Embed Size (px)
Citation preview
CEFET - PR
DAELT
SISTE
MA
DE
AU
TO
MA
ÇÃ
O D
A A
QU
ISIÇÃ
O D
E D
AD
OS PA
RA
O C
ON
TR
OL
E D
A Q
UA
LID
AD
E N
A T
RIT
EC
MO
TO
RS
2004
CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DO PARANÁ
DEPARTAMENTO ACADÊMICO DE ELETROTÉCNICA
CURSO DE ENGENHARIA ELÉTRICA – ÊNFASE ELETROTÉCNICA
SISTEMA DE AUTOMAÇÃO DA AQUISIÇÃO DE
DADOS PARA O CONTROLE DA QUALIDADE NA
TRITEC MOTORS
CURITIBA
2004
CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DO PARANÁ
DEPARTAMENTO ACADÊMICO DE ELETROTÉCNICA
CURSO DE ENGENHARIA ELÉTRICA – ÊNFASE ELETROTÉCNICA
ADRIANO KÖHLER
TARCÍSIO LUCAS DA CRUZ FILHO
THOMÁS SIMON PEREIRA
SISTEMA DE AUTOMAÇÃO DA AQUISIÇÃO DE DADOS PARA O
CONTROLE DA QUALIDADE NA TRITEC MOTORS
CURITIBA
2004

ADRIANO KÖHLER
TARCÍSIO LUCAS DA CRUZ FILHO
THOMÁS SIMON PEREIRA
SISTEMA DE AUTOMAÇÃO DA AQUISIÇÃO DE DADOS PARA O
CONTROLE DA QUALIDADE NA TRITEC MOTORS
Trabalho de conclusão de curso apresentado a disciplina de Projeto Final 2 como requisito parcial para a obtenção do grau em Engenharia Industrial Elétrica - Ênfase em Eletrotécnica do Centro Federal de Educação Tecnológica do Paraná.
Orientador: Prof. Luiz Erley Schafranski, Dr.
CURITIBA
2004

ADRIANO KÖHLER
TARCÍSIO LUCAS DA CRUZ FILHO
THOMÁS SIMON PEREIRA
SISTEMA DE AUTOMAÇÃO DA AQUISIÇÃO DE DADOS PARA O CONTROLE DA QUALIDADE NA TRITEC MOTORS
Este Projeto Final de Graduação foi julgado e aprovado como requisito parcial para obtenção do tıtulo de Engenheiro Eletricista pelo Centro Federal de Educação Tecnológica do Paraná
Curitiba, 23 de setembro de 2004
______________________________
Prof. Paulo Sérgio Walenia Coordenador de Curso
Engenharia Industrial Elétrica – Ênfase Eletrotécnica
______________________________ Prof. Ivan Eidt Colling, Dr.
Coordenador de Projeto Final de Graduação Engenharia Industrial Elétrica – Ênfase Eletrotécnica
______________________________ Prof. Luiz Erley Schafranski, Dr.
Orientador
______________________________ Prof. Winderson Eugênio dos Santos, Dr.
______________________________ Prof. Jorge Assade Leludak, M.Sc.

AGRADECIMENTOS
Queremos agradecer inicialmente a Deus e aos nossos pais, Aureliano e Lídia, Tarcísio e
Ermelinda, Manoel e Marina, pelos conselhos e incentivo fornecido durante o curso de
graduação. Agradecemos em especial às nossas esposas, Alessandra, Márcia e Juliana pela
compreensão e apoio ao longo desse percurso.
Gostaríamos de fazer um agradecimento especial ao nosso orientador, Prof. Luiz Erley
Schafranski, pela atenção, dedicação na orientação deste trabalho e principalmente pela
confiança demonstrada neste período. Da mesma forma aos Prof. Ivan Colling, Álvaro
Peixoto de Alencar Neto e Winderson E. dos Santos pelo suporte concedido no
desenvolvimento desse projeto.
Agradecemos ainda à Tritec Motors, especialmente ao Eng. Marco Rivabem pelos
valiosos conselhos, pelo grande incentivo e pela confiança demonstrada ao possibilitar a
instalação do sistema piloto na coleta de dados na linha de montagem da Tritec Motors,
disponibilizando os equipamentos necessários e as condições para que a implantação fosse
realizada. Também gostaríamos de agradecer ao Eng. Rodrigo Acra, por aconselhar a
equipe no início do projeto e ao Eng. Everton Carriconde, por dedicar seu tempo e
conhecimento na discussão de temas importantes para a fundamentação teórica do
trabalho. Por fim, deixamos o agradecimento à todas aquelas pessoas não mencionadas,
mas que nos deram força de alguma maneira para conduzir este projeto.

“Pai, inclina-nos a pensar sentindo para que não guardemos gelo no cérebro,
e induze-nos a sentir pensando para que não tenhamos fogo no coração”.
Emmanuel

EPÍGRAFE
“Pai, inclina-nos a pensar sentindo para que não guardemos gelo no cérebro,
e induze-nos a sentir pensando para que não tenhamos fogo no coração”.
Emmanuel
RESUMO
O presente trabalho apresenta a implementação de um sistema de aquisição de
dados na fábrica de motores Tritec Motors, localizada em Campo Largo, PR. O objetivo da
solução é oferecer subsídios para a estrutura de controle de qualidade dos processos e controle
dos produtos fabricados na empresa, visando a manutenção de um sistema de melhoria
contínua. A motivação inicial para a proposta vem da percepçao detectada pela equipe da
possibilidade de se aprimorar o controle de qualidade da planta em questão. São descritos os
desafios presentes na montagem da solução do problema bem como os conceitos necessários
para entendimento das particularidades do processo industrial estudado.
Inicialmente são tratadas as tecnologias necessárias para implementação e
compreensão do sistema, tais como uma visão do estado da arte em termos do conceito de
Inteligência de Planta, ou Plant Intelligence. Támbem são tratados os aspectos de sistemas de
informação, automação industrial e controle da qualidade. Neste último item, o trabalho
procura estabeler uma relação entre a aplicação de sistemas de aquisição de dados e os reais
interesses e benefícios atingidos através de implementaçao de sistemas de aquisição de dados
em tempo real.
Após a revisão bibliográfica, é feita uma descrição do ambiente no qual foi
desenvolvida e executada a implementação da solução. São discutidos os aspectos técnicos e
orientações básicas para a solução.
A descrição da implementação é então feita. Todas as etapas de desenvolvimento
são amplamente expostas. Desta forma, buscou-se que o projeto também possa servir de
referência para aplicações semelhantes, bem como para a solução de problemas encontrados
durante o desenvolvimento. Após os conhecimentos passados durante a implementação, são
descritos os resultados obtidos.
O trabalho é então finalizado com as respostas aos objetivos propostos: se foram ou
não atingidos, porque isto ocorreu e como isto foi conseguido.

ABSTRACT
This work presents an implementation of a data acquisition system in Tritec Motors
plant, located in Campo Largo – PR. The solution’s goal is offer information to the quality
assurance team and keep the track of products of this plant, looking forward to maintain an
improvement cycle. The main motivation for this project was the early perception of the team
about the possibility to improve the quality control level in the observed plant. The challenges
will be during the development of the project as well as the necessary concepts to fully
understand the particularities of this factory process studied.
After describing the conception of the project, the work starts a review of the main
technologies and subjects that will help to understand the functionality and the state of art
concept of Plant Intelligence. It will be reviewed the concept of information systems and its
applications and components, as well as industrial automation. The work looks after a link
between the technical and the companies’ common goals, specifically in real time data
acquisition implementation.
After review of the subjects are done, it evolutes to the plant description. The basic
information given to the team, such as the choice of the machine to implement the solution,
the software available, among other information.
Then, the solution is fully and deeply described. The intention of the report it also
to help people who may want to implement similar solutions and may face difficulties such as
the ones faced during this project development and implementation.
To end this work, final comments are made, it will rescue the goals defined at the
conception and compare it to the achieved situation.
ÍNDICE DE FIGURAS
FIGURA 1: ESCOPO DO PROJETO LÓGICO DE UM SISTEMA DE INFORMAÇÃO....11 FIGURA 2: ESCOPO DE PROJETO FÍSICO DE SISTEMA DE INFORMAÇÃO ..............12 FIGURA 3: ARQUITETURA SIMPLIFICADA DE UM SISTEMA DE BANCO DE
DADOS ..............................................................................................................14 FIGURA 4: EMPREGO DE TECNOLOGIAS DE ACORDO COM NÍVEL EMPRESARIAL
............................................................................................................................17 FIGURA 5: PIRÂMIDE DA AUTOMAÇÃO .........................................................................20 FIGURA 6: DIAGRAMA EM BLOCOS DE UM CLP ..........................................................22 FIGURA 7: EXEMPLO DE PROGRAMA EM LINGUAGEM LADDER.............................22 FIGURA 8: EXEMPLO DE PROGRAMA EM LISTA DE INSTRUÇÕES..........................23 FIGURA 9: EXEMPLO DE PROGRAMA EM TEXTO ESTRUTURADO..........................23 FIGURA 10: EXEMPLO DE SFC OU GRAFCET .................................................................24 FIGURA 11: SÍMBOLOS BÁSICOS DA LINGUAGEM DE PROGRAMAÇÃO LADDER
............................................................................................................................24 FIGURA 12: EXEMPLO DE DIAGRAMA DE BLOCOS FUNCIONAIS............................25 FIGURA 13: SISTEMA PINAGEM E FUNÇÕES, VIA RS-232...........................................29 FIGURA 14: PROTOCOLOS DE COMUNICAÇÃO E BARRAMENTOS DE CAMPO NA
AUTOMAÇÃO ..................................................................................................30 FIGURA 15: MODELO DE SHEWHART DO CICLO PDCA .............................................38 FIGURA 16: DISTRIBUIÇÃO ESTATÍSTICA NORMAL. ..................................................39 FIGURA 17: ESQUEMATIZAÇÃO DO CONTROLE POR DETECÇÃO ..........................40 FIGURA 18: ESQUEMATIZAÇÃO DO CONTROLE POR PREVENÇÃO .......................41 FIGURA 19: DETALHE DA ESTRUTURA DA MÁQUINA DE TESTES DE
VAZAMENTO...................................................................................................48 FIGURA 20: POSICIONAMENTO DA MÁQUINA DE TESTES NA LINHA DE
MONTAGEM.....................................................................................................49 FIGURA 21: EQUIPAMENTO DE TESTES DE VAZAMENTO THYSSEN PMD02. .......50 FIGURA 22: CLP SCHNEIDER ELECTRIC TSX PREMIUM. ............................................50 FIGURA 23: PAINEL ANDON Nº 2 DA LINHA DE MONTAGEM DO MOTOR. ............51 FIGURA 24: TOPOLOGIA ANTIGA DA MÁQUINA DE TEST LEAK TEST 01. ..............52 FIGURA 25: TOPOLOGIA ATUAL DA MÁQUINA DE TEST LEAK TEST 01. ................55 FIGURA 26: TELA DO SOFTWARE DE PROGRAMAÇÃO PL7 PRO..............................56 FIGURA 27: APLICAÇÃO DO CLP – LOCALIZAÇÃO DA ROTINA QDCS ...................59 FIGURA 28: TELA DO SOFTWARE PL7 PRO – ROTINA QDCS.......................................60 FIGURA 29: LINHA %L10 DA ROTINA QDCS ..................................................................61 FIGURA 30: LINHA %L20 DA ROTINA QDCS ..................................................................69 FIGURA 31: LINHA DE PROGRAMAÇÃO %L30 DO CLP. ..............................................76 FIGURA 32: LINHA DE PROGRAMAÇÃO %L40 DO CLP. ..............................................79 FIGURA 33: LINHA DE PROGRAMAÇÃO %L50 DO CLP. ..............................................80 FIGURA 34: LINHA DE PROGRAMAÇÃO %L50 DO CLP. ..............................................82 FIGURA 35: LINHA DE PROGRAMAÇÃO %L80 DO CLP. ..............................................89 FIGURA 36: LINHA DE PROGRAMAÇÃO %L90 DO CLP. ..............................................90 FIGURA 37: SINALIZAÇÃO DO CLP PARA LEITURA DE DADOS PELO
SUPERVISÓRIO. ..............................................................................................93 FIGURA 38: ROTINA DE LEITURA DE DADOS DO CLP DA MÁQUINA DE TESTE DE
VAZAMENTO E SINALIZAÇÃO PARA O SUPERVISÓRIO. .....................95
FIGURA 39: COMANDO PARA LEITURA DE DADOS DO CLP DA MÁQUINA DE TESTES PELO CLP DO PAINEL ANDON. ....................................................96
FIGURA 40: DETALHE DA ÁRVORE DO PROGRAMA DESENVOLVIDO EM ELIPSE E3........................................................................................................................97
FIGURA 41: DETALHE DA CONFIGURAÇÃO DA BASE DE DADOS. ..........................98 FIGURA 42: DETALHE DOS PLCTAGS E O DRIVER MODBUS.....................................99 FIGURA 43: DETALHAMENTO DOS PLCTAGS NO E3. ................................................101 FIGURA 44: DETALHE DA ESCALA DE CONVERSÃO DOS VALORES DE
VAZAMENTO.................................................................................................101 FIGURA 45: TELA DE EXIBIÇÃO DE LEITURAS DE DADO DE LEAK TEST. ............102 FIGURA 46: CONSULTA DO E3BROWSER PARA LEITURA .......................................103 FIGURA 47: TELE INICIAL DO VIEWER .........................................................................104 FIGURA 48: DETALHE DOS CLP TAGS E PARÂMETROS...........................................105 FIGURA 49: SCRIPT DE LEITURA E GRAVAÇÃO NO HIST. .......................................106 FIGURA 50: TELA DE ENTRADA DO SCRIPT DE LEITURA DE DADOS E
GRAVAÇÃO NO HIST...................................................................................107 FIGURA 51: EVENTO DE DISPARO PARA O SCRIPT DE LEITURA E GRAVAÇÃO.108
ÍNDICE DE QUADROS
QUADRO 1: CONJUNTO DE CARACTERES ASCII ..........................................................27 QUADRO 2: EXEMPLO DE ESTADO DO BIT DE PARIDADE.........................................28 QUADRO 3: PARÂMETROS DA INSTRUÇÃO INPUT_CHAR ........................................62 QUADRO 4: EXEMPLO DE ALOCAÇÃO DE VALORES DE LEITURA NA MEMÓRIA
DO CLP ..............................................................................................................65 QUADRO 5: EXEMPLO DE ESTRUTURA DE ENDEREÇAMENTO DE WORDS E
BYTES.................................................................................................................66 QUADRO 6: PADRÃO PARA ORGANIZAÇÃO DA ESTRUTURA DE BITS...................72 QUADRO 7: RELACIONAMENTO ENTRE AS ÁREAS DE LEITURA E DE
CONVERSÃO....................................................................................................73 QUADRO 8: POSIÇÕES DE MEMÓRIA DO CLP PARA CÓPIA DE VALORES DE
LEITURA. ..........................................................................................................73 QUADRO 9: EXEMPLO DE LEITURAS E ALOCAÇÕES NAS POSIÇÕES DE
MEMÓRIA DO CLP..........................................................................................74 QUADRO 10: EXEMPLO DE VALORES TRATADOS NA ÁREA DE CONVERSÃO. ...75 QUADRO 11: CÓPIA DE VALORES DE LEITURA PARA ÁREA DE TRANSFERÊNCIA.
............................................................................................................................76 QUADRO 12: ORIGEM DOS BYTES DE LEITURA PELA POSIÇÃO DE MEMÓRIA NO
CLP.....................................................................................................................77 QUADRO 13: MESCLAGEM DAS WORDS EM POSIÇÃO DE MEMÓRIA NO CLP. .....78 QUADRO 14: TRANSFERÊNCIA DE VALORES PELA POSIÇÃO DE MEMÓRIA NO
CLP.....................................................................................................................79 QUADRO 15: PADRÃO DE NÚMERO DE SÉRIE ADOTADO NA TRITEC MOTORS. .85 QUADRO 16: CONSTRUÇÃO DO NUMERO DE SÉRIE EM POSIÇÕES DE MEMÓRIA
NO CLP. .............................................................................................................86 QUADRO 17: FORMAÇÃO DO NÚMERO DE SÉRIE POR CARACTERE PELA
POSIÇÃO DE MEMÓRIA NO CLP. ................................................................87 QUADRO 18: MOVIMENTAÇÃO DO NÚMERO DE SÉRIE PARA ÁREA DISPONÍVEL
DE MEMÓRIA. .................................................................................................88 QUADRO 19: INVERSÃO DE WORDS PARA CORRETA LEITURA DO DRIVER DO
SUPERVISÓRIO. ..............................................................................................92 QUADRO 20: FORMA DE INTERPRETAÇÃO PELO DRIVER DO SUPERVISÓRIO. ....92 QUADRO 21: DADOS FINAIS A SEREM LIDOS PELO SISTEMA SUPERVISÓRIO. ...94 QUADRO 22: LEITURA DE DADOS PELO SUPERVISÓRIO E POSIÇÕES DE
MEMÓRIA DO CLP........................................................................................100 QUADRO 23: ORIGEM DOS DADOS DE ENTRADA PARA OS CAMPOS...................103
SUMÁRIO
1 INTRODUÇÃO ................................................................................................................1
1.1 O PROBLEMA – CASO TRITEC MOTORS ...........................................................1
1.2 HIPÓTESES E PREMISSAS.....................................................................................3
1.3 JUSTIFICATIVA PARA O PROJETO .....................................................................4
1.4 OBJETIVOS...............................................................................................................4
1.4.1 Objetivo Geral ..................................................................................................4
1.4.2 Objetivos Específicos .......................................................................................4
1.5 METODOLOGIA.......................................................................................................5
1.6 ESTRUTURA DO TRABALHO ...............................................................................6
2 REFERENCIAL TEÓRICO ...........................................................................................7
2.1 SISTEMAS DE INFORMAÇÃO...............................................................................7
2.1.1 Sistema de Informações na Indústria................................................................9
2.1.2 Composição Básica de um Sistema de Informação........................................10
2.1.2.1 Banco de Dados.................................................................................13
2.1.3 Inteligência de Planta – Plant Intelligence .....................................................16
2.2 AUTOMAÇÃO INDUSTRIAL ...............................................................................18
2.2.1 Componentes da Automação Industrial..........................................................19
2.2.2 Elementos de Controle – Controladores lógicos programáveis - CLP..........21
2.2.3 Sistemas de Comunicação e Redes Industriais...............................................25
2.2.3.1 Comunicação Serial...........................................................................26
2.2.3.2 Redes de Comunicação Ethernet e TCP/IP .......................................29
2.2.3.3 Rede de Comunicação FIPWAY........................................................29
2.2.4 Supervisório....................................................................................................30
2.2.5 Sistemas de Aquisição de Dados e Controle Supervisório – SCADA ...........31
2.3 QUALIDADE INDUSTRIAL..................................................................................33
2.3.1 Os Conceitos de Qualidade ............................................................................33
2.3.2 A Revolução Industrial e o Desenvolvimento Histórico do Conceito de
Qualidade........................................................................................................34
2.3.3 O Controle de Qualidade ................................................................................37
2.3.4 O Método do Controle Estatístico do Processo - CEP ...................................39
2.3.5 A Coleta de Dados para Controle da Qualidade.............................................41
2.3.6 Automação na Coleta de Dados .....................................................................44
2.3.7 Requisito de Tempo Real na Coleta de Dados ...............................................45
3 O AMBIENTE DE IMPLEMENTAÇÃO....................................................................47
4 O DESENVOLVIMENTO E IMPLEMENTAÇÃO DO PROJETO ........................53
4.1 PROGRAMAÇÃO DO CLP....................................................................................56
4.1.1 O Programa de Aquisição de Dados...............................................................57
4.1.1.1 A Rotina QDCS.................................................................................58
4.1.1.2 Captura dos dados através de porta de comunicação serial RS-232 .61
4.1.1.3 Armazenamento dos dados na memória do CLP ..............................64
4.1.1.4 Tratamento dos dados para obtenção da informação relevante.........64
4.1.1.5 A Área de Conversão e sua Utilização..............................................71
4.1.1.6 Ajuste das Casas Decimais................................................................75
4.1.1.7 Ajuste de Unidades, Dezenas e Centenas..........................................78
4.1.1.8 Conversão para Inteiro ......................................................................80
4.1.1.9 Obtenção do Número de Série do Produto Testado – A Linha %80.85
4.1.1.10 Organização dos dados para correta leitura pelo supervisório - A
Linha %L90 ......................................................................................89
4.1.1.11 Sinalização para o sistema supervisório de que os dados estão prontos
..........................................................................................................93
4.1.2 A Rotina DCS do Painel Andon.....................................................................95
4.2 SISTEMA DE SUPERVISÃO .................................................................................96
4.2.1 Implementação do Sistema Supervisório .......................................................97
4.2.1.1 Elipse E3 DBServer...........................................................................98
4.2.1.2 Elipse E3 InternalTags ......................................................................98
4.2.1.3 Elipse E3 PCLTags ...........................................................................99
4.2.1.4 Tela de exibição do Elipse Leak Test Status ...................................102
4.2.1.4.1 Elipse E3 Browser.........................................................................103
4.2.1.5 Elipse E3 Viewer.............................................................................104
4.2.1.6 Elipse E3 Hist ..................................................................................104
4.2.1.7 Elipse E3 Scripts .............................................................................105
4.3 RESULTADOS OBTIDOS....................................................................................108
5 CONCLUSÕES.............................................................................................................110
6 REFERÊNCIAS ...........................................................................................................112
ANEXO A - O PROGRAMA SQCD

1
1 INTRODUÇÃO
Os sistemas de automação industrial permitem às companhias de manufatura
ganhos substanciais de produtividade e qualidade. A automação está cada vez mais presente
no chão-de-fábrica, sendo fundamental para garantir a competitividade das empresas.
Entretanto, a automação pode ir além do que apenas tornar os processos de
fabricação mais rápidos e precisos. Atualmente, a informação disponível na linha de produção
é primordial para a tomada de decisões na gestão das empresas. Ocorre que, na maioria das
vezes, essa informação valiosa não chega até o nível administrativo ou chega de forma
incompleta e com atraso. O emprego da automação na coleta instantânea de dados do chão-
de-fábrica, tratamento e análise desses dados vem se tornando uma tendência no
gerenciamento das plantas industriais.
Seguindo essa tendência, os fabricantes de sistemas de supervisão e controle vêm
desenvolvendo soluções para a completa monitoração dos processos fabris. Estas soluções são
capazes de fornecer desde dados de qualidade, como resultados de testes realizados nos
produtos durante as etapas da produção, informações sobre número de refugos, retrabalhos,
causas de refugos, até dados relativos à disponibilidade e produtividade, como: tempos de
ciclo, paradas, reduções de velocidade ou bloqueio da linha de produção. Esses dados não são
apenas coletados, mas tabulados e tratados através de ferramentas estatísticas para permitir
uma análise rápida por parte das áreas interessadas da empresa, inclusive servindo de subsídio
para a tomada de decisões estratégicas.
1.1 O PROBLEMA – CASO TRITEC MOTORS
No caso da Tritec Motors, fábrica de motores à combustão instalada em Campo
Largo, PR, existe a necessidade de melhoria da rastreabilidade de produtos e melhoria do
controle de qualidade, através do registro, organização e análise de dados de testes realizados
ao longo da linha de montagem final e das linhas de sub-montagem do cabeçote e do bloco.
Esses testes fazem parte das linhas acima citadas, ou seja, o produto é testado em
diversas fases do processo produtivo. Dentro do escopo desse trabalho, destaca-se o teste de
estanqueidade. Um exemplo de teste de estanqueidade é a verificação de vazamento na galeria
de água do motor, basicamente através da pressurização dessa galeria e medição da variação
de pressão ao longo de um tempo pré-determinado.
2
Sob a ótica do registro dos valores medidos nos testes de maneira geral, encontram-
se na empresa citada 3 casos:
1. Equipamentos que possuem um sistema próprio para coleta e
armazenamento dos resultados dos testes, inclusive registrando os dados
com o número de série do produto testado, além de interface com o usuário
para exposição desses dados e ferramentas de busca e análise;
2. Equipamentos que registram os resultados de um número limitado de testes,
sem associação com o número de série do produto testado;
3. Equipamentos que não registram resultados de testes, apenas informando
através de um sinal discreto se o teste atendeu às especificações ou não.
Nas situações que se enquadram na primeira condição, não há necessidade de
intervenção, considerando que o sistema atual é completo. Tratam-se de máquinas que
realizam um teste a frio do motor, através do acionamento do virabrequim por um servo-
motor e medição de diversas grandezas, como, por exemplo, pressões de exaustão, tensão de
ignição, sinal dos sensores do eixo de comando e de detonação. A aquisição e análise de
dados são feitas por microcomputadores, que repassam os resultados finais para um servidor1,
onde é realizado o registro definitivo. Esse sistema foi adquirido como uma solução completa
e já foi concebido com todas as características citadas.
No segundo caso têm-se os testes de torque, que são realizados em diferentes fases
da montagem. Em cada máquina de teste, os dados são adquiridos e analisados por um
microcomputador não conectado a nenhuma rede. Os resultados são registrados somente no
disco rígido desse microcomputador, em um banco de dados próprio, e identificados por um
número seqüencial sem relação com o produto. Além disso, o número de registros é limitado,
sendo equivalente a aproximadamente um dia de produção.
O terceiro caso corresponde aos testes de estanqueidade. São equipamentos
dedicados, que apagam o resultado do último teste assim que um novo teste se inicia.
Nos dois últimos casos citados, existe uma lacuna na rastreabilidade dos produtos
fabricados na empresa, pois não há registro de todos os resultados de testes, identificados
pelos números de série dos motores. Além disso, com a aquisição e registro desses dados, o
controle estatístico pode ser melhorado, permitindo maior rapidez na correção de desvios do

3
processo produtivo, confiabilidade nas análises de solução de problemas e identificação de
oportunidades de melhoria no processo.
O presente trabalho relata a implementação de uma solução específica e limitada a
uma máquina visando garantir a rastreabilidade de produtos e fornecer informações para o
sistema de controle de qualidade, com características que permitam a expansão da
implementação para outros elementos do processo produtivo da Tritec Motors. O trabalho
será baseado na filosofia de Inteligência de Planta, representando uma parcela de um sistema
mais amplo.
1.2 HIPÓTESES E PREMISSAS
Dado o problema que este trabalho propõe-se a resolver, são levantas as seguintes
hipóteses:
• É possível implementar uma solução de aquisição de dados sobre teste de
vazamento na linha de montagem da Tritec Motors, via comunicação serial;
• O software supervisório pode receber, armazenar e disponibilizar os dados
aquisitados;
• A implementação pode ser feita com um baixo investimento de
equipamentos;
As premissas para execução do projeto são as seguintes:
• Implementar o projeto sem que haja grandes investimentos;
• Utilizar equipamentos já em funcionamento;
• A solução implementada deve ser composta por elementos de mercado e,
também de fabricantes conceituados. Isto visa garantir a solução em si e a
sua continuidade;
• Garantir que não haja interrupções na produção, durante o desenvolvimento.
1 Servidor é um equipamento de informática que executa sistemas de informação específicos, provendo informações e facilidades a outros microcomputadores denominados clientes.

4
1.3 JUSTIFICATIVA PARA O PROJETO
Observando que a necessidade de sistemas capazes de integrar automaticamente os
equipamentos do chão-de-fábrica com os sistemas de informação das empresas está
aumentando rapidamente, conclui-se que um estudo sobre o estado da arte nessa área, seguido
pela implementação de um sistema na linha de montagem de uma fábrica terá grande valia. A
solução trata de uma alternativa de baixo custo que pode ser usada para integração de linhas
pequenas ou compostas por equipamentos sem possibilidade de comunicação através de
barramentos de campo2.
Do ponto de vista acadêmico, o trabalho pode servir de guia para o estudo de
sistemas supervisórios e de sistemas de informação, contemplando a parte técnica desses
sistemas e também apresentando o ponto de vista do usuário (cliente) ao trazer conceitos
relativos ao tipo de informação normalmente coletada pelo sistema, com foco em dados sobre
a qualidade do produto.
1.4 OBJETIVOS
1.4.1 Objetivo Geral
Apresentar uma solução para a aquisição, armazenamento e apresentação ao
usuário de dados relativos a testes de vazamento realizados em produtos na linha de
montagem da Tritec Motors, visando a garantia da rastreabilidade dos produtos e melhorar o
controle de qualidade no processo.
1.4.2 Objetivos Específicos
• Realizar um estudo sobre o “estado da arte” em sistemas de aquisição de
dados integrados aos sistemas de informação das empresas;
• Implementar uma solução para aquisição e armazenamento de dados
relativos à qualidade (resultados de testes de vazamento) na linha de
montagem da Tritec Motors;
2 Barramento de campo ou Field Bus é uma descrição genérica para as redes de comunicação industriais.

5
• Compatibilizar a solução a ser implementada com as instalações atuais da
fábrica da Tritec Motors;
• Verificar a compatiblidade da implementação da solução para outros setores
da Tritec Motors.
1.5 METODOLOGIA
Inicialmente será procedida uma investigação teórica sobre o estado da arte em
relação ao assunto, ou seja, as soluções existentes atualmente no mercado em termos de coleta
e armazenamento de dados de máquinas e equipamentos industriais e a forma de
disponibilizar estes dados para alimentar sistemas de análise e controle de qualidade. Este
estudo será realizado através de consulta a publicações de revistas técnicas da área de
automação industrial, catálogos de empresas que oferecem tais soluções, materiais técnicos
disponíveis na Internet e por intermédio de entrevistas com especialistas da área.
Após esta primeira abordagem, será iniciada uma etapa de análise das condições
existentes na linha de montagem da empresa Tritec Motors, principalmente em relação aos
dados atualmente disponíveis e sua integração durante o processo. Nesta fase serão realizadas
visitas in loco e reuniões com as áreas envolvidas e interessadas na implementação da
solução: Engenharia de Controle, Engenharia de Qualidade e TBS – Tritec Business System.
Estas entrevistas objetivam também buscar a exata necessidade da empresa e a forma
pretendida de implementação do sistema para a disponibilidade das informações. Nesta etapa
haverá também a necessidade de consulta aos catálogos e manuais dos fabricantes dos
equipamentos instalados na indústria e até a possibilidade de realização de reuniões com
representantes destas empresas na região.
Entendendo as particularidades dos equipamentos envolvidos e a real necessidade
da empresa, inicia-se então a fase de análise das possibilidades de implementação do sistema,
onde será determinada a melhor solução técnica para o problema, tendo como premissas
principais a confiabilidade e o baixo custo de implementação e operação.
Finalmente, com a base teórica do projeto desenvolvida, será iniciada a
implementação da solução, atendendo a uma máquina da linha de montagem da fábrica, a ser
determinada em conjunto com as áreas interessadas da empresa.
6
1.6 ESTRUTURA DO TRABALHO
Este trabalho está estruturado da seguinte forma: no primeiro capítulo há uma
introdução e justificativa para o tema, além de tratar da estrutura e metodologia de trabalho. O
capítulo 2 aborda os conceitos relevantes às tecnologias que compõem um sistema de
aquisição de dados e o conceito de rastreabilidade de produtos e controle de processo no
contexto da qualidade. Servindo então de guia para a estratégia proposta por este trabalho. No
capítulo 3 serão descritas as características e condições da planta em estudo, citando as
possibilidades para a implantação e validação da proposta. O capítulo 4 descreve aspectos
técnicos da implantação da solução proposta. O capítulo 5 apresenta os resultados obtidos
com a solução. Finalmente, no capítulo 6 são feitas as conclusões sobre o trabalho e
recomendações para projetos futuros.

