Embed Size (px)
Citation preview

Soldagem por Resistência Elétrica
Prof. Hélio Padilha

2
Soldagem por resistência elétrica
A soldagem por resistência elétrica compreende um grupo de processos nos quais a união de peças é produzida em superfícies sobrepostas ou em contato topo a topo, pelo calor gerado na junta através da resistência à passagem de corrente elétrica (efeito Joule) e pela aplicação de pressão, podendo ocorrer uma certa quantidade de fusão na interface.

3
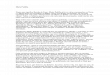
Processos
(a) soldagem por pontos; (b) soldagem por costura; (c) soldagem por projeção; (d) soldagem de topo

4
Soldagem por pontos
Na soldagem por pontos, a solda é obtida na região das peças colocadas entre um par de eletrodos, e várias soldas podem ser obtidas simultaneamente pela utilização de múltiplos pares de eletrodos.

5
Soldagem por projeção
A soldagem por projeção é usada principalmente para união de pequenas peças estampadas, forjadas ou usinadas, possuindo uma ou mais projeções ou saliências. Parafusos, pinos, porcas, etc. podem ser facilmente soldadas em uma chapa fina por este processo.

6
Soldagem por costura
Na soldagem por costura, uma série de pontos de solda consecutivos é feita, de modo a produzir uma solda contínua, por sobreposição parcial de diversos pontos. Normalmente, um ou ambos os eletrodos são discos ou rodas, que giram enquanto as peças a serem unidas passam entre eles.

7
Soldagem topo a topo
Na soldagem topo a topo por resistência, a corrente elétrica passa através das faces das peças, que são pressionadas frente a frente. As peças são prensadas uma contra a outra, por meio de um dispositivo de compressão sendo em seguida submetidas à passagem de uma corrente de soldagem adequada.

8
Soldagem por centelhamentoNa soldagem topo a topo por centelhamento, em geral, não é necessária nenhuma preparação das superfícies de contato. Neste processo as peças são energizadas antes de entrarem em contato, e suas faces são aproximadas até que o contato ocorra em pontos discretos da superfície da junta, gerando o centelhamento. Como o início do contato é provocado por irregularidades nas superfícies dos materiais, o processo de fusão se inicia pelos diversos arcos formados pelas irregularidades.

9
Princípio
Todos os processos de soldagem por resistência envolvem a aplicação coordenada de pressão mecânica e passagem de corrente elétrica, com intensidade e pressão adequadas.
A passagem de corrente elétrica provoca o aquecimento, e em alguns casos, uma certa quantidade de fusão das peças a serem unidas. A aplicação de pressão garante a continuidade do circuito elétrico e permite a obtenção de soldas com baixo nível de contaminação, seja proteção física da região de solda ou pela expulsão do material contaminado para fora da junta. O resfriamento da junta se dá sob pressão.
O calor gerado pode ser estimado por:
tIRQ 2

10
Máquinas de CAAlgumas máquinas para soldagem por resistência fornecem corrente alternada. Essas máquinas contém um transformador para produzir uma alta corrente de soldagem e uma baixa tensão elétrica. Sua capacidade é limitada, uma vez que este tipo de equipamento provoca um forte desbalanceamento na rede de distribuição de energia elétrica no momento de sua utilização, além de apresentar um baixo fator de potência.

11
Máquinas de CCAs máquinas de corrente contínua do tipo energia armazenada são baseadas num banco de capacitores, alimentado por uma fonte de tensão contínua, que armazena a energia necessária para a soldagem. Neste tipo de equipamento, o tempo de acumulação é bem maior que o de descarga. Máquinas do tipo energia direta consistem de um transformador e um circuito retificador trifásicos. Estas máquinas demandam um consumo muito menor em kVA da rede de distribuição, podendo ter capacidades muito elevadas.

12
Controle do equipamento
O controle da soldagem pode ser feito sobre uma ou mais funções básicas :
- Corrente inicial e final para a soldagem no transformador
- Controle da intensidade da corrente
- Acionar e liberar a força nos eletrodos no tempo certo
Um contator conecta e desconecta o primário e o transformador de soldagem.
Um controle da cronometragem e da seqüência estabelecida para a soldagem é executada em cada operação, isto inclui a aplicação de forças nos eletrodos, corrente elétrica e o intervalo de tempo entre cada função. A corrente elétrica de soldagem é controlada por taps, ou um circuito eletrônico ou por ambos.

