Embed Size (px)
DESCRIPTION
Desenvolvimento de uma Cnc com calculos de eixos, fusos e torque.
Citation preview
TRABALHO DE CONCLUSÃO DE CURSO
ENGENHARIA DE CONTROLE E AUTOMAÇÃO
WILLIAM RICARDO DE LIMA
Jaguariúna 2014
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
2
FRESA CNC – SISTEMA DE CONTROLE E COMUNICAÇÃO PARA
INTERFACES
William Ricardo de Lima
RESUMO: O objetivo desta pesquisa é apresentar uma router CNC com sistema de
comunicação de interface diferenciada, demonstrando seus desvios dimensionais e
relativos à precisão da usinagem, o projeto foi dividido nas seguintes etapas,
metodologia, dimensionamento, programação, resultados e conclusão. A pesquisa
tem como objetivo demonstrar a precisão do equipamento para que futuramente
venha contribuir no desenvolvimento de novas maquinas com aplicação para
comunicações das interfaces de equipamentos CNCs com ênfase em hardwares e
softwares.
Palavras-chave: drivers, programação G, fresa CNC.
ABSTRACT: The objective of this research is to provide a CNC router with different
interface communication system, demonstrating its dimensional deviations and
relative precision machining, the project was divided into the following steps,
methodology, design, programming, results and conclusion. The research aims to
demonstrate the accuracy of the equipment that will eventually contribute to the
development of new machines with CNC application for communications equipment
interface with emphasis on hardware and software.
Keywords: drivers, programming G, CNC milling.
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
3
SUMÁRIO
Introdução 4
Descrição 5
Metodologia 5
Desenvolvimento 5
Mesa Linear 6
Analise de materiais 7
Aplicação do motor de passo 9
Dimensionamento do motor 10
Placa controladora 18
Características da placa 20
Comunicação porta paralela DB25 21
Software de comunicação para interfaces 22
Bloco de programação 23
Desenvolvimento da programação 26
Diagrama de interface 26
Cálculos de usinagem 27
Protótipo 30
Resultados 30
Projeto final 34
Conclusão 36
Considerações finais 36
Bibliografia 37
APÊNDICE 1 39
ANEXO 1 40
ANEXO 2 41
ANEXO 3 42
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
4
1. Introdução
O objetivo desta pesquisa é apresentar um sistema de comunicação de
interface de uma Fresa CNC com sua precisão na usinagem, o estudo foi feito para
avaliar as diferentes placas existentes no mercado e indicar algumas das suas
principais características, todo desenvolvimento foi feito através de medidas
retiradas de um disco através de um micrometro convencional.
O desenvolvimento com estudo de novas tecnologias ao decorrer dos anos
alavancou o crescimento na indústria, a usinagem é uma área responsável que pode
ser reconhecida como fator de melhoria de processo, como a automatização de
máquinas e equipamentos que aumentou a produtividade e precisão. Um exemplo
foi á criação do CNC (comando numérico computadorizado) que tem seu controle
por comandos numéricos, com este estudo foi possível controlar com precisão de
milésimos de milímetros as coordenadas dos eixos cartesianos algo que para o
homem executar manualmente é algo praticamente impossível (SENAI, 2005).
Segundo Soprana (2007) a forma de avaliar o resultado de uma medida é
aplicada com um conceito de exatidão, que pode ser entendida com a proximidade
do valor mensurável do seu valor objetivo. Mas não se deve esquecer algo
importante que é o grau de precisão, este pode ser dado entre a distância das
medidas repetidas entre mesmas condições.
A padronização é imprescindível no desenvolvimento de uma pesquisa, o
estudo proposto tem como embasamento normas da NR (norma regulamentadora),
NBR (norma brasileira regulamentadora), neste trabalho será apresentado normas
da NBR 10647 – Desenho Técnico e NBR 6158 – Sistemas de tolerâncias e ajustes.
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
5
2. Descrição
O projeto consiste em apresentar uma router CNC que tem sua validação de
precisão através de medidas retiradas de um disco de madeira mdf onde é possível
avaliar os resultados e mensurar a qualidade de usinagem do equipamento. A
maquina é capaz de usinar materiais como: madeira mdf, acrílico e metais leves, sua
interface é constituída dos seguintes materiais (computador, placa controladora,
fonte chaveada, motor de passo, chaves fim de curso). Todo processo do
equipamento é controlado por um painel onde fica acoplada a placa controladora,
fonte chaveada entre outros itens eletrônicos.
3. Metodologia
A metodologia desenvolvida foi avaliada sob 30 medidas retiradas aleatoriamente
sob o diâmetro de um disco usinado em madeira mdf, o instrumento utilizado para
medição foi um micrometro convencional com resolução de 0,001 milímetros, todo
estudo tem intuito de verificar a simetria da usinagem e sua precisão, utilizando
como referência um valor mínimo do disco de 30 milímetros.
Para padronizar as medidas foram utilizados os métodos, desvio médio e desvio
padrão e curva normal de Gauss todos inseridos em tabelas para indicar os valores
das amostras retiradas.
4. Desenvolvimento
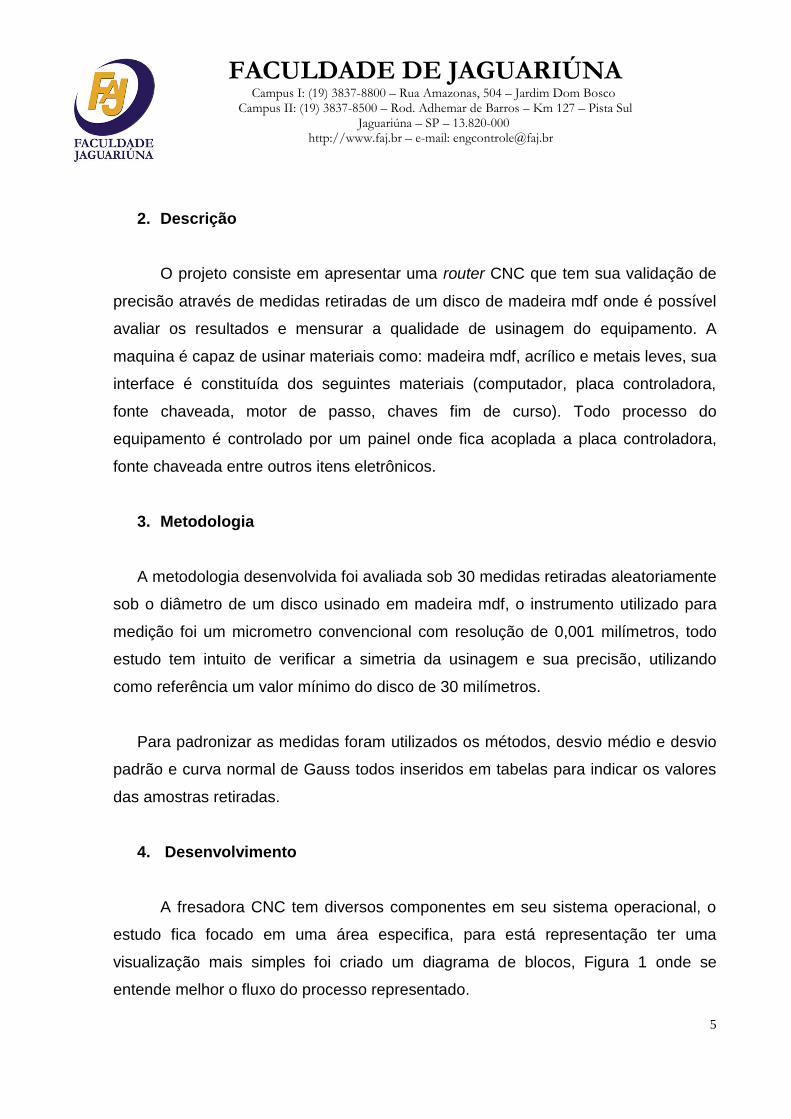
A fresadora CNC tem diversos componentes em seu sistema operacional, o
estudo fica focado em uma área especifica, para está representação ter uma
visualização mais simples foi criado um diagrama de blocos, Figura 1 onde se
entende melhor o fluxo do processo representado.
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
6
A Figura 1 deixa visível à área principal da pesquisa, o objetivo do estudo é
especificar uma placa controladora adequada ao processo que suporte todos os
periféricos.
Figura 1 – Diagrama de blocos.
Fonte: (Autoria própria)
4.1 Mesa Linear
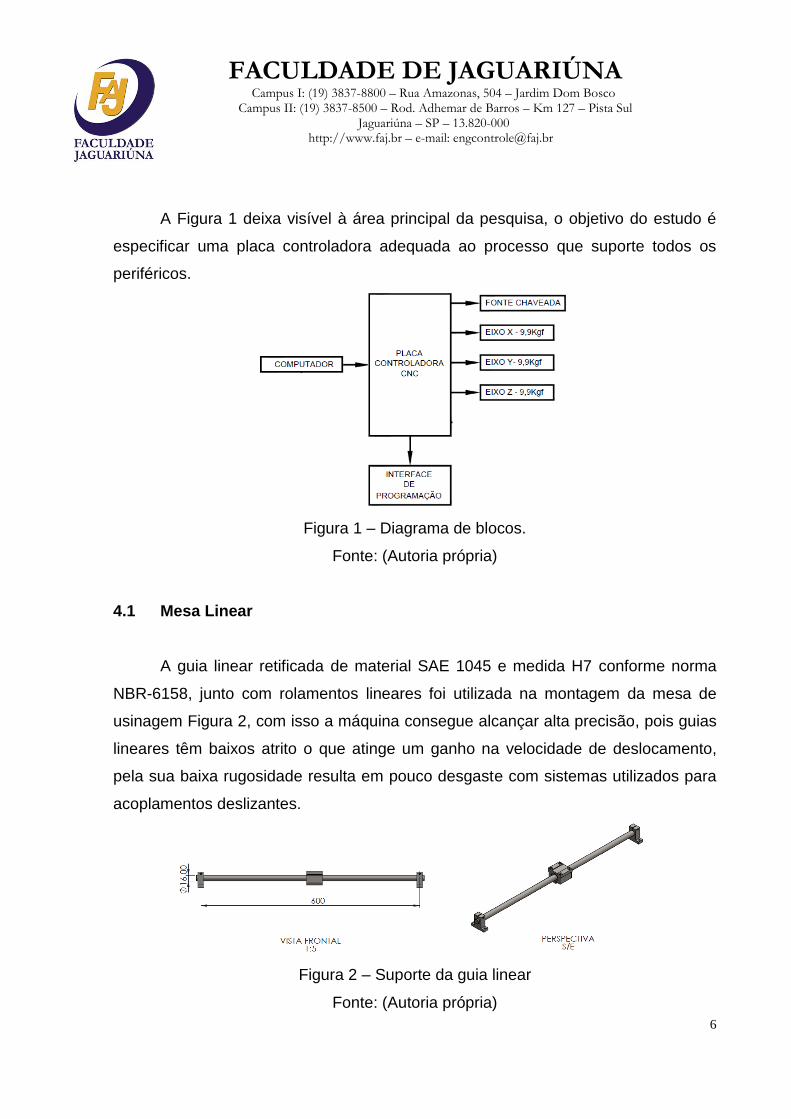
A guia linear retificada de material SAE 1045 e medida H7 conforme norma
NBR-6158, junto com rolamentos lineares foi utilizada na montagem da mesa de
usinagem Figura 2, com isso a máquina consegue alcançar alta precisão, pois guias
lineares têm baixos atrito o que atinge um ganho na velocidade de deslocamento,
pela sua baixa rugosidade resulta em pouco desgaste com sistemas utilizados para
acoplamentos deslizantes.