7
2 REFERENCIAL TEÓRICO
O projeto a ser implementado visa utilizar modernas tecnologias de controle e
gerência da produção para garantia da rastreabilidade de produtos e melhoria continua do
processo. Há, portanto, o emprego de diversas tecnologias aplicadas em um sistema de
informação industrial. Dentre estas tecnologias, incluem-se: os sistemas de informação em si,
a automação industrial e seus componentes, a comunicação entre dispositivos, os sistemas de
banco de dados, entre outras.
A automação industrial aplicada no chão-de-fábrica já provou a sua capacidade de
melhorar o processo produtivo. O inter-relacionamento da automação industrial com sistemas
de informação nasceu da facilidade que estes sistemas têm em analisar e processar diferentes
tipos de dados. Mais ainda, com a possibilidade de comunicação direta em tempo real entre os
sistemas de informação e as células produtivas, através de recursos da automação industrial,
possibilita-se um ciclo de processo produtivo sendo verificado, realimentado e, caso
necessário, corrigido. Ou seja, fechando um ciclo de melhoria contínua.
Em uma análise complexa, pode-se entender o grande valor que informações em
tempo real em um processo produtivo podem ter quando reportadas de forma clara e objetiva.
Neste contexto, os dados aquisitados na solução proposta permitirão diversas análises
objetivando ganhos na qualidade do processo. A melhoria na qualidade é, em última instância,
o ganho prático que a indústria poderá observar através da aplicação desta solução. Desta
forma, a qualidade possui uma relação muito próxima com os aspectos técnicos da
implantação, beneficiando-se dos recursos existentes da automação industrial em sincronia
com a gerência exercida pelos sistemas de informação.
Dada esta condição entre os assuntos, será feita uma revisão de todos os temas que
irão auxiliar no desenho final da solução e sua implantação, além de aspectos a serem
considerados e que mostram a relevância do projeto, como o controle de qualidade.
2.1 SISTEMAS DE INFORMAÇÃO
Os computadores surgiram há cerca de 50 anos, e desde então, o homem tem se
preocupado em como obter benefícios desta máquina (VERRI, 1999). Assim, várias
atividades antes executadas manualmente com o auxílio de planilhas de papel, anotações

8
pelos usuários, confecção de documentos, passaram a poder ser executadas em sistemas de
computadores.
Os programas que são executados em computadores evoluíram naturalmente
agregando mais facilidades a execução de tarefas, expandindo-se amplamente para setores de
empresas, órgãos de governo, instituições de ensino, etc. Assim, iniciou-se o uso de
terminologias muito peculiares para estes sistemas de computadores, dentre as quais podemos
citar: Central de Processamento de Dados ou CPD, Tecnologia da Informação ou TI e Sistema
Operacional ou SO.
Dentre estes termos, temos um bastante difundido que é o de Sistemas de
Informação. A definição mais sucinta que há sobre sistemas de informação diz que: “trata-se
de um conjunto de componentes inter-relacionados trabalhando juntos para coletar, processar,
armazenar e distribuir informações e dados com fins de planejamento, controle, supervisão
em subsídio do processo decisório” (LAUDON, LAUDON, 1999, p. 4).
Sob estas etapas de um processo, podemos perceber que há benefícios específicos
que diversos segmentos de mercado irão perceber. Talvez segmentos que utilizam
intensivamente a mão-de-obra não consigam usufruir de todas as vantagens da automatização
como seria em um processo totalmente integrado e robotizado.
Com benefícios mais evidentes ou menos evidentes, indústrias ao redor do mundo
iniciaram um processo de implantação de sistemas de informação. Algumas o fizeram de
forma mais tímida, outras de maneira ampla, mas certamente pode-se perceber ao longo das
últimas duas décadas um crescimento de sistemas da informação no ambiente das indústrias.
Os investimentos em sistemas de informação tinham como objetivo atingir ganhos
diretos dentro dos processos produtivos internos, fossem estes ganhos contabilizados em
termos de: produtividade, redução de nível de estoques, administração de recursos humanos,
controle estatístico de processo ou ganhos e melhorias relativas ao controle da qualidade. Para
estes dois últimos, os sistemas de informação contavam com as informações do processo
produtivo que pudessem ser amostradas. Várias simulações e cálculos eram processados
manualmente para conseguir então obter dados e informes quantitativos e qualitativos sobre o
controle estatístico de processo e quanto ao controle da qualidade.
Várias referências são feitas na bibliografia a respeito de Sistemas de Informação
Computadorizados, onde se entende que são sistemas que além das características já
comentadas dos convencionais sistemas de informação, contam com o uso de computadores

9
para auxílio nas diferentes etapas do processo, a saber: coleta, processamento, armazenamento
e disponibilização para visualização de dados.
Pode-se então inferir que a evolução natural dos sistemas de informação foi a sua
migração para o mundo dos computadores. São assim, delegadas aos computadores funções
entendidas como: passíveis de automatização, intensivas em cálculo ou que tragam benefícios
de operação. Para auxiliar na contextualização destes sistemas de informação e quais são as
suas aplicações, serão enumeradas algumas aplicações práticas hoje comuns no âmbito
industrial:
• Sistemas de Gestão Empresarial, também conhecido como Enterprise
Resource Planning ou simplesmente ERP.
• Sistemas de Relacionamento com Clientes, também conhecidos como
Costumer Relationship Management ou simplesmente CRM.
• Sistema de folha de pagamento
• Sistema financeiro e de planejamento de fluxo de caixa
• Sistema de supervisão industrial ou simplesmente Supervisório.
2.1.1 Sistema de Informações na Indústria
Cada segmento de mercado tem as suas particularidades operacionais. A indústria é
um segmento normalmente conhecido pela implementação de maquinário e mão-de-obra com
o fim de transformar produtos (SILVEIRA, SANTOS, 1998, p. 5). São exemplos de
indústrias:
• Têxtil: transformação de matéria-prima como algodão e fibras sintéticas em
fios para confecção;
• Cabos Elétricos: utilizam metais como cobre, alumínio e PVC para
fabricação de cabos elétricos;
• Automotiva: transformam matérias-primas diversas como aço, plásticos,
componentes específicos em veículos ou mesmo componentes de veículos.
O ambiente das indústrias e, especificamente falando, do processo produtivo, foram
ao longo do tempo sendo estudados, pesquisados e alterados com o objetivo de melhorar sua
performance. Não é difícil imaginar que uma indústria que consiga produzir itens a um menor
10
custo operacional, com qualidade no processo produtivo e um tempo de entrega baixo, venha
a ter vantagem competitiva em seu mercado de atuação.
Com o passar do tempo, as evoluções tecnológicas contribuíram para que a
indústria atingisse novos ganhos no processo produtivo. Foi assim quando Henry Ford no
início do século XX, posteriormente por Alfred Sloan na GM nos anos de 1930 e com a
Toyota de Taiichi Ohno nos anos de 1950 (STRATEGOS, 2004). E desta forma, vários outros
sistemas foram desenvolvidos e implementados na tentativa de trazer ganhos ao processo
produtivo das indústrias. Os sistemas mencionados baseavam-se tanto em padrões de uso de
mão-de-obra quanto na disponibilidade de informação sobre como a produção estava
evoluindo. Junte-se a isto, o fato do acréscimo de sistemas de automação na indústria que
passou a contar com máquinas cada vez mais inteligentes. Seria uma conseqüência natural e
relevante associar as informações obtidas automaticamente na produção às necessidades e ao
planejamento de uma indústria.
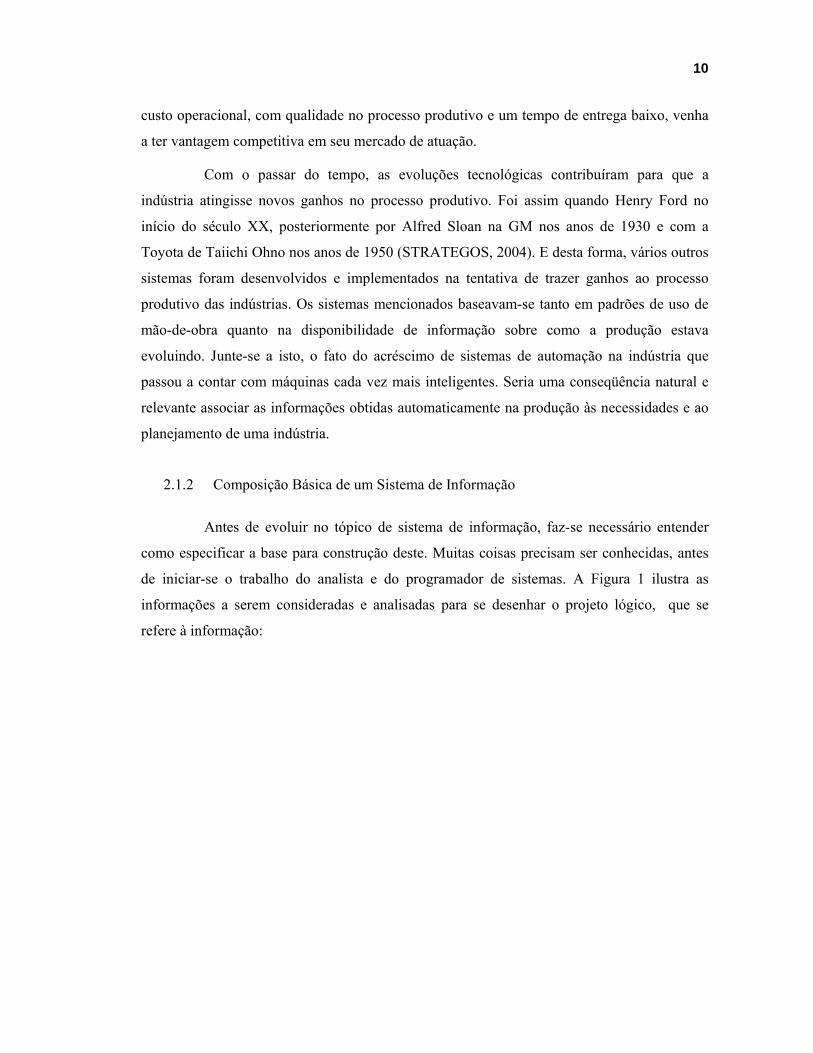
2.1.2 Composição Básica de um Sistema de Informação
Antes de evoluir no tópico de sistema de informação, faz-se necessário entender
como especificar a base para construção deste. Muitas coisas precisam ser conhecidas, antes
de iniciar-se o trabalho do analista e do programador de sistemas. A Figura 1 ilustra as
informações a serem consideradas e analisadas para se desenhar o projeto lógico, que se
refere à informação:
11
FIGURA 1: ESCOPO DO PROJETO LÓGICO DE UM SISTEMA DE INFORMAÇÃO
FONTE: LAUDON, Kenneth C.; LAUDON, Jane P. Sistemas de Informação com Internet, 4. ed. Rio de
Janeiro: Livros Técnicos e Científicos, 1999. p. 209.
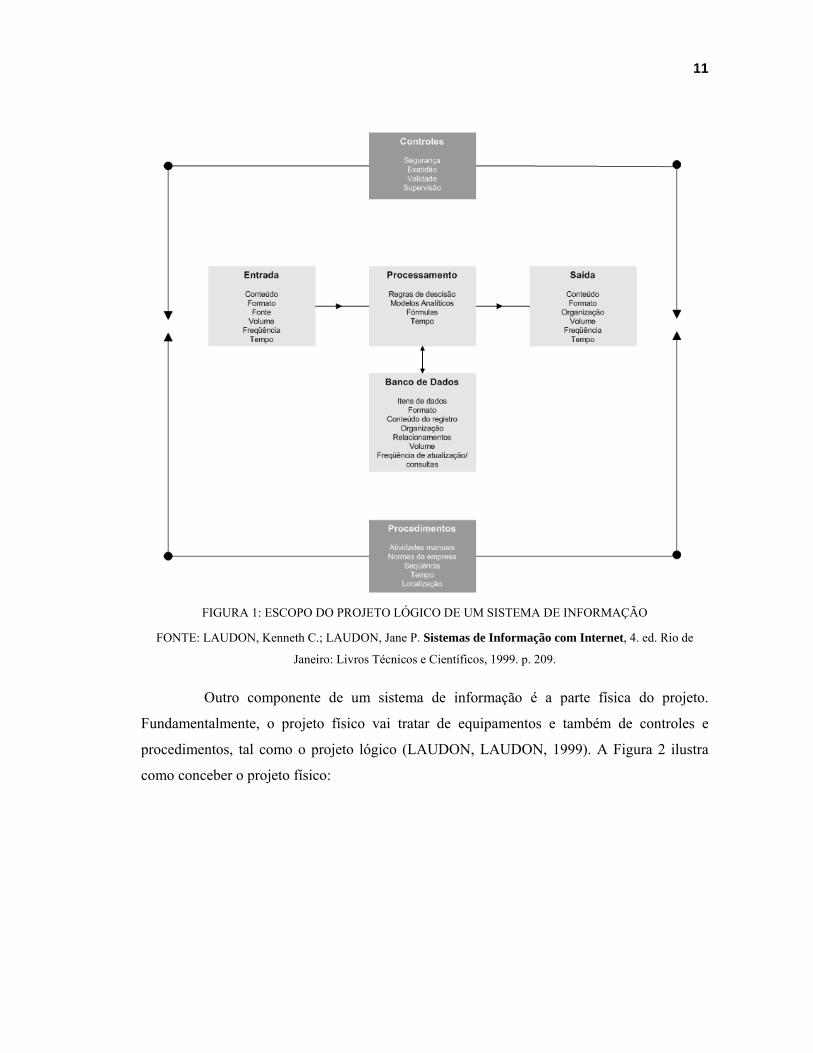
Outro componente de um sistema de informação é a parte física do projeto.
Fundamentalmente, o projeto físico vai tratar de equipamentos e também de controles e
procedimentos, tal como o projeto lógico (LAUDON, LAUDON, 1999). A Figura 2 ilustra
como conceber o projeto físico:
12
FIGURA 2: ESCOPO DE PROJETO FÍSICO DE SISTEMA DE INFORMAÇÃO
FONTE: LAUDON, Kenneth C.; LAUDON, Jane P. Sistemas de Informação com Internet, 4. ed. Rio de
Janeiro: Livros Técnicos e Científicos, 1999. p. 210.
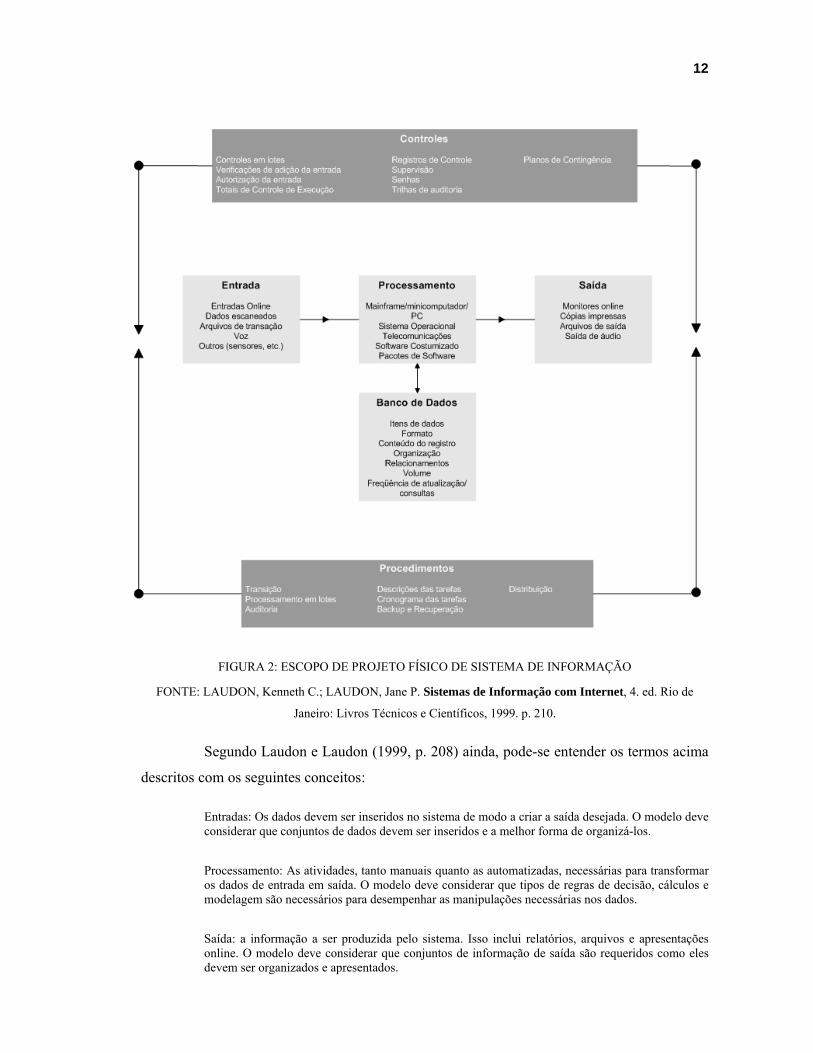
Segundo Laudon e Laudon (1999, p. 208) ainda, pode-se entender os termos acima
descritos com os seguintes conceitos:
Entradas: Os dados devem ser inseridos no sistema de modo a criar a saída desejada. O modelo deve considerar que conjuntos de dados devem ser inseridos e a melhor forma de organizá-los.
Processamento: As atividades, tanto manuais quanto as automatizadas, necessárias para transformar os dados de entrada em saída. O modelo deve considerar que tipos de regras de decisão, cálculos e modelagem são necessários para desempenhar as manipulações necessárias nos dados.
Saída: a informação a ser produzida pelo sistema. Isso inclui relatórios, arquivos e apresentações online. O modelo deve considerar que conjuntos de informação de saída são requeridos como eles devem ser organizados e apresentados.
13
Banco de dados: O método de organização e armazenamento de informações no sistema, por intermédio de meios computadorizados ou manuais. O modelo deve considerar que conjuntos de dados armazenar, quando e como atualizá-los, os relacionamentos entre eles e como devem ser organizados.
Procedimentos: as atividades que devem ser executadas pelos usuários finais e pela equipe de operação para operar e utilizar o sistema. O modelo deve considerar as atividades manuais necessárias para produzir as informações desejadas, as políticas da empresa e as regras que reagem essas atividades, bem como a seqüência das atividades.
Controles: Os processos manuais e automatizados e procedimentos que asseguram que o sistema seja acurado, seguro e que tenha o desempenho requerido. O modelo deve considerar testes e medidas para garantir que as informações produzidas sejam precisas e seguras.
Havendo então os projetos lógico e físico executados, o sistema de informação
poderá evoluir para uma fase de desenvolvimento. A parte denominada lógica deverá ser
descrita com informações sobre como irá operar o sistema. Já para o projeto físico, deve-se
descrever as plataformas gerais para execução dos sistemas, tais como capacidade de
processamento, sistema operacional, características de sensores, capacidade de
armazenamento e tecnologia de sistemas críticos, tais como o Banco de Dados.
2.1.2.1 Banco de Dados
Para que um Sistema de Informação funcione de maneira adequada dependerá de
uma série de pré-requisitos para funcionamento. Porém, nada pode ser construído ou
implementado caso não haja uma forma eficiente de operar com as informações, o que
atualmente é feito com uso de sistemas de banco de dados. Um sistema de banco de dados é
um sistema de armazenamento de informações, baseado em computador (DATE, 1986). Desta
forma, o objetivo principal é o de armazenar informações, mas também permitir organizá-las
e posteriormente para possibilitar seu acesso e consulta de maneira ágil e confiável. A figura 3
expõe o conceito básico da arquitetura de banco de dados.

14
FIGURA 3: ARQUITETURA SIMPLIFICADA DE UM SISTEMA DE BANCO DE DADOS
FONTE: DATE, C. J. Introdução a Sistemas de Banco de Dados 3. ed. Rio de Janeiro: Campus 1987. pág 27.
A sua base de funcionamento é estabelecer campos onde são inseridas informações
a serem tabuladas. Posteriormente a base de dados poderá ser consultada por meio de
pesquisas, amostragem, construção de relatórios e gráficos. Ou seja, são grandes repositórios
de informação onde se deseja armazenar informações de maneira organizada para posterior
consulta.
Da arquitetura básica exposta anteriormente, nota-se que o sistema de Banco de
Dados é composto de dados que são armazenados em um hardware, acessados por usuários
em diferentes programas e aplicações, ou simplesmente programas de computador. São
elementos que o compõem um sistema de banco de dados:
• Dados: Os dados nada mais são do que as informações em si. Sejam estes as
informações de alunos de uma instituição de ensino ou o estoque de uma
indústria. Dados são as informações a serem armazenadas. Os sistemas de
banco de dados têm a capacidade de compartilhar o acesso às informações,
ou seja, diversos usuários podem acessar a mesma informação ao mesmo
tempo.

15
• Software: Quando um usuário faz algum tipo de acesso ao Banco de Dados
está fazendo isto através de um programa de computador, ou software. Este
software faz uma requisição em um determinado padrão ao sistema de
Banco de Dados, que responde a esta requisição da maneira adequada.
Seguindo no exemplo do registro do Banco de Dados de uma instituição de
ensino, um usuário que emite o histórico do aluno acessa uma aplicação que
questiona o Banco de Dados: Qual é a nota final do aluno José? Quando
então o Banco de Dados irá responder simplesmente: 10,0.
Um outro elemento que participa do sistema são os usuários. Segundo Silberschatz,
Korth e Sudarshan (1999) podem ser definidos como as pessoas que tem algum tipo de acesso
às informações do sistema de Banco de Dados, e podem ser classificadas em 4 níveis
(SILBERSCHATZ, KORTH, SUDARSHAN, 1999):
• Programadores de aplicações: são os usuários que tem permissão de definir
aspectos construtivos de um sistema de banco de dados. Podem também
cadastrar outros usuários que terão acesso ao banco de dados.
• Usuários especialistas: são usuários de nível avançado, que podem criar
aplicações de consulta específica aos sistemas de banco de dados.
• Usuários sofisticados: são os que interagem com o sistema, porém sem criar
programas. Normalmente são criadores de ferramentas de consulta.
• Usuários navegantes: são aqueles que interagem com as informações
através de programas já escritos.
Segundo Date, há uma série de vantagens ao se utilizar um sistema de Banco de
Dados em uma corporação. São elas:
• A redundância de um dado pode ser reduzida
• A inconsistência dos dados pode ser evitada (até certo ponto)
• Os dados podem ser compartilhados
• Os padrões podem ser reforçados
• Podem ser aplicadas restrições de segurança
• A integridade pode ser mantida
• Necessidades conflitantes podem ser balanceadas
16
O banco de dados é o componente do sistema que, em última análise, pode garantir
a integridade dos dados. Por este motivo, deve ser considerado como uma das partes mais
críticas de um sistema de informação. Por isso, um sistema de banco de dados deve ter sua
operação, construção, desenvolvimento e acesso muito ponderados e projetados com todo o
cuidado possível.
2.1.3 Inteligência de Planta – Plant Intelligence
A cada ano os administradores de plantas industriais são desafiados a aumentar a
produtividade de suas estruturas de manufatura para atender as necessidades dos clientes, os
quais exigem gradativamente maior rapidez, qualidade, flexibilidade e agilidade no
atendimento. Ao mesmo tempo, devido ao aumento da concorrência no atual mercado
globalizado, as metas de redução de custos de fabricação são cada vez maiores, visando a
manutenção da competitividade e mesmo da sobrevivência dos empreendimentos fabris.
A montagem de uma estrutura de manufatura inteligente através das práticas de
Plant Inteligence é um importante requisito para atingir estes objetivos. Seguindo esta
tendência, é cada vez mais presente nas modernas plantas industriais o acompanhamento de
processos produtivos em tempo real. Este conceito de integração é comumente denominado
de Inteligência de Planta (INVENSYS, 2004), onde se preconiza que aja uma interação
prática desde o chão-de-fábrica, passando pelos níveis de supervisão até a direção, onde as
informações de qualquer ação tomada venham a ser registradas e analisadas. A figura 4 exibe
as tecnologias empregadas nos diferentes níveis de uma organização:

17
FIGURA 4: EMPREGO DE TECNOLOGIAS DE ACORDO COM NÍVEL EMPRESARIAL3
FONTE: LOZANO, Carlos de C. Introducción a Scada. Almedralejo: IES Santiago Apostol, 2002.
Utilizando-se das estruturas de automação em sinergia com os sistemas de
informação, o acompanhamento de processos on line proporciona a geração de relatórios
atualizados, auxiliando na tomada de decisões gerenciais.
Várias características dos produtos fabricados e das linhas de montagem podem ser
acompanhadas por estes sistemas interligados de manufatura. Por exemplo, dados sobre
refugos de produção, não-conformidades, gargalos de processo, performance e resultados de
testes realizados em componentes críticos em algum determinado período podem ser
facilmente visualizados através do armazenamento destas informações em bases de dados
centralizadas. Assim, o acesso a históricos de produção e o acompanhamento de tendências
dos processos viabiliza-se, agilizando a tomada de ações corretivas para a melhoria contínua
da performance e da qualidade nas unidades fabris.
Outro aspecto peculiar das estruturas inteligentes de manufatura é a melhoria da
rastreabilidade dos processos e produtos fabricados, garantindo a identificação de falhas na
montagem ou na concepção dos projetos. Por exemplo, um produto que é recolhido no
consumidor final por apresentar determinada não-conformidade necessariamente passou por
uma série de controles, que na verdade deveriam ter detectado o defeito na linha de
3 A descrição das tecnologias citadas na figura serão discutidas posteriormente neste trabalho.

18
montagem. Assim, o histórico de produção deve ser analisado para determinar qual o motivo
do produto não ter sido rejeitado no processo.
Outras áreas da estrutura industrial podem ser também otimizadas através do fluxo
de informações em tempo real. A efetiva identificação da capacidade dos processos e células
de manufatura possibilita uma programação de produção mais coerente com a demanda
requerida. Os procedimentos de compra de matérias-primas e a programação de entrega de
materiais por parte de fornecedores externos podem ser melhor gerenciados, possibilitando a
diminuição de estoques e a redução de custos de produção.
O acompanhamento da performance de máquinas e equipamentos também pode
auxiliar a estrutura de manutenção industrial. Diminuindo a possibilidade de quebras
repentinas, aumenta-se sensivelmente a eficiência e a confiabilidade dos processos.
Para que estes benefícios descritos possam ser atingidos, não basta apenas um
sistema de informações ou uma automação industrial eficiente, porém isolados. É condição
essencial que os sistemas de informação industrial opere em total interação com a automação
industrial. Portanto, em uma solução que busca implementar a aquisição de dados para
subsidiar o controle da qualidade, faz-se necessário compreender detalhes de uma estrutura de
automação na indústria.
2.2 AUTOMAÇÃO INDUSTRIAL
Um conceito bastante difundido para o tema é o que diz: “Entende-se por
automação qualquer sistema, apoiado por computadores, que substitua o trabalho humano e
que vise soluções rápidas e econômicas para atingir os complexos objetivos das indústrias e
serviços (MORAES, CASTRUCCI, 2001, p. 15).
O conceito de automação é diferente de mecanização. Isto porque a mecanização
consiste simplesmente no uso de máquinas para realizar um trabalho, substituindo assim o
esforço físico de um operário. Já a automação possibilita fazer um trabalho por meio de
máquinas controladas, capazes de se regularem sozinhas. Evoluindo ainda, o conceito de
automação industrial busca sempre conseguir melhorias no processo produtivo, através de
implementação de maquinário adequado e tecnologicamente avançado, juntamente com um
subsídio e troca de informações sobre o sistema.
No século XX, a tecnologia da automação passou a contar com elementos cada vez
mais sofisticados. Surgiram os servomecanismos, posteriormente os controladores lógicos
19
programáveis e os microcomputadores. Componentes com alto desempenho tais como:
microprocessadores, microcontroladores, memórias e sensores têm sido fabricados a um custo
suficientemente baixo para possibilitar a criação de dispositivos autônomos inteligentes
(BRUDNA, 2000).
A utilização dessas ferramentas e métodos de forma integrada torna possível
desenvolver sistemas de automação complexos que são compostos por uma série de
elementos, entre eles: sensores, atuadores, controladores e outros dispositivos conectados
entre si por uma rede de comunicação industrial, os quais podem cooperar para a realização
de tarefas de forma sincronizada.
2.2.1 Componentes da Automação Industrial
Quando se entende o conceito de automação, pode-se perceber que os elementos
que participam desta implementação podem ser os mais variados. Desde um simples cabo de
comunicação, até complexos sistemas de monitoramento, todos podem ser entendidos como
elementos de um sistema de automação industrial. Mesmo porque, devido à evolução da
tecnologia da automação, o seu grau de complexidade foi sendo elevado.
Segundo Borges (2004), cada sistema de automação industrial é composto por
cinco elementos básicos:
• Acionamento: provê o sistema de energia para atingir determinado objetivo.
É o caso dos motores elétricos e pistões hidráulicos, por exemplo;
• Sensoriamento: mede o desempenho do sistema de automação por uma
propriedade particular de algum de seus componentes. Como exemplos
destes elementos podemos citar termopares para medição de temperatura e
encoders para medição de velocidade;
• Controle: utiliza a informação dos sensores para regular o acionamento. Por
exemplo, para se manter o nível de água de um reservatório, utiliza-se um
controlador de fluxo que abre ou fecha uma válvula, de acordo com o
consumo. Mesmo um robô requer um controlador, para acionar o motor
elétrico que o movimenta;

20
• Comparador ou elemento de decisão: compara os valores medidos com os
pré-estabelecidos e toma a decisão de quando atuar no sistema. Como
exemplos, podem-se citar os termostatos e as válvulas de alívio de pressão;
• Programas: contém informações de processo e permitem controlar as
interações entre os diversos componentes.
Em soluções isoladas, portanto, pode-se inferir que todos os elementos de
automação industrial possam ser classificados como sendo componentes de uma das classes
descritas. Nos casos em que houver integração de elementos de automação, deve-se
considerar a existência dos elementos de infra-estrutura e comunicação que serão analisados
posteriormente neste trabalho.
Associando a classificação de Borges (2004) a Pirâmide da Automação descrita por
Moraes e Castrucci (2001), podemos ter que:
FIGURA 5: PIRÂMIDE DA AUTOMAÇÃO Fonte: MORAES, Cícero C.; CASTRUCCI, Plínio de L. Engenharia de Automação Industrial, Rio de
Janeiro: LTC, 2001. p. 17.
Onde teríamos emprego por níveis da seguinte forma:
• Nível 1: Há a presença maciça de elementos de sensoriamento e
acionamento;
• Nível 2: Elementos comparadores e suas interfaces e elementos de controle;
• Nível 3: Controle do processo feito através de programas e seus relatórios
técnicos;
21
• Nível 4: Controle de suprimentos através de relatórios dos dados de
produção;
• Nível 5: Gerenciamento de administração subsidiado com informações sos
sistemas gerenciais e dados completos com análise de produção.
2.2.2 Elementos de Controle – Controladores lógicos programáveis - CLP
Na evolução do maquinário de produção verificou-se a necessidade de facilitar a
sua programação e controle. As máquinas que eram configuradas uma a uma estavam prontas
para receber comandos diretamente de um dispositivo eletrônico. E foi com o intuito de
ocupar esta posição que foram desenvolvidos os controlares lógicos programáveis, ou
simplesmente CLPs. Segundo a norma NEMA, os CLPs são equipamentos de suporte
eletrônico-digital para armazenar instruções de funções específicas, como de lógica,
sequencialização, contagem e aritméticas; todas dedicas ao controle de máquinas e processos.
Desta forma, é possível utilizar inúmeros pontos de entrada de sinal para controlar pontos de
saída de sinal (cargas). A idéia da implementação de CLPs em um processo automatizado é
que ele concentre parte das informações para que possa garantir o andamento correto da
produção, e que cada máquina, equipamento, motor e qualquer outro elemento participante do
processo de automação passe a receber os comandos de funcionamento a partir de um ou mais
CLPs.
Basicamente, o CLP é um microcomputador dedicado ao controle de um sistema ou
processo. Para realizar essa função de controle, um CLP possui módulos de entradas e saídas
digitais e/ou analógicas. As entradas digitais podem ser agrupadas em conjuntos de 8 ou 16
bits4, de forma que a Unidade Central de Processamento, ou UCP, possa tratar as informações
como bytes5 ou words6. As entradas analógicas precisam ter seus valores convertidos para
binário, sendo então tratadas pela UCP.
O tratamento dado às entradas e saídas depende da lógica programada pelo usuário
do CLP. As saídas também podem ser digitais ou analógicas, da mesma forma que as
entradas. A figura 6 exibe o diagrama básico de um CLP:
4 Bit é a menor unidade de informação. 5 Conjunto de 8 bits que compõe uma informação. 6 Conjunto de 16 bits que compõe uma informação.
22
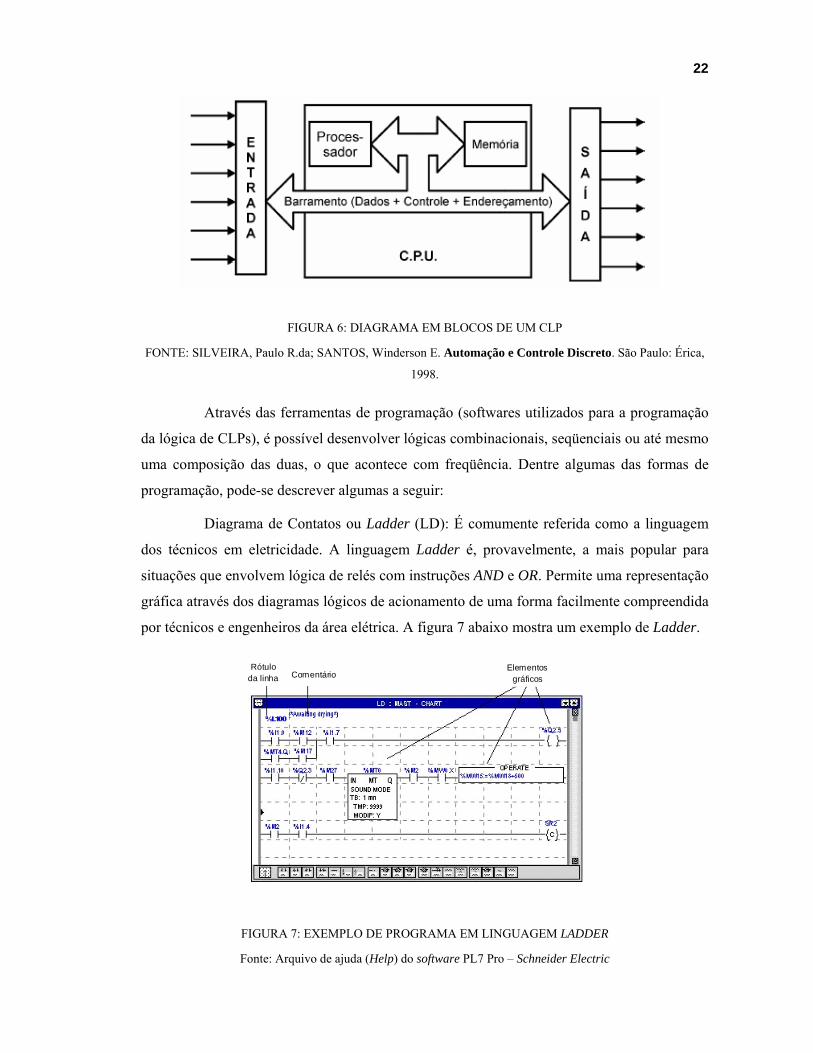
FIGURA 6: DIAGRAMA EM BLOCOS DE UM CLP
FONTE: SILVEIRA, Paulo R.da; SANTOS, Winderson E. Automação e Controle Discreto. São Paulo: Érica,
1998.
Através das ferramentas de programação (softwares utilizados para a programação
da lógica de CLPs), é possível desenvolver lógicas combinacionais, seqüenciais ou até mesmo
uma composição das duas, o que acontece com freqüência. Dentre algumas das formas de
programação, pode-se descrever algumas a seguir:
Diagrama de Contatos ou Ladder (LD): É comumente referida como a linguagem
dos técnicos em eletricidade. A linguagem Ladder é, provavelmente, a mais popular para
situações que envolvem lógica de relés com instruções AND e OR. Permite uma representação
gráfica através dos diagramas lógicos de acionamento de uma forma facilmente compreendida
por técnicos e engenheiros da área elétrica. A figura 7 abaixo mostra um exemplo de Ladder.
FIGURA 7: EXEMPLO DE PROGRAMA EM LINGUAGEM LADDER
Fonte: Arquivo de ajuda (Help) do software PL7 Pro – Schneider Electric
Rótulo da linha Comentário
Elementos gráficos

23
Lista de Instruções ou Instruction List (IL): É uma linguagem em estilo Assembler.
Mais popular para algoritmos relativamente simples, mas ainda freqüentemente utilizados.
Uma linguagem do tipo Assembler é relativamente tediosa para se programar. A figura 8
abaixo mostra um exemplo de Instruction List:
FIGURA 8: EXEMPLO DE PROGRAMA EM LISTA DE INSTRUÇÕES
Fonte: Arquivo de ajuda (Help) do software PL7 Pro – Schneider Electric
Texto Estruturado ou Structured Text (ST): Concebida como linguagem de alto-
nível. Texto Estruturado é uma linguagem similar à linguagem C++ que geralmente permite
grande flexibilidade no desenvolvimento de algoritmos de controle. Possui operadores para
permitir tomada de decisões (IF, CASE) e execução em loopings (FOR, WHILE, etc.). A
figura 9 abaixo mostra um exemplo do Texto Estruturado:
FIGURA 9: EXEMPLO DE PROGRAMA EM TEXTO ESTRUTURADO
Fonte: Arquivo de ajuda (Help) do software PL7 Pro – Schneider Electric

24
Gráfico de Função Seqüêncial ou Sequential Function Chart (SFC): Definida
como a linguagem estruturada. Os SFCs permitem a execução de algoritmos complexos
usando uma série de steps (passos) e transitions (transições). A cada step, uma rotina de
programa pode ser executada e o controle da seqüência do programa é feito através das
transições. A figura 10 abaixo ilustra um exemplo de SFC:
FIGURA 10: EXEMPLO DE SFC OU GRAFCET
FONTE: Arquivo de ajuda (Help) do software PL7 Pro – Schneider Electric
A linguagem de programação de CLPs mais comum atualmente é a Ladder
(SILVEIRA, SANTOS, 1998). Apesar de apresentar elementos simples, como contatos
abertos, contatos fechados e saídas, a linguagem Ladder está bastante evoluída,
principalmente nos CLPs mais modernos, com blocos de comando especiais como, por
exemplo, de controle de eixos e de comunicação de dados. A figura 11 demonstra alguns dos
símbolos básicos utilizados na linguagem Ladder:
FIGURA 11: SÍMBOLOS BÁSICOS DA LINGUAGEM DE PROGRAMAÇÃO LADDER
Fonte: BORGES, Francisco C. Curso Profissionalizante – Automação – Telecurso 2000. Disponível em: <
http://bibvirt.futuro.usp.br/textos/tem_outros/cursprofissionalizante/tc2000/automacao/automacao.html>. Acesso
em: 30 mai. 2004.
25
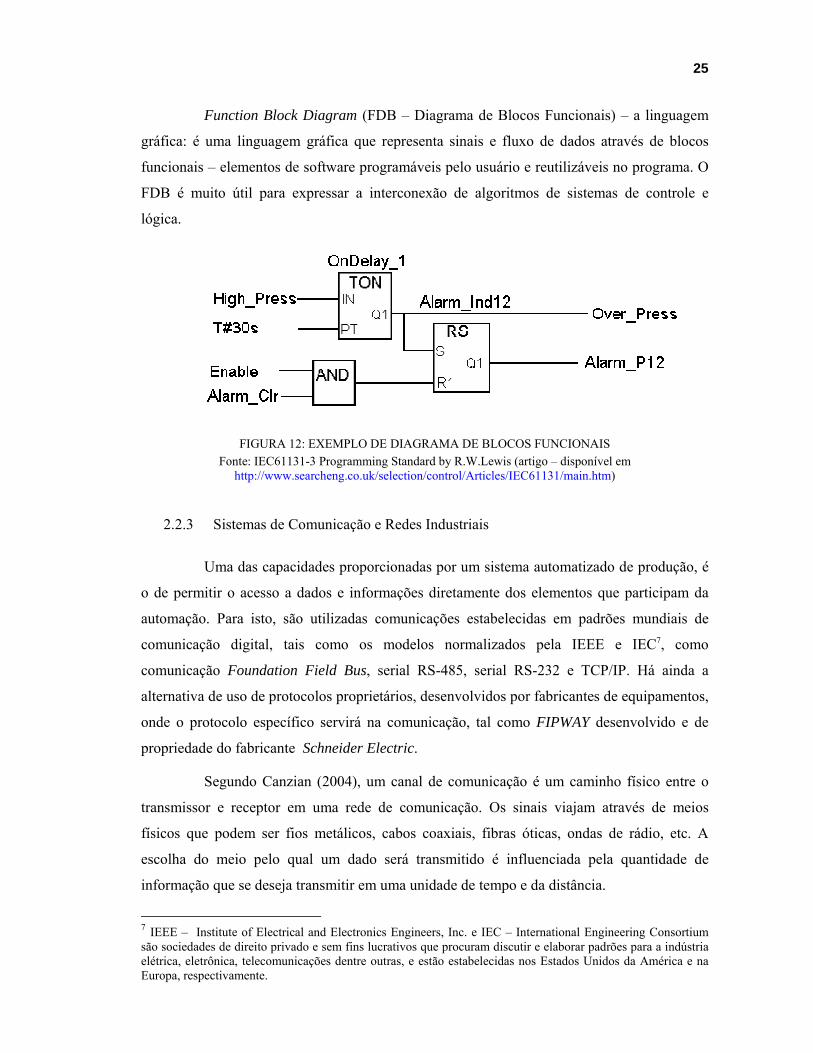
Function Block Diagram (FDB – Diagrama de Blocos Funcionais) – a linguagem
gráfica: é uma linguagem gráfica que representa sinais e fluxo de dados através de blocos
funcionais – elementos de software programáveis pelo usuário e reutilizáveis no programa. O
FDB é muito útil para expressar a interconexão de algoritmos de sistemas de controle e
lógica.
FIGURA 12: EXEMPLO DE DIAGRAMA DE BLOCOS FUNCIONAIS Fonte: IEC61131-3 Programming Standard by R.W.Lewis (artigo – disponível em
http://www.searcheng.co.uk/selection/control/Articles/IEC61131/main.htm)
2.2.3 Sistemas de Comunicação e Redes Industriais
Uma das capacidades proporcionadas por um sistema automatizado de produção, é
o de permitir o acesso a dados e informações diretamente dos elementos que participam da
automação. Para isto, são utilizadas comunicações estabelecidas em padrões mundiais de
comunicação digital, tais como os modelos normalizados pela IEEE e IEC7, como
comunicação Foundation Field Bus, serial RS-485, serial RS-232 e TCP/IP. Há ainda a
alternativa de uso de protocolos proprietários, desenvolvidos por fabricantes de equipamentos,
onde o protocolo específico servirá na comunicação, tal como FIPWAY desenvolvido e de
propriedade do fabricante Schneider Electric.
Segundo Canzian (2004), um canal de comunicação é um caminho físico entre o
transmissor e receptor em uma rede de comunicação. Os sinais viajam através de meios
físicos que podem ser fios metálicos, cabos coaxiais, fibras óticas, ondas de rádio, etc. A
escolha do meio pelo qual um dado será transmitido é influenciada pela quantidade de
informação que se deseja transmitir em uma unidade de tempo e da distância.
7 IEEE – Institute of Electrical and Electronics Engineers, Inc. e IEC – International Engineering Consortium são sociedades de direito privado e sem fins lucrativos que procuram discutir e elaborar padrões para a indústria elétrica, eletrônica, telecomunicações dentre outras, e estão estabelecidas nos Estados Unidos da América e na Europa, respectivamente.

