Embed Size (px)
Citation preview

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
João Vitor Sanches Fogaça
Utilização da ferramenta QC Story para redução do consumo de água em
torres de resfriamento do tipo contracorrente
Lorena
2013

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
João Vitor Sanches Fogaça
Utilização da ferramenta QC Story para redução do consumo de água em
torres de resfriamento do tipo contracorrente
Monografia apresentada à Escola de
Engenharia de Lorena da Universidade
de São Paulo como requisito parcial para
obtenção do título de Engenheiro
Químico.
Área de Concentração: Fenômeno de
Transporte e Engenharia Ambiental
Orientador: Prof. Dr. Marco Antonio
Carvalho Pereira
Lorena
2013

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE
TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO,
PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.
CATALOGAÇÃO NA PUBLICAÇÃO
Assessoria de Documentação e Informação
Escola de Engenharia de Lorena – USP
Sanches Fogaça, João Vitor
Utilização da ferramenta QC Story para redução do consumo de água em
torres de resfriamento do tipo contracorrente/ João Vitor Sanches Fogaça;
Orientador: Marco Antonio Carvalho Pereira. – Lorena 2013.
Monografia apresentada na disciplina de TCC II da Escola de Engenharia
de Lorena, Universidade de São Paulo, como requisito parcial para a conclusão
de Graduação do Curso de Engenharia Química.

AGRADECIMENTOS
Aos meus pais, Célia Regina Sanches Jorqueira Prado e José Luiz Prado, pelo
amor e educação a mim dados e pelo apoio incondicional em todas as decisões
que tomei. Obrigado por sempre demonstrarem força perante desafios, me
ensinado a jamais desistir de nossos sonhos.
Aos meus irmãos Bruno Sanches Fogaça e Danilo Sanches Fogaça. Obrigado por
me ajudarem em todos os momentos.
À minha amiga e companheira, Maria Carolina Lasso dos Santos, que apesar da
distância, sempre esteve ao meu lado, me apoiando e me motivando a ser uma
pessoa e um profissional cada vez melhor.
Ao meu orientador, Prof. Dr. Marco Antonio Carvalho Pereira, por me apoiar nas
minhas escolhas e me ajudar no direcionamento do meu projeto.
Aos meus companheiros e colegas de trabalho, Luís Michelam e Janaina Vargas,
pelo suporte fornecido para o meu aprendizado durante o ano e pela oportunidade
da realização do projeto, bem como pela contribuição na implementação do
mesmo.
Aos meus amigos, André Zanetti Abud, Caio Hespanhol, Tiago Siroma, Rafael
Tebecherani e Lucas Bernar, que por seis anos se tornaram minha segunda
família, obrigado pelas risadas e companheirismo durante esta grande jornada.

EPÍGRAFE
Quando a mudança é aguda, a solução é crônica.
Mario Persona

RESUMO
SANCHES FOGAÇA, J. V. Utilização da ferramenta QC Story para redução do
consumo de água em torres de resfriamento do tipo contracorrente. 2013.
Projeto de Monografia – Escola de Engenharia de Lorena, Universidade de São
Paulo, Lorena, 2013.
As torres de resfriamento são equipamentos utilizados para o resfriamento de
água industrial, como de instalações de refrigeração e trocadores de calor. Uma
torre é essencialmente uma coluna de transferência de massa e calor, projetada
de forma a permitir uma grande área de contato entre correntes de ar e água,
obtidas mediante a aspersão do líquido e forçando a passagem de ar. Embora
exerça um papel fundamental nas condições básicas operacionais de um
processo, é um equipamento que possui pouca atenção dentro de uma planta
fabril, sendo avaliado apenas durante as fases de projeto e comissionamento.
Este trabalho, classificado como uma pesquisa-ação, é focado na busca de
oportunidades de redução no consumo de água das torres de resfriamento de
uma empresa alimentícia como estratégia de sustentabilidade. Para tal estudo foi
escolhida a ferramenta de gestão chamada Quality Control Story (QC Story) ou
Estória do Controle de Qualidade, desenvolvido em doze passos para resolução
de perdas classificadas como crônicas. Pode-se constatar a efetividade da
metodologia e ferramenta aplicada através dos resultados obtidos, como a
redução de 53,13% da água potável utilizada na reposição e o gasto total em
produtos químicos para tratamento deste recurso natural. Além disso, possibilitou
um amplo conhecimento da estrutura organizacional da empresa e seu modo de
atuação no processo de produção.
Palavras-chave: QC Story Melhoria Contínua, Torres de Resfriamento em
Contracorrente, Sustentabilidade.

ABSTRACT
SANCHES FOGAÇA, J. V. Application of the QC Story methodology to reduce
the water consumption in counter flow cooling towers. In 2013. Monograph
Project – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena,
2013.
Cooling towers are equipment used for cooling industrial water, as heat
exchangers. A tower is, essentially, a transfer heat and mass column, designed to
allow a large contact area between a water and air flow, obtained by spraying the
liquid and forcing the passage of air. While the cooling towers carry out a
fundamental role in the basic operating conditions of a process, is a device that
has little attention within a manufacturing plant, being evaluated only during the
design and commissioning phases. This work, categorized as an action research,
is focused on the search for opportunities to reduce the water consumption in the
cooling towers of a food company as a sustainability strategy. It was chosen for
this study a management tool called Quality Story Control (QC Story), developed
in twelve steps to reduce and minimize losses classified as chronic losses. The
methodology effectiveness and tools applied were confirmed by the results
obtained, with the reduction of 53.13% of the potable water used in these
equipment and total spending on chemicals to treat this resource. Furthermore, it
allowed a great knowledge of the company’s organization structure and how it is
applied in the production process.
Keywords: QC Story, Continuous Improvement, Counter Flow Cooling Towers,
Sustainability.

LISTA DE FIGURAS
Figura 1 - Engº Han Joachim Balcke (VETTOR, 2012) ____________________ 15
Figura 2. Fluxo de massa em torre de corrente cruzada com ar aspirado (ALPINA,
1978) __________________________________________________________ 18
Figura 3 - Aspecto exterior de uma torre de corrente cruzada com ar aspirado
(ALPINA, 1978) __________________________________________________ 19
Figura 4 - Fluxo de massa de uma torre contracorrente de ar insuflado (ALPINA,
1978). __________________________________________________________ 20
Figura 5 - Aspecto exterior de uma torre contracorrente de ar insuflado (ALPINA,
1978) __________________________________________________________ 20
Figura 6 - Fluxo de massa de uma torre contracorrente com ar aspirado (ALPINA,
1978) __________________________________________________________ 21
Figura 7 - Aspecto exterior de uma torre contracorrente com ar aspirado (ALPINA,
1978) __________________________________________________________ 22
Figura 8 - Modos de medição para temperaturas de bulbo seco e úmido (MELLO,
2008). __________________________________________________________ 24
Figura 9 - Fluxo básico de massas em uma torre de resfriamento (PEREIRA,
2007). __________________________________________________________ 25
Figura 10 - Leitura de químico rastreável por incidência de um feixe de luz para
determinação de concentração (NALCO, 2013) _________________________ 32
Figura 11- Perdas crônicas x perdas esporádicas em um sistema produtivo ___ 36
Figura 12 - Modelo original de QC Story de oito passos relacionado ao modelo de
doze passos adotados (CORTADA, 2005) _____________________________ 37
Figura 13 - Exemplo para preenchimento da ferramenta 5W 2H (JIPM, 2004) __ 39
Figura 14 - Exemplo de estruturação de plano de trabalho (UNILEVER, 2010) _ 41
Figura 15 - Modelo de 5W 1H (UNILEVER, 2010) ________________________ 41
Figura 16 - Estrutura de aplicação dos 5 "por quês" e encontro da causa raiz
(UNILEVER, 2010) ________________________________________________ 42

Figura 17 - Estrutura de aplicação dos 5 "por quês" com resposta de caminho
múltiplo x caminho único (UNILEVER, 2010) ____________________________ 43
Figura 18 - Modelo de perguntas para checagem de resultados na aplicação do
QC Story (UNILEVER, 2010) ________________________________________ 44
Figura 19 - Modelo de perguntas para padronização de resultados alcançados na
aplicação do QC Story (UNILEVER, 2010) _____________________________ 45
Figura 20 - Método de pesquisa-ação (TURRIONI e; MELLO, 2007) _________ 48
Figura 21 - Correlação entre as etapas da Pesquisa-Ação e os 12 Passos do QC
_______________________________________________________________ 49
Figura 22 - Disposição física das torres na empresa ______________________ 51
Figura 23 - Funcionamento básico de uma torre de resfriamento em
contracorrente (CANDIDO, 2011) ____________________________________ 57
Figura 24 - Análise 5W 2H __________________________________________ 58
Figura 25 - Objetivo da pesquisa-ação nas torres de resfriamento ___________ 61
Figura 26 - Plano de atividades para a aplicação da ferramenta QC Story _____ 62
Figura 27 - Análise das causas raízes para as torres de resfriamento ________ 64
Figura 28 - Análise de cada proposta resultantes da causa-raiz _____________ 66
Figura 29 - Plano de ação para redução de perda em torres ________________ 67
Figura 30 - Novo layout apresentado pelo sistema após modificações ________ 68
Figura 31 – Modelo de pallets de contenção instalados (PLASBOX) _________ 68
Figura 32 - Realização de um sistema de transbordo entre Torres 3, 4 e 5 ____ 71
Figura 33 - Vedação de venezianas da Torre 5 __________________________ 72
Figura 34 - Restauração de enchimentos da Torre 3 ______________________ 72
Figura 35 - Mudança de sistema de dosagem ___________________________ 73
Figura 36 - Transbordo entre torres 3, 4 e 5 ____________________________ 73
Figura 37 - Novo check-list apresentado para operação ___________________ 74
Figura 38 - Agradecimento posicionado na porta do restaurante da empresa pelo
esforço e ação do time no projeto de redução de água ____________________ 75

LISTA DE GRÁFICOS
Gráfico 1 – Exemplo de um controle (ppm x tempo) de um sistema temporizado
de adição de químicos para tratamento de torres de resfriamento (NALCO, 2013)
_______________________________________________________________ 32
Gráfico 2 - Exemplo de um controle (ppm x tempo) de um sistema de leitura e
detecção para adição de químicos para tratamento de torres de resfriamento
(NALCO, 2013) __________________________________________________ 33
Gráfico 3 – Exemplo de gráfico de perdas para comparação de situação atual,
objetivo e metas definida pelo QC Story (UNILEVER, 2010) ________________ 40
Gráfico 4 - Consumo de água da fábrica entre Jan/2013 a Maio/2013 ________ 54
Gráfico 5 - Consumo de água potável da manufatura de bebidas por linha de
distribuição ______________________________________________________ 55
Gráfico 6 - Consumo de água na manufatura de bebidas divido por equipamentos
_______________________________________________________________ 56
Gráfico 7 - Volume de água consumida nas torres de resfriamento __________ 69
Gráfico 8 - Volume de água consumida durante quinze dias nas torres de
resfriamento _____________________________________________________ 69
Gráfico 9 - Consumo de químicos nas torres de resfriamento _______________ 70

LISTA DE TABELAS
Tabela 1 - Condições básicas de operação das torres de resfriamento
apresentada pela empresa _________________________________________ 52
Tabela 2 - Condições básicas para cálculos de otimização nas torres ________ 61
Tabela 3 - Condições ideais vs. otimizadas para cálculo de redução na água de
reposição _______________________________________________________ 61

SUMÁRIO
1 INTRODUÇÃO ................................................................................................... 13
2 REVISÃO BIBLIOGRÁFICA .............................................................................. 15
2.1 EVOLUÇÃO DAS TORRES DE RESFRIAMENTO ..................................... 15
2.2 IMPORTÂNCIA DA TORRE DE RESFRIAMENTO NA INDÚSTRIA .......... 17
2.3 CLASSIFICAÇÃO DAS TORRES DE RESFRIAMENTO ............................. 17
2.3.1 Corrente cruzada com ar aspirado ................................................... 18
2.3.2 Contracorrente de ar insuflado .......................................................... 19
2.3.3 Contracorrente com ar aspirado ........................................................ 21
2.4 TERMINOLOGIA DAS TORRES DE RESFRIAMENTO .............................. 22
2.5 CONCEITOS PARA CÁLCULOS TEÓRICOS DE MASSA E ENERGIA
ENVOLVIDOS NO PROCESSO ........................................................................ 25
2.5.1 Transferência de massa e energia ..................................................... 25
2.5.2 Ciclo de concentração ........................................................................ 28
2.6 SISTEMA DE DOSAGENS DE QUIMICOS ................................................. 30
2.7 QC STORY .................................................................................................. 33
2.7.1 Introdução ao QC Story ...................................................................... 34
2.7.2 Os 12 passos do QC Story .................................................................. 37
2.7.2.1 Identificação de perdas ................................................................... 37
2.7.2.2 Seleção de tema e justificativa ....................................................... 38
2.7.2.3 Princípio de funcionamento ............................................................ 38
2.7.2.4 Identificar o fenômeno .................................................................... 38
2.7.2.5 Estabelecimento de objetivos ......................................................... 39
2.7.2.6 Preparar plano de atividades .......................................................... 40
2.7.2.7 Analisar a causa raiz ...................................................................... 41
2.7.2.8 Proposta de contramedidas ............................................................ 43
2.7.2.9 Implementação de contramedidas .................................................. 43
2.7.2.10 Checar os resultados .................................................................... 44
2.7.2.11 Padronização ................................................................................ 45
2.7.2.12 Planos futuros ............................................................................... 46

