Embed Size (px)
Citation preview

UNIVERSIDADE ESTADUAL DO OESTE DO PARANÁ
UNIOESTE - CAMPUS DE FOZ DO IGUAÇU
CURSO: ENGENHARIA MECÂNICA
DISCIPLINA: ENGENHARIA DA MANUTENÇÃO
DOCENTE: EDUARDO MOREIRA
TÉCNICAS PREDITIVAS TOMANDO COMO PARÂMETRO DE CONTROLE
LUBRIFICANTE
DEIVIS BARATTO PAUL
LEONARDO CRISTOFOLI SILVA
NICHOLAS KANTOR
PEDRO HENRIQUE DA COSTA WACHESK
SAULO NATANAEL DEBASTIANI BITENCOURT
FOZ DO IGUAÇU
2011

UNIVERSIDADE ESTADUAL DO OESTE DO PARANÁ
UNIOESTE - CAMPUS DE FOZ DO IGUAÇU
CURSO: ENGENHARIA MECÂNICA
DISCIPLINA: ENGENHARIA DA MANUTENÇÃO
DOCENTE: EDUARDO MOREIRA
TÉCNICAS PREDITIVAS TOMANDO COMO PARÂMETRO DE CONTROLE
LUBRIFICANTE
DEIVIS BARATTO PAUL
LEONARDO CRISTOFOLI SILVA
NICHOLAS KANTOR
PEDRO HENRIQUE DA COSTA WACHESK
SAULO NATANAEL DEBASTIANI BITENCOURT
Trabalho apresentado à disciplina de
Engenharia da Manutenção como
parte dos requisitos exigidos pelo
método de avaliação estabelecidos e
base para a elaboração da
apresentação do seminário
apresentado para a turma do quinto
ano de engenharia mecânica.
FOZ DO IGUAÇU
2011

LISTA DE ILUSTRAÇÕES
Figura 1 - Diagrama do conceito da manutenção segundo Liptrot e Palarchio (2000). ... 9
Figura 2 - Intervenção do equipamento segundo a Manutenção Preditiva. .................... 11
Figura 3 - Aparelho de análise de ponto de fulgor e ponto de inflamação. .................... 22
Figura 4 - Esquema de um cromatógrafo a gás. ............................................................. 23
Figura 5 - Cuba e eletrodos. ........................................................................................... 26
Figura 6 - Medidor de rigidez dielétrica. ........................................................................ 26
Figura 7 - Aparelhos de titulação coulométrica tipo Karl Fischer. ................................ 31
Figura 8 - Diagrama de blocos de um espectrômetro de absorção atômica. .................. 35
Figura 9 - Esquema de espectrômetro de absorção atômica com chama. ...................... 36
Figura 10 - Exemplo de espectro de absorbância obtido por infravermelho. ................. 38
Figura 11 - Gráfico desgaste x tempo de uma máquina. ................................................ 40
Figura 12 - Ferrógravo de Westcott. ............................................................................... 40
Figura 13 - Desenho esquemático de um ferrograma. .................................................... 42
Figura 14 - Desenho e foto de um ferrógrafo quantitativo. ............................................ 42
Figura 15 - Gráfico de tendências................................................................................... 43
Figura 16 - Curva da Asa. ............................................................................................... 44
Figura 17 - Gráfico ilustrativo da classificação e interpretação das partículas. ............. 44
Figura 18 – Esfoliação. ................................................................................................... 45
Figura 19 - Corte por abrasão. ........................................................................................ 45
Figura 20 - Fadiga. ......................................................................................................... 46
Figura 21 - Arrastamento. ............................................................................................... 46
Figura 23 - Deslizamento. .............................................................................................. 46
Figura 25 - Polímero. ...................................................................................................... 46

LISTA DE TABELAS
Tabela 1 - Benefícios da manutenção preditiva e o percentual associado. ..................... 13
Tabela 2 - Algumas técnicas de manutenção preditiva. ................................................. 14
Tabela 3 - Principais óleos graxos. ................................................................................. 15
Tabela 4 - Atomizadores e temperaturas de atomização mais comuns em AAS. .......... 35
Tabela 6 - Grupos de desgaste e as causas que as originam. .......................................... 45

SUMÁRIO
1. INTRODUÇÃO ...................................................................................................... 6
1.1. Contexto Geral ................................................................................................. 6
1.2. Objetivos ........................................................................................................... 7
2. MANUTENÇÃO ..................................................................................................... 8
3. MANUTENÇÃO PREDITIVA ........................................................................... 10
3.1. Histórico .......................................................................................................... 10
3.2. Conceito .......................................................................................................... 11
3.3. Objetivos ......................................................................................................... 12
3.4. Benefícios ........................................................................................................ 12
3.5. Acompanhamento Preditivo ......................................................................... 13
3.5.1. Monitoração Subjetiva ........................................................................... 13
3.5.2. Monitoração Objetiva ............................................................................ 13
3.6. Principais Técnicas ........................................................................................ 14
4. LUBRIFICANTES ............................................................................................... 15
4.1. Classificação ................................................................................................... 15
4.2. Finalidade da Lubrificação ........................................................................... 17
4.3. Análise de Lubrificantes ................................................................................ 17
4.3.1. Fundamentos da Análise ........................................................................ 18
4.3.2. Coleta de Amostras ................................................................................. 19
4.4. Tipos de Análise de Lubrificantes ................................................................ 20
4.4.1. Análises Físico-Químicas ....................................................................... 20
4.4.2. Análise de Contaminação ....................................................................... 27
4.4.3. Espectrometria ........................................................................................ 33
4.4.4. Ferrografia .............................................................................................. 39
5. CONCLUSÃO ....................................................................................................... 48
6. REFERÊNCIAS ................................................................................................... 49

6
1. INTRODUÇÃO
1.1. Contexto Geral
O conceito moderno sobre manutenção menciona sobre garantir a
disponibilidade da função dos equipamentos e instalações de modo a atender a um
processo de produção e preservação do meio ambiente, com confiabilidade, segurança e
custos adequados.
Disponibilidade, segundo Monchy (1989), “é a percentagem de tempo que um
equipamento ou sistema está apto a desempenhar a sua função requerida, ou então, é a
probabilidade de, em um dado momento, o equipamento ou sistema estar no estado
disponível”.
Dentro deste contexto, a manutenção preventiva e preditiva são as que mais
incorporam os aspectos citados acima, sendo a manutenção preditiva mais recente. Isto
se deve ao fato de ela predizer, o que não é uma tarefa fácil, o estado de um
equipamento através do monitoramento contínuo, da inspeção e da supervisão das
características e parâmetros deste equipamento e seus componentes associados, sendo
isto realizado enquanto o equipamento está operando.
De acordo com o diagnóstico gerado pelas análises existentes na manutenção
preditiva, uma manutenção corretiva planejada é efetuada para evitar uma parada não
programada do equipamento, no caso de detecção de defeito que pode vir a tornar-se
uma falha. Desta forma, um equipamento pode, teoricamente, nunca sofrer uma parada
obrigatória que iria comprometer a produção da indústria, elevando assim sua
disponibilidade operacional. Esta forma de manutenção também é conhecida como
técnicas preditivas ou monitoramento sob condição.
Sendo o mundo competitivo e exigente, as técnicas desenvolvidas e utilizadas
para a manutenção preditiva têm ganhado bastante espaço no setor industrial, ainda
mais com o nível atual de automação de indústrias. Uma das importantes técnicas
preditivas leva em consideração como parâmetro de controle os lubrificantes.
De um lubrificante pode-se retirar muitas informações do estado do
equipamento, como por exemplo, o desgaste, a forma de desgaste, a contaminação, a
degradação e entre outras. Assim, a importância do lubrificante dentro da manutenção
não se limita mais a lubrificação, aumentando esta importância para a predição do
estado de um equipamento.

7
1.2. Objetivos
Este trabalho, em âmbito geral, tem o objetivo de abordar as técnicas preditivas
usadas em lubrificantes, onde o lubrificante é utilizado como parâmetro de controle do
equipamento.
Em termos específicos, pretende-se:
Estudar e compreender a importância da manutenção preditiva no setor
industrial;
Visualizar os tipos de lubrificantes e sua importância nos
equipamentos;
Compreender e estudar os tipos de análises realizadas em lubrificantes;
Visualizar diagnósticos de equipamentos em função das técnicas
preditivas aplicadas.

8
2. MANUTENÇÃO
A manutenção pode ser definida como um conjunto de atividades utilizadas em um
sistema para preservar ou sustentar sua habilidade de desenvolver o serviço de uma
maneira eficiente. Formalmente pode ser definida como o gerenciamento, controle,
execução, e qualidade de atividades que assegura ótimos níveis de disponibilidade e o
total desempenho da planta para alcançar seus objetivos comerciais (RANGANATH;
HUANG; LEEP, 2004).
Depois da segunda guerra mundial, a preocupação em prevenir uma determinada
falha antes que a mesma ocorresse ganhou significativa importância. Antes desta época,
os meios de produção não possuíam uma linha altamente mecanizada e os equipamentos
eram de simples reparo. Então, itens eram trocados quando eles quebravam o que se
chama de manutenção corretiva, e não existia a necessidade de uma manutenção
preventiva exceto por um simples serviço. Durante e depois da segunda guerra mundial,
a necessidade de elevada mecanização dos sistemas, assim como recurso limitado e
capacidade de trabalho humano foram fatores importantes para a mudança da postura da
manutenção.
Com o aumento da complexidade dos sistemas mecânicos, falhas deveriam ser
evitadas e o tempo destinado a reparos comprometia a indústria, tornando-se necessário
minimizá-lo. Assim surge o conceito de manutenção preventiva. Mas somente nos anos
70, quando o mundo da mecanização estava em uma fase de grande desenvolvimento e,
simultaneamente, as pessoas vieram a se conscientizar quanto aos danos à saúde e ao
meio ambiente que as falhas poderiam ocasionar, a manutenção preventiva se
generalizou, passando a ter papel fundamental na sobrevivência das companhias. Nessa
época se iniciou o desenvolvimento de instrumentos capazes de realizarem medidas de
parâmetros que podiam descrever a condição de determinados equipamentos e
componentes. Mas foi nos anos 80 que a tecnologia de informação e computação digital
ocasionou um grande impacto no monitoramento da condição dos equipamentos devido
à integração dos aparelhos de medição com os computadores, originando os sistemas
coletores de dados, filtros digitais e outros instrumentos (SARANGA, 2002).
Water (2000) definiu a manutenção de acordo com o fluxograma mostrado na figura
1.

