Embed Size (px)
Citation preview

Sistema de Inspecção de ultra-sons por Phased Array para Materiais Compósitos Aplicados à Indústria Aeronáutica
João Paulo Borlido de Amorim
Dissertação para obtenção do grau de Mestre em
Engenharia Mecânica
Orientadores: Prof. Maria Luísa Coutinho Gomes de Almeida
Dr. Nuno Miguel Carvalho Pedrosa
Júri
Presidente: Prof. Rui Manuel dos Santos Oliveira Baptista
Orientador: Prof. Maria Luísa Coutinho Gomes de Almeida
Vogal: Prof. Telmo Jorge Gomes dos Santos
Novembro 2014


i
Agradecimentos
Querendo agradecer a todos os envolvidos nesta dissertação, sem esquecer ninguém, gostaria de
começar por manifestar os meus mais sinceros agradecimentos a todos os que me acompanharam
ao longo deste ano e que tornaram tudo possível.
À Professora Maria Luísa Coutinho, minha orientadora, o meu obrigado pela oportunidade que me
proporcionou e por tornar possível o meu desejo de fazer uma tese em ambiente empresarial.
Ao Professor Nuno Miguel Pedrosa, meu co-orientador, o meu sincero obrigado por me ter recebido
no ISQ, por me ter integrado de forma calorosa no seu grupo de trabalho, pelos conhecimentos
transmitidos, pela paciência demonstrada e pela confiança que depositou em mim ao me incorporar
num projecto tão ambicioso.
A todo o grupo de trabalho do LABEND do ISQ, agradeço por me terem tão bem recebido, pela
valiosa transmissão de conhecimentos e por todo o apoio demonstrado na execução deste projecto,
em especial aos Engenheiros José Pedro Sousa, Daniel Leitão e João Pedro Borges.
Ao Senhor Sanches, da escola de soldadura do ISQ, agradeço os conhecimentos técnicos
transmitidos e toda a disponibilidade demonstrada no que respeita às soldaduras.
Aos meus colegas de curso e amigos que sempre me acompanharam desde do início da aventura
IST, por terem sido, das mais diferentes formas, muito importantes para mim e para o trabalho que
desenvolvi ao longo de todo este tempo, em especial aos futuros Mestres André Cereja, Sara Santos
Silva e Tiago Neves e à Engenheira Rubina Marques.
Aos meus amigos, José Miguel Furtado, Tomás Freitas e Joana Matoso, o meu profundo
agradecimento por sempre me terem apoiado e por terem sido em diferentes momentos a minha
força para ultrapassar algumas barreiras e conseguir concluir esta etapa.
Aos meus primos Ferreira, agradeço todo o apoio que me deram ao longo do meu percurso
académico.
Deixando o mais importante para o fim, gostaria de agradecer aos meus pais, Jorge Amorim e Maria
Clarisse Amorim e ao meu irmão Pedro Amorim o facto de sempre me terem apoiado e sempre terem
confiado em mim, dando me a liberdade para escolher o meu percurso e aconselhando me sempre a
cada passo que dava. Graças a eles tudo isto foi possível.
Não podia de deixar de agradecer a minha avó Gracinda Borlido que infelizmente não me pode ver
concluir esta etapa da minha vida mas que certamente estará orgulhosa do meu percurso.

ii
Resumo
Os materiais compósitos são elementos de elevada resistência estrutural, elevada rigidez, baixa
densidade, são resistentes à corrosão e têm a capacidade de serem aplicados na produção de peças
com geometria complexa. O custo de fabrico destes tem vindo a diminuir, tornando-os cada vez mais
uma alternativa viável para quase todo o tipo de indústrias, como por exemplo a indústria automóvel e
aeronáutica.
Dado a crescente utilização de compósitos surge a necessidade de haver sistemas de ensaios não
destrutivos eficazes na inspecção e avaliação dos mesmos. Visto que actualmente existe uma falta de
sistemas eficazes para inspeccionar compósitos de diferentes geometrias e composição estrutural,
procedeu-se ao desenvolvimento de um sistema capaz de inspeccionar não só placas planas de
compósitos mas também placas com geometrias complexas de uma forma autónoma.
O presente sistema consiste na utilização da técnica de ultra-sons por imersão, recorrendo à variante
avançada por Phased Array. O sistema possui cinco graus de liberdade, e é capaz de fazer um
varrimento de uma área útil de cerca de 3 m2.
Para validação do presente sistema foi utilizada uma placa plana de compósito, com vários defeitos
representativos no que diz respeito à sua morfologia e localização. Os resultados finais da validação
do sistema permitiram concluir a sua eficiência relativamente à flexibilidade e sensibilidade de
detecção.
Palavras-Chaves
Sistema de inspecção automatizado
Indústria Aeronáutica
Compósitos
Ensaios não destrutivos
Phased Array
Inspecção por imersão

iii
Abstract
Composite materials have high structural strength, high stiffness, low density, they are resistant to
corrosion and have the ability to be applied in the production of pieces with complex geometry. The
manufacturing cost has decreased, making them increasingly viable alternative to almost all kinds of
industries such as automotive and aviation industries.
The increasing use of composites leads to the need for effective non-destructive testing systems.
Since there is currently a lack of effective systems for inspecting composites of different geometries
and structural composition, we developed a system able to inspect not only composite flat plates but
also plates with complex geometries in autonomous way.
The present system consists in the use of ultrasound technique by immersion using the advanced
variant, Phased Array. The system has five degrees of freedom, and is able to make a scanning of an
area of approximately 3 m2.
In order to validate this system it was used a composite flat part with several representative defects
concerning their morphology and location. The final results of the validation system allowed concluding
its efficiency with regard to its flexibility and sensitivity of detection.
Key Words
Automated inspection system
Aeronautics industry
Composites
Nondestructive testing
Phased Array
Inspection by immersion

iv
Índice
Agradecimentos ......................................................................................................................................... i
Resumo .................................................................................................................................................... ii
Palavras-Chaves ...................................................................................................................................... ii
Abstract.................................................................................................................................................... iii
Key Words ............................................................................................................................................... iii
Índice de Figuras ..................................................................................................................................... vi
Índice de Tabelas .................................................................................................................................... xi
Terminologia Utilizada ............................................................................................................................ xii
1. Introdução ........................................................................................................................................ 1
1.1. Motivação ................................................................................................................................ 1
1.2. Objectivo .................................................................................................................................. 1
1.3. Estrutura .................................................................................................................................. 1
2. Estado da Arte .................................................................................................................................. 3
2.1. Compósitos .............................................................................................................................. 3
2.1.1. Introdução ........................................................................................................................ 3
2.1.2. História ............................................................................................................................. 4
2.1.3. Reforços .......................................................................................................................... 5
2.1.4. Matrizes ........................................................................................................................... 6
2.1.5. Sumário ........................................................................................................................... 7
2.2. Ensaios Não Destrutivos ......................................................................................................... 8
2.2.1. Introdução ........................................................................................................................ 8
2.2.2. Breve História dos ultra-sons .......................................................................................... 9
2.2.3. Ultra-sons ........................................................................................................................ 9
2.2.4. Vantagens e Desvantagens dos ensaios de Ultra-sons ............................................... 11
2.2.5. Inspecção por imersão .................................................................................................. 12
2.2.6. Phased Array ................................................................................................................. 12
2.2.7. Sistemas de Phased Array ............................................................................................ 13
2.2.8. Princípio de funcionamento do Phased Array ............................................................... 13
2.2.9. Formas de Representação dos resuldtados de Phased Array ..................................... 14
2.2.10. Uso dos sistemas Phased Array ................................................................................... 16
2.3. Estudos de Ensaios não Destrutivos em compósitos ........................................................... 17
v
2.4. Conclusões ............................................................................................................................ 27
3. Sistema de Inspecção Phased Array - Projecto ............................................................................ 29
3.1. Pré-Requisitos ....................................................................................................................... 29
3.2. Mercado ................................................................................................................................. 29
3.3. Concepção............................................................................................................................. 30
3.3.1. Sistema Estrutural ......................................................................................................... 31
3.3.2. Sistema Mecânico ......................................................................................................... 42
3.3.3. Sistema Recirculação de Água ..................................................................................... 52
3.3.4. Sistema Eléctrico ........................................................................................................... 52
3.4. Sistema de Inspecção Completo ........................................................................................... 53
4. Sistema de Inspecção Phased Array – Construção e Montagem ................................................. 55
4.1. Sistema Estrutural ................................................................................................................. 55
4.1.1. Tanque para inspecção ................................................................................................. 55
4.1.2. Mesa de Rotação........................................................................................................... 63
4.1.3. Suportes dos Actuadores .............................................................................................. 64
4.2. Sistema Mecânico ................................................................................................................. 65
4.2.1. Actuadores lineares deslizantes .................................................................................... 65
4.2.2. Braço de acoplamento da Sonda .................................................................................. 66
4.3. Sistema Recirculação de Água ............................................................................................. 67
4.4. Sistema Eléctrico ................................................................................................................... 69
5. Validação do Sistema..................................................................................................................... 75
5.1. Caracterização do painel ....................................................................................................... 75
5.2. Parâmetros da sonda usada para validação do sistema ...................................................... 78
5.3. Aquisições feitas pelo sistema .............................................................................................. 79
6. Conclusões ..................................................................................................................................... 81
6.1. Projecto .................................................................................................................................. 81
6.2. Construção ............................................................................................................................ 81
6.3. Validação de Resultados ....................................................................................................... 82
6.4. Propostas para desenvolvimentos Futuros ........................................................................... 82
7. Bibliografia ...................................................................................................................................... 84
8. Anexos ........................................................................................................................................... 88
vi
Índice de Figuras
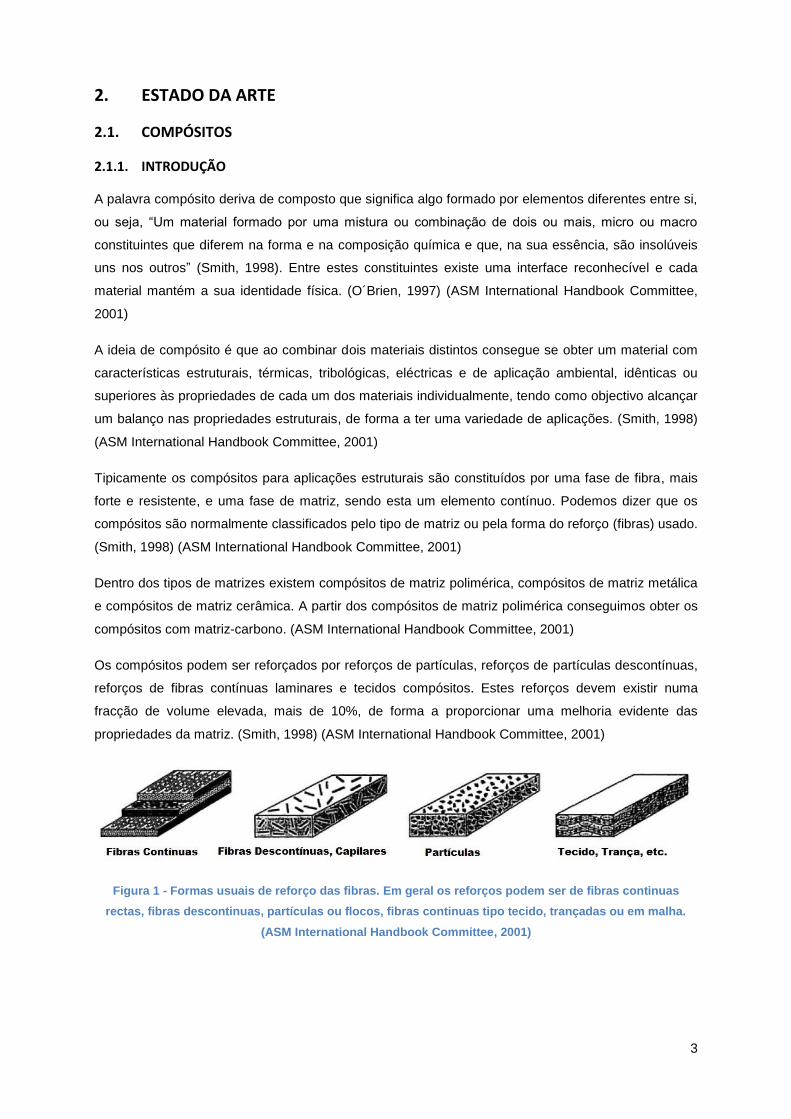
Figura 1 - Formas usuais de reforço das fibras. Em geral os reforços podem ser de fibras continuas
rectas, fibras descontinuas, partículas ou flocos, fibras continuas tipo tecido, trançadas ou
em malha. (ASM International Handbook Committee, 2001) ................................................ 3
Figura 2 - "Beech Starship" modelo 2000. Os compósitos avançados (principalmente, resinas
epoxídicas reforçadas com fibras de carbono) constituem mais de 70% do peso da
estrutura do avião. (Scherer, 2008) ....................................................................................... 4
Figura 3 - Comportamento tensão-extensão de vários tipos de fibras de reforço. (Smith, 1998) .......... 6
Figura 4 - Arranjos unidireccional e multidireccional para um compósito do tipo laminado, com várias
camadas (Smith, 1998) ......................................................................................................... 8
Figura 5 - Principio do ensaio não destrutivo por ultra-sons (Mathers, 2002) ...................................... 10
Figura 6 - Ângulo de inspecção da sonda em uma soldadura (Mathers, 2002) ................................... 11
Figura 7 - Sonda Phased Array (Nelligan & Kass, s.d.) ........................................................................ 13
Figura 8 - Esquema de um elemento múltiplo (Nelligan & Kass, s.d.) .................................................. 13
Figura 9 - Princípio do feixe focado por uma sonda plana. O valor do atraso depende da abertura dos
elementos, do tipo de onda, da refracção do ângulo e da profundidade focal. (Optel, 2013)
............................................................................................................................................. 14
Figura 10 - Exemplo de uma análise linear realizada por um feixe focado. A digitalização é feita com
um ângulo constante ao longo do comprimento da sonda através de um grupo activo de
elementos. (Optel, 2013) ..................................................................................................... 14
Figura 11 - Princípio da digitalização sectorial. O feixe de som varre a peça através de uma série de
ângulos para gerar uma imagem de corte transversal. (Optel, 2013) ................................ 14
Figura 12 - Inspecção para ser apresentada em A-Scan (Nelligan & Kass, s.d.) ................................. 15
Figura 13 - Imagem de apresentação de uma inspecção em ângulo A-Scan (Nelligan & Kass, s.d.) . 15
Figura 14 - Inspecção para ser apresentada em B-Scan (Nelligan & Kass, s.d.) ................................. 15
Figura 15 - Imagem de uma inspecção por B-Scan. Posição relativa de um furo e profundidade ao
longo do comprimento de uma matriz linear. (Nelligan & Kass, s.d.) ................................. 15
Figura 16 - Inspecção e direcção do movimento. Imagem de um C-Scan convencional mostrando a
posição de um furo. (Nelligan & Kass, s.d.) ........................................................................ 16
Figura 17 - Inspecção e direcção do movimento. Imagem de um C-Scan de Phased Array que mostra
a posição do furo. (Nelligan & Kass, s.d.) ........................................................................... 16
Figura 18 - “Phased Array” Vs Ultra-Som Convencional (Scherer, 2008) ............................................ 17
Figura 19 - Estrutura da superfície traseira de um avião. (Wu, et al., 1998) ........................................ 18
Figura 20 - Exemplos de configurações de inspecções de geometrias complexas (Mahaut, et al.,
2002) .................................................................................................................................... 19
Figura 21 - Simulação e medição das distorções da onda usando uma sonda convencional (Mahaut,
et al., 2002) .......................................................................................................................... 19
Figura 22 - Simulação e medição das distorções da onda usando “Phased Array” (Mahaut, et al.,
2002) .................................................................................................................................... 19

vii
Figura 23 - Exemplos de defeitos em compósitos laminares: porosidade, ondulações nas fibras e
microfissuras (Hsu, 2008) .................................................................................................... 20
Figura 24 - Dois exemplos de danos em compósitos: separação causada por impacto em laminas
sólidas e fractura do núcleo em sanduiches de colmeia de abelha (Hsu, 2008) ................ 21
Figura 25 - Nariz do avião (randome) perfurado por um relampago (Tocknell, 2009) ......................... 21
Figura 26 - Sistema de ultra-sons com acoplamento de ar (Starmans, 2011) ..................................... 21
Figura 27 - Compósito de fibras analisado por THz e ultra-som (Anbarasu, 2008).............................. 22
Figura 28 - Amostra de compósito 1 (Yang & Wang, 2009) ................................................................. 24
Figura 29 - Amostra de compósito 2 (Yang & Wang, 2009) ................................................................. 25
Figura 30 - Imagem obtida por termografia por ultra-sons da amostra de compósito 1 (Yang & Wang,
2009) .................................................................................................................................... 25
Figura 31 - Imagem obtida por termografia pulsada da amostra de compósito 1 (Yang & Wang, 2009)
............................................................................................................................................. 25
Figura 32 - Imagem obtida por termografia por ultra-sons da amostra de compósito 2 (Yang & Wang,
2009) .................................................................................................................................... 26
Figura 33 - Imagem obtida por termografia pulsada da amostra de compósito 2 (Yang & Wang, 2009)
............................................................................................................................................. 26
Figura 34 - Convergência do processamento iterativo quando o transdutor é colocado sob o raio de
canto. (Robert, et al., 2012) ................................................................................................. 27
Figura 35 - Convergência do processamento iterativo quando o transdutor é colocado sobre a
geometria curva de um reforço de compósito (Robert, et al., 2012) ................................... 27
Figura 36 - Equipamento de Inspecção da empresa Marietta NDT (NDT, 2011) ................................. 30
Figura 37- Equipamento de Inspecção da empresa TecScan.ca (TecScan, 2012) ............................. 30
Figura 38 - Esquema Sumário do Projecto ........................................................................................... 30
Figura 39 - Primeira modelação do Tanque de Inspecção ................................................................... 31
Figura 40 - Estrutura de Suporte feito através de Perfil Bosch-Rexroth ............................................... 31
Figura 41 - Versão Inicial do Tanque de Inspecção .............................................................................. 32
Figura 42 - Distribuição da Pressão Hidrostática dentro do Tanque .................................................... 32
Figura 43 - Distribuição das forças aplicadas no Tanque de Inspecção .............................................. 33
Figura 44 - Distribuição de tensões na Versão Inicial ........................................................................... 34
Figura 45 - Distribuição da deformação na Versão Inicial .................................................................... 34
Figura 46 - Versão Inicial reforçada ...................................................................................................... 35
Figura 47 - Vista isométrica da versão intermédia ................................................................................ 35
Figura 48 - Distribuição de tensões na Versão Intermédia ................................................................... 36
Figura 49 - Distribuição da deformação na Versão Intermédia............................................................. 36
Figura 50 - Vista Isométrica do tanque com porta lateral ..................................................................... 37
Figura 51 - Distribuição das tensões na Versão Intermédia 2 .............................................................. 38
Figura 52 - Distribuição das deformações na Versão Intermédia 2 ...................................................... 39
Figura 53 - Vista Isométrica da versão final .......................................................................................... 40
Figura 54 - Distribuição das tensões na versão final ............................................................................ 40
Figura 55 - Distribuição das deformações na versão final .................................................................... 41

viii
Figura 56 - Pormenor da flange de acoplamento do motor para a mesa de rotação ........................... 42
Figura 57 - Estrutura em perfil Bosh-Rexroth........................................................................................ 42
Figura 58 - Pormenor da estrutura em perfil Bosh-Rexroth .................................................................. 42
Figura 59 - Calha IGUS com mesa deslizante através de correia ........................................................ 43
Figura 60 - Guia IGUS com mesa deslizante através de fuso .............................................................. 44
Figura 61- Sistema FESTO de 3 eixos .................................................................................................. 44
Figura 62- Modelo 3D do sistema PARKER de 3 eixos ........................................................................ 45
Figura 63 - Sistema de 3 eixos fornecido pela "MEDITOR" .................................................................. 46
Figura 64 - Flanges de acoplamento dos motores aos actuadores lineares X e Y .............................. 47
Figura 65 - ROBOLINK da IGUS ........................................................................................................... 47
Figura 66 - Abordagem inicial ao dispositivo de fixação da sonda ....................................................... 47
Figura 67 - Vista Isométrica da Versão 1 .............................................................................................. 48
Figura 68 - Sistema para acoplar os motores e para acoplar a sonda da versão 1 ............................. 48
Figura 69 - Vista Isométrica da Versão 2 .............................................................................................. 49
Figura 70 - Sistema para acoplar os motores e para acoplar a sonda da versão 2 ............................. 49
Figura 71 - Vista Isométrica da Versão Final ........................................................................................ 50
Figura 72 - Sistema para acoplar os motores na Versão Final ............................................................. 50
Figura 73 - Mesa de rotação de ajuste fino (Standa, 2000) .................................................................. 51
Figura 74 - Sistema de ajuste fino para rotação e inclinação da sonda proposto pela Meditor ........... 51
Figura 75 - Sistema para acoplar a sonda na Versão Final, com ajuste lateral ................................... 52
Figura 76 - Sistema de Inspecção ......................................................................................................... 53
Figura 77 - Vista Isométrica do Sistema de inspecção ......................................................................... 54
Figura 78 - Vista em pormenor dos Eixos ............................................................................................. 54
Figura 79 - Tubos e cantoneiras usados na construção do Tanque ..................................................... 55
Figura 80 - Chapas quinadas e furadas usadas na construção do tanque .......................................... 55
Figura 81 - Processo Soldadura TIG (Oliveira Santos & Quintino, 1997) ............................................. 56
Figura 82 - Processo Soldadura SMAW/SER (Oliveira Santos & Quintino, 1997) ............................... 56
Figura 83 – Processo Soldadura SW (Technologies, s.d.) ................................................................... 57
Figura 84 - Pontos de soldadura entre a chapa quinada e a chapa traseira ........................................ 57
Figura 85 - Execução do cordão de soldadura ..................................................................................... 57
Figura 86 - Soldadura em Passe Peregrino (Beardsley, 2013) ............................................................ 58
Figura 87- Aspecto final dos cordões após soldadura .......................................................................... 58
Figura 88 - Rectificação das soldaduras com disco de lamelas ........................................................... 59
Figura 89 - Construção do Quadro Frontal ........................................................................................... 59
Figura 90 - Soldadura dos quadros de reforço ..................................................................................... 60
Figura 91 - Soldadura da estrutura da base do tanque e dos pés da mesma ...................................... 60
Figura 92 - Processo para nivelar a estrutura de base ......................................................................... 61
Figura 93 - Soldadura da estrutura de base com o fundo do tanque ................................................... 61
Figura 94 - Soldadura dos pés de canto ............................................................................................... 62
Figura 95 - Furação da placa de acrílico e colocação dos pernos no quadro frontal ........................... 62
Figura 96 - Passivante e decapante usados ......................................................................................... 63
ix
Figura 97 - Aplicação do passivante e posterior lavagem do tanque ................................................... 63
Figura 98 - Comparação do aspecto de uma soldadura antes e após a aplicação do passivante e do
decapante ............................................................................................................................ 63
Figura 99 - Peças fabricadas para a flange de acoplamento do motor da mesa de rotação ............... 64
Figura 100 - Pequena fissura visível após o ensaio por líquidos penetrantes...................................... 64
Figura 101 - Estrutura montada em perfil Bosch-Rexroth ..................................................................... 65
Figura 102- Actuadores lineares instalados .......................................................................................... 65
Figura 103 - Flange de acoplamento dos motores aos eixos XX e YY ................................................ 66
Figura 104 - Braço e dispositivo de acoplamento da sonda Phased Array .......................................... 66
Figura 105 - Especificações da bomba seleccionada (Pumps, s.d.) .................................................... 67
Figura 106 - Sistema de recirculação de água presente no armário e motor ....................................... 68
Figura 107 - Esquema do quadro da água............................................................................................ 69
Figura 108 - Sistema eléctrico montado no armário ............................................................................. 70
Figura 109 - Controlador de posicionamento digital EPOS2 24/2 ........................................................ 71
Figura 110 - Controlador de posicionamento digital EPOS2 24/5 ........................................................ 71
Figura 111 - Componentes constituintes do motor X e Y (Motor, s.d.) ................................................. 73
Figura 112 - Componentes constituintes do motor Z (Motor, s.d.) ....................................................... 73
Figura 113 - Componentes constituintes dos motores de rotação e inclinação da sonda (Motor, s.d.) 74
Figura 114 - Dimensões do painel para validação ................................................................................ 75
Figura 115 - Painel para validação do sistema ..................................................................................... 76
Figura 116 – Painel para validação com indicação dos impactos e dos extensómetros ...................... 77
Figura 117 - Aquisição do eco de fundo após o primeiro ciclo de fadiga ............................................. 79
Figura 118 - Aquisição do eco de fundo após o último ciclo de fadiga ................................................. 80
Figura 119 - Vista 2D isométrica do tanque .......................................................................................... 88
Figura 120 - Vistas gerais do tanque .................................................................................................... 89
Figura 121 - Estrutura de suporte do tanque ........................................................................................ 90
Figura 122 - Quadro frontal do tanque .................................................................................................. 91
Figura 123 - Barra lateral do quadro frontal .......................................................................................... 92
Figura 124 - Barra superior do quadro frontal ....................................................................................... 93
Figura 125 - Acrílico do quadro frontal .................................................................................................. 94
Figura 126 - Barra inferior do quadro frontal ......................................................................................... 95
Figura 127 - Estrutura de reforço da lateral do tanque ......................................................................... 96
Figura 128 - Estrutura de reforço da parte traseira do tanque .............................................................. 97
Figura 129 - Chapa traseira do tanque ................................................................................................. 98
Figura 130 - Chapa quinada do tanque ................................................................................................. 99
Figura 131 - Vista isométrica do braço de acoplamento da sonda ..................................................... 100
Figura 132 - Flange para acoplar o motor de inclinação ao braço ..................................................... 101
Figura 133 - Anel para fixar a flange do motor de inclinação.............................................................. 102
Figura 134 - Suporte do braço............................................................................................................. 103
Figura 135 - Acoplamento entre o suporte do braço e o eixo Z .......................................................... 104
Figura 136 - Flange para acoplar o motor de rotação ao braço.......................................................... 105
x
Figura 137 - Tubo que dará o movimento de rotação à sonda ........................................................... 106
Figura 138 - Veio que dará o movimento de inclinação à sonda ........................................................ 107
Figura 139 - Suporte para dispositivo de ajuste da sonda .................................................................. 108
Figura 140 - Suporte dos rolamentos de inclinação da sonda ............................................................ 109
Figura 141 - Veio principal do ajuste fino da sonda ............................................................................ 110
Figura 142 - Veio para ajuste fino da sonda ....................................................................................... 111
Figura 143 - Suporte da engrenagem do ajuste fino da sonda ........................................................... 112
Figura 144 - Veio do suporte da sonda ............................................................................................... 113
Figura 145 - Veio com rosca para agarrar a sonda ............................................................................ 114
Figura 146 - Suporte da sonda ............................................................................................................ 115
Figura 147 - Suporte ajustável da sonda ............................................................................................ 116
Figura 148 - Detalhes da sonda IMASONIC CDC6091 A102-1.......................................................... 117
Figura 149 - Desenho com os detalhes da sonda IMASONIC CDC6091 A102-1 .............................. 118
xi
Índice de Tabelas
Tabela 1 - Propriedades de fios de fibras para reforço de plásticos (Smith, 1998) ................................ 5
Tabela 2 - Algumas propriedades das resinas de poliéster e epóxi não - reforçadas (Smith, 1998) ..... 7
Tabela 3 - Propriedades mecânicas de um compósito do tipo laminado unidireccional com fibras de
carbono (62% em volume) e resina epoxídica, fonte Hercules, Inc. (Smith, 1998) .............. 8
Tabela 4 - Métodos para inspecção de compósitos de matriz polimérica ............................................ 23
Tabela 5 - Comparação entre Termografia e ultra-sons C-Scan (Wong, 2008) ................................... 24
Tabela 6 - Comparação dos preços para fornecer tubos e cantoneiras ............................................... 37
Tabela 7 - Comparação dos preços para fornecer a chapa quinada .................................................... 38
Tabela 8 - Sumário da opção tomada em relação aos actuadores (1 - Satisfaz; 0 - Satisfaz
Minimamente; -1 - Não Satisfaz) ......................................................................................... 46
Tabela 9 - Legenda dos componentes do sistema de recirculação de água ........................................ 68
Tabela 10 - Legenda dos itens presentes no armário eléctrico ............................................................ 70
Tabela 11 - Espessuras do painel para validação ................................................................................ 75
Tabela 12 - Propriedades do Material isotrópico .................................................................................. 75
Tabela 13 - Propriedades do material compósito ................................................................................. 76
Tabela 14 - Posição dos impactos efectuados no painel ...................................................................... 77
Tabela 15 - Posição dos extensómetros ............................................................................................... 77
Tabela 16 - Parâmetros de escolha de uma sonda .............................................................................. 78
Tabela 17 - Características da sonda seleccionada ............................................................................. 79
xii
Terminologia Utilizada
AC Alternate Current
CFBG Chirped Fibre Bragg Grating
DC Direct Current
EPI Equipamento de Protecção Individual
END Ensaios Não Destrutivos
g gravidade
h altura
HM High Modulus
HT High Tenacity
HTS High Tensile Strength
PAN Poliacrilonitrilo
POD Probabilidade de Detecção
POF Probabilidade de Falha
SAUL Surface Adaptive Ultrasounds
SER/SMAW Soldadura por Eléctrodo Revestido/Shielded Metal Arc Welding
SW Stud Welding
TIG Tungsten Inert Gas

1
1. INTRODUÇÃO
1.1. MOTIVAÇÃO
Os materiais compósitos são na actualidade as estruturas mais promissoras em uso devido às suas
características estruturais. Devido às suas propriedades, os materiais compósitos, têm sido
largamente utilizados em diversas indústrias. Os últimos desenvolvimentos tecnológicos nesta área
apontam cada vez mais para a substituição de componentes em ligas metálicas por materiais
compósitos com melhorias significativas no seu desempenho. Um exemplo será o caso da indústria
aeronáutica.
Sabendo que o objectivo será usar cada vez mais este tipo de materiais e com o intuito de melhorar
os processos de inspecção dos mesmos pretende-se desenvolver um sistema capaz de avaliar e
inspeccionar diferentes tipos de compósitos sendo que, ao mesmo tempo o sistema tenha a
flexibilidade suficiente para ser utilizado em outro tipo de materiais, tais como alumínios e aços.
1.2. OBJECTIVO
Pretende-se com esta dissertação obter um sistema capaz de inspeccionar estruturas em compósito
com geometrias complexas. O sistema será projectado segundo as seguintes características:
Uma tina com dimensões de 2500x1300 mm em aço inoxidável para inspecção de
componentes utilizando técnicas de ultra-sons, sendo por contacto directo ou por imersão;
Um sistema autónomo de recirculação de água, utilizando uma bomba de água e filtros
adequados;
Um sistema de controlo centralizado, com toda a electrónica necessária para a movimentação
da sonda;
Um sistema de actuadores lineares, responsável pelo movimento dos eixos X,Y e Z;
Um braço acoplado ao eixo vertical Z, capaz de fixar a sonda e habilitando a mesma com
mais 2 graus de liberdade automatizados.
1.3. ESTRUTURA
Tendo em consideração as diversas fases deste projecto, este documento vai estar dividido na
seguinte estrutura:
O primeiro capítulo é direccionado para a motivação deste trabalho assim como para os objectivos
pretendidos para o mesmo.
O segundo capítulo é dedicado ao estado da arte deste trabalho. Aqui faz-se um sumário explicativo
de alguns temas inerentes ao projecto, como os tipos de compósitos existentes, os tipos de ensaios
não destrutivos mais adequados a este tipo de materiais e os estudos efectuados sobre ensaios não
destrutivos em materiais compósitos.

