Embed Size (px)
Citation preview
SELMA CRISTINA CORRÊA
AS DIFICULDADES DE IMPLANTAÇÃO DA FILOSOFIA LEAN NO SETOR PRODUTIVO DE UMA EMPRESA: ESTUDO DE CASO EM
UMA EMPRESA DE COMPRESSORES HERMÉTICOS
JOINVILLE – SC 2006

2
UNIVERSIDADE DO ESTADO DE SANTA CATARINA - UDESC CENTRO DE CIÊNCIAS TECNOLÓGICAS – CCT
DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E SISTEMAS
SELMA CRISTINA CORRÊA
AS DIFICULDADES DE IMPLANTAÇÃO DA FILOSOFIA LEAN NO SETOR PRODUTIVO DE UMA EMPRESA: ESTUDO DE CASO EM
UMA EMPRESA DE COMPRESSORES HERMÉTICOS
Trabalho de graduação apresentado ao curso de Engenharia de Produção e Sistemas da Universidade do Estado de Santa Catarina, como requisito parcial para a obtenção do título de Engenheiro de Produção e Sistemas. Orientador: Evandro Bittencourt
JOINVILLE – SC
2006

3
SELMA CRISTINA CORRÊA
AS DIFICULDADES DE IMPLANTAÇÃO DA FILOSOFIA LEAN NO SETOR PRODUTIVO DE UMA EMPRESA: ESTUDO DE CASO EM
UMA EMPRESA DE COMPRESSORES HERMÉTICOS
Trabalho de graduação apresentado ao curso de Engenharia de Produção e Sistemas da Universidade do Estado de Santa Catarina, como requisito parcial para a obtenção do título de Engenheiro de Produção e Sistemas.
Banca Examinadora
Orientador: ______________________________________________ Evandro Bittencourt Universidade do Estado de Santa Catarina - UDESC
Membros: ______________________________________________ Lírio Nesi Filho Universidade do Estado de Santa Catarina - UDESC
______________________________________________ Ailton Barbosa Universidade do Estado de Santa Catarina - UDESC
Joinville, 29/11/2006

4
Dedico este trabalho a minha família, aos amigos que encontrei nesta longa jornada e aos professores que contribuíram para a minha formação.

5
AGRADECIMENTOS
A Deus, que nunca me deixou desistir frente às dificuldades.
Aos meus pais, Mauricéia e Dirceu; à minha avó e mãe, Luzia; ao meu avô,
Raimundo; aos meus irmãos: Sandra, Emerson, Alex e Junior, que mesmo tão
longe, sempre me deram um grande apoio.
Ao meu noivo, Rafael, e a toda a sua família, que sempre me forneceram
ajuda nos momentos em que necessitei.
Aos meus amigos da faculdade, em especial ao Marcel Gustavo, pela força
no começo da faculdade, principalmente nas provas de Física.

6
“Se quiser realmente entender os problemas a serem superados, tente fazer você mesmo.” James P. Womack e Daniel T. Jones.

7
RESUMO
Tendo em vista um mercado cada vez mais competitivo e reconhecendo que ser competitivo significa fabricar com menos recursos para ter um retorno maior de investimento financeiro, as empresas estão procurando adotar um sistema que possibilite um processo produtivo enxuto, livre dos desperdícios da produção em massa. Para conseguir este cenário competitivo as empresas estão optando por implantar o Sistema Toyota de Produção, também conhecido como Sistema de Produção Enxuta (Lean Manufacturing). Este trabalho discute as principais dificuldades de implantação da Filosofia Lean em um setor produtivo de uma empresa de compressores, objetivando mostrar essas dificuldades e propor melhorias para resolvê-las. Após a revisão bibliográfica destes conceitos, é apresentado o estudo de caso, enfatizando as ferramentas de trabalho padronizado e de sistema puxado. Finalmente analisando os resultados obtidos, tem-se que a empresa possui uma estrutura muito forte para a implantação desta filosofia, faltando apenas padronizações de atividades de implantação no nível operacional e maiores incentivos aos colaboradores para que ocorra uma maior aceitação e uma maior adesão à esta mudança.
Palavras-chave: Lean Manufacturing. Sistema de produção. Competitividade.

8
LISTA DE FIGURAS
Figura 1 – Desperdícios encobertos pelo excesso de produção...............................26
Figura 2 – Fluxo da produção, fluxo de informação e fluxo de material ....................30
Figura 3 – Quadro de nivelamento da carga .............................................................37
Figura 4 – Etapas para o mapeamento do fluxo de valor..........................................40
Figura 5 – Exemplo de mapa do estado atual ...........................................................41
Figura 6 – Exemplo de mapa do estado futuro..........................................................42
Figura 7 – Senso de utilização: etapa inicial .............................................................43
Figura 8 – Compressor..............................................................................................52
Figura 9 – Modelo de implementação da Filosofia Lean Manufacturing adotado pela empresa ...................................................................................................55
Figura 10 – Times com responsabilidade compartilhada ..........................................56
Figura 11 – Pilares da filosofia adotados pela empresa............................................59
Figura 12 – Resumo Gap Assessment......................................................................61
Figura 13 – Matriz de decisão de impactos e facilidades de implantação da filosofia nas linhas de produtos .............................................................................63
Figura 14 – Matriz de decisão do componente (área piloto) .....................................64
Figura 15 – Requisitos escolhidos para o quadro A3 ................................................65
Figura 16 – Blue Sky Vision – linha de produtos bloco 28 ........................................71
9
LISTA DE TABELAS
Tabela 1 – Fatores que dificultam o transporte .........................................................25
Tabela 2 – Ícones para o mapeamento do fluxo de valor..........................................39
Tabela 3 – Visão geral dos 5S’s................................................................................45
Tabela 4 – Funções e regras para utilização do kanban ...........................................48
Tabela 5 – Níveis de facilidades de implantação da filosofia nas linhas de produtos62
Tabela 6 – Dificuldades e propostas de melhorias para a implantação do sistema puxado......................................................................................................81
Tabela 7 – Dificuldades e propostas de melhorias para a implantação de trabalho
padronizado..............................................................................................82 Tabela 8 – Diferenças entre o plano atual e o plano proposto ..................................86
LISTA DE ABREVIATURAS
MFV Mapa do fluxo de valor
CCQ Círculo de controle de qualidade
TRF Troca rápida de ferramenta
JIT Just in Time
WIP Work in Process
VSD Value Stream Design
VSM Value Stream Map
BSV Blue Sky Vision
GK Gemba Kaizen
TPM – Total Productive Maintenance
UGB Unidade Gerencial Básica
LPP Lição Ponto-a-Ponto
PCP Planejamento e Controle da Produção
RH Recursos Humanos
TQC Total Quality Control
11
SUMÁRIO
1 INTRODUÇÃO .......................................................................................................13
1.1 OBJETIVO GERAL .............................................................................................13
1.2 OBJETIVOS ESPECÍFICOS ...............................................................................14
1.3 JUSTIFICATIVA ..................................................................................................14
1.4 DELIMITAÇÃO DO TEMA...................................................................................15
1.5 METODOLOGIA..................................................................................................15
1.6 ESTRUTURA DO TRABALHO............................................................................16
2 FUNDAMENTAÇÃO TEÓRICA..............................................................................17
2.1 DA PRODUÇÃO ARTESANAL PARA A PRODUÇÃO EM MASSA....................17
2.2 O COMEÇO DA PRODUÇÃO ENXUTA .............................................................19
2.2.1 Os sete desperdícios da produção enxuta .......................................................22 2.2.2 Os pilares do sistema Toyota de produção ......................................................27 2.2.3 Os cinco princípios da produção enxuta...........................................................28
2.3 CINCO FERRAMENTAS PARA APLICAÇÃO DA FILOSOFIA LEAN.................33
2.3.1 Trabalho Padronizado ......................................................................................33 2.3.2 Nivelamento .....................................................................................................36 2.3.3 Mapa do fluxo de valor (MFV) .........................................................................37 2.3.4 Cinco “S” ..........................................................................................................42 2.3.5 Sistema puxado................................................................................................45 3 METODOLOGIA DA PESQUISA ...........................................................................50
4 ESTUDO DE CASO ...............................................................................................51
4.1 HISTÓRICO DA EMPRESA................................................................................51
4.1.1 Produtos Fabricados ........................................................................................52
4.2 ESTRUTURA DE DESENVOLVIMENTO DO TRABALHO .................................53

12
4.3 O COMEÇO DO PENSAMENTO ENXUTO NA EMPRESA................................54
4.3.1 Estrutura do modelo de implementação do programa lean manufacturing na empresa ....................................................................................................................54 4.3.2 Kaizen passo a passo ......................................................................................68 4.3.3 Mapeamento do fluxo de valor da empresa .....................................................71
4.4 IMPLANTAÇÃO DA FILOSOFIA NA ÁREA DE ESTATORES MINIS.................72
4.4.1 Mapa do fluxo de valor da linha 1.....................................................................75 4.4.2 Kaizens realizados. ..........................................................................................75 5 PROPOSTAS DE MELHORIAS PARA AMENIZAR AS DIFICULDADES DE IMPLANTAÇÃO DA FILOSOFIA NA ÁREA DE ESTATORES..................................81 6 CONSIDERAÇÕES FINAIS ...................................................................................89
6.1 SUGESTÕES PARA TRABALHOS FUTUROS ..................................................91
REFERÊNCIAS.........................................................................................................92
APÊNDICES..............................................................................................................94
APÊNDICE A – MAPA DO FLUXO DE VALOR (LINHA 1) .......................................94
APÊNDICE B – VSD – MAPA DO FLUXO DE VALOR FUTURO.............................96
APÊNDICE C – PRATICAL VISION ..........................................................................98
APÊNDICE D – ALTERAÇÕES PROPOSTAS NAS ETAPAS PRECEDENTES....100
APÊNDICE E – ETAPAS DO GEMBA KAIZEN ......................................................101
13
1 INTRODUÇÃO
Frente aos novos desafios impostos pelo mercado em relação à
competitividade, sempre tendo de produzir mais, com cada vez menos recursos, as
empresas estão buscando eliminar ou minimizar ao máximo estes desperdícios
aplicando os conceitos de Produção Enxuta (Lean Manufacturing).
1.1 OBJETIVO GERAL
Este projeto tem como objetivo mostrar as principais dificuldades de
implantação da Filosofia Lean no Setor Produtivo (Manufatura) de uma Empresa de
compressores herméticos.

14
1.2 OBJETIVOS ESPECÍFICOS
Este trabalho tem como objetivos específicos:
– Apresentar uma pesquisa teórica sobre os conceitos da Filosofia Lean;
– Definir e mostrar de forma clara as principais dificuldades de implantação da
filosofia lean utilizando as ferramentas: Trabalho Padronizado e Sistema Puxado,
aplicadas por meio de kaizens;
– Propor melhorias de acordo com as dificuldades diagnosticadas.
1.3 JUSTIFICATIVA
Este projeto visa a contribuir de forma significativa para empresas que estão
adotando a Filosofia Lean Manufacturing no Setor Produtivo, em vista dos desafios e
obstáculos encontrados nesta jornada. Muitas empresas, ao tentarem implantar essa
Filosofia, não têm grandes sucessos, pois não entendem a Filosofia e, com isso, na
hora de aplicarem as ferramentas, não enxergam a empresa como um sistema,
aplicando-as de forma independente. Uma questão muito relevante também é a
questão da Cultura Organizacional, que na maioria das vezes é um fator
complicador enfrentado pelas Empresas na hora da implantação.

15
1.4 DELIMITAÇÃO DO TEMA
Com base na justificativa apresentada, o tema se delimita em “As principais
dificuldades de implantação da Filosofia Lean em uma linha de produção na área de
Estatores Minis de uma Empresa de compressores herméticos”.
1.5 METODOLOGIA
A metodologia utilizada é apresentada por meio de pesquisa teórica e um
estudo de caso assim concebido:
– a pesquisa teórica foi utilizada para fundamentar e compreender melhor os
conceitos e aplicações da filosofia Lean;
– o estudo de caso, realizado em uma empresa de compressores herméticos. Para
realizar a coleta de dados foram utilizados os sistemas de informação da empresa e
realizadas entrevistas com pessoas-chave deste processo de implantação, para
levantar as informações que não estavam disponíveis neste sistema de informação.
É muito importante enfatizar que os dados apresentados no trabalho são fictícios,
por uma exigência da empresa pesquisada.

16
1.6 ESTRUTURA DO TRABALHO
O trabalho compõe-se da seguinte forma: o primeiro capítulo contextualiza o
tema abordado e apresenta o objetivo geral, os objetivos específicos, a justificativa,
a delimitação do tema, além dos procedimentos metodológicos aplicados.
O segundo capítulo analisa, por meio de fundamentação teórica, o sistema de
produção artesanal, o sistema de produção em massa e o sistema de produção
Toyota, buscando evidenciar as heranças (desperdícios) deixadas pelos dois
primeiros sistemas e mostrando as formas de minimizar ou eliminar estas heranças
por meio do terceiro sistema.
No terceiro capítulo é realizada a fundamentação da metodologia utilizada
para realizar o trabalho.
No quarto capítulo descreve-se a empresa estudada e como a filosofia está
sendo aplicada. Também são mostradas as principais dificuldades desta
implantação em uma linha de produção de estatores.
No quinto capítulo apresentam-se as propostas de melhorias para auxiliar
nesta implantação.
Por último são apresentadas as considerações finais, as referências
bibliográficas e os apêndices com alguns dados do estudo de caso.

17
2 FUNDAMENTAÇÃO TEÓRICA
2.1 DA PRODUÇÃO ARTESANAL PARA A PRODUÇÃO EM MASSA
Segundo Womack, Jones e Roos (2004), na Produção Artesanal, a força de
trabalho era altamente qualificada. Cada trabalhador possuía experiência nos
projetos, operações de máquinas, ajustes e principalmente no acabamento do
produto. Por realizarem a produção do começo ao final do produto, muitos destes
trabalhadores eram os próprios administradores das oficinas, e assim prestavam
serviços para as empresas. Eram esses trabalhadores que faziam os contatos entre
os consumidores, os fornecedores e os empregados, fazendo com que as
organizações fossem descentralizadas.
Segundo os referidos autores, devido ao fato de o trabalho ser feito
manualmente, com a utilização de poucos recursos na área de maquinários, o
volume de produção era baixíssimo, os produtos eram caros e demoravam algum
tempo desde o pedido até a entrega. Com a utilização do trabalho manual e devido
ao fato de não existirem padronizações dos métodos de trabalhos realizados no
processo de fabricação, todos os produtos apresentavam pequenas variações de um

