Embed Size (px)
Citation preview
UNIVERSIDADE SÃO FRANCISCO
Curso de Engenharia de Produção
JONATHAN FELIPE MATHEUS TATIANE VERIDICO RODRIGUES
YANN BARROS DE TOLEDO FERRARI
GREEN BELT: PROJETO PARA MELHORIA DO DESEMPENHO DA QUALIDADE E
PERFORMANCE DE PRODUÇÃO
Campinas 2013
JONATHAN FELIPE MATHEUS – R.A. 004200900225 TATIANE VERIDICO RODRIGUES – R.A. 004200900072
YANN BARROS DE TOLEDO FERRARI – R.A. 004200900100
GREEN BELT: PROJETO PARA MELHORIA DO DESEMPENHO DA QUALIDADE E
PERFORMANCE DE PRODUÇÃO
Monografia apresentada ao Curso de Engenharia de Produção da Universidade São Francisco, como requisito parcial para obtenção do título de Bacharel em Engenharia de Produção. Orientador : Prof. Ms. Helton Salles de Oliveira
Campinas 2013
JONATHAN FELIPE MATHEUS TATIANE VERIDICO RODRIGUES
YANN BARROS DE TOLEDO FERRARI
GREEN BELT: PROJETO PARA MELHORIA DO DESEMPENHO DA QUALIDADE E
PERFORMANCE DE PRODUÇÃO
Monografia apresentada, defendida e aprovada pelo Programa de Graduação em Engenharia de Produção da Universidade São Francisco, como requisito parcial para obtenção do título de Bacharel em Engenharia de Produção. Área de Concentração: Industrial Data de Aprovação: ___/___/____
Banca Examinadora:
Prof. Ms. Helton Salles de Oliveira (Orientador)
Universidade São Francisco
Prof. Dr. Emílio Gruneberg Boog (Examinador)
Universidade São Francisco
Prof. Dr. Robisom Damasceno Calado (Examinador)
Universidade São Francisco

Aos professores deste país pelo idealismo, confiança e coragem, e aos nossos pais pela dedicação e amor.

"Seja a mudança que você quer ver no mundo". Mahatma Gandhi
RESUMO
Esta monografia demonstra como a metodologia e o conceito Seis Sigma pode ser
aplicado na área de manufatura de uma indústria automotiva. O Seis sigma é uma
metodologia que utiliza um conjunto de ferramentas da qualidade automotiva e ferramentas
de estatística aplicadas seguindo uma seqüência cronológica de projeto – conhecida como
DMAIC. É uma sistemática voltada para solução de problemas crônicos e melhoria de
processos e que com o auxilio da estatística, pode ser comprovada através de fatos e
dados. O que será apresentado no decorrer do trabalho será a aplicação na prática do
conceito Seis Sigma na melhoria do desempenho da qualidade e performance de uma linha
de produção, visando a redução de desperdícios, melhora da qualidade e,
conseqüentemente, aumento da competitividade da empresa no mercado. Essa linha de
produção consiste no processo de montagem de uma válvula pedal de freio que é utilizada
em caminhões e ônibus para acionamento pneumático do sistema de freio de veículos
comerciais pesados. O resultado encontrado pela aplicação desta metodologia foi uma
redução no desperdício por conta de reprovação de peças ocasionado por sistema de
medição não confiável e problemas relacionados a qualidade de peças e componentes
comprados. Foi utilizado o software minitab versão 16 para criação e análise de dados e
gráficos.
Palavras-chave: Seis Sigma, Estatística e Melhoria.

ABSTRACT
This monograph demonstrates how the methodology and concept Six Sigma can be
applied in the area of manufacturing an automotive industry. Six Sigma is a methodology that
uses a set of quality automotive tools and statistical tools applied following a chronological
sequence of project - known as DMAIC . It is a systematic solution facing chronic problems
and improving processes and with the help of statistics, can be proven through facts and
data . What is presented in this work will be the practical application of the concept in Six
Sigma performance improvement of quality and performance of a production line, in order to
reduce waste, improve quality and consequently increase the competitiveness of company in
the market. This production line is in the process of assembling a pedal brake valve that is
used in trucks and buses for pneumatic actuation of the brake system of heavy commercial
vehicles. The results found by the application of this methodology was a reduction in waste
because of disapproval caused by unreliable measurement and problems related to quality of
purchased components and spare parts system. Minitab version 16 software for creating and
analyzing data and graphs were used.
Keywords: Six Sigma, Statistics and Improvement.

SUMÁRIO
1 INTRODUÇÃO.............................................................................................................. 10
1.1 CONTEXTUALIZAÇÃO........................................................................................... 10
1.1.1 Empresa.......................................................................................................... 11
1.2 OBJETIVOS............................................................................................................ 11
1.3 JUSTIFICATIVA...................................................................................................... 12
2 REVISÃO BIBLIOGRÁFICA.............................. ........................................................... 13
2.1 QUALIDADE ........................................................................................................... 13
2.1.1 Eras da Qualidade........................................................................................... 14
2.2 FERRAMENTAS DA QUALIDADE.......................................................................... 16
2.2.1 Fluxograma ..................................................................................................... 17
2.2.2 Folha de Verificação........................................................................................ 18
2.2.3 Gráfico de Pareto ............................................................................................ 19
2.2.4 Diagrama de causa e efeito ............................................................................. 20
2.2.5 Gráfico de Tendência ...................................................................................... 20
2.2.6 Histograma...................................................................................................... 21
2.2.7 Cartas de Controle .......................................................................................... 21
2.2.8 Gráficos de Dispersão ..................................................................................... 22
2.2.9 Ferramentas da Qualidade na Indústria Automotiva ........................................ 22
2.2.9.1 MSA (Measurement Systems Analysis) ......................................................... 23
2.2.9.2 CEP (Controle Estatístico do Processo)......................................................... 25
2.2.9.3 FMEA (Failure Mode and Effect Analysis) ...................................................... 26
2.2.9.4 Os 5 Porquês ................................................................................................. 26
2.2.9.5 5W2H............................................................................................................. 27
2.3 SEIS SIGMA........................................................................................................... 27
2.4 RTY (ROLLED THROUGHPUT YIELD).................................................................. 36
2.5 POKA YOKES......................................................................................................... 37
2.6 MINITAB ................................................................................................................. 38
3 METODOLOGIA ........................................ ................................................................... 39
3.1 CONTRATO DE PROJETO .................................................................................... 39
3.2 DEFINIR (D) ........................................................................................................... 40
3.3 MEDIR (M).............................................................................................................. 42
3.4 ANALISAR (A) ........................................................................................................ 43
3.5 IMPLEMENTAR (I).................................................................................................. 44
3.6 CONTROLAR (C) ................................................................................................... 44
4 RESULTADOS......................................... ..................................................................... 45
4.1 CONTRATO DE PROJETO .................................................................................... 45
4.2 DEFINIR (D) ........................................................................................................... 47
4.3 MEDIR (M).............................................................................................................. 48
4.4 ANALISAR (A) ........................................................................................................ 53
4.5 IMPLEMENTAR (I).................................................................................................. 56
4.6 CONTROLAR (C) ................................................................................................... 63
5 CONCLUSÃO .......................................... ..................................................................... 64
REFERÊNCIAS BIBLIOGRÁFICAS......................... ........................................................... 66
10
1 INTRODUÇÃO
1.1 Contextualização
A competitividade que está presente no mundo atual dos negócios leva as Indústrias de
diversos setores a buscarem as mais diferentes e criativas soluções para aumentarem o seu
diferencial perante o mercado. Diante de um cenário agressivo, que pode ser comparado
com uma “Selva”, surgiram muitos conceitos e métodos para solução de problemas e
redução de desperdício. O que começou como um conjunto de ferramentas da qualidade
evoluiu para uma poderosa caixa de ferramentas chamada de Six Sigma. O nome Six Sigma
está totalmente ligado a redução de variação que é a principal causa dos desperdícios e
problemas que as empresas enfrentam e muitas vezes estão ocultas. As ferramentas dentro
do Six Sigma podem ser aplicadas para os mais diferentes tipos de problemas, desde
aqueles aparentemente mais simples e que podem facilmente ser medidos até aqueles que
nos levam a trabalhosas análises gráficas e desenvolvimento de experimentos, um trabalho
totalmente ligado a pesquisa porém aplicado na prática.
O grande desafio que as empresas enfrentam é o de transformar questões reais e
problemas que incomodam no dia a dia em números, que posteriormente serão levados ao
campo estatístico, onde serão analisados, decifrados, solucionados e em seguida trazidos
para o mundo real em forma de ações de melhoria, correção, prevenção e controle.
A estatística nem sempre é entendida pelos Engenheiros e Administradores que estão
no mercado, muitas vezes em posições de liderança. Normalmente o entendimento de
estatística fica limitado a controles produtivos diários ou simples gráficos para comparação
de resultados contra metas propostas. Isso muitas vezes cria uma dificuldade para as
empresas em solucionar questões que aparentemente são do dia a dia, ou variações
declaradas por muitos como “inerentes ao processo” e que demandam investimento. O Seis
Sigma trabalha nesse campo para mostrar que a estatística e a pesquisa, de forma aplicada
e prática, trazem um resultado extremamente positivo para a empresa, que pode ser
decisivo para se manter competitiva no mercado e que valoriza o diferencial do profissional
especializado nessa metodologia.

11
1.1.1 Empresa
A empresa WABCO Sistema de Freios Veiculares dispõe de uma única planta de
manufatura na América do Sul e um centro de Distribuição e sua Matriz Mundial de
Engenharia encontra-se na Alemanha e a sede de negócio na Bélgica. A unidade de
Sumaré desenvolve atividades para o eixo de mercado automotivo pesado, através da
fabricação de componentes para o sistema de frenagem e controle de caminhões e ônibus.
A empresa está divida em unidade de valor ou Value Stream. Esse conceito foi aplicado
para a empresa WABCO devido a sua organização matricial corporativa que dispõe de um
Vice Presidente para cada tipo de produto correspondente a uma unidade de negócio ou
Business Unit. Na WABCO America do Sul os produtos são manufaturados conforme as
seguintes divisões: C&B (Compressor and Brake ou Compressores e Freios) e VDC/TRAM
(Vehicles Dynamic Controls and Trailer System Aftermarket ou Controles Dinâmicos de
Veículos e Sistemas para Carretas no Mercado de Reposição). Dentro da organização de
VDC/TRAM são fabricadas as famílias de Válvulas, onde estão incluídas as válvulas Freio
de Mão e Válvulas Pedal de Freio.
1.1.2 Caracterização do Problema
Excesso de rejeição de Válvulas Pedal de Freio devido a vazamento de ar acima da
especificação de produto na bancada de teste final afetando o rendimento – yield – da
unidade de valores VDC/TRAM.
1.2 Objetivos
Este presente trabalho tem como objetivo executar um projeto utilizando as
ferramentas e metodologias Seis Sigma para reduzir variação no processo de manufatura
de Válvulas Pedal de Freio. Através desse trabalho, será demonstrada a importância de
trabalhar um problema sistêmico dentro do universo estatístico e trazer dele uma solução
prática e eficaz.
12
1.3 Justificativa
Utilizando a ferramenta Seis Sigma é possível, de forma precisa, definir o problema e
medir, garantindo que o processo está refletindo a realidade e priorizar os esforços naquilo
que vai trazer o resultado com maior eficácia. Essa medição é seguida por uma analise
crítica que leva à implementação de ações de correção e melhorias e permitem que o
processo seja controlado ao longo do tempo, trazendo nesse caso um benefício para a
empresa em formato de redução de desperdício.