3 METODOLOGIA ................................................................................................ 47
3.1 A PESQUISA-AÇÃO ................................................................................... 47
3.2 MÉTODO E FERRAMENTA ....................................................................... 48
3.3 OBJETO DE PESQUISA ............................................................................ 50
3.3.1 Empresa ............................................................................................... 50
3.3.2 Processo .............................................................................................. 50
4 RESULTADO E DISCUSSÃO ........................................................................... 54
4.1 IDENTIFICAÇÃO DA PERDA ..................................................................... 54
4.2 SELEÇÃO DE TEMA E JUSTIFICATIVA .................................................... 56
4.3 PRINCÍPIO DE FUNCIONAMENTO ........................................................... 56
4.4 IDENTIFICAR O FENÔMENO .................................................................... 57
4.5 ESTABELECIMENTO DE OBJETIVO ........................................................ 58
4.6 PREPARA PLANO DE ATIVIDADES ......................................................... 62
4.7 ANALISAR CAUSA RAIZ ............................................................................ 62
4.8 PROPOSTA DE CONTRAMEDIDAS .......................................................... 64
4.9 IMPLEMENTAÇÃO DE CONTRAMEDIDAS ............................................... 66
4.10 CHECAR RESULTADOS.......................................................................... 67
4.11 PADRONIZAÇÃO ..................................................................................... 70
4.12 PLANOS FUTUROS ................................................................................. 74
5 CONCLUSÃO .................................................................................................... 77
REFERÊNCIAS BIBLIOGRÁFICAS .................................................................... 78

13
1 INTRODUÇÃO
Torre de resfriamento é um dos equipamentos mais comuns em plantas
industriais dos segmentos alimentícios, químicos e petroquímicos. Promove a
transferência de calor e massa de uma corrente de água para o ar atmosférico e
após alguns ciclos de operação necessita repor a água perdida por evaporação,
purga e outras perdas.
Embora exerça um papel fundamental nas condições básicas operacionais de um
processo, é um equipamento que possui pouca atenção em uma planta fabril,
sendo deixado em segundo plano dentro do serviço de manutenção da área de
Utilidades. O foco está presente apenas nas fases de projeto e comissionamento
e a inovação caminha em um ritmo lento, voltada para o desenvolvimento de
novas estruturas a serem instaladas.
Dados de operação destes equipamentos são normalmente obtidos em catálogos
de fabricantes e após a instalação também há uma carência de estudos sobre a
validação das variáveis de operação, avaliação de desempenho considerando as
possíveis falhas e mudanças nas condições operacionais e redução no consumo
de recursos (CANDIDO, 2011).
Este cenário atual vem se modificando a partir do conceito de sustentabilidade
que cada vez mais é difundido na cultura de grandes empresas e negócios. Neste
tema, as empresas buscam reduzir o seu impacto ambiental, tanto para questões
de sua política e marketing, quanto para sua continuidade de negócio que é
dependente da disponibilidade de recursos naturais. As torres de resfriamento se
enquadram neste contexto pelo seu grande consumo de água potável, que passa
a ser desperdiçado justamente pela falta de cuidados ou pequenas melhorias.
Este trabalho, classificado como uma pesquisa-ação situacional, foi desenvolvido
sobre o conceito de sustentabilidade aplicado em torres de resfriamento de uma
empresa alimentícia que utiliza estes equipamentos em seu processo de
esterilização e refrigeração de compressores. Teve como objetivo a redução do
consumo de água garantido o melhor uso deste recurso e eliminando qualquer
tipo de perda relacionada para que se possa alcançar a meta de dobrar o
tamanho da companhia, reduzindo a pegada ambiental. Para tal estudo foi

14
utilizada a ferramenta de gestão Quality Control Story (QC Story) ou Estória do
Controle de Qualidade.
A ferramenta de análise e solução de problemas, conhecido como QC Story, é um
método de solução de problemas de origem japonesa e tem sido amplamente
utilizado pelas empresas para documentar sua trajetória nos projetos de melhoria.
Ter uma estrutura e uma linguagem comum que ajuda as pessoas que trabalham
em um projeto a contar sua “estória” para os gestores e outras partes
interessadas no projeto. Basicamente, ela trata de maneira estruturada, a
identificação de problemas crônicos, eliminando a causa raiz dos mesmos através
de um time multifuncional (CAMPOS, 1992).
Tratando-se desta pesquisa-ação, a perda considerada foi o alto consumo de
água potável reposta em torres de resfriamentos. A aplicação do método teve
como objetivo a redução desta quantidade até um valor limite aceitável e
necessário para o funcionamento do processo.

15
2 REVISÃO BIBLIOGRÁFICA
2.1 EVOLUÇÃO DAS TORRES DE RESFRIAMENTO
A necessidade de resfriamento de água em grande escala para os novos
processos produtivos desenvolvidos iniciou-se a partir do final da Revolução
Industrial, quando em 1894 o Eng. Han Joachim Balcke (Figura 1), fundou a
Balcke & Co. em Bochum, Alemanha e fabricou a primeira torre de resfriamento
tipo “chaminé” com 12 metros de altura (VETTOR, 2012).
Figura 1 - Engº Han Joachim Balcke (VETTOR, 2012)
A partir de 1894, as torres de resfriamento tornaram-se fundamentais nos
processos industriais, conforme se verifica na sua evolução histórica (VETTOR,
2012):
1894 - Engº Han Joachim Balcke funda a Balcke & Co. em Bochum,
Alemanha e fabrica a primeira torre de resfriamento tipo “chaminé”.
1904 – 1400 torres de resfriamento “chaminé” operantes em todo mundo.
1921 – A maior torre de resfriamento de água de tiragem natural é
fornecida pela Balcke para a Usina Termo Elétrica com capacidade para
resfriar 43.000,00 m³/h de água.

16
1924 – Mart e Smiley combinam parte dos seus nomes para formar a
Marley, fabricante de torres. O primeiro “spray pond” é instalado.
1926 – Inicia-se o processo de aperfeiçoamento e inovações nas formas e
materiais de construção das torres.
1930 – Primeira torre de resfriamento de água com tiragem mecânica do ar
surge nos EUA.
1931 – Surgem as primeiras torres de tiragem natural com um novo perfil
hiperbólico.
1936 – Primeira torre de pequeno porte com tiragem horizontal de ar no
EUA.
1938 – São desenvolvidas e panteadas nos EUA as torres de resfriamento
de fluxo horizontal duplo de ar, denominadas “Double Flow”.
1943 – São fornecidas sete torres pela Marley para o Projeto Manhattan no
Novo México, permitindo a criação da primeira bomba atômica, conferindo
um prêmio a Marley após a Segunda Guerra Mundial.
1950 – Fundada nos EUA o CTI (Cooling Technology Institute), uma
associação técnica dedicada a melhoria na tecnologia e desempenho de
sistema de transferência de calor por evaporação.
1951 – São produzidas as primeiras torres de resfriamento no Brasil, em
madeira.
1955 – Carl Munters desenvolve e patenteia os primeiros enchimentos tipo
filme, que viriam a revolucionar o mercado, conferindo as torres do tipo
contra corrente grande eficiência e domínio no mercado na década de 60.
1970 – Lançadas no Brasil as primeiras torres de resfriamento em fibra de
vidro, em contra corrente, com ventilação mecânica.
1982 – As torres de resfriamento do tipo contra corrente começam a tomar
conta do mercado em detrimento das torres de fluxo horizontal.
2006 – A Vettor fabrica a maior e única torre do Brasil para operar com
água salgada.

17
2.2 IMPORTÂNCIA DA TORRE DE RESFRIAMENTO NA INDÚSTRIA
Uma torre de resfriamento é um dispositivo de remoção de energia térmica, que
extrai calor para a atmosfera. O tipo de remoção de calor em uma torre de
resfriamento é chamado de "evaporação" na medida em que permite que uma
pequena porção da água circulada evapore numa corrente de ar em movimento
para proporcionar um arrefecimento significativo para o restante da corrente de
água (COOLING TOWEE INSTITUTE, 2012). O ar na saída da torre fica próximo
da saturação, com umidade relativa a 100%.
Este tipo de equipamento possui como principal fundamento a formação de um
circuito “semifechado”, tendo reposição de água para suprir perdas ligadas à
evaporação, arrastes e purgas. Devido a isto, está ligada a questões de redução
de custos operacionais e a fatores ecológicos dentro de uma planta. A
evaporação está ligada a transferência de energia, o arraste a sucção causada
pela circulação forçada de ar e a purga são necessárias para evitar problemas
com a alta concentração de sais e sua deposição, corrosão de materiais e
proliferação de micro-organismos (COOLING TOWEE INSTITUTE, 2012).
Um projeto básico de torre de resfriamento tem em consideração duas variáveis
de grande importância relacionadas a custo e desempenho: a carga térmica a ser
removida e a temperatura da água fria de saída da torre que deve estar próximo
ao bulbo úmido (CANDIDO, 2011). Além destas variáveis, outros pontos são
observados como a vazão de água circulada, concentração máxima de sais
permitida, etc.
2.3 CLASSIFICAÇÃO DAS TORRES DE RESFRIAMENTO
Existem diversas classificações para as torres de resfriamento conforme o
fornecimento de ar, seu escoamento em relação à água, o processo de
transferência de calor e alimentação da água (CANDIDO, 2011). Entretanto a
maioria das torres de resfriamento utilizadas são as de tiragem de ar por
ventilação mecânica, devido a sua alta eficiência ligada ao baixo custo de

18
instalação e manutenção. Neste tipo de estrutura, as torres se classificam em três
tipos básicos de construção (ALPINA, 1978):
2.3.1 Corrente cruzada com ar aspirado
O ar é aspirado por ventilador axial localizado no topo da torre e entra pelas
paredes laterais, atravessando o enchimento de contato em sentido praticamente
horizontal. A água cai por gravidade, em ambos os lados ou em um lado só da
torre, como demonstrado na Figura 2, cruzando a corrente de ar. A principal
vantagem deste sistema está na facilidade de manutenção e na insensibilidade as
águas ricas em sólidos suspensos (ALPINA, 1978). A Figura 3 representa o
aspecto físico externo deste modelo.
Figura 2. Fluxo de massa em torre de corrente cruzada com ar aspirado (ALPINA, 1978)

19
Figura 3 - Aspecto exterior de uma torre de corrente cruzada com ar aspirado (ALPINA, 1978)
2.3.2 Contracorrente de ar insuflado
Sistema vantajoso para capacidades menores ou médias com ventiladores até 4,5
m de diâmetro e para águas corrosivas ou poluídas, estando o ventilador e o
redutor fora do fluxo do ar úmido, como na Figura 4. Sua construção é de conceito
simples e pode possuir elementos pré-fabricados de concreto ou outros materiais.
Outra vantagem é a na manutenção das partes mecânicas (ALPINA, 1978). Um
exemplo de sua construção pode ser visualizado na Figura 5.

