Embed Size (px)
Citation preview

1
Soldagem de Ligas Cobre-Níquel Luiz Gimenes Jr.1 Marco Antônio Soares2
Plataforma Operada pela Shell – Le Bronze Industriel
1 Professor Associado da Faculdade de Tecnologia de São Paulo. 2 Tecnólogo, instrutor do Infosolda.

2
1) INTRODUÇÃO...................................................................................................... 3
2) Curvar a Frio ......................................................................................................... 6
3) Tratamento Térmico/Recozimento........................................................................ 6
4) Decapagem............................................................................................................. 7
5) União...................................................................................................................... 8
6) Preparação Superficial.......................................................................................... 8
7) Soldagem Com Eletrodos Revestidos .................................................................. 10
8) Soldagem MIG..................................................................................................... 11
9) Soldagem TIG ...................................................................................................... 13
10) Ponteamento ........................................................................................................ 16
11) Soldagem De Tubos ............................................................................................. 17
12) Soldagem a resistência ........................................................................................ 17
13) Brasagem (Solda Forte) ...................................................................................... 18
14) Solda Branca (Solda Fraca)................................................................................ 19
15) Soldagem de Metais Dissimilares e Solda de Revestimentos ............................. 20
16) Corte ..................................................................................................................... 21
17) Soldando Cobre-Níquel No Revestimento Chapas de Aço................................. 22
18) Revestimento Interno Com Chapa Fina ............................................................. 24
19) Bibliografia .......................................................................................................... 26
3
1) INTRODUÇÃO
As Ligas de Cobre Níquel 90/10 são fáceis de conformar tanto a
quente como a frio, com boa usinabilidade, e estão adaptadas para uniões
pelos processos convencionais de Soldagem e Brasagem. Entretanto,
apresenta uma série de dificuldades técnicas, resultando em excesso de re-
trabalhos, perda de materiais de tubulação e conseqüente impacto negativo
nos custos de pré montagem e montagem final, seja no canteiro ou quando
embarcado na Plataforma.
A liga CuNi 90/10 é de aplicação extremamente versátil, que
combina excelente resistência a corrosão por água marinha, aliado a boas
características de propriedades mecânicas além de alta ductilidade, a liga
contém aproximadamente 10% de Níquel, com pequenas adições de ferro e
manganês com o propósito de aumentar a resistência á água salgada e a
erosão proveniente da areia transportada pela água, os materiais podem ser
apresentados na forma de barras, tubos, curvas, e conexões, a Foto 1a/b
ilustra alguns tipos de produtos.
Foto 1 – Tubos (a) e conexões (b) em Cu-Ni