2
No terceiro capítulo será analisado todo o projecto executado. Aqui aborda-se os pré-requisitos e a
concepção dos vários modelos que farão parte do sistema. Será apresentado o que se pretendeu
para o sistema estrutural e as análises computacionais dos mesmos assim como o que se pretendeu
para o sistema mecânico, sistema eléctrico e sistema de recirculação de água. Também aqui serão
justificadas algumas opções tomadas em termos de fornecedores.
O quarto capítulo vai focar-se sobre a construção dos vários módulos abordados no terceiro
capítulo. Aqui pretende-se evidenciar todo o trabalho construtivo feito ao longo do projecto dos vários
modelos assim como demonstrar as várias etapas do processo construtivo.
O quinto capítulo é orientado para a validação do sistema. Neste capítulo será caracterizada a placa
de compósito utilizada, assim como os referidos parâmetros das sondas usadas para a inspecção da
mesma. Este capítulo será concluído com a apresentação dos respectivos resultados de inspecção.
No sexto capítulo apresentam-se as conclusões deste trabalho e a sua comparação com os
objectivos inicialmente propostos. Serão também aqui apresentadas algumas propostas para
desenvolvimentos futuros.
3
2. ESTADO DA ARTE
2.1. COMPÓSITOS
2.1.1. INTRODUÇÃO
A palavra compósito deriva de composto que significa algo formado por elementos diferentes entre si,
ou seja, “Um material formado por uma mistura ou combinação de dois ou mais, micro ou macro
constituintes que diferem na forma e na composição química e que, na sua essência, são insolúveis
uns nos outros” (Smith, 1998). Entre estes constituintes existe uma interface reconhecível e cada
material mantém a sua identidade física. (O´Brien, 1997) (ASM International Handbook Committee,
2001)
A ideia de compósito é que ao combinar dois materiais distintos consegue se obter um material com
características estruturais, térmicas, tribológicas, eléctricas e de aplicação ambiental, idênticas ou
superiores às propriedades de cada um dos materiais individualmente, tendo como objectivo alcançar
um balanço nas propriedades estruturais, de forma a ter uma variedade de aplicações. (Smith, 1998)
(ASM International Handbook Committee, 2001)
Tipicamente os compósitos para aplicações estruturais são constituídos por uma fase de fibra, mais
forte e resistente, e uma fase de matriz, sendo esta um elemento contínuo. Podemos dizer que os
compósitos são normalmente classificados pelo tipo de matriz ou pela forma do reforço (fibras) usado.
(Smith, 1998) (ASM International Handbook Committee, 2001)
Dentro dos tipos de matrizes existem compósitos de matriz polimérica, compósitos de matriz metálica
e compósitos de matriz cerâmica. A partir dos compósitos de matriz polimérica conseguimos obter os
compósitos com matriz-carbono. (ASM International Handbook Committee, 2001)
Os compósitos podem ser reforçados por reforços de partículas, reforços de partículas descontínuas,
reforços de fibras contínuas laminares e tecidos compósitos. Estes reforços devem existir numa
fracção de volume elevada, mais de 10%, de forma a proporcionar uma melhoria evidente das
propriedades da matriz. (Smith, 1998) (ASM International Handbook Committee, 2001)
Figura 1 - Formas usuais de reforço das fibras. Em geral os reforços podem ser de fibras continuas
rectas, fibras descontinuas, partículas ou flocos, fibras continuas tipo tecido, trançadas ou em malha.
(ASM International Handbook Committee, 2001)

4
2.1.2. HISTÓRIA
O conceito de materiais compósitos surgiu durante a Segunda Guerra Mundial, começando nessa
época a serem utilizados compósitos de matriz orgânica, com o intuito de fazer frente à necessidade
de obter materiais com valores de resistência e rigidez superiores aos materiais existentes. Os
mesmos seriam utilizados pela comunidade aeronáutica para substituírem as ligas de alumínio, que
eram bastante susceptíveis a fenómenos de corrosão e fadiga.
Devido ao sucesso conseguido na utilização de plásticos reforçados com fibra de vidro em vários
componentes da aeronáutica, estes materiais começaram a ser mais utilizados na década de 50 e 60
do século XX, já que proporcionavam uma boa resposta estrutural.
Na década de 70 do mesmo século, devido à crise energética sentida na altura, os compósitos de
matriz orgânica começaram a ser implementados na aviação comercial, após o sucesso que
apresentaram na aviação militar. Desde então começaram a ser utilizadas fibras de carbono, o que
permitiu a eficiência estrutural dos componentes das aeronaves nessa época.
Contudo, inicialmente os compósitos eram usados em pequena escala, mas com o decorrer dos anos
foi-se investindo mais na pesquisa, desenvolvimento e fabrico de diversos materiais compósitos, com
a finalidade de serem colocados ao serviço da indústria aeronáutica.
Os compósitos são materiais que demonstram elevada resistência estrutural, tendo como vantagens:
elevada rigidez, alta resistência, baixa densidade, resistência à corrosão, resistência às alterações
térmicas e têm a capacidade de poderem ser aplicados em geometrias complexas.
Hoje em dia, a utilização de compósitos de matriz orgânica tornou-se mais vulgar, devido ao facto de
o custo dos materiais ter diminuído e os processos de fabrico se terem tornado mais eficientes. (ASM
International Handbook Committee, 2001)
Figura 2 - "Beech Starship" modelo 2000. Os compósitos avançados (principalmente, resinas epoxídicas reforçadas com fibras de carbono) constituem mais de 70% do peso da estrutura do avião. (Scherer,
2008)
5
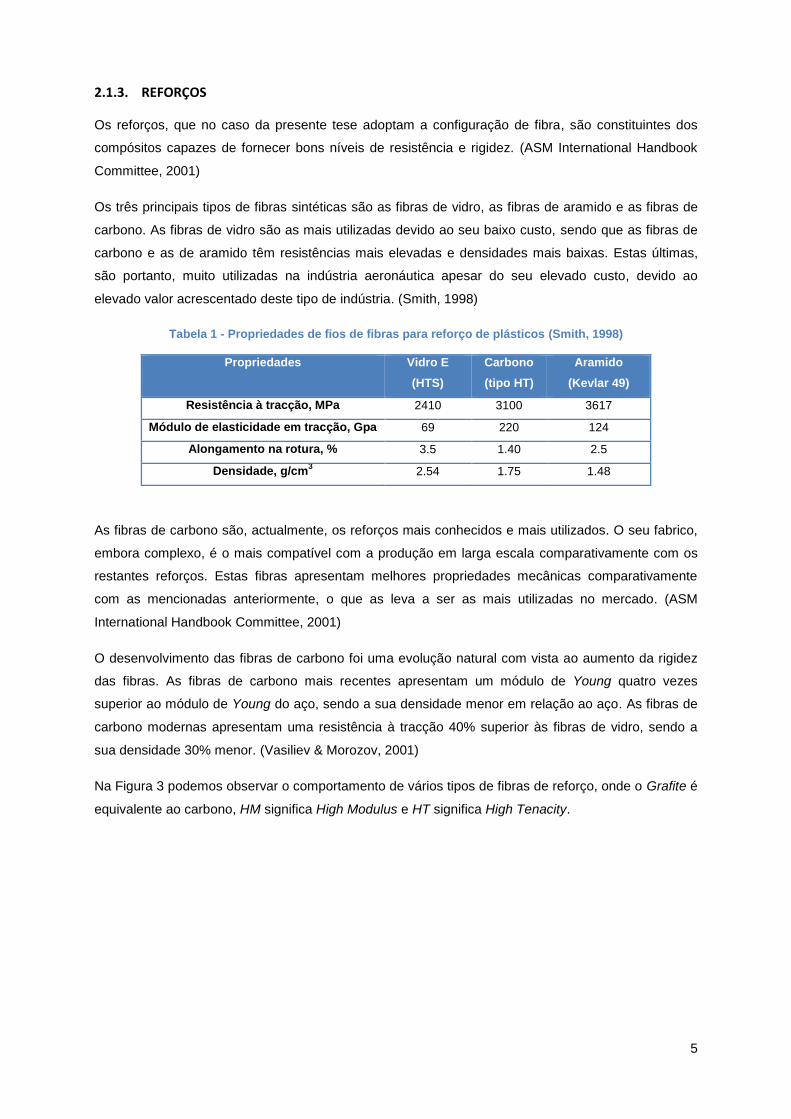
2.1.3. REFORÇOS
Os reforços, que no caso da presente tese adoptam a configuração de fibra, são constituintes dos
compósitos capazes de fornecer bons níveis de resistência e rigidez. (ASM International Handbook
Committee, 2001)
Os três principais tipos de fibras sintéticas são as fibras de vidro, as fibras de aramido e as fibras de
carbono. As fibras de vidro são as mais utilizadas devido ao seu baixo custo, sendo que as fibras de
carbono e as de aramido têm resistências mais elevadas e densidades mais baixas. Estas últimas,
são portanto, muito utilizadas na indústria aeronáutica apesar do seu elevado custo, devido ao
elevado valor acrescentado deste tipo de indústria. (Smith, 1998)
Tabela 1 - Propriedades de fios de fibras para reforço de plásticos (Smith, 1998)
Propriedades Vidro E
(HTS)
Carbono
(tipo HT)
Aramido
(Kevlar 49)
Resistência à tracção, MPa 2410 3100 3617
Módulo de elasticidade em tracção, Gpa 69 220 124
Alongamento na rotura, % 3.5 1.40 2.5
Densidade, g/cm3
2.54 1.75 1.48
As fibras de carbono são, actualmente, os reforços mais conhecidos e mais utilizados. O seu fabrico,
embora complexo, é o mais compatível com a produção em larga escala comparativamente com os
restantes reforços. Estas fibras apresentam melhores propriedades mecânicas comparativamente
com as mencionadas anteriormente, o que as leva a ser as mais utilizadas no mercado. (ASM
International Handbook Committee, 2001)
O desenvolvimento das fibras de carbono foi uma evolução natural com vista ao aumento da rigidez
das fibras. As fibras de carbono mais recentes apresentam um módulo de Young quatro vezes
superior ao módulo de Young do aço, sendo a sua densidade menor em relação ao aço. As fibras de
carbono modernas apresentam uma resistência à tracção 40% superior às fibras de vidro, sendo a
sua densidade 30% menor. (Vasiliev & Morozov, 2001)
Na Figura 3 podemos observar o comportamento de vários tipos de fibras de reforço, onde o Grafite é
equivalente ao carbono, HM significa High Modulus e HT significa High Tenacity.

6
Figura 3 - Comportamento tensão-extensão de vários tipos de fibras de reforço. (Smith, 1998)
As fibras de carbono são essencialmente fabricadas a partir de poliacrilonitrilo (PAN), tendo três
etapas de processamento: estabilização, onde as fibras de PAN são esticadas para se conseguir o
alinhamento das redes fibrilares no interior de cada fibra; carbonização, onde as fibras PAN são
aquecidas até se transformarem em fibras de carbono; e, por último, a grafitização, que se usa para
aumentar o módulo de elasticidade, mas que conduz à diminuição da resistência à tracção. (Smith,
1998) Antes das fibras serem usadas como elementos de reforço de compósitos avançados são
sujeitas a um tratamento que previne o dano das mesmas durante o seu processamento e que
proporciona uma melhor ligação entre as fibras e a matriz. (Vasiliev & Morozov, 2001)
2.1.4. MATRIZES
O propósito das matrizes é proceder à ligação dos reforços por meio das suas características
coesivas e adesivas, protegendo os reforços do meio ambiente e do manuseamento. A matriz
também tem a função de transmitir o carregamento exterior para o reforço. A matriz proporciona uma
forma sólida ao compósito, o que auxilia o seu manuseamento durante o fabrico e é especialmente
necessário para o acabamento. Esta forma sólida é particularmente necessária em compósitos com
reforços descontínuos pois os componentes de reforço não são suficientemente extensíveis para
proporcionar um material manuseável. (ASM International Handbook Committee, 2001)
7
Como os reforços são, elementos com melhores propriedades estruturais, a matriz é, deste ponto de
vista, o elemento mais fraco da composição. Apesar disto, a matriz permite a robustez dos reforços,
uma vez que consolida as fibras com a orientação e posição apropriada para que consigam suportar
as cargas pretendidas assim como distribuir as mesmas. (ASM International Handbook Committee,
2001) (Vasiliev & Morozov, 2001)
Para que a ligação entre a matriz e as fibras seja ideal é necessário ter em conta alguns aspectos.
Em primeiro lugar, a matriz líquida deve ter uma viscosidade baixa o suficiente para permitir que esta
penetre entre as fibras. Em segundo lugar, a superfície da fibra deve ter uma boa molhabilidade com
a matriz. Em terceiro lugar, a viscosidade da matriz deve ser suficientemente elevada para reter o
líquido impregnado nas fibras, durante o fabrico do compósito. Finalmente, o processo de fabrico,
para ter a qualidade adequada, não deve ser efectuado a altas temperatura e pressão. (Vasiliev &
Morozov, 2001)
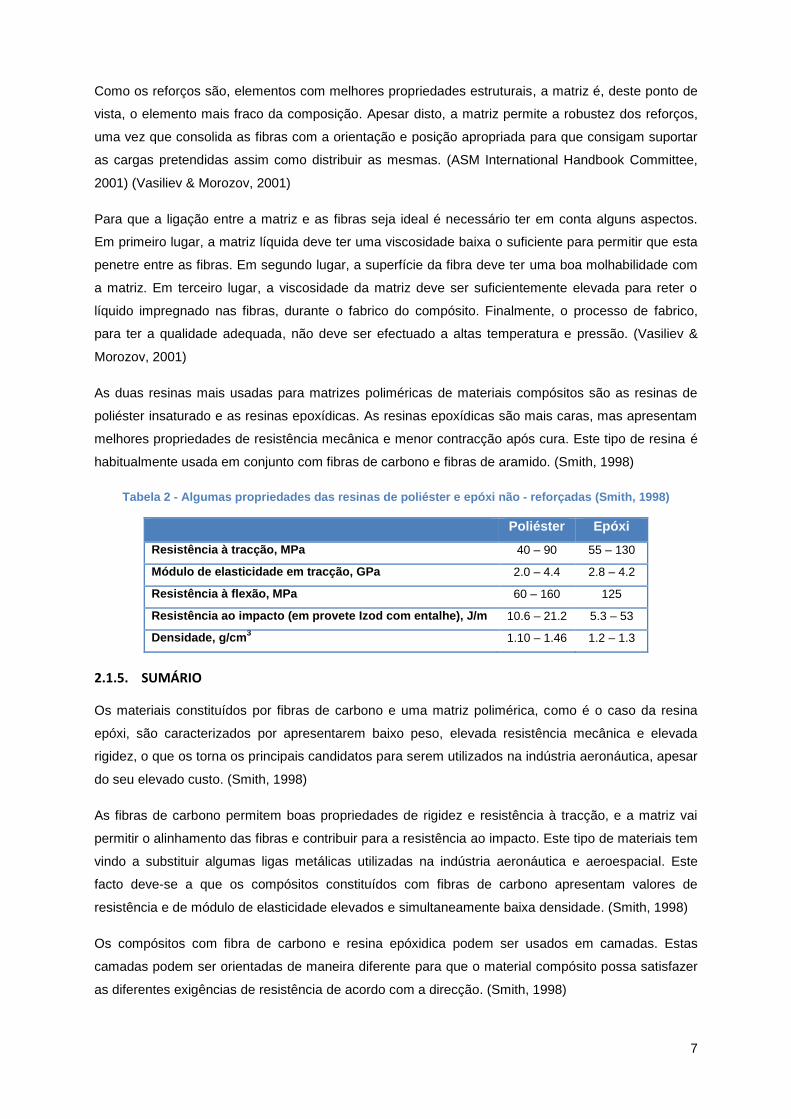
As duas resinas mais usadas para matrizes poliméricas de materiais compósitos são as resinas de
poliéster insaturado e as resinas epoxídicas. As resinas epoxídicas são mais caras, mas apresentam
melhores propriedades de resistência mecânica e menor contracção após cura. Este tipo de resina é
habitualmente usada em conjunto com fibras de carbono e fibras de aramido. (Smith, 1998)
Tabela 2 - Algumas propriedades das resinas de poliéster e epóxi não - reforçadas (Smith, 1998)
Poliéster Epóxi
Resistência à tracção, MPa 40 – 90 55 – 130
Módulo de elasticidade em tracção, GPa 2.0 – 4.4 2.8 – 4.2
Resistência à flexão, MPa 60 – 160 125
Resistência ao impacto (em provete Izod com entalhe), J/m 10.6 – 21.2 5.3 – 53
Densidade, g/cm3
1.10 – 1.46 1.2 – 1.3
2.1.5. SUMÁRIO
Os materiais constituídos por fibras de carbono e uma matriz polimérica, como é o caso da resina
epóxi, são caracterizados por apresentarem baixo peso, elevada resistência mecânica e elevada
rigidez, o que os torna os principais candidatos para serem utilizados na indústria aeronáutica, apesar
do seu elevado custo. (Smith, 1998)
As fibras de carbono permitem boas propriedades de rigidez e resistência à tracção, e a matriz vai
permitir o alinhamento das fibras e contribuir para a resistência ao impacto. Este tipo de materiais tem
vindo a substituir algumas ligas metálicas utilizadas na indústria aeronáutica e aeroespacial. Este
facto deve-se a que os compósitos constituídos com fibras de carbono apresentam valores de
resistência e de módulo de elasticidade elevados e simultaneamente baixa densidade. (Smith, 1998)
Os compósitos com fibra de carbono e resina epóxidica podem ser usados em camadas. Estas
camadas podem ser orientadas de maneira diferente para que o material compósito possa satisfazer
as diferentes exigências de resistência de acordo com a direcção. (Smith, 1998)

8
Tabela 3 - Propriedades mecânicas de um compósito do tipo laminado unidireccional com fibras de
carbono (62% em volume) e resina epoxídica, fonte Hercules, Inc. (Smith, 1998)
Propriedades Longitudinal, 0º Transversal, 90º
Resistência à tracção, MPa 1860 65
Módulo de elasticidade em tracção, GPa 145 9.4
Extensão de rotura em tracção, % 1.2 0.70
Figura 4 - Arranjos unidireccional e multidireccional para um compósito do tipo laminado, com várias camadas (Smith, 1998)
O custo será sempre um factor importante na selecção de materiais e convém ter presente alguns
aspectos para não encarecer ainda mais a opção compósito. Quanto maior for o número de
filamentos por fibra, menor será o seu custo, quanto menor a temperatura de serviço da resina, menor
será o seu custo e quanto maior o lote de produto fabricado, menor será o seu custo. (ASM
International Handbook Committee, 2001)
2.2. ENSAIOS NÃO DESTRUTIVOS
2.2.1. INTRODUÇÃO
Designa-se por ensaio não destrutivo os ensaios em que após a inspecção das peças, estas
permanecem intactas. Este tipo de ensaios deve adaptar-se às exigências da amostra a ser
inspeccionada a fim de evitar a sua degradação. Para que tal seja possível à que recorrer às
características físicas do material (densidade, condutividade térmica, absorção electromagnética,
índice de refracção). (Almeida, et al., 1992)
Os ensaios não destrutivos permitem fornecer resultados relativamente a todo o volume de uma peça,
ao mesmo tempo que contribuem para melhorar o projecto da mesma ou prevenir a ocorrência de
falhas em serviço. (Almeida, et al., 1992) (Gómez, et al., s.d.)
Este tipo de ensaios é então muito utilizado em soldadura para a verificação da sua qualidade,
atendendo às especificações pretendidas, e para avaliar o estado de degradação da mesma durante

9
o tempo de serviço. Por razões de conservação de material e, consequentemente, por razões
económicas, o uso de ensaios não destrutivos tornou-se mais corrente do que os ensaios destrutivos.
(O´Brien, 1997) (Weman & Lindén, 2006)
Os ensaios não destrutivos mais usados são: inspecção visual com ou sem auxílio de um dispositivo
óptico, líquidos penetrantes, partículas magnéticas, inspecção radiográfica, correntes induzidas, ultra-
sons e emissão acústica. (O´Brien, 1997)
2.2.2. BREVE HISTÓRIA DOS ULTRA-SONS
Os ensaios de ultra-sons têm vindo a ser usados num ambiente industrial há mais de setenta anos.
Desde os anos 40 que as ondas sonoras de alta frequência que atravessam materiais sólidos têm
sido usadas para detectar defeitos contidos nesses materiais, bem como medir espessuras e analisar
propriedades dos mesmos. Este é um processo não destrutivo e seguro, sendo usado em diferentes
ambientes industriais, especialmente naqueles onde estão presentes soldaduras.
O crescimento dos ensaios de ultra-sons tem ocorrido em paralelo com o desenvolvimento
electrónico. Os primeiros trabalhos realizados na década de 30 demonstraram que as ondas sonoras
de alta frequência reflectem-se em falhas ocultas ou em descontinuidades no material, produzindo
ecos distintos que poderão ser exibidos em osciloscópios.
No final dos anos 40, os japoneses foram pioneiros no uso de ultra-sons em diagnóstico médico. Na
década de 60, este processo já era muito utilizado no diagnóstico de tumores, problemas biliares e
condições similares, um pouco por todo o mundo. Na década seguinte, a introdução de equipamentos
de precisão de medida trouxe aos ultra-sons uma maior variedade de operações.
A partir dos anos 80 houve grandes avanços nos sistemas de ultra-sons devido ao desenvolvimento
das técnicas de processamento de sinais digitais e devido ao facto dos microprocessadores
começarem a estar disponíveis a um custo mais baixo. Apenas nos anos 90 começaram a aparecer
os sistemas portáteis de ultra-sons por Phased Array. (Olympus, s.d.) (Linkert, 2014)
2.2.3. ULTRA-SONS
Normalmente, os ensaios não destrutivos por ultra-sons costumam ser os mais adequados à maioria
dos defeitos. Em ensaios desta natureza, as ondas sonoras de alta frequência, entre 2 e 30 MHz, são
enviadas, através do objecto a ser examinado, com um caminho previsível, sendo o feixe reflectido
nas descontinuidades do material. Este feixe reflectido é detectado e analisado de forma a determinar
e localizar as descontinuidades, Figura 5. Esta detecção, avaliação e localização é possível devido ao
facto de a velocidade do som num determinado material ser praticamente constante e a amplitude do
impulso do som reflectido ser dependente do tamanho e da orientação da descontinuidade que o
origina. (O´Brien, 1997) (Weman & Lindén, 2006)

10
Figura 5 - Principio do ensaio não destrutivo por ultra-sons (Mathers, 2002)
Os meios sólidos apresentam um efeito mais ou menos pronunciado da perda de energia de um feixe
ultra sonoro Este efeito conhecido por atenuação normalmente resulta de dois efeitos distintos, a
dispersão e a absorção.
Ambas as componentes da atenuação impõem limitações aos ensaios. A absorção limita a energia
transmitida, absorvendo o eco de uma descontinuidade. Este efeito pode ser contornado aumentando
a tensão no transdutor ou amplificando os sinais, ou então explora-se a menor absorção nas baixas
frequências.
Já a dispersão acaba por ser um efeito mais incómodo, pois mesmo nos casos em que não à redução
significativa da altura do eco de defeito, originam-se numerosos ecos com tempos de chegada
diferentes, nos quais os ecos de interesse se podem perder. Este distúrbio não pode ser contornado
por aumento da tensão do transdutor ou da amplificação, dado que com o aumento destes se verifica
um aumento simultâneo dos ecos sem interesse. Uma solução passa por baixar a frequência,
contudo a detectabilidade dos pequenos defeitos diminui. (Almeida, et al., 1992) (León, s.d.)
O ângulo escolhido para emitir as ondas pode não ser adequado. Por exemplo, pode dar-se o caso
do sinal se perder por este ser reflectido em defeitos com direcções não desejáveis. Nesta situação o
ângulo da sonda deve ser escolhido de forma a optimizar a reflexão da onda sonora. Os ângulos mais
habituais são de 45º, 60º e 70º e as sondas angulares são as mais adequadas para a detecção de
defeitos em ângulo em relação à superfície, Figura 6, tais como faltas de fusão nas paredes do
chanfro de soldadura. (O´Brien, 1997) (Weman & Lindén, 2006)

11
Figura 6 - Ângulo de inspecção da sonda em uma soldadura (Mathers, 2002)
Para o ensaio por ultra-sons por contacto ser bem efectuado é necessário um material acoplante,
para que se consiga uma boa transmissão das ondas no material a analisar. Como acoplante, pode-
se usar água, óleo, celulose, vaselina, entre outros. Para que o acoplamento seja ideal, o cordão de
soldadura deve ser plano e liso e não devem existir muitos salpicos, escórias e outro tipo de
irregularidades. (O´Brien, 1997)
2.2.4. VANTAGENS E DESVANTAGENS DOS ENSAIOS DE ULTRA-SONS
Os ensaios de ultra-sons apresentam diversas vantagens e desvantagens.
Como vantagens tem-se que:
Possibilidade de inspeccionar volumetricamente o componente. Consegue-se uma
maior/menor penetração dos feixes de ultra-sonoros na peça e uma maior/menor
sensibilidade, adequando a cada caso a frequência utilizada.
Precisão na localização e dimensionamento de defeitos, podendo facilmente determinar a
profundidade do defeito assim como pode determinar o seu tamanho e forma;
Ideal para a detecção de defeitos planares se orientados com o feixe sonoro;
Só é necessário acesso de um dos lados;
Possibilidade de utilizar equipamento portátil;
Técnica que não acarreta qualquer tipo de perigo para a saúde do operário.
Quanto a desvantagens tem-se que:
Alta sensibilidade ao acoplamento, sendo imprescindível um acoplante entre a sonda e o
material a ser inspeccionado;
Defeitos presentes à superfície são de difícil detecção;
Perda de sinal por atenuação;
A operação exige técnicos treinados e experientes;
De difícil utilização em geometrias complexas, com superfícies irregulares, de dimensões
muito pequenas ou finas;
É necessário um padrão de referência que deve ser do mesmo material a ser examinado,
para calibrar o equipamento e para avaliar o tamanho dos defeitos;
12
2.2.5. INSPECÇÃO POR IMERSÃO
Se a técnica de inspecção por contacto é característica dos ensaios manuais, a inspecção por
imersão é característica dos ensaios através de sistemas automáticos.
Neste tipo de inspecções tanto a sonda como a peça a ser inspeccionada estão submersas,
normalmente em água, garantindo um acoplamento ideal e uniforme.
Para o ensaio ser bem sucedido, a coluna de água ao longo da peça têm de ser constante, sem
haver contacto directo entre a sonda e a peça, sendo que é possível optimizar o sinal de ultra-sons
através de diferentes dimensões de colunas de água. (Gómez, et al., s.d.) (León, s.d.)
A inspecção por imersão apresenta algumas vantagens (Gómez, et al., s.d.) (León, s.d.):
A análise das peças é mais rápida, pois pode-se aumentar consideravelmente a velocidade
de inspecção;
Pode-se automatizar facilmente o processo;
Uma única sonda pode ser usada para inspeccionar com vários ângulos de incidência;
Não existe risco de desgaste do cristal da sonda.
2.2.6. PHASED ARRAY
Phase Array, é uma variante avançada do ensaio não destrutivo por ultra-sons muito utilizada hoje em
dia e que pode ser aplicado em qualquer ambiente onde o ensaio por ultra-sons tradicional é
utilizado. Este tipo de método permite ao utilizador controlar vários parâmetros, tais como o ângulo da
onda e a distância focal, aumentando assim a probabilidade de detecção de defeitos, podendo
também controlar a velocidade do ensaio. (TWI, 2013) (Carneval, et al., 2007)
Os sistemas Phased Array utilizam sondas com múltiplos elementos que são controlados
individualmente. Ao excitar cada elemento de forma controlada será emitida uma onda focalizada.
(TWI, 2013)
Este tipo de tecnologia tem vindo a ser usada na medicina para criar imagens da secção transversal
de órgãos. Contudo, esta tecnologia não está limitada ao diagnóstico médico. Nos últimos anos, os
sistemas de Phased Array têm sido aplicados na indústria para oferecer novos níveis de informação
sobre os equipamentos e materiais em serviço. (Carneval, et al., 2007) (Nelligan & Kass, s.d.)
Enquanto numa sonda de ultra-sons convencional os transdutores só possuem um cristal
piezoeléctrico, nas sondas Phased Array os transdutores possuem vários cristais, sendo possível
actuar cada um deles individualmente. Podemos, assim, inspeccionar os materiais recorrendo a uma
grande variedade de ângulos de inspecção utilizando a mesma sonda e melhorando
significativamente a sensibilidade da técnica em relação à variação da orientação das
descontinuidades. (Carneval, et al., 2007)

13
2.2.7. SISTEMAS DE PHASED ARRAY
Os ultra-sons convencionais consistem num único transdutor que gera e recebe as ondas sonoras de
alta frequência ou 2 transdutores em paralelo, um para transmitir e outro para receber o sinal. Na
variante de ultra-sons por Phased Array as sondas, Figura 7, são compostas por vários transdutores
que podem ser pulsados individualmente ou em conjunto, podendo originar várias configurações de
feixe com a mesma sonda. Este tipo de sistemas, tal como os sistemas convencionais, precisam de
um líquido acoplante e funcionam com frequências nas gamas equivalentes aos ultra-sons
convencionais. As sondas podem ter várias formas na configuração dos elementos de acordo com a
aplicação em causa. Nos sistemas Phased Array os elementos são excitados por software,
necessitando por isso de um processador para receber e digitalizar os ecos de retorno e apresentar
os dados em diferentes formatos. (Nelligan & Kass, s.d.) (Olympus, s.d.)
Figura 7 - Sonda Phased Array (Nelligan & Kass, s.d.)
Figura 8 - Esquema de um elemento múltiplo (Nelligan & Kass, s.d.)
2.2.8. PRINCÍPIO DE FUNCIONAMENTO DO PHASED ARRAY
A técnica de ultra-sons por Phased Array utiliza sondas multi-elemento, nas quais a excitação dos
mesmos é feita por sofware de forma a gerar a configuração do feixe acústico pretendido. Os vários
elementos são pulsados de tal maneira que as ondas individuais combinam-se numa frente de onda
única, por interferência construtiva e com a direcção desejada. Da mesma forma, os elementos
receptores combinam os diferentes impulsos de forma a reconstruir o resultado nos canais de
recepção.
Isto é possível fazendo pulsar os diferentes elementos da sonda em instantes de tempo diferentes,
controlados por software, estabelecendo as chamadas leis de atraso. Os elementos são pulsados em
sequências programáveis, com o propósito de melhorar a sensibilidade através do controlo da
abertura, optimizando a energia acústica numa determinada área.
A geração das ondas acústicas pode ser dirigida de forma dinâmica, com vários ângulos, várias
distâncias focais e várias dimensões do ponto focal, de tal maneira que uma só sonda tem a
capacidade de gerar diferentes configurações de feixe conforme o tipo de material e geometria do
componente. Neste contexto, a técnica permite uma inspecção com ângulo fixo variando a sequência
de elementos, o chamado varrimento linear, ou uma inspecção com variação do ângulo de inspecção,
o chamado varrimento sectorial. Por sua vez permite a focalização do feixe a diferentes
profundidades de acordo com aplicação. Esta variação do ângulo ou da distância focal é feita
instantaneamente, o que torna este processo bastante rápido e com maior sensibilidade para
inspeccionar geometrias complexas ou de difícil acesso. Os ecos de retorno, provenientes de
descontinuidades detectadas, são recebidos pelos vários elementos transdutores com tempos
14
diferentes, de forma a compensar os atrasos que possam acontecer nas alterações de ângulos,
focagem ou deslocação da sonda.
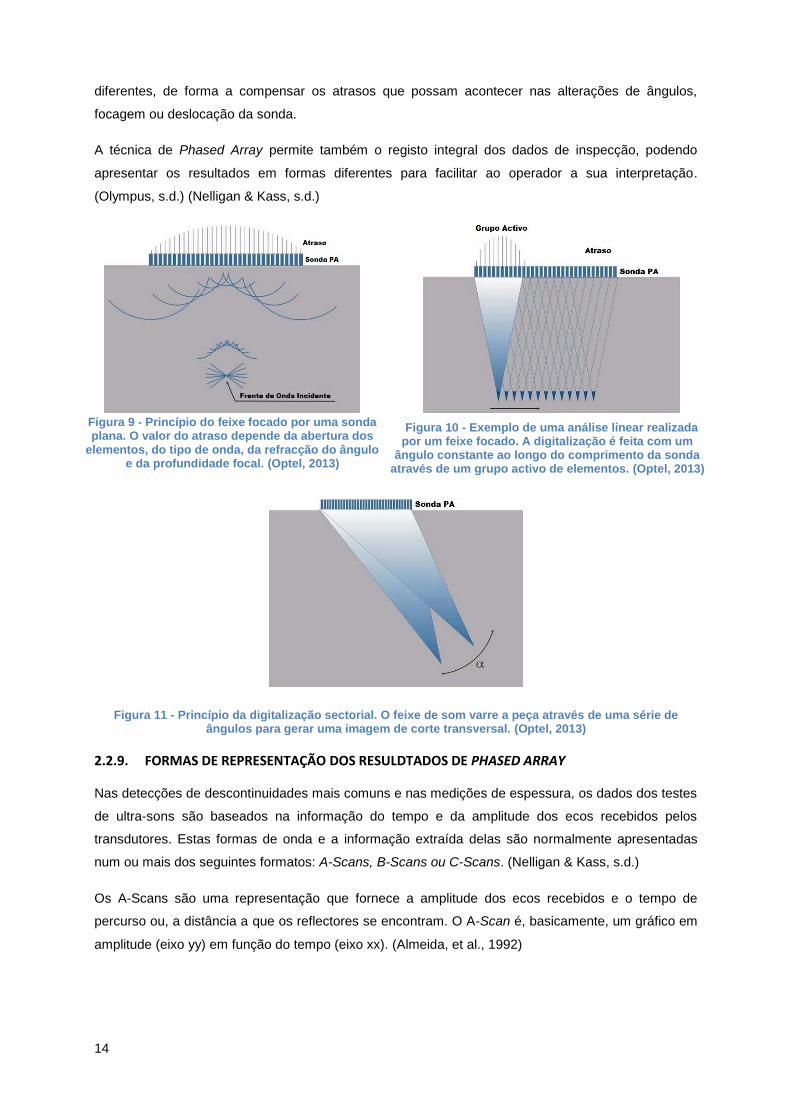
A técnica de Phased Array permite também o registo integral dos dados de inspecção, podendo
apresentar os resultados em formas diferentes para facilitar ao operador a sua interpretação.
(Olympus, s.d.) (Nelligan & Kass, s.d.)
Figura 9 - Princípio do feixe focado por uma sonda plana. O valor do atraso depende da abertura dos
elementos, do tipo de onda, da refracção do ângulo e da profundidade focal. (Optel, 2013)
Figura 10 - Exemplo de uma análise linear realizada por um feixe focado. A digitalização é feita com um
ângulo constante ao longo do comprimento da sonda através de um grupo activo de elementos. (Optel, 2013)
Figura 11 - Princípio da digitalização sectorial. O feixe de som varre a peça através de uma série de ângulos para gerar uma imagem de corte transversal. (Optel, 2013)
2.2.9. FORMAS DE REPRESENTAÇÃO DOS RESULDTADOS DE PHASED ARRAY
Nas detecções de descontinuidades mais comuns e nas medições de espessura, os dados dos testes
de ultra-sons são baseados na informação do tempo e da amplitude dos ecos recebidos pelos
transdutores. Estas formas de onda e a informação extraída delas são normalmente apresentadas
num ou mais dos seguintes formatos: A-Scans, B-Scans ou C-Scans. (Nelligan & Kass, s.d.)
Os A-Scans são uma representação que fornece a amplitude dos ecos recebidos e o tempo de
percurso ou, a distância a que os reflectores se encontram. O A-Scan é, basicamente, um gráfico em
amplitude (eixo yy) em função do tempo (eixo xx). (Almeida, et al., 1992)

15
Na Figura 12 pode-se ver uma sonda numa posição fixa a 45º, capaz de detectar dois furos num
bloco padrão de calibração. Na Figura 13 é apresentado o A-Scan dos furos detectados na Figura 12.
(Nelligan & Kass, s.d.)
Figura 12 - Inspecção para ser apresentada em A-Scan (Nelligan & Kass, s.d.)
Figura 13 - Imagem de apresentação de uma inspecção em ângulo A-Scan (Nelligan & Kass, s.d.)
Os B-Scans apresentam o tempo de percurso sonoro (eixo yy) em função do deslocamento da sonda
(eixo xx). A imagem B-Scan pode ser imaginada como a secção da peça, num plano que contém a
trajectória da sonda. (Almeida, et al., 1992)
A Figura 14 representa a passagem de uma sonda ao longo de um padrão de calibração e na Figura
15 é apresentado o B-Scan dessa passagem. (Nelligan & Kass, s.d.)
Figura 14 - Inspecção para ser apresentada em B-Scan (Nelligan & Kass, s.d.)
Figura 15 - Imagem de uma inspecção por B-Scan. Posição relativa de um furo e profundidade ao longo do
comprimento de uma matriz linear. (Nelligan & Kass, s.d.)
O C-Scan apresenta os resultados numa vista em planta, ou seja, em função de duas coordenadas
do movimento da sonda. Simultaneamente representa as amplitudes dos ecos obtidos em função de
um código de cores, indicando as amplitudes dos ecos recebidos em relação a um reflector de
referência. (Almeida, et al., 1992)
Na Figura 16 pode-se ver a inspecção de um bloco padrão de calibração através de um sistema
convencional de inspecção por imersão e o seu C-Scan associado. Na Figura 17 pode-se ver a
inspecção do mesmo bloco padrão de calibração a partir de um sistema portátil de inspecção Phased
Array e o seu respectivo C-Scan. (Nelligan & Kass, s.d.)

