-
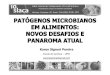
UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
JOÃO VÍTOR DOS SANTOS FARES FRANCO
MELHORIAS DE PROCESSO EM UMA EMPRESA AGROQUÍMICA PARA
REDUZIR O USO DE VAPOR ATRAVÉS DA METODOLOGIA SIX SIGMA
Lorena – SP
2014
-
JOÃO VÍTOR DOS SANTOS FARES FRANCO
MELHORIAS DE PROCESSO EM UMA EMPRESA AGROQUÍMICA PARA
REDUZIR O USO DE VAPOR ATRAVÉS DA METODOLOGIA SIX SIGMA
Monografia apresentada à Escola de Engenharia de Lorena –
Universidade de São Paulo como requisito parcial para obtenção de
título de Engenheiro Químico. Orientador: Prof. MSc. Antônio Carlos
da Silva
Lorena – SP 2014
-
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE
TRABALHO, POR QUALQUER MEIOCONVENCIONAL OU ELETRÔNICO, PARA FINS DE
ESTUDO DE ESTUDO E PESQUISA, DESDE QUE CITADA AFONTE
Ficha catalográfica elaborada pelo Sistema Automatizadoda Escola
de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
Franco, João Vítor dos Santos Fares MELHORIAS DE PROCESSO EM UMA
EMPRESA AGROQUÍMICAPARA REDUZIR O USO DE VAPOR ATRAVÉS DA
METODOLOGIASIX SIGMA / João Vítor dos Santos Fares
Franco;orientador Antônio Carlos Silva. - Lorena, 2014. 67 p.
Monografia apresentada como requisito parcialpara a conclusão de
Graduação do Curso de EngenhariaQuímica - Escola de Engenharia de
Lorena daUniversidade de São Paulo. 2014Orientador: Antônio Carlos
Silva
1. Vapor. 2. Six sigma. 3. Operações unitárias. I.Título. II.
Silva, Antônio Carlos, orient.
-
DEDICATÓRIA
Dedico essa monografia,
Aos meus pais,
pela motivação e o exemplo de esforço.
À minha família,
pelo apoio.
E ao meus amigos,
pelo companheirismo.
-
AGRADECIMENTOS
Primeiramente, aos meus pais Márcia Regina e João Batista,
minha
irmã Maísa e minha avó Maria Neide, por me apoiarem com amor
e
compreensão.
À minha família por sempre incentivar o estudo e mostrar que
o
conhecimento é o maior bem que pode ser adquirido.
Aos meus amigos e às amizades construídas no colégio e
cursinho
Etapa em São Paulo, da república estudantil em Lorena, da
faculdade, do
intercâmbio e do estágio em São José dos Campos.
Aos parceiros de trabalho, Alex Madeira, Bruno Zaccaria,
Karen
Alleoni, Daniela Santos, Jorge Souza, Andréia Ambrozin, Marcelo
Ramos entre
tantos outros, por todos os ensinamentos pessoais e
profissionais que
contribuíram nesse trabalho.
Ao professor e orientador da monografia de conclusão de
curso,
Antônio Carlos da Silva. À todos os professores e colegas de
universidade que
passaram em minha vida em algum momento, pois trouxeram novas
visões e
ensinamentos valiosos.
E a todos, que de alguma forma auxiliaram na execução desse
trabalho.
-
EPÍGRAFE
“A maior habilidade de um líder é desenvolver habilidades
extraordinárias em pessoas comuns.”
Abraham Lincoln
-
RESUMO
FRANCO, J. V. S. F. Melhorias de processo em uma empresa
agroquímica para reduzir o uso de vapor através da metodologia Six
Sigma. 2014. 57f. Monografia (trabalho de conclusão de curso) –
Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena,
2014.
Atualmente, o mercado financeiro exige mais das empresas, a
concorrência está aumentando assim como a pressão dos órgãos
reguladores.
Essas entidades e a comunidade fiscalizam a emissão de poluentes
das
fábricas e o uso sustentável das matérias-primas, todas essas
exigências são
requisitos socioambientais. Nesse contexto, as organizações
buscam inovar
seus projetos para aumentar a produção, aprimorar a qualidade e
passar uma
imagem positiva à sociedade. Uma metodologia que ganha força
nesse cenário
é o Six Sigma, que através do DMAIC utiliza um padrão de
técnicas estatísticas
e ferramentas de gestão da qualidade a fim de controlar o
processo, atuar nas
causas das variações e reduzir ao máximo a variabilidade. O
presente trabalho
apresenta um projeto que acontece em uma multinacional do
ramo
agroquímico, cujo foco é reduzir o uso de vapor do processo,
utilizando não só
a metodologia já apresentada, mas também os conhecimentos da
engenharia
química adquiridos ao longo da graduação, como operações
unitárias, balanço
de massa e energia, dimensionamento de equipamentos, controle
de
processos, etc. Neste trabalho considera-se o uso de vapor dado
pela relação
entre kg de vapor consumido por kg de produto produzido.
Foram
implementadas três melhorias nesse projeto e obteve-se uma
redução do uso
de vapor de 0,0034 para 0,0032. Utilizou-se softwares como
MINITAB® e
Aspen® IP.21 para auxiliar na execução e análise dos resultados
do projeto.
Palavras chave: Six Sigma, vapor, operações unitárias,
engenharia química.
-
ABSTRACT
FRANCO, J. V. S. F. Process improvements in an agrochemical
company to reduce steam usage through Six Sigma methodology. 2014.
57f. Monografia (trabalho de conclusão de curso) – Escola de
Engenharia de Lorena, Universidade de São Paulo, Lorena, 2014.
Nowadays the market requires even more of companies, competition
is
increasing as well as the pressure from regulatory agencies.
These entities and
the community control the usage of raw material and the emission
of pollution,
all these demands are social and environmental requirements. In
this context
organizations seek to innovate their projects to increase
production, improve
quality and give a positive image to society. A methodology
usage in this
scenario is known as Six Sigma that by statistical techniques
and quality
management tools can control the process, act on the causes of
variations and
minimize variability. This paper presents a project that takes
place in a
agrochemical company, which the main goal is to reduce the steam
usage in
the process, using not only the methodology already presented,
but also the
knowledge of chemical engineering acquired during the
graduation, as unit
operations, mass and energy balance, equipment design, process
control, etc.