9
Figura 1 - Diagrama do conceito da manutenção segundo Liptrot e Palarchio
(2000).
Ao longo dos anos, a ação da manutenção nos diversificados setores e processos
aumentou drasticamente. O mercado globalizado está forçando as organizações a
competirem não somente em preços e qualidade de seus produtos, mas também em
produtividade, ou seja, tecnologia, diminuição do tempo ocioso, inovação,
confiabilidade e tecnologia de informação (FERNANDES, 2003). A manutenção hoje
em dia é vista como uma fonte de lucratividade. Com o crescente processo de
modernização das unidades de produção, a manutenção vem ganhando papel
fundamental nos resultados das empresas principalmente naquelas onde a automação se
encontra em nível bastante elevado.
Houve uma mudança de paradigma, pois antigamente, o conceito predominante
da missão da manutenção era a de restabelecer as condições originais dos
equipamentos/sistemas. Hoje, já se compreende que a missão da manutenção é a de
garantir a disponibilidade da função dos equipamentos e instalações de modo a atender
a um processo de produção ou serviço, com confiabilidade, segurança, preservação do
meio ambiente e custos adequados. Resumindo, a manutenção deve ser organizada de
tal maneira que o equipamento ou sistema pare de produzir somente de forma planejada
(MARCONI; LIMA, 2003).
O valor gasto com a manutenção vem aumentando proporcionalmente aos
investimentos feitos com o objetivo de modernização das plantas e grau de

10
automatização requerido pelos equipamentos utilizados. Existem várias interpretações
sobre o valor da manutenção. Atualmente o termo mais difundido é investimento em
manutenção, visto que, uma manutenção bem elaborada evita parada não programada
dos equipamentos, quebras catastróficas além de garantir a proteção ao meio ambiente e
funcionários.
3. MANUTENÇÃO PREDITIVA
3.1. Histórico
Como visto anteriormente, a manutenção começou a ter significativa
importância no período pós Segunda Guerra Mundial. Durante o período de 1950 a
1970, a crise do petróleo, principal matéria prima para os processos industriais, gerou
um grande impacto nos custos de produção, levando as indústrias à racionalização dos
gastos. Nesta época as indústrias já apresentavam a principal atividade econômica,
sendo o principal fator de classificação das nações, assim os custos da manutenção
precisavam ser racionalizados.
Neste período indústrias começaram a utilizar a Engenharia da Manutenção, que
promove o desenvolvimento das primeiras técnicas aplicadas ao monitoramento dos
equipamentos. O conserto e a prevenção não são suficientes e a atuação da manutenção
deve ser feita com economia.
De 1970 até os dias de hoje, a globalização aumentou substancialmente a
concorrência entre as indústrias. Para garantir a permanência das indústrias no mercado,
o desenvolvimento e aplicação de novas técnicas de controle de qualidade são
fundamentais para gerarem produtos de elevado desempenho, garantindo a
competitividade. De acordo com o novo paradigma imposto, empresas que não
acompanham o desenvolvimento tecnológico não conseguem sobreviver.
Nesta fase, as ferramentas administrativas RCM (Manutenção Centrada na
Confiabilidade), TPM (Manutenção Produtiva Total) e JIT (Manutenção "Just-in-
Time") se popularizam e ganham importância no setor industrial. Estas ferramentas
integram a produção com a manutenção melhorando a qualidade dos produtos e
reduzindo os custos de manutenção. Assim a manutenção torna-se uma ferramenta
importante para a melhoria da produtividade.

11
3.2. Conceito
Manutenção preditiva é a atuação realizada com base na modificação de
parâmetro de condição ou desempenho do equipamento, cujo acompanhamento obedece
a uma sistemática. A manutenção preditiva pode ser comparada a uma inspeção
sistemática para o acompanhamento das condições dos equipamentos.
Um conceito menos formal define que manutenção preditiva é o
acompanhamento periódico dos equipamentos, baseado na análise de dados coletados
através de monitoração ou inspeções em campo. Trata-se da manutenção que prediz o
tempo de vida útil dos componentes das máquinas e equipamentos e as condições para
que esse tempo de vida seja bem aproveitado.
Quando é necessária a intervenção da manutenção no equipamento, estamos
realizando uma Manutenção Corretiva Planejada. É conhecida também como
manutenção sob condição ou manutenção com base no estado do equipamento
(Condition Based Maintenance).
Figura 2 - Intervenção do equipamento segundo a Manutenção Preditiva.
O termo associado á manutenção preditiva é o de predizer. Esse é o grande
objetivo da manutenção preditiva: Predizer (ou prevenir) as falhas nos equipamentos ou
sistemas através de acompanhamento dos diversos parâmetros, permitindo a operação
contínua pelo maior tempo possível. Ou seja, a manutenção preditiva privilegia a
disponibilidade á medida que não promove intervenções nos equipamentos em
operação.

12
Além disso, a intervenção só é decidida quando os parâmetros acompanhados
indicam sua real necessidade, ao contrário da Manutenção Preventiva que pressupõe a
retirada do equipamento de operação baseada no tempo de operação.
Quando o grau de degradação se aproxima ou atinge o limite previamente
estabelecido, é tomada a decisão de intervenção. Isto permite uma preparação prévia do
serviço, além de outras decisões alternativas relacionadas com a produção.
3.3. Objetivos
A manutenção preditiva tem como objetivos:
Determinar, antecipadamente, a necessidade de serviços de manutenção numa
peça específica de um equipamento;
Eliminar desmontagens desnecessárias para inspeção;
Aumentar o tempo de disponibilidade dos equipamentos;
Reduzir o trabalho de emergência não planejado;
Impedir o aumento dos danos;
Aproveitar a vida útil total dos componentes e de um equipamento;
Aumentar o grau de confiança no desempenho de um equipamento ou linha de
produção;
Determinar previamente as interrupções de fabricação para cuidar dos
equipamentos que precisam de manutenção.
Por meio desses objetivos, pode-se deduzir que eles estão direcionados a uma
finalidade maior e importante: redução de custos de manutenção e aumento da
produtividade.
3.4. Benefícios
De acordo com um estudo realizado pelo Dr. Eng. Professor Márcio Tadeu de
Almeida da Escola Federal de Engenharia de Itajubá, os principais benefícios da
manutenção preditiva e o percentual correspondente estão descritos na Tabela 1.

13
Tabela 1 - Benefícios da manutenção preditiva e o percentual associado.
Benefícios Percentual
Redução dos custos de manutenção 50 a 80%
Redução de falhas nas máquinas 50 a 60%
Redução de estoque de sobressalentes 20 a 30%
Redução de horas extras para manutenção 20 a 50%
Redução do tempo de parada das máquinas 50 a 80%
Aumento na vida das máquinas 20 a 40%
Aumento da produtividade 20 a 30%
Aumento dos lucros 25 a 60%
3.5. Acompanhamento Preditivo
A avaliação do estado do equipamento se dá através de medição,
acompanhamento ou monitoração de parâmetros. Esse acompanhamento pode se feito
de três formas:
Acompanhamento ou monitoração subjetiva;
Acompanhamento ou monitoração objetiva;
Monitoração contínua.
3.5.1. Monitoração Subjetiva
A monitoração subjetiva é aquela exercida pelo pessoal de manutenção
utilizando os sentidos, ou seja, tato, olfato, audição e visão. Quando um mecânico
coloca a palma da mão sobre uma caixa de mancal, pode perceber a temperatura e a
vibração. Evidentemente quanto mais experiente, mais confiáveis serão os diagnósticos;
no entanto esta monitoração não deve ser adotada como base para decisão por ser
extremamente subjetiva.
3.5.2. Monitoração Objetiva
A monitoração objetiva é o acompanhamento feito através de equipamentos ou
instrumentos específicos. É objetiva, pois:
Fornece um valor de medição do parâmetro que está sendo acompanhado;

14
O valor medido independe do operador do instrumento, desde que utilizado o
mesmo procedimento.
A monitoração objetiva pode ser classificada em:
Monitoração continua;
Monitoração pontual.
Em situações onde o tempo de desenvolvimento do defeito é muito curto e/ou
em equipamentos de alta responsabilidade, adota-se o monitoramento contínuo. Nos
demais equipamentos onde o defeito pode ser acompanhado ou ainda onde a falha não
impacta a continuidade operacional, adota-se um plano de medições periódicas, sendo a
freqüência, função da importância do equipamento ou do histórico do equipamento.
3.6. Principais Técnicas
Em termos práticos, uma técnica de manutenção preditiva deve atender aos
seguintes requisitos:
Permitir a coleta de dados com o equipamento em funcionamento, ou
com o mínimo de interferência possível no processo de produção;
Permitir a coleta dos dados que possibilitem a análise de tendência.
Seguindo estes requisitos, as técnicas são classificadas segundo os parâmetros
analisados conforme a Tabela 2.
Tabela 2 - Algumas técnicas de manutenção preditiva.
Análise de Parâmetros Técnicas Utilizadas
Detecção de vazamentos
Análise de Vibrações Nível global, espectro de vibrações, pulso de choque
Análise de óleos lubrificantes
ou isolantes
Viscosidade, número de neutralização acidez ou
basicidade, teor de água, insolúveis, contagem de
partículas metais por espectrometria por
Infravermelho, cromatografia gasosa, tensão
interfacial, rigidez dielétrica, ponto de fulgor
Ferrografia Ferrografia quantitativa, ferrografia analítica

