 deduzida
empiricamente:
D = 192 + 480 x e-t1 (A/mm) (2.1)
onde t1 (mm) a espessura da chapa mais fina. Ou seja, ao se
calcular a densidade de
corrente limite, possvel a partir do dimetro de ponto desejado
calcular a corrente mxima
(ou a partir da corrente, se achar o dimetro mnimo do
ponto).
-
10
Em geral, uma rampa de subida da corrente utilizada para evitar
sobre-
aquecimento e expulso do metal no incio do tempo de soldagem,
quando a resistncia da
interface do metal base ainda alta. J uma rampa de descida da
corrente normalmente
usada para controlar a caracterstica do resfriamento na regio da
solda. Essa caracterstica
inclui a solidificao e a taxa de resfriamento no estado slido,
mas Vargas (2006) mostra
que tais rampas tm pouco efeito sobre o tamanho do ponto.
2.2.3- Tempo de Soldagem
O tempo de soldagem outro parmetro muito importante no processo
e pode ser
dividido em fraes conforme mostrado na Fig. 2.7. O tempo de
acostamento o perodo
que se leva do comeo do movimento da pina at quando os eletrodos
encostam-se s
chapas, quando garantem o assentamento das mesmas, atingindo o
valor programado para
a presso no sistema. Em seqncia, o tempo de pr-presso quando a
fora j aplicada
cria, em um dado tempo, as condies para que o conjunto
chapas-eletrodos se acomode
mecanicamente (sem passagem de corrente). Por outro lado, o
tempo de subida da corrente
(slope-up) seria o intervalo que se leva para que a corrente
atinja o valor programado
(esse tempo s existe caso seja utilizado rampa de subida de
corrente no processo de
soldagem). J o tempo de corrente (no confundir com o tempo total
de soldagem) quando
realmente ocorre a passagem de corrente e ocorre o processo de
soldagem, pelo
aquecimento por efeito Joule principalmente no contato entre as
chapas.
O tempo de corrente no processo deve ser mantido a menor possvel
(1/4 s em
mdia), apesar de se demandar tempos mais longos para correntes
mais baixas. Vargas et
al. (2007) concluiram que mais altas correntes e tempos mais
curtos favorecem a resistncia
e acabamento do ponto (resistncia ao rasgamento e indentao).
Quando se utiliza a
rampa de descida, existe ainda o tempo de descida da corrente
(slope-down), o qual seria
aquele que se leva para o nvel de corrente cair do valor
programado at zero. A seguir, o
tempo de reteno o perodo em que a corrente j parou de passar
pelo sistema, porm,
ainda se mantm a presso aplicada pelos eletrodos. nesse perodo
que o material que foi
fundido (ou coalescido) se solidifica completando a unio das
chapas. Por fim, o tempo de
abertura (cadncia) aquele que leva os eletrodos a descarregarem
a fora aplicada e se
afastar das chapas at ficarem na posio inicial.
-
11
Presso CorrenteP I
TempodeAcostamento
TempodePrPresso
TempodeSubidadaCorrente
TempodeCorrente
TempodeDescidadaCorrente
TempodeReteno
TempodeAbertura
TempodeSoldagem Figura 2.7 Representao esquemtica do tempo de
soldagem
Quando se solda chapas espessas pelo processo a ponto por
resistncia
necessrio a aplicao de maior energia (aumento do valor da
corrente e/ou tempo de
soldagem) e maior fora. Maior energia representa maior calor a
ser dissipado pela chapa.
Por um lado, uma maior espessura facilita a dissipao do calor de
forma mais
tridimensional (tambm na direo Z). Por outro lado, este
aquecimento na direo da
espessura da chapa faz aumentar a resistncia eltrica da mesma,
conseqentemente
aquecendo-a mais ainda. A chapa aquecida torna-se mais dctil e,
como necessria a
aplicao de uma maior fora, ocorre uma maior deformao, ou seja,
maior indentao.
Uma prtica que pode ser utilizada para soldar chapas espessas a
programao de
mais de um tempo de soldagem para produzir um nico ponto. Cada
tempo destes
normalmente denominado de impulso. De acordo com a RWMA (1989 -
Resistance
Welders Manufacturers Association), na soldagem dessas chapas,
ao invs de se deixar
um tempo mais longo para a formao da lente, ou se usa uma
corrente maior, ou mltiplos
impulsos so freqentemente usado. Esse mltiplo impulso nada mais
que a incorporao
de mais um tempo de corrente (com subida e descida caso seja
necessrio) ao final do
tempo de reteno, como apresentado na Fig. 2.8. A utilizao dessa
tcnica minimiza as
causa de indentao relatados no pargrafo acima quando se solda
chapas espessas, pois,
no intervalo entre um impulso e outro, ocorre o resfriamento,
minimizando o problema.