26
Redes industriais podem estar baseadas em um ou mais padrões dentre os que
foram mencionados. É normal que ocorra uma mescla destes padrões visto que é incomum
uma padronização irrestrita em termos de maquinário e controladores lógicos. No caso
específico da Tritec, a máquina de ensaio de vazamento conta com uma interface serial por
onde ela envia os dados de cada teste.
2.2.3.1 Comunicação Serial
O princípio da comunicação serial de equipamentos é que as informações ou bits
são enviados um após o outro através de um único meio físico. Fica evidente um benefício
deste tipo de transmissão que é a simplicidade do meio de transmissão. Há, porém, a
contrapartida da transmissão serial que é a sua limitação em termos de velocidade
(CAMPBEL, 1990). Mas em vários casos em que é aplicada, e especialmente quando estamos
tratando de supervisão ou aquisição de dados, a interface garante eficácia.
Os caracteres enviados através de diferentes padrões de comunicação serial seguem
o padrão ASCII (American Standard Code for Information Interchange) de 7 bits, o qual é
listado no quadro 7 a seguir:

27
QUADRO 1: CONJUNTO DE CARACTERES ASCII FONTE: CANZIAN, Edmur. MINICURSO sobre Comunicação Serial – RS-232. Disponível EM:
<http://www.cin.ufpe.br/~hfn/Mestrado/comun_serial.pdf>. Acesso em: 30 mai. 2004.
Ruídos e distúrbios elétricos momentâneos são fatos reais e freqüentes em um
ambiente industrial. E podem causar mudanças nos dados quando estão trafegando pelos
canais de comunicação. Havendo falha do receptor, a mensagem recebida será incorreta,
resultando em conseqüências possivelmente sérias. Se um erro pode ser sinalizado, pode ser
possível pedir que o pacote com erro seja reenviado, ou no mínimo prevenir que os dados
sejam tomados como corretos. Se uma redundância na informação for enviada, 1 ou 2 bits de
erros podem ser corrigidos pelo hardware no receptor antes que o dado chegue ao seu destino
(CANZIAN, 2004).
A verificação de paridade é um dos mecanismos mais simples para detecção de
erros. A cada caractere transmitido é acrescentado um bit que irá indicar se a quantidade total
de bits 1 seja par (“paridade par”) ou ímpar (“paridade ímpar”). O equipamento transmissor
28
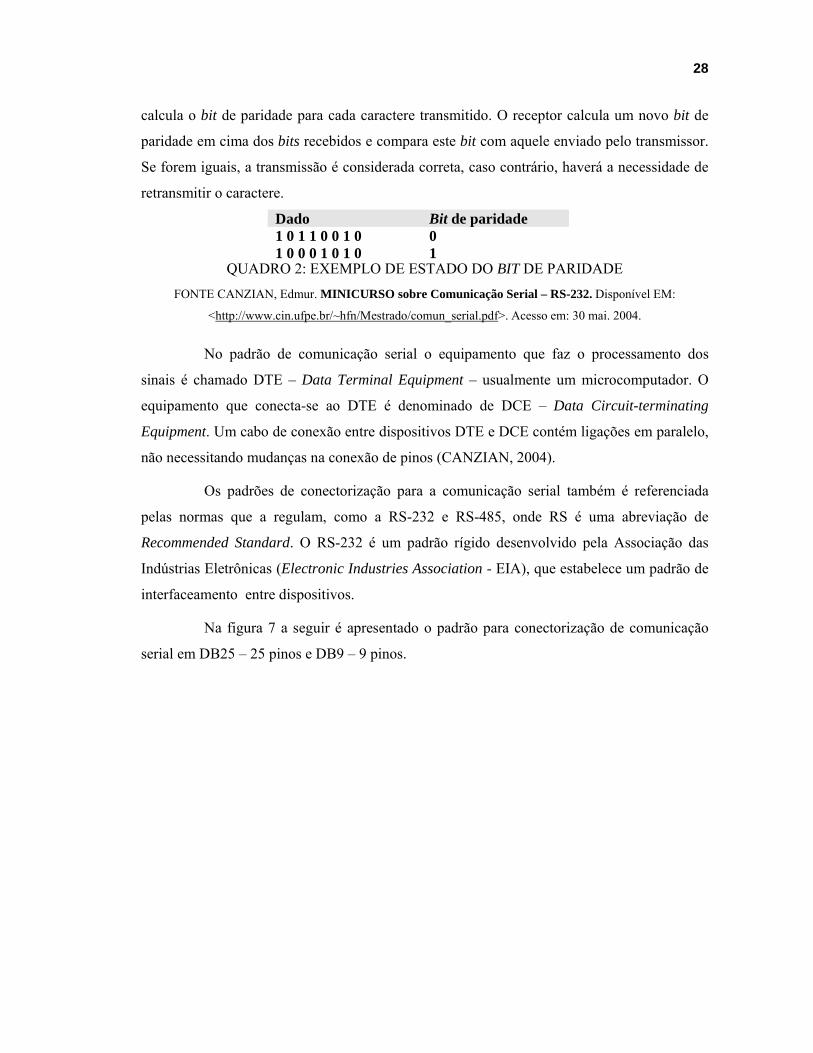
calcula o bit de paridade para cada caractere transmitido. O receptor calcula um novo bit de
paridade em cima dos bits recebidos e compara este bit com aquele enviado pelo transmissor.
Se forem iguais, a transmissão é considerada correta, caso contrário, haverá a necessidade de
retransmitir o caractere.
Dado Bit de paridade 1 0 1 1 0 0 1 0 0 1 0 0 0 1 0 1 0 1
QUADRO 2: EXEMPLO DE ESTADO DO BIT DE PARIDADE FONTE CANZIAN, Edmur. MINICURSO sobre Comunicação Serial – RS-232. Disponível EM:
<http://www.cin.ufpe.br/~hfn/Mestrado/comun_serial.pdf>. Acesso em: 30 mai. 2004.
No padrão de comunicação serial o equipamento que faz o processamento dos
sinais é chamado DTE – Data Terminal Equipment – usualmente um microcomputador. O
equipamento que conecta-se ao DTE é denominado de DCE – Data Circuit-terminating
Equipment. Um cabo de conexão entre dispositivos DTE e DCE contém ligações em paralelo,
não necessitando mudanças na conexão de pinos (CANZIAN, 2004).
Os padrões de conectorização para a comunicação serial também é referenciada
pelas normas que a regulam, como a RS-232 e RS-485, onde RS é uma abreviação de
Recommended Standard. O RS-232 é um padrão rígido desenvolvido pela Associação das
Indústrias Eletrônicas (Electronic Industries Association - EIA), que estabelece um padrão de
interfaceamento entre dispositivos.
Na figura 7 a seguir é apresentado o padrão para conectorização de comunicação
serial em DB25 – 25 pinos e DB9 – 9 pinos.

29
FIGURA 13: SISTEMA PINAGEM E FUNÇÕES, VIA RS-232
FONTE: EIA - Electronic Industries Association, Norma TIA-232f,
2.2.3.2 Redes de Comunicação Ethernet e TCP/IP
O modelo ethernet é o mais conhecido padrão de comunicação física para
interligação de computadores e vem sendo regulamentado pela IEEE em suas normas
802.3(IEEE, 2002). Já o conhecido Transfer Control Protocol/Internet Protocol, ou
simplesmente TCP/IP, é hoje amplamente instalado em redes de empresas no âmbito dos
escritórios. Assim, temos o meio físico e a linguagem de comunicação mais usados operando
juntos. Por serem tecnologias bastante difundidas, percebe-se que alguns elementos do
sistema de automação industrial passam a incorporar conexões ethernet suportanto protocolos
TCP/IP. Permitindo assim a fácil integração de elementos anteriormente isolados na
comunicação com dispositivos de automação industrial, caso de CLPs, que passam a contar
com a possibilidade de comunicar-se diretamente com computadores em alta velocidade.
2.2.3.3 Rede de Comunicação FIPWAY
Como foi descrito, há vários padrões de comunicação estabelecidos no mundo.
Com o intuito de agregar mais funcionalidades aos padrões, alguns fabricantes optam por
customizar determinados padrões, e utilizá-los como proprietários para sua linha de produtos.
30
Isto ocorre com o protocolo FIPWAY, baseado no padrão de barramento de campo WorldFip.
O princípio de funcionamento do protocolo FIPWAY é de transmissão serial via conectores de
9 ou 25 pinos, padrão RS-232 ou RS-485.
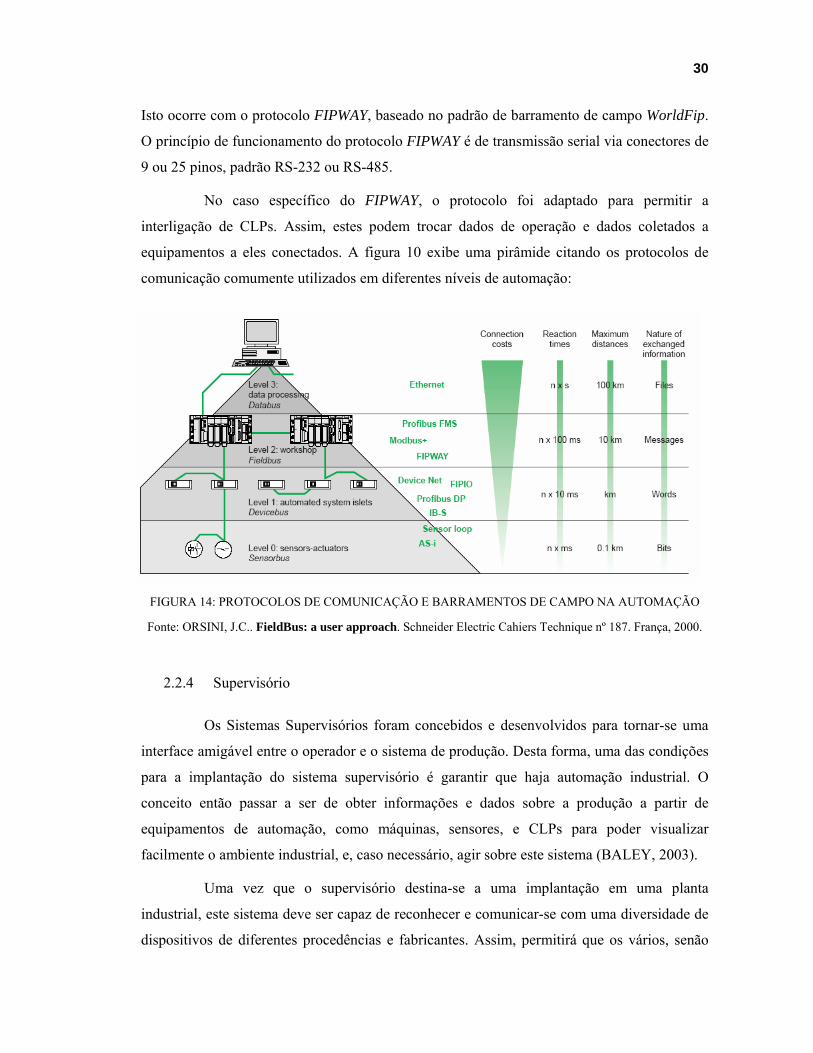
No caso específico do FIPWAY, o protocolo foi adaptado para permitir a
interligação de CLPs. Assim, estes podem trocar dados de operação e dados coletados a
equipamentos a eles conectados. A figura 10 exibe uma pirâmide citando os protocolos de
comunicação comumente utilizados em diferentes níveis de automação:
FIGURA 14: PROTOCOLOS DE COMUNICAÇÃO E BARRAMENTOS DE CAMPO NA AUTOMAÇÃO
Fonte: ORSINI, J.C.. FieldBus: a user approach. Schneider Electric Cahiers Technique nº 187. França, 2000.
2.2.4 Supervisório
Os Sistemas Supervisórios foram concebidos e desenvolvidos para tornar-se uma
interface amigável entre o operador e o sistema de produção. Desta forma, uma das condições
para a implantação do sistema supervisório é garantir que haja automação industrial. O
conceito então passar a ser de obter informações e dados sobre a produção a partir de
equipamentos de automação, como máquinas, sensores, e CLPs para poder visualizar
facilmente o ambiente industrial, e, caso necessário, agir sobre este sistema (BALEY, 2003).
Uma vez que o supervisório destina-se a uma implantação em uma planta
industrial, este sistema deve ser capaz de reconhecer e comunicar-se com uma diversidade de
dispositivos de diferentes procedências e fabricantes. Assim, permitirá que os vários, senão

31
todos, elementos de um processo industrial possam ser interligados, monitorados e
comandados.
De maneira bastante simplificada, portanto, várias informações do processo
produtivo foram sendo recebidas e disponibilizadas para o software supervisório. A
disponibilidade destas informações possibilitou o desenvolvimento de análises antes difíceis e
complexas para se executar, dentre elas o próprio sistema de aquisição de dados.
Desde as primeiras aplicações da computação no ambiente industrial, têm-se
observado várias possibilidades de captura e conversão de dados em formas úteis para análise.
Integrando sistemas que gerenciam informações automaticamente, pode-se otimizar processos
desde a compra de matérias-primas até a entrega do produto final no consumidor.
Na aplicação da automação no controle de qualidade, há ganhos substanciais em
relação ao monitoramento de equipamentos e na melhoria do diagnóstico de problemas de
qualidade em produtos. Isto é possibilitado através da rastreabilidade do produto via a
aquisição de dados da produção.
2.2.5 Sistemas de Aquisição de Dados e Controle Supervisório – SCADA
SCADA é uma sigla para Supervisory Control And Data Acquisition. Como o
nome indica, os sistemas SCADA são sistemas de supervisão empregados para: controle e
aquisição de dados integrados com objetivo de supervisão. Dessa forma, são puramente
pacotes de software posicionados na parte de mais alto nível de um processo de controle,
acima do hardware ao qual fazem interface, geralmente Controladores Lógicos Programáveis
(CLPs) ou outros módulos de hardware comerciais (DANEELS, 2004).
Os componentes básicos de um sistema SCADA são:
• Sistema Supervisório: componente responsável pela gerência e controle
sobre os demais elementos;
• Banco de dados: responsável pelo armazenamento e repositório de dados;
• Sistemas de comunicação: cabos, redes de comunicação industrial e
drivers8;
8 Um driver de comunicação é um programa que realiza a comunicação(troca de dados) entre o micro e outro dispositivo.
32
• Equipamentos de produção: são os elementos que vão gerar a informação
para o sistema analisar.
Para que haja a integração de todos estes elementos, os sistemas SCADA são
concebidos de forma a operar com o que se denomina tags. Estas são unidades básicas de
informação que transitarão até o sistema supervisório através das diferentes infra-estruturas de
comunicação, devendo ser indiferente ao sistema se sua origem é analógica ou digital, pois a
rede de comunicação industrial irá se responsabilizar pela padronização digital de envio de
dados. Assim, tags podem ser endereços de memória de CLPs, ou de registradores e sensores.
Após ser estabelecida a comunicação de dados entre o supervisório e os elementos de
automação e aquisição de dados, uma base de informações será criada e mantida através de
um sistema de banco de dados. Desta forma, portanto, são permitidas as diferentes análises
das informações e controle do sistema de produção no chão-de-fábrica.
Segundo Zeilmann (2002), além das funções descritas, os sistemas SCADA
possuem funcionalidades adicionais para concentrar outras atividades, tal como: editor de
gráficos, editor de banco de dados e relatórios, além de ferramentas para desenvolvimento de
APIs e drivers. Este modelo de sistema permite aplicações extremamente interessantes, como:
• Aquisição de dados;
• Tratamento de alarmes;
• Tratamento de dados;
• Apresentação de dados (tendências, gauges, displays e animações);
• Controle de acesso;
• Redundância;
• Conectividade via TCP/IP;
A maioria das plantas industriais possui os dados de manufatura dispersos entre os
vários equipamentos e estes são disponibilizados através de diferentes sistemas de pesquisa e
coleta. Estes dados são provenientes das linhas de produção, laboratórios, áreas de
manutenção, logística e controladoria, por exemplo. Portanto, o problema reside no fato de
que normalmente estes sistemas são independentes ou há apenas uma pequena interação entre
uma ou outra aplicação. Esta situação cria uma lacuna e dificulta a tomada de decisões na
planta, uma vez que cada fonte de informação é incompleta sem a correspondência com os
dados provenientes de outras fontes do processo.
33
Um exemplo de conseqüência é a dificuldade em manter a pontualidade na entrega
de mercadorias quando há uma parada repentina e imprevista na linha de produção. A
determinação de tendências dos processos e sistemas é de substancial importância na tomada
de decisões e gerenciamento global do empreendimento (INVENSYS, 2004).
2.3 QUALIDADE INDUSTRIAL
Após a análise das teorias sobre os componentes de sistemas de informação e
automação industrial que proporcionam a montagem do sistema de aquisição de dados
descrito no presente trabalho, faz-se necessário pormenorizar os ganhos em termos de
controle de qualidade com a utilização da solução implementada.
Assim, para adequada conceitualização, neste item será apresentada a definição
comum de qualidade e controle de qualidade. Em seguida será apresentado o desenvolvimento
histórico dos sistemas de qualidade e suas ferramentas de controle dos processos fabris.
2.3.1 Os Conceitos de Qualidade
Conforme Ribeiro e Caten (2001), a qualidade pode ser definida como um conjunto
de atributos que tornam um produto ou serviço adequado ao uso para o qual foi concebido.
Assim, um produto ou serviço de qualidade é aquele que atende perfeitamente, de forma
confiável, acessível, segura e no tempo certo às necessidades do cliente.
O termo popular qualidade tem na vida prática um conceito universal aplicável para
todos os produtos e serviços. Assim, o melhor termo para definir esta abrangência é
“Conformidade para Uso” (JURAN, 1992), objetivando a satisfação do cliente.
A “Conformidade para Uso” é determinada por aquelas características do produto
que o usuário pode reconhecer como importantes para ele.
A qualidade de uma mercadoria é decorrente da qualidade do processo de
produção. Para se obter um produto com qualidade, deve-se acompanhar o seu ciclo de vida,
desde o projeto até a utilização. Há, portanto, a necessidade da identificação dos atributos que
determinarão a qualidade do componente (“Conformidade para Uso”), de modo a projetá-lo
para atender a tais especificações. O projeto deve refletir as necessidades da “Conformidade
para Uso”, e o produto deve também se conformar com o projeto. A extensão com a qual o
produto conforma com o projeto é chamada de Qualidade da Conformidade.
34
Assim, o objeto deve ser produzido dentro destas especificações e a sua utilização
final dever ser acompanhada, a fim de se verificar se o mesmo foi adequadamente projetado e
corretamente produzido.
A qualidade, então, é o resultado de um esforço no sentido de desenvolver o
produto ou serviço de modo tal que este atenda a determinadas especificações. Não se
consegue atingir qualidade se esta não for especificada (FEIGEMBAUM, 1986).
A Engenharia da Qualidade é o conjunto das técnicas e procedimentos utilizados
para estabelecer critérios e medidas da qualidade de um produto, identificar produtos que não
estejam conformes a tais critérios, evitando que cheguem ao mercado, e acompanhar o
processo de produção, identificando e eliminando as causas de não-conformidades
(FEIGENBAUM, 1986).
O enfoque tradicional da Engenharia da Qualidade enfatiza o controle, seja através
de inspeções de produto, seja através do controle do processo. Já uma visão mais moderna
preocupa-se com as ações preventivas que possam garantir que a qualidade será alcançada,
usando o controle apenas como apoio em um contexto de gestão total da qualidade, estendida
a todas as atividades da empresa.
Este trabalho de especificação e implementação de um sistema de aquisição de
dados de testes realizados na linha de montagem, portanto, encontra-se inserido como
componente para facilitar as atividades do setor de Engenharia da Qualidade.
A Engenharia da Qualidade é uma área importante na estrutura de gerenciamento
do processo de produção de uma empresa automatizada. Sua complexidade cresce no mesmo
ritmo em que os produtos se tornam mais complexos e da necessidade de se dinamizar e
aperfeiçoar a produção. Embora cresçam em complexidade, as atividade da Engenharia da
Qualidade contribuem para a simplificação dos produtos e dos processos. Esta simplificação
resulta numa significante redução dos custos (BANKS, 2001).
2.3.2 A Revolução Industrial e o Desenvolvimento Histórico do Conceito de Qualidade
A partir da invenção do tear hidráulico no século XVIII, ficara demonstrada a
possibilidade de mecanizar o trabalho e produzir um bem em série. Mas foi em 1776, com o
desenvolvimento da máquina a vapor por James Watt, que o homem passou a dispor de um
recurso prático para substituir o trabalho humano ou a tração animal por outro tipo de energia
(HIRSCH, 2004).

35
Assim, a velocidade da máquina passava a impor o ritmo da produção e os locais
de trabalho começaram a ser construídos em função das necessidades impostas pelos
equipamentos: era o nascimento das fábricas.
O homem, antes um artesão, passa a ser um operário coadjuvante da máquina. A
produção torna-se padronizada e o número de opções colocadas à disposição do cliente é
limitado. O trabalho é rotineiro e padronizado e o trabalhador perde o contato com o cliente e
com a visão global dos objetivos da empresa. É a divisão do trabalho entre aqueles que
pensam (gerentes, administradores, engenheiros) e aqueles que executam (operários)
(CHIAVENATO, 1983).
Nesse contexto a quantidade de falhas, de desperdício e de acidentes do trabalho
era elevada, em função das limitações das máquinas, do despreparo dos operários e do
precário desenvolvimento das técnicas administrativas. Começavam, então, a ser implantadas
a inspeção final de produto e a supervisão do trabalho.
A necessidade de estruturar as indústrias e de dar-lhes uma organização adequada,
melhorando a sua eficiência e produtividade, levou a diversos estudos sobre o seu
funcionamento, o seu papel na economia e a sua administração. Os principais economistas
políticos dos séculos XVIII e XIX ocuparam-se, eventualmente, desses temas. Também
surgiram, nesse período, as primeiras iniciativas para se criar sistemas de medidas e normas
industriais.
Mas foi no início do século XX, com os trabalhos de Henry Fayol e de Frederick
Winston Taylor, que a moderna administração de empresas consolidou-se (CHIAVENATO,
1983). Os seus trabalhos têm, até hoje, uma profunda influência na forma como as
organizações operam e se estruturam e na visão predominante sobre a qualidade.
Henry Fayol (1841-1925) publicou a obra “Administração Industrial e Geral”,
originadora da escola da administração clássica, na qual defende a estruturação da empresa
em seis funções básicas: técnica, comercial, financeira, contábil, administrativa e de
segurança. Subdividiu ainda as atividades da função administrativa em prever, organizar,
comandar, coordenar e controlar.
Foram lançados assim os conceitos de unidade de comando (cada funcionário tem
apenas um supervisor), unidade de direção (cada equipe tem apenas um líder e um plano de
trabalho), centralização (concentração da autoridade no topo da hierarquia) e cadeia escalar

36
(organização hierárquica da empresa), distinguindo as funções de linha e as funções de
assessoramento.
Frederick Winston Taylor (1856-1915) é o criador da administração científica
(CHIAVENATO, 1983). Entre 1885 e 1903 dedicou-se a estudar a organização das tarefas e
os tempos e movimentos gastos por um operário em sua execução.
Também idealizou diversas formas de remuneração que premiassem os
profissionais mais produtivos, pois acreditava que o homem fosse estimulado pelo dinheiro,
encontrando no salário a sua razão de trabalhar. Defendeu a otimização do local do trabalho e
o treinamento dos operários.
A teoria de Taylor (TAYLOR, 1990) focaliza a estruturação global da empresa e
defende a aplicação dos princípios da supervisão funcional, da padronização de
procedimentos, ferramentas e instrumentos, do estudo de tempos e movimentos, do
planejamento de tarefas e de cargos e dos sistemas de premiação por eficiência. Formaliza os
conceitos de divisão do trabalho, de especialização profissional e de administração pela
exceção.
Embora os princípios da administração científica tivessem um imediato sucesso, a
sua principal influência ocorreu na década de 50, quando as multinacionais norte-americanas
se consolidaram em grande número de países, na esteira do sucesso do produto americano no
período do pós-guerra, e multiplicaram as suas instalações fabris para atender localmente os
mercados que vinham explorando (CHIAVENATO, 1983).
As teorias da administração científica e da administração clássica, apesar de terem
colocado em evidência diversos aspectos importantes da atividade gerencial, trouxeram
alguns problemas crônicos para as empresas que as aplicaram. O foco na estrutura
organizacional levava a uma administração deficiente dos aspectos humanos, o estímulo à
divisão do trabalho e à especialização prejudicava a colaboração entre as pessoas, a ênfase na
busca de eficácia através da coordenação de atividades em vários níveis hierárquicos
sucessivos originava estruturas organizacionais complexas e caras, bem como forçava um
relacionamento autocrático entre gerentes e subalternos. A abordagem normativa e prescritiva
dessas escolas, de aplicação genérica, excluía uma compreensão das peculiaridades culturais
de cada empresa.
Esses problemas refletiam-se claramente na produção industrial. As administrações
das empresas conviviam com problemas constantes de baixa produtividade, absenteísmo,

37
rotatividade de mão-de-obra, furtos e sabotagens. As margens de lucro, porém, eram
extremamente elevadas, principalmente em função da baixa remuneração da mão-de-obra e
do baixo custo dos insumos. O ambiente dentro das empresas era, geralmente, de conflito e de
temor. Os procedimentos de inspeção e de supervisão eram fonte de disputas e de
desentendimentos.
Nas empresas, a divisão funcional levou à criação dos Departamentos de Controle
da Qualidade e ao aperfeiçoamento das técnicas de inspeção. No Brasil, as filiais de
multinacionais aqui instaladas começaram a adotar essa estrutura da função qualidade por
volta de 1930. Na década de 30, a inspeção por amostragem começa a ser adotada nos EUA,
sendo aperfeiçoada principalmente graças aos trabalhos de Harold F. Dodge (1893-1974), dos
Laboratórios Bell, que também desenvolveria as primeiras tabelas para planejar o processo de
inspeção, os chamados planos de inspeção (OLIVEIRA, 1993).
2.3.3 O Controle de Qualidade
Durante a década de 20 o estatístico Walter Shewhart (1891-1967), dos
Laboratórios Bell, desenvolveu os conceitos básicos da moderna Engenharia da Qualidade e
os apresentou na obra “Economic Control of Quality of Manufactured Products”, publicada
em 1931 (RIBEIRO, CATEN, 2001)
Shewhart entendia que o operário era perfeitamente capaz de compreender,
observar e controlar a sua produção e dedicou-se a desenvolver técnicas para tal. Introduziu,
então, os conceitos de Controle Estatístico de Processos - CEP e de ciclo de melhoria
contínua, que foram aplicados, experimentalmente, na fábrica de Hawthorne, já no final dos
anos 20.
Outro importante conceito introduzido por Shewhart foi o ciclo de melhoria
contínua. Ele defendia uma abordagem sistematizada para a solução de qualquer problema na
empresa. O modelo de Shewhart baseia-se na execução cíclica e sistemática de quatro etapas
na análise de um problema: planejar (plan, P), etapa em que se planeja a abordagem a ser
dada, definem-se as variáveis a serem acompanhadas e treinam-se os profissionais envolvidos
no problema; executar (do, D), etapa em que o processo em estudo é acompanhado e medidas
são coletadas; examinar (check, C), etapa da verificação dos dados coletados e da análise dos
problemas identificados e de suas causas e ajustar (act, A), etapa onde há ação sobre as

38
causas, corrigindo-as e eliminando-as, para em seguida reiniciar o ciclo com uma nova etapa
de planejamento. A Figura 14 ilustra o ciclo descrito:
FIGURA 15: MODELO DE SHEWHART DO CICLO PDCA
Fonte: WALENIA, Paulo Sergio, Sistema de Gestão da Qualidade Aplicado ao Desenvolvimento de Projetos,
CEFET-PR, 2003.
Durante os anos 60, outros movimentos tornaram confusa a terminologia de
Controle da Qualidade. Um deles foi a tentativa de se quantificar a confiabilidade e conceitos
relacionados, e outro foi o resultado de programas motivacionais, freqüentemente chamado de
“Defeito Zero”.
O controle da qualidade refere-se freqüentemente a um processo regulatório
universal aplicado a problemas de qualidade do produto. Segundo Juran (1992), o Controle da
Qualidade é o processo regulatório através do qual se mede o desempenho da qualidade atual,
comparado com um padrão previamente especificado e corrigem-se as diferenças.
A seguir são apresentados alguns aspectos do Controle de Qualidade, sendo
enfatizado o Controle Estatístico do Processo e a importância da coleta de dados da produção.
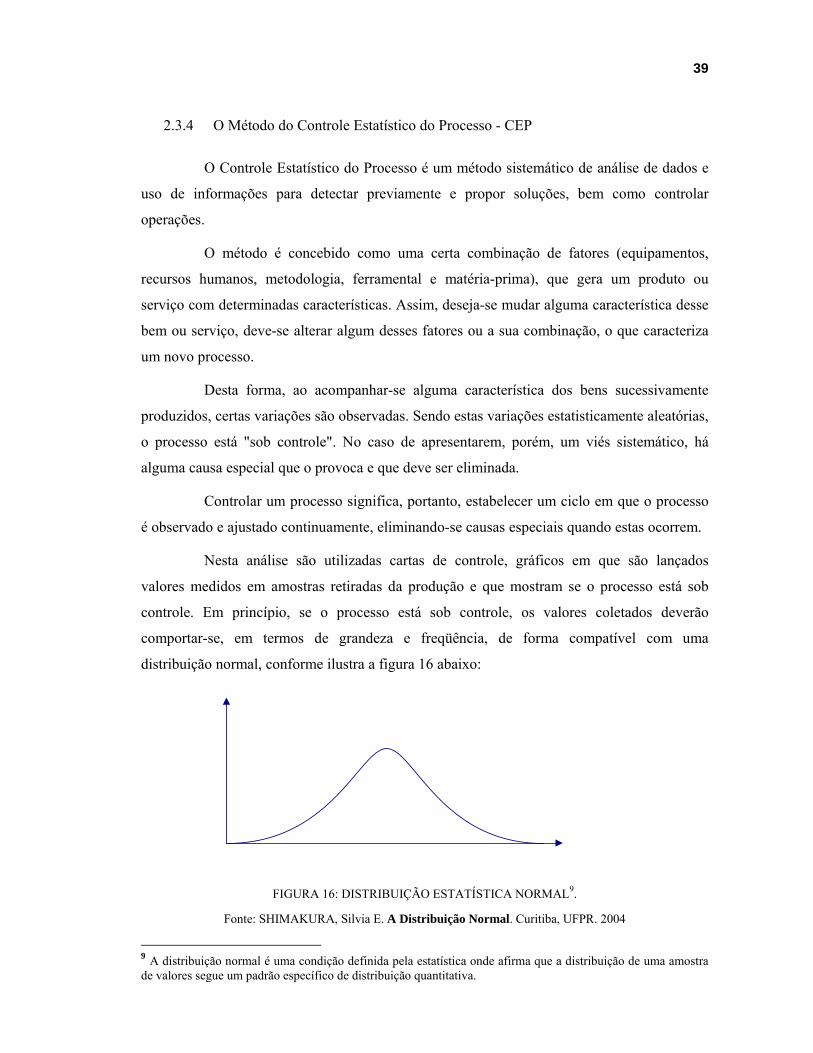
39
2.3.4 O Método do Controle Estatístico do Processo - CEP
O Controle Estatístico do Processo é um método sistemático de análise de dados e
uso de informações para detectar previamente e propor soluções, bem como controlar
operações.
O método é concebido como uma certa combinação de fatores (equipamentos,
recursos humanos, metodologia, ferramental e matéria-prima), que gera um produto ou
serviço com determinadas características. Assim, deseja-se mudar alguma característica desse
bem ou serviço, deve-se alterar algum desses fatores ou a sua combinação, o que caracteriza
um novo processo.
Desta forma, ao acompanhar-se alguma característica dos bens sucessivamente
produzidos, certas variações são observadas. Sendo estas variações estatisticamente aleatórias,
o processo está "sob controle". No caso de apresentarem, porém, um viés sistemático, há
alguma causa especial que o provoca e que deve ser eliminada.
Controlar um processo significa, portanto, estabelecer um ciclo em que o processo
é observado e ajustado continuamente, eliminando-se causas especiais quando estas ocorrem.
Nesta análise são utilizadas cartas de controle, gráficos em que são lançados
valores medidos em amostras retiradas da produção e que mostram se o processo está sob
controle. Em princípio, se o processo está sob controle, os valores coletados deverão
comportar-se, em termos de grandeza e freqüência, de forma compatível com uma
distribuição normal, conforme ilustra a figura 16 abaixo:
FIGURA 16: DISTRIBUIÇÃO ESTATÍSTICA NORMAL9.
Fonte: SHIMAKURA, Silvia E. A Distribuição Normal. Curitiba, UFPR. 2004
9 A distribuição normal é uma condição definida pela estatística onde afirma que a distribuição de uma amostra de valores segue um padrão específico de distribuição quantitativa.
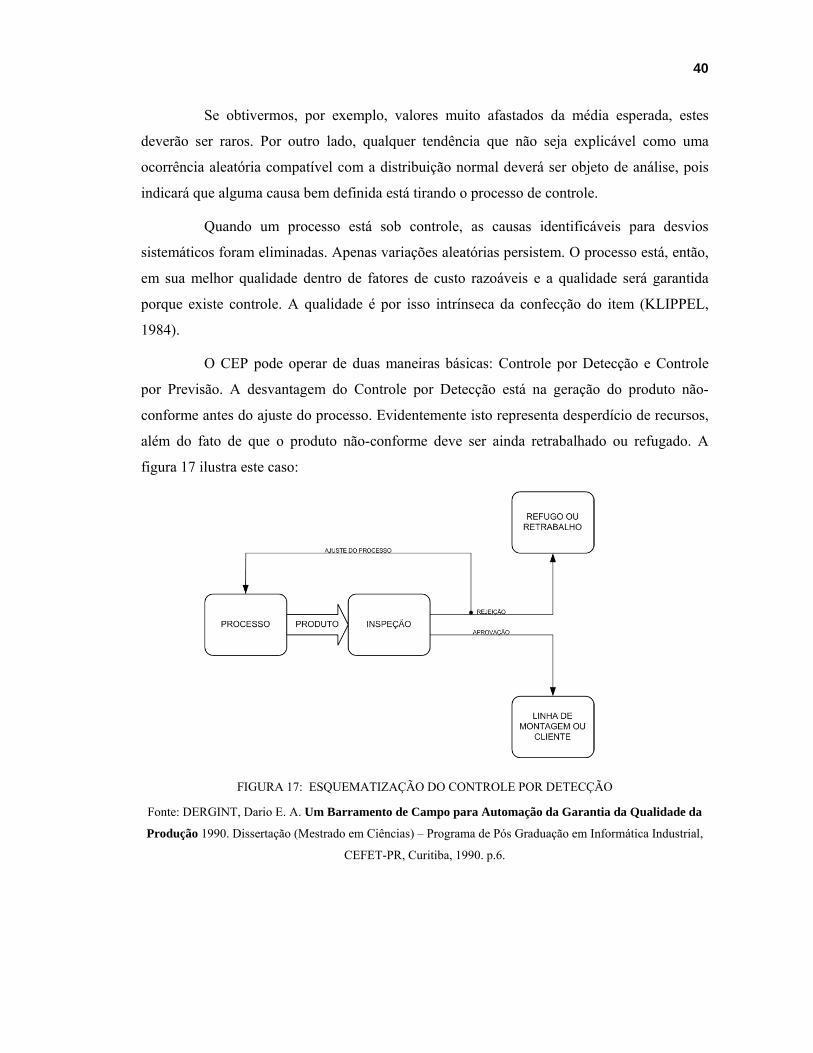
40
Se obtivermos, por exemplo, valores muito afastados da média esperada, estes
deverão ser raros. Por outro lado, qualquer tendência que não seja explicável como uma
ocorrência aleatória compatível com a distribuição normal deverá ser objeto de análise, pois
indicará que alguma causa bem definida está tirando o processo de controle.
Quando um processo está sob controle, as causas identificáveis para desvios
sistemáticos foram eliminadas. Apenas variações aleatórias persistem. O processo está, então,
em sua melhor qualidade dentro de fatores de custo razoáveis e a qualidade será garantida
porque existe controle. A qualidade é por isso intrínseca da confecção do item (KLIPPEL,
1984).
O CEP pode operar de duas maneiras básicas: Controle por Detecção e Controle
por Previsão. A desvantagem do Controle por Detecção está na geração do produto não-
conforme antes do ajuste do processo. Evidentemente isto representa desperdício de recursos,
além do fato de que o produto não-conforme deve ser ainda retrabalhado ou refugado. A
figura 17 ilustra este caso:
FIGURA 17: ESQUEMATIZAÇÃO DO CONTROLE POR DETECÇÃO
Fonte: DERGINT, Dario E. A. Um Barramento de Campo para Automação da Garantia da Qualidade da
Produção 1990. Dissertação (Mestrado em Ciências) – Programa de Pós Graduação em Informática Industrial,
CEFET-PR, Curitiba, 1990. p.6.