Figura 2 – Suporte da guia linear
Fonte: (Autoria própria)
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
7
4.2 Analise de materiais
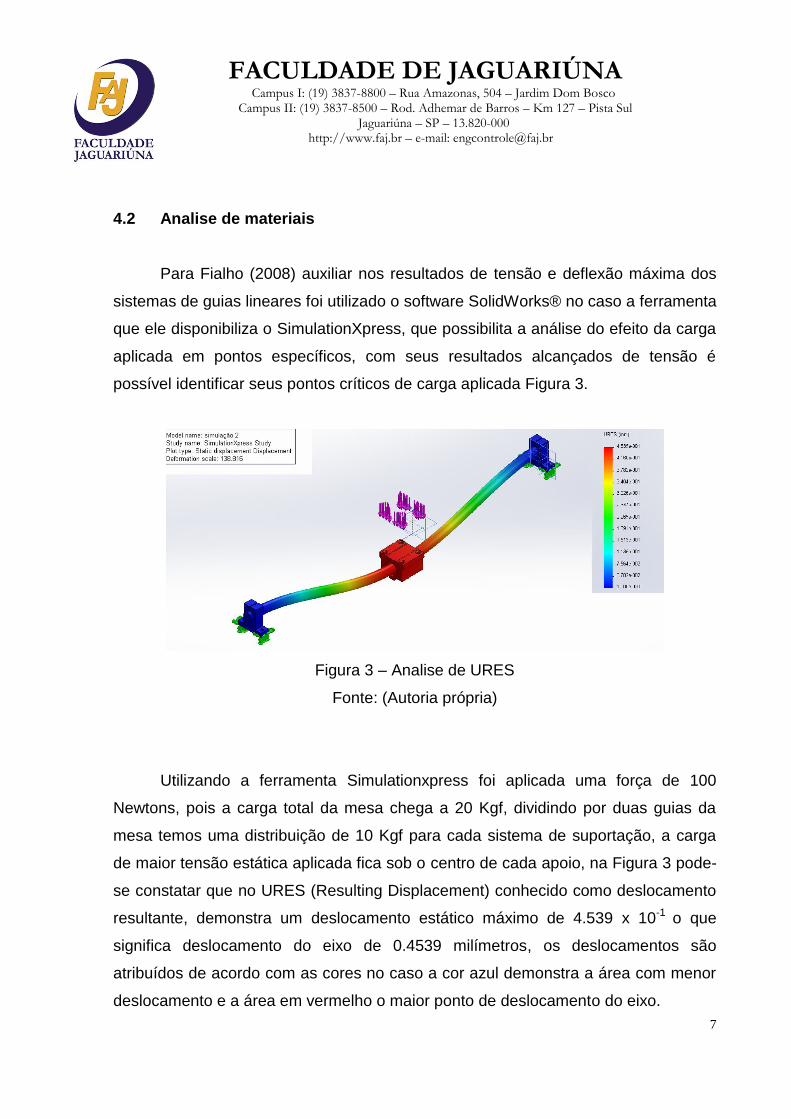
Para Fialho (2008) auxiliar nos resultados de tensão e deflexão máxima dos
sistemas de guias lineares foi utilizado o software SolidWorks® no caso a ferramenta
que ele disponibiliza o SimulationXpress, que possibilita a análise do efeito da carga
aplicada em pontos específicos, com seus resultados alcançados de tensão é
possível identificar seus pontos críticos de carga aplicada Figura 3.
Figura 3 – Analise de URES
Fonte: (Autoria própria)
Utilizando a ferramenta Simulationxpress foi aplicada uma força de 100
Newtons, pois a carga total da mesa chega a 20 Kgf, dividindo por duas guias da
mesa temos uma distribuição de 10 Kgf para cada sistema de suportação, a carga
de maior tensão estática aplicada fica sob o centro de cada apoio, na Figura 3 pode-
se constatar que no URES (Resulting Displacement) conhecido como deslocamento
resultante, demonstra um deslocamento estático máximo de 4.539 x 10-1 o que
significa deslocamento do eixo de 0.4539 milímetros, os deslocamentos são
atribuídos de acordo com as cores no caso a cor azul demonstra a área com menor
deslocamento e a área em vermelho o maior ponto de deslocamento do eixo.
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
8
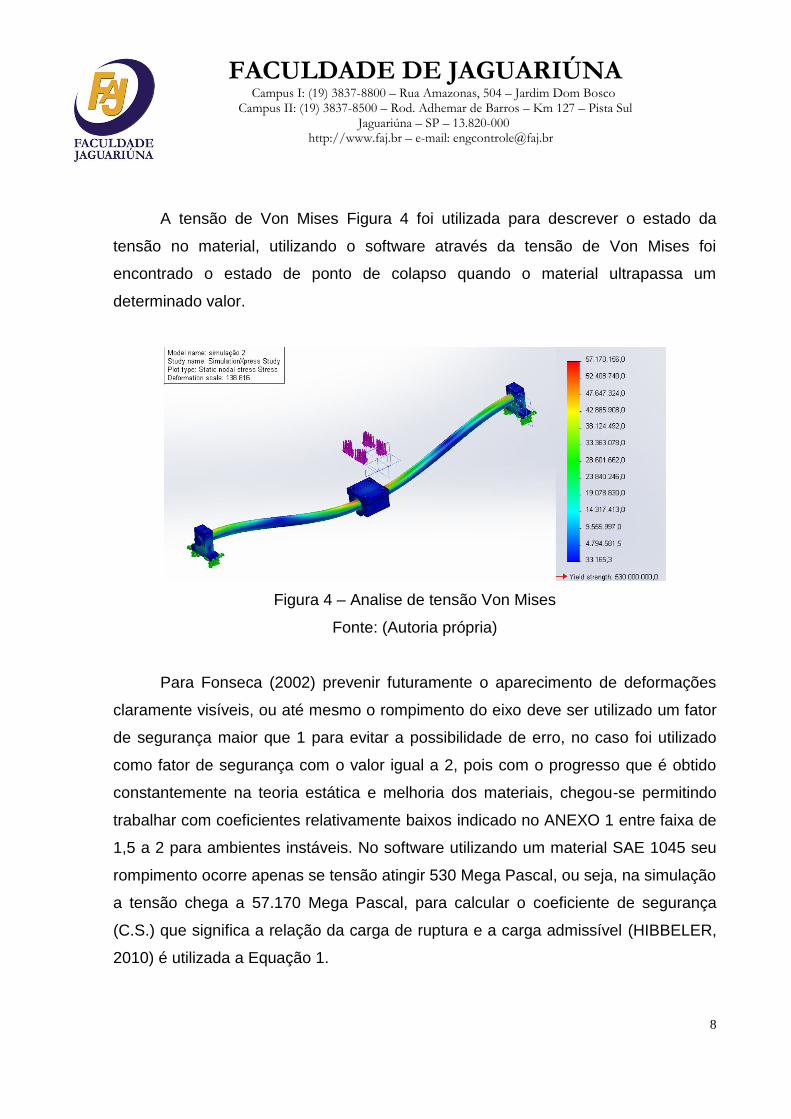
A tensão de Von Mises Figura 4 foi utilizada para descrever o estado da
tensão no material, utilizando o software através da tensão de Von Mises foi
encontrado o estado de ponto de colapso quando o material ultrapassa um
determinado valor.
Figura 4 – Analise de tensão Von Mises
Fonte: (Autoria própria)
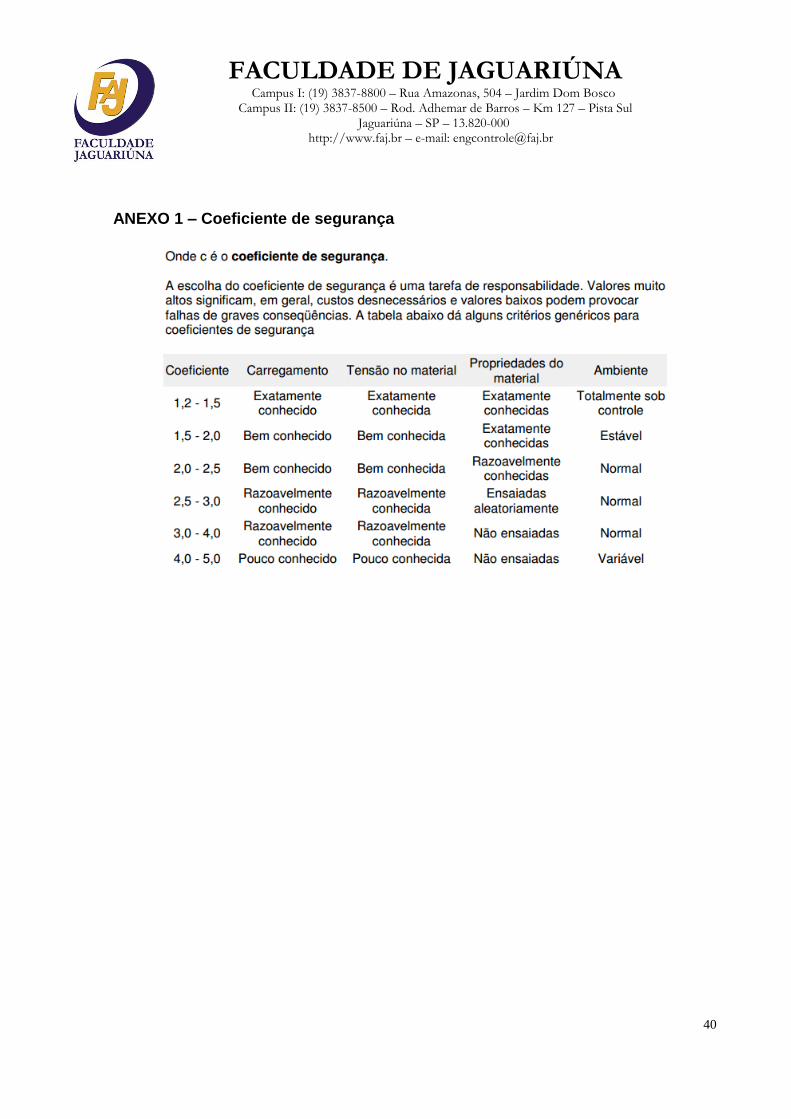
Para Fonseca (2002) prevenir futuramente o aparecimento de deformações
claramente visíveis, ou até mesmo o rompimento do eixo deve ser utilizado um fator
de segurança maior que 1 para evitar a possibilidade de erro, no caso foi utilizado
como fator de segurança com o valor igual a 2, pois com o progresso que é obtido
constantemente na teoria estática e melhoria dos materiais, chegou-se permitindo
trabalhar com coeficientes relativamente baixos indicado no ANEXO 1 entre faixa de
1,5 a 2 para ambientes instáveis. No software utilizando um material SAE 1045 seu
rompimento ocorre apenas se tensão atingir 530 Mega Pascal, ou seja, na simulação
a tensão chega a 57.170 Mega Pascal, para calcular o coeficiente de segurança
(C.S.) que significa a relação da carga de ruptura e a carga admissível (HIBBELER,
2010) é utilizada a Equação 1.
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
9
Equação 1 – Cálculo de fator de segurança
C.S. = σrup.
σadm.
Onde;
C.S. = Coeficiente de segurança
σrup.= Tensão de ruptura
σadm.= Tensão admissível
C.S. = 530
57.170
C.S. = 9.27
O fator de segurança estabelecido para o tipo de trabalho foi 2, sendo que o
programa demonstrou um valor superior igual 9.27, entende-se que para o caso
deve ser preservado o valor de 9.27, pois ao redimensionar o eixo para redução de
material chegando ao valor muito próximo a 2 pode-se comprometer o deslocamento
do eixo, o que acaba afetando na precisão da máquina.
4.3 Aplicação do motor de passo
O uso do motor de passo é aplicado em equipamentos que necessitam de um
posicionamento preciso e uma rápida resposta de aceleração e desaceleração, não
é recomendada em casos de trabalho com alta velocidade, no caso da inércia do
rotor as bobinas se limitam a atrair para a mesma posição, assim perde-se a
resolução, em casos de alto torque também se deve manter atenção, pois o torque
do motor é adquirido pela atração do motor e bobina, compreende-se que existe
uma limitação do mesmo e sua projeção física, assim quando a carga exceder a
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
10
força do conjunto entre bobina e rotor o motor terá perda de resolução e não terá
mais controle.
