Embed Size (px)
Citation preview

Soluciones para hidráulica e instalacionesSoluções Hidraulicas e para Sistemas
SEDE ADMINISTRATIVAPRODUCCIÓN Y DEPÓSITO
SEDE ADMINISTRATIVADE PRODUÇÃO E ARMAZÉM20020 Magnago (MI) Via P. F. Calvi, 40 - ITALYPh: +39 (0)331 307015 +39 (0) 331 3086 Fax: +39 (0)331 306923E-mail ITALIA: [email protected] EXPORT: [email protected]
CENTRO DE FORMACION DEMOSTRATIVO
CENTRO DE TREINAMENTO DEMONSTRATIVO21052 Busto Arsizio (VA)Via Bonsignora, 53 - ITALY
Soluciones para hidráulica e instalacionesSoluções Hidraulicas e para Sistemas
Amplia gama de tubos multicapade alta calidadAmplia gama de tubos multicamada de alta qualidade
Tubos de PE-X y PE-RT con barrera antioxígenoTubos em PE-X and PERT com barreira antioxigénio
Sistema patentado de racores de PPSU Sistema patenteado de ligação em PPSU
Sistema patentado de racores de latónpara instalaciones de gas con tubos multicapaSistema patenteado de ligação em em latão para sistemas de gás com tubos multicamada
Sistema de racores press-fitting multipinza enteramente de PPSUSistema de ligação press-fitting pinça múltiplainteiramente em PPSU
Sistema de tubos y racores de PP-R para soldarSistema de tubos e ligações em PP-R de solda
Sistema patentado de racores de PA-M para instalaciones técnicasSistema patenteado de ligação em PA-M para sistemas técnicos
Sistema de tuberias de PP-R preaisladas de PUR para soldaristemas de tubagens em PP-R pré-isoladas em PUR de solda
Sistema completo de suelo per pannelli radiantiSistema completo para pavimento
00-0
4.20
16
Quiénes somosAquatechnik produce y distribuye sistemas para instalaciones hidráulico-sanitarias, de calefacción, acondicionamiento y aire comprimido utilizables en el sector civil e industrial. La sedes productivas, ubicadas en Magnano (MI), cuentan con una serie de departamentos destinados a diferentes procesos de elaboración: estampado por inyección, extrusión y revestimiento de tubos, espumado de PUR, ensamblaje de piezas especiales (colectores), que son el soporte de un taller mecánico que realiza los equipos y herramientas necesarios para la elaboración de diferentes sistemas. La empresa se completa con los laboratorios y el centro de investigación que, junto a un elevado nivel de automatización, garantizan altos estándares cua-litativos y productivos. El almacén central, junto a la producción, permite una rápida y precisa clasificación del material que se entrega con medios propios o con correos fiables en Italia y en el extranjero. La red de venta compuesta por personal especializado y distribuidores seleccionados garantiza una presen-cia consolidada y capilar tanto en el territorio nacional como en el extranjero, ofreciendo un servicio de venta y posventa a nivel internacional. La empre-sa, siempre actualizada con las innovaciones y las nuevas exigencias de las obras, ha desarrollado a lo largo del tiempo un sistema integrado y completo de tubos, componentes, piezas especiales y equipos de regulación, capaz de satisfacer las más amplias solicitudes de realización de sistemas hidráulicos y de calefacción tradicional y de paneles radiantes. Hoy en día, Aquatechnik cuenta con miles de instalaciones realizadas gracias también a las homologaciones obtenidas por parte de los más importantes institutos de certificación, que la colocan entre las empresas más importantes de Europa y del mundo.
Nuestra historiaAquatechnik nace a principios de los años ochenta, después de una larga experiencia del actual presidente y fundador Lino Petenà en el sector hidráulico-térmico-sanitario, con el objetivo de introducir en el mercado un nuevo sistema de tubos y racores para los sistemas de material plástico alter-nativos, respecto al tradicional tubo galvanizado. La introducción del sistema para soldar fusio-technik tiene un gran éxito desde el principio y ya en 1984, la empresa tiene que ampliar sus estructuras para adecuar los niveles de co-mercialización que ha alcanzado. La primera sede será una nave de unos 1000 m2 aproximadamente, ubicada en Busto Arsizio. A inicios de los años 90, se realizan los centros didácticos para divulgar sus sistemas mediante reuniones dirigidas a instaladores y técnicos del sector y la empresa se traslada a Magnago (MI) donde aún reside, cubriendo una superficie de 60.000 m2, de los que 15.000 son cubiertos. La empresa, que había nacido con el único objetivo de comercialización y distribución del producto, da sus primeros pasos hacia la actividad productiva e inicia la comercial en el extranjero. En el nuevo milenio, Aquatechnik se afirma con un sistema patentado de empalme entre tubos multicapas y racores de PPSU completamente original: el sistema Safety. Presentado en una primera versión de latón-plástico (safety-metal) y en un segundo momento, con un racor completamente de plástico (PPSU), es acogido con gran entusiasmo a nivel nacional e in-ternacional.
Quem somosAquatechnik produz e distribui sistemas para instalações hidráulicas e sani-tárias, aquecimento, condicionamento e ar comprimido, utilizados no setor civil e residencial. As sedes de produção, localizadas em Magnago (MI), têm uma série de departamentos destinados a vários processos de trabalho: impressão por injeção, extrusão e revestimento de tubos, espuma em PUR, montagem de peças especiais (coletores), tudo suportado por uma oficina mecânica que permite a realização de aparelhos e ferramentas necessárias para a elaboração dos vários sistemas. A empresa é completada com um laboratório e o centro de pesquisa, os quais, em conjunto com um elevado nível de automação, garantem elevados padrões de qualidade e de produção. O armazém central, junto à produção, garante uma rápida e precisa triagem do material que é entregado com meios próprios ou através de correios de confiança em Itália e no estrangeiro. Uma rede de vendas composta por pessoal especializado e distribuidores selecionados, per-mite uma presença consolidada e extensa tanto em território nacional como no estrangeiro, oferecendo um serviço de venda e pós-venda a nível internacional. A empresa, sempre atenta às inovações e às novas exigências dos estaleiros de obras, desenvolveu ao longo do tempo um sistema integrado e completo de tubos, componentes, peças especiais e aparelhos para a regu-lação capaz de satisfazer as mais variadas exigências na realização dos sistemas hídricos e de aquecimento tradicional e de painéis radiantes. Hoje Aquatechnik dispõe de milhares de instalações realizadas, graças também às aprovações obtidas por parte dos mais importantes institutos de certificação que a colocam entre as empresas mais importantes na Europa e no mundo.
A nossa históriaAquatechnik nasceu no início dos anos oitenta, depois de uma longa expe-riência do atual presidente e fundador Lino Petenà no setor hidrotérmico sa-nitário, com o objetivo de introduzir no mercado um novo sistema de tubos e conexões para instalações em material plástico em alternativa ao tradicional tubo galvanizado. Imediatamente, a introdução do sistema de soldar fusio-te-chnik obteve grande sucesso e já em 1984 a empresa teve de ampliar as suas estruturas para se adequar aos níveis de comercialização alcançados. A primeira sede será uma grande edifício industrial localizado em Busto Arsizio. No início dos anos 90 foram realizados os centros didáticos para divulgar os seus sistemas através de reuniões dirigidas a instaladores e técnicos do setor e a empresa transfere-se para Magnago (MI) onde ainda reside, cobrindo uma superfície equivalente a 60.000 m2 dos quais 15.000 são cobertos. A empresa, que nasceu apenas com o objetivo de comercialização e distri-buição do produto, começa a dar os primeiros passos em direção a uma atividade de produção e começa a atividade comercial no estrangeiro.No novo milénio Aquatechnik afirma-se com um sistema patenteado de conexão entre tubos de camada múltipla e conexões em PPSU absoluta-mente original: o sistema Safety. Apresentado em uma primeira versão de latão-plástico (safety-metal) e em um segundo momento com uma conexão completamente em material plástico (PPSU), é acolhido a nível nacional e internacional com grande entusiasmo.

La capacidad productiva a día de hoy es de aproximadamente 6.000 Ton/año de PP-R para la producción de tubos y la potencialidad de producción es mayor de 20.000.000 metros/año de tubo multicapa. En el departamento de estampado por inyección se producen hasta 80.000.000 de piezas/año. La sede productiva trabaja según los estándares cualitativos de excelencia, respetando las normas ISO 9001 ya desde primeros de los años 90. La or-ganización empresarial cuenta hoy en día con la participación de más de 150 personas.
Nuestros principiosAquatechnik está fundada sobre un gran objetivo: “distribuir, fabricar y desarrollar productos innovadores capaces de simplificar las aplicaciones,garantizar la máxima seguridad en las instalaciones y contribuir en el ahorro energético, respetando la eco-sostenibilidad medioambiental”.La pasión es el motor que alimenta el alma de nuestra empresa, nos guía para perseguir los objetivos prefijados y nos empuja a conseguir niveles cada vez más elevados. La calidad es el centro de nuestra filosofía de empresa,porque une los conceptos de estilo y diseño con la excelencia de los productos que, desde siempre, han caracterizado el made in Italy: la unión de estos elementos es la la clave de la apertura a los mercados extranjeros. La escucha y la atención al cliente estimulan la creación de nuevas ideas y forjan nuestra cultura empresarial, facilitando un clima de colaboración y satisfacción de las exigencias recíprocas. Aquatechnik significa “tecnología del agua”, concepto que hemos extendido e integrado en diferentes sistemas,convirtiéndonos a día de hoy, en uno de los actores más influyentes en el sector del mercado hidráulico-térmico-sanitario.
Marco Petenà (CEO): “nuestra empresa es una sociedad familiar; cada perso-na que trabaja con nosotros es un recurso importante y parte de esta familia.”
A capacidade de produção é hoje de cerca 6.000 Ton/ano de PP-R para a produção de tubos e o potencial de produção é superior a 20.000.000 metros/ano de tubo de camada múltipla. No departamento de impressão e injeção produzem-se até 80.000.000 peças/ano. O local de produção trabalha de acordo com os padrões de qua-lidade de excelência, respeitando as normas ISO 9001 já desde o início dos anos 90. A organização empresarial envolve hoje mais de 150 pessoas.
O nossos princípiosAquatechnik foi fundada sobre o grande objetivo de “distribuir, construir e de-senvolver produtos inovadores capazes de simplificar as aplicações, garantir a máxima segurança nas instalações, contribuir para a poupança energética respeitando a sustentabilidade ecológica ambiental”.A paixão é o motor que alimenta a alma da nossa empresa, leva-nos a per-seguir os objetivos impostos e leva-nos sempre a alcançar níveis mais ele-vados.A qualidade é o centro da nossa filosofia empresarial porque une os concei-tos de estilo e design à excelência dos produtos que desde sempre distin-guem o Made in Italy: é a união destes elementos a chave de abertura aos mercados estrangeiros.Ouvir e prestar atenção ao cliente estimulam o nascimento de novas ideias e forjam a nossa cultura empreendedora,facilitando um clima de colaboração e satisfação das exigências reciprocas.Aquatechnik significa “tecnologia da água”, conceito de estendemos e in-tegrámos em vários sistemas, tornando-nos hoje em um dos atores mais importante no palco do mercado hidro-térmico sanitário.
Marco Petenà (CEO): “a nossa empresa é uma empresa familiar, cada pessoa que trabalha connosco é um recurso importante e faz parte desta família.”
Material base 5-8 Polímeros de alta prestación para las distintas exigencias de instalación - Curvas de regresión para PP-R 80 - Curva de regresión para PP-RCT - Ventajas
Sistema fusio-technik con tubos moncapa en PP-R 80 Super 9-13 Sistema fusio-technik SDR 6 monocapa Descripción - Ficha técnica y Marcado - Condiciones de ejercicio - Sistema fusio-technik Superflux SDR 7,4 monocapa Especificaciones del producto - Ámbitos de utilización - Normas y Certificaciones Sistema fusio-technik SDR 11 monocapa Sistema fusio-technik rain-water SDR 11 monocapa
Sistema fusio-technik con tubos multicapa reforzados 14-16
con fibra en PP-R 80 Super y PP-RCT Sistema fusio-technik con tubos multicapa faser FIBER-T Descripción - Ficha técnica y Marcado - Condiciones de ejercicio - Sistema fusio-technik con tubos multicapa faser FIBER-COND Especificaciones del producto - Ámbitos de utilización - Normas y Certificaciones
SDR, Standard Dimension Ratio 17
Aplicaciones tubos 17
Racores 18 Descripción - Características técnicas y Marcado
Diseño con los sistemas fusio-technik 19-33 Cómo orientarse para la elección del sistema más idóneo - Condiciones de ejercicio - Aire comprimido - Instalaciones con fluidos diferentes - Dimensiones - Velocidades de desplazamiento recomendadas - Pérdidas de carga continuas de las tuberías - Diseñar a velocidades superiores - Pérdidas de carga localizadas de los racores
Técnicas de colocación 34-42 Colocación en el exterior y en el interior del edificio - Cálculo y compensación de la dilatación lineal térmica - Cálculo de los compensadores de dilatación
Sujeción 43-47 Valores de sujeción - Ejemplos de sujeción - Cálculo para la instalación en habitaciones y a través de paredes de separación
Eficiencia energética 48
Integración con otros sistemas Aquatechnik 49-52
Reacción al fuego 53-54 Carga de incendio - Protección contra los incendios
Herramientas y elaboración 55-69 Técnicas de soldadura: Polifusión a encaje - Soldadura a solapa - Manguito eléctrico - Derivación directa - Conexiones de silla - Intervenciones extraordinarias y reparaciones - Herramientas y accesorios
Lavado de la instalación hidráulico-sanitaria 70-71 Medidas preventivas para evitar la infección de Legionella - Sistemas de desinfección para tuberías fusio-technik - Técnicas de desinfección
Protección de los rayos UV 72-73
Prueba de la instalación 74-76
Calidad 77
Garantía de responsabilidad contractual 78-79
y Responsabilidad del producto (Product liability)
Artículos y dimensiones 80-96
fusio-technik index

Material base 5-8 Polímeros de elevado desempenho para as várias exigências das instalações - Curvas de regressão para PP-R - Curva regressão para PP-RCT - Vantagens
Sistema fusio-technik com tubos monocamada em PP-R 80 Super 9-13 Sistema fusio-technik SDR 6 monocamada Descrição - Ficha técnica e Marcação - Condições de exercício - Sistema fusio-technik Superflux SDR 7,4 monocamada Especificações do produto - Campos de utilização - Normas e Certificações Sistema fusio-technik SDR 11 monocamada Sistema fusio-technik rain-water SDR 11 monocamada
Sistema fusio-technik com tubos multicamada 14-16
fibro- reforçados em PP-R 80 Super e PP-RCT Sistema fusio-technik com tubos multicamada faser FIBER-T Descrição - Ficha técnica e Marcação - Condições de exercício - Sistema fusio-technik com tubos multicamada faser FIBER-COND Especificações do produto - Campos de utilização - Normas e Certificações
SDR, Standard Dimension Ratio 17
Aplicações de tubos 17
Conexões 18 Descrição - Características técnicas e Marcação
Projetação com os sistemas fusio-technik 19-33 Como orientar-se para a escolha do sistema mais adequado - Condições de exercício - Ar comprimido - Instalações com fluídos diferentes - Dimensionamento - Velocidades de deslizamento recomendadas, redes hídrico-sanitárias no interior de edifícios - Perdas de carga contínuas dos tubos - Projetar a velocidades superiores - Perdas de carga localizadas nas conexões
Técnicas de colocação 34-42 Colocação no externo e interior de edifícios - Cálculo e compensação da dilatação linear térmica - Cálculo dos compensadores de dilatação
Fixação 43-47 Valores de fixação - Exemplos de fixação - Cálculo para instalação em compartimentos e através de paredes de separação
Eficiência energética 48
Integração com outros sistemas Aquatechnik 49-52
Reação ao fogo 53-54 Carga de incêndio- Proteção anti-incêndio
Equipamentos e trabalho 55-69 Técnicas de soldadura: Polifusão de encaixe - Soldadura topo a topo - Acoplamento elétrico - Derivação direta - Conexões em sela - Intervenções extraordinárias e reparações - Equipamentos e acessórios
Lavagem da instalação hídrico sanitária 70-71 Medidas de prevenção contra a difusão da Legionella - Sistemas de desinfeção para tubos fusio-technik - Técnicas de desinfeção
Proteção dos raios UV 72-73
Teste da instalação 74-76
Qualidade 77
Garantia da Responsabilidade contratual e Responsabilidade de produto (Product Liability) 78-79
Artigo e dimensiones 80-96
fusio-technik index
5
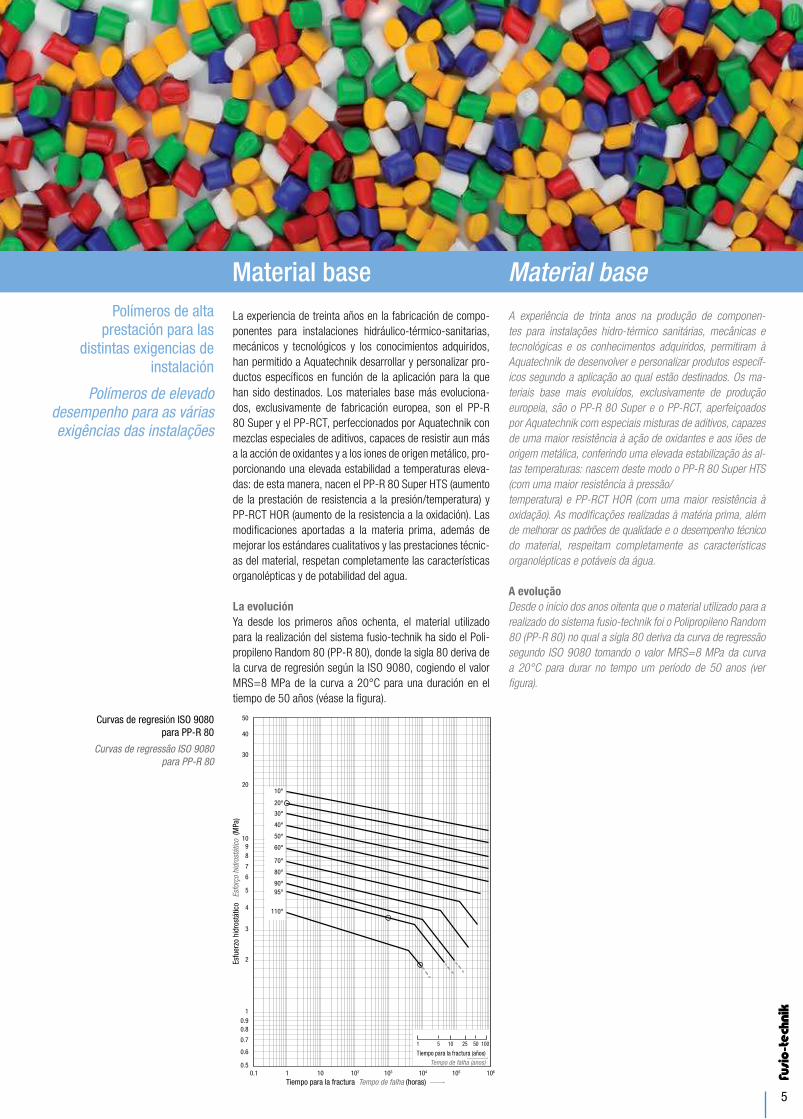
La experiencia de treinta años en la fabricación de compo-ponentes para instalaciones hidráulico-térmico-sanitarias, mecánicos y tecnológicos y los conocimientos adquiridos, han permitido a Aquatechnik desarrollar y personalizar pro-ductos específicos en función de la aplicación para la que han sido destinados. Los materiales base más evoluciona-dos, exclusivamente de fabricación europea, son el PP-R 80 Super y el PP-RCT, perfeccionados por Aquatechnik con mezclas especiales de aditivos, capaces de resistir aun más a la acción de oxidantes y a los iones de origen metálico, pro-porcionando una elevada estabilidad a temperaturas eleva-das: de esta manera, nacen el PP-R 80 Super HTS (aumento de la prestación de resistencia a la presión/temperatura) y PP-RCT HOR (aumento de la resistencia a la oxidación). Las modificaciones aportadas a la materia prima, además de mejorar los estándares cualitativos y las prestaciones técnic-as del material, respetan completamente las características organolépticas y de potabilidad del agua.
La evoluciónYa desde los primeros años ochenta, el material utilizado para la realización del sistema fusio-technik ha sido el Poli-propileno Random 80 (PP-R 80), donde la sigla 80 deriva de la curva de regresión según la ISO 9080, cogiendo el valor MRS=8 MPa de la curva a 20°C para una duración en el tiempo de 50 años (véase la figura).
A experiência de trinta anos na produção de componen-tes para instalações hidro-térmico sanitárias, mecânicas e tecnológicas e os conhecimentos adquiridos, permitiram à Aquatechnik de desenvolver e personalizar produtos específ-icos segundo a aplicação ao qual estão destinados. Os ma-teriais base mais evoluídos, exclusivamente de produção europeia, são o PP-R 80 Super e o PP-RCT, aperfeiçoados por Aquatechnik com especiais misturas de aditivos, capazes de uma maior resistência à ação de oxidantes e aos iões de origem metálica, conferindo uma elevada estabilização às al-tas temperaturas: nascem deste modo o PP-R 80 Super HTS (com uma maior resistência à pressão/temperatura) e PP-RCT HOR (com uma maior resistência à oxidação). As modificações realizadas à matéria prima, além de melhorar os padrões de qualidade e o desempenho técnico do material, respeitam completamente as características organolépticas e potáveis da água.
A evoluçãoDesde o início dos anos oitenta que o material utilizado para a realizado do sistema fusio-technik foi o Polipropileno Random 80 (PP-R 80) no qual a sigla 80 deriva da curva de regressão segundo ISO 9080 tomando o valor MRS=8 MPa da curva a 20°C para durar no tempo um período de 50 anos (ver figura).
Material base Material base
Polímeros de alta prestación para las
distintas exigencias de instalación
Polímeros de elevado desempenho para as várias exigências das instalações
Curvas de regresión ISO 9080 para PP-R 80
Curvas de regressão ISO 9080 para PP-R 80
10°
20°
30°
40°
50°
60°
70°
80°
90°95°
110°
1 5 10 25 50 100
Tiempo para la fractura (años)Tempo de falha (anos)
50
40
30
20
1098
7
6
5
4
3
2
10.90.8
0.7
0.6
0.5
Esfu
erzo
hid
rost
átic
o E
sfor
ço h
idro
stát
ico
(MPa
)
0.1 1 10 102 103 104 105 106
Tiempo para la fractura Tempo de falha (horas)
6
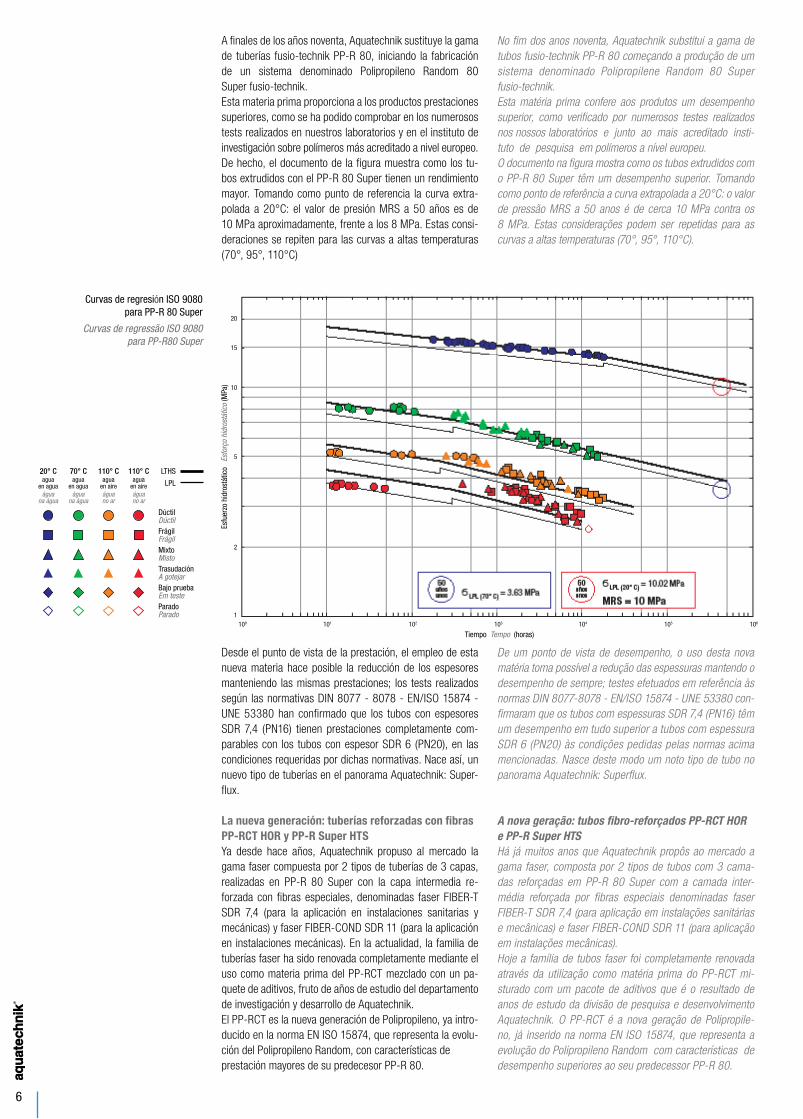
A finales de los años noventa, Aquatechnik sustituye la gama de tuberías fusio-technik PP-R 80, iniciando la fabricación de un sistema denominado Polipropileno Random 80 Super fusio-technik. Esta materia prima proporciona a los productos prestaciones superiores, como se ha podido comprobar en los numerosos tests realizados en nuestros laboratorios y en el instituto de investigación sobre polímeros más acreditado a nivel europeo.De hecho, el documento de la figura muestra como los tu-bos extrudidos con el PP-R 80 Super tienen un rendimiento mayor. Tomando como punto de referencia la curva extra-polada a 20°C: el valor de presión MRS a 50 años es de 10 MPa aproximadamente, frente a los 8 MPa. Estas consi-deraciones se repiten para las curvas a altas temperaturas (70°, 95°, 110°C)
Desde el punto de vista de la prestación, el empleo de esta nueva materia hace posible la reducción de los espesores manteniendo las mismas prestaciones; los tests realizados según las normativas DIN 8077 - 8078 - EN/ISO 15874 - UNE 53380 han confirmado que los tubos con espesores SDR 7,4 (PN16) tienen prestaciones completamente com-parables con los tubos con espesor SDR 6 (PN20), en las condiciones requeridas por dichas normativas. Nace así, un nuevo tipo de tuberías en el panorama Aquatechnik: Super-flux.
La nueva generación: tuberías reforzadas con fibrasPP-RCT HOR y PP-R Super HTSYa desde hace años, Aquatechnik propuso al mercado la gama faser compuesta por 2 tipos de tuberías de 3 capas, realizadas en PP-R 80 Super con la capa intermedia re-forzada con fibras especiales, denominadas faser FIBER-T SDR 7,4 (para la aplicación en instalaciones sanitarias y mecánicas) y faser FIBER-COND SDR 11 (para la aplicación en instalaciones mecánicas). En la actualidad, la familia de tuberías faser ha sido renovada completamente mediante el uso como materia prima del PP-RCT mezclado con un pa-quete de aditivos, fruto de años de estudio del departamento de investigación y desarrollo de Aquatechnik.El PP-RCT es la nueva generación de Polipropileno, ya intro-ducido en la norma EN ISO 15874, que representa la evolu-ción del Polipropileno Random, con características deprestación mayores de su predecesor PP-R 80.
No fim dos anos noventa, Aquatechnik substitui a gama de tubos fusio-technik PP-R 80 começando a produção de um sistema denominado Polipropilene Random 80 Super fusio-technik.Esta matéria prima confere aos produtos um desempenho superior, como verificado por numerosos testes realizados nos nossos laboratórios e junto ao mais acreditado insti-tuto de pesquisa em polímeros a nível europeu.O documento na figura mostra como os tubos extrudidos com o PP-R 80 Super têm um desempenho superior. Tomando como ponto de referência a curva extrapolada a 20°C: o valor de pressão MRS a 50 anos é de cerca 10 MPa contra os 8 MPa. Estas considerações podem ser repetidas para as curvas a altas temperaturas (70°, 95°, 110°C).
De um ponto de vista de desempenho, o uso desta nova matéria torna possível a redução das espessuras mantendo o desempenho de sempre; testes efetuados em referência às normas DIN 8077-8078 - EN/ISO 15874 - UNE 53380 con-firmaram que os tubos com espessuras SDR 7,4 (PN16) têm um desempenho em tudo superior a tubos com espessura SDR 6 (PN20) às condições pedidas pelas normas acima mencionadas. Nasce deste modo um noto tipo de tubo no panorama Aquatechnik: Superflux.
A nova geração: tubos fibro-reforçados PP-RCT HOR e PP-R Super HTSHá já muitos anos que Aquatechnik propôs ao mercado a gama faser, composta por 2 tipos de tubos com 3 cama-das reforçadas em PP-R 80 Super com a camada inter-média reforçada por fibras especiais denominadas faser FIBER-T SDR 7,4 (para aplicação em instalações sanitárias e mecânicas) e faser FIBER-COND SDR 11 (para aplicação em instalações mecânicas).Hoje a família de tubos faser foi completamente renovada através da utilização como matéria prima do PP-RCT mi-sturado com um pacote de aditivos que é o resultado de anos de estudo da divisão de pesquisa e desenvolvimento Aquatechnik. O PP-RCT é a nova geração de Polipropile-no, já inserido na norma EN ISO 15874, que representa a evolução do Polipropileno Random com características de desempenho superiores ao seu predecessor PP-R 80.
Curvas de regresión ISO 9080 para PP-R 80 Super
Curvas de regressão ISO 9080 para PP-R80 Super
20
15
10
5
2
1
Esfu
erzo
hid
rost
átic
o E
sfor
ço h
idro
stát
ico
(MPa
)
100 101 102 103 104 105 106
Tiempo Tempo (horas)
20° Cagua
en aguaágua
na água
70° Cagua
en aguaágua
na água
110° Cagua
en aireáguano ar
110° Cagua
en aireáguano ar
LTHS
LPL
DúctilDúctilFrágilFrágilMixtoMistoTrasudaciónA gotejarBajo pruebaEm testeParadoParado

7
O PP-RCT permite uma classificação mais severa e uma re-dução da espessura das paredes, permitindo até que seja alcançada a classe 5 da norma EN ISO 15874 (classe de exercício às altas temperaturas).
A estas já excecionais características do material base, Aquatechnik inseriu um pacote de aditivos HOR (HIGH OXI-DATION RESISTANCE) com a dupla função de melhorar o desempenho às altas temperaturas no tempo e atrasar si-gnificativamente o processo de oxidação da matérias plás-tica sob o efeito agressivo de substâncias muito oxidantes que podem ser dissolvidas na água.Com esta nova modificação à matéria prima, Aquatechnik introduz no mercado a gama dos tubos faser FIBER-T, si-stema que confere uma maior segurança e fiabilidade em relação ao transporte de água potável em instalações sani-tárias e de aquecimento.O real aumento da resistência à oxidação utilizando o siste-ma PP-RCT HOR é comprovado por testes realizados nos laboratórios Aquatechnik que usufruem também da cola-boração com uma empresa líder no setor das máquinas para cloração em contínuo.Para a aplicação em instalações mecânicas, Aquatechnik estudou um pacote de aditivos HTS (High Themal Stabilization) para melhorar a resistência às temperaturas e a duração no tempo da matéria prima.
El PP-RCT permite una clasificación más severa y una re-ducción del espesor de las paredes, permitiendo incluso alcanzar la clase 5 de la norma EN ISO 15874 (clase de ejercicio a altas temperaturas).
A estas características ya excepcionales del material base, Aquatechnik ha introducido un paquete de aditivos HOR (HIGH OXIDATION RESISTANCE) con la dúplice función de mejorar las prestaciones a altas temperaturas en el tiempo y ralentizar de manera significativa, el proceso de oxidación de la materia plástica bajo el efecto agresivo de sustancias fuertemente oxidantes que pueden disolverse en el agua.Con esta nueva modificación de la materia prima, Aquate-chnik introduce en el mercado la gama de tubos faser FIBER-T un sistema que proporciona una mayor seguridady fiabilidad en relación al transporte de agua potable en instalaciones sanitarias y de calefacción.El incremento efectivo de la resistencia a la oxidación uti-lizando el sistema PP-RCT HOR, ha sido comprobado por tests realizados en los laboratorios de Aquatechnik que se avalen también, de la colaboración con una empresa líder en el sector de las máquinas para la cloración continua.Para la aplicación en instalaciones mecánicas, Aquatech-nik ha estudiado un paquete de aditivos HTS (High ThemalStabilization) para mejorar la resistencia a la temperatura y la duración en el tiempo de la materia prima.
Curvas de regresión ISO 9080 para PP-RCT
Curvas de regressão ISO 9080 para PP-RCT
20
15
10
5
2
1
Esfu
erzo
hid
rost
átic
o E
sfor
ço h
idro
stát
ico
(MPa
)
100 101 102 103 104 105 106
Tiempo Tempo (horas)
20° Cagua
en aguaágua
na água
70° Cagua
en aguaágua
na água
110° Cagua
en aireáguano ar
110° Cagua
en aireáguano ar
LTHS
LPL
DúctilDúctilFrágilFrágilMixtoMistoTrasudaciónA gotejarBajo pruebaEm testeParadoParado
Tabla de comparación entre PP-R 80 y PP-RCT
Tabela de comparação entre PP-R 80 e PP-RCT
Unidad de medida PP-R 80 Super PP-RCT
Unidade de medida
σ LPL (20° C) MPa 10,0 12,7
σ LPL (70° C) MPa 3,6 6,0
Melt Flow Rate (indice de fluidez) 190/5 g/10 min 0,5 0,4
Melt Flow Rate (indice de fluidez) 230/5 g/10 min 1,3 1,0
Melt Flow Rate (indice de fluidez) 230/2,16 g/10 min 0,3 0,2
Alargamiento a enervación % 10 12
Alongamento à enervação
Punto de cristalización °C 97,5 100,5
Ponto de cristalização
Módulo de tracción MPa 848 850
Módulo de elasticidade
Extrapolación con t (máx) a 110°C según la norma ISO/CD 9080:2008Extrapolação com t (max) a 110°C de acordo com a norma ISO/CD 9080:2008
LPL (70° C) = 5.93 MPaLPL (20° C) = 12.68 MPa
MRS = 12.5 MPaϬϬ50
añosanos
50añosanos

8
VentajasLas principales ventajas de los productos realizados con estas materias primas, son las siguientes:n alta resistencia a la oxidación;n espesores de paredes reducidos;n aumento del caudal;n elevada resistencia a la presión;n aumento de las temperaturas de trabajo;n disminución del peso;n reducción de las dilataciones térmicas;n disminución del número de puntos de sujeción;n respeto total de las normativas que regulan el transporte de agua potable;n resistencia a los fenómenos típicos de la corrosión;n material reciclable al 100%;n ciclo LCA del producto de bajo impacto medioambiental.
Vantagens As principais vantagens dos produtos realizados com estas matérias primas são as seguintes:n alta resistência à oxidação;n espessuras de paredes reduzidas;n aumento da vazão;n elevada resistência à pressão;n aumento das temperaturas de trabalho;n diminuição do peso;n redução das dilatações térmicas;n diminuição do número dos pontos de fixação;n absoluto respeito pelas normas que regulam o transporte da água potável;n resistência a fenómenos típicos de corrosão;n material reciclável a 100%;n ciclo LCA do produto com baixo impacto ambiental.

9
Tubos y racores en PP-R 80 Super, para montar mediante polifusión, con racores para soldar y roscados. Para colocación con anclaje y/o subterránea.
DescripciónEs el sistema de tubos y racores en PP-R 80 Super (poli-propileno copolímero random) que ha innovado y cambiado definitivamente, las modalidades de distribución de los flui-dos calientes y fríos en los edificios, a partir de los años 80. Conocido y apreciado en todo el mundo, sus elementos se conectan entre sí con el método de la polifusión térmica (sol-dadura).El sensible mejoramiento del producto, que se ha obtenido con el pasar de los años y la gama cada vez más actualiza-da y completa, han confirmado un éxito todavía sin iguales. Gracias a sus características técnicas intrínsecas, es ideal también para el transporte de fluidos agresivos ya que es resistente a los agentes corrosivos, alcalinos, ácidos, etc. En caso de transporte de productos químicos, compruebe la idoneidad con nuestro Departamento Técnico.
Ficha técnica y Marcado Materia prima: PP-R 80 Super Serie: S 2.5Conductividad térmica a 20°C: l 0,240 W/mKCoeficiente de dilatación: a 0,15 mm/mKRugosidad interna: 0,007 mmColor: verdeMedidas: desde Ø 20 a Ø 110 mmMarcado: texto estampado a lo largo de la directriz con un intervalo punteado en cada metro lineal, como sigue: aquatechnik art. XXXXX - PP-R 80 Super - fusio-technik - DDxS,S - SDR6 – SKZA 242 DIN 8077/8078 -- IIP 282 UNIENISO 15874 -- AENOR 001/682 UNEENISO 15874 -- ATEC 14/11-1709 -- CSTBat-157-1709 (cl2-6bar-70C) (cl4-10bar-60C) -- HH:MM GG.MM.A A L X Lotto XXXXXXXXX -- 70C/10 bar -- made in Italy ------- (línea punteada hasta 95-98 cm) Condiciones de ejercicioVéase las tablas de las páginas 20 y 21.
Tubos e conexões em PP-R 80 Super, a montar através de polifusão, com conexões a soldar e roscadas. Para colocação com fixação e/ou interna.
DescriçãoÉ o sistema de tubos e ligações em PP-R 80 Super (polipro-pileno copolímero random) que inovou e modificou definitiva-mente a modalidade de distribuição de fluidos quentes e frios nos edifícios a partir dos anos 80. Conhecido e apreciado em todo o mundo, os seus elementos conectam-se entre si através do método da polifusão térmica (soldadura).O sensível melhoramento do produto, que aconteceu com o passar dos anos, e a gama sempre mais atualizada e com-pleta, confirmaram um sucesso que até agora não foi igua-lado. Graças às suas características técnicas intrínsecas, é ideal também para o transporte de fluídos agressivos já que é mui-to resistente a agentes corrosivos, alcalinos, ácidos, etc. No caso de transporte de produtos químicos, verificar a ido-neidade com o nosso Departamento Técnico.
Ficha técnica e Marcação Matéria prima: PP-R 80 Super Série: S 2.5Condutividade térmica a 20°C: l 0,240 W/mKCoeficiente de dilatação: a 0,15 mm/mKRugosidade interna: 0,007 mmCor: verdeMedidas: de Ø 20 a Ø 110 mmMarcação: texto impresso longo o direção com um intervalotracejadas sobre cada metro linear, como se segue:aquatechnik art. XXXXX - PP-R 80 Super - fusio-technik - DDxS,S - SDR6 – SKZA 242 DIN 8077/8078 -- IIP 282 UNIE-NISO 15874 -- AENOR 001/682 UNEENISO 15874 -- ATEC 14/11-1709 -- CSTBat-157-1709 (cl2-6bar-70C) (cl4-10bar-60C) -- HH:MM GG.MM.AA LX Lotto XXXXXXXXX -- 70C/10 bar -- made in Italy -------(traçado até 95-98 cm)
Condições de exercício: Ver tabelas nas páginas 20 e 21.
Sistema fusio-technik SDR 6 monocapa
Sistema fusio-technik SDR 6 monocamada
Sistema fusio-technik con tubos monocapaen PP-R 80 Super
Sistema fusio-technik com tubos monocamada em PP-R 80 Super

10
Especificaciones del producto
Ámbitos de utilizaciónLa amplia gama de diámetros y la gran posibilidad de elección de las tuberías permiten el uso del sistema en losmás diversos campos de aplicación del sector civil, industrial y terciario, para instalaciones hidráulico-sanitarias, instalacio-nes de calefacción, riego y aire comprimido.
Normas y certificacionesFabricado en conformidad con las normativas más impor-tantes a nivel internacional, como EN ISO 15874, DIN 8077/8078, ASTM. Conforme con todos los estándares organo-lépticos para el transporte de agua potable, para el transportede fluidos potables calientes y fríos, para el consumo huma-no, para calefacción, acondicionamiento y aire comprimido. Además, el sistema fusio-technik ha conseguido la certifica-ción de los Organismos más importantes a nivel europeo y mundial. Las certificaciones están disponibles en el sitio web www.aquatechnik.it, página descargar.
Tubos y racores en PP-R 80 Super, para montar mediante polifusión, con racores para soldar y roscados. Para colocación con anclaje y/o subterránea.
DescripciónSistema de tubos y racores en PP-R 80 Super (polipropileno copolímero random). Sus elementos se conectan entre sí con el método de la polifusión térmica.Gracias a la materia prima utilizada, ha sido posible reducir el espesor de la pared del tubo, aumentando el caudal de aproximadamente el 20% y superando todos los tests pre-vistos por las normativas para tuberías SDR 6. Es ideal para el transporte de fluidos agresivos ya que es resistente a los agentes corrosivos, alcalinos, ácidos, etc. En caso de tran-sporte de productos químicos, compruebe la idoneidad con nuestro Departamento Técnico.
Ficha técnica y Marcado Materia prima: PP-R 80 Super Serie: S 3.2Conductividad térmica a 20°C: l 0,240 W/mKCoeficiente de dilatación: a 0,15 mm/mKRugosidad interna: 0,007 mmColor: verde con rayas grisesMedidas: desde Ø 20 a Ø 125 mmMarcado: texto estampado a lo largo de la directriz con un intervalo punteado en cada metro lineal, como sigue:aquatechnik art. XXXXX - PP-R 80 Super - fusio-technik - SUPERFLUX - DDxS,S - SDR7,4 -- DIN 8077/8078 -- UNIENISO 15874 -- AENOR 001/682 UNEENISO 15874 -- HH:MM GG.MM.AA LX Lotto XXXXXXXXX -- TESTATO PN20 -- made in Italy ------- (línea punteada hasta 95-98 cm)
Sistema fusio-technik Superflux SDR 7,4
monocapa
Sistema fusio-technik Superflux SDR 7,4
monocamada
Ø ext
Ø int esp
Artículo SDR Ø ext. Ø int. Espess. DN Verga Rollo Contenido H2O Peso Cantidad por hazArtigo SDR Ø ext. Ø int. Espess. DN Verga Rolo Conteúdo H2O Peso Quantidade por faixa mm mm mm mm mm m m l/m Kg/m m 61008 6 20 13,2 3,4 12 4 // 0,137 0,172 100 61010 6 25 16,6 4,2 15 4 // 0,216 0,268 100 61012 6 32 21,2 5,4 20 4 // 0,353 0,437 4061014 6 40 26,6 6,7 25 4 // 0,556 0,676 4061016 6 50 33,4 8,3 32 4 // 0,876 1,061 2061018 6 63 42,0 10,5 40 4 // 1,385 1,714 2061020 6 75 50,0 12,5 50 4 // 1,963 2,409 2061022 6 90 60,0 15,0 60 4 // 2,827 3,469 1261024 6 110 74,4 18,3 65 4 // 4,347 5,162 861108 6 20 13,2 3,4 12 // 100 0,137 0,172 //61110 6 25 16,6 4,2 15 // 100 0,216 0,268 //
Especificações do produto
Campos de utilização A vasta gama de diâmetros e ampla possibilidade de escolha nas tubagens permitem o uso de sistemas nos mais diversos campos de aplicação do setor civil, industriale terciário para instalações hídrico-sanitárias, irrigação e ar comprimido.
Normas e certificações Produto em conformidade com as mais importantes normas a nível internacional, tais como EN ISO 15874, DIN 8077/8078, ASTM. Em conformidade com os padrões organo-lépticos para o transporte de água potável, para o transporte de fluídos potáveis quentes e frios, para o consumo humano, para o aquecimento, condicionamento e ar comprimido. O sistema fusio-technik obteve além disso a certificação das mais importantes Entidades a nível europeu e mundial. As certificações estão disponíveis no website www.aquatechnik.it, página Download.
Tubos e conexões em PP-R 80 Super, a montar através de polifusão, com conexões a soldar e roscadas. Para colocação com fixação e/ou interna.
DescriçãoSistema de tubos e conexões em PP-R 80 Super (polipro-pileno copolimero random) os seus elementos conectam-seentre si através do método da polifusão térmica. Graças à matéria prima utilizada foi possível reduzir a espessura da parede do tubo aumentando a vazão em cerca de 20% superando todos os testes previstos nas normas para tubos SDR 6. É ideal para o transporte de fluídos agressivos já que é muito resistente a agentes corrosivos, alcalinos, ácidos, etc. No caso de transporte de produtos químicos, verificar a idoneidade com o nosso Departamento Técnico.
Ficha técnica e Marcação Matéria prima: PP-R 80 Super Série: S 3.2Condutividade térmica a 20°C: l 0,240 W/mKCoeficiente de dilatação: a 0,15 mm/mKRugosidade interna: 0,007 mmCor: verde com faixas cinzentasMedidas: de Ø 20 a Ø 125 mmMarcação: texto impresso longo o direção com um intervalotracejadas sobre cada metro linear, como se segue: aquatechnik art. XXXXX - PP-R 80 Super - fusio-technik - SUPERFLUX - DDxS,S - SDR7,4 -- DIN 8077/8078 -- UNIE-NISO 15874 -- AENOR 001/682 UNEENISO 15874 -- HH:MM GG.MM.AA LX Lotto XXXXXXXXX -- TESTATO PN20 -- made in Italy ------- (traçado até 95-98 cm)

11
Condiciones de ejercicioVéase las tablas de las páginas 20 y 21.
Especificaciones del producto
Ámbitos de utilizaciónLa amplia gama de diámetros y la gran posibilidad de elec-ción de las tuberías permiten el uso del sistema en losmás diversos campos de aplicación del sector civil, industrial y terciario, para instalaciones hidráulico-sanitarias, instalacio-nes de calefacción, riego y aire comprimido.
Normas y certificacionesFabricado en conformidad con las normativas más importan-tes a nivel internacional, como EN ISO 15874, DIN8077/8078, ASTM. Conforme con todos los estándares organolépticos para el transporte de agua potable, para el transporte de fluidos potables calientes y fríos, para el con-sumo humano, para calefacción, acondicionamiento y aire comprimido. Además, el sistema fusio-technik ha consegui-do la certificación de los Organismos más importantes a ni-vel europeo y mundial. Las certificaciones están disponibles en el sitio web www.aquatechnik.it, página descargar.
Tubos y racores en PP-R 80 Super, para montar mediante polifusión, con racores para soldar y roscados. Para colocación con anclaje y/o subterránea.
DescripciónSistema de tubos y racores en PP-R 80 Super (polipropileno copolímero random). Sus elementos se conectan entre sí con el método de la polifusión térmica. Ideal para el transporte de agua fría potable y fluidos agresivos, ya que es muy resi-stente a los agentes corrosivos, alcalinos, ácidos. En caso de transporte de productos químicos, compruebe la idoneidad con nuestro Departamento Técnico.
Ficha técnica y Marcado Materia prima: PP-R 80 Super Serie: S 5Conductividad térmica a 20°C: l 0,240 W/mKCoeficiente de dilatación: a 0,15 mm/mKRugosidad interna: 0,007 mmColor: verde con rayas azulesMedidas: desde Ø 20 a Ø 200 mmMarcado: texto estampado a lo largo de la directriz con un intervalo punteado en cada metro lineal, como sigue:aquatechnik art. XXXXX - PP-R 80 Super - fusio-technik - DDxS,S - SDR11 -- DIN 8077/8078 – IIP 282 UNIENI-SO 15874 -- AENOR 001/682 UNEENISO 15874 -- HH:MM GG.MM.AA LX Lotto XXXXXXXXX -- made in Italy ------- (línea punteada hasta 95-98 cm)
Sistema fusio-technik SDR 11 monocapa
Sistema fusio-technik SDR 11 monocamada
Artículo SDR Ø ext. Ø int. Espess. DN Verga Rollo Contenido H2O Peso Cantidad por hazArtigo SDR Ø ext. Ø int. Espess. DN Verga Rolo Conteúdo H2O Peso Quantidade por faixa mm mm mm mm mm m m l/m Kg/m m 61158 7,4 20 14,4 2,8 15 4 // 0,163 0,151 100 61160 7,4 25 18,0 3,5 20 4 // 0,254 0,232 100 61162 7,4 32 23,2 4,4 25 4 // 0,423 0,375 4061164 7,4 40 29,0 5,5 32 4 // 0,661 0,578 4061166 7,4 50 36,2 6,9 40 4 // 1,029 0,896 2061168 7,4 63 45,8 8,6 50 4 // 1,647 1,410 2061170 7,4 75 54,4 10,3 -- 4 // 2,324 1,993 2061172 7,4 90 65,4 12,3 65 4 // 3,359 2,855 1261174 7,4 110 79,8 15,1 80 4 // 5,001 4,311 861176 7,4 125 90,8 17,1 -- 4 // 6,475 5,313 4 61188 7,4 20 14,4 2,8 12 // 100 0,163 0,151 //61190 7,4 25 18,0 3,5 20 // 100 0,254 0,232 //
Ø ext
Ø intesp
Condições de exercício: Ver tabelas nas páginas 20 e 21.
Especificações do produto
Campos de utilização A vasta gama de diâmetros e ampla possibilidade de escolha nas tubagens permitem o uso de sistemas nos mais diversos campos de aplicação do setor civil, in-dustrial e terciário para instalações hídrico-sanitárias, irrigação e ar comprimido.
Normas e certificações Produto em conformidade com as mais importantes normas a nível internacional, tais como EN ISO 15874, DIN8077/8078, ASTM. Em conformidade com os padrões organolépticos para o transporte de água potável, para o transporte de fluídos potáveis quentes e frios, para o con-sumo humano, para o aquecimento, condicionamento e ar comprimido. O sistema fusio-technik obteve além disso a certificação das mais importantes Entidades a nível europeu e mundial. As certificações estão disponíveis no website www.aquate-chnik.it, página Download.
Tubos e conexões em PP-R 80 Super, a montar através de polifusão, com conexões a soldar e roscadas. Para colocação com fixação e/ou interna.
DescriçãoSistema de tubos e conexões em PP-R 80 Super (polipropi-leno copolimero random), os seus elementos conectam-se entre si através do método da polifusão térmica. Ideal para o transporte de água fria potável e fluídos agressivos pois é muito resistente a agentes corrosivos, alcalinos, ácidos. No caso do transporte de produtos químicos, verificar a idonei-dade com o nosso Departamento Técnico.
Ficha técnica e Marcação Matéria prima: PP-R 80 Super Série: S 5Condutividade térmica a 20°C: l 0,240 W/mKCoeficiente de dilatação: a 0,15 mm/mKRugosidade interna: 0,007 mmCor: verde com faixas azuisMedidas: de Ø 20 a Ø 200 mmMarcação: texto impresso longo o direção com um intervalotracejadas sobre cada metro linear, como se segue: aquatechnik art. XXXXX - PP-R 80 Super - fusio-technik - DDxS,S - SDR11 -- DIN 8077/8078 – IIP 282 UNIENISO 15874 -- AENOR 001/682 UNEENISO 15874 -- HH:MM GG.MM.AA LX Lotto XXXXXXXXX -- made in Italy ------- (traçado até 95-98 cm)