13
Eletrodos
Os eletrodos, cujas principais funções são conduzir a corrente de soldagem e transmitir força mecânica, são feitos de ligas com elevada condutividade térmica e elétrica, geralmente à base de cobre, além de serem resistentes à deformação e ao desgaste, mesmo em temperaturas elevadas. A geometria da ponta do eletrodo tem grande influência na qualidade da solda e deve ser otimizada para cada aplicação.

14
Eletrodos
Na maioria das aplicações os eletrodos são formados de ligas Cu-Cr, Cu-Cr-Zn, Cu-Cd e Cu-Be, tratados termicamente para atingir as seguintes características:- Condutividade elétrica e térmica elevadas;- Resistência mecânica elevada;- Fraca tendência a formar ligas com o material a soldar;- Resfriamento absolutamente seguro das pontas dos eletrodos;- Alto ponto de amolecimento, temperatura na qual, após um período de tempo determinado, o material perde parte de sua dureza e/ou resistência mecânica.

15
EletrodosPeriodicamente é necessário fazer uma inspeção nos eletrodos, pois, o desgaste decorrente do regime de trabalho imposto pode levar a soldas diferentes das efetuadas em condições
O resfriamento correto dos eletrodos tem grande importância na execução das soldas e no tempo de vida útil dos mesmos. ótimas.
Para exemplificar a importância da refrigeração na vida de um eletrodo, é possível de se obter 50 vezes mais soldas durante o último 1/16” da ponta do eletrodo do que durante o primeiro.

16
EletrodosDe maneira geral considera-se que as faces dos eletrodos com a peça devam ser aproximadamente 1,6 mm maior que o diâmetro do ponto de soda, o qual pode ser calculado pelas relações :
d = diâmetro do ponto (mm)
S = espessura da chapa (mm)
As equações acima dão resultados semelhantes, desde que as chapas não sejam nem muito finas nem muito grossas.
O efeito do desgaste na ponta do eletrodo causará aumento na área de contato, diminuindo a densidade superficial de corrente e diminuindo o rendimento do processo, e a recuperação da ponta poderá diminuir a área de contato causando um aumento na densidade superficial de corrente, acarretando sobreaquecimento do eletrodo e diminuindo sua vida.
Sd 5 Sd 25,2

17
Fatores de influênciaEspaçamento entre os eletrodos: deverá ser de aproximadamente o dobro da espessura das chapas a serem soldadas, ou seja, o mais próximo possível da peça;
Condições dos materiais: é necessário que seja feita uma boa limpeza nas chapas, visando a eliminação de sujeiras, gorduras, pintura, óleo. Estes elementos funcionam como isolante elétrico, contribuindo negativamente para a execução de uma boa soldagem;
Uniformidade dos pontos de solda: para se obter soldas de boa qualidade e com resistência mecânica adequada, é necessário que haja uma uniformidade dos pontos de solda. Aqueles pontos que apresentam um tamanho maior, em geral, possuem resistência mecânica menor;

18
Fatores de influênciaPresença de rebarbas e ondulações: as rebarbas e ondulações impedirão um perfeito contato entre as chapas, logo a solda resultante não terá resistência mecânica adequada;
Corrente: é controlada na fonte de energia, em geral pela tensão do secundário, através de “taps”, influindo no aquecimento a que as peças serão submetidas;
Tempos: basicamente são controlados por temporizadores os tempos de centelhamento, soldagem e retenção e resfriamento, quando utilizados;
Pressão: é ajustada por reguladores de pressão e depende quase que exclusivamente da espessura do material a ser soldado.

19
Resistência elétricaA resistência total do circuito de soldagem é dada pela soma das resistências dos eletrodos, das resistências de contato eletrodo-peça, da resistência interna das peças e da resistência de contato entre as peças. Como o aquecimento de cada uma dessas regiões é proporcional ao valor local da resistência elétrica, a resistência de contato entre as peças deve ser a maior delas, de modo que o aquecimento se dê principalmente nessa região.