13
2 REVISÃO BIBLIOGRÁFICA
2.1 QUALIDADE
Desde muito tempo atrás, se um artesão fosse questionado sobre o que é qualidade,
suas respostas, assim como a de muitos outros profissionais da área em épocas distintas,
seriam bastante diversas. Como esses trabalhadores dominavam todo o processo produtivo
de seus produtos, desde a concepção do projeto ao pós-vendas, e estavam muito mais
próximos de seus clientes e suas exigências (necessidades), por isso precisavam ter muito
cuidado com a qualidade e/ou repercussão de seus produtos, pois isso acontecia através da
opinião de seus clientes pela comunidade nos tempos antigos. Os conceitos de
confiabilidade, conformidade, tolerância e especificação não eram abordados naquela
época. Apesar de atender as necessidades do cliente e acompanhar todo o processo
produtivo de seus produtos, o artesão ainda não pensava em importantes fatores que
chegariam a compor o conceito da qualidade (Carvalho et al., 2012).
Esse conceito de trabalho artesanal permaneceu até o final século XIX, onde até a
maior montadora de automóveis da época, a Panhard e Levassor (P&L), utilizavam esse
conceito não montando seus carros iguais. Por conta disso, era bastante comum que
ocorresse o chamado “susto dimensional”, quando um produto, no caso o veículo, poderia
diferir de outro fabricado sob o mesmo projeto, no quesito dimensional, devido aos ajustes
das peças, feitos pelos artesãos.
A revolução industrial veio para mudar o conceito de trabalho artesanal e trouxe
consigo uma nova ordem produtiva, a padronização e a produção em larga escala. Surge
também a função de um inspetor de qualidade do produto, áreas como a metrologia,
sistema de medidas e especificações. Em meados de 1920, o conceito da qualidade
progrediu após o surgimento dos gráficos de controle e o ciclo PDCA que já direcionaria as
atividades de análise e solução de problemas. Desde então, novos conceitos foram
nascendo e evoluindo e com isso a qualidade sempre galgava mais espaço nas indústrias.
No período pós-guerra, quando o Japão se recuperava do período traumático, Deming e
Juran, dois nomes respeitáveis na formação da qualidade estiveram no Japão influenciando
a criação do modelo de qualidade e produtividade japonês. E tempos depois, segundo
Carvalho et. al (2012), o modelo japonês esbanjava êxito, mencionando já naquela época a
aferição dos defeitos em parte por milhão, enquanto no Ocidente, as métricas eram ainda
expostas em porcentagens.
14
2.1.1 Eras da Qualidade
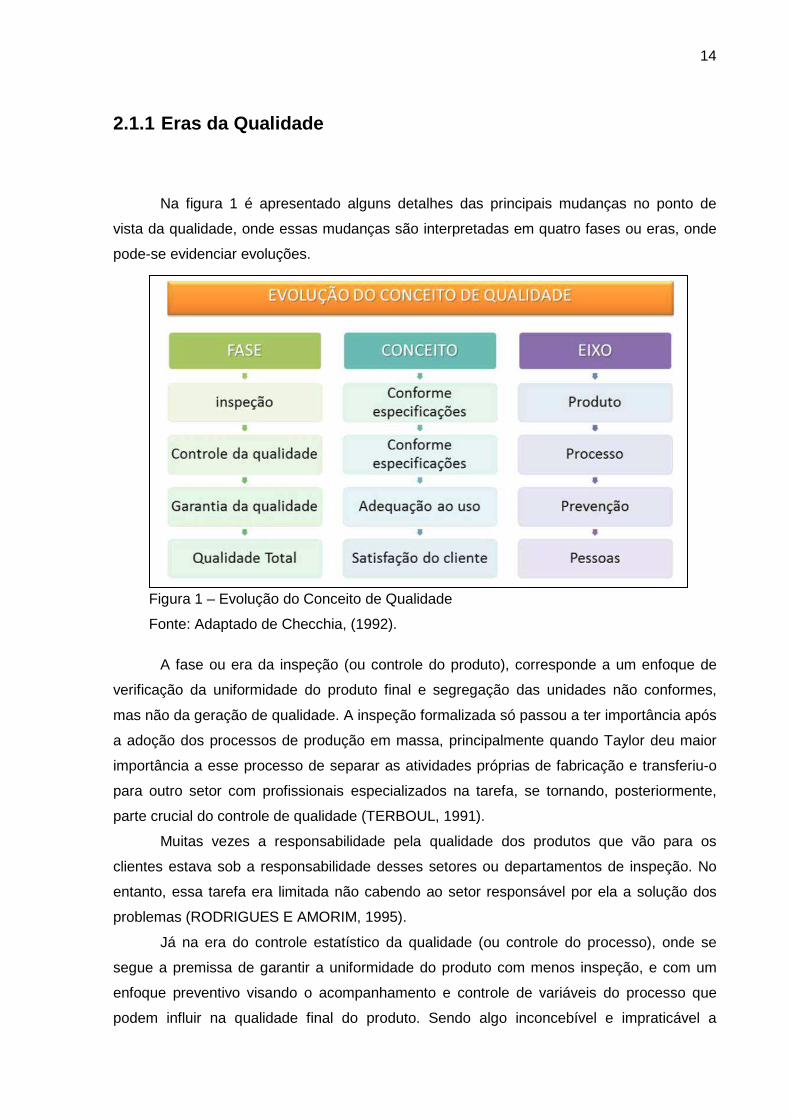
Na figura 1 é apresentado alguns detalhes das principais mudanças no ponto de
vista da qualidade, onde essas mudanças são interpretadas em quatro fases ou eras, onde
pode-se evidenciar evoluções.
A fase ou era da inspeção (ou controle do produto), corresponde a um enfoque de
verificação da uniformidade do produto final e segregação das unidades não conformes,
mas não da geração de qualidade. A inspeção formalizada só passou a ter importância após
a adoção dos processos de produção em massa, principalmente quando Taylor deu maior
importância a esse processo de separar as atividades próprias de fabricação e transferiu-o
para outro setor com profissionais especializados na tarefa, se tornando, posteriormente,
parte crucial do controle de qualidade (TERBOUL, 1991).
Muitas vezes a responsabilidade pela qualidade dos produtos que vão para os
clientes estava sob a responsabilidade desses setores ou departamentos de inspeção. No
entanto, essa tarefa era limitada não cabendo ao setor responsável por ela a solução dos
problemas (RODRIGUES E AMORIM, 1995).
Já na era do controle estatístico da qualidade (ou controle do processo), onde se
segue a premissa de garantir a uniformidade do produto com menos inspeção, e com um
enfoque preventivo visando o acompanhamento e controle de variáveis do processo que
podem influir na qualidade final do produto. Sendo algo inconcebível e impraticável a
Figura 1 – Evolução do Conceito de Qualidade
Fonte: Adaptado de Checchia, (1992).
15
inspeção da totalidade dos produtos por motivos técnicos, econômicos e de prazo, o sistema
de amostragem passou a ser adotado com técnicas específicas e com maior confiabilidade
propiciando grande avanço nos processos de qualidade (GARVIN, 1992).
O controle de processo fundamentou o desenvolvimento das técnicas de controle
estatístico da qualidade, organizando as etapas que compõem um processo (fluxo, tarefas,
insumos, produtos gerados, atividades) podendo assim obter informações sistematizadas e
perceber os pontos críticos e oportunidades de melhoria para os processos. As
metodologias associadas ao controle da qualidade ganham forças com o envolvimento das
áreas produtivas e de projeto alavancando cada vez mais a qualidade dos processos
(RIBEIRO, 2008).
A era de garantia da qualidade se sustenta em programas e sistemas, que envolvem
todos os departamentos associados à cadeia de produção, direta ou indiretamente, no
sentido de haver um planejamento da qualidade a fim de impedir falhas e garantir a
uniformidade e conformidade do produto final. Empresas que, por exemplo, implantaram um
sistema de gestão da qualidade baseado nas normas da série ISO 9000, encontram se,
provavelmente, nessa fase evolutiva em relação a qualidade (Mello et. al, 2009).
Diversos debates rodeavam o real significado da qualidade e qual era o nível
suficiente para alcançá-la, principalmente pelo fato de não existirem estudos estimando
quanto aos custos que implicavam sua implementação nas empresas. Nesse contexto
Joseph M. Juran, em 1951, publica o Quality Control Handbook que se tornou referência no
tema, pois a obra apresenta elementos de investimento para se ter qualidade, levando em
consideração o início do projeto até a fase final do ciclo de vida de um produto, abrangendo
assistência, perdas, descarte, retrabalho, refugo e devoluções (MORAES; JUNIOR, 2012).
Também na década de 1950 Deming e Juran (estatísticos especialistas em
qualidade), discípulos de Walter A. Shewhart que desenvolveu o Gráfico de Controle de
Processo, foram convidados para capacitar líderes industriais japoneses. O objetivo era
ajudar a reconstrução industrial do país após a 2ª guerra mundial, e essa contribuição foi
muito expressiva em todo Japão. Em 1954 Juran, ainda no Japão, introduziu uma nova era
no controle de qualidade tirando o foco apenas dos aspectos tecnológicos das fábricas para
uma preocupação global e holística, abarcando toda a organização e todos os aspectos de
seu gerenciamento (MAXIMIANO, 2000).
Na era de Gestão da Qualidade Total de acordo com Campos (1992),
[...] o controle da qualidade total é um novo modelo gerencial centrado no
controle do processo, tendo como meta à satisfação das necessidades das
pessoas. O objetivo mais importante deste “controle” é garantir a qualidade
do “seu produto” (seja ele qual for) para o seu cliente externo ou interno.
16
Para Campos (2004), Qualidade Total são todas aquelas dimensões que afetam a
satisfação das necessidades dos consumidores e, por conseqüência a sobrevivência da
organização. Os modelos e processos intimamente ligados a gestão da qualidade total
permitem o contínuo e incessante aprimoramento das empresas, que a todo o momento são
impelidas a alterar seus procedimentos e sistemáticas na tentativa de atingir maiores níveis
de competitividade de mercado. Para Deming (apud CAMPOS, 2004) é fato bem conhecido
por uma seleta minoria que “a produtividade é aumentada pela melhoria da qualidade”.
A existência de colaboradores qualificados para produzir qualidade, treinados e
capacitados para realizar suas funções da melhor maneira possível é o real controle de
Qualidade Total, Campos (1992) diz que a principal meta de uma organização pode ser
atingida pela prática do Controle da Qualidade Total, por ter as seguintes características
básicas:
• Orientação pelo cliente;
• Qualidade em primeiro lugar;
• Ação orientada por prioridades;
• Controle de processos;
• Respeito pelo empregado como ser humano;
• Comprometimento da alta direção.
2.2 Ferramentas da Qualidade
Ferramentas da Qualidade são técnicas que são utilizadas para definir, mensurar,
analisar e propor soluções para problemas que ocorrem e interferem no desempenho dos
processos de trabalho (LINS, 1993).
Estas ferramentas foram estruturadas com base nos conceitos e práticas existentes
na década de 50 e, após isso, estas tem se mostrado muito importantes para os sistemas de
gestão, sendo um conjunto de ferramentas estatísticas úteis para a melhoria dos processos,
produtos e serviços.
As ferramentas básicas são a essência da engenharia da qualidade. O seu uso pode
representar, entre outros aspectos, um ponto inicial para a melhoria no ambiente de trabalho
e para a redução de custos operacionais, além de auxiliar o profissional na análise de
solução de problemas.
As ferramentas básicas da Qualidade se dividem em:
17
• Fluxograma;
• Folha de Verificação;
• Gráfico de Pareto;
• Diagrama de Causa e Efeito;
• Gráfico de Tendências
• Histograma;
• Carta de Controle;
• Gráfico de Dispersão
2.2.1 Fluxograma
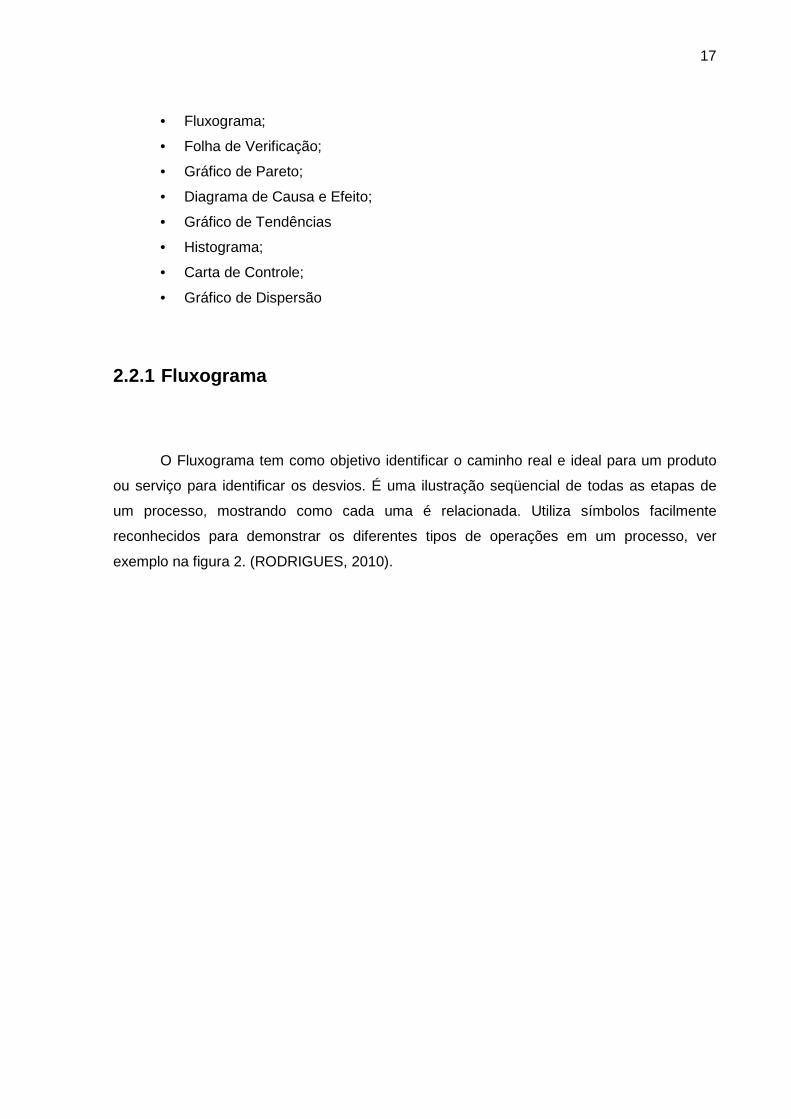
O Fluxograma tem como objetivo identificar o caminho real e ideal para um produto
ou serviço para identificar os desvios. É uma ilustração seqüencial de todas as etapas de
um processo, mostrando como cada uma é relacionada. Utiliza símbolos facilmente
reconhecidos para demonstrar os diferentes tipos de operações em um processo, ver
exemplo na figura 2. (RODRIGUES, 2010).
18
,
2.2.2 Folha de Verificação
A folha de verificação é um quadro para o lançamento do número de acontecimentos
de um determinado evento. A sua aplicação está relacionada com a observação de
fenômenos. Observa-se a quantidade de ocorrências de um problema ou de um evento e
anota-se na folha a sua freqüência (LINS, 1993).
Figura 2 – Fluxograma
Fonte: Pinho; Leal; Montevechi; Almeida (2007).
19
2.2.3 Gráfico de Pareto
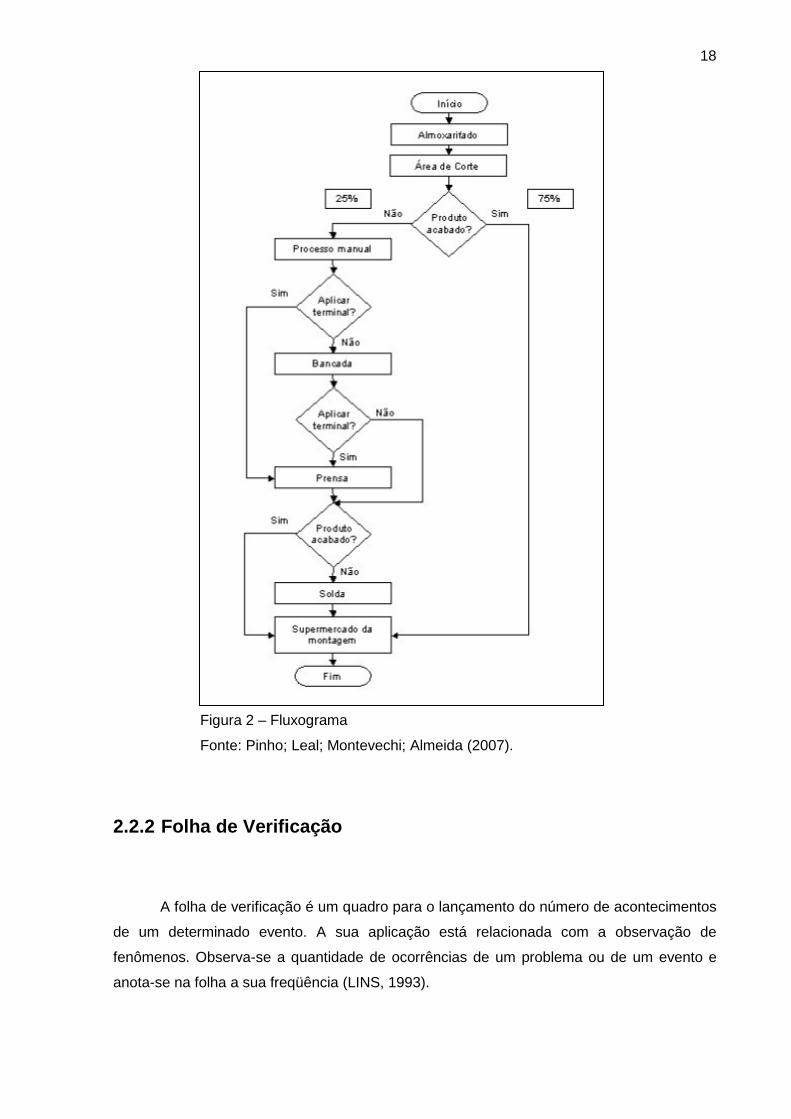
O Diagrama de Pareto tem como objetivo mostrar o quão importante são as
condições, a fim de: escolher o ponto de início para solução do problema; identificar qual a
causa básica do problema e monitorar o sucesso. Vilfredo Pareto foi um economista italiano
que descobriu que a riqueza não era distribuída de maneira uniforme. Ele formulou que
aproximadamente 20% da população detinham 80% da riqueza criando uma condição de
distribuição desigual. Os Diagramas de Pareto podem ser usados para identificar o
problema mais importante através do uso de diferentes critérios de medição, como
frequência ou custo, ver exemplo na figura 3 (GROVE, 1996).
Figura 3 – Gráfico de Pareto
Fonte: Mothé; Correa; Castro; Caetano (2005)
20
2.2.4 Diagrama de causa e efeito
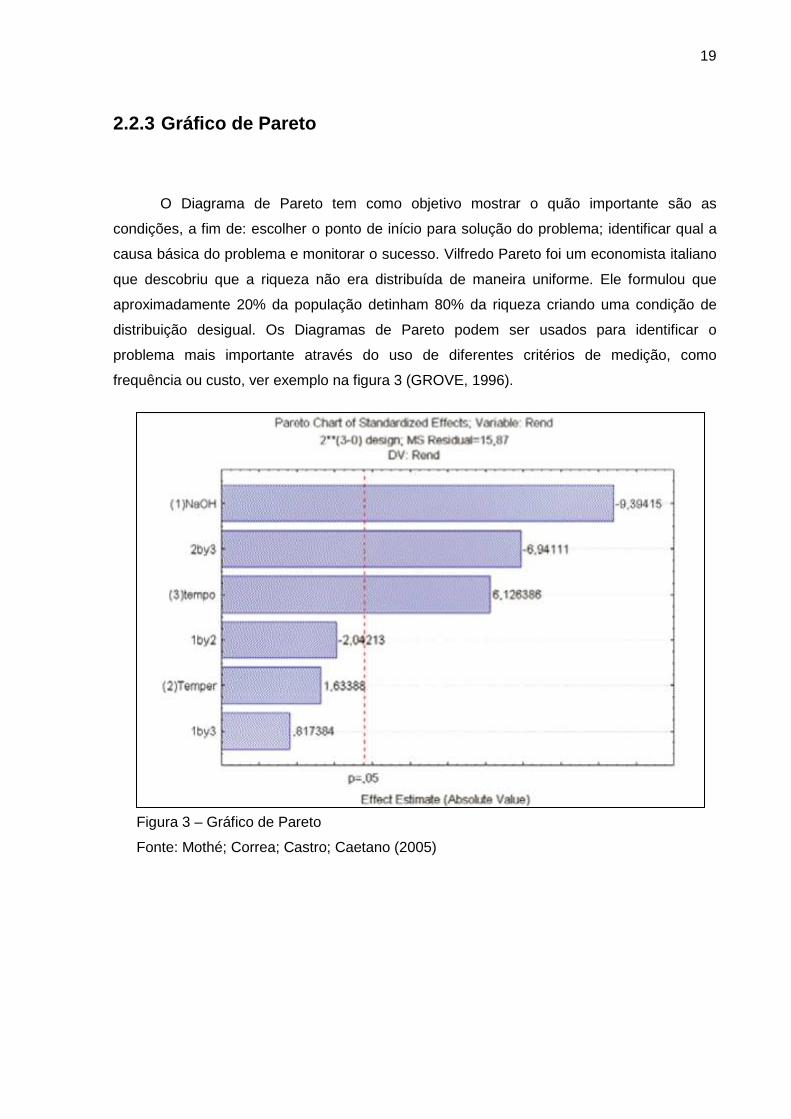
O Diagrama de causa e efeito ou espinha de peixe tem como finalidade analisar e
indicar todas as possíveis causas de uma condição estabelecida ou um problema
específico. Este diagrama foi criado para representar a relação entre o efeito e todas as
possibilidades de causa que podem contribuir para esse efeito. Conhecido também como
Diagrama de Ishikawa, foi desenvolvido por Kaoru Ishikawa, da Universidade de Tóquio, em
1943, onde foi utilizado para demonstrar para o grupo de engenheiros da Kawasaki Steel
Works como vários fatores podem ser ordenados e relacionados, ver exemplo na figura 4
(RODRIGUES, 2010).
2.2.5 Gráfico de Tendência
É um gráfico em coordenadas cartesianas, que descreve o comportamento de uma
variável ao longo do tempo ou em função de outra variável de referência. A sua aplicação é
a identificação de tendências de comportamento, favorecendo a identificação de eventos ou
o entendimento do problema em estudo (LINS, 1993).
Figura 4 – Diagrama de Ishikawa
Fonte: Soares; Koscianki (2005)
21
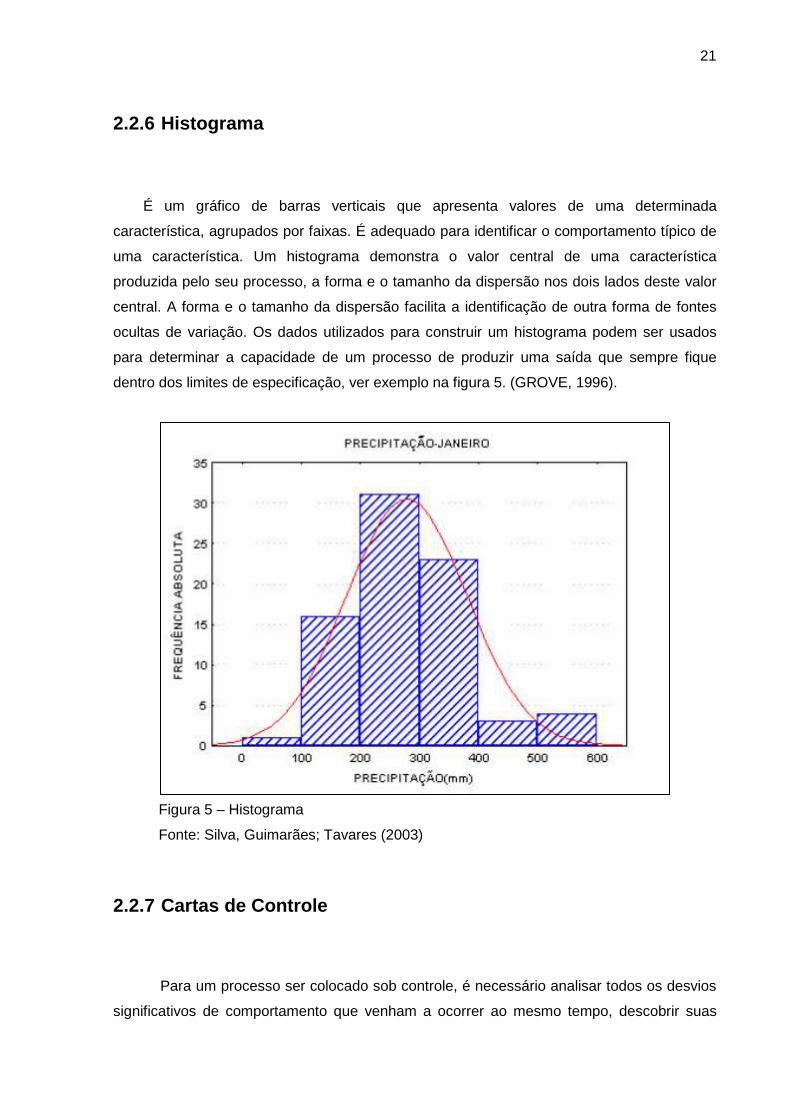
2.2.6 Histograma
É um gráfico de barras verticais que apresenta valores de uma determinada
característica, agrupados por faixas. É adequado para identificar o comportamento típico de
uma característica. Um histograma demonstra o valor central de uma característica
produzida pelo seu processo, a forma e o tamanho da dispersão nos dois lados deste valor
central. A forma e o tamanho da dispersão facilita a identificação de outra forma de fontes
ocultas de variação. Os dados utilizados para construir um histograma podem ser usados
para determinar a capacidade de um processo de produzir uma saída que sempre fique
dentro dos limites de especificação, ver exemplo na figura 5. (GROVE, 1996).
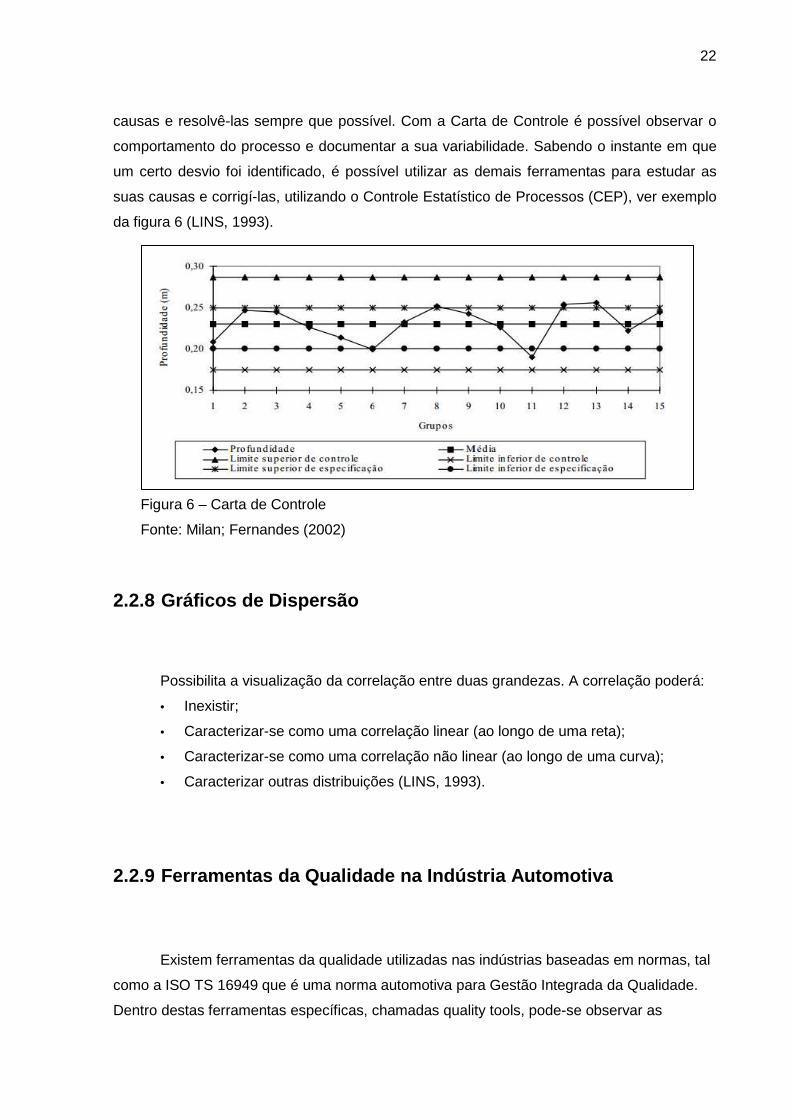
2.2.7 Cartas de Controle
Para um processo ser colocado sob controle, é necessário analisar todos os desvios
significativos de comportamento que venham a ocorrer ao mesmo tempo, descobrir suas
Figura 5 – Histograma
Fonte: Silva, Guimarães; Tavares (2003)
22
causas e resolvê-las sempre que possível. Com a Carta de Controle é possível observar o
comportamento do processo e documentar a sua variabilidade. Sabendo o instante em que
um certo desvio foi identificado, é possível utilizar as demais ferramentas para estudar as
suas causas e corrigí-las, utilizando o Controle Estatístico de Processos (CEP), ver exemplo
da figura 6 (LINS, 1993).
2.2.8 Gráficos de Dispersão
Possibilita a visualização da correlação entre duas grandezas. A correlação poderá:
• Inexistir;
• Caracterizar-se como uma correlação linear (ao longo de uma reta);
• Caracterizar-se como uma correlação não linear (ao longo de uma curva);
• Caracterizar outras distribuições (LINS, 1993).
2.2.9 Ferramentas da Qualidade na Indústria Automot iva
Existem ferramentas da qualidade utilizadas nas indústrias baseadas em normas, tal
como a ISO TS 16949 que é uma norma automotiva para Gestão Integrada da Qualidade.
Dentro destas ferramentas específicas, chamadas quality tools, pode-se observar as
Figura 6 – Carta de Controle
Fonte: Milan; Fernandes (2002)

23
seguintes ferramentas da qualidade voltadas para controles e estudos estatísticos dos
processos de fabricação:
2.2.9.1 MSA (Measurement Systems Analysis)
Segundo o Manual de MSA da ISO TS: 16949 (2010), Sistema de Medição é um
conjunto de operações, procedimentos, meios de medição e outros equipamentos, software
e mão de obra usados para atribuir um número à característica a ser medida, ou seja, todos
os fatores do processo usados para obter as medidas.
A Análise do Sistema de Medição consiste em um estudo que serve para avaliar se o
sistema de medição de uma determinada característica pode prover uma medida confiável.
Para avaliar os fatores que influenciam no sistema de medição, faz-se necessário o uso do
diagrama de Ishikawa. Estes fatores são importantes para indicar quais passos deverão ser
seguidos para a execução do estudo.
Segundo Silva (2002), apesar das diferenças que são possíveis, existem algumas
propriedades estatísticas que todos os sistemas devem ter:
• O sistema de medição deve estar sob controle estatístico de processo, o que
significa que a variação no sistema é resultante somente à causas comuns e não
à causas especiais;
• A variabilidade do sistema de medição deve ser pequena se comparada com a
variabilidade do processo de fabricação;
• A variabilidade do sistema de medição deve ser pequena quando comparada
com os limites de especificação;
• Os incrementos de medida devem ser pequenos em relação ao que for menor
entre a variabilidade do processo ou os limites de especificação.
O controle das variações dos resultados das medições é utilizado para estabelecer
as médias e desvios, acompanhamento da estabilidade no decorrer do tempo,
estabelecimento de previsibilidade e obtenção de coerência. O planejamento e
gerenciamento adequados do sistema de medição têm por finalidade, portanto, proporcionar
economia com os recursos de inspeção (instrumentos, dispositivos de controle, entre outros)
e até mesmo com o intervalo das inspeções.
Dentro do MSA, um dos principais fatores que influenciam o sistema de medição são
os próprios instrumentos. Com isto, é necessário que os instrumentos utilizados estejam
garantindo as medidas indicadas por eles. Para garantir as medidas indicadas pelos