4
A Liga CuNi 90/10 é principalmente caracterizada por:
• Excelente resistência á corrosão sob tensão e fadiga.
• Virtualmente imune á contaminação biológica marinha.
• Excelente resistência á erosão e ataque biológico da água do mar.
• Boa Resistência á corrosão por pitting.
• Muito boa propriedade para conformação a frio
• Boa soldabilidade.
Além das aplicações, em plataformas OFF-SHORE, existem ainda
aplicações em navios de pesca, em empresas de Energia Elétrica e também
em indústrias químicas. Os equipamentos normalmente fabricados são
condensadores e trocadores de calor, tubos para condução de água salgada,
centrais de destilação e o revestimento dos porões nos navios de pesca onde
as qualidades anti-corrosivas do aço UNS C70600 são comprovadas.
A maioria das ligas cobre-níquel oferecem soluções já comprovadas
e úteis ao mercado.
Figura 1
Diagrama de fase da liga Cobre-Níquel
Níquel % massa
Estas podem ser trabalhadas a frio para atingir resistência mecânica
acima dos níveis dos 60 Ksi (410 MPa). As propriedades típicas da liga
recozida são de 15 – 20 Ksi (100 – 140 MPa) o limite convencional de
Líquido
Liga - Ver tabela 1
Sólido
5
escoamento entre 40 – 50 Ksi (275 – 350 MPa) o limite de resistência a tração.
A Liga C71900 tem adições de elementos que favorecem o tratamento térmico
até uma resistência a tração de 80 Ksi (550 MPa) e acima. O cobre-níquel pode
ser usado na condição de encruado a frio, nesta condição ele tem altíssima
resistência a corrosão sob tensão.
Enquanto cobre e níquel são mutuamente solúveis como é mostrado
na Figura 1, há um grande número de outros elementos que não são solúveis
na liga cobre-níquel e que se estiverem presentes podem causar trincas na
Zona Térmicamente Afetada pelo calor ou no cordão de solda. O enxofre, o
fósforo e o chumbo são particularmente danosos e podem causar trinca
intergranular a quente em juntas muito rígidas. É essencial que as superfícies
estejam limpas e livres de contaminação de elementos antes do aquecimento
para o tratamento térmico ou a soldagem.
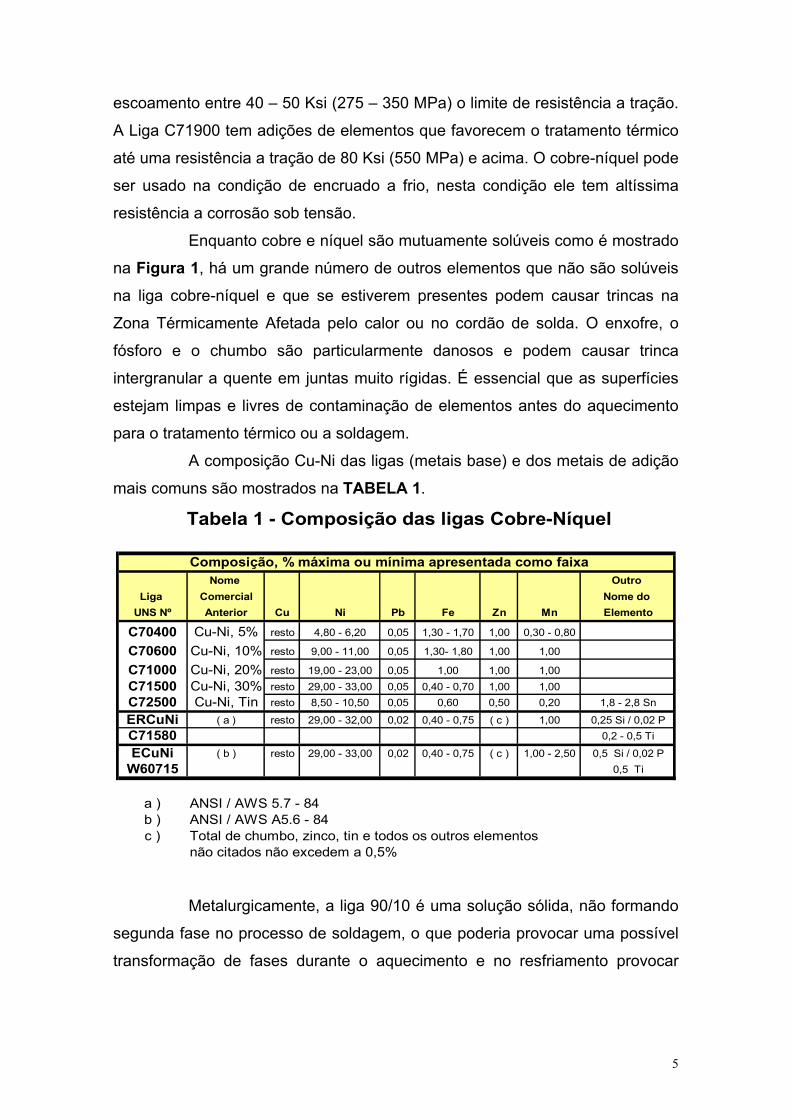
A composição Cu-Ni das ligas (metais base) e dos metais de adição
mais comuns são mostrados na TABELA 1.
Composição, % máxima ou mínima apresentada como faixa Nome Outro
Liga Comercial Nome do UNS Nº Anterior Cu Ni Pb Fe Zn Mn Elemento
C70400 Cu-Ni, 5% resto 4,80 - 6,20 0,05 1,30 - 1,70 1,00 0,30 - 0,80
C70600 Cu-Ni, 10% resto 9,00 - 11,00 0,05 1,30- 1,80 1,00 1,00
C71000 Cu-Ni, 20% resto 19,00 - 23,00 0,05 1,00 1,00 1,00C71500 Cu-Ni, 30% resto 29,00 - 33,00 0,05 0,40 - 0,70 1,00 1,00C72500 Cu-Ni, Tin resto 8,50 - 10,50 0,05 0,60 0,50 0,20 1,8 - 2,8 Sn
ERCuNi ( a ) resto 29,00 - 32,00 0,02 0,40 - 0,75 ( c ) 1,00 0,25 Si / 0,02 PC71580 0,2 - 0,5 Ti
ECuNi ( b ) resto 29,00 - 33,00 0,02 0,40 - 0,75 ( c ) 1,00 - 2,50 0,5 Si / 0,02 PW60715 0,5 Ti
a ) ANSI / AWS 5.7 - 84b ) ANSI / AWS A5.6 - 84c ) Total de chumbo, zinco, tin e todos os outros elementos
não citados não excedem a 0,5%
Tabela 1 - Composição das ligas Cobre-Níquel
Metalurgicamente, a liga 90/10 é uma solução sólida, não formando
segunda fase no processo de soldagem, o que poderia provocar uma possível
transformação de fases durante o aquecimento e no resfriamento provocar

6
problemas metalúrgicos como ocorrem nos aços, a liga é soldada ou brasada
na condição recozida.
2) Curvar a Frio
Normalmente os tubos e acessórios são fornecidos na condição de
recozidos, os dobramentos dos tubos devem ser feitos por meio de máquinas
apropriadas com os mandris em suas dimensões padronizadas. O curvamento
deve corresponder ao R=3d ou maior, Para diâmetros nominais de 80 mm ou
menor pode se obter até a relação R =2d. , e este tipo de operação somente
deve ser feito por fabricantes de conexões.
Após as conformações os tubos devem sofrer um recozimento para
restabelecer suas condições originais de fabricação.
3) Tratamento Térmico/Recozimento
A atmosfera ideal para as atividades de Tratamento térmico, é a
inerte ou levemente redutora, a atmosfera redutora provoca carepas na parede
do tubo, a Foto 2 ilustra um forno próprio para estas atividades.
Foto 2 Forno para recozimento

7
Tabela 2 – Ciclo Térmico para liga CuNi 90/10
Tipo de TT Faixa de Temperatura (oC) Tempo (minutos) Interpasse 120 máximo
Alívio de Tensões 250 a 450 30 mínimo Curvar a Quente 750
Recozimento para Recristalização
750 a 800 10 minutos
Trabalho a Quente 800 – 950
Todos os procedimentos aceitáveis nos processos de soldagem são
aplicáveis para as ligas cobre-níquel. Um material de adição com valor nominal
70 – 30 cobre-níquel que tenha o titânio como desoxidante, é invariavelmente
usado para todas as ligas cobre-níquel. Um material de adição com valor
nominal 90 – 10 cobre-níquel, é oferecido no mercado sob a forma de arame
nu ou eletrodo revestido, está disponível na Europa e ocasionalmente é usado,
mas o arame nu é geralmente utilizado para a soldagem TIG (GTAW) com
diâmetros até 3 mm. Soldas feitas tendo como material de adição o 90 – 10
cobre-níquel deveram ser limitados para soldas sem reforço, desde que a solda
seja anódica para o metal base.
4) Decapagem
Após as operações de conformação a quente, frio ou alívio de
tensões, todo e qualquer traço de oxidação deve ser removido por meio de
decapagem ou limpeza química, uma solução química adequada seria diluir 5
a 10% de ácido sulfúrico mais 25 a 50 g/l de dicromato de sódio, sendo que
após a decapagem deve-se enxaguar em água fresca ou quente.
Fontes comuns de contaminação, os elementos enxofre e fósforo
são encontrados em lápis marcadores de temperatura, pinturas, fluídos de
corte, óleos e graxas. Óleos ou contaminantes a base de graxa devem ser
removidos pelos solventes de limpeza. Os métodos usados para a limpeza
incluem imersão no solvente, esfregando ou aspergindo com emulsões
alcalinas, solventes ou detergentes limpadores ou uma combinação destes; por
vapor desengraxante, por vapor d’água, com ou sem detergente; ou por jato
d’água de alta pressão.