41
A situação ideal envolve a capacidade de se analisar e ajustar o processo periódica
e imediatamente, a fim de minimizar a probabilidade de se produzir peças defeituosas. A
figura 18 a seguir apresenta este sistema.
FIGURA 18: ESQUEMATIZAÇÃO DO CONTROLE POR PREVENÇÃO
Fonte: DERGINT, Dario E. A. Um Barramento de Campo para Automação da Garantia da Qualidade da
Produção 1990. Dissertação (Mestrado em Ciências) – Programa de Pós Graduação em Informática Industrial,
CEFET-PR, Curitiba, 1990. p.7
Conforme descrito acima, o CEP oferece diversas vantagens como ferramenta de
controle da qualidade: é relativamente simples de ser elaborado; permite um ajuste contínuo
do processo, mantendo-o sob controle; oferece uma visão gráfica do andamento do processo e
permite avaliar a sua capacidade. Além disso, o seu custo é geralmente inferior ao de uma
inspeção por amostragem executada no produto acabado. Aplicando o CEP com o controle
por previsão, os ideais de busca de grandes níveis de qualidade e diminuição nos custos de
produção podem ser alcançados.
2.3.5 A Coleta de Dados para Controle da Qualidade
A sistemática de controle de qualidade somente pode ser executada se houver um
sistema de coleta de dados do processo (RIBEIRO, CATEN, 2001).
A coleta de dados poderá ser realizada dentro de um grupo de amostra ou em 100%
dos produtos fabricados. A escolha da percentagem da amostra para análise do processo
depende basicamente do tipo de produto e do histórico de defeitos ocorridos na produção.

42
O plano de amostragem de atributos é utilizado em muitas aplicações industriais
para o controle de qualidade, a fim de garantir um especificado nível de qualidade. Duas
especificações são normalmente usadas: AQL – Acceptable Quality Level e LTPDC – Lot
Tolerance Percent Defective. O AQL é baseado normalmente no conceito de máximo
percentual defeituoso (ou número máximo de defeitos por cem unidades), para que a inspeção
por amostragem possa ser considerada satisfatória. O LTPDC, por sua vez, usa uma
percentagem predefinida de defeitos para distinguir lotes satisfatórios e insatisfatórios.
Um fator crítico em toda a operação de controle da qualidade, é a identificação e
coleta de dados pertinentes aos objetivos da engenharia da qualidade.
Os dados poderão descrever o tempo, o lugar, a ocasião, linha de produção, número
da atividade, operadores, supervisores, etc. Poderão representar também as propriedades do
processo ou produto, ou diferenças de custos associadas com um esquema de inspeção
alternativo.
A capacidade que o dado possui de delinear uma certa atividade do processo é de
suma importância em indústrias que necessitam de alta precisão ou alta qualidade. Isto
implica em um problema especial: o da capacidade de unir os dados de uma função
organizacional a outras informações, como por exemplo os dados de uma corporação.
Em sistemas não informatizados, relatórios e formulários de inspeção são
geralmente negligenciados devido ao seu custo. Em sistemas computacionais modernos,
usam-se técnicas de gerenciamento de Banco de Dados para minimizar o custo de
manipulação e manter as relações entre os vários elementos, sem perda da habilidade de
classificar os dados para análises múltiplas (BANKS, 2001).
As normas da família ISO 9000 reforçam a necessidade do constante
monitoramento dos processos e armazenamento de dados das linhas de produção.
As normas ISO 9000 foram desenvolvidas para apoiar organizações, de todos os
tipos e tamanhos, na implementação e operação de sistemas de gestão da qualidade eficazes.
Defendem que para conduzir e operar uma organização, é necessário controlá-la de maneira
transparente e sistemática. Buscando-se assim a implementação e manutenção de um sistema
de gestão concebido para a possibilidade da melhoria contínua.
Oito princípios de gestão da qualidade são identificados na série ISO 9000:

43
• Foco no Cliente: Busca atender as necessidades atuais e futuras dos clientes,
procurando exceder suas expectativas;
• Liderança;
• Envolvimento de pessoas;
• Abordagem de processos;
• Abordagem sistêmica para a gestão;
• Melhoria contínua;
• Abordagem factual para a tomada de decisão;
• Benefícios mútuos nas relações com os fornecedores.
Dos princípios listados acima, identificam-se os de Melhoria Contínua e
Abordagem Factual para a Tomada de decisões os relacionados diretamente com a aquisição e
análise de dados provenientes do processo para auxiliar a gestão de plantas industriais.
Neste contexto, o uso de técnicas estatísticas pode ajudar no entendimento da
variabilidade dos processos, auxiliando a eficácia e eficiência das atividades de produção.
Objetivam também auxiliar e facilitar o entendimento dos dados disponibilizados, para um
melhor uso destas informações nos processos de tomada de decisões.
Outro aspecto importante abordado pela norma ISO 9000 é o conceito de
rastreabilidade, o qual é definido da seguinte forma: “A rastreabilidade é a capacidade de
recuperar o histórico, a aplicação ou a localização daquilo que está sendo considerado” (ISO
9000, 2000).
No caso específico de um produto, a rastreabilidade pode ser relacionada com:
• A origem dos materiais e das peças que o compõe;
• O histórico do seu processamento;
• A distribuição e localização do produto após a entrega.
A solução implementada descrita no presente trabalho, portanto, auxilia na
rastreabilidade do produto, pois apresenta o seu histórico no teste de vazamento.

44
2.3.6 Automação na Coleta de Dados
O Controle da Qualidade e a monitoração direta da produção são requisitos
essenciais para a montagem de sistemas de produção automatizados. Com a crescente
concorrência de mercado talvez nenhum sistema de produção futuro poderá dispensar estes
dois processos essenciais visando a qualidade do processo produtivo e para redução de custos
da produção.
Segundo Banks (2001), sistemas automatizados são particularmente apropriados
em sete áreas chaves no controle da qualidade:
• Coleta de dados;
• Análises e relatórios;
• Controle do processo em tempo real;
• Testes automatizados e inspeção;
• Análises estatísticas;
• Recuperação de informações;
• Auxílio nas técnicas relacionadas ao gerenciamento da qualidade.
Dentro das áreas acima comentadas, este trabalho enfoca o processo da coleta de
dados. A automação da coleta de dados é fundamental para aumentar a quantidade e qualidade
dos dados coletados e diminuir os tempos de controle (BANKS, 2001).
A coleta de dados instantânea não é somente importante para a verificação da
qualidade do que está sendo produzido, mas também para avaliações do próprio processo
produtivo.
Durante o processo de manufatura a máquina de produção deve ser monitorada.
Leituras do estado da máquina devem alimentar o sistema de diagnóstico responsável pela
anulação e eliminação de falhas do maquinário de produção (PFEIFER, 1987). Passos do
processo de manufatura são alvos de testes visando a correção de erros através de laços de
realimentação de dados adequados. A monitoração de grande quantidade de sensores é
requerida para a identificação das operações de transporte e manuseio e para testes funcionais,
submetendo o produto terminal a uma inspeção final.
45
O fornecimento dos registros dos dados que determinam a qualidade dos produtos
é, cada vez mais, um requisito na comercialização de todos os produtos (PFEIFER, 1987).
Os exemplos mencionados podem ser atendidos somente com um sistema
informatizado de coleta de dados eficaz.
2.3.7 Requisito de Tempo Real na Coleta de Dados
Atualmente as empresas investem muito em equipamentos de testes para verificar a
conformidade com a especificação. É importante que a especificação para a fabricação resulte
em um produto que vá de encontro às necessidades e desejos do usuário final.
Quanto mais cedo for encontrada uma parte defeituosa no processo de montagem,
menor será o custo do respectivo conserto. Por isso a tendência de se estabelecer mais testes e
mais estações de inspeção, principalmente no início do processo numa coleta de mais dados
sobre os resultados de produção. (KLIPPEL, 1984)
Assim, a coleta de dados não é unicamente útil para testar a qualidade interna do
produto, mas também para promover o aperfeiçoamento contínuo do processo de produção.
Hoje os dados coletados são utilizados para a confecção de cartas de controle ou outro tipo de
consolidação, objetivando a análise das variações a permitir correções do processo. O
problema é que esta análise de correção demanda certo período de tempo, em alguns casos
ocorrendo através de relatórios de qualidade semanais para os engenheiros de produção ou
através de relatórios mensais para a gerência, o que pode ser prejudicial.
Com o objetivo de realizar mudanças para redução no custo do equipamento de
teste e no de produção, exige-se correções imediatas do processo. Para isso, a análise dos
dados deve ser realizada sobre uma base de tempo real, ou seja, através de análises estatísticas
dos dados provenientes de testes, com a utilização de algoritmos que permitam agilidade nas
correções. Por sistema em tempo real, entende-se um sistema capaz de efetuar uma ação
específica em tempo hábil, após a ocorrência de um determinado evento.
As modernas máquinas, a automação industrial e os sistemas de gestão de
informações utilizados hoje na manufatura oferecem a possibilidade de armazenamento e
acompanhamento de todos os dados gerados durante o processo de manufatura em tempo real.
Um sensor, por exemplo, pode facilmente alimentar uma ferramenta de controle estatístico
com uma amostragem de 100% dos dados.
46
Portanto, a utilização de dados de processos em tempo real oferece uma melhoria
substancial em relação a gestão de qualidade das plantas industriais, sendo tendência
inevitável no desenvolvimento das fábricas modernas.
Segundo Sturm e Melnik (1990), o procedimento de amostragens periódicas de
dados de controle de qualidade e posterior análise, utilizado no Controle Estatístico de
Processo – CEP tradicional, apresenta três problemas imediatos:
• Em primeiro lugar, existe um intervalo de tempo entre a produção do item e
a análise dos dados. Portanto, a implementação de medidas rápidas para
correção de falhas pode ser comprometida, gerando refugos, necessidade de
retrabalhos ou realização de novos testes para avaliação;
• Durante o intervalo entre amostras, eventuais mudanças temporárias dentro
do processo podem ocorrer sem serem identificadas;
• Na possibilidade de análise de 100% dos dados em tempo real, a
informação sobre tendências do processo não é perdida devido à escolha de
algum intervalo de amostragem que possa mascará-la. É, assim, evidente
que no controle do processo através de amostragens, potenciais informações
valiosas podem ser jogadas fora.
47
3 O AMBIENTE DE IMPLEMENTAÇÃO
A célula de teste onde será implementada a solução descrita no presente trabalho
está posicionada na linha de montagem do motor e é denominada de Leak Test 01. Neste local
é realizado o teste de vazamento das galerias de água e óleo do motor através da pressurização
dessas áreas e medição da variação de pressão ao longo de um período pré-determinado.
Para a escolha da máquina na qual o sistema piloto seria implementado, foram
considerados certos fatores, alguns necessários e outros convenientes para a validação da
proposta. Os fatores necessários são:
• O equipamento de medição de vazamento possuir uma porta de
comunicação serial para saída dos resultados de teste;
• A máquina deveria possuir um CLP compatível com a utilização de um
módulo de comunicação, com espaço no rack para instalação desse módulo
e memória suficiente para sua configuração e para criação do programa de
coleta de dados.
Já os fatores convenientes são:
• A operação executada pela máquina ser considerada de alta importância
para o processo produtivo, valorizando-se o potencial do trabalho
desenvolvido e, como conseqüência, obtendo-se mais facilidade na
negociação de recursos como: auxílio de operadores para testes, liberação
de horários de acesso à fábrica para execução do projeto, disponibilidade da
máquina para realização de testes e empréstimo dos equipamentos
necessários para a implementação do sistema;
• A máquina possuir alta confiabilidade, apresentando um nível baixo de
paradas por falha de equipamento, reduzindo-se o risco de indisponibilidade
da máquina para a execução do projeto, pois no caso de máquinas que
apresentam falhas constantes, a execução de trabalhos além daqueles
realizados para melhorias no equipamento seria inviável;
• A máquina ter operação simples, evitando-se desperdício de tempo para sua
operação durante o período de testes;

48
• O equipamento possuir um sistema alternativo para realização da operação
ou mesmo uma máquina reserva para ser utilizada em caso de falhas,
passíveis de ocorrer inclusive em função do sistema piloto proposto nesse
trabalho.
Desta forma, por satisfazer a todos os pré-requisitos mencionados anteriormente,
optou-se pela montagem do piloto na célula de teste destacada.
O conjunto que efetua o teste de estanqueidade é totalmente automatizado e possui
os seguintes componentes:
• A estrutura mecânica na máquina de teste: Estrutura que procede a fixação
do motor no local de teste e posiciona os bicos de ar comprimido para
injeção de ar nas galerias a serem testadas. Para esta tarefa são utilizados
cilindros hidráulicos acionados por sensores. As figuras 19 e 20 apresentam
uma vista geral da estrutura da máquina e o seu posicionamento na linha de
montagem.
FIGURA 19: DETALHE DA ESTRUTURA DA MÁQUINA DE TESTES DE VAZAMENTO FONTE: Os autores.

49
FIGURA 20: POSICIONAMENTO DA MÁQUINA DE TESTES NA LINHA DE MONTAGEM. FONTE: Os autores.
• Aparelho de teste de vazamento - PMD02: Fabricado pela empresa
Thyssen EGM Entwicklungsgesellschaft für Monatgetechnik GmbH, o
aparelho de teste de vazamento PMD02 é um instrumento independente e
pode ser usado para testes de vazamento automatizados em estações de teste
manual, semi-automátio e automático. O instrumento foi concebido para
detectar vazamentos causados por rachaduras e porosidade em partes ocas
como cabeçotes, bombas de óleo, reservatórios de óleo e similares. O
equipamento é controlado por um microprocessador e possui ainda um
painel de controle frontal e um controlador de sistema pneumático. O
microprocessador de 16 bits posicionado no módulo central realiza a
organização dos dados globais, avaliação e comunicação com os sistemas
operacionais externos, e ao mesmo tempo assume tarefas de troca de dados,
controle e coordenação com processadores subordinados do painel frontal e
de controle do sistema pneumático. A figura 21 apresenta o equipamento
mencionado.
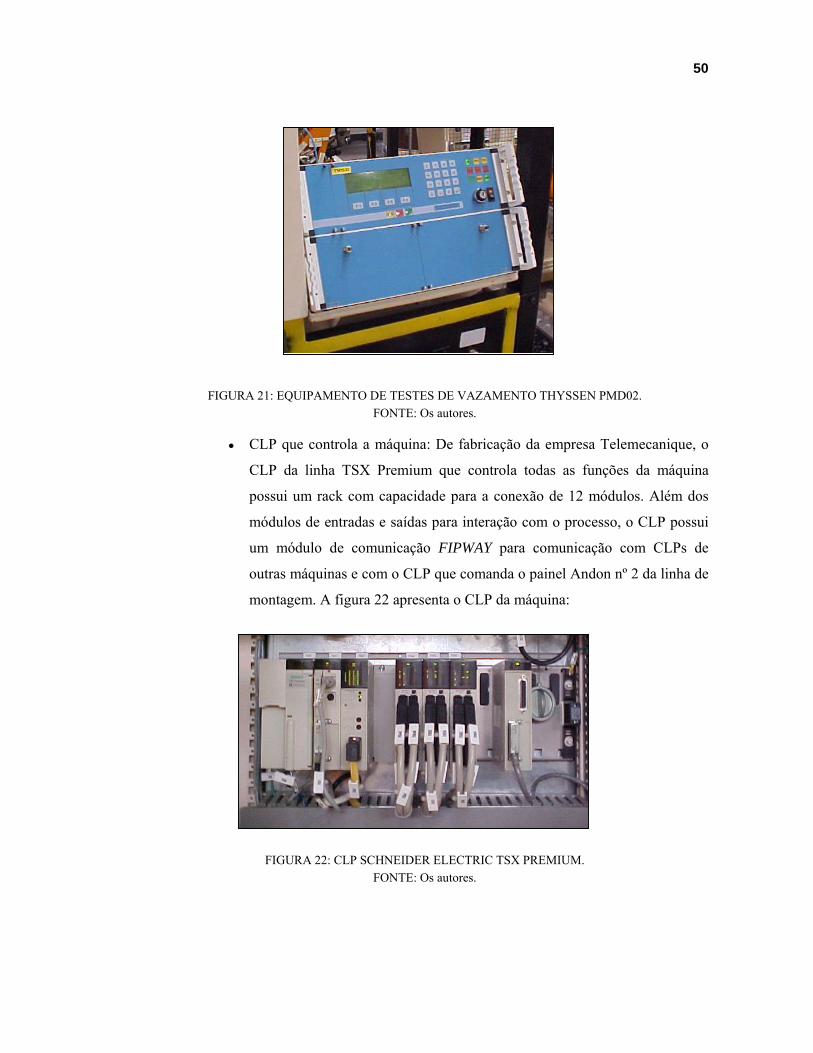
50
FIGURA 21: EQUIPAMENTO DE TESTES DE VAZAMENTO THYSSEN PMD02. FONTE: Os autores.
• CLP que controla a máquina: De fabricação da empresa Telemecanique, o
CLP da linha TSX Premium que controla todas as funções da máquina
possui um rack com capacidade para a conexão de 12 módulos. Além dos
módulos de entradas e saídas para interação com o processo, o CLP possui
um módulo de comunicação FIPWAY para comunicação com CLPs de
outras máquinas e com o CLP que comanda o painel Andon nº 2 da linha de
montagem. A figura 22 apresenta o CLP da máquina:
FIGURA 22: CLP SCHNEIDER ELECTRIC TSX PREMIUM. FONTE: Os autores.
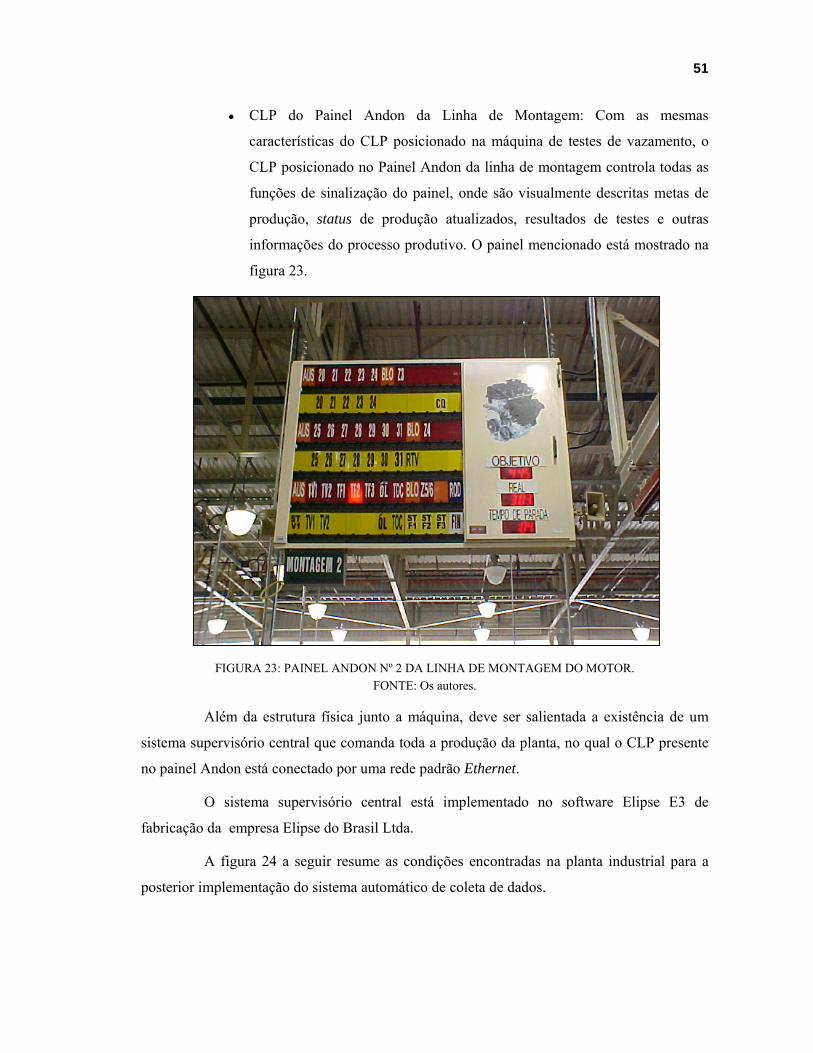
51
• CLP do Painel Andon da Linha de Montagem: Com as mesmas
características do CLP posicionado na máquina de testes de vazamento, o
CLP posicionado no Painel Andon da linha de montagem controla todas as
funções de sinalização do painel, onde são visualmente descritas metas de
produção, status de produção atualizados, resultados de testes e outras
informações do processo produtivo. O painel mencionado está mostrado na
figura 23.
FIGURA 23: PAINEL ANDON Nº 2 DA LINHA DE MONTAGEM DO MOTOR. FONTE: Os autores.
Além da estrutura física junto a máquina, deve ser salientada a existência de um
sistema supervisório central que comanda toda a produção da planta, no qual o CLP presente
no painel Andon está conectado por uma rede padrão Ethernet.
O sistema supervisório central está implementado no software Elipse E3 de
fabricação da empresa Elipse do Brasil Ltda.
A figura 24 a seguir resume as condições encontradas na planta industrial para a
posterior implementação do sistema automático de coleta de dados.
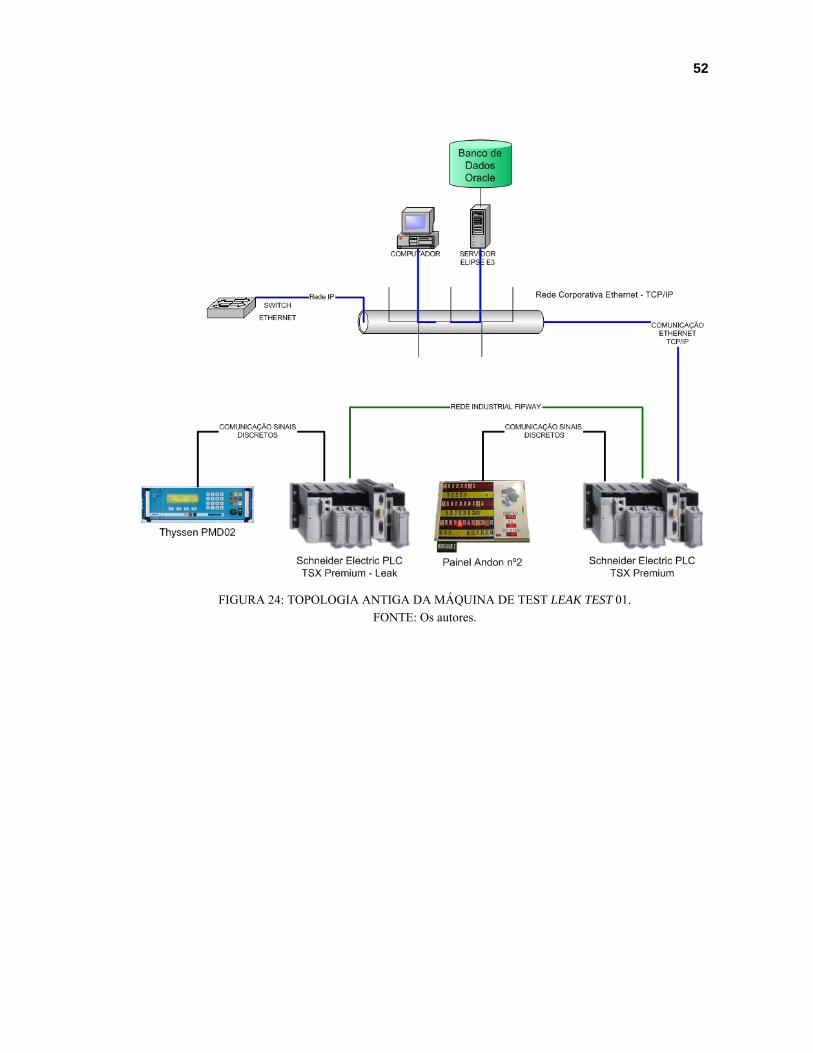
52
FIGURA 24: TOPOLOGIA ANTIGA DA MÁQUINA DE TEST LEAK TEST 01. FONTE: Os autores.
53
4 O DESENVOLVIMENTO E IMPLEMENTAÇÃO DO PROJETO
Este capítulo apresenta os aspectos importantes da implementação do projeto que
será denominado Quality Data Collecting System - SCDQ. Aqui são relatadas as
características do sistema piloto. Os quipamentos que compõe o sistema piloto temos os
existentes:
• Máquina automática de teste de vazamento Thyssen PMD02
• Painel Andon
• Rede industrial Schneider FIPWAY
• Rede Ethernet com protocolo de comunicação TCP/IP
E têm-se ainda os equipamentos que foram instalados junto a Leak Test 01:
• Módulo de comunicação com cartão PCMCIA de porta serial para CLP
Schneider Electric TSX Premium e cabo de comunicação serial DB25
• Cabo de comunicação serial DB25 por DB25
• Microcomputador padrão IBM PC para execução do Elipse E3 e sistema de
Banco de Dados Microsoft Access 2000.10
O roteiro inicial de construção da solução segue as seguintes etapas:
1. Efetuar testes de comunicação serial entre PMD02 e um microcomputador
para receber as informações de leitura e analisar como os dados são
recebidos;
2. Instalar o módulo de comunicação no CLP Schneider Electric TSX Premium
que controla a máquina de testes Leak Test 01;
10 O sistema supervisório utilizado não será o mesmo sistema em produção na planta da Tritec Motors, porém será executado em um outro equipamento para não comprometer a disponibilidade e facilitar a implementação. Esta condição também resultou no uso do sistema de banco de dados referido.
54
3. Instalar o cartão PCMCIA de comunicação serial no módulo de
comunicação instalado na etapa anterior e conectar os cabos seriais DB9 dos
equipamentos;
4. Garantir o fluxo de dados entre PMD02 e o CLP via comunicação serial;
5. Desenvolver o software do CLP da máquina para que os dados recebidos via
comunicação serial sejam corretamente interpretados;
6. Desenvolver o software dos CLPs da máquina e de controle do Painel
Andon nº2 para que estes comuniquem-se com os dados de leitura,
permitindo que os dados estejam disponíveis para acesso via rede TCP/IP
presente no CLP de controle do Painel Andon nº2;
7. No servidor secundário de Elipse E3, criar uma nova base de dados
específica para o projeto;
8. Desenvolver uma rotina no software Elipse E3 que permita acesso do
software as posições de memória do CLP de controle do Painel Andon nº2
com os dados de leitura do PMD02 ;
9. Criar um relatório padrão através das ferramentas do Elipse E3 que acesse o
banco de dados e exiba um histórico das leituras de teste de vazamento na
câmara de água e na câmara de óleo, relacionando o número de série, data e
hora do teste e os valores obtidos no teste;
10. Efetuar uma conferência visual com os valores exibidos localmente no
equipamento PMD02 para ceritificar-se da qualidade dos dados recebidos.
A escolha dos softwares utilizados no desenvolvimento da solução foram
conseqüência do ambiente e das licenças disponibilizadas pela Tritec Motor. No caso do
sistema Supervisório, a empresa já possui um servidor executando o software Elipse E3
rodando em conjunto com um sistema de banco de dados da Oracle.
O módulo de comunicação serial do CLP, sua placa PCMCIA e o cabo DB25
foram solicitados internamente, sendo posteriormente disponibilizados pela empresa. O cabo
DB25 por DB25 para ligação no PMD02 foi confeccionado pela equipe.
Para programação do CLP, a empresa utiliza o software PL7Pro fornecido pela
fabricante dos CLPs utilizados, a Schneider Electric Automation.
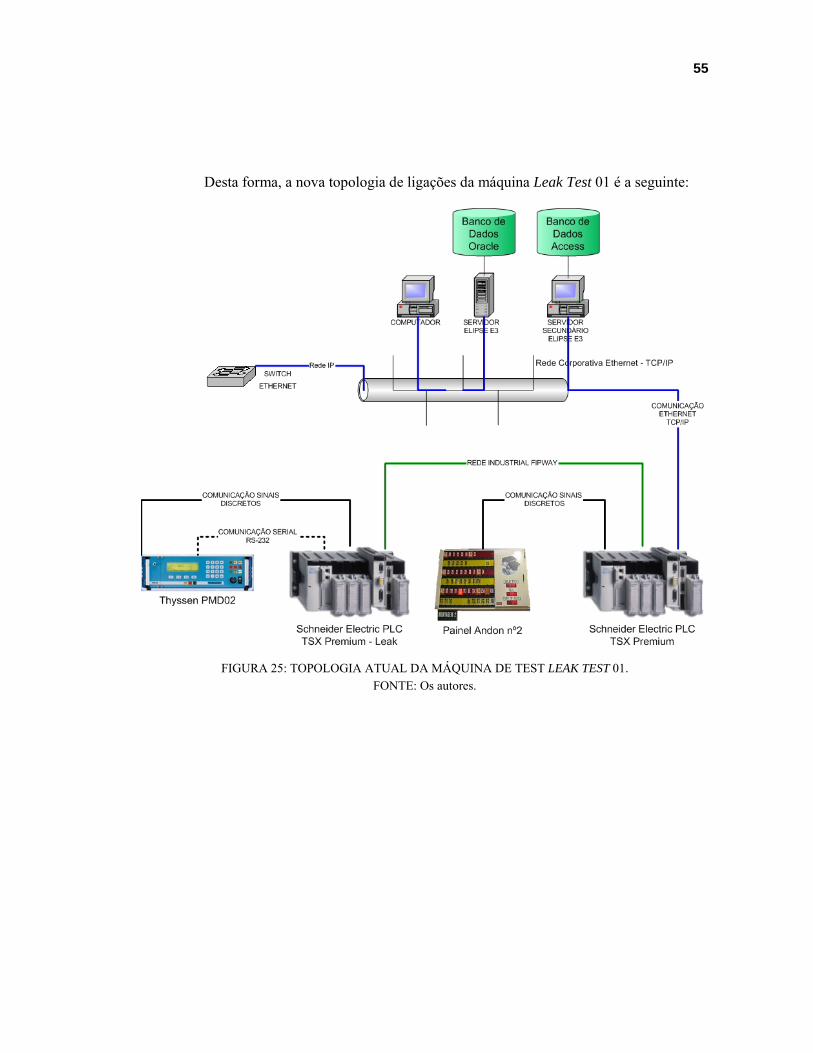
55
Desta forma, a nova topologia de ligações da máquina Leak Test 01 é a seguinte:
FIGURA 25: TOPOLOGIA ATUAL DA MÁQUINA DE TEST LEAK TEST 01. FONTE: Os autores.