24
instrumentos de medição, é realizada a calibração destes instrumentos. A calibração
consiste em um conjunto de operações que estabelece a relação entre os valores indicados
por um instrumento de medição e os valores das grandezas estabelecidos por padrões de
referência. Basicamente, calibração é a comparação do valor indicado pelo instrumento de
medição com um padrão de referência. A calibração dos instrumentos de medição é
necessária para atender normas da qualidade tais como ISO 9000 e ISO TS 16949
(KOBAYOSHI, 2012).
Segundo o Manual do MSA – 4º Edição, no MSA existe um método para estimar a
variabilidade do sistema de medição. Esta variabilidade é decomposta em:
• Repetitividade: variação das medidas encontradas por apenas um operador,
utilizando o mesmo instrumento de medição e método, ao medir diversas vezes uma
mesma grandeza da mesma peça (corpo de prova).
• Reprodutibilidade: variação das médias obtidas por mais de um operador utilizando o
mesmo instrumento de medição para medir diversas vezes uma mesma grandeza da
mesma peça (corpo de prova).
• R&R: é a soma das variações devido à falta de Repetitividade e Reprodutibilidade.
Uma vez que a soma das variações (R&R) é um valor estimado em porcentagem,
para um sistema de medição cujo propósito é analisar um processo, os critérios para análise
de aceitação do sistema de medição são definidos conforme tabela 1.
Tabela 1 – Critério de aceitação R&R
RR Decisão Comentários
Abaixo
de 10%
Sistema de
medição
geralmente
considerado
aceitável
Recomendável, especialmente útil quando tentamos ordenar ou
classificar peças ou quando for requerido um controle apertado do
processo.
Entre
10% e
30%
Poder ser
aceito para
algumas
aplicações
A decisão deve ser baseada primeiro, por exemplo, na importância
da aplicação da medição, custo do dispositivo de medição, custo do
retrabalho ou reparo. O sistema de medição deve ser aprovado pelo
cliente.
Acima
de 30%
Considerado
inaceitável
Todos os esforços devem ser tomados para melhorar o sistema de
medição. Esta condição pode ser resolvida pelo uso de uma
estratégia apropriada para a medição; por exemplo, utilizar a média
de diversas medições da mesma característica da mesma peça a
fim de reduzir a variabilidade da medida final.
Fonte: Portal Action – Estatcamp (2010)
25
2.2.9.2 CEP (Controle Estatístico do Processo)
O Controle Estatístico de Processo (CEP) pode ser descrito como um conjunto de
ferramentas para monitoramento on-line da qualidade. Com tais ferramentas, é possível
conseguir uma descrição com detalhes do comportamento do processo, identificando a
variabilidade e possibilitando o controle ao longo do tempo, por meio da coleta continuada
de dados e também da análise e bloqueio de possíveis causas especiais, que são
responsáveis pelas instabilidades dos processos. O Controle Estatístico de Processo
abrange a coleta, a análise e a interpretação de dados com a finalidade de resolver um
problema específico (PARANTHAMAN, 1990).
Logo, Controle Estatístico de Processo é uma técnica utilizada para processos de
produção, para auxiliar a detecção de problemas na manufatura de um produto, com o
intuito de diminuir desperdícios e retrabalhos, assim como aumentar a produtividade. O
aumento da produtividade é visado, em geral, por meio da padronização da produção, ou
seja, através da minimização das variações nas especificações dos produtos com operação
de modo estável.
Assim, a Estatística fornece subsídios da maneira a se coletar os dados e formalizar
um padrão a ser utilizado durante o acompanhamento do processo, permitindo que o este
seja capaz de apresentar repetitividade e capaz de operar com pouca variabilidade ao redor
da meta (parâmetro, medida padrão a ser perseguida, objetivada, alcançada).
O CEP é usado para monitorar e controlar a qualidade dos processos utilizando
como base a estatística para averiguação dos dados. Através destes dados, provenientes
dos processos, é possível utilizar gráficos estatísticos para verificar o comportamento dos
processos e utilizar estas informações para tomada de ações e decisões.
A principal idéia do CEP é aprimorar os processos de produção com menos
variabilidade proporcionando níveis melhores de qualidade nos resultados da manufatura. É
muito comum nas empresas que processos industriais não sejam otimizados, no sentido de
serem caracterizados por altos níveis de eficiência, todavia, dentro do CEP existem
ferramentas para monitorar o processo e, portanto, melhorá-lo. (PALADINI, 2002;
CARVALHO & PALADINI, 2005).
A eficácia da utilização do CEP tem base no seguinte conceito: se um processo
acontece sob condições conhecidas e estas são cuidadosamente mantidas, este processo
estará exposto apenas aos efeitos de Causas Comuns - que definem a posição e a
dispersão do processo, configurando-se por uma Distribuição Normal. Assim, sendo um
processo conhecido, é possível prever toda sua ocorrência (PINTON, 1997).
26
2.2.9.3 FMEA (Failure Mode and Effect Analysis)
Stamatis (2003) define FMEA (Failure Mode and Effect Analysis) como um método
de análise de produtos ou processos usado para identificar todos os possíveis modos
potenciais de falha e determinar o efeito de cada um sobre o desempenho do sistema
(produto ou processo), mediante um raciocínio basicamente dedutivo (não exige cálculos
sofisticados), confirmado por Zuffoletti (1997). É portanto, um método analítico padronizado
para detectar e eliminar problemas potenciais de forma sistemática e completa.
Basicamente é tido como um grupo sistemático de atividades, comprometidos com:
1. Reconhecer e avaliar o potencial de falha de um produto/processo e seus efeitos;
2. Identificar ações que podem eliminar ou reduzir as chances de uma falha potencial
ocorrer;
3. Documentar o processo.
O FMEA utiliza um formulário que serve como um roteiro para sua elaboração e uma
maneira de dispor e organizar os dados obtidos. A definição de cliente abordada pelo FMEA,
não é simplesmente o usuário final, mas toda a cadeia produtiva (desenvolvimento,
produção, vendas e logística). O FMEA é um documento vivo, sendo sempre atualizado com
as mudanças ocorridas ou com informações adicionais obtidas pela equipe que o
desenvolve.
2.2.9.4 Os 5 Porquês
A ferramenta 5 porquês é utilizada para encontrar a causa raiz de um problema com
base em um sequenciamento de perguntas (porquês), uma vez que um fator em potencial é
identificado para gerar o problema. Os 5 porquês consistem basicamente em uma
sequência de porquês no qual o primeiro porquê deve ser a resposta de porquê o fator em
potencial identificado previamente ocorreu e/ou existe, e a partir disso, os porquê
subsequentes devem seguir um entendimento sobre o porquê anterior, com detalhes
específicos e evidências que comprovem a veracidade das respostas de cada um. O último
porque deve resultar na causa raiz do problema (AOUDIA; TESTA, 2011).
27
2.2.9.5 5W2H
Segundo Aoudia & Testa (2011), a ferramenta 5W2H é utilizada para caracterizar um
problema, porém pode ser usada em outras aplicações. Esta ferramenta permite construir
uma base de informações simples, porém essenciais para identificar e caracterizar um
problema.
Através das respostas para as seguintes perguntas, o problema pode ser caracterizado:
• What (happend): Descrição do problema com informações claras e precisas
• When (was it detected): Tem como objetivo identificar o exato momento em que o
problema ocorreu e quando foi detectado.
• Where (was this detected): Local onde foi detectado, com detalhes de uma visão
macro do lugar até o local específico.
• Who (detected it): Quem e/ou o que detectou o problema.
• How (was this detected): A condição em que estava o problema e os meios utilizados
para detectar o problema.
• How many: Quantidade do problema (se for possível quantificar).
2.3 SEIS SIGMA
Na metade da década de 70 ocorreu uma crise dos combustíveis que acabou por ser
um precursor de algumas mudanças de conceito. A crise se deu devido aos americanos
necessitarem cada vez mais de veículos, ainda mais com o movimento feminista da época
que transformou radicalmente o conceito de lar e o numero de mulheres que trabalhavam
fora aumentava cada vez mais. O consumo de automóveis aumentou e conseqüentemente
o de combustíveis, porém os veículos norte americanos vorazes no consumo de
combustível foram perdendo espaço para os veículos importados, naquela ocasião os
japoneses, que eram muito mais econômicos em relação ao norte americano. Com o
aumento da utilização dos veículos japoneses, percebeu-se que não apenas eram mais
econômicos como também eram mais duráveis e confiáveis. Com isso vemos que houve
realmente uma mudança de percepção da qualidade dos produtos e serviços norte-
americanos e japoneses (ECKES, 2001).
Devido a crise de qualidade dos produtos americanos e o aumento da participação
dos produtos japoneses no mercado, o Departamento de Comercio Americano editou uma

28
medida para as empresas americanas anunciando a necessidade dos EUA irem além em
questão de qualidade em relação aos concorrentes japoneses. Diversas empresas
americanas foram até o Japão para analisar seus processos e métodos que levavam a uma
produtividade tão elevada e de qualidade, e o mercado norte-americano percebe alguns
detalhes que os diferenciam. Notaram diferenças nas práticas de inspeção que as empresas
americanas tinham como prática para a qualidade dos produtos fabricados que eram
realizadas somente ao final do processo de produção, já as empresas nipônicas possuíam
abordagens e atitudes diferentes em relação à qualidade, visando aprimorar os processos
de fabricação continuamente.
Durante toda a década de 80 houveram muitas tentativas de mudança no conceito
de qualidade nos EUA e apesar dos esforços bem intencionados, nada foi sustentável o
suficiente para se manter e dar resultados palpáveis. Os conceitos ensinados por W.
Edwards Deming aos japoneses e ferramentas como o Controle Estatístico do Processo,
eram cada vez mais usados e até divulgados pela mídia nacional, porém ainda sem grandes
resultados. Um movimento nacional americano em prol da qualidade surgiu afim de
incentivar as empresas a buscarem ferramentas e metodologias que possam melhorar seus
processo e produtos em busca de maior qualidade, e conseqüentemente a alavancarem
novamente o cenário econômico do país, e em troca existiam algumas premiações. Nada
disso foi suficiente para alavancar a qualidade dos produtos e processos norte-americanos.
Durante estudos sobre o conceito de variação de processo de Deming, o engenheiro
e estatístico Mikel Harry da empresa Motorola, percebeu que as variações dos processos,
obviamente quando medidas estatisticamente, significavam o desvio-padrão da média, e
representadas pela letra grega sigma, e já com o apoio do presidente da empresa Bob
Galvin, definiram uma meta de Seis Sigma em todas suas ações, o que representa “3,4
defeitos (algo que não atende à expectativa do cliente) por milhões de oportunidades –
praticamente, a perfeição” segundo Eckes (2001 p.20).
Depoimento de B. Galvin mostra o momento da concepção da metodologia seis
sigma:
“Muito antes de pensarmos no Seis Sigma, fizemos uma reunião
de executivos. Nessa ocasião Art Sundy, diretor da área de rádios
bidirecionais, declarou: ‘Nossa qualidade é nojenta’. Tínhamos 85% do
market share mundial e estávamos conseguindo um crescimento de dois
dígitos. A despeito disso, todos nós diretores levamos Sundy a sério.
Rapidamente percebemos que, se conseguíssemos controlar a variação
na produção, poderíamos fazer funcionar todas as peças e processos, e
alcançar um resultado final de 3,4 defeitos por milhão de oportunidades,
ou seja, um nível Seis Sigma. Nosso pessoal cunhou o termo e ele
‘pegou’. Era prático, pois as pessoas entendiam que, quando se
29
consegue controlar a variação, é possível obter resultados notáveis.”
(MANAGEMENT, 2006).
Pouco tempo depois outras empresas começaram a adotar esse conceito Seis
Sigma e obtiveram resultados notáveis, onde se destacou a empresa General Electric com
resultados impressionantes e que segundo Eckes (2001 p.21) “está ajudando a empresa a
conquistar uma posição como uma das corporações mais bem-sucedidas da historia”.
Focado no uso de técnicas estatísticas e com uma abordagem rigorosa, o seis sigma
visa entender as falhas no desempenho da produção para transformá-las em melhorias,
aperfeiçoando assim esses processos falhos. A maior meta do seis sigma é atingir uma
performance de classe mundial com foco nas necessidades dos clientes e na eliminação
das falhas (ECKES, 2001).
Com o auxilio de poderosas técnicas e ferramentas estatísticas o seis sigma foca em
reduzir os desperdícios através na diminuição da variabilidade dos processos. O conceito do
seis sigma busca a eliminação dos erros ou falhas, com o anseio de atingir 3,4 falhas em um
milhão de peças produzidas, ou seja, um desempenho de 99,9997% de eficiência.
(CORONADO e ANTONY, 2002).
Não só para melhoras de desempenho fabril ou para a satisfação do cliente em
receber menos peças defeituosas serve o seis sigma, segundo Coronado e Antony (2001)
em termos de negocio serve como uma estratégia de melhoria, pois com as reduções de
desperdícios e diminuição dos custos de qualidade se consegue aumentar as margens de
lucro da empresa e se vê uma melhora da eficiência e eficácia dos processos e operações
num geral. O seis sigma pode ser considerado como um programa que utiliza ferramentas
estatísticas para diminuir a variabilidade dos processos, diminuindo as falhas, mas além de
tudo isso serve para mudança do valor cultural da empresa, como uma filosofia de trabalho
intolerante a defeitos.
A analise da variação dos processos e a meta de seis sigma não foram as únicas
que permitiram realmente a redução da variação, melhoria dos processos e altos lucro, isso
tudo se derivou da metodologia do processo de melhoria, denominado, DMAIC (sigla do
inglês Define, Measure, Analyze, Improve e Control). Assim começou a ser usado o conceito
Seis Sigma, que em poucos anos se disseminou por todo o mundo devido tantos casos de
sucesso da aplicação da metodologia. (SANTOS; MARTINS, 2003)
O DMAIC é uma metodologia de resolução de problemas estruturada e amplamente
utilizada no mundo dos negócios de acordo com George et al. (2005), encoraja o
pensamento criativo e foi desenvolvido afim de reduzir os defeitos, encontrando suas causas
raízes e eliminando-as melhorando assim os processos. As letras DMAIC são uma sigla
para as cinco fases de melhoria do seis sigma, e se comportam em forma de ciclo, assim
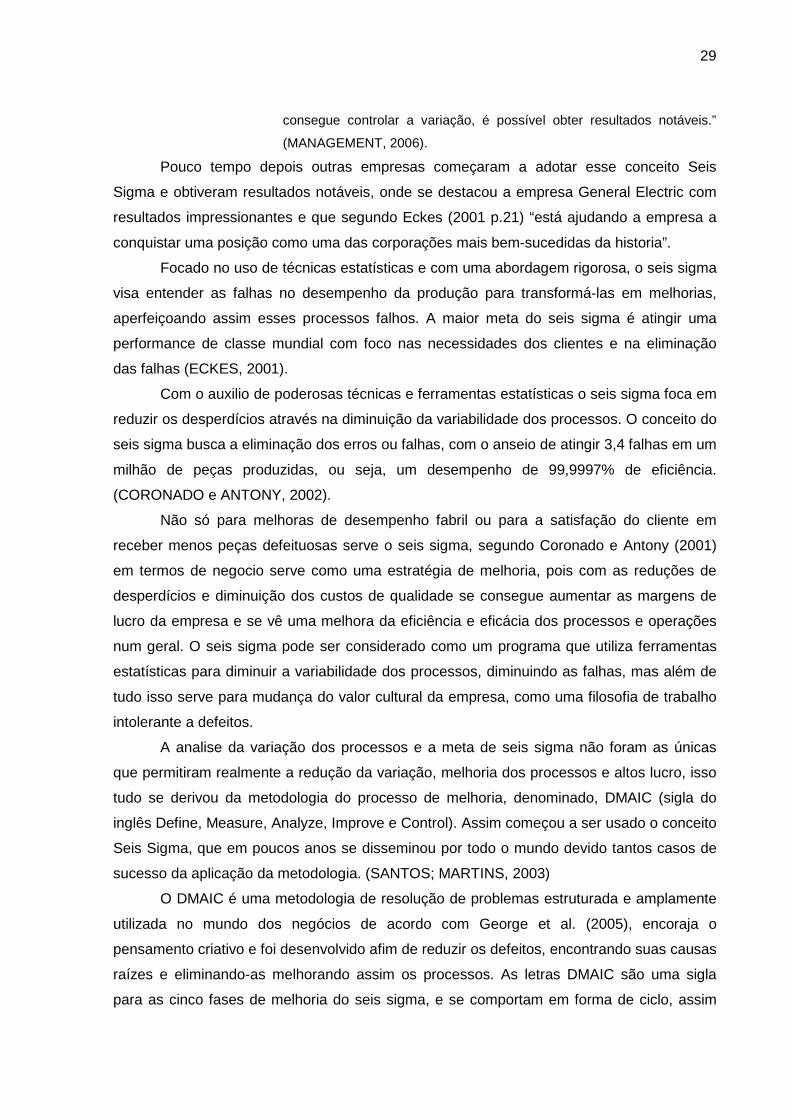
30
como o ciclo PDCA, sendo a primeira fase Definir, a segunda Medir, a terceira Analisar, a
quarta Melhorar e a quinta Controlar, conforme figura 7.
Para Sheehy et al. (2002) cada projeto seis sigma deve completar as cinco fases em
ordem cronológica, definindo-as da seguinte maneira:
Definir: nessa fase as necessidades do cliente são apresentadas e os processos e
produtos a serem melhorados são identificados. Cria-se uma declaração do problema,
definindo o processo a ser melhorado, definindo os objetivos do projeto, identificando os
stakeholders (partes interessadas), identificando as necessidades dos clientes e definindo
os padrões de performance.
Medir: na segunda fase se determina o ponto de partida, também chamado de
baseline do projeto, a meta de desempenho do processo, define se as variáveis de entrada
e saída do processo e valida os sistemas de medição. É realizado o entendimento do
processo, validado o sistema de medição, determinado a capabilidade do processo e
finalizado os objetivos de performance.
Analisar: durante a fase de análise usam-se os dados para estabelecer as entradas
dos processos-chave que afetam as saídas do processo que esta sendo analisado. Neste
momento são identificadas as fontes de variação através de um mapa detalhado do
processo, brainstorming, diagrama de espinha de peixe, matriz de causa e efeito, FMEA,
CEP e MSA, além das causas potenciais por meio de análises gráficas, testes de hipóteses,
análise multi-vari e análise de correlação e regressão.
Figura 7 – Metodologia DMAIC Fonte: Autoria própria
DEFINIR
CONTROLAR
MELHORAR ANALISAR
MEDI
DEFINIR
CONTROLAR
MELHORAR ANALISAR
MEDIR