4.4 Dimensionamento do motor
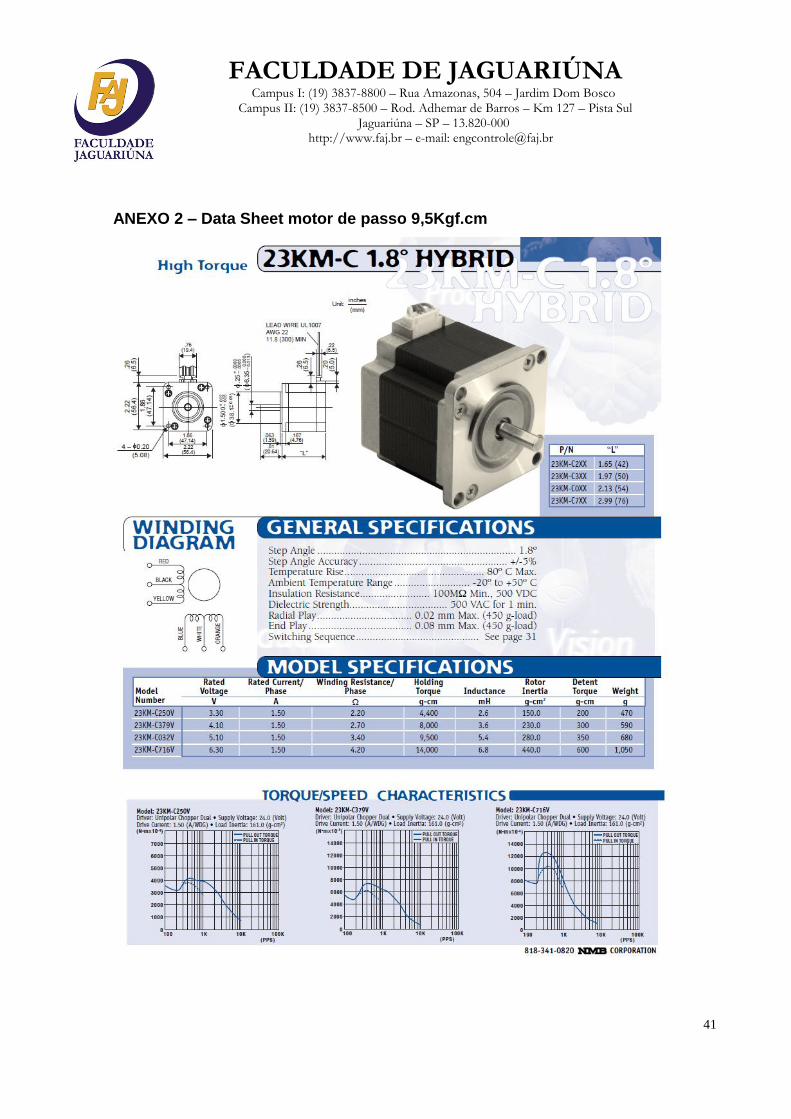
O motor de passo utilizado no projeto foi dimensionado através do documento em
ANEXO 2, uma vez que dimensionando o motor foi necessário adquirir algumas
informações da forma de trabalho.
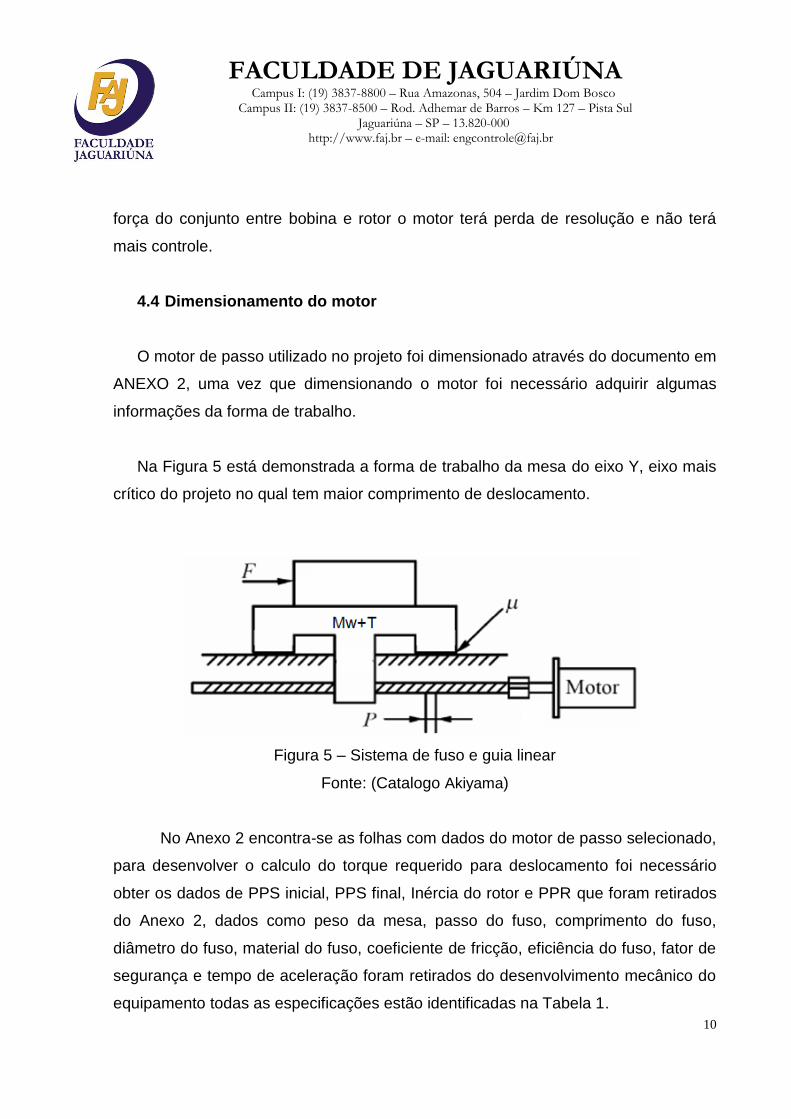
Na Figura 5 está demonstrada a forma de trabalho da mesa do eixo Y, eixo mais
crítico do projeto no qual tem maior comprimento de deslocamento.
Figura 5 – Sistema de fuso e guia linear
Fonte: (Catalogo Akiyama)
No Anexo 2 encontra-se as folhas com dados do motor de passo selecionado,
para desenvolver o calculo do torque requerido para deslocamento foi necessário
obter os dados de PPS inicial, PPS final, Inércia do rotor e PPR que foram retirados
do Anexo 2, dados como peso da mesa, passo do fuso, comprimento do fuso,
diâmetro do fuso, material do fuso, coeficiente de fricção, eficiência do fuso, fator de
segurança e tempo de aceleração foram retirados do desenvolvimento mecânico do
equipamento todas as especificações estão identificadas na Tabela 1.
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
11
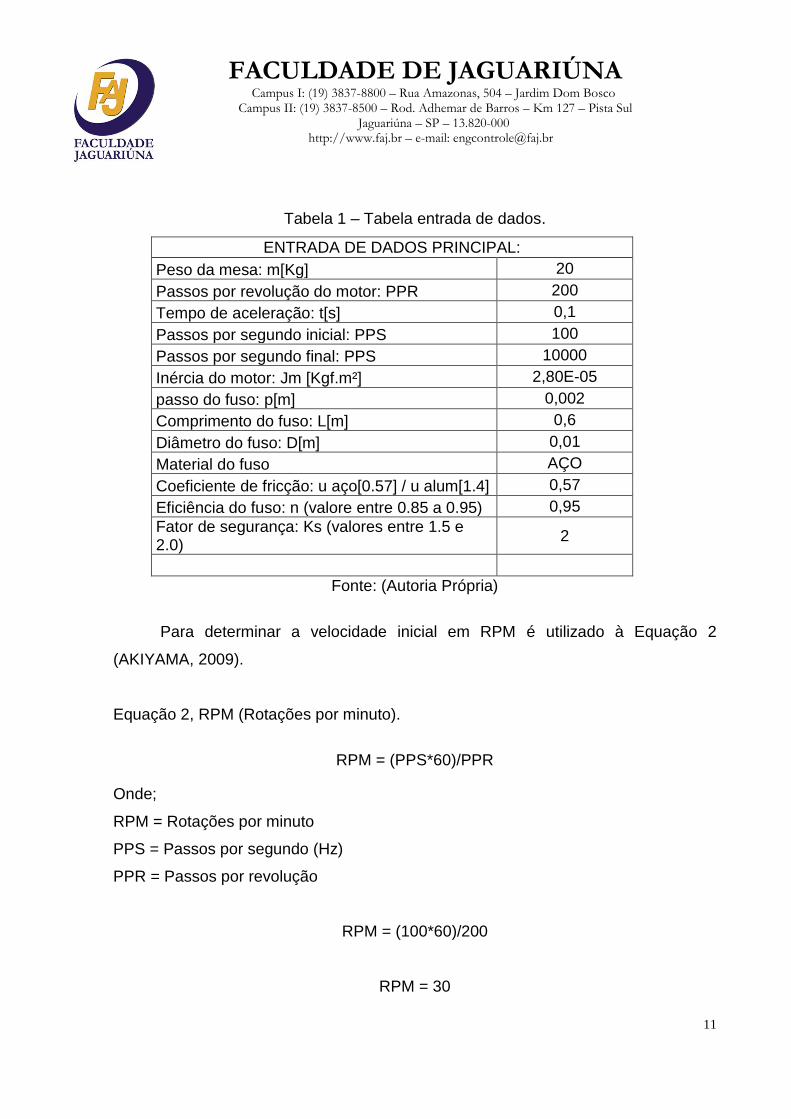
Tabela 1 – Tabela entrada de dados.
ENTRADA DE DADOS PRINCIPAL:
Peso da mesa: m[Kg] 20
Passos por revolução do motor: PPR 200
Tempo de aceleração: t[s] 0,1
Passos por segundo inicial: PPS 100
Passos por segundo final: PPS 10000
Inércia do motor: Jm [Kgf.m²] 2,80E-05
passo do fuso: p[m] 0,002
Comprimento do fuso: L[m] 0,6
Diâmetro do fuso: D[m] 0,01
Material do fuso AÇO
Coeficiente de fricção: u aço[0.57] / u alum[1.4] 0,57
Eficiência do fuso: n (valore entre 0.85 a 0.95) 0,95
Fator de segurança: Ks (valores entre 1.5 e 2.0)
2
Fonte: (Autoria Própria)
Para determinar a velocidade inicial em RPM é utilizado à Equação 2
(AKIYAMA, 2009).
Equação 2, RPM (Rotações por minuto).
RPM = (PPS*60)/PPR
Onde;
RPM = Rotações por minuto
PPS = Passos por segundo (Hz)
PPR = Passos por revolução
RPM = (100*60)/200
RPM = 30
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
12
Para passar a velocidade inicial de RPM para velocidade inicial em ω0
(Radianos por segundos) é utilizado à Equação 3 (AKIYAMA, 2009).
Equação 3, ω0 (Radianos por segundo).
ω0 = (2π.N)/60
Onde;
ω0 = Radianos por segundo
N = Rotações por minuto (RPM)
ω0 = (2π.30)/60
ω0 = 3,14 Rad/s
Para determinar a velocidade final em RPM é utilizado à Equação 2
(AKIYAMA, 2009).
Equação 2, RPM (Rotações por minuto).
RPM = (PPS*60)/PPR
RPM = (10000*60)/200
RPM = 3000
Para passar a velocidade inicial de RPM para velocidade final em ω1
(Radianos por segundos) é utilizado à Equação 3 (AKIYAMA, 2009).
Equação 3, ω1 (Radianos por segundo).
ω1 = (2π.30)/60
ω1 = 314 Rad/s

FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
13
Para determinar a velocidade inicial em Rps é utilizado à Equação 4
(AKIYAMA, 2009).
Equação 4, Rps inicial (Rotações por segundo).
Rps = RPM/T
Rps = 30/60
Rps = 0,5
Para determinar a velocidade final em RPS é utilizado à Equação 4
(AKIYAMA, 2009).
Equação 4, Rps final (Rotações por segundo).
Rps = RPM/T
Rps = 300/60
Rps = 50
Para determinar a velocidade linear inicial em (mm/min) é utilizado à Equação
5 (AKIYAMA, 2009).
Equação 5, velocidade linear inicial (mm/min).
Vinicial = Rps.P.60
Onde;
Rps inicial = Rotações por segundo
P = Passo da rosca
Vinicial = 0,5.0,002.60
Vinicial= 0,06 m ou 60 mm/min

FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
14
Para determinar a velocidade linear final em (mm/min) é utilizado à Equação 6
(AKIYAMA, 2009).
Equação 6, velocidade linear final (mm/min).
Vfinal= Rps.Passo.60
Vfinal= 50.0,002.60
Vfinal = 6 m ou 6000 mm/min
A inércia da carga pode ser definida pela Equação 7 (AKIYAMA, 2009).
Equação 7, Inércia da carga.
JL= Mw+T(P/2π)²
Onde;
JL = Inércia da carga.
Mw+T = Massa da mesa + Massa do Trabalho
P = Passo do fuso
JL= 20kg (0,002m/2π)²
JL= 2,028x10^-6 Kgf.m²
A inércia do fuso de aço pode ser definida pela Equação 8 (PARKER, 2003).
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
15
Equação 8, Inércia do fuso de aço.
Js= 761.d^4.L
Onde;
Js = Inércia do fuso de aço
d = Massa diâmetro do fuso
L = Comprimento do fuso
Js= 761.(0,01)^4.0,6
Js= 4,566x10^-6 Kgf.m²
A inércia total do sistema pode ser definida pela Equação 9 (AKIYAMA, 2009).
Equação 9, Inércia total.