-
12
Presso CorrenteP I
TempodeAcostamento
TempodePrPresso
TempodeSubidadaCorrente
TempodeCorrente
TempodeDescidadaCorrente
TempodeReteno
TempodeAbertura
TempodeSoldagem
TempodeSubidadaCorrente
TempodeCorrente
TempodeDescidadaCorrente
Impulso 1 Impulso 2
Presso CorrenteP I
TempodeAcostamento
TempodePrPresso
TempodeSubidadaCorrente
TempodeCorrente
TempodeDescidadaCorrente
TempodeReteno
TempodeAbertura
TempodeSoldagem
TempodeSubidadaCorrente
TempodeCorrente
TempodeDescidadaCorrente
Presso CorrenteP I
TempodeAcostamento
TempodePrPresso
TempodeSubidadaCorrente
TempodeCorrente
TempodeDescidadaCorrente
TempodeReteno
TempodeAbertura
TempodeSoldagem
TempodeSubidadaCorrente
TempodeCorrente
TempodeDescidadaCorrente
Impulso 1 Impulso 2Impulso 1 Impulso 2
Figura 2.8 Mltiplos impulsos no processo de soldagem
2.2.4- Fora (presso)
Uma varivel no apresentada diretamente na equao do calor, mas de
elevada
influncia na resistncia eltrica do conjunto a fora exercida
pelos eletrodos sobre a
chapa. Numa mquina de soldagem a ponto por resistncia, essa fora
exercida, seja por
sistemas mecnicos (equipamentos de baixa capacidade e manuais),
pneumticos (mais
rpidos) ou sistemas hidrulico-pneumtico (maior fora). A fora (F)
exercida pela ponta do
eletrodo resultante da aplicao de uma presso (P) num pisto
(mbolo) de uma dada
rea (Asec) de seo transversal (F = Asec/P). Sendo assim, nos
equipamentos industriais, ao
se tentar regular a fora, se est regulando na verdade a presso
do sistema (pneumtico).
Equipamentos mais modernos possuem controladores de presso
(controle proporcional
integral derivativo - PID) para manter as foras constantes na
ponta do eletrodo, no caso de
variao da presso da linha. Tambm permitem, com estes
controladores, regulagem
remota da fora atravs do painel de controle. Lembra-se que a
fora aplicada pelo eletrodo
se transforma novamente em presso sobre as chapas, em funo da
rea de contato dos
eletrodos. Assim, o leitor deve estar atento que ele regula no
equipamento a presso do
pisto e no a fora aplicada ou a presso do eletrodo sobre as
chapas.
A resistncia eltrica aumenta quando a fora nos eletrodos
pequena, devido ao
contato incompleto entre as superfcies. Alta resistncia eltrica
entre eletrodos-chapas no
desejvel, apesar de benfico para a gerao de calor entre as
chapas. Uma elevada
-
13
fora do eletrodo, por outro lado, deforma as asperezas e aumenta
a rea de contato
(KAISER et al. 1982), reduzindo a resistncia eltrica, mas
podendo ocasionar marcas
superficiais ou deformao excessiva no material de base
(prejudicando o acabamento
superficial). Assim, a fora exercida pelos eletrodos
caracteriza-se por limites inferior e
superior, portanto, dentro de valores operacionais timos, a fora
do eletrodo se comporta
de forma inversamente proporcional resistncia eltrica (MACHADO,
1996).
Com isso, no processo de soldagem a ponto por resistncia, a
resistncia na
interface chapa-chapa deve ser alta para que se possa gerar mais
calor na regio
possibilitando a fuso (ou coalescimento) do metal, sendo ideal a
aplicao de uma menor
fora. Porm, durante o incio da soldagem (no incio do tempo de
corrente, onde comea a
passagem de corrente), seria importante a aplicao de uma fora
maior para permitir que
ocorra o caldeamento entre as chapas (ligao fsica atravs da
aplicao de uma grande
presso a um metal aquecido). Por outro lado, esse caldeamento
iria reduzir a resistncia
eltrica, razo pela qual o tempo de corrente no pode ser longo,
pois se torna pouco
efetivo. Mas como a corrente alta suficiente para sobre-aquecer
a regio da solda nos
tempos iniciais da passagem de corrente, ocorreria fuso (ou
coalescimento) do metal e
uma fora entre as chapas ao final do tempo de corrente requerida
para evitar que as
mesmas se separem, devido a tenses trmicas, e a regio da lente
de solda no se forme.
Ento, controlando-se a fora, pode-se evitar a ocorrncia de
expulso ou soldagens sem
ligao.
Mas a fora, mesmo assumindo ser a presso mantida constante, pode
variar com o
tempo durante uma soldagem. Fonseca e Bracarense (1999)
verificaram que a fora
exercida pelo eletrodo, medida por uma clula de carga
posicionada no sistema mecnico
de acionamento da pina, varia ao longo da soldagem, como mostra
a Fig. 2.9. A fora parte
de um valor inicial e cresce at o incio do tempo de soldagem,
quando se mantm
praticamente constante. Durante o tempo de soldagem, estes
autores acreditam que a fora
tenha sofrido uma pequena queda, creditadas por eles expanso
trmica do material.