In this paper we consider the steam usage as the ratio between
kg of steam
consumption per kilogram of product produced. Three process
improvements
were implemented in this project and obtained a reduction of
0.0034 to 0.0032
of steam usage. Were used softwares as MINITAB® and Aspen® IP.21
to
assist in the implementation and analysis of the project.
Key words: Six Sigma, steam, unit operations, chemical
engineering.
-
LISTA DE FIGURAS
Figura 1 - Matriz de Priorização
.......................................................................
23
Figura 2 - Diagrama de causa e efeito
.............................................................
24
Figura 3 - Diagrama de pareto
.........................................................................
25
Figura 4 - Carta de controle estatístico de processo
........................................ 26
Figura 5 - Sistema básico de evaporação
........................................................ 28
Figura 6 - Sistema de evaporação de dois efeitos
........................................... 29
Figura 7 - Análise econômica seleção de evaporador
...................................... 30
Figura 8 - Termocompressor
............................................................................
32
Figura 9 - Os três diferentes tipos de entalpia
.................................................. 34
Figura 10 - Sistema de controle e instalação de um
desuperaquecedor .......... 36
Figura 11 - Diferentes tipos de desuperaquecedores
....................................... 36
Figura 12 - Brainstorming
.................................................................................
40
Figura 13 - Gráfico de operação do termocompressor
..................................... 42
Figura 14 - Sistema de evaporação
.................................................................
43
Figura 15 - Primeiro cenário de estudo de operação do
termocompressor ...... 44
Figura 16 - Segundo cenário de estudo de operação do
termocompressor ..... 45
Figura 17 - Terceiro cenário de estudo de operação do
termocompressor ...... 45
Figura 18 - Quarto cenário de estudo de operação do
termocompressor ........ 46
Figura 19 - Comparação antes x depois do aumento de pressão
.................... 46
-
Figura 20 - Comparação antes x depois
.......................................................... 47
Figura 21 - Desuperaquecedor entre termocompressor e trocador de
calor. ... 48
Figura 22 - Relação entre pressão e temperatura de saturação
...................... 49
Figura 23 - Temperatura do desuperaquecedor
............................................... 50
Figura 24 - Adição de água e reagente no reator
............................................. 51
Figura 25 - Uso de vapor 2014
.........................................................................
52
Figura 26 - Comparação individual do uso de vapor antes x depois
................ 53
Figura 27 - Boxplot uso de vapor antes x depois
............................................. 54
-
LISTA DE TABELAS
Tabela 1 - Nível sigma em função do número de defeitos
produzidos. ............ 19
Tabela 2 - Resumo do DMAIC.
........................................................................
22
Tabela 3 - Matriz para pontuação de prioridades.
............................................ 41
Tabela 4 - ANOVA uso de Vapor antes x depois
............................................. 53
-
SUMÁRIO
1 INTRODUÇÃO
................................................................................
14
1.1 CONTEXTUALIZAÇÃO
...................................................................
14
1.2 DESCRIÇÃO DO
PROCESSO........................................................
15
1.2.1 PREPARAÇÃO DO REAGENTE
..................................................... 15
1.2.2 REAÇÃO DE OXIDAÇÃO
...............................................................
15
1.2.3 FILTRAÇÃO
....................................................................................
16
1.2.4 EVAPORAÇÃO
...............................................................................
16
1.2.5 CENTRIFUGAÇÃO
.........................................................................
16
2 OBJETIVO
......................................................................................
17
3 REVISÃO BIBLIOGRÁFICA
........................................................... 18
3.1 SIX SIGMA
......................................................................................
18
3.2 DMAIC
.............................................................................................
19
3.3 FASE DEFINIR:
...............................................................................
20
3.4 FASE
MEDIR:..................................................................................
20
3.5 FASE ANALISAR:
...........................................................................
20
3.6 FASE MELHORAR:
.........................................................................
21
3.7 FASE CONTROLAR:
.......................................................................
21
3.8 FERRAMENTAS DA ESTATÍSTICA E DA QUALIDADE ................
22
3.8.1 BRAINSTORMING
..........................................................................
22
-
3.8.2 MATRIZ DE
PRIORIZAÇÃO............................................................
23
3.8.3 DIAGRAMA DE CAUSA E EFEITO
................................................. 24
3.8.4 DIAGRAMA DE PARETO
................................................................
24
3.8.5 CONTROLE ESTATÍSTICO DE PROCESSO
................................. 25
3.9 EVAPORAÇÃO
...............................................................................
27
3.9.1 EVAPORAÇÃO EM MÚLTIPLOS-EFEITOS
................................... 28
3.9.2 MODOS DE OPERAÇÃO
................................................................
30
3.10 TERMOCOMPRESSÃO
..................................................................
32
3.11 DESUPERAQUECEDOR
................................................................
34
4 METODOLOGIA
.............................................................................
38
4.1 FASE DEFINIR
................................................................................
38
4.2 FASE
MEDIR...................................................................................
38
4.3 FASE ANALISAR
............................................................................
38
4.4 FASE MELHORAR
..........................................................................
39
4.5 FASE CONTROLAR
........................................................................
39
5 RESULTADOS E DISCUSSÕES
.................................................... 40
5.1 OPERAÇÃO DO TERMOCOMPRESSOR
...................................... 42
5.2 CONTROLE DE TEMPERATURA COM DESUPERAQUECEDOR 48
5.3 ADIÇÃO DE ÁGUA E ESTRATÉGIA DE PRODUÇÃO ...................
51
5.4 RESULTADOS USO DE VAPOR
.................................................... 52
-
6 CONCLUSÃO
.................................................................................