20
Figura 4 - Fluxo de massa de uma torre contracorrente de ar insuflado (ALPINA, 1978).
Figura 5 - Aspecto exterior de uma torre contracorrente de ar insuflado (ALPINA, 1978)

21
2.3.3 Contracorrente com ar aspirado
Dentre as torres de tiragem mecânica de ar, o modelo contracorrente com ar
aspirado é o mais utilizado na atualidade. O fluxo de fluidos ocorre de maneira
contrária, onde o ar entra pela base da torre e ascende, tendo em sentido
contrário o escoamento da água por gravidade, como demonstrada na Figura 6
(ALPINA, 1978).
Oferece vantagem de menor área ocupada, de construção mais simples, de maior
facilidade para a pré-fabricação da estrutura em concreto, de menor altura de
entrada da água quente e de menor tendência de recirculação, apresentando
portanto, construção mais compacta. Um exemplo real de sua construção pode
ser visualizado na Figura 7. O maior consumo de energia dos ventiladores é
compensado pelas bombas (menor altura de bombeamento da água quente).
Para vazões constantes de água em circulação, com desligamentos de
ventiladores proporcional ás variações das cargas térmicas ou da temperatura de
bulbo úmido do ar-ambiente, há economia no consumo global de energia, em
comparação com torres de corrente-cruzada (ALPINA, 1978).
Figura 6 - Fluxo de massa de uma torre contracorrente com ar aspirado (ALPINA, 1978)

22
Figura 7 - Aspecto exterior de uma torre contracorrente com ar aspirado (UNILEVER, 2010)
2.4 TERMINOLOGIA DAS TORRES DE RESFRIAMENTO
Em torres de resfriamento de contra corrente com ar aspirado, ocorre a
evaporação parcial da água em circulação para uma corrente de ar ascendente,
devido à diferença de temperatura entre dois fluídos. O resfriamento se dá pela
transferência do calor sensível perdido pelas gotículas não vaporizadas para as
gotículas vaporizadas que terão o calor latente suficiente para mudança de estado
físico (CANDIDO, 2011).
Em projetos e estudos, algumas definições são empregadas referentes à sua
tecnologia (BURGER, 1994) e podem ser encontradas a seguir:

23
Approach: Diferença entre a temperatura da água que está saindo da torre
e a temperatura de bulbo úmido.
Drift (Arraste): Arraste de gotículas na exaustão de ar, ocasionando a
perda de água.
Carga Térmica: Quantidade de calor por unidade de tempo dissipada pela
torre de resfriamento.
Bacia coletora: Também chamada de piscina, localiza-se logo abaixo do
recheio e coleta a água resfriada que é bombeada de volta ao circuito.
Drift eliminator (Eliminador de gotículas): Aparato que impede ou minimiza
a perda de água por arraste na corrente de saída de ar no topo da torra
para a atmosfera, melhorando a eficiência do processo.
Make up: Reposição de água perdida por evaporação, arraste ou purga.
Normalmente é expressa com porcentagem da vazão mássica da agua
circulante e é controlada por válvula boia instalada na bacia coletora de
agua fria da torre.
Fluxo de escoamento: O escoamento de ar e água no interior de uma torre
de resfriamento neste estudo é em contracorrente, com fluxo de água
descendente e fluxo de ar ascendente.
Pluma: Fluxo de ar saturado que deixa a torre após resfriamento. Em
contato com o ar ambiente a pluma torna-se visível.
Blow-Down (Purga): Eliminação parcialmente controlada, podendo ser
contínua ou temporizada, por sistema de leitura de sais, de uma pequena
parte da água em circulação a fim de prevenir excesso de concentração de
sólidos e sua deposição devido à evaporação de água.
Range: Diferença entre a temperatura de água de alimentação da torre de
resfriamento e a temperatura da água de saída.
Fill (Recheio): Também chamado de enchimento. Consiste de uma
estrutura de alumínio, plástico ou madeiras (em torres mais antigas),
utilizada para aumentar a área de contato da água com o ar. Seu uso
causa perda de carga no escoamento de ar.

24
Ciclo de concentração (x): É o grau de impurezas da água de circulação,
em relação ao grau de impureza na água de reposição. Um ciclo de
concentração igual a dois indica que a água em circulação tem o dobro de
concentração de impurezas da água de reposição. Em torres atuais é
medida através da concentração de sílica (SiO2).
Temperatura de bulbo seco: É a própria temperatura do ar, ou seja, medida
pelo termômetro com o bulbo diretamente em contato com o ar.
Temperatura de bulbo úmido: É a temperatura atingida por uma “pequena”
porção de água em regime permanente, exposta a uma corrente contínua
de ar não saturado, em condições adiabáticas, sem efeito de radiação
térmica. A temperatura de bulbo úmido é a temperatura mais baixa que
pode ser alcançada apenas pela evaporação da água. É a temperatura que
se sente quando a pele está molhada e está exposta a movimentação de
ar. Ao contrário da temperatura de bulbo seco, a temperatura de bulbo
úmido é uma indicação da quantidade de umidade no ar. Quanto menor a
umidade relativa do ar, maior o resfriamento. O modo de medição destas
duas temperaturas pode ser verificado na Figura 8.
Figura 8 - Modos de medição para temperaturas de bulbo seco e úmido (MELLO, 2008).

25
2.5 CONCEITOS PARA CÁLCULOS TEÓRICOS DE MASSA E ENERGIA
ENVOLVIDOS NO PROCESSO
2.5.1 Transferência de massa e energia
Uma torre de resfriamento do tipo cruzada, pode ser ilustrada como demonstrado
na Figura 9 para determinação de transferência de massa e energia (PEREIRA,
2007).
Figura 9 - Fluxo básico de massas em uma torre de resfriamento (PEREIRA, 2007).
Onde:
Q=Vazão de circulação
E=Vazão de perda por evaporação
A=Vazão de perda por arraste de gotículas
D=Vazão de descarga de fundo

26
P=Vazão correspondente a outras perdas de água líquida
R=Vazão de água de reposição
A definição de cada um destes parâmetros é dada:
Q – Vazão de circulação
Referente à vazão da água em circulação no processo que recebe toda a carga
térmica a ser dissipada.
E – Vazão de perda por evaporação
As perdas por evaporação estão sujeitas a carga térmica do processo, da vazão
da água em circulação (Q), das condições meteorológicas e do bulbo úmido
(ALPINA, 1978). Porém por simplificação, em países tropicais, a evaporação pode
ser determinada pela transferência do calor sensível perdido pelas gotículas da
corrente que não foi vaporizada (Q-E) para a outra parte das gotículas que terão
um calor latente suficiente para evaporação (E) como demonstrado em na
Equação 1:
( ) (1)
Onde:
= Calor latente de vaporização da água (2,42 x10³ kJ kg-1) a 25ºC
c = calor específico sensível da água (4,18 kJ kg-1 ºC-1)
T = Diferença entre temperatura de água quente de entrada e a água fria da
saída.
Seguindo:
( )
( )
( )
O T normalmente varia entre 5 e 20ºC (CANDIDO, 2011), sendo maior do que a
parcela entre parêntesis, assim pode-se desprezá-la, obtendo:

27
(2)
A – Vazão de perda por arraste de gotículas
Em torre do tipo cruzada, devido o ar aspirado, pode-se ocorrer o arraste de
gotículas por parte da corrente em ascensão. Esta perda é comumente conhecida
como Drift ou perda por respingos. Embora inevitável, ela pode ser reduzida por
meios construtivos, utilizando-se de eliminadores de gotas ou perfis retentores
extrudados acima da entrada de água quente na torre (ALPINA, 1978). O Drift
pode ser calculado por pela Equação 3:
(3)
Onde:
fA = Fator de perda por arraste.
Normalmente o fator de perda por arraste oscila entre 0,1 a 2,0.10-3 (CANDIDO,
2011) na maioria das torres com equipamentos que diminuem o arraste.
D – Vazão de descarga de fundo
A vazão por descarga de fundo é mais conhecida como Purga. Devido a perda de
água por evaporação, sólidos dissolvidos e em suspensão são concentrados, o
que pode acarretar problemas de deposição, corrosão, etc, fazendo necessária a
desconcentração do sistema. A adição de químicos aumenta o tempo de
permanecia desta água na torre, porém a purga periódica é necessária (ALPINA,
1987). O cálculo desta vazão será visto mais adiante.
P – Vazão correspondente a outras perdas de água líquida
Estas perdas são decorrentes de vazamentos ao longo do sistema,
transbordamentos na bacia coletora e do desvio da água para sistemas de
refrigeração sem retorno (CANDIDO, 2011).
R – Vazão de água de reposição

28
A vazão de reposição se dá por dois motivos. O primeiro refere-se à perda total
de fase líquida (L), que leva em conta perdas por purga (Blow-down), arraste de
gotículas (Drift) e outras perdas (Vazamentos, etc). A Equação 4 representa a
soma destes fatores:
(4)
Considerando agora o outro tipo de perda por evaporação (E), pode-se encontrar
o valor necessário para compensar todos os tipos de perda, chamado de Make up
(R) e visualizado pela Equação 5:
(5)
2.5.2 Ciclo de concentração
O total da água perdida por evaporação, arraste e purga de desconcentração é
substituído pela água de reposição. Enquanto a perda por evaporação tende a
concentrar as impurezas, o arraste e a purga tendem a limitar esta concentração.
O ciclo de concentração é a relação entre as concentrações de uma dada espécie
na água de circulação e na água de reposição (CANDIDO, 2011), conforme
apresentado na Equação 6.
Tem-se:
(6)
Onde:
x = ciclo de concentração
cL = concentração da espécie considerada na água de circulação
cR = concentração de espécie considerada na água de reposição
Para exemplo, se a concentração de sílica na água de circulação é de 150 ppm e
a da água de reposição é de 35 ppm, obtém-se um ciclo de 4,29.

29
Outro modo para cálculo de ciclo de concentração é através do balanço de
vazões mássicas, em relação à sílica (SIO2) como na Equação 7 (PEREIRA,
2007):
(7)
Onde,
cE = concentração da espécie na vazão de perda por evaporação
A espécie considerada (Sílica) é não volátil, assim sua concentração na fase
vapor é nula e a Equação 7 pode ser simplificada para a Equação 8:
(8)
A seguir são apresentadas outras análises que podem ser relacionadas as
Equações 6 e 8 de cálculo de ciclo de concentração.
O ciclo de concentração pode ser utilizado na Equação 5 de cálculo da
vazão de reposição, obtendo-se a relação com a perda líquida:
(5)
(8)
(9)
A relação entre o ciclo de concentração também pode ser feita com a
vazão de descarga (Equação 4) , utilizando a equação anterior.
(4)
(9)

30
(10)
Por último, a vazão de reposição pode ser colocada em função da
evaporação e ciclo de concentração através da junção das Equações 5 e 9.
(5)
(9)
(11)
A equação acima permite inferir que o aumento do ciclo de concentração conduz
a uma diminuição na vazão de água de reposição e uma redução no consumo de
energia de bombeamento, porém este fato apenas é significativo para baixos
valores de concentração (PEREIRA, 2007).
2.6 SISTEMAS DE DOSAGENS DE QUIMICOS
A ocorrência de perda de água por evaporação em torres de resfriamento produz
uma elevação das concentrações das espécies dispersas no meio aquoso
circulante, fazendo com que os sistemas abertos com recirculação sejam
concentradores de água. Assim a formação de depósitos, o estabelecimento de
processos corrosivos e o desenvolvimento microbiano são problemas capazes de
gerar perda de eficiência operacional ou, até mesmo, a parada da torre de
resfriamento (PEREIRA, 2007).
As incrustações, o desenvolvimento microbiano e corrosão, muitas vezes, estão
ligados entre si (GENTIL, 2003), como exemplo:
Corrosão de componentes de ferro leva a liberação de cátions deste metal,
possibilitando a proliferação de bactérias que oxidam o ferro II a ferro III.

31
Incrustações não uniformes e porosas criam condições para o
desenvolvimento de um processo de corrosão por aeração diferencial sob
depósito.
Em uma situação real, um processo de tratamento em torres de resfriamento de
qualquer natureza deve ser instalado, como dosagens de agentes microbiocidas e
não-oxidantes (PEREIRA, 2007). Estas dosagens buscam a redução destes
fatores, elevando desta forma o tempo de utilização de fluido e assim reduzindo a
necessidade de renovação desta água de arrefecimento.
Atualmente, uns dos principais parâmetros examinados que resultam nos
problemas citado acima é a concentração de Sílica (SiO2), ela é utilizada para o
cálculo do ciclo de concentração, medido pela relação de sílica da água de
reposição pela sílica da água do sistema. Quanto maior o ciclo, menor a
quantidade de água que o sistema perde e menor a dosagem de produto para
manutenção e a redução de custo para o tratamento desta água. O que deve ser
observado é que o ciclo não ultrapasse o limite máximo de operação. Caso isto
aconteça é necessário desconcentrar a água realizando a abertura da descarga
de água, evitando a saturação de produtos químicos, que em concentrações
elevadas prejudicam o sistema (NALCO, 2013).
Os sistemas de dosagem de químicos mais empregados no mercado são
temporizados, ou seja, pela definição do fabricante destes produtos, uma
quantidade é bombeada a cada certo tempo. Este sistema possui a vantagem de
baixo custo de implementação e uma resposta relativamente satisfatória em
sistema pequenos de resfriamento, porém a variação de produtos é
extremamente alta e a purga não é controlada, levando a um maior consumo de
água potável. No Gráfico 1 pode-se verificar os picos de concentração de
produtos referente ao momento de dosagem, que para garantir que sempre esteja
acima do requerido, leva também a um maior gasto de produtos químicos
(NALCO, 2013).