Concludo o tempo de soldagem, ela cresce subitamente no momento
em que a corrente
para de circular, atingindo um valor mximo. Finalmente a fora
vai reduzindo e cai a zero
com o retorno do eletrodo posio inicial, conforme ilustra a Fig.
2.9.
-
14
Figura 2.9 Curva de fora aplicada no processo de soldagem
(FONSECA;BRACARENSE
1999)
J Gedeon et al. (1984) monitoraram a fora aplicada na chapa
pelos eletrodos
atravs de clulas de carga (strain gauge) em funo do tempo e
obtiveram as curvas da
fora dinmica apresentadas na Fig. 2.10 e na Fig. 2.11. Nota-se
que quando ocorre uma
expulso a fora cai rapidamente (Fig. 2.11) caracterizando este
efeito, podendo este
distrbio (caracterstica) ser utilizado em um sistema de
controle. Porm, o sinal apresentou
rudos e os autores citam que o mtodo de medio utilizado no to
acurado e um melhor
mtodo seria uma medio utilizando uma clula de carga
piezo-eltrica ou um
acelermetro.
Fora(Libras)
Tempo(Segundos) Figura 2.10 Caracterstica dinmica da fora em uma
soldagem sem expulso (GEDEON
et al., 1984 traduzida)
-
15
Fora(Libras)
Tempo(Segundos) Figura 2.11 Caracterstica dinmica da fora em uma
soldagem com expulso (GEDEON
et al., 1984 traduzida)
2.2.5 Refrigerao pelos eletrodos
Como j especificado, o calor neste processo de soldagem se d por
efeito
Joule e a maior parte do calor deve ser gerada na regio da lente
de solda. Porm,
necessrio que o calor seja dissipado para se concretizar a
solda, pelo resfriamento do
ponto. Como o ponto se forma na interface interior das chapas,
este calor, como mostra a
Figura 2.12, tem que se dissiparem pelas regies menos quente das
chapas.
Figura 2.12 Distribuio do calor no processo de soldagem a
ponto
-
16
O balano do calor no processo de soldagem regido matematicamente
por
(BOTHFELD, 2005):
Qliq. = Qent. - Qperdas (2.2)
Pela Lei de Joule:
Qent. = I.R.t (2.3)
Perda de calor no sistema:
Qperdas = Qamb. + QCond.Mat. + QResf.Elet. (2.4) Onde: Qliq.
Calor lquido da soldagem [J], usado na formao da lente. Qent
Quantidade de calor inserido no sistema [J]. Qperdas Calor perdido
[J]. I Corrente eltrica [A]. R Resistncia total no circuito [Ohms].
t Tempo de passagem da corrente eltrica [s]. Qamb. Perda de calor
para o ambiente [J]. QCond.Mat. Perda de calor devido condutividade
do material a ser soldado [J]. QResf.Elet. Perda de calor devido
condutividade e resfriamento do eletrodo [J].
Mas o aquecimento da regio entre a lente de solda e os eletrodos
vai fazer com que
a resistncia mecnica da chapa se reduza, facilitando sua
deformao (amassamento),
caracterizando um defeito denominado de indentao (alm do aspecto
visual ruim, h
reduo da rea da seo das duas chapas). Mas h ainda outro efeito
importante como
conseqncia do aquecimento entre a lente de solda e os eletrodos.
que maior se torna a
resistncia eltrica neste trecho e mais aquecimento gerado nesta
regio, dificultando a
dissipao de calor pela lente de solda e facilitando ainda mais o
amassamento
(indentao).
Por isto, muito importante a refrigerao dos eletrodos, ou seja,
no para manter o
eletrodo no aquecido pela passagem de corrente por ele (devido a
grande rea transversal
e pequena resistividade eltrica, o aquecimento por efeito Joule
pequeno), mas
principalmente para refrigerar as chapas e absorver o calor
gerado entre chapas e eletrodos.
Pode-se assumir que a perda de calor para o ambiente pequena.
Assim, uma
caracterstica muito importante e comum a todos os eletrodos nas
operaes de soldagem
por resistncia a refrigerao a gua (Fig. 2.13).
-
17
Figura 2.13 Refrigerao do Eletrodo (Intermachinery, 2002
modificado)
Porm, por mais eficiente que seja a refrigerao, a interface
eletrodos e chapas vai
ficar sempre aquecida. Esta a razo para que a vida til dos
eletrodos esteja diretamente
relacionada com uma refrigerao adequada. Como recomendao
complementar deve-se
manter as mangueiras de gua esticadas, a fim de evitar a formao
de bolsas de vapor e
no conectar a gua de refrigerao em srie com outros eletrodos,
evitando com isto o
superaquecimento do eletrodo.