55
7 REFERÊNCIAS BIBLIOGRÁFICAS
............................................... 56
-
14
1 INTRODUÇÃO
1.1 CONTEXTUALIZAÇÃO
Em um quadro de crise econômica mundial a demanda por
alimentos
provavelmente dobrará até final de 2050, devido ao crescimento
populacional
prevemos que população chegará a 9 bilhões durante esse período,
esse
contexto impõe às lideranças globais o desafio de aumentar a
produção
agrícola de maneira sustentável. As empresas do ramo
agroquímico
desempenham um importante papel nesse setor, elas são
responsáveis por
desenvolver os defensivos agrícolas (herbicidas) que visam
aumentar a
produtividade dos agricultores, auxiliando-os no combate as
ervas daninha.
Esse nome surgiu para as plantas que infestavam espontaneamente
as
áreas de produção agrícola e dificultavam o cultivo de
alimentos. A agricultura
passou por diversas fases, inicialmente a atividade de controle
a essas ervas
daninha era a queima da cultura após a colheita, porém com a
industrialização
na metade do século 20 surgiram diversos tipos de equipamentos
agrícolas
para a preparação do solo. No entanto, esses equipamentos e as
queimadas
causaram sérios problemas de erosão e redução dos teores de
matéria
orgânica do solo, na segunda metade do século 20 surgiu o
controle químico
para as plantações e foi iniciado a produção de herbicidas.
A indústria, objeto de estudo dessa monografia, é responsável
por
produzir desde o princípio ativo até a embalar o produto final
(herbicida) e
possui uma vasta gama de marcas. Devido a segredos industriais o
nome da
empresa ficará em sigilo e não será divulgado.
O escopo do projeto está apenas na produção do princípio ativo,
que
consiste em uma planta química com reação química e diversas
operações
unitárias, como filtração, evaporação, centrifugação, etc. O uso
de vapor nessa
planta é dado pela relação entre kg de vapor consumido por kg de
produto
produzido. As plantas de formulação e embalagem não utilizam um
consumo
-
15
significativo de vapor e por isso não serão estudadas nesse
trabalho. A fim de
facilitar citações, chamaremos essa planta responsável por
produzir o princípio
ativo como: planta técnica.
O processo da planta técnica resume-se nas seguintes etapas:
1. Preparação do reagente
2. Reação de oxidação
3. Filtração
4. Evaporação
5. Centrifugação
6. Envase
1.2 DESCRIÇÃO DO PROCESSO
1.2.1 PREPARAÇÃO DO REAGENTE
Recebe-se o reagente em contêineres de transporte a granel
(contêineres de metal). O contêiner é inclinado e vibrado de
modo a despejar o
reagente dentro de um tanque de descarregamento. Água é
adicionada ao
tanque e este é agitado com ar através de bocais especiais,
dessa forma
obtém o reagente na concentração necessária.
1.2.2 REAÇÃO DE OXIDAÇÃO
O reator trabalha em batelada e é alimentado com o reagente,
oxigênio, catalisador, água quente e ar comprimido. A reação é
exotérmica e
libera calor. Um trocador de calor mantém a temperatura do
reator sob
controle. Após completar-se a reação, o conteúdo do reator é
transferido.
-
16
1.2.3 FILTRAÇÃO
Todo o conteúdo do reator é transferido para o filtro. Esse
equipamento
é composto por telas verticais que tem a função de reter o
catalisador. Após a
separação o catalisador é enviado de volta para o reator e o
produto vai para a
próxima etapa.
1.2.4 EVAPORAÇÃO
A partir dessa etapa a operação se torna contínua, um tanque
após a
filtração alimenta o evaporador de forma contínua. O evaporador
opera em
vácuo e um trocador de calor fornece o calor necessário.
Utiliza-se um sistema
de recompressão mecânica, através do uso de um termocompressor
e
reaproveita-se parte do vapor evaporado do sistema para fornecer
calor para a
própria massa de alimentação. Cristais são formados já no corpo
do
evaporador e são enviados de forma contínua para a próxima
fase.
1.2.5 CENTRIFUGAÇÃO
O material proveniente do evaporador é concentrado e enviado
para as
centrífugas. As centrífugas rotacionam o produto e separa os
cristais formados,
a lama proveniente dessa separação é chamada de licor mãe e é
recirculada
para o evaporador. O produto na forma de cristais vai para um
silo cônico com
um misturador e em seguida é embalado em sacos. Outro destino
para o
produto são as plantas de formulação, que transformam o
princípio ativo no
herbicida formulado.
-
17
2 OBJETIVO
O objetivo desse trabalho é otimizar o uso de vapor, kg de
vapor
consumido por kg de produto produzido, em uma indústria
agroquímica através
da aplicação do DMAIC filosofia Six Sigma.
Para atingir este propósito, foram estabelecidos os seguintes
objetivos
específicos:
Aplicar os conhecimentos de engenharia química e aprofundar
o
conhecimento no processo em estudo;
Estruturar o trabalho de acordo com a metodologia DMAIC;
Analisar as condições de operação de equipamentos, instrumentos
e
do processo para identificar as oportunidades de trabalho;
Otimizar as condições em estudo para reduzir o uso de vapor;
-
18
3 REVISÃO BIBLIOGRÁFICA
3.1 SIX SIGMA
A metodologia conhecida atualmente como Six Sigma foi
desenvolvida
em 1987 por profissionais da empresa Motorola, cuja estabilidade
de mercado
estava abalada por ineficiências internas, como qualidade e
lucratividade. Tal
metodologia propiciou ótimos resultados a Motorola, sendo que
essa em 1988
recebeu o prêmio Malcon Baldrige de Qualidade, devido a esse
sucesso a
metodologia foi expandida e adotada por outras empresas norte
americanas
(PANDE, 2001).
O foco da estratégia do Six Sigma é controlar o processo atuando
nas
causas de variações, reduzir o número de defeito próximos a zero
e manter o
processo estável. É importante para o programa que os projetos
estejam
alinhados com a estratégia de negócio da empresa e que essa
metodologia
seja encarada não como uma ferramenta, mas sim como uma cultura
de
negócio. Deve-se utiliza-la dentro de toda a estrutura
organizacional, como
manufatura, qualidade, logística, área de serviços, entre
outras, de forma que
essa cultura seja cada vez mais disseminada e entendida por
todos
(ROTONDARO, 2002).