18
para o outro. Com isso, dentre as principais desvantagens da Produção Artesanal
estão:
– o alto custo da produção, pois os volumes de produção eram baixos e os custos
não eram absorvidos, o que significava que apenas as pessoas com alto poder
aquisitivo podiam adquirir bens;
– não se tinha uma garantia perante a confiabilidade e durabilidade dos produtos,
pois não eram realizados testes sistemáticos; assim, cada comprador, depois de
adquirir o produto, fazia o seu próprio teste, ficando sujeito ao não-funcionamento do
bem (produto);
– falta de desenvolvimento de novas tecnologias, pois como o trabalho, na sua maior
parte, era realizado dentro de oficinas independentes, os artesãos (como eram
chamados os trabalhadores na produção artesanal) não tinham recursos para
realizar nenhum tipo de pesquisa, ou seja, aquilo de que os avanços tecnológicos
necessitavam, pois a indústria estava convergindo para um novo foco de mercado,
com novos rumos nas técnicas de fabricação.
Foi a partir destas falhas na Produção Artesanal que Henry Ford, em meados
do século XX, conseguiu implantar novas técnicas de fabricação. Estas técnicas
consistiam na implementação de plataformas de montagens, onde toda a montagem
do veículo era realizada geralmente por um só operador, reduzindo drasticamente os
custos de produção e garantindo maior confiabilidade em relação à qualidade dos
produtos (WOMACK, JONES E ROOS, 2004).
Nesta linha de pensamento os referidos autores comentam que, em 1908,
quando o Modelo T foi lançado, o ciclo de tarefas dos operadores era elevado
devido ao fato de não existir a intercambialidade entre as peças. Ford buscou
incessantemente esta padronização das medidas, devido aos benefícios financeiros
19
no custo de fabricação do carro. Depois que Ford finalmente conseguiu, o ciclo de
tarefas de um operador caiu drasticamente. Isso ocorreu devido ao fato de que cada
operador realizava uma única tarefa, transitando entre um veículo e outro por meio
da linha de montagem. Isto também aumentou a produtividade, mas trouxe um
grande transtorno nas linhas, pois ocasionava tumulto de operadores durante os
seus deslocamentos entre um carro e outro. Foi a partir desta situação que Ford,
quando inaugurou a nova fábrica de Highland Park, em 1913, introduziu uma linha
de montagem móvel, reduzindo assim o tempo de ciclo de trabalho do operador em
quase 83%. Neste novo sistema o operador ficava parado e as peças já eram
fornecidas na própria linha, não necessitando que o operador fosse buscá-las e a
linha de montagem ditava um ritmo mais acelerado.
Como visto acima, no sistema de Produção em Massa, Ford conseguiu
implementar duas mudanças significativas em relação à Produção Artesanal,
colocando suas fábricas integralmente na Produção em Massa: a intercambialidade
das peças e a introdução da linha de Montagem em fluxo contínuo.
2.2 O COMEÇO DA PRODUÇÃO ENXUTA
A Toyota somente entrou no mercado automobilístico na década de 30,
produzindo caminhões militares, de forma ainda artesanal, que foram usados na
Segunda Guerra Mundial (WOMACK, JONES E ROOS, 2004).
20
Assim, de acordo com Ohno (1997), em 1945, quando o Japão perdeu a
Segunda Guerra Mundial, Kiichiro Toyoda, presidente da Toyota Motor Company,
que já havia visitado a Ford, em 1929, no Complexo de Rouge, Detroit, chegou à
conclusão que, se eles não alcançassem os Estados Unidos na produção de carros
em três anos, a fabricação de carros no Japão não sobreviveria.
Em 1950, Eiji Toyoda foi para o complexo de Rouge para estudar as técnicas
de produção, trazendo consigo idéias que poderiam ser melhoradas e adaptadas à
Toyota. Para isso Eiji contou com o Engenheiro de Produção Taiichi Ohno, que
antes de vir para a Toyota, em 1947, trabalhava na Toyoda Spinning e Weaving
(Fiação e Tecelagem Toyoda). Assim, perante a crise que assolava o país depois da
Segunda Guerra Mundial, Ohno percebeu que ficava impossível somente copiar o
Sistema de Produção em Massa dos americanos, que se baseava em baixar o custo
por meio de um alto volume de produção de poucos modelos de carros. O que a
Toyota precisava era cortar custos e ao mesmo tempo produzir pequenas
quantidades de vários modelos de carro. Destas idéias surgiu o que chamamos hoje
de Sistema Toyota de Produção, que originou a Produção Enxuta (Lean
Manufacturing), (WOMACK, JONES E ROOS, 2004).
Os passos seguidos por Ohno no começo do sistema Toyota de produção,
segundo Womack, Jones e Roos (2004), foram:
– O primeiro passo de Ohno consistiu em agrupar os trabalhadores em equipes,
colocando no lugar do supervisor um líder, que tinha como responsabilidade a
coordenação da equipe, o trabalho na montagem e eventualmente a substituição de
um trabalhador quando este viesse a faltar;
21
– O segundo passo de Ohno atribuía às equipes atividades de limpeza dos postos
de trabalho, pequenos reparos nas máquinas e controle de qualidade feito ao longo
da linha e não somente no final;
– terceiro e último passo, Ohno reservou um horário que era periódico para que as
equipes pudessem dar suas idéias para a melhoria de processo. A partir desta
prática originou-se o Kaizen1 ou grupos de CCQ2, como ficou conhecido no
Ocidente. Na Produção em Massa, a responsabilidade de parar a linha de
montagem para realizar algum reparo, quando era de extrema importância, era do
gerente sênior da linha. Ohno, ao contrário, atribuiu a cada operador a
responsabilidade de parar a linha caso acontecesse algum tipo de problema,
fazendo com que todos os trabalhadores da linha viessem até o local para agir na
resolução daquele problema para que este não voltasse a acontecer. Para isso,
Ohno instituiu um sistema de solução de problemas conhecido como “cinco
porquês”, que é a base científica do Sistema Toyota.
De acordo com Ohno (1997, p. 131), “Repetindo-se por quê cinco vezes, a
natureza do problema assim como sua solução tornam-se claros. A solução ou o
como fazer, é designado “como” “1H” (1C). Assim, “cinco por quês é igual a um
como fazer”. (5W = 1H; 5P = C)”.
1 Kaizen significa melhoria contínua. 2 CCQ - Círculo de Controle de Qualidade.
22
2.2.1 Os sete desperdícios da produção enxuta
Conforme Womack e Jones (2004), existem dois tipos de operações: as que
agregam valor e as que não agregam valor. As atividades que agregam valor são
aquelas que contribuem para a transformação do produto e os clientes querem
realmente pagar por elas. As operações que não agregam valor estão subdivididas
em dois tipos: as que não agregam valor, mas são necessárias para a fabricação do
produto (desperdício3 Tipo Um) e aquelas que não agregam valor (desperdício Tipo
Dois) e precisam ser eliminadas imediatamente.
Para Ohno (1997, p. 38),
Ao pensar sobre a eliminação total do desperdício, tenha em mente os seguintes pontos:
1. O aumento da eficiência só faz sentido quando associado à redução de custos. Para obter isso, temos que começar a produzir apenas aquilo que necessitamos usando um mínimo de mão-de-obra;
2. Observe a eficiência de cada operador e cada linha. Observe então os operadores como um grupo, e depois a eficiência de toda a fábrica (todas as linhas). A eficiência deve ser melhorada em cada estágio e, ao mesmo tempo, para a fábrica como um todo.
A filosofia Lean visa à eliminação de sete desperdícios na cadeia produtiva:
Retrabalho, Processamento desnecessário, Estoques, Esperas, Transporte,
Movimentos desnecessários e Superprodução (OHNO, 1997).
– Retrabalho – segundo Womack, Jones e Roos (2004), retrabalho é refazer ou
corrigir o trabalho que acabou de ser concluído, mas que está incorreto do ponto de
vista técnico ou não atende às necessidades e expectativas do cliente. Na Produção
3 Desperdício é qualquer atividade que absorve recursos, mas não agrega valor ao produto
final ou não contribui para a sua transformação, agregando somente custos e tempo, fazendo com que o fluxo seja interrompido, causando assim a falta de competitividade.

23
em massa, muitos defeitos nos produtos só eram descobertos no final da linha,
provocando assim um alto índice de retrabalho;
– Processamento desnecessário – o processamento desnecessário de peças
acontece devido ao projeto inadequado de ferramentas e produtos (OHNO, 1997);
– Estoques – são materiais presentes ao longo da cadeia do fluxo de valor que são
caracterizados pelo lugar que estão ocupando, como por exemplo: estoques de
matérias-primas4, estoques em processo5 e estoques de produtos acabados6, e pela
finalidade que ali estão: estoque de segurança, Buffer (pulmão) e estoque para
expedição (LEAN INSTITUTE BRASIL, 2006).
Segundo Shingo (1996), os sistemas de produção antigos, principalmente nos
Estados Unidos e Europa, tinham o estoque como um mal necessário. Os estoques
poderiam suprir a necessidade imediata para demandas que não estavam previstas;
os elevados tempos de setup7 poderiam ser diminuídos aumentando-se os lotes, e
regulando o aumento por meio de lotes econômicos; poderiam compensar qualquer
defeito que pudesse ocorrer; seriam muito úteis em casos de quebras de máquinas.
Portanto, no novo sistema de produção o estoque é considerado um mal absoluto,
devendo ser totalmente eliminado. Para eliminar esses estoques podem-se adotar
algumas medidas: pedidos imprevistos podem ser atendidos diminuindo o lead
4 Estoque de matéria-prima é a quantidade de matéria-prima que existe entre o fornecedor e
o cliente, são utilizados para suprir o tempo de entrega pelo fornecedor mais um percentual de estoque de segurança.
5 Estoque em processo é a quantidade de peças que existe entre uma operação e outra,
normalmente por incapacidade de máquina (máquina gargalo) e tempo de setup. 6 Estoque de produto acabado é o estoque de produtos acabados aguardando para serem
retiradas pelos clientes. 7 Setup significa troca de ferramenta.

24
time8; realizar a TRF9; o Zero defeito pode ser alcançado pela inspeção na fonte, por
meio do Controle de Qualidade Zero e pelo sistema poka-yoke10 e as ausências de
trabalhadores podem ser supridas por meio da multifuncionalidade ou por meio da
autonomação.
– Esperas – segundo Ohno (1997), a espera ocorre quando um operador fica ocioso
devido a uma atividade anterior ou quando está trabalhando em um equipamento em
que tenha de esperar todo o processamento para finalizar a tarefa.
Conforme Shingo (1996), as esperas são classificadas pela natureza de sua
ocorrência e pelo tempo de duração: – as esperas de processo são definidas como
atrasos longos e acontecem quando lotes inteiros esperam devido ao desequilíbrio
existente entre a capacidade dos processos ou por sincronização deficiente, por
problemas de ritmo, o qual permite que os itens cheguem adiantados ou por
variações nos tamanhos dos lotes; – as esperas temporárias são consideradas
como atrasos curtos; – a espera do lote tem a finalidade de sincronizar o começo e o
fim do processamento de um lote inteiro, ou seja, quando um item individual espera
para entrar em produção com o lote inteiro.
– Transporte – um transporte desnecessário se faz quando há o transporte de
mercadorias de um lugar para outro que não o de destino e quando há o
empilhamento de estoques de produtos intermediários (OHNO, 1997).
Para Shingo (1996), muitas empresas acham que a melhor forma de melhorar
o transporte é por meio do uso de esteiras transportadoras ou por meio de
empilhadeiras. Estas formas podem ser os melhores meios de transporte, mas não
8 Lead time é o tempo total que um consumidor tem de esperar para receber um produto depois de fazer o pedido.
9 Troca rápida de Ferramenta. 10 Poka yoke significa à prova de erros.
25
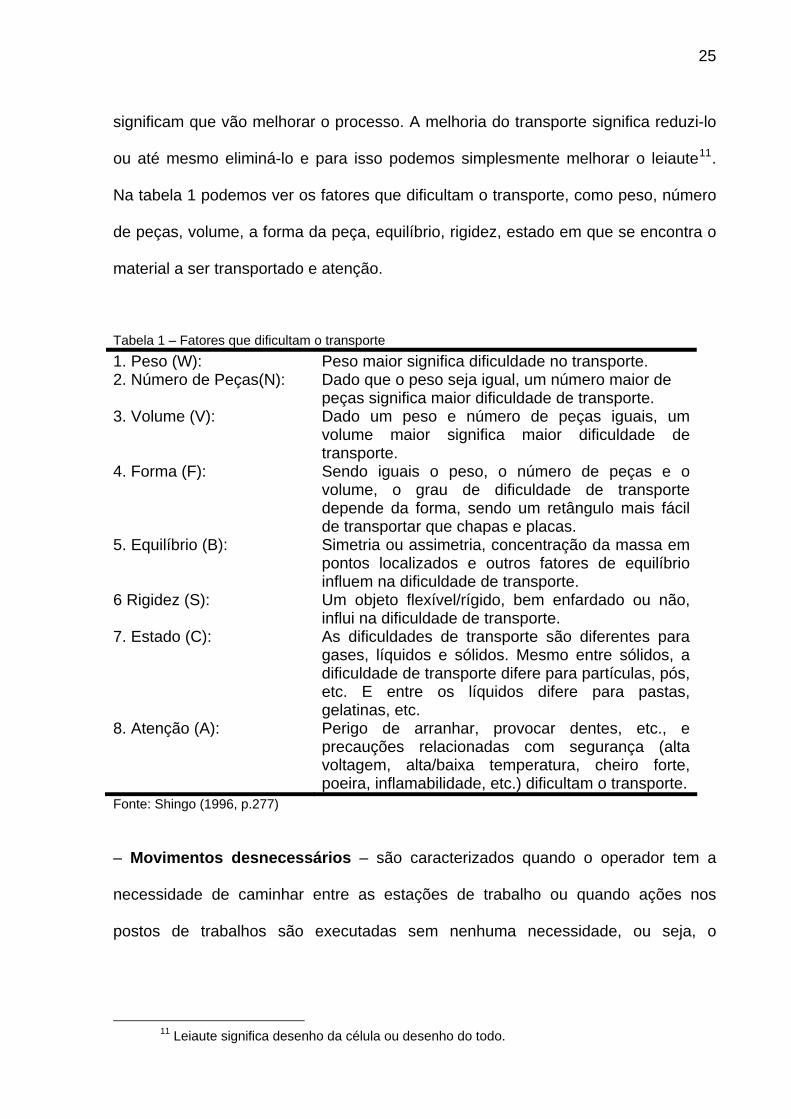
significam que vão melhorar o processo. A melhoria do transporte significa reduzi-lo
ou até mesmo eliminá-lo e para isso podemos simplesmente melhorar o leiaute11.
Na tabela 1 podemos ver os fatores que dificultam o transporte, como peso, número
de peças, volume, a forma da peça, equilíbrio, rigidez, estado em que se encontra o
material a ser transportado e atenção.
Tabela 1 – Fatores que dificultam o transporte 1. Peso (W): 2. Número de Peças(N): 3. Volume (V): 4. Forma (F): 5. Equilíbrio (B): 6 Rigidez (S): 7. Estado (C): 8. Atenção (A):
Peso maior significa dificuldade no transporte. Dado que o peso seja igual, um número maior de peças significa maior dificuldade de transporte. Dado um peso e número de peças iguais, um volume maior significa maior dificuldade de transporte. Sendo iguais o peso, o número de peças e o volume, o grau de dificuldade de transporte depende da forma, sendo um retângulo mais fácil de transportar que chapas e placas. Simetria ou assimetria, concentração da massa em pontos localizados e outros fatores de equilíbrio influem na dificuldade de transporte. Um objeto flexível/rígido, bem enfardado ou não, influi na dificuldade de transporte. As dificuldades de transporte são diferentes para gases, líquidos e sólidos. Mesmo entre sólidos, a dificuldade de transporte difere para partículas, pós, etc. E entre os líquidos difere para pastas, gelatinas, etc. Perigo de arranhar, provocar dentes, etc., e precauções relacionadas com segurança (alta voltagem, alta/baixa temperatura, cheiro forte, poeira, inflamabilidade, etc.) dificultam o transporte.
Fonte: Shingo (1996, p.277)
– Movimentos desnecessários – são caracterizados quando o operador tem a
necessidade de caminhar entre as estações de trabalho ou quando ações nos
postos de trabalhos são executadas sem nenhuma necessidade, ou seja, o
11 Leiaute significa desenho da célula ou desenho do todo.

26
movimento ou a ação realizada pelo operador não estão agregando valor ao
produto, (OHNO, 1997).
– Superprodução – um dos motivos da superprodução é a capacidade em excesso
de produção de itens sem uma necessidade imediata e seu grande efeito é gerar
estoques. Conforme Ohno (1997), a capacidade em excesso utiliza trabalhadores e
máquinas que de outra forma estariam ociosos, sem incorrer em novos gastos. A
superprodução é considerada um grande inimigo da produção enxuta, pois ajuda a
ocultar os desperdícios, dispostos na figura 1, como: estoques, esperas, defeitos
decorrentes de máquinas, movimentos desnecessários, tempo.
Figura 1 – Desperdícios encobertos pelo excesso de produção Fonte: Rother e Shook (1999, p.42)
Seguindo o mesmo raciocínio, Shingo (1996, p.326) diz que: “No Sistema
Toyota de Produção, a frase perda por superprodução significa:
• Perda por produzir demais.
• Perda por produzir antecipadamente”.