16
Figura 16 - Inspecção e direcção do movimento. Imagem de um C-Scan convencional mostrando a
posição de um furo. (Nelligan & Kass, s.d.)
Figura 17 - Inspecção e direcção do movimento.
Imagem de um C-Scan de Phased Array que mostra a posição do furo. (Nelligan & Kass, s.d.)
2.2.10. USO DOS SISTEMAS PHASED ARRAY
Os sistemas de ultra-sons Phased Array podem ser utilizados em qualquer ensaio onde é usado um
sistema convencional. A inspecção de soldadura e a detecção de falhas são as aplicações mais
importantes onde este sistema é usado, sendo que estes ensaios são feitos em diferentes indústrias,
tais como aeronáutica, produção de energia, petroquímica, construção e de manutenção em geral.
Os benefícios do Phased Array em relação aos ultra-sons convencionais provêm da sua capacidade
de utilizar sondas com vários elementos de forma a estabelecer a configuração do feixe acústico mais
adequado a uma determinada aplicação. A direcção da emissão pode ser usada com ângulos
apropriados, o que pode facilitar a inspecção de materiais com geometrias complexas e aumentar a
sensibilidade à orientação das descontinuidades. O outro benefício tem a ver com facto de poder
optimizar a inspecção em zonas de difícil acesso mediante a configuração de feixe adequado. A
capacidade de poder analisar soldaduras com vários ângulos com apenas uma sonda pode aumentar
a probabilidade de detectar falhas. A focagem electrónica permite uma melhoria na distribuição da
energia acústica, o que por sua vez melhora a probabilidade de localização do defeito. Com este tipo
de sistemas consegue-se analisar várias profundidades em simultâneo, tendo uma maior capacidade
para localizar defeitos críticos em inspecções volumétricas. A focagem pode melhorar bastante a
relação do sinal-ruído em aplicações complexas, aumentando os níveis de Probabilidade de
Detecção (POD) e reduzindo os níveis de Probabilidade de Falha (POF).
Os sistemas Phased Array apresentam também algumas desvantagens, nomeadamente, o seu custo,
que é bastante superior aos sistemas de ultra-sons convencionais e o facto de ser necessário mais
requisitos de formação do operador. Contudo, estes custos são compensados pela maior
sensibilidade do Phased Array e pela redução do tempo necessário para realizar uma determinada
inspecção, quando se está perante a inspecção de aplicações e componentes críticos, nos quais os
níveis de exigência do controlo da qualidade são elevados. (Olympus, s.d.) (TWI, 2013) (Nelligan &
Kass, s.d.)
17
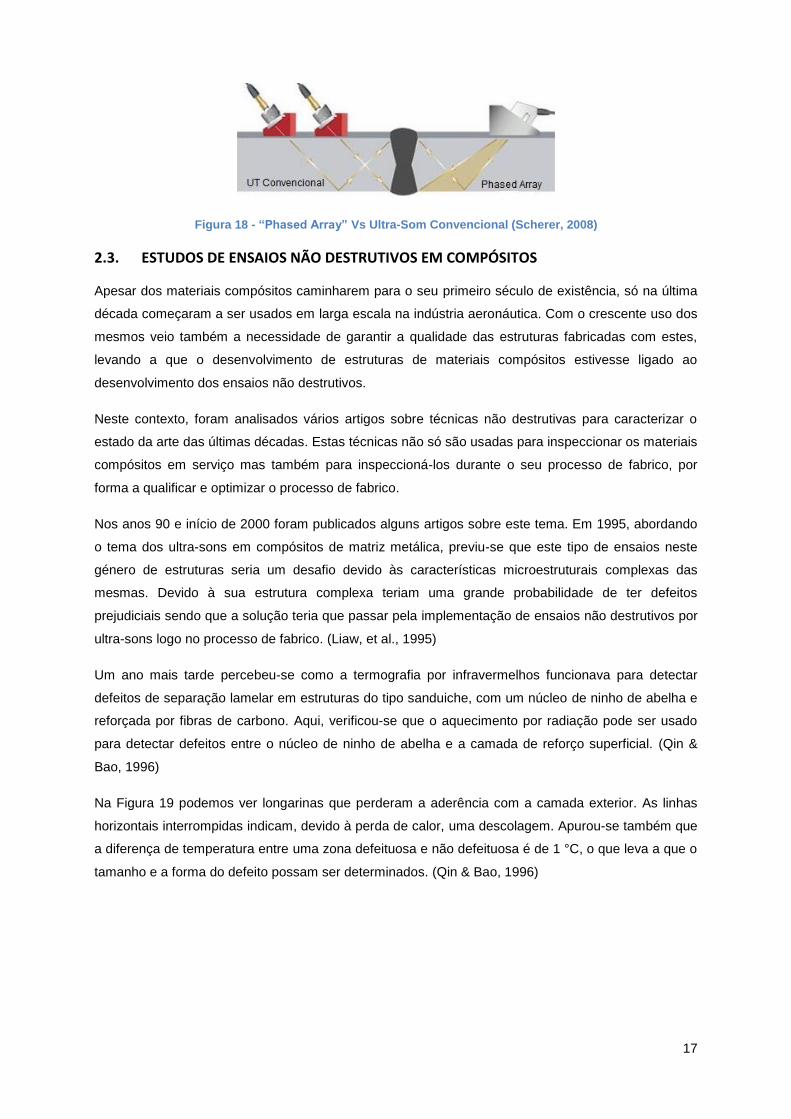
Figura 18 - “Phased Array” Vs Ultra-Som Convencional (Scherer, 2008)
2.3. ESTUDOS DE ENSAIOS NÃO DESTRUTIVOS EM COMPÓSITOS
Apesar dos materiais compósitos caminharem para o seu primeiro século de existência, só na última
década começaram a ser usados em larga escala na indústria aeronáutica. Com o crescente uso dos
mesmos veio também a necessidade de garantir a qualidade das estruturas fabricadas com estes,
levando a que o desenvolvimento de estruturas de materiais compósitos estivesse ligado ao
desenvolvimento dos ensaios não destrutivos.
Neste contexto, foram analisados vários artigos sobre técnicas não destrutivas para caracterizar o
estado da arte das últimas décadas. Estas técnicas não só são usadas para inspeccionar os materiais
compósitos em serviço mas também para inspeccioná-los durante o seu processo de fabrico, por
forma a qualificar e optimizar o processo de fabrico.
Nos anos 90 e início de 2000 foram publicados alguns artigos sobre este tema. Em 1995, abordando
o tema dos ultra-sons em compósitos de matriz metálica, previu-se que este tipo de ensaios neste
género de estruturas seria um desafio devido às características microestruturais complexas das
mesmas. Devido à sua estrutura complexa teriam uma grande probabilidade de ter defeitos
prejudiciais sendo que a solução teria que passar pela implementação de ensaios não destrutivos por
ultra-sons logo no processo de fabrico. (Liaw, et al., 1995)
Um ano mais tarde percebeu-se como a termografia por infravermelhos funcionava para detectar
defeitos de separação lamelar em estruturas do tipo sanduiche, com um núcleo de ninho de abelha e
reforçada por fibras de carbono. Aqui, verificou-se que o aquecimento por radiação pode ser usado
para detectar defeitos entre o núcleo de ninho de abelha e a camada de reforço superficial. (Qin &
Bao, 1996)
Na Figura 19 podemos ver longarinas que perderam a aderência com a camada exterior. As linhas
horizontais interrompidas indicam, devido à perda de calor, uma descolagem. Apurou-se também que
a diferença de temperatura entre uma zona defeituosa e não defeituosa é de 1 °C, o que leva a que o
tamanho e a forma do defeito possam ser determinados. (Qin & Bao, 1996)

18
Figura 19 - Estrutura da superfície traseira de um avião. (Wu, et al., 1998)
Pode considerar-se que esta técnica é simples, sendo de fácil operação e com básico pós-
processamento. Tem uma grande aplicabilidade e pode rapidamente capturar as imagens em tempo
real e processar os dados das mesmas. (Qin & Bao, 1996)
Já no ano 2000 fez-se uso dos ensaios não destrutivos para monitorizar o início e a evolução dos
defeitos em materiais compósitos poliméricos. Foram, então, criados micro vazios e micro fissuras em
provetes, sendo que os defeitos não estariam confinados a um só local. Depois, estes provetes foram
sujeitos a ensaios de tracção e analisados por ultra-sons. Chegou-se à conclusão que o coeficiente
de absorção é maior durante a descarga do provete, logo os espaços em vazio vão ser maiores aí.
Este coeficiente foi medido com uma frequência de 8 MHz. No final constatou-se que a absorção de
ultra-sons está correlacionada com o comportamento dos componentes da estrutura em análise,
sendo este processo bastante eficaz. Devido à natureza viscoelástica do material, a análise de
resultados deverá ser feita com cuidado. (Liu, 2000)
No mesmo ano foram verificados alguns parâmetros estruturais e de dimensionamento em
compósitos através dos ultra-sons. Contudo, a compilação de resultados tende a ser complexa devido
à discrepância nas características obtidas, como é o caso do módulo de Young que tem tendência a
ter valores díspares através da análise por ultra-sons. (Nesvijski, 2000)
Com o início do século também vieram os artigos com referência às novas aplicações do Phased
Array. Em 2001, dizia-se que o objectivo desta tecnologia consistia no ajuste instantâneo da onda
sonora, do ângulo de inclinação e do ajuste da focagem da onda para a geometria em teste. (Erhard,
et al., 2001)
Já em 2002, em um artigo intitulado “Development of phased array techniques to improve
characterization of defect located in a component of complex geometry”, tentava-se alcançar novas
técnicas de detecção e localização de defeitos em geometrias complexas através da tecnologia de
Phased Array. Esta inspecção, através de sondas de ultra-sons convencionais, era muito complicada.
No artigo aqui mencionado houve o uso de sondas Phased Array para preservar as características da
emissão sonora, apesar da geometria inspeccionada variar. (Mahaut, et al., 2002)
Podemos ver na Figura 20 um exemplo onde a detecção e localização dos defeitos em geometrias
complexas não é assegurada, uma vez que a inspecção através de uma sonda convencional imersa
leva a uma emissão de onda sem orientação e com anomalias. (Mahaut, et al., 2002)
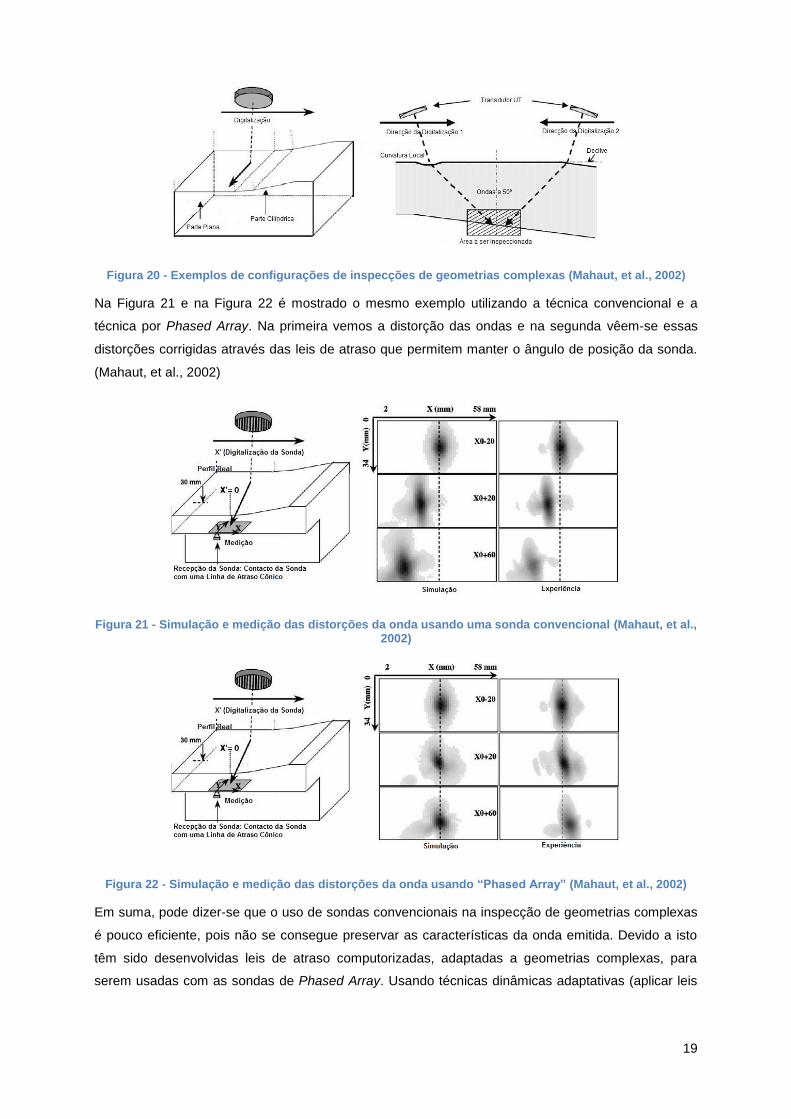
19
Figura 20 - Exemplos de configurações de inspecções de geometrias complexas (Mahaut, et al., 2002)
Na Figura 21 e na Figura 22 é mostrado o mesmo exemplo utilizando a técnica convencional e a
técnica por Phased Array. Na primeira vemos a distorção das ondas e na segunda vêem-se essas
distorções corrigidas através das leis de atraso que permitem manter o ângulo de posição da sonda.
(Mahaut, et al., 2002)
Figura 21 - Simulação e medição das distorções da onda usando uma sonda convencional (Mahaut, et al., 2002)
Figura 22 - Simulação e medição das distorções da onda usando “Phased Array” (Mahaut, et al., 2002)
Em suma, pode dizer-se que o uso de sondas convencionais na inspecção de geometrias complexas
é pouco eficiente, pois não se consegue preservar as características da onda emitida. Devido a isto
têm sido desenvolvidas leis de atraso computorizadas, adaptadas a geometrias complexas, para
serem usadas com as sondas de Phased Array. Usando técnicas dinâmicas adaptativas (aplicar leis

20
de atraso adaptadas a cada posição de analise da sonda) este processo poderá ser melhorado.
(Mahaut, et al., 2002)
Em 2003, houve uma investigação preliminar sobre ensaios não destrutivos em compósitos através
de “open-ended waveguides”. Este técnica tinha demonstrado até então um bom potencial para
localizar defeitos, tais como separações entre camadas laminares e faltas de ligação existentes em
materiais compósitos usados na indústria aeronáutica. A partir dos ensaios feitos, verificou-se que as
técnicas não destrutivas, sem contacto e utilizando “waveguides” têm potencial para a detecção de
vazios em estruturas em compósito reforçado por fibras de carbono. (Saleh, et al., 2003)
Durante os anos 2000, o tema de ensaios não destrutivos aplicado a compósitos foi investigado e já
mais recentemente, em 2008, vários artigos foram publicados sobre este assunto.
No artigo “Cost optimization of composite aircraft structures including variable laminate qualities”, foi
proposto um método de optimização custo/peso para estruturas de compósito, variando a qualidade
das camadas usadas. As longarinas foram o elemento adoptado, sendo o parâmetro principal de
estudo a variação do tamanho da falha. A partir do tamanho-padrão da falha, foram estudados os
efeitos da qualidade nas camadas em função dos objectivos. O tamanho ideal da falha vai, então,
depender da estrutura, das características do material e da carga aplicada. Tem, portanto, sido
demonstrado que a redução de custos é possível através da inspecção da qualidade das camadas na
fase de projecto. (Kaufmann, et al., 2008)
Neste ano foi também elaborada uma tese sobre sensores para detectar danos em compósitos
laminados e juntas de ligação adesivas com o nome de “Chirped Fibre Bragg Grating” (CFBG).
Incorporando este sensor dentro das camadas laminadas de um compósito de fibra de vidro reforçado
por plástico, verificou-se que este trabalha muito bem na detecção e localização de fissuras, bem
como na monitorização de descolagens, sendo que a sensibilidade deste para detectar estes
fenómenos depende da posição do sensor dentro do adesivo e da distribuição de tensões sentidas no
adesivo. (Palaniappan, 2008)
Durante a conferência mundial de ensaios não destrutivos do mesmo ano foi apresentado um artigo
onde diferentes técnicas de ensaios não destrutivos são aplicados a estruturas laminares de núcleo
em ninho de abelha e em estruturas sanduiche com núcleo de espuma. (Hsu, 2008)
Figura 23 - Exemplos de defeitos em compósitos laminares: porosidade, ondulações nas fibras e microfissuras (Hsu, 2008)
Muitos defeitos significativos surgem devido a impactos mecânicos, Figura 24. Em estruturas
laminares o dano apresenta-se como uma série de separações interlaminares. Estas separações são

21
acompanhadas de microfissuras na matriz. Em estruturas de sanduiche com ninho de abelha os
danos resultam em fractura do núcleo, devido ao impacto. (Hsu, 2008)
Figura 24 - Dois exemplos de danos em compósitos: separação causada por impacto em laminas sólidas e fractura do núcleo em sanduiches de colmeia de abelha (Hsu, 2008)
Alguns componentes em compósito, como o “radome” do avião, Figura 25, podem também ser
danificados por relâmpagos ou descargas de electricidade estática. Tais danos podem produzir furos
que poderão servir para infiltrações de água, produzindo outros danos. (Hsu, 2008)
Figura 25 - Nariz do avião (randome) perfurado por um relampago (Tocknell, 2009)
Antes de serem montadas no avião, as estruturas de compósito principais devem passar por uma
inspecção rigorosa durante o seu fabrico, sendo muito usada a técnica de ultra-sons com jacto de
água, pois consegue ser aplicada em grandes áreas. No entanto, cada vez mais se tem usado o
acoplamento por via de ar, Figura 26. Neste sistema não existe contacto entre a sonda e o material,
nem contaminação do mesmo. Este sistema é bastante indicado para estruturas sanduiche de ninho
de abelha ou materiais sensíveis ao uso de água ou outros líquidos. (Hsu, 2008)
Figura 26 - Sistema de ultra-sons com acoplamento de ar (Starmans, 2011)
Uma técnica desenvolvida recentemente, a “Acoustocam”, que junta a acustografia e uma câmara de
ultra-sons, tem a potencialidade de conseguir analisar grandes áreas em tempo quase real. (Hsu,
2008)

22
Outra técnica que foi estudada é a radiação terahertz (THz), que emite na região entre os 100 GHz e
os 30 THz, muito acima da região dos ultra-sons. Esta técnica pode ser útil para dar informações
sobre a estrutura química e estrutural do material, contudo as amostras onde é usada esta técnica
têm de ser 15-90% transmissivas nesta região. (Anbarasu, 2008)
A título comparativo apresenta-se na Figura 27 uma amostra com defeito analisada por ultra-som e
por terahertz, onde podemos ver que a imagem obtida por terahertz é mais nítida. Contudo, esta
técnica precisa de ser melhorada, de forma a ser mais eficiente e rápida em ensaios de peças em
serviço. (Anbarasu, 2008)
Figura 27 - Compósito de fibras analisado por THz e ultra-som (Anbarasu, 2008)
Aplicando a técnica de ultra-som a diferentes estruturas, como compósitos reforçados por fibras de
carbono, compósitos reforçados por fibras de vidro ou, até mesmo, compósitos com estruturas de
ninho de abelha, verificou-se que é possível detectar defeitos com cerca de 1 mm, o que leva a que
esta técnica tenha sido uma das mais estudadas para ensaios deste género. Os defeitos podem
surgir tanto no produto em bruto, como nas fibras e matriz ou até mesmo na ligação entre as fibras de
reforço e a matriz. Os defeitos também podem surgir de impactos a baixa velocidade, em serviço.
(Wong, 2008)
Apresentamos, então, na Tabela 4 vários ensaios não destrutivos, podendo verificar que os ultra-sons
têm uma grande capacidade para localizar a maioria dos defeitos. Na Tabela 4,Error! Reference
source not found. “O” indica que o ensaio é ainda limitado na detecção da falha, já o “X” indica que o
método descrito já têm provas dadas na detecção da falha. (Wong, 2008)
A maioria dos métodos descritos podem ser usados para detectar falhas em materiais compósitos de
matriz polimérica termoendurecíveis e termoplástica. No entanto factores como o calor, as
propriedades atómicas e as propriedades acústicas podem afectar o método a utilizar na detecção
das falhas.

23
Tabela 4 - Métodos para inspecção de compósitos de matriz polimérica
Visual Ultrasons Shearo-
grafia
Radio-
grafia
Emissão
Acústica
Termo-
grafia
Acousto-
grafia
Espec-
troscopia
Acousto-
cam
Porosidade O X X X
Ligação fibra-
matriz O O
Propriedades
da matriz O X
Desalinhamen-
to das fibras O O
Fracção de
volume X O
Sequência de
empilhamento X X
Descontinuida-
de no fim da
camada X
Inclusões X O X X X
Fissuras inter-
laminares O X O X O X X
Quebra de fibra X
Delaminação X X X O X X X X X
Humidade
Dano de
impacto X X X X
Apesar da eficiência dos ultra-sons, técnicas como a termografia também são importantes, já que
fazem o ensaio sem necessidade de contacto, a uma velocidade considerável. Na Tabela 5 -
Comparação entre Termografia e ultra-sons C-Scan são comparadas estas duas técnicas. (Wong,
2008)

24
Tabela 5 - Comparação entre Termografia e ultra-sons C-Scan (Wong, 2008)
A termografia tem vindo a ser testada pela indústria aeronáutica, como é referido num artigo de 2009.
Aqui testou-se a termografia ultra-sónica e a termografia pulsada, sendo as principais diferenças entre
elas a fonte de excitação, o ultra-som e a luz. Aplicaram-se, então, estas duas técnicas a duas
amostras distintas de fibra de carbono com um defeito previamente conhecido. (Yang & Wang, 2009)
Como pode-se ver na Figura 28 e na Figura 29, as amostras analisadas tinham bem identificada a
área do defeito e uma etiqueta com tamanho conhecido que servira para testar a precisão do método
de cálculo e calibrar os parâmetros reais do defeito. (Yang & Wang, 2009)
Figura 28 - Amostra de compósito 1 (Yang & Wang, 2009)
Defeitos de superfície <
1 mm de profundidade
Dimensionamento
do defeito
Menor tamanho
detectável (mm)
Precisão da
profundidade
Características
do defeito
Ruído da
Imagem
Termografia Dimensionamento
preciso
1-2 Não é nítido Mais ruído que
o ultra-som
Ultra-som Dimensionamento
preciso
1 Pode determinar a
camada (± 0.1 mm)
Nítido Nítido
Defeitos profundos > 1
mm de profundidade
Dimensionamento
do defeito
Menor tamanho
detectável (mm)
Precisão da
profundidade
Características
do defeito
Ruído da
Imagem
Termografia Dimensionamento
preciso
8 Não é nítido Mais ruído que
o ultra-som
Ultra-som Dimensionamento
preciso
1 Pode determinar a
camada (± 0.1 mm)
Nítido Nítido
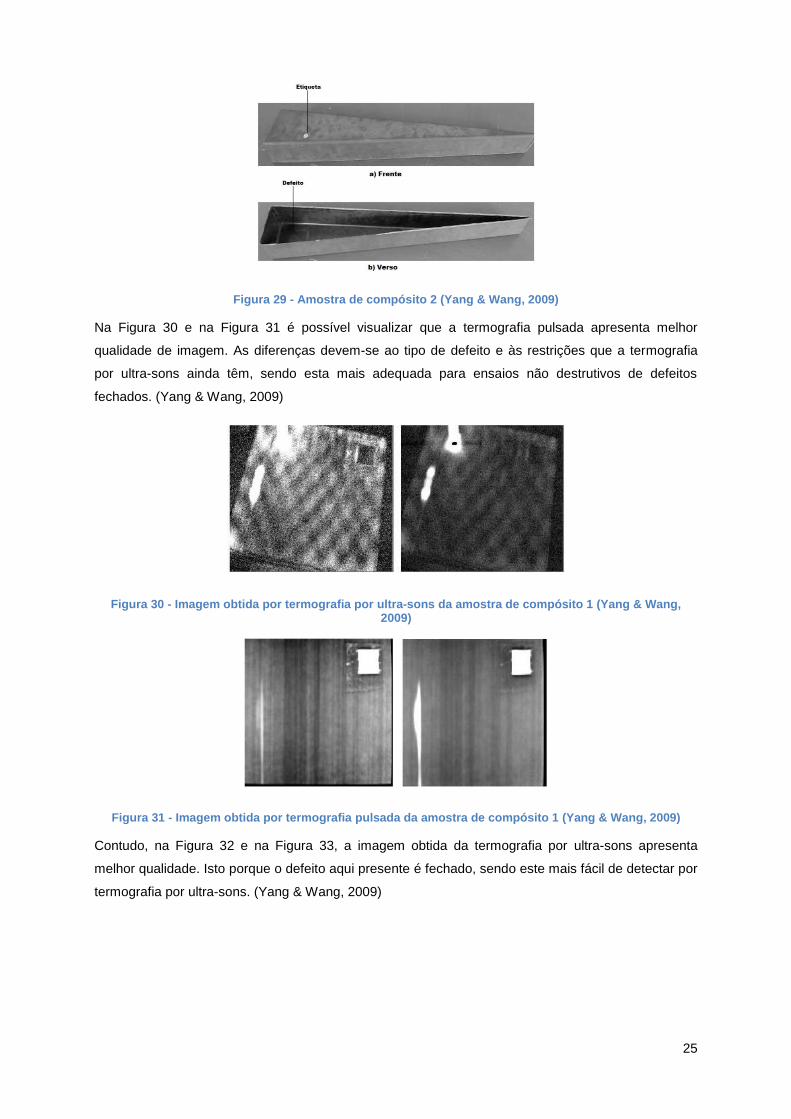
25
Figura 29 - Amostra de compósito 2 (Yang & Wang, 2009)
Na Figura 30 e na Figura 31 é possível visualizar que a termografia pulsada apresenta melhor
qualidade de imagem. As diferenças devem-se ao tipo de defeito e às restrições que a termografia
por ultra-sons ainda têm, sendo esta mais adequada para ensaios não destrutivos de defeitos
fechados. (Yang & Wang, 2009)
Figura 30 - Imagem obtida por termografia por ultra-sons da amostra de compósito 1 (Yang & Wang, 2009)
Figura 31 - Imagem obtida por termografia pulsada da amostra de compósito 1 (Yang & Wang, 2009)
Contudo, na Figura 32 e na Figura 33, a imagem obtida da termografia por ultra-sons apresenta
melhor qualidade. Isto porque o defeito aqui presente é fechado, sendo este mais fácil de detectar por
termografia por ultra-sons. (Yang & Wang, 2009)