56
4.1 PROGRAMAÇÃO DO CLP
A ferramenta utilizada para a programação do CLP foi o software PL7 Pro. Esse é
o software desenvolvido pela Schneider Automation para a programação dos CLPs da linha
TSX Premium, entre outros modelos de CLP da Schneider Electric.11
FIGURA 26: TELA DO SOFTWARE DE PROGRAMAÇÃO PL7 PRO
FONTE: Os autores.
Através do PL7 Pro, é possível desenvolver programas em diferentes linguagens,
conforme padronização da norma IEC 61131-3 – Controladores Programáveis / Parte 3:
Linguagens de Programação, cujo escopo é a especificação da sintaxe e semântica de
linguagens de programação para controladores programáveis.
11 As palavras escritas neste capítulo com a fonte COURIER NEW devem ser entendidas como comandos de programação do CLP.
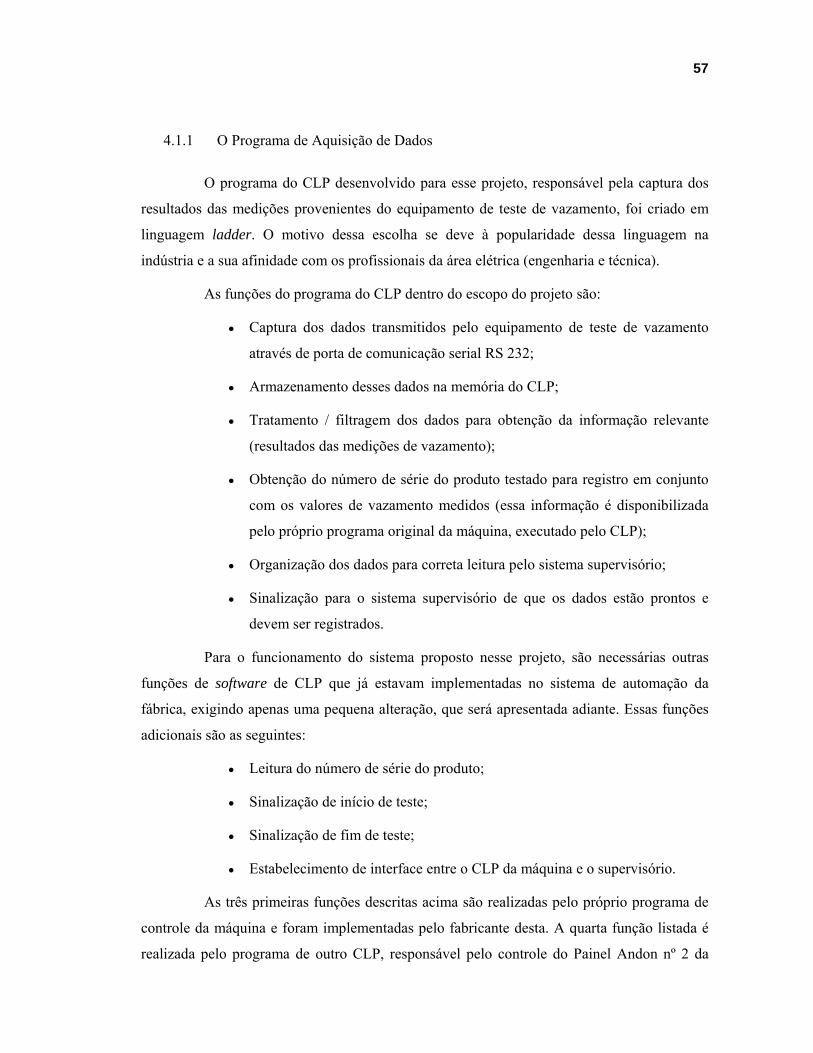
57
4.1.1 O Programa de Aquisição de Dados
O programa do CLP desenvolvido para esse projeto, responsável pela captura dos
resultados das medições provenientes do equipamento de teste de vazamento, foi criado em
linguagem ladder. O motivo dessa escolha se deve à popularidade dessa linguagem na
indústria e a sua afinidade com os profissionais da área elétrica (engenharia e técnica).
As funções do programa do CLP dentro do escopo do projeto são:
• Captura dos dados transmitidos pelo equipamento de teste de vazamento
através de porta de comunicação serial RS 232;
• Armazenamento desses dados na memória do CLP;
• Tratamento / filtragem dos dados para obtenção da informação relevante
(resultados das medições de vazamento);
• Obtenção do número de série do produto testado para registro em conjunto
com os valores de vazamento medidos (essa informação é disponibilizada
pelo próprio programa original da máquina, executado pelo CLP);
• Organização dos dados para correta leitura pelo sistema supervisório;
• Sinalização para o sistema supervisório de que os dados estão prontos e
devem ser registrados.
Para o funcionamento do sistema proposto nesse projeto, são necessárias outras
funções de software de CLP que já estavam implementadas no sistema de automação da
fábrica, exigindo apenas uma pequena alteração, que será apresentada adiante. Essas funções
adicionais são as seguintes:
• Leitura do número de série do produto;
• Sinalização de início de teste;
• Sinalização de fim de teste;
• Estabelecimento de interface entre o CLP da máquina e o supervisório.
As três primeiras funções descritas acima são realizadas pelo próprio programa de
controle da máquina e foram implementadas pelo fabricante desta. A quarta função listada é
realizada pelo programa de outro CLP, responsável pelo controle do Painel Andon nº 2 da
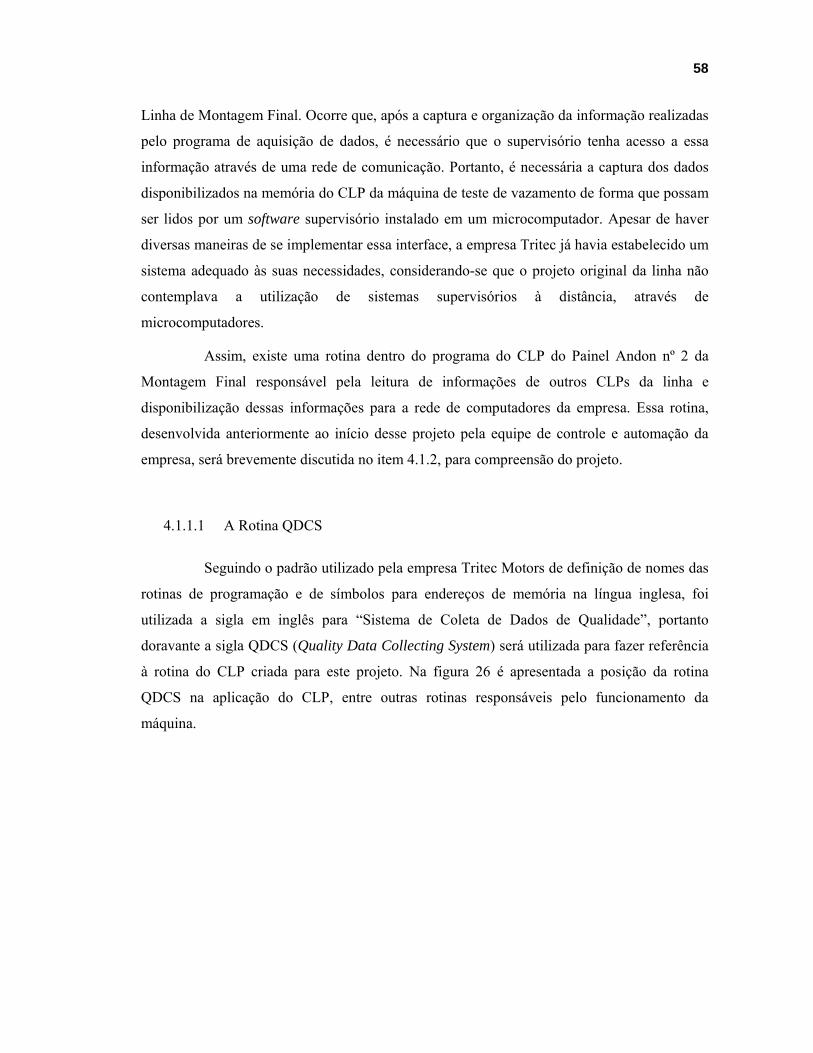
58
Linha de Montagem Final. Ocorre que, após a captura e organização da informação realizadas
pelo programa de aquisição de dados, é necessário que o supervisório tenha acesso a essa
informação através de uma rede de comunicação. Portanto, é necessária a captura dos dados
disponibilizados na memória do CLP da máquina de teste de vazamento de forma que possam
ser lidos por um software supervisório instalado em um microcomputador. Apesar de haver
diversas maneiras de se implementar essa interface, a empresa Tritec já havia estabelecido um
sistema adequado às suas necessidades, considerando-se que o projeto original da linha não
contemplava a utilização de sistemas supervisórios à distância, através de
microcomputadores.
Assim, existe uma rotina dentro do programa do CLP do Painel Andon nº 2 da
Montagem Final responsável pela leitura de informações de outros CLPs da linha e
disponibilização dessas informações para a rede de computadores da empresa. Essa rotina,
desenvolvida anteriormente ao início desse projeto pela equipe de controle e automação da
empresa, será brevemente discutida no item 4.1.2, para compreensão do projeto.
4.1.1.1 A Rotina QDCS
Seguindo o padrão utilizado pela empresa Tritec Motors de definição de nomes das
rotinas de programação e de símbolos para endereços de memória na língua inglesa, foi
utilizada a sigla em inglês para “Sistema de Coleta de Dados de Qualidade”, portanto
doravante a sigla QDCS (Quality Data Collecting System) será utilizada para fazer referência
à rotina do CLP criada para este projeto. Na figura 26 é apresentada a posição da rotina
QDCS na aplicação do CLP, entre outras rotinas responsáveis pelo funcionamento da
máquina.
59
FIGURA 27: APLICAÇÃO DO CLP – LOCALIZAÇÃO DA ROTINA QDCS
Fonte: Os autores – imagem do software PL7 Pro
A rotina QDCS contém efetivamente o programa desenvolvido pela equipe de
Projeto Final de Graduação para a coleta automática de dados. Na figura 28 está ilustrada a
tela do software PL7 Pro com a rotina QDCS aberta. Devido à extensão do programa,
somente é possível visualizar a primeira linha da rotina QDCS na figura 28 conforme abaixo.
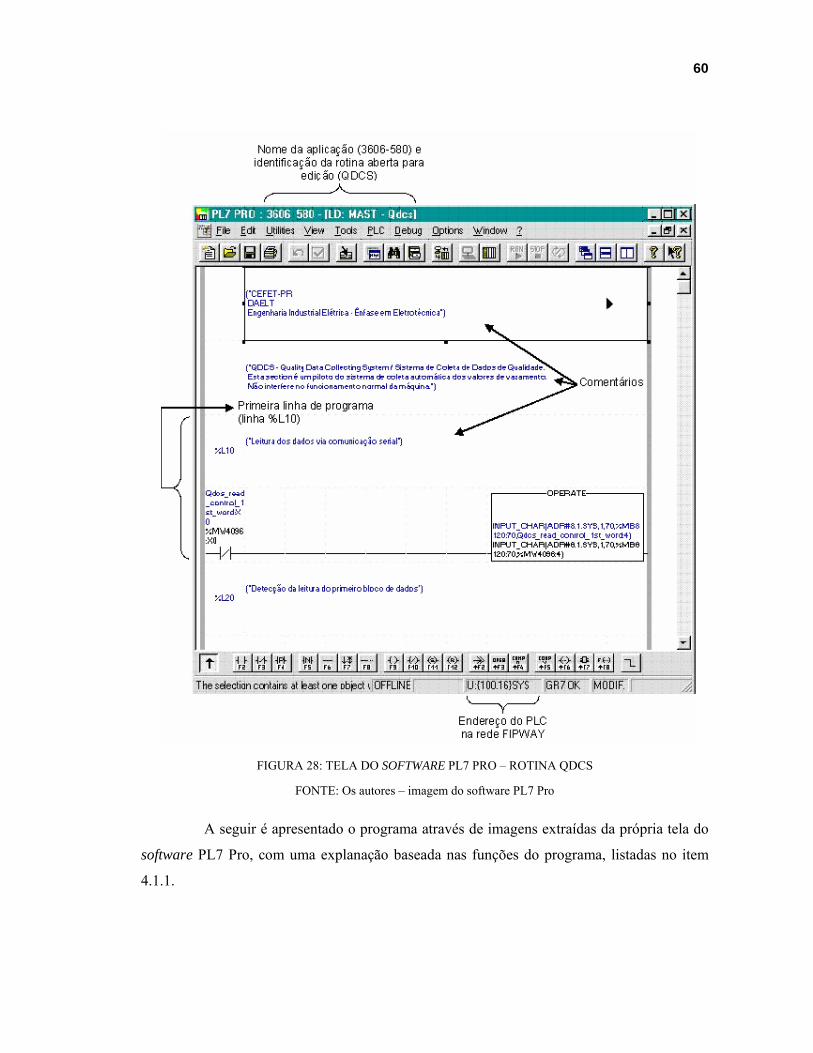
60
FIGURA 28: TELA DO SOFTWARE PL7 PRO – ROTINA QDCS
FONTE: Os autores – imagem do software PL7 Pro
A seguir é apresentado o programa através de imagens extraídas da própria tela do
software PL7 Pro, com uma explanação baseada nas funções do programa, listadas no item
4.1.1.

61
4.1.1.2 Captura dos dados através de porta de comunicação serial RS-232
Na linha %L10 é utilizada a instrução INPUT_CHAR. Essa instrução habilita um
módulo de comunicação do CLP a receber uma string, ou seja, uma série de caracteres através
de um protocolo de comunicação e armazenar esses caracteres em uma faixa de memória do
CLP. A linha %L10 é mostrada na figura 29 abaixo:
FIGURA 29: LINHA %L10 DA ROTINA QDCS
FONTE: Os autores – imagem do software PL7 Pro
Existem diversas maneiras de se utilizar a instrução do CLP que não são tratadas
nesse trabalho por não fazerem parte do escopo desse projeto. A sintaxe da instrução do CLP
é mostrada no exemplo abaixo:
INPUT_CHAR(ADR#{20.5}0.0.SYS, 1, 0, %MB200:20, %MW120:4)
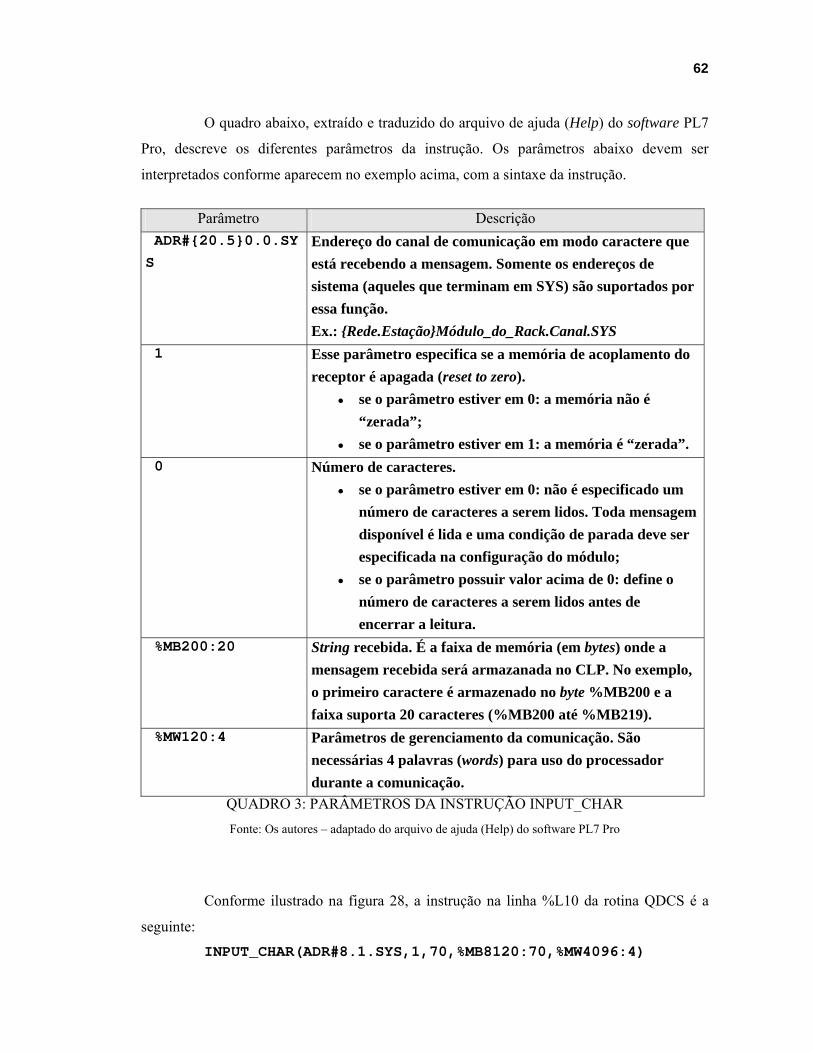
62
O quadro abaixo, extraído e traduzido do arquivo de ajuda (Help) do software PL7
Pro, descreve os diferentes parâmetros da instrução. Os parâmetros abaixo devem ser
interpretados conforme aparecem no exemplo acima, com a sintaxe da instrução.
Parâmetro Descrição
ADR#{20.5}0.0.SYS
Endereço do canal de comunicação em modo caractere que está recebendo a mensagem. Somente os endereços de sistema (aqueles que terminam em SYS) são suportados por essa função. Ex.: {Rede.Estação}Módulo_do_Rack.Canal.SYS
1 Esse parâmetro especifica se a memória de acoplamento do receptor é apagada (reset to zero).
• se o parâmetro estiver em 0: a memória não é “zerada”;
• se o parâmetro estiver em 1: a memória é “zerada”. 0 Número de caracteres.
• se o parâmetro estiver em 0: não é especificado um número de caracteres a serem lidos. Toda mensagem disponível é lida e uma condição de parada deve ser especificada na configuração do módulo;
• se o parâmetro possuir valor acima de 0: define o número de caracteres a serem lidos antes de encerrar a leitura.
%MB200:20 String recebida. É a faixa de memória (em bytes) onde a mensagem recebida será armazanada no CLP. No exemplo, o primeiro caractere é armazenado no byte %MB200 e a faixa suporta 20 caracteres (%MB200 até %MB219).
%MW120:4 Parâmetros de gerenciamento da comunicação. São necessárias 4 palavras (words) para uso do processador durante a comunicação.
QUADRO 3: PARÂMETROS DA INSTRUÇÃO INPUT_CHAR Fonte: Os autores – adaptado do arquivo de ajuda (Help) do software PL7 Pro
Conforme ilustrado na figura 28, a instrução na linha %L10 da rotina QDCS é a
seguinte: INPUT_CHAR(ADR#8.1.SYS,1,70,%MB8120:70,%MW4096:4)

63
Onde nota-se uma pequena diferença no endereçamento do canal de comunicação,
em relação ao padrão mostrado no Help do PL7 Pro. A equipe teve certa dificuldade para
encontrar a forma correta de informar à instrução o endereço correto do canal de comunicação
utilizado, pois no Help do PL7 Pro considera-se que a leitura é feita por um CLP remoto e,
nesse caso, é informado o endereço do CLP na rede. Essa sintaxe não funcionou nos testes em
bancada, sem rede configurada, sendo que o endereçamento utilizado no projeto apresentou
resultados satisfatórios nos testes em bancada.
A linha %L10, então, ativa a entrada de dados pelo canal 1 do módulo 8 do CLP,
com reset da memória do receptor, possuindo a mensagem 70 caracteres de comprimento e
sendo armazenada na área de memória compreendida entre os bytes %MB8120 e %MB8189,
inclusive estes. Após a recepção dos 70 caracteres, a comunicação é encerrada. Esse valor é
exatamente o comprimento de cada linha enviada pelo equipamento de teste de vazamento
PMD02.
Ainda referente à instrução INPUT_CHAR utilizada na linha %L10, percebe-se
que foram utilizadas as words de %MW4096 até %MW4099 para o gerenciamento da
comunicação por parte do processador. Dessas words, foi utilizado o bit 0 (Bit Menos
Significativo ou Bit Less Significant – LSB) da word %MW4096 com uma instrução “Contato
Normalmente Fechado”. Dessa forma, enquanto o bit %MW4096:X0 for igual a 0, a instrução
é executada e a comunicação, ativada. O processador se encarrega de ativar o bit
%MW4096:X0, indicando que o módulo está aguardando os caracteres para leitura. Assim, a
instrução “Contato Normalmente Fechado” fica falsa, pois o bit que a controla não está em 0
(posição normal) e como resultado o contato abre e a linha fica desativada. Em outras
palavras, enquanto a comunicação estiver ativada, não ocorre um novo comando através da
instrução INPUT_CHAR. Quando a comunicação se encerrar, é novamente ativada pela
instrução INPUT_CHAR.
O resultado final é que a comunicação fica sempre ativada, embora somente uma
ativação seja feita a cada ciclo, ou seja, a cada leitura de 70 caracteres.

64
4.1.1.3 Armazenamento dos dados na memória do CLP
Essa função da rotina QDCS também é executada pela instrução INPUT_CHAR,
conforme já discutido no item anterior. Após a captura dos caracteres através da porta serial,
os dados são armazenados na faixa de memória de %MB8120 a %MB8189, sendo utilizado 1
(um) byte para cada caractere, totalizando 70 caracteres por leitura.
Os caracteres são armazenados segundo o padrão ASCII. Isto significa que o
código ASCII do caractere fica registrado no byte correspondente, em formato binário,
conforme visto no Quadro 1 na página 26.
4.1.1.4 Tratamento dos dados para obtenção da informação relevante
Essa função ocupa a maior parte da rotina QDCS, iniciando na linha %L20 até a
linha %L70. Na realidade, o tratamento puro dos dados é realizado a partir da linha %L30,
sendo que na linha %L20 foi implementado um recurso que permitisse ler dois valores de
vazamento diferentes da mesma posição de memória, conforme explicação a seguir.
Como já explanado anteriormente, a faixa de memória utilizada para a captura dos
caracteres provenientes do equipamento de medição PMD02 possui 70 bytes, pois cada linha
de informação transmitida pelo PMD02 contém 70 caracteres. Entretanto, a informação
relevante está contida em apenas 6 caracteres, localizados na faixa de memória composta
pelos bytes %MB8178, %MB8179, %MB8180, %MB8181, %MB8183 e %MB8184. Nota-se
que o byte %MB8182 não está citado. Isto porque esse byte contém sempre o “ponto” que
separa as casas decimais da parte inteira do valor medido. O quadro 4 abaixo exemplifica essa
situação, para um valor medido de -0,43 cm3/min.
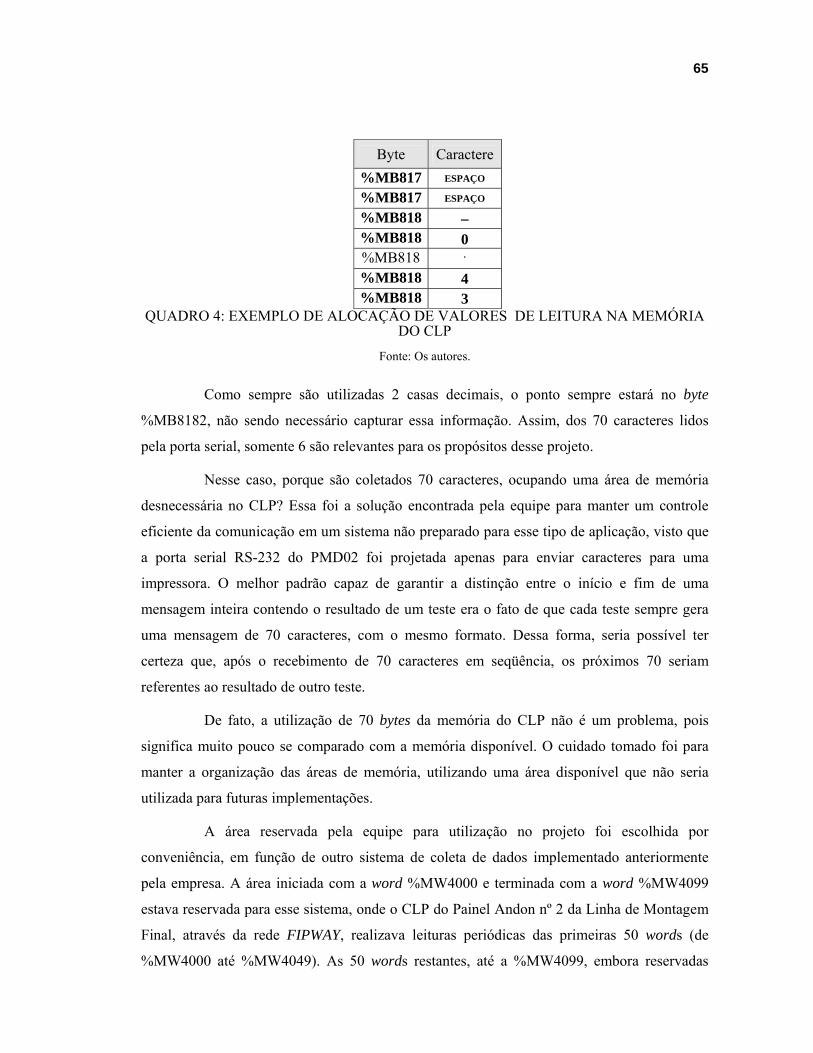
65
Byte Caractere %MB817 ESPAÇO
%MB817 ESPAÇO
%MB818 – %MB818 0 %MB818 .
%MB818 4 %MB818 3
QUADRO 4: EXEMPLO DE ALOCAÇÃO DE VALORES DE LEITURA NA MEMÓRIA DO CLP
Fonte: Os autores.
Como sempre são utilizadas 2 casas decimais, o ponto sempre estará no byte
%MB8182, não sendo necessário capturar essa informação. Assim, dos 70 caracteres lidos
pela porta serial, somente 6 são relevantes para os propósitos desse projeto.
Nesse caso, porque são coletados 70 caracteres, ocupando uma área de memória
desnecessária no CLP? Essa foi a solução encontrada pela equipe para manter um controle
eficiente da comunicação em um sistema não preparado para esse tipo de aplicação, visto que
a porta serial RS-232 do PMD02 foi projetada apenas para enviar caracteres para uma
impressora. O melhor padrão capaz de garantir a distinção entre o início e fim de uma
mensagem inteira contendo o resultado de um teste era o fato de que cada teste sempre gera
uma mensagem de 70 caracteres, com o mesmo formato. Dessa forma, seria possível ter
certeza que, após o recebimento de 70 caracteres em seqüência, os próximos 70 seriam
referentes ao resultado de outro teste.
De fato, a utilização de 70 bytes da memória do CLP não é um problema, pois
significa muito pouco se comparado com a memória disponível. O cuidado tomado foi para
manter a organização das áreas de memória, utilizando uma área disponível que não seria
utilizada para futuras implementações.
A área reservada pela equipe para utilização no projeto foi escolhida por
conveniência, em função de outro sistema de coleta de dados implementado anteriormente
pela empresa. A área iniciada com a word %MW4000 e terminada com a word %MW4099
estava reservada para esse sistema, onde o CLP do Painel Andon nº 2 da Linha de Montagem
Final, através da rede FIPWAY, realizava leituras periódicas das primeiras 50 words (de
%MW4000 até %MW4049). As 50 words restantes, até a %MW4099, embora reservadas
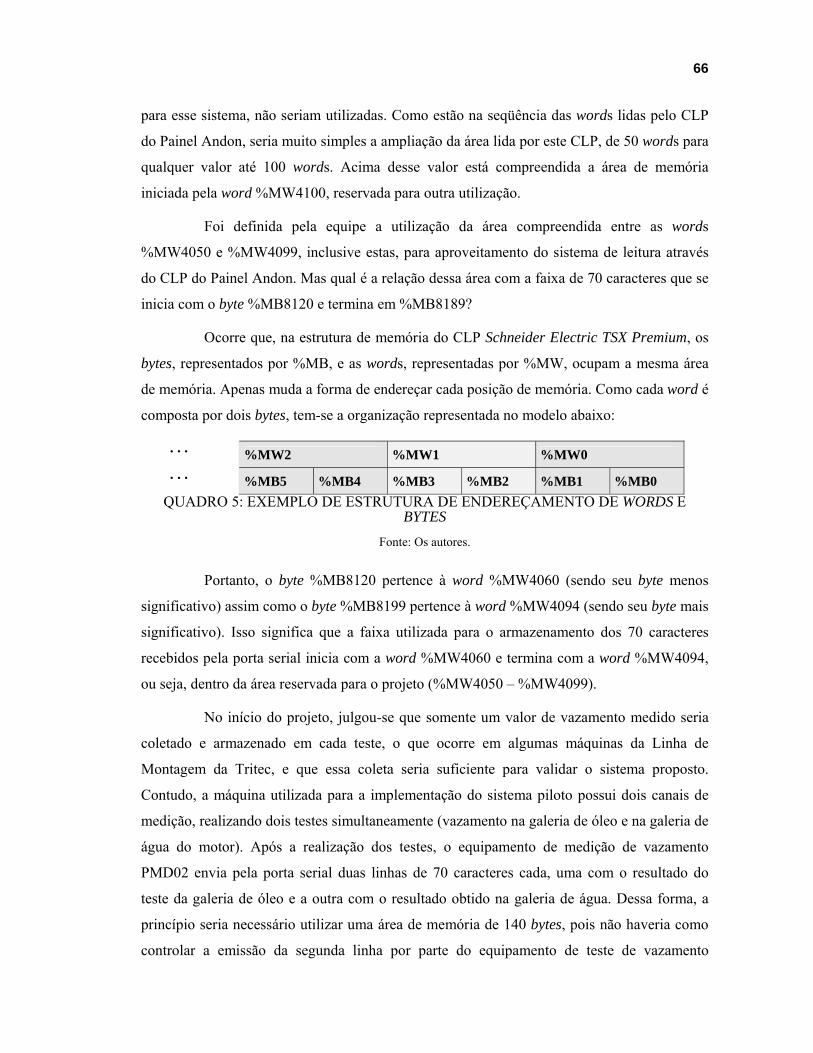
66
para esse sistema, não seriam utilizadas. Como estão na seqüência das words lidas pelo CLP
do Painel Andon, seria muito simples a ampliação da área lida por este CLP, de 50 words para
qualquer valor até 100 words. Acima desse valor está compreendida a área de memória
iniciada pela word %MW4100, reservada para outra utilização.
Foi definida pela equipe a utilização da área compreendida entre as words
%MW4050 e %MW4099, inclusive estas, para aproveitamento do sistema de leitura através
do CLP do Painel Andon. Mas qual é a relação dessa área com a faixa de 70 caracteres que se
inicia com o byte %MB8120 e termina em %MB8189?
Ocorre que, na estrutura de memória do CLP Schneider Electric TSX Premium, os
bytes, representados por %MB, e as words, representadas por %MW, ocupam a mesma área
de memória. Apenas muda a forma de endereçar cada posição de memória. Como cada word é
composta por dois bytes, tem-se a organização representada no modelo abaixo:
QUADRO 5: EXEMPLO DE ESTRUTURA DE ENDEREÇAMENTO DE WORDS E BYTES
Fonte: Os autores.
Portanto, o byte %MB8120 pertence à word %MW4060 (sendo seu byte menos
significativo) assim como o byte %MB8199 pertence à word %MW4094 (sendo seu byte mais
significativo). Isso significa que a faixa utilizada para o armazenamento dos 70 caracteres
recebidos pela porta serial inicia com a word %MW4060 e termina com a word %MW4094,
ou seja, dentro da área reservada para o projeto (%MW4050 – %MW4099).
No início do projeto, julgou-se que somente um valor de vazamento medido seria
coletado e armazenado em cada teste, o que ocorre em algumas máquinas da Linha de
Montagem da Tritec, e que essa coleta seria suficiente para validar o sistema proposto.
Contudo, a máquina utilizada para a implementação do sistema piloto possui dois canais de
medição, realizando dois testes simultaneamente (vazamento na galeria de óleo e na galeria de
água do motor). Após a realização dos testes, o equipamento de medição de vazamento
PMD02 envia pela porta serial duas linhas de 70 caracteres cada, uma com o resultado do
teste da galeria de óleo e a outra com o resultado obtido na galeria de água. Dessa forma, a
princípio seria necessário utilizar uma área de memória de 140 bytes, pois não haveria como
controlar a emissão da segunda linha por parte do equipamento de teste de vazamento
. . . %MW2 %MW1 %MW0
. . . %MB5 %MB4 %MB3 %MB2 %MB1 %MB0
67
PMD02, além de programar uma rotina de tratamento de dados a mais, especificamente para a
2ª linha.
Apesar da definição inicial de que a coleta de apenas um dos resultados seria
suficiente para a validação do sistema proposto, a equipe foi motivada pelo desafio de realizar
a coleta dos dois valores medidos, implementando um sistema completo para a máquina
utilizada.
A utilização de outra área de memória para a segunda linha de informação
proveniente do equipamento PMD02 foi cogitada, mas implicaria em usar uma área
descontínua da estrutura do CLP, prejudicando a organização do software da máquina. Além
disso, foi considerado que essa área não teria a mesma utilidade e importância da primeira, já
que a vantagem em se utilizar uma área de 70 caracteres para garantir a integridade e o
controle da comunicação estava garantida pela primeira área.
Dessa forma, foi analisada a possibilidade de se utilizar somente uma área de 70
caracteres para as duas leituras. Desta análise surgiu o recurso implementado na linha %L20,
que detecta a leitura do primeiro bloco de dados, ou seja, detecta a primeira leitura. A linha
%L20 está ilustrada na figura 29.
Esse recurso de detecção da leitura do primeiro bloco de dados tem por objetivo
possibilitar a preparação, conversão e armazenamento do resultado da primeira leitura (o valor
de vazamento medido na galeria de óleo), no breve intervalo entre a recepção da primeira e
segunda linhas provenientes do equipamento de medição de vazamento, pois quando a
segunda linha é lida, a área de memória com a primeira linha é sobrescrita.
Primeiro, o bit %X15.6 é ativado quando o passo 6 da macro 15 estiver ativo, no
Grafcet. Não é o objetivo desse trabalho estudar o Grafcet, mas é importante citar que a
informação do bit %X15.6 vem do programa de controle da máquina, portanto já estava
implementado antes do início desse projeto. Além disso, é fundamental saber que o bit
%X15.6 indica que a máquina vai iniciar o processo de medição de vazamento.
68
Quando o bit %X15.6 é ativado, o bit %M470 é ativado através de uma instrução
set, ou seja, após a ativação, permanece nesse estado independentemente da alteração no valor
do bit %X15.6. Nessa situação, o bit %M470 indica que o ciclo de medição está ocorrendo e
habilita a próxima seqüência de instruções.
Com o bit %M470 ativado, a instrução COMPARE verifica se o valor da word
%MW4095 é diferente do resultado da soma dos valores das words %MW4060, %MW4061 e
%MW4062. Essa instrução, isoladamente, não tem sentido; mas ao analisar o final da linha
%L20, verifica-se a presença de uma instrução OPERATE, que permanece atualizando o valor
da word %MW4095 a cada ciclo de processamento (scan) do programa. Essa instrução
OPERATE realiza a soma dos valores das words %MW4060, %MW4061 e %MW4062 e
armazena o resultado na word %MW4095. Dessa forma, é esperado que a identidade
(%MW4095 = %MW4060 + %MW4061 + %MW4062) seja verdadeira durante todo o
tempo.

69
FIGURA 30: LINHA %L20 DA ROTINA QDCS
Fonte: Os autores.
70
Ocorre que, conforme visto na página 81, as words %MW4060, %MW4061 e
%MW4062 fazem parte da área de memória que contém os caracteres provenientes do
equipamento de medição. De toda a faixa de memória, foram selecionadas essas três palavras
para fazer a detecção de leitura porque elas contêm o número seqüencial do teste, informação
irrelevante para armazenamento, mas importante para o recurso descrito nesse tópico, já que o
número que identifica o teste não pode se repetir, pelo menos não de um teste para o seguinte.
Assim, a cada scan do programa, a linha %L20 monitora se houve mudança na área
de leitura dos dados do teste de vazamento. A identidade (%MW4095 = %MW4060 +
%MW4061 + %MW4062) deve ser verdadeira, a não ser que o conteúdo da área de leitura
seja alterado, o que significa que uma nova mensagem proveniente do equipamento de
medição de vazamento acabou de ser recebida pelo CLP. Quando a identidade ficar falsa, o
bit %M471 será ativado e permanecerá nesse estado até que uma instrução reset o leve
novamente ao valor 0. Esse bit (%M471) indica que foi detectada uma primeira leitura. Logo
após essa detecção, a identidade acima citada é novamente restabelecida.
O bit %M471, quando ativado, também impede através da instrução “contato
normalmente fechado” que uma nova detecção de leitura o ative novamente e permite que
essa nova detecção o desative através da instrução reset. Isso é feito para permitir que, após a
detecção da primeira leitura, a própria detecção da segunda leitura restaure as condições
iniciais do sistema, preparando-o para o próximo ciclo de medição (quando o próximo
produto for testado). Nessa situação, também o bit %M470 é desativado através de uma
instrução reset, indicando que o ciclo de detecção da primeira leitura está encerrado e pronto
para a próxima detecção.
Finalmente, o bit %M472 é um bit auxiliar, utilizado para impedir que o bit
%M471 seja ativado e desativado no mesmo scan, quando a identidade (%MW4095 =
%MW4060 + %MW4061 + %MW4062) for falsa. Pelo programa, nota-se que isso ocorreria
sem a presença das instruções “contato normalmente fechado” do bit %M472. Quando o bit
%M471 for ativado, o bit %M472 também é ativado e impede, logo em seguida, que o bit
%M471 seja desativado. Na continuidade do programa, após a instrução OPERATE restaurar
a identidade (%MW4095 = %MW4060 + %MW4061 + %MW4062), o bit %M472, que já
cumpriu sua tarefa, retorna ao valor 0. O mesmo ocorre na desativação do bit %M471, com o
bit %M472 garantindo que o bit %M471 não seja ativado indevidamente.