Jt = Jm + JL + Js
Onde;
Jt = Inércia total
Jm = Inércia do rotor do motor
JL = Inércia da carga
Js = Inércia do fuso de aço
Jt = 0,28x10^-4 + 2,028x10^-6 + 4,566x10^-6
Jt = 3,46x10^-5 Kgf.m²
Para determinar o tempo de aceleração (rad/s²) é utilizado à Equação 10
(AKIYAMA, 2009).
Equação 10, Aceleração (rad/s²).
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
16
ω = (ω1- ω0)/t
ω = (314- 3,14)/0,1
ω = 3108,6 rad/s²
Para determinar o tempo de aceleração (rot/s²) é utilizado à Equação 11
(AKIYAMA, 2009).
Equação 11, aceleração (rot/s²).
ω = (ω1- ω0)/t
ω = (50-0,5)/0,1
ω = 495 rot/s²
Para determinar o torque de aceleração (N.m) é utilizado à Equação 12
(AKIYAMA, 2009).
Equação 12, torque de aceleração (N.m).
Ja = Jta
Ja= 3,46x10^-5.3108,6
Ja=2,877x10^-1N.m
Para determinar o torque da carga (N.m) é utilizado à Equação 13 (AKIYAMA,
2009).
Equação 13 torque da carga, (N.m)
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
17
TL= Mw+T.g.P (sinα+µcosα)
2πN
TL= Mw+T.g.P (sinα+µcosα)
2π.0,95
TL = 0,03745 N.m
Para determinar o torque total (N.m) é utilizado à Equação 14 (AKIYAMA,
2009).
Equação 14, torque total (N.m)
TT= TL + Ta
TT= 0,03745 + 0,1075
TT = 0,145 N.m
Para determinar o torque requerido do motor (N.m) é utilizado à Equação 15
(AKIYAMA, 2009).
Equação 15, torque requerido (N.m)
TM= Ks . TT
TM= 2 . 0,145
TM = 0,29N.m ou 2,90 Kgf.cm
O torque máximo que o motor chega a atingir para deslocar o fuso é de 2,90
Kgf.cm, no caso do projeto foi utilizado um motor recondicionado de 9,5 Kgf.cm o
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
18
que atende aos requisitos, pois em relação ao custo os motores recondicionados
com torque entre 3 kgf.cm a 10 kgf.cm não se tem dispersão de custo muito elevado,
o que acaba sendo mais viável utilizar o mais potente no caso da produção de um
único equipamento, caso seja utilizado para uma produção de equipamento em
grande escala pode-se utilizar motores acima de 3 Kgf.cm.
5. Placa controladora
A placa utilizada em todo estudo tem de atender foi selecionada através de
uma ferramenta chamada Analise de Similares, para Marques (2008) a ferramenta é.
capaz de identificar através de uma pesquisa seletiva de mercado um determinado
produto disponível na indústria.
A analise de similares consiste em avaliar as condições de uso de um
determinado produto, para o projeto desenvolvido avaliamos 3 tipos de placas
controladoras existentes no mercado, que tinham que atingir os requisitos de tensão
mínima de 24 Volts, corrente mínima de 15A, comunicação com software mach2 ou
mach3, 3 eixos, entrada para acionamento de motor da ferramenta, entrada para
periféricos como chaves fim de curso e botão de emergência.
A placa (A) indicada na Figura 3 contém a comunicação com software
Mach2/3, trabalha com 3 eixos seu limite de corrente é de 6 amperes por fase e
pode trabalhar com tensão nominal de até 55 Vdc sua comunicação é dada por
porta paralela DB25, ela atende quase todos os requisitos mais é descartada pois
não tem entradas para periféricos.

FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
19
Figura 3 – Placa controladora.
Fonte: (CNCAX)
A placa (B) indicada na Figura 4 contém a comunicação com software
Mach2/3, EMC2, Kcam4, trabalha com 3 eixos seu limite de corrente é de 3 amperes
por fase e pode trabalhar com tensão nominal de 12 até 36 Vdc sua comunicação é
dada por porta paralela DB25, tem entrada para periféricos ela atende quase todos
os requisitos mais é descartada por não ter controle de regulagem de corrente dos
motores e pela dificuldade de ser encontrada no mercado nacional, dificultando
também sua manutenção e auxilio técnico.
Figura 4 – Placa TB6600.
Fonte: (Data Sheet TB6600)
A placa (C) indicada na Figura 5 contém a comunicação com software
Mach2/3, EMC2 e Kcam4, trabalham com 3 eixos seu limite de corrente é de 3,5
amperes por fase e pode trabalhar com tensão nominal de 12 até 36 Vdc sua
comunicação é dada por porta paralela DB25, tem entrada para periféricos, tem
cooler para proteção de sobrecarga de corrente e temperatura, sendo assim ela
atende todos os requisitos do projeto a mesma foi aplicada em todo
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
20
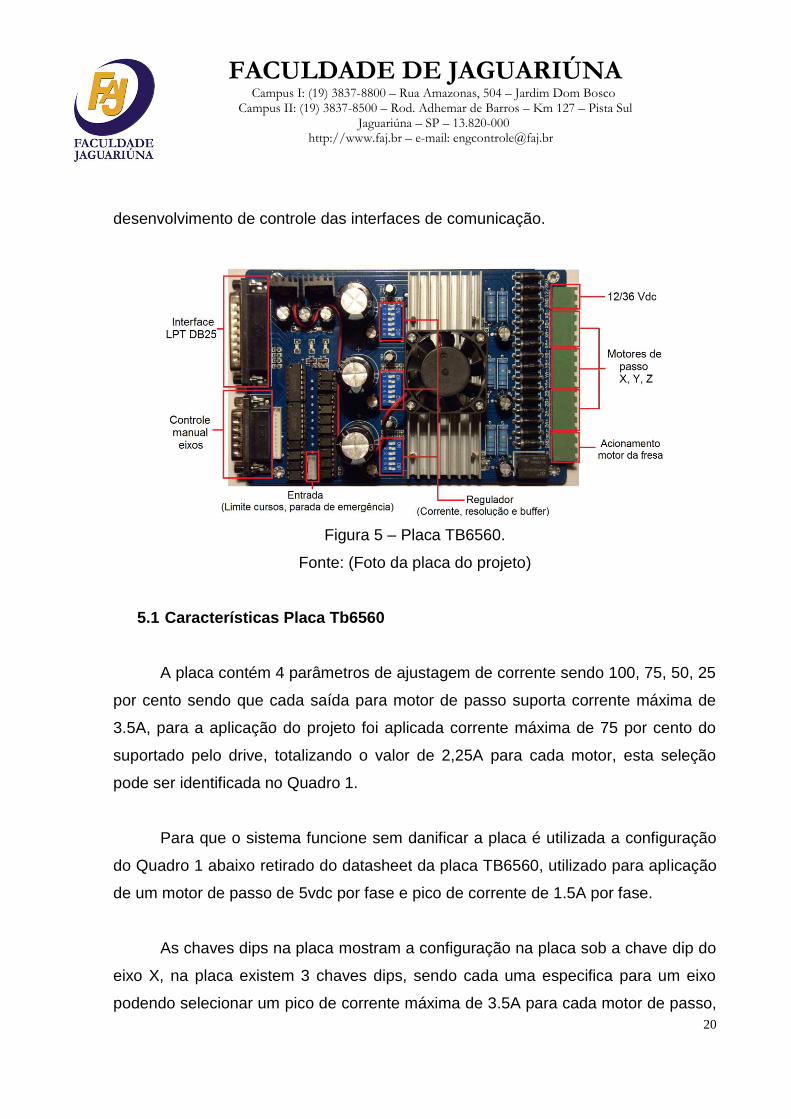
desenvolvimento de controle das interfaces de comunicação.
Figura 5 – Placa TB6560.
Fonte: (Foto da placa do projeto)
5.1 Características Placa Tb6560
A placa contém 4 parâmetros de ajustagem de corrente sendo 100, 75, 50, 25
por cento sendo que cada saída para motor de passo suporta corrente máxima de
3.5A, para a aplicação do projeto foi aplicada corrente máxima de 75 por cento do
suportado pelo drive, totalizando o valor de 2,25A para cada motor, esta seleção
pode ser identificada no Quadro 1.
Para que o sistema funcione sem danificar a placa é utilizada a configuração
do Quadro 1 abaixo retirado do datasheet da placa TB6560, utilizado para aplicação
de um motor de passo de 5vdc por fase e pico de corrente de 1.5A por fase.
As chaves dips na placa mostram a configuração na placa sob a chave dip do
eixo X, na placa existem 3 chaves dips, sendo cada uma especifica para um eixo
podendo selecionar um pico de corrente máxima de 3.5A para cada motor de passo,
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
21
no desenvolvimento do projeto foram utilizados todos os motores de corrente
máxima de 1.5A tensão de 5vdc, assim os eixos Y e Z seguem com configurações
semelhantes do eixo X.
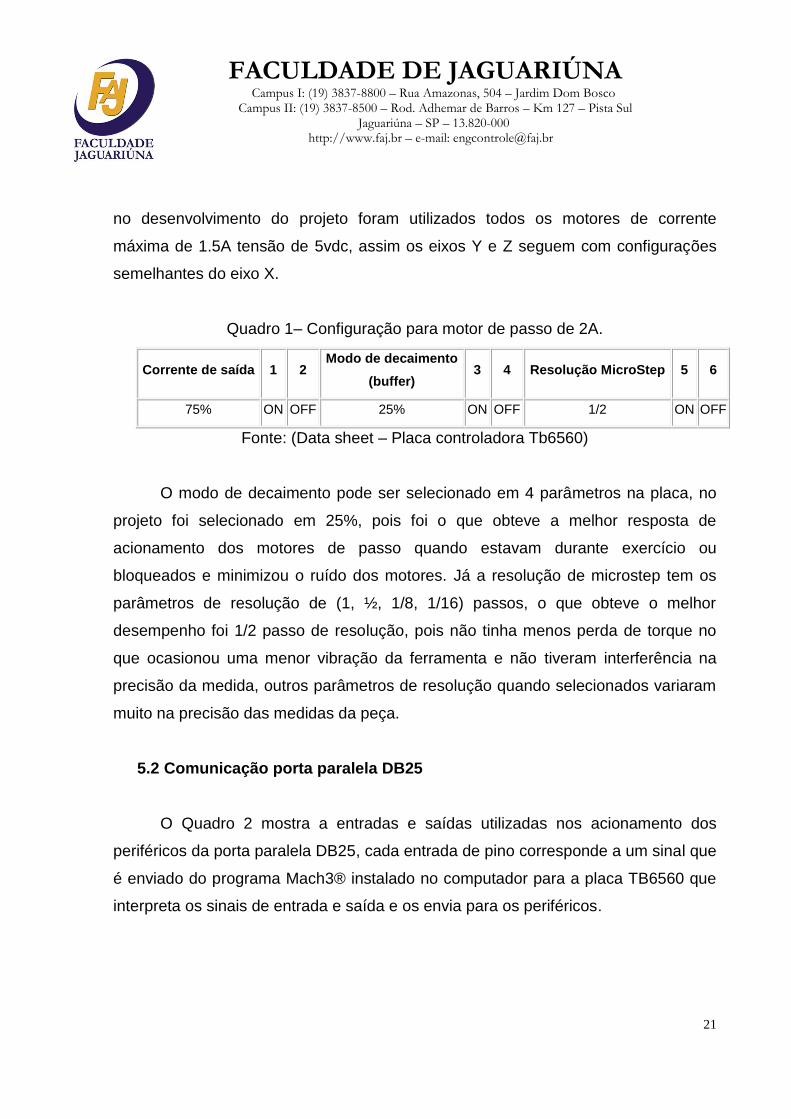
Quadro 1– Configuração para motor de passo de 2A.
Corrente de saída 1 2 Modo de decaimento
(buffer) 3 4 Resolução MicroStep 5 6
75% ON OFF 25% ON OFF 1/2 ON OFF
Fonte: (Data sheet – Placa controladora Tb6560)
O modo de decaimento pode ser selecionado em 4 parâmetros na placa, no
projeto foi selecionado em 25%, pois foi o que obteve a melhor resposta de
acionamento dos motores de passo quando estavam durante exercício ou
bloqueados e minimizou o ruído dos motores. Já a resolução de microstep tem os
parâmetros de resolução de (1, ½, 1/8, 1/16) passos, o que obteve o melhor
desempenho foi 1/2 passo de resolução, pois não tinha menos perda de torque no
que ocasionou uma menor vibração da ferramenta e não tiveram interferência na
precisão da medida, outros parâmetros de resolução quando selecionados variaram
muito na precisão das medidas da peça.