27
Produzir demais significa produzir para estocar, fazendo apenas uma previsão
de vendas e produzir antecipadamente é produzir aquilo que o cliente ainda não
pediu.
2.2.2 Os pilares do sistema Toyota de produção
Segundo Ohno (1997), o Sistema Toyota de Produção tem como base a
eliminação de desperdícios e os seus dois pilares são o Just in time e a
Autonomação (Jidoka).
– Just in time (JIT) – Esta técnica é empregada ao nível de chão de fábrica para
auxiliar o controle da produção e é um dos pilares do Sistema Toyota de Produção.
O significado de Just in time é esboçado a seguir sob o ponto de vista de alguns
autores:
“A filosofia Just-in-Time ensina a importância de não produzir em excesso ou
antecipadamente”, (SHINGO, 1996, P. 326).
Para Ohno (1997, p. 26), “Just in time significa que, em um processo de fluxo,
as partes corretas necessárias à montagem alcançam a linha de montagem no
momento em que são necessárias e somente na quantidade necessária.”;
– Autonomação – autonomação ou automação com um toque humano, conhecida
também como Jidoka, é a transferência de inteligência humana para uma máquina,
com o objetivo de que a máquina possa identificar a primeira peça defeituosa do
processo e parar, para que o defeito não passe para o processo seguinte. Este
28
conceito não é aplicável somente às máquinas, sendo aplicado também na linha de
produção, ou seja, quando detectada uma situação anormal, o operador deve parar
a linha até que a situação seja resolvida, eliminando assim a produção de itens
defeituosos (OHNO, 1997).
2.2.3 Os cinco princípios da produção enxuta
O início para a aplicação do pensamento enxuto12 na empresa, segundo
Womack e Jones (2004), ocorre por meio da implantação dos cinco princípios da
produção enxuta: valor, fluxo de valor, fluxo contínuo, produção puxada e perfeição.
2.2.3.1 Valor
É o cliente final quem especifica o valor por meio da sua necessidade. Cabe
às empresas determinarem qual é esta necessidade, procurando satisfazê-la e
cobrando por isso o preço específico para manter a empresa no negócio e aumentar
12 Pensamento enxuto é uma forma de especificar o valor, alinhar as operações que
realmente criam valor, realizar operações sem interrupção, realizando-as da maneira mais enxuta possível. É uma maneira de produzir mais com cada vez menos.

29
os lucros por meio da melhoria contínua dos processos, reduzindo os custos e
melhorando a qualidade (LEAN INSTITUTE BRASIL, 2006).
Para Womack e Jones (2004), a tarefa de especificação de valor tem seu
passo mais importante na definição do custo-alvo, que é determinado por meio do
volume dos recursos e dos esforços para fabricar o produto. A empresa tem de se
perguntar qual é o custo daquele produto livre dos desperdícios, depois de eliminar
etapas desnecessárias e depois que o valor começa a fluir. Este é o custo-alvo que
a empresa deve buscar e como este custo é menor que o praticado até aquele
momento, a empresa terá algumas vantagens como redução dos preços, acréscimo
de recursos e serviços ao produto ou investimento dos lucros em novos produtos.
2.2.3.2 Fluxo de valor
É o caminho que o produto percorre desde a sua concepção até a entrega ao
cliente. O produto passa por três tarefas gerenciais, que segundo Womack e Jones
(2004), são: tarefa de solução de problemas, que vai desde a concepção ao
lançamento do produto; tarefa de gerenciamento da informação, que vai do
recebimento à entrega do produto; tarefa de transformação física, que vai da
matéria-prima ao produto acabado nas mãos do cliente. É por meio do mapa do
fluxo de valor (value stream map) que são identificadas as ações para projetar, pedir
e produzir um produto e dividindo-as em três categorias: (1) ações que agregam
valor (conforme o cliente avalia); (2) ações que não agregam valor, mas são

30
necessárias para o processo, que serão trabalhadas para serem eliminadas
posteriormente (desperdício Tipo Um); e (3) ações que não agregam valor
(desperdício tipo Dois) e devem ser eliminadas imediatamente. Depois de
eliminadas as ações do terceiro grupo, o próximo passo é aplicar as técnicas de
fluxo.
2.2.3.3 Fluxo
Conforme Rother e Shook (1999), dentro do fluxo da produção há: o fluxo de
informação e o fluxo de materiais (figura 2). O fluxo da informação indica ao
processo (produção) o que fazer e o que fabricar segundo a demanda do cliente; e o
fluxo de materiais é o fluxo de todos os materiais dentro da empresa, desde a
matéria-prima até o produto acabado.
Figura 2 – Fluxo da produção, fluxo de informação e fluxo de material Fonte: Rother e Shook (1999, p.5)

31
“Sempre que há um produto para um cliente, há um fluxo de valor. O desafio
é enxergá-lo” (ROTHER E SHOOK, 1999, p.1). Criar um fluxo significa deixar que os
produtos fluam pelo processo por meio das ações que realmente estão agregando
valor. É fazer somente aquilo que o processo seguinte necessita e quando ele
necessita, sem interrupções. Não é de uma maneira fácil que as empresas
enxergam o fluxo, pois são muitos os problemas que têm de ser enfrentados para
sua implantação e para sua manutenção. Depois de definido o valor e identificado o
fluxo de valor, segundo Womack e Jones (2004), existem três etapas para auxiliar
nesta implantação e na manutenção do fluxo: a primeira é focalizar o objetivo real e
não deixar que ele se perca durante a jornada; a segunda é eliminar os obstáculos
existentes tanto nos processos quanto nos departamentos; e a terceira é repensar
práticas e ferramentas específicas de trabalhos, a fim de eliminar as operações que
não agregam valor, como a sucata e paradas por algum motivo.
Conforme Rother e Shook (1999), para criar um fluxo enxuto é necessário
seguir alguns passos:
– Produzir de acordo com o seu takt time13 – para conseguir produzir de acordo
com o tempo takt são necessários alguns esforços: dar respostas rápidas aos
problemas, eliminar paradas de máquina que não foram planejadas e eliminar tempo
de troca em processos subseqüentes.
– Desenvolver fluxo contínuo onde for possível – o fluxo contínuo é caracterizado
por produzir uma peça de cada vez, “fluxo de uma peça só”, e pode ser aperfeiçoado
na medida em que os setups forem reduzindo próximos de zero e equipamentos
menores forem desenvolvidos.
13 Takt time ou tempo takt é a freqüência com que se deve produzir uma peça, baseado no
ritmo de vendas, para atender a demanda dos clientes. O tempo takt é o tempo de produção dividido pela demanda do cliente.

32
– Usar supermercados para controle da produção onde não for possível
estender o fluxo contínuo – isto pode acontecer devido ao fato de alguns
processos terem tempo de ciclo muito lento ou muito rápido ou pelo fato de o tempo
de uma peça só não ser possível.
– Enviar a programação do cliente para somente um processo de produção –
por meio do supermercado, a programação é feita somente em um ponto, chamado
de processo puxador.
– Distribua a produção de diferentes produtos uniformemente no decorrer do
tempo no processo puxador – agrupar produtos para que possam ser produzidos
de uma só vez dificulta o atendimento aos clientes que podem não querer o que está
sendo produzido. Para nivelar o mix e fazer com que este problema não ocorra, é
necessário distribuir a produção de diferentes produtos no decorrer do período de
tempo de produção, fazendo com que a resposta ao cliente seja mais rápida.
2.2.3.4 Produção Puxada
Na produção puxada é o cliente que começa a puxar a produção, eliminando
estoques e dando valor ao produto. Quando não se consegue estabelecer o fluxo
contínuo entre os processos, a alternativa é ligá-los por meio dos sistemas puxados,
ou seja por meio da implantação de supermercados (LEAN INSTITUTE BRASIL,
2006).

33
2.2.3.5 Perfeição
A perfeição é o quinto princípio da Filosofia Lean Manufacturing. Para
Womack e Jones (2004), perfeição é a eliminação total de desperdícios para que
todas as ações realizadas no decorrer do processo produtivo agreguem valor. Para
traçar o caminho da perfeição é aplicado o princípio da melhoria contínua Kaizen14
e/ou Kaikaku15, pois a combinação entre os dois pode gerar melhorias infinitas. Para
Tubino (1999, p.28) “...o princípio da melhoria contínua, conhecido como Kaizen [...],
significa que nenhum dia deve se passar sem que a empresa melhore sua posição
competitiva.”
2.3 CINCO FERRAMENTAS PARA APLICAÇÃO DA FILOSOFIA LEAN
2.3.1 Trabalho Padronizado
Segundo Tubino (1999, p.139), “...na visão do JIT é mais importante ajustar a
capacidade de recursos humanos à demanda do que manter alta a taxa de utilização
14 Kaizen significa melhoria contínua de uma atividade para criar mais valor com menos
desperdício. Pode ser chamado de kaizen revolucionário ou kaizen do processo. 15 Kaikaku significa melhoria radical de uma atividade para a eliminação dos desperdícios.
Pode ser chamado também de kaizen revolucionário ou kaizen do sistema.

34
das máquinas.” Com isso foram criados os conceitos de células de fabricação,
multifuncionalidade dos operadores, TRF, autonomação e os sistemas de puxar a
produção.
Para reduzir os custos relativos à produção, segundo Monden (1984), as
empresas procuram eliminar os estoques e operários desnecessários dos seus
sistemas produtivos. Para eliminar estes desperdícios a empresa estabelece
procedimentos para o trabalho, fazendo com que haja uma distribuição das
atividades realizadas pelos operadores, conhecidos como “Padronização das
Operações16” ou simplesmente “Trabalho Padronizado”. O primeiro objetivo deste
balanceamento é o aumento da produtividade por meio do trabalho dedicado de uma
maneira que não aumente as ações do operador, mas simplesmente fazendo com
que se trabalhe somente com as operações que realmente agreguem valor ao
produto; o segundo objetivo é obter o mesmo tempo de ciclo entre todos os
processos da linha de produção17; e o terceiro é ter uma quantidade padronizada de
material em processo, ou seja, somente a quantidade para o operador realizar a
ação. Isto faz com que o excessivo estoque em processo seja eliminado. Para atingir
estes objetivos, a padronização especifica o tempo de ciclo, a seqüência de trabalho
e o estoque mínimo de peças disponíveis para realizar a tarefa.
16 Padronização das operações é uma descrição precisa das atividades de trabalho a serem
realizadas pelo operador. 17 Quando o tempo de ciclo se igualar ao tempo takt, os produtos podem ser produzidos em
fluxo contínuo.

35
2.3.1.1 Passos para atingir o balanceamento dos processos
Segundo Tubino (1999), os passos para se chegar ao balanceamento dos
processos são: tempo de ciclo, operações padrão, rotinas de operações padrão,
quantidade padrão de materiais em processo e multifuncionalidade dos operários.
Tempo de ciclo – o tempo de ciclo é o tempo necessário para se executar o ciclo de
uma tarefa. É obtido pela divisão do tempo disponível de produção por dia pela
demanda esperada por dia. Neste cálculo não devem entrar as contingências do
processo como quebra de máquina, falta de matéria-prima. Neste cálculo somente
deve entrar o tempo do operador, como o deslocamento, fazendo com que o leiaute
mais apropriado para minimizar este tempo seja com a célula cujo formato seja “U”.
Operações padrão – é o conjunto de operações padrão das etapas do processo
produtivo realizadas para a transformação da matéria-prima em produto acabado. O
tempo que cada operação leva para fazer uma peça deve ser obtido por
cronoanálise, baseado no estudo de métodos e tempos.
Rotina de operações padrão – é a seqüência necessária de operações padrão
para cada posto de trabalho, fornecida ao operador para ser executada naquele
posto, para atender às necessidades do cliente. Isto se dá por meio da folha de
rotina das operações.
Quantidade padrão de materiais em processo – é a análise da quantidade de
material em processo18 que deve conter no processo para que os operadores
possam realizar a sua rotina padrão. Isto se dá por meio da folha de operações
padronizadas, que deve fornecer ao operador a rotina a ser seguida, o tempo de
18 WIP – Work in Process

36
ciclo, os estoques em processo, pontos de inspeção e os cuidados com a
segurança.
Polivalência – a função dos operadores polivalentes é absorver as variações de
demanda, tendo condições de cumprir diferentes rotinas de operações padrão. As
vantagens de se ter operadores polivalentes são a redução da fadiga e do estresse,
o operador dissemina o próprio conhecimento para os companheiros de trabalho,
permite uma remuneração mais justa. Para se ter operadores polivalentes é
necessário um treinamento no posto local de trabalho, enfatizar o conceito de ajuda
mútua e fortalecer o trabalho em equipe.
2.3.2 Nivelamento
Para Womack e Jones (2004), o nivelamento, também conhecido como
heijunka, é a criação de um programa de nivelamento do tipo e da quantidade de
produção por um período fixo de tempo. Este nivelamento visa atender aos pedidos
dos clientes, reduzir os excessos de estoques e conseqüente redução dos custos.
De acordo com Rother e Shook (1999), existem muitas formas para nivelar a
produção, mas uma ferramenta usada em muitas empresas é a caixa de
nivelamento de carga ou heijunka box. Heijunka box é um quadro de nivelamento
com escaninhos distribuindo os cartões kanban (tipo A, tipo B e Tipo C, por
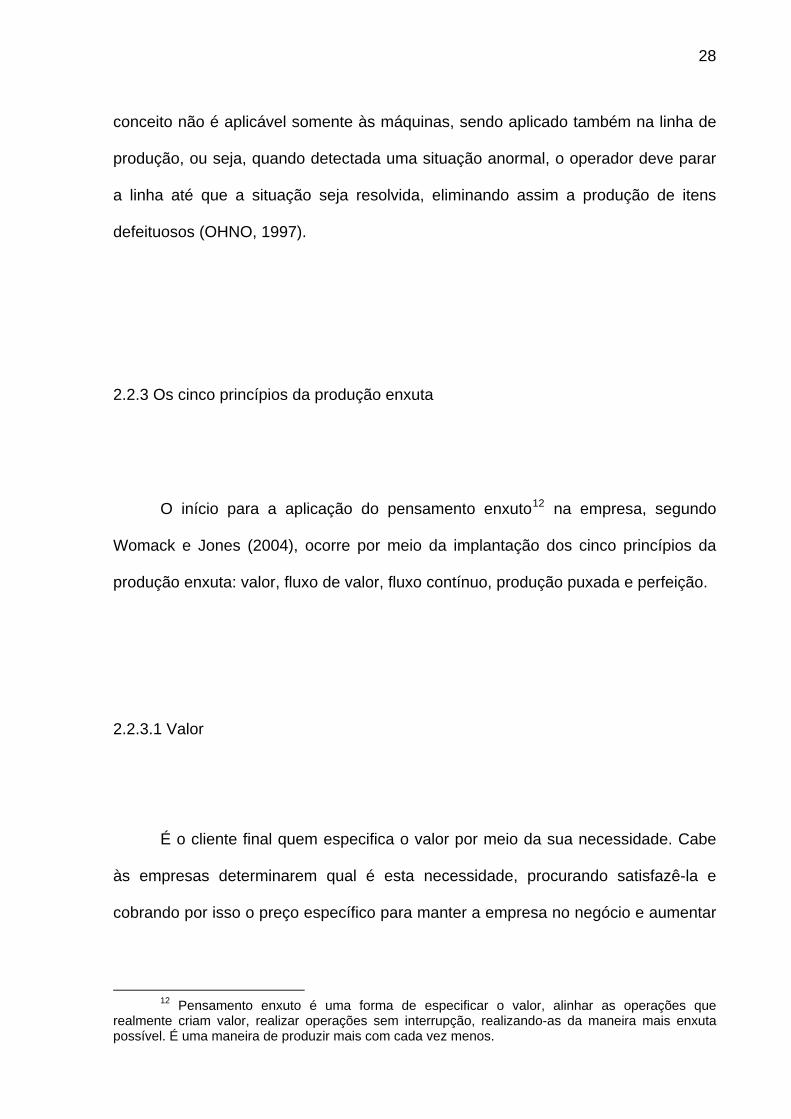
exemplo) em intervalos fixos (figura 3).
37
Figura 3 – Quadro de nivelamento da carga Fonte: Rother e Shook (1999, p.52)
Ainda de acordo com os referidos autores, para se fazer este nivelamento da
produção necessitamos de um incremento consistente de trabalho, que chamamos
de “pitch”19. Então a cada pitch devem-se dar instruções ao processo subseqüente
para produzir somente a quantidade para uma embalagem e retirar somente a
quantidade de produtos acabados relativos a um pitch.
2.3.3 Mapa do fluxo de valor (MFV) 20
Conforme Rother e Shook (1999), o mapa do fluxo de valor é uma ferramenta
19 Pitch é a unidade básica da programação da produção, que é obtido por meio da
multiplicação do tempo takt pelo tamanho da embalagem 20 MFV – em inglês VSD – Value Stream Design ou VSM – Value Stream Map.