12
Condiciones de ejercicioVéase las tablas de las páginas 20 y 21.
Especificaciones del producto
Ámbitos de utilizaciónLa amplia gama de diámetros y la gran posibilidad de elec-ción de las tuberías permiten el uso del sistema en los más diversos campos de aplicación del sector civil, industrial, ter-ciario y agricultura, para agua fría potable y riego.
Normas y certificacionesFabricado en conformidad con las normativas más importan-tes a nivel internacional, como EN ISO 15874, DIN 8077/8078, ASTM. Conforme con todos los estándares orga-nolépticos para el transporte de agua potable, para el tran-sporte de fluidos potables calientes y fríos, para el consumo humano, para calefacción, acondicionamiento y aire com-primido. Además,el sistema fusio-technik ha conseguido la certificación de los Organismos más importantes a nivel eu-ropeo y mundial. Las certificaciones están disponibles en el sitio web www.aquatechnik.it, página descargar.
Tubos y racores en PP-R 80 Super, para montar mediante polifusión, con racores para soldar y roscados. Para colocación con anclaje y/o subterránea.
DescripciónLa línea de tuberías rain-water se utiliza para el transporte de las aguas de reutilización y de recuperación. La materia prima que compone los tubos es el polipropileno copolímero random (PP-R 80 Super) con aditivos, para au-mentar la resistencia a los pH bajos y a la alta alcalinidad.El color identificativo de estas tuberías es el violeta, tal y como prevén las normativas: de hecho, las tuberías con la función de recuperación deben poder distinguirse fácilmente de las que, en cambio, transportan agua potable.
Ficha técnica y Marcado Materia prima: PP-R 80 Super Serie: S 5Conductividad térmica a 20°C: l 0,240 W/mKCoeficiente de dilatación: a 0,15 mm/mKRugosidad interna: 0,007 mmColor: violetaMedidas: desde Ø 20 a Ø 160 mmMarcado: texto estampado a lo largo de la directriz con un intervalo punteado en cada metro lineal, como sigue:aquatechnik art. XXXXX - PP-R 80 Super - fusio-technik - rain-water - inc DDxS,S / mm DDxS,S - SDR11 --ASTMF 2389 -- CSA B137.11 -- ENISO 15874 -- DIN 16837
Sistema fusio-technik rain-water SDR 11
monocapa
Sistema fusio-technik SDR 11 rain-water
monocamada
Artículo SDR Ø ext. Ø int. Espess. DN Verga Rollo Contenido H2O Peso Cantidad por hazArtigo SDR Ø ext. Ø int. Espess. DN Verga Rolo Conteúdo H2O Peso Quantidade por faixa mm mm mm mm m m l/m Kg/m m 61208 11 20 16,2 1,9 15 4 // 0,206 0,110 100 61210 11 25 20,4 2,3 20 4 // 0,327 0,168 100 61212 11 32 26,2 2,9 25 4 // 0,539 0,270 4061214 11 40 32,6 3,7 32 4 // 0,835 0,418 4061216 11 50 40,8 4,6 40 4 // 1,307 0,652 2061218 11 63 51,4 5,8 50 4 // 2,075 1,021 2061220 11 75 61,4 6,8 65 4 // 2,961 1,430 2061222 11 90 73,6 8,2 80 4 // 4,254 2,072 1261224 11 110 90,0 10,0 -- 4 // 6,362 3,143 861226 11 125 102,2 11,4 100 4 // 8,203 3,820 461228 11 160 130,8 14,6 125 5,8 // 13,437 6,425 461230 11 200 163,6 18,2 150 5,8 // 21,021 10,022 461308 11 20 16,2 1,9 15 // 100 0,206 0,110 //61310 11 25 20,4 2,3 20 // 100 0,327 0,168 //61312 11 32 26,2 2,9 25 // 50 0,539 0,270 //
Ø ext
Ø intesp
Condições de exercício Ver tabelas nas páginas 20 e 21.
Especificações do produto
Campos de utilização A vasta gama de diâmetros e ampla possibilidade de escolha nas tubagens permitem o uso de sistemas nos mais diversos campos de aplicação do setor civil, industrial, terciário e agri-cultura, para água fria potável e irrigação.
Normas e certificações Produto em conformidade com as mais importantes normas a nível internacional, tais como EN ISO 15874, DIN 8077/8078, ASTM. Em conformidade com os padrões organo-lépticos para o transporte de água potável, para o transporte de fluídos potáveis quentes e frios, para o consumo humano,para o aquecimento, condicionamento e ar comprimido. O sistema fusio-technik obteve além disso a certificação das mais importantes Entidades a nível europeu e mundial. As certificações estão disponíveis no website www.aquatechnik.it, página Download.
Tubos e conexões em PP-R 80 Super, a montar através de polifusão, com conexões a soldar e roscadas. Para co-locação externa e/ou interna.
DescriçãoA linha de tubos rain-water é direcionada para a condução das águas de recirculação e de recuperação. A matéria prima que compõem os tubos é o polipropileno copolimero random (PP-R 80 Super) aditivado para aumentar a resistência a PH baixos e alta alcalinidade.A cor de identificação destes tubos é o violeta, tal como previsto pelas normas: os tubos com função de recuperação devem poder ser facilmente distinguidos daqueles que, por outro lado, levam água potável.
Ficha técnica e Marcação Matéria prima: PP-R 80 Super Série: S 5Condutividade térmica a 20°C: l0,240 W/mKCoeficiente de dilatação: a 0,15 mm/mKRugosidade interna: 0,007 mmCor: violetaMedidas: de Ø 20 a Ø 160 mmMarcação: texto impresso longo o direção com um intervalotracejadas sobre cada metro linear, como se segue: aquatechnik art. XXXXX - PP-R 80 Super - fusio-technik - rain-water - inc DDxS,S / mm DDxS,S - SDR11 --ASTMF 2389 -- CSA B137.11 -- ENISO 15874 -- DIN 16837
13
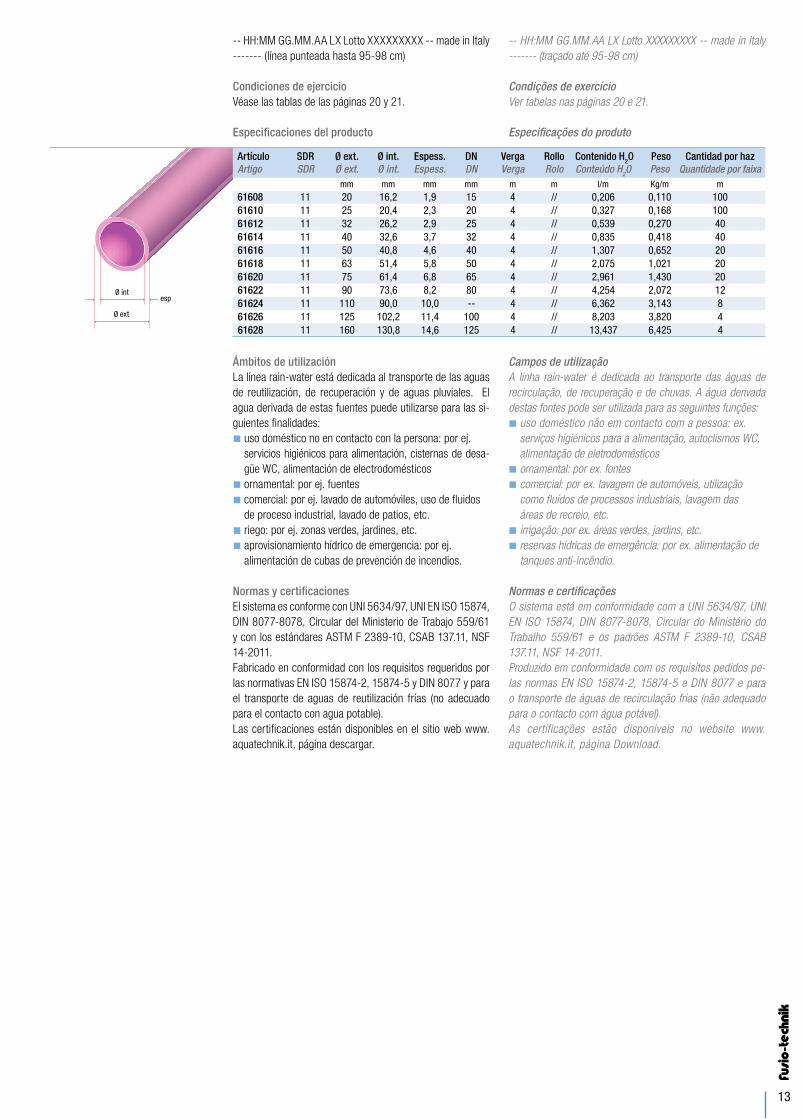
-- HH:MM GG.MM.AA LX Lotto XXXXXXXXX -- made in Italy ------- (línea punteada hasta 95-98 cm) Condiciones de ejercicioVéase las tablas de las páginas 20 y 21.
Especificaciones del producto
Ámbitos de utilizaciónLa línea rain-water está dedicada al transporte de las aguas de reutilización, de recuperación y de aguas pluviales. El agua derivada de estas fuentes puede utilizarse para las si-guientes finalidades:n uso doméstico no en contacto con la persona: por ej. servicios higiénicos para alimentación, cisternas de desa- güe WC, alimentación de electrodomésticosn ornamental: por ej. fuentesn comercial: por ej. lavado de automóviles, uso de fluidos de proceso industrial, lavado de patios, etc.n riego: por ej. zonas verdes, jardines, etc.n aprovisionamiento hídrico de emergencia: por ej. alimentación de cubas de prevención de incendios.
Normas y certificacionesEl sistema es conforme con UNI 5634/97, UNI EN ISO 15874, DIN 8077-8078, Circular del Ministerio de Trabajo 559/61 y con los estándares ASTM F 2389-10, CSAB 137.11, NSF 14-2011. Fabricado en conformidad con los requisitos requeridos por las normativas EN ISO 15874-2, 15874-5 y DIN 8077 y para el transporte de aguas de reutilización frías (no adecuado para el contacto con agua potable). Las certificaciones están disponibles en el sitio web www.aquatechnik.it, página descargar.
Artículo SDR Ø ext. Ø int. Espess. DN Verga Rollo Contenido H2O Peso Cantidad por hazArtigo SDR Ø ext. Ø int. Espess. DN Verga Rolo Conteúdo H2O Peso Quantidade por faixa mm mm mm mm m m l/m Kg/m m 61608 11 20 16,2 1,9 15 4 // 0,206 0,110 10061610 11 25 20,4 2,3 20 4 // 0,327 0,168 100 61612 11 32 26,2 2,9 25 4 // 0,539 0,270 4061614 11 40 32,6 3,7 32 4 // 0,835 0,418 4061616 11 50 40,8 4,6 40 4 // 1,307 0,652 2061618 11 63 51,4 5,8 50 4 // 2,075 1,021 2061620 11 75 61,4 6,8 65 4 // 2,961 1,430 2061622 11 90 73,6 8,2 80 4 // 4,254 2,072 1261624 11 110 90,0 10,0 -- 4 // 6,362 3,143 861626 11 125 102,2 11,4 100 4 // 8,203 3,820 461628 11 160 130,8 14,6 125 4 // 13,437 6,425 4
Ø ext
Ø intesp
-- HH:MM GG.MM.AA LX Lotto XXXXXXXXX -- made in Italy ------- (traçado até 95-98 cm)
Condições de exercício Ver tabelas nas páginas 20 e 21.
Especificações do produto
Campos de utilização A linha rain-water é dedicada ao transporte das águas de recirculação, de recuperação e de chuvas. A água derivada destas fontes pode ser utilizada para as seguintes funções:n uso doméstico não em contacto com a pessoa: ex. serviços higiénicos para a alimentação, autoclismos WC, alimentação de eletrodomésticosn ornamental: por ex. fontesn comercial: por ex. lavagem de automóveis, utilização como fluídos de processos industriais, lavagem das áreas de recreio, etc.n irrigação: por ex. áreas verdes, jardins, etc.n reservas hídricas de emergência: por ex. alimentação de tanques anti-incêndio.
Normas e certificações O sistema está em conformidade com a UNI 5634/97, UNI EN ISO 15874, DIN 8077-8078, Circular do Ministério doTrabalho 559/61 e os padrões ASTM F 2389-10, CSAB 137.11, NSF 14-2011. Produzido em conformidade com os requisitos pedidos pe-las normas EN ISO 15874-2, 15874-5 e DIN 8077 e para o transporte de águas de recirculação frias (não adequado para o contacto com água potável). As certificações estão disponíveis no website www.aquatechnik.it, página Download.

14
El uso como materia prima del polipropileno de alta resisten-cia térmica junto a un paquete de aditivos particularmente resistente a la oxidación, ha permitido a los laboratorios de Aquatechnik realizar un tubo de 3 capas con una capa intermedia compuesta por fibras especiales, que permite reducir las dilataciones térmicas lineales hasta un 75% re-specto a las tuberías tradicionales de PP-R monocapa. Estas características permiten también reducir el espesor de las paredes, aumentando el caudal en más del 20% para el fa-ser FIBER-T y en más del 40% para el faser FIBER-COND, respecto a las tuberías monocapa SDR 6. Aquatechnik es la primera empresa que ha conseguido la homologación IIP en este tipo de tuberías.
Tubos reforzados con fibra y racores en PP-R 80 Super, para montar mediante polifusión, con racores para soldar y roscados. Para colocación con anclaje y/o subterránea.
Descripciónfusio-technik faser FIBER-T SDR 7,4 de Ø 20 a 125 mm, SDR 11 de Ø 160 a 315 mm, en PP-RCT HOR, de alta resi-stencia al cloro y a los iones metálicos, está especialmente indicado para realizar instalaciones hidráulico-sanitarias, in-stalaciones mecánicas, aire comprimido y fluidos tecnológic-os. En caso de transporte de productos químicos, compruebe la idoneidad con nuestro Departamento Técnico.
Ficha técnica y Marcado Materia prima: PP-RCT HOR/PP-RF/PP-RSerie: S3.2 desde Ø 20 a 125 mm; S 5 desde Ø 160 a 315 mmConductividad térmica a 20°C: l 0,240 W/mKCoeficiente de dilatación: a 0,035 mm/mKRugosidad interna: 0,007 mmColor: verde con rayas rojas Medidas: desde Ø 20 a Ø 315 mmMarcado: texto estampado a lo largo de la directriz con un intervalo punteado en cada metro lineal, como sigue:aquatechnik art. XXXXX - PP-RCT/PP-RF/PP-R - fu-sio-technik - faser FIBER-T - DDxS,S - SDR7,4 -- ENISO 15874 -- DIN 16837 -- PIIP/C 282 -- HH:MM GG.MM.AA LX Lotto XXXXXXXXX -- 70C/10 bar -- made in Italy ------- (línea punteada hasta 95-98 cm)
O uso de polipropileno como matéria-prima de elevada resi-stência térmica em conjunto com um pacote de aditivos muito resistentes à oxidação permitiu aos laboratórios Aquatechnik realizar uma tubagem de 3 camadas com uma camada in-termédia composta de fibras especiais que permitem reduzir as dilatações térmicas lineares até 75% em relação às tuba-gens tradicionais em PP-R monocamada. Estas caracterís-ticas permitem, além disso, reduzir a espessura das paredes aumentando deste modo a vazão em mais de 20% para o faser FIBER-T e mais de 40% para o faser FIBER-COND em relação aos tubos monocamada SDR 6.Aquatechnik é a primeira empresa a conseguir a aprovação IIP neste tipo de tubos.
Tubos fibro-reforçados e conexões em PP-R 80 Super, a montar através de polifusão, com conexões a soldar e roscadas. Para colocação com fixação e/ou interna.
Descrição fusio-technik faser FIBER-T SDR 7,4 de Ø 20 a 125 mm, SDR 11 de Ø 160 a 315 mm, em PP-RCT HOR de elevada resi-stência ao cloro e aos iões metálicos é especialmente indi-cado para realizar instalações hídrico-sanitárias, instalações mecânicas, ar comprimido, fluídos tecnológicos. No caso de transporte de produtos químicos verificar a ido-neidade com o nosso Departamento Técnico.
Ficha técnica e Marcação Matéria prima: PP-RCT HOR/PP-RF/PP-RSérie: S3.2 de Ø 20 a 125 mm; S 5 de Ø 160 a 315 mmCondutividade térmica a 20°C: l 0,240 W/mKCoeficiente de dilatação: a 0,035 mm/mKRugosidade interna: 0,007 mmCor: verde com faixas vermelhasMedidas: de Ø 20 a Ø 315 mmMarcação: texto impresso longo o direção com um intervalotracejadas sobre cada metro linear, como se segue: aquatechnik art. XXXXX - PP-RCT/PP-RF/PP-R - fusio-technik - faser FIBER-T - DDxS,S - SDR7,4 -- ENISO 15874 -- DIN 16837 -- PIIP/C 282 -- HH:MM GG.MM.AA LX Lotto XXXXXXXXX -- 70C/10 bar -- made in Italy ------- (traçado até 95-98 cm)
Sistema fusio-technik con tubos multicapa reforzados con fibra en PP-R 80 Super y PP-RCT
Sistema fusio-technik com tubos multicamada fibro- reforçados em PP-R 80 Super e PP-RCT
Sistema fusio-technik con tubos multicapa
faser FIBER-T
Sistema fusio-technik com tubos multicamada
faser FIBER-T

15
Condições de exercício: Ver tabelas nas páginas 20 e 21.
Especificações do produto
Campos de utilizaçãoA vasta gama de diâmetros e ampla possibilidade de escolha nas tubagens permitem o uso de sistemas nos maisdiversos campos de aplicação do setor civil, industrial e ter-ciário para instalações hídrico-sanitárias, irrigação e ar com-primido.
Normas e certificaçõesProduto em conformidade com as mais importantes normas a nível internacional, tais como EN ISO 15874, DIN 8077/8078, ASTM. Em conformidade com os padrões organolépt-icos para o transporte de água potável, para o transporte de fluídos potáveis quentes e frios, para o consumo humano, para o aquecimento, condicionamento e ar comprimido. O sistema fusio-technik obteve além disso a certificação das mais importantes Entidades a nível europeu e mundial. O pri-meiro tubo em PP-R fibro-reforçado certificado IIP.As certificações estão disponíveis no website www.aqua-technik.it, página Download.
Tubos fibro-reforçados e conexões em PP-R 80 Super, a montar através de polifusão, com conexões a soldar e roscadas. Para colocação com fixação e/ou interna.
Descrição fusio-technik faser FIBER-COND SDR 7,4 de Ø 20 a 25 mm, SDR 11 de Ø 32 a 315 mm, in PP-R 80 Super HTS de alta estabilização térmica especialmente indicado para realizar instalações mecânicas: aquecimento e climatização, ar comprimido, fluídos tecnológicos. Não adequado para o transporte de água potável. Os rendimentos elevados das matérias-primas utilizadas permitem realizar instalações com tubagens de espessura inferior àquelas tradicionais aumen-tando deste modo a vazão de água total.
Ficha técnica e Marcação Matéria prima: PP-R HTS/PP-RF/PP-R HTSSérie: S 3.2 de Ø 20 a 25 mm; S 5 de Ø 32 a 315 mmCondutividade térmica a 20°C: l 0,240 W/mKCoeficiente de dilatação: a 0,035 mm/mKRugosidade interna: 0,007 mmCor: azul com faixas cinzentasMedidas: de Ø 20 a Ø 315 mmMarcação: texto impresso longo o direção com um intervalotracejadas sobre cada metro linear, como se segue:
Condiciones de ejercicioVéase las tablas de las páginas 20 y 21.
Especificaciones del producto
Ámbitos de utilizaciónLa amplia gama de diámetros y la gran posibilidad de elec-ción de las tuberías permiten el uso del sistema en los másdiversos campos de aplicación del sector civil, industrial y terciario, para instalaciones hidráulico-sanitarias, instalacio-nes de calefacción, riego y aire comprimido.
Normas y certificacionesFabricado en conformidad con las normativas más impor-tantes a nivel internacional, como EN ISO 15874, DIN 8077/8078, ASTM. Conforme con todos los estándares organo-lépticos para el transporte de agua potable, para el transportede fluidos potables calientes y fríos, para el consumo humano,para calefacción, acondicionamiento y aire comprimido.Además, el sistema fusio-technik ha conseguido la certifica-ción de los Organismos más importantes a nivel europeo y mundial. El primer tubo en PP-R reforzado con fibra certifi-cado IIP. Las certificaciones están disponibles en el sitio web www.aquatechnik.it, página descargar.
Tubos reforzados con fibra y racores en PP-R 80 Super, para montar mediante polifusión, con racores para soldar y roscados. Para colocación con anclaje y/o subterránea.
Descripciónfusio-technik faser FIBER-COND SDR 7,4 de Ø 20 a 25 mm, SDR 11 de Ø 32 a 315 en PP-R 80 Super HTS de alta estabi-lización térmica especialmente indicado para realizar insta-laciones mecánicas: calefacción y climatización, aire com-primido, fluidos tecnológicos. No idóneo para el transporte de agua potable. El alto rendimiento de las materias primas utilizadas, que permiten realizar instalaciones con tuberías de espesor inferior al tradicional, aumentando de este modo, el caudal total de agua.
Ficha técnica y Marcado Materia prima: PP-R HTS/PP-RF/PP-R HTSSerie: S 3.2 desde Ø 20 e 25 mm; S 5 desde Ø 32 a 315 mmConductividad térmica a 20°C: l 0,240 W/mKCoeficiente de dilatación: a 0,035 mm/mKRugosidad interna: 0,007 mmColor: azul con rayas grises Medidas: desde Ø 20 a Ø 315 mmMarcado: texto estampado a lo largo de la directriz con un intervalo punteado en cada metro lineal, como sigue:
Sistema fusio-technikcon tubos multicapa
faser FIBER-COND
Sistema fusio-technik com tubos multicamada
faser FIBER-COND
Ø ext
Ø intesp
Artículo SDR Ø ext. Ø int. Espess. DN Verga Rollo Contenido H2O Peso Cantidad por hazArtigo SDR Ø ext. Ø int. Espess. DN Verga Rolo Conteúdo H2O Peso Quantidade por faixa mm mm mm mm m m l/m Kg/m m 61358 7,4 20 14,4 2,8 15 4 // 0,163 0,158 10061360 7,4 25 18,0 3,5 20 4 // 0,278 0,245 100 61362 7,4 32 23,2 4,4 25 4 // 0,423 0,393 4061364 7,4 40 29,0 5,5 32 4 // 0,661 0,606 4061366 7,4 50 36,2 6,9 40 4 // 1,029 0,939 2061368 7,4 63 45,8 8,6 50 4 // 1,647 1,478 2061370 7,4 75 54,4 10,3 -- 4 // 2,324 2,090 2061372 7,4 90 65,4 12,3 65 4 // 3,359 2,995 1261374 7,4 110 79,8 15,1 80 4 // 5,001 4,519 861376 7,4 125 90,8 17,1 -- 4 // 6,475 5,572 461378 11 160 130,8 14,6 125 5,8 // 13,430 6,625 5,861380 11 200 163,6 18,2 150 5,8 // 21,021 10,684 5,861382 11 250 204,6 22,7 200 5,8 // 32,878 16,566 5,861384 11 315 257,8 28,6 250 5,8 // 52,172 26,291 5,8

16
aquatechnik art. XXXXX - PP-R/PP-RF/PP-R - fusio-technik - faser FIBER-COND - DDxS,S - SDR11 -- ENISO 15874 -- DIN 16837 -- PIIP/C 282 -- HH:MM GG.MM.AA LX Lotto XXXXXXXXX -- made in Italy ------- (línea punteada hasta 95-98 cm)
Condiciones de ejercicioVéase las tablas de las páginas 20 y 21.
Especificaciones del producto
Ámbitos de utilizaciónEl sistema está especialmente indicado para realizar insta-laciones mecánicas, calefacción y acondicionamiento y aire comprimido.
Normas y certificacionesFabricado en conformidad con los requisitos de las norma-tivas UNI EN ISO 15874-2, 15874-5 y DIN 8077 y 8078(relativamente a las dimensiones y campos de presiones para tuberías de polipropileno), para el transporte de fluidos calientes y fríos no destinados al consumo humano, para ca-lefacción, acondicionamiento e instalaciones mecánicas en general. El primer tubo en PP-R reforzado con fibra certifi-cado IIP. Las certificaciones están disponibles en el sitio web www.aquatechnik.it, página descargar.
Ø est/ext
Ø int/intsp/thick
Artículo SDR Ø ext. Ø int. Espess. DN Verga Rollo Contenido H2O Peso Cantidad por hazArtigo SDR Ø ext. Ø int. Espess. DN Verga Rolo Conteúdo H2O Peso Quantidade por faixa mm mm mm mm m m l/m Kg/m m 61458 7,4 20 14,4 2,8 15 4 // 0,163 0,158 10061460 7,4 25 18,0 3,5 20 4 // 0,278 0,245 100 61462 11 32 26,2 2,9 25 4 // 0,539 0,283 4061464 11 40 32,6 3,7 32 4 // 0,835 0,438 4061466 11 50 40,8 4,6 40 4 // 1,307 0,680 2061468 11 63 51,4 5,8 50 4 // 2,075 1,070 2061470 11 75 61,4 6,8 65 4 // 2,961 1,499 2061472 11 90 73,6 8,2 80 4 // 4,254 2,171 1261474 11 110 90,0 10,0 -- 4 // 6,362 3,282 861476 11 125 102,2 11,4 100 4 // 8,203 4,054 461478 11 160 130,8 14,6 125 5,8 // 13,437 6,733 5,861480 11 200 163,6 18,2 150 5,8 // 21,021 10,695 5,861482 11 250 204,6 22,7 200 5,8 // 32,878 15,780 5,861484 11 315 257,8 28,6 250 5,8 // 52,172 26,330 5,8
aquatechnik art. XXXXX - PP-R/PP-RF/PP-R - fusio-technik- faser FIBER-COND - DDxS,S - SDR11 -- ENISO 15874 -- DIN 16837 -- PIIP/C 282 -- HH:MM GG.MM.AA LX Lotto XXXXXXXXX -- made in Italy -------(traçado até 95-98 cm)
Condições de exercício: Ver tabelas nas páginas 20 e 21.
Especificações do produto
Campos de utilizaçãoO sistema é especialmente indicado para realizar instalações mecânicas, aquecimento e condicionamento, ar comprimido.
Normas e certificaçõesProduto em conformidade com os requisitos pedidos pelas normas UNI EN ISO 15874-2, 15874-5 e DIN 8077 e 8078(relativamente às dimensões e campos de pressões para tu-bos em polipropileno), para o transporte de fluídos quentes e frios não destinados ao consumo humano, para aquecimento, condicionamento e instalações mecânicas em geral. O primeirotubo em PP-R fibro-reforçado certificado IIP. As certificações estão disponíveis no website www.aquatechnik.it, página Download.

17
SDR (Standard Dimension Ratio) es la relación entre el diámetro externo del tubo y su espesor nominal. Se utili-za para clasificar por dimensiones las tuberías de material plástico y ha sustituido el concepto tradicional de PN.
Más alto será el valor de SDR y menor será el espesor del tubo.
SDR (Standard Dimension Ratio) é a relação entre o diâmetro externo do tubo e a sua espessura nominal. É utilizado para classificar as dimensões dos tubos em material plástico e substituiu o conceito tradicional de PN.
Quando mais elevado for o valor de SDR, menor será a espessura do tubo.
SDR, Standard Dimension Ratio SDR, Standard Dimension Ratio
SDR= de
s donde
de = diámetro externo s = espesor SDR= de
s onde
de = diâmetro externo s = espessura
Aplicaciones tubos Aplicações de tubos
Recomendado por las ventajas técnicas Aconselhado por vantagens técnicas
Uso posible Uso previsto
No adecuado Não adequado
s
Ø in
t
Ø e
xt (d
e)
fusi
o-te
chni
k SD
R 6
supe
rflux
SDR
7,4
fusi
o-te
chni
k SD
R 11
rain
-wat
er
fase
r FIB
ER-T
fase
r FIB
ER-C
OND
Agua potable de alta temperatura Água potável com temperatura elevada
Agua potable de baja temperatura Água potável a baixa temperatura
Calefacción ad alta temperatura Aquecimento com temperatura elevada
Acondicionamiento/refrigeración Condicionamento/refrigeração
Agua refrigerada Água refrigerada
Piscinas Piscinas
Transporte de productos químicos* Veiculação de produtos químicos*
Agua de lluvia Água de chuva
Riego Irrigação
Aire comprimido Ar comprimido
Calefacción con paneles radiantes Aquecimento por painéis radiantes
Naval Naval
Telecalefacción** Teleaquecimento**
Geotérmico Geotérmico
Agricultura Agriculture
* Con previa evaluación técnica de la empresa * Prévia avaliação técnica empresarial
** De baja temperatura (máx. 90°C) ** De baixa temperatura (máx. 90°C)

18
Para complementar os sistemas de tubos fusio-technik, Aquatechnik oferece uma vasta série de conexões rea-lizadas em PP-R 80 Super. A gama inclui conexões de transição, extremidades realizadas com inserto de metal roscado macho e fêmea, juntas articuladas, válvulas, para além de conexões de integração que permitem unir e criar conexões com todos os sistemas de tubos e co-nexões propostos pela empresa. A junção entre as partes é feita através de polifusão (soldadura de encaixe até Ø 125, topo a topo para os diâmetros com dimensões su-periores), processo que garante a máxima segurança de vedação também nas condições de uso mais extremas.A constante atenção aos pedidos e às exigências de mercado levou Aquatechnik à criação de um especial departamento de produção capaz de realizar coletores e peças especiais em caso de exigências específicas de projeto. Este departamento é suportado por um estúdio técnico composto por pessoal qualificado que, para além de gerir a parte de projeto necessária à realização das peças criadas à medida para o cliente, é capaz de guiar o mesmo na escolha do tipo de produto mais apropriado, em função das condições de utilização.
Características técnicas e MarcaçãonCor Verde (com inserto de cor latão).nEspessuras Conexões até Ø 125: SDR 5 (salvo exceções) Conexões de Ø 160: SDR 11nNormas de referência Produto em conformidade com os requisitos pedidos pela norma Europeia EN ISO 15874, DIN 8077 e 8078 e DM 174.nCampo de utilização Utilizáveis com todas as gamas de tubos fusio-technik nos respetivos âmbitos de utilização.nMarcação Todas as conexões da gama fusio-technik (exceto quando as reduzidas dimensões das peças não o permitem) indicam as referências empresariais, o período de fabricação, as medidas da peça.
Racores Conexões
Para completar el sistema de tuberías fusio-technik, Aqua-technik ofrece una amplia y completa serie de racores, re-alizada en PP-R 80 super. La gama comprende racores de transición, partes terminales realizadas con inserto de metal roscado macho y hembra, acoplamientos de brida, válvulas, además de racores de integración que permiten acoplar y crear conexiones con todos los sistemas de tuberías y raco-res propuestos por la empresa. La unión entre las partes se lleva a cabo mediante polifusión (soldadura a encaje hasta un Ø 125, a solape para diámetros con dimensiones superio-res); proceso que garantiza la máxima seguridad de estan-queidad incluso en las condiciones de uso más extremas.La atención constante a las peticiones y exigencias del mer-cado ha llevado a Aquatechnik a la creación de un departa-mento productivo específico, capaz de realizar colectores y piezas especiales, bajo las exigencias específicas de diseño. Este departamento está soportado por un estudio técnico compuesto por personal cualificado que, además de gestio-nar la parte del diseño necesaria para la realización de los elementos creados a medida del cliente, es capaz de guiar al mismo en la elección del tipo de producto más apropiado, en función de las condiciones de uso.
Características técnicas y Marcadon Color Verde (con inserto de color latón).n Espesores Racores hasta Ø 125: SDR 5 (salvo excepciones) Racores desde Ø 160: SDR 11n Normas de referencia Fabricado en conformidad con los requisitos de la normativa Europea EN ISO 15874, DIN 8077 y 8078 y con DM 174.n Ámbitos de utilización Utilizables con todas las gamas de tuberías fusio-technik en los ámbitos de utilización correspondientes.n Marcado Todos los racores de la gama fusio-technik (excepto cuando las dimensiones reducidas de las piezas no lo permiten), contienen las referencias de la empresa, el período de fabricación y las medidas de la pieza.

19
Las soluciones específicas y la gama de diámetros a dispo-sición, permiten optimizar también el trabajo de diseño. Con los sistemas fusio-technik se pueden desarrollar redes de distribución para el agua potable fría o caliente, redes de di-stribución de aguas de reutilización, redes de calefacción/climatización e instalaciones tecnológicas. El diseño con los sistemas fusio-technik ofrece las ventajas siguientes:n simplificación de la fase de cálculo y aplicación de los productos a los diseños; n uniformidad de las elaboraciones y sujeción de las líneas;n contribución para reducir las dispersiones de calor de las redes de distribución (conductividad térmica l 0,22 W/mK por los tubos monocapa e l 0,19 W/mK por los tubos multicapa); n reducción de los consumos eléctricos de las bombas de circulación, gracias al bajo coeficiente de fricción;n ciclo de vida extendido, siguiendo las indicaciones del catálogo, superior a los 50 años;n eco-sostenibilidad: reciclable al 100%.En la fase de diseño, Aquatechnik pone a disposición su ase-soramiento a través de su Departamento Técnico.
La elección del sistema más idóneo estará guiada por la espe-cificidad de la instalación que hay que realizar, dependiendo de que se quieran realizar líneas para el agua potable o insta-laciones mecánicas (acondicionamiento, aire comprimido eindustrial en general). En este último caso, es necesario com-probar la compatibilidad química entre el fluido transportado y el polipropileno. Otro factor importante, es el tipo de colo-cación: en caso de instalaciones subterráneas o excavadas, es posible utilizar todos los tipos de tuberías; mientras que en las aplicaciones de libre colocación, son preferibles los materiales reforzados con fibra con dilatación térmica lineal reducida.
Hay que considerar también, las temperaturas y las presiones de ejercicio que indican los valores para el circuito abierto (en general, instalaciones hidráulico-sanitarias) y circuito cerrado (instalaciones de calefacción/climatización), como los valores que se muestran en la tabla.
As soluções específicas e a gama diametral à disposição permitem otimizar também o trabalho de projetação. Com os sistemas fusio-technik é possível desenvolver redes de distri-buição para água potável fria ou quente, redes de distribuição de águas de reutilização, redes de aquecimento/climatização e instalações tecnológicas. Projetar com os sistemas fu-sio-technik oferece as seguintes vantagens: n simplificação na fase de cálculo e aplicação dos produtos aos projetos; n uniformidade nos trabalhos e fixação das linhas;n contributo para reduzir as dispersões de calor das redes de distribuição (condutividade térmica l 0,22 W/mK para os tubos monocamada e l 0,19 W/mK para os tubos multicamada); n redução dos consumos elétricos das bombas de circulação, graças ao baixo coeficiente de atrito;n ciclo de vida prolongado, seguindo as indicações do catálogo, superior a 50 anos;n eco sustentabilidade: reciclável a 100%.Durante a fase de projeto, Aquatechnik coloca à disposição a sua consultoria através do seu Departamento Técnico.
A escolha do sistema mais adequado será guiada pela especificidade da instalação a realizar, dependendo se se pretendem realizar linhas para água potável ou insta-lações mecânicas (condicionamento, ar comprimido e in-dustrial em geral). Neste último caso é necessário verificar a compatibilidade química entre o fluído transportado e o polipropileno. Outro fator relevante é o tipo de assenta-mento: no caso de instalações internas ou em escavação, é possível utilizar todos os tipos de tubos, enquanto que nas aplicações de colocação livre são preferíveis materiais fibro-reforçados com uma reduzida dilatação térmica linear.
Além disso é necessário considerar as temperaturas e as pressões de exercício indicadas para os valores para circuito aberto (em geral instalações hídrico-sanitárias) e circuito fe-chado (instalações de aquecimento/climatização) como nos valores indicados na tabela.
Diseño con los sistemas fusio-technik
Projetação com os sistemas fusio-technik
Cómo orientarse para la elección del sistema
más idóneo
Como orientar-se para a escolha do sistema
mais adequado
Instalación recomendada Tubos monocapa Tubos multicapa reforzados con fibraInstalação recomendada Tubos monocamada Tubos multicamada fibro-reforçados
Subterránea o enterradaInterno ou enterrado
Colocación libre Colocação livre
Recomendado por las ventajas técnicas
Recomendado por vantagens técnicas
Uso posible
Possível uso
20
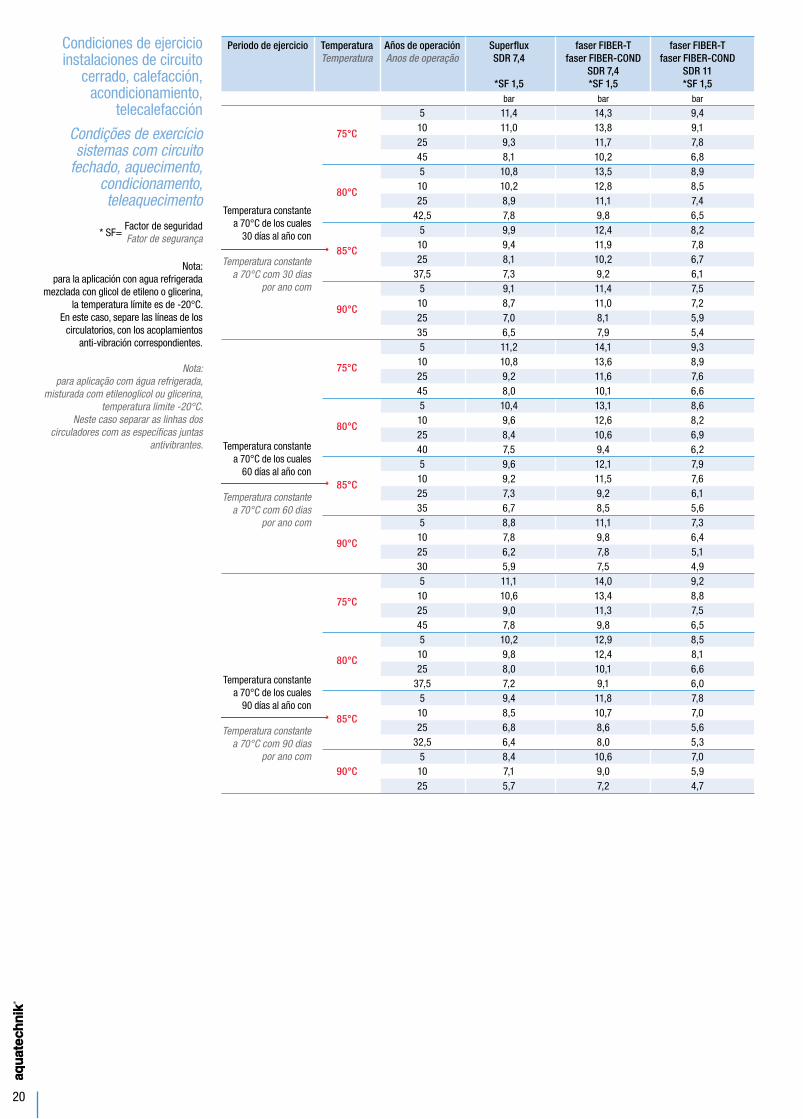
Condiciones de ejercicioinstalaciones de circuito
cerrado, calefacción,acondicionamiento,
telecalefacción
Condições de exercíciosistemas com circuito
fechado, aquecimento, condicionamento,teleaquecimento
* SF= Factor de seguridadFator de segurança
Nota: para la aplicación con agua refrigerada
mezclada con glicol de etileno o glicerina, la temperatura límite es de -20°C.
En este caso, separe las líneas de los circulatorios, con los acoplamientos
anti-vibración correspondientes.
Nota: para aplicação com água refrigerada,
misturada com etilenoglicol ou glicerina, temperatura limite -20°C.
Neste caso separar as linhas dos circuladores com as específicas juntas
antivibrantes.
Periodo de ejercicio Temperatura Años de operación Superflux faser FIBER-T faser FIBER-T Temperatura Anos de operação SDR 7,4 faser FIBER-COND faser FIBER-COND SDR 7,4 SDR 11 *SF 1,5 *SF 1,5 *SF 1,5 bar bar bar
5 11,4 14,3 9,4 75°C 10 11,0 13,8 9,1 25 9,3 11,7 7,8 45 8,1 10,2 6,8 5 10,8 13,5 8,9 80°C 10 10,2 12,8 8,5 25 8,9 11,1 7,4 42,5 7,8 9,8 6,5 5 9,9 12,4 8,2 85°C 10 9,4 11,9 7,8 25 8,1 10,2 6,7 37,5 7,3 9,2 6,1 5 9,1 11,4 7,5 90°C 10 8,7 11,0 7,2
25 7,0 8,1 5,9
35 6,5 7,9 5,4 5 11,2 14,1 9,3 75°C 10 10,8 13,6 8,9 25 9,2 11,6 7,6 45 8,0 10,1 6,6 5 10,4 13,1 8,6 80°C 10 9,6 12,6 8,2 25 8,4 10,6 6,9 40 7,5 9,4 6,2 5 9,6 12,1 7,9 85°C 10 9,2 11,5 7,6 25 7,3 9,2 6,1 35 6,7 8,5 5,6 5 8,8 11,1 7,3 90°C 10 7,8 9,8 6,4 25 6,2 7,8 5,1 30 5,9 7,5 4,9 5 11,1 14,0 9,2 75°C 10 10,6 13,4 8,8 25 9,0 11,3 7,5 45 7,8 9,8 6,5
5 10,2 12,9 8,5
80°C 10 9,8 12,4 8,1 25 8,0 10,1 6,6 37,5 7,2 9,1 6,0 5 9,4 11,8 7,8 85°C 10 8,5 10,7 7,0 25 6,8 8,6 5,6 32,5 6,4 8,0 5,3 5 8,4 10,6 7,0 90°C 10 7,1 9,0 5,9 25 5,7 7,2 4,7
Temperatura constante a 70°C de los cuales
30 días al año con
Temperatura constantea 70°C com 30 dias
por ano com
Temperatura constante a 70°C de los cuales
90 días al año con
Temperatura constantea 70°C com 90 dias
por ano com
Temperatura constante a 70°C de los cuales
60 días al año con
Temperatura constantea 70°C com 60 dias
por ano com
21
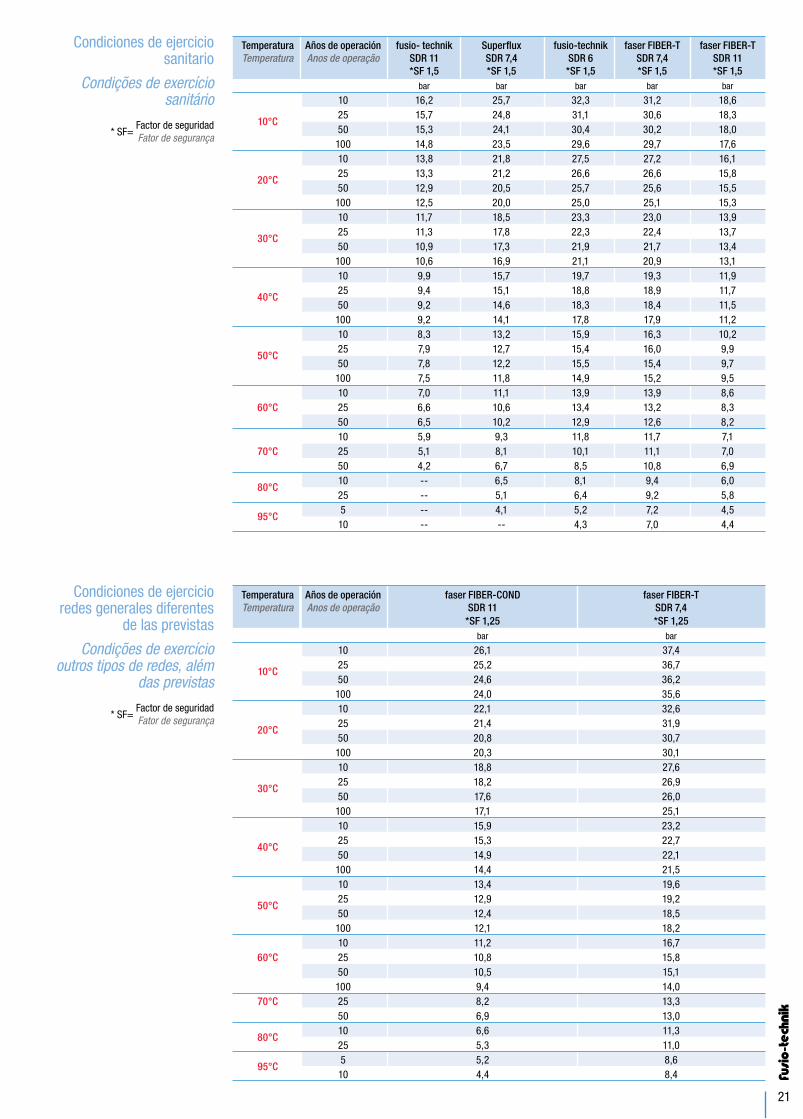
Condiciones de ejerciciosanitario
Condições de exercíciosanitário
* SF= Factor de seguridadFator de segurança
Condiciones de ejercicioredes generales diferentes
de las previstas
Condições de exercíciooutros tipos de redes, além
das previstas
* SF= Factor de seguridadFator de segurança
Temperatura Años de operación fusio- technik Superflux fusio-technik faser FIBER-T faser FIBER-T Temperatura Anos de operação SDR 11 SDR 7,4 SDR 6 SDR 7,4 SDR 11 *SF 1,5 *SF 1,5 *SF 1,5 *SF 1,5 *SF 1,5 bar bar bar bar bar
10 16,2 25,7 32,3 31,2 18,6
10°C 25 15,7 24,8 31,1 30,6 18,3
50 15,3 24,1 30,4 30,2 18,0 100 14,8 23,5 29,6 29,7 17,6
10 13,8 21,8 27,5 27,2 16,1
20°C
25 13,3 21,2 26,6 26,6 15,8 50 12,9 20,5 25,7 25,6 15,5 100 12,5 20,0 25,0 25,1 15,3 10 11,7 18,5 23,3 23,0 13,9
30°C 25 11,3 17,8 22,3 22,4 13,7
50 10,9 17,3 21,9 21,7 13,4 100 10,6 16,9 21,1 20,9 13,1 10 9,9 15,7 19,7 19,3 11,9
40°C 25 9,4 15,1 18,8 18,9 11,7
50 9,2 14,6 18,3 18,4 11,5
100 9,2 14,1 17,8 17,9 11,2
10 8,3 13,2 15,9 16,3 10,2
50°C 25 7,9 12,7 15,4 16,0 9,9
50 7,8 12,2 15,5 15,4 9,7
100 7,5 11,8 14,9 15,2 9,5
10 7,0 11,1 13,9 13,9 8,6 60°C 25 6,6 10,6 13,4 13,2 8,3 50 6,5 10,2 12,9 12,6 8,2
10 5,9 9,3 11,8 11,7 7,1
70°C 25 5,1 8,1 10,1 11,1 7,0 50 4,2 6,7 8,5 10,8 6,9
80°C 10 -- 6,5 8,1 9,4 6,0
25 -- 5,1 6,4 9,2 5,8
95°C 5 -- 4,1 5,2 7,2 4,5
10 -- -- 4,3 7,0 4,4
Temperatura Años de operación faser FIBER-COND faser FIBER-T Temperatura Anos de operação SDR 11 SDR 7,4 *SF 1,25 *SF 1,25 bar bar
10 26,1 37,4
10°C 25 25,2 36,7
50 24,6 36,2 100 24,0 35,6
10 22,1 32,6
20°C
25 21,4 31,9 50 20,8 30,7 100 20,3 30,1 10 18,8 27,6
30°C 25 18,2 26,9
50 17,6 26,0 100 17,1 25,1 10 15,9 23,2
40°C 25 15,3 22,7
50 14,9 22,1
100 14,4 21,5
10 13,4 19,6
50°C 25 12,9 19,2
50 12,4 18,5
100 12,1 18,2
10 11,2 16,7 60°C 25 10,8 15,8 50 10,5 15,1
100 9,4 14,0
70°C 25 8,2 13,3 50 6,9 13,0
80°C 10 6,6 11,3
25 5,3 11,0
95°C 5 5,2 8,6
10 4,4 8,4