31
Melhorar: durante esta quarta fase são identificadas as melhorias para otimizar os
resultados e eliminar ou reduzir os defeitos e as variações. É identificado o x e se determina
a y=f(x) relacionando e validando estatisticamente as condições de operação do novo
processo. É determinada a relação da variação da y=f(x) através dos métodos de
experimentos planejados, análise de regressão ou ANOVA, são estabelecidas as tolerâncias
operacionais e confirmado os resultados, e com isso as melhorias são validadas.
Controlar: a ultima fase é documentada, monitorada e as responsabilidades são
atribuídas afim de sustentar os ganhos obtidos com as melhorias no processo. São
redefinidas as capabilidades do processo com a análise de capacidade e plano de controle
CEP, é realizado o controle do processo de melhoria e é completada a documentação do
projeto com a validação financeira, identificação de oportunidades de replicação dos
resultados do projeto em outros processos, é realizado o acompanhamento da conclusão do
projeto e uma reunião com o time, os stakeholders e clientes.
Como figuras fundamentais do seis sigma, os Champions, os Black Belts, os Green
Belts e os Master Black Belts, tem papel importante na organização para o desenvolvimento
dos projetos (HARRY e SCHROEDER, 2000).
Os champions são os líderes de nível executivo, selecionados para garantir que o
seis sigma esteja integrado à organização, é uma pessoa dedicada à gestão do seis sigma
no cotidiano, muitas vezes também chamado de líder do seis sigma (ou no inglês six sigma
leader).
Com alusão as artes marciais, os Black Belts ou faixas preta são os colaboradores
que trabalham aplicando os conceitos e as ferramentas do seis sigma em projetos de
grande porte, e sua formação depende de um treinamento intensivo em estatística e em
técnicas para solução de problemas. Eles normalmente atuam identificando em diferentes
processos, oportunidades a serem exploradas por meio de projetos.
Da mesma maneira que os Black Belts, os Green Belts ou faixas verde são
colaboradores em diferentes partes da organização que aplicam o seis sigma no seu dia-a-
dia, e sua formação envolve um treinamento um pouco menos intensivo que o dos Black
Belts, mesmo assim são líderes de projetos.
Já os Master Black Belts são indivíduos selecionados pela empresa para atuarem
como especialistas nos conceitos e ferramentas do seis sigma, coordenando a seleção de
projetos e treinamentos. Desempenham o papel de treinadores ou de consultor interno para
os projetos e dão suporte técnico a todos os envolvidos nos projetos quando necessário.
A letra Sigma (grafia do grego σ) para Campos (1999) é utilizada na estatística como
sendo uma medida de variação em torno da média de uma tolerância. Empresas com nível
de qualidade seis sigma podem ter apenas 3,4 defeitos em um milhão de peças produzidas,
e custos da não qualidade inferiores a 10% das vendas conforme tabela 2.
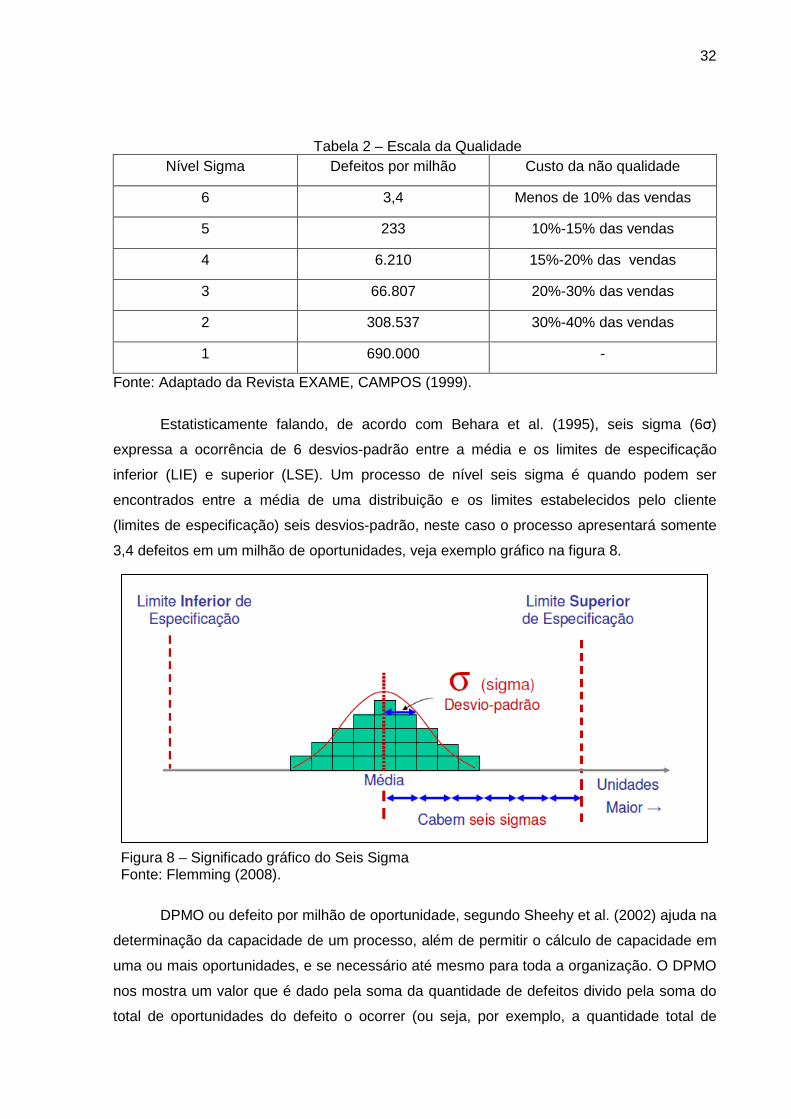
32
Tabela 2 – Escala da Qualidade Nível Sigma Defeitos por milhão Custo da não qualidade
6 3,4 Menos de 10% das vendas
5 233 10%-15% das vendas
4 6.210 15%-20% das vendas
3 66.807 20%-30% das vendas
2 308.537 30%-40% das vendas
1 690.000 -
Fonte: Adaptado da Revista EXAME, CAMPOS (1999).
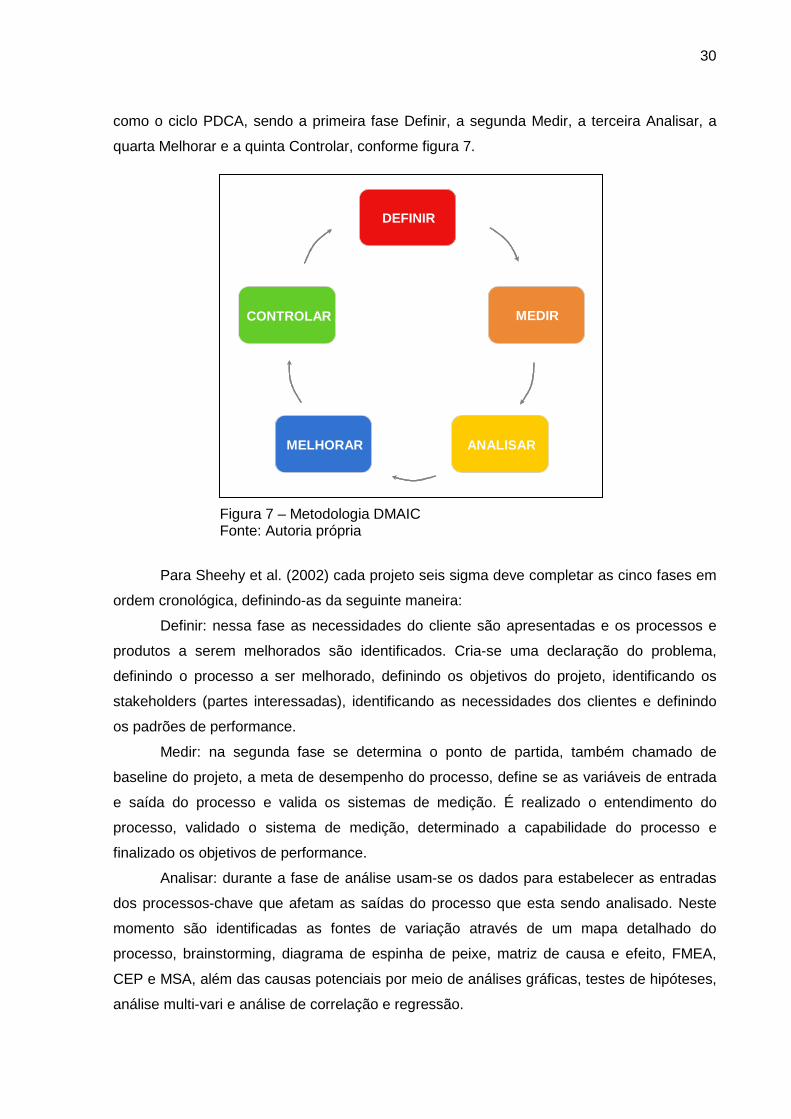
Estatisticamente falando, de acordo com Behara et al. (1995), seis sigma (6σ)
expressa a ocorrência de 6 desvios-padrão entre a média e os limites de especificação
inferior (LIE) e superior (LSE). Um processo de nível seis sigma é quando podem ser
encontrados entre a média de uma distribuição e os limites estabelecidos pelo cliente
(limites de especificação) seis desvios-padrão, neste caso o processo apresentará somente
3,4 defeitos em um milhão de oportunidades, veja exemplo gráfico na figura 8.
DPMO ou defeito por milhão de oportunidade, segundo Sheehy et al. (2002) ajuda na
determinação da capacidade de um processo, além de permitir o cálculo de capacidade em
uma ou mais oportunidades, e se necessário até mesmo para toda a organização. O DPMO
nos mostra um valor que é dado pela soma da quantidade de defeitos divido pela soma do
total de oportunidades do defeito o ocorrer (ou seja, por exemplo, a quantidade total de
Figura 8 – Significado gráfico do Seis Sigma Fonte: Flemming (2008).
33
peças que foram produzidas, e que corriam o risco de sair com algum defeito), multiplicando
esse quociente por um milhão, mesmo conceito de calculo do PPM.
A capabilidade de um processo refere-se à capacidade que esse processo tem para
fazer constantemente um produto que atenda as especificações do cliente. Os índices de
capabilidade do processo medem o quanto a variação natural de um processo está em
relação aos seus limites de especificação, e são construídos com o objetivo de expressar a
capacidade mais desejada, com valores cada vez mais elevados, pois valores próximos ou
abaixo de zero indicam processos operando fora do alvo ou com alta variação (SHEEHY et
al., 2002).
A capabilidade do processo é vista através do Cp, Cpk, Pp e Ppk. O Cp e Cpk são
indicadores de curto prazo, dados pelo desvio padrão combinado, já o Pp e Ppk são índices
de longo prazo, dados pelo desvio padrão a longo prazo, tanto Cp e Pp, e Cpk e Ppk são
calculados da mesma maneira, tendo somente a extensão de curto ou longo prazo os
diferindo, conforme figura 9.

34
O Cp e Pp mostram a capabilidade do processo, ou seja a capacidade do processo
de produzir peças conforme uma especificação de engenharia ou cliente, e é um indicador
simples e direto desta capacidade do processo. O Cpk e Ppk são índices de capacidade do
processo, mostram a acomodação de Cp e/ou Pp para o efeito da distribuição não-centrada.
Exemplificando, o Cpk ou Ppk mede o quão perto você está do seu alvo e como você é
coerente em torno de sua performance média. Uma pessoa pode apresentar com uma
variação mínima, mas ele pode estar longe do seu alvo no sentido de um limite de
especificação, o que indica um menor Cpk ou Ppk, enquanto Cp ou Pp será elevado. Por
Figura 9 – Índices de Capabilidade (Equações dos cálculos: Cp, Cpk, Pp e Ppk)
Fonte: Adaptado de Sheehy et al. (2002).

35
outro lado, uma pessoa pode ser, em média, exatamente no alvo, mas a variação no
desempenho é elevada, mesmo assim ainda menor do que o intervalo de tolerância, ou
seja, o intervalo de especificação. Neste caso também Cpk ou Ppk será menor, mas Cp ou
Pp ser elevado. Cpk ou Ppk será maior somente quando o agrupamento sob o alvo está de
forma consistente com variação mínima (ver figura 10, interpretando estatisticamente o alvo
seria o limite de especificação do cliente ou engenharia e as tentativas de acerto ao alvo as
peças produzidas em um processo).
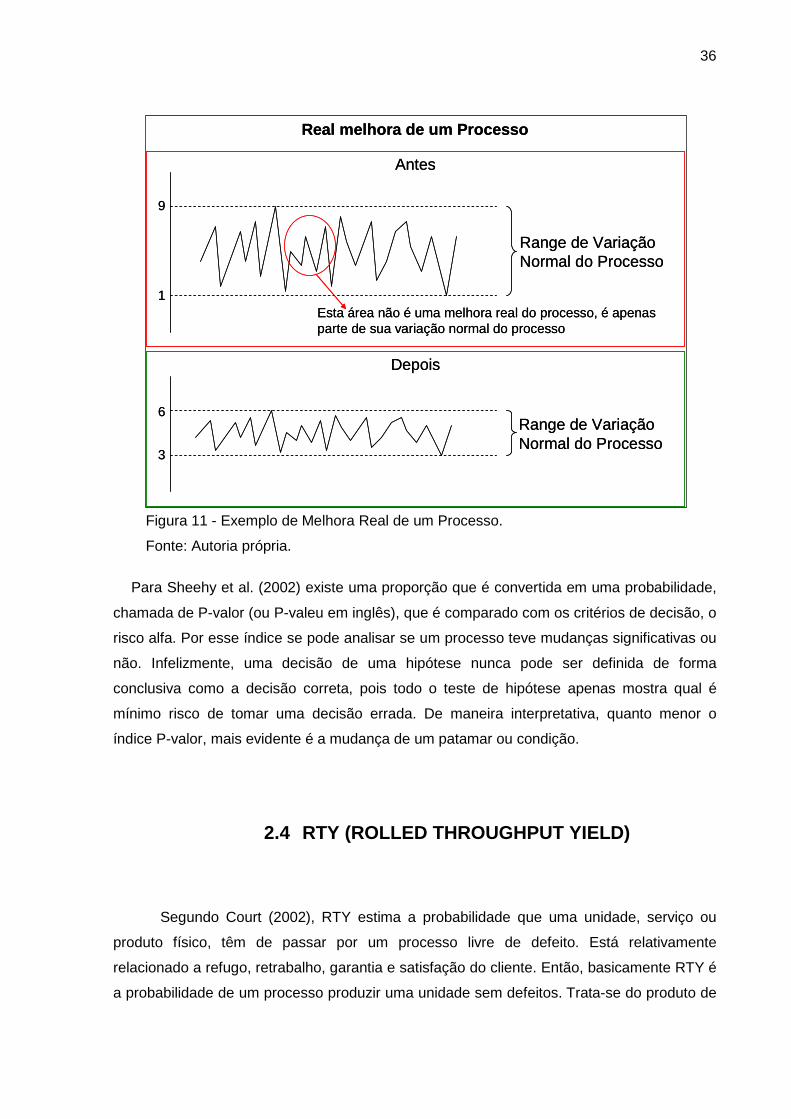
Outra ferramenta usual do seis sigma, é o Teste de hipótese. Segundo George et al.
(2005), o teste de hipóteses ajuda a determinar se realizarmos uma mudança na entrada do
processo alterará significativamente a saída deste processo, estatisticamente se conclui se
duas coisas são iguais ou se existem diferenças significativas nos processos. Com isso
podemos saber se o processo realmente teve uma mudança significativa ou se a mudança,
após as melhorias do projeto seis sigma, por exemplo, são apenas variações normais do
processo, ver exemplo da figura 11.
Figura 10 – Exemplo figurativo da Capabilidade de Processo
Fonte: Autoria própria
Processo centrado, porémdeslocado do objetivo
Processo dentro dosLimites de especificação,
porém disperso
Cenário desejado ou ideal:Processo dentro dos limitesde especificação e centrado
Cp altoCpk baixo
Cp baixoCpk alto
Cp altoCpk alto
Processo centrado, porémdeslocado do objetivo
Processo dentro dosLimites de especificação,
porém disperso
Cenário desejado ou ideal:Processo dentro dos limitesde especificação e centrado
Cp altoCpk baixo
Cp baixoCpk alto
Cp altoCpk alto
36
Para Sheehy et al. (2002) existe uma proporção que é convertida em uma probabilidade,
chamada de P-valor (ou P-valeu em inglês), que é comparado com os critérios de decisão, o
risco alfa. Por esse índice se pode analisar se um processo teve mudanças significativas ou
não. Infelizmente, uma decisão de uma hipótese nunca pode ser definida de forma
conclusiva como a decisão correta, pois todo o teste de hipótese apenas mostra qual é
mínimo risco de tomar uma decisão errada. De maneira interpretativa, quanto menor o
índice P-valor, mais evidente é a mudança de um patamar ou condição.
2.4 RTY (ROLLED THROUGHPUT YIELD)
Segundo Court (2002), RTY estima a probabilidade que uma unidade, serviço ou
produto físico, têm de passar por um processo livre de defeito. Está relativamente
relacionado a refugo, retrabalho, garantia e satisfação do cliente. Então, basicamente RTY é
a probabilidade de um processo produzir uma unidade sem defeitos. Trata-se do produto de
9
1
Range de Variação Normal do Processo
6
3
Range de Variação Normal do Processo
Real melhora de um Processo
Depois
Antes
Esta área não é uma melhora real do processo, é apenas parte de sua variação normal do processo
9
1
Range de Variação Normal do Processo
6
3
Range de Variação Normal do Processo
Real melhora de um Processo
Depois
Antes
Esta área não é uma melhora real do processo, é apenas parte de sua variação normal do processo
Figura 11 - Exemplo de Melhora Real de um Processo.
Fonte: Autoria própria.

37
rendimentos para cada passo do processo de todo o processo. Para qualquer processo, o
ideal é que o processo produza o seu produto sem defeitos e sem retrabalho.
A equação para cálculo do RTY é indicada na figura 12.
2.5 POKA YOKES
Os poka-yokes ou também conhecidos como dispositivos a prova de erros foram
concebidos por Shingo (1986). Este acreditava em mecanismos de controle de qualidade de
baixo custo. Shingo (1986) identificou que basicamente, três técnicas de inspeção
conduziam o controle de produtos: inspeção por julgamento, inspeção normativa e inspeção
na fonte. A inspeção por julgamento não permite que produtos defeituosos sejam entregues
aos clientes, porém não elimina completamente os defeitos. Na inspeção normativa há uma
investigação a respeito da origem dos defeitos, mas estes continuam até que a causa raiz
seja encontrada e os defeitos corrigidos. A inspeção na fonte atua nos erros ao longo do
processo evitando, assim, que estes erros se transformem em defeitos nos produtos.
(SHINGO, 1986). Assim, a inspeção na fonte é importante para evitar os defeitos; os poka-
yokes atuam com inspeção na fonte, não permitindo que se desenvolvam produtos ou
serviços com defeitos. Rodrigues (2010) ressalta que os poka-yokes são apresentados de
diversas formas, mas que os mais comuns são constituídos por sensores ou interruptores
que apontam atividade incorreta, gabaritos instalados em máquinas, contadores digitais para
verificar o número de atividades e até mesmo alguns simples checklists. A utilização dos
poka-yokes contribui para a diminuição da taxa de retrabalho e melhora dos processos
produtivos.
Figura 12, Equação do RTY
Fonte: Court (2002)

38
2.6 MINITAB
Segundo o manual do Minitab (2003), é uma ferramenta do Six Sigma, empregado
em todas as fases dos projetos. Trata-se de um software de gerenciamento de processos e
estatística com muitos recursos, capaz de calcular e gerar gráficos estatísticos e testes de
hipótese para validar amostras e processos com base em analise de amostragem.
39
3 METODOLOGIA
3.1 CONTRATO DE PROJETO
A constatação de um problema dentro de uma empresa Multinacional Automotiva seja
ela qual for requer pouco mais que apenas a percepção pessoal de um indivíduo, no caso, o
profissional da Engenharia de Produção. Isso se deve ao fato de os recursos serem
limitados e o nível de expectativa e produtividade ser elevado, o que nos leva a diferentes
metodologias de priorização de um problema, baseado em seu efeito para o cliente final
e/ou organização.
Para não haver desalinhamento entre os objetivos da organização e os objetivos
individuais de cada profissional, antes do início de qualquer investigação de problema cria-
se um Contrato de Projeto (Project Charter). O contrato de projeto é normalmente assinado
pelas figuras do líder do projeto, de seu líder imediato, de um mentor – que o guiará no
restante do projeto – e dos membros da equipe que irão participar.
O contrato do projeto inicia-se na aplicação da ferramenta 5W2H (5 Whys 2 hows). Ela
consiste em responder as seguintes perguntas:
Qual é o problema?
Por que isto é um problema?
Onde este problema foi detectado?
Quem detectou?
Quando foi detectado?
Como foi detectado este problema?
Quanto?
Com base nessas informações, é possível formular o contrato e estimar um objetivo
para o projeto. Uma vez finalizado o contrato de projeto, o mesmo é assinado e aprovado
pela alta liderança, juntamente com a aprovação de possíveis recursos necessários para
execução do projeto. Segue-se, então, para as etapas de solução de problema seguindo a
metodologia DMAIC.
40
3.2 DEFINIR (D)
A primeira etapa do processo DMAIC consiste no D, de Definir. Inicialmente, é
necessário definir um escopo para o projeto. Uma vez que o contrato de projeto está
finalizado e aprovado, parte-se para o escopo técnico do projeto. Isso inclui o verdadeiro
alvo do projeto e não o resultado, que deve ser tratado como conseqüência. Diz-se que
temos a função de um projeto dada por:
F(Resultado final) = (Resultado parcial 1 + Resultado parcial 2 + Resultado parcial n
+ ...)
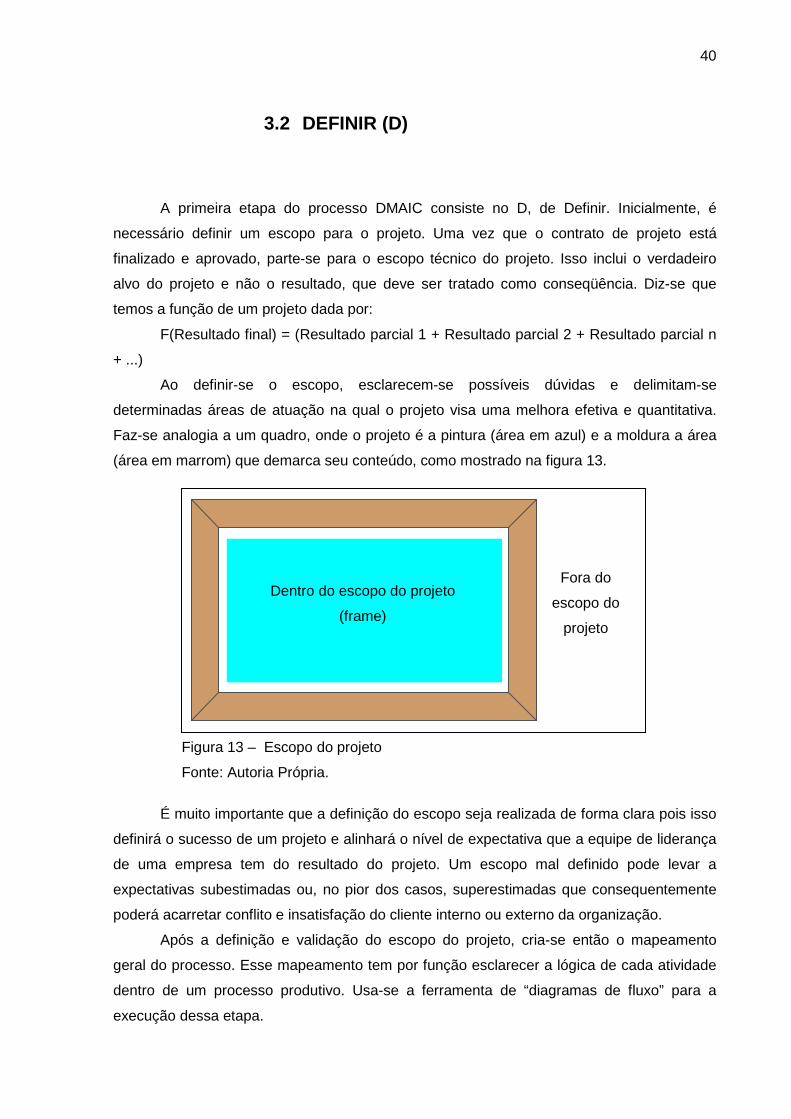
Ao definir-se o escopo, esclarecem-se possíveis dúvidas e delimitam-se
determinadas áreas de atuação na qual o projeto visa uma melhora efetiva e quantitativa.
Faz-se analogia a um quadro, onde o projeto é a pintura (área em azul) e a moldura a área
(área em marrom) que demarca seu conteúdo, como mostrado na figura 13.
É muito importante que a definição do escopo seja realizada de forma clara pois isso
definirá o sucesso de um projeto e alinhará o nível de expectativa que a equipe de liderança
de uma empresa tem do resultado do projeto. Um escopo mal definido pode levar a
expectativas subestimadas ou, no pior dos casos, superestimadas que consequentemente
poderá acarretar conflito e insatisfação do cliente interno ou externo da organização.
Após a definição e validação do escopo do projeto, cria-se então o mapeamento
geral do processo. Esse mapeamento tem por função esclarecer a lógica de cada atividade
dentro de um processo produtivo. Usa-se a ferramenta de “diagramas de fluxo” para a
execução dessa etapa.
Reduce rework due torejection at EOL test benches
Improve FBV assembly line RTY by improving main
detractors
In frame(under scope)
Fora do
escopo do
projeto
Dentro do escopo do projeto
(frame)
Figura 13 – Escopo do projeto
Fonte: Autoria Própria.