8
Um procedimento típico para limpeza das peças para soldagem
seria:
Remover excessos de contaminação com pano limpo.
Umedecer a área da solda (até no mínimo 5 cm de cada lado do
cordão de solda) com um solvente orgânico alifático,
hidrocarbonetos cloretados ou uma mistura dos dois. Use
somente detergentes para limpeza (não contaminados com
ácido, alcalinos, óleo ou outro material estranho) e panos limpos.
Remover todo solvente com pano limpo.
Verifique se a limpeza foi completa observando se existem
resíduos no pano de secagem, a presença de impurezas indica
limpeza incompleta.
5) União
Ao Contrário dos Aços ao Carbono a liga CuNi 90/10, não está
sujeita de modo significativo a transformação de fase durante o ciclo térmico da
soldagem.
Porém, certas regras devem ser observadas:
• As superfícies adjacentes à junta soldada devem ser muito bem limpas, e
isentas de óxido, óleos, carepas, graxas, tintas, que podem contaminar por
enxofre ou outros elementos de baixo ponto de fusão, isto se aplica também
para os metais de adição.
• Podem ser utilizados todos os processos de soldagem convencionais,
porém para soldagens fora de posição o processo TIG é preferível.
• Os soldadores devem ser treinados especificamente para conhecer as
características peculiares da liga CuNi 90/10.
6) Preparação Superficial
Na Tabela 3 são apresentadas algumas sugestões para preparação
de juntas. Tubos com espessuras de parede menores que 3 mm não requerem
preparação especial das arestas, deve se ressaltar que é importante manter as
arestas com ângulo reto e isento de lascas e rebarbas, para promover uma

9
união firme e reta. Para tubos com paredes acima de 3 mm, devem ser
preparados chanfros em V com ângulos de 75o tomando cuidado para que a
face da raiz também seja convenientemente faceada, geralmente esta
preparação é feita por usinagem.
Para remover óxidos e outros contaminantes, uma área aproximada
de 25 mm a partir de ambas borda do chanfro devem ser escovadas com
abrasivo “scotch brite”, as escovas devem ser de aço inoxidável, e devem ser
exclusivamente para atividades com a liga CuNi 90/10.
Após a operação de escovação segue-se um desengorduramento
com solventes não inflamáveis e não tóxicos.
Tabela 3 - Projeto de Junta
Espessura (mm)
Tipo de Junta Número de Passes de
Solda 1,.5
1
3,0
1
6,0
2 (3)
10,0 2- 4
Veja um guia para diversos processos de soldagem a seguir.

10
7) Soldagem Com Eletrodos Revestidos
Para a soldagem com eletrodos revestidos, o revestimento do
eletrodo ECuNi é usado em corrente contínua (CC) com o eletrodo na
polaridade positiva (polaridade inversa). Se o comprimento de arco for mantido
curto, a poça de fusão pode ser controlada em todas as posições com os
diâmetros de eletrodos (2,4 ou 3,2 mm). o comprimento de arco longo não deve
ser usado, por causar porosidade no metal soldado. A corrente de soldagem
devera ser utilizada dentro das faixas de corrente recomendadas pelo
fabricante. Correntes de soldagem excessivas resultam em uma solda cheia de
respingos e mordeduras, especialmente quando o metal base tem um ponto de
fusão muito abaixo em relação ao ponto de fusão do material de adição.
Os defeitos de soldagem são mais prováveis no início e no final do
cordão de solda. A técnica apropriada para iniciar o arco de soldagem, será
riscar as próximas da junta a ser soldada, e depois refundir o metal sobre o
cordão já iniciado. Ao completar o passe de solda, o arco não deve ser extinto
abruptamente, deve-se preencher a cratera do final do cordão. Uma técnica
aceitável é a de sustentar o arco sobre a poça de fusão por alguns momentos e
então fazer o retorno rápido do eletrodo, de forma a completar a cratera,
encerrando-se o arco de solda a seguir.
Ao aumentar a abertura na raiz de solda e a largura da junta,
melhora-se a penetração e se garante uma melhor fusão. Pontos de solda
devem ser feitos pelo menos a cada 6 polegadas, estes são necessários para
manter a abertura estável para a solda.
A preparação da junta sem chanfro para chapas acima de 6,4 mm
deve ser usada apenas para a posição de soldagem plana, como é visto na
TABELA 4.