22
Las características técnicas del sistema fusio-technik, junto a la facilidad de elaboración e instalación, hacen que este producto sea especialmente idóneo para la realización de instalaciones de transporte de aire comprimido. Además, la amplia gama de tuberías permite realizar la mejor instalación al mejor precio, en función de las prestaciones necesarias. La elección del tubo correcto que hay que utilizar deberá rea-lizarse teniendo en cuenta la presión de ejercicio requerida por el diseño y el tipo de instalación previsto.Con las instalaciones realizadas en colocación libre, se po-drán utilizar los tubos reforzados con fibra, que permitirán un ahorro importante debido al número reducido de sujeciones necesarias; mientras que con las instalaciones subterráneas, se podrán utilizar tubos monocapa. La posibilidad de elección tan amplia es posible gracias a las altas prestaciones de to-das las tuberías fabricadas por Aquatechnik.
Para comprobar las presiones de ejercicio, consulte con el Departamento Técnico de Aquatechnik.
Instalaciones con fluidos diferentesGracias a la tecnología fusio-technik, es posible realizar instalaciones para el transporte de compuestos químicos. Para comprobar la compatibilidad, póngase en contacto con nuestros departamentos técnicos, en la siguiente dirección [email protected], especificando el tipo de fluido que se desea transportar, la temperatura, la presión y las horas anuales de funcionamiento.Una serie de racores especiales permiten realizar instalacio-nes en las que el fluido transportado nunca entra en contac-to con las partes metálicas.
DimensionesEl sistema fusio-technik permite la realización de diseños de instalaciones que respetan la norma EN 806 relativa a las dimensiones de las tuberías para las instalaciones de agua potable. Esta norma contiene las informaciones para el método simplificado que considera los usos como UC (uni-dad de carga). Para la dimensión de las tuberías más com-plejas, se procederá determinando la necesidad hídrica que hay que satisfacer, las velocidades máximas admitibles, la reducción del ruido de desplazamiento, los golpes de ariete y las pérdidas de carga totales.
As características técnicas do sistema fusio-technik, jun-tamente com a facilidade de trabalho e instalação, tornam este produto especialmente idóneo para a realização de instalações de transporte de ar comprimido. Além disso, a vasta gama de tubos permite realizar a melhor instalação ao melhor preço, em função dos desempenhos pedidos. A escolha dos tubos corretos a utilizar será feita considerando a pressão de exercício pedida no projeto e o tipo de insta-lação prevista.Com instalações realizadas em colocação livre é possível utilizar tubos fibro-reforçados que permitirão uma poupança notável devido ao número contido de fixações necessárias, enquanto que com instalações internas é possível utilizar tubos monocamada. A possibilidade de uma escolha tão vasta é possível graças ao elevado desempenho de todos os tubos produzidos por Aquatechnik.
Para verificar as pressões de exercício consultar o Departamento Técnico Aquatechnik.
Instalações com fluídos diferentesGraças à tecnologia fusio-technik é possível realizar instalações para o transporte de produtos químicos. Para verificar a compatibilidade contactar os nossos departamentos técnicos no seguinte endereço [email protected], especificando o tipo de fluído que se pretende transportar, a temperatura, a pressão e as horas anuais de funcionamento.Uma série de conexões especiais permite realizar insta-lações nas quais o fluído transportado nunca entra em contacto com as partes metálicas.
DimensionamentoO sistema fusio-technik permite projetar instalações re-speitando a norma EN 806 relativa ao dimensionamento dos tubos para as instalações para água potável. Esta nor-ma contém as informações para o método simplificado que considera os usos como UC (unidade de carga).Para o dimensionamento dos tubos mais complexos, iráse determinar a necessidade hídrica a satisfazer, considerando as velocidades máximas permitidas, a contenção dos ruídos de deslizamento, os golpes de aríete e as perdas de carga globais.
Aire comprimido
Ar comprimido
Instalaciones con fluidos diferentes
Instalações com fluídos diferentes
Dimensiones
Dimensionamento
Tipo de tubo Tubos monocapa Tubos multicapa reforzados con fibraTipo de tubo Tubos monocamada Tubos multicamada fibro-reforçados
SDR 6 SDR 7,4SDR 11
faser faser FIBER-T FIBER-COND
Presión de la instalación (bar)* 15,0 15,0 8,5 15,0 8,5 Pressão da instalação (bar)*
Velocidad máxima de desplazamiento considerada para una duración de flujoVelocidade máxima de deslizamento considerada por uma duração de fluxo
Tramo de tubo Secção de tubo
Líneas de conexiónLinhas de conexão
2 m/s
2 m/s
Tuberías de toma: tramos con válvulas de paso total
y con pérdida mínima de carga (<2.5*)Tubagens de extração:
secções com válvulas de passagem total e com mínima perda de carga (<2.5*)
5 m/s
2 m/s
Tramos de tubo con válvulas con elevado coeficiente de pérdida de carga**
Secções de tubo com válvulas com elevado coeficiente
de perda de carga**
2,5 m/s
2 m/s
Recirculación de agua caliente
sanitariaRecirculação
de água sanitária
1 m/s
1 m/s
≤ 15 mindiscontinuo (sanitario)descontínuo (sanitário)
> 15 mincontinuo (calefacción)contínua (aquecimento)
por ej. * válvulas de esfera, válvulas inclinadas ** válvulas de asiento plano por ex. * válvulas de esfera, válvulas inclinadas ** válvulas de sede plana
Velocidades de despla-zamiento recomendadas,
redes hidráulico-sanitarias en el interior de edificios
Velocidades de desli-zamento recomendadas, redes hídrico-sanitárias
no interior de edifícios
* Presión operativa con temperaturas ambiente comprendidas entre 5°C y 40°C * Pressão operativa com temperaturas ambientes compreendidas entre 5°C e 40°C

23
As perdas de carga descrevem uma redução de pressão causada pelas resistências que se opõem ao movimento de um fluído.Estas podem contínuas ou localizadas: as contínuas ma-nifestam-se ao longo das secções lineares das condutas, enquanto que as localizadas manifestam-se em correspon-dência a peças especiais que fazem variar a direção ou a secção de passagem do fluído (por ex: reduções, deri-vações, conexões, confluências, válvulas, filtros, etc.).
Cálculo das perdas de carga contínuasPara cada metro de tubo as perdas de carga contínuas da água podem ser calculadas com a fórmula:
onde:r = perda de carga contínua unitária (mbar/m)Fa = fator de atrito, adimensionalr = massa volúmica da água (Kg/m3)v = velocidade média da água (m/s)D = diâmetro interno do tubo (m)
Conhecidos o diâmetro do tubo, a velocidade da água e a sua massa volúmica, o único parâmetro de resulta inde-terminado é o fator de atrito, o qual depende do regime de movimento do fluído e da rugosidade dos tubos. Os tubos em PP-R apresentam superfícies internas espe-culares que oferecem menores resistências ao desliza-mento dos fluídos quentes e frios e, por isso, estão menos sujeitos à estratificação de calcário que reduz - ao longo do tempo - a vazão real dos utilitários terminais.Estes fatores permitem determinar velocidades superio-res da água nas redes de distribuição, sem que possam ocorrer consequências negativas nos tubos de metal (tur-bulências, ruídos, diminuições de vazão).
Os esquemas exemplificativos e as tabelas que se se-guem são úteis para realizar um correto dimensionamento das linhas de abastecimento de água quente e fria para cada tipo de instalação.
Pérdidas de carga continuas de las tuberías
Perdas de carga contínuas dos tubos
Las pérdidas de carga describen una reducción de la presión causada por las resistencias que se oponen al movimiento de un fluido. Éstas pueden ser continuas o localizadas: las continuas se manifiestan a lo largo de tramos lineales de los conductos, mientras que las localizadas se manifiestan en correspondencia de las piezas especiales que modifican la dirección o la sección de paso del fluido (por ej.: reduc-ciones, derivaciones, racores, confluencias, válvulas, filtros, etc.).
Cálculo de las pérdidas de carga continuasPor cada metro de tubo, las pérdidas de carga continuas del agua pueden calcularse con la fórmula:
donde:r = pérdida de carga continua unitaria (mbar/m)Fa = factor de fricción, sin dimensiónr = masa volumétrica del agua (Kg/m3)v = velocidad media del agua (m/s)D = diámetro interno del tubo (m)
Nótese el diámetro del tubo, la velocidad del agua y su masa volumétrica y el único parámetro que resulta ser indetermi-nado es el factor de fricción, que depende del régimen de movimiento del fluido y de la rugosidad de los tubos. Los tubos de PP-R presentan superficies internas especu-lares que ofrecen menores resistencias al desplazamiento de los fluidos calientes y fríos y por tanto, están menos sujetos a la estratificación calcárea que reduce - a lo largodel tiempo - los caudales efectivos de las aplicaciones ter-minales.Estos factores permiten determinar velocidades superiores del agua en las redes de distribución, sin incurrir en conse-cuencias negativas para las tuberías de metal (turbulencias, ruido, disminución del caudal).
Los esquemas ilustrativos y las tablas que siguen a continua-ción, son útiles para determinar las dimensiones correctas de las líneas de abducción de agua caliente y fría para cada tipo de instalación.
r= ( Fa • 1 • � •
v2 ) /100D 2

24
Rugosidad Rugosidade 0,007 mm Peso específico Peso específico 998,00 kg/m3 977,20 kg/m3
Temperatura Temperatura 20° C 70° CViscosidad Viscosidade 1,02E-06 m2/s 4,30E-07 m2/s Q= portata fluxo (l/s) De= Ø exterior Ø externo (mm) Di= Ø interior Ø interno (mm) R= pérdidas de carga perdas de carga (mbar/m) V= velocidad velocidade (m/s)
Q De 20 25 32 40 50 63 75 90 110
Di 13,2 16,6 21,2 26,6 33,4 42,0 50,0 60,0 73,4
0,01 R 0,12 0,09 0,04 0,03 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
V 0,07 0,05 0,03 0,02 0,01 0,01 0,01 0,00 0,00 0,02
R 0,39 0,31 0,13 0,10 0,04 0,03 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 V 0,15 0,09 0,06 0,04 0,02 0,01 0,01 0,01 0,00 0,03
R 0,80 0,63 0,27 0,21 0,08 0,07 0,03 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 V 0,22 0,14 0,09 0,05 0,03 0,02 0,02 0,01 0,01 0,04
R 1,33 1,05 0,45 0,35 0,14 0,11 0,05 0,04 0,02 0,01 0,01 0.00 0,00 0,00 0,00 0,00 0,00 0,00 V 0,29 0,18 0,11 0,07 0,05 0,03 0,02 0,01 0,01 0,05
R 1,96 1,55 0,66 0,52 0,21 0,16 0,07 0,06 0,02 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 V 0,37 0,23 0,14 0,09 0,06 0,04 0,03 0,02 0,01 0,06
R 2,70 2,13 0,91 0,72 0,28 0,22 0,10 0,08 0,03 0,03 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 V 0,44 0,28 0,17 0,11 0,07 0,04 0,03 0,02 0,01 0,07
R 3,53 2,78 1,19 0,94 0,37 0,29 0,13 0,10 0,04 0,03 0,01 0,01 0,01 0,00 0,00 0,00 0,00 0,00 V 0,51 0,32 0,20 0,13 0,08 0,05 0,04 0,02 0,02 0,08
R 4,46 3,52 1,50 1,18 0,47 0,37 0,16 0,13 0,05 0,04 0,02 0,01 0,01 0,01 0,00 0,00 0,00 0,00 V 0,58 0,37 0,23 0,14 0,09 0,06 0,04 0,03 0,02 0,09
R 5,48 4,32 1,84 1,46 0,58 0,46 0,20 0,16 0,07 0,05 0,02 0,02 0,01 0,01 0,00 0,00 0,00 0,00 V 0,66 0,42 0,26 0,16 0,10 0,06 0,05 0,03 0,02 0,10
R 6,59 5,20 2,22 1,75 0,69 0.55 0,24 0,19 0,08 0,06 0,03 0,02 0,01 0,01 0,00 0,00 0,00 0,00 V 0,73 0,46 0,28 0,18 0,11 0,07 0,05 0,04 0,02 0,12
R 9,07 7,15 3,05 2,41 0,96 0,75 0,33 0,26 0,11 0,09 0,04 0,03 0,02 0,01 0,01 0,01 0,00 0,00 V 0,88 0,55 0,34 0,22 0,14 0,09 0,06 0,04 0,03 0,14
R 11,87 9,37 4,00 3,15 1,25 0,99 0,43 0,34 0,14 0,11 0,05 0,04 0,02 0,02 0,01 0,01 0,00 0,00 V 1,02 0,65 0,40 0,25 0,16 0,10 0,07 0,05 0,03 0,16
R 15,00 11,83 5,05 3,98 1,58 1,25 0,54 0,42 0,18 0,14 0,06 0,05 0,03 0,02 0,01 0,01 0,00 0,00 V 1,17 0,74 0,45 0,29 0,18 0,12 0,08 0,06 0,04 0,18
R 18,43 14,54 6,21 4,90 1,94 1,53 0,66 0,52 0,22 0,18 0,08 0,06 0,03 0,03 0,01 0,01 0,01 0,00 V 1,32 0,83 0,51 0,32 0,21 0,13 0,09 0,06 0,04 0,20
R 22,16 17,49 7,46 5,89 2,33 1,84 0,79 0,63 0,27 0,21 0,09 0,07 0,04 0,03 0,02 0,01 0,01 0,01 V 1,46 0,92 0,57 0,36 0,23 0,14 0,10 0,07 0,05 0,30
R 45,06 35,55 15,17 11,97 4,75 3,75 1,62 1,27 0,55 0,43 0,18 0,15 0,08 0,06 0,03 0,03 0,01 0,01 V 2,19 1,39 0,85 0,54 0,34 0,22 0,15 0,11 0,07 0,40
R 74,54 58,81 25,10 19,80 7,85 6,20 2,67 2,11 0,91 0,72 0,31 0,24 0,13 0,11 0,06 0,04 0,02 0,02 V 2,92 1,85 1,13 0,72 0,46 0,29 0,20 0,14 0,09 0,50
R 110,16 86,91 37,09 29,26 11,60 9,16 3,95 3,12 1,34 1,06 0,45 0,36 0,20 0,16 0,08 0,07 0,03 0,03 V 3,66 2,31 1,42 0,90 0,57 0,36 0,25 0,18 0,12 0,60
R 151,56 119,58 51,03 40,26 15,97 12,60 5,43 4,29 1,84 1,45 0,62 0,49 0,27 0,21 0,11 0,09 0,04 0,03 V 4,39 2,77 1,70 1,08 0,69 0,43 0,31 0,21 0,14 0,70
R 198,49 156,60 66,83 52,72 20,91 16,50 7,12 5,61 2,41 1,90 0,81 0,64 0,36 0,28 0,15 0,12 0,06 0,05 V 5,12 3,24 1,98 1,26 0,80 0,51 0,36 0,25 0,17 0,80
R 250,74 197,83 84,42 66,60 26,41 20,84 8,99 7,09 3,05 2,41 1,03 0,81 0,45 0,35 0,19 0,15 0,07 0,06 V 5,85 3,70 2,27 1,44 0,91 0,58 0,41 0,28 0,19 0,90
R 103,74 81,85 32,46 25,61 11,05 8,72 3,75 2,96 1,26 1,00 0,55 0,43 0,23 0,18 0,09 0,07 V 4,16 2,55 1,62 1,03 0,65 0,46 0,32 0,21 1,00
R 124,74 98,42 39,03 30,80 13,28 10,48 4,51 3,55 1,52 1,20 0,66 0,52 0,28 0,22 0,11 0,08 V 4,62 2,83 1,80 1,14 0,72 0,51 0,35 0,24 1,20
R 171,63 135,41 53,70 42,37 18,28 14,42 6,20 4,89 2,09 1,65 0,91 0,72 0,38 0,30 0,15 0,12 V 5,55 3,40 2,16 1,37 0,87 0,61 0,42 0,28 1,40
R 70,33 55,49 23,94 18,89 8,12 6,41 2,73 2,16 1,19 0,94 0,50 0,40 0,19 0,15 V 3,97 2,52 1,60 1,01 0,71 0,50 0,33 1,60
R 88,85 70,10 30,24 23,86 10,26 8,09 3,45 2,73 1,51 1,19 0,63 0,50 0,24 0,19 V 4,54 2,88 1,83 1,16 0,82 0,57 0,38 1,80
R 109,19 86,15 37,16 29,32 12,60 9,94 4,24 3,35 1,85 1,46 0,78 0,62 0,30 0,24 V 5,10 3,24 2,06 1,30 0,92 0,64 0,43 2,00
R 131,29 103,59 44,68 35,26 15,15 11,96 5,10 4,03 2,23 1,76 0,94 0,74 0,36 0,28 V 5,67 3,60 2,28 1,44 1,02 0,71 0,47 2,20
R 52,79 41,65 17,91 14,13 6,03 4,76 2,63 2,08 1,11 0,87 0,43 0,34 V 3,96 2,51 1,59 1,12 0,78 0,52 2,40
R 61,48 48,51 20,85 16,45 7,02 5,54 3,07 2,42 1,29 1,02 0,50 0,39 V 4,32 2,74 1,73 1,22 0,85 0,57 2,60
R 70,72 55,80 23,99 18,92 8,08 6,37 3,53 2,78 1,48 1,17 0,57 0,45 V 4,68 2,97 1,88 1,32 0,92 0,61 2,80
R 80,51 63,53 27,31 21,54 9,20 7,26 4,02 3,17 1,69 1,33 0,65 0,51 V 5,04 3,20 2,02 1,43 0,99 0,66 3,00
R 90,85 71,68 30,81 24,31 10,38 8,19 4,53 3,58 1,91 1,50 0,73 0,58 V 5,40 3,43 2,17 1,53 1,06 0,71
Pérdidas de carga continuas SDR 6 (PN 20)
Perdas de carga contínuasSDR 6 (PN 20)
LEYENDALENDA
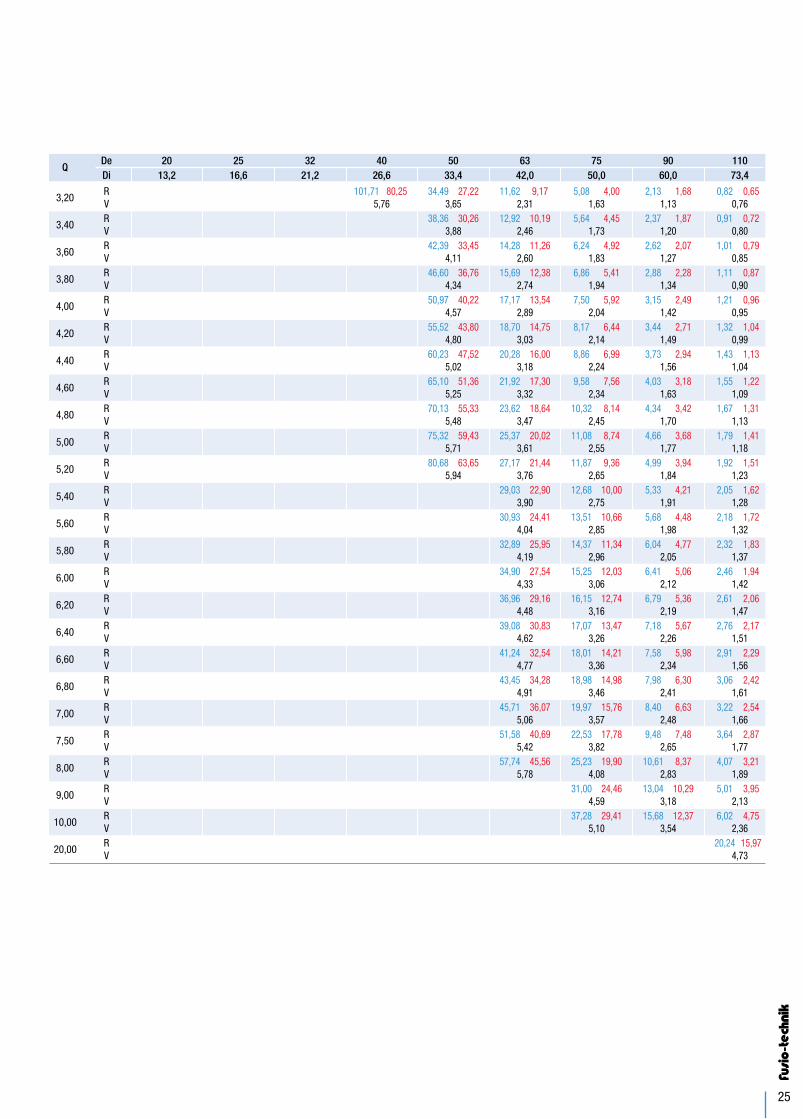
25
Q
De 20 25 32 40 50 63 75 90 110 Di 13,2 16,6 21,2 26,6 33,4 42,0 50,0 60,0 73,4
3,20 R 101,71 80,25 34,49 27,22 11,62 9,17 5,08 4,00 2,13 1,68 0,82 0,65
V 5,76 3,65 2,31 1,63 1,13 0,76
3,40 R 38,36 30,26 12,92 10,19 5,64 4,45 2,37 1,87 0,91 0,72
V 3,88 2,46 1,73 1,20 0,80
3,60 R 42,39 33,45 14,28 11,26 6,24 4,92 2,62 2,07 1,01 0,79
V 4,11 2,60 1,83 1,27 0,85 3,80
R 46,60 36,76 15,69 12,38 6,86 5,41 2,88 2,28 1,11 0,87 V 4,34 2,74 1,94 1,34 0,90 4,00
R 50,97 40,22 17,17 13,54 7,50 5,92 3,15 2,49 1,21 0,96 V 4,57 2,89 2,04 1,42 0,95 4,20
R 55,52 43,80 18,70 14,75 8,17 6,44 3,44 2,71 1,32 1,04 V 4,80 3,03 2,14 1,49 0,99 4,40
R 60,23 47,52 20,28 16,00 8,86 6,99 3,73 2,94
1,43 1,13
V 5,02 3,18 2,24 1,56 1,04 4,60
R 65,10 51,36 21,92 17,30 9,58 7,56 4,03 3,18 1,55 1,22 V 5,25 3,32 2,34 1,63 1,09 4,80
R 70,13 55,33 23,62 18,64 10,32 8,14 4,34 3,42 1,67 1,31 V 5,48 3,47 2,45 1,70 1,13 5,00
R 75,32 59,43 25,37 20,02 11,08 8,74 4,66 3,68 1,79 1,41 V 5,71 3,61 2,55 1,77 1,18 5,20
R 80,68 63,65 27,17 21,44 11,87 9,36 4,99 3,94 1,92 1,51 V 5,94 3,76 2,65 1,84 1,23 5,40
R 29,03 22,90 12,68 10,00 5,33 4,21 2,05 1,62 V 3,90 2,75 1,91 1,28 5,60
R 30,93 24,41 13,51 10,66 5,68 4,48 2,18 1,72 V 4,04 2,85 1,98 1,32 5,80
R 32,89 25,95 14,37 11,34 6,04 4,77 2,32 1,83 V 4,19 2,96 2,05 1,37 6,00
R 34,90 27,54 15,25 12,03 6,41 5,06 2,46 1,94 V 4,33 3,06 2,12 1,42 6,20
R 36,96 29,16 16,15 12,74 6,79 5,36 2,61 2,06 V 4,48 3,16 2,19 1,47 6,40
R 39,08 30,83 17,07 13,47 7,18 5,67 2,76 2,17 V 4,62 3,26 2,26 1,51 6,60
R 41,24 32,54 18,01 14,21 7,58 5,98 2,91 2,29 V 4,77 3,36 2,34 1,56
6,80 R 43,45 34,28 18,98 14,98 7,98 6,30 3,06 2,42
V 4,91 3,46 2,41 1,61
7,00 R 45,71 36,07 19,97 15,76 8,40 6,63 3,22 2,54
V 5,06 3,57 2,48 1,66
7,50 R 51,58 40,69 22,53 17,78 9,48 7,48 3,64 2,87
V 5,42 3,82 2,65 1,77
8,00 R 57,74 45,56 25,23 19,90 10,61 8,37 4,07 3,21
V 5,78 4,08 2,83 1,89
9,00 R 31,00 24,46 13,04 10,29 5,01 3,95
V 4,59 3,18 2,13
10,00 R 37,28 29,41 15,68 12,37 6,02 4,75
V 5,10 3,54 2,36
20,00 R 20,24 15,97
V 4,73

26
Pérdidas de carga continuas SDR 7,4
Perdas de carga contínuasSDR 7,4LEYENDA
LENDA
Rugosidad Rugosidade 0,007 Peso específico Peso específico 998,00 kg/m3 977,20 kg/m3
Temperatura Temperatura 20° C 70° CViscosidad Viscosidade 1,02E-06 m2/s 4,30E-07 m2/s Q= portata fluxo (l/s) De= Ø exterior Ø externo (mm) Di= Ø interior Ø interno (mm) R= pérdidas de carga perdas de carga (mbar/m) V= velocidad velocidade (m/s)
Q De 20 25 32 40 50 63 75 90 110 125
Di 14,4 18,0 23,2 29,0 36,2 45,8 54,4 65,4 79,8 90,8
0,01 R 0,08 0,06 0,03 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
V 0,06 0,04 0,02 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,02
R 0,26 0,21 0,09 0,07 0,03 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 V 0,12 0,08 0,05 0,03 0,02 0,01 0,01 0,01 0,00 0,00 0,03
R 0,53 0,42 0,18 0,14 0,06 0,04 0,02 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 V 0,18 0,12 0,07 0,05 0,03 0,02 0,01 0,01 0,01 0,00 0,04
R 0,88 0,69 0,30 0,24 0,09 0,07 0,03 0,02 0,01 0,01 0.00 0.00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 V 0,25 0,16 0,09 0,06 0,04 0,02 0,02 0,01 0,01 0,01 0,05
R 1,30 1,02 0,45 0,35 0,13 0,11 0,05 0,04 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 V 0,31 0,20 0,12 0,08 0,05 0,03 0,02 0,01 0,01 0,01 0,06
R 1,78 1,41 0,62 0,49 0,19 0,15 0,06 0,05 0,02 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 V 0,37 0,24 0,14 0,09 0,06 0,04 0,03 0,02 0,01 0,01 0,07
R 2,33 1,84 0,81 0,64 0,24 0,19 0,08 0,07 0,03 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 V 0,43 0,28 0,17 0,11 0,07 0,04 0,03 0,02 0,01 0,01 0,08
R 2,95 2,33 1,02 0,81 0,31 0,24 0,11 0,08 0,04 0,03 0,01 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 V 0,49 0,31 0,19 0,12 0,08 0,05 0,03 0,02 0,02 0,01 0,09
R 3,62 2,86 1,26 0,99 0,38 0,30 0,13 0,10 0,05 0,04 0,01 0,01 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 V 0,55 0,35 0,21 0,14 0,09 0,05 0,04 0,03 0,02 0,01 0,10
R 4,36 3,44 1,51 1,19 0,45 0,36 0,16 0,12 0,05 0,04 0,02 0,01 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 V 0,61 0,39 0,24 0,15 0,10 0,06 0,04 0,03 0,02 0,02 0,12
R 6,00 4,73 2,08 1,64 0,62 0,49 0,22 0,17 0,08 0,06 0,02 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 V 0,74 0,47 0,28 0,18 0,12 0,07 0,05 0,04 0,02 0,02 0,14
R 7,85 6,20 2,72 2,15 0,82 0,64 0,28 0,22 0,10 0,08 0,03 0,03 0,01 0,01 0,01 0,00 0,00 0,00 0,00 0,00 V 0,86 0,55 0,33 0,21 0,14 0,09 0,06 0,04 0,03 0,02 0,16
R 9,92 7,83 3,44 2,71 1,03 0,81 0,36 0,28 0,12 0,10 0,04 0,03 0,02 0,01 0,01 0,01 0,00 0,00 0,00 0,00 V 0,98 0,63 0,38 0,24 0,16 0,10 0,07 0,05 0,03 0,02 0,18
R 12,19 9,62 4,22 3,33 1,27 1,00 0,44 0,35 0,15 0,12 0,05 0,04 0,02 0,02 0,01 0,01 0,00 0,00 0,00 0,00 V 1,11 0,71 0,43 0,27 0,17 0,11 0,08 0,05 0,04 0,03 0,20
R 14,66 11,57 5,08 4,01 1,52 1,20 0,53 0,42 0,18 0,15 0,06 0,05 0,03 0,02 0,01 0,01 0,00 0,00 0,00 0,00 V 1,23 0,79 0,47 0,30 0,19 0,12 0,09 0,06 0,04 0,03 0,30
R 29,80 23,52 10,33 8,15 3,09 2,44 1,07 0,85 0,37 0,29 0,12 0,10 0,05 0,04 0,02 0,02 0,01 0,01 0,00 0,00 V 1,84 1,18 0,71 0,45 0,29 0,18 0,13 0,09 0,06 0,05 0,40
R 49,31 38,90 17,08 13,48 5,12 4,04 1,77 1,40 0,62 0,49 0,20 0,16 0,09 0,07 0,04 0,03 0,01 0,01 0,01 0,01 V 2,46 1,57 0,95 0,61 0,39 0,24 0,17 0,12 0,08 0,06 0,50
R 72,86 57,49 25,25 19,92 7,56 5,97 2,62 2,07 0,91 0,72 0,30 0,24 0,13 0,10 0,06 0,04 0,02 0,02 0,01 0,01 V 3,07 1,97 1,18 0,76 0,49 0,30 0,22 0,15 0,10 0,08 0,60
R 100,25 79,09 34,73 27,40 10,40 8,21 3,61 2,84 1,26 0,99 0,41 0,32 0,18 0,14 0,08 0,06 0,03 0,02 0,02 0,01 V 3,69 2,36 1,42 0,91 0,58 0,36 0,26 0,18 0,12 0,09 0,70
R 131,29 103,59 45,49 35,89 13,63 10,75 4,72 3,73 1,65 1,30 0,54 0,43 0,24 0,19 0,10 0,08 0,04 0,03 0,02 0,02 V 4,30 2,75 1,66 1,06 0,68 0,43 0,30 0,21 0,14 0,11 0,80
R 165,85 130,86 57,46 45,34 17,21 13,58 5,96 4,71 2,08 1,64 0,68 0,54 0,30 0,24 0,13 0,10 0,05 0,04 0,03 0,02 V 4,91 3,15 1,89 1,21 0,78 0,49 0,34 0,24 0,16 0,12 0,90
R 203,82 160,81 70,62 55,72 21,15 16,69 7,33 5,78 2,56 2,02 0,84 0,66 0,37 0,29 0,15 0,12 0,06 0,05 0,03 0,03 V 5,53 3,54 2,13 1,36 0,87 0,55 0,39 0,27 0,18 0,14 1,00
R 84,92 67,00 25,44 20,07 8,81 6,95 3,07 2,43 1,01 0,79 0,44 0,35 0,19 0,15 0,07 0,06 0,04 0,03 V 3,93 2,37 1,51 0,97 0,61 0,43 0,30 0,20 0,15 1,20
R 116,83 92,18 35,00 27,61 12,13 9,57 4,23 3,34 1,38 1,09 0,61 0,48 0,25 0,20 0,10 0,08 0,05 0,04 V 4,72 2,84 1,82 1,17 0,73 0,52 0,36 0,24 0,19 1,40
R 153,01 120,72 45,83 36,16 15,88 12,53 5,54 4,37 1,81 1,43 0,80 0,63 0,33 0,26 0,13 0,10 0,07 0,06 V 5,50 3,31 2,12 1,36 0,85 0,60 0,42 0,28 0,22 1,60
R 57,90 45,68 20,06 15,83 7,00 5,52 2,29 1,81 1,01 0,80 0,42 0,33 0,16 0,13 0,09 0,07 V 3,79 2,42 1,56 0,97 0,69 0,48 0,32 0,25 1,80
R 71,15 56,14 24,65 19,45 8,60 6,78 2,81 2,22 1,24 0,98 0,52 0,41 0,20 0,16 0,11 0,09 V 4,26 2,73 1,75 1,09 0,77 0,54 0,36 0,28 2,00
R 85,56 67,51 29,64 23,39 10,34 8,16 3,38 2,67 1,49 1,18 0,62 0,49 0,24 0,19 0,13 0,10 V 4,73 3,03 1,94 1,21 0,86 0,60 0,40 0,31 2,20
R 101,09 79,76 35,03 27,63 12,22 9,64 4,00 3,15 1,76 1,39 0,74 0,58 0,29 0,23 0,15 0,12 V 5,21 3,33 2,14 1,34 0,95 0,66 0,44 0,34 2,40
R 117,72 92,88 40,79 32,18 14,22 11,22 4,65 3,67 2,05 1,62 0,86 0,68 0,33 0,26 0,18 0,14 V 5,68 3,64 2,33 1,46 1,03 0,71 0,48 0,37 2,60
R 46,92 37,02 16,36 12,91 5,35 4,22 2,36 1,87 0,99 0,78 0,38 0,30 0,21 0,16 V 3,94 2,53 1,58 1,12 0,77 0,52 0,40 2,80
R 53,42 42,14 18,63 14,70 6,09 4,81 2,69 2,12 1,12 0,89 0,44 0,34 0,24 0,19 V 4,24 2,72 1,70 1,21 0,83 0,56 0,43 3,00
R 60,27 47,55 21,02 16,58 6,88 5,43 3,04 2,40 1,27 1,00 0,49 0,39 0,27 0,21 V 4,54 2,92 1,82 1,29 0,89 0,60 0,46
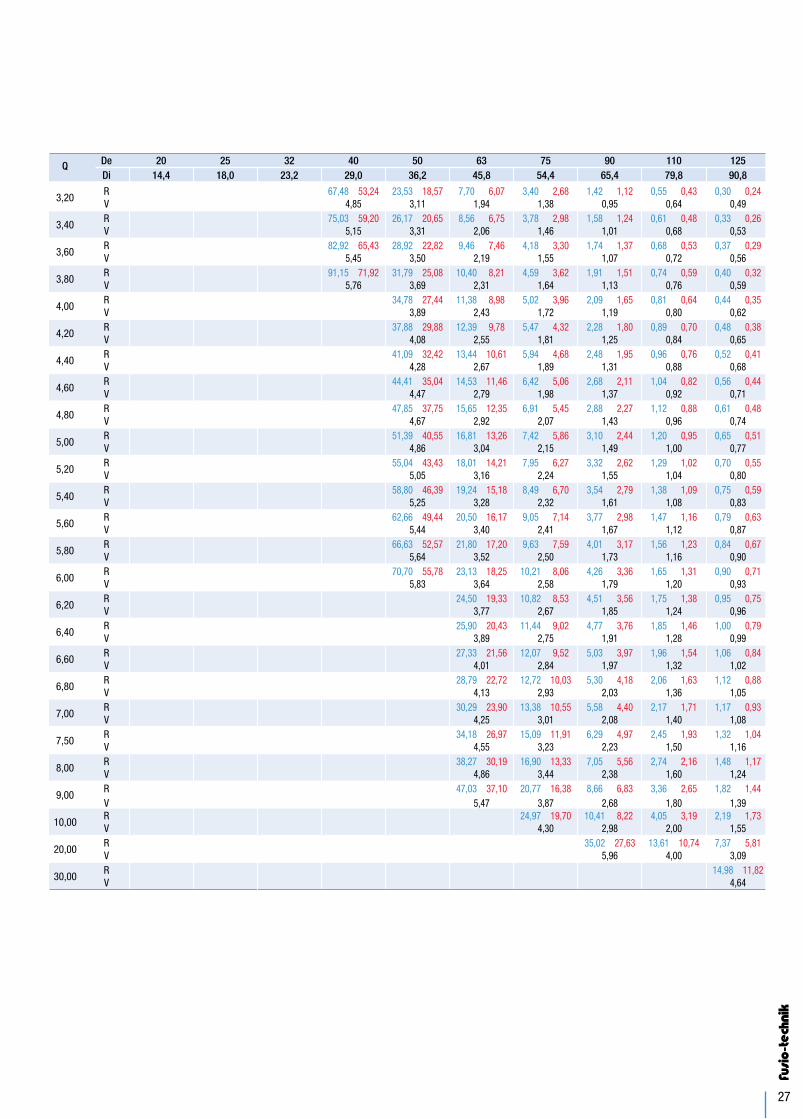
27
Q De 20 25 32 40 50 63 75 90 110 125 Di 14,4 18,0 23,2 29,0 36,2 45,8 54,4 65,4 79,8 90,8
3,20
R 67,48 53,24 23,53 18,57 7,70 6,07 3,40 2,68 1,42 1,12 0,55 0,43 0,30 0,24 V 4,85 3,11 1,94 1,38 0,95 0,64 0,49
3,40 R 75,03 59,20 26,17 20,65 8,56 6,75 3,78 2,98 1,58 1,24 0,61 0,48 0,33 0,26
V 5,15 3,31 2,06 1,46 1,01 0,68 0,53
3,60 R 82,92 65,43 28,92 22,82 9,46 7,46 4,18 3,30 1,74 1,37 0,68 0,53 0,37 0,29
V 5,45 3,50 2,19 1,55 1,07 0,72 0,56
3,80 R 91,15 71,92 31,79 25,08 10,40 8,21 4,59 3,62 1,91 1,51 0,74 0,59 0,40 0,32
V 5,76 3,69 2,31 1,64 1,13 0,76 0,59
4,00 R 34,78 27,44 11,38 8,98 5,02 3,96 2,09 1,65 0,81 0,64 0,44 0,35
V 3,89 2,43 1,72 1,19 0,80 0,62
4,20 R 37,88 29,88 12,39 9,78 5,47 4,32 2,28 1,80 0,89 0,70 0,48 0,38
V 4,08 2,55 1,81 1,25 0,84 0,65 4,40
R 41,09 32,42 13,44 10,61 5,94 4,68 2,48 1,95 0,96 0,76 0,52 0,41 V 4,28 2,67 1,89 1,31 0,88 0,68 4,60
R 44,41 35,04 14,53 11,46 6,42 5,06 2,68 2,11 1,04 0,82 0,56 0,44 V 4,47 2,79 1,98 1,37 0,92 0,71 4,80
R 47,85 37,75 15,65 12,35 6,91 5,45 2,88 2,27 1,12 0,88 0,61 0,48 V 4,67 2,92 2,07 1,43 0,96 0,74 5,00
R 51,39 40,55 16,81 13,26 7,42 5,86 3,10 2,44 1,20 0,95 0,65 0,51 V 4,86 3,04 2,15 1,49 1,00 0,77 5,20
R 55,04 43,43 18,01 14,21 7,95 6,27 3,32 2,62 1,29 1,02 0,70 0,55 V 5,05 3,16 2,24 1,55 1,04 0,80 5,40
R 58,80 46,39 19,24 15,18 8,49 6,70 3,54 2,79 1,38 1,09 0,75 0,59 V 5,25 3,28 2,32 1,61 1,08 0,83 5,60
R 62,66 49,44 20,50 16,17 9,05 7,14 3,77 2,98 1,47 1,16 0,79 0,63 V 5,44 3,40 2,41 1,67 1,12 0,87 5,80
R 66,63 52,57 21,80 17,20 9,63 7,59 4,01 3,17 1,56 1,23 0,84 0,67 V 5,64 3,52 2,50 1,73 1,16 0,90 6,00
R 70,70 55,78 23,13 18,25 10,21 8,06 4,26 3,36 1,65 1,31 0,90 0,71 V 5,83 3,64 2,58 1,79 1,20 0,93 6,20
R 24,50 19,33 10,82 8,53 4,51 3,56 1,75 1,38 0,95 0,75 V 3,77 2,67 1,85 1,24 0,96 6,40
R 25,90 20,43 11,44 9,02 4,77 3,76 1,85 1,46 1,00 0,79 V 3,89 2,75 1,91 1,28 0,99 6,60
R 27,33 21,56 12,07 9,52 5,03 3,97 1,96 1,54 1,06 0,84 V 4,01 2,84 1,97 1,32 1,02 6,80
R 28,79 22,72 12,72 10,03 5,30 4,18 2,06 1,63 1,12 0,88 V 4,13 2,93 2,03 1,36 1,05 7,00
R 30,29 23,90 13,38 10,55 5,58 4,40 2,17 1,71 1,17 0,93 V 4,25 3,01 2,08 1,40 1,08 7,50
R 34,18 26,97 15,09 11,91 6,29 4,97 2,45 1,93 1,32 1,04 V 4,55 3,23 2,23 1,50 1,16 8,00
R 38,27 30,19 16,90 13,33 7,05 5,56 2,74 2,16 1,48 1,17 V 4,86 3,44 2,38 1,60 1,24 9,00
R 47,03 37,10 20,77 16,38 8,66 6,83 3,36 2,65 1,82 1,44 V 5,47 3,87 2,68 1,80 1,39
10,00 R 24,97 19,70 10,41 8,22 4,05 3,19 2,19 1,73
V 4,30 2,98 2,00 1,55
20,00 R 35,02 27,63 13,61 10,74 7,37 5,81
V 5,96 4,00 3,09
30,00 R 14,98 11,82
V 4,64

28
Pérdidas de carga continuas SDR 11 (PN 10)
Perdas de carga contínuasSDR 11 (PN 10)
LEYENDALENDA
Rugosidad Rugosidade 0,007 Peso específico Peso específico 998,00 kg/m3 977,20 kg/m3
Temperatura Temperatura 20° C 70° CViscosidad Viscosidade 1,02E-06 m2/s 4,30E-07 m2/s Q= portata fluxo (l/s) De= Ø exterior Ø externo (mm) Di= Ø interior Ø interno (mm) R= pérdidas de carga perdas de carga (mbar/m) V= velocidad velocidade (m/s)
Q De 20 25 32 40 50 63 75 90 110 125 160 200 250 315 Di 16,2 20,4 26,2 32,6 40,8 51,4 61,4 73,6 90,0 102,2 130,8 163,6 204,6 257,8
0,01 R 0,04 0,03 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
V 0,05 0,03 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
0,02 R 0,15 0,12 0,05 0,04 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
V 0,10 0,06 0,04 0,02 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,03
R 0,30 0,24 0,10 0,08 0,03 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 V 0,15 0,09 0,06 0,04 0,02 0,01 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,04
R 0,50 0,40 0,17 0,13 0,05 0,04 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 V 0,19 0,12 0,07 0,05 0,03 0,02 0,01 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,05
R 0,74 0,58 0,25 0,20 0,08 0,06 0,03 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 V 0,24 0,15 0,09 0,06 0,04 0,02 0,02 0,01 0,01 0,01 0,00 0,00 0,00 0,00 0,06
R 1,02 0,80 0,34 0,27 0,10 0,08 0,04 0,03 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 V 0,29 0,18 0,11 0,07 0,05 0,03 0,02 0,01 0,01 0,01 0,00 0,00 0,00 0,00 0,07
R 1,33 1,05 0,45 0,35 0,14 0,11 0,05 0,04 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 V 0,34 0,21 0,13 0,08 0,05 0,03 0,02 0,02 0,01 0,01 0,01 0,00 0,00 0,00 0,08
R 1,69 1,33 0,56 0,44 0,17 0,14 0,06 0,05 0,02 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 V 0,39 0,24 0,15 0,10 0,06 0,04 0,03 0,02 0,01 0,01 0,01 0,00 0,00 0,00 0,09
R 2,07 1,63 0,69 0,55 0,21 0,17 0,07 0,06 0,03 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 V 0,44 0,28 0,17 0,11 0,07 0,04 0,03 0,02 0,01 0,01 0,01 0,00 0,00 0,00 0,10
R 2,49 1,97 0,83 0,66 0,25 0,20 0,09 0,07 0,03 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 V 0,49 0,31 0,19 0,12 0,08 0,05 0,03 0,02 0,02 0,01 0,01 0,00 0,00 0,00 0,12
R 3,43 2,70 1,15 0,90 0,35 0,28 0,12 0,10 0,04 0,03 0,01 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 V 0,58 0,37 0,22 0,14 0,09 0,06 0,04 0,03 0,02 0,01 0,01 0,01 0,00 0,00 0,14
R 4,49 3,54 1,50 1,18 0,46 0,36 0,16 0,13 0,06 0,04 0,02 0,01 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 V 0,68 0,43 0,26 0,17 0,11 0,07 0,05 0,03 0,02 0,02 0,01 0,01 0,00 0,00 0,16
R 5,67 4,47 1,90 1,50 0,58 0,46 0,20 0,16 0,07 0,06 0,02 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 V 0,78 0,49 0,30 0,19 0,12 0,08 0,05 0,04 0,03 0,02 0,01 0,01 0,00 0,00
0,18 R 6,97 5,50 2,33 1,84 0,71 0,56 0,25 0,20 0,09 0,07 0,03 0,02 0,01 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
V 0,87 0,55 0,33 0,22 0,14 0,09 0,06 0,04 0,03 0,02 0,01 0,01 0,01 0,00
0,20 R 8,38 6,61 2,80 2,21 0,85 0,67 0,30 0,24 0,10 0,08 0,03 0,03 0,01 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
V 0,97 0,61 0,37 0,24 0,15 0,10 0,07 0,05 0,03 0,02 0,01 0,01 0,01 0,00
0,30 R 17,03 13,44 5,70 4,50 1,74 1,37 0,61 0,49 0,21 0,17 0,07 0,06 0,03 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
V 1,46 0,92 0,56 0,36 0,23 0,14 0,10 0,07 0,05 0,04 0,02 0,01 0,01 0,01
0,40 R 28,18 22,23 9,43 7,44 2,87 2,27 1,02 0,80 0,35 0,28 0,12 0,09 0,05 0,04 0,02 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
V 1,94 1,22 0,74 0,48 0,31 0,19 0,14 0,09 0,06 0,05 0,03 0,02 0,01 0,01 0,50
R 41,64 32,86 13,93 10,99 4,24 3,35 1,50 1,19 0,52 0,41 0,17 0,14 0,07 0,06 0,03 0,02 0,01 0,01 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 V 2,43 1,53 0,93 0,60 0,38 0,24 0,17 0,12 0,08 0,06 0,04 0,02 0,02 0,01
0,60 R 57,29 45,20 19,17 15,12 5,84 4,61 2,07 1,63 0,71 0,56 0,24 0,19 0,10 0,08 0,04 0,03 0,02 0,01 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
V 2,91 1,84 1,11 0,72 0,46 0,29 0,20 0,14 0,09 0,07 0,04 0,03 0,02 0,01
0,70 R 75,03 59,20 25,10 19,81 7,65 6,03 2,71 2,14 0,93 0,74 0,31 0,25 0,13 0,11 0,06 0,04 0,02 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
V 3,40 2,14 1,30 0,84 0,54 0,34 0,24 0,16 0,11 0,09 0,05 0,03 0,02 0,01
0,80 R 94,79 74,79 31,71 25,02 9,66 7,62 3,42 2,70 1,18 0,93 0,39 0,31 0,17 0,13 0,07 0,06 0,03 0,02 0,02 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00
V 3,88 2,45 1,48 0,96 0,61 0,39 0,27 0,19 0,13 0,10 0,06 0,04 0,02 0,02
0,90 R 116,48 91,90 38,97 30,75 11,87 9,37 4,20 3,32 1,45 1,14 0,48 0,38 0,21 0,16 0,09 0,07 0,03 0,03 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 0,00
V 4,37 2,75 1,67 1,08 0,69 0,43 0,30 0,21 0,14 0,11 0,07 0,04 0,03 0,02 1,00
R 140,07 110,51 46,86 36,97 14,28 11,26 5,06 3,99 1,74 1,37 0,58 0,46 0,25 0,20 0,11 0,08 0,04 0,03 0,02 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 V 4,85 3,06 1,86 1,20 0,77 0,48 0,34 0,24 0,16 0,12 0,07 0,05 0,03 0,02
1,20 R 192,71 152,05 64,47 50,87 19,64 15,50 6,96 5,49 2,40 1,89 0,80 0,63 0,34 0,27 0,15 0,11 0,06 0,04 0,03 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00
V 5,82 3,67 2,23 1,44 0,92 0,58 0,41 0,28 0,19 0,15 0,09 0,06 0,04 0,02 1,40
R 84,43 66,62 25,72 20,30 9,11 7,19 3,14 2,48 1,05 0,83 0,45 0,36 0,19 0,15 0,07 0,06 0,04 0,03 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 V 4,29 2,60 1,68 1,07 0,68 0,47 0,33 0,22 0,17 0,10 0,07 0,04 0,03
1,60 R 106,66 84,15 32,49 25,64 11,51 9,08 3,96 3,13 1,32 1,04 0,57 0,45 0,24 0,19 0,09 0,07 0,05 0,04 0,02 0,01 0,01 0,00 0,00 0,00 0,00 0,00
V 4,90 2,97 1,92 1,22 0,77 0,54 0,38 0,25 0,20 0,12 0,08 0,05 0,03
1,80 R 131,07 103,42 39,93 31,51 14,14 11,16 4,87 3,84 1,63 1,28 0,70 0,55 0,30 0,23 0,11 0,09 0,06 0,05 0,02 0,02 0,01 0,01 0,00 0,00 0,00 0,00
V 5,51 3,34 2,16 1,38 0,87 0,61 0,42 0,28 0,22 0,13 0,09 0,05 0,03
2,00 R 48,02 37,89 17,00 13,42 5,86 4,62 1,96 1,54 0,84 0,66 0,36 0,28 0,14 0,11 0,07 0,06 0,02 0,02 0,01 0,01 0,00 0,00 0,00 0,00
V 3,71 2,40 1,53 0,96 0,68 0,47 0,31 0,24 0,15 0,10 0,06 0,04
2,20 R 56,73 44,76 20,09 15,85 6,92 5,46 2,31 1,82 0,99 0,78 0,42 0,33 0,16 0,13 0,09 0,07 0,03 0,02 0,01 0,01 0,00 0,00 0,00 0,00
V 4,08 2,64 1,68 1,06 0,74 0,52 0,35 0,27 0,16 0,10 0,07 0,04
2,40 R 66,07 52,12 23,39 18,46 8,06 6,36 2,69 2,12 1,16 0,91 0,49 0,39 0,19 0,15 0,10 0,08 0,03 0,03 0,01 0,01 0,00 0,00 0,00 0,00
V 4,45 2,88 1,84 1,16 0,81 0,56 0,38 0,29 0,18 0,11 0,07 0,05
2,60 R 76,00 59,96 26,91 21,23 9,27 7,31 3,10 2,44 1,33 1,05 0,56 0,44 0,22 0,17 0,12 0,09 0,04 0,03 0,01 0,01 0,00 0,00 0,00 0,00
V 4,83 3,12 1,99 1,25 0,88 0,61 0,41 0,32 0,19 0,12 0,08 0,05
2,80 R 86,52 68,27 30,64 24,17 10,55 8,33 3,52 2,78 1,51 1,19 0,64 0,51 0,25 0,19 0,13 0,11 0,04 0,03 0,01 0,01 0,00 0,00 0,00 0,00
V 5,20 3,36 2,14 1,35 0,95 0,66 0,44 0,34 0,21 0,13 0,09 0,05
3,00 R 97,63 77,03 34,57 27,28 11,91 9,40 3,98 3,14 1,71 1,35 0,72 0,57 0,28 0,22 0,15 0,12 0,05 0,04 0,02 0,01 0,01 0,00 0,00 0,00
V 5,57 3,60 2,30 1,45 1,01 0,71 0,47 0,37 0,22 0,14 0,09 0,06