Podemos definir o nível Six Sigma como um padrão de qualidade
em
que encontra-se apenas 3,4 falhas por milhão, ou seja 99,99966%
de perfeição
(ROTONDARO, 2002). A tabela 1 mostra o padrão de nível
Sigma.
-
19
Tabela 1 - Nível sigma em função do número de defeitos
produzidos
Nível sigma Defeitos por milhão de oportunidades (dpmo)
1 691.462 2 308.537 3 66.807 4 6.210 5 233 6 3,4
Fonte: MATOS, 2003
De acordo com Pande (2001), o Six Sigma proporciona vários
benefícios, entre eles podemos listar:
Sucesso contínuo, pois desenvolve habilidades e a cultura para
que
a empresa esteja sempre se revitalizando;
Busca pela perfeição, pois é uma metodologia que prega 0
defeitos,
ou seja, sempre buscando o desempenho máximo;
Foco total no cliente, pois projetos Six Sigma são definidos a
partir
da voz do consumidor, mostrando valorização dessa relação;
Gerenciamento dirigido para dados e fatos, ao utilizar de
ferramentas estatísticas para tomada de decisão;
Troca de conhecimento, pois incentiva a comunicação dentro
da
empresa;
3.2 DMAIC
A metodologia Six Sigma para ser implementada utiliza um padrão
de
técnicas estatísticas e ferramentas da gestão da qualidade, em
uma estrutura
dividida em cinco fases, conhecida como DMAIC: definir, medir,
analisar,
melhorar/implementar e controlar (BABA, 2008).
-
20
3.3 FASE DEFINIR
Definição do problema ou da oportunidade de melhoria a ser
trabalhada, equipe envolvida, o escopo do projeto, objetivo do
trabalho, os
clientes do projeto. Algumas das ferramentas estatísticas
durante essa etapa
são: Diagrama de Ishikawa, Matriz de priorização, Brainstorming,
SIPOC e
Mapa de Processo (BABA, 2008).
3.4 FASE MEDIR
Nessa etapa vamos medir de forma planejada as variáveis que
afetam
o nosso processo, um diferencial da metodologia Six sigma é que
tomamos
decisões e ações baseadas nos nossos dados medidos. ECKES
(2001), defini
o Plano de Coleta de Dados como a ferramenta mais importante
para essa
fase, que consiste em definir “quem”, “o que”, “onde”, “quando”
e “como” medir
nossos dados.
3.5 FASE ANALISAR
Essa é uma fase vital do DMAIC, pois iremos determinar as causas
dos
problemas, através dos dados medidos na fase anterior. Para
isso, listamos o
conjunto de variáveis (Xs) que explicam o desempenho atual de
(Y), resultando
na função . Em seguida analisamos quais os Xs do
processo que mais impactam no resultado de Y. O diagrama de
Pareto,
gráficos de histograma e Diagrama de Ishikawa, regressões,
correlações, são
ferramentas que podemos utilizar nessa etapa (ECKES, 2001).
-
21
3.6 FASE MELHORAR
Nessa fase vamos selecionar e implementas as soluções,
analisadas
na fase anterior, que são capazes de eliminar a causa do
problema ou reduzir
seu efeito. Podemos rodar uma corrida piloto e realizar um
planejamentos de
experimentos para determinar quais são as soluções mais
adequadas (ECKES
2001) e (PANDE, 2001). Além disso deve-se pensar em:
Custo da implementação;
Custo operacional;
Facilidade de implementar;
Como reduzir os riscos aderentes as melhorias ;
Adesão dentro de toda organização;
Segundo MONTGOMERY (2009), planejamento de experimentos
(DOE) é um conjunto de técnicas utilizadas para melhorar um
processo, de
formar a reduzir o número de testes e otimizar o uso de
recursos. O
experimento planejado é realizado conduzindo alguns testes que
variam as
condições da variável de entrada do processo, de forma que seja
possível
identificar e quantificar os efeitos na variável de saída.
3.7 FASE CONTROLAR
A última fase do DMAIC, consiste em validar os benefícios
propostos e
assegurar que as melhorias implementadas funcionem com o passar
do tempo,
devemos também acompanhar o processo até que ele se estabilize.
Além
disso, podemos criar um Plano de Controle para garantir a
estabilidade do
processo no futuro e realizar um treinamento com as pessoas
envolvidas. O
controle estatístico de processos (CEP) é uma ferramenta
utilizada nessa fase
(BABA, 2008).
A tabela 2 traz um resumo das fases do DMAIC, com o objetivo
e
atividades de cada etapa.
-
22
Tabela 2 Resumo do DMAIC
FASES OBJETIVO ATIVIDADES
1) Definir Identificar a oportunidade ou problema
Definir a necessidade do cliente, escopo do projeto, recursos,
time envolvido
2) Medir Coletar dados sobre o processo
Desenvolver plano de medição e medir as variáveis de efeito e
causa
3) Analisar Converter os dados medidos em possíveis soluções
Analisar Xs em relação ao Y, desenvolver hipóteses sobre causa
dos problemas, identificar soluções.
4) Melhorar Executar ações que melhorem o processo
Testar e validar soluções, fazer um DOE, corrida piloto, medir
resultados
5) Controlar
Validar a melhoria e estabelecer métricas para sustentar o
projeto no decorrer do tempo
Implementar plano de controle, treinar todos envolvidos, definir
ações para sustentar a melhoria, CEP
Fonte: BABA, 2008 e SCATOLIN, 2005
3.8 FERRAMENTAS DA ESTATÍSTICA E DA QUALIDADE
O método DMAIC utiliza ferramentas estatísticas e de qualidade
que
suportam a implementação do projeto. Serão abordadas algumas
dessas
ferramentas que serão utilizadas nesse trabalho e que são usadas
em
trabalhos Six Sigmas.
3.8.1 BRAINSTORMING
ECKES (2001) define o brainstorming como uma ferramenta para
geração de ideias, soluções e oportunidades de melhoria, o tema
é livre e pode
ser discutido qualquer assunto ou tópico. Normalmente utiliza-se
essa
-
23
ferramenta da seguinte maneira, uma pessoa conduz uma reunião
com uma
equipe multidisciplinar e em que todos possam opinar, todas
ideias são
registradas sem que se faça nenhuma análise ou julgamento dessa
ideia nesse
momento. Após todo esse levantamento podemos executar uma
ferramenta
chamada matriz de priorização.