32
Gráfico 1 – Exemplo de um controle (ppm x tempo) de um sistema temporizado de adição de químicos para tratamento de torres de resfriamento (NALCO, 2013)
Pensando nestes pontos, uma nova proposta surgiu no mercado atual. Esta
tecnologia para água de resfriamento utiliza um controle com monitoração em
tempo real, baseada em ativos patenteados. Estes ativos são mesclados com os
produtos químicos já utilizados, fornecendo uma possiblidade de leitura através
de uma fonte de luz projetada em uma amostra, conforme Figura 10.
Figura 10 - Leitura de químico rastreável por incidência de um feixe de luz para determinação de concentração (NALCO, 2013)
Risco de Falhas
Desperdício

33
Esta leitura detecta os transtornos que antecedem depósitos, corrosão e
entupimentos biológicos e fornece a resposta química adequada através da
presença de um químico rastreável. O resultado é um sistema de refrigeração
equilibrado, eficiente e seguro, como demonstrado no controle do Gráfico 2, além
das seguintes vantagens: baixa manutenção, dosagens corretas de produtos
químicos, menores custos operacionais e proteção máxima dos ativos (NALCO,
2013).
Gráfico 2 - Exemplo de um controle (ppm x tempo) de um sistema de leitura e detecção para adição de químicos para tratamento de torres de resfriamento (NALCO, 2013)
Outro fator importante é a purga relacionada a este equipamento, pois
anteriormente este descarte de água era realizado de maneira constante ou
através de “feeling”, e agora passa a ser automático, pois a partir da detecção de
uma alta concentração de sólidos, o próprio equipamento abre o dreno e realiza a
purga controlada até que o sistema retorne aos valores estipulados. A principal
vantagem que se obtém é a redução no consumo de água.
2.7 QC STORY
Controle otimizado

34
2.7.1 Introdução ao QC Story
Diante de um mercado globalizado, a busca pelo desenvolvimento e melhoria de
processos tem ocupado um papel decisivo dentro das organizações e uma das
principais alternativas para o seu sucesso caracteriza-se pela definição de
métodos ou ferramentas de qualidade, que são cada vez mais adotados com o
intuito de padronizar atividades, eliminar os desperdícios, qualificar profissionais e
satisfazer clientes (BLODORN e; SOARES, 2011).
Segundo Pereira e Dias (2011), o gerenciamento de um processo com falhas que
inclui o uso de uma ferramenta de qualidade é a chave para uma melhor
compreensão e resolução do problema, trazendo à tona todas as causas raízes.
Este tipo de metodologia defini as prioridades a serem observadas, indicando o
caminho a ser seguido para a solução da inconformidade por padronização, como
uma “receita de bolo”, com passos delineados, minimizando ou eliminando efeitos
indesejáveis.
Dentro deste contexto, está localizado a ferramenta Quality Control Story (QC
Story), amplamente difundido dentre as organizações e que é usado para
documentar sua trajetória nos projetos de melhoria.
O QC Story teve sua origem em uma fábrica do Japão, na cidade de Komatsu.
Em principio era usado como um procedimento para a elaboração de relatórios
relacionados a melhorias na área de qualidade, demonstrando a história do
controle realizado para otimizar a situação. Posteriormente, foi incorporada ao
manual de círculos de controle de qualidade da empresa, criando um estimulo
para manter as atividades vivas e operantes. A publicação de seus princípios ao
público em geral ocorreu no ano de 1964 através de um artigo na revista Hinshtsu
Hanri, recebendo o prêmio de literatura em controle de qualidade (“Nikkei QC
Literature Pirze”) em 1965 (CORTADA, 2005).
Na década de 80, Hitoshi Kume descreveu com detalhes e precisão o método
QC-Story. O autor desdobrou o processo de solução de problemas em passos
menores, dando mais distinção a cada atividade. Esse cuidado permitiu
compreender melhor o que deveria ser feito em cada etapa e as ferramentas
auxiliares que precisam ser utilizadas em cada situação (ORIBE, 2012).

35
Cortada (2005) afirma que o método tornou-se muito popular por ter uma
estrutura e linguagem comum, que ajudava as pessoas envolvidas no projeto a
contar sua “estória” para os gestores e outras partes interessadas no projeto.
Outras empresas começaram a adotá-lo como base para a criação de seus
relatórios. O novo formato permitiu a descoberta de partes que não eram
analisadas e reportadas em uma situação normal e outras que sobravam. A
análise desta situação demonstrou que partes sobressalientes não agregavam
valor ao conteúdo e as que não estavam presentes eram de suma importância.
Por isso o QC Story afirmou-se como uma diretriz excelente para as atividades de
grupos, capacitando as pessoas envolvidas a apresentarem melhores análises e
resultados.
A construção do QC Story como método destinado a solucionar problemas dentro
das organizações derivou de um conceito, o ciclo “Plan, Do, Check and Action”
(PDCA), para incorporar um conjunto de ideias inter-relacionadas que envolvem a
tomada de decisões baseadas em dados, a formulação, a comprovação de
hipóteses, a objetivação da análise dos fenômenos, dentre outros, conferindo-lhe
um caráter sistêmico. Este traço retira as decisões baseadas em “feelings” e “bom
senso” dos envolvidos, que por várias vezes, acabam tornando-se dispendiosas
dentre de uma ação (CAMPOS, 1992).
O procedimento básico do QC é a identificação de falhas e análise de causas,
que acaba gerando um plano de ação pronto para ser executado. Trabalha com
foco em eliminar perdas crônicas, que são traduzidas como metas não atingidas
ou resultado indesejável de um item de controle (CORTADA, 2005).
O tipo de perda tratada pelo QC Story deve estar classificada como crônica. Este
problema, normalmente faz parte da estória do processo e acabou sendo aceito
durante um largo período de tempo pela gestão, até ser identificado com a
aplicação da ferramenta. Está atrelado a causas profundas e por isso precisa de
soluções inovadoras. Elas não devem ser confundidas com perdas esporádicas,
que por algum evento pontual acabaram por interferir no sistema de maneira
passageira, sendo resolvido com uma pequena ação, como por exemplo, de
manutenção (CORTADA, 2005). Os tipos de perdas e suas consequências em um
processo podem ser melhor compreendidas através da Figura 11.

36
Figura 11- Perdas crônicas x perdas esporádicas em um sistema produtivo
No Brasil, a introdução do QC-Story na literatura foi feita por Campos (1992) que
publicou procedimentos formatados contendo uma síntese da descrição do
método. Foi apresentado pelo autor como Método de Solução de Problemas
(MSP), mas ficou amplamente conhecido como Método de Análise e Solução de
Problemas (MASP). Embora não ressalte as diferenças nos passos ou
abordagens, Campos (1992) afirmou que o MASP é o método japonês da Union
of Japanese Scientists and Engineers, largamente conhecido como QC Story.
(ORIBE, 2012).
A metodologia básica do QC Story é a sua divisão em etapas, porém assim como
o nome possui variações, estas etapas ou passos podem ser modificados. A
essência do processo é a mesma e a variabilidade pode surgir em sua aplicação
local. O método básico, em sua origem, possui oito passos (CAMPOS, 1992),
porém, atualmente muitas organizações passaram a desdobrar alguns passos,
somando doze ao total. Deste modo a ferramenta se aproxima más de sua
simplicidade na aplicação, auxilia no desenvolvimento do método, objetivando a
resolução da perda de maneira acelerada. Na Figura 12 estão apresentados os
passos do modelo original conforme proposto por Campos (1992), comparado ao
modelo expandido adotado na empresa na qual a presente monografia foi
realizada.

37
QC Story
Original Adotado
1. Escolha de um tópico
1. Identificação de perdas
2. Seleção de tema e justificativa
3. Princípio de funcionamento
2. Avaliação da situação atual e
definição de metas
4. Identificar o fenômeno
(Compreensão da situação atual)
5. Estabelecimento de objetivos
3. Preparar o plano de atividades 6. Preparar o plano de atividades
4. Analisar a causa raiz 7. Analisar a causa raiz
5. Proposta de contramedidas 8. Proposta de contramedidas
9. Implementação das contramedidas
6. Checar os resultados 10. Checar os resultados
7. Padronização 11. Padronização
8. Planos futuros 12. Planos Futuros
Figura 12 - Modelo original de QC Story de oito passos relacionado ao modelo de doze passos adotados (CORTADA, 2005)
2.7.2 Os 12 passos do QC Story
Como visto anteriormente, o QC pode ser divido em doze passos (CORTADA,
2005), que serão detalhados a seguir.
2.7.2.1 Identificação de perdas
As perdas são todos os recursos disponíveis (materiais, produto, dinheiro, tempo,
etc.) mais que por algum motivo não são utilizados totalmente e/ou

38
adequadamente. Uma análise dos problemas atuais decide qual a perda
apropriada a ser tratada.
Pontos chaves:
Escolha de problemas existentes;
Decisão de qual é o mais importante;
Checar se há anormalidades no processo;
Checar a capabilidade do processo.
A seleção do tópico pode ser facilitada quando alinhada com a política da
empresa ou área. Além disso, o time deve possuir a habilidade e capacidade para
atuar, considerando que os benefícios serão significativos para a companhia.
Uma ferramenta prática que pode ser usada é o histograma, o qual é um gráfico
composto por retângulos justapostos em que a base de cada um deles
corresponde ao intervalo de classe e a sua altura à respectiva frequência.
2.7.2.2 Seleção de tema e justificativa
As descrições de ambos devem deixar esclarecer a perda elegida. O tema deve
ter embasamento com as metas e tendências da companhia, já a justificativa com
os dados que podem ressaltar a importância do tema e a vantagem de atacá-lo.
2.7.2.3 Princípio de funcionamento
O objetivo é entender o princípio de funcionamento do
local/equipamento/processo onde ocorre o problema. A elaboração pode ser feita
através de desenhos do fluxo do processo e/ou dos mecanismos da máquina,
assim como utilização de materiais alternativos para facilitar a compreensão de
todo o time envolvido (maquete, manuais técnicos, fotos, vídeos, desenhos, etc.).
2.7.2.4 Identificar o fenômeno

39
Um fenômeno significa o fato sem pressuposições, tudo que é percebido pelos
sentidos ou pela consciência. Identificar o fenômeno é observar os fatos com os
próprios sentidos e utilizar os dados para avaliação.
Pontos Chaves:
Checar os controles e suas frequências de utilização;
Compilar dados disponíveis;
Utilizar dados para verificar tendências;
Encontrar a distribuição dos dados.
Uma das ferramentas utilizadas na identificação de fenômenos é conhecida como
“5W 2H”, explicada conforme Figura 13.
Figura 13 - Exemplo para preenchimento da ferramenta 5W 2H (JIPM, 2004)
As respostas de todas estas perguntas podem ser transformadas em uma única
frase que definirá o seu fenômeno.
2.7.2.5 Estabelecimento de objetivos
Os objetivos são valores intermediários entre a situação atual e a meta. Um
exemplo é dado através do Gráfico 3.
What O quê? O que aconteceu? Qual é o problema?
Where Onde?Onde você está vendo os problemas?
(local / máquina / linha / componente)
Wich Qual?De que modo a tendência está se desenvolvendo? Qual a tendência?
Existe uma relação com outras variáveis?
When Quando?
Quando você está vendo os problemas?
Não é somente dia e hora, mas qualquer relação temporal com o fenômeno,
Por exemplo: Há alguma relação entre uma sequência de
operações/produtos com o fenômeno?
Quantas vezes ocorreram num determinado período de tempo?
Who Quem?O problema é relacionado a habilidade?
(depende ou não de habilidade da operação/manutenção)
How Como? Como o estado atual está mudado em relação ao estado normal?
How Much Quanto? Qual o custo (R$) envolvido?
5W 2H

40
Gráfico 3 – Exemplo de gráfico de perdas para comparação de situação atual, objetivo e metas definida pelo QC Story (UNILEVER, 2010)
Para defini-los adequadamente, deve-se calcular o impacto deste fenômeno:
Na eliminação da maior perda na situação atual;
Nas metas estabelecidas;
No Gap total (perdas);
Defina quanto será o retorno em capital;
Quanto isto reduz;
Estimar um prazo para implementação de todos os passos, compatível
com a complexidade do problema.
2.7.2.6 Preparar plano de atividades
Elaboração de uma Action Plan ou Plano de Ação que permitira alcançar a meta
proposta no prazo determinado. O Plano de Ação deve conter a definição das
etapas detalhadamente, as atribuições de responsabilidades e os respectivos
prazos, além do estabelecimento de acompanhamento das ações, definindo o que
ainda está Planejado e as ações que já foram Finalizadas. Pode ser estruturada
como a Figura 14.
8%
5%
3%
5%
0%
1%
2%
3%
4%
5%
6%
7%
8%
9%
Situação Atual Objetivo QC Story Meta Ano
Po
rce
nta
ge
m d
e p
erd
as
Redução em perdas
GAP