Wolff e Scotti (2005) verificaram que o sistema de refrigerao (o
mesmo utilizado
nos ensaios deste trabalho) funciona com eficincia, uma vez que
estabiliza as temperaturas
no eletrodo em um valor no muito elevado, garantindo uma boa
vida til tanto ao
equipamento quanto aos eletrodos e uma refrigerao eficiente para
a realizao de uma
bateria de soldas em seqncia. Eles Mostraram ainda que o sistema
trabalhando com a
vlvula by-pass fechada (com uma presso maior 0,579 MPa,
conseqentemente, maior
vazo, melhora a refrigerao), comparativamente com a vlvula
by-pass aberta (menor
presso na refrigerao 0,186 MPa), a temperatura mxima alcanada no
corpo de eletrodo
foi sempre menor no caso da vlvula fechada, sendo que para uma
corrente de 5 kA a
temperatura diminuiu de 86,75C para 56,21C. Destas informaes
pode-se dizer que se o
eletrodo aquece mais, menor a sua capacidade de troca de calor,
afetando o desempenho
da soldagem. Ou seja, a vazo da gua, consequentemente a
refrigerao pelo eletrodo,
de extrema importncia neste processo.
-
18
2.2.6 Eletrodos
Os eletrodos tm uma fundamental importncia no processo de
soldagem a ponto
por resistncia, pois so neles que se d os contatos mecnico e
eltrico entre as peas a
serem soldadas. tambm atravs deles que se aplica a fora
necessria para a formao
do ponto de solda e onde flui a corrente de soldagem necessria
para unir os materiais.
Alm disso, os eletrodos absorvem calor atravs da superfcie da
pea de trabalho.
Mas, por outro lado, os eletrodos devem manter a sua forma e
caractersticas
originais de condutividade trmica e eltrica sob severas condies
de trabalho (GEDEON
et al., 1984). As dificuldades para manter o bom desempenho do
eletrodo se devem aos
grandes gradientes de temperatura a que eles esto sujeitos (Fig.
2.14), alm das grandes
foras compressivas. Como conseqncia, os eletrodos esto
constantemente mudando as
geometrias de suas pontas (deformao elstica e plstica), levando
ao desgaste e/ou
alterao de forma.
Figura 2.14 Perfil de temperatura (C) estimada durante a
soldagem (RWMA, 1989)
Alm disto, principalmente no caso da soldagem de chapas
galvanizada, h ainda a
difuso qumica na superfcie do eletrodo. Guedes (2004), em seus
ensaios, observou o
depsito de zinco na superfcie do eletrodo. Ento, fez um estudo
mais aprofundado e
confirmou que em alguns casos, aps o eletrodo ser utilizado
vrias vezes, surgiam trs
camadas distintas de material na superfcie do eletrodo, sendo o
metal de base (cobre),
zinco depositado na superfcie e, entre estas duas camadas, uma
camada de lato (a Fig.
2.15 mostra as trs camadas com marca das indentaes que
diferenciou o tipo de
material). Em outros casos apareciam duas camadas, a do metal
base (cobre) e a de lato.
Essas camadas presentes na superfcie dos eletrodos fazem com que
tanto a resistividade
eltrica quanto a resistncia deformao da ponta eletrodo sejam
aumentadas, fazendo
com que esta regio aquea alm do projetado (previsto).
-
19
Figura 2.15 Camadas de zinco difundidas no cobre do eletrodo
(GUEDES, 2004)
Por ter um papel muito importante na soldagem, os eletrodos so
construdos com
diferentes geometrias, cada qual com sua finalidade e aplicao.
Os mais utilizados so
mostrados na Figura 2.16. Nota-se que existe uma grande diferena
entre as geometrias da
ponta do eletrodo, sendo que no eletrodo plano o contato se d
pela rea total definida pelo
dimetro do corpo do eletrodo, enquanto que em outras configuraes
a rea bem menor
que uma seo do corpo do eletrodo, como o caso do truncado. Essa
geometria define a
densidade de corrente que vai passar pelas peas a serem
soldadas.
Figura 2.16 Tipos mais utilizados de eletrodo na soldagem a
ponto (Intermachinery, 2002)
-
20
Os materiais para eletrodos em soldagem por resistncia so
classificados pela
RWMA (Resistance Welders Manufacturers Association - 1989) da
seguinte forma:
GRUPO A Ligas de cobre GRUPO B Materiais refratrios e compsitos
GRUPO C Materiais especiais
Dentro de cada Grupo, os eletrodos ainda so classificados por
classes, ou seja:
Classe 1: composta de materiais no tratveis termicamente e
endurecidos por trabalho a frio, que no afeta as altas
condutibilidades trmica e eltrica;
Classe 2: composta por materiais com propriedades mecnicas mais
altas e condutibilidades eltrica e trmica mais baixa em relao aos
eletrodos da Classe 1. As
propriedades mecnicas e fsicas requeridas so conseguidas por
tratamento trmico ou por
uma combinao de tratamento trmico e trabalho a frio. Os
eletrodos da Classe 2 so os
mais utilizados e podem se adequar a uma ampla faixa de metais e
condies;
Classe 3: composta por materiais com propriedades mecnicas mais
altas e menores condutibilidades trmica e eltrica, quando
comparadas com aquelas dos eletrodos da
Classe 1 e 2. A Tab. 2.1 resume a classificao dos eletrodos por
grupo e classes.