3.8.2 MATRIZ DE PRIORIZAÇÃO
Nessa etapa discutiem-se todas as ideias propostas anteriormente
e as
classificamos em oportunidades de:
Alto, médio, baixo impacto;
Alto, médio, baixo esforço;
Com isso o time consegue definir as prioridades de
implementação,
sendo as de menor esforço e maior impacto as primeiras a serem
executadas e
as de baixo impacto e alto esforço as últimas. A figura 1
ilustra essa
ferramenta.
Figura 1 - Matriz de Priorização
Fonte: Elaborado pelo autor
-
24
3.8.3 DIAGRAMA DE CAUSA E EFEITO
Diagrama de causa e efeito ou diagrama de Ishikawa é um tipo
de
gráfico que identifica as possíveis causas para um problema e as
classifica em
grandes categorias. Dessa forma podemos atuar nas causas de
forma
sistemática, consequentemente impactamos no problema de forma
mais
efetiva. Usualmente as principais causas são classificadas em 6
grandes
categorias “6Ms”: mão-de-obra, materiais (componentes),
máquinas
(equipamentos), métodos (procedimentos de operação ou de
controle), meio
ambiente e medição (sistema de medição) (BABA, 2008). Na figura
2 diagrama
de causa e efeito.
Figura 2 - Diagrama de causa e efeito
Fonte: Elaborado pelo autor
3.8.4 DIAGRAMA DE PARETO
Segundo BABA (2008) o Diagrama de Pareto é um tipo de gráfico
que
permite a priorização das atividades, concentrar os esforços nos
pontos que
apresentam as melhores oportunidades, ou seja, onde conseguimos
os
maiores ganhos. O gráfico é composto dos seguintes itens:
-
25
Eixo horizontal: as classes, problemas, causas que serão
comparadas;
Eixo vertical: a frequência acumulada em colunas verticais em
cada
classe e em ordem decrescente;
Uma curva que representa a frequência acumulada das classes;
Na figura 3 tem-se um diagrama de pareto.
Figura 3 - Diagrama de pareto
Fonte: Rotandaro, 2002
3.8.5 CONTROLE ESTATÍSTICO DE PROCESSO
Essa ferramenta é utilizada na fase controlar, ela serve para
monitorar
o processo e garantir o desempenho e qualidade das melhorias
implementadas. Todos processos apresentam pequenas variações
naturais,
que fogem do nosso controle nesse caso nada podemos fazer.
-
26
Mas com as perturbações maiores, que fazem o processo sair de
seu padrão
natural devemos atuar implementando o Controle Estatístico de
Processo
(CEP). Essa ferramenta consiste em definir um Limite Superior de
Controle
(LSC), Limite Inferior de Controle (LIC) e a Linha Média (LM). O
processo deve
permanecer dentro dos limites inferiores e superiores, se em
algum momento
ele sair do controle devemos tomar uma medida corretiva o quanto
antes. Os
limites do gráfico de controle são definidos em relação ao
desvio padrão e a
média da distribuição da variável. Na figura 4 a carta de
controle estatístico de
processo.
Figura 4 - Carta de controle estatístico de processo
Fonte: Elaborado pelo autor
-
27
3.9 EVAPORAÇÃO
Segundo MCCABE (1985) a evaporação é uma operação unitária
com
o objetivo de aumentar a concentração de um soluto não volátil
em um solvente
volátil, normalmente a água. O princípio empregado nesse aumento
de
concentração é a ebulição seguida de evaporação do solvente
através do
emprego do calor. Nessa operação a fonte de calor sempre é
indireta, ou seja,
não há contato entre o fluido de aquecimento e a solução a ser
concentrada. A
fonte de calor na maior parte dos casos é vapor saturado
proveniente de
caldeiras.
Podemos diferenciar a evaporação da cristalização em seu
objetivo,
que é de evaporar um solvente de uma solução para promover a
formação de
cristais, produto cristalino. Tal diferença desaparece quando o
produto da
evaporação é uma suspensão de cristais em um líquido saturado
(MAX
FRANCO, 2001).
A secagem cujo objetivo é aumentar a concentração de um
sólido
também difere da evaporação. Na secagem o mecanismo que limita
a
velocidade de aumento de concentração é a difusão da umidade do
sólido até
a interface com o ar insaturado. Dessa forma o ar insaturado
arrasta a água,
removendo-a sem que atinja-se necessariamente a temperatura de
ebulição.
Na evaporação a transferência de calor é o fator mais limitante
para a
concentração do soluto e ebulição da água (WESTPHALEN,
1999).
Na maior parte dos casos de evaporação são utilizados os
termos
“vapor vivo” e “vapor vegetal” esses que designam
respectivamente o vapor de
aquecimento e o vapor resultante da evaporação. A figura 5
representa um
sistema básico de evaporação.
-
28
Figura 5 - Sistema básico de evaporação
Fonte: WESTPHALEN, 1999
De acordo com PERRY (2008) a eficiência de um evaporador é
dada
usualmente por quilogramas de solvente evaporado por quilogramas
de vapor
usado. Calor é necessário para:
Para aumentar a temperatura inicial da solução até a
temperatura
de ebulição.
Promover o mínimo de energia termodinânica para separar o
solvente líquido da solução alimentada.
Vaporizar o solvente.
O melhor ganho de economia de vapor se dá através do reuso
do
vapor vegetal em um condensador, sistema de vácuo ou enviando-o
para um
sistema de evaporação de múltiplo efeitos.
3.9.1 EVAPORAÇÃO EM MÚLTIPLOS-EFEITOS
Normalmente essa opção é a mais encontrada nas indústrias,
seu
princípio consiste em dividir a evaporação em diversos corpos
de
equipamentos, chamados de estágios ou efeitos. Nesse sistema o
vapor
-
29
vegetal proveniente de um estágio é aproveitado como forma de
aquecimento
para o próximo estágio. Dessa maneira utilizamos o vapor vivo
apenas no
primeiro estágio, sendo que para os demais efeitos utiliza-se o
vapor vegetal.