5.2 Comunicação porta paralela DB25
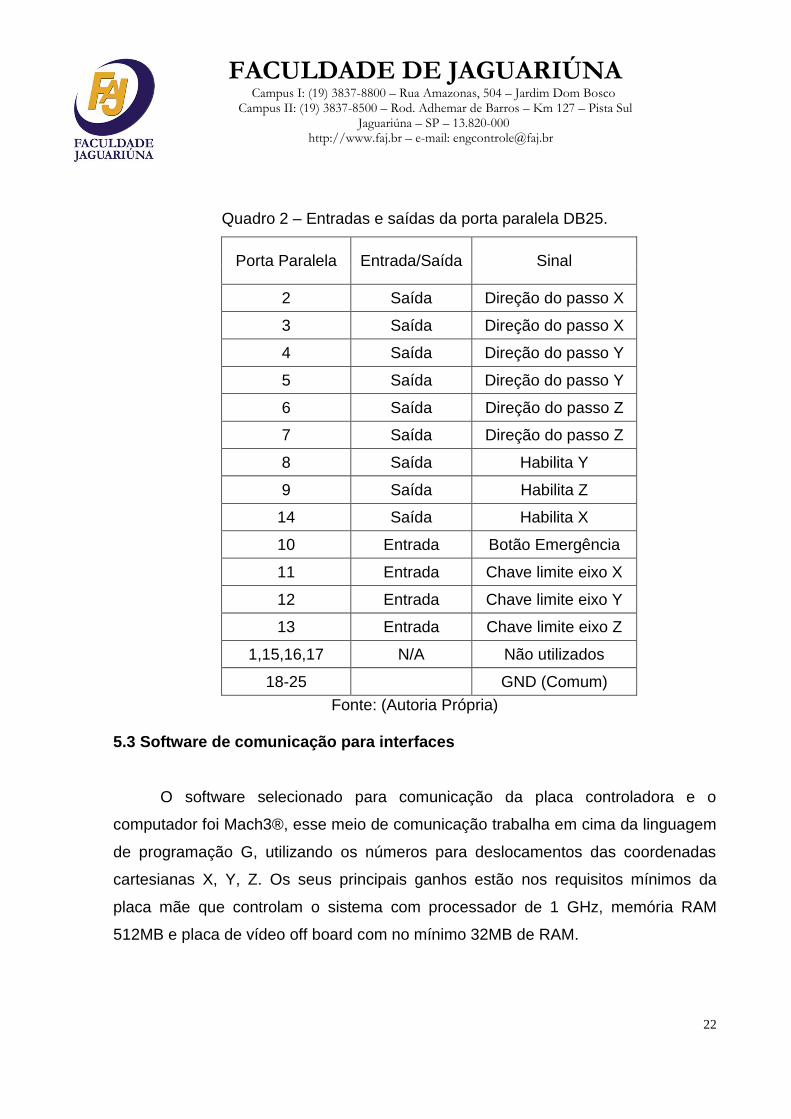
O Quadro 2 mostra a entradas e saídas utilizadas nos acionamento dos
periféricos da porta paralela DB25, cada entrada de pino corresponde a um sinal que
é enviado do programa Mach3® instalado no computador para a placa TB6560 que
interpreta os sinais de entrada e saída e os envia para os periféricos.
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
22
Quadro 2 – Entradas e saídas da porta paralela DB25.
Porta Paralela Entrada/Saída Sinal
2 Saída Direção do passo X
3 Saída Direção do passo X
4 Saída Direção do passo Y
5 Saída Direção do passo Y
6 Saída Direção do passo Z
7 Saída Direção do passo Z
8 Saída Habilita Y
9 Saída Habilita Z
14 Saída Habilita X
10 Entrada Botão Emergência
11 Entrada Chave limite eixo X
12 Entrada Chave limite eixo Y
13 Entrada Chave limite eixo Z
1,15,16,17 N/A Não utilizados
18-25
GND (Comum)
Fonte: (Autoria Própria)
5.3 Software de comunicação para interfaces
O software selecionado para comunicação da placa controladora e o
computador foi Mach3®, esse meio de comunicação trabalha em cima da linguagem
de programação G, utilizando os números para deslocamentos das coordenadas
cartesianas X, Y, Z. Os seus principais ganhos estão nos requisitos mínimos da
placa mãe que controlam o sistema com processador de 1 GHz, memória RAM
512MB e placa de vídeo off board com no mínimo 32MB de RAM.
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
23
O código G funciona como função preparatória, podendo ter vários blocos
com caracteres variados em uma única linha SENAI (2005), para entendimento
podemos identificar os principais caracteres da programação G na legenda abaixo.
N - Número de bloco.
G – Funções preparatórias.
X, Y, Z – Coordenadas nos eixos.
F – Velocidade de avanço.
S – Velocidade de Rotação.
T – Número da ferramenta.
M – Funções auxiliares.
5.4 Blocos de programação
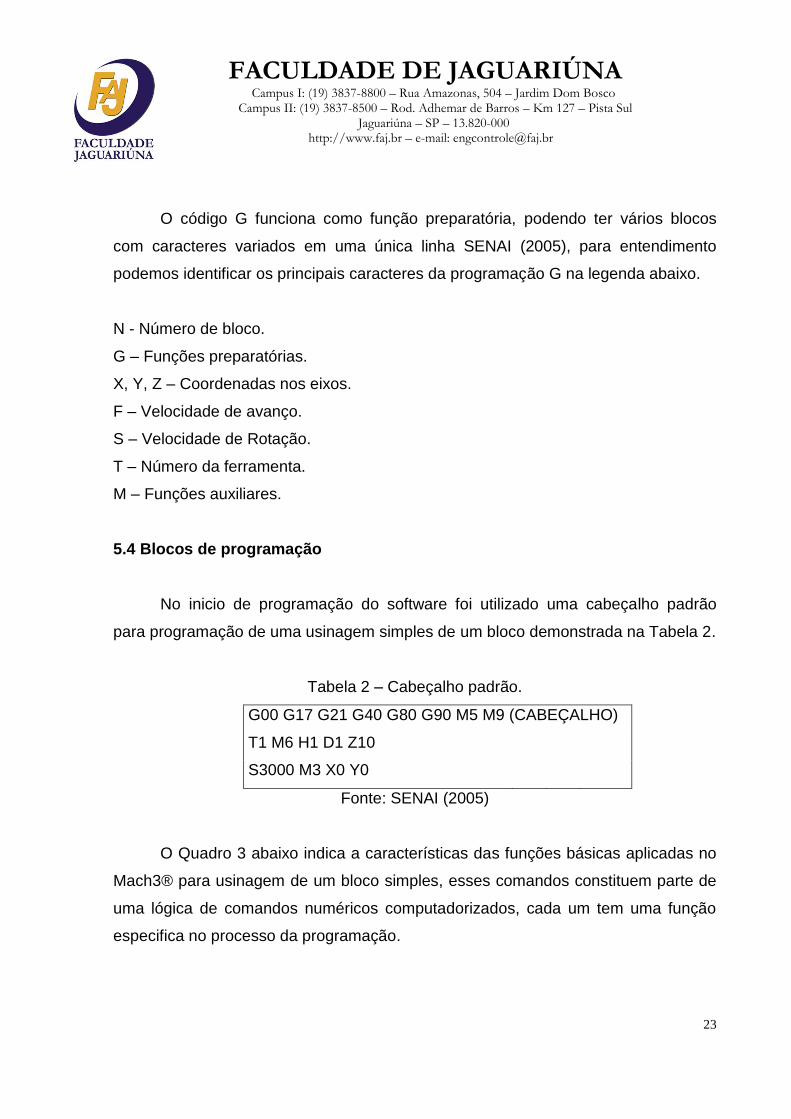
No inicio de programação do software foi utilizado uma cabeçalho padrão
para programação de uma usinagem simples de um bloco demonstrada na Tabela 2.
Tabela 2 – Cabeçalho padrão.
G00 G17 G21 G40 G80 G90 M5 M9 (CABEÇALHO)
T1 M6 H1 D1 Z10
S3000 M3 X0 Y0
Fonte: SENAI (2005)
O Quadro 3 abaixo indica a características das funções básicas aplicadas no
Mach3® para usinagem de um bloco simples, esses comandos constituem parte de
uma lógica de comandos numéricos computadorizados, cada um tem uma função
especifica no processo da programação.
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
24
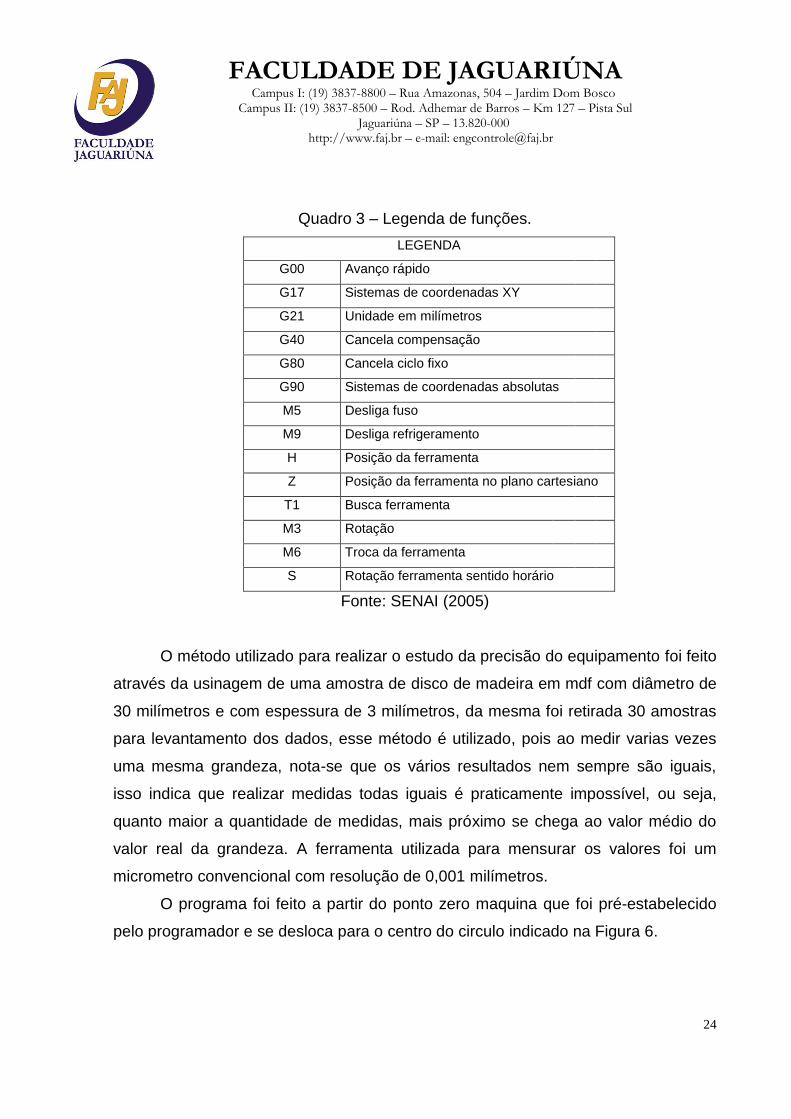
Quadro 3 – Legenda de funções.
LEGENDA
G00 Avanço rápido
G17 Sistemas de coordenadas XY
G21 Unidade em milímetros
G40 Cancela compensação
G80 Cancela ciclo fixo
G90 Sistemas de coordenadas absolutas
M5 Desliga fuso
M9 Desliga refrigeramento
H Posição da ferramenta
Z Posição da ferramenta no plano cartesiano
T1 Busca ferramenta
M3 Rotação
M6 Troca da ferramenta
S Rotação ferramenta sentido horário
Fonte: SENAI (2005)
O método utilizado para realizar o estudo da precisão do equipamento foi feito
através da usinagem de uma amostra de disco de madeira em mdf com diâmetro de
30 milímetros e com espessura de 3 milímetros, da mesma foi retirada 30 amostras
para levantamento dos dados, esse método é utilizado, pois ao medir varias vezes
uma mesma grandeza, nota-se que os vários resultados nem sempre são iguais,
isso indica que realizar medidas todas iguais é praticamente impossível, ou seja,
quanto maior a quantidade de medidas, mais próximo se chega ao valor médio do
valor real da grandeza. A ferramenta utilizada para mensurar os valores foi um
micrometro convencional com resolução de 0,001 milímetros.