26
Figura 32 - Imagem obtida por termografia por ultra-sons da amostra de compósito 2 (Yang & Wang, 2009)
Figura 33 - Imagem obtida por termografia pulsada da amostra de compósito 2 (Yang & Wang, 2009)
Os resultados experimentais mostram que esta técnica pode avaliar vários tipos de defeitos. Além
disso, o comprimento do defeito é estimado com precisão. Os resultados também mostraram que o
uso de um ou outro método vai depender do tipo de defeito. (Yang & Wang, 2009)
Mais recentemente, abordou-se o tema da dispersão de ultra-sons difusos em compósitos avançados
unidireccionais com análise de variação espacial. Isto serviu para quantificar a dispersão dentro dos
compósitos onde foram impostos diferentes tipos de danos nas fibras. No entanto, os resultados
obtidos têm uma informação muito dispersa para conseguir conclusões claras, conduzindo à
necessidade de investigar mais esta área, de forma a reduzir a dispersão de resultados. (Stenström,
2010)
Em 2012, um artigo onde se abordavam temas como a indústria aeronáutica, as suas estruturas de
geometrias complexas e sistemas de inspecção por Phased Array, foi apresentado e nele constava
um novo algoritmo que não requeria conhecimento prévio das estruturas a serem inspeccionadas.
(Robert, et al., 2012)
Um dos modos de aquisição de dados por Pased Array é o “Paintbruch”. Consiste em transmitir de
uma só vez todos os elementos de uma sonda Phased Array, sem a lei de atraso, e receber os sinais
de todos esses elementos em paralelo, levando a que haja uma grande velocidade de análise. De
forma a melhorar a relação sinal/ruido, uma sub-abertura de alguns elementos consecutivos pode ser
usada para a recepção do sinal, sendo esta sub-abertura movida electronicamente. (Robert, et al.,
2012)
Para peças com geometrias complexas, tais como cantos rígidos, uma das soluções para ser feita a
inspecção consiste em usar sondas de perfil, como transdutores cilíndricos. A sonda é colocada sobre
ou sob a superfície convexa e o seu raio de curvatura assegura uma emissão normal do campo de
ultra-sons, em qualquer ponto da superfície. A inspecção é realizada ajustando mecanicamente a
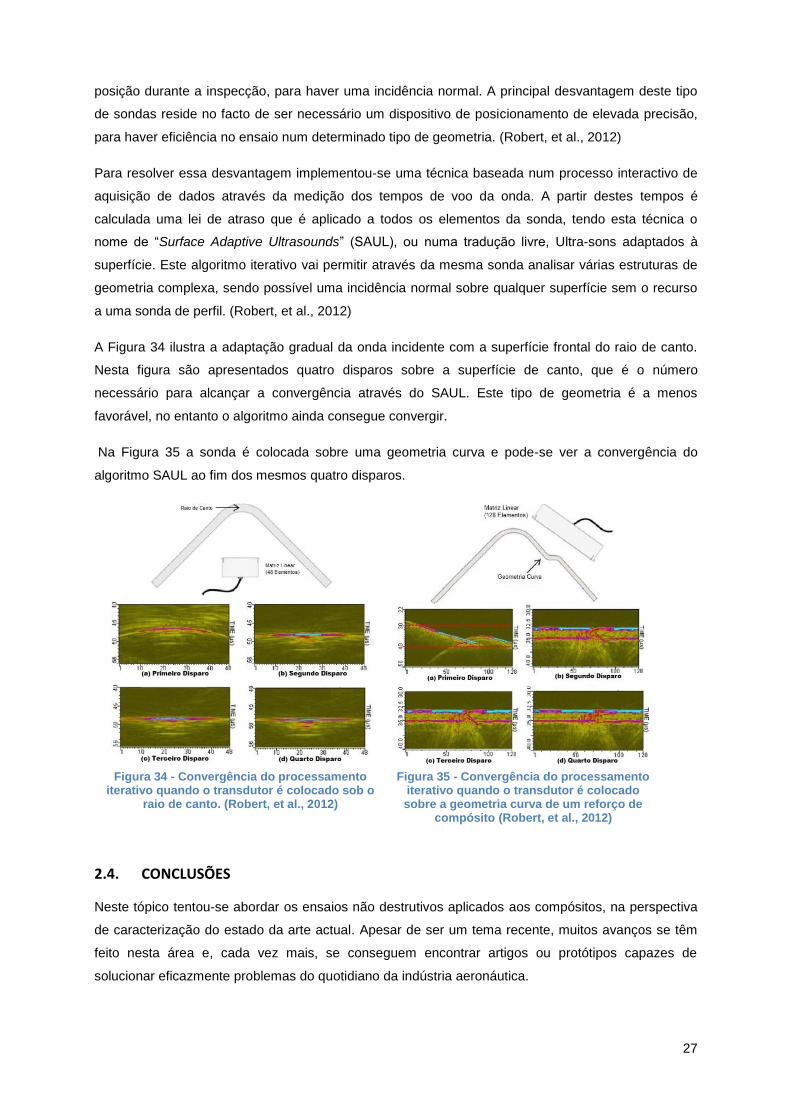
27
posição durante a inspecção, para haver uma incidência normal. A principal desvantagem deste tipo
de sondas reside no facto de ser necessário um dispositivo de posicionamento de elevada precisão,
para haver eficiência no ensaio num determinado tipo de geometria. (Robert, et al., 2012)
Para resolver essa desvantagem implementou-se uma técnica baseada num processo interactivo de
aquisição de dados através da medição dos tempos de voo da onda. A partir destes tempos é
calculada uma lei de atraso que é aplicado a todos os elementos da sonda, tendo esta técnica o
nome de “Surface Adaptive Ultrasounds” (SAUL), ou numa tradução livre, Ultra-sons adaptados à
superfície. Este algoritmo iterativo vai permitir através da mesma sonda analisar várias estruturas de
geometria complexa, sendo possível uma incidência normal sobre qualquer superfície sem o recurso
a uma sonda de perfil. (Robert, et al., 2012)
A Figura 34 ilustra a adaptação gradual da onda incidente com a superfície frontal do raio de canto.
Nesta figura são apresentados quatro disparos sobre a superfície de canto, que é o número
necessário para alcançar a convergência através do SAUL. Este tipo de geometria é a menos
favorável, no entanto o algoritmo ainda consegue convergir.
Na Figura 35 a sonda é colocada sobre uma geometria curva e pode-se ver a convergência do
algoritmo SAUL ao fim dos mesmos quatro disparos.
Figura 34 - Convergência do processamento
iterativo quando o transdutor é colocado sob o raio de canto. (Robert, et al., 2012)
Figura 35 - Convergência do processamento
iterativo quando o transdutor é colocado sobre a geometria curva de um reforço de
compósito (Robert, et al., 2012)
2.4. CONCLUSÕES
Neste tópico tentou-se abordar os ensaios não destrutivos aplicados aos compósitos, na perspectiva
de caracterização do estado da arte actual. Apesar de ser um tema recente, muitos avanços se têm
feito nesta área e, cada vez mais, se conseguem encontrar artigos ou protótipos capazes de
solucionar eficazmente problemas do quotidiano da indústria aeronáutica.

28
Não obstante dos avanços, algumas limitações ainda são sentidas quando se pretende efectuar um
ensaio não destrutivo com a técnica de Phased Array. Dentro destas limitações encontramos as
geometrias complexas, pois estas levam a um desempenho deficiente das sondas já que as
características do feixe têm uma alteração contínua. Grandes espessuras e variação das mesmas ao
longo de uma análise também traz problemas a este tipo de ensaios pois é necessário diferentes
parâmetros de inspecção para ser possível a leitura optimizada em cada espessura. O facto de se
propor usar Phased Array em compósitos também traz dificuldades, uma vez que este tipo de
materiais é normalmente não homogéneo e a detecção de defeitos depende do tipo e da orientação
dos mesmos, dificultando assim a análise de resultados obtida.
Os defeitos mais comuns dos compósitos são as descolagens e as delaminações. As delaminações
acontecem normalmente no fabrico do compósito quando algum elemento não desejável fica entre
camadas. Já as descolagens podem advir de uma má colagem entre peças ou camadas de
compósito. Para que estes defeitos sejam detectados é conveniente que os mesmos estejam
orientados ao plano da sonda que são a priori sondas direitas. Neste tipo de materiais o efeito de
atenuação é verificado devido às perdas viscoelásticas na matriz e à dispersão no reforço.
Tendo em conta estas limitações o nosso objectivo principal da presente tese foi fazer um sistema
flexível, que será adaptável consoante as diferentes limitações sentidas. Assim sendo, nesta
dissertação, tentou-se, aperfeiçoar o método, defendido no último artigo mencionado, que aborda o
facto de os defeitos encontrados não conseguirem ser perfeitamente caracterizados, devido às
geometrias complexas das peças inspeccionadas. Desta forma, foi pensado um sistema ajustável a
geometrias complexas, como é o caso de raios de curvatura variável, através do qual vai ser possível
uma análise com variações de espessura no material, através da configuração automática dos
parâmetros de medida.
Este tipo de sistemas tem uma componente de constante desenvolvimento, visto que o futuro passa
sempre pela detecção de falhas através de métodos não destrutivos.

29
3. SISTEMA DE INSPECÇÃO PHASED ARRAY - PROJECTO
Tendo por objectivo a construção de um sistema de inspecção por imersão, mais propriamente os
dispositivos que permitem o movimento da sonda, onde fosse possível inspeccionar materiais através
de Phased Array, com um sistema de 5 graus de liberdade, consideraram-se alguns pré-requisitos.
3.1. PRÉ-REQUISITOS
Inicialmente pretendia-se que a tina de imersão fosse construída em aço inoxidável, teria de ter uma
área útil de inspecção de 2500x2000 mm e devia ser capaz de suportar uma altura máxima de água
de 500 mm.
Para conseguir que a inspecção fosse feita através de 5 graus de liberdade haveria a necessidade de
conjugar um sistema de 3 eixos, capaz de transportar a sonda ao longo de X, Y e Z, com um braço
onde seria acoplada a sonda dando a esta a liberdade de rotação e inclinação.
Assim sendo, o curso do eixo X seria de 2500 mm, do eixo Y de 2000 mm e o eixo Z, apesar de haver
uma altura de água de 500 mm, teria um curso de 700 mm devido a pormenores construtivos. Para
estes 3 eixos era pretendida uma velocidade de 100 mm/s e uma precisão de 0.1 mm. Já o braço
onde seria acoplada a sonda teria um comprimento de 700 mm, para ser capaz de fazer todo o curso
do eixo Z.
3.2. MERCADO
Através dos pré-requisitos propostos foi feita uma pesquisa tendo em vista uma avaliação dos
equipamentos existentes no mercado.
Algumas empresas fornecem um produto semelhante ao que se pretende fazer, mas com um custo
muito elevado. Adicionalmente o desenvolvimento de raiz e interno deste tipo de sistema forneceu
know-how e deu a possibilidade de se oferecer um novo serviço capaz de ser aplicado a uma
diversificada gama de materiais, nomeadamente compósitos. Os materiais compósitos são bastante
difíceis de inspeccionar, devido à estrutura e ao facto de os sistemas existentes estarem muito
focados na inspecção de materiais metálicos, havendo aqui uma mais-valia no desenvolvimento deste
equipamento.
A “NDT Services Limited” e a “British Institute NDT” são empresas que fornecem serviços de
inspecção e que têm tanques de imersão para esse fim, no entanto, são especializadas na inspecção
de materiais metálicos não havendo qualquer referência, nas informações obtidas, em inspecção de
materiais do tipo compósito.
Já empresas como a “Marietta NDT” e a “TecScan.ca” fornecem equipamentos idênticos àquele que
se pretende construir. No entanto, as especificações apresentadas não se adequam à solução que se
procura, pois para além dos equipamentos standard não possuírem as dimensões pré-requisitadas, o
sistema de programação usado por ambas as empresas é fechado, o que impossibilita a sua
adaptação às necessidades de implementar algoritmos de processamento adicionais.

30
Figura 36 - Equipamento de Inspecção da
empresa Marietta NDT (NDT, 2011)
Figura 37- Equipamento de Inspecção da empresa
TecScan.ca (TecScan, 2012)
3.3. CONCEPÇÃO
Após análise de mercado e tendo em conta os objectivos para o tanque imersão, foi iniciado o
desenvolvimento do projecto e de todas as partes envolventes a construção do mesmo bem como
dos seus periféricos para conseguir atingir o objectivo primordial que seria a inspecção de
componentes em material compósito com os graus de flexibilidade e de sensibilidade desejados.
Figura 38 - Esquema Sumário do Projecto
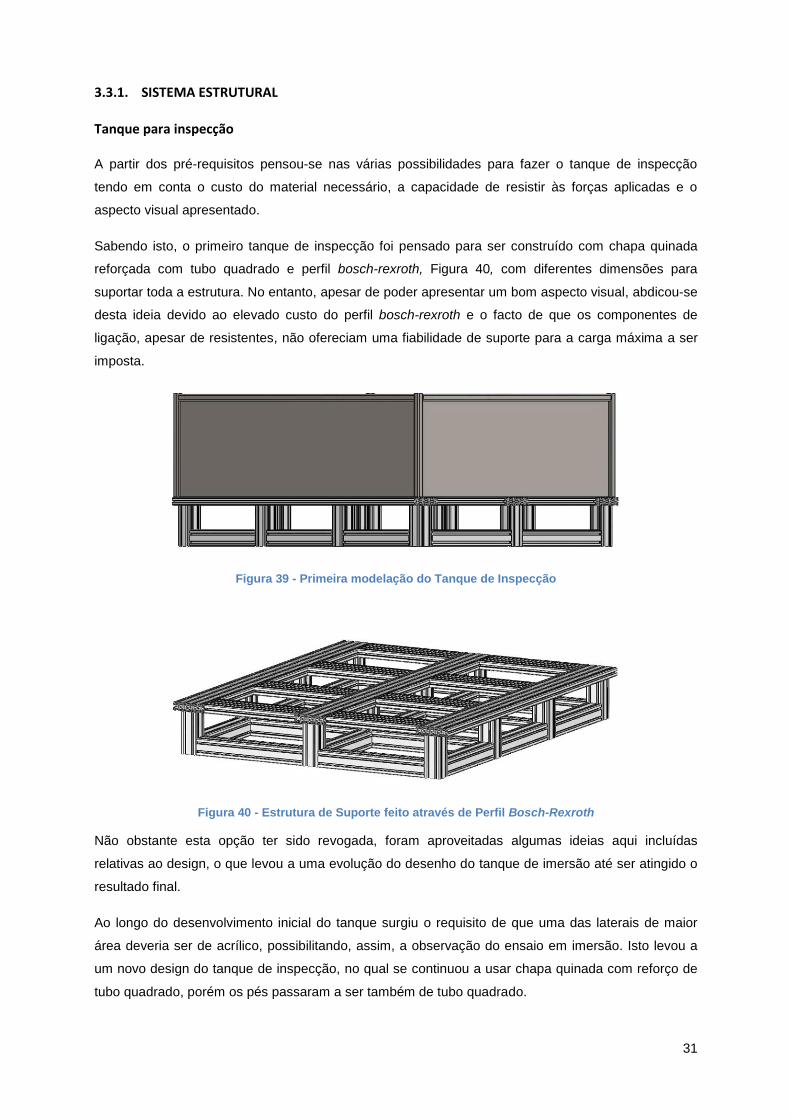
31
3.3.1. SISTEMA ESTRUTURAL
Tanque para inspecção
A partir dos pré-requisitos pensou-se nas várias possibilidades para fazer o tanque de inspecção
tendo em conta o custo do material necessário, a capacidade de resistir às forças aplicadas e o
aspecto visual apresentado.
Sabendo isto, o primeiro tanque de inspecção foi pensado para ser construído com chapa quinada
reforçada com tubo quadrado e perfil bosch-rexroth, Figura 40, com diferentes dimensões para
suportar toda a estrutura. No entanto, apesar de poder apresentar um bom aspecto visual, abdicou-se
desta ideia devido ao elevado custo do perfil bosch-rexroth e o facto de que os componentes de
ligação, apesar de resistentes, não ofereciam uma fiabilidade de suporte para a carga máxima a ser
imposta.
Figura 39 - Primeira modelação do Tanque de Inspecção
Figura 40 - Estrutura de Suporte feito através de Perfil Bosch-Rexroth
Não obstante esta opção ter sido revogada, foram aproveitadas algumas ideias aqui incluídas
relativas ao design, o que levou a uma evolução do desenho do tanque de imersão até ser atingido o
resultado final.
Ao longo do desenvolvimento inicial do tanque surgiu o requisito de que uma das laterais de maior
área deveria ser de acrílico, possibilitando, assim, a observação do ensaio em imersão. Isto levou a
um novo design do tanque de inspecção, no qual se continuou a usar chapa quinada com reforço de
tubo quadrado, porém os pés passaram a ser também de tubo quadrado.
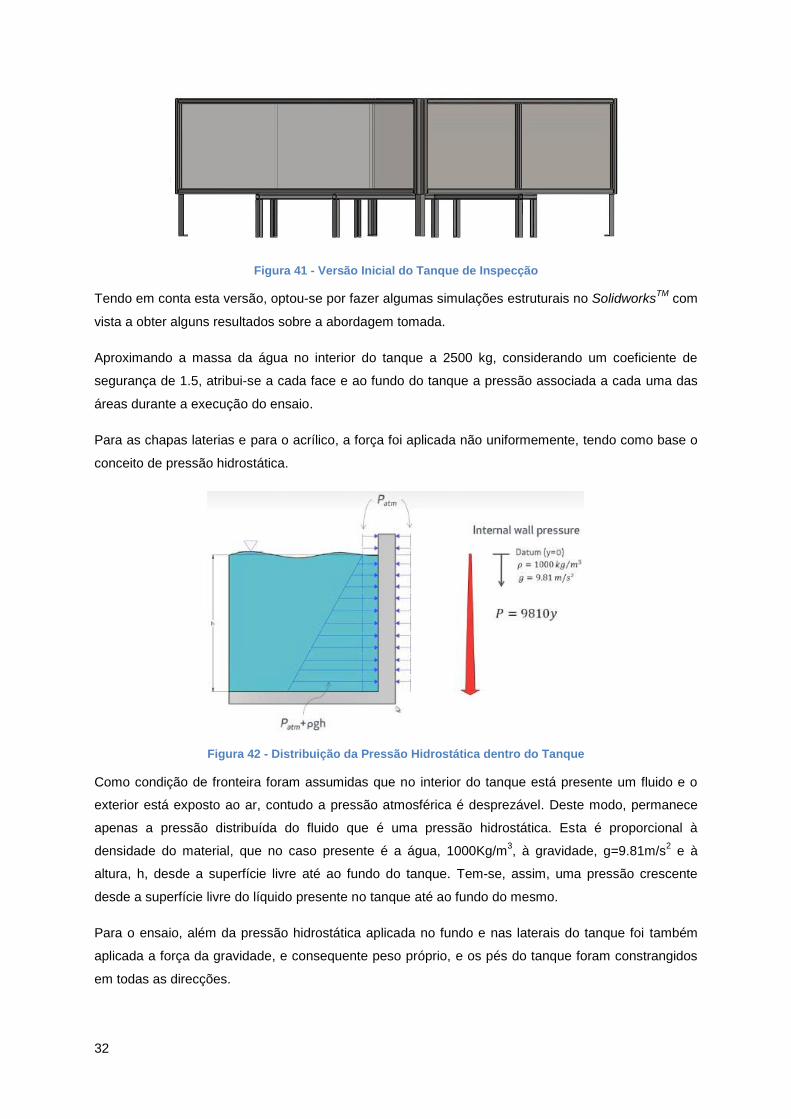
32
Figura 41 - Versão Inicial do Tanque de Inspecção
Tendo em conta esta versão, optou-se por fazer algumas simulações estruturais no SolidworksTM
com
vista a obter alguns resultados sobre a abordagem tomada.
Aproximando a massa da água no interior do tanque a 2500 kg, considerando um coeficiente de
segurança de 1.5, atribui-se a cada face e ao fundo do tanque a pressão associada a cada uma das
áreas durante a execução do ensaio.
Para as chapas laterias e para o acrílico, a força foi aplicada não uniformemente, tendo como base o
conceito de pressão hidrostática.
Figura 42 - Distribuição da Pressão Hidrostática dentro do Tanque
Como condição de fronteira foram assumidas que no interior do tanque está presente um fluido e o
exterior está exposto ao ar, contudo a pressão atmosférica é desprezável. Deste modo, permanece
apenas a pressão distribuída do fluido que é uma pressão hidrostática. Esta é proporcional à
densidade do material, que no caso presente é a água, 1000Kg/m3, à gravidade, g=9.81m/s
2 e à
altura, h, desde a superfície livre até ao fundo do tanque. Tem-se, assim, uma pressão crescente
desde a superfície livre do líquido presente no tanque até ao fundo do mesmo.
Para o ensaio, além da pressão hidrostática aplicada no fundo e nas laterais do tanque foi também
aplicada a força da gravidade, e consequente peso próprio, e os pés do tanque foram constrangidos
em todas as direcções.

33
Figura 43 - Distribuição das forças aplicadas no Tanque de Inspecção
Os materiais usados no SolidWorks foram:
AISI 316 Annealed Stainless Steel Bar – Tensão de cedência = 137.9 MPa
AISI 316 Stainless Stell Sheet – Tensão de cedência = 172.4 MPa
Acrylic (Medium-high impact) – Tensão de cedência = 45MPa
Versão Inicial
Nas versões iniciais foram usadas chapas de 2 mm e 2.5 mm e tubo quadrado para reforço de 50X50
mm e 40x40 mm com espessuras de 3 mm. O acrílico usado inicialmente tinha 10 mm de espessura.
Contudo, os resultados obtidos não foram os desejados, havendo picos de tensão superiores à
tensão de cedência máxima suportada pelo material.
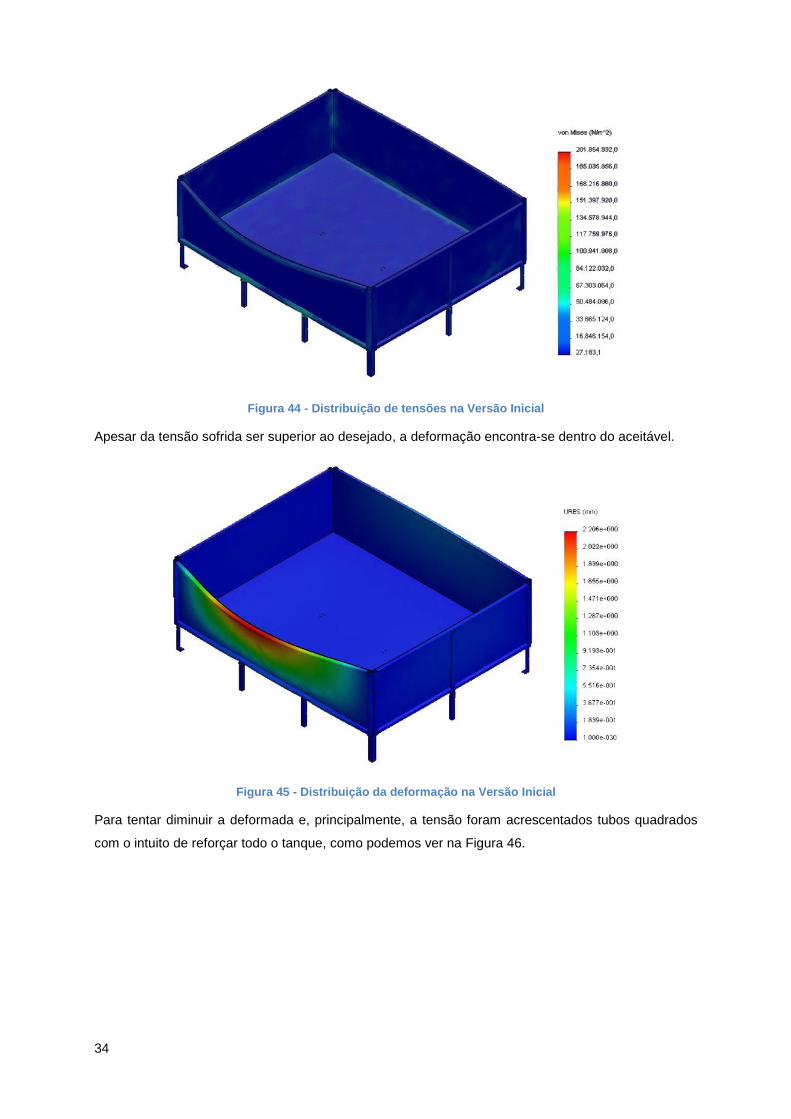
34
Figura 44 - Distribuição de tensões na Versão Inicial
Apesar da tensão sofrida ser superior ao desejado, a deformação encontra-se dentro do aceitável.
Figura 45 - Distribuição da deformação na Versão Inicial
Para tentar diminuir a deformada e, principalmente, a tensão foram acrescentados tubos quadrados
com o intuito de reforçar todo o tanque, como podemos ver na Figura 46.

35
Figura 46 - Versão Inicial reforçada
Os modelos reforçados obtidos foram simulados estruturalmente, contudo estas opções foram
abandonadas pois o tanque não apresentava um aspecto estético adequado, devido à quantidade de
tubos quadrados usados.
Com o intuito de ir de encontro ao que se desejava, houve a necessidade de fazer algumas
alterações.
Versão Intermédia 1
A chapa usada permaneceu com 2.5 mm de espessura, mas a espessura do acrílico foi aumentada
para 20 mm. Como, supostamente, a tensão máxima não se fazia sentir no local dos tubos de reforço,
estes foram reduzidos para tubos quadrados 25X25 mm com 2 mm de espessura, tendo sido unidos
com um corte a 45 graus, de forma à união entre os tubos apresentar um bom acabamento.
O número de pés, em tubo quadrado de 50X50 mm com 3 mm de espessura, foi aumentado de 12
para 16, para que as forças no fundo estivessem mais distribuídas. Nesta versão, os pés usados nos
cantos passaram a ser cantoneiras de abas iguais, de 100 mm com 10 mm de espessura.
Figura 47 - Vista isométrica da versão intermédia
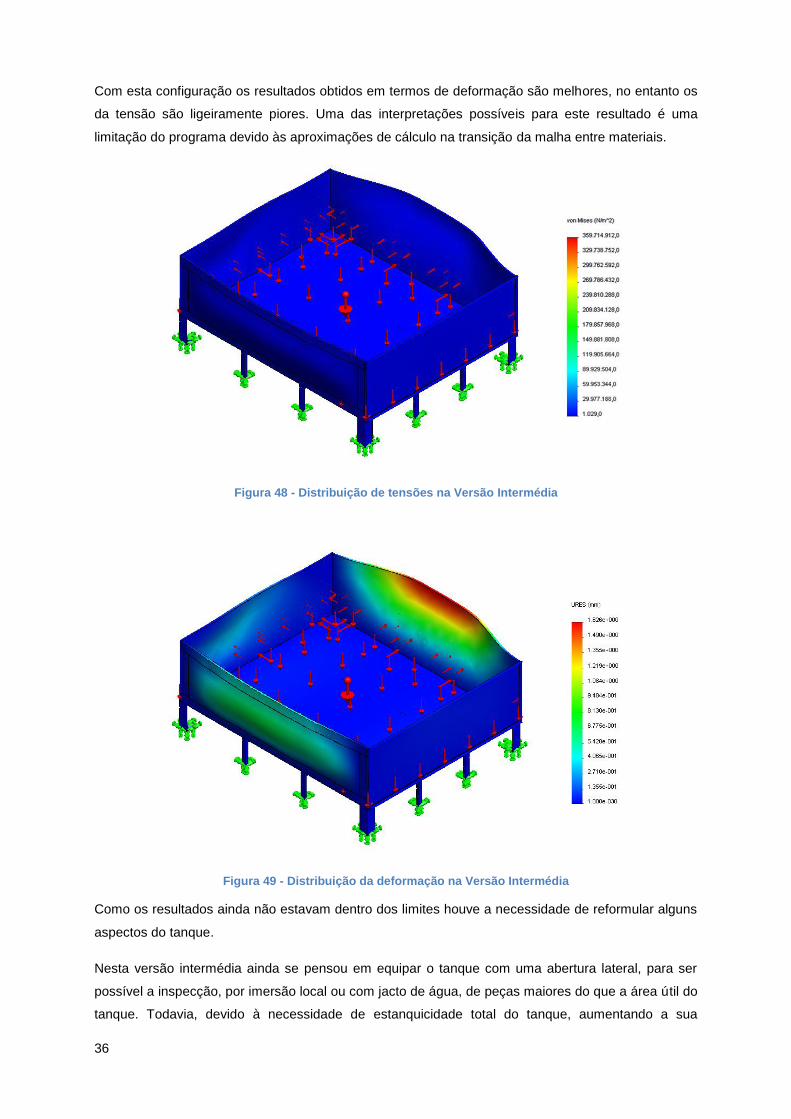
36
Com esta configuração os resultados obtidos em termos de deformação são melhores, no entanto os
da tensão são ligeiramente piores. Uma das interpretações possíveis para este resultado é uma
limitação do programa devido às aproximações de cálculo na transição da malha entre materiais.
Figura 48 - Distribuição de tensões na Versão Intermédia
Figura 49 - Distribuição da deformação na Versão Intermédia
Como os resultados ainda não estavam dentro dos limites houve a necessidade de reformular alguns
aspectos do tanque.
Nesta versão intermédia ainda se pensou em equipar o tanque com uma abertura lateral, para ser
possível a inspecção, por imersão local ou com jacto de água, de peças maiores do que a área útil do
tanque. Todavia, devido à necessidade de estanquicidade total do tanque, aumentando a sua

37
complexidade e da utilidade de inspeccionar peças maiores do que a área útil do mesmo esta ideia foi
abandonada.
Figura 50 - Vista Isométrica do tanque com porta lateral
Versão Intermédia 2
Nesta versão, toda a chapa usada passou a ter 3 mm de espessura, os tubos quadrados de reforço
usados passaram a ter 30X30 mm com 2 mm de espessura, os pés passaram a ser tubo quadrado de
50X50 com 2 mm de espessura e os pés do canto passaram a ser cantoneiras de abas iguais de 50
mm com 2 mm de espessura, o que levou à reformulação de alguns pormenores do tanque.
Apesar de ter havido uma pesquisa sobre as chapas e perfis a utilizar para simulação do tanque, foi
necessário contactar fornecedores para a verificação das medidas disponíveis, preços e materiais
que cumprissem todos os parâmetros. Para isso foram contactados vários fornecedores tanto para
adquirir o tubo e a cantoneira como para adquirir as chapas já trabalhadas consoante os requisitos
definidos.
Das várias empresas contactadas para adquirir tubo de secção quadrada e cantoneira, Tabela 6, só a
três delas foi pedido orçamento pois eram as únicas que tinham disponíveis os tubos com a secção
pretendida.
Tabela 6 - Comparação dos preços para fornecer tubos e cantoneiras
Tubo de secção Quadrada e Cantoneira
Empresa Custo Total (€)
Céu Batista & Filhas, LDA. 548
TUBINOX, S.A. 406
Portugal Alves, S.A. 410
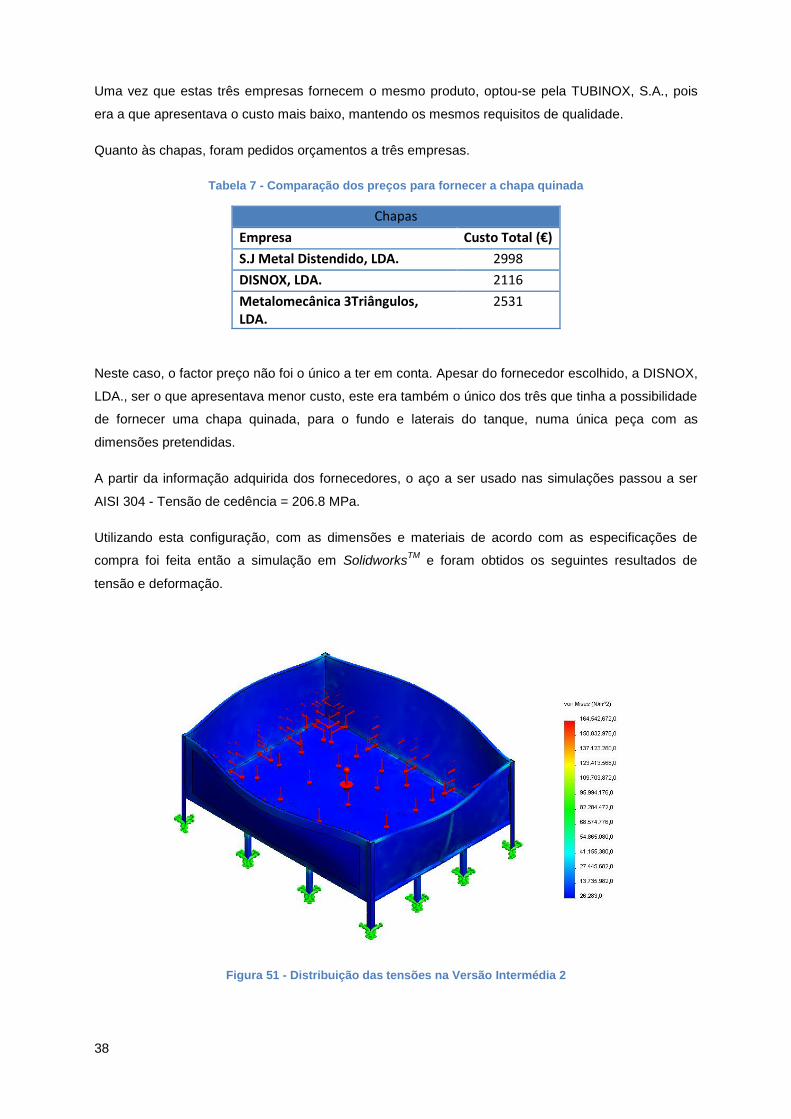
38
Uma vez que estas três empresas fornecem o mesmo produto, optou-se pela TUBINOX, S.A., pois
era a que apresentava o custo mais baixo, mantendo os mesmos requisitos de qualidade.
Quanto às chapas, foram pedidos orçamentos a três empresas.
Tabela 7 - Comparação dos preços para fornecer a chapa quinada
Chapas
Empresa Custo Total (€)
S.J Metal Distendido, LDA. 2998
DISNOX, LDA. 2116
Metalomecânica 3Triângulos, LDA.
2531
Neste caso, o factor preço não foi o único a ter em conta. Apesar do fornecedor escolhido, a DISNOX,
LDA., ser o que apresentava menor custo, este era também o único dos três que tinha a possibilidade
de fornecer uma chapa quinada, para o fundo e laterais do tanque, numa única peça com as
dimensões pretendidas.
A partir da informação adquirida dos fornecedores, o aço a ser usado nas simulações passou a ser
AISI 304 - Tensão de cedência = 206.8 MPa.
Utilizando esta configuração, com as dimensões e materiais de acordo com as especificações de
compra foi feita então a simulação em SolidworksTM
e foram obtidos os seguintes resultados de
tensão e deformação.
Figura 51 - Distribuição das tensões na Versão Intermédia 2

39
Figura 52 - Distribuição das deformações na Versão Intermédia 2
Com esta configuração e com a utilização correcta dos materiais obtemos uma estrutura que garante
a segurança pretendida. Para além de a deformação ser de cerca de 2 mm a tensão máxima sentida
na estrutura é de 164.5 MPa.
Como as simulações foram feitas estaticamente, as forças aplicadas tiveram um coeficiente de
segurança de 1.5. A partir dos resultados obtidos, conseguiu-se um coeficiente de segurança de 1.26,
calculando o coeficiente de segurança final obtemos 1.5x1.26=1.9, factor que cumpre os requisitos de
segurança da estrutura.
Versão Final
Devido a questões de logística e de instalação do próprio tanque no local destinado ao mesmo, as
suas dimensões tiveram de ser alteradas, passando assim a ter as dimensões exteriores de 2500 X
1320 mm, o que equivale a uma área útil interior de 3.04x106
mm2. Desta forma, conseguiu-se
poupar, em relação à versão intermédia que cumpria os requisitos, cerca de 0.71 m3 de água.