41
Esse tipo de diagrama proporciona uma visão geral das etapas do processo
produtivo, o que auxilia o entendimento dos membros da equipe e de outras pessoas que
não estarão ligadas ao projeto, porém tem necessidade de entendimento.
Obviamente, trata-se de uma visão limitada e pouco esclarecedora dos detalhes do
processo, porém isso será mais explorado no diagrama de fluxo detalhado, que faz parte da
etapa M de Medir.
A sequência do diagrama de fluxo geral da etapa de definição do projeto é dada
através da definição das variáveis críticas para o resultado. Trata-se do calculo inicial de
desempenho de um processo, que pode ser feito por meio do cálculo do nível Sigma de um
processo ou também conhecido como capabilidade do processo.
A figura 14 contém um resumo do desempenho estatístico de um processo com
dados atributivos. Observamos a influência da variável “Característica” como sendo o
baseline desse indicador. Isso quer dizer, o estado atual em que o processo se encontra no
momento em que se decidiu realizar um projeto de melhoria.
Entradas
#Número de unidades processadas = Quantidade de peças testadas, por exemplo.
#Quantidade de oportunidades de defeito a cada unidade = 1 (no caso, define-se
apenas o critério atributivo de: peça aprovada ou peça rejeitada)
#Número de defeitos registrados = Número de peças que tiveram o defeito, ou que
foram rejeitadas, por exemplo.
#Sigma Shift = refere-se a uma constante de cálculo
Characteristic Under Study:
# of Units Processed 100Defect Opportunities / Unit 1
# Defects Recorded 5Sigma Shift 1.5
DPU 0.05 DPO 0.050000
DPMO 50,000 YIELD 95.0%
PROCESS SIGMA (with Shift) 3.15
Characteristic
SIGMA / DPMO CALCULATOR(Attribute Data)
v1.1
Figura 14 – Resumo do nível Sigma
Fonte: Autoria Própria

42
Saídas
DPU = Defeitos por unidade
DPO = Defeitos por oportunidades
DPMO = Defeitos por milhão de oportunidades (também conhecido por PPM)
Sigmas do Processo = Nível sigma do processo atual
3.3 MEDIR (M)
A segunda etapa de um projeto DMAIC é a etapa “Medir”. Durante essa etapa são
realizadas medições do estado atual de um processo, medições em variáveis críticas para o
resultado final, correlação entre causa e efeito e análise do sistema de medição.
O estado atual consiste na utilização de ferramentas estatísticas básicas como:
gráficos de Pareto, gráficos de controle, entre outros.
Para realização deste estudo foi utilizado o software Minitab 16 que nos auxilia a
compilar os dados e montar gráficos e testes de hipótese probabilísticos para a
quantificação da qualidade do sistema de medição.
O estudo deve ser realizado sempre utilizando aquilo que foi definido na etapa de
definição. Ou seja, os dados a serem analisados devem partir do período selecionado como
baseline para o projeto. Para o caso onde o resultado final depende de muitas variáveis
como por exemplo, famílias de produtos, sugere-se o estudo estatístico baseado no gráfico
de pareto.
Inicialmente deve ser feito um estudo correlacionando todas as variáveis de modo a
tabelar os valores que cada uma possui em termos de representatividade no resultado. Em
outras palavras, prioriza-se aquelas que são responsáveis pela maior parte de um resultado
final (técnica conhecida como 80-20 ou 60-40)
Com base nas informações coletadas do período que foi selecionado como base,
podem-se observar alguns pontos relevantes em termos da população geral em relação a
alguns subgrupos específicos e com isso selecionar e direcionar o foco das investigações,
testes e ações de melhorias para um determinado caminho.
Feito isso é possível criar um gráfico de Pareto, que nos dá uma visão clara de onde
estão concentradas as rejeições que estão impactando negativamente o processo.
Uma vez selecionado o subgrupo a ser focado, é necessário assegurar a leitura
correta do resultado. Isto é, garantir que aquilo que foi reprovado pelo “teste” do processo
realmente estava não-conforme e também que o que foi aprovado realmente estava
43
conforme especificação do cliente. Para avaliar isso, se faz necessário utilizar a ferramenta
de Análise do Sistema de Medição (Measurement System Analysis). Essa ferramenta
permite avaliar a capacidade que um sistema de medição tem de demonstrar o valor mais
próximo do real que uma medida possui.
A avaliação do sistema de medição fornece a garantia necessária para dar
continuidade no processo de Análise (A do DMAIC). Essa avaliação deve ser realizada
seguindo os passos abaixo:
1 – Fabricar 10 peças do subgrupo escolhido como sendo a variável mais impactante
no resultado final do projeto;
2 – Testar as 10 peças escolhidas e garantir que todas são consideradas
APROVADAS por um outro sistema de medições confiável
3 – Numerar cada uma das peças e separá-las para realizar os testes
4 – Preparar carta de coleta de dados considerando as peças em ordem aleatória
5 – Iniciar medição de 10 peças diferentes na sequência
6 – Repetir mais 10 medições nas mesmas peças, em outra ordem
7 – Repetir mais 10 medições uma última vez, em uma ordem diferentes das duas
vezes anteriores
8 – Utilizar software Minitab para compilar os dados coletados em um estudo de MSA
para característica de processo variável (ou seja, medidas, vazão, força, etc...)
9 – Avaliar os resultados do MSA e definir se o sistema de medição é confiável e
consequentemente aprová-lo ou atuar nos fatores de mão-de-obra, máquina, método e
material que podem estar influenciando no resultado medido pelo teste.
3.4 ANALISAR (A)
Durante a etapa “Analisar”, é feito uma avaliação para confirmar uma ou mais causas
raízes e causas contribuintes para a existência de um problema. O impacto de cada uma
delas também deve ser avaliado e é por esse motivo que usa-se a ferramenta de análise e
gestão de risco no mercado automotivo: o FMEA. Através do FMEA podem-se mapear,
dentro do escopo do projeto, os chamados modos de falhas e suas conseqüências para o
produto, cliente e usuário.
Mais especificamente em um projeto automotivo que visa a melhoria através da
redução de desperdício por qualidade (rejeições de peças) também deve ser feita uma
leitura de todos os dados que foram coletados e compilados no formato de gráfico de pareto.
44
Aqui especificamente faz-se a priorização dos subgrupos considerados principais detratores
de um determinado indicador, por exemplo: Qual família de peças rejeita mais e quanto isso
representa para a eficiência da produção, etc...
Outra importante atividade a ser cumprida durante a etapa de análise é a criação do
diagrama de causa e efeito para o surgimento do problema. Esse diagrama deve focar nos
6M (medição, material, máquina, método, mão de obra e meio ambiente) de forma a
identificar as causas raízes mais complexas de um problema e que somente aparecem após
a aplicação de algumas técnicas como a reprodução da falha ou aplicação da ferramenta
dos 5 Por quês.
3.5 IMPLEMENTAR (I)
Na fase de implementação, deve-se desenvolver potenciais soluções para os
problemas encontrados, novos mapas de processo, novos conceitos e fluxos de atividades,
criar soluções pilotos e plano de ações. O uso de soluções pilotos torna-se bastante comum,
pois através disso é possível montar alguns experimentos que, auxiliados de uma boa
ferramenta estatística, servem para direcionar as ações de melhoria. Afim de assegurar que
o resultado obtido é estatísticamente melhor do que o anterior, usa-se a ferramenta do teste
de hipótese, que é onde comparamos um processo com o outro pelo método de
comparação de amostras.
3.6 CONTROLAR (C)
A fase de controle é uma das fases mais importantes de qualquer projeto. É nesse
momento que garante-se a longevidade da melhoria, a manutenção do bom resultado que
foi obtido na fase de Implementação (I) e o desempenho do resultado ao longo tempo,
através de análise estatística.
Formas de controle a serem utilizadas: POKA YOKES, treinamento de mão de obra,
medições em intervalos definidos, manutenção preventiva, lições aprendidas e finalmente, a
transição de um projeto para um processo corrente.
45
4 RESULTADOS
4.1 CONTRATO DE PROJETO
O projeto selecionado contou com um formulário de contrato de projeto padrão
utilizado pela empresa WABCO Indústria e Comércio de Freios LTDA. O projeto: “Melhoria
do RTY da linha de válvula pedal” foi iniciado no dia 01/04/2013 e seu registro no sistema da
empresa é 19554. Conforme ferramenta 5W2H, a descrição do problema é:
Qual é o problema?
A linha de montagem de válvula pedal possui uma taxa de RTY muito baixa.
Por que isto é um problema?
Porque mais horas são perdidas executando retrabalho de peças
Onde este problema foi detectado?
Durante uma reunião diária de gerenciamento da rotina nível 3
Quem detectou?
Sr. Luis Gustavo Coltro – Coordenador de Produção do setor de Válvulas
Convencionais
Quando foi detectado?
Analisando o desempenho de RTY da linha nos três primeiros meses de 2013
Como foi detectado este problema?
Através do gerenciamento visual dos indicadores de qualidade e produção da
VDC/TRAM
Quanto?
Em fevereiro de 2013 foi registrado o valor mais baixo, 90% de RTY. Isso representa
aproximadamente R$28.000,00 / mês em desperdício.
46
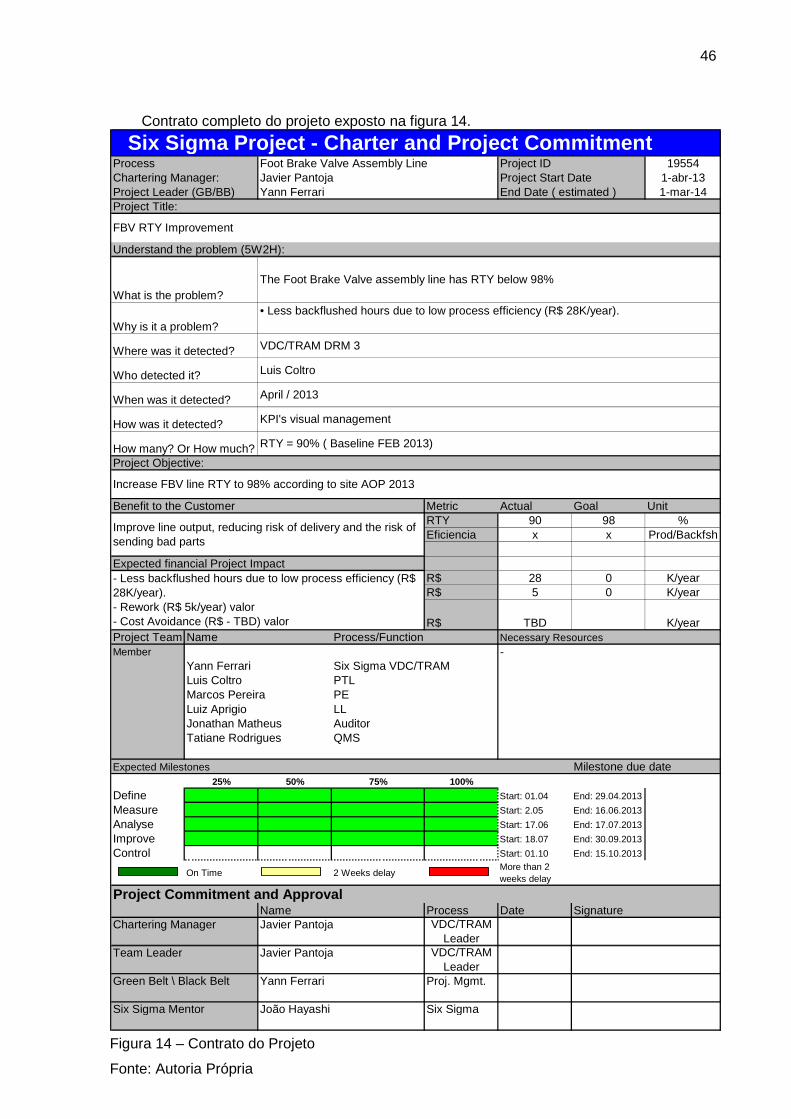
Contrato completo do projeto exposto na figura 14.
Six Sigma Project - Charter and Project Commit ment Process Foot Brake Valve Assembly Line Project ID 19554Chartering Manager: Javier Pantoja Project Start Date 1-abr-13Project Leader (GB/BB) Yann Ferrari End Date ( estimated ) 1-mar-14Project Title:
Understand the problem (5W2H):
What is the problem?
Why is it a problem?
Where was it detected?
Who detected it?
When was it detected?
How was it detected?
How many? Or How much?Project Objective:
Benefit to the Customer Metric Actual Goal UnitRTY 90 98 %Eficiencia x x Prod/Backfsh
Expected financial Project ImpactR$ 28 0 K/yearR$ 5 0 K/year
R$ TBD K/yearProject Team Name Process/Function Necessary ResourcesMember
Yann Ferrari Six Sigma VDC/TRAMLuis Coltro PTLMarcos Pereira PELuiz Aprigio LLJonathan Matheus AuditorTatiane Rodrigues QMS
Expected Milestones Milestone due date25% 50% 75% 100%
Define Start: 01.04 End: 29.04.2013
Measure Start: 2.05 End: 16.06.2013
Analyse Start: 17.06 End: 17.07.2013
Improve Start: 18.07 End: 30.09.2013
Control Start: 01.10 End: 15.10.2013
On Time 2 Weeks delayMore than 2 weeks delay
Project Commitment and ApprovalName Process Date Signature
Chartering Manager Javier Pantoja
Team Leader Javier Pantoja
Green Belt \ Black Belt Yann Ferrari Proj. Mgmt.
Six Sigma Mentor João Hayashi Six Sigma
- Less backflushed hours due to low process efficiency (R$ 28K/year).- Rework (R$ 5k/year) valor- Cost Avoidance (R$ - TBD) valor
Improve line output, reducing risk of delivery and the risk of sending bad parts
-
Increase FBV line RTY to 98% according to site AOP 2013
VDC/TRAM Leader
VDC/TRAM Leader
FBV RTY Improvement
April / 2013
KPI's visual management
RTY = 90% ( Baseline FEB 2013)
The Foot Brake Valve assembly line has RTY below 98%
• Less backflushed hours due to low process efficiency (R$ 28K/year).
VDC/TRAM DRM 3
Luis Coltro
Figura 14 – Contrato do Projeto
Fonte: Autoria Própria

47
4.2 DEFINIR (D)
O escopo definido para o projeto foi o aumento do nível de RTY da linha de montagem
FBV (foot brake valve – válvula pedal de freio) através da priorização dos principais
causadores de rejeição e retrabalho no posto de teste funcional da peça, onde 100% dos
produtos são testados conforme as especificações de vazamento, estanqueidade, curva de
acionamento e força. Utilizamos a figura da moldura para definir o escopo do projeto
conforme figura 15.
O mapeamento geral do processo foi realizado, conforme figura 16, e segue a lógica
que todas as peças seguem quando são produzidas e submetidas aos testes (OP 50A e
50B). Vale ressaltar que os dois testes são paralelos, ou seja, as peças podem ser testadas
tanto em um quanto no outro – e por esse motivo os critérios de ambos os testes seguem
com precisão as mesmas especificações.
Project Scope
•In and Out:
Reduce rework due torejection at EOL test benches
Improve FBV assembly line RTY by improving main
detractors
In frame(under scope)
Out of frame(out of scope)
Improve all P/N RTY
Project Scope
•In and Out:
Reduce rework due torejection at EOL test benches
Improve FBV assembly line RTY by improving main
detractors
In frame(under scope)
Out of frame(out of scope)
Improve all P/N RTY
Figura 15 – Definição do Escopo do projeto
Fonte: Autoria Própria