41
Figura 14 - Exemplo de estruturação de plano de trabalho (UNILEVER, 2010)
O uso de outra ferramenta, semelhante a de identificação do fenômeno pode ser
usada, o “5W 1H”, conforme Figura 15.
Figura 15 - Modelo de 5W 1H (UNILEVER, 2010)
As ações provenientes devem estar sobre as causas fundamentais e não sobre
seus efeitos. A análise, a eficiência e o custo de cada uma podem ajudar a
escolha das adequadas e quais não agregaram valor.
2.7.2.7 Analisar a causa raiz
What O que fazer?
Why Porque deve ser feito?
Wich Quem deve fazer?
When Quando deve ser feito?
Where Onde deve ser feito?
How Como de ser feito
5W 1H

42
Para identificar as verdadeiras causas do problema definido no fenômeno é
preciso listá-las e investigar sua relação qualitativa ou quantitativa na tratativa do
problema, com coleta de novos dados e sua mudança em relação ao tempo.
A ferramenta conhecida como “5 Por quês” é a mais apropriada, facilitando o
aprofundamento em cada uma das causas. Ela consiste em perguntar no mínimo
5 vezes, por que um determinado efeito ocorre (problema). Para cada resposta
(motivo), devemos perguntar o respectivo “por que" e assim sucessivamente. O
resultado final é causa fundamental do problema. Este método teve origem na
Toyota, e é até hoje usada como forma de aprovação de investimentos. Pergunta-
se o porquê da anomalia e ao chegar ao quinto “por que” provavelmente terá
encontrado a causa mais importante (JIPM, 2004). As Figuras 16 e 17 mostram
um modelo básico que pode ser usado para análise.
Figura 16 - Estrutura de aplicação dos 5 "por quês" e encontro da causa raiz (UNILEVER, 2010)
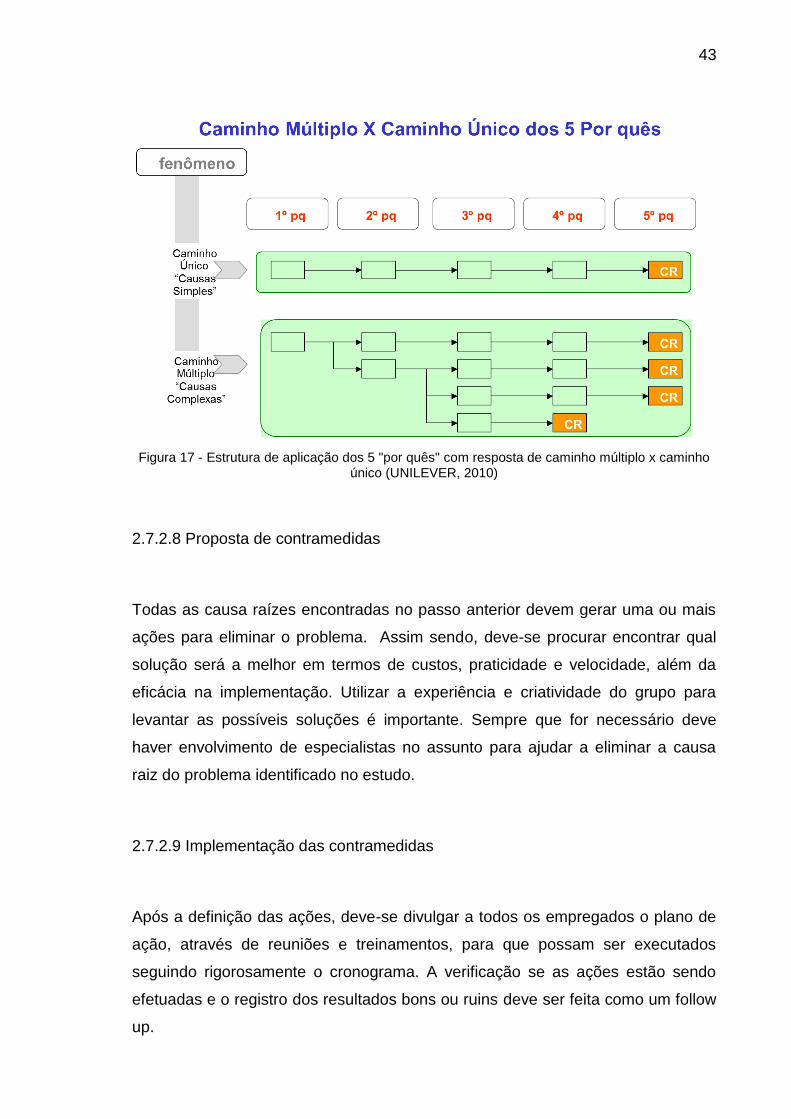
Para causas mais complexas, pode-se seguir a seguinte sequência:
43
Figura 17 - Estrutura de aplicação dos 5 "por quês" com resposta de caminho múltiplo x caminho único (UNILEVER, 2010)
2.7.2.8 Proposta de contramedidas
Todas as causa raízes encontradas no passo anterior devem gerar uma ou mais
ações para eliminar o problema. Assim sendo, deve-se procurar encontrar qual
solução será a melhor em termos de custos, praticidade e velocidade, além da
eficácia na implementação. Utilizar a experiência e criatividade do grupo para
levantar as possíveis soluções é importante. Sempre que for necessário deve
haver envolvimento de especialistas no assunto para ajudar a eliminar a causa
raiz do problema identificado no estudo.
2.7.2.9 Implementação das contramedidas
Após a definição das ações, deve-se divulgar a todos os empregados o plano de
ação, através de reuniões e treinamentos, para que possam ser executados
seguindo rigorosamente o cronograma. A verificação se as ações estão sendo
efetuadas e o registro dos resultados bons ou ruins deve ser feita como um follow
up.

44
Todas as ações tomadas, por sua vez, sempre precisam ser cuidadosamente
analisadas pelas áreas responsáveis da empresa, como Segurança, Saúde,
Qualidade e Meio Ambiente para confirmar se há algum problema relacionado.
2.7.2.10 Checar os resultados
O objetivo é checar a efetividade da solução e desse modo testar entendimento,
monitorando o desempenho.
A remoção da causa raiz identificada deve ser checada comparando Resultado x
Meta definida. Deve-se utilizar os dados executados antes e após as ações para
verificar o grau de redução do resultado indesejável, assim como descrições de
possíveis efeitos secundários positivos ou negativos.
Os principais tópicos de validação de resultados podem ser descritos como a
Figura 18:
Figura 18 - Modelo de perguntas para checagem de resultados na aplicação do QC Story (UNILEVER, 2010)

45
2.7.2.11 Padronização
Todas as soluções implementadas e que alcançaram um resultado benéfico
devem ser padronizadas com a introdução de novos procedimentos ou métodos
de controle, ou transformadas de acordo com o padrão existente. Este passo
assegurará que todos os controles implementandos se afixem e se estabeleçam
de uma maneira que seja impossível a volta para a situação inicial antes da
aplicação da ferramenta QC Story.
Pontos chaves:
Definir os procedimentos de trabalho e o tempo para cada tarefa;
Definir como a coleta de dados e monitoramento devem ser realizados de
maneira contínua;
Assegurar que a responsabilidade não fique focada e alocada;
A Figura 19 é exemplo de método de padronização:
Figura 19 - Modelo de perguntas para padronização de resultados alcançados na aplicação do QC Story (UNILEVER, 2010)
46
2.7.2.12 Planos futuros
O objetivo é avaliar os benefícios tangíveis e intangíveis (facilidade de operação,
segurança, limpeza, melhoria do ambiente de trabalho, etc). Em esta última etapa
ocorre a publicação interna e externa dos métodos e resultados alcançados e sua
comemoração.

47
3 METODOLOGIA
3.1 A PESQUISA-AÇÃO
A pesquisa-ação surgiu da necessidade de superar a lacuna entre a teoria e
prática. É um tipo de pesquisa empírica e se opõe ao seguimento tradicional
considerado “não-reativo”. É uma metodologia que estimula a participação das
pessoas envolvidas, fazendo com que elas interfiram diretamente no objeto ou
situação estudada (NETO, 2002).
Vergara (2005) define a pesquisa-ação como sendo uma estratégia de pesquisa
que tem como objetivo solucionar problemas por meio de ações definidas e
refletidas por pesquisadores e sujeitos envolvidos. Pode ser aplicada em qualquer
ambiente de interação social, no qual estão envolvidos pessoas, tarefas e
procedimentos.
Segundo Engel (2000), este tipo de método possui a característica de ser
situacional, procurando solucionar um problema pontual em uma situação
também pontual. Além disso, possui capacidade de auto-avaliação, onde as
modificações introduzidas na prática são avaliadas no decorrer do processo de
intervenção.
Em um trabalho realizado por Turrioni e Mello (2007), a pesquisa-ação é
representada por um ciclo, proporcionando o constante aprimoramento através da
retroalimentação do sistema, tendo como ponto central a presença do
monitoramento, que consistirá em um conjunto de observações e medições de
parâmetros, de modo continuo ou frequente, servindo como controle ou alarme de
desvios. Ela é composta por cinco fases: Planejamento da pesquisa; coleta de
dados; análise e planejamento de ações; implementação de ações e avaliação de
resultados.
Cada fase pode ser mais bem compreendida através de ações especificas como
demonstrado na Figura 20 (TURRIONI e; MELLO, 2007):

48
Figura 20 - Método de pesquisa-ação (TURRIONI e; MELLO, 2007)
3.2 MÉTODO E FERRAMENTA
O QC Story é aplicado como uma ferramenta de gestão em empresas para
reduzir ou eliminar perdas crônicas de acordo com a situação estudada, seguindo
um fluxo simplificado e que facilite o pesquisador a atuar nas causas raízes. Esta
abordagem apresentada pode ser relacionada ao método de pesquisa-ação
descrito no tópico anterior, pois ambas estão focados na resolução de um
problema dentro de um meio através da ação de pessoas.
Um modo simples para exemplificar a semelhança e justificar o uso da ferramenta
em um trabalho acadêmico é demonstrado através da comparação da estrutura
Planejar a pesquisa-
ação
Coletar dados
Analisar dados e planejar ações
Aplicar ações
Avaliar resultados
Definir situação, interessados e critérios de avaliação;
Mapear literatura e objetivo de pesquisa;
Definir unidade de análise e técnica de coleta de dados.
Registro de dados;
Realimentar dados.
Tabular dados;
Comparar dados empíricos com a teoria;
Elaborar plano de ações.
Implementar o plano de ações.
Avaliar resultados;
Prover estrutura para replicação;
Desenhar implicações;
Redigir relatório.
Monitoramento

49
física, onde os doze passos do QC Story podem ser integrados nas cinco fases
da pesquisa-ação, conforme apresentado na Figura 21:
As 5 etapas da Pesquisa Ação Os 12 passos da QCStory
Planejar a pesquisa-ação
1. Identificação de perdas
2. Seleção de tema e justificativa
3. Princípio de funcionamento
4. Identificar o fenômeno
5. Estabelecimento de objetivos
6. Preparar o plano de atividades
Coletar dados 7. Analisar a causa raiz1
Analisar e planejar ações 7. Analisar a causa raiz¹
8. Proposta de contramedidas
Implementar ações 9. Implementação de contramedidas
Avaliar resultados
10. Checar resultados
11. Padronização
12. Planos futuros
Figura 21 - Correlação entre as etapas da Pesquisa-Ação e os 12 Passos do QC
Assim, o QC Story será utilizado no presente trabalho para a elaboração de um
projeto de redução no consumo de água em torres de resfriamento de corrente
cruzada em uma indústria alimentícia, através do seguimento de seus doze
passos, aplicando ferramentas auxiliares quando necessário.
A oportunidade de realizar o estudo sobre as torres de resfriamento surgiu da
necessidade apresentada pelo plano de sustentabilidade da companhia, que visa
reduzir pela metade o seu consumo geral de água potável até o ano de 2020,
comparando-o ao de 2010. A empresa possui um time multifuncional focado nesta
missão e que, através de um monitoramento constante e utilização do QC Story,
busca pontos de melhoria em todo seu processo produtivo.
1 A análise da causa raiz é caracterizada pela coleta de dados que proporciona o profundo
conhecimento e recursos suficientes para estudar o problema e por isso está inserida em duas etapas da pesquisa-ação.

