Embed Size (px)
DESCRIPTION
Trabalho de Processo de Extrusão da Ventinha
Citation preview

UNIVERSIDADE FEDERAL DE SERGIPE
CENTRO DE CIÊNCIAS EXATAS E TECNOLOGIA
DEPARTAMENTO DE CIÊNCIA E ENGENHARIA DE MATERIAS
PROCESSAMENTO CERÂMICO
PROFESSORA: Dr. Rosane Maria Pessoa Betânio Oliveira
ALUNOS: Andre Filipe Barreto Rocha OliveiraBruno Souza FernandesDaniel Santos SantanaJhonatas Augusto Rocha VieiraRebeca Conceição Da Silva Reis
CONFORMAÇÃO POR EXTRUSÃOConfecção de blocos de cerâmica caulinítica
São Cristóvão, Janeiro de 2015

CONFORMAÇÃO POR EXTRUSÃOConfecção de blocos de cerâmica caulinítica
Relatório da 2ª unidade, referente à disciplina de Processamento Cerâmico, como parte de avaliação para formação do Curso de Graduação de Engenharia de Materiais.
Docente: Prof. Dr. Rosane Maria Pessoa Betânio Oliveira
São Cristóvão, Janeiro de 2015

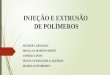
PÓ MASSA PLÁSTICA BARBOTINA
IPLP LL
Teor de água
1 Introdução
Extrusão em cerâmica é o processo de conformação de um produto através
da passagem de massa plástica, pela abertura na seção transversal do objeto
extrudador (maromba).
A massa plástica é colocada numa extrusora, também conhecida como
maromba, onde é compactada e forçada por um pistão através da boquilha (molde)
que, de maneira orientada, dá formato às peças. A maromba tem a função de
homogeneizar, desagregar e compactar as massas cerâmicas dando forma ao
produto desejado. Como resultado obtém-se um perfil contínuo extrudado, com
seção transversal com o formato e dimensões, que dependente do molde, esse perfil
contínuo é cortado, obtendo-se desse modo peças como tijolos, elementos vazados,
blocos, telhas, lajes, tubos e outros produtos de formato regular.[1]
Na extrusão de uma argila temos uma série de variáveis das quais se
estabelecem princípios e normas de extrusão. Para controlar essas variáveis é
preciso realizar alguns ensaios preliminares, e assim determinar algumas
características cerâmicas do material, visando seu processo e uso industrial.
Características estas, que serão discutidas logo a seguir.
O comportamento de uma argila durante a moldagem é determinado pela sua
plasticidade obtendo-se precisamente os melhores resultados com as argilas de
plasticidade média. Segundo estudos realizados por Atterberg e Casagrande, a
plasticidade pode ser avaliada pelo índice de plasticidade: IP = LL – LP (Eq.1), isto
é, o limite líquido menos o limite de plasticidade.[2],[3]
Figura 1: Ilustração da mudança do estado da matéria em função do teor de água

Limite líquido (LL) é o ponto de passagem do estado plástico ao líquido. Já o
limite de plasticidade (LP) é o ponto de passagem do estado plástico ao sólido, no
momento que perde a plasticidade, deixando de ser moldável.
Na determinação da retração linear, após secagem e queima é avaliado o
encolhimento das massas argilosas quando perdem águas durante o processo de
secagem e queima. Este ensaio é regido pelo Método Brasileiro MB-305 da ABNT. A
retração linear é calculada em porcentagem pela formula:
(Eq .2 )R1c (% )=Ci−C fC i
x100
O índice de retração percentual após queima à temperatura de 850°C, onde
Ci é o comprimento inicial do corpo de prova medido após a secagem à 110°C antes
da queima e Cf é o comprimento final do corpo de prova medido após queima.
O ensaio de absorção de água refere-se ao quociente da massa de água
absorvida pelo corpo de prova, saturado de água, pela massa do corpo de prova
seco. A absorção de água é calculada em porcentagem pela formula:
(Eq .3 ) A (% )=M u−M s
M s
x100
O porcentual após a umidificação. » Mu = massa úmida.» Ms= massa seca.
É importante notar que, para o tratamento da matéria prima a argila passe por
beneficiamento e após a extrusão a peça é seca e sintetizada. Esses processos não
serão aprofundados, pois distancia do fico do tema processamento.

2 Objetivos
Beneficiamento da matéria prima;
Obtenção do limite de liquidez e limite de plasticidade através do ensaio de
determinação da umidade (%), para a análise do índice de plasticidade;
Realizar a conformação por extrusão, seguida da secagem e sinterização;
Determinar da retração linear após à queima;
Realizar o ensaio de absorção de água.