48
4.3 MEDIR (M)
Após a realização do mapeamento, calculamos o nível sigma do processo atual,
definimos a função do projeto e as variáveis críticas para o resultado, conforme figura 17.
High Level Process Map
Op 30 Op 10 Op 40
Op 50A
Op 50B
Op 60
Op20 – Montar corpo superior da válvula onde posteriormente serámontado o pistão
Op30 – Montar corpo inferior da válvula fechando-a com a tampa e guia de descarga
Op10 – Montar pistão dentro do corpo superior da válvula
Op 20
Op40 – Fechamento da válvula, aplicação de torque na união do corpo inferior e superior da válvula
Op50A e B – Teste de acionamento e estanqueidade
Op60 – Acabamento final da válvula e embalagem
Figura 16 – Macro fluxo de processo
Fonte: Autoria Própria
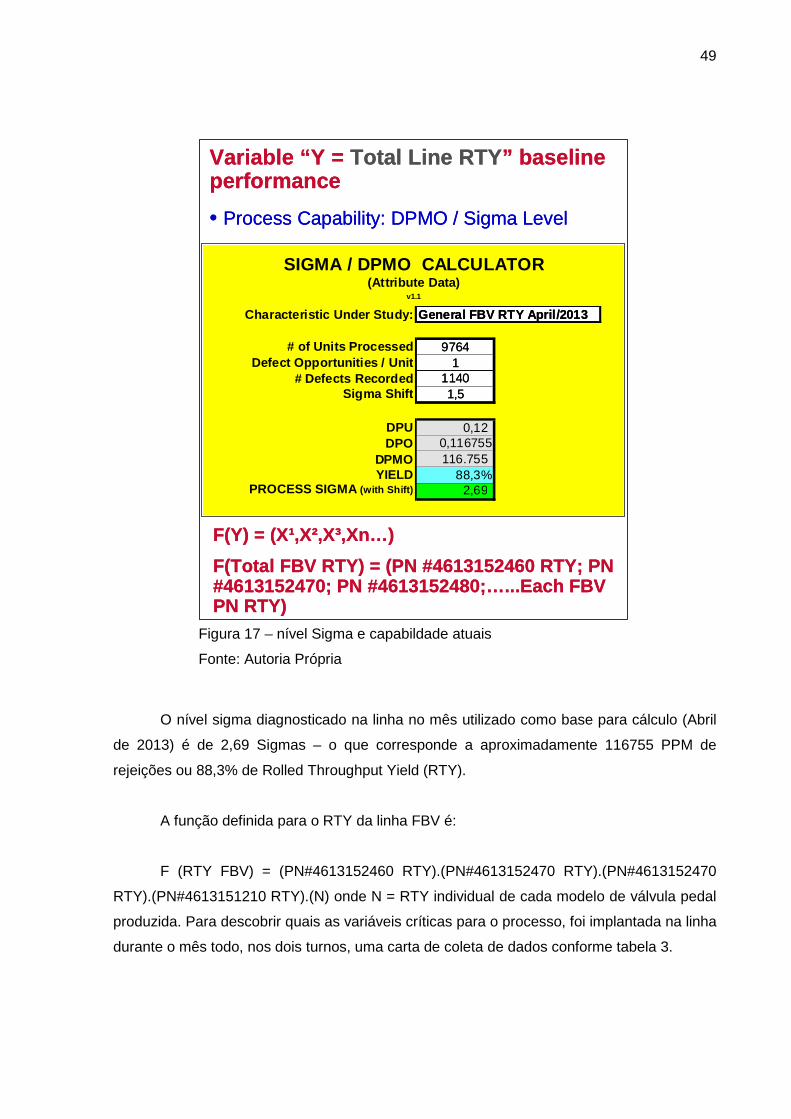
49
O nível sigma diagnosticado na linha no mês utilizado como base para cálculo (Abril
de 2013) é de 2,69 Sigmas – o que corresponde a aproximadamente 116755 PPM de
rejeições ou 88,3% de Rolled Throughput Yield (RTY).
A função definida para o RTY da linha FBV é:
F (RTY FBV) = (PN#4613152460 RTY).(PN#4613152470 RTY).(PN#4613152470
RTY).(PN#4613151210 RTY).(N) onde N = RTY individual de cada modelo de válvula pedal
produzida. Para descobrir quais as variáveis críticas para o processo, foi implantada na linha
durante o mês todo, nos dois turnos, uma carta de coleta de dados conforme tabela 3.
Figura 17 – nível Sigma e capabildade atuais
Fonte: Autoria Própria
Variable “Y = Total Line RTY ” baselineperformance
• Process Capability: DPMO / Sigma Level
Characteristic Under Study:
# of Units Processed 9764Defect Opportunities / Unit 1
# Defects Recorded 1140Sigma Shift 1,5
DPU 0,12 DPO 0,116755
DPMO 116.755 YIELD 88,3%
PROCESS SIGMA (with Shift) 2,69
General FBV RTY April/2013
SIGMA / DPMO CALCULATOR(Attribute Data)
v1.1
F(Y) = (X¹,X²,X³,Xn…)
F(Total FBV RTY) = (PN #4613152460 RTY; PN #4613152470; PN #4613152480;…...Each FBV PN RTY)
Variable “Y = Total Line RTY ” baselineperformance
• Process Capability: DPMO / Sigma Level
Characteristic Under Study:
# of Units Processed 9764Defect Opportunities / Unit 1
# Defects Recorded 1140Sigma Shift 1,5
DPU 0,12 DPO 0,116755
DPMO 116.755 YIELD 88,3%
PROCESS SIGMA (with Shift) 2,69
General FBV RTY April/2013
SIGMA / DPMO CALCULATOR(Attribute Data)
v1.1
F(Y) = (X¹,X²,X³,Xn…)
F(Total FBV RTY) = (PN #4613152460 RTY; PN #4613152470; PN #4613152480;…...Each FBV PN RTY)
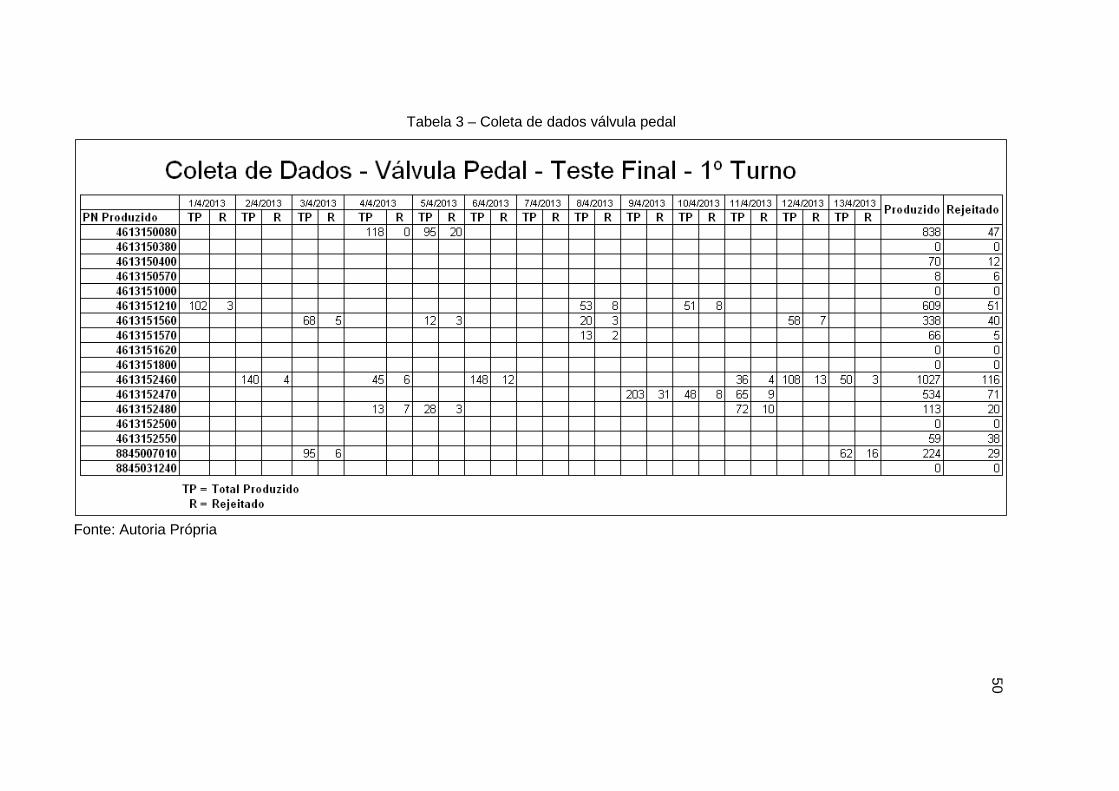
50
Tabela 3 – Coleta de dados válvula pedal
Fonte: Autoria Própria
50
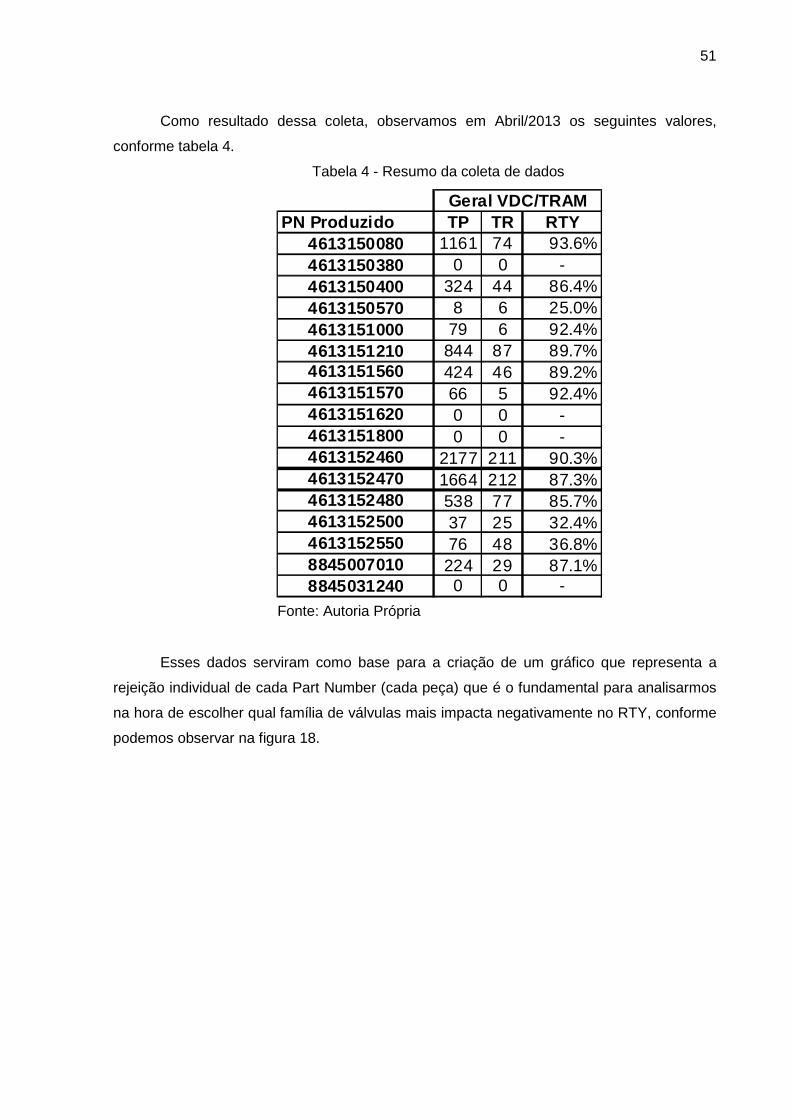
51
Como resultado dessa coleta, observamos em Abril/2013 os seguintes valores,
conforme tabela 4.
Tabela 4 - Resumo da coleta de dados
Esses dados serviram como base para a criação de um gráfico que representa a
rejeição individual de cada Part Number (cada peça) que é o fundamental para analisarmos
na hora de escolher qual família de válvulas mais impacta negativamente no RTY, conforme
podemos observar na figura 18.
PN Produzido TP TR RTY4613150080 1161 74 93.6%4613150380 0 0 -4613150400 324 44 86.4%4613150570 8 6 25.0%4613151000 79 6 92.4%4613151210 844 87 89.7%4613151560 424 46 89.2%4613151570 66 5 92.4%4613151620 0 0 -4613151800 0 0 -4613152460 2177 211 90.3%4613152470 1664 212 87.3%4613152480 538 77 85.7%4613152500 37 25 32.4%4613152550 76 48 36.8%8845007010 224 29 87.1%8845031240 0 0 -
Geral VDC/TRAM
Fonte: Autoria Própria