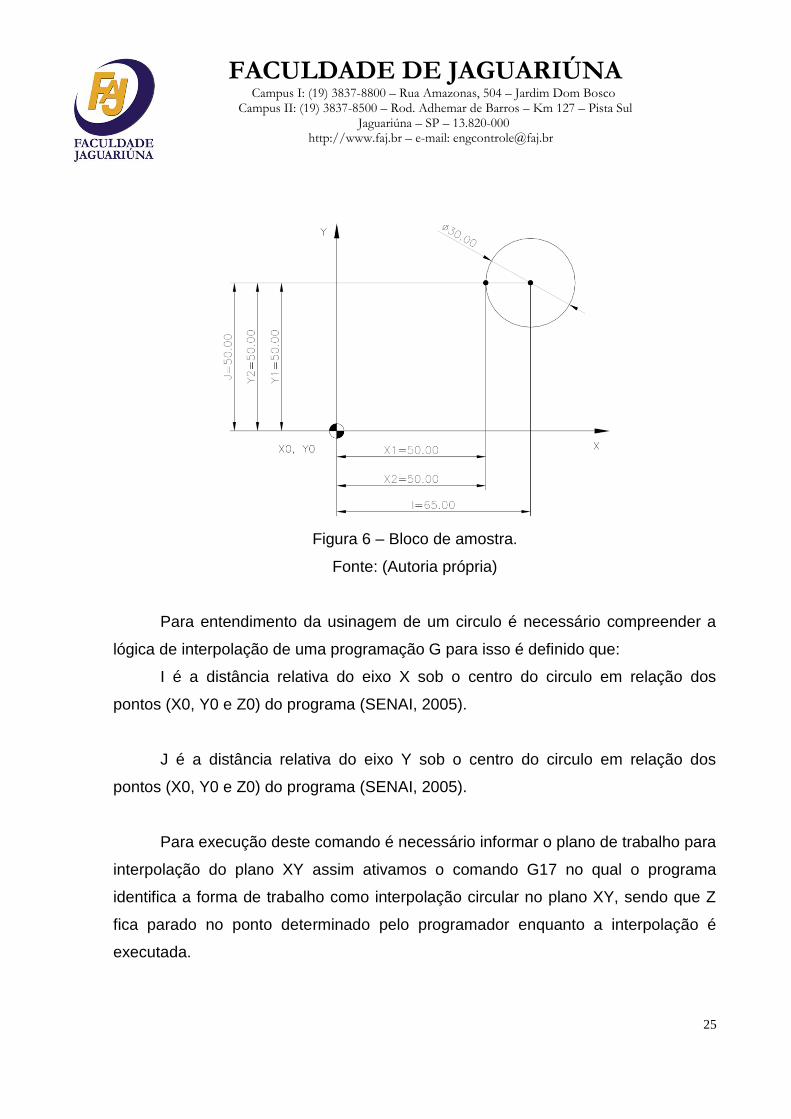
O programa foi feito a partir do ponto zero maquina que foi pré-estabelecido
pelo programador e se desloca para o centro do circulo indicado na Figura 6.
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
25
Figura 6 – Bloco de amostra.
Fonte: (Autoria própria)
Para entendimento da usinagem de um circulo é necessário compreender a
lógica de interpolação de uma programação G para isso é definido que:
I é a distância relativa do eixo X sob o centro do circulo em relação dos
pontos (X0, Y0 e Z0) do programa (SENAI, 2005).
J é a distância relativa do eixo Y sob o centro do circulo em relação dos
pontos (X0, Y0 e Z0) do programa (SENAI, 2005).
Para execução deste comando é necessário informar o plano de trabalho para
interpolação do plano XY assim ativamos o comando G17 no qual o programa
identifica a forma de trabalho como interpolação circular no plano XY, sendo que Z
fica parado no ponto determinado pelo programador enquanto a interpolação é
executada.
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
26
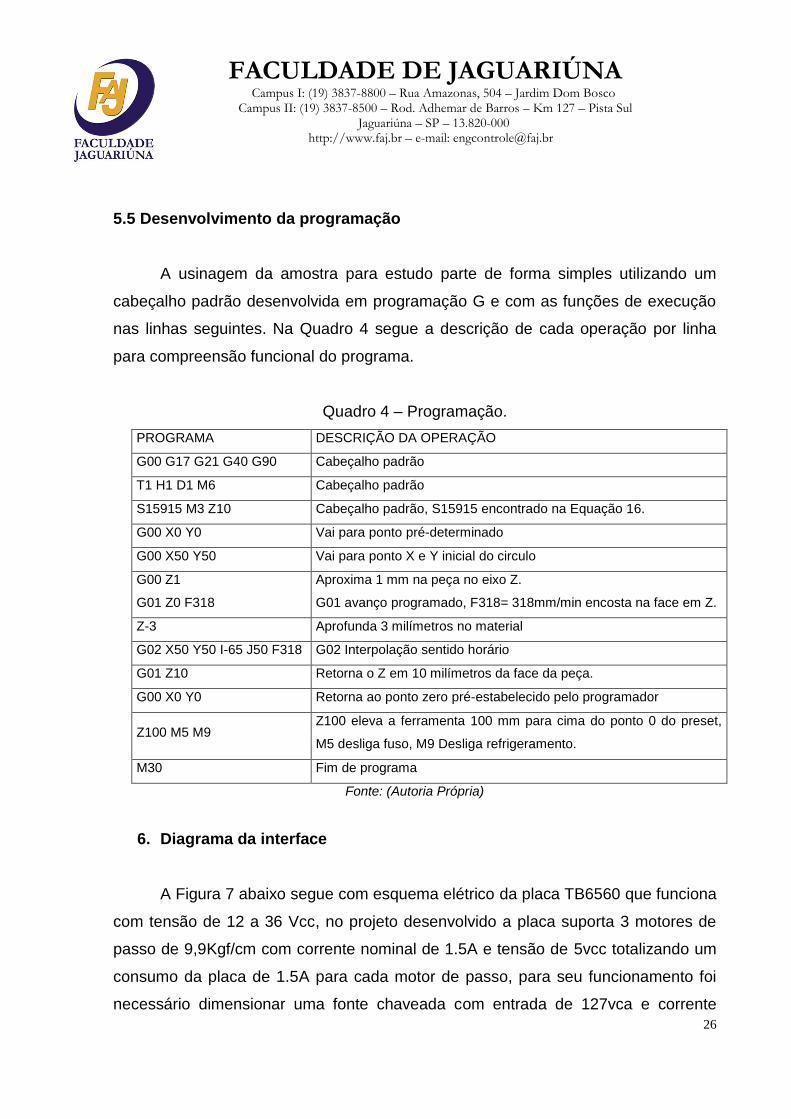
5.5 Desenvolvimento da programação
A usinagem da amostra para estudo parte de forma simples utilizando um
cabeçalho padrão desenvolvida em programação G e com as funções de execução
nas linhas seguintes. Na Quadro 4 segue a descrição de cada operação por linha
para compreensão funcional do programa.
Quadro 4 – Programação.
PROGRAMA DESCRIÇÃO DA OPERAÇÃO
G00 G17 G21 G40 G90 Cabeçalho padrão
T1 H1 D1 M6 Cabeçalho padrão
S15915 M3 Z10 Cabeçalho padrão, S15915 encontrado na Equação 16.
G00 X0 Y0 Vai para ponto pré-determinado
G00 X50 Y50 Vai para ponto X e Y inicial do circulo
G00 Z1
G01 Z0 F318
Aproxima 1 mm na peça no eixo Z.
G01 avanço programado, F318= 318mm/min encosta na face em Z.
Z-3 Aprofunda 3 milímetros no material
G02 X50 Y50 I-65 J50 F318 G02 Interpolação sentido horário
G01 Z10 Retorna o Z em 10 milímetros da face da peça.
G00 X0 Y0 Retorna ao ponto zero pré-estabelecido pelo programador
Z100 M5 M9 Z100 eleva a ferramenta 100 mm para cima do ponto 0 do preset,
M5 desliga fuso, M9 Desliga refrigeramento.
M30 Fim de programa
Fonte: (Autoria Própria)
6. Diagrama da interface
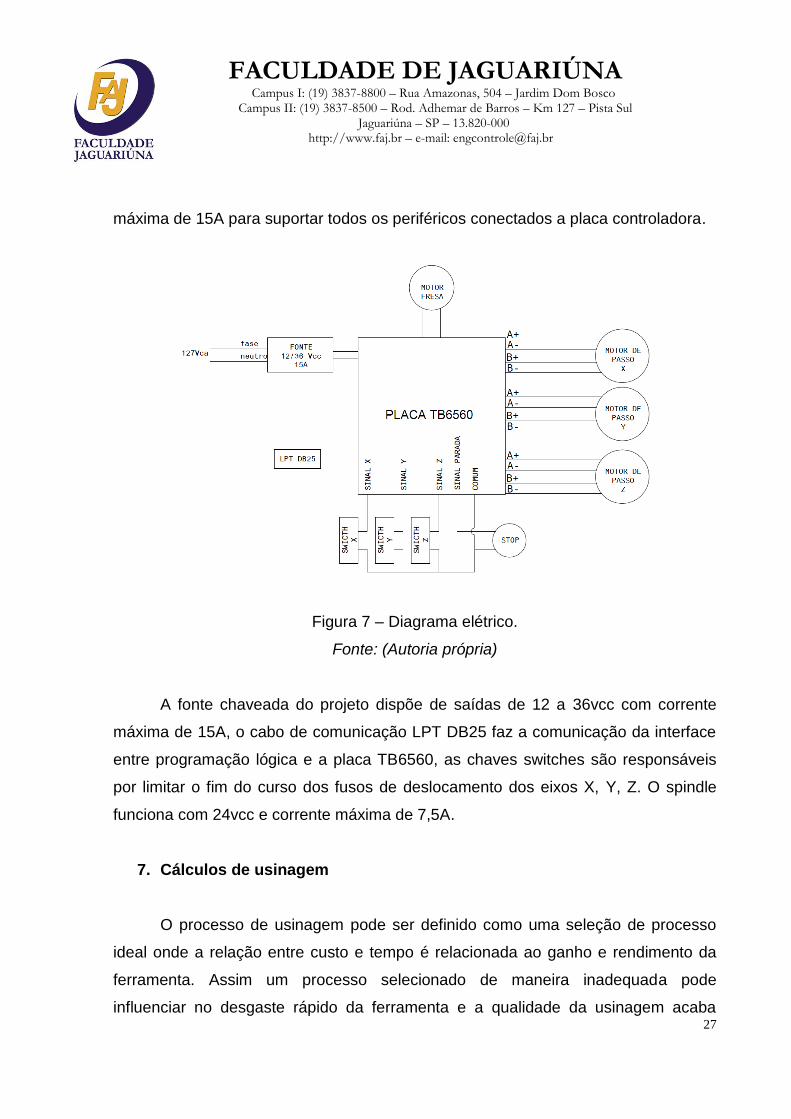
A Figura 7 abaixo segue com esquema elétrico da placa TB6560 que funciona
com tensão de 12 a 36 Vcc, no projeto desenvolvido a placa suporta 3 motores de
passo de 9,9Kgf/cm com corrente nominal de 1.5A e tensão de 5vcc totalizando um
consumo da placa de 1.5A para cada motor de passo, para seu funcionamento foi
necessário dimensionar uma fonte chaveada com entrada de 127vca e corrente
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
27
máxima de 15A para suportar todos os periféricos conectados a placa controladora.
Figura 7 – Diagrama elétrico.
Fonte: (Autoria própria)
A fonte chaveada do projeto dispõe de saídas de 12 a 36vcc com corrente
máxima de 15A, o cabo de comunicação LPT DB25 faz a comunicação da interface
entre programação lógica e a placa TB6560, as chaves switches são responsáveis
por limitar o fim do curso dos fusos de deslocamento dos eixos X, Y, Z. O spindle
funciona com 24vcc e corrente máxima de 7,5A.
7. Cálculos de usinagem
O processo de usinagem pode ser definido como uma seleção de processo
ideal onde a relação entre custo e tempo é relacionada ao ganho e rendimento da
ferramenta. Assim um processo selecionado de maneira inadequada pode
influenciar no desgaste rápido da ferramenta e a qualidade da usinagem acaba
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
28
sendo de péssima qualidade reduzindo a precisão no momento da medição. Para a
seleção adequada da ferramenta utilizamos a Equação 16 SENAI (1990).