3 Metodologia
3.1Beneficiamento da matéria prima
Para a realização desse trabalho foi escolhida a argila Ventinha, que é uma
argila caulinita proveniente do estado de Sergipe. O primeiro passo do
beneficiamento foi à moagem, com o uso do moinho de martelo, cuja trituração é
feita por golpes ou impactos. Desta forma, foi possível a desintegração e redução do
tamanho do solo. Assim como também obteve maior superfície de contato entre os
grãos, para facilitar a reação química e homogeneização.
O próximo passo foi o peneiramento com malha de 48 mach, com a
finalidade de atribuir melhor distribuição granulométrica, facilitando a sinterização
durante a queima para se obter um produto mais denso, tendo em vista que o
empacotamento é mais completo devido essa distribuição de grãos.
3.2Obtenção do limite de liquidez.
A argila beneficiada foi umidificada, em um recipiente, com água destilada em
pequenos acréscimos através de seringas. Esta massa foi homogeneizada, com
movimentos giratórios e amassando continuamente com o auxilio de uma espátula.
A consistência obtida é para que seja necessário até no máximo 50 golpes a 2Hz
para fechar a ranhura.
Transferiu-se 2/3 da mistura para a concha do aparelho Casagrande
moldando-a com o cinzel, de tal forma que a parte central tenha 1,0 cm de
espessura (evitando bolhas de ar no interior da mistura) e o excesso de massa foi
retornado para o recipiente. No sentido do maior comprimento do aparelho, com o
cinzel foi feito uma ranhura no meio da massa, dividindo a massa em duas partes.

Feita a acomodação da argila, o aparelho foi acionado dando início a
sequência de golpes. Com o fechamento da ranhura num comprimento no sentido
divisão de 1,0 cm, a sequência de golpes foi interrompida. Uma pequena quantidade
do material, na região de encontro foi removida e colocada em cápsulas
enumeradas. Logo após, essas cápsulas foram pesadas, obtendo assim, o peso da
massa úmida. Ressaltando que as mesmas cápsulas enumeradas foram pesadas
vazias, para subtrair a diferença.
Após a pesagem, as capsulas com argila foram levadas para a estufa, a fim
de secar por 24h a 105ºC. Já secas as cápsulas enumeradas (cinco amostras) foram
pesadas, obtendo assim, o peso da massa seca. Ressaltando que as mesmas
cápsulas enumeradas (cinco amostras) foram pesadas vazias, para subtrair a
diferença.
Um gráfico foi plotado para relacionar os teores de umidade (nas ordenadas)
com o número de golpes (nas abscissas). Uma reta obtida por interpolação linear foi
construída, a fim de saber o teor de umidade (WL) correspondente a 25 golpes, este
teor é o limite de liquidez (LL) do material cerâmico. [2]
3.3: Obtenção do limite de plasticidade.
Uma quantidade de 20 g da argila beneficiada foi umidificada, em um
recipiente, com água destilada em pequenos acréscimos através de seringas até a
obtenção de uma massa plástica. Pequena quantidade dessa massa foi moldada em
forma helicoidal. Posteriormente, sobre a face de um placa de vidro esmerilhada, foi
plastificada para dar a forma de cilindro com diâmetro de cerca de 3mm.
Quebrando o cilindro em seis partes, e amassando novamente para obter a
forma helicoidal e repetir o processo. Até que, em um momento essa massa plástica
apresentou fissuras, estas foram armazenadas em cápsulas enumeradas (cinco
amostras) e pesadas antes e depois da secagem em estufa há 105°C por 24h.
Ressaltando que as mesmas cápsulas enumeradas (cinco amostras) foram pesadas
vazias, para subtrair a diferença.[3]

3.4 Extrusão e Sinterização
A umidificação da argila foi controlada a partir do limite de liquidez, foi usado o
valor menor para a massa ter boa plasticidade e ser extrudada. Em seguida foi
realizada a extrusão propriamente dita, originando o perfil contínuo de blocos. Com a
ajuda de um laminador, controlando a dimensão, foram confeccionados trinta blocos.
Esses trinta blocos foram usados como amostras, para as análises de retração e
absorção de água.
Foi realizada a secagem à 105°C por 24 horas e a sinterização desses blocos
à 850°C por 2 horas de queima, com resfriamento lento em forno.
3.5Retração linear
Antes e após a sinterização foram mensurados os comprimentos das peças,
com o uso de um paquímetro. Obtendo assim, o valor de retração através da formula
da Eq.2.
3.6Ensaio de absorção de água
Após a sinterização as amostras foram pesadas e postas submersas em água
por 48 horas. For fim, logo em seguida, foram pesadas novamente. Assim, obtendo
a massa úmida e consequentemente através da formula Eq 3 a absorção de água.