52
Como principal resultado dessa análise, podemos selecionar os modelos
4613152470, 4613152460 e 4613152480, através do pareto realizado no software Minitab.
Juntos eles representam quase 60% do total de rejeições de um mês e por se tratar da
mesma família de válvulas, elas são tecnicamente semelhantes. Dessa forma, as ações de
investigação e análise podem ser priorizadas e focadas nesses modelos.
Em seguida, realizamos novamente o calculo do valor sigma atual do processo,
dessa vez contemplando apenas a família de válvulas pedais 246, 247 e 248, conforme
figura 19.
Figura 18 – Nº Rejeições por P/N
Fonte: Autoria Própria
TR 29 42212 211 87 77 74 48 46 44
Percent 3,3 4,824,4 24,3 10,0 8,9 8,5 5,5 5,3 5,1
Cum % 95,2 100,024,4 48,6 58,6 67,5 76,0 81,5 86,8 91,8
PN
Ot he r
8 84 50 07 01 0
4 61 31 50 40 0
4 61 31 51 56 0
4 61 31 52 55 0
4 61 31 50 08 0
4 61 31 52 48 0
4 61 31 51 21 0
4 61 31 52 46 0
4 61 31 52 47 0
900
800
700
600
500
400
300
200
100
0
100
80
60
40
20
0
TR
Percent
Pareto Chart of Individual Rejection
Mesma família de válvula = ~60% das rejeições
TR 29 42212 211 87 77 74 48 46 44
Percent 3,3 4,824,4 24,3 10,0 8,9 8,5 5,5 5,3 5,1
Cum % 95,2 100,024,4 48,6 58,6 67,5 76,0 81,5 86,8 91,8
PN
Ot he r
8 84 50 07 01 0
4 61 31 50 40 0
4 61 31 51 56 0
4 61 31 52 55 0
4 61 31 50 08 0
4 61 31 52 48 0
4 61 31 51 21 0
4 61 31 52 46 0
4 61 31 52 47 0
900
800
700
600
500
400
300
200
100
0
100
80
60
40
20
0
TR
Percent
Pareto Chart of Individual Rejection
Mesma família de válvula = ~60% das rejeições
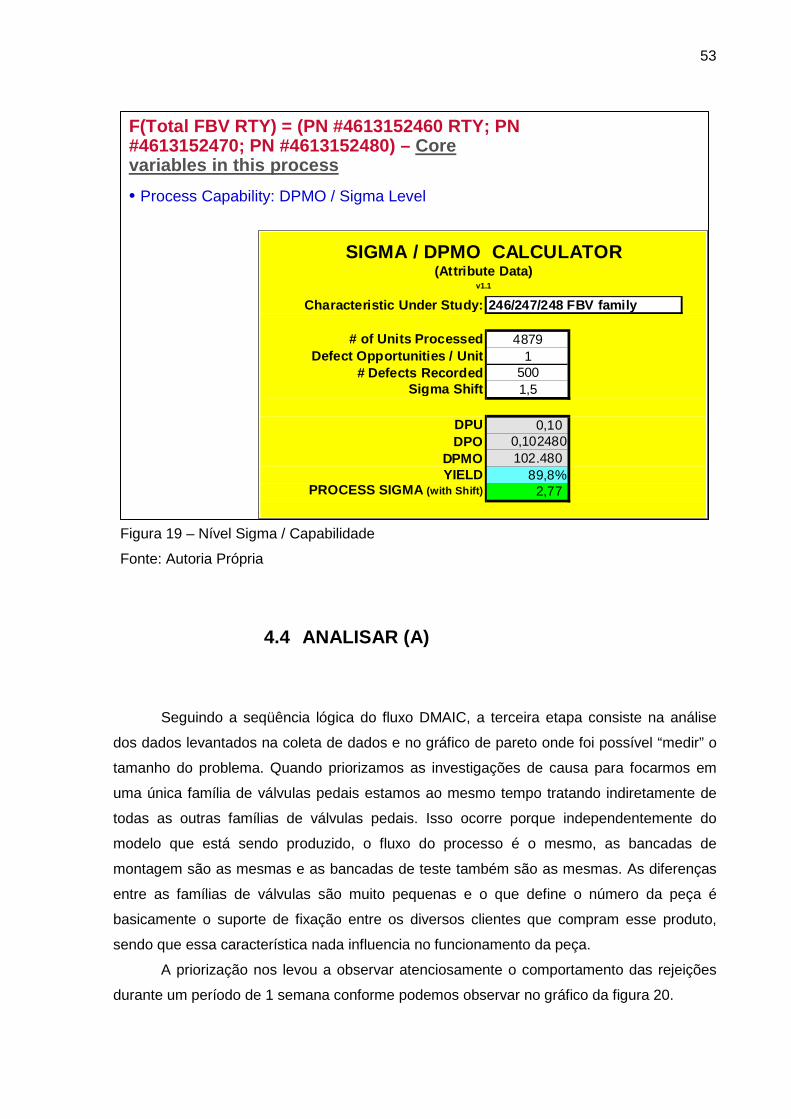
53
4.4 ANALISAR (A)
Seguindo a seqüência lógica do fluxo DMAIC, a terceira etapa consiste na análise
dos dados levantados na coleta de dados e no gráfico de pareto onde foi possível “medir” o
tamanho do problema. Quando priorizamos as investigações de causa para focarmos em
uma única família de válvulas pedais estamos ao mesmo tempo tratando indiretamente de
todas as outras famílias de válvulas pedais. Isso ocorre porque independentemente do
modelo que está sendo produzido, o fluxo do processo é o mesmo, as bancadas de
montagem são as mesmas e as bancadas de teste também são as mesmas. As diferenças
entre as famílias de válvulas são muito pequenas e o que define o número da peça é
basicamente o suporte de fixação entre os diversos clientes que compram esse produto,
sendo que essa característica nada influencia no funcionamento da peça.
A priorização nos levou a observar atenciosamente o comportamento das rejeições
durante um período de 1 semana conforme podemos observar no gráfico da figura 20.
F(Total FBV RTY) = (PN #4613152460 RTY; PN #4613152470; PN #4613152480) – Corevariables in this process
• Process Capability: DPMO / Sigma Level
Characteristic Under Study:
# of Units Processed 4879Defect Opportunities / Unit 1
# Defects Recorded 500Sigma Shift 1,5
DPU 0,10 DPO 0,102480
DPMO 102.480 YIELD 89,8%
PROCESS SIGMA (with Shift) 2,77
246/247/248 FBV family
SIGMA / DPMO CALCULATOR(Attribute Data)
v1.1
Figura 19 – Nível Sigma / Capabilidade
Fonte: Autoria Própria
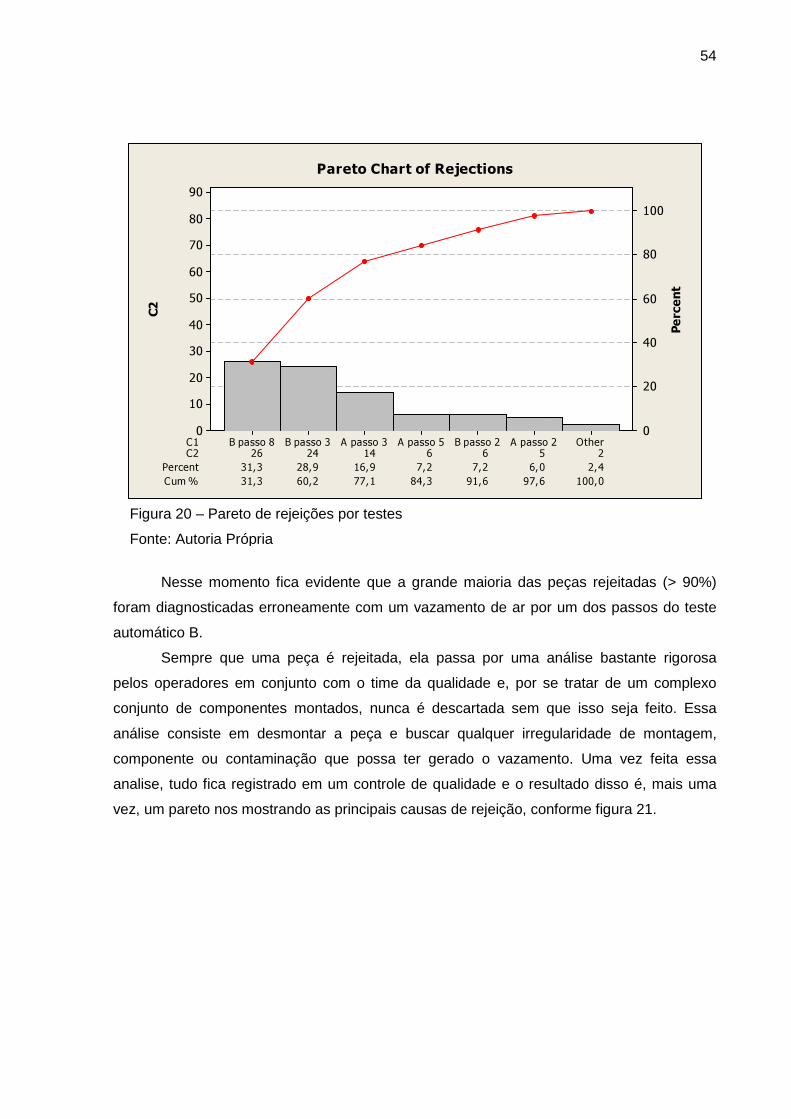
54
Nesse momento fica evidente que a grande maioria das peças rejeitadas (> 90%)
foram diagnosticadas erroneamente com um vazamento de ar por um dos passos do teste
automático B.
Sempre que uma peça é rejeitada, ela passa por uma análise bastante rigorosa
pelos operadores em conjunto com o time da qualidade e, por se tratar de um complexo
conjunto de componentes montados, nunca é descartada sem que isso seja feito. Essa
análise consiste em desmontar a peça e buscar qualquer irregularidade de montagem,
componente ou contaminação que possa ter gerado o vazamento. Uma vez feita essa
analise, tudo fica registrado em um controle de qualidade e o resultado disso é, mais uma
vez, um pareto nos mostrando as principais causas de rejeição, conforme figura 21.
C2 26 24 14 6 6 5 2
Percent 31,3 28,9 16,9 7,2 7,2 6,0 2,4
Cum % 31,3 60,2 77,1 84,3 91,6 97,6 100,0
C1 OtherA passo 2B passo 2A passo 5A passo 3B passo 3B passo 8
90
80
70
60
50
40
30
20
10
0
100
80
60
40
20
0
C2
Percent
Pareto Chart of Rejections
Figura 20 – Pareto de rejeições por testes
Fonte: Autoria Própria
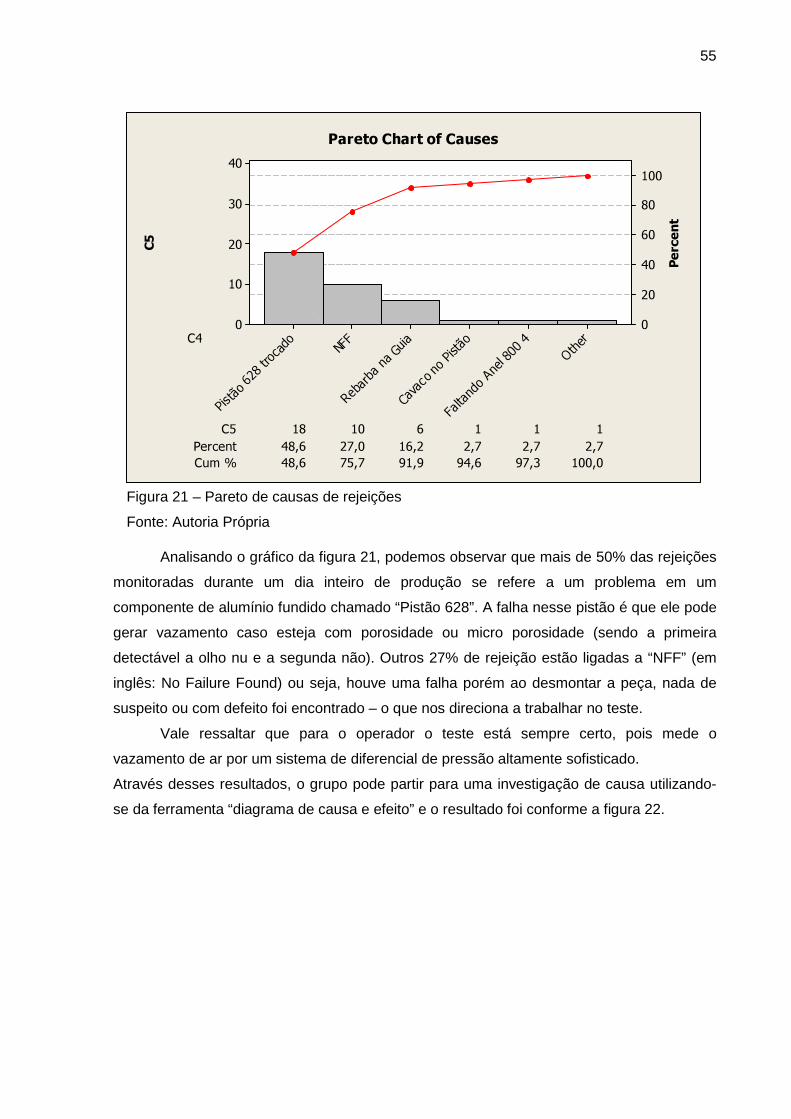
55
Analisando o gráfico da figura 21, podemos observar que mais de 50% das rejeições
monitoradas durante um dia inteiro de produção se refere a um problema em um
componente de alumínio fundido chamado “Pistão 628”. A falha nesse pistão é que ele pode
gerar vazamento caso esteja com porosidade ou micro porosidade (sendo a primeira
detectável a olho nu e a segunda não). Outros 27% de rejeição estão ligadas a “NFF” (em
inglês: No Failure Found) ou seja, houve uma falha porém ao desmontar a peça, nada de
suspeito ou com defeito foi encontrado – o que nos direciona a trabalhar no teste.
Vale ressaltar que para o operador o teste está sempre certo, pois mede o
vazamento de ar por um sistema de diferencial de pressão altamente sofisticado.
Através desses resultados, o grupo pode partir para uma investigação de causa utilizando-
se da ferramenta “diagrama de causa e efeito” e o resultado foi conforme a figura 22.
C5 18 10 6 1 1 1
Percent 48,6 27,0 16,2 2,7 2,7 2,7
Cum % 48,6 75,7 91,9 94,6 97,3 100,0
C4
Ot h
e r
F al t a
n do
An e
l 80 0
4
Ca v
a co n o
Pi st ã
o
Re b
a rb a
na
Gu ia
N FF
P is t
ã o 6
2 8 tr o
c ad o
40
30
20
10
0
100
80
60
40
20
0
C5
Percent
Pareto Chart of Causes
Figura 21 – Pareto de causas de rejeições
Fonte: Autoria Própria
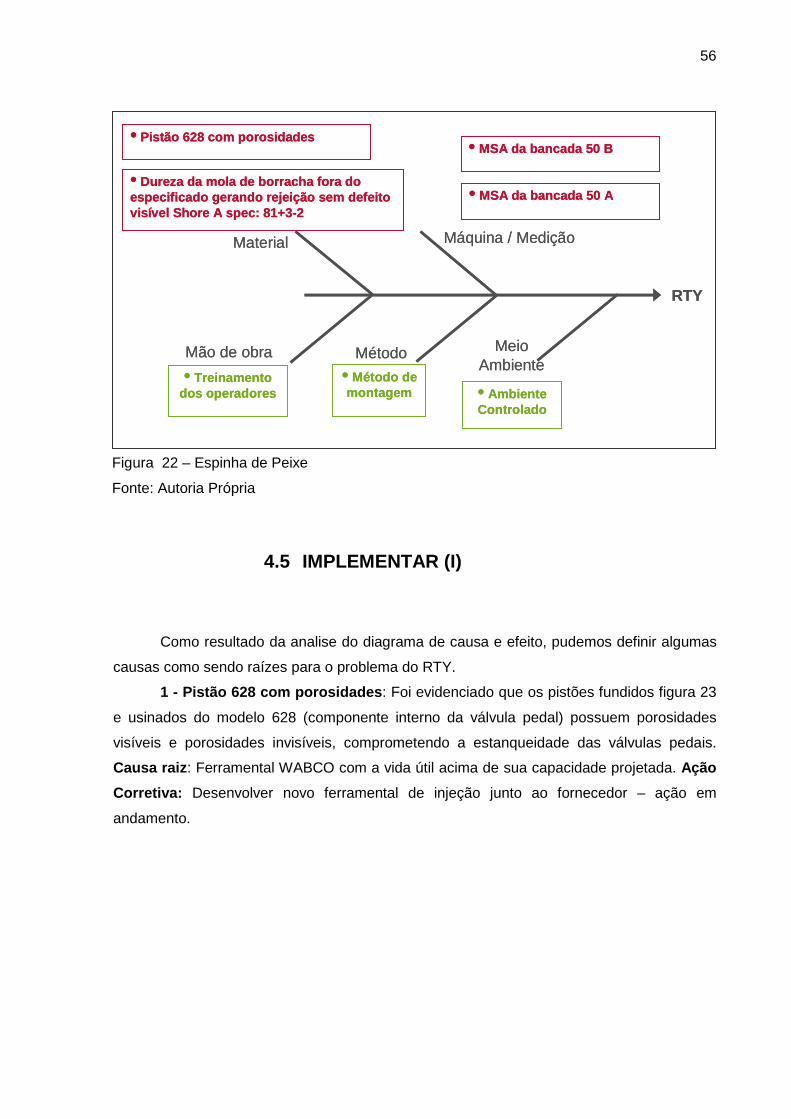
56
4.5 IMPLEMENTAR (I)
Como resultado da analise do diagrama de causa e efeito, pudemos definir algumas
causas como sendo raízes para o problema do RTY.
1 - Pistão 628 com porosidades : Foi evidenciado que os pistões fundidos figura 23
e usinados do modelo 628 (componente interno da válvula pedal) possuem porosidades
visíveis e porosidades invisíveis, comprometendo a estanqueidade das válvulas pedais.
Causa raiz : Ferramental WABCO com a vida útil acima de sua capacidade projetada. Ação
Corretiva: Desenvolver novo ferramental de injeção junto ao fornecedor – ação em
andamento.
Figura 22 – Espinha de Peixe
Fonte: Autoria Própria
Material
Mão de obra Método
Máquina / Medição
• Dureza da mola de borracha fora do especificado gerando rejeição sem defeito visível Shore A spec: 81+3-2
RTY
• Treinamento dos operadores
• MSA da bancada 50 B• Pistão 628 com porosidades
• Método de montagem
• MSA da bancada 50 A
MeioAmbiente
• Ambiente Controlado
Material
Mão de obra Método
Máquina / Medição
• Dureza da mola de borracha fora do especificado gerando rejeição sem defeito visível Shore A spec: 81+3-2
RTY
• Treinamento dos operadores
• MSA da bancada 50 B• Pistão 628 com porosidades
• Método de montagem
• MSA da bancada 50 A
MeioAmbiente
• Ambiente Controlado
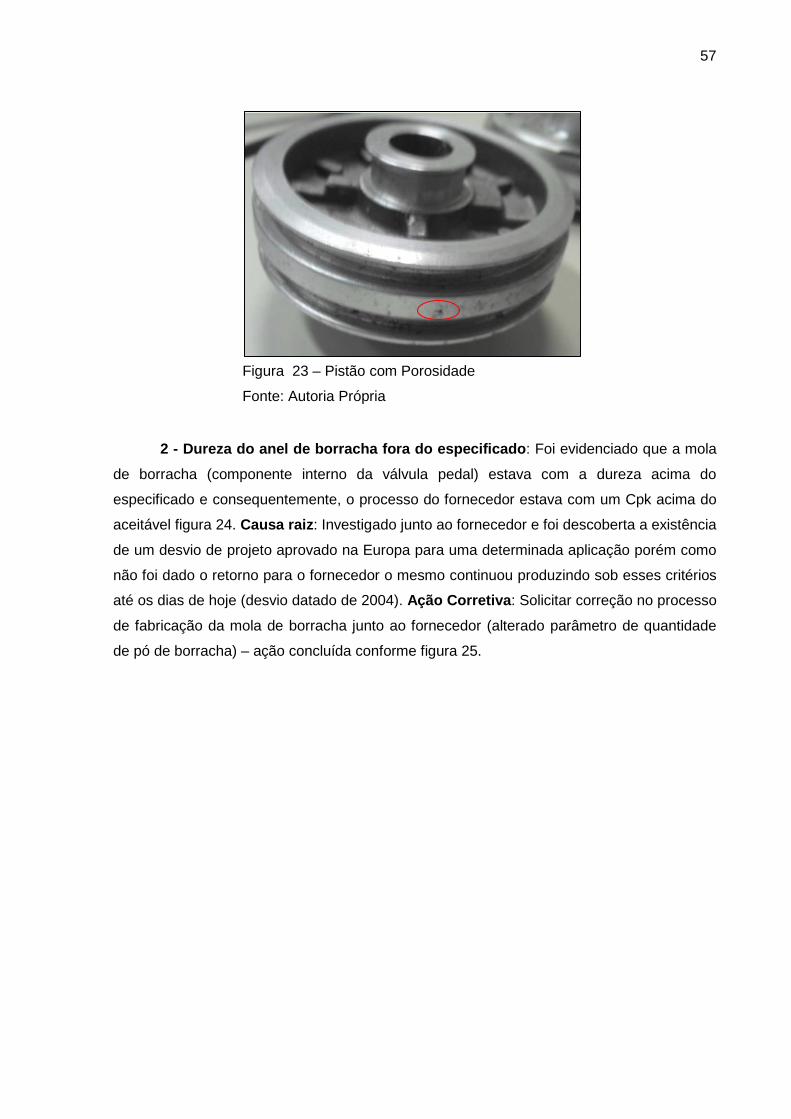
57
2 - Dureza do anel de borracha fora do especificado : Foi evidenciado que a mola
de borracha (componente interno da válvula pedal) estava com a dureza acima do
especificado e consequentemente, o processo do fornecedor estava com um Cpk acima do
aceitável figura 24. Causa raiz : Investigado junto ao fornecedor e foi descoberta a existência
de um desvio de projeto aprovado na Europa para uma determinada aplicação porém como
não foi dado o retorno para o fornecedor o mesmo continuou produzindo sob esses critérios
até os dias de hoje (desvio datado de 2004). Ação Corretiva : Solicitar correção no processo
de fabricação da mola de borracha junto ao fornecedor (alterado parâmetro de quantidade
de pó de borracha) – ação concluída conforme figura 25.
Figura 23 – Pistão com Porosidade
Fonte: Autoria Própria
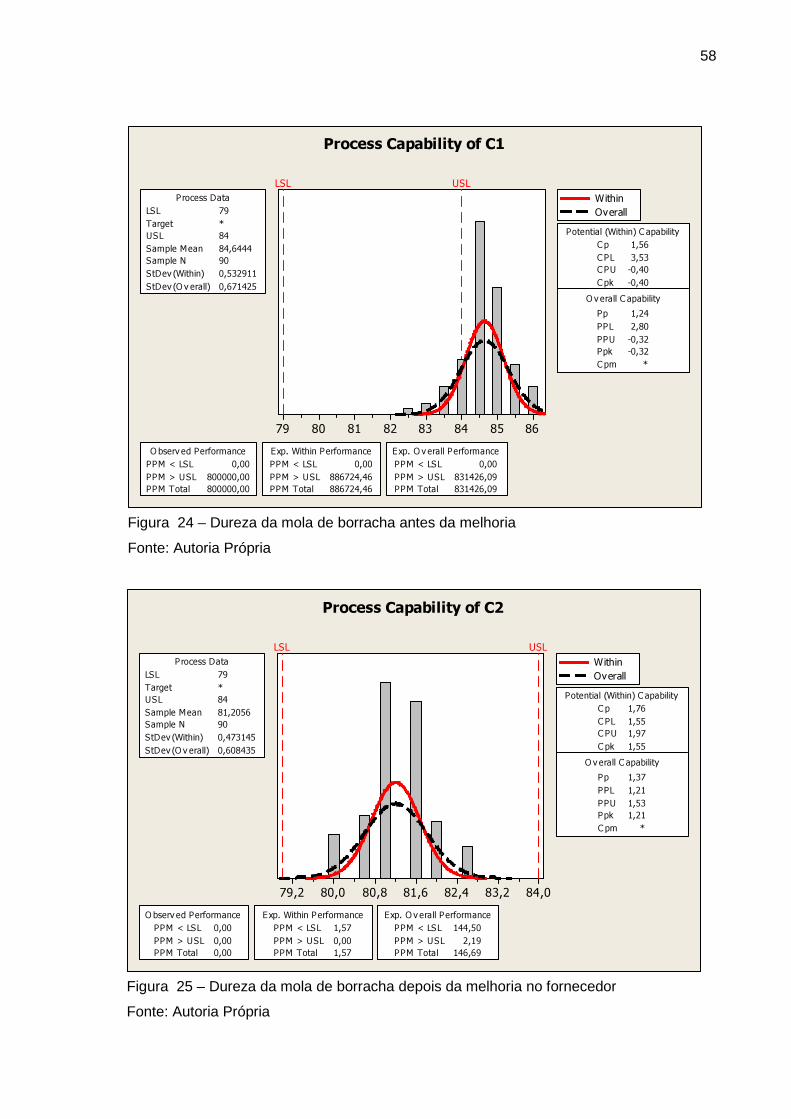
58
8685848382818079
LSL USL
LSL 79
Target *
USL 84
Sample Mean 84,6444
Sample N 90
StDev (Within) 0,532911
StDev (O v erall) 0,671425
Process Data
Cp 1,56
CPL 3,53
CPU -0,40
Cpk -0,40
Pp 1,24
PPL 2,80
PPU -0,32
Ppk -0,32
Cpm *
O verall C apability
Potential (Within) C apability
PPM < LSL 0,00
PPM > USL 800000,00
PPM Total 800000,00
O bserv ed Performance
PPM < LSL 0,00
PPM > USL 886724,46
PPM Total 886724,46
Exp. Within Performance
PPM < LSL 0,00
PPM > USL 831426,09
PPM Total 831426,09
Exp. O v erall Performance
Within
Overall
Process Capability of C1
Figura 24 – Dureza da mola de borracha antes da melhoria
Fonte: Autoria Própria
84,083,282,481,680,880,079,2
LSL USL
LSL 79
Target *
USL 84
Sample Mean 81,2056
Sample N 90
StDev (Within) 0,473145
StDev (O v erall) 0,608435
Process Data
C p 1,76
C PL 1,55
C PU 1,97
C pk 1,55
Pp 1,37
PPL 1,21
PPU 1,53
Ppk 1,21
C pm *
O verall C apability
Potential (Within) C apability
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
O bserv ed Performance
PPM < LSL 1,57
PPM > USL 0,00
PPM Total 1,57
Exp. Within Performance
PPM < LSL 144,50
PPM > USL 2,19
PPM Total 146,69
Exp. O v erall Performance
Within
Overall
Process Capability of C2
Figura 25 – Dureza da mola de borracha depois da melhoria no fornecedor
Fonte: Autoria Própria
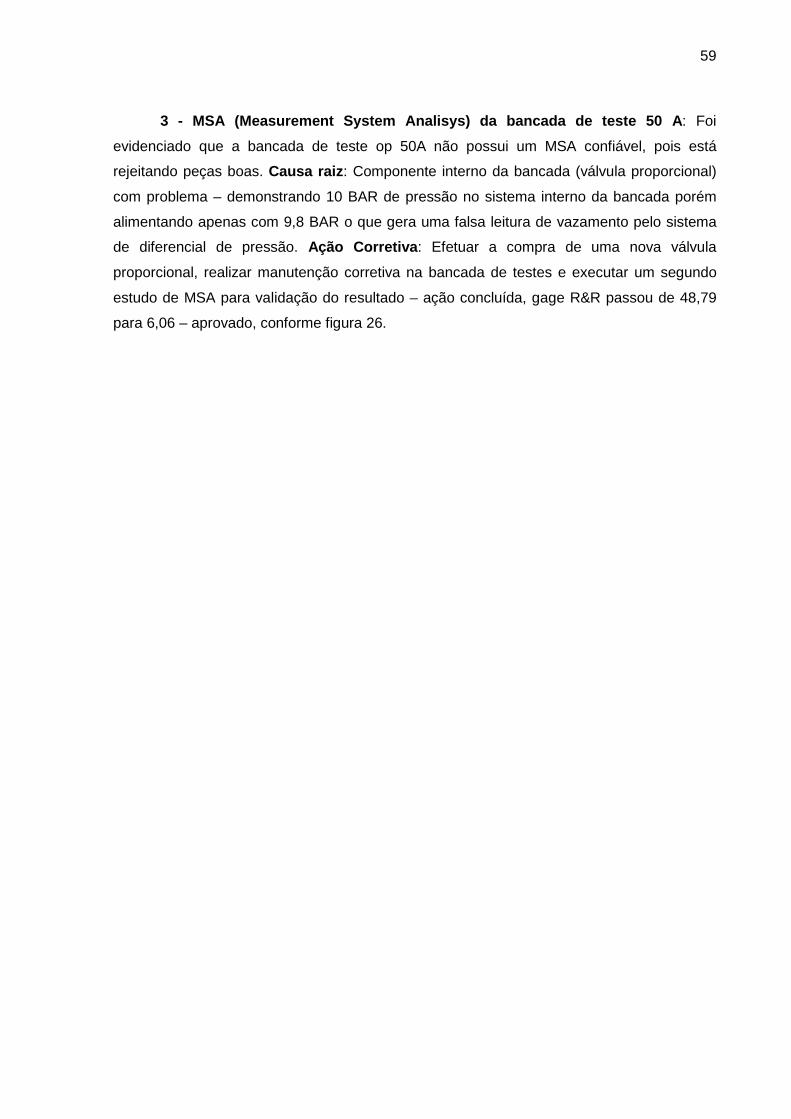
59
3 - MSA (Measurement System Analisys) da bancada de teste 50 A : Foi
evidenciado que a bancada de teste op 50A não possui um MSA confiável, pois está
rejeitando peças boas. Causa raiz : Componente interno da bancada (válvula proporcional)
com problema – demonstrando 10 BAR de pressão no sistema interno da bancada porém
alimentando apenas com 9,8 BAR o que gera uma falsa leitura de vazamento pelo sistema
de diferencial de pressão. Ação Corretiva : Efetuar a compra de uma nova válvula
proporcional, realizar manutenção corretiva na bancada de testes e executar um segundo
estudo de MSA para validação do resultado – ação concluída, gage R&R passou de 48,79
para 6,06 – aprovado, conforme figura 26.
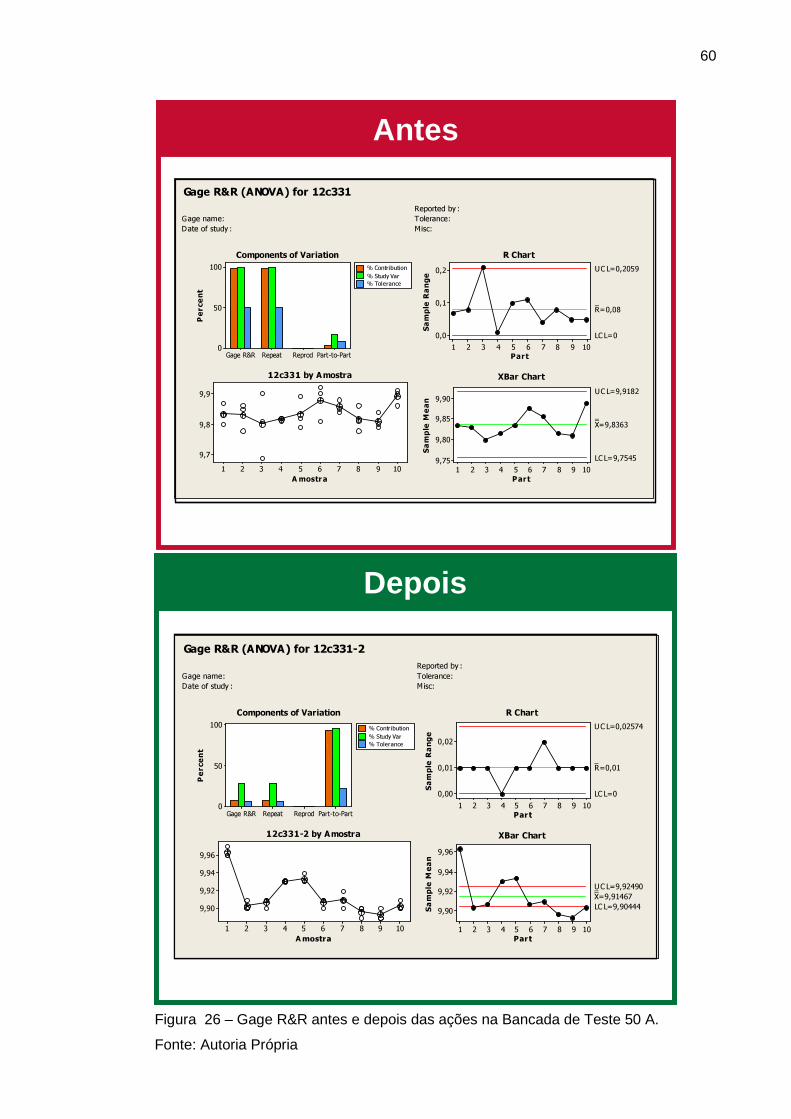
60
Figura 26 – Gage R&R antes e depois das ações na Bancada de Teste 50 A.
Fonte: Autoria Própria
Antes
Part-to-PartReprodRepeatGage R&R
100
50
0
Pe
rce
nt
% Contribution
% Study Var
% Tolerance
10987654321
9,9
9,8
9,7
Amostra
10 9 8 7 6 5 4 3 2 1
0,2
0,1
0,0
Part
Sa
mp
le R
an
ge
_R=0,08
UC L=0,2059
LC L=0
10 9 8 7 6 5 4 3 2 1
9,90
9,85
9,80
9,75
Part
Sa
mp
le M
ea
n
__X=9,8363
UC L=9,9182
LC L=9,7545
Gage name:
Date of study :
Reported by :
Tolerance:
Misc:
Components of Variation
12c331 by Amostra
R Chart
XBar Chart
Gage R&R (ANOVA) for 12c331
Antes
Part-to-PartReprodRepeatGage R&R
100
50
0
Pe
rce
nt
% Contribution
% Study Var
% Tolerance
10987654321
9,9
9,8
9,7
Amostra
10 9 8 7 6 5 4 3 2 1
0,2
0,1
0,0
Part
Sa
mp
le R
an
ge
_R=0,08
UC L=0,2059
LC L=0
10 9 8 7 6 5 4 3 2 1
9,90
9,85
9,80
9,75
Part
Sa
mp
le M
ea
n
__X=9,8363
UC L=9,9182
LC L=9,7545
Gage name:
Date of study :
Reported by :
Tolerance:
Misc:
Components of Variation
12c331 by Amostra
R Chart
XBar Chart
Gage R&R (ANOVA) for 12c331
Part-to-PartReprodRepeatGage R&R
100
50
0
Pe
rce
nt
% Contribution
% Study Var
% Tolerance
10987654321
9,9
9,8
9,7
Amostra
10 9 8 7 6 5 4 3 2 1
0,2
0,1
0,0
Part
Sa
mp
le R
an
ge
_R=0,08
UC L=0,2059
LC L=0
10 9 8 7 6 5 4 3 2 1
9,90
9,85
9,80
9,75
Part
Sa
mp
le M
ea
n
__X=9,8363
UC L=9,9182
LC L=9,7545
Gage name:
Date of study :
Reported by :
Tolerance:
Misc:
Components of Variation
12c331 by Amostra
R Chart
XBar Chart
Gage R&R (ANOVA) for 12c331
Depois
Part-to-PartReprodRepeatGage R&R
100
50
0
Pe
rce
nt
% Contribution
% Study Var
% Tolerance
10987654321
9,96
9,94
9,92
9,90
Amostra
10 9 8 7 6 5 4 3 2 1
0,02
0,01
0,00
Part
Sa
mp
le R
an
ge
_R=0,01
UC L=0,02574
LC L=0
10 9 8 7 6 5 4 3 2 1
9,96
9,94
9,92
9,90
Part
Sa
mp
le M
ea
n
__X=9,91467
UC L=9,92490
LC L=9,90444
Gage name:
Date of study :
Reported by :
Tolerance:
Misc:
Components of Variation
12c331-2 by Amostra
R Chart
XBar Chart
Gage R&R (ANOVA) for 12c331-2
Depois Depois
Part-to-PartReprodRepeatGage R&R
100
50
0
Pe
rce
nt
% Contribution
% Study Var
% Tolerance
10987654321
9,96
9,94
9,92
9,90
Amostra
10 9 8 7 6 5 4 3 2 1
0,02
0,01
0,00
Part
Sa
mp
le R
an
ge
_R=0,01
UC L=0,02574
LC L=0
10 9 8 7 6 5 4 3 2 1
9,96
9,94
9,92
9,90
Part
Sa
mp
le M
ea
n
__X=9,91467
UC L=9,92490
LC L=9,90444
Gage name:
Date of study :
Reported by :
Tolerance:
Misc:
Components of Variation
12c331-2 by Amostra
R Chart
XBar Chart
Gage R&R (ANOVA) for 12c331-2
Part-to-PartReprodRepeatGage R&R
100
50
0
Pe
rce
nt
% Contribution
% Study Var
% Tolerance
10987654321
9,96
9,94
9,92
9,90
Amostra
10 9 8 7 6 5 4 3 2 1
0,02
0,01
0,00
Part
Sa
mp
le R
an
ge
_R=0,01
UC L=0,02574
LC L=0
10 9 8 7 6 5 4 3 2 1
9,96
9,94
9,92
9,90
Part
Sa
mp
le M
ea
n
__X=9,91467
UC L=9,92490
LC L=9,90444
Gage name:
Date of study :
Reported by :
Tolerance:
Misc:
Components of Variation
12c331-2 by Amostra
R Chart
XBar Chart
Gage R&R (ANOVA) for 12c331-2