38
para auxiliar a empresa a enxergar e entender o fluxo do material na medida em que
o produto segue o fluxo de valor. O mapeamento do fluxo de valor é realizado
apenas utilizando lápis e papel para a sua representação (MOREIRA e
FERNANDES, 2001).
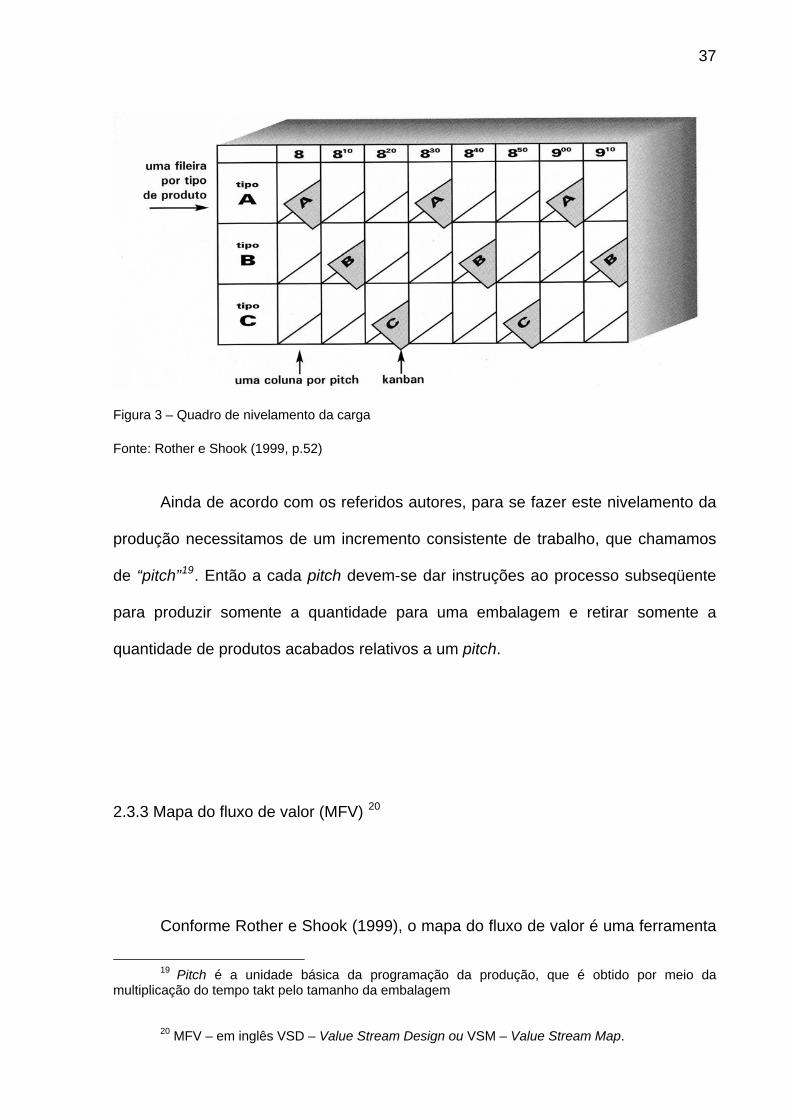
Para se fazer um MFV são utilizados alguns ícones, alguns deles dispostos
na tabela 2, para identificar:
– fluxo de material – simbolizam o fluxo de material no processo, como: o nome do
processo, a freqüência de entrega de matérias-primas realizada pelo fornecedor,
setas de informações sobre o sistema, se o sistema é puxado ou se é um sistema
empurrado, o número de peças em estoques existentes entre os processos, o fluxo
de freqüência e o símbolo do supermercado, que é onde vai se localizar o
supermercado do sistema.
– dados sobre o processo ícones gerais – pontos no processo onde há necessidade
de serem realizados os kaizens e o número de operadores no posto de trabalho;
– ícones para fluxo de informação – movimentação dos cartões kanban e o fluxo de
informações.
39
Tabela 2 – Ícones para o mapeamento do fluxo de valor
Fonte: Baseado em Rother e Shook (1999)
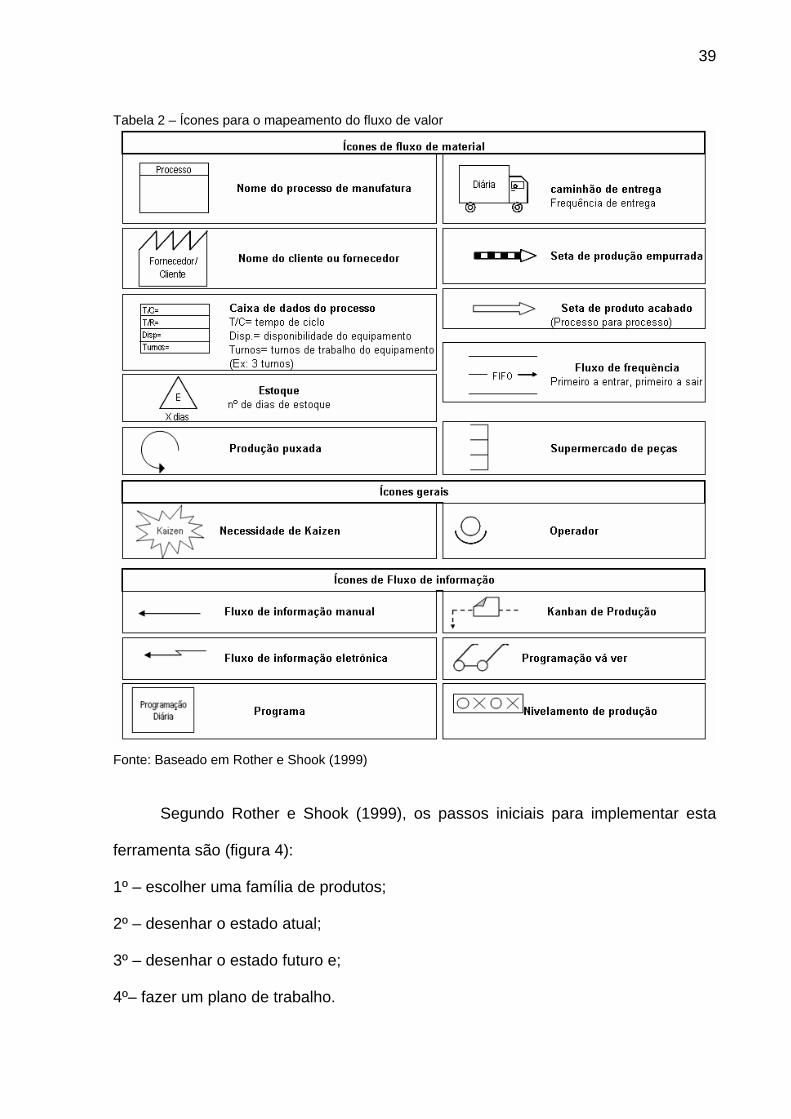
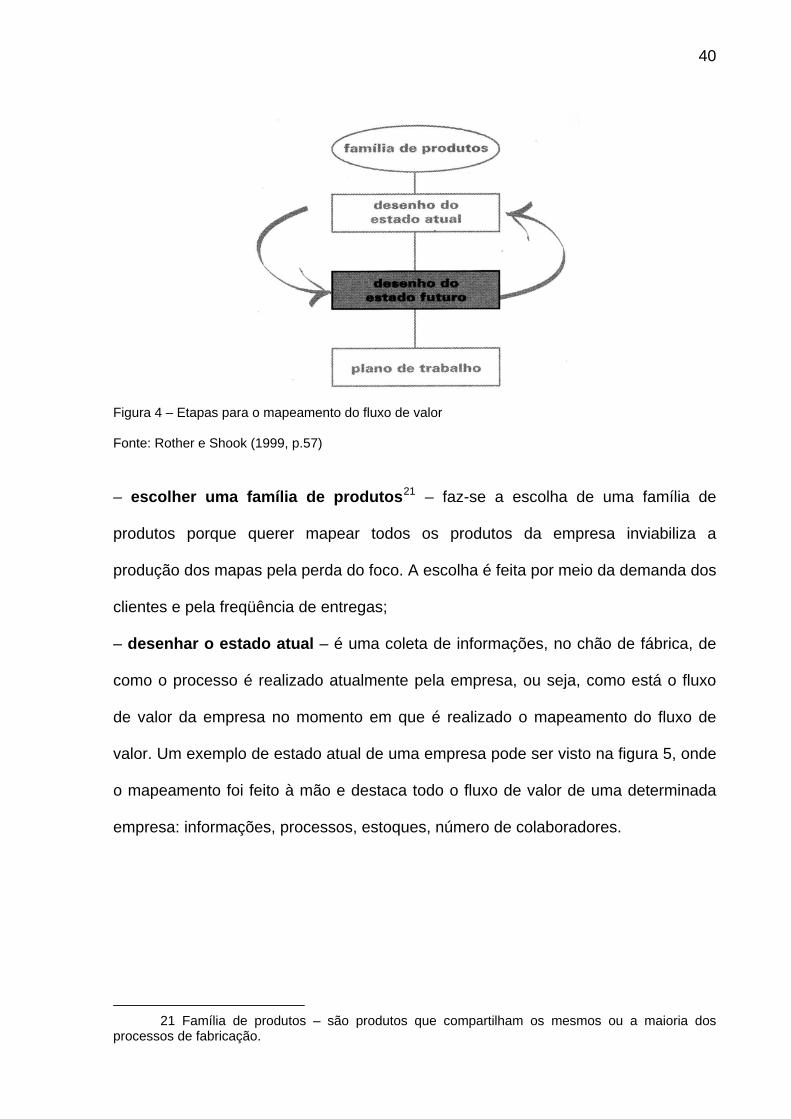
Segundo Rother e Shook (1999), os passos iniciais para implementar esta
ferramenta são (figura 4):
1º – escolher uma família de produtos;
2º – desenhar o estado atual;
3º – desenhar o estado futuro e;
4º– fazer um plano de trabalho.
40
Figura 4 – Etapas para o mapeamento do fluxo de valor Fonte: Rother e Shook (1999, p.57)
– escolher uma família de produtos21 – faz-se a escolha de uma família de
produtos porque querer mapear todos os produtos da empresa inviabiliza a
produção dos mapas pela perda do foco. A escolha é feita por meio da demanda dos
clientes e pela freqüência de entregas;
– desenhar o estado atual – é uma coleta de informações, no chão de fábrica, de
como o processo é realizado atualmente pela empresa, ou seja, como está o fluxo
de valor da empresa no momento em que é realizado o mapeamento do fluxo de
valor. Um exemplo de estado atual de uma empresa pode ser visto na figura 5, onde
o mapeamento foi feito à mão e destaca todo o fluxo de valor de uma determinada
empresa: informações, processos, estoques, número de colaboradores.
21 Família de produtos – são produtos que compartilham os mesmos ou a maioria dos
processos de fabricação.

41
Figura 5 – Exemplo de mapa do estado atual Fonte: Moreira e Fernandes, 2001
– desenhar o estado futuro – é por meio da coleta de informações que surgem
idéias para o estado futuro, ou seja, o estado ideal de uma situação futura que a
empresa deseja, destacando as fontes de desperdício e as eliminando por meio de
um fluxo contínuo, nivelamento de produção, determinando o processo puxador e
determinação do tempo takt. Podemos ver uma ilustração de um estado futuro na
figura 6, sendo este mapeamento também conhecido como BSV (Blue Sky Vision).

42
Figura 6 – Exemplo de mapa do estado futuro Fonte: Moreira e Fernandes, 2001
– plano de trabalho & implementação – são os meios de como se pretende
chegar ao estado futuro. Normalmente acontece por meio de kaizens.
2.3.4 Cinco “S”
Conforme Silva (1996) os 5S’s são:
– Seiri – senso de utilização – Significa utilizar somente os recursos necessários,
mantendo somente o que você precisa no local de trabalho, eliminando o
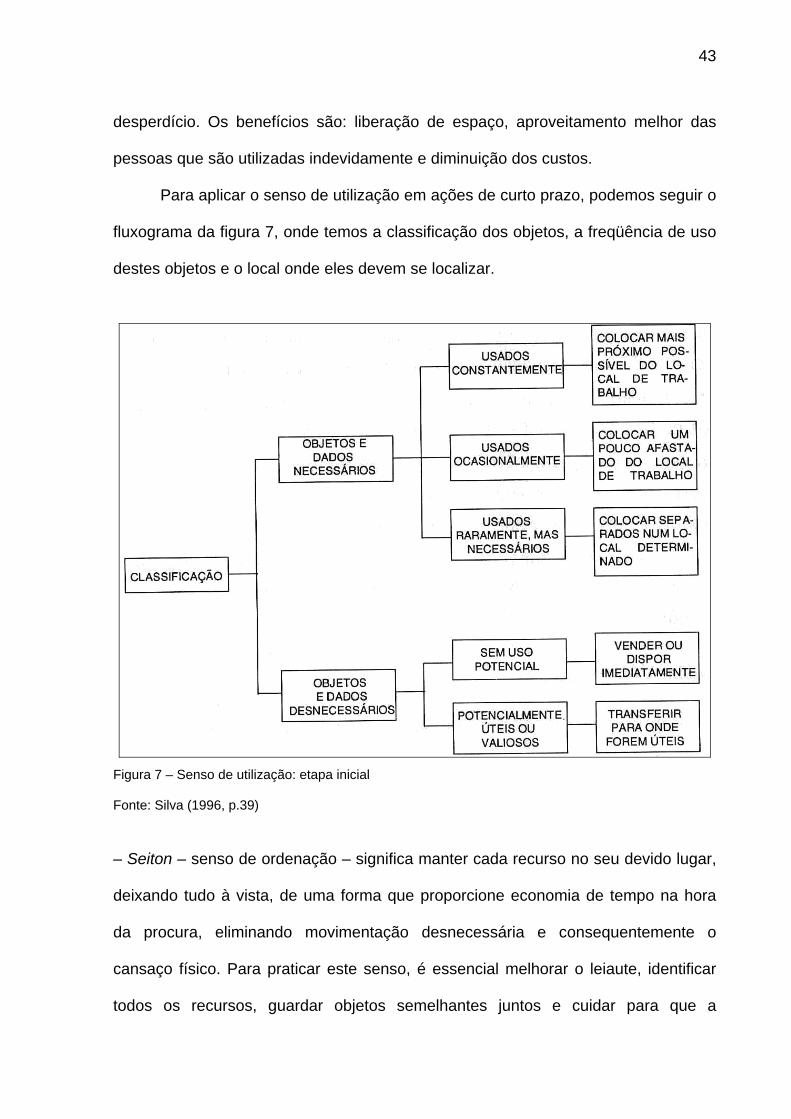
43
desperdício. Os benefícios são: liberação de espaço, aproveitamento melhor das
pessoas que são utilizadas indevidamente e diminuição dos custos.
Para aplicar o senso de utilização em ações de curto prazo, podemos seguir o
fluxograma da figura 7, onde temos a classificação dos objetos, a freqüência de uso
destes objetos e o local onde eles devem se localizar.
Figura 7 – Senso de utilização: etapa inicial Fonte: Silva (1996, p.39)
– Seiton – senso de ordenação – significa manter cada recurso no seu devido lugar,
deixando tudo à vista, de uma forma que proporcione economia de tempo na hora
da procura, eliminando movimentação desnecessária e consequentemente o
cansaço físico. Para praticar este senso, é essencial melhorar o leiaute, identificar
todos os recursos, guardar objetos semelhantes juntos e cuidar para que a

44
comunicação seja exposta de uma forma clara, não escrevendo frases longas,
mostrando apenas aquilo que é necessário.
– Seiso – senso de limpeza – significa praticar a limpeza no dia-a-dia, de uma forma
rotineira e habitual, não apenas limpando, mas cuidando para que a limpeza seja
mantida. Limpar também significa inspecionar, mantendo os equipamentos em
plenas condições de uso, pois são nas inspeções que problemas reais ou potenciais
são identificados. Para fazer acontecer a limpeza é necessário: definir responsáveis
por área, criar rodízios de limpeza, criar horários definidos para a limpeza e treinar
os operadores para fazer uma limpeza de inspeção nas máquinas.
– Seiketsu – senso da saúde – significa manter os sensos anteriores, objetivando
um ambiente agradável e seguro, para ter condições de trabalho físicas e mentais
favoráveis à saúde. Para estimular o senso da saúde a empresa deve providenciar
algumas coisas, dentre elas: padronizar os sensos anteriores, eliminar situações
inseguras, manter a higiene nos banheiros, refeitórios e ambientes em geral,
oferecer refeições balanceadas e incentivar a prática de esportes.
– Shitsuke – senso da autodisciplina – significa o mais alto grau de desenvolvimento
do ser humano, significa ter autodomínio e controle de si mesmo, tendo pessoas
comprometidas em cumprir os padrões éticos e técnicos. Para estimular a
autodisciplina é necessário: melhorar a comunicação geral, ter padrões acessíveis a
todos os funcionários.
Para Osada (1992), uma visão geral do 5S é dada na tabela 3, onde se tem
um pequeno resumo dos principais objetivos, das principais atividades almejadas
pela empresa quando da implantação do conceito do 5S relacionadas cada uma
com o respectivo senso.