71
O resultado dessa lógica é o bit %M471 fornecendo a informação de que a primeira
leitura ocorreu e o valor medido de vazamento presente na área de leitura deve ser
imediatamente separado, convertido e armazenado, antes que o próximo bloco de dados
chegue à área de leitura. Na análise da linha %L80 será verificado o efeito do bit %M471.
Após a detecção de primeira leitura realizada na linha %L20, a preparação dos
dados efetivamente ocorre a partir da linha %L30, onde são transferidas as informações da
área de leitura para a área de conversão.
Nesse ponto, antes de iniciar a análise das linhas %L30 até %L70, é importante
entender o que é a área de conversão.
4.1.1.5 A Área de Conversão e sua Utilização
Já foi explanado no item 4.1.1.4 que o valor medido de vazamento, após a captura
dos dados provenientes da porta serial, permanece na área de leitura em formato ASCII. Para
que esse valor possa ser lido e armazenado pelo sistema supervisório, é necessário converter
essa informação contida em uma string de caracteres para um valor numérico, do ponto de
vista do CLP.
Outro fato importante é que o driver utilizado na Tritec para a comunicação dos
CLPs dos Andons com o software supervisório Elipse somente permite a leitura e escrita de
números inteiros, no formato de 16 ou 32 bits. Devido a essa limitação, torna-se inviável a
utilização de instruções que convertam uma string em um número do tipo ponto flutuante.
Dessa forma, utilizou-se a instrução STRING_TO_INT para realizar a conversão
da string contendo o valor medido de vazamento em um número inteiro. Porém, antes que
fosse possível utilizar essa instrução no programa, era necessário retirar a informação da área
de leitura e prepará-la no formato exigido pela instrução STRING_TO_INT. Essa instrução
aparece somente na linha %L90, após o tratamento da informação ter sido feito.
Segundo o arquivo de ajuda (Help) do software PL7 Pro, a instrução
STRING_TO_INT converte uma string de 6 caracteres representando um valor numérico
entre –32768 a +32767 no valor numérico correspondente. O primeiro caractere deve sempre
representar o sinal, mesmo que seja o sinal “+”. Os caracteres restantes representam os
valores, na seguintes seqüência: o segundo, as dezenas de milhares; o terceiro, os milhares; o
quarto, as centenas; o quinto, as dezenas e, finalmente, o sexto, as unidades. Essa estrutura
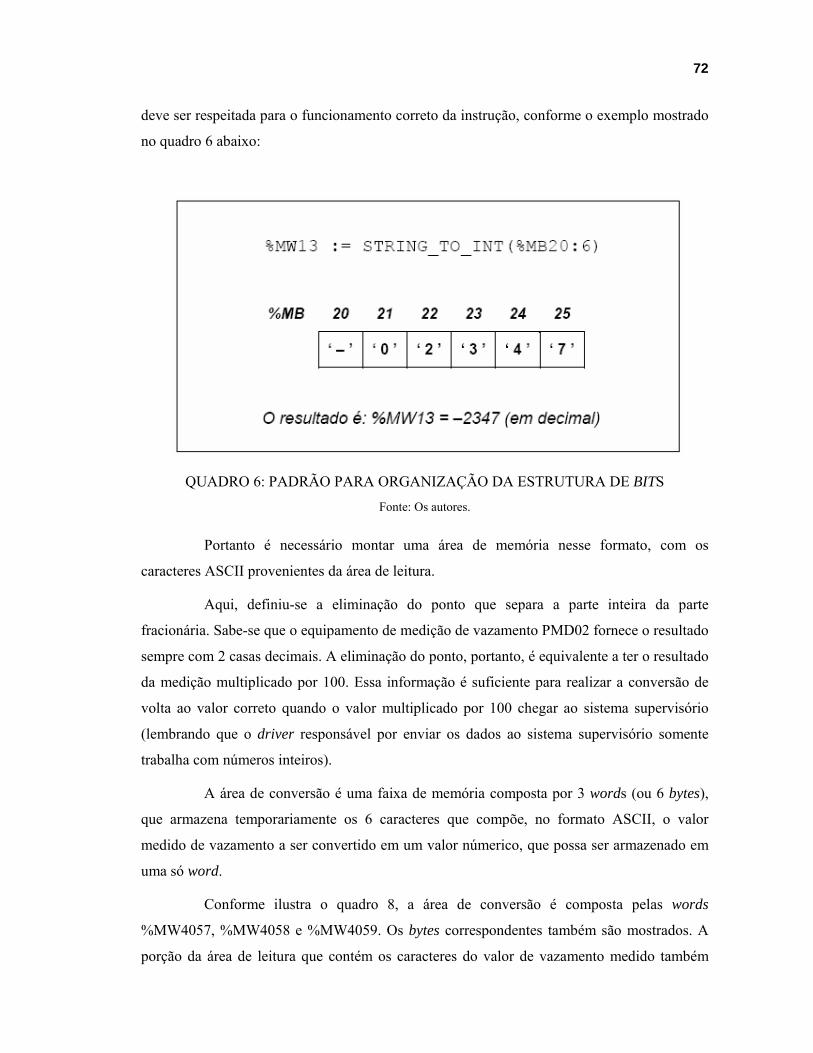
72
deve ser respeitada para o funcionamento correto da instrução, conforme o exemplo mostrado
no quadro 6 abaixo:
QUADRO 6: PADRÃO PARA ORGANIZAÇÃO DA ESTRUTURA DE BITS
Fonte: Os autores.
Portanto é necessário montar uma área de memória nesse formato, com os
caracteres ASCII provenientes da área de leitura.
Aqui, definiu-se a eliminação do ponto que separa a parte inteira da parte
fracionária. Sabe-se que o equipamento de medição de vazamento PMD02 fornece o resultado
sempre com 2 casas decimais. A eliminação do ponto, portanto, é equivalente a ter o resultado
da medição multiplicado por 100. Essa informação é suficiente para realizar a conversão de
volta ao valor correto quando o valor multiplicado por 100 chegar ao sistema supervisório
(lembrando que o driver responsável por enviar os dados ao sistema supervisório somente
trabalha com números inteiros).
A área de conversão é uma faixa de memória composta por 3 words (ou 6 bytes),
que armazena temporariamente os 6 caracteres que compõe, no formato ASCII, o valor
medido de vazamento a ser convertido em um valor númerico, que possa ser armazenado em
uma só word.
Conforme ilustra o quadro 8, a área de conversão é composta pelas words
%MW4057, %MW4058 e %MW4059. Os bytes correspondentes também são mostrados. A
porção da área de leitura que contém os caracteres do valor de vazamento medido também
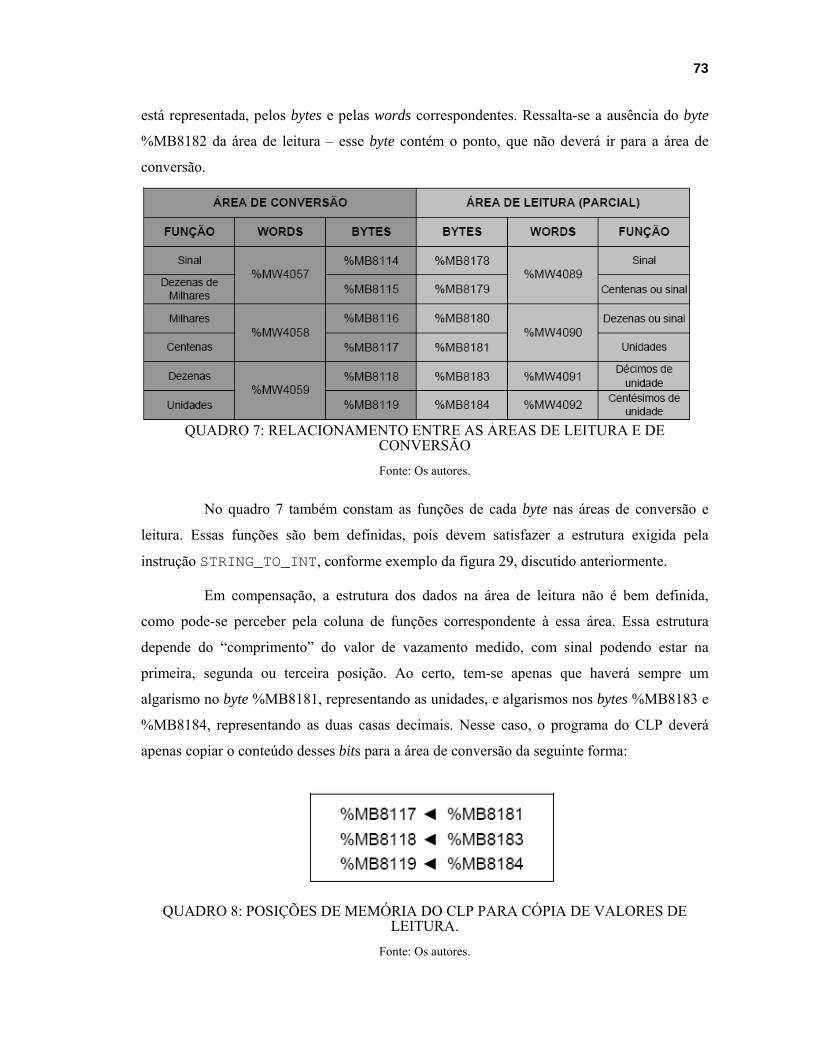
73
está representada, pelos bytes e pelas words correspondentes. Ressalta-se a ausência do byte
%MB8182 da área de leitura – esse byte contém o ponto, que não deverá ir para a área de
conversão.
QUADRO 7: RELACIONAMENTO ENTRE AS ÁREAS DE LEITURA E DE CONVERSÃO Fonte: Os autores.
No quadro 7 também constam as funções de cada byte nas áreas de conversão e
leitura. Essas funções são bem definidas, pois devem satisfazer a estrutura exigida pela
instrução STRING_TO_INT, conforme exemplo da figura 29, discutido anteriormente.
Em compensação, a estrutura dos dados na área de leitura não é bem definida,
como pode-se perceber pela coluna de funções correspondente à essa área. Essa estrutura
depende do “comprimento” do valor de vazamento medido, com sinal podendo estar na
primeira, segunda ou terceira posição. Ao certo, tem-se apenas que haverá sempre um
algarismo no byte %MB8181, representando as unidades, e algarismos nos bytes %MB8183 e
%MB8184, representando as duas casas decimais. Nesse caso, o programa do CLP deverá
apenas copiar o conteúdo desses bits para a área de conversão da seguinte forma:
QUADRO 8: POSIÇÕES DE MEMÓRIA DO CLP PARA CÓPIA DE VALORES DE
LEITURA. Fonte: Os autores.
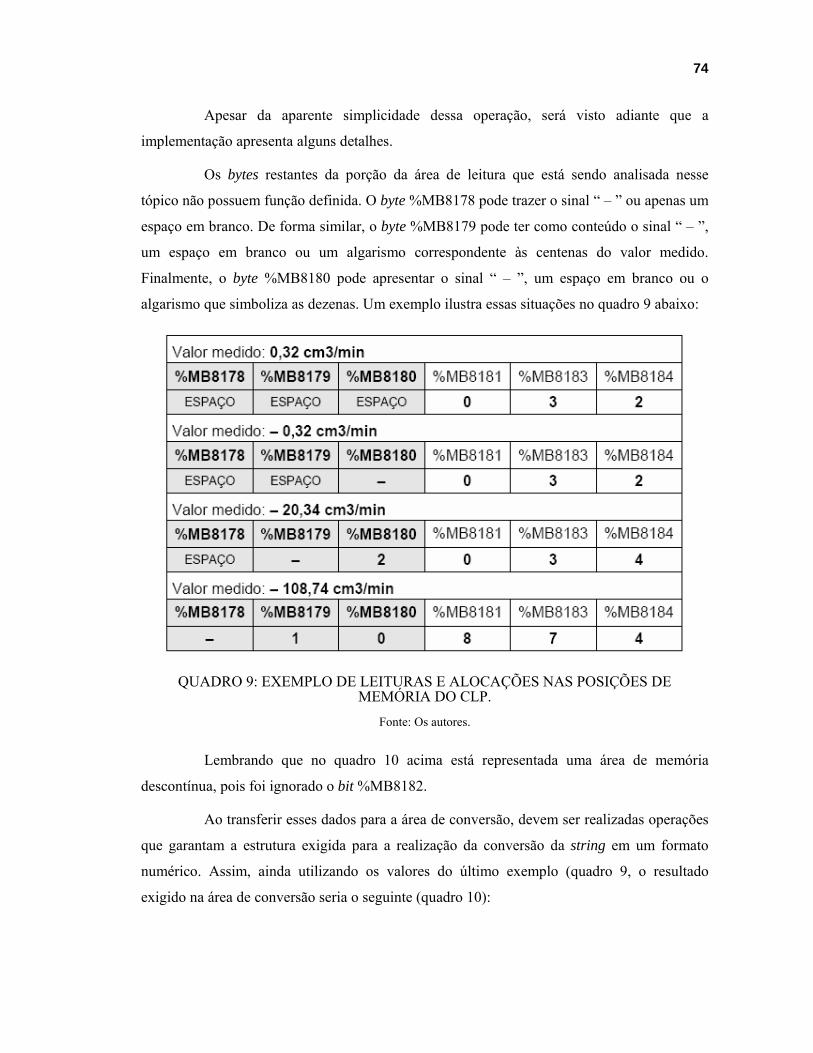
74
Apesar da aparente simplicidade dessa operação, será visto adiante que a
implementação apresenta alguns detalhes.
Os bytes restantes da porção da área de leitura que está sendo analisada nesse
tópico não possuem função definida. O byte %MB8178 pode trazer o sinal “ – ” ou apenas um
espaço em branco. De forma similar, o byte %MB8179 pode ter como conteúdo o sinal “ – ”,
um espaço em branco ou um algarismo correspondente às centenas do valor medido.
Finalmente, o byte %MB8180 pode apresentar o sinal “ – ”, um espaço em branco ou o
algarismo que simboliza as dezenas. Um exemplo ilustra essas situações no quadro 9 abaixo:
QUADRO 9: EXEMPLO DE LEITURAS E ALOCAÇÕES NAS POSIÇÕES DE MEMÓRIA DO CLP.
Fonte: Os autores.
Lembrando que no quadro 10 acima está representada uma área de memória
descontínua, pois foi ignorado o bit %MB8182.
Ao transferir esses dados para a área de conversão, devem ser realizadas operações
que garantam a estrutura exigida para a realização da conversão da string em um formato
numérico. Assim, ainda utilizando os valores do último exemplo (quadro 9, o resultado
exigido na área de conversão seria o seguinte (quadro 10):
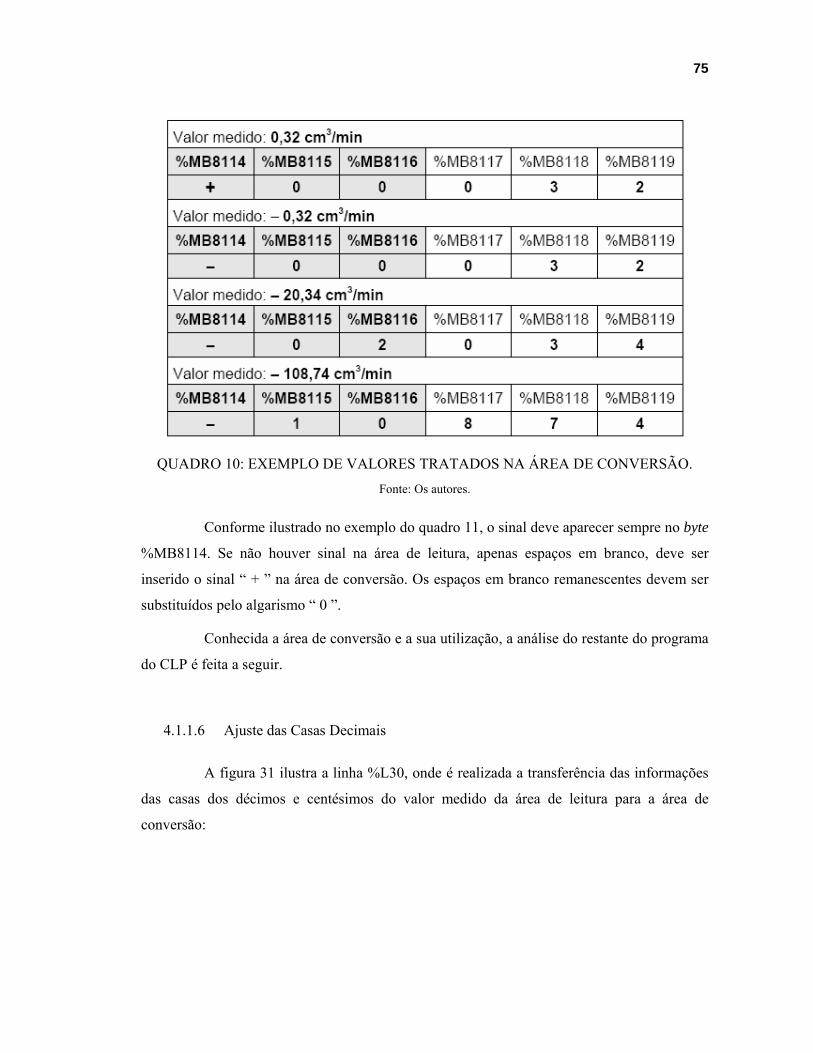
75
QUADRO 10: EXEMPLO DE VALORES TRATADOS NA ÁREA DE CONVERSÃO.
Fonte: Os autores.
Conforme ilustrado no exemplo do quadro 11, o sinal deve aparecer sempre no byte
%MB8114. Se não houver sinal na área de leitura, apenas espaços em branco, deve ser
inserido o sinal “ + ” na área de conversão. Os espaços em branco remanescentes devem ser
substituídos pelo algarismo “ 0 ”.
Conhecida a área de conversão e a sua utilização, a análise do restante do programa
do CLP é feita a seguir.
4.1.1.6 Ajuste das Casas Decimais
A figura 31 ilustra a linha %L30, onde é realizada a transferência das informações
das casas dos décimos e centésimos do valor medido da área de leitura para a área de
conversão:

76
FIGURA 31: LINHA DE PROGRAMAÇÃO %L30 DO CLP.
Fonte: Os autores.
Relembrando que o objetivo da linha %L30 é apenas realizar a seguinte
transferência:
QUADRO 11: CÓPIA DE VALORES DE LEITURA PARA ÁREA DE TRANSFERÊNCIA. Fonte: Os autores.
Contudo, não é possível realizar operações diretamente com bytes, sendo
necessário trabalhar com as words que os contém.
Nesse caso, a operação não pode ser feita diretamente, pois embora os bytes de
destino %MB8118 e %MB8119 pertençam à mesma word (%MW4059), os bytes de origem
(%MB8183 e %MB8184) pertencem à words diferentes (%MW4091 e %MW4092),
conforme ilustrado no quadro 12 abaixo:
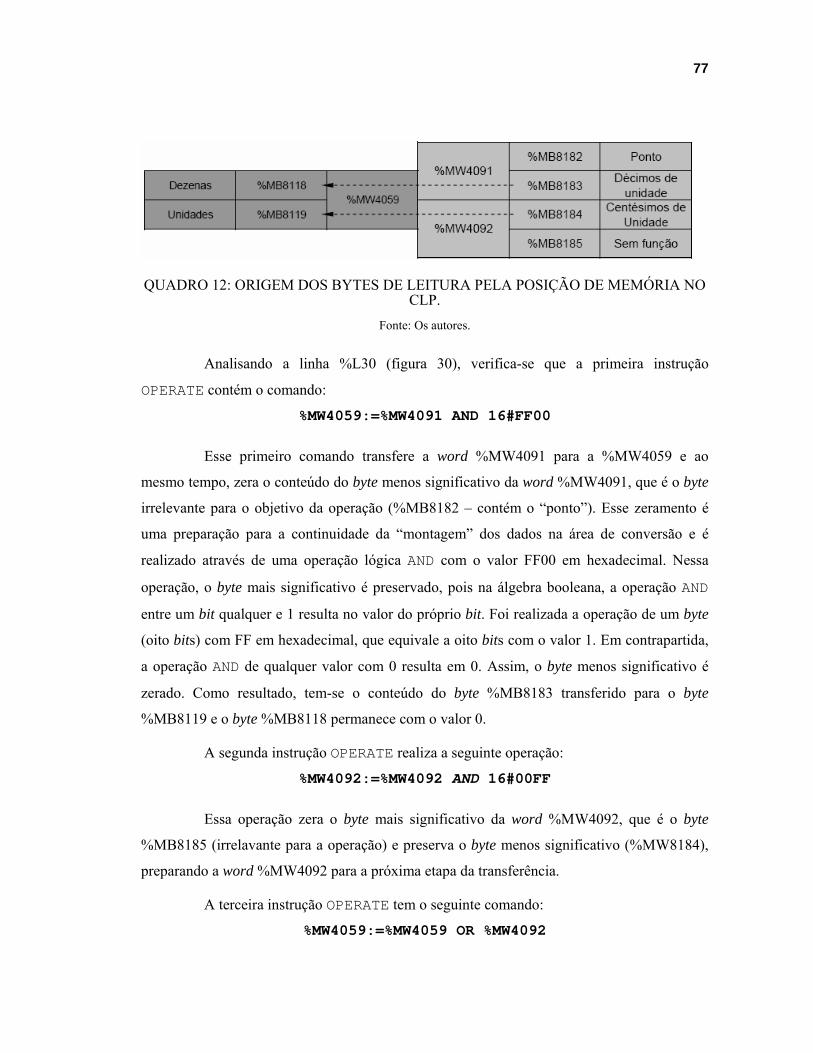
77
QUADRO 12: ORIGEM DOS BYTES DE LEITURA PELA POSIÇÃO DE MEMÓRIA NO
CLP. Fonte: Os autores.
Analisando a linha %L30 (figura 30), verifica-se que a primeira instrução
OPERATE contém o comando:
%MW4059:=%MW4091 AND 16#FF00
Esse primeiro comando transfere a word %MW4091 para a %MW4059 e ao
mesmo tempo, zera o conteúdo do byte menos significativo da word %MW4091, que é o byte
irrelevante para o objetivo da operação (%MB8182 – contém o “ponto”). Esse zeramento é
uma preparação para a continuidade da “montagem” dos dados na área de conversão e é
realizado através de uma operação lógica AND com o valor FF00 em hexadecimal. Nessa
operação, o byte mais significativo é preservado, pois na álgebra booleana, a operação AND
entre um bit qualquer e 1 resulta no valor do próprio bit. Foi realizada a operação de um byte
(oito bits) com FF em hexadecimal, que equivale a oito bits com o valor 1. Em contrapartida,
a operação AND de qualquer valor com 0 resulta em 0. Assim, o byte menos significativo é
zerado. Como resultado, tem-se o conteúdo do byte %MB8183 transferido para o byte
%MB8119 e o byte %MB8118 permanece com o valor 0.
A segunda instrução OPERATE realiza a seguinte operação:
%MW4092:=%MW4092 AND 16#00FF
Essa operação zera o byte mais significativo da word %MW4092, que é o byte
%MB8185 (irrelavante para a operação) e preserva o byte menos significativo (%MW8184),
preparando a word %MW4092 para a próxima etapa da transferência.
A terceira instrução OPERATE tem o seguinte comando:
%MW4059:=%MW4059 OR %MW4092

78
Aqui ocorre a mesclagem entre a informação desejada da word %MW4091 (que é o
byte %MB8183) e da word %MW4092 (byte %MB8184) na mesma word %MW4059. Esta
word já contém o valor do byte %MW8183 no seu byte %MW8119, que é o mais
significativo. O byte menos significativo (%MB8118) está zerado, pronto para receber o
conteúdo do byte %MB8184, que por sua vez é o byte menos significativo da word
%MW4092. O byte mais significativo desta word também foi zerado. Assim, a operação OR
entre as words %MW4059 e %MW4092, carregando o resultado na própria word %MW4059,
implica na manutenção do byte %MB8119 (que faz operação OR com 0 – mantém seu valor)
e no carregamento do valor de %MB8184 em %MB8118 (pois %MB8184 faz operação OR
com o 0 de %MW8118). Após essas operações, o resultado é o seguinte:
QUADRO 13: MESCLAGEM DAS WORDS EM POSIÇÃO DE MEMÓRIA NO CLP. Fonte: Os autores.
Esse ainda não é o resultado final desejado, pois os valores estão invertidos entre os
bytes mais e menos significativos da word %MW4059. Assim, a quarta e última instrução
OPERATE da linha %L30 realiza a seguinte operação:
SWAP(%MW4059:1)
Esta instrução SWAP inverte os conteúdos entre os bytes de uma ou mais words.
Nesse caso, os bytes da word %MW4059 são invertidos e obtém-se, dessa forma, o resultado
final desejado.
4.1.1.7 Ajuste de Unidades, Dezenas e Centenas
A linha %L40 executa a transferência dos caracteres das unidades, dezenas,
centenas ou sinal, da área de leitura para a área de conversão, conforme ilustra o quadro 15
abaixo:
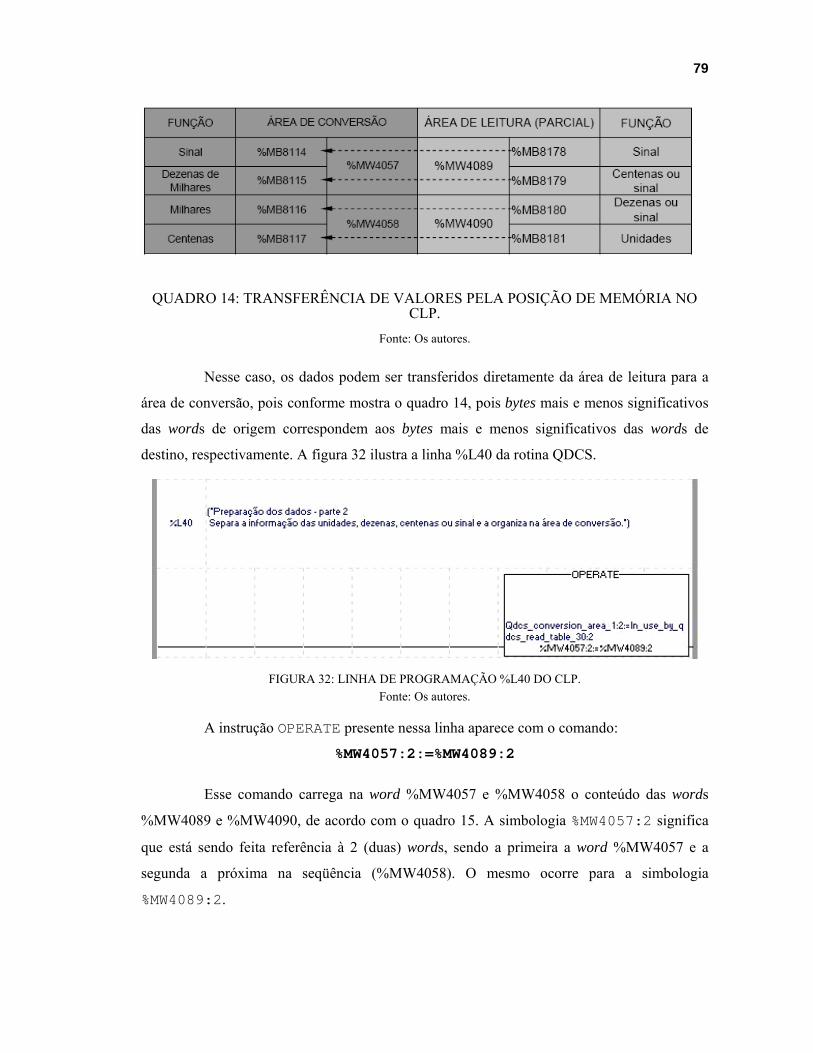
79
QUADRO 14: TRANSFERÊNCIA DE VALORES PELA POSIÇÃO DE MEMÓRIA NO
CLP. Fonte: Os autores.
Nesse caso, os dados podem ser transferidos diretamente da área de leitura para a
área de conversão, pois conforme mostra o quadro 14, pois bytes mais e menos significativos
das words de origem correspondem aos bytes mais e menos significativos das words de
destino, respectivamente. A figura 32 ilustra a linha %L40 da rotina QDCS.
FIGURA 32: LINHA DE PROGRAMAÇÃO %L40 DO CLP. Fonte: Os autores.
A instrução OPERATE presente nessa linha aparece com o comando:
%MW4057:2:=%MW4089:2
Esse comando carrega na word %MW4057 e %MW4058 o conteúdo das words
%MW4089 e %MW4090, de acordo com o quadro 15. A simbologia %MW4057:2 significa
que está sendo feita referência à 2 (duas) words, sendo a primeira a word %MW4057 e a
segunda a próxima na seqüência (%MW4058). O mesmo ocorre para a simbologia
%MW4089:2.
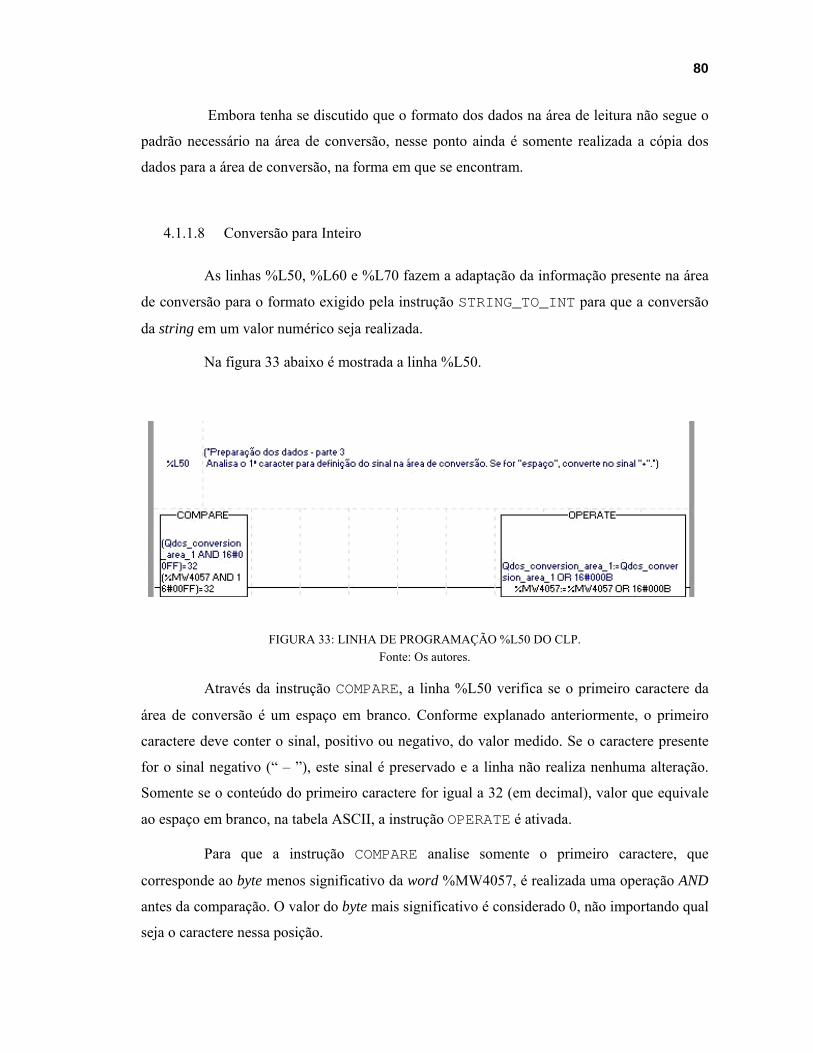
80
Embora tenha se discutido que o formato dos dados na área de leitura não segue o
padrão necessário na área de conversão, nesse ponto ainda é somente realizada a cópia dos
dados para a área de conversão, na forma em que se encontram.
4.1.1.8 Conversão para Inteiro
As linhas %L50, %L60 e %L70 fazem a adaptação da informação presente na área
de conversão para o formato exigido pela instrução STRING_TO_INT para que a conversão
da string em um valor numérico seja realizada.
Na figura 33 abaixo é mostrada a linha %L50.
FIGURA 33: LINHA DE PROGRAMAÇÃO %L50 DO CLP. Fonte: Os autores.
Através da instrução COMPARE, a linha %L50 verifica se o primeiro caractere da
área de conversão é um espaço em branco. Conforme explanado anteriormente, o primeiro
caractere deve conter o sinal, positivo ou negativo, do valor medido. Se o caractere presente
for o sinal negativo (“ – ”), este sinal é preservado e a linha não realiza nenhuma alteração.
Somente se o conteúdo do primeiro caractere for igual a 32 (em decimal), valor que equivale
ao espaço em branco, na tabela ASCII, a instrução OPERATE é ativada.
Para que a instrução COMPARE analise somente o primeiro caractere, que
corresponde ao byte menos significativo da word %MW4057, é realizada uma operação AND
antes da comparação. O valor do byte mais significativo é considerado 0, não importando qual
seja o caractere nessa posição.
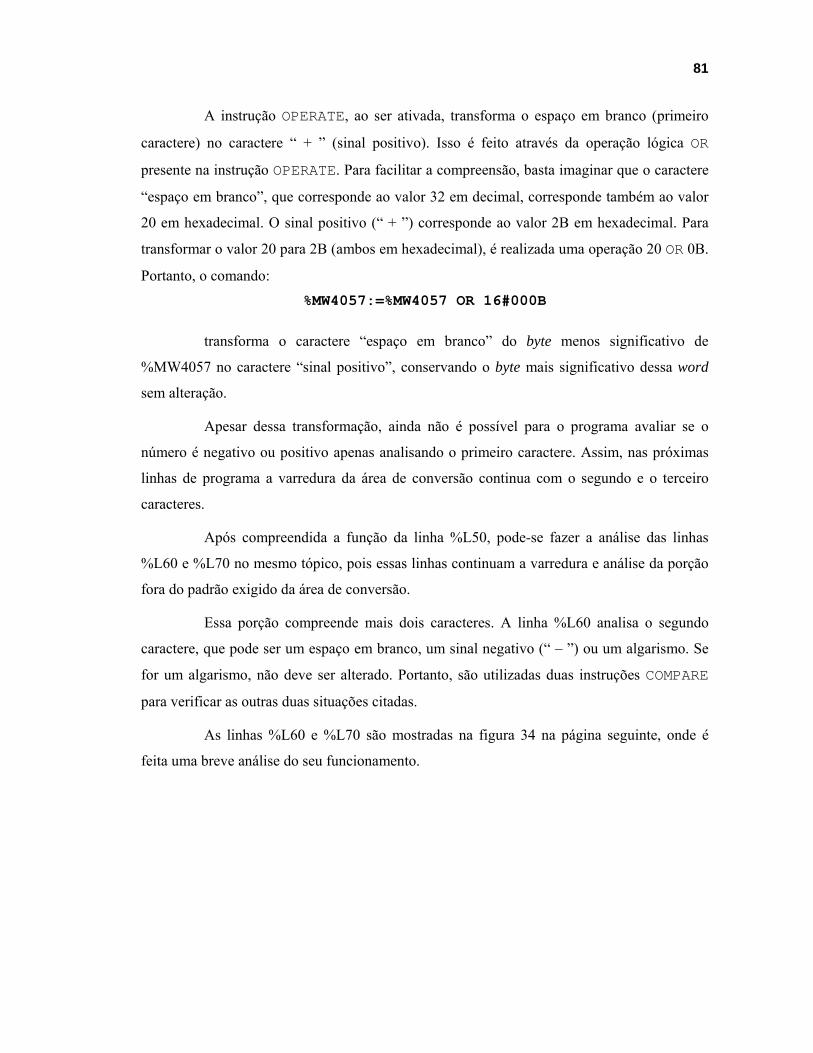
81
A instrução OPERATE, ao ser ativada, transforma o espaço em branco (primeiro
caractere) no caractere “ + ” (sinal positivo). Isso é feito através da operação lógica OR
presente na instrução OPERATE. Para facilitar a compreensão, basta imaginar que o caractere
“espaço em branco”, que corresponde ao valor 32 em decimal, corresponde também ao valor
20 em hexadecimal. O sinal positivo (“ + ”) corresponde ao valor 2B em hexadecimal. Para
transformar o valor 20 para 2B (ambos em hexadecimal), é realizada uma operação 20 OR 0B.
Portanto, o comando: %MW4057:=%MW4057 OR 16#000B
transforma o caractere “espaço em branco” do byte menos significativo de
%MW4057 no caractere “sinal positivo”, conservando o byte mais significativo dessa word
sem alteração.
Apesar dessa transformação, ainda não é possível para o programa avaliar se o
número é negativo ou positivo apenas analisando o primeiro caractere. Assim, nas próximas
linhas de programa a varredura da área de conversão continua com o segundo e o terceiro
caracteres.
Após compreendida a função da linha %L50, pode-se fazer a análise das linhas
%L60 e %L70 no mesmo tópico, pois essas linhas continuam a varredura e análise da porção
fora do padrão exigido da área de conversão.
Essa porção compreende mais dois caracteres. A linha %L60 analisa o segundo
caractere, que pode ser um espaço em branco, um sinal negativo (“ – ”) ou um algarismo. Se
for um algarismo, não deve ser alterado. Portanto, são utilizadas duas instruções COMPARE
para verificar as outras duas situações citadas.
As linhas %L60 e %L70 são mostradas na figura 34 na página seguinte, onde é
feita uma breve análise do seu funcionamento.
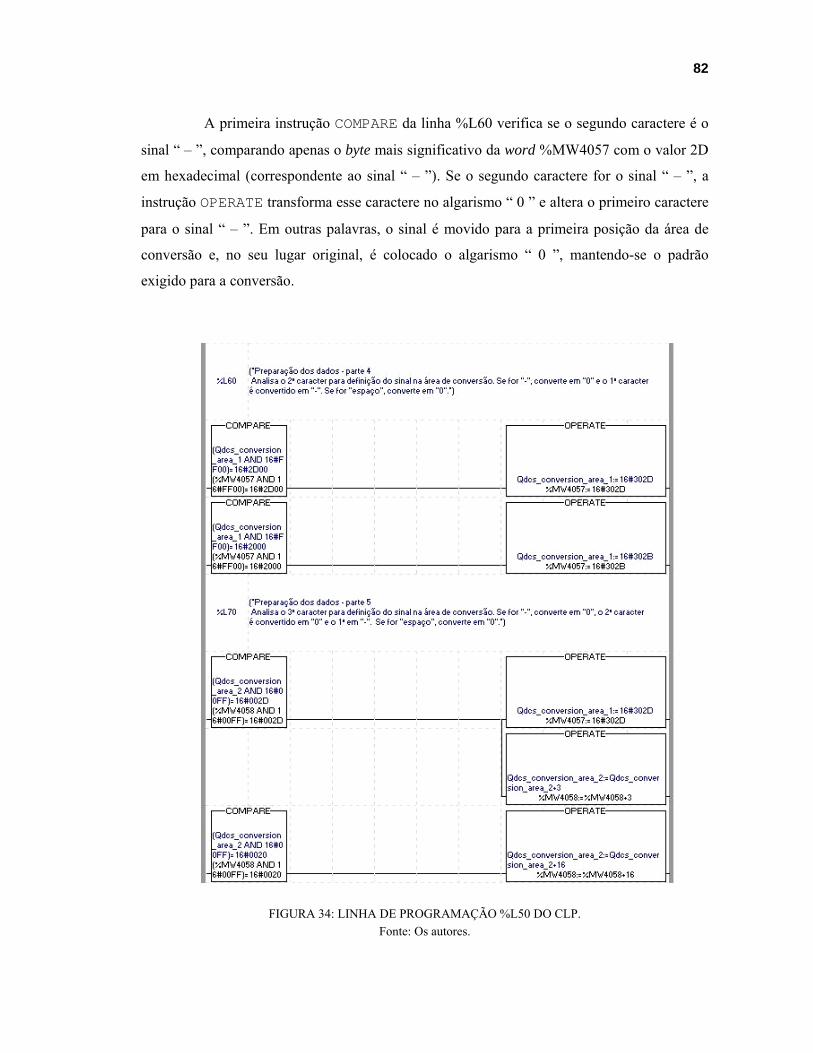
82
A primeira instrução COMPARE da linha %L60 verifica se o segundo caractere é o
sinal “ – ”, comparando apenas o byte mais significativo da word %MW4057 com o valor 2D
em hexadecimal (correspondente ao sinal “ – ”). Se o segundo caractere for o sinal “ – ”, a
instrução OPERATE transforma esse caractere no algarismo “ 0 ” e altera o primeiro caractere
para o sinal “ – ”. Em outras palavras, o sinal é movido para a primeira posição da área de
conversão e, no seu lugar original, é colocado o algarismo “ 0 ”, mantendo-se o padrão
exigido para a conversão.
FIGURA 34: LINHA DE PROGRAMAÇÃO %L50 DO CLP. Fonte: Os autores.