11
Posição Plana Vertical Horizontal Plana (1º passe) Vertical ( b ) Sobre-cabeça (2º passe) ( b )
Preparação da junta( c )
Folga (mm) 3,2 2,4 - 3,2 1,6 - 3,2 2,4 - 3,2 2,4Nº de passes 2 2 2 2 1 ou 2 ( d )Material 3,2 2,4 2,4 (1º passe) 3,2 (1º passe) 2,4de adição 3,2 (2º passe) 2,4 (2º passe)Corrente de 115 - 120 85 - 90 100 (1º passe) 100 - 115 85soldagem (A) 100 (2º passe) 95 - 100 (2º passe)
a ) Eletrodo ECuNi b ) Soldagem ascendentec ) Goivagem para um amplo chanfro em V entre os passes.
Pontear a solda toda de 6 em 6 polegadas para manter a abertura necessária.d ) Onde a acessibilidade permitir, um passe feito no outro lado.
Procedimentos para união de chapas grossas da liga C70600 pelo processo de Eletrodo Revestido ( a )
Tabela 4
A prática mais comum é limitar a junta sem chanfro até 3,2 mm com
a abertura da raiz tendo metade da espessura da chapa a ser soldada. Para
soldagens fora de posição, os chanfros são necessários. O procedimento
apresentado na TABELA 4 foi usado para trabalhar em uma junta com 6,4 mm.
Os ajustes das correntes de soldagem mostrados na TABELA 4 podem ser
aproveitados como um guia no estabelecimento de novos parâmetros de
soldagem. A decisão pelas propriedades adequadas também depende da
natureza da fonte de energia e de seu ciclo de trabalho.
Tanto a técnica de soldagem em filete como a técnica trançada traz
bons resultados com a liga cobre-níquel. Todavia a técnica trançada é
usualmente necessária quando a solda é feita na posição vertical ascendente e
na posição sobre-cabeça. O oscilação deverá ser limitada em não mais de três
vezes o diâmetro do eletrodo. Antes do início da soldagem, as regiões de solda
devem ser limpas de sujeiras por rebarbação e/ou esmerilhamento.
8) Soldagem MIG
As ligas cobre-níquel são soldáveis com o processo MIG (GMAW)
utilizando-se desoxidantes no metal de adição, em corrente contínua (CC) na
polaridade inversa (+). O argônio com suas misturas são normalmente

12
utilizados com vazões de 0,75 – 1,5 m3/h. A transferência por spray geralmente
é usada para chapas com espessuras de 6,4 mm e perfis espessos, mas o
processo é limitado à posição plana de soldagem. É preferível este tipo de
transferência para soldagem em chapas finas e soldas somente por um lado,
materiais chanfrados e contraplacas em cobre-níquel.
São mostrados na TABELA 5 parâmetros representativos usados
em juntas soldadas com ligas cobre-níquel por MIG (GMAW) com a
transferência por spray.
Ao reduzir a quantidade de níquel na liga, a corrente de soldagem
pode ser mais alta dentro da faixa aceitável. Cordões filetados e camadas
pouco espessas de solda são usualmente utilizados para minimizar a
quantidade de calor na peça.
O ERCuNi é um metal de adição que tem uma resistência
equivalente ao metal base C71500 e superior a resistência do C70600. O
ERCuNi contém entre 0,2 % a 0,5 % Ti, que é utilizado como desoxidante
prevenindo a porosidade e a fragilização por oxigênio.
O heat input ou a quantidade de energia do processo é
relativamente baixa para um metal de adição com diâmetro 0,8 ou 1,2 mm e se
adapta bem para solda em espessuras abaixo de 6,4 mm. A soldagem
utilizando-se o argônio pode ser feita, mas uma mistura de argônio-hélio
melhora o molhamento e também o formato do cordão. A baixa quantidade de
calor imposto a estas ligas favorece a soldagem em todas as posições.
Espessura Preparação Folga Tensão Corrente Veloc. de Vazão de mm da junta mm V A arame - m/min. Ar
(m3/hora)3,2 junta de tôpo 0 22 - 28 270 - 300 4,5 - 5,0 0,6 - 0,96,3 junta de tôpo ou 1,6 - 3,2 22 - 28 270 - 300 4,5 - 5,0 0,6 - 0,9
simples V - 60º9,5 simples V - 60º 0 22 - 28 300 - 360 5,0 - 6,0 0,6 - 0,9
12,7 simples ou duplo 0 22 - 28 350 - 400 5,5 - 6,0 0,6 - 0,9 V - 60º, 1,6 mm face
19 duplo V - 60º 0 24 - 28 350 - 400 5,5 - 6,0 0,9 - 1,5 1,6 - 3,2 mm face
25,4 duplo U, 0 26 - 28 350 - 400 5,5 - 6,0 0,9 - 1,5 1,6 - 3,2 mm face
> 25,4 duplo U, 0 26 - 28 370 - 420 6,0 - 6,5 0,9 - 1,5 1,6 - 3,2 mm face
Tabela 5 - Procedimento de Soldagem para o Processo MIG
1,6 mm - Metal de adição ECuNi, corrente contínua, polaridade inversa (+)

13
A soldagem com o arco pulsado (GMAW-P) incorpora qualidades
tanto da transferência metálica por spray e como da transferência metálica por
curto circuito, e se adaptam perfeitamente a soldagem das ligas C70600 e
C71500. O diâmetro do arame de solda costuma ser de 1,2 mm e a mistura de
gases argônio-hélio oferece boa diluição e boa ionização do arco de soldagem.
GMAW-P é adequado para todas as posições de soldagem. O equipamento
sinérgico é o mais recente desenvolvimento do arco pulsado, ou seja, a
soldagem pulsada. Com a soldagem sinérgica, o soldador tem poucas variáveis
de soldagem para ajustar, o que melhora a qualidade da soldagem. Para
minimizar as dificuldades do alimentador do arame, são utilizadas cordoalhas
que ofereçam poucas possibilidades de atrito para a passagem do arame.
9) Soldagem TIG
Foto 3 Soldagem TIG
Para tubos com diâmetros maiores que 50 mm e paredes de até 6
mm o processo TIG (Foto 3) é recomendado, este processo é excelente para
passes de raiz, tendo um aporte térmico e metal depositado em condições
favoráveis para estas ligas, na Foto 4 exemplificam-se flanges utilizadas para o
processo de montagem por soldagem.