45
Tabela 3 – Visão geral dos 5S’s
Fonte: Osada (1992, p.34-35)
2.3.5 Sistema puxado
De acordo com Monden (1984), a produção puxada é a produção no tempo
exato, adaptando-se às variações das demandas, produzindo somente os produtos
necessários, no tempo necessário e nas quantidades necessárias. Para isso, tem de

46
se conhecer todo o processo de tempo e quantidades necessárias e o método
utilizado para isto é o sistema kanban de produção.
Para Tubino (1999) o Sistema Kanban foi desenvolvido pelos engenheiros da
Toyota Motor Company, em 1960, tendo como objetivo a simplificação e facilidade
de programação da produção. A origem do termo Just-in-time caracteriza-se pelo
fato de movimentar e fornecer os produtos apenas na quantidade necessária e no
tempo necessário de acordo com o desejo do cliente. O Kanban é o diferencial entre
o sistema de produção JIT e o sistema de produção convencional. No sistema
kanban é o cliente quem começa a puxar o seu pedido; no sistema convencional os
lotes são empurrados de acordo com previsões feitas por meio de demandas
passadas.
De acordo com Shingo (1996, p.328),
O sistema Kanban é usado como um meio de controle e coordenação e de satisfazer as seguintes funções: 1. O Kanban indica ordens de produção:
• O que produzir • Quanto produzir • Para onde levar os produtos • Quando produzir
2. A quantidade de bens atravessando a produção é controlada pelo número de Kanban. 3. O Kanban tornou possível uma resposta mais flexível a variações de demanda através da simplificação das instruções. 4. O número de Kanban emitidos é controlado para responder a mudanças na carga assim como localizar e resolver problemas.
O Sistema Kanban funciona por meio do controle visual22. Segundo Tubino
(1999), para ativar a produção e a movimentação dos itens são utilizados
convencionalmente os cartões Kanban e os quadros Porta-Kanbans, podendo ser
utilizados também: Kanban contenedor, quadrado Kanban, painel eletrônico e
Kanban informatizado.
22 O controle visual é a colocação, em um lugar de total visibilidade, de ferramentas, de peças, atividades de produção e indicadores de desempenho do processo produtivo para que todos os envolvidos e até mesmo pessoas que não conhecem o processo possam entender de imediato as condições do sistema. Uso como sinônimo de transparência.

47
CARTÃO KANBAN: Existem dois tipos de cartão Kanban:
– Cartão Kanban de Produção – os cartões Kanban de produção autorizam a
produção ou montagem de determinados lotes.
– Cartão Kanban de Requisição ou movimentação – os cartões Kanban
autorizam a movimentação dos itens entre cliente e fornecedor, podendo ser
chamados também de Cartão Kanban de Requisição Interna ou Cartão Kanban de
Fornecedor. Cartão Kanban de Requisição Interna: também conhecido como Cartão
de movimentação ou retirada, é utilizado quando cliente e fornecedor se encontram
distantes. Cartão Kanban de Fornecedor: autoriza o fornecedor externo da empresa
a fazer uma entrega de um lote de itens, diretamente ao requisitante, do item
correspondente ao cartão.
KANBAN CONTENEDOR: funciona por meio de um cartão afixado no contenedor
que possui todas as informações necessárias para a sua produção e movimentação.
Assim que o item do contenedor termina, ele é colocado vazio em uma área
demarcada ou até mesmo em um carrinho, sinalizando ao fornecedor a necessidade
de sua reposição.
QUADRADO KANBAN: funciona por meio de um espaço definido próximo à
estação de trabalho que comporta um número determinado de itens que possuem
formatos irregulares, não podendo ser colocados em um contenedor. O espaço
vazio sinaliza ao fornecedor a necessidade de sua reposição.
PAINEL ELETRÔNICO: é composto por lâmpadas verdes, amarelas e vermelhas
para cada item. O cliente irá acender as luzes de acordo com o número de peças
consumidas, autorizando ao fornecedor a necessidade de reposição. O fornecedor,
assim que faz a reposição dos itens, acionará o painel para desativar a lâmpada
48
correspondente. Este tipo de quadro é utilizado quando se quer acelerar o fluxo de
informação entre cliente e fornecedor que adotam o sistema Kanban de cartões.
KANBAN INFORMATIZADO: funciona por meio do uso de computadores com
sistema integrado entre fornecedor e cliente diminuindo o tempo da movimentação
dos cartões. Assim que o cliente consome um item, o código de barras é lido e o
cartão é destruído. Depois da informação processada, um novo cartão semelhante
ao anterior é impresso junto ao fornecedor que é o responsável pela fabricação do
item.
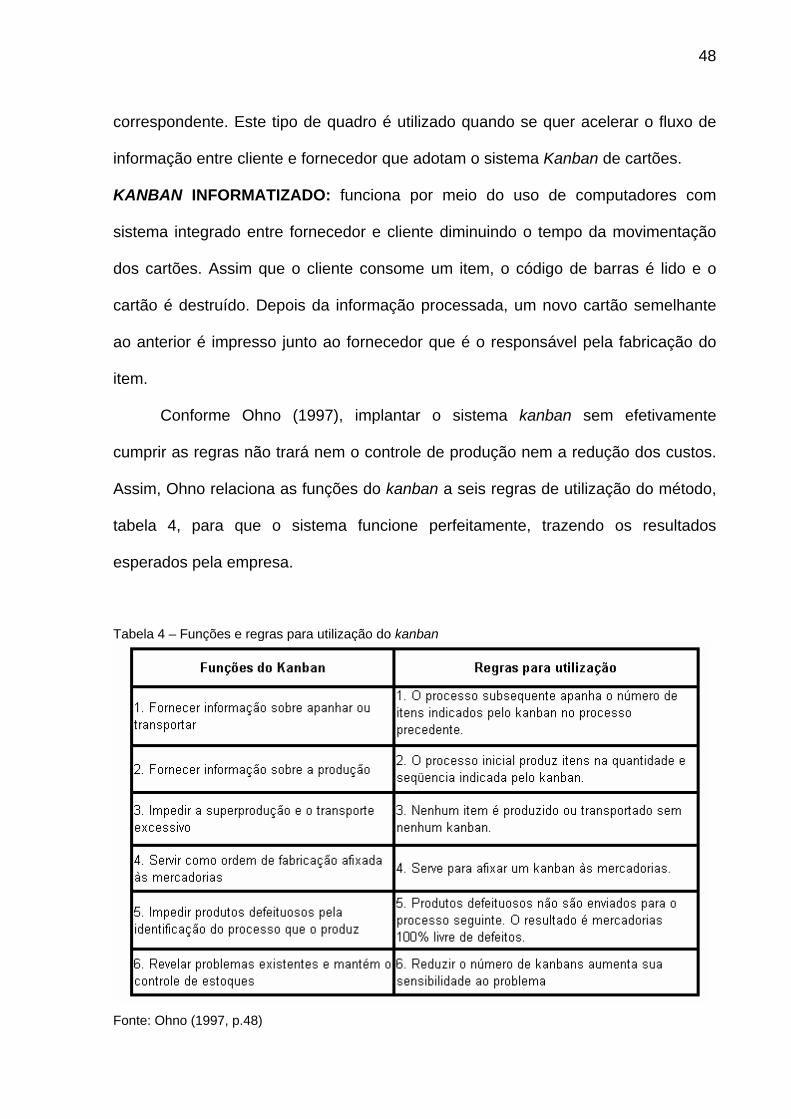
Conforme Ohno (1997), implantar o sistema kanban sem efetivamente
cumprir as regras não trará nem o controle de produção nem a redução dos custos.
Assim, Ohno relaciona as funções do kanban a seis regras de utilização do método,
tabela 4, para que o sistema funcione perfeitamente, trazendo os resultados
esperados pela empresa.
Tabela 4 – Funções e regras para utilização do kanban
Fonte: Ohno (1997, p.48)

49
A utilização do Kanban como meio de controle e coordenação da produção
faz com que sejam necessários alguns requisitos relacionados à eficiência do
processo produtivo, que segundo Tubino (1999, p.109) são:
– estabilidade de projetos de produtos, evitando-se mudanças bruscas de curto prazo, portanto, não-planejadas no roteiro de produção; – estabilidade no programa-mestre de produção empregado para projetar o sistema kanban, obtida a partir do relacionamento de longo prazo com clientes, evitando-se mudanças inesperadas de curto prazo nas quantidades a serem produzidas; – índices de qualidades altos, visto que lotes com defeitos causarão sérios danos ao fluxo produtivo sob a ótica de puxar empregada no sistema kanban; – fluxos produtivos bem definidos, de preferência produção focalizada com layout23 celular, permitindo roteiros claros de circulação dos cartões kanban; – lotes pequenos, viáveis com a implantação do setup rápido (TRF), possibilitando resposta imediata às solicitações do cliente sem a necessidade de estoques excessivos; – operários treinados e motivados com os objetivos do melhoramento contínuo, cumprindo rigorosamente as regras de funcionamento do sistema kanban; – equipamentos em perfeito estado de conservação, com ênfase na manutenção preventiva, evitando-se paradas inesperadas não suportadas pelo nível mínimo de estoques no sistema.
23 Layout tem o mesmo significado de leiaute.

50
3 METODOLOGIA DA PESQUISA
A metodologia utilizada será por meio de pesquisas teóricas, e um estudo de
caso.
Pesquisa é um procedimento racional e sistemático que tem por objetivo obter
respostas aos problemas propostos por meio da busca de informações. (GIL, 2002).
Segundo Gil (2002) é usual a classificação de pesquisas com base em seus
objetivos gerais, como forma de possibilitar uma aproximação conceitual. Mas
também é necessário traçar um modelo conceitual e operativo da pesquisa, como
forma de confrontar a visão teórica com os dados da realidade.
Estudo de caso, segundo a definição de Magda Alves:
Trata-se de um estudo em profundidade, exaustivo, radical, de uns poucos objetos, visando obter o máximo de informações que permitam o amplo conhecimento, o que seria impossível em outras pesquisas [...]. Uma das desvantagens do estudo de caso é a de não permitir a generalização dos dados obtidos. (ALVES, 2003, p.54)
Para Alves (2003), a pesquisa bibliográfica e o estudo de caso são exemplos
de pesquisa exploratória. A pesquisa exploratória torna o problema mais explícito e
permite um levantamento bibliográfico, assim como o uso de entrevistas com
pessoas experientes acerca do problema a ser estudado.

51
4 ESTUDO DE CASO
Este estudo foi desenvolvido em uma empresa do ramo de compressores
herméticos que está passando por uma fase de transformação em sua gestão,
buscando implantar o Sistema de Produção Toyota. Conforme metodologia citada
anteriormente, as pesquisas teóricas foram apresentadas e agora se faz a
apresentação do estudo de caso.
4.1 HISTÓRICO DA EMPRESA
A empresa é especializada em soluções para refrigeração e líder mundial do
mercado de compressores herméticos. Fundada em Joinville (SC), em 1971,
começou a produzir em 1974, com o objetivo inicial de suprir a indústria brasileira de
refrigeradores, então dependente da importação de compressores. Nesta mesma
década tornou-se exportadora e, na década seguinte, seus produtos já eram
comercializados em todos os continentes. Nos primeiros anos de 1990, antecipando-
se à globalização da economia, a empresa deu início ao processo de abertura de

52
bases produtivas fora do Brasil e a conseqüente ampliação de sua estrutura global
de vendas, logo chegando à liderança mundial.
Hoje emprega cerca de 10 mil pessoas, em âmbito mundial. Ao aliar o talento
de seus profissionais a investimentos permanentes em tecnologia, consolidou-se
como fornecedora de excelência, fazendo com que seus produtos se tornassem os
preferidos de grandes montadoras de eletrodomésticos e de destacados fabricantes
de equipamentos para refrigeração comercial.
4.1.1 Produtos Fabricados
Os compressores fabricados pela empresa – conforme figura 8 – podem ser
encontrados em refrigeradores, freezer, bebedouros, balcões frigoríficos e outros
sistemas de refrigeração. Para cada uma dessas aplicações são fabricados
compressores com características diferentes, que atendem à necessidade do
mercado.
Figura 8 – Compressor Fonte: Empresa, 2006

53
As linhas fabricadas no Brasil estão relacionadas abaixo.
Linha F – os compressores da família F estão disponíveis para diversas
aplicações. Níveis de eficiência mais elevados são atingidos com modelos
que foram especialmente desenvolvidos para países com padrões de
consumo de energia elétrica bastante severa.
Linha EG – produzidos exclusivamente no Brasil, os compressores EG são
os mais eficientes do mercado, garantindo o mais baixo nível de consumo de
energia elétrica. Baixos níveis de ruído e vibrações o colocam como um dos
mais silenciosos do mercado.
Linha EM – produzido no Brasil desde 1987, em 1996 iniciou-se sua
produção também na Itália. É considerado o compressor mundial da empresa.
Dimensões reduzidas e baixos níveis de ruído, vibrações e consumo são
algumas das principais características desta família de compressores.
Linha V – produzido no Brasil, é o compressor de capacidade variável (VCC).
Outros modelos de compressores são produzidos fora do Brasil,
principalmente compressores para sistemas de grande porte.
4.2 ESTRUTURA DE DESENVOLVIMENTO DO TRABALHO
Em primeiro lugar vão ser apresentados alguns passos seguidos para a
implantação da filosofia na linha de produtos da empresa e depois se pretende focar
a implantação da filosofia em uma linha de produção na área de estatores minis.

54
4.3 O COMEÇO DO PENSAMENTO ENXUTO NA EMPRESA
A filosofia Lean Manufacturing começou a ser divulgada e sensibilizada na
empresa em Agosto de 2005. Do período entre Agosto e Novembro foram feitos
cursos de sensibilização e treinamentos na filosofia com pessoas de diversas áreas
da empresa, escolhidas por sua chefia. Os kaizens começaram a ser realizados em
novembro de 2005.
4.3.1 Estrutura do modelo de implementação do programa lean manufacturing na empresa
A estruturação da Filosofia Lean (figura 9) foi decidida pelos níveis mais altos
da empresa (diretoria, gestão) em conjunto com a consultoria, sendo assim, quando
a proposta foi levada às chefias de fábrica, as diretrizes já estavam formadas. Um
grupo de pessoas de algumas áreas, escolhidas pelas chefias em conjunto com a
diretoria, ficou responsável por fazer as partes de estudos de mapeamentos, que
serão mostrados a seguir. As diretrizes de implementação da filosofia adotadas pela
empresa foram: 1 – Lean Promotion Office; 2 – Lean Assessment; 3 – Objetivos e
metas; 4 – Mudança da cultura organizacional; 5 – Educação e treinamento; 6 –
Comunicação interna; 7 – Benchmarking e análise crítica.