50
3.3 OBJETO DE PESQUISA
3.3.1 Empresa
A empresa tratada neste trabalho é um grupo anglo-holandês, resultado da fusão
em 1929, de duas empresas que tinham nos óleos e gorduras vegetais as suas
matérias-primas mais importantes.
Iniciou suas atividades no Brasil, comercializando sabão, importado da Inglaterra.
Apenas um ano após sua fundação inaugurou sua primeira fábrica no Brasil, em
Vila Anastácio (SP), e não parou mais de crescer. Diversificou sua produção,
lançou produtos inovadores e passou a liderar mercados.
É uma das maiores empresas de bens de consumo do mundo, fabricante de
produtos de higiene pessoal e limpeza, alimentos e sorvetes, com operações em
mais de 100 países. Está presente em 100% dos lares brasileiros e seus produtos
atingem, mensalmente, 86% dos domicílios, ou seja, cerca de 37 milhões.
Atualmente, a empresa conta com 12 fábricas nos estados de São Paulo, Goiás,
Minas Gerais e Pernambuco e cerca de 12 mil funcionários. Para este trabalho o
foco é uma unidade alimentícia, responsável por toda a produção brasileira de
bebidas a base de soja.
A companhia atua em várias frentes em relação à sustentabilidade, desde
iniciativas ligadas à manufatura, como a redução das emissões de carbono e a
economia de água ao longo da cadeia produtiva, o incentivo à utilização de
energia renovável até a reciclagem da totalidade dos resíduos gerados nas
fábricas.
3.3.2 Processo
As torres de resfriamento do presente trabalho estão divididas em cinco unidades
e são operadas sem interrupções devido à alta demanda da produção de bebidas
a base de soja. Apresentam o seguinte layout físico e informações básicas de

51
operação, conforme Figura 22 e Tabela 1. O medido de vazão de água de
reposição está localizado na tubulação de entrada e é responsável por alimentar
todas as torres.
Nota-se neste esquema, que para as torres 1 e 2, assim como 3 e 4, existe um
único sistema de dosagem de químicos temporizado. Um equipamento exclusivo
atende a necessidade da torre 5, que por ser a ultima instalada, não foi integrada
ao conjunto existente.
Figura 22 - Disposição física das torres na empresa

52
Tabela 1 - Condições básicas de operação das torres de resfriamento apresentada pela empresa
Torre Vazão (m³/h) T entrada (ºC) T saída (ºC) SiO2 (ppm)
Refrigeração dos equipamentos
Torre 1 200 32,70 28,50 90 -Chillers 1, 2, 3 e 4
-UHT 2
-Inativação 1, 2 e 3
Torre 2 200 33,50 30,00 90 -Chillers 1, 2, 3 e 4
-UHT 2
-Inativação 1, 2 e 3
Torre 3 210 35,00 30,00 100 -UHT 1 e 3
-Chiller 5
-Inativação 4 e 5
Torre 4 250 32,80 28,50 100 -UHT 1 e 3
-Chiller 5
-Inativação 4 e 5
Torre 5 500 32,00 28,00 100 -UHT 4
-Chiller 6
-Planta piloto
O controle de concentração de sais e de microrganismos é realizado através da
dosagem de compostos químicos em um sistema temporizado, fornecidos por
uma empresa terceira especializada. A medição do ciclo de concentração é feita
de maneira manual pela mesma empresa. Devido a este fator, toda a drenagem
para controle do ciclo é feita por abertura manual de válvulas para dreno, sem um
controle específico da quantidade descartada. A concentração máxima permitida
de SiO2, o qual é o sal limitante e indicador utilizado para substituição de água, é
de 150 ppm na água de circulação do sistema.
A reposição de água, devido a perdas líquidas e evaporação, é realizada por um
sistema próprio com medidor de vazão único, monitorado diariamente por um
sistema eletrônico para análise do departamento de Utilidades. Esta água é
proveniente de poços artesianos, possuindo uma concentração natural de
aproximadamente 35 ppm de SiO2.
A água das torres basicamente é utilizada como apoio ao sistema de refrigeração
central, composto de propileno-glicol. O propileno-glicol, devido a suas

53
características químicas, possui uma ótima capacidade de troca térmica, porém
apresenta um alto custo para o processo, assim para otimizá-lo, a água das torres
é utilizada para realizar uma primeira troca térmica e após isso o propileno-glicol é
utilizado.
Através das informações coletadas, viu-se a oportunidade de modernização do
funcionamento das torres de resfriamento que poderiam gerar economias para o
processo em geral.

54
4 RESULTADO E DISCUSSÃO
Seguindo a metodologia QC Story escolhida dentro da pesquisa-ação, os dozes
passos foram desenvolvidos de maneira a facilitar o modo de trabalho.
4.1 IDENTIFICAÇÃO DA PERDA
A perda escolhida foi guiada pela politica de sustentabilidade adotada, a categoria
da empresa e ao tipo de tecnologia, o que direcionou o estudo para o alto
consumo de água utilizado nas manufaturas. Porém, apenas a identificação do
problema não foi suficiente para tratá-lo. Foi necessário focar em uma área
específica que mais contribuía para este número. Assim, um sistema composto
por medidores de vazão em todos os pontos do site foi utilizado para encontrar a
resposta. Com esta informação, o histograma apresentado no Gráfico 4 foi
montado, facilitando a visualização dos dados.
Gráfico 4 - Consumo de água da fábrica entre Jan/2013 a Maio/2013

55
A primeira análise do Gráfico 4 demonstrou que o maior consumo estava
focalizado na produção de bebidas (Beverages) devido a composição da mesma.
Toda a água utilizada nesta manufatura é fornecida por três linhas principais de
distribuição, chamadas Linha 1, 2 e 3. Foi então feita uma nova estratificação para
descobrir a distribuição do consumo de água entre estas três linhas (Gráfico 5).
Gráfico 5 - Consumo de água potável da manufatura de bebidas por linha de distribuição
O Gráfico 5 demonstrou que a Linha 1, também chamada FT 08, era a maior
consumidora, porém apenas 20,82% de todo seu volume foi mensurado por
hidrômetros subsequentes e se fosse escolhida, causaria um impacto na próxima
análise de dados, podendo apontar uma área que necessariamente não seria a
causadora da perda.
Devido a esta falta de informação, a Linha 2 (FT 09) foi escolhida, pois foi a que
mais apresentou pontos de medição identificados, com catorze equipamentos.
Estes medidores estão localizados na entrada de cada etapa do processo,
conforme Gráfico 6. Como resultado desta última estratificação, o processo de
resfriamento realizado pelas torres em contracorrente foi sinalizado como o maior
contribuinte para o problema analisado.

56
Gráfico 6 - Consumo de água na manufatura de bebidas divido por equipamentos
4.2 SELEÇÃO DE TEMA E JUSTIFICATIVA
Com base na perda encontrada através da estratificação do consumo de água da
planta, foram definidos o tema e a justificativa, conforme segue:
Tema: Redução no consumo de água nas torres de resfriamento da
manufatura de bebidas.
Justificativa: As torres de resfriamento possuem uma grande reposição em
seu volume devido a perdas ao longo do seu processo, gerando
desperdícios de água e produtos químicos utilizados em seu tratamento.
4.3 PRINCÍPIO DE FUNCIONAMENTO
O principio de funcionamento está descrito detalhadamente no capítulo 2.5,
porém pode ser simplificado a título de apresentação e representado pela Figura
23.

57
Princípio de funcionamento: As torres de resfriamento são usadas para produzir o
contato direto entra a água quente proveniente de um processo com o ar,
objetivando o resfriamento da água para que ela possa ser novamente usada no
processo. O resfriamento se dá pela transferência do calor sensível perdido pelas
gotículas não vaporizadas para as gotículas vaporizadas que terão o calor latente
suficiente para mudança de estado.
Figura 23 - Funcionamento básico de uma torre de resfriamento em contracorrente (CANDIDO, 2011)
4.4 IDENTIFICAR O FENÔMENO
O fenômeno foi formado através das respostas dadas as perguntas que estão
presentes dentro da ferramenta 5W 2H (Figura 24) , as quais são colocadas em
uma sequência lógica para formação da ideia principal. Esta etapa foi realizada
com os operadores da área e presença física na mesma, para que as dúvidas
pudessem ser sanadas no próprio local. A definição do volume de água gasto foi
realizada através do mesmo sistema responsável pela estratificação no Passo 1.
Este passo foi de grande importância para a aplicação da ferramenta, pois todas
as atividades realizadas basearam-se no mesmo.

58
5W 2H O que? (What?)
O que aconteceu? Qual é o problema? Consumo de água. Quando? (When?)
Quantas vezes ocorreu num determinado período de tempo?
Quando os níveis de água das bacias das torres estão baixos e as boias são ativadas.
Onde? (Where?) Onde você está vendo os problemas?
(local/máquina/linha/componente) Nas torres de resfriamento da manufatura de bebidas.
Quem? (Who?) O problema está relacionado com a habilidade?
(operação/manutenção). Há relação com o turno?
Depende da habilidade dos operadores e manutentores.
Qual? (Which?) A tendência (aleatória ou padrão)? Ex:
Crescente ou decrescente, c/ tipo de produto, temperatura, umidade do ar, sequência de
operação (início/troca).
Tendência variável, crescente com aumento da produção e aumento da temperatura ambiente.
Como? (How?) Qual o desvio entre o normal e o anormal?
Descarte contínuo e não controlável para o dreno e evaporação excessiva.
Quanto Custa? (Howmuch?) Qual o custo (R$) envolvido?
Consumo de 3356,59 m³ por mês.
Fenômeno Como +O quê
+Onde+Quando+Qual+Quem+Quanto = Fenômeno
Descarte contínuo e não controlável para o dreno e evaporação excessiva, com consumo de água potável nas torres de resfriamento da manufatura de bebidas quando os níveis de água das bacias das torres estão baixos e as boias são ativadas, com tendência variável, crescente com aumento da produção e aumento da temperatura ambiente, dependendo da habilidade dos operadores e manutentores, consumindo 3356,59 m³ por mês.
Figura 24 - Análise 5W 2H
4.5 ESTABELECIMENTO DE OBJETIVO
O objetivo traçado foi a redução da água de reposição das torres de resfriamento,
cuja medida foi feita através do hidrômetro instalado na tubulação de alimentação.
A redução de água pode ser calculada com base na concentração de sílica (SIO2)
apresentada por cada torre. Se o sistema precisa ser otimizado, a concentração
deste sal na água de circulação deve alcançar o máximo permitido para que não
haja deposição por saturação, ou seja, 150 ppm, mantendo a mesma vazão de
circulação, a concentração de 35 ppm da água de reposição e as temperaturas de
troca térmica. Este procedimento permite que o ciclo de concentração aumente.

59
O aumento do valor do ciclo resulta na diminuição da perda líquida, pois a água
terá um tempo maior dentro do sistema de resfriamento e não será drenada.
Como a água não é drenada, o sistema não é obrigado a repor esta perda, o que
resulta em uma diminuição do consumo de água potável.
A seguir, é demonstrada a sequência de cálculos da situação inicial e da situação
otimizada para a Torre 1:
Situação Inicial:
Pela Equação 2, a vazão de evaporação foi dada por:
Já o ciclo de concentração pôde ser calculado pela Equação 6:
O valor total das perdas líquidas pode ser encontrado através da somatória de
perdas por arraste, purga e outros, porém, neste trabalho, foi calculado utilizando
os parâmetros de evaporação e ciclo de concentração, conforme Equação 9:
Com o valor das perdas líquidas (L) somada a perda por evaporação (E), obteve-
se o consumo de reposição inicial (R) da Torre 1 através da Equação 5.