83
A operação presente na instrução OPERATE responsável pela transformação citada
no parágrafo anterior é a seguinte: %MW4057:=16#302D
Na instrução citada, como tanto o primeiro quanto o segundo caracteres pertencem
à mesma word %MW4057, a alteração é feita com apenas uma operação. O byte mais
significativo (segundo caractere) recebe o valor 30 em hexadecimal, que corresponde ao
algarismo “ 0 ” na tabela ASCII, e o byte menos significativo recebe o valor 2D em
hexadecimal (sinal “ – ”).
A 2ª instrução COMPARE da linha %L60 funciona de forma similar à primeira,
comparando o segundo caractere da área de conversão com o caractere “espaço em branco”,
cujo valor em hexadecimal é 20. Por isso a comparação é feita da seguinte forma: (%MW4057 AND 16#FF00)=16#2000
Nota-se na comparação acima que somente o byte mais significativo (que faz
operação AND com FF em hexadecimal) é comparado com o valor 20 em hexadecimal
(“espaço em branco”). Se a identidade acima for verdadeira, o caractere “espaço em branco”
deve ser transformado no algarismo “ 0 ”. Isso é realizado através da instrução COMPARE com
a operação: %MW4057:=16#302B
O que transforma o segundo caractere em “ 0 ” (código ASCII 30 em hexadecimal)
e mantém o primeiro caractere com o sinal “ + ” (código ASCII 2B em hexadecimal).
Na linha %L70 é realizado o mesmo tipo de comparação para analisar o terceiro
caractere da área de conversão.
A primeira instrução COMPARE da linha %L70 verifica se o byte menos
significativo é igual a 2D em hexadecimal, ou seja, se o terceiro caractere da área de
conversão é o sinal “ – ”. Se essa comparação confirmar o sinal “ – ” como o terceiro
caractere, são utilizadas duas instruções OPERATE para transformar o primeiro caractere no
sinal “ – ”, o segundo no algarismo “ 0 ” e o terceiro também no algarismo “ 0 ”, ou seja,
“mover” o sinal negativo para o primeiro caractere, preenchendo o espaço referentes ao
segundo e ao terceiro caracteres com o algarismo “ 0 ”. As duas instruções OPERATE que
realizam essas tarefas trabalham com as seguintes operações: %MW4057:=16#302D

84
Expressão já conhecida, pois está também na linha %L60, carregando o sinal
negativo como sendo o primeiro caractere (valor 2D em hexadecimal) e o algarismo “ 0 ”
como o segundo caractere e: %MW4058:=%MW4058+3
Essa responsável por transformar o terceiro caractere, que nesse caso é
originalmente o sinal “ – ”, em um algarismo “ 0 ”. A operação acima realiza essa tarefa
somando 3 unidades ao valor 2D (em hexadecimal, correspondente ao sinal “ – ”), que se
transforma no valor 30 (em hexadecimal, correspondente ao algarismo “ 0 ”).
No parágrafo acima foi descrito como a linha %L70 atua quando o terceiro
caractere é o sinal negativo. Esse caractere ainda poderia ser um algarismo qualquer, sendo
que nesse caso nenhuma alteração deve ser feita, ou um “espaço em branco”, que deve ser
alterado.
Se o terceiro caractere for um “espaço em branco”, o valor do byte menos
significativo da word %MW4058 será 20 no sistema hexadecimal e essa condição será
detectada pela segunda instrução COMPARE da linha %L70. Nessa situação, o “espaço em
branco” deve ser transformado no algarismo “ 0 ”. Essa tarefa é realizada pela instrução
OPERATE com a seguinte operação:
%MW4058:=%MW4058+16
alterando o valor 20 no sistema hexadecimal para o valor 30, também no sistema
hexadecimal. Na operação acima, a soma é realizada no sistema decimal, por isso são
somadas 16 unidades. Pode-se considerar também que a alteração foi do valor 32 para o valor
48, ambos no sistema decimal. Consultando a tabela ASCII, na página 27, verifica-se que o
resultado é a alteração do caractere “espaço em branco” no caractere “ 0 ”.
Não há necessidade de se alterar o sinal no primeiro caractere, pois se o terceiro
caractere é originalmente um “espaço em branco”, certamente o sinal é positivo e já foi
inserido na execução da linha %L50.
Finaliza-se, assim, a preparação do valor medido na área de conversão. As três
words que formam essa área possuem, nesse ponto, a string correspondente ao valor medido
no formato exigido pela instrução STRING_TO_INT para a conversão em um valor
numérico, operação que será discutida na descrição da linha %L90.
85
4.1.1.9 Obtenção do Número de Série do Produto Testado – A Linha %80
Essa linha trata de outra informação importante a ser agregada ao valor de
vazamento medido pelo equipamento PMD02, que é o número de série do motor testado.
O número de série pode ser facilmente obtido do programa original da máquina,
que realiza a leitura dessa informação diretamente do palete que transporta o motor ao longo
da Linha de Montagem, utilizando um hardware de comunicação por rádio-freqüência, ligado
ao CLP.
Essa informação é gravada em uma área de memória utilizada pelo programa de
controle da máquina, também no formato ASCII, utilizando um byte para cada caractere que
compõe o número de série. Portanto, também é necessário preparar essa informação para ser
enviada ao software supervisório
De forma similar à realizada na preparação da área de conversão do valor de
vazamento medido, a string que compõe o número de série do motor também precisa ser
preparada para a conversão em um valor numérico.
O padrão do número de série utilizado na Tritec é de 8 algarismos, conforme exemplo abaixo:
QUADRO 15: PADRÃO DE NÚMERO DE SÉRIE ADOTADO NA TRITEC MOTORS. Fonte: Os autores.
Apesar de, obviamente, se tratar sempre de um número inteiro, o que facilita a
preparação para a conversão, não é possível utilizar a mesma instrução STRING_TO_INT,
como no caso do valor de vazamento medido, pois o número ultrapassa a capacidade de uma
word (16 bits – usando complemento de dois para representação de números negativos, o
maior número positivo possível de ser representado com 16 bits é 32767).
Portanto, no caso do número de série, a conversão deve ser feita para uma posição
de memória do tipo double word (32 bits), através da instrução STRING_TO_DINT.
Segundo o arquivo de ajuda (Help) do software PL7 Pro, a instrução
STRING_TO_DINT converte uma string de 12 caracteres representando um valor numérico
entre –2147483648 a +2147483647 no valor numérico correspondente. O primeiro caractere
deve sempre representar o sinal, mesmo que seja o sinal “+”. Os caracteres restantes
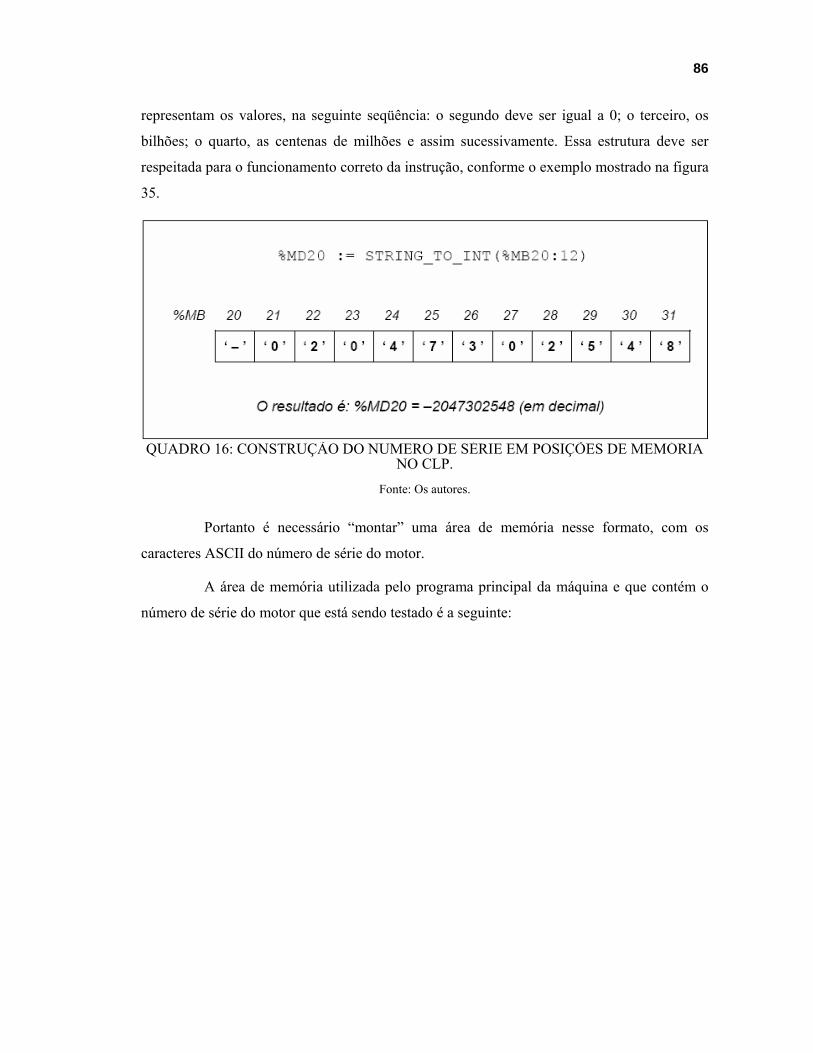
86
representam os valores, na seguinte seqüência: o segundo deve ser igual a 0; o terceiro, os
bilhões; o quarto, as centenas de milhões e assim sucessivamente. Essa estrutura deve ser
respeitada para o funcionamento correto da instrução, conforme o exemplo mostrado na figura
35.
QUADRO 16: CONSTRUÇÃO DO NUMERO DE SÉRIE EM POSIÇÕES DE MEMÓRIA NO CLP.
Fonte: Os autores.
Portanto é necessário “montar” uma área de memória nesse formato, com os
caracteres ASCII do número de série do motor.
A área de memória utilizada pelo programa principal da máquina e que contém o
número de série do motor que está sendo testado é a seguinte:

87
QUADRO 17: FORMAÇÃO DO NÚMERO DE SÉRIE POR CARACTERE PELA POSIÇÃO DE MEMÓRIA NO CLP.
Fonte: Os autores.
Essa área não pode ser trabalhada, pois é utilizada pelo programa de controle da
máquina. É necessário copiar o conteúdo dessa área para outra área temporária, mantendo os
8 caracteres do número de série no formato original e acrescentando no início da string mais 4
caracteres, um sinal “ + ” e três algarismos “ 0 ”, compondo o número de série no formato
aceitável pela instrução STRING_TO_DINT.
Nesse ponto optou-se por usar parte da área de leitura do valor medido que,
conforme discutido anteriormente, possui comprimento de 70 bytes, embora se extraia
informação relevante de apenas 6 bytes. Assim, como durante essa etapa de preparação
nenhuma nova leitura será feita, pode-se usar temporariamente parte da área de leitura para a
conversão do número de série.
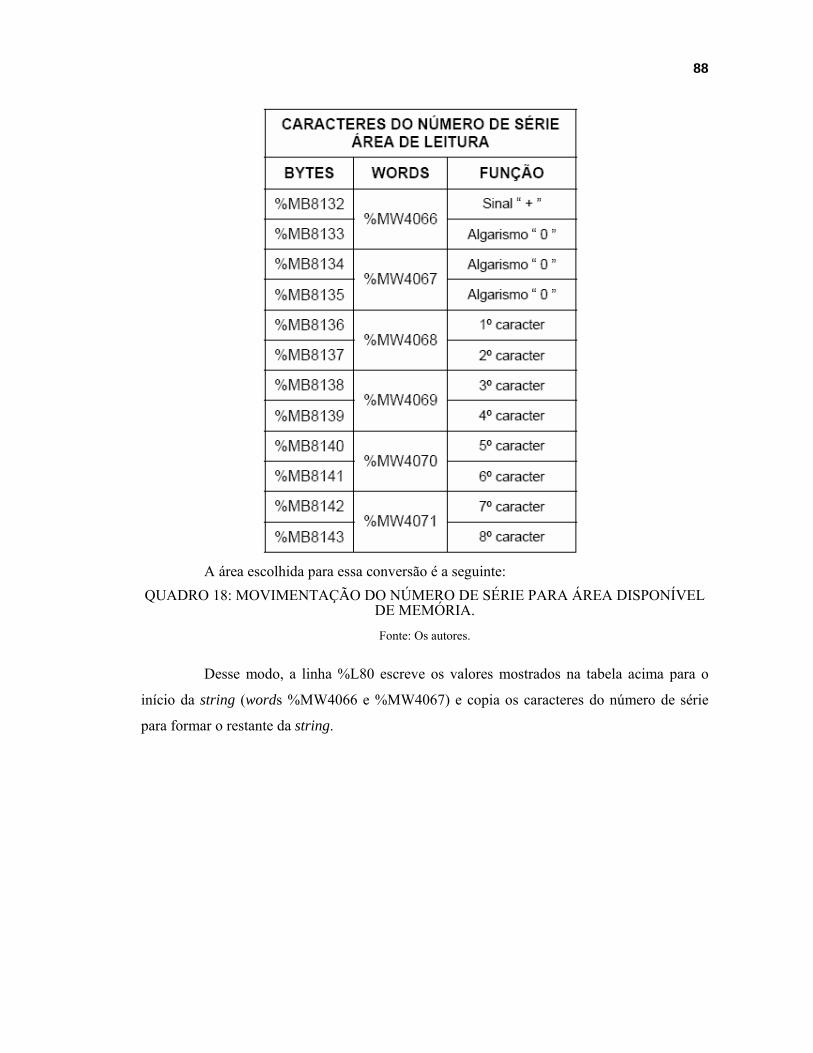
88
A área escolhida para essa conversão é a seguinte: QUADRO 18: MOVIMENTAÇÃO DO NÚMERO DE SÉRIE PARA ÁREA DISPONÍVEL
DE MEMÓRIA. Fonte: Os autores.
Desse modo, a linha %L80 escreve os valores mostrados na tabela acima para o
início da string (words %MW4066 e %MW4067) e copia os caracteres do número de série
para formar o restante da string.
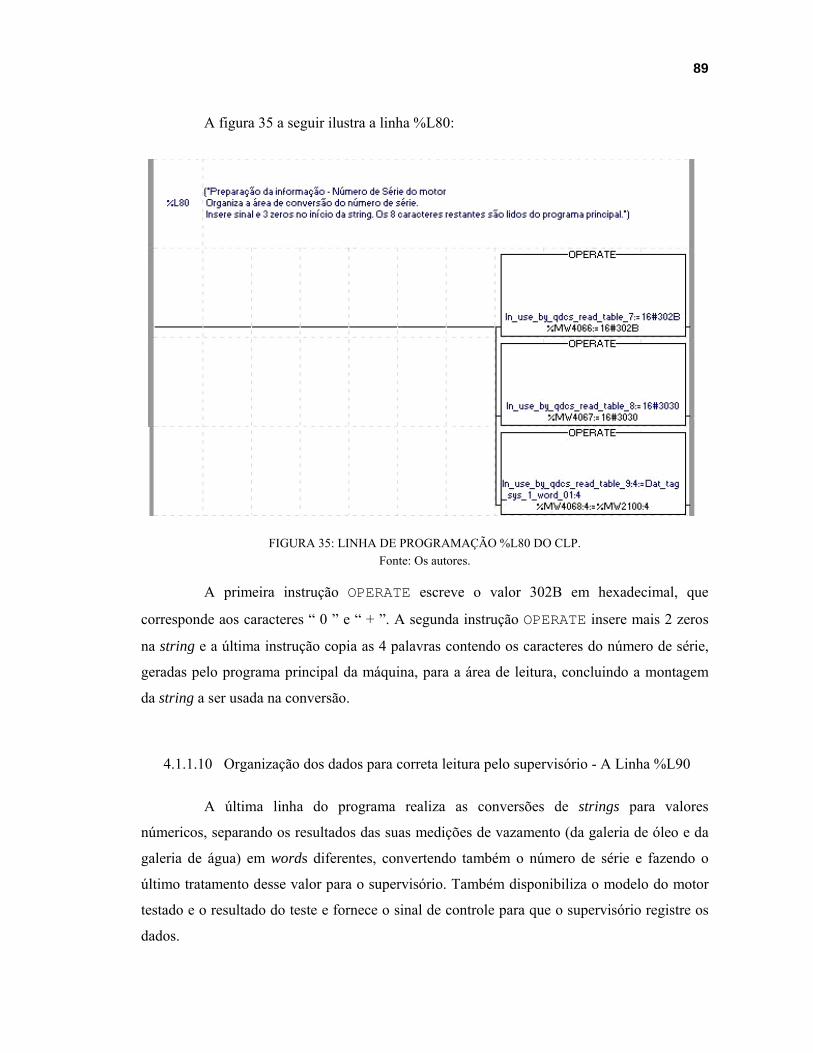
89
A figura 35 a seguir ilustra a linha %L80:
FIGURA 35: LINHA DE PROGRAMAÇÃO %L80 DO CLP. Fonte: Os autores.
A primeira instrução OPERATE escreve o valor 302B em hexadecimal, que
corresponde aos caracteres “ 0 ” e “ + ”. A segunda instrução OPERATE insere mais 2 zeros
na string e a última instrução copia as 4 palavras contendo os caracteres do número de série,
geradas pelo programa principal da máquina, para a área de leitura, concluindo a montagem
da string a ser usada na conversão.
4.1.1.10 Organização dos dados para correta leitura pelo supervisório - A Linha %L90
A última linha do programa realiza as conversões de strings para valores
númericos, separando os resultados das suas medições de vazamento (da galeria de óleo e da
galeria de água) em words diferentes, convertendo também o número de série e fazendo o
último tratamento desse valor para o supervisório. Também disponibiliza o modelo do motor
testado e o resultado do teste e fornece o sinal de controle para que o supervisório registre os
dados.
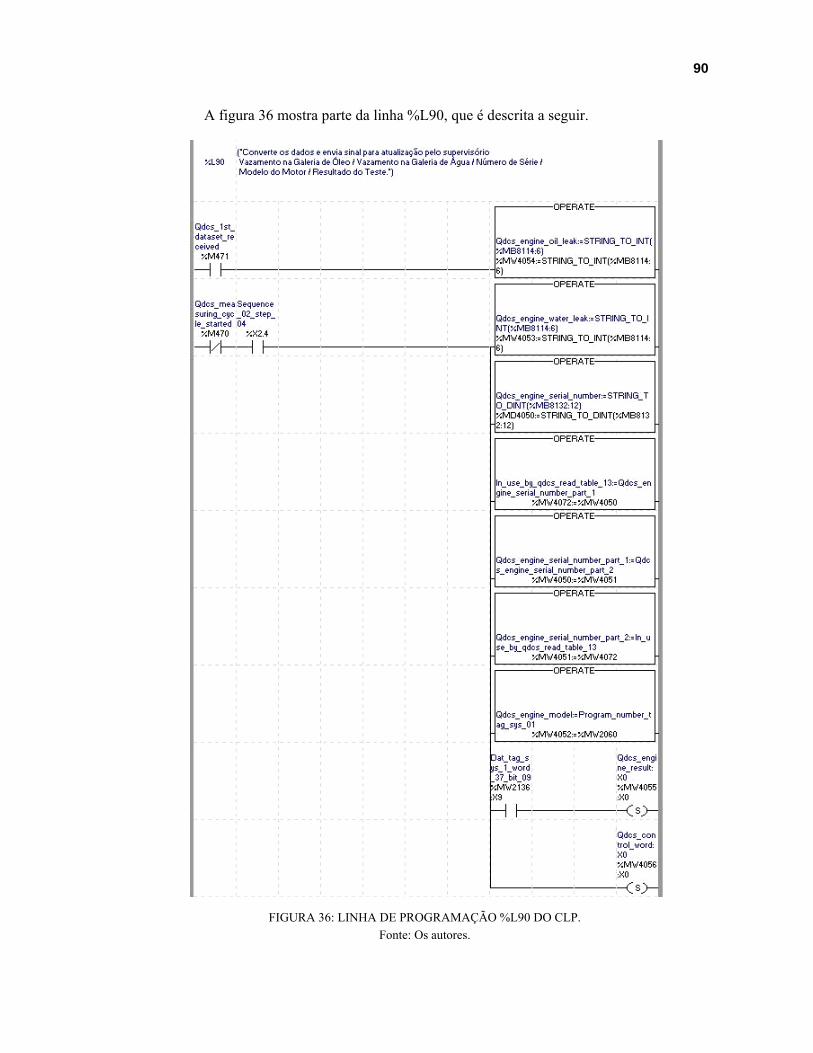
90
A figura 36 mostra parte da linha %L90, que é descrita a seguir.
FIGURA 36: LINHA DE PROGRAMAÇÃO %L90 DO CLP. Fonte: Os autores.

91
A primeira instrução OPERATE da linha %L90 realiza a primeira conversão de uma
string para um valor numérico. Essa instrução é precedida por um “Contato Normalmente
Aberto” controlado pelo bit %M471 visto nas páginas 69 e 70. Esse bit fornece um pulso, ou
seja, ativa a instrução OPERATE rapidamente, apenas durante um ciclo de processamento
(scan), para que o valor de vazamento medido e preparado na área de conversão seja
convertido e escrito na word %MW4054 através do comando STRING_TO_INT. Essa word
guarda o valor de vazamento da galeria de óleo, portanto, o primeiro valor lido pela porta
serial. Após esse processo, o bit %M471 é zerado quando a segunda leitura é realizada
(resultado de teste de vazamento da galeria de água) e a word %MW4054 não é reescrita com
o segundo valor medido, mantendo o primeiro valor enquanto o segundo fica disponível na
área de leitura e já é imediatamente preparado na área de conversão para ser convertido em
outra word específica. Esse é o recurso implementado para a leitura de dois valores usando a
mesma área de memória, baseado no controle feito pelo bit %M471 cujo funcionamento está
descrito no item 4.1.1.4.
Em seguida, há uma seqüência de operações que se inicia com a 2ª instrução
OPERATE da linha %L90. Essa seqüência somente é executada quando o ciclo de medição
está encerrado (“Contato Normalmente Fechado” do bit %M470) e quando o passo 4 da
macro 2 (“Contato Normalmente Aberto” do bit %X2.4) está ativo. Esse bit é controlado pelo
programa principal da máquina e indica que a máquina está começando a soltar o palete com
o motor após o teste, ou seja, indica que o teste já terminou e que o motor está sendo liberado
para sair da máquina. É nesse instante que os dados são enviados para o software
supervisório, como visto a seguir.
A segunda instrução OPERATE da linha %L90 executa exatamente a mesma tarefa
que a primeira instrução OPERATE dessa linha, convertendo o valor de vazamento medido
preparado na área de conversão, usando o comando STRING_TO_INT. As diferenças estão
no destino do valor convertido, que é escrito na word %MW4053 (vazamento na galeria de
água) e no fato de que, quando essa instrução é executada, o valor presente na área de
conversão já é o valor da segunda leitura.
Em seguida, a terceira instrução OPERATE, através do comando
STRING_TO_DINT, converte a string de 12 caracteres contendo o número de série e
preparada na linha %L80, conforme descrito no item 4.1.1.10, em um valor número
armazenado na double word %MD4050.
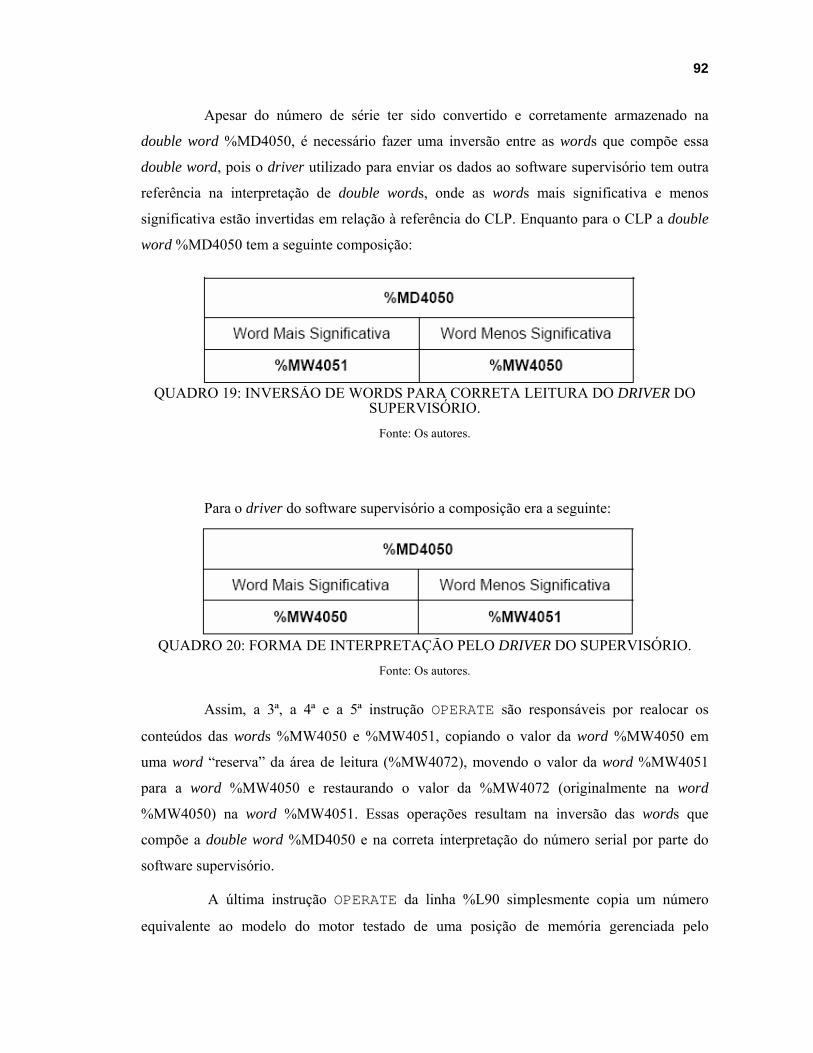
92
Apesar do número de série ter sido convertido e corretamente armazenado na
double word %MD4050, é necessário fazer uma inversão entre as words que compõe essa
double word, pois o driver utilizado para enviar os dados ao software supervisório tem outra
referência na interpretação de double words, onde as words mais significativa e menos
significativa estão invertidas em relação à referência do CLP. Enquanto para o CLP a double
word %MD4050 tem a seguinte composição:
QUADRO 19: INVERSÃO DE WORDS PARA CORRETA LEITURA DO DRIVER DO SUPERVISÓRIO.
Fonte: Os autores.
Para o driver do software supervisório a composição era a seguinte:
QUADRO 20: FORMA DE INTERPRETAÇÃO PELO DRIVER DO SUPERVISÓRIO. Fonte: Os autores.
Assim, a 3ª, a 4ª e a 5ª instrução OPERATE são responsáveis por realocar os
conteúdos das words %MW4050 e %MW4051, copiando o valor da word %MW4050 em
uma word “reserva” da área de leitura (%MW4072), movendo o valor da word %MW4051
para a word %MW4050 e restaurando o valor da %MW4072 (originalmente na word
%MW4050) na word %MW4051. Essas operações resultam na inversão das words que
compõe a double word %MD4050 e na correta interpretação do número serial por parte do
software supervisório.
A última instrução OPERATE da linha %L90 simplesmente copia um número
equivalente ao modelo do motor testado de uma posição de memória gerenciada pelo
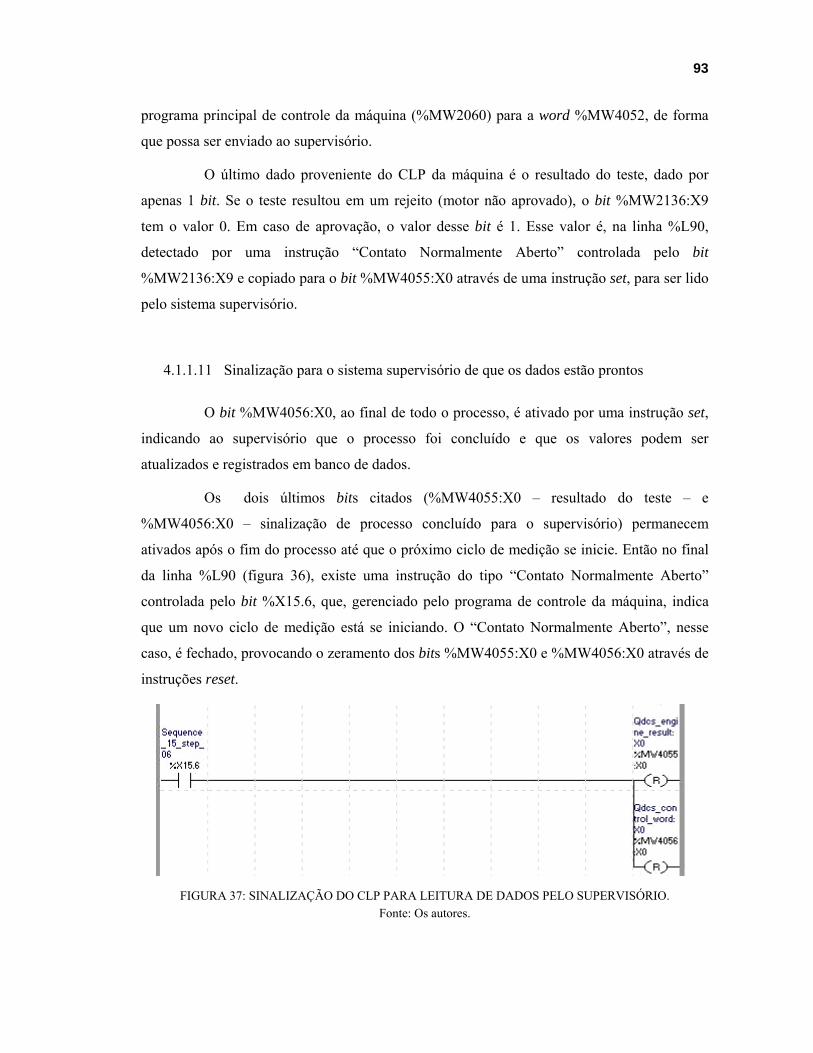
93
programa principal de controle da máquina (%MW2060) para a word %MW4052, de forma
que possa ser enviado ao supervisório.
O último dado proveniente do CLP da máquina é o resultado do teste, dado por
apenas 1 bit. Se o teste resultou em um rejeito (motor não aprovado), o bit %MW2136:X9
tem o valor 0. Em caso de aprovação, o valor desse bit é 1. Esse valor é, na linha %L90,
detectado por uma instrução “Contato Normalmente Aberto” controlada pelo bit
%MW2136:X9 e copiado para o bit %MW4055:X0 através de uma instrução set, para ser lido
pelo sistema supervisório.
4.1.1.11 Sinalização para o sistema supervisório de que os dados estão prontos
O bit %MW4056:X0, ao final de todo o processo, é ativado por uma instrução set,
indicando ao supervisório que o processo foi concluído e que os valores podem ser
atualizados e registrados em banco de dados.
Os dois últimos bits citados (%MW4055:X0 – resultado do teste – e
%MW4056:X0 – sinalização de processo concluído para o supervisório) permanecem
ativados após o fim do processo até que o próximo ciclo de medição se inicie. Então no final
da linha %L90 (figura 36), existe uma instrução do tipo “Contato Normalmente Aberto”
controlada pelo bit %X15.6, que, gerenciado pelo programa de controle da máquina, indica
que um novo ciclo de medição está se iniciando. O “Contato Normalmente Aberto”, nesse
caso, é fechado, provocando o zeramento dos bits %MW4055:X0 e %MW4056:X0 através de
instruções reset.
FIGURA 37: SINALIZAÇÃO DO CLP PARA LEITURA DE DADOS PELO SUPERVISÓRIO. Fonte: Os autores.
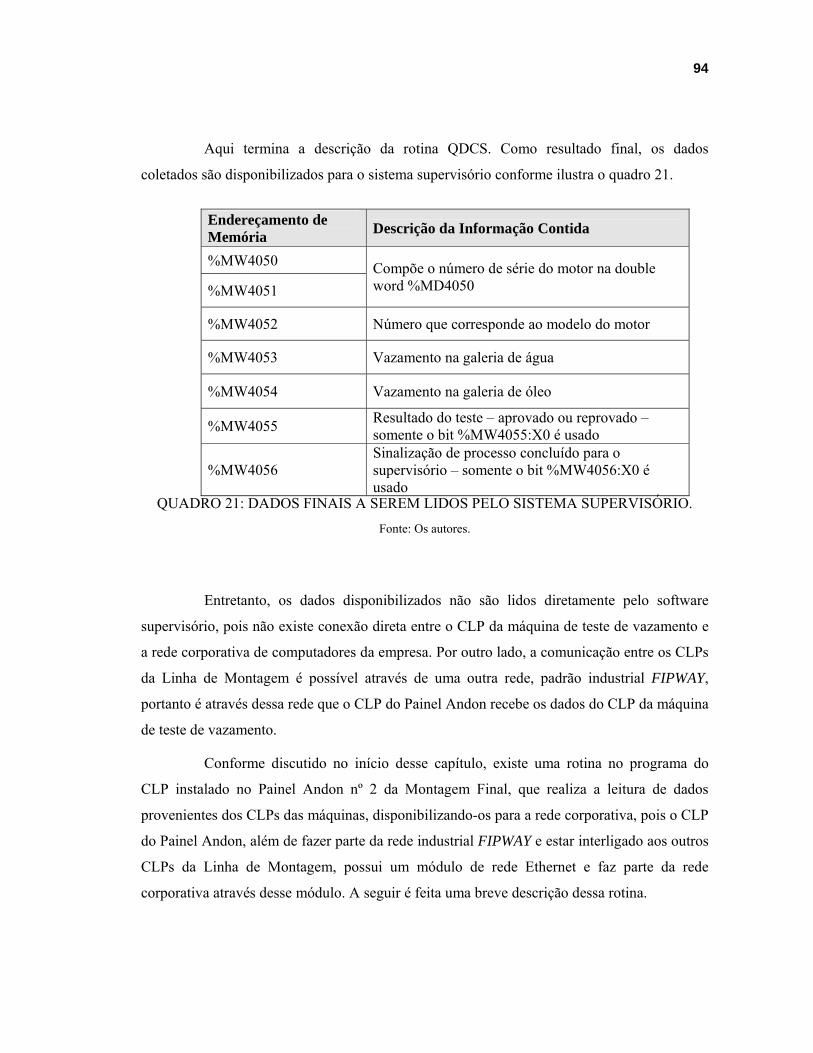
94
Aqui termina a descrição da rotina QDCS. Como resultado final, os dados
coletados são disponibilizados para o sistema supervisório conforme ilustra o quadro 21.
Endereçamento de Memória Descrição da Informação Contida
%MW4050
%MW4051 Compõe o número de série do motor na double word %MD4050
%MW4052 Número que corresponde ao modelo do motor
%MW4053 Vazamento na galeria de água
%MW4054 Vazamento na galeria de óleo
%MW4055 Resultado do teste – aprovado ou reprovado – somente o bit %MW4055:X0 é usado
%MW4056 Sinalização de processo concluído para o supervisório – somente o bit %MW4056:X0 é usado
QUADRO 21: DADOS FINAIS A SEREM LIDOS PELO SISTEMA SUPERVISÓRIO. Fonte: Os autores.
Entretanto, os dados disponibilizados não são lidos diretamente pelo software
supervisório, pois não existe conexão direta entre o CLP da máquina de teste de vazamento e
a rede corporativa de computadores da empresa. Por outro lado, a comunicação entre os CLPs
da Linha de Montagem é possível através de uma outra rede, padrão industrial FIPWAY,
portanto é através dessa rede que o CLP do Painel Andon recebe os dados do CLP da máquina
de teste de vazamento.
Conforme discutido no início desse capítulo, existe uma rotina no programa do
CLP instalado no Painel Andon nº 2 da Montagem Final, que realiza a leitura de dados
provenientes dos CLPs das máquinas, disponibilizando-os para a rede corporativa, pois o CLP
do Painel Andon, além de fazer parte da rede industrial FIPWAY e estar interligado aos outros
CLPs da Linha de Montagem, possui um módulo de rede Ethernet e faz parte da rede
corporativa através desse módulo. A seguir é feita uma breve descrição dessa rotina.