55
Figura 9 – Modelo de implementação da Filosofia Lean Manufacturing adotado pela empresa Fonte: Empresa, 2006
4.3.1.1 Lean Promotion Office.
Com o apoio da consultoria foram montadas três times (estruturas) de
implantação da filosofia na empresa (figura 10):
- estrutura hierárquica da empresa, responsável pelos resultados, ajudando
na implantação e na implementação da filosofia, formada por todos os
colaboradores da empresa: diretores, gestores, líderes, facilitadores,
representantes de células e operadores;
- estrutura de implantação do lean, responsável pelas mudanças
metodológicas formada pelo coordenador geral, o comitê central e os
coordenadores pilares, e;

56
- consultoria, responsável por passar a metodologia para todos os envolvidos
nas estruturas para uma implantação eficaz.
Figura 10 – Times com responsabilidade compartilhada Fonte: Empresa, 2006
Funções dos participantes:
Gestor de Fábrica – responsável geral pela implantação dos trabalhos, provendo os
recursos necessários para o bom desenvolvimento e cumprimento das metas
estabelecidas dentro dos prazos previstos; realizar as auditorias da evolução dos
trabalhos; incentivar os grupos de trabalho e monitorar os resultados.
Líderes & Facilitadores de Manufatura – liderar o processo de implantação,
assessorando e orientando os operadores e representantes de células na realização
das atividades previstas em cada Workshop Gemba Kaizen (GK)24; facilitar o
relacionamento entre os operadores e os manutentores, promovendo o espírito de
time.
24 Workshop Gemba Kaizen é a semana destinada a realização do kaizen.

57
Facilitadores, Planejadores de Manutenção e Manutentores – dar apoio às
atividades de mudanças nas linhas de produção que estão sendo desenvolvidas
pelo Time de Trabalho; analisar as quebras e falhas crônicas descobrindo e
eliminando a(s) causa(s) básica(s).
Representantes de Células e Operadores – participar do Workshop GK, com
objetivo de dar sustentação ao processo de implementação das melhorias
realizadas; realizar as atividades da manutenção autônoma; trabalhar em conjunto
com a manutenção a fim de alcançar os objetivos de Quebra Zero nos
equipamentos; tomar “posse” da sua máquina zelando sempre pelo correto
funcionamento e conservação.
Coordenador Geral do Programa – responsável geral pelo acompanhamento dos
trabalhos, prevendo necessidades de treinamento e/ou consultoria para garantir o
bom desempenho da implantação; gerenciar o contrato de consultoria; agendar as
visitas de consultoria, as reuniões e os cursos de acordo com a disponibilidade
interna dos participantes; divulgar os eventos, os principais trabalhos e os resultados
gerais; coordenar as atividades dos grupos dos pilares, sincronizando o
desenvolvimento e a implantação; incentivar os grupos de trabalho e manter a alta
motivação.
Multiplicadores LEAN – responsável pela orientação direta aos participantes,
zelando pela correta aplicação da metodologia, conforme desenvolvido pelos pilares,
evitando possíveis desvios; auxiliar na transferência de conhecimentos entre
facilitadores, representantes de células, operadores e manutentores; fornecer
suporte metodológico rotineiro na execução das atividades especificadas.
Coordenadores dos Pilares LEAN – estudar em profundidade a metodologia
referente ao seu pilar. Os pilares do Lean referentes para a empresa são: sistema

58
puxado, fluxo contínuo, gestão visual, cinco “S”, nivelamento da produção, células
de manufatura, setup rápido, TPM25, padronização e kaizen, (figura 11), tendo como
base as pessoas e o mapeamento do fluxo de valor. Os coordenadores têm de
adaptá-los às condições características e culturais da empresa; acompanhar a
implantação no Fluxo de Valor piloto corrigindo e aperfeiçoando o processo de
implantação; definir e padronizar documentos, fluxos de trabalho, indicadores, itens
de controle e meios de gestão.
Alguns requisitos teriam de ser preenchidos para a escolha dos
coordenadores dos pilares lean: ser comprometido com a empresa, ser
desinibido e pró-ativo, ter ascendência natural sobre os colegas, ser
reconhecido por credibilidade, não estar envolvido em projetos grandes, ter
facilidade de acesso a todos os níveis, ter perspectiva de continuar na
empresa, ter interesse no autodesenvolvimento e ser organizado.
Apoio – preparar e atualizar documentação gerada pelos pilares e pelo
coordenador; cadastrar e controlar o material de treinamento, inclusive apostilas,
apresentações, auxiliar o coordenador na preparação de relatórios, campanhas de
divulgação, agendas, atas de reuniões.
25 TPM – Total Productive Maintenance – significa Manutenção Produtiva Total.

59
Figura 11 – Pilares da filosofia adotados pela empresa Fonte: Empresa, 2006
4.3.1.2- Lean Assessment.
Lean Assessment é uma ferramenta feita e utilizada pela consultoria para
avaliar a situação da empresa perante os itens analisados. Os itens avaliados foram:
– Fluxo de valor (manufatura) – mapeamento do fluxo de valor, organização por
fluxo de valor, tempo total de ciclo do produto, takt time, melhoria do fluxo e
processo de sincronização.
– Ambiente e envolvimento do funcionário – as crenças e os valores, plano de
comunicação da empresa, plano de saúde e segurança, educação e treinamento,
multifuncionalidade e certificação nos postos de trabalho, sistema de
reconhecimento, sistema de sugestões, estrutura e suporte das equipes de trabalho.

60
– Organização do local de trabalho – (5S) – organização no local de trabalho e
controles visuais.
– Qualidade – necessidades de sistemas de qualidade, proteção do cliente, análise
do sistema de medição, capabilidade do processo, detectar, resolver e prevenir
problemas de qualidade.
– Disponibilidade operacional – relatórios de produção, sistema de manutenção
planejada e manutenção autônoma,
– Movimentação de materiais – embarque conforme programado, produção de
acordo com o plano e estoques.
– Resumo de fábrica – é a média de todos os itens analisados:
Esta ferramenta foi utilizada por meio de um questionário que algumas
pessoas das áreas escolhidas responderam e que resultaram no gráfico 12,
denominado de gráfico de “teia de aranha” 26. Assim, a interpretação do gráfico é,
quanto mais os resultados se aproximarem da borda da teia, melhor é o resultado da
empresa naquele item e consequentemente no resumo de fábrica, que é a média
dos itens analisados. Assim a empresa sabe em que ponto deve agir para conseguir
alcançar a meta. A meta não foi divulgada pela empresa.
26 O tipo de gráfico é opcional, a empresa poderia ter optado por qualquer outro.

61
Figura 12 – Resumo Gap Assessment Fonte: Empresa, 2006
4.3.1.3 – Objetivos e metas.
Os objetivos e as metas propostos em conjunto com a consultoria foram:
– Critério de priorização e seleção de Fluxos de Valor – esta fase se divide em
duas partes: a primeira parte é a decisão da linha de produtos que teria o maior
impacto na implantação da filosofia e a segunda foi a decisão de qual seria o
componente da linha de produtos escolhida para ser o carro-chefe da implantação,
pois cada linha de produtos tem uma gama muito grande de componentes.
Etapa 1 – escolha da linha de produtos.
Para saberem quais linhas de produtos teriam os maiores impactos e as
maiores dificuldades para a implantação da filosofia, foi utilizada uma matriz de
decisões. A matriz de decisões possui quatro níveis: nível 1 – fácil implementação,

62
pouco impacto; nível 2 – fácil implementação, grande impacto; nível 3 – difícil
implementação, pouco impacto e; nível 4 – difícil implementação, grande impacto.
Para os níveis de facilidade foi criada uma tabela especial que considerava os
pontos a sofrerem os maiores impactos nas linhas de produtos durante a
implantação da filosofia (tabela 5). Os critérios da tabela são: 1 – muito fácil; 2 –
fácil; 3 – medianamente difícil; 4 – difícil e; 5 – muito difícil. Como podemos ver ma
tabela 5, a linha de produtos (PA – produto A, PB – produto B, PC – produto C, – PD
produto D) com maiores facilidades em termos de máquinas, leiautes, investimentos
e transportes é o produto A.
Tabela 5 – Níveis de facilidades de implantação da filosofia nas linhas de produtos
Fonte: Empresa, 2006
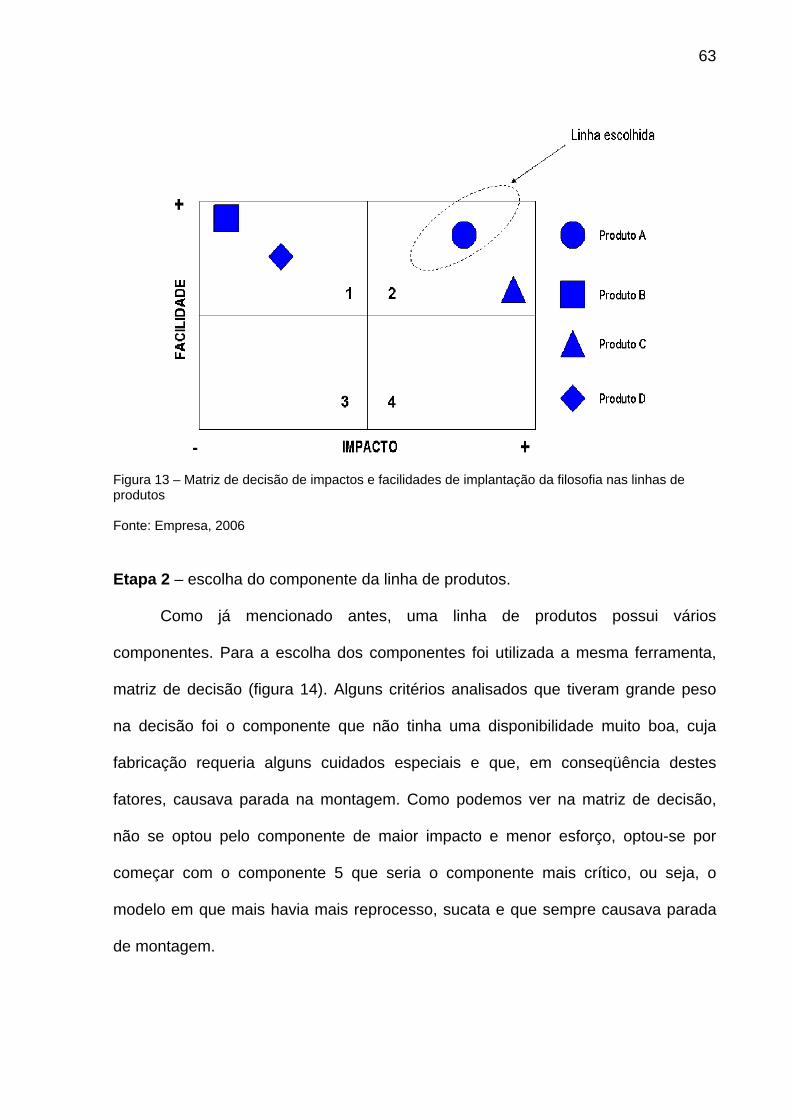
De posse dos dados referentes às facilidades, a equipe fez a matriz de
decisão (figura 13) e a linha de produtos escolhida foi a linha A, que para a empresa
corresponde à linha EM América.
63
Figura 13 – Matriz de decisão de impactos e facilidades de implantação da filosofia nas linhas de produtos Fonte: Empresa, 2006
Etapa 2 – escolha do componente da linha de produtos.
Como já mencionado antes, uma linha de produtos possui vários
componentes. Para a escolha dos componentes foi utilizada a mesma ferramenta,
matriz de decisão (figura 14). Alguns critérios analisados que tiveram grande peso
na decisão foi o componente que não tinha uma disponibilidade muito boa, cuja
fabricação requeria alguns cuidados especiais e que, em conseqüência destes
fatores, causava parada na montagem. Como podemos ver na matriz de decisão,
não se optou pelo componente de maior impacto e menor esforço, optou-se por
começar com o componente 5 que seria o componente mais crítico, ou seja, o
modelo em que mais havia mais reprocesso, sucata e que sempre causava parada
de montagem.

64
Figura 14 – Matriz de decisão do componente (área piloto) Fonte: Empresa, 2006
– Definir os Objetivos e Metas por meio do Quadro A3 – para o monitoramento
dos resultados alcançados pela empresa, por meio da ferramenta kaizen, a diretoria
com o apoio da consultoria, escolheu cinco indicadores: 1 – requisitos do negócio; 2
– situação atual; 3 – situação alvo; 4 – plano de ação e; 5 – medidas de progresso.
1 – requisitos do negócio: é a abordagem, por meio de gráficos, de indicadores
importantes para a manutenção do negócio: sucata, reprocesso, paradas de
clientes;
2 – situação atual – é a abordagem por meio de números, gráficos, desenhos ou
fluxos, de onde a empresa se encontra, como a empresa está e o que tem de ser
melhorado. Não se pode usar expressões como: “A produção está mal” ou “Vendas
baixas”;

65
3 – situação alvo – é a abordagem da situação de onde a empresa quer chegar
para atender os requisitos do negócio, ou seja, o pratical vision. O prazo para atingir
a situação é de 90 a 120 dias, não podendo ultrapassá-lo;
4 – plano de ação – são as ações que levarão a empresa à situação-alvo, no qual se
colocam sempre os responsáveis e os prazos;
5 – medidas de progresso – é a avaliação feita para ver se a empresa conseguiu
atingir o efeito desejado. Pode ser feita por meio de gráficos ou tabelas, mensais ou
semanais.
Todas estas informações estão dispostas em folhas de A3 (figura 15), que
estão fixadas no quadro de gestão à vista de cada UGB, para que todos os
colaboradores tenham acesso ao que está acontecendo e aos objetivos pretendidos
na área.
Figura 15 – Requisitos escolhidos para o quadro A3 Fonte: Empresa, 2006

66
– Definir uma sistemática de “report” do progresso à direção.
A sistemática definida ocorre por meio de apresentação dos resultados de
kaizens realizados durante a semana, para a diretoria. Este encontro ocorre todas as
sextas-feiras no final do expediente e é uma maneira de passar um feedback para a
diretoria de como foi a semana, das melhorias realizadas e dos resultados obtidos.
4.3.1.4 – Mudança da cultura organizacional
Esta diretriz ficou a cargo de algumas repartições da empresa e os dados a
respeito de como foi realizado o plano de ação, bem como das opções escolhidas
para lidar com a mudança na empresa não foram cedidas.
4.3.1.5 – Educação e treinamento
Foi definido um programa de capacitação continuada voltado para o modelo
LEAN que teve como foco gestores, liderança, suporte e os operadores. Foi definido
também um programa de certificação profissional para incentivar os operadores e as
pessoas do suporte a participarem dos eventos lean.

67
4.3.1.5 – Comunicação interna
A comunicação interna utilizada pela empresa será comentada na página 86,
na tabela 8. O modelo utilizado é uma sensibilização que é passada para o
funcionário apenas quando acontece algum kaizen na área de trabalho.
4.3.1.7 – Benchmarking e análise critica.
Foi elaborado um plano de benchmarking para os diretores e gerentes. O
plano conta com visitas em empresas do Brasil e do exterior, participação em fóruns
de discussão sobre o tema e estudos específicos da filosofia. Entre as vantagens
deste programa estão:
– quebrar Paradigmas;
– facilitar o processo de mudança organizacional;
– entender os desempenhos excepcionais;
– aperfeiçoar a gestão empresarial;
– estimular a implementação de novos processos ou práticas;
– encurtar o caminho para excelência.

68
4.3.2 Kaizen passo a passo
O kaizen foi a ferramenta escolhida pela empresa para implantar a filosofia. O
kaizen é uma ferramenta gerencial que propõe melhorias de grande porte, com
resultados a curto prazo que impactam significativa e diretamente no “resultado
operacional” da organização.
As etapas de desenvolvimento do kaizen são (apêndice E):
Definição: definição do tema do GK por meio da avaliação do mapa do fluxo de
valor, com o objetivo de eliminar os desperdícios. Definição de líder e vice-líder do
time levando em consideração que os escolhidos têm de ser pessoas otimistas,
comprometidas, com habilidades de liderança e experiências com kaizens. Estas
escolhas são feitas pelo gestor, pelo coordenador do fluxo de valor, pelo líder da
área e pelo coordenador lean.
Preparação: 1º pré-kaizen – 4 a 2 semanas antes do GK: o coordenador lean, o
líder da área e o líder do GK são responsáveis por:
– Determinarem a composição do time. O time é composto por: 40% – Pessoal
operacional (Operadores, Supervisores, Chefes); 30% – Pessoal de técnico
(Engenharia, Manutenção, Ferramentaria, Qualidade, Especialistas.); 20% – Pessoal
administrativo (Segurança, Compras, Pessoal) e 10% – Convidados de outras
Unidades/Externos (Clientes, Fornecedores). As pessoas têm de ter dedicação total
ao kaizen durante a semana de realização.
– Conseguirem os materiais necessários durante a semana: quadro de gestão à
vista, etiquetas de anomalias, formulário de LPP, preparar Coffee break para a
semana GK.