14
Para tubos com espessuras maiores que 6 mm
recomenda-se o uso do processo eletrodo
revestido, para o enchimento e acabamento,
que tem um rendimento maior.
As ligas CuNi 90/10 são soldadas na Corrente
Continua polaridade direta, com eletrodos de
Tungstênio thoriado 2%.
Foto 4 Exemplo de Flanges para Solda
Tabela 6 – Parâmetros Típicos para Soldagem TIG
Espessura ( mm) Corrente (A) Diâmetro
do Tungstênio Diâmetro do Material de
Adição 1,5 60 a 80 1,6 1,6 2,0 80 a 100 1,6 1,6 4,0 170 a 190 2,4 a 3,2 1,6 a 3,2 5,0 180 a 220 3,2 3,2
Para gás de proteção o Argônio com 99,95% de pureza é indicado
tanto na tocha como de purga na raiz. A Tabela 7, mostra o consumo e as
vazões apropriadas para a soldagem por este processo, na Tabela 4
exemplifica os diversos tipos de dispositivos para dar proteção á raiz.
Tabela 7 – Vazões Típicas para proteção Gasosa Tocha e Raiz
Consumo de Argônio ( l/min) Espessura (mm)
Diâmetro do Bocal ( nº) Proteção Tocha Proteção Raiz
2,0 4 a 5 5 a 7 4,0 6 a 8 8 a 10 6,0 8 a 10 9 a 12
3 a 5

15
Tabela 8 - Exemplos de Dispositivos de proteção Gasosa na Raiz
O processo de soldagem TIG é preferido na soldagem de materiais
com espessura de 1,6 mm para mais finos, entretanto pode também ser uma
boa escolha para espessuras acima de 3,2 mm. Todas as posições de
soldagem podem ser usadas, tornando este processo excelente na soldagem
de tubos, particularmente de pequenos diâmetros e a soldagem do passe de
raiz em todos os diâmetros de tubos.
O equipamento para execução deste processo automático é
utilizável para aplicações em tubos com paredes finas, ou seja, a soldagem
orbital de tubos e o trabalho com chapas finas conforme mostrado na Foto 5.

16
Foto 5
Cabeça para Solda Automática Orbital
em um tubo de cobre-níquel para água quente
A solda TIG autógena deve ser evitada, pois a soldagem das ligas
cobre-níquel feita sem a adição de desoxidantes no material de adição pode
em muitos casos resultar em excesso de porosidade, que não é visível na
superfície da peça. Outras práticas para se evitar as porosidades incluem a
utilização de um arco curto de soldagem, aproximadamente 0,8 mm e com
abundância de gás protetor sobre a poça de fusão para a exclusão do ar
atmosférico. O argônio normalmente é utilizado como gás protetor e é preferido
como gás nos passes de raiz por dentro dos tubos.
A alta condutividade das ligas com baixo teor de níquel requerem
correntes altas dentro da faixa aceitável. Por isso é recomendável que as
contraplacas sejam de cobre ou cobre-níquel.
10) Ponteamento
Os Pontos de Solda devem ser feitos preferencialmente pelo
processo de soldagem TIG, o número e o tamanho dos pontos de solda
dependem da parede e diâmetro do tubo, porém devem ser projetados para
serem os menores possíveis, normalmente o tamanho seria por volta de 12
mm, e feitos ao contrário da direção da soldagem. Os pontos devem ser limpos
previamente antes da soldagem com escovas de aço inoxidável, caso ocorra
17
alguma descontinuidade no ponto como trincas ou poros, estes devem ser
removidos re-soldados e só depois começar a soldagem.
11) Soldagem De Tubos
Tubos da liga cobre-níquel são amplamente utilizados em tubulação
de navios, plantas para des-salinização e plataformas de óleo OFF-SHORE.
Tubos de pequeno diâmetro 50 mm, e abaixo são freqüentemente encaixados
nas juntas soldadas. Um procedimento mais adequado para tubos de grandes
diâmetros é o processo TIG no passe de raiz com as opções de TIG, MIG ou
Eletrodo Revestido para a soldagem de enchimento.
O TIG no passe de raiz pode ser feito pelo processo manual de
soldagem usando um ou outro entre a técnica do metal de adição manual ou
consumíveis colocados em máquinas orbitais automáticas para a soldagem de
tubos. O interior do tubo deve ser purgado com argônio usando práticas
comuns para outras ligas tanto as de aço inox como as de níquel. Os
procedimentos de soldagem manuais de passes de raiz para cobre-níquel são
basicamente os mesmos das outras ligas, mas os soldadores podem estar
avisados de que o metal de solda não tem fluidez tão boa como os aços inox
austeníticos. O projeto da junta do tubo para soldagem manual é usualmente
em V. O material de adição é o ERCuNi, e o gás utilizado é o argônio.
O equipamento para soldagem automática orbital do cobre-níquel
(veja Foto 5) oferece alta produtividade oferecendo bem menos defeitos de
soldagem. Em um sistema de refrigeração de uma plataforma OFF-SHORE a
solda orbital foi capaz de reduzir o tempo de soldagem para metade do tempo
da soldagem por processo manual e a rejeição por defeitos de 15% para 5%. O
projeto de tolerância das juntas deve ser bastante justo e controlado e é crucial
para o sucesso da soldagem orbital. O projeto de junta recomendado para os
tubos é um chanfro J com 25º de bisel com 2,4 mm de raio, um nariz com 2
mm e abertura de 0,8 mm. A figura 4 mostra um cabeçote de solda montada
em um tubo de cobre-níquel e unindo uma secção de tubo para uma seção em
T.
12) Soldagem a resistência
Ligas cobre-níquel com 10 % de níquel em sua formulação tem
excelentes características no ponteamento e na soldagem contínua devido a

18
sua baixa condutividade térmica e elétrica quando comparados ao cobre.
Precauções devem ser tomadas para garantir que as faces tenham resistência
na região soldada, mantendo-as limpas e livres de contaminantes.
13) Brasagem (Solda Forte)
Geralmente a Brasagem é indicada para a união de tubos de
pequeno diâmetro, abaixo de diâmetros externos de 57 mm (2 in nominal), na
Foto 6, dá-se alguns exemplos de conexões empregadas para montagem por
processo de Brasagem.
As ligas cobre-níquel são em sua maioria das vezes trabalhadas
com ligas para brasagem à base de prata. Cordões com material de adição da
AWS A 5.8 com classificação BAg-1a, BAg-2, BAg –18 e BAg-5 são
ordinariamente usados. Ligas BCuP – 5 e BCuP – 3 são aceitáveis para uso
com cobre-níquel de 10 % ou inferior a esta quantidade de níquel. O número
UNS correspondente é mostrado na TABELA 9.
Classificação AWS A 5.3 BAg-1a BAg-1 BAg-2 BAg-5 BAg-18 BCuP-3 BCuP-5Número UNS P07500 P07450 P07350 P07453 P07600 C55281 C55284
Tabela 9 - Números UNS Para Metais De Adição Para Brasagem
Eles não deveriam ser usados
para ligas com alto teor de níquel, pois
poderia se formar o fosfeto devido à
segregação do níquel aumentado às
possibilidades de que exista fragilização.
A brasagem com ligas de cobre-fósforo
não deveria ser selecionada para serviço
em atmosferas sulfurosas.
O Maçarico deve ser ajustado para chama
neutra ou levemente redutora (excesso de
gás),
Foto 6 Exemplo de Conexões empregadas para Brasagem