29
Q De 20 25 32 40 50 63 75 90 110 125 160 200 250 315 Di 16,2 20,4 26,2 32,6 40,8 51,4 61,4 73,6 90,0 102,2 130,8 163,6 204,6 257,8
3,20 R 109,30 86,24 38,70 30,54 13,33 10,52 4,45 3,51 1,91 1,51 0,81 0,64 0,31 0,25 0,17 0,13 0,05 0,04 0,02 0,01 0,01 0,00 0,00 0,00
V 5,94 3,84 2,45 1,54 1,08 0,75 0,50 0,39 0,24 0,15 0,10 0,06
3,40 R 43,04 33,96 14,82 11,70 4,95 3,90 2,13 1,68 0,90 0,71 0,35 0,27 0,19 0,15 0,06 0,05 0,02 0,02 0,01 0,01 0,00 0,00
V 4,08 2,60 1,64 1,15 0,80 0,53 0,41 0,25 0,16 0,10 0,07
3,60 R 47,56 37,53 16,38 12,93 5,47 4,32 2,35 1,85 0,99 0,78 0,38 0,30 0,21 0,16 0,06 0,05 0,02 0,02 0,01 0,01 0,00 0,00
V 4,32 2,75 1,74 1,22 0,85 0,57 0,44 0,27 0,17 0,11 0,07
3,80 R 52,28 41,25 18,01 14,21 6,01 4,74 2,58 2,04 1,09 0,86 0,42 0,33 0,23 0,18 0,07 0,06 0,02 0,02 0,01 0,01 0,00 0,00
V 4,55 2,91 1,83 1,28 0,89 0,60 0,46 0,28 0,18 0,12 0,07
4,00 R 57,19 45,13 19,70 15,54 6,58 5,19 2,83 2,23 1,20 0,94 0,46 0,36 0,25 0,20 0,08 0,06 0,03 0,02 0,01 0,01 0,00 0,00
V 4,79 3,06 1,93 1,35 0,94 0,63 0,49 0,30 0,19 0,12 0,08
4,20 R 62,29 49,15 21,46 16,93 7,16 5,65 3,08 2,43 1,30 1,03 0,50 0,40 0,27 0,22 0,08 0,07 0,03 0,02 0,01 0,01 0,00 0,00
V 5,03 3,21 2,03 1,42 0,99 0,66 0,51 0,31 0,20 0,13 0,08
4,40 R 67,58 53,32 23,28 18,37 7,77 6,13 3,34 2,64 1,41 1,11 0,54 0,43 0,30 0,23 0,09 0,07 0,03 0,03 0,01 0,01 0,00 0,00
V 5,27 3,37 2,12 1,49 1,03 0,69 0,54 0,33 0,21 0,13 0,08
4,60 R 73,04 57,63 25,16 19,85 8,40 6,63 3,61 2,85 1,53 1,20 0,59 0,46 0,32 0,25 0,10 0,08 0,03 0,03 0,01 0,01 0,00 0,00
V 5,51 3,52 2,22 1,55 1,08 0,72 0,56 0,34 0,22 0,14 0,09
4,80 R 78,69 62,09 27,11 21,39 9,05 7,14 3,89 3,07 1,64 1,30 0,63 0,50 0,35 0,27 0,11 0,08 0,04 0,03 0,01 0,01 0,00 0,00
V 5,75 3,67 2,31 1,62 1,13 0,75 0,59 0,36 0,23 0,15 0,09
5,00 R 84,52 66,68 29,11 22,97 9,72 7,67 4,18 3,30 1,77 1,39 0,68 0,54 0,37 0,29 0,12 0,09 0,04 0,03 0,01 0,01 0,00 0,00
V 5,99 3,83 2,41 1,69 1,18 0,79 0,61 0,37 0,24 0,15 0,10
5,20 R 31,18 24,60 10,41 8,21 4,47 3,53 1,89 1,49 0,73 0,57 0,40 0,31 0,12 0,10 0,04 0,03 0,01 0,01 0,00 0,00
V 3,98 2,51 1,76 1,22 0,82 0,63 0,39 0,25 0,16 0,10
5,40 R 33,31 26,28 11,12 8,77 4,78 3,77 2,02 1,59 0,78 0,61 0,42 0,34 0,13 0,10 0,05 0,04 0,02 0,01 0,01 0,00
V 4,13 2,60 1,82 1,27 0,85 0,66 0,40 0,26 0,16 0,10
5,60 R 35,50 28,01 11,85 9,35 5,09 4,02 2,15 1,70 0,83 0,65 0,45 0,36 0,14 0,11 0,05 0,04 0,02 0,01 0,01 0,00
V 4,29 2,70 1,89 1,32 0,88 0,68 0,42 0,27 0,17 0,11
5,80 R 37,75 29,78 12,60 9,94 5,42 4,27 2,29 1,81 0,88 0,69 0,48 0,38 0,15 0,12 0,05 0,04 0,02 0,01 0,01 0,00
V 4,44 2,80 1,96 1,36 0,91 0,71 0,43 0,28 0,18 0,11
6,00 R 40,06 31,60 13,37 10,55 5,75 4,53 2,43 1,92 0,93 0,74 0,51 0,40 0,16 0,12 0,05 0,04 0,02 0,01 0,01 0,00
V 4,59 2,89 2,03 1,41 0,94 0,73 0,45 0,29 0,18 0,12
6,20 R 42,42 33,47 14,16 11,17 6,09 4,80 2,57 2,03 0,99 0,78 0,54 0,43 0,17 0,13 0,06 0,05 0,02 0,02 0,01 0,01
V 4,74 2,99 2,10 1,46 0,98 0,76 0,46 0,30 0,19 0,12
6,40 R 44,85 35,38 14,97 11,81 6,44 5,08 2,72 2,15 1,05 0,83 0,57 0,45 0,18 0,14 0,06 0,05 0,02 0,02 0,01 0,01
V 4,90 3,09 2,16 1,51 1,01 0,78 0,48 0,30 0,19 0,12
6,60 R 47,33 37,34 15,80 12,47 6,79 5,36 2,87 2,27 1,10 0,87 0,60 0,48 0,19 0,15 0,06 0,05 0,02 0,02 0,01 0,01
V 5,05 3,18 2,23 1,55 1,04 0,80 0,49 0,31 0,20 0,13
6,80 R 49,86 39,34 16,65 13,13 7,16 5,65 3,03 2,39 1,16 0,92 0,64 0,50 0,20 0,16 0,07 0,05 0,02 0,02 0,01 0,01
V 5,20 3,28 2,30 1,60 1,07 0,83 0,51 0,32 0,21 0,13
7,00 R 52,46 41,39 17,51 13,82 7,53 5,94 3,18 2,51 1,22 0,97 0,67 0,53 0,21 0,16 0,07 0,06 0,02 0,02 0,01 0,01
V 5,36 3,38 2,37 1,65 1,10 0,85 0,52 0,33 0,21 0,13
7,50 R 59,19 46,70 19,76 15,59 8,49 6,70 3,59 2,83 1,38 1,09 0,76 0,60 0,23 0,18 0,08 0,06 0,03 0,02 0,01 0,01
V 5,74 3,62 2,53 1,76 1,18 0,91 0,56 0,36 0,23 0,14
8,00 R 22,12 17,46 9,51 7,50 4,02 3,17 1,55 1,22 0,85 0,67 0,26 0,21 0,09 0,07 0,03 0,02 0,01 0,01
V 3,86 2,70 1,88 1,26 0,98 0,60 0,38 0,24 0,15
9,00 R 27,19 21,45 11,69 9,22 4,94 3,90 1,90 1,50 1,04 0,82 0,32 0,25 0,11 0,09 0,04 0,03 0,01 0,01
V 4,34 3,04 2,12 1,42 1,10 0,67 0,43 0,27 0,17
10,00 R 32,69 25,79 14,05 11,09 5,94 4,69 2,28 1,80 1,25 0,99 0,39 0,31 0,13 0,11 0,05 0,04 0,02 0,01
V 4,82 3,38 2,35 1,57 1,22 0,74 0,48 0,30 0,19
20,00 R 19,98 15,77 7,69 6,06 4,20 3,32 1,30 1,03 0,45 0,35 0,16 0,12 0,05 0,04
V 4,70 3,15 2,44 1,49 0,95 0,61 0,38
30,00 R 15,63 12,33 8,54 6,74 2,65 2,09 0,91 0,72 0,32 0,25 0,11 0,08
V 4,72 3,66 2,23 1,43 0,91 0,58
40,00 R 14,13 11,15 4,38 3,45 1,51 1,19 0,52 0,41 0,17 0,14
V 4,88 2,98 1,90 1,22 0,77
50,00 R 6,47 5,10 2,23 1,76 0,77 0,61 0,26 0,20
V 3,72 2,38 1,52 0,96
60,00 R 8,90 7,02 3,07 2,43 1,06 0,84 0,35 0,28
V 4,47 2,86 1,83 1,15
80,00 R 14,73 11,62 5,09 4,01 1,76 1,39 0,59 0,46
V 5,96 3,81 2,43 1,53
100,00 R 7,52 5,93 2,60 2,05 0,87 0,68
V 4,76 3,04 1,92
150,00 R 5,28 4,17 1,76 1,39
V 4,56 2,88
200,00 R 2,92 2,30
V 3,83
250,00 R 4,31 3,40
V 4,79
300,00 R 5,93 4,68
V 5,75

30
Diseñar a velocidades superiores
Projetar a velocidades superiores
Comparación entre pérdidas de carga de las tuberías Ø 16 mm, T 50°C
Comparação entre quedas de pressão de tubos Ø 16 mm, T 50°C
Comparación entre pérdidas de carga de las tuberías Ø 40 mm, T 50°C
Comparação entre quedas de pressão de tubos Ø 40 mm, T 50°C
El empleo de los sistemas de tubo fusio-technik permite tener una velocidad de flujo superior a la que se utiliza nor-malmente con los tubos metálicos, gracias a las caracterís-ticas intrínsecas de los sistemas en PP-R 80 Super, como la reducción de las pérdidas de carga, el riesgo reducido de oclusiones debidas a sedimentación y la baja difusión del ruido de flujo. Aumentando la velocidad de desplazamiento, se puede com-pensar el menor contenido de agua de las tuberías fusio-te-chnik respecto a los tubos de acero o de cobre.
Velocidades de diseño recomendadas
Comparación de pérdidas de carga de instalaciones construidas con materiales diferentesA continuación, se comparan tuberías de distinto material con diámetro interno equiparable. Nótese cómo el bajo ni-vel de rugosidad de las paredes internas de las tuberías fu-sio-technik proporciona una disminución significativa de los valores de las pérdidas de carga.
18
16
14
12
10
8
6
4
2
0
R (m
bar/
m)
0 0,05 0,1 0,15 0,2 0,25 0,3
Q (l/s)
45
40
35
30
25
20
15
10
5
0
R (m
bar/
m)
0 1 2 3 4 5 6
Q (l/s)
fusio-technik SDR 7,4
Cobre Cobre
Acero Aço
fusio-technik SDR 7,4
Cobre Cobre
Acero Aço
O uso dos sistemas de tubos fusio-technik permite uma velocidade de fluxo superior à normalmente utilizada com os tubos metálicos graças às características intrínsecas dos sistemas em PP-R 80 Super, tais como a redução das per-das de carga, o reduzido risco de obstruções causadas pela sedimentação e a baixa difusão do ruído de fluxo. Aumentando a velocidade de deslizamento é possível de-ste modo compensar o menor conteúdo de água dos tubos fusio-technik em relação aos tubos em aço ou em cobre.
Instalações com fluídos diferentes
Comparação entre perdas de carga de instalaçõesconstruídas com vários materiaisApós uma comparação entre tubos de material diferente com diâmetro interno comparável. Nota-se como o baixo nível de rugosidade das paredes internas dos tubos fusio-technik permite uma redução significativa dos valores das perdas de carga.
Tipo de instalación Tipo de instalação Velocidad de diseño Velocidade de projeto
Tuberías enterradas Hasta AtéTubos enterrados 4 m/s
Líneas principales sin órganos de interceptación rápida Hasta AtéLinhas principais sem órgãos de intercetação rápida 4 m/s
Líneas secundarias Hasta AtéLinhas secundárias 3 m/s
Líneas terminales Hasta AtéLinhas terminais 2,5 m/s
Líneas de recirculación de agua caliente sanitaria Máx 1 m/sLinhas de recirculação de água quente sanitária

31
Comparación entre pérdidas de carga de las tuberías Ø 50 mm, T 50°C
Comparação entre quedas de pressão de tubos Ø 50 mm, T 50°C
fusio-technik SDR 7,4
Cobre Cobre
Acero Aço
Como se evidencia en la gráfica, en las tuberías con SDR 7,4, los aspectos puestos en evidencia por las dos tablas anterio-res, están amplificados gracias a la reducción del espesor de la pared, que aumenta el caudal de las tuberías reduciendo las pérdidas de carga
Pérdidas de carga localizadas de los racores Las pérdidas de carga localizadas se deben a la presencia de racores especiales (te, codo, curvas, etc.) que modifican la dirección o la sección de paso del fluido. Pueden calcularse con uno de los métodos siguientes:n método directo: utiliza coeficientes que dependen de la forma y de las dimensiones de los racores especiales;n método de los caudales nominales: recurre, para cada pieza especial, al valor de su caudal nominal: es decir, al caudal que corresponde a una pérdida de presión unitaria predefinida (por ejemplo, 1 bar);n método de las longitudes equivalentes: sustituye, por cada pieza especial, un tramo de tubo lineal correspondiente con la pérdida de carga individual.
Cálculo de las pérdidas de carga localizadasEn general, para determinar las dimensiones de los tubos y de las bombas, se recurre al método directo, ya que es su-ficientemente preciso y fácil de utilizar. Según este método, las pérdidas de carga localizadas se pueden calcular con la fórmula siguiente:
donde:z = pérdida de carga localizada (mbar/m)j = coeficiente de pérdida localizada, sin dimensiónr = masa volumétrica del fluido (Kg/m3)v = velocidad media del fluido (m/s)
z= ( � • � • v2 ) /1002
30
25
20
15
10
5
0R
(mba
r/m
)
0 1 2 3 4 5 6 7 8 9
Q (l/s)
Como se pode ver no gráfico, nos tubos com SDR 7,4 os aspetos colocados em evidência pelas duas tabelas prece-dentes são amplificados graças à redução da espessura da parede que aumenta a vazão dos tubos reduzindo as suas perdas de carga.
Perdas de carga localizadas nas conexõesAs perdas de carga localizadas são causadas pela presença de conexões especiais (tê, cotovelo, curvas, etc.) que alteram a direção ou a secção de passagem do fluído. Podem ser calculadas com um dos seguintes métodos:n método direto: utiliza coeficientes que dependem da forma e das dimen- sões das conexões especiais;n método das vazões nominais: recorre, para cada peça especial, ao valor da sua vazão nominal: ou seja, à vazão que corresponde a uma perda de pressão unitária predefinida (por ex: 1 bar);n método dos comprimentos equivalentes: substitui, a cada peça especial, uma secção de tubos linear correspondente à perda de carga individual.
Cálculo das perdas de carga localizadasEm geral, para o dimensionamento dos tubos e das bombasrecorre-se ao método direto, já que é suficientemente preciso e é fácil de utilizar. De acordo com esse método, as perdas de carga localizadas podem ser calculadas com a se-guinte fórmula:
onde:z = perda de carga localizada (mbar/m)j = coeficiente de perda localizada, adimensionalr = massa volúmica do fluído (Kg/m3)v = velocidade média do fluído (m/s)

32
Tablas de los coeficientes de las pérdidas de carga localizadas
Tabela dos coeficientes das perdas de carga localizadas
Grifo de parada 20 mm Torneira de paragem 20 mm 9,50 Grifo de parada 25 mm Torneira de paragem 25 mm 8,50 Grifo de parada 32 mm Torneira de paragem 32mm 7,60
Coeficiente de pérdida localizadaCoeficiente de perda localizada
( j )
Manguito Bucha 0,25
Reducción de 1 dimensión Redução de 1 dimensão 0,40 Reducción de 2 dimensión Redução de 2 dimensão 0,50 Reducción de 3 dimensión Redução de 3 dimensão 0,60 Reducción de 4 dimensión Redução de 4dimensão 0,70
Codo de 90° Cotovelo 90° 1,20
Codo de 45° Cotovelo 45° 0,50
Te Tê 0,25
Te con separación de flujo Tê com separação de fluxo 1,20 Te reducido sumar valor de reducción Tê reduzido, somar valor de redução
Te con unión del flujo Tê com união de fluxo 0,80 Te reducido sumar valor de reducción Tê reduzido, somar valor de redução
Te de separación con flujos opuestos Tê separação com fluxos opostos 3,00 Te reducido sumar valor de reducción Tê reduzido, somar valor de redução
Te de confluencia con flujos divididos Tê confluência com fluxos divididos 1,80 Te reducido sumar valor de reducción Tê reduzido, somar valor de redução
Te de separación con roscado Tê separação com rosca 0,80
Racor con roscado Conexão com rosca 0,40
Racor con roscado reducido Conexão com rosca reduzida 0,85
Codo con roscado Cotovelo com rosca 1,40
Codo con roscado reducido Cotovelo com rosca reduzido 3,50
Racores de silla con separación de flujo Conexões tipo sela com separação de fluxo 0,50
Racores de silla con flujos opuestos Conexões tipo sela com fluxos opostos 1,00
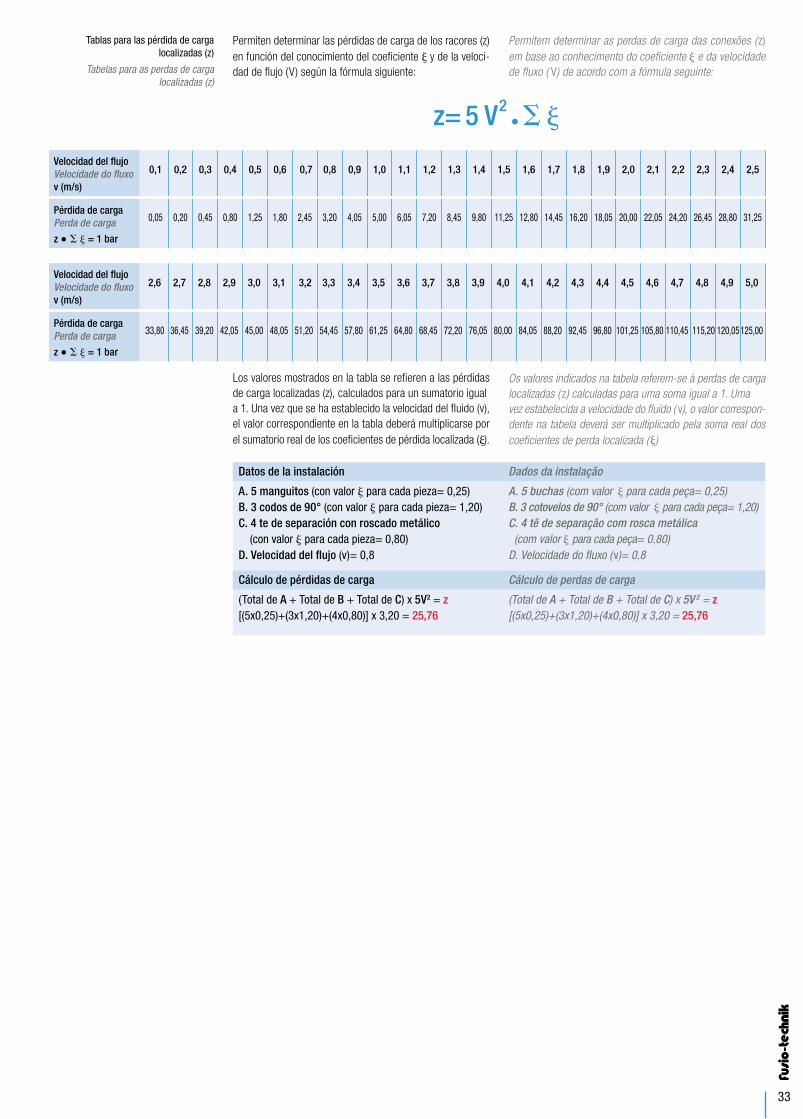
33
Permitem determinar as perdas de carga das conexões (z) em base ao conhecimento do coeficiente j e da velocidade de fluxo ( V) de acordo com a fórmula seguinte:
Os valores indicados na tabela referem-se à perdas de carga localizadas ( z) calculadas para uma soma igual a 1. Umavez estabelecida a velocidade do fluído ( v), o valor correspon-dente na tabela deverá ser multiplicado pela soma real dos coeficientes de perda localizada (j)
Dados da instalação
A. 5 buchas (com valor j para cada peça= 0,25)B. 3 cotovelos de 90° (com valor j para cada peça= 1,20)C. 4 tê de separação com rosca metálica (com valor j para cada peça= 0,80)D. Velocidade do fluxo (v)= 0,8
Cálculo de perdas de carga
(Total de A + Total de B + Total de C) x 5V 2 = z [(5x0,25)+(3x1,20)+(4x0,80)] x 3,20 = 25,76
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 2,1 2,2 2,3 2,4 2,5
0,05 0,20 0,45 0,80 1,25 1,80 2,45 3,20 4,05 5,00 6,05 7,20 8,45 9,80 11,25 12,80 14,45 16,20 18,05 20,00 22,05 24,20 26,45 28,80 31,25
Velocidad del flujoVelocidade do fluxov (m/s)
Pérdida de carga Perda de carga z • S j = 1 bar
2,6 2,7 2,8 2,9 3,0 3,1 3,2 3,3 3,4 3,5 3,6 3,7 3,8 3,9 4,0 4,1 4,2 4,3 4,4 4,5 4,6 4,7 4,8 4,9 5,0
33,80 36,45 39,20 42,05 45,00 48,05 51,20 54,45 57,80 61,25 64,80 68,45 72,20 76,05 80,00 84,05 88,20 92,45 96,80 101,25 105,80 110,45 115,20 120,05 125,00
Velocidad del flujoVelocidade do fluxov (m/s)
Pérdida de cargaPerda de cargaz • S j = 1 bar
z= 5 V2 • � �
Permiten determinar las pérdidas de carga de los racores (z) en función del conocimiento del coeficiente j y de la veloci-dad de flujo (V) según la fórmula siguiente:
Los valores mostrados en la tabla se refieren a las pérdidas de carga localizadas (z), calculados para un sumatorio iguala 1. Una vez que se ha establecido la velocidad del fluido (v), el valor correspondiente en la tabla deberá multiplicarse por el sumatorio real de los coeficientes de pérdida localizada (j).
Datos de la instalación
A. 5 manguitos (con valor j para cada pieza= 0,25) B. 3 codos de 90° (con valor j para cada pieza= 1,20) C. 4 te de separación con roscado metálico (con valor j para cada pieza= 0,80) D. Velocidad del flujo (v)= 0,8
Cálculo de pérdidas de carga
(Total de A + Total de B + Total de C) x 5V2 = z [(5x0,25)+(3x1,20)+(4x0,80)] x 3,20 = 25,76
Tablas para las pérdida de cargalocalizadas (z)
Tabelas para as perdas de carga localizadas (z)

34
Qualquer tubo, seja este produzido tanto com materiais plásticos como em metal, sofre um alongamento ao au-mentar a temperatura do fluído transportado (dilatação térmica linear). A dilatação térmica cria tensões mecânicas que, se não forem adequadamente contidas, podem dani-ficar a instalação.
Colocação no externo de edifíciosA colocação de tubos relativamente ao setor hídrico-sanit-ário e especificamente no exterior dos edifícios (ex: através de terrenos ou jardins), deve estar em conformidade com a norma EN 805. Em caso de escavação, o tubo define-se auto compen-sador: a escavação deve ser o suficientemente profunda para evitar a formação de gelo, o tubo deve ser assentado sobre um leito de areia e recoberto de modo homogéneo com a mesma; além disso o enchimento da escavação não deve danificar os tubos, os quais devem ser preservados do esmagamento prestando especial atenção aos ponto de atravessamento de calçadas.A instalação deve prever pontos de acessibilidade; devem ser tomadas precauções especiais no caso de terrenos com perigo de contaminação dos tubos. Nestes casos deve ser previsto o uso de revestimentos de proteção adequados.Em caso de colocação livre no exterior de edifícios, é ne-cessário prever um adequado isolamento térmico para evi-tar a formação de gelo e garantir uma adequada proteção dos raios UV diretos.
Colocação no interior do edifícioA colocação dos tubos no interior dos edifícios podem tanto ser livre como que interna.No caso de colocação interna, os efeitos da dilatação térmica linear não são considerados dado que a tubagem é auto compensadora.No caso da colocação livre já é necessário considerar a dilatação térmica linear. Para a fixação de tubos em material sintético, devem ser utilizados colares específicos de tipo deslizante para permitir o deslizamento do tubo e de ponto fixo para bloquear o tubo. Ao realizar o ponto fixo é neces-sário garantir a absoluta rigidez da fixação utilizando barras roscadas de diâmetro adequado e de comprimento limitado.No que diz respeito às colunas montantes verticais (colo-cação em átrio), os efeitos da dilatação térmica linear não são considerados de um ponto de vista estético mas é ne-cessário, de qualquer modo, uma fixação adequada no que diz respeito ao aspeto funcional.
Cualquier tubo, tanto si se ha fabricado con materiales plás-ticos como de metal, sufre un alargamiento cuando aumenta la temperatura del fluido transportado (dilatación térmica li-neal). La dilatación lineal crea tensiones mecánicas que, si no se contienen adecuadamente, pueden dañar la instalación.
Colocación en el exterior de edificios La colocación de tuberías en relación con el sector hidráulico-sanitario, y específicamente en el exterior de los edificios (por ej. cruce de terrenos o jardines), debe llevarse a cabo en conformidad con la norma EN 805. En caso de excava-ciones, el tubo se define de auto compensación: la exca-vación debe ser lo suficientemente profunda para evitar la formación de hielo, el tubo debe colocarse sobre una cama de arena y recubrirse de manera homogénea con la misma; además, el rellenado de la excavación no debe dañar los tubos, los cuales deben protegerse del aplastamiento, po-niendo una atención especial en los puntos de cruce de paso de vehículos.La instalación debe prever puntos de accesibilidad; hay que tomar precauciones especiales en caso de terrenos con peli-gro de contaminación de las tuberías. En estos casos, se re-comienda prever el uso de vainas de protección adecuadas.En caso de colocación libre en el exterior de edificios, hay que prever un aislamiento térmico adecuado para evitar la formación de hielo y garantizar una protección adecuada contra los rayos UV directos.
Colocación en el interior del edificioLa colocación de las tuberías en el interior de los edificios puede ser tanto libre como subterránea.En caso de colocación subterránea, los efectos de la dila-tación térmica lineal no se tienen en cuenta, ya que el tubo se considera de auto compensación.En cambio, en caso de colocación libre, es necesario con-siderar la dilatación térmica lineal. Para la fijación de tuberías de material sintético, deben utilizarse collares específicos de tipo deslizable para permitir el desplazamiento del tubo y de punto fijo, para bloquear el tubo. En la realización del punto fijo, es necesario garantizar la completa rigidez del anclaje, utilizando barras roscadas de diámetro adecuado y de lon-gitud limitada.Respecto a las columnas montantes verticales (colocación en cavedio), los efectos de la dilatación térmica lineal no se tienen en cuenta desde un punto de vista estético, pero de todas formas, es necesario realizar una sujeción adecuadaen lo que concierne al aspecto funcional.
Técnicas de colocación Técnicas de colocação

35
La fijación deberá realizarse solo de punto fijo. Esto es indispensable, especialmente en proximidad de empalmes en Te: los puntos fijos se posicionan tanto, inmediatamente después del racor (siguiendo la dirección del flujo), como en el inicio de la línea de derivación. Para las columnas vertica-les, hay que incrementar las distancias de sujeción del 20% respecto a cuanto se indica en las tablas.En caso de instalación de tuberías a vista con anclajes ex-ternos (por ej. sótanos, locales técnicos y centrales térmic-as), rectilíneas y extendidas, se deberá prever la creación de compensadores de dilatación en omega o cambios de dirección con curvas de flexión.En caso de instalaciones con muchos cambios de dirección o de nivel y con breves tramos rectilíneos, los efectos de la di-latación pueden no tenerse en cuenta, efectuando la fijación con puntos fijos únicamente.
Los tubos reforzados con fibra (faser FIBER-T y faser FI-BER-COND), al tener una dilatación lineal reducida del 70% respecto a las otras tuberías sintéticas, impiden la formación de flexiones anti-estéticas de las líneas; especialmente, en caso de transporte de fluidos calientes o en caso de elevada diferencia entre la temperatura de colocación y la de ejerci-cio en ambiente.
En los apartados siguientes, describiremos cómo tener en cuenta los efectos de la dilatación lineal. Los riesgos que derivan de las dilataciones lineales están relacionados con el tipo de instalación realizada: si, por ejemplo, el tramo de tubería y los racores correspondientes se amurallan, la fuerza de la dilación plástica será muy inferior y el alarga-miento de las tuberías estará contenido por el mismo muro; mientras que, si la instalación se realiza de colocación libre, será fundamental prever las sujeciones adecuadas.En estos casos, es necesario prever también técnicas adi-cionales de compensación de las dilataciones.Es necesario realizar compensadores de la dilatación, es decir, asas con forma de omega (conocidas como U), cam-bios de dirección (conocidas como L) que permiten a las tuberías descargar la dilatación.
A fixação deverá ser realizada apenas num ponto fixo. Isto é indispensável especialmente junto a uma derivação em Tê: os pontos fixos são posicionados tanto imediatamen-te depois da conexão (seguindo a direção de fluxo) como no início da linha de derivação. Para as colunas verticais é necessário aumentar as distâncias de fixação em 20% em relação ao indicado nas tabelas.No caso de instalação de tubos à vista com fixações exter-nas (ex: caves, locais técnicos e centrais térmicas), retilín-eos e estendidos, será necessária a criação de compensa-dores de dilatação a ómega ou mudanças de direção com curvas de flexão.No caso de instalações com muitas mudanças de direção ou de nível e com curtas secções retilíneas, os efeitos da dilatação podem ser não considerados fazendo a fixação com apenas pontos fixos.
Os tubos fibro-reforçados (faser FIBER-T e faser FIBER-COND), tendo uma dilatação linear reduzida em 70% em relação a outros tubos sintéticos, impedem a formação de flexões antiestéticas das linhas, especialmente no caso de transporte de fluídos quentes ou nos casos de grande di-ferença entre a temperatura de colocação e a de exercício no local.
Nos parágrafos seguintes será descrito como ter em con-ta os efeitos da dilatação linear. Os riscos derivantes das dilatações lineares devem são relacionados com o tipo de instalação realizada: se, por exemplo, a secção de tubos e respetivas fixações forem colocadas no interior da parede, a força da dilatação plástica é muito inferior e o alonga-mento dos tubos é contido pela própria parede, enquanto se a instalação for realizada em colocação livre é funda-mental prever fixações adequadas.Nesses casos é necessário prever técnicas de compen-sação das dilatações adicionais.É necessário realizar compensadores de dilatação ou opor-tunas curvas em forma de ómega (em forma de U), mu-danças de direção (em forma de L) que permitam aos tubos de descarregar a dilatação.
Cálculo y compensación de la dilatación lineal térmica
Cálculo e compensação da dilatação linear térmica
Tipo de tubo Tipo de tubo
fusio-technik fusio-technik monocapa monocapa faser Acero Cobre PE-HD polipert polipex multi-calor con conducto FIBER-T Aço Cobre (PE-RT) (PE-X) multi-eco monocamada monocamada FIBER-COND com calha
Coeficiente de dilatación linealCoeficiente de 0,150 0,030 0,035 0,012 0,017 0,130 0,140 0,190 0,026dilatação lineara = mm/mK
A BA
Compensador de dilatación de curva o L
Compensadores de dilatação em forma de L
Compensador de dilatacióncon forma de omega o U
Compensadores de dilataçãoem forma de U
A
B
Tabla comparativa de la dilatación entre materiales diferentes
Tabela comparativa da dilatação entre materiais diferentes

36
El cálculo de la dilatación térmica lineal se obtiene mediante la fórmula siguiente:
donde:DL = dilatación (mm)a = coeficiente de dilatación térmica lineal (véase la tabla que se muestra abajo) L =longitud de las tuberías (m)Dt = variación de la temperatura (°C)
Cálculo del Dt
Temperatura del fluido transportado = 70°C (343° K) Temperatura del ambiente de colocación = 20°C (293° K) Dt = 70°- 20°= 50°C (343° K-293° K = 50° K)
Datos
a = 0,150 mm/m°K (valor relativo a las tuberías fusio-technik monocapa) L = 6 m Dt = 50°K
Cálculo de pérdidas de carga
0,150 x 6,0 x 50 = 45 mm (DL)
Para mayor rapidez, es posible consultar las tablas que se indican a continuación. Éstas muestran, para todas las tu-berías de la gama fusio-technik, los valores de dilatación lineal para tuberías con longitudes comprendidas entre los0,5 y los 100 m lineales, con ∆t comprendidos entre 10 y 80°C.
O cálculo da dilatação térmica linear é obtido através da seguinte fórmula:
onde:DL = dilatação (mm)a = coeficiente de dilatação térmica linear (ver tabela em baixo) L = comprimento dos tubos (m)Dt = variação da temperatura (°C)
Cálculo del Dt
Temperatura do fluido transportado = 70°C (343° K) Temperatura ambiente de colocação = 20°C (293° K) Dt = 70°- 20°= 50°C (343° K-293° K = 50° K)
Dados
a = 0,150 mm/m°K (valor relativo a tubos fusio-technik monocamada) L = 6 m Dt = 50°K
Cálculo de pérdidas de carga
0,150 x 6,0 x 50 = 45 mm (DL)
Para uma rápida consulta é possível consultar as tabelas for-necidas em seguida. Estas mostram, para todos os tubos da gama fusio-technik, os valores de dilatação linear para tubos com comprimentos entre os 0,5 e os 100 m lineares, com ∆t entre 10 e 80º C.
Cálculo de la dilatación térmica lineal
Cálculo da dilatação térmica linear
Ejemplo de cálculo de la dilatación lineal
Exemplo de cálculo da dilatação linear
Tipo de tubo Tube type
Tubos fusio-technik Tubos fusio-technik Tubos multicapa monocapa monocapa con conducto faser FIBER-T y FIBER-COND monocamada monocamada com calha multicamada
Coeficiente de dilatación lineal 0,150 0,030 0,035Coeficiente de dilatação linear a = mm/mK
DL= � • L • �t

37
Para o cálculo dos alongamentos lineares é possível re-correr às tabelas seguintes, enquanto será necessário exe-cutar os apoios segundo as tabelas do parágrafo “Valores de fixação” presentes na pág. 44-45.
Para el cálculo de los alargamientos lineales, se puede re-currir a las tablas siguientes, mientras que será necesario realizar los apoyos según las tablas del apartado “Valores de sujeción”, que se muestran en la pág. 44-45.
Valores de las dilataciones lineales
Valores das dilatações lineares
Dilatación lineal tubos fusio-technik monocapa SDR 6, SDR 7,4, SDR 11 (mm)
Dilatação linear tubos fusio-technik monocamada
SDR 6, SDR 7,4, SDR 11 (mm)
Longitud tubos ΔT 10 ΔT 20 ΔT 30 ΔT 40 ΔT 50 ΔT 60 ΔT 70 ΔT 80
Comp. tubos
m mm mm mm mm mm mm mm mm
0,5 0,75 1,50 2,25 3,00 3,75 4,50 5,25 6,00
1,0 1,50 3,00 4,50 6,00 7,50 9,00 10,50 12,00
2,0 3,00 6,00 9,00 12,00 15,00 18,00 21,00 24,00
3,0 4,50 9,00 13,50 18,00 22,50 27,00 31,50 36,00
4,0 6,00 12,00 18,00 24,00 30,00 36,00 42,00 48,00
5,0 7,50 15,00 22,50 30,00 37,50 45,00 52,50 60,00
6,0 9,00 18,00 27,00 36,00 45,00 54,00 63,00 72,00
7,0 10,50 21,00 31,50 42,00 52,50 63,00 73,50 84,00
8,0 12,00 24,00 36,00 48,00 60,00 72,00 84,00 96,00
9,0 13,50 27,00 40,50 54,00 67,50 81,00 94,50 108,00
10,0 15,00 30,00 45,00 60,00 75,00 90,00 105,00 120,00
50,0 75,00 150,00 225,00 300,00 375,00 450,00 525,00 600,00
100,0 150,00 300,00 405,00 600,00 750,00 900,00 1050,00 1200,00
�
�
10
9
8
7
6
5
4
3
2
1
0
Long
itud
de la
tube
ría C
ompr
imen
to d
a tu
bage
m (m
)
0 10 20 30 40 50 60 70 80 90 100 110 120 130
DL (mm)
Dt (mm)
10° 20° 30° 40° 50° 60° 70° 80°

38
O uso da conduta metálica permite conter o efeito da di-latação térmica também nos tubos já existentes ou em secções especiais, onde se desejar obter um melhor efei-to estético
El uso del conducto metálico permite contener el efecto de la dilatación térmica también en las tuberías ya existentes o en tramos especiales, donde se quiere conseguir un mayor efecto estético.
�
�
10
9
8
7
6
5
4
3
2
1
0
Long
itud
de la
tube
ría C
ompr
imen
to d
a tu
bage
m (m
)
0 10 20 30 40
DL (mm)
Dt (mm)
10° 20° 30° 40° 50° 60° 70° 80°
Dilatación lineal tubos fusio-technik monocapa
SDR 6, SDR 7,4, SDR 11 con conducto metálico (mm)
Dilatação linear tubos fusio-technik monocamada
SDR 6, SDR 7,4, SDR 11 com calha metálica (mm)
Lungitud tubos ΔT 10 ΔT 20 ΔT 30 ΔT 40 ΔT 50 ΔT 60 ΔT 70 ΔT 80
Comp. tubos
m mm mm mm mm mm mm mm mm
0,5 0,15 0,30 0,45 0,60 0,75 0,90 1,05 1,20
1,0 0,30 3,00 0,90 1,20 1,50 1,80 2,10 2,40
2,0 0,60 1,20 1,80 2,40 3,00 3,60 4,20 4,80
3,0 0,90 1,80 2,70 3,60 4,50 5,40 6,30 7,20
4,0 1,20 2,40 3,60 4,80 6,00 7,20 8,40 9,60
5,0 1,50 3,00 4,50 6,00 7,50 9,00 10,50 12,00
6,0 1,80 3,60 5,40 7,20 9,00 10,80 12,60 14,40
7,0 2,10 4,20 6,30 8,40 10,50 12,60 14,70 16,80
8,0 2,40 4,80 7,20 9,60 12,00 14,40 16,80 19,20
9,0 2,70 5,40 8,10 10,80 13,50 16,20 18,90 21,60
10,0 3,00 6,00 9,00 12,00 15,00 18,00 21,00 24,00
50,0 15,00 30,00 45,00 60,00 75,00 90,00 105,00 120,00
100,0 30,00 60,00 90,00 120,00 150,00 180,00 210,00 240,00

39
Dilatación lineal tubos fusio-technik multicapa
faser FIBER-T y faser FIBER-COND (mm)
Dilatação linear tubos fusio-technik multicamada
faser FIBER-T e faser FIBER-COND (mm)
Lungitud tubos ΔT 10 ΔT 20 ΔT 30 ΔT 40 ΔT 50 ΔT 60 ΔT 70 ΔT 80
Comp. tubos
m mm mm mm mm mm mm mm mm
0,5 0,18 0,35 0,53 0,70 0,88 1,05 1,23 1,40
1,0 0,35 0,70 1,05 1,40 1,75 2,10 2,45 2,80
2,0 0,70 1,40 2,10 2,80 3,50 4,20 4,90 5,60
3,0 1,05 2,10 3,15 4,20 5,25 6,30 7,35 8,40
4,0 1,40 2,80 4,20 5,60 7,00 8,40 9,80 11,20
5,0 1,75 3,50 5,25 7,00 8,75 10,50 12,25 14,00
6,0 2,10 4,20 6,30 8,40 10,50 12,60 14,70 16,80
7,0 2,45 4,90 7,35 9,80 12,25 14,70 17,15 19,60
8,0 2,80 5,60 8,40 11,20 14,00 16,80 19,60 22,40
9,0 3,15 6,30 9,45 12,60 15,75 18,90 22,05 25,20
10,0 3,50 7,00 10,50 14,00 17,50 21,00 24,50 28,00
50,0 17,5 35,00 52,50 70,00 87,50 105,00 122,50 140,00
100,0 35,00 70,00 105,00 140,00 175,00 210,00 245,00 280,00
�
�
10
9
8
7
6
5
4
3
2
1
0
Long
itud
de la
tube
ría C
ompr
imen
to d
a tu
bage
m (m
)
0 10 20 30 40
DL (mm)
Dt (mm)
10° 20° 30° 40° 50° 60° 70° 80°

40
Para calcular o dimensionamento dos compensadores de dilatação (sejam estes em L ou U) é necessário conhecer o valor constante (C) indicado em seguida.
Compensadores de dilatação em curva ou L
É o tipo de compensação mais comum já que para a sua realização é normalmente possível usufruir da mudança do percurso dos tubos.O cálculo dos comprimentos dos lados de curvatura dos compensadores obtém-se através da seguinte fórmula:
onde:LB = comprimento do braço de flexão (mm)C = constante do material (ver dados na tabela) D = diâmetro externos do tub (mm)DL = dilatação linear térmica (mm)(para o cálculo ver o parágrafo “Cálculo da dilatação térmica linear”)
Compensadores de dilatação em ómega ou U
Caso não seja possível compensar a dilatação usufruindo da mudança de percurso dos tubos (através de compen-sadores de dilatação em curva ou L), como por exemplo perante longas secções retilíneas, é necessário realizar compensadores de dilatação em ómega ou U.
Para calcular las dimensiones de los compensadores de dila-tación (tanto si son en L como en U), es necesario conocer el valor constante (C) que se indica a continuación.
Compensadores de dilatación de curva o en L
Es el tipo de compensación más comúnmente utilizada, ya que por su realización normalmente es posible aprovechar el cambio de recorrido de las tuberías.El cálculo de las longitudes de los lados de curvatura de los compensadores de dilatación se obtiene mediante lafórmula siguiente:
dondeLB = longitud del brazo de flexión (mm)C = constante del material (vea los datos en la tabla) D = diámetro externo del tubo (mm)DL = dilatación lineal térmica (mm)(para el cálculo vea el apartado “Cálculo de la dilatación térmica lineal”)
Compensadores de dilatación en omega o U
Si no fuera posible compensar la dilatación aprovechando el cambio de recorrido de las tuberías (mediante los compen-sadores de dilatación en curva o L), como por ejemplo, en presencia de largos tramos rectilíneos, es necesario realizar compensadores de dilatación en omega o U.
Cálculo de los compensadores
de dilatación
Cálculo dos compensadores de dilatação
Tipo de tubo Tipo de tubo
Tubos fusio-technik Tubos fusio-technik Tubos multicapa monocapa monocapa con conducto faser FIBER-T e FIBER-COND monocamada monocamada com calha multicamada
Valor constante C 14 16 16Valor constante (C)
LB= C • �(D•DL)
L DL
Dirección del flujo Direcção do fluxo
LB
FPSP
FP
Dirección del flujo Direcção do fluxo
LB
FPFPSP SP
FP
FP
L LDL DL
LB LB
FP FPSP SP
LM
L DL
FP= Punto de sujeción con punto fijo Ponto de fixação de ponto fixo
SP= Punto de sujeción con deslizamiento Ponto de fixação em deslizamento
FP= Punto de sujeción con punto fijo Ponto de fixação de ponto fixo
SP= Punto de sujeción con deslizamiento Ponto de fixação em deslizamento
Longitud del ángulo de dilatación
LM= (=>de (2*DL)) Comprimento do ângulo de dilatação (=>de (2*DL))

41
Portanto, além do cálculo do comprimento do lado de cur-vatura (LB) é necessário calcular a distância (LM) entre os dois braços que irão formar o “U” do compensador utilizan-do a seguinte fórmula:
onde:LM = distância entre os braços de inflexão (mm)DL = dilatação linear térmica (mm)2 = valor fijo
Compensadores de dilatação em ómega ou U com pré-carga
No caso em que espaços limitados não permitam a rea-lização das dimensões precedentemente indicadas, é possível reduzir a amplitude do braço de flexão através da técnica dos compensadores com pré-carga. Durante a fase de dilatação, o instalador deverá pré-tens-ionar o ómega agindo no braço, absorvendo desse modo metade da dilatação linear. A fórmula para o cálculo é a seguinte:
onde:LCR = comprimento do lado de curvatura reduzido (mm)C = constante do material (ver dados na tabela) D = diâmetro externos do tubo (mm)DL = dilatação linear térmica (mm)2 = valor fijo
Ómega de seis cotovelos
No caso de espaços apertados é possível realizar um óm-ega de seis cotovelos, tal como no desenho fornecido. O cálculo do braço de flexão permanece o mesmo dos com-pensadores a ómega. De modo a acelerar as operações necessárias para obter os comprimentos dos lados de cur-vatura, a seguir são fornecidos os gráficos para todos os tubos da gama fusio-technik, a partir dos quais é possível obter o valor LB.
Por tanto, además del cálculo de la longitud del lado de cur-vatura (LB), es necesario calcular la distancia (LM) entre losdos brazos que irán a formar la “U” del compensador, utili-zando la fórmula siguiente:
donde:LM = longitud del ángulo de dilatación (mm)DL = dilatación lineal térmica (mm)2 = valor fijo
Compensadores de dilatación en omega o U con precarga
En los casos en que los espacios limitados no permitan la realización de las dimensiones indicadas anteriormente, es posible reducir la amplitud del brazo de flexión mediante la técnica de los compensadores con precarga. Durante la fase de dilatación, el instalador deberá pretensar el omega actuando en el brazo, y absorbiendo de esta mane-ra, la mitad de la dilatación lineal. La fórmula para el cálculo es la siguiente:
dondeLCR= longitud del lado de curvatura reducido (mm)C = contaste del material (vea los datos en la tabla) D = diámetro externo del tubo (mm)DL = dilatación lineal térmica (mm)2 = valor fijo
Omega con seis codos
En caso de espacios reducidos, es posible realizar omega con seis codos, como se muestra en el dibujo. El cálculo del brazo de flexión es el mismo de los compensa-dores en omega. Con el fin de acelerar las operaciones necesarias para conseguir las longitudes de loslados de curvatura a continuación se muestran los grá-ficos, para todas las tuberías de la gama fusio-technik, con los que es posible obtener el valor LB.
LM= > 2•DL
L LDL DL
LCR LCR
FP FPSP SP
FP
LM
LCR= C • �D• (DL/2)
FP FPSP SP
FP= Punto de sujeción con punto fijo Ponto de fixação de ponto fixo
SP= Punto de sujeción con deslizamiento Ponto de fixação em deslizamento
FP= Punto de sujeción con punto fijo Ponto de fixação de ponto fixo
SP= Punto de sujeción con deslizamiento Ponto de fixação em deslizamento
Longitud del ángulo de dilatación
LM= (=>de (2*DL)) Comprimento do ângulo de dilatação (=>de (2*DL))