15
Ensaios Elétricos Corrente, tensão, isolação, perdas dielétricas, rigidez
dielétrica, espectro de corrente ou tensão
Verificações de geometria Metrologia convencional, alinhamento de máquinas
rotativas
Análise de temperatura –
Termometria
Termometria convencional, indicadores de
temperatura, pirometria de radiação, termografia
4. LUBRIFICANTES
4.1. Classificação
Os lubrificantes são classificados, de acordo com seu estado físico, em líquidos,
pastosos, sólidos e gasosos. Os lubrificantes líquidos são os mais empregados na
lubrificação. Podem ser subdivididos em: óleos minerais puros, óleos graxos, óleos
compostos, óleos aditivados e óleos sintéticos.
Os óleos minerais puros são provenientes da destilação e refinação do petróleo.
Os óleos graxos podem ser de origem animal ou vegetal. Foram os primeiros
lubrificantes a serem utilizados, sendo mais tarde substituídos pelos óleos minerais. Seu
uso nas máquinas modernas é raro, devido à sua instabilidade química, principalmente
em altas temperaturas, o que provoca a formação de ácidos e vernizes.
Os óleos compostos são constituídos de misturas de óleos minerais e graxos. A
percentagem de óleo graxo é pequena, variando de acordo com a finalidade do óleo. Os
óleos graxos conferem aos óleos minerais propriedades de emulsibilidade, oleosidade e
extrema pressão. Os principais óleos graxos estão na Tabela 3.
Tabela 3 - Principais óleos graxos.
Óleos animais
Sebo bovino (tallow oil)
Mocotó (neat’s foot oil)
Baleia (sperm oil)
Banha de porco (lard oil)
Lanolina (degras oil)
Óleos vegetais
Mamona (castor oil)
Colza (rape seed oil)
Palma (palm oil)
Oliva (olive oil)

16
Os óleos aditivados são óleos minerais puros, aos quais foram adicionados
substâncias comumente chamadas de aditivos, com o fim de reforçar ou acrescentar
determinadas propriedades.
Os óleos sintéticos são provenientes da indústria petroquímica. São os melhores
lubrificantes, mas são também os de custo mais elevado. Os mais empregados são os
polímeros e os diésteres. Devido ao seu custo, seu uso é limitado aos locais onde os
óleos convencionais não podem ser utilizados.
Outros líquidos são às vezes empregados como lubrificantes, dado a
impossibilidade de se utilizarem quaisquer dos tipos mencionados. A água, algumas
vezes empregada, possui propriedades lubrificantes reduzidas, além de ter ação
corrosiva sobre os metais.
Os pastosos, comumente chamados graxas, são empregados onde os
lubrificantes líquidos não executam suas funções satisfatoriamente. As graxas podem
ser subdivididas em: graxas de sabão metálico, graxas sintéticas, graxas á base de argila,
graxas betuminosas e graxas para processo.
As graxas de sabão metálico são as mais comumente utilizadas. São constituídas
de óleos minerais puros e sabões metálicos, que são a mistura de um óleo graxo e um
metal (cálcio, sódio, lítio, etc.). Como os óleos, estas graxas podem ser aditivadas para
se alcançarem determinadas características.
As graxas sintéticas são as mais modernas. Tanto o óleo mineral, como o sabão,
podem ser substituídos por óleos e sabões sintéticos. Como os óleos sintéticos, devido
ao seu elevado custo, estas graxas têm sua aplicação limitada aos locais onde os tipos
convencionais não podem ser utilizados.
As graxas á base de argila são constituídas de óleos minerais puros e argilas
especiais de granulação finíssima. São graxas especiais, de elevado custo, que resistem
a temperaturas elevadíssimas.
As graxas betuminosas, formuladas à base de asfalto e óleos minerais puros, são
lubrificantes de grande adesividade. Algumas, devido à sua alta viscosidade, devem ser
aquecidas para serem aplicadas. Outras são diluídas em solventes que se evaporam após
sua aplicação.
As graxas para processo são graxas especiais, fabricadas para atenderem a
processos industriais como a estampagem, a moldagem etc. Algumas contêm materiais
sólidos como aditivos.

17
Os lubrificantes sólidos são usados como aditivos de lubrificantes líquidos ou
pastosos. Algumas vezes, são aplicados em suspensão, em líquidos que se evaporam
após a sua aplicação. A grafite, o molibdênio, o talco, a mica etc., são os mais
empregados. Estes lubrificantes apresentam grande resistência a elevadas pressões e
temperaturas.
Os lubrificantes gasosos são empregados em casos especiais, quando não é
possível a aplicação dos tipos convencionais. São normalmente usados o ar, o
nitrogênio e os gases halogenados. Sua aplicação é restrita, devido à vedação exigida e
às elevadas pressões necessárias para mantê-los entre as superfícies.
4.2. Finalidade da Lubrificação
A lubrificação pode ser considerada como um princípio básico para o
funcionamento da maioria dos equipamentos. Porém, a lubrificação é uma das causas de
falha mais comuns nos equipamentos industriais, podendo causar sérios prejuízos
operacionais e danos nos equipamentos. As funções básicas do lubrificante são: reduzir
o atrito e desgaste; retirar o calor gerado pelo atrito ou pelo funcionamento da máquina;
formar o filme de lubrificante; isolar componentes; evitar a corrosão e contaminação.
4.3. Análise de Lubrificantes
O uso da análise de lubrificantes como técnica de manutenção começou a ser
aplicada na década 50. A crise do petróleo intensificou o uso, que passou a cumprir uma
nova função na manutenção das máquinas, permitindo o monitoramento das condições
do lubrificante e identificar a necessidade de troca ou apenas reposição parcial. Neste
período foram introduzidas técnicas preditivas que permitiam através da análise de
lubrificantes diagnosticarem problemas nos equipamentos. Atualmente as leis
ambientais tornaram ainda mais rigorosas as medidas de manutenção relacionadas com
a utilização do óleo na indústria, sendo necessária à implementação de estações de
tratamento e métodos de descarte e reaproveitamento dos lubrificantes.
A análise do lubrificante permite identificar, quantificar, traçar um perfil de
desgaste do equipamento e componentes, além de avaliar a sua degradação natural. Do
lubrificante que circula entre as partes do equipamento se obtém todas as informações
necessárias sobre o seu estado.

18
As partículas de contaminação e as partículas de desgaste estão nele presentes e,
identificá-las através de análises específicas, permite traçar um perfil de desgaste dos
seus componentes.
O controle de lubrificantes é vital para que o equipamento se mantenha em
condições de plenitude operacional. Este controle permite identificar não somente o
desgaste do equipamento, mas a degradação natural e a sua troca ou intervenção no
momento exato.
O monitoramento das partículas de desgaste baseia-se principalmente em dois
fatos:
Que a interface das peças móveis são continuamente "lavadas” pelo lubrificante
e que as partículas de desgaste são arrastadas por este lubrificante;
Que a velocidade de geração destas partículas torna-se maior com o aumento do
desgaste;
Que o exame das partículas de desgaste arrastadas pelo lubrificante é um meio
reconhecidamente eficaz de se conhecer a saúde dos equipamentos e quando
exercido regularmente habilita a detecção de falhas incipientes e a
implementação de um programa de monitoramento das condições dos mesmos
no dia-a-dia de uso.
A análise de lubrificante é aplicada como técnica de manutenção para os
sistemas de lubrificação, sistemas hidráulicos e equipamentos elétricos.
4.3.1. Fundamentos da Análise
A análise do óleo lubrificante é utilizada com dois objetivos principais:
identificar as condições do óleo e identificar possíveis falhas do equipamento.
4.3.1.1. Condições do Lubrificante
O lubrificante pode apresentar dois processos básicos de falha. O primeiro
ocorre devido à contaminação por partículas de desgaste do equipamento ou por agentes
externos, sendo a água um dos contaminantes mais comuns nas instalações industriais.
O segundo processo de falha está relacionado com a degradação das propriedades,

19
devido às alterações das características do lubrificante, prejudicando o desempenho de
suas funções.
Os objetivos da análise do lubrificante são: escolher o lubrificante correto;
manter o lubrificante limpo (filtragem); manter a temperatura correta; manter o
lubrificante seco; garantir o bom desempenho da lubrificação.
Os benefícios da análise do lubrificante são: reduz ou elimina falhas por
deficiências na lubrificação; protege o equipamento do desgaste excessivo ou
prematuro; reduz os custos de manutenção; aumenta a disponibilidade do equipamento;
reduz os gastos com o lubrificante.
4.3.1.2. Condições do Equipamento
A análise do óleo lubrificante pode ser utilizada para a avaliação das condições
do equipamento. Através da avaliação da composição química, quantidade e forma dos
contaminantes, foram desenvolvidas técnicas de acompanhamento e análise que
permitem definir mecanismos de falha de componentes da máquina. As principais
técnicas disponíveis são: espectrometria e ferrografia.
4.3.2. Coleta de Amostras
A análise do óleo é realizada em amostras de lubrificantes retiras do
equipamento. Os cuidados na obtenção destas amostras são:
Garantir a homogeneidade da amostra;
A coleta deve ser feita com o equipamento operando;
Não pode haver contaminação no local de retirada da amostra;
O recipiente de coleta deve estar isento de contaminação;
O ponto de coleta deve ser sempre o mesmo;
Deixar escoar um pouco de lubrificante antes da coleta;
Normalmente a quantidade necessária é de meio litro;
Identificar corretamente a amostra com as informações necessárias.