De acordo com WESTPHALEN (1999) o consumo de vapor nesse tipo
de
sistema pode ser estipulado pelo consumo de vapor de um sistema
de
evaporação de um único efeito dividido pelo número de
efeitos.
Além dessa vantagem, também reduzimos a água de resfriamento
do
condensador, pois esse equipamento irá operar somente com o
vapor gerado
do último efeito.
Figura 6 - Sistema de evaporação de dois efeitos
Fonte: Westphalen, 1999
Como mostrado na figura 6, o vapor vegetal proveniente do
primeiro
efeito é enviado para o segundo efeito, para que esse vapor seja
aproveitado e
tenha-se transferência de calor, é necessário uma diferença de
temperatura
entre o produto do primeiro efeito com a temperatura do vapor
vegetal. Mas
como as duas correntes saem do primeiro efeito elas estão na
mesma
temperatura, devido a isso a pressão de operação do segundo
efeito precisa
ser menor que a pressão no primeiro, dessa forma obtemos a
evaporação no
segundo efeito. De acordo com esse conceito quando se operam
sistemas de
-
30
múltiplo-efeitos a pressão, de cada estágio, decai conforme
aumentamos o
número de efeitos (WESTPHALEN, 1999).
Para determinar o número de efeitos ótimo deve-se levar em
consideração: custo total da energia, o tipo de sistema de
evaporação,
quantidade de água evaporada. A figura 7 traz essa análise.
Figura 7 - Análise econômica seleção de evaporador
Fonte Franco, 2001
3.9.2 MODOS DE OPERAÇÃO
Usualmente evaporadores de um único estágio são empregados
quando a capacidade requerida não é grande, o vapor é barato,
quando o
produto é muito corrosivo e necessita-se que o material de
construção do
evaporador seja resistente ou quando o vapor é muito contaminado
e não pode
-
31
ser reaproveitado. Os evaporadores podem operar em batelada,
semi-batelada
e de forma contínua (PERRY, 2008).
Batelada: As etapas de alimentação, evaporação e
transferência
ocorrem de forma consecutivas. Esse modo de operação não é
muito utilizado pois é necessário um volume disponível muito
grande no corpo do evaporador para receber toda a
alimentação,
além disso a fonte de calor deve estar localizada em uma
altura
adequada para fornecer calor independente do nível do
evaporador.
Semi-batelada: Nesse modo a alimentação ocorre de forma
contínua até que o produto no evaporador alcance a
concentração
desejada.
Contínuo: Nesse caso a alimentação e a saída de produto
ocorrem
simultaneamente e com aproximadamente as mesmas vazões.
-
32
3.10 TERMOCOMPRESSÃO
A finalidade de se empregar o termocompressor no evaporador
é
aproveitar a energia proveniente da corrente de vapor vegetal e
utilizar essa
energia como meio de aquecimento para o próprio evaporador.
Através da
alimentação de vapor motriz das caldeiras, o vapor vegetal é
succionado pelo
termocompressor e dessa mistura obtemos um vapor a média
pressão
utilizando-o como fonte de calor para a corrente de produto que
alimenta o
evaporador. A figura 8 representa um termocompressor.
Figura 8 - Termocompressor
Fonte: Korting Reference Data
O componentes do ejetor da figura 8 são:
A, B e C representam respectivamente vapor motriz, vapor de
sucção e
vapor de descarga.
1. Câmara de entrada de vapor
-
33
2. Bocal de compressão
3. Cabeçote
4. Entrada do difusor
5. Saída do difusor
O princípio de funcionamento do ejetor ocorre da seguinte
maneira: a
pressão entre o bocal de compressão e o difusor é a menor
possível,
aproximadamente o valor da pressão de sucção ( ). Nesse ponto o
vapor de
sucção entra no cabeçote e é misturado com o vapor motriz em
alta
velocidade. Parte dessa energia cinética é transferida para o
vapor de sucção.
O vapor motriz e o vapor de sucção entram juntos, como uma
mistura, através
do difusor, perdendo velocidade e ganhando pressão. O aumento da
pressão
de sucção ( ) para a pressão de descarga ( ) corresponde a taxa
de
compressão do ejetor (KORTING REFENCE DATA).
-
34
3.11 DESUPERAQUECEDOR
Vapor superaquecido é um vapor que está acima da temperatura
de
saturação para determinada pressão. Esse vapor contém uma
elevada
quantidade de energia e na maior parte dos casos é usado em
plantas de
geração de energia como força motriz para turbinas. O vapor
superaquecido
tem algumas desvantagens para a transferência de calor. (Spirax
Sarco basic
desuperheating theory, acessado em 7 de novembro 2014).
O vapor superaquecido possui três tipos de energia, enthalpy of
water,
entlhalpy of evaporation (calor latente) e enthalpy of
superheat. Considere o
exemplo de um vapor superaquecido a 10 bar e 300ºC, tal vapor
possui:
Enthalpy of water = 746 kJ/kg;
Enthalpy of evaporation = 2015 kJ/kg;
Enthalpy of superheat = 274 kg/kg;
Figura 9 - Os três diferentes tipos de entalpia
Fonte: Spirax Sarco basic desuperheating theory, acessado em 7
de novembro 2014
Pode ver na figura 9 que a maior parte da energia está contida
no calor
latente do vapor e acontece na mudança de estado vapor-líquido,
o coeficiente
de transferência de calor do vapor superaquecido também é baixo
e difícil de
-
35
ser dimensionado. Além disso, quanto maior a temperatura do
vapor
superaquecido mais crítico são as condições de processo e maior
é o custo
das instalações com equipamentos e instrumentos. O coeficiente
de
transferência de calor do vapor saturado é muito mais elevado e
permite
economia nas instalações da planta.