40
Figura 53 - Vista Isométrica da versão final
Foi também feita a simulação estrutural em SolidworksTM
.
Figura 54 - Distribuição das tensões na versão final

41
Figura 55 - Distribuição das deformações na versão final
Com os resultados obtidos fica assegurada a segurança do projecto. A tensão máxima observada no
tanque foi de 96.7 MPa e a deformação máxima foi de 1.49 mm. Sendo a tensão de cedência do AISI
304, 206.8 MPa, então, obtém-se um coeficiente de segurança 2.13. Multiplicando este valor pelo
coeficiente aplicado à força, alcança-se um coeficiente de segurança final de 2.13x1.5=3.21,
garantindo, assim, que o tanque se encontra em perfeitas condições de segurança e podendo
avançar para a encomenda dos metais necessários ao fabrico do tanque.
Deu-se, assim, por concluído o modelo do tanque que foi usado para a construção do modelo real.
Entre as várias versões, existiram alterações que foram testadas mas não foram aqui referidas pois
não se mostraram relevantes para a obtenção do resultado final e tornariam este capítulo muito
exaustivo.
Mesa de Rotação
Posteriormente foi pensado e desenhado um sistema de rotação na base do tanque o que permitirá
rodar uma mesa, fornecendo mais um grau de liberdade ao sistema de inspecção, passando este a
ter 6 graus de liberdade.

42
Figura 56 - Pormenor da flange de acoplamento do motor para a mesa de rotação
Suportes dos Actuadores
Os suportes dos actuadores, Figura 57, são elementos estruturais usados com a função de suportar e
fixar os actuadores lineares. Estes perfis foram montados em torno do tanque para inspecção, de
forma a constituírem uma estrutura independente. Isto vai evitar que as deformações produzidas no
tanque, devido ao peso da água, se propagem para os perfis, precavendo, a possibilidade de
danificar os componentes mecânicos que serão instalados sobre os perfis bosch-rexroth.
Nos perfis também foram instalados os armários de electricidade e do sistema de recirculação de
água, assim como alguns periféricos necessários ao funcionamento do sistema.
Figura 57 - Estrutura em perfil Bosh-Rexroth
Figura 58 - Pormenor da estrutura em perfil Bosh-Rexroth
3.3.2. SISTEMA MECÂNICO
É através dos dispositivos aqui presentes que vai ser possível fornecer a todo o sistema de inspecção
por phased array a capacidade de analisar peças utilizando os 5 graus de liberdade. Os actuadores
lineares deslizantes irão permitir 3 graus de liberdade, X, Y e Z e o braço de acoplamento da sonda
vai permitir os restantes dois graus de liberdade, rotação e inclinação.
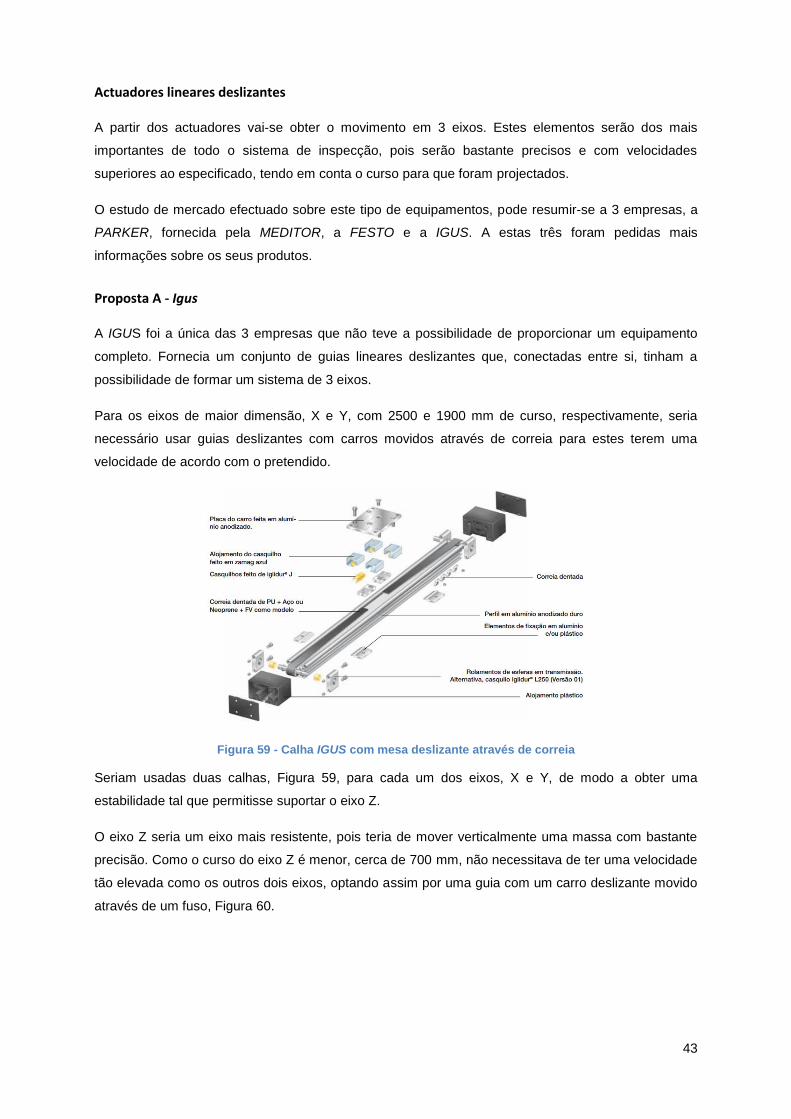
43
Actuadores lineares deslizantes
A partir dos actuadores vai-se obter o movimento em 3 eixos. Estes elementos serão dos mais
importantes de todo o sistema de inspecção, pois serão bastante precisos e com velocidades
superiores ao especificado, tendo em conta o curso para que foram projectados.
O estudo de mercado efectuado sobre este tipo de equipamentos, pode resumir-se a 3 empresas, a
PARKER, fornecida pela MEDITOR, a FESTO e a IGUS. A estas três foram pedidas mais
informações sobre os seus produtos.
Proposta A - Igus
A IGUS foi a única das 3 empresas que não teve a possibilidade de proporcionar um equipamento
completo. Fornecia um conjunto de guias lineares deslizantes que, conectadas entre si, tinham a
possibilidade de formar um sistema de 3 eixos.
Para os eixos de maior dimensão, X e Y, com 2500 e 1900 mm de curso, respectivamente, seria
necessário usar guias deslizantes com carros movidos através de correia para estes terem uma
velocidade de acordo com o pretendido.
Figura 59 - Calha IGUS com mesa deslizante através de correia
Seriam usadas duas calhas, Figura 59, para cada um dos eixos, X e Y, de modo a obter uma
estabilidade tal que permitisse suportar o eixo Z.
O eixo Z seria um eixo mais resistente, pois teria de mover verticalmente uma massa com bastante
precisão. Como o curso do eixo Z é menor, cerca de 700 mm, não necessitava de ter uma velocidade
tão elevada como os outros dois eixos, optando assim por uma guia com um carro deslizante movido
através de um fuso, Figura 60.

44
Figura 60 - Guia IGUS com mesa deslizante através de fuso
Apesar desta solução apresentar o menor custo, cerca 3376 €, apenas estavam incluídas as guias
lineares, excluindo-se a montagem, as calhas articuladas, os sistemas de fixação entre eixos, entre
outros items mecânicos e eléctricos que as outras propostas apresentavam.
Apesar do custo desta proposta ser o mais baixo entre todas as propostas analisadas e dos eixos
apresentarem individualmente uma precisão idêntica a 1 mm (dentro de parâmetros aceitáveis
embora superior à pretendida), a precisão total, com os 3 eixos conectados, seria muito superior à
desejada (superior a 3 mm). Desta forma, esta solução não garantiu a precisão pretendida para se
fazer uma inspecção adequada dos componentes.
Proposta B - FESTO
A segunda proposta analisada foi a da FESTO. Esta empresa fornecia um equipamento completo,
Figura 61, com todos os componentes e montagem incluída, dando muito mais garantias de
estabilidade, velocidade e precisão. O equipamento apresentava, assim, uma velocidade superior a
100 mm/s e precisões de cerca de 0.08 mm, bem como suportava cargas na extremidade do eixo Z
de 15 kg.
Figura 61- Sistema FESTO de 3 eixos
O equipamento completo custaria 14 255 €, excluindo custos de transporte. Contudo, ao negociar
com o fornecedor foram encontrados alguns entraves pois o sistema proposto pela FESTO não era
perfeitamente adaptável ao pretendido.

45
Um dos grandes problemas apresentados nesta proposta estava relacionado com o eixo Z. A FESTO
não conseguia conceber uma solução para que fosse acoplado ao eixo Z um outro mecanismo
(descrito posteriormente) que impedisse que o eixo entrasse dentro de água.
Com a impossibilidade de usar o eixo Z em contacto com a água, esta proposta tornava-se
inexequível. Apesar disso, foi pedida outra solução à mesma empresa, onde seria só considerado o
sistema mecânico, dispensando o sistema motor e eléctrico. Contudo, não houve abertura dos
mesmos para fornecerem este tipo de solução.
Proposta C - PARKER
A última proposta analisada foi a da PARKER. Esta opção era em tudo semelhante à apresentada
pela FESTO, porém a empresa demonstrou maior disponibilidade para encontrar soluções consoante
os problemas apresentados. Desta forma, seria possível um sistema de acordo com as nossas
especificações e que proporcionava os níveis de fiabilidade desejados.
Figura 62- Modelo 3D do sistema PARKER de 3 eixos
Este equipamento, Figura 63, completo fornecido pela MEDITOR teria um custo de 15 915 €, todavia,
devido ao custo elevado, foi solicitada uma nova proposta onde seriam apenas considerados os
dispositivos mecânicos do mesmo. Nesta aproximação a maioria dos motores, controladores e cartas
de comando seriam comprados e implementados à parte do âmbito da tese. Assim sendo, o novo
valor apresentado foi de 8660 €.
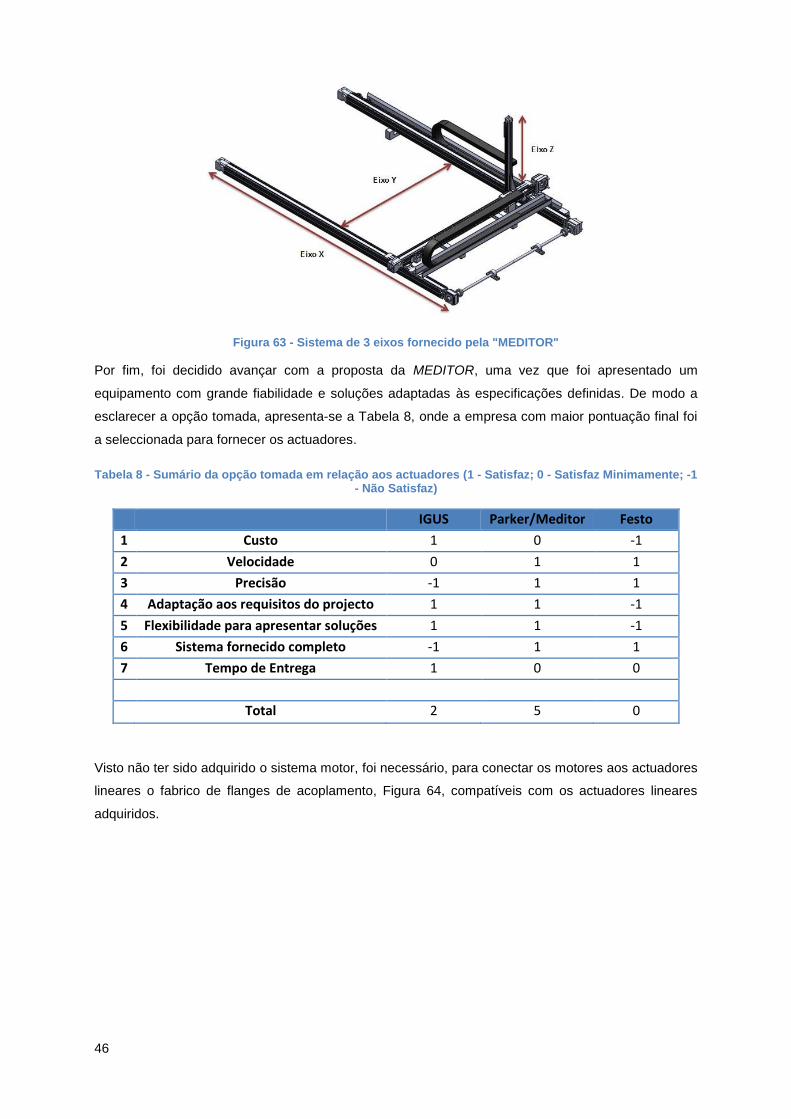
46
Figura 63 - Sistema de 3 eixos fornecido pela "MEDITOR"
Por fim, foi decidido avançar com a proposta da MEDITOR, uma vez que foi apresentado um
equipamento com grande fiabilidade e soluções adaptadas às especificações definidas. De modo a
esclarecer a opção tomada, apresenta-se a Tabela 8, onde a empresa com maior pontuação final foi
a seleccionada para fornecer os actuadores.
Tabela 8 - Sumário da opção tomada em relação aos actuadores (1 - Satisfaz; 0 - Satisfaz Minimamente; -1 - Não Satisfaz)
IGUS Parker/Meditor Festo
1 Custo 1 0 -1
2 Velocidade 0 1 1
3 Precisão -1 1 1
4 Adaptação aos requisitos do projecto 1 1 -1
5 Flexibilidade para apresentar soluções 1 1 -1
6 Sistema fornecido completo -1 1 1
7 Tempo de Entrega 1 0 0
Total 2 5 0
Visto não ter sido adquirido o sistema motor, foi necessário, para conectar os motores aos actuadores
lineares o fabrico de flanges de acoplamento, Figura 64, compatíveis com os actuadores lineares
adquiridos.
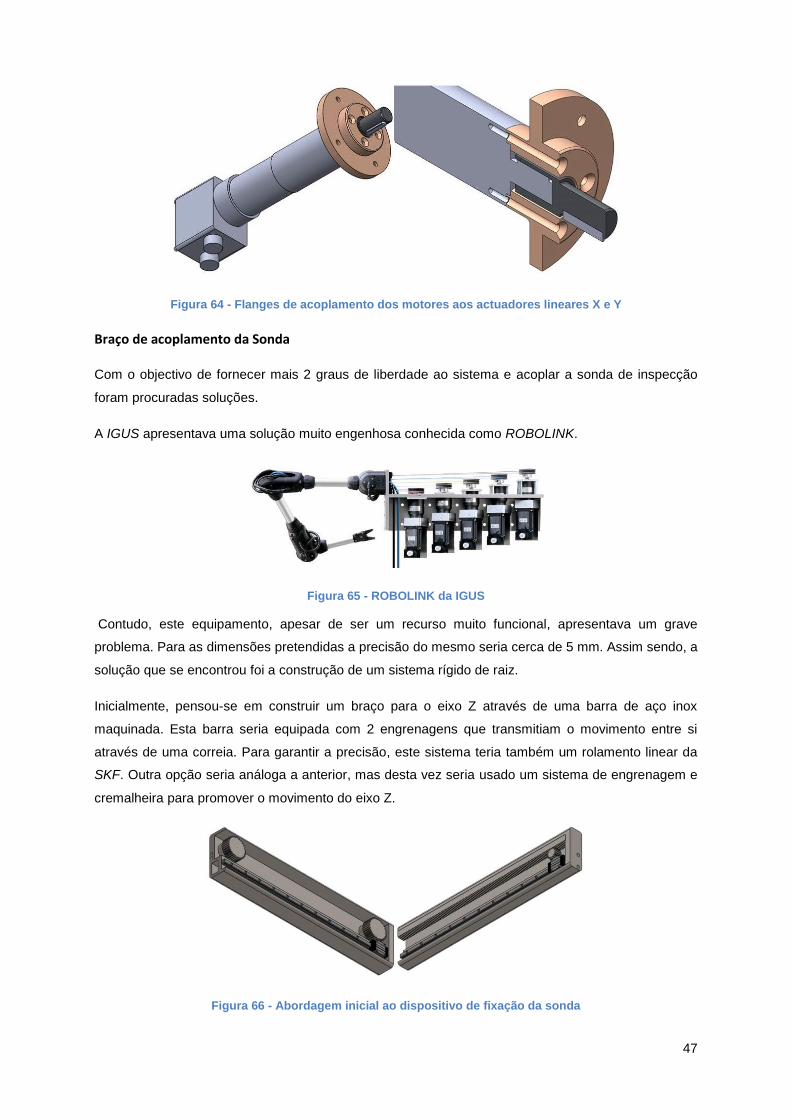
47
Figura 64 - Flanges de acoplamento dos motores aos actuadores lineares X e Y
Braço de acoplamento da Sonda
Com o objectivo de fornecer mais 2 graus de liberdade ao sistema e acoplar a sonda de inspecção
foram procuradas soluções.
A IGUS apresentava uma solução muito engenhosa conhecida como ROBOLINK.
Figura 65 - ROBOLINK da IGUS
Contudo, este equipamento, apesar de ser um recurso muito funcional, apresentava um grave
problema. Para as dimensões pretendidas a precisão do mesmo seria cerca de 5 mm. Assim sendo, a
solução que se encontrou foi a construção de um sistema rígido de raiz.
Inicialmente, pensou-se em construir um braço para o eixo Z através de uma barra de aço inox
maquinada. Esta barra seria equipada com 2 engrenagens que transmitiam o movimento entre si
através de uma correia. Para garantir a precisão, este sistema teria também um rolamento linear da
SKF. Outra opção seria análoga a anterior, mas desta vez seria usado um sistema de engrenagem e
cremalheira para promover o movimento do eixo Z.
Figura 66 - Abordagem inicial ao dispositivo de fixação da sonda
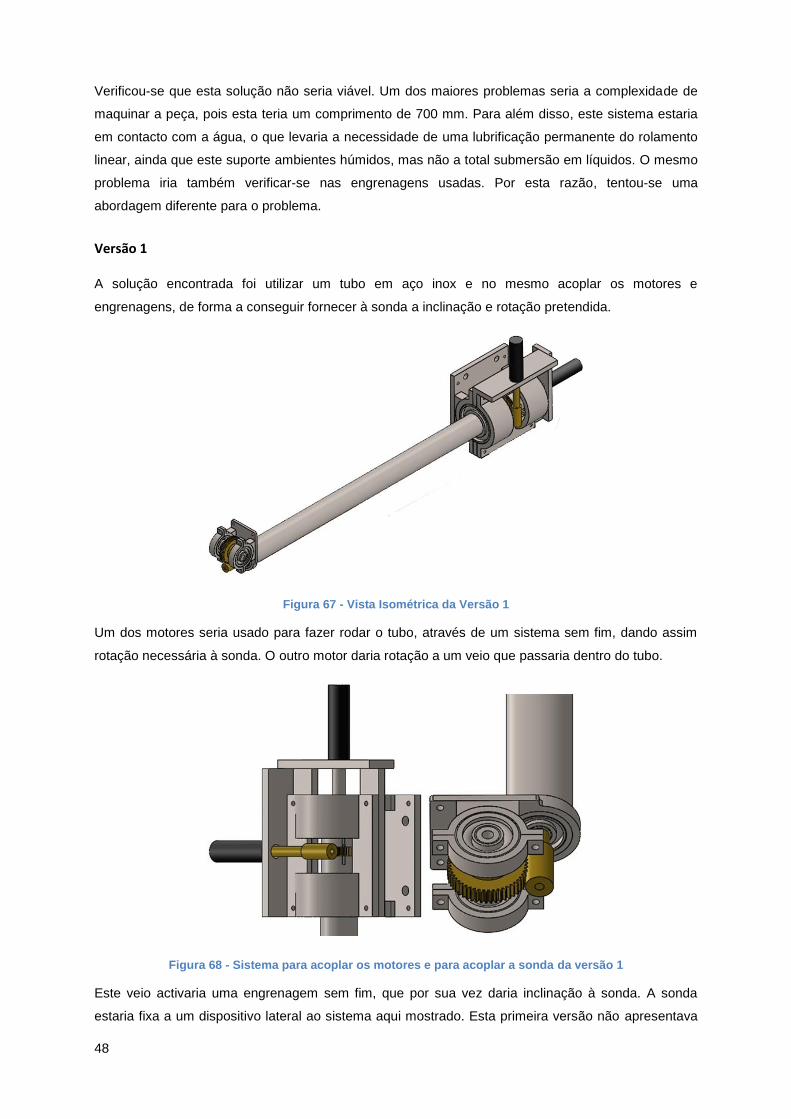
48
Verificou-se que esta solução não seria viável. Um dos maiores problemas seria a complexidade de
maquinar a peça, pois esta teria um comprimento de 700 mm. Para além disso, este sistema estaria
em contacto com a água, o que levaria a necessidade de uma lubrificação permanente do rolamento
linear, ainda que este suporte ambientes húmidos, mas não a total submersão em líquidos. O mesmo
problema iria também verificar-se nas engrenagens usadas. Por esta razão, tentou-se uma
abordagem diferente para o problema.
Versão 1
A solução encontrada foi utilizar um tubo em aço inox e no mesmo acoplar os motores e
engrenagens, de forma a conseguir fornecer à sonda a inclinação e rotação pretendida.
Figura 67 - Vista Isométrica da Versão 1
Um dos motores seria usado para fazer rodar o tubo, através de um sistema sem fim, dando assim
rotação necessária à sonda. O outro motor daria rotação a um veio que passaria dentro do tubo.
Figura 68 - Sistema para acoplar os motores e para acoplar a sonda da versão 1
Este veio activaria uma engrenagem sem fim, que por sua vez daria inclinação à sonda. A sonda
estaria fixa a um dispositivo lateral ao sistema aqui mostrado. Esta primeira versão não apresentava

49
um design muito apelativo, nem era funcional, pois a sonda não estaria centrada com o veio, o que
traria problemas de acerto e precisão da mesma. Neste contexto houve necessidade de rever o
dispositivo de acoplamento.
Outro problema presente era o facto de os motores estarem dependentes um do outro, o que levaria
a uma correcção da inclinação da sonda quando a mesma estivesse a ser rodada.
Versão 2
Neste modelo optou-se por colocar os motores em paralelo, de maneira a averiguar se os motores
continuariam dependentes, o que acabou por se verificar.
Figura 69 - Vista Isométrica da Versão 2
Figura 70 - Sistema para acoplar os motores e para acoplar a sonda da versão 2
Nesta versão, acabou por se reconfigurar alguns pormenores para resolver os problemas presentes
no braço de acoplamento da sonda. Embora a dependência dos motores não tenha sido resolvida, o
sistema para inclinação da sonda passou a ter uma constituição mais perto do pretendido.
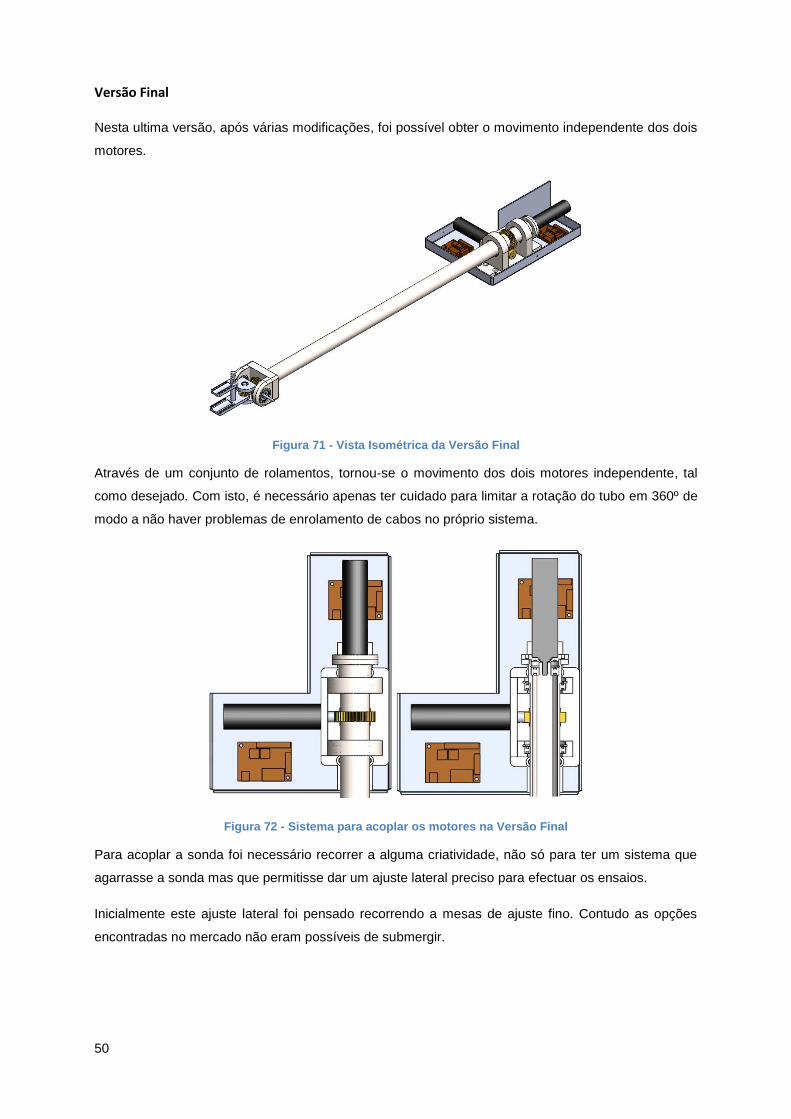
50
Versão Final
Nesta ultima versão, após várias modificações, foi possível obter o movimento independente dos dois
motores.
Figura 71 - Vista Isométrica da Versão Final
Através de um conjunto de rolamentos, tornou-se o movimento dos dois motores independente, tal
como desejado. Com isto, é necessário apenas ter cuidado para limitar a rotação do tubo em 360º de
modo a não haver problemas de enrolamento de cabos no próprio sistema.
Figura 72 - Sistema para acoplar os motores na Versão Final
Para acoplar a sonda foi necessário recorrer a alguma criatividade, não só para ter um sistema que
agarrasse a sonda mas que permitisse dar um ajuste lateral preciso para efectuar os ensaios.
Inicialmente este ajuste lateral foi pensado recorrendo a mesas de ajuste fino. Contudo as opções
encontradas no mercado não eram possíveis de submergir.

51
Figura 73 - Mesa de rotação de ajuste fino (Standa, 2000)
Foi então encontrada uma solução através da Meditor que propôs um sistema em polímero duro para
que o mesmo pudesse ser utilizado em ambiente submerso e com o grau de precisão pretendido.
Figura 74 - Sistema de ajuste fino para rotação e inclinação da sonda proposto pela Meditor
Contudo a proposta apresentada tinha um custo elevado o que levou ao desenvolvimento de raiz de
um novo sistema. Neste desenvolvimento o ajuste lateral passou assim a ser efectuado através de
um conjunto de engrenagem/sem fim que funciona dentro do veio e que dará a inclinação a sonda.
Este conjunto vai permitir efectuar um pequeno ajuste até ao limite imposto pelo próprio sistema
permitindo ajustar manualmente a sonda de acordo com as necessidades pretendidas.