20
4.4. Tipos de Análise de Lubrificantes
As análises dos lubrificantes podem ser divididas em quatro grupos: análise
físico-química; análise de contaminações; espectrometria; ferrografia.
4.4.1. Análises Físico-Químicas
A seguir são descritas as principais análises físico-químicas utilizadas na
manutenção dos equipamentos.
4.4.1.1. Viscosidade Cinemática ou Tensão interfacial
A viscosidade é a medida de resistência ao escoamento de um fluido, é a
principal propriedade dos óleos lubrificantes. A medida é feita a 40º C ou 100ºC. As
principais normas utilizadas para a definição dos ensaios de viscosidade são: ASTM
D445 e NBR 10441. A unidade de medida mais utilizada é o cSt, cm²/s.
O Índice de Viscosidade é um número adimensional que mede a intensidade de
variação da viscosidade em relação à temperatura. Quanto maior o Índice de
Viscosidade, menor é a variação da viscosidade em função da temperatura. Os ensaios
para determinação deste valor são previstos pelas normas ASTM D2270 e NBR 14358.
4.4.1.1.1. Importância da Viscosidade
A viscosidade é a propriedade física principal de um óleo lubrificante. Ela é um
dos principais fatores na seleção de um óleo lubrificante, sendo sua determinação
influenciada por diversas condições, sendo as mais comuns as seguintes:
Velocidade: Maior a velocidade, menor deve ser a viscosidade, pois a formação
da película lubrificante é mais fácil. Os óleos de maior viscosidade possuem
maiores coeficientes de atrito interno, aumentando a perda de potência, isto é, a
quantidade de força motriz absorvida pelo atrito interno do fluído.
Pressão: Quanto maior for à carga, maior deverá ser a viscosidade para suportá-
la e evitar o rompimento da película.

21
Temperatura: Como a viscosidade diminui com o aumento da temperatura, para
manter uma película lubrificante, quanto maior for à temperatura, maior deverá
ser a viscosidade.
Folgas: Quanto menores forem às folgas, menor deverá ser a viscosidade para
que o óleo possa penetrar nelas.
Acabamento: Quanto melhor o grau de acabamento das peças, menor poderá ser
a viscosidade.
Pode-se, assim, verificar que existem condições inversas, isto é, umas que exigem
uma baixa viscosidade e outras, alta viscosidade, e que podem ocorrer ao mesmo tempo.
Isto torna a determinação da viscosidade um estudo complexo, que deverá ser realizado
pelos projetistas de máquinas e motores. A modificação da viscosidade determinada
pelos fabricantes das máquinas poderá melhorar algum fator (por exemplo, o consumo
de óleo), mas poderá prejudicar a máquina em diversos outros fatores e ocasionar sua
falha. Com a análise dos óleos usados, podemos determinar:
Redução da viscosidade: A viscosidade diminui devido à contaminação por
solvente ou óleos de menor viscosidade.
Aumento da viscosidade: A viscosidade aumenta devido à oxidação, presença de
insolúveis, água e contaminação por óleos de maior viscosidade.
4.4.1.2. Ponto de Fulgor e Ponto de Inflamação
O ponto de fulgor representa a temperatura que o óleo deve atingir para que uma
chama passada sobre a superfície inflame os vapores. O ensaio é definido pela ASTM
D92 e os valores são medidos em graus centígrados.
Ponto de fulgor ou lampejo é a temperatura em que o óleo, quando aquecido em
aparelho adequado, desprende os primeiros vapores que se inflamam momentaneamente
(lampejo) ao contato de uma chama.
Ponto de inflamação ou combustão é a temperatura na qual o óleo, aquecido no
mesmo aparelho, inflama-se em toda a superfície por mais de 5 segundos, ao contato de
uma chama. A amostra de óleo é contida em um recipiente (vaso de Flash Cleveland),
sob o qual se coloca uma fonte de calor. Uma chama-piloto é passada por sobre o
recipiente a intervalos regulares de amostra vaporizada. Continuando-se a operação,

22
quando a chama produzida permanece por 5 segundos ou mais, o ponto de inflamação
foi atingido. O ponto de inflamação encontra-se ±50ºF acima do ponto de fulgor.
Figura 3 - Aparelho de análise de ponto de fulgor e ponto de inflamação.
Este ensaio não tem maior significado para óleos novos, uma vez que seu ponto
de fulgor é bem mais elevado do que as temperaturas de manuseio. No entanto, os óleos
para motor e algumas máquinas industriais necessitam ter um ponto de fulgor elevado,
para evitar-se o risco de incêndio. No caso de óleos usados, o aumento do ponto de
fulgor significa perda das partes leves por evaporação, enquanto que sua redução indica
que houve contaminação por combustível ou outro produto de menor ponto de fulgor.
4.4.1.3. Cromatografia Gasosa
Usos típicos da cromatografia gasosa incluem teste de pureza de uma substância
em particular ou separação de diversos componentes de uma mistura (as quantidades
relativas de um determinado componente também podem ser determinadas). Em
algumas situações, esta técnica pode ajudar a identificar um composto. Na análise de
lubrificantes, a cromatografia gasosa é utilizada principalmente para determinar
compostos existentes nos lubrificantes líquidos (derivados principalmente do petróleo).
Na cromatografia gasosa, a fase em movimento (ou "fase móvel") é
um gás transportador, normalmente um gás inerte tal como o hélio ou um gás não
reativo tal como o nitrogênio. A fase estacionária é uma camada microscópica de
líquido ou polímero sobre um sólido inerte, dentro de uma peça tubular

23
de vidro ou metal chamada coluna. O instrumento usado para realizar a cromatografia
gasosa é chamado cromatógrafo a gás.
Os compostos sendo analisados interagem com as paredes da coluna, a qual é
revestida com diferentes fases estacionárias. Isto causa que cada composto "elui" a um
tempo diferente, conhecido como tempo de retenção do composto. A comparação de
tempos de retenção é que dá a cromatografia gasosa sua eficiência analítica.
A cromatografia gasosa é similar a destilação fracionada, devido a ambos os
processos separarem os componentes de uma mistura primariamente baseando-se em
diferentes pontos de ebulição (ou pressões de vapor). Entretanto, a destilação fracionada
é tipicamente usada para separar componentes de uma mistura em grande escala,
enquanto cromatografia gasosa pode ser usada numa escala muito menor (microescala).
Figura 4 - Esquema de um cromatógrafo a gás.
Os constituintes básicos de um sistema cromatográfico segundo a Figura 4 são:
1) Reservatório de gás de arraste. O gás de arraste da amostra fica contido em
cilindros sob pressão. Os gases mais empregados são H2, He e N2 e a vazão do
gás de arraste, que deve ser controlada, é constante durante a análise.
2) Sistema de introdução de amostra. A seção do cromatógrafo a gás onde é feita a
introdução da amostra do lubrificante é o injetor (ou vaporizador). Amostras de
lubrificantes sólidos podem ser dissolvidas em um solvente adequado. O injetor
deve estar aquecido a uma temperatura acima do ponto de ebulição dos
componentes da amostra, para que a amostra se volatilize completa e
instantaneamente e seja carregada para a coluna.

24
3) Coluna cromatográfica e controle de temperatura da coluna. Depois de
injetada e vaporizada, esta amostra é introduzida na coluna cromatográfica, onde
é efetuada a separação.
4) Detector. É o dispositivo que indica e quantifica os componentes separados pela
coluna. Um grande número de detectores tem sido descritos e usados na
cromatografia gasosa. Existem, entretanto, algumas características básicas
comuns para descrever seu desempenho:
Seletividade;
Ruído;
Tipo de Resposta;
Quantidade Mínima Detectável (QMD);
Fator de Resposta;
Faixa Linear Dinâmica.
5) Eletrônica de Tratamento (Amplificação) de Sinal. Trata e amplifica o sinal
gerado pelo detector.
6) Registro de Sinal (Registrador ou Computador). Registra o sinal gerado para
posterior análise do resultado da cromatografia gasosa.
4.4.1.4. Total Acid Number (TAN) e Total Base Number (TBN)
Total acid number (TAN) representa o número de acidez total, é estimado pela
quantidade de hidróxido de potássio em miligramas que é necessário para neutralizar os
ácidos em um grama de óleo. É uma medida importante da qualidade do óleo, pois este
valor indica a quantidade total de substâncias ácidas contida no óleo e estas substâncias
ácidas geradas pela oxidação do óleo podem atacar metais e produzir compostos
insolúveis. São geralmente ácidos naftênicos em petróleo que causam problemas de
corrosão. Este tipo de corrosão é conhecido como corrosão ácida naftênica ou NAC. As
normas que definem este ensaio são ASTM D664 e ASTM D974, a unidade é
mgKOH/g.
O valor TAN pode ser obtido por um par de métodos diferentes, por exemplo,
por titulação potenciométrica ou por titulação indicador de cor:
Titulação potenciométrica: A amostra é normalmente dissolvida em tolueno e
propanol com um pouco de água e titulada com hidróxido de potássio alcoólico