Tabela 2.1 Classificao dos eletrodos de soldagem a ponto pela
RWMA (1989)
GRUPO CLASSE Rockwell (HBR mn.) Condutividade (% IACS mn.)
Material do eletrodo Material a ser soldado
A
1 65 80 Cobre - Zircnio
ligas de alumnio, ligas de magnsio, materiais revestidos
(galvanizados), lato e bronze.
2 75 75 Cobre - Cromo
aos laminados a frio e a quente, aos inoxidveis, lato e bronze
de baixa condutividade e soldagem de aos galvanizados.
3 90 45
Cobre - Cobalto - Berlio - Nquel
materiais de alta resistncia como aos inoxidveis, aos
nquel-cromo.
B
10 72 45 Cobre - Tungstnio materiais altamente condutores como
ligas de Cu e Ag, eletro-conformao, eletro-forjamento. Materiais
pouco condutores como os aos inoxidveis, onde altas foras devem ser
aplicadas.
11 94 40 Cobre - Tungstnio
12 98 35 Cobre - Tungstnio 13 69 30 Tungstnio 14 85 30
Molibdnio
C 20 75 75 Materiais especiais CuAl2O3
metais com revestimento metlico como aos galvanizados, aos doces
e aos baixo carbono
-
21
Segundo Gedeon et al. (1984), em relao a eletrodos tipo
tronco-cnico, a faixa de
soldabilidade aumentada em chapas galvanizadas. J com eletrodos
circunfernciais
(esfricos), no h mudana na faixa de soldabilidade quando se
utiliza chapas com ou sem
revestimentos. Esses eletrodos (esfricos) tambm utilizam menores
faixas de corrente
quando comparados com os eletrodos truncados (tronco-cnico).
2.2.7 Espessura e tipo de material das chapas
Em princpio, a soldagem a ponto por resistncia foi desenvolvida
para soldar chapas
de ao ao carbono sem adio de ligas ou revestimentos. Os
parmetros de soldagem eram
menos evoludos, tanto pela falta de tecnologia da poca quanto
pelo grande campo de
soldabilidade deste tipo de material, o que no demandava
parmetros mais sofisticados.
Porm, com o desenvolvimento de novos materiais com adio de ligas
para melhoria das
propriedades mecnicas das chapas, ou mesmo pelo uso de
revestimentos para
proporcionar maior resistncia corroso das mesmas, os campos de
soldabilidade ficaram
restritos e a soldagem ficou mais difcil de ser realizada,
demandando o desenvolvimento
tecnolgico do processo.
A composio de um metal determina seu calor especfico,
temperatura de fuso,
calor latente de fuso e condutibilidade trmica. Estas
propriedades governam a quantidade
de calor requerida para fundir o metal e produzir uma solda
(AWS, 1998). Em metais de alta
condutibilidade trmica, tais como cobre, pouco calor
desenvolvido mesmo sob altas
densidades de corrente. A pequena quantidade de calor gerado
rapidamente transmitida
para dentro do material circundante e para os eletrodos. Como
enfatizado por Machado
(1996), no caso do alumnio e suas ligas, tambm se tem a
dependncia marcante da
condutividade trmica, exigindo uma maior intensidade de corrente
para a realizao da
solda. Esses altos valores so limitados pelo equipamento de
soldagem, j que aumentar o
tempo de corrente no tem efeito significante. Estas
caractersticas so as principais
dificuldades de se soldar chapas de maiores espessura ou de alta
condutividade.
A adio de ligas e/ou revestimentos no material das chapas
influencia diretamente a
resistividade eltrica do material e essas modificaes afetam
diretamente o aquecimento
por resistncia durante a soldagem. De acordo com a AWS (1998),
para o caso de adio
de alguns elementos de liga, ou combinaes destes, na soldagem em
aos baixo-carbono
e aos baixa-liga de alta resistncia os mesmos podem fornecer
propriedades tanto
indesejveis quanto desejveis, dependendo do elemento e de sua
quantidade. Por
exemplo, o fsforo, o enxofre, o titnio, o nitrognio e o oxignio,
quando em excesso,
favorecem a ruptura interfacial da solda quando esta submetida
ao ensaio de
-
22
arrancamento. O titnio, quando em quantidade superior a 0,18%,
reduz o dimetro mximo
da lente de solda, a resistncia trao axial e cisalhante e a
faixa de corrente. J o efeito
negativo do nitrognio pode ser diminudo ou mesmo eliminado com a
introduo de
alumnio, como nos aos acalmados ao Al.