52
Figura 75 - Sistema para acoplar a sonda na Versão Final, com ajuste lateral
3.3.3. SISTEMA RECIRCULAÇÃO DE ÁGUA
O sistema de recirculação de água vai ser essencial para conseguir a reutilização da água do tanque.
Previsivelmente, o tanque conterá, no máximo, cerca de 1500 litros de água, o que representa um
grande volume de água e que não poderá ser constantemente trocado. Por este motivo, foi
incorporado um sistema de recirculação, podendo assim reutilizar-se a água e manter a sua isenção
de partículas. Este sistema é composto por válvulas de retenção manuais, filtros de água, bomba
hidráulica, para além de todas as ligações entre o tanque, o ponto de reabastecimento e estes
elementos.
Com este sistema vai ser também possível a instalação futura de um jacto de água para inspecções
localizadas sem a necessidade de imersão.
3.3.4. SISTEMA ELÉCTRICO
Este sistema vai permitir todo e qualquer funcionamento do sistema mecânico sendo o mesmo
constituído por disjuntores, temporizador, relés, bornes, botões, luzes e todas as ligações necessárias
para construir o circuito. Três elementos de relevância deste sistema são os disjuntores, os relés e o
transformador.
Os disjuntores são dispositivos que são usados como interruptores automáticos com a função de
proteger todo o circuito eléctrico contra possíveis curto-circuitos ou sobre cargas de electricidade. Os
disjuntores usados são do tipo B, ou seja, são disjuntores que actuam instantaneamente numa faixa
entre 3 a 5 vezes a corrente nominal. Isto é, num disjuntor de 16 A este vai actuar entre valores de 48
A a 80 A. Foi usado um disjuntor para os motores de actuação dos sistemas mecânicos, outro para a
bomba de recirculação de água e outro para a fonte de alimentação. Paralelamente, implementou-se
um disjuntor diferencial cuja função é desligar o circuito quando este detectar uma fuga de corrente
superior à do valor nominal.
Os relés podem ser considerados dispositivos electromecânicos que são accionados quando a
corrente eléctrica percorre as espiras da bobine dos mesmos que, por sua vez, criam um campo
magnético capaz de alterar a mudança de estado dos contactos. Normalmente, um relé está ligado a
dois circuitos eléctricos. Quando uma corrente de um dos circuitos passa pela bobine esta gera um
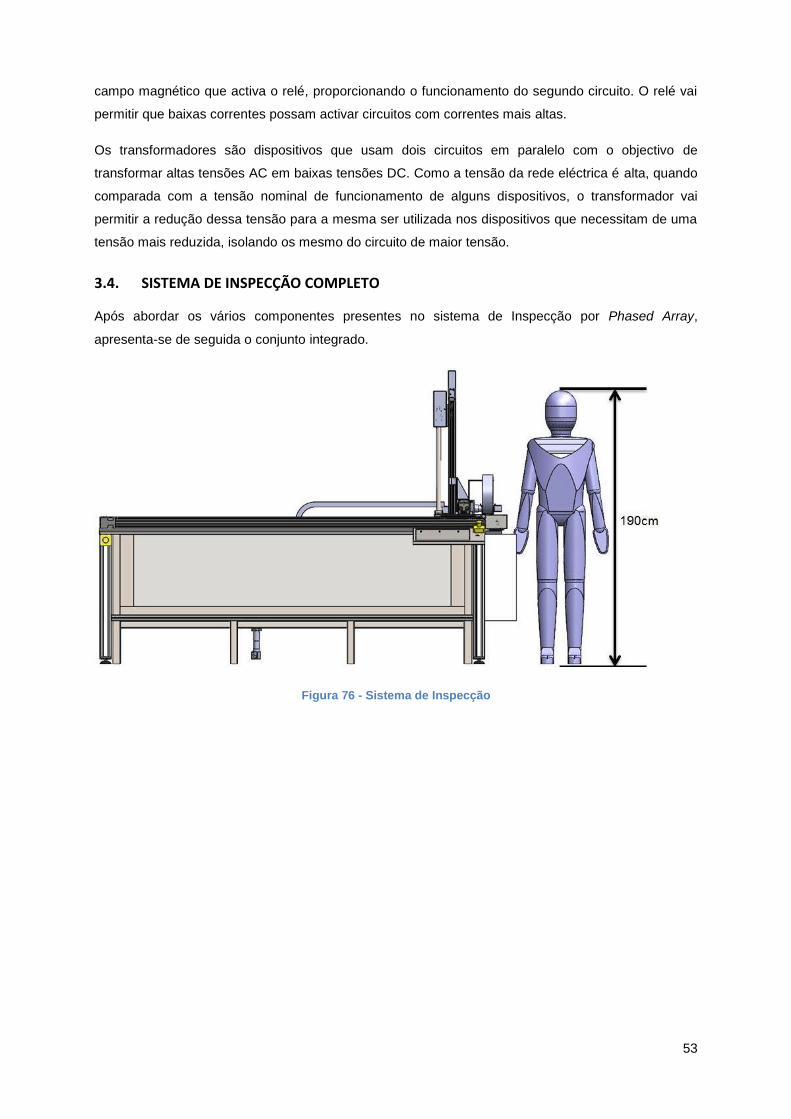
53
campo magnético que activa o relé, proporcionando o funcionamento do segundo circuito. O relé vai
permitir que baixas correntes possam activar circuitos com correntes mais altas.
Os transformadores são dispositivos que usam dois circuitos em paralelo com o objectivo de
transformar altas tensões AC em baixas tensões DC. Como a tensão da rede eléctrica é alta, quando
comparada com a tensão nominal de funcionamento de alguns dispositivos, o transformador vai
permitir a redução dessa tensão para a mesma ser utilizada nos dispositivos que necessitam de uma
tensão mais reduzida, isolando os mesmo do circuito de maior tensão.
3.4. SISTEMA DE INSPECÇÃO COMPLETO
Após abordar os vários componentes presentes no sistema de Inspecção por Phased Array,
apresenta-se de seguida o conjunto integrado.
Figura 76 - Sistema de Inspecção
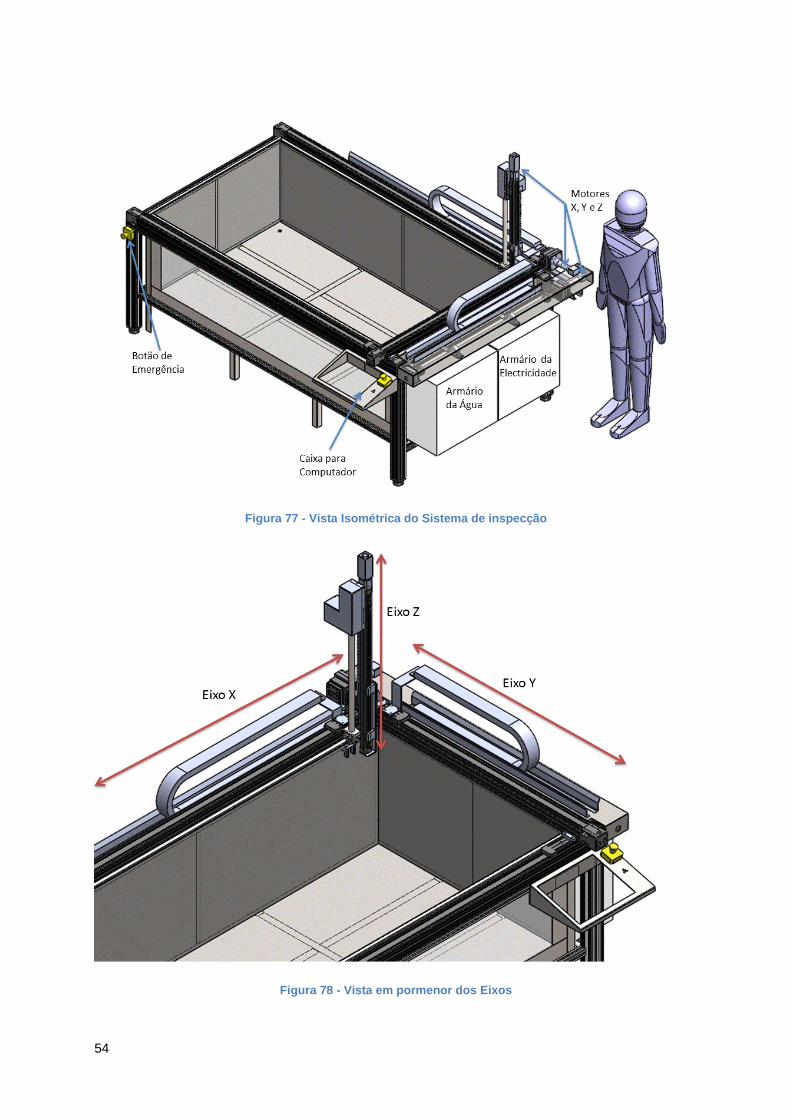
54
Figura 77 - Vista Isométrica do Sistema de inspecção
Figura 78 - Vista em pormenor dos Eixos

55
4. SISTEMA DE INSPECÇÃO PHASED ARRAY – CONSTRUÇÃO E MONTAGEM
4.1. SISTEMA ESTRUTURAL
4.1.1. TANQUE PARA INSPECÇÃO
Processos de Soldadura Utilizados
Após ter sido adquirido todos os componentes necessários em aço inoxidável, AISI304, Figura 79 e
Figura 80, os mesmos foram ligados recorrendo a processos de soldadura. O processo mais utilizado
foi o Tungsten Inert Gas (TIG) (Oliveira Santos & Quintino, 1997), sendo que processos como
Soldadura por eléctrodo revestido (SER)/Shielded Metal Arc Welding (SMAW) (Oliveira Santos &
Quintino, 1997) ou o Stud Welding (SW) (CENTER, s.d.) também tiveram um aspecto relevante na
construção do tanque de imersão.
Figura 79 - Tubos e cantoneiras usados na construção do Tanque
Figura 80 - Chapas quinadas e furadas usadas na construção do tanque
O TIG, Figura 81, acabou por ser o processo usado preferencialmente pois este é muito utilizado para
soldar chapas finas e realizar passes de raiz. É um processo de soldadura por arco eléctrico o qual é
estabelecido através de um eléctrodo não consumível de tungsténio e a peça que se pretende soldar
num meio protegido através de um gás inerte. Neste caso em particular o gás usado foi árgon,
promovendo um arco mais estável e uma melhor acção de limpeza, sendo o mais aconselhado para
as espessuras que foram soldadas.
Este processo foi o mais usado na maioria das soldaduras efectuadas uma vez que possibilita um
controle mais preciso da entrega térmica e permite a realização de cordões de soldadura de boa
qualidade, com geometrias de cordão suaves e uniformes.
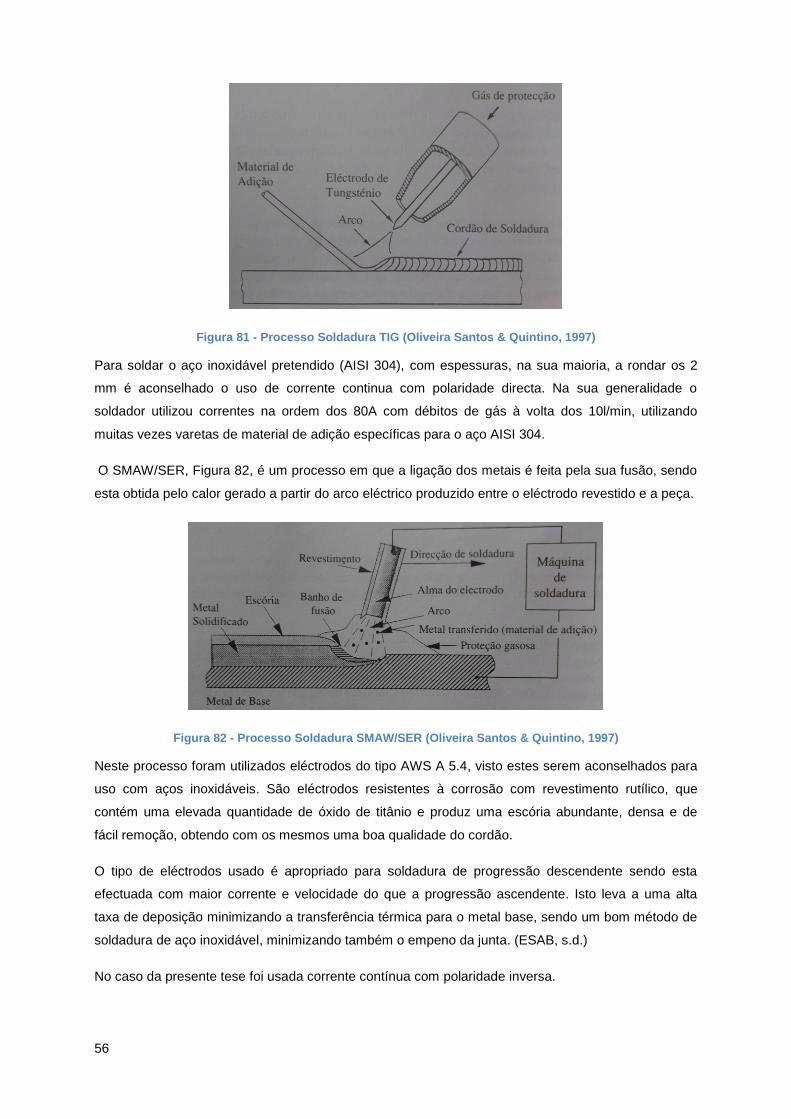
56
Figura 81 - Processo Soldadura TIG (Oliveira Santos & Quintino, 1997)
Para soldar o aço inoxidável pretendido (AISI 304), com espessuras, na sua maioria, a rondar os 2
mm é aconselhado o uso de corrente continua com polaridade directa. Na sua generalidade o
soldador utilizou correntes na ordem dos 80A com débitos de gás à volta dos 10l/min, utilizando
muitas vezes varetas de material de adição específicas para o aço AISI 304.
O SMAW/SER, Figura 82, é um processo em que a ligação dos metais é feita pela sua fusão, sendo
esta obtida pelo calor gerado a partir do arco eléctrico produzido entre o eléctrodo revestido e a peça.
Figura 82 - Processo Soldadura SMAW/SER (Oliveira Santos & Quintino, 1997)
Neste processo foram utilizados eléctrodos do tipo AWS A 5.4, visto estes serem aconselhados para
uso com aços inoxidáveis. São eléctrodos resistentes à corrosão com revestimento rutílico, que
contém uma elevada quantidade de óxido de titânio e produz uma escória abundante, densa e de
fácil remoção, obtendo com os mesmos uma boa qualidade do cordão.
O tipo de eléctrodos usado é apropriado para soldadura de progressão descendente sendo esta
efectuada com maior corrente e velocidade do que a progressão ascendente. Isto leva a uma alta
taxa de deposição minimizando a transferência térmica para o metal base, sendo um bom método de
soldadura de aço inoxidável, minimizando também o empeno da junta. (ESAB, s.d.)
No caso da presente tese foi usada corrente contínua com polaridade inversa.

57
O SW, Figura 83, utiliza o mesmo princípio de um processo de soldadura por arco eléctrico, pois um
arco eléctrico é usado para fundir o final de um pino fazendo a ligação entre o perno e o material
base. A pistola usada pode ser manual ou automática, sendo que o aperto no gatilho produz em
casos normais a soldadura do perno a peça pretendida. Existem três tipos de processos para este
tipo de soldadura, arco eléctrico, arco gasoso ou o usado no nosso caso, por descarga capacitiva.
Figura 83 – Processo Soldadura SW (Technologies, s.d.)
Construção do tanque de inspecção
O primeiro passo foi unir a chapa traseira à chapa quinada, formando o fundo e as laterais do tanque.
Para tal posicionou-se a chapa traseira, através da utilização de grampos, para assim dar alguns
pingos de soldadura, Figura 84, através da técnica TIG. Com a chapa traseira posicionada realizou-se
o cordão de soldadura, Figura 85, de forma a tornar estas duas peças estanques.
Figura 84 - Pontos de soldadura entre a chapa quinada e a chapa traseira
Figura 85 - Execução do cordão de soldadura
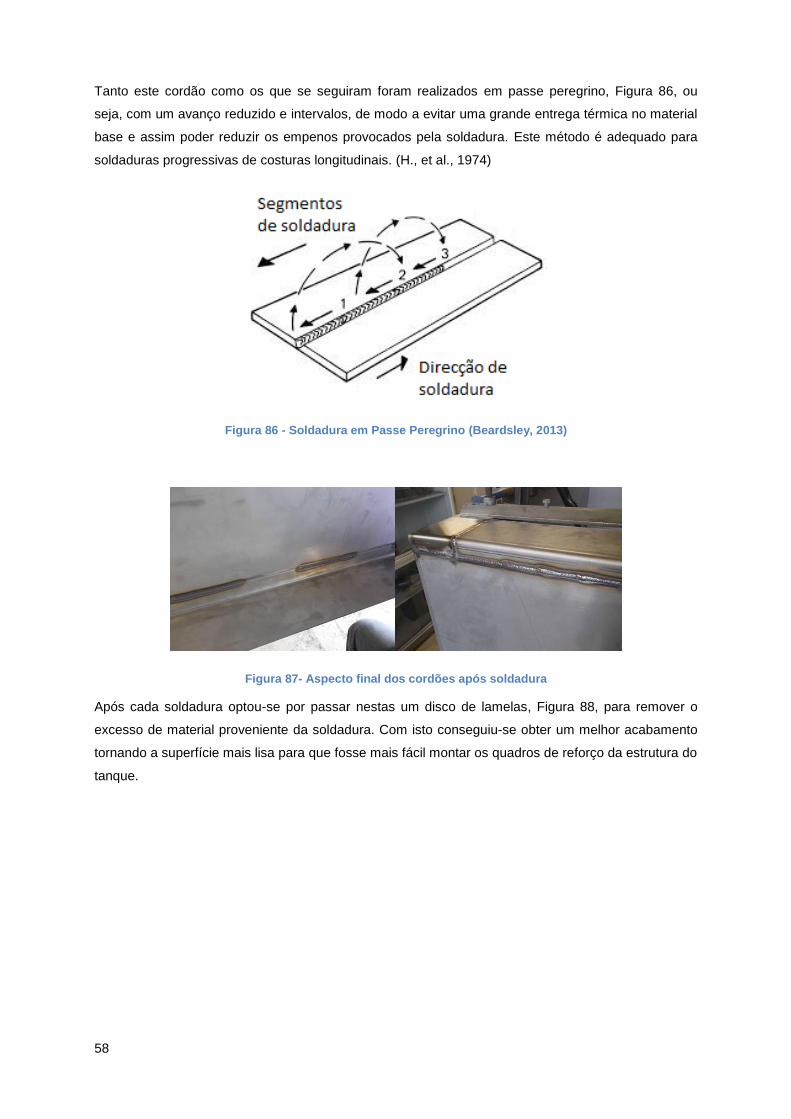
58
Tanto este cordão como os que se seguiram foram realizados em passe peregrino, Figura 86, ou
seja, com um avanço reduzido e intervalos, de modo a evitar uma grande entrega térmica no material
base e assim poder reduzir os empenos provocados pela soldadura. Este método é adequado para
soldaduras progressivas de costuras longitudinais. (H., et al., 1974)
Figura 86 - Soldadura em Passe Peregrino (Beardsley, 2013)
Figura 87- Aspecto final dos cordões após soldadura
Após cada soldadura optou-se por passar nestas um disco de lamelas, Figura 88, para remover o
excesso de material proveniente da soldadura. Com isto conseguiu-se obter um melhor acabamento
tornando a superfície mais lisa para que fosse mais fácil montar os quadros de reforço da estrutura do
tanque.

59
Figura 88 - Rectificação das soldaduras com disco de lamelas
De seguida, utilizando os processos já referidos, foram soldadas as quatro chapas constituintes do
quadro frontal, quadro este que mais à frente seria preparado para receber a placa de acrílico. Para
tal, estas foram posicionadas na chapa quinada recorrendo à ajuda de grampos sendo assim possível
aplicar uns pingos de soldadura, que mantiveram o quadro no local, tendo sido feito de seguida um
cordão de soldadura de forma a garantir também a estanquicidade deste elemento.
Figura 89 - Construção do Quadro Frontal
Com a estrutura base do tanque construída o passo seguinte foi a construção dos quadros de reforço.
Para tal foram usados os tubos de secção quadrada que foram previamente cortados à esquadria e
ligados entre si através de TIG. Em certos pontos houve a necessidade de utilizar material de adição,
Figura 90, para compensar algumas faltas de material na ligação dos componentes soldados.

60
Figura 90 - Soldadura dos quadros de reforço
Estando o módulo do tanque completo montou-se o suporte do mesmo, Figura 91. Em primeiro lugar
soldou-se a estrutura de reforço da base do tanque e só depois se soldaram os pés. Uma vez que a
estrutura seria montada na parte inferior do tanque foi de extrema relevância que esta tivesse o
mínimo de empeno possível, de modo a que o fundo do tanque ficasse o mais nivelado possível, pois
este servirá de referência aquando a realização dos ensaios em imersão. Com a estrutura de reforço
inferior soldada foram preparados os pés para estes serem soldados a essa estrutura.
Figura 91 - Soldadura da estrutura da base do tanque e dos pés da mesma
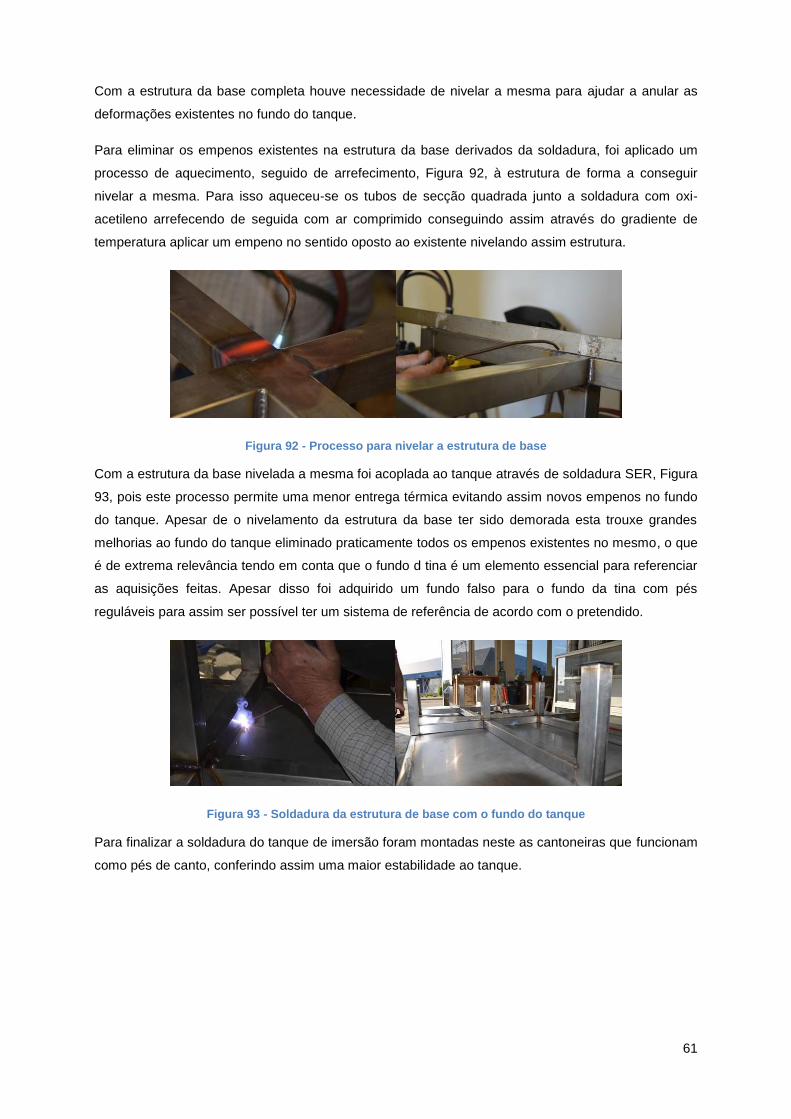
61
Com a estrutura da base completa houve necessidade de nivelar a mesma para ajudar a anular as
deformações existentes no fundo do tanque.
Para eliminar os empenos existentes na estrutura da base derivados da soldadura, foi aplicado um
processo de aquecimento, seguido de arrefecimento, Figura 92, à estrutura de forma a conseguir
nivelar a mesma. Para isso aqueceu-se os tubos de secção quadrada junto a soldadura com oxi-
acetileno arrefecendo de seguida com ar comprimido conseguindo assim através do gradiente de
temperatura aplicar um empeno no sentido oposto ao existente nivelando assim estrutura.
Figura 92 - Processo para nivelar a estrutura de base
Com a estrutura da base nivelada a mesma foi acoplada ao tanque através de soldadura SER, Figura
93, pois este processo permite uma menor entrega térmica evitando assim novos empenos no fundo
do tanque. Apesar de o nivelamento da estrutura da base ter sido demorada esta trouxe grandes
melhorias ao fundo do tanque eliminado praticamente todos os empenos existentes no mesmo, o que
é de extrema relevância tendo em conta que o fundo d tina é um elemento essencial para referenciar
as aquisições feitas. Apesar disso foi adquirido um fundo falso para o fundo da tina com pés
reguláveis para assim ser possível ter um sistema de referência de acordo com o pretendido.
Figura 93 - Soldadura da estrutura de base com o fundo do tanque
Para finalizar a soldadura do tanque de imersão foram montadas neste as cantoneiras que funcionam
como pés de canto, conferindo assim uma maior estabilidade ao tanque.

62
Figura 94 - Soldadura dos pés de canto
Concluídas as ligações soldadas, preparou-se então o quadro frontal para ser colocado o acrílico.
Inicialmente a ideia seria colocar o mesmo só com silicone, no entanto para garantir que o acrílico
ficaria bem fixado ao quadro com uma camada uniforme de silicone, optou-se por colocar pernos no
quadro frontal.
O acrílico foi furado recorrendo a um engenho de furar para garantir o correcto posicionamento dos
furos. Posicionou-se então o acrílico sobre o quadro frontal para que os pernos fossem colocados,
nas posições coincidentes dos furos, recorrendo ao processo de stud welding.
Figura 95 - Furação da placa de acrílico e colocação dos pernos no quadro frontal
Para finalizar a construção do tanque passou-se a fase de passivação do mesmo. (Chemicals, s.d.)
Este processo pretende assegurar uma melhor resistência à corrosão e consequentemente permitir
uma maior durabilidade do inox. Foi também aplicado um decapante que permite remover alguns
resíduos que ainda possam ter persistido provenientes da soldadura ou das operações de
acabamento com a rebarbadora. (Chemicals, s.d.)

63
Figura 96 - Passivante e decapante usados
.Os dois produtos tinham sinalética de perigo, indicando como sendo tóxicos e corrosivos. Devido a
isto houve a necessidade de tomar o máximo cuidado na aplicação dos mesmos utilizando
equipamentos de protecção individual (EPI’s). Com uma trincha os produtos foram aplicados,
deixando actuar durante 50 minutos. Após este período o tanque foi lavado com água pressurizada.
Figura 97 - Aplicação do passivante e posterior lavagem do tanque
Ambos os produtos permitem a recuperação das superfícies, como por exemplo os cordões de
soldadura, removendo os óxidos provenientes dos processos de soldadura dando um melhor aspecto
final à superfície.
Figura 98 - Comparação do aspecto de uma soldadura antes e após a aplicação do passivante e do decapante
4.1.2. MESA DE ROTAÇÃO
Foram construídos diversos componentes em aço inox, Figura 99, que permitiram fixar o motor à
parte inferior do tanque, para além disso vão permitir a rotação de uma mesa onde poderão ser

64
inspeccionadas peças com movimento de rotação. Estes foram soldados a parte inferior do tanque
recorrendo ao processo TIG.
Figura 99 - Peças fabricadas para a flange de acoplamento do motor da mesa de rotação
Após a soldadura realizou-se um ensaio por Líquidos Penetrantes, Figura 100, para verificar se
existia algum tipo de fissura que pudesse colocar em causa a estanquicidade do tanque. Terminada a
etapa de revelação, foi possível detectar uma pequena fissura, visível a vermelho no interior do
rectângulo a preto.
Figura 100 - Pequena fissura visível após o ensaio por líquidos penetrantes
Com a detecção da fissura procedeu-se à eliminação desta refazendo o cordão de soldadura,
conseguindo-se desta vez um cordão limpo e isento de defeitos.
4.1.3. SUPORTES DOS ACTUADORES
Os suportes dos actuadores lineares são elementos muito importantes pois são estes que vão
sustentar os actuadores. Estes têm pés reguláveis para ajustar o melhor possível os actuadores em
relação ao tanque de inspecção e foram aplicados também alguns elementos de borracha entre a
estrutura e o tanque e nos pés, criando assim uns sinoblocos para que durante a deslocação dos
eixos vibração sentida não tivesse influência significativa na precisão global do sistema de
movimentação.
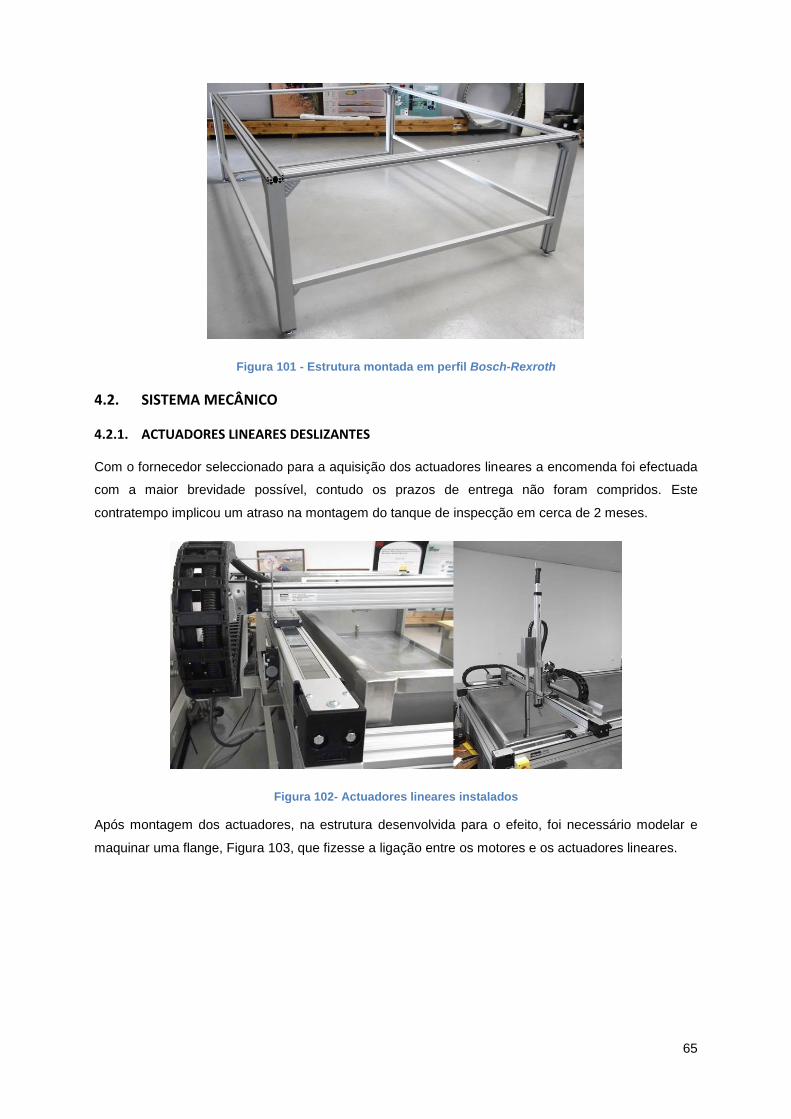
65
Figura 101 - Estrutura montada em perfil Bosch-Rexroth
4.2. SISTEMA MECÂNICO
4.2.1. ACTUADORES LINEARES DESLIZANTES
Com o fornecedor seleccionado para a aquisição dos actuadores lineares a encomenda foi efectuada
com a maior brevidade possível, contudo os prazos de entrega não foram compridos. Este
contratempo implicou um atraso na montagem do tanque de inspecção em cerca de 2 meses.
Figura 102- Actuadores lineares instalados
Após montagem dos actuadores, na estrutura desenvolvida para o efeito, foi necessário modelar e
maquinar uma flange, Figura 103, que fizesse a ligação entre os motores e os actuadores lineares.

66
Figura 103 - Flange de acoplamento dos motores aos eixos XX e YY
As mesmas tiveram de ser alteradas em relação às pensadas inicialmente pois o CAD fornecido das
mesmas não era concordante com a estrutura fornecida.
4.2.2. BRAÇO DE ACOPLAMENTO DA SONDA
Com as peças modeladas, foi realizada então a maquinação das mesmas. Apesar do modelo 3D do
mecanismo estar com as tolerâncias correctas ao montar as diferentes peças surgiram alguns
problemas de ajuste.
Ao desmontar os diferentes componentes foram encontrados e resolvidos os problemas de ajuste
conseguindo assim o movimento adequado dos vários componentes constituintes do braço e do
suporte da sonda.
Figura 104 - Braço e dispositivo de acoplamento da sonda Phased Array
De forma a eliminar alguma folga existente entre os dentes das engrenagens que dão o movimento
de inclinação à sonda foi instalado posteriormente à maquinação do mesmo dispositivo duas molas
que obrigam o dispositivo a estar sempre encostado a um dos lados reduzindo assim a folga
existente.
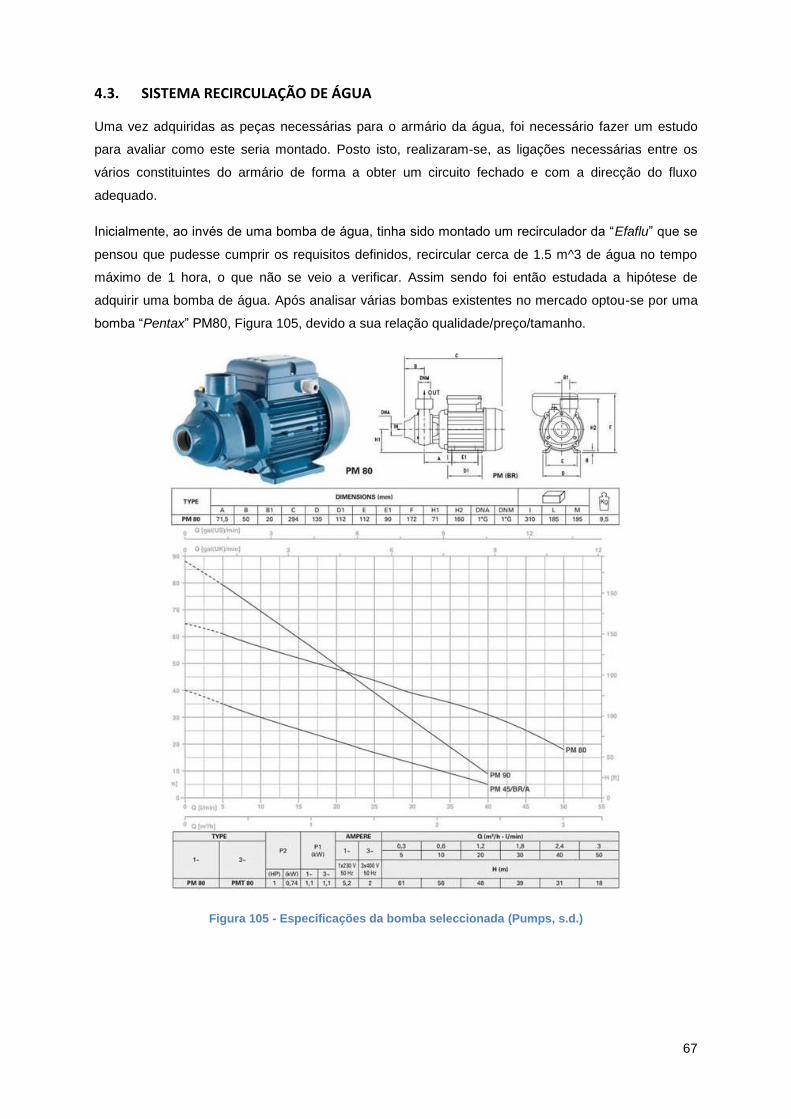
67
4.3. SISTEMA RECIRCULAÇÃO DE ÁGUA
Uma vez adquiridas as peças necessárias para o armário da água, foi necessário fazer um estudo
para avaliar como este seria montado. Posto isto, realizaram-se, as ligações necessárias entre os
vários constituintes do armário de forma a obter um circuito fechado e com a direcção do fluxo
adequado.
Inicialmente, ao invés de uma bomba de água, tinha sido montado um recirculador da “Efaflu” que se
pensou que pudesse cumprir os requisitos definidos, recircular cerca de 1.5 m^3 de água no tempo
máximo de 1 hora, o que não se veio a verificar. Assim sendo foi então estudada a hipótese de
adquirir uma bomba de água. Após analisar várias bombas existentes no mercado optou-se por uma
bomba “Pentax” PM80, Figura 105, devido a sua relação qualidade/preço/tamanho.
Figura 105 - Especificações da bomba seleccionada (Pumps, s.d.)