19
Os materiais de Brasagem são indicado nas Tabela 10, geralmente são feitos
em forma de anel e colocados em uma sede, uma espécie de ranhura onde
aloja o anel de liga de prata.
Tabela 10 - Materiais Recomendados para Brasagem
DIN 8513 Ag Cu Zn Cd Sn Temp (oC) L-Ag40Cd 39 a 41 18 a 20 resto 18 a 22 NA 610
L-Ag55Sn 54 a 57 20 a 23 resto NA 2 a 5 650
Usar Fluxo BT-3 ( Brastak)
Os fluxos da AWS tipos FB3-A, C, E são satisfatórios para muitas
aplicações. Para brasagens ao forno, gases inertes ou dissociações de amônia
são convenientes. O ponto de orvalho não deverá exceder – 7 ºC. Para
brasagens a maçarico, a chama neutra deve ser usada. Na brasagem o
afastamento de 0,03 até 0,13 mm entre as partes a serem brasadas, produz
juntas com máxima resistência e sanidade na solda. Na brasagem o fluxo
fundido pode penetrar e causar trinca na liga cobre-níquel que não tenha tido
as tensões aliviadas antes do trabalho, além disso, as faces devem ser
mecânica ou quimicamente limpas antes da brasagem. A lixa de esmeril é
bastante satisfatória em tubos. Solventes ou soluções alcalinas para limpeza
devem ser usados para remover graxas e óleos. Um procedimento com bons
resultados para se fazer a decapagem visando à remoção de óxidos é o
seguinte: Faça a imersão da peça em um composto com 5% de ácido sulfúrico
com a temperatura na faixa de 82º a 93ºC e retirando, enxágüe imediatamente.
Depois da brasagem os resíduos de fluxo devem ser removidos por banho com
água quente. Óxidos podem ser removidos com as mesmas soluções para
decapagem usadas para limpeza antes da brasagem.
14) Solda Branca (Solda Fraca)
A preparação para a solda branca é a mesma da brasagem. As ligas
cobre-níquel têm melhor soldabilidade quando um fluxo com cloreto ativo é
usado. Ele pode ser um ácido suave, do tipo hidrocloreto ou misturas fortes de

20
zinco, sódio e cloretos de amônia. A solda Pb-Sn e Sn-Antimônio são usadas
para ligas cobre-níquel. Algumas classes de ligas cobre-níquel são menos
soldáveis do que os bronzes.
15) Soldagem de Metais Dissimilares e Solda de Revestimentos
O metal de adição para o trabalho com ligas mais comuns podem
ser escolhidos conforme mostrados na TABELA 11.
Não se pretende com esta tabela que seja exclusiva, pois nos
procedimentos de soldagem podem ser usados materiais de adição que não
estão relacionados.
A soldagem com a liga 70 – 30 cobre-níquel é limitada pela
tolerância de diluição do ferro. Soldas com muito mais do que 10% de ferro tem
a tendência de ter uma excessiva quantidade de fissuras e desenvolver trincas
à quente. O metal de adição ENiCu-7 e ERNiCu-7 (65Ni-Cu) tem uma alta
tolerância para a diluição de ferro nas juntas de aço carbono. De qualquer
modo eles não são boas escolhas na soldagem do aço inox por causa do limite
de tolerância para diluição do cromo.
Metal a ser MIG e TIGunido ao Cu-Ni SMAW (UNS) (UNS) Observações
ANSW / AWS A 5.6 ANSI / AWS 5.7
Cobre E CuNi (W60715) ERCuA1-A2 (71580) Pré aquecimento a 540ºCou ou
ECuA1-A2 (W60614) ERCuA1-A2 (C61800)Liga de Cobre
(P + Sn) E CuSn-A (W60518) E CuSn-A (C51800)Todos os bronzes ECuA1-A2 (W60614) ERCuNi (C61800)
ANSI / AWS a5.11 ANSI / AWS 5.14
Aço Carbono E NiCu-6 (W84190) ERNiCu-7 (N04060) O aço carbono pode ser revestido primeiro comERNi-1 ou ERNiCu-7
Aços Inox E Ni (W82141) ERNi-1 (N02161) O aço inox pode ser Austeníticos ou ou revestido primeiro com
E NiCrFe-2 (W86133) ERNiCr-3 (N06082) ERNi-1
Tabela 11 - Metais De adição Para Materiais Dissimilares
Muitas vezes um passo muito usado na fabricação de metais
diferentes do cobre-níquel é revestir ou amanteigar o outro metal com níquel,