Em chapas galvanizadas, a camada de zinco presente na superfcie
do material faz
com que a resistncia eltrica diminua, pois o zinco apresenta uma
resistividade menor
quando comparado ao ao ao carbono. Devido a este fato
(resistncias de contato serem
mais baixas nos aos galvanizados), para se produzir dimetros
satisfatrios de pontos de
solda, tempos e nveis de corrente de soldagem so necessariamente
mais altos, quando
comparados aos aos no revestidos (BRANCO, 2004). Alm disso,
durante a formao de
uma solda a ponto entre duas chapas de ao revestidos com Zn, o
zinco na interface
sobreposta se funde e radialmente deslocado da zona de solda
para formar uma aurola
que circunda a solda (Intermachinery, 2002). De acordo com esta
referncia, esta aurola
desvia a corrente para passar ao redor da zona de solda,
deixando menos corrente
disponvel para a formao de lente. Com isso, necessrio aumentar o
valor da corrente
para gerar a solda. J Gedeon et al. (1984) dizem em seu trabalho
que pequenas variaes
na espessura do revestimento hot-dipped no afetam
significantemente a faixa de
soldabilidade aceitvel.
Outro fator que influencia diretamente na resistncia do conjunto
a ser soldado a
espessura das chapas. Chapas mais espessas dissipam mais o calor
e tenderia apresentar
o mesmo efeito de um material com alta condutividade trmica.
Porm, quanto maior a sua
espessura, maior ser a resistncia total passagem de corrente no
incio do processo
(devido resistncia RB2 e RB3 da Fig. 2.4). Um aquecimento
significativo ao longo da
espessura da chapa, de forma concorrente com o mencionado acima,
dificulta a dissipao
de calor durante o tempo de corrente (t menor), facilitando a
formao da lente. Por outro
lado, faz diminuir a resistncia mecnica das chapas, facilitando
a indentao. O aumento
da espessura em si tambm tem influncia sobre o efeito mecnico,
ou seja, quanto maior a
espessura e/ou a resistncia mecnica da chapa, maior ser a fora
aplicada pela pina
para que se consiga o efeito de caldeamento, os efeitos
conjuntos acima apontados levam
maior indentao.
2.3 - Equipamentos de Soldagem a Ponto por Resistncia
Segundo Grunzel (2004) at o fim dos anos 80, a corrente em
soldagem a ponto por
resistncia era gerada por um transformador na mesma freqncia da
rede eltrica (50/60
Hz). Esta freqncia considerada baixa e designada por LF, do
ingls Low Frequency.
-
23
Transformadores monofsicos produzem corrente alternada (no caso,
representada por AC,
do ingls alternating current), ento as fontes que utilizam a
freqncia da rede e
produzem uma corrente alternada recebe a designao de LF/AC.
Porm, esse tipo de
transformador no atendia a maiores demandas de potncia quando
requeridas. Com isso
transformadores trifsicos com pontes retificadoras gerando um
uma corrente constante
(CC) foram desenvolvidos para conseguir suprir a maior demanda.
Entretanto, devido alta
induo dos transformadores trifsicos, a regulagem da corrente era
dificultada no
apresentando resultados apropriados, alm disso, estes
transformadores eram grandes e
pesados.
Com a introduo de novos materiais na indstria automobilstica (ao
de alta
resistncia mecnica, alumnio, etc.), uma maior energia de
soldagem passou a ser
necessria, com modelagem e controle mais exato dos parmetros de
solda. O uso de
robs na soldagem exigiu a construo de pistolas de solda com
transformadores
integrados, a fim de superar os problemas de perda de energia
pelos cabos secundrios.
Passou a ser necessrio tornar o conjunto pistola-transformador o
mais compacto e leve
possvel.
Como os transformadores trifsicos apresentavam os problemas
citados, no
conseguiam atender os avanos tecnolgicos. Surgiu assim a idia de
operar o
transformador a uma freqncia mais alta do que os 60 Hz da rede,
para reduzir seu peso e
dimenses e alcanar um melhor controle do processo. Essa freqncia
foi sendo
aumentada e descobriu-se que com 1 kHz tem uma otimizao da relao
rendimento e
perda de potencia (GRUNZEL, 2004). Com isso, os transformadores
puderam ser fabricados
com menor quantidade de ferro-silcio necessrio no ncleo do
transformador, alm de
melhorar o controle do processo de soldagem. Utilizando-se uma
corrente contnua em
mdia freqncia (1 kHz) e produzindo na sada um sinal de corrente
praticamente
constante, esses transformadores so conhecidos como MF/DC (do
ingls Medium
Frequency combinado com Direct Current).
2.4 - Desafios Tecnolgicos na Soldagem a Ponto por
Resistncia
Apesar da simplicidade do processo de soldagem a ponto por
resistncia quando
comparado a outros processos de soldagem, alguns distrbios podem
ocorrer no ponto de
solda realizado. A Fig. 2.17 mostra possveis dificuldades ou
defeitos que podem aparecer
durante a realizao do ponto de solda.
-
24
Figura 2.17 Possveis problemas na realizao do ponto de solda
(MATUSCHEK; POELL,
2005, traduzida)
Com o intuito de evitar ou minimizar os distrbios que possa
ocorrer durante o
processo de soldagem, melhorias tecnolgicas tm sido implantadas
nas mquinas de solda
a ponto, como novas fontes controladas eletronicamente;
transformadores que trabalham
com altas freqncias e com maior potncia; transformadores que
esto sendo colocados
nos braos dos robs, em automao; melhores sistemas de controle de
fora, etc
(VARGAS, 2006).