60
Situação otimizada:
( )
( )
( )
Como não houve alteração nos dois primeiros parâmetros, a perda de água por
evaporação não se alterou:
Já o ciclo de concentração foi novamente calculado pela Equação 6:
A diminuição do ciclo levou a redução da perda líquida, conforme cálculo abaixo:
Com o valor das perdas líquidas (L’) somada a perda por evaporação (E), obteve-
se o novo consumo de reposição (R’) da Torre 1:
’

61
O raciocínio valeu-se para todas as torres. Nas Tabelas 2 e 3 estão descritos os
resultados obtidos para otimização e cálculo de possível redução de água de
cada torre:
Tabela 2 - Condições básicas para cálculos de otimização nas torres
Torre Q
(m³/h)
ºC E
(m³/h) SiO2 (ppm)
Inicial SiO2 (ppm) Otimizado
1 200 4,2 1,45 90 150
2 200 3,5 1,21 90 150
3 210 5,0 1,82 100 150
4 250 4,3 1,86 100 150
5 500 4,0 3,46 100 150
Tabela 3 - Condições ideais vs. otimizadas para cálculo de redução na água de reposição
Torre x
Inicial x'
Otimizado L
(m³/h) L'
(m³/h) R
(m³/h) R'
(m³/h) Redução
(m³/h)
Redução R
(m³/mês)
1 2,57 4,29 0,92 0,44 2,38 1,90 0,48 347,39
2 2,57 4,29 0,77 0,37 1,98 1,58 0,40 289,49
3 2,86 4,29 0,98 0,55 2,79 2,37 0,43 306,19
4 2,86 4,29 1,00 0,57 2,86 2,43 0,44 313,48
5 2,86 4,29 1,86 1,05 5,32 4,51 0,81 583,22
Total 2,56 1839,78
A redução de 1839,78 m³/mês foi adotada como objetivo a ser alcançado (Figura
25), reduzindo em 54,81% o consumo inicial de água.
Figura 25 - Objetivo da pesquisa-ação nas torres de resfriamento
3356,59
1839,78 1516,81
0,00
500,00
1000,00
1500,00
2000,00
2500,00
3000,00
3500,00
4000,00
Consumo Inicial Objetivo deRedução
Consumo Ideal
Co
ns
um
o d
e á
gu
a n
as
5
torr
es
(m
³/m
ês
)

62
4.6 PREPARAR PLANO DE ATIVIDADES
O plano de evolução resultante da aplicação do QC Story foi preparado com todo
o time envolvido, para que cada ação fosse direcionada a pessoa correta, por
exemplo, para a identificação do fenômeno era indispensável a presença de um
operador da área e de um mecânico, o qual é responsável pela manutenção da
mesma. Na Figura 26 é apresentado o plano mestre.
Figura 26 - Plano de atividades para a aplicação da ferramenta QC Story
4.7 ANALISAR CAUSA RAIZ
Para avaliação das causas raízes, utilizou-se o método dos 5 “por quês”, com a
presença de um membro do departamento de Utilidades, meio ambiente e um
mecânico para auxilio nas questões técnicas, conforme Figura 27.
Checar
1- Identificação da perda Sanches/Cano
2- Seleção do tema e Justificativa Sanches
3- Principio de Funcionamento Rodrigo Campos (Nalco)
4- Identificação do Fenômeno Jorge/Erivelto/Sanches/Janaina/Cano
5- Estabelecimento dos Objetivos Cano/Rodrigo Campos/Sanches/
6- Preparar Planos Janaina
Analizar
7- Análise das Causas Raizes Jorge/Erivelto/Sanches/Janaina/Cano
Planejar
8- Proposta de Contramedidas Rodrigo Campos/Sanches/Cano
Executar
9- Implementação de Contramedidas Rodrigo Campos/JK/Jorge
Checar
10- Checagem de Resultados Sanches/Janaina
Analizar
11- Padronização Sanches
Planejar
12 - Planos Futuros Sanches/Janaina/Cano
Planejado Realizado
Sem
47
Atividades Quem? Sem
41
Sem
42
Sem
43
Sem
44
Sem
45
Sem
46
Sem
30
Sem
29
Sem
31
Sem
26
Sem
35
Sem
36
Sem
37
Sem
38
Sem
39
Sem
40
Sem
32
Sem
33
Sem
34
Sem
24
Sem
25
Sem
27
Sem
28
Plano de Aplicação da Ferramentajun/13 jul/13 ago/13 set/13 out/13 nov/13

63
ANÁLISE DOS 5 “POR QUÊS”
Perda de Material
3356,59 m³/mês
Local da Perda
Torres de Resfriamento Data de Análise
25/07/13
Fenômeno
Descarte contínuo e não controlável para o dreno e evaporação excessiva, com consumo de água potável nas torres de resfriamento da manufatura de bebidas
quando os níveis de água das bacias das torres estão baixos e as boias são ativadas, com tendência variável, crescente com aumento da produção e aumento
da temperatura ambiente, dependendo da habilidade dos operadores e manutentores, consumindo 3356,59 m³ por mês.
POR QUÊ
1 POR QUÊ
2 POR QUÊ
3 POR QUÊ
4 POR QUÊ
5 AÇÃO
A
Alto consumo de água potável
nas torres de
resfriamento
Porque existe perda de água nas
Torres
Por excesso de
evaporação da água
Devido o uso da
capacidade total de
rotação dos ventiladores
Não existe um
modulador de
frequência em relação
a temperatura
- Instalação de um modulador de frequência
nos motores dos ventiladores ligado a
variação de temperatura da água na bacia das torres
B
Porque a vazão do sistema é muito alta
Porque todas as
bombas de transferência
estão ligadas
- Criação de procedimento de uso das bombas de
acordo com a necessidade do processo de fabricação
C
Devido ao arraste de água para fora das Torres
Não há um sistema eficiente
para eliminar as
gotas
Nunca foi considerado significativo o volume de
água arrastado
pelos ventiladores
-Instalação ou recuperação de perfis retentores, compostos de barras
perfiladas de PVC ou fibra-cimento.
D
Porque as boias de
regulagem de entrada
de água não seguem um
padrão
Porque não há um
sistema de manutenção
ou regulagem preventiva
Porque a manutenção
era realizada
apenas com a quebra
-Criação de check-list para torres, referente à operação e padrões pré-estabelecidos
E
Porque existem
vazamentos laterais de
água
Porque partes
físicas estão com defeito
Porque nunca foi realizado
uma restauração
-Recapacitação física das torres
F
Porque não há um
controle da quantidade
de água descartada pela purga
Porque o sistema de
purga é realizado de
maneira manual por abertura de
dreno
Porque no projeto a
automação do dreno
não é levado em conta
-Automação da quantidade de água descartada segundo
necessidade do sistema
Continua

64
POR QUÊ
1 POR QUÊ
2 POR QUÊ
3 POR QUÊ
4 POR QUÊ
5 AÇÃO
G
Porque a água é
descartada antes de
estar com a concentração máxima de
sais permitida
Porque não há um
sistema de leitura de sais antes
do descarte
Porque as leituras de sais são
feitas apenas por terceiros e
quinzenalmente
-Busca de um sistema automático de leitura,
dosagem de químicos e descarte de água com altas
concentrações de sais
H
Porque ocorre
transbordamento desta água em algumas
torres
Porque a quantidade
de água recebida do processo é maior que a quantidade
perdida naquele
momento
Porque um alto volume
de água recuperada do processo
é enviado para uma torre em
específico
-Realizar um sistema para enviar o transbordo de água entre as torres, garantindo
que o excesso de água sempre será utilizado em
outra
-Realizar um sistema de equalização entre torres
Figura 27 - Análise das causas raízes para as torres de resfriamento
4.8 PROPOSTA DE CONTRAMEDIDAS
As causas raízes da perda foram analisadas pelo time, para checar custo,
prioridade, viabilidade e esclarecer aspectos para definição das ações. O
resultado segue na Figura 28.
ANÁLISE DAS PROPOSTAS
AÇÃO COMENTÁRIO GERAL
CUSTO (R$)
Baixo (<5 k)
Médio (>5k e < 20k)
Alto (> 20k)
PRIORIDADE
Alta (A)
Média (B)
Baixa (C)
A
Instalação de um modulador de frequência nos motores dos
ventiladores ligado a variação de
temperatura da água na bacia das torres
Este modulador possibilita a redução de energia elétrica através da redução de rotação dos ventiladores. Isto será possível quando a
temperatura ambiente estiver mais baixa (inverno) e a transferência de calor não será
alterada com a diminuição do fluxo de ar. Para sua instalação, o painel elétrico atual deve
possuir espaço para instalação de um modulador de frequência. Ele deve ser
fabricado pela empresa de automação com contrato vigente. O sistema pode ser
integrado no supervisório utilizado pela operação para controle de parâmetros do
processo. A economia gerada pelo investimento deve ser definida.
Alto C

65
AÇÃO COMENTÁRIO GERAL
CUSTO (R$)
Baixo (<5 k)
Médio (>5k e < 20k)
Alto (> 20k)
PRIORIDADE
Alta (A)
Média (B)
Baixa (C)
B
Criação de procedimento de uso
das bombas de acordo com a
necessidade do processo
Para as torres 3, 4 e 5, existem pares de bombas em funcionamento no processo atual.
Deve ser verificada a necessidade de utilização de todas ao mesmo tempo, ou se apenas uma é capaz de atender o processo, deixando a outra como backup. Isto gerará uma economia de energia e de água, pois diminuirá o fluxo (Queda da evaporação).
Um LPP (Lição ponto a ponto) deve ser feita para instruir todos os operadores do resultado.
Baixo A
C
Instalação ou recuperação de perfis retentores, compostos de barras perfiladas
de PVC ou fibra-cimento
Os perfis retentores farão parte da recapacitação das torres como um todo, pois todo o processo de recuperação é realizado
por empresas terceiras e para minimizar custos, elas devem ser acionadas com uma
proposta geral
Médio B
D
Criação de check-list para torres, referente à operação e padrões
pré-estabelecidos
O check-list deve conter todas as modificações que serão realizadas nas torres e contendo uma especificação para as boias.
Uma demarcação física do nível de água deve ser feito nas torres para checagem.
Baixo A
E Recapacitação física
das torres
A recapacitação, além do conserto das venezianas laterais, devem incluir a troca de
enchimentos, bicos injetores, canaletas e qualquer outra parte que for identificada. Deve
ser feita pela mesma empresa responsável pelo projeto
Alto B
F
Automação da quantidade de água descartada segundo
necessidade do sistema
O descarte de água atual é manual, devido ao sistema de tratamento químico temporizado.
Deve ser feito a troca do sistema por um automatizado, onde tanto o químico quanto a
água serão acrescidos ou descartados de acordo com a concentração de sais na água de circulação. Este aparelho está disponível através de parceiros da empresa e funcionam pela adição de um químico rastreável com os
anti-inscrustante, biocidas e outros componentes.
Alto A
G
Busca de um sistema automático de leitura, dosagem de químicos
e descarte de água com altas
concentrações de sais
Idem ao anterior. Alto A
H
Realizar um sistema de transbordo de
água entre as torres 2 3, garantindo que o excesso de água
sempre será utilizado em outra e não será
desperdiçado.
O sistema de transbordo deve ser realizado entre as torres 2 e 3, devido a disposição das mesmas. Esta ligação evitará com que haja o
transbordamento de água da torre 2. Esta água em excesso será redirecionada para a
torre 3.
Médio C

66
AÇÃO COMENTÁRIO GERAL
CUSTO (R$)
Baixo (<5 k)
Médio (>5k e < 20k)
Alto (> 20k)
PRIORIDADE
Alta (A)
Média (B)
Baixa (C)
I Realizar um sistema de equalização entre
torres
A equalização e ligação devem ser feitas utilizando o sistema de transbordo entre torres 3, 4 e 5, que não são utilizados atualmente. A ligação atual deve ser rebaixada, formando um sistema para otimizar o uso de um único equipamento de dosagem de químicos que será instalado. Isto gerará redução no gasto
com tubulações e equipamentos.
Médio C
Figura 28 - Análise de cada proposta resultantes da causa-raiz
4.9 IMPLEMENTAÇÃO DE CONTRAMEDIDAS
Através da especificação de cada ação no passo anterior, foi realizado a
montagem do plano de ação para a implementação das contramedidas.
Elas foram submetidas a análise do time de segurança, saúde e meio-ambiente
para garantir que nenhuma mudança geraria algum tipo de risco a pessoa
presente ou ao ambiente onde está inserido. A Figura 29 apresenta o plano de
ação resultante:
PLANO DE AÇÂO
Nº O que fazer? Quem?
Quando?
Ags/13 Set/13 Out/13 Nov/13
S
3
3
S
3
4
S
3
5
S
3
6
S
3
7
S
3
8
S
3
9
S
4
0
S
4
1
S
4
2
S
4
3
S
4
4
S
4
5
S
4
6
S
4
7
1 Levantar requisitos de temperatura e padrões de
instalação necessários para comissionar o modelador
Sanches
Alex
2 Criação de procedimento relacionando ao uso de
bombas/necessidade de processo
Jorge
Alex
3 Estabelecimento de condições físicas básicas das torres
(Bicos injetores, perfis retentores, vedação, etc) Vettor
4 Estudo de viabilidade do sistema automático para
dosagem de químicos Sanches
5 Instalação de um sistema de transbordo entre as torres
2 e 3 JK