25
(se a amostra for ácida). Um eletrodo de vidro e o eletrodo de referência são
imerso na amostra e ligado a um voltímetro/potenciômetro. A leitura do medidor
(em milivolts) é em função do volume de titulante. O ponto final é tomado da
inflexão distinta da que resulta da curva de titulação correspondente à solução
tampão básica.
Cor indicando titulação: Um pH indicador de cor por exemplo, fenolftaleína , é
usado. Titulante é adicionado à amostra através de uma bureta. O volume de
solução necessária para provocar uma mudança permanente da cor da amostra é
gravado e usado para calcular o valor do TAN.
Total base number (TBN) é uma medida de alcalinidade do lubrificante. Ele é
medido em miligramas de hidróxido de potássio por grama (mg KOH/g). Quanto maior
a TBN, é mais eficaz na prevenção de contaminantes e reduz os efeitos corrosivos dos
ácidos durante um período prolongado de tempo. A medição associados ASTM D2896
e ASTM D4739-06 varia geralmente de 6- 8mg KOH/g em lubrificantes modernos, 7-
10 mg para uso automotivo geral e 10-15 para as operações de Diesel. Quando a TBN
medida é 2 mg KOH/g ou menos o lubrificante é considerado inadequado para a
proteção do motor, e está em risco para permitir que a corrosão ocorra. Combustíveis
com alto teor de enxofre diminuirá a TBN mais rápido devido ao aumento da formação
de ácido sulfúrico. A TAN é a medida inversa da TBN.
4.4.1.5. Rigidez Dielétrica
A rigidez dielétrica de um óleo expressa a sua resistência à passagem da corrente
elétrica. É definida como a tensão na qual ocorre a passagem de corrente elétrica entre
dois eletrodos, sob as condições prescritas pelo teste.
No estado puro, livre de qualquer contaminante, o óleo é um condutor de
eletricidade extremamente pobre (ou seja, um bom isolante). Por isso, a rigidez
dielétrica indica principalmente a presença, ou ausência, no óleo, de agentes
contaminantes, como água, impurezas ou partículas condutoras, que podem estar
presentes quando são encontrados valores relativamente baixos de rigidez dielétrica.
Algumas vezes, uma alta rigidez não indica a ausência de todos esses contaminantes e
singular importância no efeito sobre esta propriedade é a quantidade de água presente.

26
Embora a determinação da rigidez dielétrica não seja um método utilizável para
se prever a vida útil do óleo (pelo fato de não ser uma função da composição do óleo),
determinações periódicas são importantes para indicar o momento da troca ou a
necessidade de regeneração da carga de óleo.
Ensaio: O teste envolve a aplicação de uma tensão alternada a uma taxa controlada a
dois eletrodos imersos no fluido isolante, separados por uma distância padrão. Quando
da aplicação da tensão, em um determinado momento ocorre à ruptura do dielétrico,
neste instante é registrado a tensão de ruptura dielétrica do líquido isolante.
Figura 5 - Cuba e eletrodos.
Teoria de Funcionamento: A unidade é basicamente um transformador elevador de
tensão que é alimentado por um autotransformador de ajuste contínuo, controlado por
um motor de passo, permitindo deste modo, um ajuste da rampa de tensão de saída de
zero volt a seu valor nominal com alta precisão.
Figura 6 - Medidor de rigidez dielétrica.

27
4.4.1.6. Corrosão em Lâmina de Cobre
Método qualitativo de determinação de corrosividade de um produto, pelo seu
efeito sobre uma lâmina de cobre polida.
Alguns óleos têm incorporados em sua formulação certos aditivos contendo
cloro, enxofre ou sais inorgânicos, que, sob condições específicas de serviço, podem
contribuir no caso dos óleos lubrificantes, para corrosão em partes dos equipamentos
ou, no caso de óleos de corte, nas peças a serem usinadas.
Existem vários tipos de testes de corrosão para produtos derivados do petróleo,
dependendo da aplicação a que esses produtos se destinam. Como os metais mais
sujeitos a esse tipo de ataque corrosivo são o cobre e suas ligas, materiais amplamente
empregados em mancais, o teste mais utilizado é o que avalia o ataque corrosivo a uma
lâmina de cobre sob condições padronizadas.
Este valor define as características de proteção corrosiva do óleo lubrificante e
determina o comportamento do óleo em relação ao cobre e as suas ligas. As normas para
este ensaio são ASTM D130 e NBR 14359.
Este ensaio é usado para combustíveis, solventes, óleos e graxas lubrificantes.
Consiste em deixar-se, por determinado tempo, uma lâmina de cobre imersa no produto
aquecido. De acordo com a descoloração da lâmina, por comparação com uma tabela,
determinamos o grau de corrosão.
Os óleos minerais puros e aditivos, em geral, não são corrosivos. No entanto,
existem aditivos de enxofre e cloro ativos, usados, por exemplo, em óleos de corte, que
são nocivos aos metais não ferrosos. A presença de aditivos de enxofre ou cloro em um
óleo não significa que este óleo seja corrosivo, pois isto se dá, somente, quando estes
elementos são ativos.
4.4.2. Análise de Contaminação
A contaminação do lubrificante ocorre devido à presença de substâncias externas
que infiltram no sistema, pelo desgaste do equipamento ou por reações que ocorrem no
próprio lubrificante. A presença de impurezas no lubrificante, tais como poeira, areia,
fiapos etc., poderá causar danos às máquinas e equipamentos. Além da deterioração do
lubrificante, poderá ocorrer obstrução da tubulação do sistema de lubrificação,

28
grimpamento de válvulas de sistemas hidráulicos e desgaste excessivo devido à
presença de materiais abrasivos.
A presença de contaminantes de qualquer espécie reduz sensivelmente o poder
dielétrico de óleo isolante. Com a contaminação, óleos solúveis podem perder suas
características de miscibilidade com a água, além da degradação da emulsão.
4.4.2.1. Contaminação pela Água
A contaminação pela água é prejudicial a qualquer tipo de lubrificante. Os óleos
para transformadores apresentam uma sensível queda do poder dielétrico com um
mínimo de contaminação com água. Óleos aditivados, como óleos para motores, óleos
para cilindros ou óleos de extrema pressão podem deteriorar-se ou precipitar os aditivos
e, se utilizados, podem trazer sérios problemas para o equipamento.
As consequências da presença da água no óleo podem ser: prejudica
propriedades do óleo, corrosão dos componentes, decomposição do fluido (precipitação
e oxidação do óleo), redução do filme de lubrificação, desgaste por fadiga, formação de
borras (em óleos "sujos", que pode entupir telas, filtros ou tubulações).
As fontes de contaminação podem ser: vazamento no trocador de calor,
vazamento de selos, condensação da umidade do ar e tampas inadequadas de
reservatórios selados.
Motores trabalhando em serviços intermitentes, períodos curtos de operação e
temperaturas abaixo do normal, facilitam a condensação da água, que pode acelerar o
desgaste dos anéis de segmento e cilindros. Nos motores diesel, devido ao enxofre
presente no combustível, um dos gases subprodutos da combustão é o SO3 que,
reagindo com H2O, vai gerar ácido sulfúrico (H2SO2), que provoca corrosão nos pontos
de temperatura mais baixa, inclusive no escapamento. Por essa razão, os lubrificantes
para motores diesel possuem um aditivo de base alcalina para neutralizar os ácidos
formados na combustão que possam contaminá-los.
Nos compressores semi-herméticos de sistemas de refrigeração e ar
condicionado, utilizando o refrigerante R-22, a umidade presente no óleo vai catalisar a
formação de ácido fluorídrico (que ataca o verniz do isolamento do motor elétrico, até
queimá-lo) e ácido clorídrico (que ataca o cobre da tubulação, removendo-o e
mantendo-o em suspensão no óleo). Com mais a presença do cobre, que é um forte
catalisador da oxidação, ocorre o processo de degradação do óleo, com corrosão dos

29
componentes, formação de borras e depósitos, saturação dos filtros, etc., que conduzirão
a falhas mecânicas catastróficas, como até mesmo a fratura do virabrequim.
A quantidade de água presente no óleo determina sua resistência dielétrica
(poder isolante), característica importante dos óleos de transformadores e compressores
para sistemas de refrigeração e ar condicionado. Um poder dielétrico de 21 kV já é
suficiente para o óleo exercer essas funções, entretanto , a maioria dos fabricantes
desses equipamentos exige uma resistência dielétrica superior a 25 kV. Esse valor é
alcançado com teores de água inferiores a 50 ppm (método Karl Fischer).
Após o processo de desidratação (secagem) do óleo, ele se torna altamente
higroscópico, ou seja, com grande capacidade de absorver água do ambiente. Qualquer
contato do óleo com ar contendo umidade é suficiente para sua contaminação. Portanto,
o armazenamento e manuseio desses produtos é bastante crítico e exige cuidados
especiais. Compressores utilizando um lubrificante sintético tipo poliéster exigem
cuidados ainda maiores, já que este é cerca de 100 vezes mais higroscópico que os óleos
minerais. Nos sistemas hidráulicos e sistemas circulatórios de lubrificação, a presença
de água é tolerada em limites superiores. Como regra geral, considera-se o teor de 0,2%
como máximo admissível. Entretanto, dependendo dos mecanismos sensíveis e
instrumentos de medição e controle incorporados ao sistema, o fabricante do
equipamento limita o teor máximo de água a 0,1% ou até 0,05% (500 ppm). A maioria
dos óleos de boa qualidade para sistemas hidráulicos/circulatórios incorporam aditivos
antidesgaste (AW) à base de zinco, como o ZDDP (ditiofosfato de zinco). Água em
excesso no óleo, em temperaturas de operação acima de 60°C, reage com esse aditivo,
provocando sua depleção. A partir daí, o lubrificante atuará sem essa proteção, expondo
o equipamento a um desgaste acelerado e falhas prematuras.
Na ausência de parâmetros estabelecidos pelo fabricante do equipamento, podem
ser utilizados os valores abaixo como máximo permissível de água no óleo:
Óleos de motor = máx. 0,1%
Óleos de sistema hidráulico = máx. 0,2%
Óleos de sistema circulatório = máx. 0,2%
Óleos de compressores de refrigeração e ar condicionado = máx. 100 ppm
Os principais ensaios utilizados na manutenção para detectar a presença de
contaminação pela água são:

30
Determinação de água pelo método de Karl Fischer
Água por destilação
4.4.2.1.1. Determinação de água pelo método de Karl Fischer
Esse método está baseado na oxidação de dióxido de enxofre (SO2) pelo iodo
(I2) em presença de água. Este também é o principio de determinação iodométrica de
SO2 em solução aquosa.
Karl Fischer empregou a reação acima para a determinação quantitativa da água.
Ele propôs um reagente preparado pela ação de dióxido de enxofre sobre uma solução
de iodo numa mistura de piridina anidra e metanol anidro. A água reage com este
reagente num processo de duas etapas, no qual uma molécula de iodo desaparece para
cada molécula de água presente.
A determinação do ponto final da reação pode ser visual, isto é, quando for
percebido um pequeno excesso de titulante. A viragem ocorre de amarelo para uma
coloração parda.
Reagente Karl Fischer: O reagente Karl Fischer é preparado de modo que sua
capacidade de combinação com a água é determinada pela concentração de iodo na
solução. Existem varias técnicas para a preparação do reagente, mas usualmente não
vale a pena o trabalho de prepará-lo, pois pode ser facilmente adquirido no mercado.
Esse reagente deve ser padronizado diariamente, devido à presença do metanol em
excesso, que confere ao mesmo certa instabilidade.
Deve-se tomar bastante cuidado quando utilizar Karl Fischer para evitar
contaminação do reagente e da amostra pela umidade atmosférica, todo material deve
ser devidamente seco antes do uso.
Aplicações: É empregado para a determinação de água livre ou hidratação em
compostos orgânicos ou inorgânicos, sólidos e líquidos. O método é adequado para a
dosagem de água em uma ampla faixa de concentração, isto é, desde ppm até água pura,
levando-se em conta a escolha do volume de amostra, a concentração do reagente Karl
Fischer e o aparelho empregado.

31
Precauções: Deve-se ter cuidado no manuseio do reagente Karl Fischer devido ao fato
de conter substâncias prejudiciais à saúde.
Piridina: Tem o limite de tolerância de 4 ppm, causando sintomas como
irritação, lesão do fígado, atividade anti-vitamínica. Sua contaminação pode ser tanto
por inalação como por ingestão.
Iodo: Tem limite de tolerância de 0,1 ppm (internacional), seus sintomas são
irritação por precipitação de porteínas, nefrites hemorrágicas.
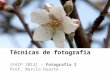
Figura 7 - Aparelhos de titulação coulométrica tipo Karl Fischer.
As vantagens e desvantagens do método Karl Fischer:
Método preciso de análises (0,001%);
Quantifica água livre e emulsificada;
Enxofre, acetonas e cetonas interferem na medida.
4.4.2.1.2. Água por destilação
A água, quando misturada aos óleos lubrificantes, pode provocar a oxidação do
óleo, a corrosão das partes metálicas, o aumento da viscosidade do óleo, a segregação
dos aditivos e formação de espuma. Quando separada, a água provoca um escoamento
irregular do óleo e falhas na lubrificação.
Para determinação do teor de água, faz-se uma destilação parcial do óleo usado,
de modo que somente a água evapore e seja condensada em um recipiente graduado.
A água pode ser proveniente de má estocagem dos óleos, de vazamento dos
sistemas de refrigeração das máquinas ou da má vedação de máquinas que trabalhem
com água.
4.4.2.2. Insolúveis em Pentano

32
Este ensaio determina a saturação do lubrificante por presença de insolúveis em
pentano. Estes contaminantes são constituídos por partículas metálicas, óxidos
resultantes da corrosão, material carbonizado proveniente da degradação do lubrificante
e material resinoso oxidado (lacas, vernizes).
O princípio deste teste é baseado na diferença do efeito de solventes diferentes
sobre o óleo lubrificante usado. Quando uma amostra de óleo é diluída com pentano e
após isso é centrifugada e decantada, as resinas de oxidação insolúveis, juntamente com
algumas resinas solúveis no óleo originadas pela degradação de aditivos e por
contaminantes externos como fuligem, poeira, matérias estranhas e partículas metálicas
provenientes do desgaste e da corrosão, precipitam-se e são denominadas de insolúveis
em pentano. Tratando deste precipitado com uma solução de álcool-tolueno, as resinas
de oxidação são dissolvidas, deixando apenas os contaminantes externos, carbono,
produtos da degradação do combustível e produtos residuais provenientes do desgaste
do motor e da corrosão, no estado sólido. Este novo precipitado é designado de
insolúveis em tolueno.
A diferença entre os insolúveis em pentano e os insolúveis em tolueno, ou
aquela porção dos insolúveis em pentano que é solúvel em tolueno, considera-se que
são resinas de oxidação insolúveis contidas no óleo lubrificante. Assim:
Insolúveis em pentano = Resinas de oxidação mais matérias estranhas ao
lubrificante.
Insolúveis em tolueno = Matérias estranhas.
Resinas insolúveis = Insolúveis em pentano - Insolúveis em tolueno.
O motivo para se determinar o conteúdo de insolúveis em óleos lubrificantes de
motores usados, é conhecer o grau de saturação do lubrificante em relação aos
contaminantes e assim saber se o mesmo pode continuar sendo utilizado. Não existem
valores críticos universais para insolúveis em pentano e tolueno, que podem aplicar-se a
todo tipo de motor, de serviço e de lubrificante. Para cada caso, devem-se estabelecer
limites de condenação, em função destes fatores. Quando se dispõe destes dados, os
resultados obtidos para insolúveis são mais significativos para se estabelecer uma
avaliação das condições do óleo lubrificantes usado. Como referência, pode-se adotar de
uma maneira geral os seguintes padrões:

33
Insolúveis em Pentano - Máx. 3,0% em peso.
Insolúveis em Tolueno - Máx. 2,0% em peso.
Resinas Insolúveis - Máx. 1,0% em peso.
Os insolúveis influem fortemente na limpeza e no desgaste do motor. O teste de
insolúveis é importante para se verificar a capacidade do lubrificante em manter os
contaminantes em suspensão, não permitindo que eles formem depósitos de borra nas
partes críticas do motor e para detectar possíveis problemas mecânicos, provenientes do
desgaste das partes móveis e por deficiência do sistema de filtragem de óleo e ar.
4.4.3. Espectrometria
A espectrometria em lubrificantes pode ser feita pelo método da absorção
atômica ou de emissão óptica (infravermelho). Nesta técnica, a amostra é atomizada em
uma chama sobre a qual incide uma determinada radiação - característica do elemento a
ser analisado. Esta radiação tem como fontes "lâmpadas” específicas para cada
elemento. Os átomos do elemento dispersos na chama absorvem parte da radiação
incidente ocasionando a diminuição de intensidade da mesma que é medida por um
detector. Quanto maior a concentração do elemento, maior será a absorção da radiação
incidente.
Os ensaios espectrométricos podem ser utilizados na definição dos componentes
presentes em uma amostra de lubrificante. Estes tipos de ensaios fornecem informações
sobre o desgaste do equipamento, com dados precisos do conteúdo de substâncias
metálicas. Os elementos de interesse ao estudo das partículas de desgaste geralmente
são o alumínio, cromo, cobre, ferro, manganês, magnésio, sódio, níquel, chumbo,
silício, estanho, zinco, titânio, cálcio, bario e vanádio.
Além disso, podem avaliar os aditivos presentes no lubrificante. As principais
vantagens da espectrometria são:
Detecção de todas as partículas presentes: desgaste, componentes químicos
(aditivos);
Contaminantes;
Boa sensibilidade na detecção de partículas menores de 1 mícron.
E as principais desvantagens são:

34
Baixa sensibilidade na detecção de partículas superiores a 2 microns.
Não distingue partículas quanto ao tamanho ou quanto à forma
A seguir será explicada a espectrometria por absorção atômica e seus
componentes, comuns também na espectrometria por infravermelho, que também será
abordada.
4.4.3.1. Espectrometria de Absorção Atômica
O princípio fundamental da espectrometria de absorção atômica envolve a
medida da absorção da intensidade da radiação eletromagnética, proveniente de uma
fonte de radiação primária, por átomos gasosos no estado fundamental. A
espectrometria de absorção atômica (AAS - do inglês Atomic Absorption Spectrometry)
utiliza esse fenômeno para a determinação quantitativa de elementos (metais, semi-
metais e alguns não metais) em uma ampla variedade de amostras de diferentes
lubrificantes. Os dois tipos de atomizadores mais usados em AAS são a chama e o forno
de grafite. A espectrometria de absorção atômica com chama (FAAS - do inglês Flame
Atomic Absorption Spectrometry) é a técnica mais utilizada para análises elementares
em níveis de mg/l, enquanto que a espectrometria de absorção atômica com atomização
eletrotérmica em forno de grafite (ETAAS - do inglês Electrothermal Atomic
Absorption Spectrometry) é utilizada para determinações de baixas concentrações
(μg/l).
4.4.3.1.1. Espectrômetro
O espectrômetro de absorção atômica é um equipamento que permite a análise
quantitativa de elementos metálicos em soluções líquidas, gasosas e sólidas. Os
componentes básicos de um espectrômetro incluem fonte de radiação, sistema de
atomização, conjunto monocromador, detector e processador conforme Figura 8. Nos
equipamentos mais antigos utilizam-se moduladores mecânicos (chopper) e nos mais
modernos a modulação é feita eletrônica ou mecanicamente. A atomização pode ser
feita em chama, em tubo aquecido acoplado a gerador de hidretos, através da geração de
vapor a frio, e eletrotermicamente em forno de grafite, ou outros sistemas alternativos
(Tabelas 4).