95
4.1.2 A Rotina DCS do Painel Andon
Essa rotina já havia sido desenvolvida pela equipe de controle e automação da
empresa, para coleta de dados de outros CLPs da Linha de Montagem. Através de instruções
READ_VAR, ciclicamente são realizadas leituras de algumas posições de memória dos CLPs
da Linha de Montagem e os valores são armazenados em posições de memória no CLP do
Painel Andon.
Estando disponíveis as informações na memória do CLP do Painel Andon, estas
podem ser lidas por qualquer microcomputador ligado à rede corporativa, usando-se o
software adequado e corretamente configurado. No nosso caso, foi utilizado o software
supervisório Elipse E3 com driver de comunicação Modbus/TCP, conforme descrito
anteriormente.
A figura 38 ilustra parte da rotina DCS pertencente ao programa do CLP do Painel
Andon.
FIGURA 38: ROTINA DE LEITURA DE DADOS DO CLP DA MÁQUINA DE TESTE DE VAZAMENTO E
SINALIZAÇÃO PARA O SUPERVISÓRIO. Fonte: Os autores.
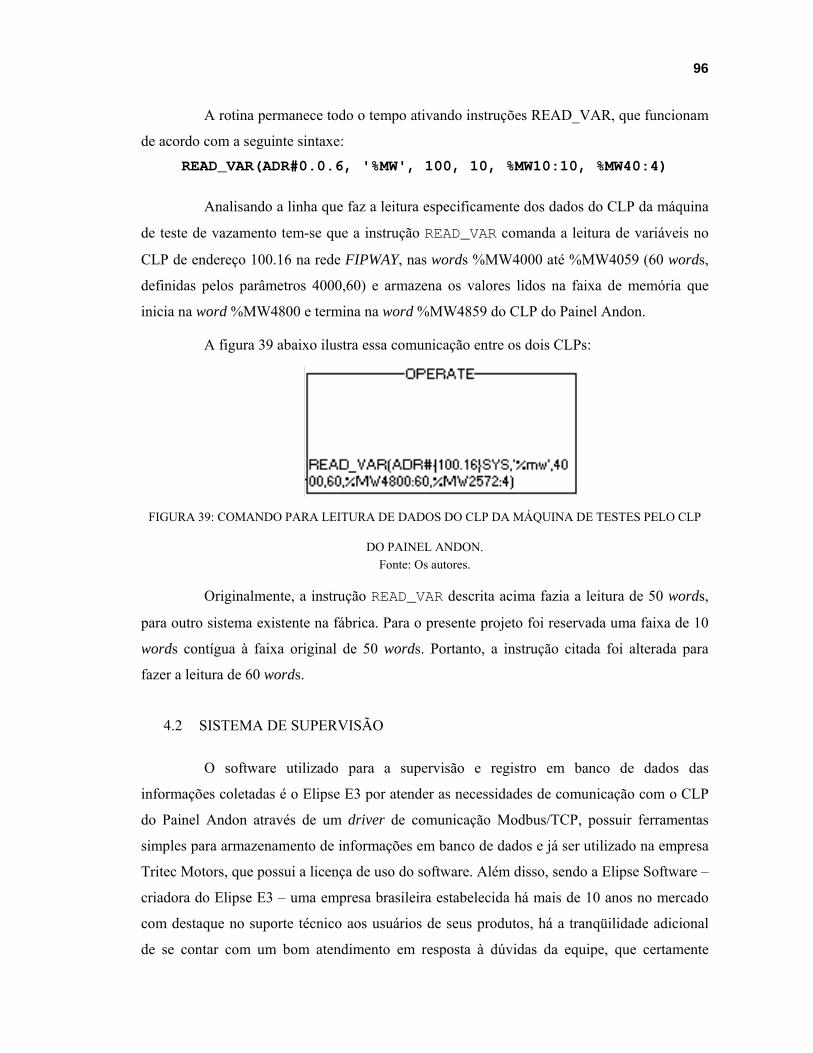
96
A rotina permanece todo o tempo ativando instruções READ_VAR, que funcionam
de acordo com a seguinte sintaxe: READ_VAR(ADR#0.0.6, '%MW', 100, 10, %MW10:10, %MW40:4)
Analisando a linha que faz a leitura especificamente dos dados do CLP da máquina
de teste de vazamento tem-se que a instrução READ_VAR comanda a leitura de variáveis no
CLP de endereço 100.16 na rede FIPWAY, nas words %MW4000 até %MW4059 (60 words,
definidas pelos parâmetros 4000,60) e armazena os valores lidos na faixa de memória que
inicia na word %MW4800 e termina na word %MW4859 do CLP do Painel Andon.
A figura 39 abaixo ilustra essa comunicação entre os dois CLPs:
FIGURA 39: COMANDO PARA LEITURA DE DADOS DO CLP DA MÁQUINA DE TESTES PELO CLP
DO PAINEL ANDON. Fonte: Os autores.
Originalmente, a instrução READ_VAR descrita acima fazia a leitura de 50 words,
para outro sistema existente na fábrica. Para o presente projeto foi reservada uma faixa de 10
words contígua à faixa original de 50 words. Portanto, a instrução citada foi alterada para
fazer a leitura de 60 words.
4.2 SISTEMA DE SUPERVISÃO
O software utilizado para a supervisão e registro em banco de dados das
informações coletadas é o Elipse E3 por atender as necessidades de comunicação com o CLP
do Painel Andon através de um driver de comunicação Modbus/TCP, possuir ferramentas
simples para armazenamento de informações em banco de dados e já ser utilizado na empresa
Tritec Motors, que possui a licença de uso do software. Além disso, sendo a Elipse Software –
criadora do Elipse E3 – uma empresa brasileira estabelecida há mais de 10 anos no mercado
com destaque no suporte técnico aos usuários de seus produtos, há a tranqüilidade adicional
de se contar com um bom atendimento em resposta à dúvidas da equipe, que certamente
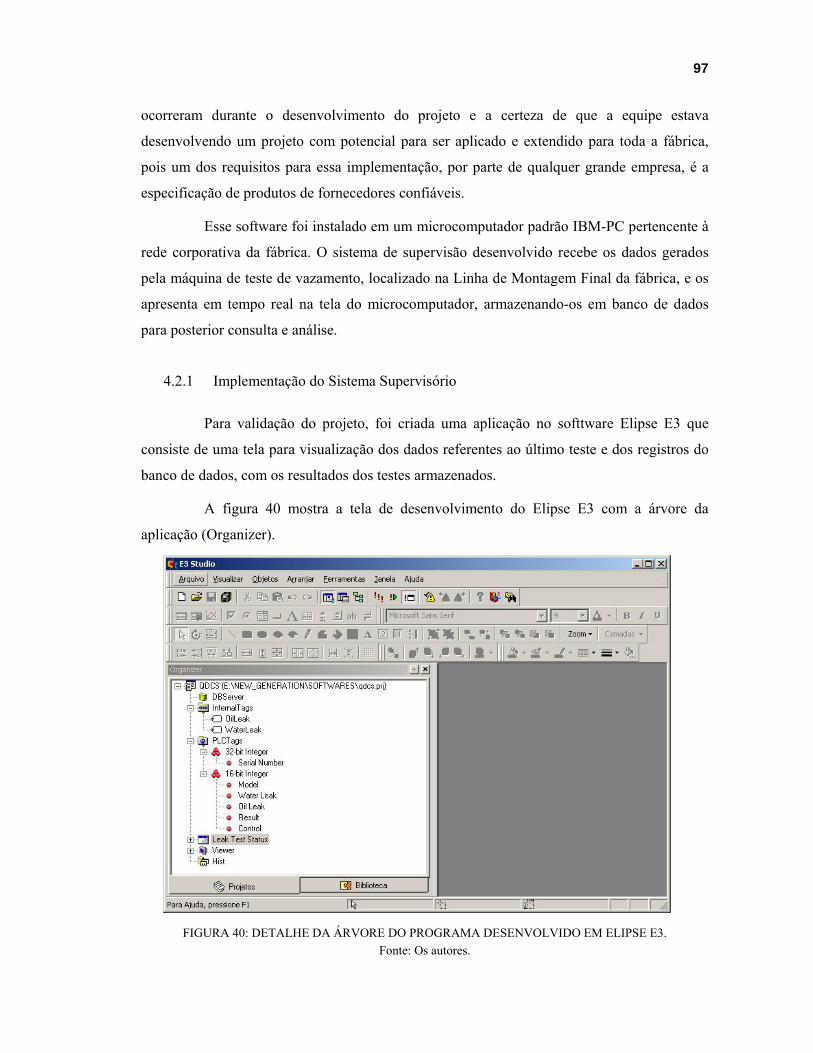
97
ocorreram durante o desenvolvimento do projeto e a certeza de que a equipe estava
desenvolvendo um projeto com potencial para ser aplicado e extendido para toda a fábrica,
pois um dos requisitos para essa implementação, por parte de qualquer grande empresa, é a
especificação de produtos de fornecedores confiáveis.
Esse software foi instalado em um microcomputador padrão IBM-PC pertencente à
rede corporativa da fábrica. O sistema de supervisão desenvolvido recebe os dados gerados
pela máquina de teste de vazamento, localizado na Linha de Montagem Final da fábrica, e os
apresenta em tempo real na tela do microcomputador, armazenando-os em banco de dados
para posterior consulta e análise.
4.2.1 Implementação do Sistema Supervisório
Para validação do projeto, foi criada uma aplicação no softtware Elipse E3 que
consiste de uma tela para visualização dos dados referentes ao último teste e dos registros do
banco de dados, com os resultados dos testes armazenados.
A figura 40 mostra a tela de desenvolvimento do Elipse E3 com a árvore da
aplicação (Organizer).
FIGURA 40: DETALHE DA ÁRVORE DO PROGRAMA DESENVOLVIDO EM ELIPSE E3. Fonte: Os autores.

98
O Organizer, mostrado na figura acima, é um recurso que facilita a criação,
organização e documentação de aplicações no Elipse E3. O usuário acessa todos os elementos
do projeto e suas propriedades navegando em uma árvore hierárquica que fornece uma visão
geral do aplicativo.
A seguir é feita uma explanação sobre cada elemento do Organizer que compõe o
sistema supervisório desse projeto.
4.2.1.1 Elipse E3 DBServer
O elemento DBServer é o servidor de banco de dados da aplicação. Nesse elemento
deve ser informado o caminho, ou seja, a localização e o nome do arquivo de banco de dados
onde serão armazenadas as informações.
Na figura 41 está ilustrada a configuração do elemento DBServer criada para o
projeto. Não foi definida senha para acesso ao banco de dados e o arquivo foi batizado como
QDCSDATA.MDB.
FIGURA 41: DETALHE DA CONFIGURAÇÃO DA BASE DE DADOS. Fonte: Os autores.
4.2.1.2 Elipse E3 InternalTags
Esse elemento é uma pasta de dados criada para “guardar” os tags internos criados
para o projeto. Os tags internos utilizados são:
OilLeak: Tag utilizado para armazenar o valor tratado do vazamento medido na
galeria de óleo do motor.

99
WaterLeak: Similar ao OilLeak, armazena o valor tratado do vazamento medido na
galeria de água do motor.
A princípio não haveria necessidade de se utilizar tags internos para esse projeto,
visto que todos os dados provém de fonte externa (gerados na máquina de teste de
vazamento). Contudo, durante o desenvolvimento do projeto foi constatada uma limitação do
driver de comunicação do supervisório no que se refere resumidamente a interpretação de
binários negativos, que foi tratada com a utilização dos tags internos e scripts.
4.2.1.3 Elipse E3 PCLTags
Elemento importante para a comunicação com o CLP, é uma pasta que contém os
blocos e elementos de comunicação utilizados no projeto. Cada elemento de comunicação é
um tag que lê e/ou escreve seu valor de ou em uma posição de memória no CLP.
No elemento PLCTags é necessário informar a localização do driver de
comunicação responsável por fazer a interface entre o software supervisório e o CLP. Essa
localização é informada na Lista de Propriedades do elemento, conforme mostra a figura 41.
Como ilustrado na figura 42, o driver utilizado é o MBUSTCPM.DLL. Esse é um
driver que permite comunicação entre o Elipse E3 e sistemas externos que suportem o
protocolo Modbus/TCP.
FIGURA 42: DETALHE DOS PLCTAGS E O DRIVER MODBUS. Fonte: Os autores.
Uma vez informado qual é o driver de comunicação e a localização de seu arquivo,
o próximo passo é a criação dos blocos e elementos de comunicação.

100
Foram criados dois blocos de comunicação para o projeto, com seus respectivos
elementos de comunicação (figura 43), descritos a seguir:
32-bit Integer: Este é um bloco de comunicação para leitura de variáveis de 32 bits
(double words). Possui apenas 1 elemento de comunicação, Serial Number, que faz a leitura
do número de série do motor diretamente da double word %MD4850.
16-bit Integer: Bloco de comunicação para leitura de variáveis de 16 bits (words).
Possui 5 elementos de comunicação (tags), listados abaixo:
Elemento de comunicação Descrição Endereço no CLP
Model Modelo do motor %MW4852
Water Leak Vazamento de água %MW4853
Oil Leak Vazamento de óleo %MW4854
Result Resultado do teste %MW4855
Control Sinal de controle para atualização e registro dos dados
%MW4856
QUADRO 22: LEITURA DE DADOS PELO SUPERVISÓRIO E POSIÇÕES DE MEMÓRIA DO CLP.
Fonte: Os autores.
A figura 43 ilustra a configuração desses blocos de comunicação. Os parâmetros
mais importantes são os seguintes:
• Parâmetro N1: Não usado (apenas para comunicação através de gateways
ou bridges)
• Parâmetro N2: Esse valor é o endereço inicial a ser lido pelo bloco de
comunicação no CLP.
• Parâmetro N3: Indica se o elemento de comunicação é de 16 bits (N3 = 1)
ou 32 bits (N3 = 2).
• Parâmetro N4: Indica qual é o endereço IP do equipamento escravo, no
caso, do CLP do Painel Andon, de onde as variáveis serão lidas. O valor
inserido nesse parâmetro (que, no caso, para ambos os blocos de
comunicação é 13) seleciona o endereço de uma lista contida em um

101
arquivo de inicialização do driver, chamado MBUSTCPM.INI e localizado
no diretório de instalação do sistema operacional Windows.
FIGURA 43: DETALHAMENTO DOS PLCTAGS NO E3. Fonte: Os autores.
Além desses, outros parâmetros foram ajustados conforme a figura 42. Uma
atenção especial deve ser dada para a escala de conversão dos elementos Water Leak e Oil
Leak, conforme figura 44:
FIGURA 44: DETALHE DA ESCALA DE CONVERSÃO DOS VALORES DE VAZAMENTO. Fonte: Os autores.
Verifica-se que foi ajustada uma faixa de trabalho interna (correspondente à
indicação real no supervisório, ou valor em “unidades de engenharia”) de –1000 a 1000,
enquanto a faixa de valores de entrada e saída (correspondente ao valor efetivamente lido pelo
driver de comunicação, portanto, correspondente ao valor enviado pelo CLP) está ajustada
para valores de –100000 a 100000. Através dessa configuração é que ocorre a conversão dos
valores inteiros 100 vezes maiores gerados pelo CLP para os valores reais de vazamento.
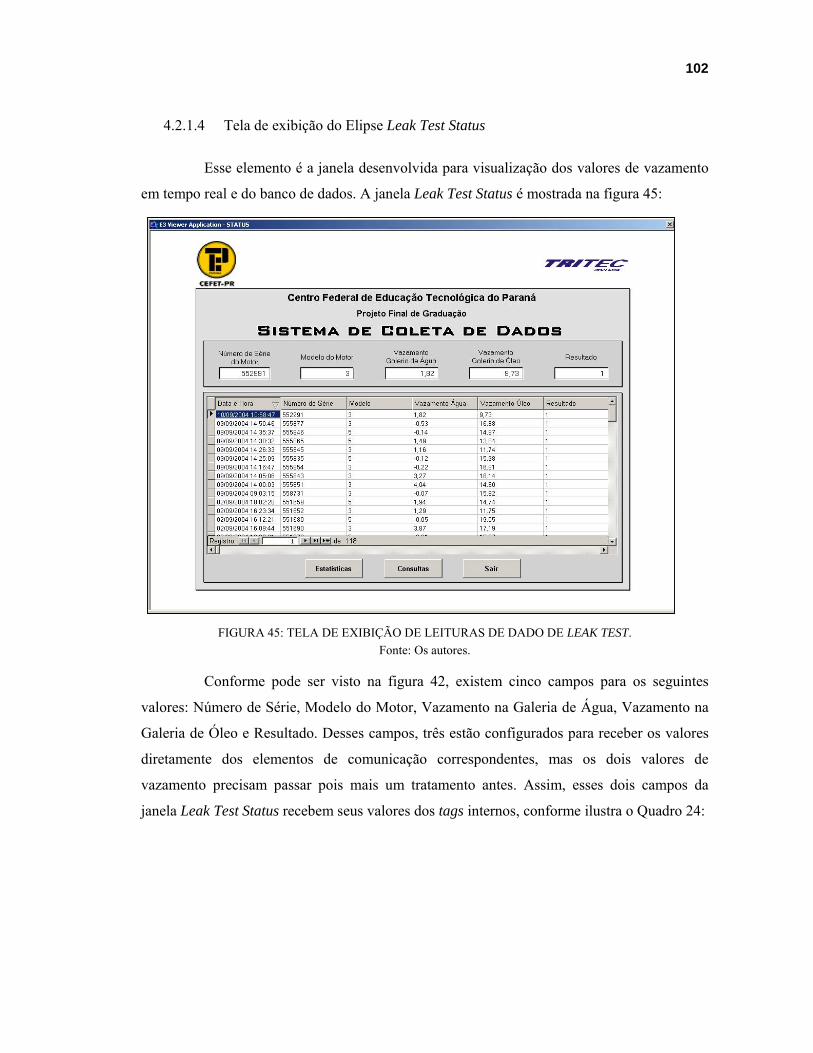
102
4.2.1.4 Tela de exibição do Elipse Leak Test Status
Esse elemento é a janela desenvolvida para visualização dos valores de vazamento
em tempo real e do banco de dados. A janela Leak Test Status é mostrada na figura 45:
FIGURA 45: TELA DE EXIBIÇÃO DE LEITURAS DE DADO DE LEAK TEST. Fonte: Os autores.
Conforme pode ser visto na figura 42, existem cinco campos para os seguintes
valores: Número de Série, Modelo do Motor, Vazamento na Galeria de Água, Vazamento na
Galeria de Óleo e Resultado. Desses campos, três estão configurados para receber os valores
diretamente dos elementos de comunicação correspondentes, mas os dois valores de
vazamento precisam passar pois mais um tratamento antes. Assim, esses dois campos da
janela Leak Test Status recebem seus valores dos tags internos, conforme ilustra o Quadro 24:

103
Campo Tag Correspondente
Número de Série do Motor CLPTags.[32-bit Integer].[Serial Number]
Modelo do Motor CLPTags.[16-bit Integer].Model
Vazamento Galeria de Água InternalTags.WaterLeak
Vazamento Galeria de Óleo InternalTags.OilLeak
Resultado CLPTags.[16-bit Integer].Result QUADRO 23: ORIGEM DOS DADOS DE ENTRADA PARA OS CAMPOS.
Fonte: Os autores.
Ainda na janela Leak Test Status, abaixo dos campos que mostram os resultados do
último teste, existe uma planilha com vários registros, referentes aos resultados anteriores
armazenados no banco de dados. Essa planilha é o objeto E3Browser, que na hierarquia do
projeto faz parte da janela Leak Test Status.
4.2.1.4.1 Elipse E3 Browser
O E3Browser é um controle do Elipse E3 utilizado para visualizar dados
armazenados em banco de dados.
Na configuração do E3Browser foi criada uma Consulta para selecionar os dados a
serem visualizados. Nessa consulta foram selecionados todos os cinco campos utilizados no
projeto e que aparecem na janela Leak Test Status.
FIGURA 46: CONSULTA DO E3BROWSER PARA LEITURA Fonte: Os autores.

104
Assim, o objeto E3Browser mostra na tela todos os registros do banco de dados da
aplicação. Para navegação entre os registros existem barras de rolagem que aparecem
automaticamente quando necessário.
4.2.1.5 Elipse E3 Viewer
O objeto Viewer permite a visualização da aplicação na tela. Neste objeto foi
configurada a tela inicial da aplicação como sendo a tela Leak Test Status (figura 47) e alguns
scripts, conforme descrito no item 4.2.
FIGURA 47: TELE INICIAL DO VIEWER Fonte: Os autores.
4.2.1.6 Elipse E3 Hist
O elemento Hist é um módulo de Históricos, responsável por armazenar os dados
da aplicação no Banco de Dados.
Para que o módulo Hist possa armazenar dados, é necessário informar com qual
objeto servidor de banco de dados o módulo Hist deve trabalhar. Isso é feito na tela de
propriedades do objeto, conforme mostra a Figura 48:

105
FIGURA 48: DETALHE DOS CLP TAGS E PARÂMETROS. Fonte: Os autores.
Através do módulo Hist é formatada a tabela do banco de dados que registrará os
dados enviados pelo módulo (chamada LEAKTABLE). A figura abaixo mostra a
configuração criada para o projeto. É importante que aqui também os campos do banco de
dados referentes aos valores de vazamento recebem os dados de tags internos.
4.2.1.7 Elipse E3 Scripts
Scripts são módulos em linguagem de programação similar à linguagem Basic e
que permitem maior flexibilidade para associar ações a eventos específicos.
No projeto foram utilizados scripts com 2 objetivos:
1. Corrigir os valores medidos de vazamento interpretados pelo Elipse E3, através
do driver de comunicação, quando se tratar de valores negativos (maiores detalhes a seguir);
2. Comandar a criação de um novo registro ao final de cada ciclo de medição, de
acordo com um evento disparado pelo CLP.
Com relação ao primeiro objetivo, ocorre que os valores medidos de vazamento
podem ser positivos ou negativos, o que não deveria causar nenhum problema se não fosse

106
pelo fato de que o driver de comunicação entre o supervisório e o CLP não interpreta número
negativos (não trabalha com complemento de 2). Assim, para variáveis de 16 bits, por
exemplo, enquanto o CLP considera valores decimais de -32768 a +32767, o driver de
comunicação interpreta valores decimais de 0 a 65535.
O resultado é que os valores de entrada de 0 a +32767 são interpretados
corretamente pelo driver (faixa que corresponde a valores de vazamento de 0 a +327,67 –
lembrando que os valores de entrada recebidos pelo driver de comunicação são 100 vezes
maiores que os valores reais). O CLP não envia valores de entrada acima de +32767, já que
esse é o valor máximo. Contudo, os valores negativos enviados pelo CLP são considerados
como positivos na faixa de +32768 a +65535 pelo driver. Assim, o valor de entrada –1
enviado pelo CLP é considerado +65535 pelo driver; –2 é considerado +65534 e assim por
diante.
Dessa forma, foi criado um script para analisar o valor interpretado pelo driver e
fazer a conversão se necessário, disponibilizando o valor correto em um tag interno. A
transcrição do script é mostrada na Figura 49:.
FIGURA 49: SCRIPT DE LEITURA E GRAVAÇÃO NO HIST. Fonte: Os autores.
Conforme verifica-se na figura 48, o script analisa se o valor do elemento de
comunicação, equivalente ao valor medido de vazamento já na escala correta (dividido por
100) é maior que +327,67. Se essa condição for verdadeira, é subtraído o valor 655,36
(equivalente a 65536 na escala multiplicada por 100, que é a escala das variáveis no CLP),
trazendo o valor para a região negativa e corrigindo o valor real. O valor corrigido é carregado
no tag interno correspondente à variável em questão (vazamento na galeria de óleo ou de

107
água). Caso o valor não tenha ultrapassado +327,67, o valor é carregado no tag interno sem
nenhuma alteração, pois nesse caso a interpretação do driver foi correta.
É devido à necessidade da análise e correção prévia dos valores de vazamento
interpretados pelo driver de comunicação que são utilizados tags internos para simbolizar os
valores de vazamento, tanto na janela Leak Test Status quanto nos campos do banco de dados.
É possível transformar qualquer valor através de scripts e carregá-lo em um tag interno para
visualização e armazenamento.
O segundo objetivo da utilização de script no projeto é controlar a criação de cada
novo registro no banco de dados. Assim, um novo registro não é criado periodicamente (como
no caso de um armazenamento de dados para acompanhamento da mudança de uma variável
qualquer no tempo), mas sim quando solicitado pelo CLP.
O comando no script que gera um novo registro no banco de dados, armazenando
os valores atuais dos tags relacionados com os campos da tabela LEAKTABLE é:
FIGURA 50: TELA DE ENTRADA DO SCRIPT DE LEITURA DE DADOS E GRAVAÇÃO NO HIST. Fonte: Os autores.
Na realidade, tanto a correção dos valores de vazamento quanto o comando para
armazenamento de um registro no banco de dados deve acontecer no mesmo evento: quando o
CLP finalizar um ciclo de medição e enviar o sinal de controle. Portanto, os dois recursos
estão implementados no mesmo script, sendo que primeiro é feita a correção dos valores e,
logo em seguida, o registro no banco de dados.
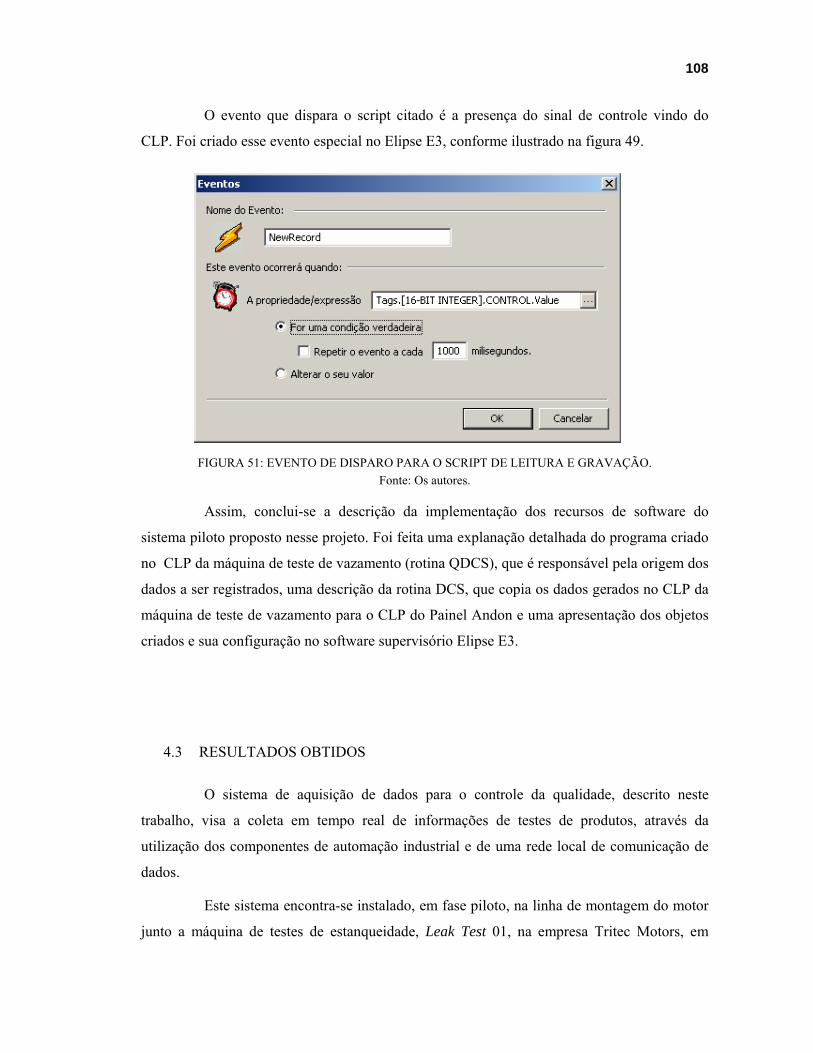
108
O evento que dispara o script citado é a presença do sinal de controle vindo do
CLP. Foi criado esse evento especial no Elipse E3, conforme ilustrado na figura 49.
FIGURA 51: EVENTO DE DISPARO PARA O SCRIPT DE LEITURA E GRAVAÇÃO. Fonte: Os autores.
Assim, conclui-se a descrição da implementação dos recursos de software do
sistema piloto proposto nesse projeto. Foi feita uma explanação detalhada do programa criado
no CLP da máquina de teste de vazamento (rotina QDCS), que é responsável pela origem dos
dados a ser registrados, uma descrição da rotina DCS, que copia os dados gerados no CLP da
máquina de teste de vazamento para o CLP do Painel Andon e uma apresentação dos objetos
criados e sua configuração no software supervisório Elipse E3.
4.3 RESULTADOS OBTIDOS
O sistema de aquisição de dados para o controle da qualidade, descrito neste
trabalho, visa a coleta em tempo real de informações de testes de produtos, através da
utilização dos componentes de automação industrial e de uma rede local de comunicação de
dados.
Este sistema encontra-se instalado, em fase piloto, na linha de montagem do motor
junto a máquina de testes de estanqueidade, Leak Test 01, na empresa Tritec Motors, em
109
Campo Largo / PR. A implementação foi realizada pelos três componentes da equipe do
Projeto Final em horários alternativos (visto que todos trabalham), num período de dez meses.
Após permanecer em teste durante aproximadamente um mês, o sistema
implantado mostrou-se extremamente eficiente na alimentação da base de dados criada pelo
software supervisório. Em caso de necessidade de acompanhamento dos testes realizados, o
sistema possibilita a consulta do desempenho dos produtos em tempo real. Caso desejem-se
informações do desempenho do processo em datas anteriores, esta consulta também é
facilmente efetuada com a estrutura montada. Porém, não foram criadas ferramentas
avançadas de busca na base de dados.
A aplicação do sistema supervisório foi desenvolvida no software Elipse E3 de
forma a receber os dados do CLP e arquivá-los em uma base de dados MS Access 2000.
110
5 CONCLUSÕES
Através da implementação efetuada, concluiu-se que a solução planejada pode ser
expandida para outros setores da planta industrial, ou mesmo para todo o complexo fabril. Isto
pode ser concluído, pois os equipamentos de teste na linha de montagem possuem uma
interface serial padrão igual a utilizada no equipamento PMD02 da máquina Leak Test 01 ao
qual esta implementação se refere. Esta conclusão está baseada na estrutura já existente na
empresa, onde praticamente todas as células de montagem e testes automatizadas encontram-
se interligadas através de seus CLPs de controle por intermédio de uma rede FIPWAY
interligando-os com os CLPs dos Painéis Andon que, por sua vez, possuem interface de
comunicação Ethernet. Permitindo assim, que o Supervisório tenha acesso a qualquer dado
que possa ser aquisitado na linha, através dos mesmos recursos utilizados neste projeto.
Desta forma, observa-se que todos os objetivos especificados na apresentação do
trabalho foram alcançados pela equipe durante o desenvolvimento do projeto.
Foi realizado um estudo sobre o “estado da arte” em termos de controle de
processos em indústrias automatizadas e com grau elevado de integração de sistemas. Neste
ponto, as vantagens sobre o acompanhamento de processos em tempo real para melhoria da
qualidade foram abordadas.
Foi planejada e implementada uma solução para a aquisição de dados de uma
máquina de testes, adaptando o sistema de acordo com a estrutura existente na célula de
trabalho automatizada. Assim, foi desenvolvida uma nova rotina no CLP para a aquisição dos
dados disponibilizados pela porta serial da máquina, o que foi realizado sem prejuízo às
demais rotinas de controle do processo já existentes. Foi também criada uma rotina para
encaminhar os dados para um sistema supervisório através da rede de comunicação Ethernet
também já existente na planta industrial.
Nesta etapa, a equipe teve certa dificuldade na execução dos programas do CLP e
na interface com o sistema supervisório. Por exemplo, a sinalização da comunicação serial da
máquina não seguia o mesmo padrão da comunicação serial do CLP. Assim, a captura dos
dados somente foi conseguida após a implementação de alguns recursos de programação. O
capítulo 4 explica minuciosamente a solução encontrada para este e para os demais problemas
encontrados nesta etapa da implementação.Haveria a necessidade da verificação das
particularidades de cada máquina existente no processo para projetar a forma de captura dos

111
dados de montagem ou de testes disponibilizados para o CLP das diversas células de trabalho.
O nível de dificuldade da montagem do programa no CLP para aquisição dos dados e
encaminhamento para uma base de dados gerenciada por um software supervisório, depende,
portanto, da forma de disponibilizar as informações processadas existente em cada
equipamento.
Com isto, a solução tem a relevância maior para a implementação específica da
Tritec Motors, pois além de já contar com os dados de uma máquina, há a possibilidade de
expandir o sistema para as demais áreas.
O cronograma de desenvolvimento foi observado sempre. Mas não há como dizer
que sempre foi seguido. As dificuldades encontradas para cumprimento das metas,
invariavelmente, estavam relacionadas com as demais incumbências como discentes desta
instituição.
Esta implementação compartilhou toda a fase de desenvolvimento de software
relantando-a neste trabalho com o objetivo de apresentar as dificuldades encontradas e as
soluções consideradas adequadas para a sua solução. Além disto, este trabalho procurou
preencher uma lacuna entre teoria e prática, presente hoje no currículo das diferentes
instituições de ensino no país.
Este trabalho pode servir de base para desenvolvimento de trabalhos futuros com
enfoque em:
• Análise estatística de dados de produção e testes de conformidade;
• Análise de viabilidade econômica desta implementação de sistema de
aquisição de dados ;
• Estudo de garantia da qualidade da informação aquisitada em ambiente
fabril, no que se refere a interferências eletromagnéticas;
• Desenvolvimento de ferramentas avançadas de busca e seleção de base de
dados.
O aprendizado proporcionado pelos desafios deste projeto, serve como o melhor
resultado. A equipe desenvolveu capacidades e conhecimentos que, por momentos, pareceram
distantes e inatingíveis. Mas pode certamente afirmar que sente uma grande recompensa pela
conclusão deste trabalho.

112
6 REFERÊNCIAS
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 9000: Sistema de
Gestão da Qualidade – Fundamentos e Vocabulário. Rio de Janeiro, 2001
BALEY, David. Practical SCADA for Industry. 1. ed. Oxford: Elsevier, 2003.
BANKS, Jerry. Principles of Quality Control 1. ed. Nova Iorque: J. Wiley, 2001.
BORGES, Francisco C. D. Curso Profissionalizante – Automação – Telecurso 2000.
Disponível em:
<http://bibvirt.futuro.usp.br/textos/tem_outros/cursprofissionalizante/tc2000/automacao/auto
macao.html>. Acesso em: 30 mai. 2004.
BRUDNA, Cristiano. Desenvolvimento dos Sistemas de Automação Industrial Baseados
em Objetos Distribuídos e no Barramento CAN. 2000. (Dissertação de Mestrado) - Curso
de Pós-Graduação em Engenharia Elétrica, Universidade Federal do Rio Grande do Sul, Porto
Alegre, 2000. Orientador: E. Pereira, Carlos.
CANZIAN, Edmur. MINICURSO sobre Comunicação Serial - RS232. CNZ Engenharia e
Informática Ltda. Disponível em: <http://www.cin.ufpe.br/~hfn/Mestrado/comun_serial.pdf>.
Acesso em: 30 mai. 2004.
CHIAVENATO, Idalberto. Introdução à Teoria Geral da Administração. São Paulo:
McGraw-Hill do Brasil, 1983.
DANEELS, Axel; SALTER, Wayne. What is SCADA? CERN Computer News Letter, v. 35,
n. 3, 2000. Disponível em: <http://cnlart.web.cern.ch/cnlart/2000/003/scada/Pr/>. Acesso em:
6 jun. 2004.
DATE, C.J. Introdução a Sistemas de Banco de Dados 3. ed., Tradução Hélio Auto
Gouveia. Rio de Janeiro: Campus, 1986.
113
DERGINT, Dario E. A. Um Barramento de Campo para Automação da Garantia da
Qualidade da Produção 1990. Dissertação (Mestrado em Ciências) – Programa de Pós
Graduação em Informática Industrial, CEFET-PR, Curitiba, 1990. p.6
FEIGENBAUM, Armand V. Total Quality Control. 3a. ed. Nova Iorque: McGraw-Hill,
1986.
HIRSCH, Saul. Apostila de Fontes Alternativas de Energia. Curitiba: Cefet-PR, 2004
IEEE, Standard 802.3 Telecommunications and information Exchange between systems
— Local and metropolitan area networks. Nova Iorque, 2002.
INVENSYS, Plant Intelligence: Delivering Performance Information from Real-time
Production Data. Invensys Wonderware. Disponível em: <
http://dominoext.wonderware.com/PublicWWR5/PromoCol.nsf/wwwhite/7DCA4B87F3A0F
08588256EA7005E064B/$file/PlantIntelligenceWhitePaper.pdf>. Data da consulta:
06/01/2004.
JURAN, Joseph M.; GODFREY, A. Blanton. Juran’s Quality Handbook. Portland: Mc Graw
Hill, 1999.
KLIPPEL, Warren H. Statistical Quality Control 6. ed. Michigan: SME, 1984.
LAUDON, Kenneth.; LAUDON, Jane P. Sistemas de Informação com Internet 4. ed. Rio
de Janeiro: Livros Técnicos e Científicos, 1999.
LOZANO, Carlos de C. Introducción a Scada. Almedralejo: IES Santiago Apostol, 2002
MORAES, Cícero C.; CASTRUCCI, Plínio de L. Engenharia de Automação Industrial.
Rio de Janeiro: Livros Técnicos e Científicos, 2001.
OLIVEIRA, Marcos B. Histórico da Qualidade. Curso de Planejamento e Administração
de Recursos Humanos. Brasília: ICAT/UDF, 1993.
ORSINI, J.C.. FieldBus: a user approach. Schneider Electric Cahiers Technique nº 187.
França, 2000
PFEIFER, T.; KOMISCHKE, M. Low Level Communication Systems for Sensors 3. ed.
Cim. Eur. Conf. P. IFS Ltd. 1987.
114
RIBEIRO, José L. D.; CATEN, Carla S. ten; Controle Estatístico de Processos. Porto
Alegre: UFRGS, 2001.
SILBERSCHATZ, Abraham; KORTH, Henry F.;SUDARSHAN, S. Sistema de Banco de
Dados 3.ed. São Paulo: Pearson Education, 1999.
SILVEIRA, Paulo R. da; SANTOS, Winderson E. Automação e Controle Discreto. São
Paulo: Érica, 1998.
STRATEGOS, A Brief History of (just in) Time. Strategos Inc. Disponível em:
<www.strategosinc.com/just_in_time.htm>. Acesso em: 21 de ago. de 2004.
STURM, George W.; MELNYK, Steven A.. Sufficient Statistical Process Control:
Measuring Quality in Real Time. 2004.
TAYLOR, Frederick W. Princípios de Administração Científica. São Paulo: Atlas, 1990.
VERRI, Lewton B. Informática na Administração da Qualidade. São Paulo: Nobel, 1999.
ZEILMANN, Rafael P. Uma estratégia para controle e supervisão de processos
industriais via internet. 2002. 159f. (Mestrado em Engenharia Elétrica) – Curso de Pós-
Graduação em Engenharia Elétrica, Universidade Federal do Rio Grande do Sul, Porto
Alegre, 2002.
115
ANEXO A
O PROGRAMA SQCD




