61
4 - MSA (Measurement System Analisys) da bancada de teste 50 B : Foi
evidenciado que a bancada de teste op 50B não possui um MSA confiável, pois também
está rejeitando peças boas (quantidade muito superior a bancada 50 B). Causa raiz :
Bancada sem calibração desde 2005 devido ao projeto da bancada ter sido feito na Polônia
e a não existência de um manual de como calibrar e realizar manutenção nos componentes
internos da bancada de testes. Ação Corretiva : Efetuar total desmontagem da bancada,
manutenção preventiva a partir de instruções do time da WABCO Polônia, atualização do
software que realiza medição e executar estudo de MSA para validação do resultado – Ação
concluída, gage R&R de 8,13 – aprovado, conforme figura 27.

62
Antes
- Bancada de teste descalibrada
- Sistema de medição não confiável(alto índice de reprova por conta do teste)
Antes
- Bancada de teste descalibrada
- Sistema de medição não confiável(alto índice de reprova por conta do teste)
Depois
Part-to-PartReprodRepeatGage R&R
75
50
25
0
Pe
rce
nt
% Contribution
% Study Var
% Tolerance
10987654321
1,5
1,2
0,9
0,6
A mostra
10 9 8 7 6 5 4 3 2 1
0,75
0,50
0,25
0,00
Part
Sa
mp
le R
an
ge
_R=0,34
UC L=0,8752
LC L=0
10 9 8 7 6 5 4 3 2 1
1,4
1,2
1,0
0,8
Par t
Sa
mp
le M
ea
n
__X=1,1287
UC L=1,4765
LC L=0,7808
Gage name:
Date of study :
Reported by :
Tolerance:
M isc:
Components of Variation
Vazamento by A mostra
R Chart
XBar Chart
Gage R&R (ANOVA) for Vazamento
Depois Depois
Part-to-PartReprodRepeatGage R&R
75
50
25
0
Pe
rce
nt
% Contribution
% Study Var
% Tolerance
10987654321
1,5
1,2
0,9
0,6
A mostra
10 9 8 7 6 5 4 3 2 1
0,75
0,50
0,25
0,00
Part
Sa
mp
le R
an
ge
_R=0,34
UC L=0,8752
LC L=0
10 9 8 7 6 5 4 3 2 1
1,4
1,2
1,0
0,8
Par t
Sa
mp
le M
ea
n
__X=1,1287
UC L=1,4765
LC L=0,7808
Gage name:
Date of study :
Reported by :
Tolerance:
M isc:
Components of Variation
Vazamento by A mostra
R Chart
XBar Chart
Gage R&R (ANOVA) for Vazamento
Figura 27 – Gage R&R depois das ações na Bancada de Teste 50 B.
Fonte: Autoria Própria
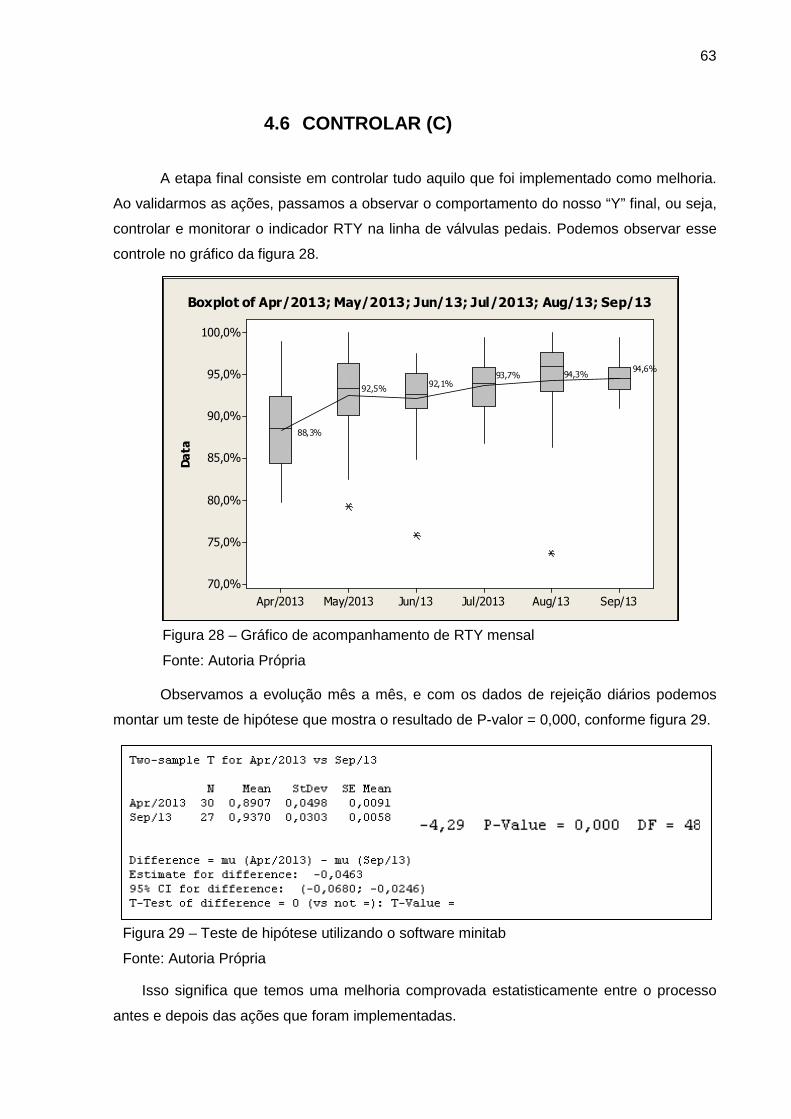
63
4.6 CONTROLAR (C)
A etapa final consiste em controlar tudo aquilo que foi implementado como melhoria.
Ao validarmos as ações, passamos a observar o comportamento do nosso “Y” final, ou seja,
controlar e monitorar o indicador RTY na linha de válvulas pedais. Podemos observar esse
controle no gráfico da figura 28.
Observamos a evolução mês a mês, e com os dados de rejeição diários podemos
montar um teste de hipótese que mostra o resultado de P-valor = 0,000, conforme figura 29.
Isso significa que temos uma melhoria comprovada estatisticamente entre o processo
antes e depois das ações que foram implementadas.
Figura 29 – Teste de hipótese utilizando o software minitab
Fonte: Autoria Própria
Sep/13Aug/13Jul/2013Jun/13May/2013Apr/2013
100,0%
95,0%
90,0%
85,0%
80,0%
75,0%
70,0%
Data
88,3%
92,5%92,1%
93,7% 94,3%94,6%
Boxplot of Apr/2013; May/2013; Jun/13; Jul/2013; Aug/13; Sep/13
Figura 28 – Gráfico de acompanhamento de RTY mensal
Fonte: Autoria Própria
64
5 CONCLUSÃO
A proposta de aplicação da metodologia Seis Sigma foi a de resolver um problema,
uma situação real de forma estatística, bem como encontrar os fatores e variáveis chaves
para o surgimento do problema e depois trazer novamente para uma solução ou melhoria
real. Quando observado que uma melhoria foi executada ou que um problema foi resolvido,
é necessária uma comprovação. Para confirmar foi utilizado o método estatístico do teste de
hipótese. O objetivo principal de atingir um RTY acima de 94% foi atingido e comprovado
por esses meios de cálculo estatísticos que fazem do Seis Sigma uma poderosa ferramenta
/ conceito que agrega valor ao negócio e impacta positivamente, quando bem aplicado e
seguido em uma lógica correta.
A metodologia aplicada foi basicamente o DMAIC de maneira sequencial, utilizando
as ferramentas mais comuns que fazem parte do pacote Seis Sigma, mas não
necessariamente todas elas, afinal o que realmente interessa é o resultado obtido com este
trabalho.
O desafio de se iniciar um projeto como esse nos remete a gestão de projetos e ao
foco no resultado que um profissional Engenheiro de Produção precisa ter para contribuir
positivamente no desenvolvimento e na competitividade da organização onde ele está
inserido. É necessário ter perseverança, flexibilidade, foco no Cliente (seja ela a
organização ou um cliente externo) e acima de tudo: Paixão por melhoria contínua.
No início do projeto (RTY = 88,3%) a empresa WABCO desperdiçava
aproximadamente 44 horas semanais de mão de obra qualificada para a análise das
válvulas pedais com defeito e posterior remontagem das mesmas. Isso equivale a exatos R$
84.482,53 por ano em termos de custo de mão de obra direta para a empresa (sem contar
todos os demais custos “difíceis de se contabilizar” que estão envolvidos ao se retrabalhar
1100 peças por mês: Motivação, risco ao cliente, degradação do processo de montagem e
teste, entre muitos outros). Quando chegamos ao resultado esperado (RTY > 94%)
registramos um saving real em 2013 de R$29.872,00 e um saving previsto para 2014 de
R$45.490,60. Isso significa aproximadamente 54% de melhoria.
Por ser um trabalho de melhoria contínua é importante ressaltar que ela nunca pode
parar. Para o ano que vem o objetivo é que esta linha de válvulas pedais atinja o índice de
97%, reduzindo ainda mais o desperdício. Foi recomendado que este trabalho seja feito não
somente para uma única linha, mas sim para todas as linhas cujo resultado de RTY seja
abaixo da meta definida pela empresa de 97%. Uma pré-análise pode ser realizada
utilizando um gráfico de pareto para priorizar as linhas que mais impactam no resultado final
e, em seguida, aplicar os passos conforme este trabalho para reduzir as rejeições e

65
aumentar o rendimento de qualidade das linhas de produção seriadas de qualquer
segmento.

66
REFERÊNCIAS BIBLIOGRÁFICAS
ANTONY, J.; CORONADO, R. B. (2001). A strategy for survival. Manufacturing Engineer,
Dearborn, vol. 80. Nº 3, p. 119-121.
AOUDIA, H.; TESTA, Q. Perfect QRQC, The Basics. Ed Maxima, 2011.
BEHARA, R. S.; FONTENOT, G. F.; GRESHAM, A. “Customer satisfaction measurement
and analysis using six sigma”. International Journal of Quality & Reliability Management, p.9-
18, 1995.
CAMPOS, M. S. Em Busca do Padrão Seis Sigma. Revista EXAME, ed. 689, ano 32, n. 11,
2 de junho, 1999.
CAMPOS, V. F. Qualidade Total, Padronização de Empresas. Nova Lima, MG: INDG
Tecnologia e Serviços Ltda, 2004.
CAMPOS, V. F. TQC – Controle da Qualidade Total. Belo Horizonte: DG, 1992, 8ª Edição.
CARVALHO, M. M.; PALADINI, E. P. Gestão da qualidade: teoria e casos. Rio de Janeiro:
Editora Campus, 2005. 355p.
CARVALHO, M. M.; PALADINI, E.P. (Org.) Gestão da Qualidade: Teoria e Casos. Rio de
Janeiro: Editora Campus, 2012, 2ª Edição.
CORONADO, R. B.; ANTONY, J. (2002). Critical success factors for the successful
implementation of six sigma projects in organizations. The TQM Magazine, v. 14, n. 2, p. 92-
99.
COURT, E. Quality Engineering. Six Sigma Rolled Throughput Yield, Volume 14, Issue 2,
2002.
ECKES, G. A Revolução Seis Sigma. Rio de Janeiro, Campus, 2001, 4ª Edição.

67
GARVIN, D. A. Gerenciando a Qualidade: A Visão Estratégica e Competitiva, Qualitymark
Editora, Rio de Janeiro, 1992.
GEORGE, M. L.; ROWLANDS, D.; PRICE, M.; MAXEY, J. The lean six sigma pocket
toolbook a quick reference guide to 100 tools for improving process quality, speed, and
complexity. New York, McGraw-Hill, 2005.
GIOVANNI, M. Elementos do Sistema de Gestão de SMSQRS. Sistema de Gestão
Integrada, Volume 2, 2ºEdição, 2010.
GROOVE, J. The General Eletric Company. Playbook by GE Aircraft Engines Executive
Communication. Topic 6, 1996.
HARRY D.; SCHROEDER, R. Six Sigma: the breakthrough management strategy
revolutionizing the World’s Top Corporation. New York, Doubleday, 2000.
KOBAYOSHI, M. Calibração de instrumentos de medição: área mecânica dimensional. São
Paulo: SENAI-SP editora, 2012.
LINS, B. F. E. Ferramentas básicas da qualidade. Ciência da Informação, Brasília, v.22,n. 2,
maio/ago., 1993.
Manual do MSA – Measurement Sistems Analysis, Manual de Referência – 4º Edição, AIAG,
2010.
Manual Meet Minitab, Versão 14 para Windows by Minitab Inc, 2003, 2004.
MELLO, C. H. P.; SILVA, C. E. S.; TURRIONI, J. B.; SOUZA, L. G. M. ISO 9001:2008,
Sistema de Gestão da Qualidade para Operações de Produção e Serviços. São Paulo:
Atlas, 2009.
MORAES, L. G. S.; JUNIOR, E. P. L.. Os Custos da Qualidade e da Não Qualidade na
Produção. 2012.
MUNIZ, J.; MOELLMANN, A.H. Gestão da Qualidade: Histórico e Perspectivas Estratégicas.
MBA Pro UNESP, Guaratinguetá, 2010.
68
PALADINI, E. P. Avaliação estratégica da qualidade. São Paulo: Atlas; 2002. p.64-114. PARANTHAMAN, D. Controle de qualidade. São Paulo: McGraw- Hill Ltda; 1990. p.118-212. PINTON, D.H. Controle estatístico de processo. São Paulo, Rev IMES 1997; (40):35-8. RODRIGUES, M. V. Ações para a qualidade: gestão estratégica e integrada para a melhoria
dos processos na busca da qualidade e competitividade. 3. ed. Rio de Janeiro: Qualitymark,
2010.
RODRIGUES, M. V. C.; AMORIM, T. A. A. Uma investigação da qualidade nas organizações
brasileiras. Revista Brasileira de Administração Contemporânea, João Pessoa, v. 1, n. 9, p.
262-285, 1995.
SANTOS, B. A.; MARTINS, F. M., “A implementação dos projetos seis sigma contribuindo
para o direcionamento estratégico e para o aprimoramento do sistema de medição de
desempenho”, Revista Pesquisa e Desenvolvimento Engenharia de Produção, n.1, p. 1-14,
Dezembro de 2003.
SHEEHY, P.; NAVARRO, D.; SILVERS, R; KEYES, V.; DIXON; DEB & PICARD, D. The
Black Belt Memory Jogger: A Pocket Guide for Six Sigma Success. Salem-NH-USA:
GOAL/QPC, 2002, 1ª Edição.
SHINGO, S. Zero Quality Control: Source Inspection and the Poka Yoke System, 1986.
SOLEIMANNEJAD, F. Six Sigma, Basic Steps and Implementation. AuthorHouse, 2004, 1ª
Edição.
STAMATIS, D. H. Failure Mode Effect Analysis. FMEA from Theory to Execution, Second
Edition, 2003.
TEBOUL, J. Gerenciando a dinâmica da qualidade. Rio de Janeiro: Qualitymark, 1991.
SILVA, W. L. Experiência na implantação da rotina de análise de sistemas de medição em
uma indústria de auto peças. 2002. 22f. Artigo (2nd International Conference on Advanced
Measurement Techniques and Sensory Systems for Automotive Automotive Applications) -
Ancona, Itália. 2002.
69
ZUFFOLETTI, V. The General Eletric Company. Playbook by GE Power Systems Training
and Development. Topic 25, 1997.
FLEMMING, D. Seis Sigma. Potencialize seus ganhos. Disponível em
http://www.mbc.org.br/mbc/uploads/biblioteca/1207675282.0673A.pdf. Acesso em 11 de
outubro de 2013.
KOSCIANSKI, A.; SOARES, M. S. Qualidade de Software: Aprenda as metodologias e
técnicas mais modernas para o desenvolvimento de software. Disponível em:
http://www.martinsfontespaulista.com.br/anexos/produtos/capitulos/241804.pdf. Acesso em
12 de outubro de 2013.
LEÃO, D. MSA quarta edição: Análise dos Sistemas de Medição, Disponível em:
http://portalaction.com.br/content/msa-an%C3%A1lise-dos-sistema-de-
medi%C3%A7%C3%A3o Acesso em 10 de outubro de 2013.
LEÃO, D. MSA quarta edição: Análise dos Sistemas de Medição, Disponível em:
http://portalaction.com.br/content/24-repetitividade-e-reprodutibilidade. Acesso em 15 de
outubro de 2013.
MANAGEMENT, HSM, 2006, “Seis Sigma: Memórias do pioneiro”. Disponível em
www.minitabbrasil.com.br. Acesso em 03 de outubro de 2013.
MILAN, M.; FERNANDES, R. A. T. Qualidade das operações de preparo do solo por
controle estatístico de processo. Disponível em:
http://www.scielo.br/pdf/sa/v59n2/8919.pdf. Acesso em 12 de outubro de 2013.
MOTHÉ, C. G.; CORREA, D. Z.; CASTRO, B. C. S.; CAETANO, M. Otimização da produção
de Biodiesel a partir do óleo de mamona. Disponível em:
http://www.revistaanalytica.com.br/ed_anteriores/19/art01.pdf. Acesso em 09 de outubro de
2013.
PINHO, A. F.; LEAL, F.; MONTEVECHI, J. A. B.; ALMEIDA, D. A. Combinação entre as
técnicas de fluxograma e mapa de processo no mapeamento de um processo produtivo.
Disponível em: http://www.abepro.org.br/biblioteca/enegep2007_tr570434_9458.pdf.
Acesso em 10 de outubro de 2013.
70
RIBEIRO, O. Uso do modelo de cubo numa analise dos aspectos ergonômicos, de
produtividade e qualidade nos postos de trabalho manuais de solda a resistência numa
indústria de auto peças. UFPR,Curitiba, 2008. Disponível em
http://www.pgmec.ufpr.br/dissertacoes/dissertac ao_098_Oderli%20Ribeiro.pdf. Acesso em
20 de setembro de 2013.
SILVA, J. W.; GUIMARÃES, E. C.; TAVARES, M. Variabilidade temporal da precipitação
mensal e anual na estação climatológica de Uberaba-MG. Disponível em:
http://www.scielo.br/pdf/cagro/v27n3/a24v27n3.pdf. Acesso em 10 de outubro de 2013.