35
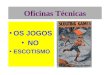
Figura 8 - Diagrama de blocos de um espectrômetro de absorção atômica.
Tabela 4 - Atomizadores e temperaturas de atomização mais comuns em AAS.
Sistema de atomização Temperaturas de Atomização
Atomização com Chama • C
2H
2 – ar (2250 °C)
• C2H
2 – N
2O (2850° C)
Atomização eletrotérmica
• Forno de grafite (1400 a 2600 °C)
• Superfícies metálicas (1400 a 3000 °C)
Geração de hidretos • Com chama (1000 a 1400 °C)
• Com forno (800 a 1000 °C)
Geração de mercúrio
• A frio (redução a Hg°, temperatura ambiente)
• A quente (800 a 1000 °C, análise de sólidos)
De acordo com a Figura 8, os principais componentes do espectrômetro são:
1) Fonte de Radiação: Dispositivo que promove a excitação dos elementos capazes de
emitir radiação nas regiões visível e ultravioleta do espectro eletromagnético. As
principais fontes de radiação são: lâmpada de cátodo oco, fontes de espectros
contínuos e lâmpadas de descarga sem eletrodos.
2) Sistema de Atomização: O atomizador é o dispositivo onde serão gerados os
átomos gasosos no estado fundamental, que absorverão a radiação de
comprimento de onda característico proveniente da fonte de radiação, e,
conseqüentemente, ser determinada a concentração do elemento de interesse da
amostra.

36
A Figura 9 mostra um esquema de um espectrômetro de absorção
atômica com chama e seus principais componentes.
Figura 9 - Esquema de espectrômetro de absorção atômica com chama.
3) Monocromador: O monocromador deve separar a linha espectral de interesse
das outras linhas emitidas pela fonte de radiação, através da utilização de um
prisma ou rede de difração associado a duas fendas estreitas que servem para
entrada e saída da radiação. O prisma ou a rede de difração (quartzo ou
holográfica) irá decompor o feixe de radiação em discretos comprimentos de
onda, com diferentes ângulos. Dessa forma, através da fenda de saída, é possível
selecionar apenas a linha de comprimento de onda desejado.
4) Detector: Os detectores encontrados nos espectrômetros de absorção atômica
são as válvulas fotomultiplicadoras ou detectores de estado sólido. O sistema de
detecção consiste de um amperímetro analítico. Os equipamentos modernos são
interfaceados a um microcomputador, que executa quase todas as funções,
permitindo registrar o sinal em absorbância ou concentração (μg/l, mg/l, mol/l,
etc), podendo registrar as curvas de calibração, verificar os coeficientes de
correlação, calcular médias e desvios-padrão, enfim processar uma série de
informações necessárias ao controle de qualidade.

37
4.4.3.1.2. Interferências na Atomização
Entre as dificuldades encontradas na espectrometria de absorção, as mais sérias
recaem sobre as perturbações causadas pelas espécies químicas que acompanham a
espécie de interesse a ser determinada na amostra.
As perturbações específicas são aquelas que causam uma modificação na
atomização. Nestas condições é preciso recorrer a uma noção normalmente desprezada,
mas que é fundamental: a especificidade do comportamento de um elemento em
presença de outro. As interações são, em princípio, absolutas, mas dependem da
instrumentação e das condições de operação.
As interferências são os fatores limitantes das seguintes características analíticas:
Exatidão;
Sensibilidade;
Precisão.
As interferências em absorção atômica podem subdivididas em três grandes
grupos:
Interferências espectrais;
Interferências físicas;
Interferências químicas.
4.4.3.2. Espectrometria por Infravermelho
Técnica que emprega a absorção de radiação infravermelha por certos
grupamentos atômicos, para determinar a estrutura de moléculas. Cada molécula
absorve uma determinada frequência de luz infravermelha.
O método de exame consiste em levantar o espectro de absorbância do óleo
novo, que é a sua propriedade de absorver outros líquidos, raios luminosos, gás etc., e
tomá-lo como referência.
Quando se aplica a Transformada Rápida de Fourier no espectro de absorbância
pode-se identificar e quantificar os compostos resultantes de: oxidação, nitração,
sulfatação, teor de água, glicol e diluição por combustíveis. A fuligem, por outro lado,
opera como um filtro, absorvendo todas as frequências da luz infravermelha.

38
Mais ainda, como o exame é comparativo – inicialmente levanta-se o espectro
de absorbância do óleo novo, como referência, podemos até identificar se o óleo em uso
é do mesmo modelo do óleo especificado (Figura 10).
Figura 10 - Exemplo de espectro de absorbância obtido por infravermelho.
A condição para que ocorra absorção da radiação infravermelha é que haja
variação do momento de dipolo elétrico da molécula como conseqüência de seu
movimento vibracional ou rotacional (o momento de dipolo é determinado pela
magnitude da diferença de carga e a distância entre dois centros de carga). Somente
nessas circunstâncias, o campo elétrico alternante da radiação incidente interage com a
molécula, originando os espectros. De outra forma, pode-se dizer que o espectro de
absorção no infravermelho tem origem quando a radiação eletromagnética incidente tem
uma componente com frequência correspondente a uma transição entre dois níveis
vibracionais.
A vibração dos átomos no interior de uma molécula apresenta energia coerente
com a região do espectro eletromagnético correspondente ao infravermelho (100 a
10000 cm-1
).
O espectro infravermelho de um composto químico é considerado uma de suas
propriedades físico-químicas mais características e, por conta disto, a espectroscopia na
região do infravermelho tem extensa aplicação na identificação dos compostos.
4.4.3.2.1. Espectroscopia de Infravermelho por Transformada de Fourier (FTIR)
Utilizando espectrômetro FTIR, pode-se identificar e quantificar os compostos
resultantes de: oxidação, nitração, sulfatação, teor de água, glicol e diluição por

39
combustíveis em óleos lubrificantes. As principais vantagens da espectroscopia FTIR
são:
O instrumento apresenta poucos elementos ópticos e não necessita de fenda
(vantagem de Jacquinot). A potência da radiação que chega ao detector é maior
do que nos instrumentos dispersivos e maiores relações sinal/ruído são
observadas.
Melhores precisão e exatidão em termos de comprimento de onda.
Todos os sinais da fonte alcançam o detector simultaneamente (vantagem de
Fellgett ou multiplex). Essa característica torna possível a obtenção de todo o
espectro de uma só vez e, com essa economia de tempo, é possível aumentar o
número de varreduras (“scans”) para aumentar a razão sinal/ruído.
4.4.4. Ferrografia
A ferrografia é uma técnica laboratorial de manutenção preditiva para o
monitoramento e diagnose de condições de máquinas. Ela determina a severidade, modo
e tipos de desgaste em máquinas, por meio da quantificação e observação das partículas
em suspensão no lubrificante. Onde ocorre a identificação da morfologia, acabamento
superficial, coloração, natureza e tamanho das partículas encontradas nas amostras de
óleos ou graxas lubrificantes, de qualquer viscosidade, consistência e opacidade.
O objetivo inicialmente proposto pelos pesquisadores foi o de quantificar a
severidade do desgaste de máquinas e para a pesquisa foram adotadas premissas, que
ainda hoje são consideradas nos testes. São elas:
Toda máquina desgasta-se antes de falhar;
O desgaste gera partículas;
A quantidade e o tamanho das partículas são diretamente proporcionais à
severidade do desgaste;
Os componentes de máquinas, que sofrem atrito, geralmente são lubrificados, e
as partículas permanecem em suspensão durante um certo tempo;
Considerando que as máquinas e seus elementos são constituídos basicamente
de ligas de ferro, a maior parte das partículas provém dessas ligas.

40
Então, analisar partículas é o mesmo que analisar as superfícies que se
desgastam.
Figura 11 - Gráfico desgaste x tempo de uma máquina.
4.4.4.1. A Técnica Ferrográfica
Descobriu-se que durante o funcionamento normal de um elemento de máquina
corretamente lubrificado, são produzidas partículas metálicas, principalmente ferrosas,
de tamanho inferior a 15 microns e que, em condições de sobrecarga e má lubrificação
cresce a quantidade e o tamanho das mesmas.
Segundo Essel, “O método usual de quantificação da concentração de material
particulado (...) não proporciona condições adequadas para a classificação dimensional,
que é de grande importância para a avaliação da intensidade do desgaste de máquinas.”.
4.4.4.2. Constituintes do Ferrógrafo
Figura 12 - Ferrógravo de Westcott.
Segundo a Figura 12, o ferrógrafo de Westcott é constituído por:
Um tubo de ensaio;
Uma bomba peristáltica;
Uma mangueira;

41
Uma lâmina de vidro;
Um ímã;
Um dreno.
O lubrificante por meio da bomba peristáltica se desloca do tubo de ensaio a
lâmina de vidro, que se encontra ligeiramente inclinada e apoiada sobre um ímã com
forte campo magnético.
A direção do fluxo do lubrificante é assegurada pela inclinação da lâmina de
vidro. O lubrificante transporta partículas grandes e pequenas com a mesma velocidade.
Devido à ação do campo magnético do ímã inicia a separação entre partículas grandes e
pequenas.
As partículas grandes vão se fixando na lâmina de vidro logo no seu início, e as
menores depositam-se mais abaixo.
O dimensionamento de partículas é efetuado com o auxílio de um microscópio
de alta resolução. Nos ferrógrafos atuais, a vazão é de 0,3 ml de fluido por minuto e
98% das partículas ficam retidas na lâmina de vidro, mesmo as não magnéticas.
4.4.4.3. Ferrograma
Um ferrograma é uma lâmina preparada que permite obter a dimensão
aproximada das partículas depositadas.
As partículas não magnéticas também são depositadas no ferrograma, graças ao
fluxo lento do lubrificante auxiliado pela aceleração gravitacional, porém dado que
essas partículas não são influenciadas pelo campo magnético, elas se depositam de
maneira aleatória por toda a lâmina de vidro.
O Ferrograma também permite descobrir as causas dos desgastes: deslizamento,
fadiga, excesso de cargas etc.
Há dois tipos de procedimentos:
Ferrografia Quantitativa - DR - (Direct Reading Ferrography)
Ferrografia Analítica - AN - (Analytical Ferrography).