69
– Detalhar os objetivos e fronteira de conflitos:
Escopo do Gemba Kaizen - O que pretendemos com este Gemba Kaizen?
Qual meta está sendo perseguida nesta semana?
Levantar pontos no processo onde existem controles que garantam a
qualidade do produto ou componente – garantir a qualidade do produto ou
componente após ações do Gemba Kaizen.
Levantar pontos que possam gerar insegurança durante as atividades do
Gemba Kaizen e agir preventivamente – Garantir a segurança de todos
Atender legislação vigente de segurança, saúde e meio ambiente.
Verificar se o padrão alterado é compartilhado em outro processo onde não
houve alteração.
– Levantar as informações preliminares:
Amplitude (período) e Profundidade (nível de detalhamento) das informações;
Garantir confiabilidade dos dados;
Informação simples e de fácil entendimento.
2º pré-kaizen – 1 a 2 semanas antes do GK – o coordenador lean e o líder do GK
fazem uma reunião (antes do GK) com o pessoal da área onde vai ser realizado o
trabalho para comunicar o tema, os participantes, a data e o objetivo; com o pessoal
de suporte para explicitar o tema, data e objetivo do Gemba Kaizen e passar a
relação das necessidades (se necessário); e com o time GK para enviar convites
para os participantes e patrocinadores, comunicação do evento, levantar as
necessidades a serem solicitadas às áreas de apoio antes e durante o Gemba
Kaizen, planejar parada de produção para os eventos (adiantar produção, se
necessário), registrar condição inicial (fotos, filmagens – “O ANTES”), estruturar
indicadores, verificar necessidade de reunião de conscientização de segurança e

70
outros treinamentos, verificar material para abertura – Sensibilização e outros
conceitos e elaborar agenda da semana do Gemba Kaizen.
Execução: 1º dia: visita ao Gemba, apresentação dos dados e fatos, entendimento
da situação atual, determinação e abrangência do projeto, metas e objetivos e
treinamento dos conceitos. 2º dia: levantamento das oportunidades de melhorias,
análise dos problemas encontrados, plano de ação inicial e divisão dos grupos de
trabalho. 3º dia: planejamento e análise do plano de ação e implantação das ações
e oportunidades de melhorias encontradas. 4º dia: revisão da situação, ajuste ao
plano de ação e preparação da apresentação do projeto. 5º dia: apresentação para
a chefia, gerência e implementação das melhorias e dos controles. Celebração.
Durante a GK são tiradas as fotos, filmado o local onde ocorreu a melhoria
para ver “O DEPOIS”. São alterados os padrões, é realizado o treinamento com os
colaboradores e é criada uma cadeia de ajuda.
Follow-up27 – semanalmente – é de responsabilidade do líder e do vice-líder
reportar os resultados por meio do A3 ao coordenador de pilar lean e para o líder do
fluxo de valor da área.
Pós-kaizen – 30 dias – é de responsabilidade do líder GK e do coordenador lean
visitar a área com o gestor da área e reportar a evolução dos resultados por meio do
A3 e estado das pendências. – 90 dias – é responsabilidade do líder GK e do
coordenador lean visitar a área com o diretor da área e o diretor Financeiro.
Depois dos 90 dias – é de responsabilidade dos coordenadores lean avaliarem o
progresso do programa, determinarem ações corretivas e recomendações para
implementação da melhoria.
27 Follow up no contexto significa verificar a situação da mudança.

71
4.3.3 Mapeamento do fluxo de valor da empresa
Depois de definida a linha de produtos e o componente que seria o carro-
chefe da implantação, em paralelo com as demais atividades acima citadas, foi feito
o mapeamento do fluxo de valor da linha de produtos. Com base neste mapeamento
do fluxo de valor foi realizado o BSV28, que é a visão do estado futuro desejado pela
empresa para a área de minis do bloco 28, onde são fabricados os componentes e
os produtos da linha escolhida e é onde está a linha de estatores a ser estudada.
Como podemos perceber na figura 16, o produto da linha escolhida demora, no
estado atual, 3,17 dias para percorrer todos os processos da empresa, desde
quando chega, em forma de matéria-prima, até a hora que sai como produto para o
consumidor. O objetivo traçado pela empresa foi diminuir em 73% este tempo de
passagem, em uma visão de dois anos.
Figura 16 – Blue Sky Vision – linha de produtos bloco 28 Fonte: Empresa, 2006
28 BSV – Blue Sky Vision – visão do céu azul, ou seja, a situação de estado futuro almejada
pela empresa.

72
Todos estes objetivos estão sendo atingidos por meio do uso da ferramenta
kaizen.
4.4 IMPLANTAÇÃO DA FILOSOFIA NA ÁREA DE ESTATORES MINIS
A área de Estatores minis é responsável pela fabricação de estatores EMX e
EMY. Na área há cinco linhas de fabricação sendo uma linha manual completa, uma
meia linha manual, duas meias linhas automáticas e uma linha completa automática.
Três destas linhas se encontram no Bloco 15 e duas linhas se encontram no Bloco
28. No Staff trabalham três especialistas de processo, um técnico de qualidade, um
planejador de manutenção, um líder, um estagiário e cinco facilitadores29 (divididos
nos três turnos de trabalho).
Para coordenar todos os projetos do Lean na área de estatores há duas
pessoas, da própria área. Todos os pré-kaizens, kaizens, pós-kaizens, reuniões com
a consultoria ou com demais coordenadores de outras áreas são agendados e
realizados por eles.
A filosofia começou a ser implantada na área somente em maio deste ano,
devido ao fato de o componente não ter sido escolhido para iniciar a implantação. O
primeiro kaizen realizado foi um VSD (apêndice A), cujo objetivo foi elaborar
alternativas de projeto de melhor custo/benefício para que as linhas de estatores
fossem dedicadas em relação às linhas de montagem (mesmo bloco) e que
29 Facilitadores são os supervisores das linhas.

73
tivessem capacidade de atendimento nivelada para com a montagem em volume e
mix, para demandas atuais e projeções futuras. Este projeto foi gerado porque no
fluxo de valor atual há cinco linhas de estatores abastecendo quatro linhas de
montagem, o que causa um grande desnivelamento (estoque elevado), alto volume
de transporte entre os blocos e erros na programação. Assim, o cenário não se torna
favorável à implantação da filosofia.
Os produtos deste kaizen foram quatro novos cenários, que foram analisados
pela diretoria, sendo escolhido o cenário que nivelava a produção de quatro linhas
de estatores para quatro linhas de montagem, tornando-as dedicadas por meio de
aquisições de novos equipamentos e pela desativação de uma meia linha obsoleta.
Os ganhos que não foram mensurados (orçados) nos cenários com a mudança
foram:
– Disponibilização de 422 m² de área construída;
– Melhoria no leiaute com redução dos acidentes devido à redução de
movimentações desnecessária;
– Alinhamento das linhas de estatores com as linhas de montagem (conceito Lean);
– Melhor gerenciamento do fluxo de informações e melhoria da acurácia das
informações;
– O modelo pode servir para outras áreas da empresa;
– Redução dos riscos de contaminação dos estatores com umidade durante o
transporte entre bloco 15 e 28;
– Ganhos na qualidade devido à dedicação e ao fluxo contínuo entre as linhas de
estatores e linha de montagem (detecção mais rápida de problemas);

74
– Economia de US$ 800.000,00 em despesas com retrofitting30 de máquinas
obsoletas;
– Redução de estoques de componentes e materiais em processo nas linhas.
Alguns resultados alcançados com o novo cenário foram:
Esperado: Aumentar a produtividade de Estator/Homem/ano (10% a 20%);
Alcançado: Aumento de Estator/Homem/ano em 27%.
Esperado: Redução de Estoque em processo – 13000 estatores; ($134K31);
Alcançado: Redução de Estoque em processo – 13000 estatores.
Esperado: Pay back32 econômico <= 2 anos;
Alcançado: Pay back econômico = 3,1 / 2,9anos.
Esperado: Redução do consumo de cobre (pelo menos $455K/ano);
Alcançado: Redução do consumo de cobre (pelo menos $688K/ano).
Redução do investimento em US$ 2,0kk em relação ao projeto inicial;
Alcançado: Redução do investimento em 2,72kk em relação ao projeto inicial.
As mudanças estão marcadas para acontecerem em fevereiro de 2007. Para
que as mudanças sejam realizadas sem maiores transtornos ocorrerão férias
coletivas de 10 dias e 20 dias em todas as linhas.
Com todas estas informações, o foco escolhido para o estudo foi a linha 1 de
estatores (bloco 28) devido ao fato de ser a linha mais dedicada da área, com
aproximadamente 97% do total de sua produção fornecida para a linha 1 de
montagem e, por isso, é o local onde foram realizados mais kaizens. A capacidade
30 Retrofitting é a atualização do software da máquina. 31 K significa mil unidades de produtos (peças) ou unidade monetária. 32 Retorno de investimento.

75
média de produção diária desta linha é 8550 estatores em três turnos de trabalho,
sendo que esta linha só produz dois modelos de estatores (contrato com clientes).
4.4.1 Mapa do fluxo de valor da linha 1.
Foi feito o mapa do fluxo de valor atual da linha (apêndice A) para ter noção
de como se encontrava o fluxo de material e taxa de agregar valor ao produto. Com
base nestas informações foi feito o BSV (apêndice B) da situação desejada pela
área de estatores em um prazo de dois anos. Como ação imediata foi traçado um
pratical vision (apêndice C), com um prazo de 120 dias para implantação das
melhorias e foi elaborado um plano de ação para serem realizados os kaizens
necessários.
4.4.2 Kaizens realizados.
Os kaizens realizados até agora na linha foram: sistema puxado e trabalho
padronizado. Dois outros kaizens, disponibilidade e setup, vão ser realizados até o
final do ano.

76
4.4.2.1 Kaizen de sistema puxado
Este kaizen teve como objetivo implantar um sistema puxado da linha 1 de
estatores para a linha 1 de montagem, por meio da implantação de um
supermercado. Os motivos para a implantação foram: eliminar parada de montagem
por falta de abastecimento de estatores, implantar sistema de controle de estoques e
otimizar o sistema de programação da linha 1 de estatores.
O supermercado criado tem uma capacidade de 2000 peças para o modelo 1,
2000 peças para o modelo 2 e 1000 peças para modelos direcionados para as
outras linhas de montagem. O supermercado foi identificado com placas e
marcações no piso; os cartões kanban foram identificados por cores referentes a
cada modelo, escolhidas pela equipe; e o quadro porta kanban foi instalado no final
do processo precedente (painel de testes), em um local onde todos os
colaboradores pudessem ver.
Os resultados obtidos no final da semana kaizen foram:
– redução de 5,5% de material em estoque;
– aumento de 0,40% da área fabril por causa da implantação do supermercado;
– duas ações de melhoria de segurança e qualidade e;
– cinco ações de melhorias de 5S.

77
4.4.2.1.1 Dificuldades de implantação do sistema puxado.
Em relação à implantação do sistema puxado, pode-se considerar como
dificuldades alguns fatores que estão assim evidenciados:
a) o fato de a linha de produção não ser 100% dedicada à linha de montagem
dificultou porque o supermercado teve de ser superdimensionado em 4000
peças, pois se as linhas fossem dedicadas, seriam necessárias somente 500
peças, conforme cálculo feito para o dimensionamento para que a linha 1 de
estatores pudesse também atender às outras linhas de montagem, ou seja,
enquanto a linha 1 de montagem consumisse as peças do supermercado, a
linha 1 de estatores poderia fazer outros modelos para atender às outras
linhas de montagem. Mas o que acontece é o extravio destas peças do
supermercado, que são peças exclusivas da linha 1, gerando a quebra das
regras do sistema kanban (fluxo interrompido) e muitas vezes chegando a
perder os cartões kanban, resultando na falta de peças na linha 1 de
montagem.
b) o fato de a programação da produção continuar sendo realizada pelo PCP33 e
de permanecer a antiga cultura de controlar a produção horária faz com que
os dois sistemas estejam rodando ao mesmo tempo, causando confusões nas
percepções dos colaboradores, pois os colaboradores não sabem por qual
sistema estão sendo cobrados.
c) a diferença de capacidade produtiva entre as linhas causa excesso de
produção e consequentemente produz estoques excessivos que geram: a)
33 PCP – Planejamento e Controle da Produção.

78
necessidade de fazer horas extras; b) mão de obra excessiva e; c) na
implantação do supermercado, o número de cartões kanban é maior para
suprir este déficit.
d) ocorre a falta de acompanhamento e de patrocínio para os colaboradores,
haja vista que os treinamentos são realizados, mas o apoio pós-kaizen, por
parte dos participantes da semana não é feito para tirar as dúvidas que
consequentemente vão surgindo. Também é levado em consideração que a
chefia não cobra dos colaboradores o respeito pelas regras de funcionamento
do sistema, e, consequentemente, os colaboradores não fazem o fluxo
corretamente e o sistema não funciona como deveria.
4.4.2.2 Kaizen de trabalho padronizado
4.4.2.2.1 Trabalho padronizado da montagem do cabo.
Para este kaizen foram realizadas quatro reuniões pré-kaizens, onde na
primeira reunião chegou-se ao consenso de que a operação não agregava valor,
mas era necessária, pois era preciso garantir o comprimento do fio do cabo, pois
como a operação tinha uma complexidade alta, até mesmo por questões
ergonômicas, um cuidado muito grande foi tomado antes de iniciar a semana,

79
principalmente nas questões que envolviam o planejamento dos testes, idéias para
um novo dispositivo e questões de melhorias nos postos precedentes.
Passa se agora a descrever a operação da montagem de cabo. No posto da
montagem do cabo trabalhavam cinco pessoas. A operação realizada é a montagem
dos cabos de conexão entre as bobinas auxiliar e principal. Nesta operação era
necessária a utilização de um dispositivo móvel (gabarito) para auxiliar na montagem
do cabo e atender à especificação de tolerância mínima do comprimento do cabo de
150 mm, pois se o cabo ficasse muito curto ou muito comprido, ocasionaria
problemas na montagem do compressor. No caso de estar muito curto poderá
ocorrer a ruptura ou o desligamento de algum dos cabos por estricção e se o cabo
estiver muito comprido poderá ocorrer danificação, pois estará em contato com o
corpo do compressor.
Este kaizen teve como objetivos: a) reduzir em 50% a carga de trabalho da
operação de montagem de cabo do estator; b) reduzir um risco ergonômico com a
eliminação da ferramenta de montar cabo; e c) eliminar o uso dos gabaritos,
aumentando com isso o valor agregado ao produto na operação. Para atingir estes
objetivos foram realizadas melhorias nos postos precedentes da operação (apêndice
D).
Os resultados obtidos foram: redução de 60% da carga de trabalho da
operação de montagem de cabos; redução de três riscos ergonômicos; a ferramenta
não foi eliminada e foi feito um novo gabarito, fixo à mesa, apenas para garantir o
comprimento do cabo.

80
4.4.2.2.1.1 Dificuldades de implantação do trabalho padronizado.
Em relação à implantação do trabalho padronizado, pode-se considerar como
dificuldades alguns fatores que estão assim evidenciados:
a) ficou evidente a resistência às mudanças, apresentada pelas pessoas
participantes do kaizen. Mesmo as pessoas que são convidadas a participar
do kaizen têm resistência em relação à mudança do método de trabalho. O
que mais se ouviu foram comentários do gênero: “isto não vai dar certo”, “já
tentei isto antes”...
b) percebeu-se ser muito comum que os participantes do kaizen apresentam
medo de tomar decisões em relação às mudanças do método de trabalho,
prevendo uma certa repressão quando retornarem para a linha.
c) os colaboradores encaram de uma maneira hostil as mudanças realizadas
durante o kaizen, mesmo as mudanças apresentando resultados satisfatórios
de segurança e ergonomia, pois eles têm medo de ser despedidos pela
empresa após a implantação das melhorias.
d) quando ficam pendências a serem resolvidas, o resultado do trabalho fica
comprometido, pois todos os cálculos e testes são realizados em um
ambiente de trabalho com todas as ações realizadas. Isto pode ter um
agravante maior, que são pendências não resolvidas depois da semana
kaizen, pois ocorrem outros kaizens e novas ações são priorizadas, causando
assim um acúmulo de pendências não executadas.