Uma outra abordagem para melhorar o produto final em solda a
ponto controlar os
parmetros de solda, procurando compreender os efeitos destes
sobre a geometria e
resistncia mecnica do ponto formado. Neste sentido, a literatura
cientfica tem sido
direcionada para pesquisas sobre a formao e crescimento da
lentilha de solda e a
influncia dos parmetros neste crescimento.
2.5 Resistncia Dinmica
Uma caracterstica muito importante a ser monitorada na soldagem
a ponto a
resistncia dinmica, podendo ser utilizada como parmetro em um
sistema de controle.
Kaiser et al. (1982) e Fonseca e Bracarense (1999) usam a
definio de que e a resistncia
dinmica a razo entre os valores de pico da tenso e da corrente
tomados em cada meio
ciclo. Traando-se esses valores em funo do tempo, obtm-se uma
curva caracterstica
para uma determinada aplicao. J Tan et al (2004) dizem que o
estudo das mudanas da
resistncia eltrica durante a soldagem (resistncia dinmica) pode
ajudar a entender os
mecanismos do processo, otimizar os parmetros do processo e
desenvolver estratgias
para controle de qualidade da solda realizada. Ainda mostram que
a resistncia dinmica
pode ser calculada pela equao 2.5, variando ao longo do
tempo:
-
25
Rdinmica = Rmat + Rpel + Rcon (2.5)
Onde, de acordo com os autores:
Rmat Resistncia do material da chapa ao longo da espessura,
calculada, por: RMat = . L / A (2.6) resistividade do material L
comprimento do percurso da corrente A rea transversal do percurso
da corrente Rpel Resistncia do revestimento ou pelcula
(contaminante na superfcie), calculada por: RF = t . . H / F (2.7)
t resistividade do revestimento ou da pelcula
fator presso (0,2 para superfcie consideravelmente elstica, 1,0
para totalmente plstica e 0,7 uma aproximao razovel)
H dureza do material F fora compressiva
Rcon Resistncia de constrio
RC = 0,89 . (H/nF)1/2 (2.8)
resistividade do ponto de contato n numero de pontos de
contato
Esses ltimos autores (TAN et al. 2004) ainda citam, de uma forma
no muito
esclarecedora da definio das resistncias que apresentam, que a
resistncia de contato
igual resistncia de constrio para metais com superfcie limpa.
Por outro lado, definem
no incio do artigo que as resistncias eletrodo-chapa e
chapa-chapa so as resistncias de
contato.
Segundo Chien e Kannatey (2003), a curva de resistncia dinmica,
calculada pela
razo do pico de corrente pelo pico de tenso correspondente. Para
uma chapa
galvanizada, apresenta os pontos indicados na Fig. 2.18 e
definidos na lista abaixo:
-
26
Figura 2.18 Curva caracterstica da Resistncia Dinmica segundo
Chien e Kannatey
(2003)
1 A resistncia do primeiro pico de corrente do primeiro meio
ciclo; 2 A menor resistncia, quando a camada de zinco totalmente
fundida (no caso de uma
chapa galvanizada);
3 O pico de resistncia, ou seja, o valor mais alto alcanado pela
resistncia (a faixa de crescimento da resistncia entre o 2 e o 3
ponto usado como indicao do
crescimento da temperatura entre as chapas);
4 A resistncia ao final do ciclo de solda (o tempo relativo
entre o 3 e o 4 ponto muito utilizado como indicao de um bom
tamanho do ponto de solda).
Dickinson et al. (1980) calculam de forma um pouco diferenciada
a resistncia
dinmica, ou seja, eles assumem que a resistncia dinmica deve ser
computada dividindo-
se os valores instantneos de tenso pelos valores instantneos de
corrente
correspondentes. Na reviso bibliogrfica de seu artigo, citam que
vrios autores reportam
variao dos parmetros eltricos durante a soldagem de aos. E
apresentam, pela Fig.
2.19, uma outra curva para a resistncia dinmica (um pouco
diferenciada da apresentada
na Fig. 2.18). Observa-se pelos oscilogramas de corrente e tenso
que inicialmente a
corrente diminui e a tenso comea a aumentar.
-
27
S em E xpuls o
C om E xpuls o
Tempo (c ic los )
S em E xpuls o
C om E xpuls o
Tempo (c ic los ) Figura 2.19 - Representao esquemtica dos
parmetros eltricos na soldagem de ao
doce (DICKINSON; FRANKLIN; STANYA, 1980 traduzida)
De acordo com os autores, o comportamento acima pode ser melhor
representado
por uma curva de tpica de resistncia dinmica esquematizada,
mostrada na Fig. 2.20.