21
níquel-cobre ou algum outro material de adição apropriado mostrado na
TABELA 11. Dentro das aplicações do cobre-níquel para revestimento no aço,
a prática usual é aplicar uma primeira camada com ERNi-1 ou ERNiCu-7 e o
ERCuNi para as camadas subsequentes. Apesar de uma liga com alto ponto
de diluição ser uma barreira para a camada padrão, é possível aplicá-lo pelo
processo MIG diretamente no aço carbono com cuidados, controlando-se
rigorosamente o procedimento de soldagem para que realize pequena diluição
de ferro na primeira camada.
É prática comum na soldagem da Liga CuNi 90/10 o uso de
eletrodos e varetas da liga CuNi 70/30, há também ligas com composição
semelhante ás ligas 90/10, o uso mais freqüente de ligas 70/30 detalhado na
Tabela 12, é indicado para juntas dissimilares.
Tabela 12 - Composições Químicas de Materiais Base e de Adição
Produto Cu Ni Fe Mn C Pb S Si Ti P Outros
Adição ER CuNi
Resto 29 a 32
0,40 a 0,70
1,0 máx. 0,04 máx.
0,01 0,01 0,25 máx
0,20 a 0,50
0,03 máx
0,50 máx
Base CuNi 90/10
resto 10 a 11
1,0 a 2,0
0,50 a 1,00
0,05 0,01 0,05 NA NA NA 0,30 máx.
O processo de soldagem ao arco submerso é ideal para revestir
áreas com grandes superfícies a serem trabalhadas. Os fluxos comerciais para
Arco Submerso são utilizáveis para todas as ligas de níquel, níquel-cobre e
cobre-níquel. Dentro do revestimento no aço carbono, a primeira camada é
aplicada usando os materiais de adição ERNi-1 ou ERNiCu-7 escolhendo-se
um ou outro, vindo em seguida as camadas subsequentes de ERCuNi para
alcançar a espessura desejada ou a composição química necessária.
16) Corte
O corte das ligas cobre-níquel com o arco plasma ou com o eletrodo
de carvão tem um bom desempenho. A serra de fita e a tesoura também
podem ser usadas para o corte, entretanto a tolerância obrigatoriamente deve
levar em conta que essas ligas são relativamente macias e dúcteis. Discos de
corte trabalham bem para chanfros, raízes e a rebarbação do material.

22
17) Soldando Cobre-Níquel No Revestimento Chapas de Aço
O uso de cobre-níquel no revestimento de chapas de aço propõe a
economia considerável de materiais em muitos desenhos e aplicações. Um
exemplo é a construção da carcaça do navio (8-mm), 25% C70600 revestido.
Para melhor desempenho em relação à corrosão, a face do cordão
de solda não deveria exceder 10% de ferro em sua composição,
preferivelmente permanecer abaixo dos 6%.
Para alcançar este nível de ferro, ao menos dois passes de solda
são necessários na face da solda. Para a solda são sugeridos alguns materiais
consumíveis:
• ENi-1, ERNi-1, ENiCu-7 ou ERNiCu-7 para o primeiro e os
demais passes de solda para o enchimento vindo da face da
solda até o final do reforço de solda; e,
• Os metais de adição ECuNi ou ERCuNi para a cabeça ou
para um (ou mais) passes de reforço na face de solda. ECuNi
e ERCuNi são menos nobres do que ENiCu-7 ou ERNiCu-7 e
são mais compatíveis galvanicamente com o metal base
cobre-níquel.
Uma larga faixa de desenhos de juntas soldadas e seqüências de
passes de solda têm sido usadas para cladear o aço. Fatores que influenciam a
escolha incluem: espessura total da chapa, espessura da liga, processo de
soldagem empregado, acessibilidade por um ou dois lados da junta,
composição indicada para o passe de reforço para o nome mais importante.
Dois tipos de junta são comumente utilizados e seus procedimentos são
mostrados na Figura 2 e 3. Dois princípios básicos que devem ser observados
na soldagem de cobre-níquel para cladear chapas de aço são:
• Nunca deixar que o aço carbono penetre na liga que está
sendo cladeada ou soldada. Aços soldados com cobre
absorvem impurezas sendo suscetíveis à trinca a quente.