4 Resultados e Discussões
A partir da análise de Fluorescência de Raios X (FRX), foi possível obter o
percentual de óxidos presente na composição deste tipo de argila. A fim de
caracterizar a amostra selecionada para o processo.
SiO2 Al2O3 CaO Fe2O3 K2O MgO TiO2 Na2O P2O5 BaO MnO ZnO0
10
20
30
40
50
60
7060.63
16.91
8.875.79 3.46 2.65 0.73 0.63 0.21 0.07 0.05 0.01
Percentual de óxidos
Composição química em óxidos da argila caulinita, Ventinha.
A tabela abaixo apresenta os dados para a obtenção do limite de liquides.
Quadro de Dados-1:Limite de Liquidez:
Nº de amostras
Massa(g)Nº de
golpes
Teor de água usado no ensaio
(mL)
Cápsula
Cápsulacom amostra
úmida
Cápsulacom
amostra seca
1 11,06 19,69 17,00 27 45,292 12,55 21,12 18,40 23 46,503 12,47 21,10 18,20 18 50,614 11,03 18,89 16,80 45 36,225 10,72 19,26 16,60 31 45,24

10 25 40 30.00
35.00
40.00
45.00
50.00
55.00
f(x) = − 0.502541952170656 x + 59.2437430930616R² = 0.960437413752474
Teor de água por números de golpes.
Nº de golpes Te
or
de
ág
ua
us
ad
o n
o e
ns
aio
(m
l)
Gráfico-1:Teor de água por números de golpes.
Analisando o gráfico, conforme a norma prevista, valor do limite de liquidez
das amostras é 46,68%. A quantidade de água em que o material apresenta uma
consistência de lama é acima de 46,68 %, ultrapassando, portanto, a faixa de
consistência plástica. Excedendo este limite, o material não poderá ser processado
na extrusora, pela falta de plasticidade. Por este motivo, o teor de á água para
plastificar a argila foi de 25%, possibilitando deste modo a conformação.

A tabela abaixo apresenta os dados para a obtenção do limite de plasticidade
do material analisado, que é 28,96%.
Quadro de dados 2:Limite de Plasticidade(LP)
Nº de amostra
sMassa(g)
Teor de água
usado no ensaio (mL)
Cápsula
Cápsulacom amostra
úmida
Cápsulacom
amostra seca
LP em %
1 11,29 13,16 12,80 23,842 12,28 14,02 13,60 31,823 11,22 13,33 12,80 33,544 9,89 12,01 11,60 23,985 10,54 12,33 11,90 31,62
Média 28,96
A partir do teor de água de 28,96 %, o material tem o mínimo de umidade para ser
moldável. Abaixo desse teor de água a argila tende para o estado sólido, faltando
fluidez, desta forma não pode ser extrudado.
Conferindo às amostras o índices de plasticidade (IP) é 15,81% indicando que a
amostra analisada pode ser classificada como altamente plástica (índice de
plasticidade superior à 15%) [4]
Quadro 3:Índide de plasticidade
LL(%) LP(%) IP(%)45,29 23,84 21,4546,50 31,82 14,6850,61 33,54 17,0736,22 23,98 12,2545,24 31,62 13,62
Médias44,77 28,96 15,81

A consistência plástica é alta, o material é mais compressível. A plasticidade,
é a capacidade de o material armazenar energia ao ser solicitado e liberar quando a
carga for retirada. Ao receber uma carga o material se deforma, como o IP é elevado
ele resiste mais a esta carga sem fraturar. Desta forma, o material é capaz de resistir
às solicitações que surgem na maromba para a sua conformação.
As tabelas abaixo são referentes aos dados para a análise de retração.
Tabela-4: Medidas das amostras secas.
Amostras
Comprimento (mm)
Altura (mm) Largura (mm)
1 55,25 27,6 54,32 55,1 27,6 54,33 55,2 27,4 53,854 55,3 27,7 545 55,35 27,6 53,46 55,35 26,9 547 55,2 27,65 53,258 55,12 27,75 53,159 55,05 27,5 53,4510 55,2 27,5 53,9511 54,9 27,5 54,2512 54,4 27,45 54,1513 55,35 27,8 5414 55,3 27,7 53,1515 55,1 27,55 54,116 55,25 27,7 53,4517 55 27,7 52,2518 55 27,7 53,719 55 27,7 53,620 55,4 27,7 53,421 55 27,8 53,422 55,05 27,7 53,1523 55,05 27,5 53,924 55,1 27,7 53,2525 55,1 27,7 53,226 55,25 27,8 53,1527 55,15 27,7 53,128 55,1 27,7 53,129 55,15 27,75 52,930 55,15 27,7 52,5
Média 55,13066667 27,625 53,51167Desv.Pad 0,186823415 0,173577966 0,52155