42
Figura 13 - Desenho esquemático de um ferrograma.
4.4.4.4. Ferrografia Quantitativa
Após a passagem do lubrificante pelo ferrógrafo, analisa-se o ferrograma com
uma luz, proveniente de uma fonte, que se divide em dois feixes passando por uma fibra
óptica. Esses feixes são parcialmente atenuados pelas partículas nas posições de entrada
e seis milímetros abaixo. Os dois feixes atenuados são captados por sensores ópticos ou
fotodetectores que mandam sinais para um processador. Os valores encontrados são
comparados com os valores obtidos por um ensaio sobre uma lâmina limpa,
considerando que a diferença de atenuações da luz é proporcional à quantidade de
partículas presentes, indica a severidade do desgaste.
Figura 14 - Desenho e foto de um ferrógrafo quantitativo.
A ferrografia quantitativa pode ser efetuada periódica ou continuamente e
possibilita o traçado de um gráfico de tendências e o estabelecimento de um nível de
alarme.

43
Por exemplo, o gráfico a seguir, chamado gráfico de tendências, é obtido por
meio da ferrografia quantitativa.
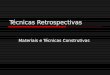
Figura 15 - Gráfico de tendências.
O valor L + S, chamado concentração total de partículas, é um dos parâmetros
utilizados para avaliação do desgaste.
Classificação das Partículas:
Large = L: maiores do que 5 microns;
Small = S: menores ou iguais a 5 microns.
Interpretações:
L + S = concentração de partículas.
PLP = (L – S) (L + S) * 100 = modo de desgaste
IS = (L2 – S2)/diluição2 = índice de severidade
A “curva da asa” é um gráfico que mostra a evolução do desgaste dos elementos
de uma máquina. Observe que o tamanho das partículas provenientes de desgaste
normal varia de 0,1 µm até aproximadamente 5 µm. A presença de partículas maiores
que 10 µm praticamente garantirá a indesejável falha do componente.

44
Figura 16 - Curva da Asa.
Para maior clareza, observe o gráfico seguinte que mostra as faixas limítrofes
dos tamanhos das partículas.
Figura 17 - Gráfico ilustrativo da classificação e interpretação das partículas.
4.4.4.5. Ferrografia Analítica
Requer a utilização de um microscópio. A indicação do desgaste é fornecido pela a
natureza das partículas. A amostra levada ao microscópio em laminas de vidro é análoga
a um espectro, pois decompõe o "sinal", ordenadamente, segundo suas características,
que tem relação com as causas.
A identificação das causas de desgaste é feita por meio do exame visual da
morfologia, cor das partículas, verificação de tamanhos, distribuição e concentração no
ferrograma. Pela ferrografia analítica, faz-se a classificação das partículas de desgaste

45
em cinco grupos. A Tabela 6 a seguir mostra os cinco grupos de partículas de desgaste e
as causas que as originam.
Tabela 5 - Grupos de desgaste e as causas que as originam.
A seguir têm-se os esboços de ferrogramas, com fotos ilustrativas que estão
ampliadas em 500X, para ter o esclarecimento das imagens em microscópicos dos
exames.
Figura 18 – Esfoliação.
Figura 19 - Corte por abrasão.

46
Figura 20 - Fadiga.
Figura 21 - Arrastamento.
Figura 22 - Deslizamento.
Figura 23 - Polímero.
4.4.4.6. Vantagens e Desvantagens da Ferrografia
Entre as vantagens, pode se citar:
Aumento da vida útil do equipamento;
Redução dos custos pelo aditamento controlado de paradas programadas;
Aplicação em máquinas de todo tipo e dimensões;

47
Mais segurança;
Maior disponibilidade operacional.
Entre as desvantagens, as principais são:
Não detecta todos os elementos presentes na amostra;
Baixa sensibilidade na detecção de partículas menores que 1 micron.

48
5. CONCLUSÃO
As técnicas de análise preditiva tomando como parâmetro de controle os
lubrificantes são técnicas bem precisas e satisfatórias, sendo usadas amplamente no
setor industrial, devido às características dos óleos e das suas funções. Mesmo sendo
boas técnicas seria interessante o uso de outras maneiras para um controle em conjunto,
assim aumenta-se a confiabilidade dos dados coletados e amplia o conhecimento pela
utilização dos parâmetros.
Foram abordados neste seminário: os benefícios da manutenção preditiva, as
funções do óleo lubrificante, as análises dos óleos lubrificantes, as vantagens e as
desvantagens de um método de análise perante outros métodos, como exemplo: a
espectrometria e a ferrografia.
O grupo ampliou o conhecimento da Engenharia da Manutenção de cada
integrante conhecendo as técnicas de manutenção preditiva tendo controle de parâmetro
os lubrificantes e os objetivos foram atingidos.

49
6. REFERÊNCIAS
ALMEIDA, F. C. L. de. Diagnóstico automático de falhas em grupos geradores
hidroelétricos utilizando técnicas preditivas de manutenção e redes neurais artificiais.
UNESP - Ilha Solteira, 2008.
ALMEIDA, M. T. de. Manutenção preditiva: benefícios e lucratividade. Escola Federal
de Engenharia de Itajubá. Itajubá – MG.
Análise de lubrificantes por meio da técnica ferrográfica. Disponível em:
<http://www.essel.com.br/cursos/material/01/Manutencao/33manu2.pdf>. Acesso em:
29/05/2011;
CEDTEC, Escola Técnica. ”Curso técnico – Lubrificação e Lubrificantes”.
FERNANDEZ, O. et al. A decision support maintenance management system:
development and implementation. International Journal of Quality & Reality
Management, Bradford, v.20, p.965 -979, 2003.
Ferrografia. Disponível em: <http://pt.wikipedia.org/wiki/Ferrografia>. Acesso em
28/05/2011;
HINO, Tribulab, Apostila de tribologia, 2007.
KARDEC, A.; NASCIF; BARONI, T.. Gestão Estratégica e Técnicas Preditivas.
Editora Quality Mark, Rio de Janeiro, 2002. Coleção Manutenção – Abraman.
LIPTROT, D.; PALARCHIO, G. Utilizing advanced maintenance practices and
information technology to achieve maximum equipment reliability. Journal of Quality
in Maintenance Engineering, Bradford, v.17, p. 919-928, 2000.
LUBRI-MOTORS. “Manual Técnico – Óleos Lubrificantes, Graxas Industriais e
Automotivos“. Disponível em: < http://lubrimotors.com.br/Manual.pdf> Acesso em
22/05/2011.

50
MARCONI, W. R.; LIMA, C. R. C. Análise dos custos de manutenção e de não
manutenção de equipamentos produtivos. Revista de Ciência e Tecnologia, São Paulo,
v.11, p. 35-42, 2003.
MONCHY, F. A Função Manutenção – Formação para a Gerência da Manutenção
Industrial. São Paulo, Editora Durban Ltda / EDBRAS – Editora Brasileira Ltda, 1989.
OTERO, Rosa L. Simencio. “Análise de Óleo Lubrificante”. Disponível em : <
http://www.eesc.usp.br/smm/materiais/downloads/analiseoleoslubrificantes.pdf>.
Acesso em: 22/05/2011.
Produtos Tribolab – Ferrografia. Disponível em:
<http://www.tribolab.com.br/ferrografia.asp?ferrografia=introducao>. Acesso em:
28/05/11;
QUÍMICA, Estudando. “Caloumetria”. Disponível em: <
http://estudandoquimica.vilabol.uol.com.br/Coulometria.htm>. Acesso em: 22/05/11.
RANGANATH, K.; HUANG, S. H.; LEEP, H. R. Comparison of selected model
evaluation criteria for maintenance applications. Structural Health Monitoring,
Stanford, v.3, p. 213-224, 2004.
SARANGA, H. Relevant condition-parameter strategy for an effective condition-based
maintenance. Journal of Quality in Maintenance Engineering, Bradford, v.8, p. 92-
105, 2002.
SENAI, Revista Eletrônica. “Ensaios Laboratoriais em Lubrificantes”. Disponível em: <
http://revistaeletronica.sp.senai.br/index.php/seer/article/viewFile/106/65>. Acesso em:
22/05/11.
SENAI. “Programa de Certificação de Pessoal de Manutenção - Lubrificação”, Senai/
ES, (1996).

51
TECNOLUB, Grupo. “Controle de contaminação para fluidos lubrificantes”, São Paulo,
(2009).
Trabalhos Técnicos Publicados e/ou Apresentados em Seminários de Manutenção.
Universidade Jean Piaget de Angola. Publishing Company, 1985.
WATER, H. A maintenance model for quality management. International Journal of
Quality & Reliability Management, Bradford, v.17, p.756-770, 2000.