23
• Não soldar com ECuNi ou ERCuNi no aço que excedem 10%
de ferro na solda. Soldas altos conteúdos de ferro são
suscetíveis à trinca a quente.
A Figura 2 e a Figura 3 mostram a seqüência de passes de solda
para cladear com CuNi um casco de navio fabricado em aço carbono.
Figura 2
Juntas soldadas e a seqüência de passes para o cobre-níquel cladeando uma chapa de aço (9,5 até 12,7 mm de espessura)
• Passe 1 – use material de adição: ENi-1, ERNi-1, NiCu-7 ou ERNiCu-7, o procedimento de soldagem necessita um lixamento do metal para executar o segundo passe.
• Passe 2 – Utilize o consumível ECuNi ou ERCuNi • Goivagem no lado do aço carbono para limpeza do metal e ajustar o chanfro para
acesso. • Passes 3 e 4, ou mais se necessário – ERNi-1, ENiCu-7 ou ERNiCu-7
Aço Carbono
Chanfro
Cladeamento com CuNi
Aço Carbono
24
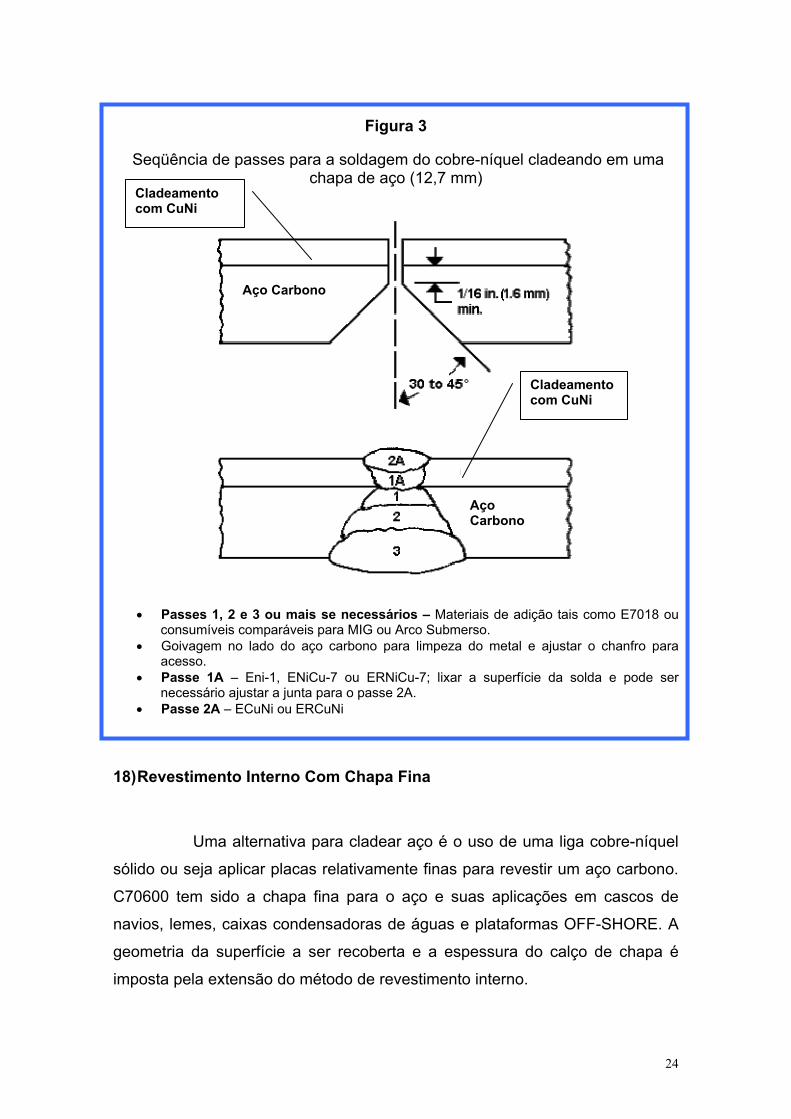
Figura 3
Seqüência de passes para a soldagem do cobre-níquel cladeando em uma chapa de aço (12,7 mm)
• Passes 1, 2 e 3 ou mais se necessários – Materiais de adição tais como E7018 ou consumíveis comparáveis para MIG ou Arco Submerso.
• Goivagem no lado do aço carbono para limpeza do metal e ajustar o chanfro para acesso.
• Passe 1A – Eni-1, ENiCu-7 ou ERNiCu-7; lixar a superfície da solda e pode ser necessário ajustar a junta para o passe 2A.
• Passe 2A – ECuNi ou ERCuNi
18) Revestimento Interno Com Chapa Fina
Uma alternativa para cladear aço é o uso de uma liga cobre-níquel
sólido ou seja aplicar placas relativamente finas para revestir um aço carbono.
C70600 tem sido a chapa fina para o aço e suas aplicações em cascos de
navios, lemes, caixas condensadoras de águas e plataformas OFF-SHORE. A
geometria da superfície a ser recoberta e a espessura do calço de chapa é
imposta pela extensão do método de revestimento interno.
Aço Carbono
Cladeamento com CuNi
Cladeamento com CuNi
Aço Carbono

25
A figura 3 mostra uma caixa de água de aço carbono com 1,2 mm
de espessura C70600 cobre-níquel. O calço foi primeiramente fabricado pelo
processo TIG para fechar tolerâncias ficando dentro das necessidades técnicas
do casco do navio em aço carbono. O calço foi fixado para o aço pelo número
de pontos de solda feitos pelo processo MIG. O ponteamento não é novidade e
é usado para aplicar outros aços e ligas com níquel com base no aço carbono.
Basicamente a tocha MIG convencional é adaptada com um “stand-off”, ou
seja, acessório que é usado para pressionar a cordoalha de forma contrária e
estabelecer um contato da ponta à distância. Ao acionar a fonte de energia e
regular os parâmetros para alimentação do arame de soldagem, a solda inicia-
se quase no mesmo segundo com um tempo de fluxo de gás depois de
encerrado o arco para proteger a solda.
O ponteamento, seus procedimentos e controles incluem:
• O processo pode ser usado na chapas de espessura fina de
0,6 a 2 mm, sendo que 1,2 mm é preferido.
• A solda pelo lado superior feita com excelente contato entre a
chapa e o seu revestimento é mais interessante para
obtermos resultados sempre iguais. Com uma pequena folga
entre a chapa e o revestimento existem alguns pontos do
metal de solda dentro da citada folga, porém ele permanece
cheio de tensões de solda sem que ninguém os perceba.
• Na posição vertical de soldagem, existe a tendência de se
formar mordeduras e excesso de reforço, a menos que a
corrente de soldagem e o tempo de arco sejam
cuidadosamente controlados.
• Usando parâmetros de soldagem adequados, ela tem menos
do que 6% de ferro na sua superfície.
• Todas as faces deveriam estar livres de óleos, graxas,
sujeiras e as carepas de óxidos antes de fazer a soldagem
por pontos.
Um exemplo de quando o ponteamento com MIG não é útil, seria o
problema da posição de soldagem ou então uma chapa grossa, um acessório
para o meio da chapa pode ser feito pela solda de bujão usando pré-
26
aquecimento do furo. Os furos podem ser circulares com 12,4 mm diâmetro ou
uma fenda de 25 mm por 9,5 mm. A circunferência do furo em acima acerca de
2,4 mm chapas grossas deveriam ter um furo com a lateral cônica para evitar o
defeito de fusão incompleta. A solda em ranhuras é facilmente soldável,
particularmente quando a soldagem é feita na posição vertical. Em muitas
aplicações é também necessário um filete de solda na raiz da chapa para o
revestimento. Os materiais de adição preferíveis para a soldagem do tampão
ou da raiz EniCu-7 ou ERNiCu-7.
19) Bibliografia
Huntington Welding Produtcs Catálogo de Le Bronze Industriel AWS A 5.7 Cooper Alloys Programa de Treinamento BRASTAK 4ª ed 2001 Consultas feitas a partir do site: http://marine.copper.org Marine Aplications of Copper-Nickel Alloys – Richard E. Avery Consultor do Nickel Development Institute Seminário internacional de soldagem de ligas de cobre-níquel para aplicações offshore (Seminário proferido em março/2002 Macaé – RJ)




























![Níquel e suas ligas FATEC[1]](https://img.document.onl/doc/110x75/5571ff2649795991699cba8f/niquel-e-suas-ligas-fatec1.jpg)