σ1 0,034109133 0,031690856 0,095222
σ2 0,05 0,05 0,05
σ3 0,0605263 0,059197216 0,107551
Tabela-5:Medidas das amostras sinterizadas.
Amostras Comprimento (mm) Altura(mm) Largura(mm)1 55,1 27,65 53,92 54,9 27,5 53,93 55 27,5 544 55 27,6 53,95 54,9 27,5 53,356 55,3 27,65 53,87 55,25 27,8 52,58 55,2 27,7 53,159 54,8 27,45 53,2
10 54,6 27,45 53,811 54,9 27,45 54,0512 54,6 27,45 53,8513 55,1 27,8 53,514 55,15 27,55 52,715 54,95 27,6 5416 55,2 27,65 53,2517 55,1 27,6 52,2518 55 27,7 53,2519 55,4 27,7 53,420 55,25 27,6 53,1521 55,2 27,65 53,222 55,1 27,7 52,923 54,55 27,65 54,0524 54,9 27,6 52,525 55,2 27,6 52,8526 55 27,7 52,8527 54,85 27,65 5328 55,25 27,65 52,5529 54,7 27,6 52,4530 55,25 27,75 52,35
Média 55,02333333 27,615 53,25333Desv.Pad 0,221567042 0,099265 0,576244
σ1 0,040452422 0,018123 0,105207
σ2 0,05 0,05 0,05
σ3 0,064314839 0,053183 0,116484

Quadro-6: Retração linear após a sinterização.RETRAÇÃO (%)
Amostras Comprimento Altura LarguraMédia 0,194061 0,033134 0,482987
Desv.Pad 0,420232 0,607808 0,413737
σ1 0,076724 0,11097 0,075538
σ2 0,05 0,05 0,05
σ3 0,091578 0,121714 0,090587
Assim, o índice de retração linear é de 0,19% (referente ao comprimento), o
material apresentou pouca perda de água. A menor contração pode indicar
granulometria muito grossa que, por sua vez, exige menos água para o
amassamento. Pouca contração pode significar não densificação efetiva na
sinterização, no entanto o próximo ensaio é que irá confirmar esta afirmação ou não.
4.3 Índice de absorção de água
De acordo com a NBR-15270-3, o índice de absorção deverá se enquadrar
entre 8% e 22%.
Quadro-7: Ensaio de absorção de água.
Amostras Massa seca(g) Massa úmida(g)Índice de absorção
de água (%)Média 86,19067 97,22333 12,80052
Desv.Pad 0,699206 0,842117 0,411004
σ1 0,127657 0,153749 0,075039
σ2 0,05 0,05 0,05
σ3 0,1371 0,161675 0,090171
O índice de absorção para este ensaio foi de 12,8%, este resultado significa a
realização de sinterização considerável. Quanto menor o índice mais efetiva foi a
queima, apresentando uma quantidade mínima de poros. Considerando que este
material, em sua aplicação, não estará em constante contato com a água, este é um
bom resultado.
5 Conclusão

Com base nos resultados mostrados neste trabalho foi possível adquirir
conhecimentos práticos sobre o processamento de extrusão em argilas. O produto
obtido apresentou boa plasticidade para ser conformado. Dentro das especificações,
através dos ensaios de retração e absorção de água, constata-se que há uma
porosidade adequada para a aplicabilidade do produto e bom desequilíbrio nas
dimensões, após a sinterização.
6 Referências

[1]ASSOCIAÇÃO BRASILEIRA DE CERÂMICA. Informações Técnicas. Disponível em: http://www.abceram.org.br Acesso em: 28 nov. 2013.
[2]ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS, NBR 7180:
Determinação do limite de liquidez de solos, Rio de Janeiro (1984b).
[3] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6459:
Determinação do limite de plasticidade de solos, Rio de Janeiro (1984c).
[4] C. A. S. Pérez, C. Paduani, J. D. Ardisson, D. Gobbi, A. Thomé, Cerâmica
Industrial 15, 1 (2010) 38.