Equação 16 – Cálculo de rotação por minuto
n = 1000.Vc
d.π
Onde;
Vc = velocidade de corte
d= Diâmetro (mm)
n = Rotação do eixo árvore (rpm)
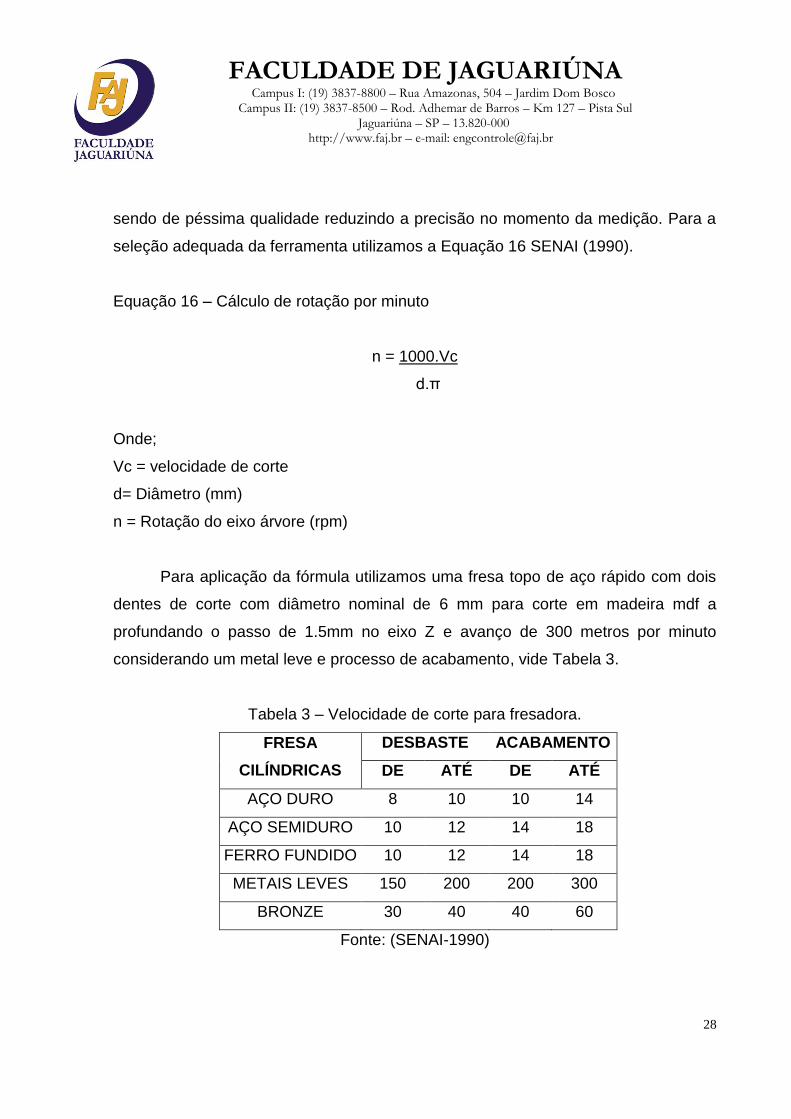
Para aplicação da fórmula utilizamos uma fresa topo de aço rápido com dois
dentes de corte com diâmetro nominal de 6 mm para corte em madeira mdf a
profundando o passo de 1.5mm no eixo Z e avanço de 300 metros por minuto
considerando um metal leve e processo de acabamento, vide Tabela 3.
Tabela 3 – Velocidade de corte para fresadora.
FRESA
CILÍNDRICAS
DESBASTE ACABAMENTO
DE ATÉ DE ATÉ
AÇO DURO 8 10 10 14
AÇO SEMIDURO 10 12 14 18
FERRO FUNDIDO 10 12 14 18
METAIS LEVES 150 200 200 300
BRONZE 30 40 40 60
Fonte: (SENAI-1990)
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
29
Equação 16 – Cálculo de rotação
n = 1000.Vc
d.π
n = 1000.300 = 15915rpm
6.π
A rotação adequada para usinagem na madeira mdf deve estar na faixa
mínima de 15915 RPM pode variar de acordo com o fabricante da ferramenta e a
matéria prima.
A equação 17 SENAI (2005) é aplicada para calcular a velocidade de avanço,
sendo que uma velocidade de avanço selecionada inadequadamente pode
influenciar na quebra ou desgaste da ferramenta, também influencia na rugosidade
do material usinado impactando na variação das medições do produto.
Equação 17 – Cálculo de velocidade do avanço em mm/min
Vf = 1000.Vc.Z.fz
d.π
Onde;
Vf = velocidade do avanço em mm/min
Vc = velocidade de corte
Z = numero de dentes da fresa
fz =avanço por dente em mm
d = diâmetro externo da fresa
Vf = 1000.Vc.Z.fz
d.π
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
30
Vf = 1000.400.2.0,010
6.π
Vf=318mm/min
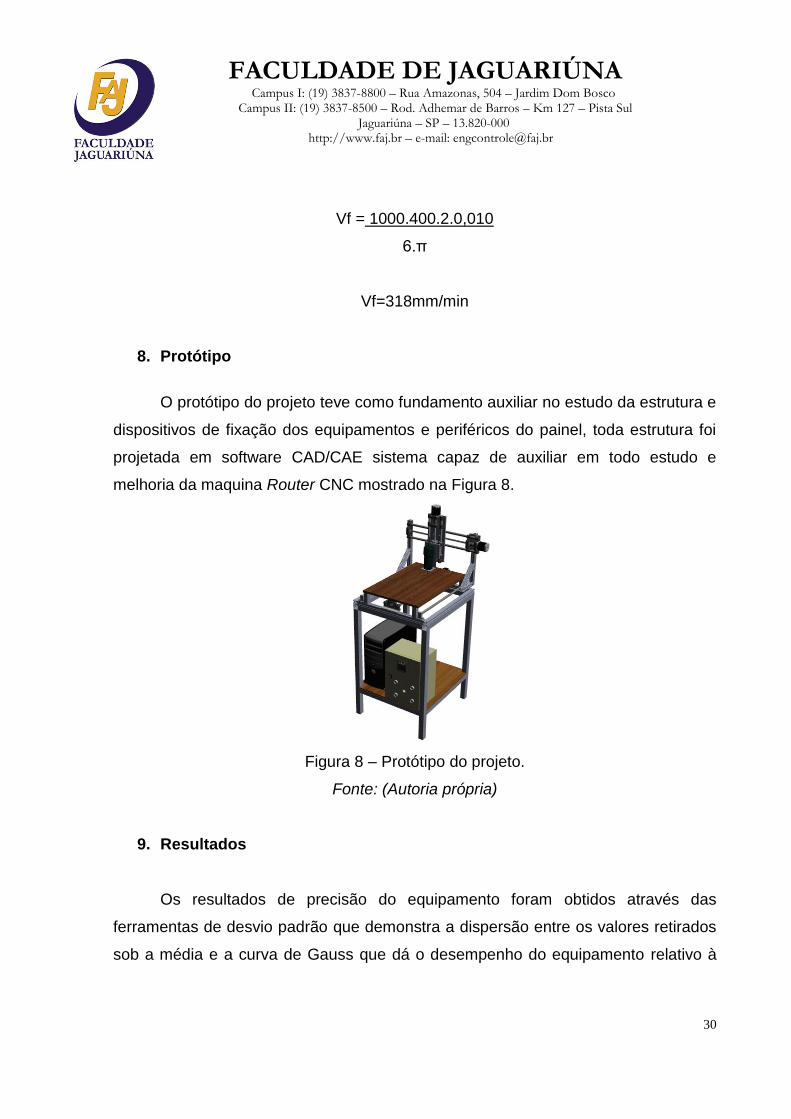
8. Protótipo
O protótipo do projeto teve como fundamento auxiliar no estudo da estrutura e
dispositivos de fixação dos equipamentos e periféricos do painel, toda estrutura foi
projetada em software CAD/CAE sistema capaz de auxiliar em todo estudo e
melhoria da maquina Router CNC mostrado na Figura 8.
Figura 8 – Protótipo do projeto.
Fonte: (Autoria própria)
9. Resultados
Os resultados de precisão do equipamento foram obtidos através das
ferramentas de desvio padrão que demonstra a dispersão entre os valores retirados
sob a média e a curva de Gauss que dá o desempenho do equipamento relativo à
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
31
margem que existe entre as exigências de projeto ou tolerâncias com especificações
de suas determinadas características.
Amplitude com variação do processo da fabricação pode ser mensurada
calculando-se o desvio padrão e a curva de Gauss. Para calcular o desvio padrão
primeiro encontra-se a média dos dados coletados, identificados na Tabela 4, para
calcular a média utilizamos a Equação 18 (VIEIRA, 1999).
Equação 18 – Média das amostras
Onde;
ẋ = média das amostras
∑= somatória de todas as amostras
x= amostras retiradas
n= quantidade de amostras retiradas
x = 30,008.30,002.30,005.29,997.29,994.29,985....30,005
30
x = 899,932
30
Média = 29,997
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
32
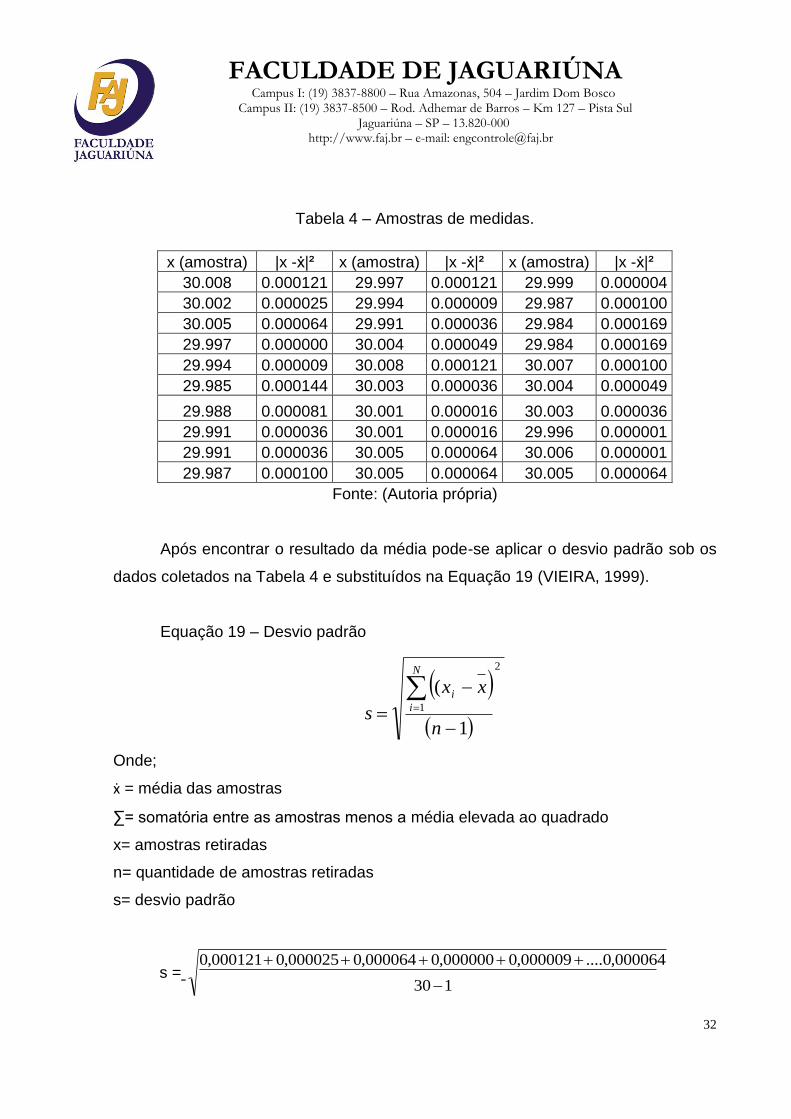
Tabela 4 – Amostras de medidas.
Fonte: (Autoria própria)
Após encontrar o resultado da média pode-se aplicar o desvio padrão sob os
dados coletados na Tabela 4 e substituídos na Equação 19 (VIEIRA, 1999).
Equação 19 – Desvio padrão
2
1
1
(
n
xx
s
N
i
i
Onde;
ẋ = média das amostras
∑= somatória entre as amostras menos a média elevada ao quadrado
x= amostras retiradas
n= quantidade de amostras retiradas
s= desvio padrão
s = 130
400006,0....000009,0000000,0000064,0000025,0000121,0
x (amostra) |x -ẋ|² x (amostra) |x -ẋ|² x (amostra) |x -ẋ|²
30.008 0.000121 29.997 0.000121 29.999 0.000004
30.002 0.000025 29.994 0.000009 29.987 0.000100
30.005 0.000064 29.991 0.000036 29.984 0.000169
29.997 0.000000 30.004 0.000049 29.984 0.000169
29.994 0.000009 30.008 0.000121 30.007 0.000100
29.985 0.000144 30.003 0.000036 30.004 0.000049
29.988 0.000081 30.001 0.000016 30.003 0.000036
29.991 0.000036 30.001 0.000016 29.996 0.000001
29.991 0.000036 30.005 0.000064 30.006 0.000001
29.987 0.000100 30.005 0.000064 30.005 0.000064
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
33
s= 0,00793
s=0,008
Para determinar qual o percentual das medidas retiradas é utilizada a
Equação 20 (FARIAS, 2009).