Nota-se que no incio da soldagem (primeiro ciclo de soldagem) a
resistncia ainda alta
devido a fatores isolados ou em conjunto, tais como asperezas da
superfcie do material,
possvel filme (pelcula) de leo (que utilizado para evitar oxidao
no armazenamento das
chapas), camada de oxidao e outros contaminantes que possam
estar aderidos na
superfcie. Depois, a resistncia cai rapidamente, quando a camada
de zinco fundida, e
aumenta novamente para um maior valor. Aps atingir esse mximo, a
resistncia vai
caindo ao longo do tempo. Caso ocorra a expulso de material, a
resistncia cai
repentinamente a um valor bastante baixo.
Aps o primeiro ciclo de soldagem, essa resistncia comea a
diminuir devido
quebra da superfcie, tanto pela aplicao da fora dos eletrodos
sobre as chapas como
pelo incio da passagem de corrente (momento caracterizado no
incio da curva de
resistncia da Fig. 2.19 e pela regio I da Fig. 2.20). Aps essa
quebra, ocorre o contato
direto metal-metal na regio onde se formar a lente de solda.
Porm, a resistncia ainda
diminui um pouco devido ao amolecimento das asperezas e ao
aumento da rea de contato
com os eletrodos. Concomitantemente, ocorre o aumento da
temperatura, apesar da
reduo na resistividade da regio de solda. A competio entre esses
efeitos determina o
mnimo da resistncia no processo (Fig. 2.19 e regio II da Fig.
2.20).
-
28
Quebradas uperfc ie
Aumento daTemperatura
1 F us o
C res c imento daL enteC olaps oMecnico
E xpuls o
TempoRes
istncia
A lis amento das as perezas
Quebradas uperfc ie
Aumento daTemperatura
1 F us o
C res c imento daL enteC olaps oMecnico
E xpuls o
TempoRes
istncia
A lis amento das as perezas
Figura 2.20 Resistncia dinmica segundo Dickinson, Franklin e
Stanya, (1980 traduzida)
Logo aps, a resistncia volta a aumentar continuamente, como
co





![Artigo Nascimento e Mourão Mudanças no CGEnnascimentomourao.adv.br/artigos/artigo-mudancas-no-cgen.pdf · 1 1 1 1 1 ³¨ 1 1 1 1 1 1 1 ï 1 1 ¡ ð 1 1 1 1 1 Á Á Á X v ]](https://img.document.onl/doc/110x75/5f8dcbeda9ff3422f52eaf44/artigo-nascimento-e-mourfo-mudanfas-no-1-1-1-1-1-1-1-1-1-1-1-1-1-1.jpg)




![[XLS] · Web view50.87 1 41.81 5 41.81 5 50.87 1 50.87 1 50.87 1 50.87 1 50.87 1 41.81 5 41.81 5 50.87 1 50.87 1 50.87 1 50.87 1 50.87 1 41.81 5 41.81 1 50.87 1 50.87 1 50.87 1 50.87](https://img.document.onl/doc/110x75/5bff4dd409d3f2ff098c0fe2/xls-web-view5087-1-4181-5-4181-5-5087-1-5087-1-5087-1-5087-1-5087.jpg)




![[XLS] · Web view1 3038 1 3099 1 3112 1 3113 1 3116 1 3119 1 3120 1 3131 1 3153 1 3165 1 3193 1 3227 1 3253 1 3264 1 3275 1 3279 1 3297 1 3309 1 3319 1 3320 1 3322 1 3327 1 3445 1](https://img.document.onl/doc/110x75/5c0cd66e09d3f217548ca60d/xls-web-view1-3038-1-3099-1-3112-1-3113-1-3116-1-3119-1-3120-1-3131-1-3153.jpg)



![2020 7/1 (dc) + 1 8/1 1 —8/31 ±.a.aa 6,100PJ 8/1 1 ,OOOBÐË ... · 2020 7/1 (dc) + 1 8/1 1 —8/31 ±.a.aa 6,100PJ 8/1 1 ,OOOBÐË 8/16. [181-1] 6,100PJ SCOOBY + 1 181-1 91-1](https://img.document.onl/doc/110x75/5f804edd0c90ef121c01b1ae/2020-71-dc-1-81-1-a831-aaa-6100pj-81-1-ooob-2020-71-dc.jpg)

![Talvez 1 1_[1][1][1]...my](https://img.document.onl/doc/110x75/559e71131a28ab3d428b471d/talvez-1-1111my.jpg)

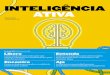
![Lavidaesdura 1 1 1 [1][1][1]](https://img.document.onl/doc/110x75/559d4d191a28abea018b473f/lavidaesdura-1-1-1-111.jpg)
![Lavidaesdura 1 1 1 1 [1]](https://img.document.onl/doc/110x75/559d4c061a28abf1018b46f6/lavidaesdura-1-1-1-1-1.jpg)
![Sera Que Deus E Ocupado[1][1][1][1][1][1]](https://img.document.onl/doc/110x75/559779191a28ab492d8b4649/sera-que-deus-e-ocupado111111.jpg)