42
Diagrama para el cálculo de los puntos fijos (FP) y de la longitud
del brazo de flexión (LB) en las derivaciones y en las tuberías de ángulo
recto para todas las tuberías fusio-technik
Diagrama para calcular os pontos fixos (FP) e o comprimento do
braço articulado (LB) por ramais e linhas de tubos de ângulo reto para
todos os tubos fusio-technik
30
40
50
60
70
80
100
110
120
130
140
150
160
170
180
190
200
210
220
230
240
250
260
270
280
290
300
310
320
330
340
Long
itud
del b
razo
de
flexi
ón C
ompr
imen
to d
o br
aço
de fl
exão
LB
(cm
)
Ø (m
m)
20
25
32
40
50
63
75
90
110
125
160
200
250
315
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180
Dilatación lineal Dilatação linear DL (mm)
Dilatación lineal Dilatação linear DL (mm)
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180

43
A fixação dos tubos é uma operação indispensável para conter as dilatações lineares térmicas das instalações. Uma correta realização dos compensadores contribui, além disso, para a realização dos compensadores de dilatação.O correto posicionamento das fixações de bloqueio deve ser efetuado em relação ao tipo de tubo utilizado e à tempera-tura do fluído que será transportado.Além disso é importante saber que para anular e compen-sar todos os efeitos derivantes das dilatações lineares, é necessário prever fixações que bloqueiem completamente cada possibilidade de movimentação dos tubos (pontos fixos a realizar, junto às fixações) e prever fixações que permitam o deslizamento dos tubos. Neste caso, certificar-se que as fixações sejam realizadas de modo que as válvulas e/ou conexões não criem impedi-mentos ao deslizamento.Os pontos fixos impedem os movimentos dos tubos e divi-dem os mesmos em secções individuais de dilatação line-ar. Na execução dos pontos fixos é necessário considerar todas as forças que agem simultaneamente na secção de tubo (dilatação linear, peso do material, do fluído e de adi-cionais cargas complementares).Os pontos fixos devem ser mais robustos do que o su-porte deslizante; recomenda-se de executar os pontos fixos sempre perante ramificações ou pontos de fecho. Os pontos fixos podem ser realizados também em pontos à escolha da instalação; neste caso devem ser colocados de modo a usufruir das mudanças de direção do tubo a favor da absorção da dilatação linear.A fixação dos tubos Aquatechnik deve ser realizada com braçadeiras específicas (fornecidas pela empresa) com uma proteção adequada para salvaguardar o próprio tubo.
La sujeción de las tuberías es una operación indispensable para contener las dilataciones lineales térmicas de las insta-laciones. Una realización correcta de las sujeciones ayuda también a la realización de los compensadores de dilatación.El posicionamiento correcto de las sujeciones de bloqueo debe efectuarse en relación al tipo de tubo utilizado y a latemperatura del fluido que se transportará.Además, hay que saber que, para anular y compensar todos los efectos que derivan de las dilataciones lineales, es nece-sario prever sujeciones que bloqueen completamente cual-quier posibilidad de desplazamiento de las tuberías (puntos fijos que hay que realizar, por ejemplo, en proximidad de los racores) y prever sujeciones que permitan el deslizamiento de las tuberías. En este caso, asegúrese de que las sujecio-nes se realicen de manera que las válvulas y/o racores no creen impedimentos en el deslizamiento.Los puntos fijos impiden los movimientos de las tuberías y dividen las mismas en tramos individuales de dilatación lineal. En la ejecución de los puntos fijos, es necesario con-siderar las fuerzas que actúan simultáneamente en el tramo de tubo (dilatación lineal, peso del material, del fluido y de ulteriores cargas complementarias).Los puntos fijos deben ser más robustos de un soporte de-slizable; se recomienda realizar los puntos fijos siempre en presencia de empalmes o de órganos de cierre. Los pun-tos fijos se pueden realizar también en puntos a elegir de la instalación; en este caso, deben colocarse de manera que aprovechen los cambios de dirección del tubo a favor de una absorción de la dilatación lineal.La sujeción de las tuberías Aquatechnik debe realizarse con los brazales adecuados (suministrados por la empresa), pro-vistos de la protección adecuada para proteger el tubo.
Sujeción Fixação
SP SP SP
SP
Conector o ManguitoJunção ou acoplamento
FP
FP
Esquema con sujeción de punto fijo FP + punto deslizable SPEsquema com fixação a ponto fixo FP + ponto deslizante SP
Conector o ManguitoJunção ou acoplamento
Esquema con sujeción de punto fijo FPEsquema com fixação a ponto fixo FP
Placa de anclajeChapa de base
TuboTubo
Pieza conformadaPeça moldada
Abrazadera con protección
de gomaAbraçadeira
com proteção em borracha
ManguitoBucha

44
Valores de sujeción
Valores de fixação
Sujeción de tubos fusio-technik monocapa SDR 6 (cm)
Fixação de tubos fusio-technik monocamada SDR 6 (cm)
Sujeción de tubos fusio-technik monocapa SDR 7,4 (cm)
Fixação de tubos fusio-technik monocamada SDR 7,4 (cm)
Sujeción con brazal de apoyo de las tuberías fusio-technik monocapa
con conducto metálico (cm)
Fixação com braçadeiras de suporte dos tubos fusio-technik monocamada
com calha metálica (cm)
Sujeción de tubos fusio-technik multicapa
faser FIBER-T (cm)
Fixação de tubos fusio-technik multicamada
faser FIBER-T (cm)
Sujeción de tubos fusio-technik monocapa SDR 11 (cm)
Fixação de tubos fusio-technik monocamada SDR 11 (cm)
Dt Ø 20 Ø 25 Ø 32 Ø 40 Ø 50 Ø 63 Ø 75 Ø 90 Ø 110 Ø 125
0°C 85 105 125 140 165 190 205 220 250 280
20°C 60 75 90 100 120 140 150 160 180 200
30°C 60 75 90 100 120 140 150 160 180 200
40°C 60 70 80 90 110 130 140 150 170 190
50°C 60 70 80 90 110 130 140 150 170 190
60°C 55 65 75 85 100 115 125 140 160 180
70°C 50 60 70 80 95 105 115 125 140 155
Dt Ø 20 Ø 25 Ø 32 Ø 40 Ø 50 Ø 63 Ø 75 Ø 90 Ø 110 Ø 125
0°C 75 95 115 125 150 170 255 200 225 250
20°C 55 70 80 90 110 125 135 145 160 180
30°C 55 70 80 90 110 125 135 145 160 180
40°C 55 65 70 80 100 115 125 135 155 170
50°C 55 65 70 80 100 115 125 135 155 170
60°C 50 60 70 75 90 105 115 125 145 160
70°C 45 55 65 70 85 95 105 115 125 140
Dt Ø 20 Ø 25 Ø 32 Ø 40 Ø 50 Ø 63 Ø 75 Ø 90 Ø 110 Ø 125 Ø 160 Ø 200
0°C 100 120 135 150 175 200 215 230 250 260 265 275
20°C 70 85 95 105 130 145 155 165 185 200 205 195
30°C 70 85 90 100 125 140 150 160 170 185 190 180
40°C 65 75 85 95 120 135 145 155 160 170 180 190
Dt Ø 20 Ø 25 Ø 32 Ø 40 Ø 50 Ø 63 Ø 75 Ø 90 Ø 110
0°C 155 170 195 220 245 270 285 300 325
20°C 120 130 150 170 190 210 220 230 250
30°C 120 130 150 170 190 210 220 230 240
40°C 110 120 140 160 180 200 210 220 230
50°C 110 120 140 160 180 200 210 220 210
60°C 100 110 130 150 170 190 200 210 200
70°C 90 100 120 140 160 180 190 200 200
Dt Ø 20 Ø 25 Ø 32 Ø 40 Ø 50 Ø 63 Ø 75 Ø 90 Ø 110 Ø 125 Ø 160 Ø 200 Ø 250 Ø 315
0°C 120 140 160 180 205 230 245 260 290 320 290 300 310 315
20°C 90 105 120 135 155 175 185 195 215 240 215 225 235 240
30°C 90 105 120 135 155 175 185 195 210 225 205 215 225 230
40°C 85 95 110 125 145 165 175 185 200 215 195 205 220 225
50°C 85 95 110 125 145 165 175 185 190 195 185 195 215 220
60°C 80 90 105 120 135 155 165 175 180 185 175 185 190 195
70°C 70 80 95 110 130 145 155 165 170 175 165 175 180 190
Para una sujeción correcta de las tuberías, a continuación se muestran las tablas con la indicación de las distancias de posicionamiento de los soportes en función de la temperatu-ra del fluido transportado.NOTA: en proximidad de curvas o derivaciones siempre hay que instalar un soporte de punto fijo. Esto es indispensable, especialmente en proximidad de empalmes en Te: los puntos fijos se posicionan tanto inmediatamente después del racor (siguiendo la dirección del flujo), como en el inicio de la línea de derivación.
La capa intermedia realizada con PP-R cargada con fibras de vidrio para proteger las tuberías de las series faser FIBER-T y faser FIBER-COND, reduce sensiblemente la dilatación li-neal causada por el calor respecto a las normales tuberías de PP-R; esto permite sujetar las tuberías a distancias mayo-res respecto a los tubos de PP-R monocapa. La tabla siguiente indica las distancias a las que hay que posicionar las sujeciones en función de la dilatación lineal ∆L.
Para uma correta fixação dos tubos são fornecidas em seguida as tabelas com indicação das distâncias de posicionamento dos suportes em função da temperatura do fluído transportado.NOTA: junto a curvas ou ramificações deve ser sempre instalada uma fixação de ponto fixo. Isto é indispensável especialmente junto a ramificações em Tê: os pontos fixos são posicionados tanto imediatamente depois da conexão (seguindo a direção de fluxo) como no início da linha de derivação.
A camada intermédia, realizada com PP-R carregada com fibras de vidro com as quais são protegidos os tubos da série faser FIBER-T e faser FIBER-COND, reduz sensivel-mente a dilatação linear causada pelo calor em relação aos tubos normais em PP-R; isto permite fixar os tubos a distâncias maiores em relação aos tubos em PP-R mono-camada. A tabela seguinte contém as distâncias às quais posicionar os suportes em função da dilatação linea ∆L.
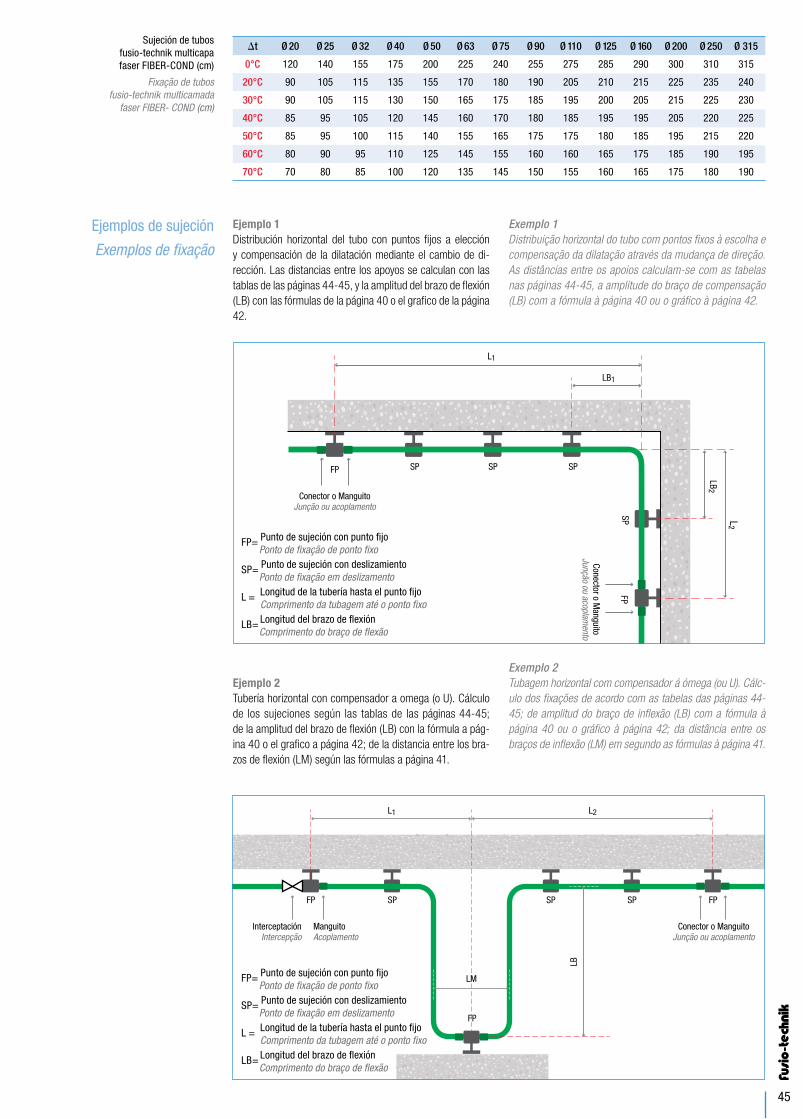
45
Exemplo 1Distribuição horizontal do tubo com pontos fixos à escolha e compensação da dilatação através da mudança de direção. As distâncias entre os apoios calculam-se com as tabelas nas páginas 44-45, a amplitude do braço de compensação (LB) com a fórmula à página 40 ou o gráfico à página 42.
Exemplo 2Tubagem horizontal com compensador á ómega (ou U). Cálc-ulo dos fixações de acordo com as tabelas das páginas 44-45; de amplitud do braço de inflexão (LB) com a fórmula à página 40 ou o gráfico à página 42; da distância entre os braços de inflexão (LM) em segundo as fórmulas à página 41.
Ejemplo 1Distribución horizontal del tubo con puntos fijos a elección y compensación de la dilatación mediante el cambio de di-rección. Las distancias entre los apoyos se calculan con las tablas de las páginas 44-45, y la amplitud del brazo de flexión (LB) con las fórmulas de la página 40 o el grafico de la página 42.
Ejemplo 2Tubería horizontal con compensador a omega (o U). Cálculode los sujeciones según las tablas de las páginas 44-45;de la amplitud del brazo de flexión (LB) con la fórmula a pág-ina 40 o el grafico a página 42; de la distancia entre los bra-zos de flexión (LM) según las fórmulas a página 41.
Ejemplos de sujeción
Exemplos de fixação
Sujeción de tubos fusio-technik multicapa faser FIBER-COND (cm)
Fixação de tubos fusio-technik multicamada
faser FIBER- COND (cm)
Dt Ø 20 Ø 25 Ø 32 Ø 40 Ø 50 Ø 63 Ø 75 Ø 90 Ø 110 Ø 125 Ø 160 Ø 200 Ø 250 Ø 315
0°C 120 140 155 175 200 225 240 255 275 285 290 300 310 315
20°C 90 105 115 135 155 170 180 190 205 210 215 225 235 240
30°C 90 105 115 130 150 165 175 185 195 200 205 215 225 230
40°C 85 95 105 120 145 160 170 180 185 195 195 205 220 225
50°C 85 95 100 115 140 155 165 175 175 180 185 195 215 220
60°C 80 90 95 110 125 145 155 160 160 165 175 185 190 195
70°C 70 80 85 100 120 135 145 150 155 160 165 175 180 190
L1 L2
SP SP SP FP
ManguitoAcoplamento
Conector o ManguitoJunção ou acoplamento
FP
InterceptaciónIntercepção
FP
LB
LM
L1
LB1
L2
SP SP SP
SP
Conector o ManguitoJunção ou acoplamento
Conector o Manguito
Junção ou acoplamento
FP
FP
LB2
FP= Punto de sujeción con punto fijo Ponto de fixação de ponto fixo
SP= Punto de sujeción con deslizamiento Ponto de fixação em deslizamento
L = Longitud de la tubería hasta el punto fijo Comprimento da tubagem até o ponto fixo
LB= Longitud del brazo de flexión Comprimento do braço de flexão
FP= Punto de sujeción con punto fijo Ponto de fixação de ponto fixo
SP= Punto de sujeción con deslizamiento Ponto de fixação em deslizamento
L = Longitud de la tubería hasta el punto fijo Comprimento da tubagem até o ponto fixo
LB= Longitud del brazo de flexión Comprimento do braço de flexão

46
Exemplo 3Distribuição vertical em um edifício de vários andares. Pas-sagem em canal ou átrio. A cada ponto de ramificação é ne-cessário aplicar um ponto fixo. Recomenda-se a instalação de fixação de ponto deslizável.
Executando ramificações de uma coluna montante aos vários andares é necessário prestar atenção ao deslocamento (devi-do à dilatação) da própria coluna e prever, para a ramificação, a possibilidade de absorver o movimento dos seguintes mo-dos: posicionamento da coluna no local correto do átrio, de modo que a distância LB seja calculada de acordo com os diagramas na página 40 ou o gráfico na página 42; deixando espaço ao tubo ramificado para absorver a dilatação; instalando um braço de compensação executado com um cotovelo; nas colunas montadas rigidamente é necessário um ponto fixo imediatamente a seguir à ramificação, de modo a evitar movimentos incontrolados do tubo.
Cálculo para la instalación en habitaciones y a través de paredes de separación
Cálculo para instalação em compartimentos e através de paredes de separação
FP
SP
FP
SP
FP
FP SP
L 1L 2
L 3
LB
1 2 3 4
FP
LB
LB
Ejemplo 3Distribución vertical en edificio de varios pisos. Paso en canal o cavedio. En cada ramificación es necesario aplicar un punto fijo. Se recomienda instalar sujeciones de punto deslizables.
Realizando empalmes desde una columna montante a los distintos pisos, es necesario prestar atención al desplaza-miento (debido a la dilatación) de la misma columna y prever para el empalme, la posibilidad de absorber el movimiento, de la manera siguiente: posicionamiento de la columna en el punto justo del cavedio, de manera que la distancia LB sea calculada según los diagramas de la página 40 o el gráfico de la página 42; dejando espacio al tubo empalmado para absorber la dilatación; instalando un brazo de compensación realizado con un codo; en las columnas montadas rígidamente es necesario colocar un punto fijo inmediatamente después del empalme, para evitar los movimientos incontrolados del tubo.
1 1
2 2
3 3
4 4
FP= Punto de sujeción con punto fijo Ponto de fixação de ponto fixo
SP= Punto de sujeción con deslizamiento Ponto de fixação em deslizamento
L = Longitud de la tubería hasta el punto fijo Comprimento da tubagem até o ponto fixo
LB= Longitud del brazo de flexión Comprimento do braço de flexão

47
Para absorver os alongamentos lineares é necessário exe-cutar separações de compensação de modo a compensar, nas mudanças de direção (cotovelos em 90º) ou nas de-rivações (Tê), a dilatação de uma secção de tubo determi-nada por um ponto fixo.
A partir das tabelas nas pág. 40-41 é possível calcular a separação de compensação da dilatação (LB) em função do comprimento do tubo e da temperatura de exercício. O comprimento L é determinado pelos pontos fixos (FP) .
Ejemplo de separacionde compensacion
Determinação da separação de compensação FP
FP SP
L
LB
DL
L LDL DL
LB LB
FP FPSP SP
FP
LM
Para absorber los alargamientos lineales, es necesario re-alizar las separaciones de compensación para compensar, en los cambios de dirección (codos de 90°) o en las deriva-ciones (Te), la dilatación de un tramo de tubo determinada por un punto fijo.
A partir de las tablas de la pág. 40-41 se puede calcular la separación de compensación de la dilatación (LB) en función de la longitud del tubo y de la temperatura de ejercicio. La longitud L está determinada por los puntos fijos (FP).

48
De modo a reduzir as dispersões de calor dos sistemas de tubagem fusio-technik devem ser aplicadas as normas e os regulamentos nacionais em vigor em matéria de poupança energética. A condutividade térmica dos sistemas fusio-technik é equivalente l 0,22 W/mK por tubos monocamada e l 0,19 W/mK por tubos multicamada. Os sistemas fusio-technik, em igualdade de isolamento e comparados com os tubos em metal, reduzem mais as di-spersões de calor, contribuindo para aumentar a eficiência energética das instalações. As baixas dispersões térmicas podem permitir a redução das temperaturas dos fluídos em circulação.
Tubos para água quente sanitária ou aquecimentoAs referências normativas em matéria de poupança energética oferecem indicações úteis ao cálculo da espessura mínima do isolante que dependerá do material que constitui a tubagem, das dimensões da mesma e do tipo de instalação a realizar.Em Itália estes valores são indicados pela Lei 10/91 e pelos posteriores decretos (DPR 412/93 - DM 311/06).
Tubos para água fria sanitária ou refrigeradaPara este tipo de instalações o isolamento tem a função de manter constante a temperatura da água e evitar a formação de condensação superficial. Tubos colocados internamente ou em colocação externa podem ser influenciados pelo variar da temperatura das estruturas ou pelo ambiente em redor, assim como pela humidade relativa.
Determinação do ponto de orvalho
Eficiencia energética Eficiência energética
Con el fin de reducir las dispersiones de calor de los sistemas de tubos fusio-technik, deben aplicarse las normas y los re-glamentos nacionales vigentes en tema de ahorro energético. La conductividad térmica de los sistemas fusio-technik es igual l 0,22 W/mK para tubos monocapa y l 0,19 W/mK para tubos multicapa. Los sistemas fusio-technik, a paridad de aislamiento y comparados con las tuberías de metal, reducen mucho más las dispersiones de calor, contribuyendo en aumentar la efi-ciencia energética de las instalaciones. Las bajas disper-siones térmicas pueden permitir la reducción de las tempe-raturas de los fluidos circulantes.
Tuberías para agua caliente sanitaria o calefacciónLas referencias normativas en materia de ahorro energético proporcionan indicaciones útiles para el cálculo del espesor mínimo de aislante, que dependerá del material del que está compuesto el tubo, de las dimensiones de la misma y del tipo de instalación que hay que realizar. En Italia, estos valores están indicados por la Ley 10/91 y los decretos sucesivos (DPR 412/93 - DM 311/06).
Tuberías para agua fría sanitaria o refrigeradaPara este tipo de instalaciones, el aislamiento tiene el objetivode mantener la temperatura del agua constante para evitarla formación de condensación superficial. Las tuberías sub-terráneas o de colocación externa, pueden estar influencia-das por el cambio de temperatura de las estructuras o del ambiente de alrededor, además de por la humedad relativa.
Determinación del punto de rocío
100
90
80
70
60
50
40
30
20
10
0
Hum
edad
Um
idad
e (%
)
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
°C
Fusio-technik SDR 6
Fusio-technik SDR 7,4
Fusio-technik SDR 11

49
Aquatechnik estudou uma série de conexões especiais, ditas de transição, que permitem criar conexões entre o sistema fusio-technik e todos os outros sistema comercia-lizados pela empresa. Juntas especiais permitem o acopla-mento com os acessórios mais comuns (válvulas, bombas, intercetações, geradores, etc.) e com os mais tradicionais sistemas de tubos metálicos. Muitas destas figuras nascem do Know-how de Aqua-technik enquanto que outras são normalizadas a padrões internacionais. Tudo isto permite uma compatibilidade a 360º dos tubos Aquatechnik com o que está disponível no mercado hidro-termo-sanitário. Listamos em seguida as principais possibi-lidades de junção e as respetivas características.
Juntas roscadas de metal plásticas O primeiro e mais clássico sistema de junção é a rosca segundo ISO 228. As roscas são realizadas em uma liga de latão especial com baixo teor de zinco e chumbo e são caracterizadas por um desenho especial que permite o acoplamento com o PP-R 80 Super durante a fase de impressão, garantindo segurança na vedação hidráulica e fiabilidade no tempo. Disponíveis nas medidas de ½ “ a 5” e nas versões macho ou fêmea, permitem a conexão a qualquer rosca padrão ISO 228, a juntas direitas ou curvas e a uma série especial de Tê.Uma gama especial de conexões estudada para o mercado americano está disponível também na versão NPT segundo os padrões do mercado no outro lado do oceano.
Flange em colar Uma série de flanges em PP com núcleo de aço e uma série de colares a soldar em PP-R 80 Super permitem a conexão de flanges de vários tipos. Especialmente indicada para os grandes diâmetros, este tipo de junção é muito apreciada de-vido à facilidade de desmontagem e segurança da vedação. Geralmente utilizada para a conexão a acessórios que podem necessitar de intervenções de manutenção (válvulas, bom-bas, geradores de calor ou de água fria, etc.), a gama está disponível do diâmetro de 20 ao diâmetro de 315 mm. O colar PP-R 80 Super foi estudado para ser acoplado através de soldadura de encaixe ou topo a topo em todos os tipos de tubos Aquatechnik, enquanto que o lado oposto ao encaixe de soldadura permite o alojamento de uma guarnição plana especial em EPDM para garantir a vedação das conexões tanto entre colares Aquatechnik como
Aquatechnik ha estudiado una serie de racores especiales denominados de transición, que permiten crear conexiones entre el sistema fusio-technik con todos los demás sistemas comercializados por la empresa. Las uniones especiales permiten el acoplamiento con los accesorios más comunes (válvulas, bombas, interceptaciones, generadores, etc.) y con los sistemas de tuberías metálicas más tradicionales.Muchas de estas figuras provienen del conocimiento técnico de Aquatechnik, mientras que otras están normalizadas por estándares internacionales. Todo esto permite una compati-bilidad a 360° de las tuberías Aquatechnik con todo lo pre-sente en el mercado hidráulico-térmico-sanitario.A continuación, enumeramos las principales posibilidades de unión y las características relativas.
Uniones roscadas metal plásticos El primer y más clásico sistema de unión es el roscado según la ISO 228. Los roscados están realizados de una aleación especial de latón con bajo contenido de zinc y plomo y se caracterizan por un diseño especial que le permite el aco-plamiento con el PP-R 80 Super durante la fase de estam-pado, garantizando seguridad en la estanqueidad hidráulica y fiabilidad en el tiempo. Están disponibles en las medidas de ½ “a 5” y en las versiones macho o hembra, permitiendo la conexión con cualquier roscado estándar ISO 228, con uniones rectas o curvadas y con una serie especial de Te.Está disponible también una gama especial de racores estu-diada para el mercado americano, en la versión NPT según los estándares del mercado al otro lado del océano.
Bridas de collar Una serie de bridas de PP con núcleo de acero y una seriede collares para soldar en PP-R 80 Super, permiten la co-nexión con bridas de distintos tipos. Especialmente indicada para grandes diámetros, este tipo de unión es muy aprecia-da por la facilidad de desmontaje y por la seguridad de la estanqueidad. Generalmente, se utiliza para la conexión con accesorios que pueden requerir intervenciones de manteni-miento (válvulas, bombas, generadores de calor o de agua fría, etc.); la gama está disponible desde el diámetro 20 al diámetro de 315 mm. El collar de PP-R 80 Super ha sido estudiado para acoplarse mediante soldadura a encaje o a solapa con todos los tipos de tuberías Aquatechnik, mien-tras que el lado opuesto del encaje de soldadura permite la colocación de una guarnición plana especial en EPDM para garantizar la estanqueidad de las conexiones, tanto entre
Integración con otros sistemas Aquatechnik
Integração com outros sistemas Aquatechnik
Sistemas de unión
Sistemas de junção

50
los collares Aquatechnik como con otros elementos provistos de embridados según la norma. La brida de acoplamiento está robustecida por un núcleo especial de acero que, gracias a un diseño especial de la chapa, puedesoportar cargas elevadísimas y por tanto, altas presiones(clasificación PN16). Las bridas perforadas según la norma-tiva EN 1092, están protegidas por un revestimiento externo en PP homopolímero que protege el metal de las posibles oxidaciones y al mismo tiempo, garantiza un peso reducido y una elevada resistencia mecánica. Para el mercado ame-ricano están disponibles las bridas especiales con perforado ANSI. Todos los collares están provistos de bisel a 30° para el acoplamiento con la mayoría de las válvulas de mariposa. Consulte con nuestro Departamento Técnico para compro-bar la compatibilidad con éstas últimas.
Receptáculos para soldar hembra con estanqueidad de asiento planoOtro sistema desmontable para la unión es el receptáculo de 4 piezas. Disponible desde el diámetro 20 al diámetro 63 mm, se caracteriza por dos collares con estanqueidad de guarnición plana (como en las bridas) y por dos partes externas metálicas que no entran nunca en contacto con el fluido, pero garantizan el aplastamiento, a través de roscado estándar, de la guarnición plana de EPMD peróxido.
Receptáculos para soldar macho roscados con estanqueidad de OREste tipo de conexión se caracteriza por una parte de PP-R para soldar macho (compatible con toda la gama de racores fusio-technik) conectada mediante una tuerca metálica con un roscado estándar ISO 228, de aleación especial de latón,disponible en la versión macho o hembra. La estanqueidad está garantizada por una especial guarnición OR en EPDM peróxido. Fácilmente desmontables y apreciados por las pre-staciones elevadas de estanqueidad, los receptáculos están disponibles desde el diámetro de 20 mm x ½” al de 63 mm x 2”.
Derivación directaLas derivaciones directas son elementos que caracterizan a la gama Aquatechnik. Estos racores especiales permiten de-rivar una separación de un tubo más grande para conectarse con un tubo más pequeño en espacios reducidos, con herra-mientas limitadas y en tiempos muy breves. Esta intervención también es posible en tuberías que ya están instaladas. Las derivaciones directas están disponi-bles en varias medidas y en tres tipos diferentes:n derivaciones directas para soldar: permiten soldar en un tubo principal fusio-technik un derivado del mismo material;n derivaciones directas roscadas: permiten soldar en una tubo principal fusio-technik una roscada hembra ½” o ¾” donde acoplar cualquier acce- sorio roscado, por ejemplo termómetros, flujó-metros, manómetros en las centrales térmicas, grifos, válvulas de interceptación;n derivaciones directas safety: permiten derivar de un tubo de fusio-technik una separa- ción de tubo multicapa PE-X/Al/PE-X, mediante la tec- nología de estanqueidad denominada safety. Esta unión permite el paso al sistema multicapa de manera rápida y económica, sin dobles roscados, con un único racor y una única operación de instalación. Impagable por su sentido práctico, está patentado por Aquatechnik.
com outros elementos com flanges dentro da norma. A flange de acoplamento é robustecida por um núcleo especial em aço que, graças a um desenho especial da chapa, permite suportar cargas muito elevadas e, portante, altas pressões (classificação PN16). As flanges furadas segundo a norma EN 1092 estão pro-tegidas por um revestimento externo em PP homopolímero que protege o metal das possíveis oxidações garantindo, ao mesmo tempo, um peso reduzido e uma elevada resistência mecânica. Flanges especiais com perfuração ANSI estão disponíveis para o mercado americano.Todos os colares têm chanfra-gem a 30º para o acoplamento com a maior parte das válv-ulas borboleta. Consultar o nosso Departamento Técnico para verificar a compatibilidade com estas últimas.
Bocais a soldar fêmea com vedação de sede plana Um outro sistema desmontável para a junção é o bocal de 4 peças. Disponível do diâmetro de 20 ao diâmetro de 63 mm é ca-racterizado por dois colares com vedação de guarnição pla-na (como nas flanges) e por duas partes externas metálicas que nunca entram em contacto com o fluído mas garantem o esmagamento, através de uma rosca padrão, da guar-nição plana em EPDM peróxido.
Bocais a soldar macho roscados com vedação a OR Este tipo de conexão é caracterizada por uma parte em PP-R a soldar macho (compatível com toda a gama de conexões fusio-technik) conectada através de uma porca metálica a uma rosca padrão ISO 228, em liga especial de latão, disponível na versão macho ou fêmea. A vedação é garantida por uma guarnição especial OR em EPDM peróxido. Facilmente desmontáveis e apreciadas devido ao elevado desempenho de vedação, os bocais estão disponív-eis do diâmetro 20 mm x ½” a 63 mm x 2”.
Derivação direta As derivações diretas são elementos que distinguem a gama Aquatechnik. Estas conexões especiais permitem derivar uma separação de um tubo maior para ligar-se uma tubagem mais pequena em espaços apertados, com equipamento li-mitados e tempos reduzidos. Esta intervenção é possível tam-bém em tubos já instalados.As derivações diretas estão disponíveis em várias medidas e em três tipos diferentes:n derivações diretas a soldar: permitem soldar em um tubo principal fusio-technik uma derivada do mesmo material;n derivações diretas roscadas: permitem soldar em um tubo principal fusio-technik uma rosca fêmea ½” ou ¾” onde acoplar qualquer acessório roscado, por exemplo termómetros, fluxímetros, manó- metros nas centrais térmicas, torneiras, válvulas de in- tercetação;n derivações diretas safety: permitem derivar de uma tubagem em fusio-technik uma separação em tubo multicamada PE-X/Al/PE-X através da tecnologia de vedação denominada safety. Esta junta permite a passagem ao sistema multicamada de modo rápido e económico, sem duplas roscas, com uma única conexão e uma única operação de instalação. Sem preço devido ao seu aspeto prático, é uma patente Aquatechnik.

51
Todas las derivaciones directas se instalan realizando una simple perforación del tubo principal (que debe ser de almenos 4 diámetros superior al del derivado) y soldando la derivación con las normales matrices utilizadas para los ra-cores estándar.
Conexiones de sillaSimilares a las derivaciones directas, permiten realizar se-paraciones de diámetros superiores mediante la soldadura de silla. Esta técnica requiere el uso de matrices adecua-das que se instalan en el polifusor estándar, que realizan la soldadura tanto en el espesor del tubo como en la pared exterior del tubo principal. De esta manera, es posible rea-lizar separaciones en tuberías ya existentes, sin la ayuda de Te reducidas.
Entre la amplia gama de accesorios, están disponibles di-stintas series de válvulas de interceptación que permiten interrumpir el flujo del líquido transportado. Existen varios tipos de válvulas con diferentes técnicas de cierre y distin-tos materiales.
Válvulas de esfera con cuerpo de aleación de latónDisponibles en las versiones para soldar por ambos lados o con roscado estándar por uno de los lados, se caracte-rizan por un cuerpo de válvula de aleación de latón con un cierre de esfera conectado mediante dos receptáculos de espiga (que aprovechan la tecnología de la estanqueidad en OR). Fáciles de montar y con posibilidad de intervenir para el mantenimiento, las válvulas son idóneas para el uso de agua caliente y fría y están disponibles para el diámetro de 20 a 63 mm.
Válvulas de esfera embridadasPara los diámetros de 75 a 200 mm están disponibles válv-ulas de esfera embridadas que, mediante la técnica de unión de la brida con guarnición de asiento plano, permiten inter-ceptar tuberías incluso de grandes dimensiones. Compatibles con todas las bridas y collares de catálogo.
Válvulas de esfera con cuerpo en PP-R 80 Supery esfera de latón sobremoldeadaSe trata de válvulas con mecánica interna de latón en las que se ha moldeado el cuerpo en PP-R 80 Super: gracias a la técnica de la polifusión, se conectan con toda la gama fusio-technik. Disponibles en los diámetros desde 20 hasta 125 mm, garantizan una dimensión reducida y una insta-lación sencilla. El cuerpo de PP-R y la manilla de material plástico forman un elemento de continuidad con todas las tuberías de la gama fusio-technik.
Válvulas de esfera con cuerpo y esfera de PP-R 80 SuperEstas válvulas de última generación han sido ideadas para el transporte de agua a baja y alta temperatura, así como para fluidos agresivos no compatibles con metales. Tanto el cuer-po como la esfera y la mecánica relativa son completamente de PP-R 80 Super, privados de cualquier elemento metálico en contacto con el fluido. La estanqueidad puede regularse gracias a un sistema exclusivo que permite realizar de mane-ra sencilla el mantenimiento de la válvula en perfecto estado de eficiencia. Los dos receptáculos de PA-M con collar de PP-R permiten sustituir la válvula en cualquier momento. La estanqueidad de los receptáculos se realiza mediante O-ring de EPDM peróxido alojadas en el cuerpo de la válvula. Dispo-nible en las versiones desde el diámetro 20 a 63 mm.
Sistemas de interceptación
Sistemas de intercetação
Todas as derivações diretas instalam-se executando uma simples perfuração do tubo principal (que deve ser de, pelo menos, 4 diâmetros superior ao derivado) e soldando a derivação com as matrizes normais utilizadas para as co-nexões padrão.
Conexões em sela Semelhantes às derivações diretas, permitem realizar se-parações com diâmetros superiores através da soldadurade sela. Esta técnica implica a utilização de matrizes específicas a instalar no polifusor padrão, que executam a soldadura tanto na espessura do tubo como na parede externa do tubo principal. Deste modo é possível execu-tar separações em tubos existentes sem o auxílio de Tês reduzidos.
Entre a vasta gama de acessórios estão disponíveis várias séries de válvulas de intercetação que permitem interrom-per o fluxo do líquido transportado. Existem vários tipos de válvulas com diferentes técnicas de fecho e diversos ma-teriais.
Válvulas de esfera com corpo em liga de latão Disponíveis nas versões a soldar em ambos os lados ou com rosca padrão em um dos dois lados, são caracteriza-das por um corpo de válvula em liga de latão com fecho de esfera conectado através de dois bocais de espiga (que usufruem da tecnologia da vedação em OR). Fáceis de montar e com possibilidade de intervenção de manutenção, as válvulas são indicadas para a utilização de água quente e fria e estão disponíveis do diâmetro de 20 a 63 mm.
Válvulas de esfera com flange Para os diâmetros de 75 a 200 mm estão disponíveis válvulas de esferas com flange que, através da técnica de junção da flange com guarnição de sede plana, permitem intercetar tubos também de grandes dimensões. Compatív-eis com todas as flanges e os colares no catálogo.
Válvulas de esfera com corpo em PP-R 80 Super e esfera em latão estampadaTratam-se de válvulas com mecânica interna em latão nas quais está estampado o corpo em PP-R 80 Super: graças à técnica da polifusão conectam-se a toda a gama fu-sio-technik. Disponíveis nos diâmetros de 20 até 125 mm, garantem dimensões reduzidas e uma fácil instalação. O corpo em PP-R e a pega em material plástico constituem um elemento de continuidade com todos os tubos da gama fusio-technik.
Válvulas de esfera com corpo e esfera em PP-R 80 SuperEstas válvulas de última geração foram criadas para o tran-sporte de água a baixa e alta temperatura, assim como para fluídos agressivos não compatíveis com metais. Tanto o corpo como a esfera e respetiva mecânica são inteiramente em PP-R 80 Super, sem qualquer elemento metálico em contacto com o fluído. A vedação é regulável graças a um sistema exclusivo que permite, com uma simples operação, manter a válvula em perfeito estado de eficiência. Os dois bocais em PA-M com colar em PP-R permitem a substituição da válvula a qualquer momento. A vedação dos bocais é realizada através de O-rings em EPDM peróxido alojados nos corpo da válvula. Disponível nas versões de diâmetro 20 a 63 mm .

52
Torneiras de bloqueio Uma vasta gama de torneiras de bloqueio com parafuso com corpo em PP-R 80 Super permite a instalação de interce-tações internas para diâmetros de 20 a 32 mm. O parafuso é realizado em liga de bronze. Está disponível um manípulo cromado ou de capucho fechado para instalações no interior de casas de banho; as peças cromadas garantem um agra-dável efeito estético.Os parafusos estão disponíveis também para exterior com manípulo de cor verde. Está disponível uma versão especial da torneira de bloqueio com fecho em esfera e corpo em PP-R com capucho fechado cromado e válvula removível.
Torneiras de bloqueio Na realização de instalações mistas é dada especial atenção ao efeito de oxidação dos iões de cobre livre no plástico. Recomenda-se de não superar concentrações de iões de cobre superiores a 0,5 p.p.m. Especialmente para evitar este problema, Aquatechnik estudou e realizou o PP-R HOR (High Oxidation Resistance), um aditivo que reduz o efeito de oxidação dos iões livres nos tubos.
Grifos de paradaUna amplia gama de grifos de parada de viton con cuerpo en PP-R 80 Super permite la instalación de interceptaciones subterráneas para diámetros de 20 a 32 mm. El viton está realizado en aleación de latón. Está disponible con manilla cromada o de capucha cerrada para instalaciones en el inte-rior de baños; los detalles cromados a la vista garantizan un agradable efecto estético.Los vitones están disponibles también para exterior, con asas de color verde. Está disponible una versión especial del grifo de parada con cierre de esfera y cuerpo en PP-R con capucha cerrada cromada y válvula extraíble.
Instalaciones de plástico y metalEn la realización de instalaciones mixtas, hay que prestar una atención especial al efecto de oxidación de los iones de cobre libre en el plástico.Se recomienda no superar concentraciones de iones de co-bre superiores a 0,5 p.p.m. Precisamente para limitar este problema, Aquatechnik ha estudiado y realizado el PP-R HOR (High Oxidation Resistance), un aditivo que reduce el efecto de oxidación de los iones libres en las tuberías.

53
O sistema fusio-technik, tubos e conexões realizados em PP-R 80 Super e PP-RCT estão em conformidade com a norma DIN 4102 com a classificação anti-incêndio de tipo B2 normalmente combustível e à norma EN 13501 D-s3, d2. Em caso de incêndio, o sistema fusio-technik não pro-voca emissões de gases tóxicos nem o desenvolvimento de dioxinas.
Carga de incêndio O material em PP-R 80 Super e PP-RCT, em combustão, é comparável a produtos comuns naturais, tais como madei-ra, açúcar, lã, etc., e o seu poder calorífico é equivalente ao da madeira/carvão. Negligenciando o fator de massividade, isto é, a relação dada entre o lado exposto à chama e a geo-metria do elemento, a participação do material à combustão é de mi
0,8 (m/factor).
Os tubos instalados em atividades sujeitas a Prevenção de Incêndios devem ser colocados de acordo com determina-dos requisitos de proteção anti-incêndio referenciados se-gundo as especificas indicações das leis e normas de setor em vigor nos vários países.Para o cálculo das zonas de compartimentação, o valor da carga de incêndio específico (qƒ) é dado pela resultância do valor de inflamabilidade de todos os materiais presentes na área em questão: cabos elétricos, tubos, isolantes térmicos e móveis vários. Segundo a norma DIN V 18230 T1 para os tubos fusio-technik o dado de poder calorífico para o cálculo da carga de incêndio é menor Hi = 12,2 kWh/kg.Para a determinação do cálculo do calor de combustão V (kWh/m) de uma ou mais secções de tubos, deve ser con-siderada a massa linear dada pela espessura dos tubos tal como descrito em seguida na tabela.
Avaliação do calor de combustão V (kWh/m)
El sistema fusio-technik, tubos y racores realizados en PP-R 80 Super y PP-RCT son conformes con la norma DIN4102, con la clasificación contra los incendios de tipo B2 normalmente comburente y con la norma EN 13501 D-s3, d2. En caso de incendio, el sistema fusio-technik no provoca emisiones de gases tóxicos ni mucho menos el desarrollo de dioxinas.
Carga de incendioEl material de PP-R 80 Super y PP-RCT, en combustión, es comparable con los comunes productos naturales como ma-dera, corcho, lana, etc., y su poder calorífico es igual al de la madera/carbón. Descuidando el factor de la masa, es decir la relación entre el lado expuesto a la llama y la geometría del elemento, la participación del material en la combustión es de mi
0,8 (m/factor).
Las tuberías instaladas en actividades sujetas a la preven-ción de incendios deben colocarse según los requisitos de-terminados de protección contra los incendios y de acuerdo con las indicaciones específicas de las leyes y normas del sector, en vigor en cada país.Para el cálculo de las zonas de compartimentación, el valor de la carga de incendio específica (qƒ) está dada por el re-sultado del valor de inflamabilidad de todos los materiales presentes en el área interesada: cables eléctricos, tuberías, aislantes térmicos y objetos varios.Según la norma DIN V 18230 T1 para las tuberías fusio-technik el dato del poder calorífico para el cálculo de la carga de incendio es menor Hi
= 12,2 kWh/kg.
Para la determinación del cálculo del calor de combustión V (kW/m) de uno o más tramos de tubo, debe considerarse la masa lineica dada por el espesor de las tuberías, como se describe a continuación en la tabla.
Valoración del calor de combustión V (kWh/m)
Resistencia al fuego Resistência ao fogo
Dimensiones Dimensões (mm)
Ø 20 Ø 25 Ø 32 Ø 40 Ø 50 Ø 63 Ø 75 Ø 90 Ø 110 Ø 125 Ø 160 Ø 200 Ø 250 Ø 315
SDR 11 fusio-technik 1,32 2,01 3,18 5,05 7,82 12,35 17,21 24,92 36,89 47,91 78,28 121,89 189,59 --
SDR 11 fusio-technik
SDR 7,4 fusio-technik Superflux 1,82 2,83 4,54 7,05 10,99 17,28 24,85 35,21 52,68 63,44 -- -- -- --
SDR 7,4 fusio-technik Superflux
SDR 6 fusio-technik 2,12 3,27 5,33 8,24 12,77 20,26 28,68 41,22 61,45 -- -- -- -- --
SDR 6 fusio-technik
SDR 11 multicapa FIBER* -- -- 3,14 4,83 7,48 11,82 16,48 23,86 35,33 45,85 74,94 116,73 181,64 285,91
SDR 11 multilcamada FIBER*
SDR 7,4 multicapa FIBER* 1,77 2,74 4,39 6,83 10,64 16,72 23,79 34,08 50,98 65,65 -- -- -- --
SDR 7,4 multicamada FIBER*
* Para las tuberías multicapa reforzadas con fibra se ha tenido en cuenta el porcentaje de fiberglass
* Para os tubos multicamada fibro-reforçados foi considerada a percentagem de fiberglass

54
Protección contra los incendiosLos cruces intercompartimentales de todas las tuberías y materiales técnicos, cables, canalizaciones, etc., (líneas de suministro de servicios) deben prever protecciones apropia-das que limiten la propagación del incendio, la transmisión del calor y de los humos entre un compartimento y el otro.La norma europea EN 1366 parte 3, define los parámetros y sistemas de sellado para la barrera y protección pasiva de estos cruces. Adoptando los sistemas correspondientes de sellado de la protección contra los incendios de tipo intume-scente, todas las tuberías fusio-technik realizan fácilmente estos requisitos. Entre los dispositivos que se encuentran en comercio, tenemos:n collares brida intumescentes: se distinguen entre la instalación vertical (entre solares) y horizontal (entre paredes) y son idóneos para cruces intercompartimentales realizados con sacatestigos estructural para cada una de las líneas;n bolsas cortafuego o cojines intumescentes*: adecuados para la instalación de cruce intercomparti- mental realizada por apertura estructural en brecha para el paso de líneas multi-servicio; se posicionan superponiéndolas, rellenando los vacíos del paso cavedio y pueden extraerse para el paso sucesivo de ulteriores líneas;n bandas intumescentes*: idóneas para cruces intercompartimentales entre solares y paredes, este tipo es de tipo flexible, envolviendo el tubo.
Los dispositivos intumescentes están compuestos por fibras de vidrio y una mezcla de fibras minerales unidas a agen-tes de expansión; estos dispositivos expuestos al calor se expanden rápidamente, rellenando el tubo que colapsa bajo la acción de compresión hasta sellar completamente la aper-tura, impidiendo de esta manera, la transmisión de llamas, humos y gases, entre una zona y la otra.
* Si se adoptan los sistemas “b” y “c”, deben realizarse los puntos fijos del tubo antes y después del paso de la pared/solar compartimentado.
Proteção anti-incêndioOs atravessamentos entre compartimentos de todos os tu-bos e materiais técnicos, cabos, canalizações, etc., (linhas de fornecimento de serviços) devem prever proteções idóneas adequadas a limitar a propagação do incêndio, a transmissão de calor e fumos entre um compartimento e o outro. A norma europeia EN 1366 parte 3 define os parâm-etros e sistemas de selagem para a barreira e proteção pas-siva destes atravessamentos.Adotando específicos sistemas de selagem anti-incêndio de tipo intumescente, todas os tubos fusio-technik satisfa-zem facilmente estes requisitos. Entre os dispositivos que se podem encontrar no mercado encontramos:n colares de flange intumescentes: distinguem-se entre instalação vertical (entre andares) e horizontal (entre paredes) adequados para atravessa- mentos entre compartimentos executados com perfuração estrutural para linhas individuais;n sacos anti-incêndio*: ou almofadas intumescentes: adequados para instala- ções de atravessamento entre compartimentos realizadas com abertura estrutural em brecha para a passagem de linhas de serviços múltiplos. Posicionam-se sobrepondo- os, enchendo os espaços vazios da passagem, podendo ser removidos para a passagem posterior de linhas adi- cionais;n faixas intumescentes*: ideais para atravessamentos entre compartimentos, entre andares e paredes. Este tipo é flexível, envolvendo os tubos.
Os dispositivos intumescentes são compostos por fibras de vidro e uma mistura de fibras minerais unidas a agen-tes expansivos. Estes dispositivos, quando expostos ao calor, expandem-se rapidamente enchendo o tubo que colapsa sob a ação de compressão até selar completa-mente a abertura, impedindo deste modo a propagação de chamas, de fumos e gases, entre uma zona e outra.
* No caso da adoção dos sistemas “b” e “c” deve-se prever a realização de pontos fixos do tubo antes e depois da pas-sagem da parede/andar compartimentado.