Equação 20 – Distribuição Normal Z
Z = x-ẋ
s
Onde;
Z = média das amostras
x= variação das amostras
ẋ= média
s= desvio padrão (σ)
Com os dados adquiridos ao longo dos cálculos temos:
Média = 29,997
Desvio padrão (σ) = 0,0079 = 0,008
Variação em x = 30 ± 0,008
Temos então:
Z= 008,0
997,29008,30
Z=1,375
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
34
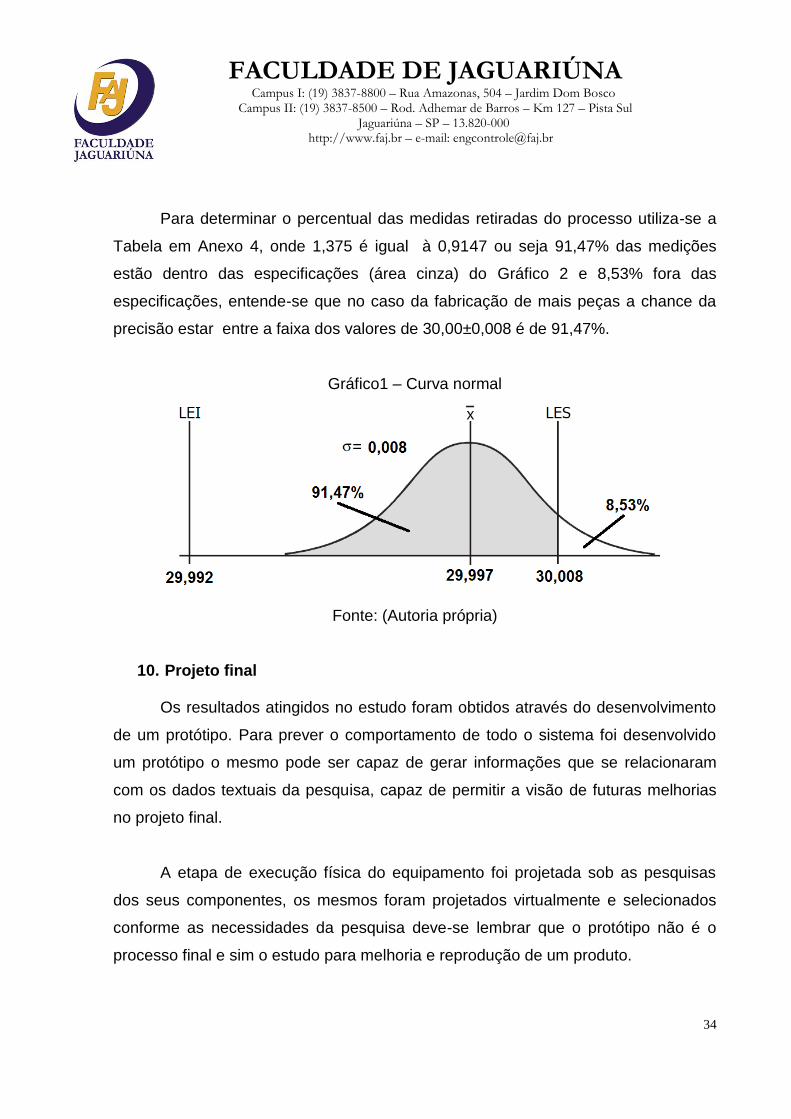
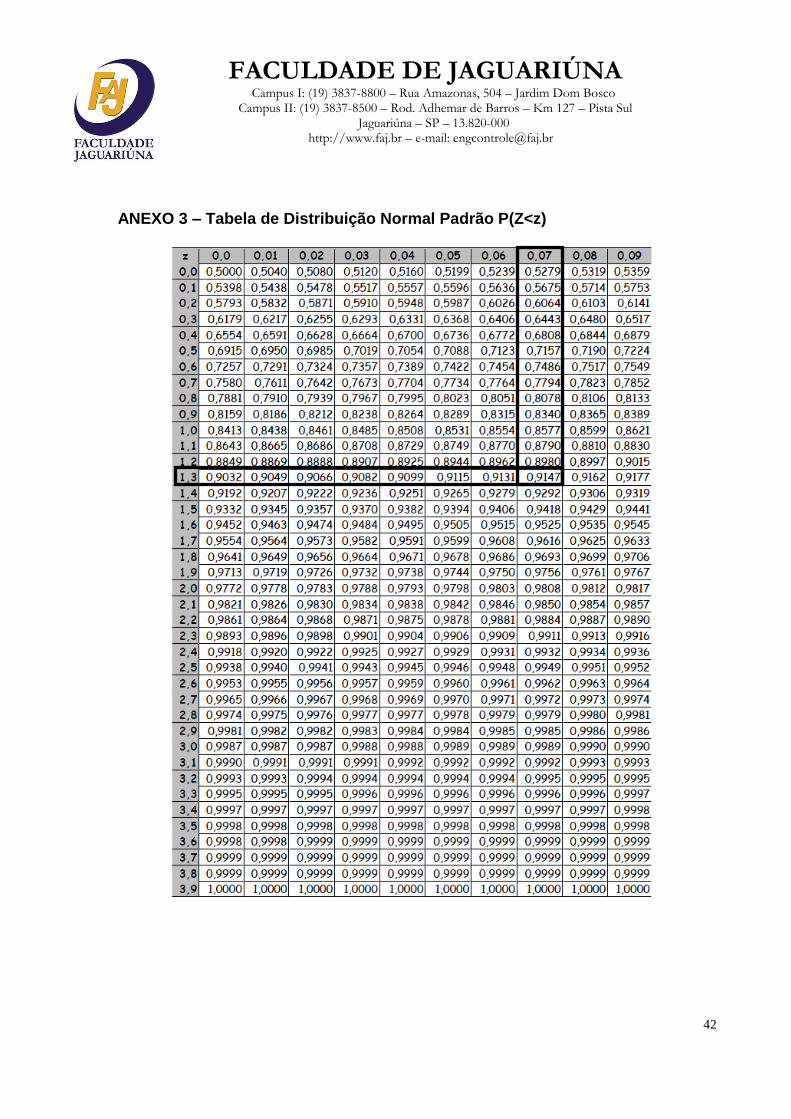
Para determinar o percentual das medidas retiradas do processo utiliza-se a
Tabela em Anexo 4, onde 1,375 é igual à 0,9147 ou seja 91,47% das medições
estão dentro das especificações (área cinza) do Gráfico 2 e 8,53% fora das
especificações, entende-se que no caso da fabricação de mais peças a chance da
precisão estar entre a faixa dos valores de 30,00±0,008 é de 91,47%.
Gráfico1 – Curva normal
Fonte: (Autoria própria)
10. Projeto final
Os resultados atingidos no estudo foram obtidos através do desenvolvimento
de um protótipo. Para prever o comportamento de todo o sistema foi desenvolvido
um protótipo o mesmo pode ser capaz de gerar informações que se relacionaram
com os dados textuais da pesquisa, capaz de permitir a visão de futuras melhorias
no projeto final.
A etapa de execução física do equipamento foi projetada sob as pesquisas
dos seus componentes, os mesmos foram projetados virtualmente e selecionados
conforme as necessidades da pesquisa deve-se lembrar que o protótipo não é o
processo final e sim o estudo para melhoria e reprodução de um produto.

FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
35
As montagens do projeto estão disponíveis na Figura 9, Figura 10 e Figura 11
onde pode se constatar o ponto de desenvolvimento alcançado durante o estudo da
pesquisa.
Figura 9 – Painel elétrico. Figura 10 – Montagem da Tb6560 e fonte.
Fonte: (Autoria própria) Fonte: (Autoria própria)
Figura 11 – Montagem da Router.
Fonte: (Autoria própria)
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
36
Conclusão
Ao selecionar uma placa controladora adequada para a comunicação das
interfaces utilizando a pesquisa de mercado pode-se concluir qualquer periférico
utilizado no projeto que não fosse considerado, teria afetado no desempenho do
estudo. No dimensionamento técnico foi identificado a necessidade tanto dos
equipamentos como tempo e velocidade de trabalho, sob esses estudos foram tendo
pequenos ajustes manuais para determinar o maior rendimento.
É importante ressaltar que os dados adquiridos nesta pesquisa partem de um
estudo amplo, em que vários aspectos, além dos cálculos, como aplicações dos
conhecimentos técnicos, experiências profissionais na área, também foram
avaliados para aplicar e auxiliar futuramente no desenvolvimento de futuras
ferramentas de comunicação de interfaces que venham beneficiar a engenharia na
melhoria de processo e sua precisão na automação das maquinas operatrizes CNC.
Considerações finais
Este estudo se propôs, como objetivo principal, desenvolver a pesquisa e
montagem de uma interface de Fresa CNC que se comunica perfeitamente com
seus periféricos, avaliando seu rendimento e precisão. Constatou-se que o
equipamento projetado é aplicável para usinagem de madeira MDF, obtendo
pequenas variações dimensionais sob sua usinagem, constatou-se também que
para a usinagem de superfícies e desenhos mais complexos teríamos que
redimensionar tanto placa controladora como os periféricos, pois os mesmos se
limitam se a uma alta qualidade em relação ao seu investimento utilizado para a
fabricação, sendo que vários itens do projeto eram recondicionados, ressaltando que
o equipamento é apenas um protótipo foi levado em conta um baixo investimento.
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
37
Bibliografia
AKIYAMA. Treinamento de motores de passo, drivers e introdução a servo
acionamentos. Empresa Akiyama soluções tecnológicas, Curitiba, 2009.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR 10647:
Desenho Técnico. Rio de Janeiro, 1989.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR 6158: Sistemas
de tolerâncias e ajustes. 1995.
DATA SHEET TOSHIBA TB6560. The schematic for A 3-axis stepper motor
controller based on the TB6560 controller. Disponível em:
<http://www.drkfs.net/REVERSESTEPPER.htm>. Acesso em: 11 set. 2014.
FARIAS, A. M. Métodos estatísticos I. Rio de Janeiro. Fundação CECIERJ, 2009.
FIALHO, A. B. Solidworks Office Premium 2008 - Teoria e Prática no
Desenvolvimento de Produtos Industriais - Plataforma para Projetos CAD/CAE/CAM.
São Paulo: Érica, 2008. ISBN: 978-85-3650-1932.
FONSECA, J. Ferramentas de simulação em mecânica: elementos finitos.
Material compilado para a disciplina de Elementos Finitos para Graduação e Pós-
graduação em Engenharia Mecânica. UFRGS. 2002.
HIBBELER, R. C. Resistência dos materiais. 7.ed. São Paulo: Prentice Hall, 20
MARQUES, A. C. Análise de similares: Contribuição ao desenvolvimento de uma
metodologia de seleção de materiais e eco design. 2008. 127f. Programa de Pós-
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
38
Graduação em Engenharia de Minas, Metalúrgica e de Materiais-PPGEM,
Universidade Federal do Rio Grande do Sul, Porto Alegre, 2008.
PARKER. Apostila 1600.231.01 - Tecnologia Eletromecânica. Brasil, 2003.
SENAI. Apostila de CNC comando numérico computadorizado. Escola SENAI
Roberto Mange, Campinas, 2005.
SENAI-SP. SMO fresador Mecânico. São Paulo, 1990.
SOPRANA, J. MSA: Avaliação de sistemas de medição. Apostila do Laboratório
de informática do CEFET/RS – UNED. Sapucaia do Sul, 2007.
VIEIRA, S. Estatística para a qualidade: como avaliar com precisão a qualidade
em produtos e serviços. Rio de Janeiro: Editora Campus, 1999.

FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
39
APÊNDICE 1 - Desenho Técnico conforme Norma NBR 10647
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
40
ANEXO 1 – Coeficiente de segurança
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
41
ANEXO 2 – Data Sheet motor de passo 9,5Kgf.cm
FACULDADE DE JAGUARIÚNA
Campus I: (19) 3837-8800 – Rua Amazonas, 504 – Jardim Dom Bosco Campus II: (19) 3837-8500 – Rod. Adhemar de Barros – Km 127 – Pista Sul Jaguariúna – SP – 13.820-000 http://www.faj.br – e-mail: [email protected]
42
ANEXO 3 – Tabela de Distribuição Normal Padrão P(Z<z)