68
Figura 106 - Sistema de recirculação de água presente no armário e motor
Tabela 9 - Legenda dos componentes do sistema de recirculação de água
Item Nome Descrição
1 Passa painel de aperto
rápido para tubo 16/12
Entrada da água vinda do tanque para recirculação.
2 Passa painel de aperto
rápido para tubo 16/12
Entrada da água da rede.
3 Torneira manual ½” Torneira de segurança para abrir ou fechar a água que
vem do tanque.
4 Filtro de água (copo +
elemento de filtragem)
Permite filtrar e remover as impurezas e detritos mais
pequenos presentes na água.
5 Joelho de aperto rápido
para tubo 16/12
Acessório que conduz a água para o tanque.
6 Válvula anti - retorno Possibilita que a água circule num único sentido, neste
caso apenas permite que a água que vem da recirculação
circule em direcção ao tanque, funcionando como um
elemento de segurança do sistema.
7 Passa painel de aperto
rápido para tubo 16/12
Saída de água para o esgoto.
8 Passa painel de aperto
rápido para tubo 8/6
Saída da água para as sondas.
9 Motor Usado para extrair água do tanque tanto para a
recirculação como para o esgoto.
Apesar de haver a possibilidade de colocar a bomba seleccionada dentro do armário optou-se por
esta ser montada com sinoblocos numa estrutura junto aos pés do tanque de forma a evitar vibrações
maiores provenientes da mesma.
Para facilitar a compressão sobre o funcionamento do sistema de água é apresentado o seguinte
esquema da Figura 107:

69
Figura 107 - Esquema do quadro da água
4.4. SISTEMA ELÉCTRICO
Sendo este sistema bastante mais complexo do que o anterior, exigia necessariamente mais cuidado
devido ao perigo de manipular sistemas eléctricos.
Após adquirir o material necessário, este foi montado no quadro, Figura 118Figura 108, optimizando o
espaço e criando uma sequência lógica em cada nível. No primeiro nível foram colocados os
dispositivos distribuidores de corrente, no segundo os bornes de conexão entre as cartas e os
motores e no terceiro as cartas de controlo dos motores.

70
Figura 108 - Sistema eléctrico montado no armário
Tabela 10 - Legenda dos itens presentes no armário eléctrico
Item Nome Descrição
1 Disjuntor Diferencial Em caso de fuga de corrente, faz corte geral ao quadro.
2 Disjuntor 16 A Funciona como interruptor do disjuntor diferencial e do temporizador
analógico, permitindo corte de corrente destes elementos
independentemente.
3 Temporizador
Analógico
Permite Actuar a bomba de água durante um determinado intervalo
de tempo.
4 Disjuntor 6 A Funciona como interruptor do transformador, permitindo o corte de
corrente deste.
5 Transformador
220V AC - 24V DC
Através deste dispositivo é possível a entrada de uma tensão
eléctrica de 220V AC e uma saída de tensão de 24V DC.
6 +24V/-24V DC Bornos para alimentação das cartas e de outros elementos que
funcionem com tensões de 24V.
7 Relés Permite activar um circuito de maior tensão através de outro de
menor tensão (Circuito de 24V activado por um de 5V).
8 Bornos de ligação Usados para fazer as ligações necessárias dentro do quadro.
Permitem a distribuição de tensão entre os vários motores e a
ligação entre as cartas e os motores.
9 Cartas Controlo Permitem o controlo de cada motor individualmente através do PC
10 Barra de ligação
terra
Todas as ligações à terra são feitas através desta barra

71
No exterior do quadro eléctrico também foram montados alguns dispositivos úteis ao bom
funcionamento do mesmo. Na lateral foram montadas duas tomadas eléctricas, uma ficha USB para
ligação ao computador e duas fichas para comunicação de posicionamento dos encoders. Foi
também montado na porta do quadro eléctrico um botão on/off e uma luz LED para indicar o estado
do mesmo.
Cartas de Controlo
Para controlar os motores presentes no sistema de inspecção recorreu-se às cartas de controlo. No
quadro eléctrico estão presentes cartas EPOS2 24/5, Figura 110, que permitem o controlo dos
motores dos eixos X, Y e Z e futuramente da mesa de rotação que estará no fundo do tanque. Já as
cartas EPOS2 24/2, Figura 109, estão presentes no braço de acoplamento da sonda pois estas
controlam os motores de rotação e inclinação da sonda.
Figura 109 - Controlador de posicionamento digital EPOS2 24/2
Figura 110 - Controlador de posicionamento digital EPOS2 24/5
Tanto a EPOS2 24/2 como a EPOS2 24/5 são controladores digitais de posicionamento, no entanto a
EPOS2 24/2 é utilizada para controlar motores Brushed DC com encoders até 48 watts e a EPOS2
24/5 é utilizada para controlar motores Brushed DC com encoders ou com os motores Brushless EC
com sensores Hall ou encoders, estando estes entre 5 e 120 watts.
EPOS2 24/2
Permite operar vários tipos de motores maxon DC e EC até 48 watts.
Controlo ponto a ponto (1 eixo)
Interpolação do modo posição (Posição, Velocidade, Tempo)
Combinação de vários dispositivos através de vias CAN
Utilização do protocolo CANopen
6 inputs digitais
2 outputs digitais
2 inputs analógicos

72
Design compacto
Pode ser usado como “escravo” através de um mestre CAN ou através do PC via USB
Aplicações:
Pequenos aparelhos
Tarefas de sistemas de automação
Tecnologia drive
EPOS2 24/5
Permite operar motores maxon DC e EC até 120 W
Controlo ponto a ponto (1 eixo)
Interpolação do modo posição (Posição, Velocidade, Tempo)
Combinação de vários dispositivos através de vias CAN
Utilização do protocolo CANopen
6 inputs digitais
2 outputs digitais
2 inputs analógicos
Design compacto
Pode ser usado como “escravo” através de um mestre CAN ou através do PC via USB
Aplicações:
Ferramentas de construção
Equipamentos de produção
Tarefas de sistemas de automação
Motores
Para atribuir o movimento aos vários graus de liberdade foram usadas 3 combinações distintas de
motores da Maxon motor, que se dividem em engrenagem, motor e sensor.
Para o Eixo X e Y foi utilizada a seguinte combinação:
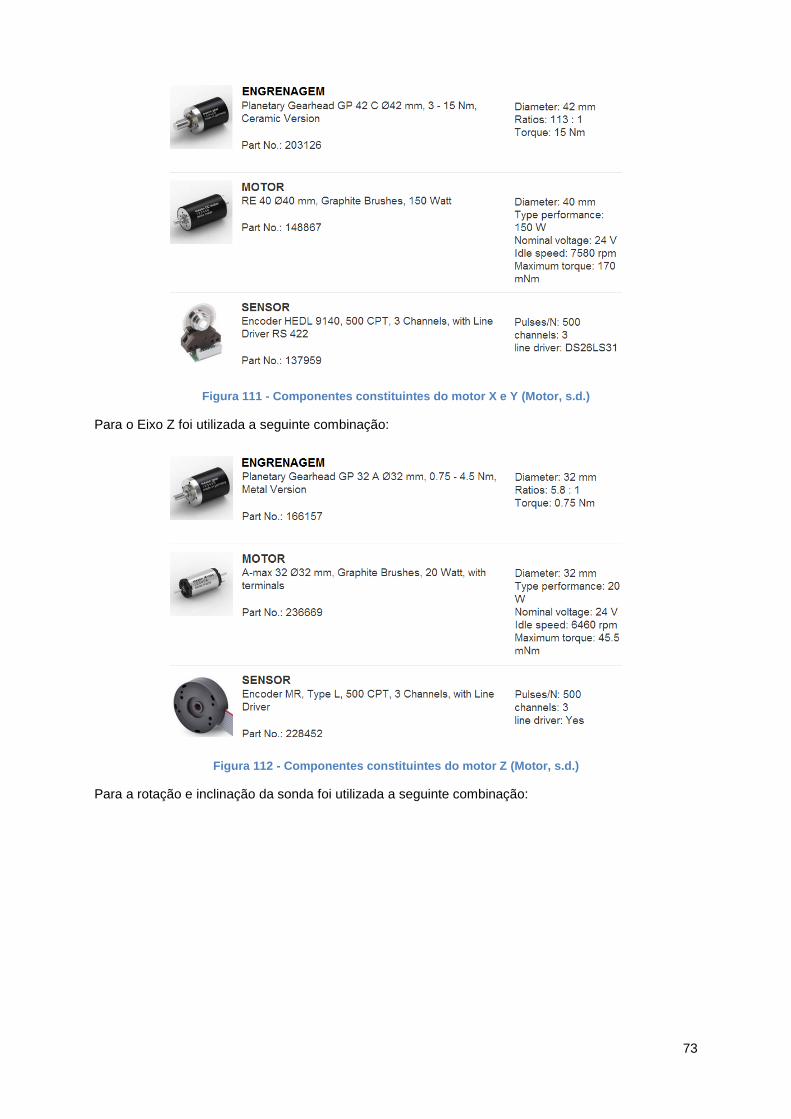
73
Figura 111 - Componentes constituintes do motor X e Y (Motor, s.d.)
Para o Eixo Z foi utilizada a seguinte combinação:
Figura 112 - Componentes constituintes do motor Z (Motor, s.d.)
Para a rotação e inclinação da sonda foi utilizada a seguinte combinação:

74
Figura 113 - Componentes constituintes dos motores de rotação e inclinação da sonda (Motor, s.d.)
Para a mesa de rotação que vai estar presente no fundo do tanque ainda não foi possível seleccionar
nem adquirir nenhum motor, por limitação de tempo.

75
5. VALIDAÇÃO DO SISTEMA
5.1. CARACTERIZAÇÃO DO PAINEL
O painel usado para validação do sistema, Figura 114, pretende simular uma secção de uma
fuselagem de avião com reforços longitudinais. Este componente consiste num painel monolítico de
carbono, ao qual são colados três reforços em ómega de modo a aumentar a sua resistência a cargas
de flexão.
Figura 114 - Dimensões do painel para validação
Tabela 11 - Espessuras do painel para validação
Área Bordo Painel Reforço
Espessura 6 mm 2 mm 3 mm
Segundo o fabricante do painel, o material usado apresenta as seguintes propriedades:
Tabela 12 - Propriedades do Material isotrópico
Material E (Mpa) Coeficiente Poisson Densidade (kg/mm3)
Adesivo 2 500 0.3 1.5E-6

76
Tabela 13 - Propriedades do material compósito
Material E11
(MPa)
E22
(MPa)
G12
(MPa)
S11t
(MPa)
S22t
(MPa)
S11c
(MPa)
S22c
(MPa)
T12
(MPa)
ILSS
(MPa)
Densidade
(Kg/mm3)
T1000 GB UD
MTM49-3/36%
155 000 6 800 3 090 2 999 19.3 1 431 199 132 105.1 1.54E-6
O material considerado para o fabrico do painel utiliza camadas com espessuras de 0.145 mm.
O painel para validação do sistema apresenta o seguinte aspecto:
Figura 115 - Painel para validação do sistema
Durante o processo de inspecção do painel e consequente processo de validação do sistema o painel
foi sujeito a diferentes testes de fadiga e impacto para verificar alterações ao longo dos vários ensaios
não destrutivos.
O painel foi sujeito ao conjunto seguinte de ensaios:
1. Efectuou-se um ensaio não destrutivo ao painel
2. Executou-se um ensaio estático (tensão e compressão, 1 ciclo) – Carregamento na direcção
X: +15 kN <>-15 kN
3. Efectuou-se um ensaio não destrutivo ao painel
4. Executou-se como definido os ensaios de impacto ao painel
5. Mediu-se a profundidade do entalhe imediatamente após o impacto e passadas 48 horas do
impacto
6. Efectuou-se um ensaio não destrutivo ao painel, medindo e identificando as áreas danificadas
7. Colocaram-se os extensómetros
8. Realizaram-se os testes de fadiga seguindo os seguintes parâmetros:
a. Carregamentos feitos na direcção X: +10kN<>-10kN
b. Número de ciclos, N=20 000 ciclos
c. A cada 5000 ciclos efectuou-se um ensaio não destrutivo medindo as áreas afectadas

77
Foram efectuados 5 impactos na placa com cargas diferentes. Esses impactos e os extensómetros
estão indicados na Figura 116:
Figura 116 – Painel para validação com indicação dos impactos e dos extensómetros
Os impactos encontram-se situados nas seguintes coordenadas:
Tabela 14 - Posição dos impactos efectuados no painel
Impacto Coordenadas (X,Y)
A (110, 130)
B (590,130)
C (400,225)
D (720,255)
E (250,380)
Os extensómetros numerados de 1 a 5 foram colocados o mais perto quanto possível da área
danificada por impacto. Os restantes foram colocados nas seguintes coordenadas:
Tabela 15 - Posição dos extensómetros
Extensómetro Coordenadas (X,Y)
6 (400, 505)
7 (740, 505)
8 (300,630)

78
5.2. PARÂMETROS DA SONDA USADA PARA VALIDAÇÃO DO SISTEMA
Para validação do sistema optou-se por sondas Phased Array para imersão. As principais razões que
levaram à utilização deste tipo de sondas são:
Desenhadas para operarem debaixo de água principalmente o seu encapsulamento;
Indicadas para a inspecção de peças com geometrias complexas;
Recomendadas para um processo de inspecção mecanizado e automático;
Permitem que o feixe sonoro seja focado, diminuindo o tempo de inspecção e melhorando os
resultados obtidos;
Adequadas à inspecção de defeitos de reduzida dimensão e localizados perto da superfície.
Os principais parâmetros a ter em atenção na escolha de uma sonda matricial são:
Tabela 16 - Parâmetros de escolha de uma sonda
Parâmetro Descrição
Frequência
nominal
A frequência nominal é a frequência média de todas as sondas do mesmo tipo.
É o principal parâmetro que influencia a resposta aos defeitos. A forma do
campo acústico e o comportamento dos reflexos são fortemente dependentes
da frequência. Baixas frequências (0,5 MHz – 2,25 MHz) permitem uma maior
penetração, enquanto altas frequências (15 MHz – 25 MHz) têm penetrações
mais baixas mas maior sensibilidade a pequenos defeitos.
Largura de
banda
A largura de banda de uma sonda representa o leque de frequências na
resposta do eco, cuja amplitude é no máximo 6dB menor que a amplitude
máxima. Para materiais com elevada atenuação, como o CFRP, a frequência do
sinal reflectido diminui, quando comparado com a frequência nominal, à medida
que a profundidade de inspecção aumenta.
Número de
elementos
Tipicamente existem sondas com 16, 32, 64 ou 128 elementos. Um maior
número de elementos aumenta a capacidade de focagem assim como a
capacidade de direccionamento do feixe, podendo também aumentar a área de
cobertura. Cada um destes elementos é activo individualmente para criar a
frente de onda desejada.
Área activa
(abertura)
A abertura da sonda caracteriza o tamanho da sua área activa.
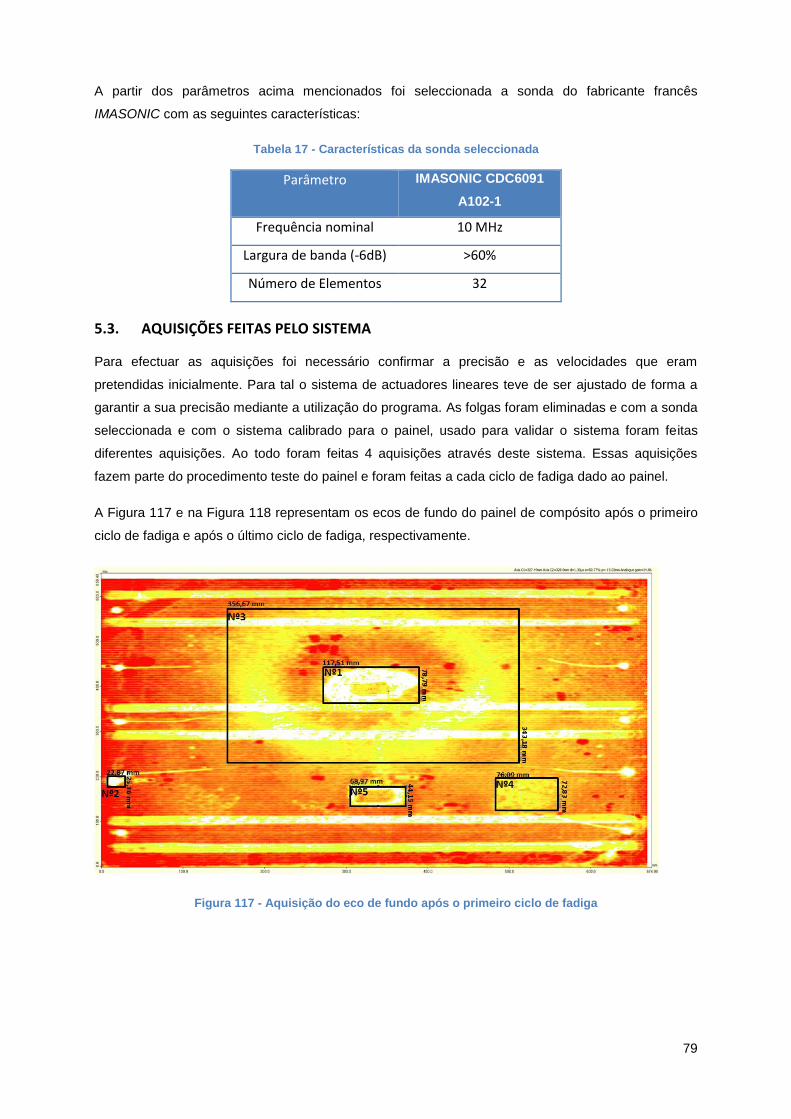
79
A partir dos parâmetros acima mencionados foi seleccionada a sonda do fabricante francês
IMASONIC com as seguintes características:
Tabela 17 - Características da sonda seleccionada
Parâmetro IMASONIC CDC6091
A102-1
Frequência nominal 10 MHz
Largura de banda (-6dB) >60%
Número de Elementos 32
5.3. AQUISIÇÕES FEITAS PELO SISTEMA
Para efectuar as aquisições foi necessário confirmar a precisão e as velocidades que eram
pretendidas inicialmente. Para tal o sistema de actuadores lineares teve de ser ajustado de forma a
garantir a sua precisão mediante a utilização do programa. As folgas foram eliminadas e com a sonda
seleccionada e com o sistema calibrado para o painel, usado para validar o sistema foram feitas
diferentes aquisições. Ao todo foram feitas 4 aquisições através deste sistema. Essas aquisições
fazem parte do procedimento teste do painel e foram feitas a cada ciclo de fadiga dado ao painel.
A Figura 117 e na Figura 118 representam os ecos de fundo do painel de compósito após o primeiro
ciclo de fadiga e após o último ciclo de fadiga, respectivamente.
Figura 117 - Aquisição do eco de fundo após o primeiro ciclo de fadiga

80
Figura 118 - Aquisição do eco de fundo após o último ciclo de fadiga
Nas duas figuras estão representados vários quadrados para ser possível visualizar melhor a
evolução dos defeitos presentes no painel.
Estes quadrados representam:
Nos quadrados 1 e do 3 até ao 5 existem uma série de áreas de “pin hole” devida a pequenas
faltas de resina localizadas nas zonas de concordância da orientação das fibras
Nos quadrados 1 e 5, existem defeitos de delaminação à volta dos sensores.
No quadrado 2 é possível ver um defeito devido ao ensaio de impacto efectuado durante o
procedimento de ensaios mecânicos.
Através de uma análise das duas aquisições é possível verificar que existe um aumento das áreas
dos vários quadrados assinalados. Esse aumento, como seria de esperar, é mais proeminente na
direcção na qual foram aplicados os esforços de fadiga.
81
6. CONCLUSÕES
O presente trabalho surge como resposta aos novos matérias compósitos cada vez mais usados nas
diversas indústrias como seja a indústria aeronáutica. Devido ao crescente uso destes materiais
houve a necessidade de fabricar o sistema descrito para avaliar os compósitos através de ensaios
não destrutivos, neste caso particular através da técnica de Phased Array por imersão.
As conclusões relativas a todo o trabalho efectuado para esta dissertação de mestrado e as
considerações finais são apresentadas neste capítulo.
Tendo sido este trabalho dividido em três grandes áreas vão ser apresentadas conclusões em relação
a cada uma delas para uma melhor compreensão.
6.1. PROJECTO
Aqui é de referir que esta etapa foi concretizada com sucesso e dentro do tempo previsto.
Para além de se ter conseguido desenvolver desde o “zero” todo um sistema capaz de colmatar as
exigências definidas foram também feitos vários contactos com diversos fornecedores de todos os
elementos necessários ao sistema, de forma a comparar as várias opções existentes e optar pelo
melhor fornecedor possível.
Com o projecto desenvolvido e finalizado foi efectuado a encomenda do material necessário para a
construção do sistema.
6.2. CONSTRUÇÃO
Em relação à construção do sistema, pode-se concluir o seguinte:
Foi adquirido material e construído, com sucesso, um tanque de imersão com as dimensões
exteriores de 1320 mm por 2500 mm em aço inoxidável AISI304 que vai permitir imergir os
componentes em água para inspeccionar as peças
Com os componentes necessários para montar o sistema de recirculação de água e após
adquirir a bomba com eficiência suficiente para cumprir o que se pretendia inicialmente, o
quadro para este sistema foi montado, com sucesso, cumprindo o objectivo para que foi
concebido, conseguir recircular cerca de 1500 litros de água em menos de 1 hora.
O sistema de controlo centralizado foi uma das componentes que exigiu mais trabalho devido
a complexidade do mesmo. Foi necessário um cuidado redobrado nas várias ligações feitas
devido ao risco de um eventual curto-circuito ou até mesmo da possibilidade de queimar
algum elemento importante ao bom funcionamento do sistema. No final foi conseguido com
sucesso controlar a partir das cartas montadas no sistema o conjunto de 6 motores que
fazem parte do sistema de inspecção. Também foi verificado que o temporizador que controla
a bomba de recirculação de água cumpre o seu objectivo.
O sistema de actuadores lineares X, Y e Z é um dos elementos mais importantes de todo o
sistema devido à sua função e precisão exigida. Este sistema foi o que exigiu menos trabalho

82
em termos de montagem, pois os fornecedores do mesmo ficaram encarregues dessa tarefa,
contudo o atraso na entrega dos actuadores lineares atrasou a execução desta dissertação.
Com os actuadores montados e equipados com os motores foi verificado que os mesmos
cumpriam a precisão e a velocidade pretendida inicialmente.
O braço acoplado ao eixo vertical Z, acabou por ser um dos elementos mais complexos de
projectar, fabricar e montar, devido ao objectivo que se pretendia do mesmo. Este teria de ser
capaz de rodar e inclinar a sonda, sendo que o mesmo teria de possuir um dispositivo capaz
de ajustar a sonda em relação a peça que estaria a inspeccionar. Após alguns ajustes
efectuados durante a montagem o braço foi capaz de prover a sonda de todos estes
movimentos sendo assim possível inspeccionar as peças nas condições desejadas.
6.3. VALIDAÇÃO DE RESULTADOS
Com os objectivos concretizados com sucesso houve a necessidade de validar o sistema. Para isso e
apesar de não estar previsto inicialmente, no âmbito desta dissertação, foram feitas algumas
aquisições a um painel de compósito de forma a comprovar a capacidade e utilidade de todo o
trabalho efectuado. Para além do painel de compósito inspeccionado e apresentado nesta
dissertação foram feitas também outras inspecções em diferentes painéis de compósito com
diferentes geometrias.
Para que estas aquisições fossem possíveis foi programado, em paralelo durante o desenvolvimento
desta dissertação, um programa em LabVIEW capaz de operar o sistema de inspecção por Phased
Array, no que diz respeito à movimentação das sondas. Este programa tem várias funcionalidades,
com ele é possível comandar os motores individualmente, sendo que este também está preparado
para programar diferentes tipos de varrimentos automáticos de inspecção.
Apesar do sistema desenvolvido não ser portátil devido às suas dimensões, vai ser utilizado para criar
métodos de inspecção que serão num futuro próximo utilizados em ambiente industrial através de
equipamentos portáteis capazes de fazer inspecções de ultra-sons por phased array com jacto de
água.
Como conclusão final, resta referir que o sistema desenvolvido permitiu alcançar o grau de
sensibilidade desejado e que o seu potencial para inspeccionar geometrias complexas é evidente.
6.4. PROPOSTAS PARA DESENVOLVIMENTOS FUTUROS
Destacam-se as seguintes propostas para desenvolvimento futuro, no âmbito do trabalho realizado:
Finalizar o fabrico e montagem da mesa de rotação, que irá permitir futuras inspecções de
peças com movimento de rotação;
Melhorar o sistema de recirculação de água e desenvolvimento de um sistema de limpeza
da tina;
Projectar e fabricar uma mesa nivelada para o fundo da tina. A mesma servirá de referência
para as aquisições feitas pelo sistema;

83
Efectuar mais testes, através do sistema, em diferentes tipos de compósitos com diferentes
tipos de geometrias e diferentes defeitos;
Melhorar a utilização do sistema, com o algoritmo SAUL, nas aquisições efectuadas em
componentes de geometria complexa;
Melhorar o programa LabVIEW, do sistema, corrigindo alguns erros detectados durante as
aquisições-teste efectuadas e tornando-o cada vez mais um programa robusto;
Desenvolver diversas técnicas e metodologias de inspecção, para diferentes sondas, em
função do tipo de compósito, da espessura do compósito e em função do tipo de defeito e
da sua profundidade.
84
7. BIBLIOGRAFIA
Almeida, F. P., Barata, J. & Barros, P., 1992. Ensaios Não Destrutivos. Lisboa: ISQ.
Anbarasu, A., 2008. Characterization of Defects in Fiber Composites Using Terahertz Imaging,
Georgia: Georgia Institute of Technology.
ASM International Handbook Committee, 2001. ASM Handbook: Composites. 9ª Edição ed. s.l.:ASM
International.
ASM International Handbook Committee, 2001. ASM Handbook: Nondestrutive Evaluation and Quality
Control. 9ª Edição ed. s.l.:ASM International.
Beardsley, K., 2013. How to Control the Warping of Parts in Thin Sheet Metal. [Online]
Available at: http://dc434.4shared.com/doc/yeEwh9Fe/preview.html
[Acedido em 21 04 2014].
Carneval, R. et al., 2007. Uso das Técnicas de END. [Online]
Available at: http://www.ndt.net/article/panndt2007/papers/29.pdf
[Acedido em 8 Setembro 2013].
CENTER, s.d. Nelson Stud Welding. [Online]
Available at: http://www.centerindustrial.com/nelson-stud-welding/
[Acedido em 25 04 2014].
Chemicals, A. F., s.d. Avesta Cleaner 401 – A heavy-duty stainless steel cleaner. [Online]
Available at: http://www.avestafinishing.com/products/cleaning/cleaner-401.aspx
[Acedido em 03 06 2014].
Chemicals, A. F., s.d. Avesta Pickling Paste 101. [Online]
Available at: http://www.avestafinishing.com/products/pickling-paste/paste-101.aspx
[Acedido em 28 4 2014].
Erhard, A., Schenk, G., Hauser, T. & Völz, U., 2001. New applications using phased array techniques.
Nuclear Engineering and Design, pp. 325-336.
ESAB, s.d. Eletrodos Inoxidáveis. [Online]
Available at:
http://www.esab.com.br/br/por/Instrucao/apostilas/upload/1901101rev0_ApostilaEletrodosInoxidaveis.
[Acedido em 25 04 2014].
Gómez, R. et al., s.d. Métodos de Ensayos No Destructivos. Cuarta ed. Madrid: INTA.
H., D., F., S., C., B. & A., L., 1974. Manual Da Construcao de Maquinas. s.l.:Hemus .
85
Hsu, D. K., 2008. Nondestructive inspection of composite structures: Method and Practice. Iowa,
Center for Nondestructive Evaluation.
Kaufmann, M., Zenkert, D. & Mattei, C., 2008. Cost optimization of composite aircraft structures
including variable laminate qualities. Composites Science and Technology, pp. 2748-2754.
León, E. G., s.d. Ensayos No Destrutivos - Ultrasonidos Nivel II. Madrid: Asociación Española de
Ensayos no Destructivos.
Liaw, P. et al., 1995. Nondestrutive characterization of material properties of metal-matrix composites.
Materials Chemistry and Physics, pp. 220-228.
Linkert, G., 2014. Nondestructive Testing, Then, Now and in the Future. Aircraft Maintenance
Technology, January/February, p. 21.
Liu, C., 2000. Monitoring damage initiation and evolution in a filled polymeric material using
nondestructive testing techniques. Computers & Structures, pp. 57-65.
Mahaut, S., Roy, O., Beroni, C. & Rotter, B., 2002. Development of phased array techniques to
improve characterization of defect located in a component of complex geometry. Ultrasonics, pp. 165-
169.
Mathers, G., 2002. The Welding of Aluminium and its Alloys. 1ª Edição ed. Cambridge: Woodhead
Publishing Limited.
Motor, M., s.d. [Online]
Available at: http://www.maxonmotor.com/maxon/view/content/index
[Acedido em 22 04 2014].
NDT, M., 2011. IT Immersion Tanks. [Online]
Available at: http://www.marietta-ndt.com/index.php/ultrasonic/it_immersion_tanks1/
[Acedido em 29 10 2013].
Nelligan, T. & Kass, D., s.d. Introdução à tecnologia de ultrassons Phased Array. [Online]
Available at: http://www.olympus-ims.com/pt/ultrasonics/intro-to-pa/
[Acedido em 4 Setembro 2013].
Nesvijski, E. G., 2000. Some aspects of ultrasonic testing of composites. Composite Structures, pp.
151-155.
O´Brien, R. L., 1997. Jefferson's Welding Encyclopedia. 18ª Edição ed. Miami: American Welding
Society.
Oliveira Santos, J. F. & Quintino, L., 1997. Processos de Soldadura. Lisboa: Edições Técnicas do
Instituto de Soldadura e Qualidade.