55
As junções dos componentes dos sistemas de tubos fusio-technik são efetuadas através de vários tipos de soldadura, segundo as indicações fornecidas na tabela.
Herramientas y elaboración Equipamentos e trabalho
Técnicas de soldadura
Técnicas de soldadura
Polifusión a encaje
Polifusão de encaixe
Las uniones de los componentes de los sistemas de tubos fusio-technik se llevan a cabo mediante distintos tipos de soldadura, según las indicaciones mostradas en la tabla.
Dimensiones Dimensões (mm)
Ø 20 Ø 25 Ø 32 Ø 40 Ø 50 Ø 63 Ø 75 Ø 90 Ø 110 Ø 125 Ø 160 Ø 200 Ø 250 Ø 315
Soldadura a encaje Soldadura de encaixe
Soldadura a solapa Soldadura topo a topo
Electrosoldadura Eletrossoldadura
1
2
3
4
Monte y fije las matrices en el polifusor, compruebe que las matrices estén en per-fecto estado: las matrices con teflón estro-peado, con la superficie deformada a causa de golpes o con presencia de material de soldadura depositado que no se puede eli-minar, deben sustituirse.
Montar e fixar as matrizes à polifusora, certificar-se que as matrizes estejam em perfeito estado: matrizes com o tratamen-to de teflon estragado, com superfície deformada devido a choques ou com pre-sença de material de soldadura deposita-do não removível devem ser substituídas.
Encienda el polifusor y espere que alcan-ce la temperatura. Cuando se apaga la luz amarilla y se oye una señal acústica, significa que el polifusor está listo para usar.
Acender a polifusora e esperar que atinja a temperatura. A desativação do indicador luminoso, acompanhado por um sinal acús-tico, indica que a polifusora está pronto para o uso.
Apriete nuevamente las matrices. Apertar novamente as matrizes.
Corte el tubo en modo preciso y perpen-dicular. Para el corte, utilice instrumentos apropiados a los materiales plásticos como cizallas/tijeras y corta-tubos giratorios.
Cortar o tubo com corte preciso e perpendi-cular. Para o corte utilizar ferramentas de-dicadas aos materiais plásticos, tais como tesouras e corta-tubos rotativos.

56
n Realizada a polifusão, não pressionar ou forçar as peças quentes. n Durante a fase de extração das peças das matrizes e durante a montagem, não rodar as peças. n Não executar polifusões em caso de presença, mesmo mínima, de água ou fluídos.n Fazer o teste definitivo (capítulo na pág. 74) depois de, pelo menos, 1 hora desde a última fusão. O produto pode suportar a simples passagem de fluído com pressão de exercício poucos minutos depois da fusão (consultar a tabela DVS 2207).n Evitar de sujar os elementos durante a fase de montagem.n Trabalhar longe de correntes de ar.n Evitar que as matrizes saiam da placa da polifusora.n Periodicamente é necessário fazer a limpeza (ou sub- stituição) das matrizes de fusão utilizando panos de tecido embebidos em uma mistura de 50% água e álcool.n Certificar-se que a polifusora opere à temperatura correta (260°C nas matrizes).
Ao trabalhar em polifusão no sistema é necessário respeitar as seguintes advertências:1. Todas as polifusoras necessitam da ligação à terra da instalação elétrica.2. As polifusoras têm um sistema de sinalização de que foi atingida a correta temperatura de trabalho: consultar o manual anexado à ferramenta.3. A modificação dos aparelhos, mesmo parcial, causa a anulação da garantia.4. Não utilizar polifusoras que funcionem mal ou avariadas.5. Não utilizar polifusoras que apresentem amolgadelas nas matrizes, desgaste do tratamento em teflon e depósito de resíduos queimados: a presença destes fatores prejudica o resultado positivo da polifusão.6. Eventuais intervenções de manutenção e/ou reparação devem ser realizadas nas oficinas Aquatechnik.7. A empresa não aceitará nenhum tipo de aparelho, para nenhum género de intervenção, que não seja de produção original Aquatechnik.
n Una vez que se ha efectuado la polifusión, no realice ten- siones y forzados en las piezas calientes. n En la fase de extracción de las piezas de las matrices y durante el montaje, no gire las piezas. n No efectúe polifusiones en presencia aunque sea mínima, de agua o fluidos.n Proceda con la prueba definitiva (capítulo de la pág. 74) después de al menos 1 hora desde la última fusión. El producto puede sostener el simple paso de fluido con presión de ejercicio, pocos minutos después de la fusión (consulte la tabla DVS 2207).n Evite ensuciar los elementos durante la fase de montaje.n Trabaje alejado de corrientes de aire.n Evite que las matrices sobresalgan por la placa del poli- fusor.n Periódicamente, hay que realizar una limpieza (o susti- tución) de las matrices de fusión, utilizando paños de tejido empapados con una mezcla al 50% de agua y alcohol.n Asegúrese de que el polifusor opere a la temperatura correcta (260°C en las matrices).
En la elaboración en polifusión del sistema, hay que respetar las advertencias siguientes:1. Todos los polifusores requieren siempre la puesta a tierra de la instalación eléctrica.2. Los polifusores disponen de sistema de señalización cuando se alcanza la temperatura de trabajo correcta: con-sulte el manual adjuntado con la herramienta.3. La manipulación de los equipos, incluso parcial, provoca la invalidez de la garantía.4. No utilice polifusores que funcionen incorrectamente o que estén dañados.5. No utilice polifusores que presenten grietas en las matri-ces, teflón desgastado y depósito de residuos quemados: la presencia de estos factores perjudica el resultado de las polifusiones.6. Las intervenciones eventuales de mantenimiento y/o re-paración deberán efectuarse en los talleres de Aquatechnik.7. La empresa no aceptará ningún tipo de equipo, para nin-gún tipo de intervención, que no sea de fabricación original de Aquatechnik.
5
6
7
Para realizar una polifusión correcta, utilice los marcadores correspondientes para mar-car la profundidad de la soldadura y las direcciones de montaje.
Para uma polifusão correta utilizar os marcadores para sinalizar a profundidade de soldadura e as direções de montagem.
Comience el proceso de polifusión em-pujando el tubo y el racor simultáneamente hasta el tope de las matrices, operando de manera axial y sin girar los elementos. Cuando se llega al tope, espere el tiempo de calentamiento según la tabla DVS 2207 “Tiempos de calentamiento” para conseguir una temperatura homogénea.
Iniciar o processo de polifusão empur-rando o tubo e a conexão simultanea-mente até que as matrizes se encostem, operando de modo axial e sem rodar os elementos. Assim que se chegar ao en-costo, esperar o tempo de aquecimento segundo a tabela DVS 2207 “Tempos de Aquecimento” para obter uma temperatura homogénea.
Una vez terminado el calentamiento, ex-traiga las piezas de las matrices y monte respetando los tiempos máximos de unión (tab. DVS 2207 “Tiempos de montaje”).
Terminado o aquecimento, extrair as peças das matrizes e montar respeitando os tem-pos máximos de junção (tab. DVS 2207 “Tempos de Montagem”).
Atención
Atenção

57
NOTA:a) os tempos de aquecimento das peças devem ser enten-didos como pausa do tubo e da conexão que alcançaram o encosto de fim de curso nas respetivas matrizes;b) uma vez inseridas as peças no fim de curso é necessário evitar empurrar adicionalmente, para não produzir rebarbas de material em fusão que reduziriam a secção interna do tubo;c) com temperatura externa inferior a +5ºC, utilizar os tempos indicados na coluna dedicada.
NOTA:a) los tiempos de calentamiento de las piezas deben entender-se como pausa del tubo y del racor que han alcanzado el tope de fin de carrera en las matrices respectivas;b) una vez introducidas las piezas hasta el fin de carrera, hay que evitar empujar ulteriormente, para no provocar rebabas de material de fusión, que reducirían las secciones internas del tubo;c) con temperatura exterior inferior a +5°C, utilice los tiempos indicados en la columna correspondiente.
Tabla de los tiempos de elaboración según DVS 2207 parte 11
(Instituto alemán para las soldaduras de las materias plásticas).
Tabela dos tempos de processo,segundo DVS 2207 parte 11
(Instituto alemão para as soldaduras das matérias plásticas).
Ø externo tubo Profundidad de soldadura Tiempo de calentamiento Montaje Enfriamiento Ø externo tubo Profundidade de soldadura Tempos de aquecimento Montagem Arrefecimento
mm mm segundos DVS segundos #+5°C segundos minutos
20 14,0 5 8 4 2
25 15,0 7 11 4 2
32 16,5 8 12 6 4
40 18,0 12 18 6 4
50 20,0 18 27 6 4
63 24,0 24 36 8 6
75 26,0 30 45 8 8
90 29,0 40 60 8 8
110 32,5 50 75 10 8
125 40,0 60 90 10 8
Roturas Ruturas
Grietas Amolgadelas
Inclinaciones en la soldadura
Inclinação na soldadura
Cortes muy torcidos Cortes muito tortos
Presencia de agua Presença de água
Errores de soldadura a encaje
Erros de soldadura de encaixe

58
Soldadura a tope
Soldadura topo a topo
Tiempos de elaboración
Tempos de trabalho
1
4
5
6
2
3
Conecte la herramienta y monte las reduc-ciones del diámetro que hay que elaborar.
Ligar o aparelho e montar as reduções dodiâmetro a trabalhar.
Acerque las cabezas de los tubos y com-pruebe que estén perfectamente alineadas.
Encostar as cabeças dos tubos e verificar o seu perfeito alinhamento.
Monte la fresa en la máquina y frese ambos cabezales.
Montar a fresa na máquina e fresar ambas as extremidades.
Monte la placa calentadora. Montar a placa de aquecimento.
Caliente según los tiempos y las presiónindicados en las tablas técnicas.
Aquecer segundo os tempos indicados e a pressão indicados nas tabelas técnicas.
Retire la placa y acople los tubos deja-ndo enfriar según los tiempos y las pre-siones indicados en las tablas técnicas.
Tirar a placa e acoplar os tubos deixando arrefecer de acordo com os tempos e as pressões indicadas nas tabelas técnicas.
.
En la elaboración en polifusión del sistema, hay que respetar las advertencias siguientes:n temperatura del termo-elemento; n presiones; n dimensiones del borde; n tiempos de duración de las fases.
O operador deve configurar na máquina e controlar em seguida os seguintes parâmetros:n temperatura do elemento térmico; n pressões;n dimensões da borda;n tempos de duração das fases.

59
donde:P1 = presión de acercamiento y pre-calentamientoP2 = presión máxima de calentamientoP5 = presión de soldaduraPt = (presión de arrastre): presión necesaria para vencer las fricciones de la máquina. Debe medirse por el operador en el manómetro de la centralita hidráulicat1, t2,..., t6 = duración de las fases 1, 2, ...,6
1 Acercamiento y Pre-calentamientoAcerque las solapas que hay que soldar al termo-elemento, a la presión (P1+Pt) y espere que el borde alcance la dimensión prevista por la norma utilizada.2 CalentamientoReduzca la presión al valor máximo P2, suficiente para man-tener el contacto de las solapas con el termo-elemento, du-rante el tiempo t2.Nota: el operador, disminuyendo la presión, debe prestar atención para no separar las solapas del termo-elemento. Si esto ocurriera, la soldadura debe repetirse.3 Retirada del polifusorRetire el polifusor en el tiempo máximo t3, sin dañar las so-lapas de los dos elementos.4 Alcance de la presión de soldaduraPonga en contacto las solapas, incrementando progresiva-mente la presión hasta el valor (P5+Pt), en el tiempo t4. Evite un brusco y excesivo escape de material ablandado por las superficies acercadas.5 SoldaduraMantenga las solapas en contacto a la presión (P5+Pt) durante el tiempo t5.6 EnfriamientoUna vez terminado el período de soldadura (fase 5), la unión soldada puede sacarse de la soldadora, sin ser sometida a tensiones y no deberá someterse a tensiones hasta que se haya enfriado completamente.No utilice agua o aire comprimido para acelerar el enfriamien-to. Eventualmente, proteja la unión de la lluvia, el viento o de radiaciones solares excesivas.
Nota: respete siempre las instrucciones del manual operativo que se adjunta con la máquina utilizada y las directivas DVS 2207, parte 11.Realice siempre la prueba de las tuberías según las normas vigentes.
t1 t2 t3 t4 t5 t6
P1 + Pt P5 + Pt
P2
P
t
Ciclo de soldadura de presión simple
Ciclo de soldadura de simples pressão
onde:P1 = pressão de encostamento e pré-aquecimentoP2 = pressão máxima de aquecimentoP5 = pressão de soldaduraPt = (pressão de arrastamento): pressão necessária para ven-cer os atritos da máquina. Deve ser medida pelo operador no manómetro da central hidráulicat1, t2,..., t6 = duração das fases 1, 2, ...,6
1 Encostamento e Pré-aquecimentoEncostar as bordas a soldar ao elemento térmico à pressão de (P1+Pt) e esperar que a borda atinja a dimensão prevista pela norma utilizada.2 Aquecimento Reduzir a pressão ao valor máximo P2, suficiente para manter o contacto das bordas com o elemento térmico durante o tempo de t2.Nota: o operador, diminuindo a pressão, deve prestar atenção a não separar as bordas do elemento térmico. Se tal acontecer a soldadura deve ser repetida.3 Remoção da polifusoraRetire el polifusor en el tiempo máximo t3, sin dañar las sola-pas de los dos elementos.4 Alcance da pressão de soldaduraColocar as bordas em contacto, aumentando progressiva-mente a pressão até ao valor (P5+Pt ), no tempo t4. Evitar uma brusca e excessiva saída de material amolecido das superfícies encostadas.5 SoldaduraManter as bordas em contacto à pressão (P5+Pt ) durante el tiempo t5.6 ArrefecimentoTerminado o período de soldadura (fase 5), a junta soldada pode ser removida da soldadora sem ser submetida a ten-sões e não deve sofrer qualquer tensão até ao seu completo arrefecimento.Não usar água ou ar comprimido para acelerar o arrefecimento. Eventualmente proteger a junção da chuva, vento ou exposição excessiva aos raios solares.
Nota: observar sempre as instruções do manual operativo anexado à máquina utilizada e seguir as diretivas DVS 2207, parte 11.Testar sempre os tubos de acordo com as normas em vigor.

60
donde:P1 = presión de acercamiento y pre-calentamientoP2 = presión máxima de calentamientoP5 = presión de soldaduraPt = (presión de arrastre): presión necesaria para vencer las fricciones de la máquina. Debe medirse por el operador en el manómetro de la centralita hidráulicat1, t2,..., t6 = duración de las fases 1, 2, ...,6
onde:P1 = pressão de encostamento e pré-aquecimentoP2 = pressão máxima de aquecimentoP5 = pressão de soldaduraPt = (pressão de arrastamento): pressão necessária para ven-cer os atritos da máquina. Deve ser medida pelo operador no manómetro da central hidráulicat1, t2,..., t6 = duração das fases 1, 2, ...,6
Tabla de los tiempos de elaboración según DVS 2207 parte 11
(Instituto alemán para las soldaduras de las materias plásticas).
Tabela dos tempos de processo, segundo DVS 2207 parte 11
(Instituto alemão para as soldaduras das matérias plásticas).
D
s
A
Material: PP-RMáquina soldadora: CTR-T
Fabricante: Ritmo Basic 250 V1 (desde a Ø 250 mm)
Ritmo Basic 315 V1 (desde a Ø 315 mm)
Material: PP-RMáquina de soldar: CTR-T
Fabricante: Ritmo Basic 250 V1 (até 250 mm) Ritmo Basic 315 V1 (até 315 mm)
Nota: para otros modelos de máquinas, consulte las indica-ciones del fabricante.
Nota: para outros modelos de máquinas consultar as indicações do fabricante
1 2 3 4 5
D s SDR T
P1 A P2 t 2 t 3 max t4 *P5 t 5
mm mm °C bar bar sec seg sec seg sec seg bar sec seg
160 14,6 11 210 11 1,0 1 277 8 13 11 24
200 18,2 11 210 18 1,0 2 320 9 16 18 29
250 22,7 11 210 28 1,5 3 367 10 20 28 35
315 28,5 11 210 38 2,0 4 419 12 24 38 43
Scalfittura bordino Bead nick
Desalineación Desalinhamento
Grietas Amolgadelas
Borde irregular Borda irregular
Presencia de impurezas Presença de impurezas
Inclinación Inclinação
Roturas Ruturas
Grieta en el borde Amolgadela da borda
Errores en la soldadura a tope
Erros na soldadura topo a topo

61
No utilice máquinas electrosoldadoras diferentes de las in-dicadas por Aquatechnik, sin haberlo consultado antes con los Departamentos Técnicos.
Não utilizar máquinas eletrossoldadoras diferentes das in-dicadas por Aquatechnik se não depois de ter consultado o Departamento Técnico.
1
2
6
7
8
9
3
3
5
Manguito eléctrico
Acoplamento elétricoExtraiga el manguito eléctrico del paquete. Conserve la etiqueta, ya que puede ser útil para la configuración de la electrosoldadora.
Extrair o acoplamento elétricoda embala-gem. Conservar a etiqueta pois pode ser útil para as configurações da eletrossol-dadura.
Mida la longitud del manguito eléctrico y divídala por dos.
Medir o comprimento do acoplamento elétrico e dividir o valor por dois.
Añada 1 cm a la medida para obtener la parte del cabezal del tubo a raspar: marque la medida utilizando un marcador.
Adicionar 1 cm à medida identificada para obter a extremidade frontal do tubo a raspar: sinalizar a medida utilizando um marcador específico.
Rasque los cabezales de los tubos al menos 0,1 mm en tuberías de hasta Ø 50 mm y al menos 0,2 mm para diámetros superiores.
Raspar as extremidades dos tubos pelo menos 0,1 mm em tubagens até Ø 50 mm e ao menos 0,2 mm para diâmetros superiores.
Retire el aglomerado de plástico. Para ello, utilice el rascador específico, art. 50479.
Remover o aglomerado plástico. Utilizar o raspador específico para efetuar esta operação, art. 50479.
Limpie los cabezales de los tubos con el líquido correspondiente, art. 71405.
Limpar as extremidades dos tubos com o líquido específico art. 71405.
Introduzca los cabezales de los tubos en el interior del manguito eléctrico hasta el tope.
Inserir as extremidades dos tubos no inte-rior do acoplamento elétrico até encostar.
Conecte el manguito eléctrico con la electrosoldadora mediante los conectores correspondientes.
Ligar o acoplamento elétrico com a eletros-soldadora usando os conectores específi-cos.
El ciclo de soldadura puede activarse mediante la lectura del código de barras que se encuen-tra en la etiqueta correspondiente del manguito, o introduciendo manualmente a través de la pantalla, los valores de tiempo y de voltaje correctos. Proceda con el ciclo de soldadura, como se indica en los manuales técnicos. ATENCIÓN: mantenga una distancia de seguridad durante la soldadura.
O ciclo de soldadura pode ser ativado através da leitura do código de barras presente na etiqueta colocada no acoplamento ou inserindo manualmente no ecrã específico os valores de tempo e de voltagem corretos. Fazer o ciclo de soldadura como indicado nos manuaistécnicos. ATENÇÃO: manter a devida distância de segurança durante a soldadura.

62
Es posible realizar derivaciones directas con tuberías de diámetro desde 50 mm hasta 315 mm.
É possível realizar derivação direta com tubos de diâmetro 50 mm até 315 mm.
Tabla de tiempos de la electrofusión
Tabela dos tempos de eletrofusão
1
4
5
2
3
Derivación directa
Derivação direta
Con la fresa correspondiente, realice un agujero en el tubo de PP-R, comprobando su perpendicularidad.
Com a fresa específica realizar o furo no tubo em PP-R verificando que seja perpen-dicular.
Elimine las rebabas y escorias. Limpar de rebarbas e resíduos.
Proceda con la polifusión de los elementos según las indicaciones de la pág. 55-56, utilizando las matrices estándar.
Fazer a polifusão dos elementos segundo as indicações da pág. 55-56 utilizando as matrizes padrão.
Monte los elementos prestando atención para que la derivación sea perpendicular respecto al tubo.
Montar os elementos prestando atenção para que a derivação seja perpendicular em relação ao tubo.
Respete los tiempos de enfriamiento antes de continuar con la elaboración.
Respeitar os tempos de arrefecimento antes de continuar o trabalho.
Artículo Diámetro externo Voltaje Tiempo Artigo Diâmetro externo Voltagem Tempo
mm V sec seg
69508 20 17 70
69510 25 20 78
69512 32 18 78
69514 40 20 135
69516 50 40 87
69518 63 40 165
69520 75 40 150
69522 90 40 125
69524 110 38 190
69526 125 40 160
69528 160 30 650
69530 200 30 16 min
69532 250 30 30 min
69534 315 -- --

63
Es posible realizar derivaciones directas con tuberías de diámetro desde 40 mm hasta 315 mm.
Para el cálculo de los tiempos de ejecución, siga los tiempos que se indican en la tabla siguiente en minutos:
É possível realizar derivação direta com tubos de diâmetro 40 mm até 315 mm.
Para o cálculo dos tempos de aplicação seguir os tempos indi-cados em minutos na seguinte tabela:
1
5
2
3
Conexiones de silla
Conexões em sela
Con la fresa correspondiente, realice un agujero en el tubo de PP-R, comprobando su perpendicularidad.
Com a fresa específica realizar o furo no tubo em PP-R verificando que seja per-pendicular.
Elimine las rebabas y escorias. Limpar de rebarbas e resíduos.
Proceda con la polifusión de los elementos según las indicaciones de la pág. 55-56, utilizando las matrices de silla correspon-dientes.
Proceder à polifusão dos elementos se-gundo as indicações da pág. 55-56 utili-zando as matrizes de sela.
Monte los elementos manteniendo pre-sionado durante al menos 15 segundos, prestando atención a que las partes sean axiales.
Montar os elementos mantendo pressio-nado durante pelo menos 15 segundos, prestando atenção à axialidade dos ele-mentos.
Espere 10 minutos para el enfriamiento antes de continuar con la elaboración.
Esperar 10 minutos para o arrefeci-mento antes de continuar o trabalho.
Estima y tiempos de ejecución
Estimativa e tempos de execução
4
Ø tubo Codos Te Collares bridas Válvulas Racores de transición Electrofusión Ø tubo Cotovelos Tê Colares flange Válvulas Tconexões de transição Eletrofusão
2 fusiones 3 fusiones 1 fusión 2 fusiones 1 fusión 2 fusiones contemporáneas 2 fusões 3 fusões 1 fusão 2 fusões 1 fusão 2 fusões contemporâneas
20 0,6 0,9 0,3 0,6 0,3 10,0
25 1,0 1,5 0,5 1,0 0,5 10,0
32 1,5 2,3 0,8 1,5 0,8 10,0
40 2,0 3,0 1,0 2,0 1,0 10,0
50 2,5 3,8 1,3 2,5 1,3 12,0
63 3,2 4,8 1,6 3,2 1,6 14,0
75 3,9 5,9 2,0 3,9 2,0 16,0
90 4,7 7,1 2,4 4,7 2,4 20,0
110 5,5 8,3 2,8 5,5 2,8 24,0
125 6,4 9,6 3,2 6,4 3,2 28,0
160 26,0 39,0 13,0 26,0 13,0 32,0
200 36,0 54,0 18,0 36,0 18,0 36,0
250 44,0 66,0 22,0 44,0 22,0 44,0
315 52,0 78,0 26,0 52,0 26,0 52,0

64
Los tiempos de ejecución descritos han sido medidos en obras terminadas y realizadas según nuestras indicaciones técnicas, con un equipo de trabajo compuesto por dos ope-radores. En relación a los tiempos de soldadura, se entienden los tiempos de mera ejecución de la unión entre las partes mediante el uso del equipo indicado por Aquatechnik. Los tiempos de enfriamiento en máquina/equipo de las piezas termosoldadas no deben considerarse, ya que no requieren el uso del personal.
Nota: se excluyen los tiempos de ejecución de una posible sujeción, los tiempos de transporte hasta el lugar de trabajo y los tiempos de elaboración del aislante; la ligereza de los materiales permite que el desplazamiento sea rápido y seguro sin la necesidad de utilizar herramientas de elevación.
Os tempos de execução descritos foram identificados em operações realizadas segundo nossas indicações técnicas por uma equipa de trabalho composta por dois operários. Por “tempo de soldadura” entende-se o tempo empregado durante a mera execução da união entre as partes através da utilização indicada por Aquatechnik. Os tempos necessários para o arrefecimento da máquina/equipamento das peças termossoldadas não devem ser considerados pois não re-querem o emprego de pessoal.
Nota: são exclusivos os tempos de aplicação de uma eventual fixação, os tempos de transporte a pé da obra e os tempos para a aplicação do isolante; a ligeireza dos materiais permite uma movimentação rápida e segura sem a utilização de equi-pamentos de elevação.
Atenciones para un uso correcto de los sistemas
Atenção para um correto uso dos sistemas
SI
Desplace el producto con cuidado y preste atención a las cabezas de los tubos.
Proteja las instalaciones contra el riesgo de incidencias.
Corte los tubos con instrumentos de corte idóneos. Elimine las partes eventuales en riesgo.
Respete los tiempos de elaboración indicados en las tablas de polifusión y electrofusión.
El manguito eléctrico y los tubos que hay que soldar deben tener la misma temperatura.
En las uniones roscadas, enrosque siempre los elementos calibrados sin exceder en los aprietes.
Proteja las tuberías expuestas a los rayos UV utilizando la pintura correspondiente.
NO
Evite los choques violentos durante la fasede almacenamiento, transporte y elaboración en las obras.
Evite los golpes, las caídas de objetos y las tensiones en los tubos, sobre todo durante el período de fríoso en presencia de bajas temperaturas.
No instale tubos con incisiones o grietas.
No empuje excesivamente los elementos durante la fase de soldadura.
No utilice manguitos eléctricos con temperaturas ambiente inferiores a +5°C.
Evite los roscados cónicos que no son a norma en todos los racores hembra.
Evite las exposiciones prolongadas (superiores a los 6 meses) y directas de los rayos solares.
SIMMovimentar o produto com cuidado e prestar atenção às cabeças dos tubos.
Proteger as instalações em risco de acidente.
Cortar os tubos com ferramentas de corte adequadas.Eliminar eventuais partes em risco.
Respeitar os tempos de trabalho indicados nas tabelas de polifusão e eletrofusão.
O acoplamento elétrico e os tubos a soldar devem ter a mesma temperatura.
Nas junções roscadas apertar sempre elementos calibrados sem apertar excessivamente.
Proteger os tubos expostos a raios UV utilizando verniz específico.
NOEvitar choques violentos em fase de armazenamento, transporte e de trabalho nos estaleiros de obras.
Evitar golpes, queda de objetos e tensões nos tubos, sobretudo nos períodos frios ou em caso de baixas temperaturas.
Não instalar tubos com incisões ou amolgadelas.
Não empurrar excessivamente os elementos durante a fase de soldadura.
Não utilizar acoplamentos elétrico com temperaturas ambiente inferiores a +5°C.
Evitar roscas cónicas não em conformidade com a norma em todas as conexões fêmea.
Evitar exposições prolongadas (superiores a 6 meses) a raios solares diretos.

65
As características especiais do PP-R permitem intervenções fáceis. Aquatechnik estudou e desenvolveu soluções em caso de substituições da abraçadeira e perfuração aciden-tal do tubo.
As conexões às partes mecânicas são realizadas através de roscas calibradas de acordo com as normas em vigor. A utilização de roscas fora da norma pode causar, em casos muito raros, a rutura da rosca terminal fêmea. Com esta intervenção é possível substituir o elemento da-nificado sem provocar ruturas de ladrilhos ou de paredes.
Las características especiales del PP-R permiten realizar intervenciones fáciles. Aquatechnik ha estudiado y puesto a punto soluciones en caso de sustituciones de la arandela y perforación accidental del tubo.
Las conexiones con las partes mecánicas se realizan me-diante roscados calibrados según las normas vigentes. El uso de roscados fuera de la norma puede causar en casos rarísimos, la rotura del roscado terminal hembra. Con esta intervención, es posible sustituir el elemento dañado sin causar roturas de azulejos o de pared.
Intervenciones extra-ordinarias y reparaciones
Intervenções extraordinárias e reparações
Sustitución de la arandela metálica
Substituição da abraçadeira metálica
5
2
3
1
4
Caliente la arandela de metal utilizando un secador industrial a 270°C.
Aquecer a abraçadeira em metal utilizando um aquecedor industrial a 270°C.
Cuando el PP-R esté templado, extraiga el inserto con la ayuda de una boquilla roscada macho.
Ao descobrir o PP-R, extrair o inserto com o auxílio de uma haste roscada macho.
Espere a que se enfríe el racor; con la fresa art. 50128 montada en un taladro, calibre la sede de soldadura.
Esperar o arrefecimento da conexão; com a fresa art. 50128 montada no berbequim, calibrar a sede de soldadura.
Realice la fusión del nuevo elemento art. 69314 con matriz de Ø 32 mm.
Fazer a fusão do novo elemento art. 69314 com a matriz Ø 32 mm.
Una vez finalizada la operación, espere a que se enfríe la pieza y monte la conexión roscada.
Terminada a intervenção, esperar o arre-fecimento da peça e montar a conexão roscada.
Nota: la sustitución del inserto metálico hembra está prevista únicamente para roscas de 1/2”.
Nota: a substituição do inserto metálico fêmea é prevista apenas para roscas de 1/2”.

66
No caso de perfuração acidental dos tubos é possível in-tervir com uma polifusão normal. A intervenção realiza-se utilizando as matrizes especiais artigo 50026 até furos de Ø 6 mm e artigo 50028 para furos de 7 a 10 mm com a haste em PP-R artigo 69350 que permite obturar o furo.
En caso de perforación accidental de los tubos, es posible intervenir con una normal polifusión. La intervención se lle-va a cabo utilizando las matrices especiales artículo 50026 hasta agujeros de Ø 6 mm y artículo 50028 para agujeros de 7 a 10 mm con vástago de PP-R artículo 69350 que permite obturar el agujero.
1
4
2
3
Para realizar el restablecimiento correcto, haga el agujero en la pared de 1 mm más respecto al diámetro de la matriz que hay que utilizar y realice el agujero del tubo 1mm menos respecto al diámetro de la matriz que vaya a utilizar.
Para executar o correto restabelecimento, fazer o furo na parede 1 mm maior que o diâmetro da matriz a utilizar e fazer o furo no tubo 1 mm menor que o diâmetro da matriz a utilizar.
Funda simultáneamente los elementos teniendo cuidado de no originar rebabas internas.
Fundir simultaneamente os elementos prestando atenção para não criar rebarbas internas.
Introduzca el vástago en la perforación y espere a que se enfríen los elementos.
Inserir a haste no furo e esperar o arrefe-cimento dos elementos.
Corte lo excedente. Cortar o excesso.
Reparación de una perforación en el tubo
Reparação de uma perfuração no tubo

67
Art. 50111 Polifusor PAE 63con termostato electrónico de calibración 260°C, toll. ±10°C, normas CE, con caja de protección. Para la elaboración de los Ø de 20 a 63 mm.Características técnicas: V 230 - W 800 - Hz 50-60 monofásica - IP 24
Art. 50117 Polifusor PAE 125 con termostato electrónico de calibración 260°C, toll. ±10°C, normas CE, con caja de protección. Para la elaboración de los Ø de 20 a 125 mm.Características técnicas: V 230 - W 1400 - Hz 50-60 monofásica - IP 24
Art. 50113 Polifusor PAE 63 con termostato electrónico de calibración 260°C, toll. ±10°C, normas CE, sin caja de protección Para la elaboración de los Ø de 20 a 63 mm.Características técnicas: V 230 - W 800 - Hz 50-60 monofásica - IP 24
Art. 50219 Polifusor PAE 125 con termostato electrónico de calibración 260°C, toll. ±10°C, normas CE, sin caja de protección Para la elaboración de los Ø de 20 a 125 mm.Características técnicas: V 230 - W 1400 - Hz 50-60 monofásica - IP 24
Art. 50091 CTR 125 Máquina para la soldadura a encaje en banco y en obra, Ø 63 a Ø 125 mm con autocentraje de las piezas, accesorios para el cambio de diámetros, funda.Con polifusor PAE 125.Dimensiones totales de la máquina L x P x H: 620 x 670 x 610 mmDimensiones de la caja de transporte L x P x H: 730 x 650 x 610 mmPeso de la máquina completa (sin polifusor): 20 kgPeso del polifusor: 3,2 kg
Art. 50090 CTM FUSIO-TECHNIK Máquina para la soldadura a encaje en banco y en obra, Ø 63 a Ø 125 mm con autocentraje de las piezas, accesorios para el cambio de diámetros, funda. Especialmente indicada para las elaboraciones en obra, gra-cias al peso y a las dimensiones reducidas. Taladro necesario para el funcionamiento, no incluido.Dimensiones totales L x P x A (solo máquina): 400 x 337x 267 mmDimensiones totales L x P x A (máquina + soporte): 400 x 337 x 382 mmPeso de la máquina (sin soporte): 9,6 kgPeso del soporte de la máquina: 2,5 kgDimensiones de la maleta de transporte L x P x H: 410 x 300 x 490 mmPeso de la maleta de transporte: 4,6 kg
Art. 50111 Polifusora PAE 63com termóstato eletrónico de calibração fixa 260°C, tol. ±10°C, em conformidade com as normas CE, com caixa de proteção. Para trabalhos de Ø da 20 a 63 mm.Características técnicas: V 230 - W 800 - Hz 50-60 monofásico - IP 24
Art. 50117 Polifusora PAE 125 com termóstato eletrónico de calibração fixa 260°C, tol. ±10°C, em conformidade com as normas CE, com caixa de proteção.Para trabalhos de Ø da 20 a 125 mm.Características técnicas: V 230 - W 1400 - Hz 50-60 monofásico - IP 24
Art. 50113 Polifusora PAE 63 com termóstato eletrónico de calibração fixa 260°C, tol. ±10°C, em conformidade com as normas CE, sem caixa de proteção. Para trabalhos de Ø da 20 a 63 mm.Características técnicas: V 230 - W 800 - Hz 50-60 monofásico - IP 24
Art. 50219 Polifusora PAE 125 com termóstato eletrónico de calibração fixa 260°C, tol. ±10°C, em conformidade com as normas CE, sem caixa de proteção.Para trabalhos de Ø da 20 a 125 mm.Características técnicas: V 230 - W 1400 - Hz 50-60 monofásico - IP 24
Art. 50091 CTR 125 Máquina para a soldadura de encaixe com bancada e na obra, Ø 63 a Ø 125 mm com centralização automática das peças, acessórios para a mudança de diâmetros, proteção.Completo com polifusora PAE 125.Dimensões da máquina L x P x H: 620 x 670 x 610 mm Dimensões da caixa de transporte L x P x H:730 x 650 x 610 mm Peso da máquina completa (sem polifusora): 20 kgPeso polifusora: 3,2 kg
Art. 50090 CTM FUSIO-TECHNIK Máquina para a soldadura de encaixe com bancada e na obra, Ø 63 a Ø 125 mm com centralização automática das peças, acessórios para a mudança de diâmetros, proteção. Especialmente indicada para trabalhos na obra graças ao peso e às dimensões reduzidas. Berbequim necessário para o funcionamento, não incluído.Dimensões L x P x H (apenas máquina): 400 x 337 x 267 mm Dimensões L x P x H (máquina + suporte): 400 x 337 x 382 mmPeso da máquina (sem suporte): 9,6 kgPeso do suporte da máquina: 2,5 kgDimensões da mala de transporte L x P x H: 410 x 300 x 490 mmPeso da mala de transporte: 4,6 kg
Herramientas y accesorios
Equipamentos e acessórios

68
Art. 50123 Elettrosaldatrice EL 48-315 CE - UNI 10556.Equipo para electrofusión de manguitos de PP-R de Ø 20 mm a Ø 315 mm, provisto de maletín de transporte, raspador manual, lector de código de barras con funda. Dimensiones totales L x P x A (solo máquina): 263 x 240 x 300 mmDimensiones totales con la maleta de transporte L x P x H: 405 x 285 x 340 mmPeso de la máquina (sin maleta): 17 kgPeso de la maleta de transporte: 3,8 kgCaracterísticas técnicas: Tensión de alimentación 230 V ±15%Corriente nominal 15A - Frecuencia 50÷60 Hz Potencia máxima absorbida (de pico) 4000W Grado de protección IP 54
desde art. 50280 a art. 50297Cizallas y cortadoras de tubosCizalla media: de Ø 20 mm a 40 mm Cizalla grande: de Ø 32 mm a 63 mm Cizalla CM 26: para Ø 20 mmCizalla CM 40: de Ø 20 a 40 mm Cortadora de tubos de Ø 20 mm a 32 mm Cortadora de tubos de Ø 40 mm a 60 mm Cortadora de tubos de Ø 50 mm a 120 mm Cortadora de tubos de Ø 110 mm a 168 mm
desde art. 50008 a art. 50030Matricespara polifusión PP-R, de metal con teflón a +400°C, resistente a las altas temperaturas.Se pueden montar en polifusores, con tornillos de bloqueo.Desde Ø 20 mm a 125 mmReparadora de agujeros 7 mm y 11 mm
desde art. 500316 a art. 500826 Matrices para soldadura de sillapara polifusión PP-R, de metal con teflón a +400°C, resistente a las altas temperaturas.Se pueden montar en polifusores, con tornillos de bloqueo.Desde Ø 25 mm a 125 mmPara tubos desde Ø 40 mm a 250 mm
Art. 50121 Banco de trabajopara la elaboración con PAE y CTR, de metal pintado a fuego, plegable.Dimensiones L x P x H: 900 x 600 x 810 mm
Art. 50123 Eletrossoldadora EL 48-315 CE - UNI 10556.Aparelho para eletrofusão de acoplamentos em PP-R de Ø 20 mm a Ø 315 mm, com mala de transporte, raspador manual, leitor de código de barras com proteção. Dimensões total L x P x H (apenas máquina): 263 x 240 x 300 mmDimensões total com mala de transporte L x P x H: 405 x 285 x 340 mmPeso da máquina (sem mala): 17 kgPeso da mala de transporte: 3,8 kg Características técnicasTensão de alimentação: 230 V ±15% Corrente nominal: 15A - Frequência: 50÷60 HzPotência máxima absorvida (de pico): 4000W Grau de proteção: IP 54
do art. 50280 ao art. 50297Tesouras e corta-tubosTesoura média: de Ø 20 mm a 40 mmTesoura grande: de Ø 32 mm a 63 mm Tesoura CM 26: para Ø 20 mm Tesoura CM 40: de Ø 20 a 40 mm Corta-tubos de Ø 20 mm a 32 mm Corta-tubos de Ø 40 mm a 60 mm Corta-tubos de Ø 50 mm a 120 mm Corta-tubos de Ø 110 mm a 168 mm
do art. 50008 ao art. 50030Matrizespara polifusão PP-R, em metal com tratamento em teflon a +400°C, resistente às altas temperaturas. Podem ser montadas em polifusoras com parafusos de bloqueio.De Ø 20 mm a 125 mmReparador de furos 7 mm e 11 mm
do art. 500316 ao art. 500826Matrizes para soldadura em selapara polifusão PP-R, em metal com tratamento em teflon a +400°C, resistente às altas temperaturas. Podem ser montadas em polifusoras com parafusos de bloqueio.De Ø 25 mm a 125 mmPara tubos de Ø 40 mm a 250 mm
Art. 50121 Bancada de trabalhopara trabalho com PAE e CTR, em metal pintado a fogo, dobrável.Dimensiones L x P x H: 900 x 600 x 810 mm

69
Art. 50124 ExtensorExtensiones de metal, componibles en altura para la elaboración en ópera, provistas de bornera porta-polifusor.Altura máx. con soporte: 128 cm
Art. 50128 Fresa de insertospara el calibrado de la sede del inserto metálico de termi-nales de Ø 32 mm, que se puede montar en taladro con perno de centrado y friccionado.
desde art. 50346 a art. 50366 Fresas de acoplamientopara el perforado de tuberías de fusio-technik y prepara-ción de acoplamiento directo con tubos desde Ø 50 a 250 mm, perforación base para racores de 20 a 125 mm.
Art. 50200 Desbarbadorherramienta de metal para la limpieza de perforados y desbarbado de tubos de PP-R.
Art. 50268 Posicionadorporta-matriz de metal para posicionar en el polifusor para soldaduras verticales y en el interior de paredes, para matrices Ø 20 - 25 - 32 mm.
Art. 50124 ExtensorExtensões em metal, montáveis em altura para trabalho na obra, completas com placa de terminais porta-polifusora.Altura máx com suporte: 128 cm
Art. 50128 Fresa insertospara calibração do alojamento do inserto metálico de termi-nais Ø 32 mm, pode ser montada em berbequim com pino centralizador e com fricção.
do art. 50346 ao art. 50366Fresa de enxertospara perfuração de tubos em fusio-technik e preparação de enxerto direto com tubos de Ø 50 a 250 mm, perfuração base para conexões de 20 a 125 mm.
do Art. 50200 Rebarbadoraferramenta em metal para limpeza de perfurações e rebar-bas de tubos em PP-R.
Art. 50268 Posicionadorporta-matriz em metal a posicionar na polifusora para sol-daduras verticais e no interior de paredes, para matrizes Ø 20 - 25 - 32 mm.