Em um trocador de calor ao utilizar-se vapor superaquecido é
necessário que este se esfrie até a temperatura de saturação
para iniciar a
troca térmica, isso diminui a eficiência do trocador e
consequentemente do
processo. O vapor superaquecido é praticamente um isolante
térmico, como a
maioria dos gases e deve ser minimizado seu uso em processos
de
transferência de calor. Normalmente trabalha-se com uma
temperatura de
aproximadamente 5ºC acima da temperatura de saturação e isso é
possível de
controlar através do uso de um equipamento chamado
desuperaquecedor, que
adiciona água no vapor superaquecido e permite diminuir a
temperatura do
vapor para uma temperatura mais próxima da saturação. Na maioria
dos casos
utiliza-se vapor a uma temperatura um pouco maior do que a
temperatura de
saturação, pois como os sistemas de controle possuem um tempo de
resposta
pode acontecer do vapor condensar e gerar um vácuo, que irá
succionar mais
vapor aumentando o efeito da condensação. Essa condição pode ser
evitada
ao controlar a temperatura do vapor um pouco acima da
saturação.
Sabe-se que no estado de vapor saturado coexistem água e
vapor,
portanto ao adicionar-se vapor saturado em um trocador de calor
forma-se uma
película de condensado nas paredes dos tubos. Essa película de
condensado
irá tornar constante a temperatura do vapor no trocador e irá
garantir uma
máxima eficiência de troca térmica. Isso pode ser controlado
utilizando um
desuperaquecedor. Na figura 10, uma instalação típica desse
sistema e na
figura 11, diferentes tipos desse equipamento
-
36
Figura 10 - Sistema de controle e instalação de um
desuperaquecedor
Fonte: Spirax Sarco basic desuperheating theory, acessado em 7
de novembro 2014
Figura 11 - Diferentes tipos de desuperaquecedores
Fonte: DONAHUE
Na figura 11, tem-se três tipos diferentes de
desuperaquecedores:
Mechanical atomizing desuperheater – nesse tipo de configuração
a
água passa por um bocal restringido gerando pequenas partículas
de água
direto do vapor. Nesse tipo de aplicação necessita-se que a água
esteja a uma
pressão bem mais elevada que o vapor superaquecido
(DONAHUE).
-
37
Single (partial) Venturi – Quando não se tem disponível água a
uma
pressão elevada utiliza-se um venturi que pela diferença de
pressão faz todo o
trabalho de gerar as partículas de água, sem necessitar de
partes móveis ou
orifícios pequenos sujeitos a erosão ou entupimento
(DONAHUE).
Double (full) Venturi – Além de ter o venturi como no tipo
anterior, tem-
se um venturi na própria tubulação que gera uma maior perda de
carga e
otimiza a geração de partículas de água, permitindo um melhor
controle de
temperatura (DONAHUE).
O cálculo necessário para dimensionar o desuperaquecedor pode
ser
obtido através do balanço de energia do sistema:
Onde:
= massa de água de resfriamento (kg/h)
= massa de vapor superaquecido (kg/h)
= entalpia do vapor superaquecido (kJ/kg)
= entalpia do vapor desuperaquecido (kJ/kg)
= entalpia da água de resfriamento (kJ/kg)
-
38
4 METODOLOGIA
O presente trabalho trata-se de uma pesquisa ação em que as
melhorias propostas foram implementadas na empresa de estudo.
Foi feito
uma análise detalhada dos resultados obtidos para garantir que
itens de
segurança e qualidade continuem dentro das exigências. Espera-se
através da
metodologia DMAIC, seguir um padrão de trabalho para estabelecer
os
objetivos com clareza e tomar decisões baseadas em cálculos
estatísticos e
históricos.
Além disso, foram aplicados conhecimentos da engenharia
química
adquiridos ao longo da graduação para possibilitar a execução
técnica do
projeto. Foi utilizado softwares computacionais para auxiliar a
busca de dados
do processo e para acompanhar a evolução das melhorias
implementadas.
Como MINITAB® para cálculos estatísticos e ASPEN® IP.21 para
acompanhar
em tempo real ou com dados históricos.
Aplicando a Metodologia DMAIC, dividiu-se esse trabalho nas
seguintes etapas:
4.1 FASE DEFINIR
Identificar as oportunidades de melhoria dentro da planta
técnica;
Definir o time necessário para execução do projeto e
mudanças;
Os recursos necessários;
4.2 FASE MEDIR
Coletar dados sobre o processo;
Medir as variáveis de efeito e causa;
4.3 FASE ANALISAR
Converter os dados medidos em possíveis soluções;
-
39
Analisar os fatores de causa e efeito, ou seja,
;
4.4 FASE MELHORAR
Executar as melhorias;
Testar as soluções, corrida piloto;
Realizar o planejamento de experimento;
Entender os resultados obtidos;
Rever os documentos necessários, lista de alarmes, etc;
4.5 FASE CONTROLAR
Validar as melhorias;
Treinar todos os envolvidos;
Definir ações para sustentar o projeto;
-
40
5 RESULTADOS E DISCUSSÕES
Inicialmente reuniu-se o time envolvido e realizou um
brainstorming
para levantar possíveis oportunidades de melhoria, essa reunião
foi conduzida
com a presença de pessoas da operação, engenheiros, estagiários
e gestor da
área. Em um ambiente livre de críticas e com o objetivo de
levantar as
possíveis melhorias chegou-se nas seguintes oportunidades,
figura 12.
Figura 12 - Brainstorming
Fonte: Elaborado pelo autor
A próxima etapa foi definir as oportunidades a serem trabalhadas
assim
como as pessoas responsáveis por cada melhoria, para isso
utilizou-se uma
matriz de priorização da seguinte forma. Na tabela 3 a matriz de
prioridades.
-
41
Tabela 3 Matriz para pontuação de prioridades
Outputs Priorização 1 3 6 9
CTB Savings (kUS$) 9 < 50
kUS$
50 - 200
kUS$
200 - 350
kUS$
> 350
kUS$
CTB Capital (kUS$) 9 > 500
kUS$
300 - 500
kUS$
50 - 300
kUS$
1 ano 6 - 12 meses 3 - 6 meses < 3
meses
CTP Dados e índices
disponíveis 3 < 40% 40 - 60% 60 - 80% > 80%
Fonte: Elaborado pelo autor
Em que CTB significa “critical to business” e CTP “critical to
project”.