67
6 Instalação de um sistema de equalização entre as torres
3, 4 e 5 JK
7 Instalação um sist. automático para as torres 1 e 2, com
adição de um dique, grade e linha de ácido.
Rodrigo
JK
Sanches
8 Instalação um sist. automático para as torres 3,4 e 5,
com adição de um dique, grade e linha de ácido.
Rodrigo
JK
Sanches
9 Reformulação de check-list para operação das torres
com base nas mudanças efetuadas Sanches
10 Instalar chaves de segurança nos drenos das torres,
evitando dreno manual.
Cano
Janaina
11 Assegurar que drenos das torres serão enviados a ETE
e não água pluvial Cano
12 Instalar cadeados nas escadas de acesso ao motor das
torres por motivos de segurança Sanches
13 Padronização na identificação visual do sistema para
facilitar manutenção ou identificação futura de falhas
Sanches
Terra
Figura 29 - Plano de ação para redução de perda em torres
4.10 CHECAR OS RESULTADOS
O objetivo desta pesquisa-ação está ligado com a redução no consumo de água
nas torres de resfriamento, o qual foi monitorado pela presença de um medidor de
vazão, porém outros benefícios foram identificados, conforme descritos a seguir.
A primeira modificação está presente no layout e disposição dos equipamentos
das torres e podem ser verificado pela Figura 30. As equalizações presentes entre
as torres possibilitaram a divisão do sistema em dois grandes conjuntos, para
otimizar o uso dos novos equipamentos de adição de químicos devido ao alto
valor de investimento. O primeiro atendeu a necessidade das torres 1 e 2, já o
segundo esteve para as torres 3, 4 e 5, com dosagem realizada na 4. Estes novos
equipamentos automatizados foram deslocados para as laterais em função da
restrição do espaço que causavam os seus antecessores. A mudança de posição
possibilitou o atendimento de alguns requisitos de segurança, como a presença
de diques para conter vazamentos em caso de acidentes (Figura 31), além da

68
instalação de gaiolas que restringem o acesso a esses produtos químicos, uma
vez que são classificados como corrosivos.
Além disso, foram desligadas duas bombas de transferência, pois não afetavam
o funcionamento do processo. Também ocorreu a instalação do sistema de
transbordo, levando o excesso de água da Torre 2 para a 3.
Figura 30 - Novo layout apresentado pelo sistema após modificações
Figura 31 – Modelo de pallets de contenção instalados (PLASBOX)

69
Com as modificações implementadas em setembro/2013, alcançou-se uma
redução na perda em 43,94% em relação ao consumo médio inicial, conforme
Gráfico 7. O gasto de setembro esteve abaixo do estimado como ideal de 1516,81
m³/mês pois a instalação dos equipamentos e outras alterações só aconteceram
na primeira quinzena deste mesmo mês. Se somente o consumo da segunda
quinzena for comparado ao mesmo período médio dos meses anteriores, uma
redução de 53,13% é encontrada, conforme Gráfico 8.
Gráfico 7 - Volume de água consumida nas torres de resfriamento
Gráfico 8 - Volume de água consumida durante quinze dias nas torres de resfriamento
3356,6
1881,73
0
500
1000
1500
2000
2500
3000
3500
4000
Consumo médio inicial Setembro
Co
ns
um
o d
e á
gu
a n
as
to
rre
s
de r
es
fria
me
nto
da
ma
nu
fatu
ra d
e
beb
idas
(m³/
mê
s)
1678,3
786,67
0
200
400
600
800
1000
1200
1400
1600
1800
Consumo médioquinzenal
Setembro
Co
ns
um
o d
e á
gu
a q
uin
ze
nal
nas
to
rre
s d
e r
es
fria
me
nto
da
ma
nu
fatu
ra d
e b
eb
idas
(m
³)

70
Tratando-se do consumo mensal de produtos químicos, observou-se uma
redução de 10,98% para o produto ST 70 e 15,04% para o 3DT 60, conforme
Gráfico 9. Este objetivo secundário foi alcançado graças ao controle fino
proporcionado pelo sistema automatizado de dosagem de químicos que realizam
a drenagem apenas quando a concentração de sais está acima de 150 ppm,
impossibilitando o desperdício dos mesmos.
Gráfico 9 - Consumo de químicos nas torres de resfriamento
Um último ponto identificado como causa raiz foi o uso de inversores de
frequência nos ventiladores das torres para diminuição da evaporação e redução
do consumo de energia elétrica. Através da ação gerada para o estudo desta
possibilidade, chegou-se ao resultado que a sua compra e comissionamento não
eram viáveis, pois a economia no valor da energia elétrica não era suficiente para
pagar o alto investimento em apenas três anos, o qual é o pré-requisito dado pela
companhia para aprovação de um investimento em ativo.
4.11 PADRONIZAÇÃO
Todas as modificações na estrutura física das torres de resfriamento foram
divulgadas em um sistema interno de comunicação chamado “Registro de
160,71
143,06 142,57
121,13
0,00
20,00
40,00
60,00
80,00
100,00
120,00
140,00
160,00
180,00
Média consumo Setembro
Ga
sto
de p
rod
uto
s q
uím
ico
s
para
tra
tam
en
to d
as
to
rre
s
(kg
/mê
s)
ST 70
3DT 60

71
Melhores Práticas”. Esta ferramenta “on line” permitiu a divulgação ou consulta da
melhoria, além de facilitar a atualização do plano de manutenção, pois identificou,
de maneira clara, o que foi realizado e porque, a fim de evitar que a perda
retornasse ao processo. As Figuras 32 a 36 apresentam parte das modificações
realizadas e cadastradas.
Figura 32 - Realização de um sistema de transbordo entre Torres 3, 4 e 5

72
Figura 33 - Vedação de venezianas da Torre 5
Figura 34 - Restauração de enchimentos da Torre 3

73
Figura 35 - Mudança de sistema de dosagem
Figura 36 - Transbordo entre torres 3, 4 e 5

74
Em relação a modificação do check-list, foram adicionados alguns elementos,
como a checagem das boias e ventiladores, níveis de produtos e se as bombas
de backup continuam desligadas, além de outros pontos, conforme Figura 37.
Figura 37 - Novo check-list apresentado para operação
4.12 PLANOS FUTUROS
A determinação dos planos futuros se baseou no sucesso e efetividade de
aplicação da ferramenta. Nesta pesquisa-ação, o objetivo de redução do consumo

75
de água potável foi alcançado devido a interação e participação ativa de todo o
time, que foram reconhecidos pelo esforço e dedicação através da divulgação de
seus nomes nos quadros de informação da empresa, como mostra a Figura 38.
Figura 38 - Agradecimento posicionado na porta do restaurante da empresa pelo esforço e ação do time no projeto de redução de água
Neste passo também foram descritas algumas atividades relacionadas com a
continuidade do projeto, identificação de novas oportunidades, entre outros,
como:
Acompanhar a efetividade da aplicação do novo check-list e se há
oportunidade de otimizá-lo por questão de tempo;
Desafiar empresa terceira a desenvolver equipamentos de dosagem de
químicos cada vez mais sustentáveis, diminuindo consumo de produtos e
aumentando o ciclo de concentração da água;
Desafiar empresa terceira a utilizar químicos menos agressivos e que não
coloquem a segurança do operador em risco, aplicando princípios da
Química Verde e que possuem relação com a estratégia de
sustentabilidade da companhia;

76
Estudar possibilidades de reusar a água com alta concentração de sais
para jardinagem, limpeza externa, etc, desde que não apresentem riscos
de contaminação de solo ou modificação de flora;
Estudar alternativa mais viável referente ao modelador de frequência para
economia de energia, justificando investimento;
Buscar alternativas para substituir a água potável utilizada nas torres de
resfriamento, como água de chuva, reduzindo volume de água gasto,
assim como seu tratamento químico;
Obter controle individual de consumo, com a instalação de hidrômetros
para cada torre, para a identificação de desvios e novas oportunidades;
Fazer um benchmarking para torres de outras manufaturas,
independentemente do tipo de produto fabricado;
Maior divulgação de ações relacionadas ao time de sustentabilidade.

77
5 CONCLUSÃO
A aplicação da ferramenta QC Story dentro da metodologia de pesquisa-ação
possibilitou a correlação entre este método de pesquisa com um modo de
trabalho da adotado pela empresa, trazendo para a base prática o conhecimento
teórico adquirido na literatura.
Como resultado do desenvolvimento dos dozes passos, conclui-se também que:
A ferramenta QC Story pode ser aplicada a qualquer tipo de perda
classificada como crônica, sendo de grande valia dentro do contexto e
estratégia de sustentabilidade traçado dentro de um meio, reduzindo o
desperdício de recursos naturais, como a água;
Alcançou-se uma redução de 53,13% do volume total de água potável
utilizado nas torres de resfriamento de uma manufatura de bebidas;
Devido à mudança no controle de dosagem de químicos, houve uma
redução no gasto com produtos para tratamento de incrustações, corrosão
e contaminação microbiológica;
Otimizou-se a utilização de novos equipamentos e ativos existentes através
da interligação de torres, criando dois grandes sistemas de resfriamento;
Incluíram-se procedimentos operacionais para checagem de condições de
funcionamento, possibilitando a aplicação de uma manutenção preventiva,
o qual reduz a probabilidade do retorno da perda tratada;
Integrou-se a cultura de sustentabilidade no time envolvido, fomentando
futuros trabalhos voltados para esta área, incluindo novos conhecimentos,
como princípios da Química Verde;
A replicação do trabalho pode ser feita e implica em poucas mudanças com
baixos custos de implementação.
Para o autor, este trabalho foi de grande valia, pois além do uso de uma
ferramenta simples e ilustrativa, proporcionou o desenvolvimento de
relacionamentos interpessoais e noções de gerenciamento.

78
REFERÊNCIAS BIBLIOGRÁFICAS
ALPINA. Torres de resfriamento de água. 1 ed. AlpinaSA, 1978. 48 p.
BLODORN M.; SOARES, M. Qualidade: Uma questão de sobrevivência para
as organizações. Canoas: Universidade Luterana do Brasil, 2011. 12 p.
BURGER, R. Cooling tower technology: maintenance, upgrading and
rebuilding. 3 ed, The Fairmont Press Inc, India, 1994.
CAMPOS, V. F. Controle de qualidade total. 6 ed. Rio de Janeiro: Bloch, 1992.
CANDIDO LIMA JÚNIOR, R. Modelagem fenomenológica do desempenho de
torres de resfriamento de água acopladas e estudo de casos. São Carlos:
Escola Politécnica da Universidade de São Paulo, 2011. 106 p. Tese de
Mestrado.
COOLING TOWER INSTITUTE. Cooling tower operation and maintenance is
the key for improved energy efficiency. AHR show. Orlando, FL, EUA, 2004.
CORTADA, A. C. H. Implantação de um sistema de gestão da qualidade
através do MASP. Campinas: Universidade Estadual de Campinas, 2005. 189 p.
Tese de Mestrado.
ENGEL, G. I. Pesquisa ação. Educar. Editora da UFPR. Curitiba: Universidade
Federal do Paraná, 2000. P.181-191.
GENTIL, V. Corrosão. 4 ed. Rio de Janeiro: LTC, 2003. 341 p.
JIPM TPM. TPM Instructure Manual. 2004.
MELLO, L. C. Influência de variáveis de processo no desempenho de torre de
resfriamento. São Paulo: Universidade de São Paulo, 2008. 138 p. Tese de
Mestrado
NALCO, 2013.
NETO, J. F. M. Aspectos práticos da pesquisa-ação nos movimentos sociais
populares e em extensão popular. João Pessoa: Universidade Federal da
Paraíba, 2002.
ORIBE, C. A história do MASP. A história do MASP. Revista Banas de
Qualidade, n.1, 2012.

79
PEREIRA, C. A. Tecnologia mais limpa aplicada ao tratamento de água em
sistemas de resfriamentos abertos com recirculação. Rio de Janeiro:
Universidade do Estado do Rio de Janeiro, 2007. 77 p. Tese de Mestrado.
PEREIRA, I. C.; DIAS, S. L. Metodologia de análise e solução de problema-
MASP: ferramenta de melhoria da qualidade aplicada. Nova Hamburgo:
Universidade Feevale, 2011. 36p.
TURRIONI, J. B.; MELLO, C. H. P. Pesquisa-ação na engenharia de produção.
Itajubá: Universidade Federal de Itajubá, 2007. 150 p.
UNILEVER BRASIL FOODS. Treinamento QC Story para pilar de melhoria
específica. Pouso Alegre, MG, 2010.
VERGARA, S. C. Métodos de pesquisa em administração. 2. ed. São Paulo:
Atlas, 2005.
VETTOR. História das torres de resfriamento. Disponível em:
<http://www.vettor.com.br/empresa/historia.html>. Acesso em: 08 Agst. 2013.





