86
Olympus, s.d. Tutorial do Phased Array. [Online]
Available at: http://www.olympus-ims.com/pt/ndt-tutorials/phased-array/
[Acedido em 9 Setembro 2013].
Optel, 2013. Phased Array 32 – Channel Multiplexer. [Online]
Available at: http://www.optel.pl/manual/english/oppa.htm
[Acedido em 2 Outubro 2013].
Palaniappan, J., 2008. The use of a CFBG sensor for detecting damage in composite laminates and
adhesively bonded joints, s.l.: University of Surrey.
Pumps, P., s.d. [Online]
Available at: http://www.pentax-pumps.it/website/Prodotti.aspx?F=Periferiche&idc=12
[Acedido em 20 05 2014].
Qin, Y. & Bao, N., 1996. Infrared Thermography and its Application in the NDT of Sandwich
Structures. Optics and Lasers in Engineering, pp. 205-211.
Robert, S., Casula, O., Roy, O. & Neau, G., 2012. Real Time Nondestrutive Testing of Composite
Aeronautical Structures With a Self-Adadptive Ultrasonic Technique, France: IEEE.
Saleh, W., Qaddoumi, N. & Abu-Khousa, M., 2003. Preliminary investigation of near-field
nondestructive testing of carbon-loaded composites using loaded open-ended waveguides. Composite
Structures, pp. 403-407.
Scherer, R., 2008. rps3. [Online]
Available at: http://rps3.com/Images/Pages/Starship/Starship%20page/star1385%2012x9%20lg.jpg
[Acedido em 20 Setembro 2013].
Smith, W. F., 1998. Princípio de Ciência e Engenharia dos Materiais. 3ª Edição ed. Lisboa: McGraw-
Hill de Portugal, Lda.
Standa, 2000. Mini Rotation Stage. [Online]
Available at:
http://www.standa.lt/products/catalog/translation_rotation?item=55&prod=mini_rotation_stage
[Acedido em 25 02 2014].
Starmans, 2011. Air-Coupled Ultrasonic Testing. [Online]
Available at: http://www.starmans.net/starmans/applications/applications-air-coupled-ultrasonic-testing
[Acedido em 16 Setembro 2013].
Stenström, C., 2010. Diffuse Ultrasonic Scattering in Advanced Composites , Lincoln: University of
Nebraska.
87
Technologies, K. F., s.d. Capacitor Discharge Stud Welding: The Process. [Online]
Available at: http://www.keystonefastening.com/capacitor-discharge-stud-welding-process.html
[Acedido em 15 06 2014].
TecScan, 2012. Phased Array Immersion Scanners. [Online]
Available at: http://www.tecscan.ca/products/ultrasonic-immersion-scanners/phased-array-immersion-
scanners/
[Acedido em 29 10 2013].
Tocknell, P., 2009. What happens when an aircraft is struck by lightning?. [Online]
Available at: http://www.askacfi.com/914/what-happens-when-aircraft-struck-by-lightning.htm
[Acedido em 15 Setembro 2013].
TWI, 2013. Phased Array Ultrasonic Testing. [Online]
Available at: http://www.twi.co.uk/technologies/ndt/advanced-ndt/phased-array-ultrasonic-testing/
[Acedido em 8 Setembro 2013].
Vasiliev, V. V. & Morozov, E. V., 2001. Mechanics and Analysis of Composite Materials. 1ª Edição ed.
Oxford: Elsevier Science, Ltd..
Weman, K. & Lindén, G., 2006. MIG Welding Guide. 1ª Edição ed. Cambridge: Woodhead Publishing
Limited.
Wong, B. S., 2008. Non-Destructive Testing of Fiber Reinforced Composites and Honeycomb
Structures, Singapore: Nanyang Technological University.
Wu, D., Zweschper, T., Salerno, A. & Busse, G., 1998. Lock-in Thermography for Nondestructive
Evaluation of Aerospace Structures. [Online]
Available at: http://www.ndt.net/article/ecndt98/aero/018/018.htm
[Acedido em 18 Setembro 2013].
Yang, B. & Wang, C., 2009. Thermal Nondestructive Testing Technology of Aircraft Composite
Material. Beihang, IEEE.

88
8. ANEXOS
Desenhos técnicos do tanque de inspecção
Figura 119 - Vista 2D isométrica do tanque
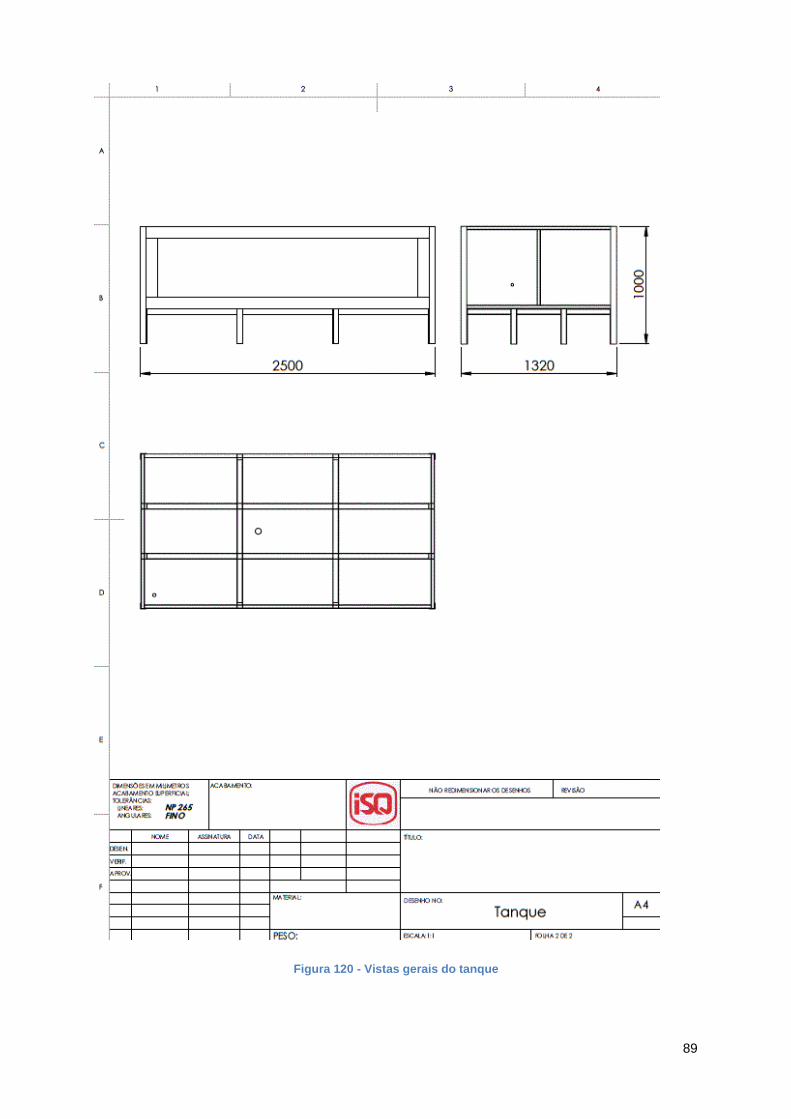
89
Figura 120 - Vistas gerais do tanque
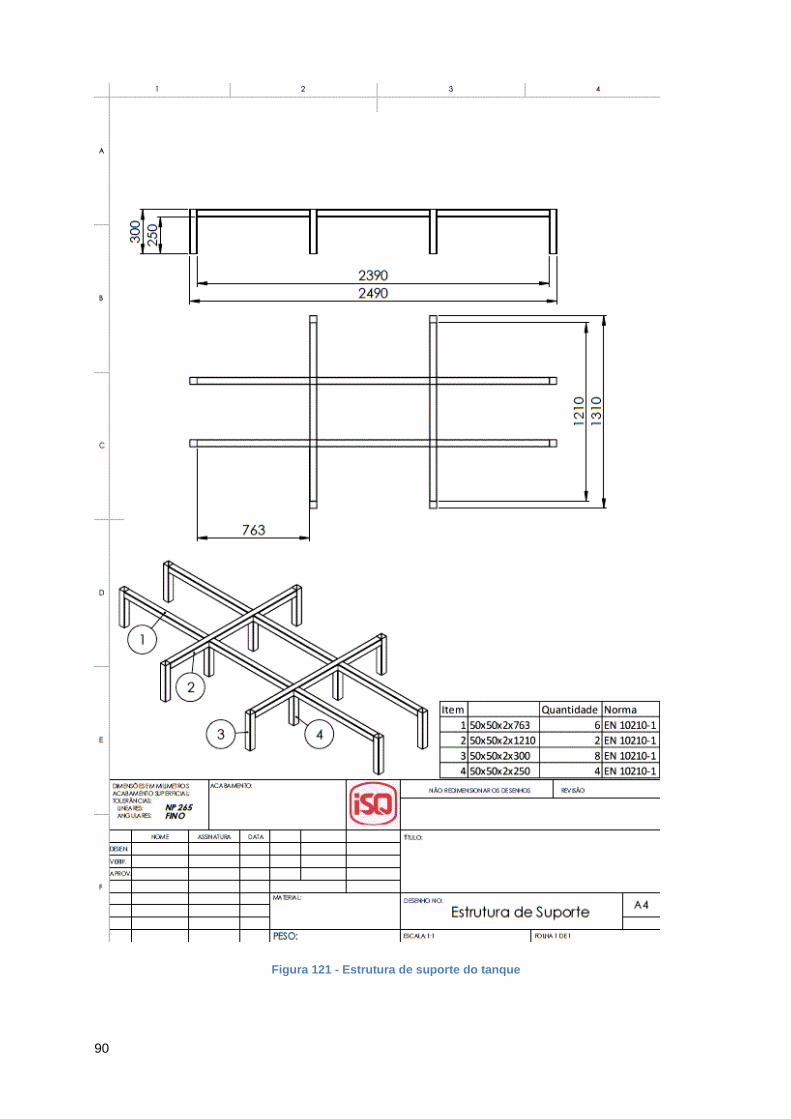
90
Figura 121 - Estrutura de suporte do tanque

91
Figura 122 - Quadro frontal do tanque

92
Figura 123 - Barra lateral do quadro frontal

93
Figura 124 - Barra superior do quadro frontal
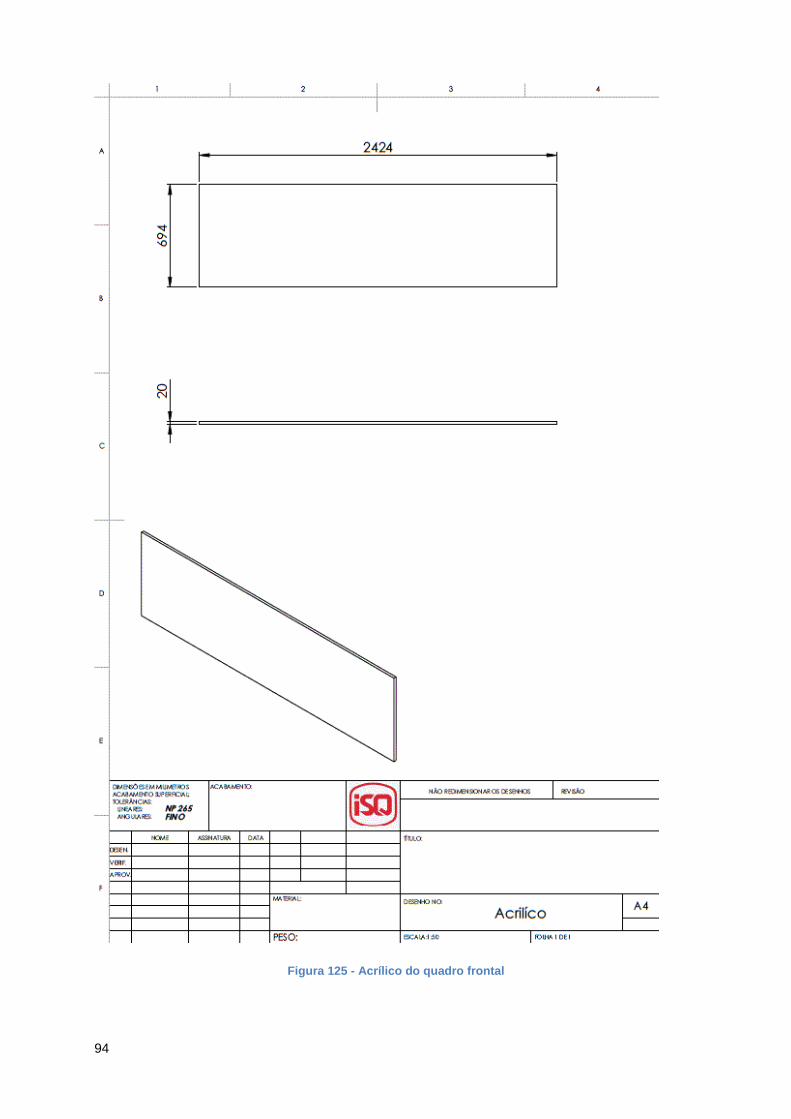
94
Figura 125 - Acrílico do quadro frontal
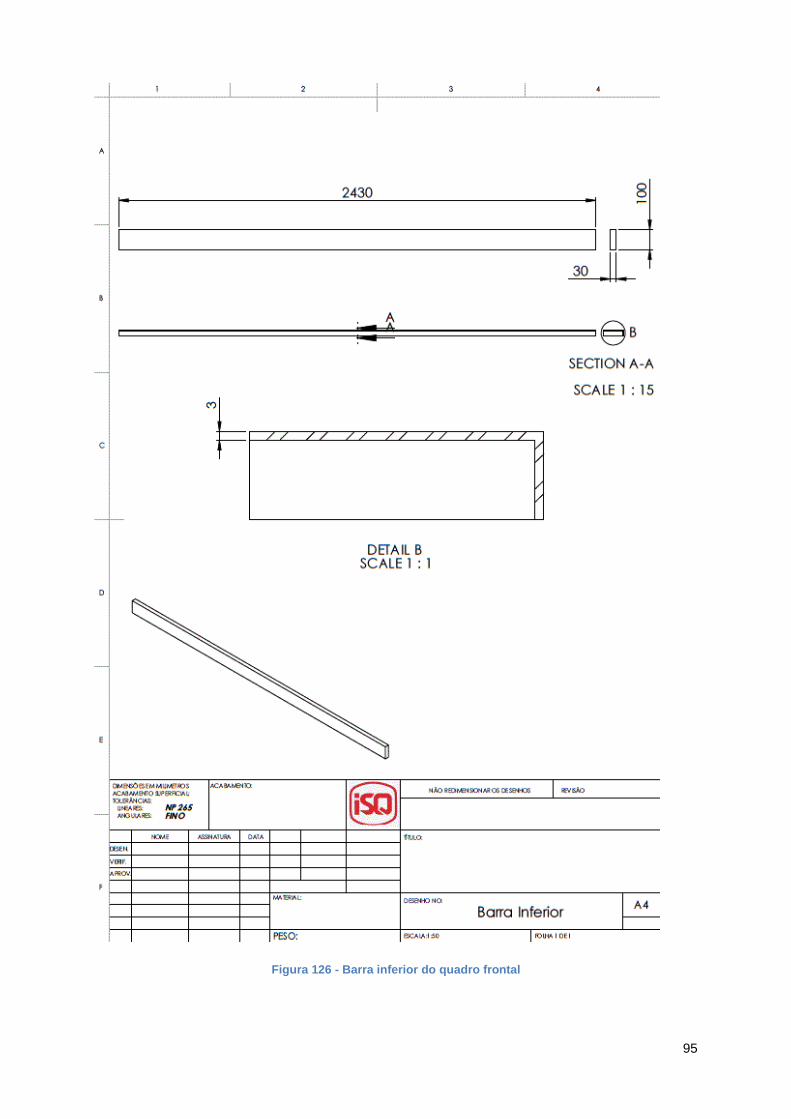
95
Figura 126 - Barra inferior do quadro frontal
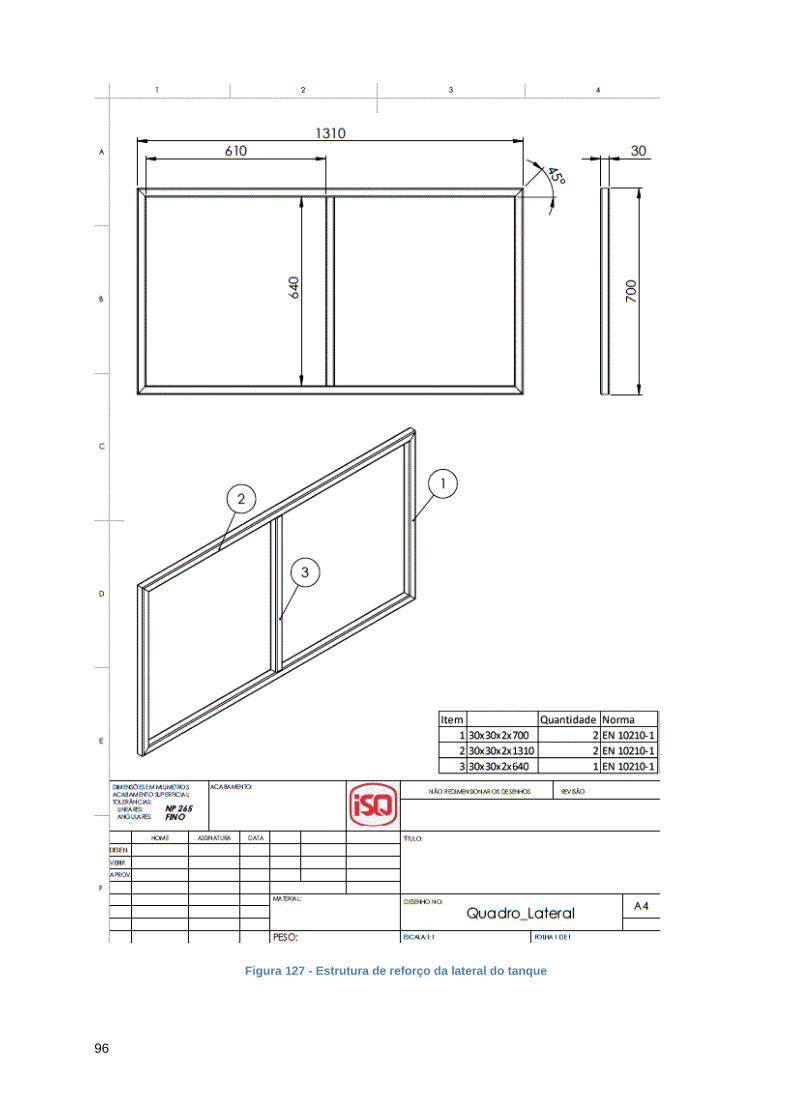
96
Figura 127 - Estrutura de reforço da lateral do tanque
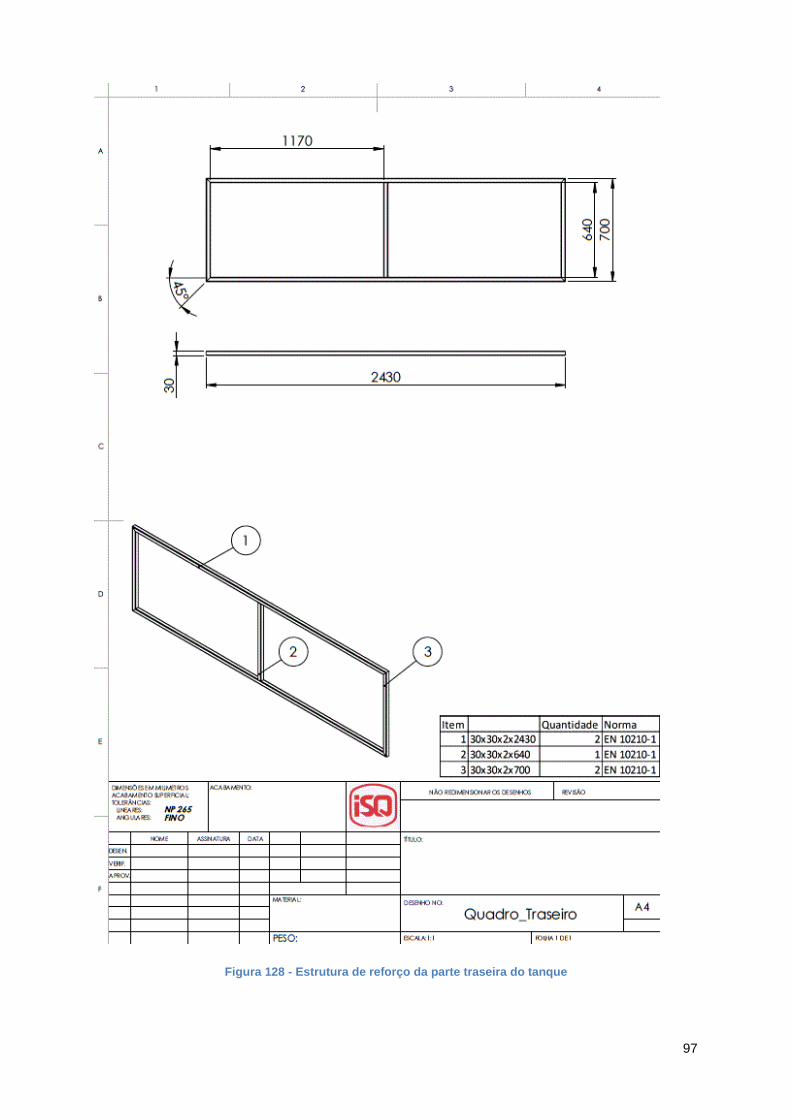
97
Figura 128 - Estrutura de reforço da parte traseira do tanque

98
Figura 129 - Chapa traseira do tanque

99
Figura 130 - Chapa quinada do tanque
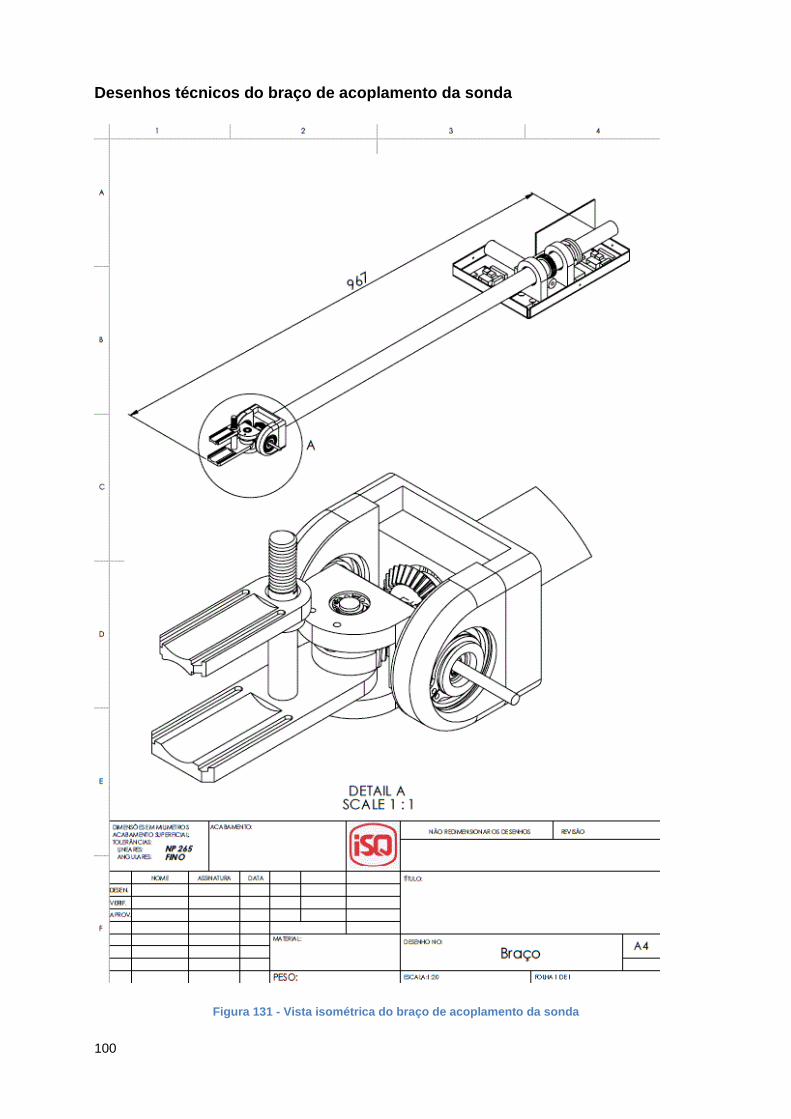
100
Desenhos técnicos do braço de acoplamento da sonda
Figura 131 - Vista isométrica do braço de acoplamento da sonda

101
Figura 132 - Flange para acoplar o motor de inclinação ao braço

102
Figura 133 - Anel para fixar a flange do motor de inclinação

103
Figura 134 - Suporte do braço

104
Figura 135 - Acoplamento entre o suporte do braço e o eixo Z

105
Figura 136 - Flange para acoplar o motor de rotação ao braço
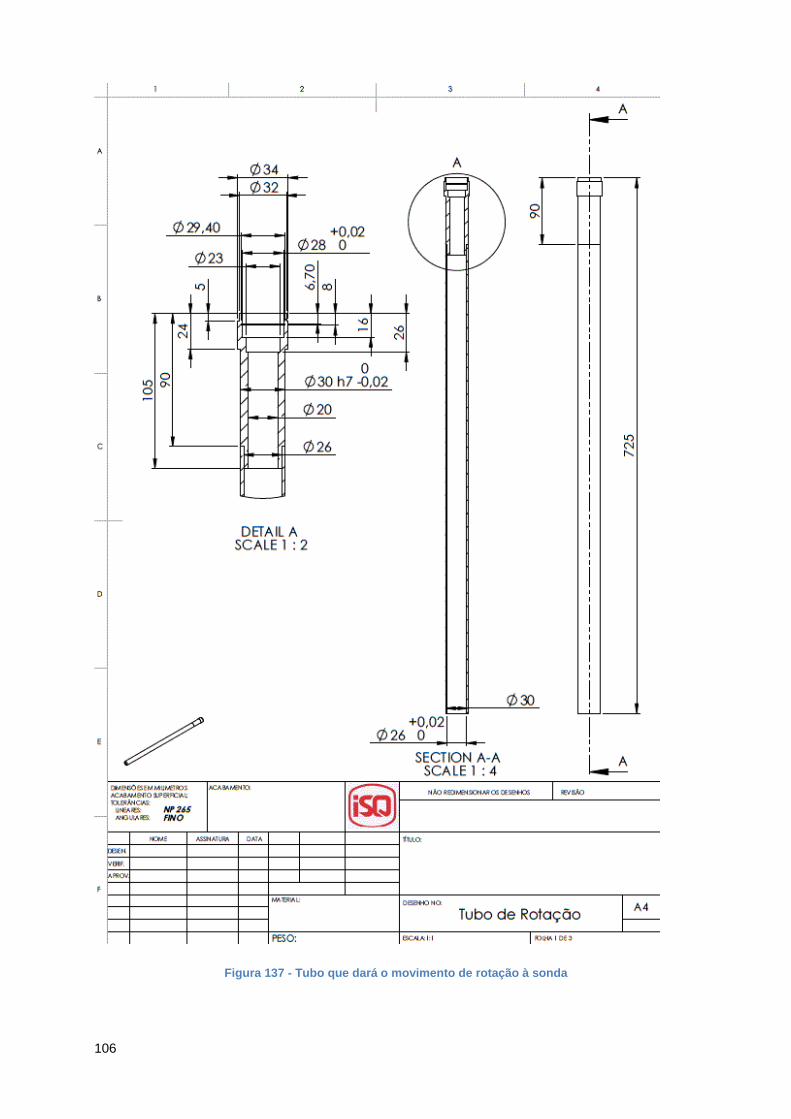
106
Figura 137 - Tubo que dará o movimento de rotação à sonda

107
Figura 138 - Veio que dará o movimento de inclinação à sonda

108
Figura 139 - Suporte para dispositivo de ajuste da sonda

109
Figura 140 - Suporte dos rolamentos de inclinação da sonda

110
Figura 141 - Veio principal do ajuste fino da sonda
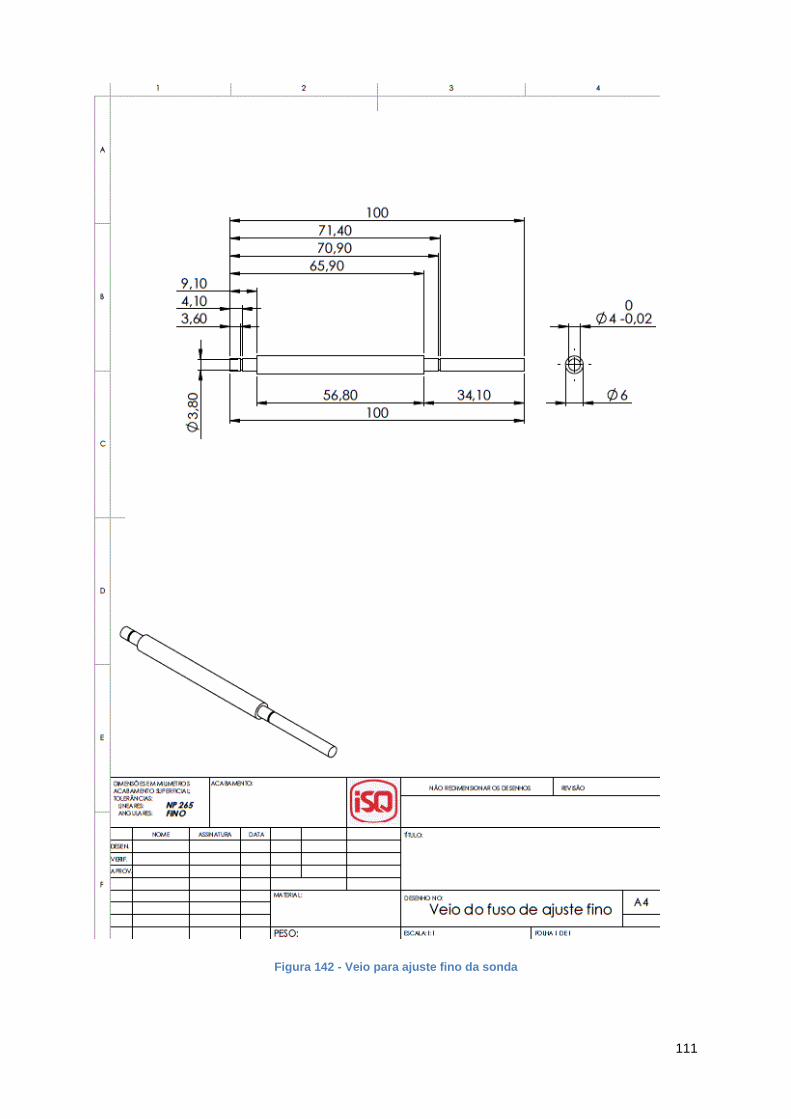
111
Figura 142 - Veio para ajuste fino da sonda

112
Figura 143 - Suporte da engrenagem do ajuste fino da sonda

113
Figura 144 - Veio do suporte da sonda
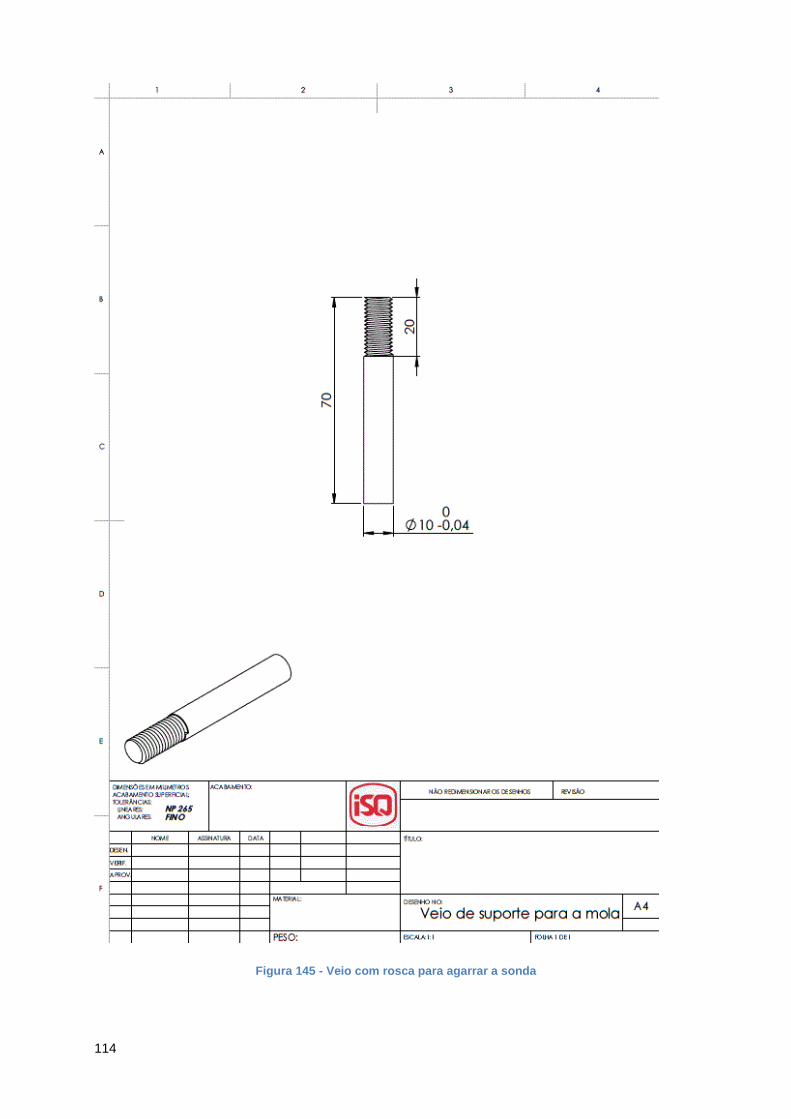
114
Figura 145 - Veio com rosca para agarrar a sonda

115
Figura 146 - Suporte da sonda

116
Figura 147 - Suporte ajustável da sonda

117
Desenhos técnicos e Parâmetros da sonda
Figura 148 - Detalhes da sonda IMASONIC CDC6091 A102-1

118
Figura 149 - Desenho com os detalhes da sonda IMASONIC CDC6091 A102-1