70
Depois de terminada a construção das instalações e realiza-do o teste de vedação, como indicado pela norma europeia EN 806-4, procede-se à fluxagem; no caso de utilização de mistura água-ar o compressor ou as garrafas de ar com-primido devem ter um filtro separador de óleo. Realizar a fluxagem em secções de tubo com comprimento não su-perior a 100 m. Começar a partir do ponto de fixação, subindo através das colunas e continuando andar por andar. A velocidade de fluxo deve ser de pelo menos 2 m/s, a troca de água deve ser pelo menos 20 vezes o volume presente nos tubos. Para cada andar, abrir o ponto de extração mais afastado da co-luna e continuar em todos os outros pontos. Terminada a operação, fechar os pontos de extração em sentido inverso, descarregar a instalação se não utilizada ou se houver o perigo de formação de gelo. Redigir o registo da operação que deve ser entregue à Direção das Obras e propriedade do edifício.
Medidas de prevenção contra a difusão da LegionellaA prevenção, em fase de projeto, representa um modo efi-caz de combater o risco de proliferação da Legionella. Em relação às instalações hídrico sanitárias recomenda-se de:n evitar tubos com terminais cegos ou sem circulação; n evitar que as linhas terminem com estagnações, execu- tando anéis nas distribuições finais;n prever uma limpeza periódica e fácil;.n escolher com atenção os materiais (a utilização de tubos de baixíssima rugosidade superficial, p.e. PP-R 0,007 mm com conexões de passagem total reduz o risco de depósitos que poderão favorecer a prolife- ração bactérica);n prevenir a formação de biofilme, sedimentações e incru- stações.
Sistemas de desinfeção para tubos fusio-technikA família de tubos fusio-technik faser foi completamente re-novada através da utilização como matéria prima do PP-R-CT resultado de anos de estudo da divisão da pesquisa e desenvolvimento.Às já excecionais características do PP-RCT, Aquatechnik adicionou o pacote de aditivos HOR (High Oxidation Resi-stence) com a dupla função de melhorar o desem-penho às altas temperaturas no tempo e atrasar signi-ficativamente o processo de oxidação da matérias plástica sob o efeito agressivo de substâncias muito oxidantes que podem ser dissolvidas na água.
Una vez terminada la construcción de las instalaciones y realizada la prueba de estanqueidad, como indica la norma europea EN 806-4, se procede con el enjuague; en caso de utilizar una mezcla de agua-aire, el compresor o las bombonas de aire comprimido, deben equiparse con filtro separador de aceite. Realice el enjuague en tramos de tubo de longitud no superior a 100 m. Empiece por el punto de toma, subiendo a través de las columnas y procediendo lentamente. La velocidad de flujo debe ser al menos de 2 m/s, el recambio de agua de al menos 20 veces el volumen contenido en las tuberías. Para cada piso, abra el punto de toma más lejano de la columna, y prosiga en todos los demás puntos. Una vez terminada la operación, cierre los puntos de toma en sentido inverso y descargue la instala-ción si no se utiliza o si subsiste el peligro de formación de hielo. Redacte el verbal de registro del procedimiento que hay que entregar a la Dirección de las obras y propiedad del edificio.
Medidas preventivas para evitar la infección de LegionellaLa prevención, en la fase de diseño, es una manera eficaz de contrastar el riesgo de proliferación de la Legionella. Para las instalaciones hidráulico sanitarias, se recomienda:n evitar las tuberías con terminales ciegos o sin circulación;n evitar que las líneas terminen con estancamientos, reali- zando anillos en las distribuciones finales;n prever periódicamente una limpieza sencilla;n elegir minuciosamente los materiales (el uso de tuberías con rugosidad superficial muy baja, por ej. PP-R 0,007 mm con racores de paso total reduce el riesgo de depó- sitos que podrían favorecer la proliferación bacteriana);n prever la formación de biofilm, sedimentación e incru- staciones.
Sistemas de desinfección para tuberías fusio-technikLa familia de tuberías fusio-technik faser ha sido renova-da completamente mediante el uso como materia prima de PP-RCT, fruto de años de estudio del departamento de in-vestigación y desarrollo.A estas características ya excepcionales del PP-RCT, Aqua-technik ha añadido el paquete de aditivos HOR (High Oxida-tion Resistence) con la dúplice función de mejorar las pre-staciones a altas temperaturas en el tiempo y ralentizar de manera significativa, el proceso de oxidación de la materia plástica bajo el efecto agresivo de sustancias fuertemente oxidantes que pueden disolverse en el agua.
Lavado de la instalación hidráulico-sanitaria
Lavagem da instalação hídrico sanitária

71
Os tubos fusio-technik fibro-reforçados PP-RCT HOR são especialmente adequados para aquelas instalações nas quais é pedida a sanificação das linhas através da técnica da cloração em contínuo.
Técnicas de desinfeçãoOs processos de desinfeção devem ser projetados e atua-dos com o objetivo de:n proteger os seres humanos da presença de bactérias na água, da exposição excessiva a agentes oxidantes e do risco de queimaduras;n manter os requisitos químico-físicos previstos pela Diretiva Europeia 98/83/CE que diz respeito à qualidade da água potável destinada ao consumo humano;n preservar o ambiente de poluição de cargas oxidantes provenientes das águas de descarga;n garantir a integridade e a duração dos componentes que fazem parte das instalações.
A) Desinfeção química da água potávelA desinfeção química da água potável em modo continua-do deve ser realizada com uma concentração máxima de cloro livre de 0,4 mg/l. A temperatura da água não deve superar os 70°C.Em caso de presença comprovada de bactérias é possível realizar o processo de hipercloração até 2 vezes por ano. Para a definição dos tempos, temperaturas e dosagens, consultar o Departamento Técnico. Uma vez concluído, prever a fluxagem das instalações com água potável fria. Se necessário, neutralizar as cargas oxidantes das águas de descarga de modo a evitar a poluição ambiental.
B) Desinfeção térmica da instalaçãoTemperaturas permanentes a 70ºC durante pelo menos 3 minutos em cada parte da instalação. A realizar-se em caso de presença comprovada de bactérias preservando as pessoas do risco de queimaduras.Nunca devem ser realizadas simultaneamente a desin-feção térmica e a hipercloração.Os processos de desinfeção devem ser realizados por pessoal com as competências adequadas; recomenda-se de preencher um registo com os dados de dosagem, tem-peraturas e pressões registadas durante os processos.
Nas instalações realizadas com produtos Aquatechnik, nas quais seja necessário realizar lavagens ou ações permanentes de sanificação, recomenda-se sempre de consultar o Departamento Técnico escrevendo para o se-guinte email [email protected]
Las tuberías fusio-technik reforzadas con fibra PP-RCT HOR son especialmente idóneas para aquellas instalaciones en las que es necesario el saneamiento de las líneas mediante la técnica de la cloración continua.
Técnicas de desinfecciónLos procesos de desinfección deben diseñarse y ejecu-tarse con el objetivo de:n salvaguardar a los seres humanos de la presencia de bacterias en el agua, de la sobre-exposición a los agentes oxidantes y del riesgo de quemaduras;n mantener los requisitos químico-físicos previstos por la Directiva Europea 98/83/CE concerniente con la calidad del agua potable destinada al consumo humano;n preservar el medio ambiente de la contaminación por cargas oxidantes provenientes de las aguas de desagüe;n garantizar la integridad y la duración de los compo- nentes que forman parte de las instalaciones.
A) Desinfección química del agua potableLa desinfección química del agua potable de manera con-tinua, debe realizarse con una concentración máxima de cloro libre de 0,4 mg/l. La temperatura del agua no debe superar los 70°C.En caso de presencia de bacterias demostrada, es posi-ble efectuar el proceso de hipercloración hasta 2 veces al año. Para la definición de los tiempos, temperaturas y do-sificaciones, consulte con el Departamento Técnico. Una vez concluido, prevea el enjuague de las instalaciones con agua potable fría. Si es necesario, neutralice las cargas oxidantes de las aguas de desagüe para evitar la contaminación medio am-biental.
B) Desinfección térmica de la instalaciónTemperaturas permanentes a 70°C durante al menos 3 mi-nutos, en cada parte de la instalación. Debe realizarse en caso de presencia de bacterias demostrada, protegiendo a las personas del riesgo de quemaduras.No deberán realizarse nunca simultáneamente, la desin-fección térmica y la hipercloración.Los procesos de desinfección deben llevarse a cabo por personas con las competencias adecuadas; se recomienda hacer un registro con los datos de dosificación, temperatu-ras y presiones registradas durante los procesos.
En las instalaciones realizadas con productos Aquatechnik, en las que es necesario llevar a cabo lavados o acciones permanentes de saneamiento, se recomienda siempre consultar con el Departamento Técnico, escribiendo al si-guiente correo electrónico: [email protected]
Importante
Importante

72
Los productos fusio-technik no deben instalarse bajo la irradiación directa de los UV. De hecho, los rayos directos del sol aumentan la velocidad de oxidación de las materias plásticas. Para prevenir este efecto, se recomienda conti-nuar la instalación lejos de la exposición directa de la luz solar. Si esto no fuera posible, proteja las tuberías expuestas mediante la pintura adecuada (PR 094G/01) con el diluyente correspondiente (2001). Estos productos han sido estudiados y realizados pro Aqua-technik, en colaboración con una empresa líder en el sector de las pinturas. A continuación, se ilustran brevemente las características y las metodologías de uso.
Pintura (PR 094G/01) Características generalesComposición: xileno, mezcla de isómeros (contiene resinas epoxídicas)Descripción: imprimación acabado monocomponenteSector de aplicación: el producto ha sido desarrollado para el pintado de tubos y racores de plásticoAglutinante: resina alquídica modificadaCaracterísticas principales• buena adhesión en PP-R, PPSU, PA-M y PE-X;• gran resistencia a los agentes atmosféricos y a los rayos UV;• puede volver a pintarse con cualquier pintura o esmalte para edilicia.Características técnicasResiduo seco: 44% ±3Densidad: 1200 g/l ±30Color: grisBrillo: 3÷6 gloss a 60°
Preparación de la mezcla
Indicaciones para una aplicación correctan El producto se aplica con pincel, rodillo o pulverizador, previo lavado minucioso de las superficies que hay que revestir, con el diluyente 2001 correspondiente.n El producto debe diluirse con una medida igual al 20÷ 30% con el diluyente 2001 correspondiente.
Os produtos fusio-technik não devem ser instalados com exposição direta aos raios UV. Os raios diretos do sol, na verdade, aumentam a velocidade de oxidação das matérias plásticas. Para prevenir este efeito recomenda-se de fazer a instalação longe da exposição direta à luz solar. Caso tal não seja possível é necessário proteger os tubos expostosusando um verniz especial (PR 094G/01) com o respetivo di-luente (2001). Estes produtos foram estudados e realizados por Aquatechnik em colaboração com uma empresa líder no setor dos vernizes.Em seguida são ilustradas resumidamente as características e os métodos de utilização.
Verniz (PR 094G/01) Características geraisComposição: xileno, mistura de isómeros (contém resinas epóxi)Descrição: primer acabamento monocomponenteSetor de utilização: o produto foi desenvolvido para o envernizamento de tubos e conexões de plásticoLigante: resina alquídica modificadaCaracterísticas principais• boa adesão em PP-R, PPSU, PA-M e PE-X;• notável resistência aos agentes atmosféricos e aos raios UV;• pode ser pintada novamente com qualquer tinta ou esmalte para a construção.Características técnicasResiduo seco: 44% ±3Densidade: 1200 g/l ±30Cor: cinzentoBrilho: 3÷6 gloss a 60°
Preparação da mistura
Indicações para uma correta aplicaçãon O produto aplica-se com pincel, rolo ou spray, depois de uma lavagem cuidada das superfícies a revestir usando o diluente 2001.n O produto deve ser diluído em medida igual a 20÷30% com o diluente 2001.
Protección de los rayos UV Proteção dos raios UV
Componente Proporción de mezcla (%)
Pintura 100
Diluyente 20 ± 30
Catalizador no requiere catálisis
Componente Relação da mistura (%)
Paint 100
Diluente 20 ± 30
Catalisador não requer catálise
73
n O produto diluído deve ser aplicado, pelo menos, duas vezes. Esperar pelo menos 4 horas entre uma aplicação e a seguinte.n O produto é de secagem lenta para permitir a máxima adesão ao suporte. Até à secagem completa da película, quantificada em cerca de 2 dias, recomenda-se de não submeter o produto envernizado a tensões excessivas.n O envernizamento está sujeito a desgaste no tempo; por isso é necessária uma manutenção regular.
AVISOProduto inflamável, nocivo em caso de inalação e contacto com a pele, irritante para a pele.
Diluente (PR 094G/01) Características geraisComposição: xileno, mistura de isómerosDescrição: diluente poliuretano-sintéticoSetor de utilização: diluição de produtos de envernizamento, destinados a se-rem aplicados em suportes plásticos críticosCaracterísticas técnicasResiduo seco: 0%Densidade: 895 g/l ±15Cor: cinzentoUtilização do produton O produto encontra uso na diluição de produtos envernizados.n O diluente 2001 é recomendado para a limpeza do suporte, a realizar antes do envernizamento.
AVISOProduto inflamável, nocivo em caso de inalação e contacto com a pele, irritante para a pele e para os olhos. A exposição repetida pode provocar secura e fissuras na pele.Conservar o recipiente em um local bem ventilado, afastado de alimentos ou rações e de bebidas.Conservar afastado de chamas livres e faíscas, não fumar, evitar a acumulação de cargas eletrostáticas. Usar um vestuário de proteção adequado.
n El producto diluido debe aplicarse al menos 2 veces. Espere al menos 4 horas entre una aplicación y la siguiente.n El producto es de secado lento para permitir la máxima adhesión al soporte. Se recomienda no someter el producto pintado a estrés excesivos, hasta el secado completo del film, cuantifi- cado en unos 2 días aproximadamente.n La pintura está sujeta a desgastarse en el tiempo, por ello, es necesario realizar un mantenimiento periódico.
ADVERTENCIAProducto inflamable, nocivo por inhalación y en contacto con la piel, irritante para la piel.
Diluyente (2001) Características generalesComposición: xileno, mezcla de isómerosDescripción: diluyente poliuretano sintéticoSector de aplicación: disolución de productos de pintura, destinados a la aplica-ción en soportes de plástico críticosCaracterísticas técnicasResiduo seco: 0%Densidad: 895 g/l ±15Color: transparenteUso del producton El producto se utiliza para la disolución de productos de pinturas.n El diluyente 2001 se recomienda para la limpieza del soporte, que debe efectuarse antes de la pintura.
ADVERTENCIAProducto inflamable, nocivo por inhalación y en contacto con la piel, irritante para la piel y los ojos. La exposición repetida puede provocar sequedad y agrietamientos de la piel.Conserve el recipiente en un lugar ventilado, lejos de ali-mentos o piensos y de bebidas.Conserve lejos de llamas libres y chispas, no fume, evite la acumulación de cargas electrostáticas. Utilice ropa pro-tectora adecuada.

74
Qualquer instalação realizada - hídrico sanitário, aquecimento ou de outro tipo - deve ser testada pela empresa de instalação em conformidade com a Norma Legal (cfr. EN 806-4) antes de ser emparedada definitivamente. A Empresa fabricante é responsável legalmente pelas obras realizadas e deve garantir que funcione perfeitamente em todas as suas partes. Para isto, basta registar todos os detalhes referentes aos ensaios realizados (módulo “Relatório de ensaio” que pode ser descarregada no sitio www.aquatechnik.it).Com base em sua experiência de mais de 30 anos, Aqua-technik, sugere efetuar o teste do sistema como prescrito pela normativa UNI EN 806-4 (procedimento C) aplicando pressão de 15 bar. Esta indicação tem por objetivo ga-rantir elevada segurança no ensaio sem comprometer, de modo algum, as funcionalidades do sistema fusio-technik.
O teste em conformidade com a Norma prevê os seguintes procedimentos:
1- PRÉ-TESTEduração da carga 60 minutos (1 hora)n Encher o sistema certificando-se de que tenham sido retiradas todas as bolsas de ar e fechar todas as descargas e válvulas de purga. n Conectar a bomba com pressão variável ao terminal mais idóneo carregando a rede com pressão máxima de 15 bar. Nota: é necessário reduzir este valor de pressão em caso de presença de radiadores, torneiras e válvulas no sistema.n Após 30 minutos, registar a pressão detetada e inspecionar visualmente para averiguar se há perdas evidentes no sistema.n Depois de mais 30 minutos, registar a pressão detetada. Se a diminuição de pressão for inferior a 0,6 bar, o sistema pode ser considerado estanque e o pré-teste foi realizado com sucesso.
2 - TESTE DEFINITIVOduração mínima 120 minutos (2 horas)n Se o pré-teste obteve êxito positivo, manter a pressão inalterada pelos próximos 120 minutos (2 horas). Neste intervalo de tempo, efetuar uma outra inspeção visual para averiguar se há perdas no interior do sistema.
Cada instalación realizada - hidráulico sanitaria, calefacción o de otro tipo - deberá ser probada por la empresa instaladora, según la norma de ley (véase EN 806-4), antes de tapiarla definitivamente. La empresa fabricante es responsable legal-mente de las obras realizadas y debe garantizar su funciona-miento correcto en todas sus partes. Para ello, debe registrar todos los detalles correspondientes a las pruebas de ensayo efectuadas (formulario “Verbal de ensayo” que se puede de-scargar desde la página de descarga del sitio www.aquate-chnik.it).En base a sus treinta años de experiencia, Aquatechnik reco-mienda realizar la prueba de ensayo de la instalación como lo establece la norma UNI EN 806-4 (procedimiento C) pero aplicando una presión de 15 bar. Tal indicación tiene el objeti-vo de garantizar un grado elevado de seguridad en el ensayo sin comprometer de ninguna manera el funcionamiento del sistema fusio-technik.
La prueba según la norma, prevé los procedimientos si-guientes:
1- PRE-PRUEBAduración de la carga 60 minutos (1 hora)n Llene la instalación, asegurándose de que se hayan eliminado todas las bolsas de aire, luego cierre todas las válvulas de purga y ventilación.n Conecte la bomba de presión variable en el terminal más adecuado, cargando la red con una presión máxima de 15 bar. Nota: si en la instalación hay radiadores, grifos y válvulas es necesario reducir dicha presión.n Después de 30 minutos, registre la presión medida y efectúe una inspección visual para detectar posibles pérdidas evidentes en la instalación.n Una vez transcurridos otros 30 minutos, registre la presión medida. Si la caída de presión es inferior a 0,6 bar, la instalación puede considerarse sin pérdidas evi- dentes y la preprueba puede considerarse terminada con resultado positivo.
2 - PRUEBA DEFINITIVAduración mínima 120 minutos (2 horas)n Si la preprueba ha obtenido resultado positivo, deje sin variar la presión durante los siguientes 120 minutos (2 horas). En este lapso de tiempo, efectúe otra inspección visual para detectar posibles pérdidas evidentes en la instala ción.
Prueba de la instalación Teste da instalação

75
n Si después de los 120 minutos (2 horas) la caída de presión es inferior a 0,2 bar, la prueba definitiva puede considerarse terminada con resultado positivo.n Rellene todas las partes del verbal de ensayo.
n Se após 120 minutos (2 horas) a queda de pressão for inferior a 0,2 bar, o teste definitivo pode ser considerado positivo.n Concluir o relatório, preenchendo-o completamente.

76
Reglamento para las realizaciones de
instalaciones con sistema fusio-technik
Regulamento para as realizações de instalações com sistema fusio-technik
El objetivo del reglamento siguiente es el de poner claridad y transparencia en las competencias y en las responsabilidades que conciernen a las instalaciones de calefacción, acondicio-namiento e hidráulico-térmico-sanitarios en general, realiza-dos con materiales de fabricación Aquatechnik. Las competencias y las responsabilidades de Aquatech-nik® group s.p.a. conciernen exclusivamente a los materia-les de fabricación propia y suministro, y están cubiertos por la garantía de eventuales errores o defectos de fabricación de origen. La empresa se exime de cualquier responsabilidad por cualquier queja concerniente con:a) Instalaciones que no funcionen correctamente, de cual-quier tipo.b) Roturas de tubos y/o racores causados por el transporte hasta las obras o al lugar de elaboración; la no realización de la prueba hidráulica, como se indica en las guías técnicas; el transporte de fluidos agresivos; materiales de otras prove-niencias introducidos en la instalación que puedan provocar daños colaterales o desgastes en las tuberías originales.c) Errores en las conexiones hidráulicas, eléctricas o electró-nicas, llevados a cabo por instaladores.
A continuación, se esquematizan las competencias y re-sponsabilidades en la realización de las instalaciones.
O objetivo do seguinte regulamento é aquele de clarificar e tornar transparente as competências e as responsabilidades que dizem respeito às instalações de aquecimento, condicio-namento de ar e hidrotérmicos sanitários em geral, realizados com materiais de produção Aquatechnik. As competências e as responsabilidades de Aquatech-nik® group s.p.a. dizem respeito exclusivamente aos mate-riais de sua construção e fornecimento, cobertos por uma garantia regular em caso de eventuais defeitos de fabri-cação na origem. A Empresa liberta-se de qualquer litígio que diga re-speito a:a) Instalações que funcionem mal de qualquer tipo e género.b) Ruturas de tubos e/ou conexões causadas pelo tran-sporte nos estaleiros de obras ou locais de trabalho; fal-ta de teste hidráulico como indicado nos guias técnicos; transporte de fluídos agressivos; materiais de outras ori-gens inseridos na instalação que possam provocar danos colaterais ou desgastes nos tubos originais.c) Erros nas conexões hídricas, elétricas ou eletrónicas realizadas por instaladores.
Em seguida são esquematizadas as competências e re-sponsabilidades na realização das instalações.
1 1
2 2
Objeto de la instalación Estimación, cálculo y dimensiones de la instalación, según las normas en vigor.
Instalación de los materiales necesarios como: tuberías y racores de material termoplástico, aislante según la norma, para la formación de las redes de distribución y conexión con los cuerpos calentadores terminales, colectores de clasificación, equipos de regulación, caldera y central térmica, distintas pruebas, puesta en marcha de la instalación y cualquier otra elaboración concerniente con la instalación.
Conexiones eléctricas con los equipos de control, con termostatos de servicio, seguridad y cualquier otra elaboración inherente a las partes eléctricas o electrónicas.
Tubos y racores de material termoplástico para circuitos hidráulicos, accesorios y componentes de fabricación propia.
Sujeto responsable Estudio profesional habilitado para el diseño termotécnico y/o autónomo.
Empresa especializada en la instalación termohidráulica, y centros de asistencia técnica.
Empresa especializada en la instalación eléctrica.
Aquatechnik group spa
Objeto da instalação Estimativa, cálculo e dimensionamento da instalação segundo as Normas em vigor.
Instalação dos materiais necessários, tais como: tubos e conexões em material termoplástico, isolante em conformidade com a Norma para a formação das redes de distribuição e conexão a corpos de aquecimento terminais, coletores de separação, aparelhos de regulação, caldeiras e centrais térmicas, testes vários, inicialização da instalação e qualquer trabalho inerente à instalação.
Conexões elétricas aos aparelhos de controlo, a termóstatos de serviço, segurança e qualquer outro trabalho inerente a partes elétricas ou eletrónicas.
Tubos e conexões em material termoplástico para circuitos hidráulicos, acessórios e componentes de sua construção.
Sujeito responsável Estúdio profissional habilitado para a projetação termotécnica e/ou profissional independente. Empresa especializada de instalação termo-hidráulica e centros de assistência técnica.
Empresa especializada de instalação elétrica.
Aquatechnik group spa

77
Aquatechnik escolheu a qualidade como linha guia para gerir a sua atividade produtiva e comercial.A sede produtiva, que nasceu nos anos 90, abraçou ime-diatamente o sistema de qualidade ISO 9001 aderindo a regras e metodologias operativas para garantir produtos de máxima qualidade fabricados com processos monitorados.Ao mesmo tempo foram ampliados os laboratórios de testes que, para além de garantir uma contínua monitorização dos produtos realizados, constituem um centro especializado na pesquisa e desenvolvimento, recursos indispensáveis na filosofia empresarial atual.
A utilização do sistema de qualidade empresarial e o respei-to pelas normas aumentou a vontade de melhorar todos os departamentos em um percurso de crescimento contínuo que envolveu não apenas o perfil técnico mas também o humano. Neste sentido, Aquatechnik concentrou as suas forças em um conceito de serviço que consiste em fornecer aos seus clientes e a todos os utilizadores um parceiro efi-ciente e de confiança, capaz de garantir soluções a 360°. A seriedade e a atenção da empresa concretizam-se em um ciclo contínuo que começa a partir do estudo do produto, passando pelo seu desenvolvimento e pela verificação das suas qualidades técnicas, passando em seguida à distribu-ição e prosseguindo, finalmente, em um eficiente serviço de assistência pós-venda garantido por pessoal técnico especializado.
Graças a uma eficaz atividade de consultoria em fase de orçamentação, projetação e instalação, o cliente pode, destemodo, usufruir de um serviço seguro, presente e pronto a responder a qualquer questão, esclarecendo eventuais dúvidas e transmitindo os conhecimentos necessários e técnicas de instalação.Os produtos Aquatechnik são submetidos a rígidos testes de aprovação por parte de competentes Institutos Inter-nacionais que operam um serviço de vigilância em conti-nuação de processos de produção e de controlo. O elevado padrão de qualidade alcançado permitiu a Aquatechnik de obter os mais importantes certificados mundiais.
Aquatechnik ha elegido la calidad como directriz para gestio-nar su actividad productiva y comercial.La sede de producción, creada en los años 90, ha abraza-do desde el principio el sistema de calidad ISO 9001, adhi-riéndose a reglas y metodologías operativas que garantizan los productos de máxima calidad fabricados con procesos supervisados.Al mismo tiempo, se han ido ampliando los laboratorios de pruebas que, además de garantizar una supervisión conti-nua de los manufacturados realizados, constituyen un centro especializado en la investigación y desarrollo, recursos indi-spensables para la filosofía actual de la empresa.
El uso del sistema de calidad de la empresa y el respeto de las normas han avalorado la voluntad de mejorar todos los departamentos hacia un camino de crecimiento constante que ha implicado no solo a la parte técnica, sino también a la humana. En esta acepción, Aquatechnik se ha focalizado en un concepto de servicio que consiste en proporcionar asus clientes y a todos los usuarios, un compañero eficiente y puntual, capaz de garantizar soluciones a 360°. La seriedad y la atención de la empresa se concretizan en un ciclo continuo que empieza por el estudio del produc-to, pasando por su desarrollo y por la comprobación de sus cualidades técnicas, llegando después a la distribución y por último, continuando con un eficiente servicio de asistencia de posventa, garantizado por personal técnico especializado.
Gracias a una eficaz actividad de asesoramiento durante las fases de estimación, diseño e instalación, el cliente puede contar con un servicio seguro, presente y preparado para re-sponder a cualquier pregunta, aclarando las dudas posibles y transmitiendo los conocimientos y técnicas de instalación necesarios.Los productos Aquatechnik se someten a rígidos tests de homologación llevados a cabo por los más prestigiosos insti-tutos internacionales, que realizan un servicio de vigilancia continua de los procesos productivos y de control. El elevado estándar cualitativo alcanzado ha permitido a Aquatechnik obtener las certificaciones mundiales más importantes.
Calidad Qualidade

78
Garantía de Responsabilidad contractual y Responsabilidad del producto (Product liability)
Garantia da Responsabilidade contratual e Responsabilidade de produto (Product Liability)
La garantía de responsabilidad contractual es conforme con las disposiciones contenidas en el CdC desde el art. 128 al145. Aquatechnik garantiza que todos los productos de la serie fusio-technik están privados de errores y/o defectos de conformidad.La garantía tiene una duración de 2 años a partir de la en-trega a sus clientes, con caducidad de dos meses desde la detección del defecto.La responsabilidad del daño causado por el producto de-fectuoso está disciplinada por las disposiciones contenidas en la Parte IV, Título II, en los art. desde el 114 al 127 del Decreto Legislativo 206/2005 (Código del Consumo) y por la Directiva CEE 85/374/CEE del 25/07/1985. Aquatechnik garantiza el sistema fusio-technik durante diez años a partir de la fecha de fabricación. Sin perjuicio de la prescripción de la acción directa para el resarcimiento del daño, vencidos los tres años a partir del día en que el dañado tuvo o hubiera tenido que tener conocimiento del daño, del defecto y de la identidad del responsable.El seguro cubre con un máximo de € 15.000.000,00 por incidente, los daños posibles que pudieran derivar del uso de tubos y racores que fueran excepcionalmente defectuo-sos, por carecer de la seguridad que legítimamente se puede esperar de los mismos, habiendo tenido en cuenta todas las circunstancias, como:(a) el modo en que el producto haya sido puesto en circu-lación, su presentación, sus características evidentes, las instrucciones y las advertencias proporcionadas;(b) el uso para el que el producto pueda estar razonable-mente destinado y los comportamiento que, en relación con él, puedan razonablemente preverse;(c) el tiempo en que el producto se haya puesto en circulación; es decir, carencias de la seguridad ofrecida normalmente por los otros ejemplares de la misma serie.
La responsabilidad del producto no existe en los casos siguientes:a) polifusiones (soldaduras) y conjunciones con PP-R, lleva-das a cabo erróneamente;b) elaboraciones con equipos y montajes llevadas a cabo con materiales de proveniencia extraña para la empresa fabri-cante del sistema fusio-technik;c) instalaciones de tubos o racores que no respeten las in-dicaciones y las advertencias técnicas detalladas en lasdocumentaciones originales publicadas por la empresa fabri-cante, y que deben actualizar las empresas de instalación;
A garantia de responsabilidade contratual está em confor-midade com as disposições presentes no CdC do art. 128 a145. Aquatechnik garante que todos os produtos da série fu-sio-technik não têm defeitos de conformidade.A garantia tem uma duração de 2 anos a partir da data de entrega aos seus clientes, com caducidade de dois meses a partir da data de descoberta do defeito.A responsabilidade por dano de produto defeituoso é regula-da pelas disposições presentes na Parte IV, Título II, nos art. do 114 a 127 do D.LEI 206/2005 (Código do Consumo) e pela Diretiva CEE 85/374/CEE de 25/07/1985. Aqua-technik garante o sistema fusio-technik durante dez anos a partir da data de produção. Para a prescrição da ação direta à compensação do dano passados três anos do dia em que o prejudicados conheceu ou deveria ter tomados conhecimento do dano, do defeito e da identidade do responsável.A cobertura de seguro cobre um máximo por sinistro igual a € 15.000.000,00 por eventuais danos que possam derivar do uso de tubos e conexões que resultem excecionalmente defeituosos, enquanto carentes da segurança que se pode legitimamente esperar dos mesmos, tendo em conta todas as circunstâncias, entre as quais:(a) o modo em que o produto foi colocado em circulação, a sua apresentação, as suas características evidentes, as in-struções e asadvertências fornecidas;(b) o uso para o qual o produto pode ser razoavelmente desti-nado e os comportamentos que, em relação a ele, se possam razoavelmente prever;(c) o tempo em que o produto foi colocado em circulação; ou seja, a carência da segurança oferecida normalmente pelos exemplares da mesma série.
A responsabilidade pelo produto não é válida nos se-guintes casos:a) polifusões (soldaduras) e uniões com PP-R mal executa-das;b) trabalhos com aparelhos e montagens realizadas com materiais de proveniência estranha à empresa fabricante do sistema fusio-technik;c) instalações de tubos ou conexões que não respeitem as indicações e as advertências técnicas indicadas nos docu-mentos originais publicados pela empresa fabricante que devem ser obrigatoriamente de conhecimento das empresas de instalação dos sistemas;

79
d) utilização de materiais precedentemente deteriorados devido a negligência (ex: amolgadelas, choques violentes,ruturas, torções de peças montadas em polifusão, monta-gem de roscas cónicas e/ou não calibradas, esmagamentos, exposição aos raios solares, chamas livres, etc.);e) funcionamentos irregulares das instalações, excessos detemperatura dos aparelhos de aquecimento, pressões in-ternas superiores ao padrão, elementos agressivos nos fluíd-os, assentamento das estruturas de construção civil, con-gelamento dos fluídos, perfurações, formação de gelo nos tubos, etc. e, de qualquer modo, em todos os casos em que o defeito que causou o dano não existia quando o fabricante colocou o produto em circulação;f) falta de teste hidráulico em conformidade com a norma, indicado nos guias técnicos;g) se o fabricante não fabricou o produto para venda ou para qualquer outra forma de distribuição a título de apreciação, nem o fabricou ou distribuiu no exercício da sua atividade profissional;h) se o defeito é devido à conformidade do produto a uma norma jurídica imperativa ou a uma medida vinculativa;i) se o estado do conhecimento científico e técnico, no mo-mento em que o fabricante colocou em circulação o produto, não permitia ainda de considerar o produto como defeituoso;j) caso o defeito do produto não dependa da qualidade dos componentes mas do uso que foi feito na realização do pro-duto final.
JurisdiçãoTodos os casos de controvérsia serão de competência do Tri-bunale di Busto Arsizio - VA - Itália
Ativação da garantiaEncontrando um possível defeito de produção, a empresa de instalação deverá fazer uma comunicação escrita ao re-vendedor no qual foi adquirida a mercadoria; será preparada uma intervenção no local pela Assistência Técnica Aquatech-nik que irá certificar-se da veracidade do defeito através de exames de Laboratório de sua propriedade ou de Entidades propostas.Apurada a real causa do defeito e reconhecido como tal, será pedido à Empresa de instalação que sofreu o dano um orçamento de despesa para o restabelecimento da instalação e seguir-se-à a regular liquidação do acidente.
NOTA:caso a Assistência Técnica apurasse que os presu-míveis defeitos não podem ser imputados ao material Aquatechnik serão debitadas à Empresa de instalação ou outro cliente todas as despesas suportadas para as investigações sobre o caso.A empresa reserva-se de realizar, sem pré-aviso, mu-danças ou substituições em relação aos seus produtos e à sua documentação técnica à qual os utilizadores são convidados a atualizar-se com periodicidade.
d) uso de materiales previamente deteriorados por incuria y/o negligencia (por ej.: grietas, choques violentos, incisio-nes, torsión de piezas montadas en polifusión, montaje de roscados cónicos y/o no calibrados, aplastamientos, exposi-ción a los rayos solares, llamas libres, etc);e) funcionamientos irregulares de las instalaciones, excesos de temperatura de los equipos de calefacción, presiones in-ternas fuera de las estándar, elementos agresivos en los flu-idos, asentamientos de las estructuras edilicias, congelación de los fluidos, perforaciones, formación de hielo en los tubos, etc. y siempre en todos los casos en que el defecto que ha provocado el daño no existía cuando el fabricante puso el producto en circulación;f) no realización de la prueba hidráulica según la norma indi-cada en las guías técnicas;g) si el fabricante no ha fabricado el producto para la venta o para cualquier otra forma de distribución de carácter onero-so, ni lo ha fabricado o distribuido durante el ejercicio de su actividad profesional;h) si el defecto se debe a la conformidad del producto con una norma jurídica imperativa o con una medida vinculante;i) si el estado de los conocimientos científicos y técnicos en el momento en que el fabricante puso en circulación el producto, no permitía todavía considerar al producto como defectuoso;j) si el defecto del producto no depende de la calidad de los componentes, sino del uso que se ha hecho en las realiza-ciones del producto final.
Foro competenteTodos los casos de controversia serán competencia del Tri-bunal de Busto Arsizio - VA - Italia.
Activación de la garantíaCuando se detecta un posible defecto o error de fabricación, la empresa instaladora deberá comunicarlo por escrito al revendedor al que se ha comprado el producto; se llevará a cabo una intervención in situ de la Asistencia técnica de Aquatechnik que comprobará la veracidad del defecto me-diante exámenes de laboratorio propios o de organismos en-cargados. Una vez conocida la causa del defecto y recono-cido como tal, se solicitará a la empresa instaladora que ha sufrido el daño, un presupuesto del gasto para el restableci-miento de la instalación y se procederá a continuación, con la liquidación del incidente.
NOTA:si la Asistencia técnica verificara que los presuntos defectos no son imputables al material de Aquatechnik, se adeudarán a la empresa instaladora u otro comitente, todos los gastos sostenidos para las averiguaciones del caso.La empresa se reserva el derecho de aportar, sin previo aviso, los cambios o sustituciones relacionados con sus productos o con su documentación técnica, para la que se invita a los usuarios que se actualicen periódicam-ente.

80
Artículos y dimensiones Artigos e dimensões
MANGUITO REDUCIDO ACOPLAMENTO REDUZIDO Soldadura a encaje Soldadura de encaixe
Art. DN A B D G Peso
mm mm mm mm mm g confección caja confecção box
62312 F25-F20 17,3 29,5 34,0 34,5 13,0 10 400
62316 F32-F25 21,8 34,5 39,0 43,5 21,0 10 300
Art. DN A B D H G Peso
mm mm mm mm mm mm g confección caja confecção box
62112 M25-F20 12,5 25,0 40,3 18,5 29,5 13,5 10 400
62114 M32-F20 16,0 32,0 39,5 18,5 29,5 18,5 10 300
62116 M32-F25 16,0 32,0 39,5 18,5 34,5 19,5 10 300
62118 M40-F20 20,0 40,0 42,0 21,0 29,5 38,0 5 500
62120 M40-F25 20,0 40,0 42,0 21,0 34,5 45,0 5 400
62122 M40-F32 20,0 40,0 42,0 21,0 43,5 53,0 5 300
62124 M50-F20 25,0 50,0 45,0 24,0 29,5 50,0 5 300
62126 M50-F25 25,0 50,0 45,0 24,0 34,5 60,0 5 300
REDUCCIÓN REDUÇÃO Soldadura a encaje Soldadura de encaixe
MANGUITO ACOPLAMENTO Soldadura a encaje Soldadura de encaixe
Art. DN A B D Peso
mm mm mm mm g confección caja confecção box
62008 20 15,0 29,5 31,0 11,0 10 400
62010 25 17,0 34,5 38,5 17,0 10 300
62012 32 22,0 43,5 43,5 28,5 5 150
62014 40 27,0 53,5 47,5 48,5 5 250
62016 50 34,0 68,0 54,5 85,0 5 150
62018 63 42,5 85,0 62,5 150,0 1 50
62020 75 55,0 101,0 67,0 228,0 1 60
62022 90 60,0 120,0 72,5 336,5 1 42
62024 110 74,0 147,0 80,5 601,5 1 24
62026 125 82,0 164,0 90,5 813,5 1 12

81
REDUCCIÓN REDUÇÃO Soldadura a encaje Soldadura de encaixe
Art. DN A B D H G Peso
mm mm mm mm mm g confección caja confecção box
62128 M50-F32 25,0 50,0 45,0 24,0 43,5 65,0 5 300
62130 M50-F40 25,0 50,0 45,0 24,0 53,5 70,0 5 200
62132 M63-F25 31,5 63,0 57,0 30,0 34,5 80,0 1 150
62134 M63-F32 31,5 63,0 57,0 30,0 43,5 85,0 1 100
62136 M63-F40 31,5 63,0 57,0 30,0 53,5 90,0 1 100
62138 M63-F50 31,5 63,0 57,0 30,0 68,0 115,0 1 100
62139 M75-F40 37,5 75,0 65,5 32,5 53,5 135,0 1 100
62140 M75-F50 37,5 75,0 65,5 32,5 68,0 140,0 1 80
62142 M75-F63 37,5 75,0 65,5 32,5 85,0 200,0 1 80
62144 M90-F50 45,0 90,0 76,0 35,5 68,0 280,0 1 50
62152 M90-F63 45,0 90,0 76,0 35,5 85,0 290,0 1 50
62153 M90-F75 45,0 90,0 76,0 35,5 101,0 320,0 1 50
62155 M110-F63 55,0 110,0 90,0 39,5 85,0 350,0 1 30
62157 M110-F75 55,0 110,0 90,0 39,5 101,0 450,0 1 30
62159 M110-F90 55,0 110,0 90,0 39,5 120,0 450,0 1 30
62168 M125-F75 62,5 125,0 110,0 46,0 101,0 506,0 1 30
62170 M125-F90 62,5 125,0 110,0 46,0 120,0 550,0 1 30
62172 M125-F110 62,5 125,0 110,0 46,0 147,0 600,0 1 24
Art. DN A B C D Peso mm mm mm mm mm g confección caja confecção box
63108 20 26,5 29,5 10,0 41,2 18,0 10 350
63110 25 30,0 34,5 12,0 47,5 23,0 10 250
63112 32 35,5 43,5 13,0 57,2 45,0 5 100
63114 40 43,0 53,5 16,0 69,7 77,0 5 150
63116 50 50,5 68,0 16,5 84,5 172,0 5 80
63118 63 61,0 85,0 18,5 103,5 312,0 1 40
63120 75 73,0 101,0 22,5 123,5 510,0 1 30
63122 90 80,5 120,0 20,0 140,5 800,0 1 18
63124 110 97,0 147,0 23,5 170,5 1492,0 1 10
63126 125 125,0 164,0 38,0 207,0 2060,0 1 5
CODO 90° COTOVELO 90° Soldadura a encaje Soldadura de encaixe
Art.
DN A B D H G Peso
mm mm mm mm mm mm g confección caja confecção box
62173 160-90 80,0 160,0 233,0 108,0 90,0 1400 1 8
62174 160-110 80,0 160,0 233,0 103,0 110,0 1400 1 8
62176 160-125 80,0 160,0 233,0 102,0 125,0 1235 1 4
62182 200-160 80,0 200,0 240,0 118,0 160,0 2050 1
62184 250-160 80,0 250,0 300,0 161,0 160,0 4000 1
62186 250-200 100,0 250,0 300,0 140,0 200,0 3930 1
62199 315-200 100,0 315,0 381,0 174,0 200,0 8200 1
62200 315-250 100,0 315,0 381,0 173,0 250,0 7600 1
Soldadura a tope de un lado, soldadura de encaje del otro lado Soldadura em um lado da extremidade, sendo um lado de encaixe
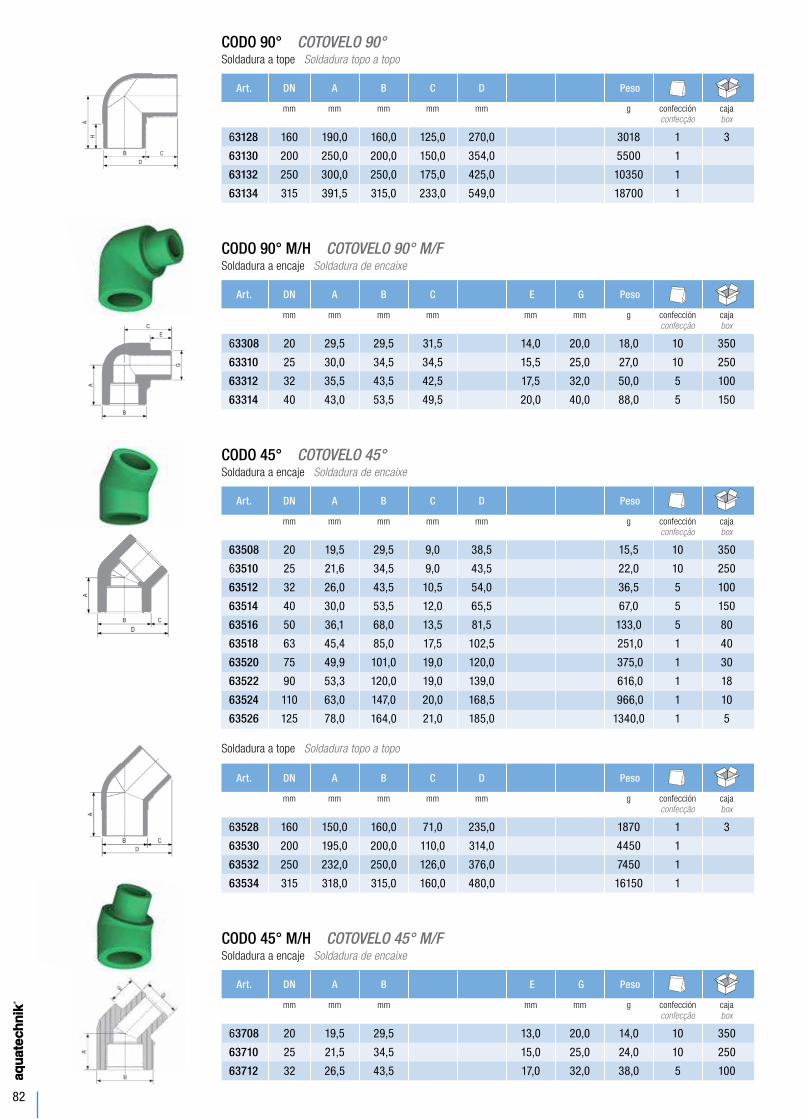
82
Art. DN A B C E G Peso
mm mm mm mm mm mm g confección caja confecção box
63308 20 29,5 29,5 31,5 14,0 20,0 18,0 10 350
63310 25 30,0 34,5 34,5 15,5 25,0 27,0 10 250
63312 32 35,5 43,5 42,5 17,5 32,0 50,0 5 100
63314 40 43,0 53,5 49,5 20,0 40,0 88,0 5 150
CODO 90° M/H COTOVELO 90° M/F Soldadura a encaje Soldadura de encaixe
Art. DN A B C D Peso mm mm mm mm mm g confección caja confecção box
63508 20 19,5 29,5 9,0 38,5 15,5 10 350
63510 25 21,6 34,5 9,0 43,5 22,0 10 250
63512 32 26,0 43,5 10,5 54,0 36,5 5 100
63514 40 30,0 53,5 12,0 65,5 67,0 5 150
63516 50 36,1 68,0 13,5 81,5 133,0 5 80
63518 63 45,4 85,0 17,5 102,5 251,0 1 40
63520 75 49,9 101,0 19,0 120,0 375,0 1 30
63522 90 53,3 120,0 19,0 139,0 616,0 1 18
63524 110 63,0 147,0 20,0 168,5 966,0 1 10
63526 125 78,0 164,0 21,0 185,0 1340,0 1 5
CODO 45° COTOVELO 45° Soldadura a encaje Soldadura de encaixe
Art. DN A B C D Peso mm mm mm mm mm g confección caja confecção box
63128 160 190,0 160,0 125,0 270,0 3018 1 3
63130 200 250,0 200,0 150,0 354,0 5500 1
63132 250 300,0 250,0 175,0 425,0 10350 1
63134 315 391,5 315,0 233,0 549,0 18700 1
CODO 90° COTOVELO 90° Soldadura a tope Soldadura topo a topo
Art. DN A B C D Peso mm mm mm mm mm g confección caja confecção box
63528 160 150,0 160,0 71,0 235,0 1870 1 3
63530 200 195,0 200,0 110,0 314,0 4450 1
63532 250 232,0 250,0 126,0 376,0 7450 1
63534 315 318,0 315,0 160,0 480,0 16150 1
Soldadura a tope Soldadura topo a topo
Art. DN A B E G Peso mm mm mm mm mm g confección caja confecção box
63708 20 19,5 29,5 13,0 20,0 14,0 10 350
63710 25 21,5 34,5 15,0 25,0 24,0 10 250
63712 32 26,5 43,5 17,0 32,0 38,0 5 100
CODO 45° M/H COTOVELO 45° M/F Soldadura a encaje Soldadura de encaixe

83
Art. DN A B C D E F Peso
mm mm mm mm mm mm mm g confección caja confecção box
64108 20 41,0 29,5 11,75 53,0 26,5 26,5 22,0 10 250
64110 25 47,0 34,5 12,75 60,0 30,0 30,0 33,0 10 150
64112 32 57,0 43,5 13,75 71,0 35,5 35,5 54,0 5 80
64114 40 69,5 53,5 16,25 86,0 43,0 43,0 99,0 5 100
64116 50 84,5 68,0 16,50 101,0 50,5 50,5 175,0 5 50
64118 63 103,5 85,0 18,50 122,0 61,0 61,0 371,0 1 30
64120 75 103,5 101,0 22,50 146,0 73,0 73,0 540,0 1 25
64122 90 140,0 120,0 20,00 160,0 80,0 80,0 924,0 1 16
64124 110 171,0 148,0 23,50 194,0 97,0 97,0 1611,0 1 10
64126 125 227,0 165,0 38,00 240,0 120,0 120,0 2655,0 1 4
TE TÊ Soldadura a encaje Soldadura de encaixe
Art. DN A B C D E F H Peso
mm mm mm mm mm mm mm mm g confección caja confecção box
64128 160 293,0 160,0 110,0 420,0 210,0 210,0 101,0 3800 1 2
64130 200 349,0 200,0 123,0 490,0 245,0 245,0 115,0 7500 1
64132 250 404,0 250,0 153,0 614,0 307,0 307,0 142,0 13890 1
64134 315 550,0 315,0 255,0 776,0 388,0 388,0 180,0 26400 1
Soldadura a tope Soldadura topo a topo
TE REDUCIDO TÊ REDUZIDO Soldadura a encaje Soldadura de encaixe
Art. DN A B C D E F Peso mm mm mm mm mm mm mm g confección caja confecção box
64218 20-25-20 47,0 34,5 13,0 60,0 30,0 30,0 42,6 10 150
64220 25-20-20 47,0 34,5 12,8 60,0 30,0 30,0 38,0 10 150
64222 25-20-25 47,0 34,5 12,8 60,0 30,0 30,0 35,5 10 150
64232 32-25-25 55,0 43,5 13,8 71,0 35,5 33,0 62,0 5 100
64234 32-20-25 55,0 34,5 18,3 71,0 35,5 33,0 61,0 5 100
64240 32-25-32 55,0 34,5 18,3 71,0 35,5 33,0 58,0 5 100
64242 40-20-40 62,0 34,5 25,8 86,0 43,0 35,3 102,5 5 120
64244 40-25-40 62,0 34,5 25,8 86,0 43,0 35,3 99,0 5 120
64245 40-32-32 70,0 53,5 16,3 86,0 43,0 43,0 123,5 5 100
64246 40-32-40 70,0 53,5 16,3 86,0 43,0 43,0 122,5 5 100
64247 50-20-50 78,0 34,5 33,3 101,0 50,5 44,0 225,0 5 60
64248 50-25-50 78,0 43,5 28,7 101,0 50,5 44,0 225,0 5 60
64250 50-32-50 78,0 43,5 28,7 101,0 50,5 44,0 225,0 5 60
64251 50-40-50 84,5 68,0 17,0 101,0 50,5 50,5 240,0 5 60
64252 63-20-63 95,0 34,5 43,8 122,0 61,0 52,5 410,0 1 35
64254 63-25-63 95,0 34,5 43,8 122,0 61,0 52,5 400,0 1 35
64256 63-32-63 95,0 53,5 43,8 122,0 61,0 52,5 410,0 1 35
64258 63-40-63 95,0 53,5 43,8 122,0 61,0 52,5 400,0 1 35
64260 63-50-63 103,5 85,0 18,5 122,0 61,0 61,0 465,0 1 30
64261 75-20-75 111,0 34,5 55,8 146,0 73,0 58,0 630,0 1 25
64262 75-25-75 111,0 34,5 55,8 146,0 73,0 58,0 630,0 1 25
64264 75-32-75 111,0 53,5 46,3 146,0 73,0 64,0 630,0 1 25
64266 75-40-75 115,5 53,5 46,3 146,0 73,0 64,0 630,0 1 25
64268 75-50-75 115,5 85,0 30,5 146,0 73,0 70,0 630,0 1 25
64270 75-63-75 123,5 85,0 30,5 146,0 73,0 70,0 680,0 1 16