81
5 PROPOSTAS DE MELHORIAS PARA AMENIZAR AS DIFICULDADES DE IMPLANTAÇÃO DA FILOSOFIA NA ÁREA DE ESTATORES
Baseada nas dificuldades diagnosticadas na implantação da filosofia Lean no
setor produtivo de uma empresa do ramo de compressores herméticos, as propostas
de melhorias serão listadas na tabela 6 e na tabela 7, para em seguida serem
explanadas:
Tabela 6 – Dificuldades e propostas de melhorias para a implantação do sistema puxado
Fonte: Autor, 2006.

82
Tabela 7 – Dificuldades e propostas de melhorias para a implantação de trabalho padronizado.
Fonte: Autor, 2006.
Passa-se agora ao detalhamento das melhorias. Após análise e estudo dos
dados obtidos, sugere como propostas de melhoria algumas possibilidades:
1. Implantar um supermercado de peças especiais para atender às outras linhas de
montagem.
Como a área de estatores não tem as linhas totalmente dedicadas às linhas
de montagem, pois o projeto de nivelamento das linhas só vai ser implantado em
fevereiro de 2007, o excesso de capacidade produtiva da linha 1 poderia ir para um
outro supermercado de estatores, cujo nome poderia ser “supermercado de
estatores especiais”.
Assim, este novo supermercado dimensionado com estatores especiais
poderia ocupar uma parte do “supermercado de estatores para a linha 1” (criado no
kaizen), pois as quantidades de peças dimensionadas para a linha 1 de montagem
iriam diminuir consideravelmente, embora considerando que no cálculo para o
redimensionamento do antigo supermercado contemplaria o tempo de reposição de
peças para o novo supermercado. Os cartões kanban teriam uma cor diferente dos

83
outros cartões e o quadro porta kanban ficaria ao lado do outro quadro porta kanban
da linha 1 de montagem, ambos devidamente identificados.
O fluxo do novo sistema ficaria assim: quando todos os contenedores da linha
1 de estatores para a linha 1 de montagem estiverem cheios, a linha de estatores,
dependendo do modelo a ser produzido, faria o setup para produzir os estatores
especiais para as outras linhas de montagem. Quando os contenedores para as
outras linhas de montagem estiverem cheios, a linha volta a produzir o modelo que a
linha 1 de montagem estiver pedindo. Mas, se não for possível encher todos os
contenedores de peças especiais porque o kanban da linha 1 está no amarelo ou
quase chegando no vermelho, a linha de estatores volta a produzir as peças para
encher o supermercado da linha 1 e somente quando estes contenedores estiverem
cheios volta a produzir os modelos especiais.
Assim os ganhos imediatos serão: a) um sistema rodando e respeitando as
regras de utilização sistema kanban, b) as peças do supermercado para linha 1 de
montagem não sendo mais extraviadas; e c) os cartões kanban não sendo mais
perdidos.
Outro ganho mensurado a longo prazo com este novo sistema ocorreria
quando o projeto para o próximo ano estiver finalizado e todas as linhas do bloco 28
e do bloco 15 estiverem dedicadas, pois os supermercados do bloco 28 estarão
implantados e os colaboradores saberão como o sistema deverá rodar corretamente,
não havendo necessidade de novos treinamentos, trazendo como benefício uma
cultura respeitada e praticada pelas pessoas que realmente têm de fazer o sistema
rodar.
2. Incentivar as chefias a adotar o novo sistema de abastecimento de linhas.

84
As alternativas de melhorias estão relacionadas à chefia porque estas
decisões fogem totalmente da decisão do kaizen e dos colaboradores do chão de
fábrica. As melhorias propostas estão assim dimensionadas:
Fazer com que as chefias participem de todos os kaizens que requeiram seus
consentimentos, principalmente quando o kaizen envolver ações que, para se
tornarem válidas, necessitem dos seus patrocínios. Assim, por serem participantes
da semana kaizen e juntamente com a equipe tomar as devidas decisões de
melhoria a serem implantadas, as chefias têm uma responsabilidade maior de fazer
acontecer o que foi decidido.
Outra proposta seria incluir no plano da implantação da Filosofia Lean, nas
etapas de desenvolvimento do kaizen (apêndice E), um prazo limite de trinta dias
para que o novo sistema esteja rodando completamente. Durante estes trinta dias, o
líder do kaizen juntamente com a chefia e algumas pessoas do staff, mesmo que
não participaram da semana kaizen, têm de dar todo o suporte para os
colaboradores com relação às necessidades levantadas para que o sistema rode
sem nenhum obstáculo. Assim, se ao final do prazo o sistema ainda estiver com
problemas, todos que participaram da semana devem se reunir para analisarem o
que está acontecendo e resolverem os problemas.
4. Nivelamento das capacidades produtivas das linhas por meio da caixa de
nivelamento (heijunka box).
Uma proposta para este item é poder contar com o apoio da consultoria para
realizar treinamentos para a implantação do conceito da caixa de nivelamento, pois
este conceito ainda não foi aplicado em nenhuma área da empresa. Os treinamentos
poderão ser realizados com todos os coordenadores Lean em conjunto com alguns

85
colaboradores, a serem escolhidos pela chefia. Na escolha dos colaboradores pode-
se levar em consideração aqueles que estão diretamente ligados ao abastecimento
dos contenedores e abastecimento das linhas de montagem (alimentadores). A
presença de todos será muito importante porque são eles que farão todo o sistema
rodar sem problemas e todas as dúvidas que eles tiverem, principalmente
relacionadas à movimentação dos cartões kanban de acordo com o pitch, poderão
ser esclarecidas pela própria consultoria.
4. Criar um plano de acompanhamento do novo sistema.
Propõe-se, ao final da semana kaizen, que um colaborador que esteve
participando da semana acompanhe efetivamente o sistema rodar (cada colaborador
em seu turno de trabalho), para que qualquer dúvida que venha a ocorrer seja
esclarecida na hora. Se houver correções que necessitem ser feitas, devem ser
levadas para o líder do kaizen que, juntamente com a chefia vão procurar resolvê-
las.
Se dentro do prazo previsto (trinta dias) o sistema não estiver rodando
normalmente, o gestor deverá ser envolvido para que as causas sejam esclarecidas
e as devidas ações possam der tomadas.
5. Criar plano de treinamento e incentivo aos participantes da semana.
A primeira proposta seria dar um treinamento de sensibilização às pessoas
que irão ser convidadas a participarem da semana kaizen. O treinamento seria
realizado uma semana antes, pelo coordenador e pelo líder do kaizen, podendo
durar o dia inteiro, dependendo do tipo de kaizen. Uma proposta de reunião com os
participantes e envolvidos da área onde será realizado o trabalho consta no plano de

86
implantação da filosofia, mas não é seguido por todas as áreas da empresa. A área
de estatores não tem esta prática, sendo realizada apenas uma reunião, no dia
anterior ao começo da semana kaizen com todos os turnos, explicando o que irá
ocorrer durante aquela semana, sendo que os participantes da semana não estarão
presentes, pois estarão no outro dia participando da semana. A diferença entre estes
dois métodos de treinamento e sensibilização (o proposto e o atual) seria a duração
do treinamento, a extensão do assunto e a necessidade de se realizar efetivamente
este passo da implantação.
Na tabela 8 estão explicadas as diferenças efetivas deste novo plano de
treinamento:
Tabela 8 – Diferenças entre o plano atual e o plano proposto
Fonte: Autor, 2006.
87
Outra proposta seria fazer com que a participação durante a semana kaizen
pudesse fazer parte do currículo do colaborador. Ao final de cada semana kaizen o
colaborador preencheria uma folha de avaliação, cedida pelo RH (recursos
humanos), que normalmente são fornecidas ao final de cada curso feito pelo
colaborador e constaria no seu currículo como uma participação na implantação da
filosofia na empresa.
6. Criar plano de incentivo para os colaboradores que não estão participando da
semana.
Incluir no plano de carreira horista dos colaboradores, cursos que abrangem
desde a sensibilização na filosofia até a aplicação das ferramentas por meio da
ferramenta kaizen. Os passos para este plano de incentivo seria: treinamento de
sensibilização (no mesmo nível do plano citado anteriormente, mas abrangendo
todos os colaboradores, não somente aqueles que estão participando da semana
kaizen), treinamento na ferramenta kaizen, treinamento nas ferramentas adotadas
pela empresa: mapeamento do fluxo de valor, disponibilidade (TPM – manutenção
produtiva total), fluxo contínuo, nivelamento da produção e kanban, setup rápido,
gerenciamento visual e 5S.
7. Criar plano de incentivo para os colaboradores que não estão participando da
semana.
Seguir mesmas propostas apresentadas no item 6.
8. Estabelecer um cronograma com data limite para realizar as pendências.

88
O cronograma a ser estabelecido deve ter uma data limite igual à data
estabelecida na proposta do item 2, que é de trinta dias para que o sistema esteja
rodando completamente, pois como comentado na dificuldade relacionada a esta
melhoria, todos os cálculos e testes são realizados em um ambiente com todas as
ações realizadas. Se as ações não forem cumpridas neste prazo, uma força tarefa
formada por alguns colaboradores que participaram da semana kaizen, o líder do
kaizen e a chefia da área se reúnem para discutir o porquê de as ações não terem
sido realizadas ainda e cuidam para que, no máximo 15 dias depois elas sejam
concluídas.

89
6 CONSIDERAÇÕES FINAIS
Na revisão bibliográfica procurou-se abordar todos os conceitos da filosofia
que estavam diretamente ligadas ao foco do trabalho e mostrar a importância de se
rever os conceitos de sistemas produtivos presentes nas empresas de produção em
massa, com o intuito de eliminar os desperdícios e se tornar competitivo no
mercado.
No estudo de caso, o principal tipo de dificuldade encontrada foi relacionado
ao comportamento das pessoas. As pessoas estão acostumadas a trabalhar de uma
maneira desde quando entraram na empresa. Na área de estatores a maioria das
pessoas, resistentes às mudanças, são colaboradores que têm mais de cinco anos
de trabalho prestados à empresa. Por isso, as propostas de melhorias foram focadas
em treinamentos e incentivos a estes colaboradores, porque quando estamos
tratando de pessoas, deve-se levar em consideração que elas são a base para que
a implantação e a implementação da filosofia Lean dêem certo.
Para que a semana kaizen tenha sucesso, assim como toda a implantação da
filosofia na empresa, além de ter as ações realizadas completamente, é necessário
ter o apoio de todos os colaboradores de todos os níveis hierárquicos da empresa. A
chefia ficaria com a parte de incentivo e recursos e os colaboradores do chão de
fábrica ficariam com a participação na implantação e implementação do sistema.

90
Outras dificuldades encontradas para o desenvolvimento deste trabalho foram
as informações de implantação da filosofia na empresa serem muito escassas, pois
alguns arquivos importantes não foram encontrados, por isso a necessidade de fazer
entrevistas para resgatar um pouco destas informações perdidas. Vale enfatizar
também que a implantação da filosofia na empresa tem uma estrutura muito forte e
competente, visto que os resultados obtidos até agora são muito bons.
Com relação aos objetivos traçados no capítulo 1, veremos como eles foram
atingidos:
1- Apresentar uma pesquisa teórica sobre os conceitos da Filosofia Lean:
Em todo o capítulo 2 foi apresentada uma pesquisa teórica para que todos os
termos, ferramentas e métodos apresentados no decorrer do trabalho, assim como
todas as dificuldades listadas fossem compreendidos.
2. Definir e mostrar de forma clara as principais dificuldades de implantação da
filosofia lean utilizando as ferramentas: Trabalho Padronizado e Sistema Puxado,
aplicadas por meio de kaizens:
No capítulo 4 (estudo de caso) foram apresentadas as principais dificuldades
encontradas para a implantação da filosofia e que atingem diretamente o sucesso do
kaizen.
3. Propor melhorias de acordo com as dificuldades diagnosticadas.
Foram apresentadas as melhorias para as principais dificuldades
encontradas. Nas tabelas 6 e 7 é possível perceber de uma forma mais resumida
quais foram as melhorias propostas.
É válido comentar que as outras ferramentas de qualidade e produtividade
aplicadas pela empresa como Seis Sigma, TQC (Total Quality Control) ou controle

91
da qualidade total, e o programa CCQ, continuam sendo realizadas na rotina da
empresa.
Para reforçar mais uma vez a importância deste estudo, pode-se afirmar que
foi muito proveitoso realizar este trabalho, e ainda mais estar participando desta
implantação na empresa, pois o conhecimento que está sendo adquirido e colocado
em prática permitiu obter uma nova visão de um sistema enxuto de fabricação.
6.1 SUGESTÕES PARA TRABALHOS FUTUROS
Analisar dificuldades de outros setores produtivos com base nas dificuldades
e propostas de melhorias encontradas neste trabalho, fazendo com que as
propostas sejam aplicadas em empresas de outros ramos de negócios.
Avaliar dificuldades relacionadas às outras ferramentas de implantação da
filosofia, como troca rápida de ferramenta, cinco S, disponibilidade, qualidade na
fonte. Assim, os caminhos de implantação e implementação da filosofia poderão ser
mais eficazes.

92
REFERÊNCIAS
ALVES, Magda. Como escrever teses e monografias: um roteiro passo a passo. Rio de Janeiro: Campus, 2003.
GIL, A. C. Como elaborar projetos de pesquisa. São Paulo: Atlas, 2002.
LEAN INSTITUTE BRASIL. Disponível em: <www.lean.org.br>. Acesso em: 07 setembro 2006.
MONDEN, Yasuhiro. Produção sem estoques: uma abordagem prática do sistema Toyota de Produção. São Paulo: IMAM, 1984.
MOREIRA, M. P. & FERNANDES, F. C. F. Avaliação do mapeamento do fluxo de valor como ferramenta da produção enxuta por meio de um estudo de caso. XXI Encontro Nacional de Engenharia de Produção. Salvador, 2001.
OHNO, Taiichi. O Sistema Toyota de Produção: além da produtividade em larga escala. Porto Alegre: Artes Médicas, 1997.
OSADA, Takashi. Housekeeping, 5S’s: seiri, seiton, seiso, seiketsu, shitsuke. São Paulo: IMAM, 1992.
ROTHER, Mike; SHOOK, John. Aprendendo a enxergar: mapeando o fluxo de valor para agregar valor e eliminar o desperdício. São Paulo: Lean Institute Brasil, 1999.
SHINGO, Shigeo. Sistemas de Produção com estoque zero: o sistema Shingo para melhorias contínuas. Porto Alegre: Artes Médicas, 1996.

93
SILVA, João Martins da. O ambiente da qualidade na prática – 5S. Belo Horizonte: Fundação Christiano Ottoni, 1996.
TUBINO, Dalvino Ferrari. Sistemas de Produção: A Produtividade no chão de fábrica. Porto Alegre: Bookman, 1999.
WOMACK, J.P.; JONES. D.T.; A Mentalidade Enxuta nas empresas: elimine o desperdício e crie riqueza. 6ª edição. Rio de Janeiro: Campus, 2004.
WOMACK, J.P.; JONES. D.T.; ROOS, D. A máquina que mudou o mundo. 5ª edição. Rio de Janeiro: Campus, 2004.

94
APÊNDICES
APÊNDICE A – MAPA DO FLUXO DE VALOR (LINHA 1)

95

96
APÊNDICE B – VSD – MAPA DO FLUXO DE VALOR FUTURO

97

98
APÊNDICE C – PRATICAL VISION

99

APÊNDICE D – ALTERAÇÕES PROPOSTAS NAS ETAPAS PRECEDENTES
100

101
APÊNDICE E – ETAPAS DO GEMBA KAIZEN