84
CRUZ CRUZ Soldadura a encaje Soldadura de encaixe
Art. DN A B C D Peso
mm mm mm mm mm g confección caja confecção box
64308 20 26,0 29,5 11,3 40,8 29,0 10 400
64310 25 30,0 34,5 12,8 47,3 37,0 10 300
64312 32 35,5 43,5 13,8 57,3 67,5 5 150
64314 40 42,0 53,5 15,3 68,8 114,5 5 80
TAPÓN TAMPA Soldadura a encaje Soldadura de encaixe
Art. DN A B D Peso
mm mm mm mm g confección caja confecção box
65008 20 14,8 29,5 24,3 11,0 10 500
65010 25 17,3 34,5 26,5 13,5 10 450
65012 32 21,8 43,5 35,0 23,0 5 250
65014 40 26,8 53,5 37,7 45,0 5 350
65016 50 34,0 68,0 45,6 85,0 5 200
65018 63 42,5 85,0 55,8 160,0 1 80
65020 75 50,5 101,0 63,8 180,0 1 80
65022 90 60,0 120,0 73,3 305,0 1 50
65024 110 73,5 147,0 87,3 540,0 1 24
65026 125 82,0 164,0 93,0 860,0 1 12
Soldadura a tope Soldadura topo a topo
Art. DN A B C D E F G
Peso
Item Weight mm mm mm mm mm mm mm mm g confezione scatola pack box
64298 160-90-160 519,0 90,0 165,0 420,0 210,0 314,0 160,0 5100 1 2
64299 160-110-160 504,0 110,0 155,0 420,0 210,0 314,0 160,0 5100 1 2
64300 160-125-160 519,0 125,0 147,5 420,0 210,0 314,0 160,0 5000 1 2
64302 200-160-200 584,0 160,0 165,0 490,0 245,0 420,0 200,0 9500 1
64306 250-160-250 693,0 160,0 225,0 610,0 305,0 480,0 250,0 17800 1
64307 250-200-250 700,0 200,0 205,0 610,0 305,0 480,0 250,0 17800 1
643094 315-200-315 860,0 200,0 288,0 776,0 388,0 700,0 315,0 35500 1
643096 315-250-315 885,0 250,0 263,0 776,0 388,0 700,0 315,0 35200 1
TE REDUCIDO TÊ REDUZIDO Soldadura a encaje Soldadura de encaixe
Art. DN A B C D E F
Peso Item Weight mm mm mm mm mm mm mm g confezione scatola pack box
64280 90-50-90 134,0 85,0 37,5 160,0 80,0 74,0 815,0 1 16
64282 90-63-90 134,0 85,0 37,5 160,0 80,0 74,0 780,0 1 16
64284 90-75-90 140,0 120,0 20,0 160,0 80,0 80,0 915,0 1 16
64286 110-63-110 159,5 101,0 46,5 194,0 97,0 85,7 1650,0 1 10
64288 110-75-110 159,5 101,0 46,5 194,0 97,0 85,7 1620,0 1 10
64290 110-90-110 171,0 147,0 23,5 194,0 97,0 97,0 1780,0 1 10
64294 125-90-125 227,0 120,0 62,0 244,0 122,0 104,0 2510,0 1 5
64296 125-110-125 214,0 147,0 48,5 244,0 122,0 110,0 2560,0 1 5
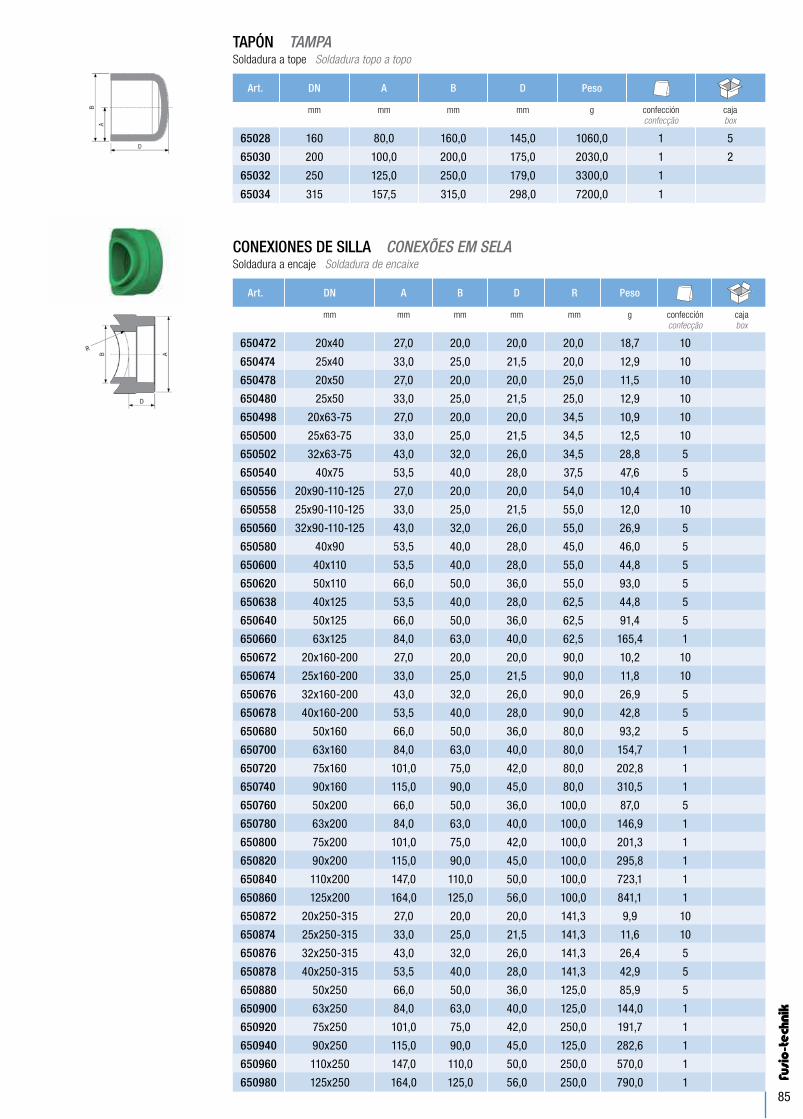
85
TAPÓN TAMPA Soldadura a tope Soldadura topo a topo
Art. DN A B D Peso
mm mm mm mm g confección caja confecção box
65028 160 80,0 160,0 145,0 1060,0 1 5
65030 200 100,0 200,0 175,0 2030,0 1 2
65032 250 125,0 250,0 179,0 3300,0 1
65034 315 157,5 315,0 298,0 7200,0 1
CONEXIONES DE SILLA CONEXÕES EM SELA Soldadura a encaje Soldadura de encaixe
Art. DN A B D R Peso
mm mm mm mm mm g confección caja confecção box
650472 20x40 27,0 20,0 20,0 20,0 18,7 10
650474 25x40 33,0 25,0 21,5 20,0 12,9 10
650478 20x50 27,0 20,0 20,0 25,0 11,5 10
650480 25x50 33,0 25,0 21,5 25,0 12,9 10
650498 20x63-75 27,0 20,0 20,0 34,5 10,9 10
650500 25x63-75 33,0 25,0 21,5 34,5 12,5 10
650502 32x63-75 43,0 32,0 26,0 34,5 28,8 5
650540 40x75 53,5 40,0 28,0 37,5 47,6 5
650556 20x90-110-125 27,0 20,0 20,0 54,0 10,4 10
650558 25x90-110-125 33,0 25,0 21,5 55,0 12,0 10
650560 32x90-110-125 43,0 32,0 26,0 55,0 26,9 5
650580 40x90 53,5 40,0 28,0 45,0 46,0 5
650600 40x110 53,5 40,0 28,0 55,0 44,8 5
650620 50x110 66,0 50,0 36,0 55,0 93,0 5
650638 40x125 53,5 40,0 28,0 62,5 44,8 5
650640 50x125 66,0 50,0 36,0 62,5 91,4 5
650660 63x125 84,0 63,0 40,0 62,5 165,4 1
650672 20x160-200 27,0 20,0 20,0 90,0 10,2 10
650674 25x160-200 33,0 25,0 21,5 90,0 11,8 10
650676 32x160-200 43,0 32,0 26,0 90,0 26,9 5
650678 40x160-200 53,5 40,0 28,0 90,0 42,8 5
650680 50x160 66,0 50,0 36,0 80,0 93,2 5
650700 63x160 84,0 63,0 40,0 80,0 154,7 1
650720 75x160 101,0 75,0 42,0 80,0 202,8 1
650740 90x160 115,0 90,0 45,0 80,0 310,5 1
650760 50x200 66,0 50,0 36,0 100,0 87,0 5
650780 63x200 84,0 63,0 40,0 100,0 146,9 1
650800 75x200 101,0 75,0 42,0 100,0 201,3 1
650820 90x200 115,0 90,0 45,0 100,0 295,8 1
650840 110x200 147,0 110,0 50,0 100,0 723,1 1
650860 125x200 164,0 125,0 56,0 100,0 841,1 1
650872 20x250-315 27,0 20,0 20,0 141,3 9,9 10
650874 25x250-315 33,0 25,0 21,5 141,3 11,6 10
650876 32x250-315 43,0 32,0 26,0 141,3 26,4 5
650878 40x250-315 53,5 40,0 28,0 141,3 42,9 5
650880 50x250 66,0 50,0 36,0 125,0 85,9 5
650900 63x250 84,0 63,0 40,0 125,0 144,0 1
650920 75x250 101,0 75,0 42,0 250,0 191,7 1
650940 90x250 115,0 90,0 45,0 125,0 282,6 1
650960 110x250 147,0 110,0 50,0 250,0 570,0 1
650980 125x250 164,0 125,0 56,0 250,0 790,0 1

86
Art. DN B C D H G I Peso mm mm mm mm mm mm mm g confección caja confecção box
65208 20 34,2 6,2 38,5 30,0 27,0 28,5 13,5 10 1000
65210 25 42,2 6,7 41,5 32,0 33,5 34,0 22,0 10 400
65212 32 52,0 7,5 52,0 40,0 41,0 41,2 37,5 10 300
65214 40 64,5 8,7 58,5 45,0 50,0 50,5 56,5 5 200
65216 50 78,0 10,0 64,5 48,5 60,5 63,5 73,5 5 100
65218 63 97,0 10,0 75,5 56,0 77,5 81,5 135,0 1 50
65220 75 115,0 15,0 86,0 63,0 91,5 93,5 246,0 1 40
65222 90 132,0 18,0 98,0 71,0 107,5 110,0 379,0 1 25
65224 110 155,0 22,0 107,0 75,0 133,0 136,0 556,0 1 16
65226 125 182,0 25,0 116,0 80,0 156,0 166,0 1000,0 1 12
COLLAR PARA SOLDAR COLAR DE SOLDA Soldadura a encaje Soldadura de encaixe
Art. DN B C D H G I Peso mm mm mm mm mm mm mm g confección caja confecção box
65228 160 212,5 25,5 183,0 145,0 160,0 173,5 1530,0 1 4
65230 200 268,0 32,5 204,0 159,0 200,0 232,0 2800,0 1 4
65232 250 320,0 35,0 207,0 132,0 250,0 285,0 4370,0 1
65234 315 370,0 35,0 275,0 152,0 315,0 335,0 9000,0 1
Soldadura a tope Soldadura topo a topo
UNIÓN DIRECTA ENGATE DIRETOSoldadura a encaje Soldadura de encaixe
Art. DN A B C D H G Peso mm mm mm mm mm mm mm g confección caja confecção box
65132 20x50~315 14,8 29,5 10,0 41,2 31,2 20,0 12,5 10 1000
65134 25x63~315 17,3 34,5 11,0 43,5 32,5 25,0 18,5 10 500
65136 32x75~315 21,8 43,5 12,0 51,0 39,0 32,0 31,0 5 400
65138 40x90~315 26,8 53,5 14,0 56,0 42,0 40,0 73,0 5 200
UNIÓN DIRECTA ROSCADA H ENGATE DIRETO ROSCADO FSoldadura a encaje Soldadura de encaixe
Art. DN A B C D F G Peso mm mm mm mm mm mm mm g confección caja confecção box
65152 F½”x50~315 18,5 37,0 10,0 47,0 37,0 20,0 33,0 5 200
65154 F¾”x50~315 22,0 44,0 11,0 49,0 38,0 25,0 44,0 5 150
UNIÓN DIRECTA FUSIO-TECHNIK CON DERIVACIÓN SAFETY ENGATE DIRETO FUSIO-TECHNIK COM DERIVAÇÃO SAFETYSoldadura a encaje Soldadura de encaixe
Art. DN A B C D F G Peso mm mm mm mm mm mm mm g confección caja confecção box
65170 sm16x50~315 18,5 37,0 10,0 75,0 37,0 20,0 113,0 5 150
65172 sm20x50~315 18,5 37,0 10,0 76,2 37,0 20,0 143,0 5
65174 sm26x63~315 22,0 44,0 11,0 80,5 38,0 25,0 212,0 5
sm = Rosca macho safety Rosca macho safety

87
BRIDAS DE COLLAR FLANGE EM COLAR
Art. DN D E F G H Peso
Agujeros Buracos mm mm mm mm mm mm g n° confección caja confecção box
65266 20 106,0 65,0 28,0 14,0 17,0 360,0 4 1 30
65268 25 118,0 75,0 34,0 14,0 17,0 460,0 4 1 25
65270 32 122,0 85,0 42,0 14,0 18,0 500,0 4 1 25
65272 40 142,0 100,0 51,0 18,0 18,0 550,0 4 1 20
65274 50 156,0 110,0 62,0 18,0 19,0 750,0 4 1 20
65276 63 171,0 125,0 78,0 18,0 20,0 900,0 4 1 15
65278 75 191,0 145,0 92,0 18,0 21,0 1100,0 4 1 10
65280 90 206,0 160,0 108,0 18,0 21,0 1300,0 8 1 8
65282 110 226,0 180,0 135,0 18,0 23,0 1360,0 8 1 5
65284 125 261,0 210,0 158,0 18,0 25,0 1740,0 8 1 5
65286 160 296,0 240,0 178,0 22,0 28,0 1800,0 8 1 4
65290 200 350,0 295,0 235,0 22,0 32,0 2400,0 8 1 4
65292 250 412,0 350,0 288,0 22,0 34,0 3450,0 12 1 1
65294 315 445,0 400,0 338,0 22,0 36,0 7150,0 12 1 1
Art. DN B D E Peso mm mm mm mm g confección caja confecção box
65414 20 20,0 385,0 56,0 61,0 10 250
65416 25 25,0 385,0 61,0 93,0 10 70
65418 32 32,0 385,0 68,0 152,0 5 40
SOBREPASO FASER FIBER-T DERIVAÇÃO FASER FIBER-TSoldadura a encaje Soldadura de encaixe
SOBREPASO FASER FIBER-COND DERIVAÇÃO FASER FIBER-CONDSoldadura a encaje Soldadura de encaixe
Art. DN B D E Peso mm mm mm mm g confección caja confecção box
65420 20 20,0 385,0 56,0 61,0 10 250
65422 25 25,0 385,0 61,0 93,0 10 70
65424 32 32,0 385,0 68,0 107,0 5 40
Art. DN B D E Peso mm mm mm mm g confección caja confecção box
65408 20 20,0 385,0 56,0 70,5 10 250
65410 25 25,0 385,0 61,0 108,0 10 70
65412 32 32,0 385,0 68,0 178,0 5 40
SOBREPASO DERIVAÇÃOSoldadura a encaje Soldadura de encaixe

88
UNIÓN ROSCADA H con asiento hexagonal JUNTA ROSCADA F hexagonalSoldadura a encaje Soldadura de encaixe
Art. DN A B C D G H CH Peso mm mm mm mm mm mm mm mm g confección caja confecção box
66108 F½”-20 19,3 38,5 15,0 51,0 33,5 10,0 24,0 83,0 10 200
66109 F¾”-20 22,3 44,5 15,0 51,0 33,5 10,0 31,0 115,0 10 150
66110 F¾”-25 22,3 44,5 16,0 51,0 39,0 10,0 31,0 110,0 10 150
66112 F1”-32 29,0 58,0 18,5 60,5 43,5 14,5 39,0 235,0 5 80
66114 F1¼”-40 37,0 74,0 22,5 64,5 53,5 14,5 48,0 337,0 5 50
66116 F1½”-50 39,5 79,0 25,5 67,5 72,0 14,5 56,0 410,0 1 40
66118 F2”-63 46,5 93,0 27,5 74,5 85,0 16,5 67,0 568,0 1 25
66120 F2½”-75 58,5 117,0 31,5 85,5 100,0 21,5 88,0 1107,0 1 15
66122 F3”-90 64,5 129,0 39,0 98,5 123,5 23,5 95,0 1286,0 1 12
66124 F4”-110 81,8 163,5 39,0 111,0 149,0 30,0 120,0 1933,0 1 6
66126 F5”-125 108,0 216,0 39,0 114,0 166,0 15,0 149,0 3526,0 1 4
UNIÓN ROSCADA H JUNTA ROSCADA FSoldadura a encaje Soldadura de encaixe
Art. DN A B C D G Peso mm mm mm mm mm mm g confección caja confecção box
66008 F½”-20 19,2 38,5 15,5 41,0 33,5 60,5 10 200
66009 F½”-25 19,2 38,5 17,0 41,0 33,5 62,5 10 200
66010 F¾”-25 22,2 44,5 15,5 41,0 39,0 80,0 10 200
66011 F¾”-20 22,2 44,5 15,5 41,0 35,0 90,0 10 200
66013 F¾”-32 22,2 44,5 18,0 41,0 40,0 91,0 5 150
SOBREPASO EXCÉNTRICO M/M DERIVAÇÃO CAME M/M Soldadura a encaje Soldadura de encaixe
Art. DN B D E H L Peso mm mm mm mm mm mm g confección caja confecção box
65428 20 20,0 385,0 56,0 149,5 235,5 70,5 10 250
SOBREPASO MOLDEADO M/H DERIVAÇÃO MOLDADA M/FSoldadura a encaje Soldadura de encaixe
Art. DN B D E G Peso mm mm mm mm mm g confección caja confecção box
65438 20 20,0 94,0 65,0 29,0 33,0 10 400
CURVA 90° H/H CURVE 90° F/FSoldadura a encaje Soldadura de encaixe
Art. DN B D Peso mm mm mm g confección caja confecção box
65458 20 29,0 75,0 32,0 1 400
65460 25 34,0 83,5 41,0 1 300

89
UNIÓN ROSCADA H para soldar macho JUNTA ROSCADA F de solda tipo machoSoldadura a encaje Soldadura de encaixe
Art. DN A B C D F G Peso mm mm mm mm mm mm mm g confección caja confecção box
66150 F½”-20 19,2 38,5 14,5 39,5 25,0 20,0 67,0 10 200
Art. DN A B C D G H CH Peso mm mm mm mm mm mm mm mm g confección caja confecção box
66158 F½”-20 19,2 38,5 14,5 49,5 20,0 10,0 24,0 80,0 10 200
UNIÓN ROSCADA H para soldar macho, con asiento hexagonal JUNTA ROSCADA F de solda tipo macho hexagonalSoldadura a encaje Soldadura de encaixe
UNIÓN ROSCADA M con asiento hexagonal JUNTA ROSCADA M hexagonalSoldadura a encaje Soldadura de encaixe
Art. DN A B C D G H CH Peso mm mm mm mm mm mm mm mm g confección caja confecção box
66308 M½”-20 19,2 38,5 15,0 67,0 33,5 10,0 22,0 109,0 10 200
66310 M¾”-20 19,2 38,5 15,0 68,0 33,5 10,0 27,0 139,0 10 150
66311 M¾”-25 19,2 38,5 15,0 68,0 33,5 10,0 27,0 141,0 10 150
66312 M1”-32 26,0 52,0 18,5 76,5 43,5 14,5 34,0 226,0 5 70
66314 M1¼”-40 34,0 68,0 22,5 86,0 53,5 14,5 43,0 387,0 5 50
66316 M1½”-50 36,5 73,0 25,5 91,5 67,5 14,5 49,0 418,0 5 40
66318 M2”-63 43,5 87,0 33,5 96,0 85,0 14,0 61,0 570,0 1 20
66320 M2½”-75 51,5 103,0 39,5 106,0 101,0 14,0 76,0 1010,0 1 20
66321 M2½”-90 51,5 103,0 37,0 109,0 120,0 15,0 76,0 1080,0 1 15
66322 M3”-90 65,0 130,0 44,5 119,5 149,0 15,0 91,0 1780,0 1 6
66324 M3”-110 66,0 130,0 44,5 119,5 149,0 15,0 91,0 1671,0 1 6
66325 M4”-110 81,5 163,0 39,0 148,0 149,0 29,0 115,0 2850,0 1 4
66326 M5”-125 108,0 216,0 39,0 161,0 165,0 15,0 150,0 4430,0 1 4
UNIÓN ROSCADA M JUNTA ROSCADA MSoldadura a encaje Soldadura de encaixe
Art. DN A B C D G Peso mm mm mm mm mm mm g confección caja confecção box
66208 M½”-20 19,2 38,5 15,5 57,0 33,5 78,0 10 200
66209 M½”-25 19,2 38,5 17,0 57,0 37,0 77,5 10 200
66210 M¾”-25 19,2 38,5 17,0 58,0 37,0 102,0 10 200
66211 M¾”-20 19,2 38,5 15,5 58,0 35,0 100,0 10 200
66213 M¾”-32 19,2 38,5 19,0 60,0 42,0 107,0 5 150
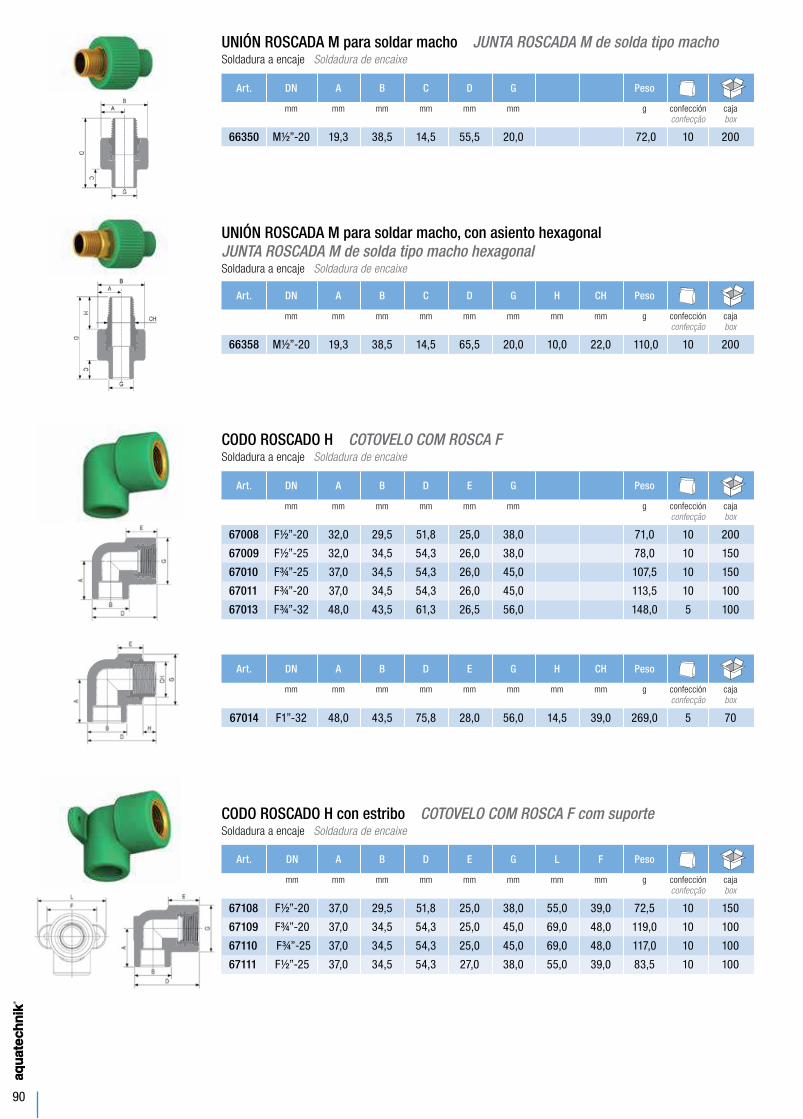
90
CODO ROSCADO H COTOVELO COM ROSCA FSoldadura a encaje Soldadura de encaixe
Art. DN A B D E G Peso mm mm mm mm mm mm g confección caja confecção box
67008 F½”-20 32,0 29,5 51,8 25,0 38,0 71,0 10 200
67009 F½”-25 32,0 34,5 54,3 26,0 38,0 78,0 10 150
67010 F¾”-25 37,0 34,5 54,3 26,0 45,0 107,5 10 150
67011 F¾”-20 37,0 34,5 54,3 26,0 45,0 113,5 10 100
67013 F¾”-32 48,0 43,5 61,3 26,5 56,0 148,0 5 100
Art. DN A B D E G H CH Peso mm mm mm mm mm mm mm mm g confección caja confecção box
67014 F1”-32 48,0 43,5 75,8 28,0 56,0 14,5 39,0 269,0 5 70
Art. DN A B D E G L F Peso mm mm mm mm mm mm mm mm g confección caja confecção box
67108 F½”-20 37,0 29,5 51,8 25,0 38,0 55,0 39,0 72,5 10 150
67109 F¾”-20 37,0 34,5 54,3 25,0 45,0 69,0 48,0 119,0 10 100
67110 F¾”-25 37,0 34,5 54,3 25,0 45,0 69,0 48,0 117,0 10 100
67111 F½”-25 37,0 34,5 54,3 27,0 38,0 55,0 39,0 83,5 10 100
CODO ROSCADO H con estribo COTOVELO COM ROSCA F com suporteSoldadura a encaje Soldadura de encaixe
UNIÓN ROSCADA M para soldar macho JUNTA ROSCADA M de solda tipo machoSoldadura a encaje Soldadura de encaixe
Art. DN A B C D G Peso mm mm mm mm mm mm g confección caja confecção box
66350 M½”-20 19,3 38,5 14,5 55,5 20,0 72,0 10 200
UNIÓN ROSCADA M para soldar macho, con asiento hexagonal JUNTA ROSCADA M de solda tipo macho hexagonalSoldadura a encaje Soldadura de encaixe
Art. DN A B C D G H CH Peso mm mm mm mm mm mm mm mm g confección caja confecção box
66358 M½”-20 19,3 38,5 14,5 65,5 20,0 10,0 22,0 110,0 10 200

91
CODO ROSCADO H para soldar macho COTOVELO COM ROSCA F solda machoSoldadura a encaje Soldadura de encaixe
Art. DN A B D E G Peso mm mm mm mm mm mm g confección caja confecção box
67208 F½”-20 37,5 20,0 51,8 25,0 38,0 72,0 10 200
CODO ROSCADO M COTOVELO COM ROSCA MSoldadura a encaje Soldadura de encaixe
Art. DN A B D E G I Peso mm mm mm mm mm mm mm g confección caja confecção box
67500 M½”-25 37,0 34,5 70,3 25,0 39,0 54,3 94,0 10 200
67508 M½”-20 31,0 29,5 67,8 25,0 39,0 51,8 90,0 10 150
67509 M¾”-20 37,0 34,5 71,3 26,0 39,0 54,3 132,0 10 150
67510 M¾”-25 37,0 34,5 71,3 26,0 39,0 54,3 121,0 10 100
67511 M¾”-32 48,0 43,5 78,3 26,0 50,0 61,3 172,0 5 100
Art. DN A B D E G I CH Peso mm mm mm mm mm mm mm mm g confección caja confecção box
67512 M1”-32 48,0 43,5 91,8 28,0 50,0 61,3 34,0 269,0 5 50
KIT TERMINAL DOBLE KIT DOBRO TREMINALSoldadura a encaje Soldadura de encaixe
Art. DN A B D E H L Peso mm mm mm mm mm mm mm g confección caja confecção box
67178 F½”-20 52,0 80,0 220,0 98,5 55,5 150,0 279,5 1
Art. DN A B D E H L Peso mm mm mm mm mm mm mm g confección caja confecção box
67190 F½”-25 35,0 38,0 187,5 71,0 55,5 150,0 181,8 1
FIJACIÓN TERMINAL CON DOBLE CODO ESTRIBO TERMINAL COM COTOVELO INTEGRADO DOBROSoldadura a encaje Soldadura de encaixe

92
RACOR RECTO BOCAL RETOSoldadura a encaje Soldadura de encaixe
Art. DN A B C D G I HH CHH Peso mm mm mm mm mm mm mm mm mm g confección caja confecção box
69010 F¾”-20 19,2 33,5 15,5 41,0 38,5 64,5 14,0 30,0 127,0 5 200
69011 F¾”-25 19,2 33,5 17,0 41,0 38,5 66,0 14,0 30,0 131,0 5 150
69012 F1”-25 22,2 39,0 15,5 41,0 44,5 68,0 16,0 38,0 202,0 5 150
69013 F1”-32 22,2 34,5 18,0 41,0 44,5 71,5 16,0 38,0 203,0 5 100
Art. DN A B C D G I H CH HH CHH Peso mm mm mm mm mm mm mm mm mm mm mm g confección caja confecção box
69014 F1¼”-32 29,0 43,5 18,5 60,5 58,0 90,0 14,5 39,0 20,0 46,0 424,0 5 50
TE ROSCADA H TÊ COM ROSCA FSoldadura a encaje Soldadura de encaixe
Art. DN A B C D E F G Peso mm mm mm mm mm mm mm mm g confección caja confecção box
68008 20-F½”-20 62,0 29,5 12,0 51,8 22,3 31,0 38,0 78,0 10 150
68009 20-F¾”-20 62,0 29,5 8,5 51,8 22,3 31,0 45,0 104,0 10 100
68010 25-F¾”-25 74,0 34,5 14,5 54,3 19,8 37,0 45,0 114,0 10 100
68011 25-F½”-25 69,0 34,5 18,0 54,3 19,8 37,0 38,0 85,0 10 100
68014 32-F¾”-32 96,0 43,5 20,0 61,3 17,8 48,0 56,0 170,0 5 50
Art. DN A B C D E F G H CH Peso mm mm mm mm mm mm mm mm mm mm g confección caja confecção box
68016 32-F1”-32 96,0 43,5 20,0 75,8 17,8 48,0 56,0 14,5 39,0 283,0 5 50
TE ROSCADA M TÊ COM ROSCA MSoldadura a encaje Soldadura de encaixe
Art. DN A B D E F G Peso mm mm mm mm mm mm mm g confección caja confecção box
68508 20-M½”-20 62,0 29,5 67,8 22,3 31,0 38,0 110,0 10 150
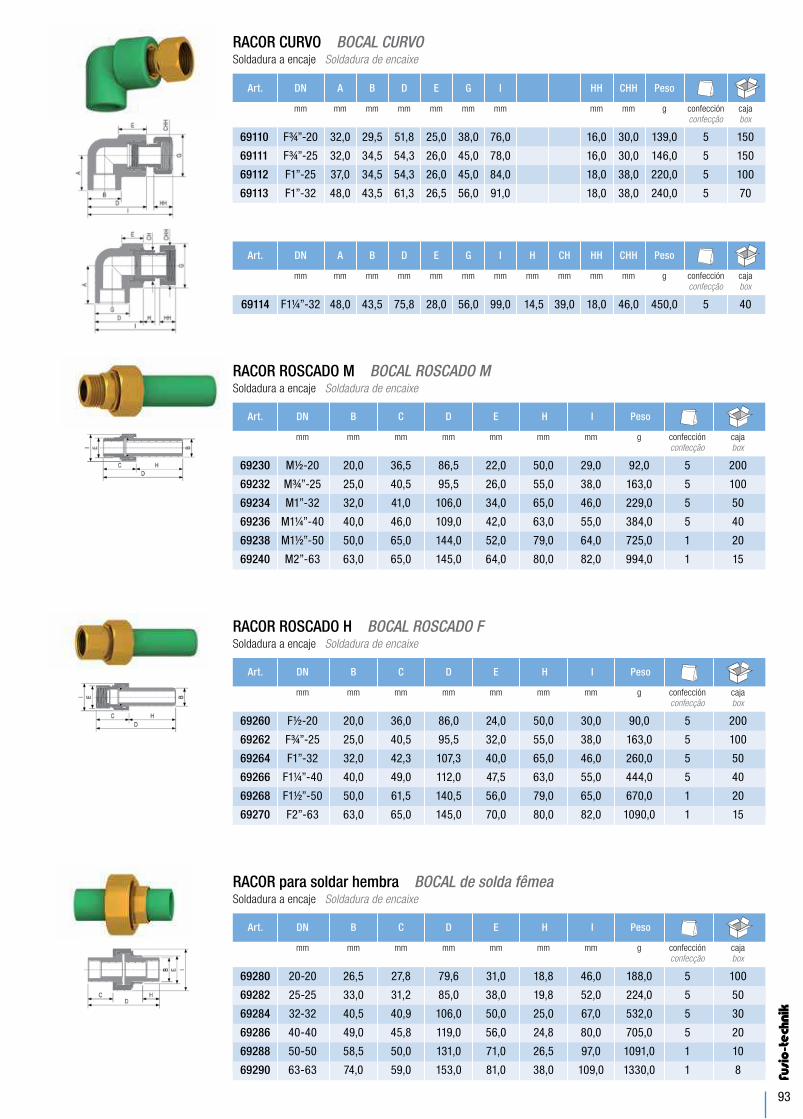
93
RACOR CURVO BOCAL CURVOSoldadura a encaje Soldadura de encaixe
Art. DN A B D E G I HH CHH Peso mm mm mm mm mm mm mm mm mm g confección caja confecção box
69110 F¾”-20 32,0 29,5 51,8 25,0 38,0 76,0 16,0 30,0 139,0 5 150
69111 F¾”-25 32,0 34,5 54,3 26,0 45,0 78,0 16,0 30,0 146,0 5 150
69112 F1”-25 37,0 34,5 54,3 26,0 45,0 84,0 18,0 38,0 220,0 5 100
69113 F1”-32 48,0 43,5 61,3 26,5 56,0 91,0 18,0 38,0 240,0 5 70
Art. DN A B D E G I H CH HH CHH Peso mm mm mm mm mm mm mm mm mm mm mm g confección caja confecção box
69114 F1¼”-32 48,0 43,5 75,8 28,0 56,0 99,0 14,5 39,0 18,0 46,0 450,0 5 40
RACOR ROSCADO M BOCAL ROSCADO MSoldadura a encaje Soldadura de encaixe
Art. DN B C D E H I Peso mm mm mm mm mm mm mm g confección caja confecção box
69230 M½-20 20,0 36,5 86,5 22,0 50,0 29,0 92,0 5 200
69232 M¾”-25 25,0 40,5 95,5 26,0 55,0 38,0 163,0 5 100
69234 M1”-32 32,0 41,0 106,0 34,0 65,0 46,0 229,0 5 50
69236 M1¼”-40 40,0 46,0 109,0 42,0 63,0 55,0 384,0 5 40
69238 M1½”-50 50,0 65,0 144,0 52,0 79,0 64,0 725,0 1 20
69240 M2”-63 63,0 65,0 145,0 64,0 80,0 82,0 994,0 1 15
RACOR para soldar hembra BOCAL de solda fêmeaSoldadura a encaje Soldadura de encaixe
Art. DN B C D E H I Peso mm mm mm mm mm mm mm g confección caja confecção box
69280 20-20 26,5 27,8 79,6 31,0 18,8 46,0 188,0 5 100
69282 25-25 33,0 31,2 85,0 38,0 19,8 52,0 224,0 5 50
69284 32-32 40,5 40,9 106,0 50,0 25,0 67,0 532,0 5 30
69286 40-40 49,0 45,8 119,0 56,0 24,8 80,0 705,0 5 20
69288 50-50 58,5 50,0 131,0 71,0 26,5 97,0 1091,0 1 10
69290 63-63 74,0 59,0 153,0 81,0 38,0 109,0 1330,0 1 8
RACOR ROSCADO H BOCAL ROSCADO FSoldadura a encaje Soldadura de encaixe
Art. DN B C D E H I Peso mm mm mm mm mm mm mm g confección caja confecção box
69260 F½-20 20,0 36,0 86,0 24,0 50,0 30,0 90,0 5 200
69262 F¾”-25 25,0 40,5 95,5 32,0 55,0 38,0 163,0 5 100
69264 F1”-32 32,0 42,3 107,3 40,0 65,0 46,0 260,0 5 50
69266 F1¼”-40 40,0 49,0 112,0 47,5 63,0 55,0 444,0 5 40
69268 F1½”-50 50,0 61,5 140,5 56,0 79,0 65,0 670,0 1 20
69270 F2”-63 63,0 65,0 145,0 70,0 80,0 82,0 1090,0 1 15

94
Art. DN B C D H Peso mm mm mm mm mm g confección caja confecção box
69508 20 33,0 35,0 70,0 52,0 54,0 10 250
69510 25 38,5 35,0 70,0 58,0 54,0 10 200
69512 32 45,5 35,0 70,0 65,0 75,0 10 150
69514 40 55,0 42,5 85,0 75,0 112,0 5 100
69516 50 68,0 44,0 88,0 87,0 150,0 5 75
69518 63 82,0 49,0 98,0 100,0 220,0 5 50
69520 75 98,0 62,5 125,0 114,0 341,0 1 40
69522 90 113,0 73,0 146,0 130,0 500,0 1 24
69524 110 136,0 77,5 155,0 144,0 663,0 1 12
69526 125 156,5 83,0 166,0 167,0 1000,0 1 6
69528 160 190,0 87,5 175,0 201,5 1500,0 1 4
69530 200 232,0 92,5 185,0 243,0 2171,0 1 4
69532 250 296,0 106,0 212,0 300,0 4461,0 1 1
69534 315 372,5 120,0 240,0 373,0 1 1
MANGUITO ELÉCTRICO ACOPLAMENTO ELÉTRICOSoldadura eléctrica Soldadura elétrica
Art. DN A B D Peso mm mm mm mm g confección caja confecção box
69314 F½” 11,3 22,5 32,5 44,0 5 200
VIROLA ABRAÇADEIRA DE SUBSTITUIÇÃOSoldadura a encaje Soldadura de encaixe
Art. DN A B D E F Peso mm mm mm mm mm mm g confección caja confecção box
69350 7-11 7,3 11,3 80,0 40,0 40,0 6,0 10 1000
VÁSTAGO DE PP-R HASTE EM PP-RSoldadura a encaje Soldadura de encaixe
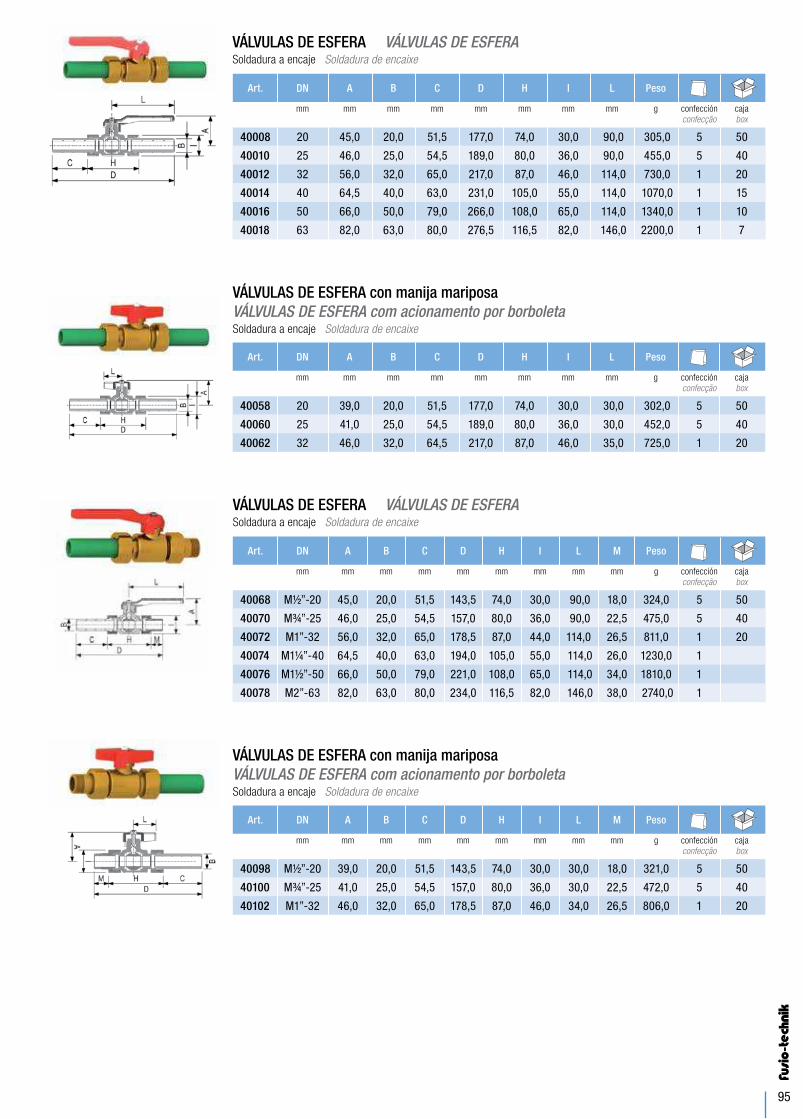
95
VÁLVULAS DE ESFERA VÁLVULAS DE ESFERA Soldadura a encaje Soldadura de encaixe
Art. DN A B C D H I L Peso mm mm mm mm mm mm mm mm g confección caja confecção box
40008 20 45,0 20,0 51,5 177,0 74,0 30,0 90,0 305,0 5 50
40010 25 46,0 25,0 54,5 189,0 80,0 36,0 90,0 455,0 5 40
40012 32 56,0 32,0 65,0 217,0 87,0 46,0 114,0 730,0 1 20
40014 40 64,5 40,0 63,0 231,0 105,0 55,0 114,0 1070,0 1 15
40016 50 66,0 50,0 79,0 266,0 108,0 65,0 114,0 1340,0 1 10
40018 63 82,0 63,0 80,0 276,5 116,5 82,0 146,0 2200,0 1 7
VÁLVULAS DE ESFERA con manija mariposa VÁLVULAS DE ESFERA com acionamento por borboletaSoldadura a encaje Soldadura de encaixe
Art. DN A B C D H I L Peso mm mm mm mm mm mm mm mm g confección caja confecção box
40058 20 39,0 20,0 51,5 177,0 74,0 30,0 30,0 302,0 5 50
40060 25 41,0 25,0 54,5 189,0 80,0 36,0 30,0 452,0 5 40
40062 32 46,0 32,0 64,5 217,0 87,0 46,0 35,0 725,0 1 20
VÁLVULAS DE ESFERA VÁLVULAS DE ESFERA Soldadura a encaje Soldadura de encaixe
Art. DN A B C D H I L M Peso mm mm mm mm mm mm mm mm mm g confección caja confecção box
40068 M½”-20 45,0 20,0 51,5 143,5 74,0 30,0 90,0 18,0 324,0 5 50
40070 M¾”-25 46,0 25,0 54,5 157,0 80,0 36,0 90,0 22,5 475,0 5 40
40072 M1”-32 56,0 32,0 65,0 178,5 87,0 44,0 114,0 26,5 811,0 1 20
40074 M1¼”-40 64,5 40,0 63,0 194,0 105,0 55,0 114,0 26,0 1230,0 1
40076 M1½”-50 66,0 50,0 79,0 221,0 108,0 65,0 114,0 34,0 1810,0 1
40078 M2”-63 82,0 63,0 80,0 234,0 116,5 82,0 146,0 38,0 2740,0 1
VÁLVULAS DE ESFERA con manija mariposa VÁLVULAS DE ESFERA com acionamento por borboletaSoldadura a encaje Soldadura de encaixe
Art. DN A B C D H I L M Peso mm mm mm mm mm mm mm mm mm g confección caja confecção box
40098 M½”-20 39,0 20,0 51,5 143,5 74,0 30,0 30,0 18,0 321,0 5 50
40100 M¾”-25 41,0 25,0 54,5 157,0 80,0 36,0 30,0 22,5 472,0 5 40
40102 M1”-32 46,0 32,0 65,0 178,5 87,0 46,0 34,0 26,5 806,0 1 20

96
VÁLVULAS DE ESFERA VÁLVULAS DE ESFERA Soldadura a encaje Soldadura de encaixe
Art. DN B C D E L Peso mm mm mm mm mm mm g confección caja confecção box
40228 20 30,0 23,0 73,5 72,0 66,0 122,0 5 100
40230 25 35,8 25,0 77,5 72,0 66,0 163,0 5 80
40232 32 44,5 25,0 89,0 80,0 76,5 204,0 1 40
VÁLVULAS DE ESFERA VÁLVULAS DE ESFERA Soldadura a encaje Soldadura de encaixe
Art. DN B C D E L Peso mm mm mm mm mm mm g confección caja confecção box
40234 40 59,0 29,0 98,0 104,0 109,5 362,0 1 25
40236 50 74,0 35,0 111,0 112,0 109,5 524,0 1 15
40238 63 90,0 35,0 130,0 150,0 150,0 980,0 1 8
40240 75 103,0 42,0 151,5 180,0 150,0 1494,0 1 6
40242 90 110,0 46,0 185,5 210,0 240,0 2310,0 1 1
40244 110 130,0 50,0 213,0 245,0 240,0 3144,0 1 1
40246 125 155,0 68,0 235,0 245,0 240,0 4726,0 1 1
Art. DN A B C D E L Peso mm mm mm mm mm mm mm g confección caja confecção box
40258 20 50,5 26,5 14,3 141,0 80,3 62,0 168,5 1 25
40260 25 60,0 33,0 16,8 159,0 91,0 73,0 252,5 1 20
40262 32 68,0 40,5 27,5 181,0 106,0 81,5 351,0 1 15
40264 40 83,0 49,0 32,8 205,1 130,5 98,0 563,0 1 10
40266 50 97,0 58,5 35,5 226,0 151,5 110,0 795,0 1 8
40268 63 120,0 77,5 45,5 264,0 173,0 128,0 1482,0 1
VÁLVULAS DE ESFERA CON CUERPO Y ESFERA DE PP-R VÁLVULAS DE ESFERA COM CORPO E ESFERA EM PP-R Soldadura a encaje Soldadura de encaixe
GRIFO DE PARADA TORNEIRA DE BLOQUEIO Soldadura a encaje Soldadura de encaixe
Art. DN A B C D E L Peso mm mm mm mm mm mm mm g confección caja confecção box
40719 20 45,5 34,0 21,0 87,0 96,0 59,0 251,0 1 40
40721 25 45,5 34,0 21,0 87,0 96,0 59,0 244,0 1 40
40723 32 56,8 43,5 21,0 96,0 116,8 59,0 434,0 1 30
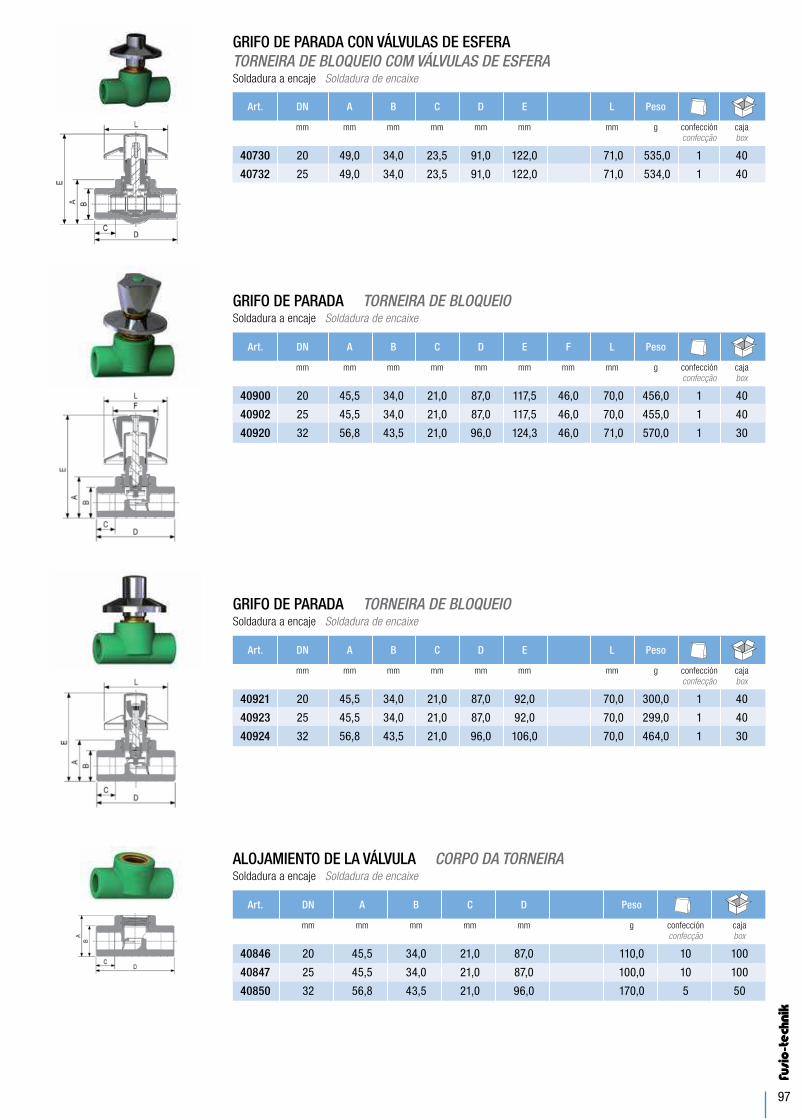
97
GRIFO DE PARADA TORNEIRA DE BLOQUEIOSoldadura a encaje Soldadura de encaixe
Art. DN A B C D E L Peso mm mm mm mm mm mm mm g confección caja confecção box
40921 20 45,5 34,0 21,0 87,0 92,0 70,0 300,0 1 40
40923 25 45,5 34,0 21,0 87,0 92,0 70,0 299,0 1 40
40924 32 56,8 43,5 21,0 96,0 106,0 70,0 464,0 1 30
ALOJAMIENTO DE LA VÁLVULA CORPO DA TORNEIRASoldadura a encaje Soldadura de encaixe
Art. DN A B C D Peso mm mm mm mm mm g confección caja confecção box
40846 20 45,5 34,0 21,0 87,0 110,0 10 100
40847 25 45,5 34,0 21,0 87,0 100,0 10 100
40850 32 56,8 43,5 21,0 96,0 170,0 5 50
GRIFO DE PARADA TORNEIRA DE BLOQUEIOSoldadura a encaje Soldadura de encaixe
Art. DN A B C D E F L Peso mm mm mm mm mm mm mm mm g confección caja confecção box
40900 20 45,5 34,0 21,0 87,0 117,5 46,0 70,0 456,0 1 40
40902 25 45,5 34,0 21,0 87,0 117,5 46,0 70,0 455,0 1 40
40920 32 56,8 43,5 21,0 96,0 124,3 46,0 71,0 570,0 1 30
GRIFO DE PARADA CON VÁLVULAS DE ESFERA TORNEIRA DE BLOQUEIO COM VÁLVULAS DE ESFERASoldadura a encaje Soldadura de encaixe
Art. DN A B C D E L Peso mm mm mm mm mm mm mm g confección caja confecção box
40730 20 49,0 34,0 23,5 91,0 122,0 71,0 535,0 1 40
40732 25 49,0 34,0 23,5 91,0 122,0 71,0 534,0 1 40

98
ALOJAMIENTO DE LA VÁLVULA CORPO DA TORNEIRASoldadura a encaje Soldadura de encaixe
Art. DN A B C D E Peso mm mm mm mm mm mm g confección caja confecção box
40852 20 49,0 34,0 23,5 91,0 90,0 400,0 1
40854 25 49,0 34,0 23,5 91,0 90,0 390,0 1

Soluciones para hidráulica e instalacionesSoluções Hidraulicas e para Sistemas
SEDE ADMINISTRATIVAPRODUCCIÓN Y DEPÓSITO
SEDE ADMINISTRATIVADE PRODUÇÃO E ARMAZÉM20020 Magnago (MI) Via P. F. Calvi, 40 - ITALYPh: +39 (0)331 307015 +39 (0) 331 3086 Fax: +39 (0)331 306923E-mail ITALIA: [email protected] EXPORT: [email protected]
CENTRO DE FORMACION DEMOSTRATIVO
CENTRO DE TREINAMENTO DEMONSTRATIVO21052 Busto Arsizio (VA)Via Bonsignora, 53 - ITALY
Soluciones para hidráulica e instalacionesSoluções Hidraulicas e para Sistemas
Amplia gama de tubos multicapade alta calidadAmplia gama de tubos multicamada de alta qualidade
Tubos de PE-X y PE-RT con barrera antioxígenoTubos em PE-X and PERT com barreira antioxigénio
Sistema patentado de racores de PPSU Sistema patenteado de ligação em PPSU
Sistema patentado de racores de latónpara instalaciones de gas con tubos multicapaSistema patenteado de ligação em em latão para sistemas de gás com tubos multicamada
Sistema de racores press-fitting multipinza enteramente de PPSUSistema de ligação press-fitting pinça múltiplainteiramente em PPSU
Sistema de tubos y racores de PP-R para soldarSistema de tubos e ligações em PP-R de solda
Sistema patentado de racores de PA-M para instalaciones técnicasSistema patenteado de ligação em PA-M para sistemas técnicos
Sistema de tuberias de PP-R preaisladas de PUR para soldarSistema de tubagens em PP-R pré-isoladas em PUR de solda
Sistema de suelo para la calefacción y la refrigeración radianteSistema de pavimento para aquecimento e refrigeração radiante
xxxx
xxxx
xxx





