Para cada oportunidade realiza-se uma votação em que os itens
mais votados
recebem 9 pontos, mediamente votados 6 pontos, pouco votados 3
pontos e
não votados 1 ponto. De forma que a soma das quatro categorias
resultarão
em uma pontuação final para cada oportunidade.
As oportunidades que tiverem a maior pontuação são as que
apresentam maior impacto para o negócio, ou seja, resultam em
lucro com
pouco ou nenhum investimento e apresentam o menor esforço de
implementação, baixo tempo de execução e grande quantidade de
dados
disponíveis. As oportunidades que serão executadas nesse
trabalho após a
priorização são as seguintes:
Operação do termocompressor;
Controle de temperatura com desuperaquecedor
Adição de água no reator e estratégia de produção;
Como o uso de vapor é dado pela relação entre kg de vapor
consumido
por kg de produto produzido, o objetivo desse trabalho é
diminuir o uso através
da redução do consumo de vapor ou através do aumento de
produção.
-
42
5.1 OPERAÇÃO DO TERMOCOMPRESSOR
Esse equipamento termocompressor funciona da seguinte forma,
nele
mistura-se vapor da caldeira a alta pressão e temperatura com um
vapor
proveniente do evaporador a baixa pressão e temperatura. Através
da
compressão desses dois vapores obtém um vapor a média pressão
e
temperatura que serve como fonte de calor para o próprio
evaporador. Esse
vapor a média pressão passa por um trocador de calor e aquece o
produto que
recircula no evaporador. A figura 13 mostra diferentes formas de
operação
desse equipamento, o eixo X representa a quantidade de vapor
proveniente do
evaporador e o eixo Y vapor que vem das caldeiras. Percebe-se
diferentes
curvas de operação. As pressões na figura 13, indicam
respectivamente
pressão de sucção e pressão de descarga do termocompressor.
Figura 13 - Gráfico de operação do termocompressor
Fonte: Acervo do autor
A proposta de melhoria nesse equipamento é de aumentar a
pressão
de sucção do termocompressor através do aumento da pressão do
evaporador.
-
43
Na figura 14 pode-se entender como é o funcionamento básico
do
sistema de evaporação em estudo.
Figura 14 - Sistema de evaporação
Fonte: Acervo do autor
O sistema costumava trabalhar com a pressão de 200mmHg o que
é
equivalente a 3,86 psi. Um vapor da caldeira de aproximadamente
55000 lb/h e
um vapor vegetal proveniente do evaporador de 70000lb/h.
Aumentando-se a
pressão para 210 mmHg igual a 4,0 psi percebe-se que é possível
aumentar a
quantidade de vapor vegetal succionado utilizando menos vapor
proveniente da
caldeira. Dessa forma aumentamos a eficiência do termocompressor
e
reduzimos o uso de vapor.
A quantidade de evaporação pode ser calculada através do balanço
de
massa do sistema, que é dado por:
-
44
Após o aumento de pressão do evaporador percebeu-se um ganho
na
evaporação, mediu-se alguns cenários de operação. O valor de
FC466 é o
valor de vapor proveniente da caldeira em tonelada/h.
Percebe-se que em todos os casos após o aumento da pressão
teve-
se um aumento do vapor succionado do evaporador. Antes dessa
mudança o
valor era de aproximadamente 70000lb/h. As figuras 15, 16, 17,
18 mostram os
testes realizados com diferentes vazões de vapor motriz.
Figura 15 - Primeiro cenário de estudo de operação do
termocompressor
Fonte: Elaborado pelo autor
-
45
Figura 16 - Segundo cenário de estudo de operação do
termocompressor
Fonte: Elaborado pelo autor
Figura 17 - Terceiro cenário de estudo de operação do
termocompressor
Fonte: Elaborado pelo autor
-
46
Figura 18 - Quarto cenário de estudo de operação do
termocompressor
Fonte: Elaborado pelo autor
Plotando no gráfico das curvas de operação do
termocompressor,
figura 19, os valores de antes e depois obtém-se o seguinte
resultado.
Figura 19 - Comparação antes x depois do aumento de pressão
Fonte: Elaborado pelo autor
-
47
Além disso, pode ser confirmado através do software ASPEN®
IP.21
esses resultados pela figura 20. Percebe-se um aumento de 2
toneladas de
vapor succionado pelo termocompressor após o aumento de pressão
do
evaporador. Nota-se que o vapor succionado pelo condensador não
sofreu
alterações.
Figura 20 - Comparação antes x depois
Fonte: ASPEN® IP.21
Curva laranja representa pressão do evaporador;
Curva rosa o vapor succionado pelo termocompressor;
Curva verde o vapor succionado pelo condensador;
-
48
5.2 CONTROLE DE TEMPERATURA COM DESUPERAQUECEDOR
No processo em estudo foi identificado a oportunidade de
implementar
esse tipo de controle, pois todos os equipamentos já estavam
presentes na
planta, apenas a lógica do controle que não estava habilitada, a
válvula de
adição de água no vapor estava travada em 50%. O
desuperaquecedor
(desuperheating) nesse estudo encontra-se logo após o
termocompressor e
tem a função de resfriar o vapor superaquecido em vapor saturado
antes do
trocador de calor. A figura 21 do sistema de evaporação ajuda a
entender onde
esse equipamento se localiza.
Figura 21 - Desuperaquecedor entre termocompressor e trocador de
calor
Fonte: Acervo do autor
O vapor que condensa no trocador de calor vai para o tanque
de
condensado, existe uma tubulação que conecta esse tanque na
saída do
termocompressor e que possui uma válvula de controle para
adicionar água no
sistema e controlar a temperatura do vapor. A pressão no casco
do trocador de
calor varia aproximadamente entre 350 e 420 mmHg. Portanto o
cenário ideal
-
49
seria de adicionar água logo após a saída do termocompressor e
controlar a
temperatura desse vapor para atingir a saturação, para que o
vapor chegue no
trocador de calor e condense permitindo a máxima troca de
calor.
Determinou-se o valor da temperatura de saturação do vapor
através
de uma regressão linear entre a pressão no casco do trocador de
calor e a
temperatura de saturação do vapor, figura 22.
Figura 22 - Relação entre pressão e temperatura de saturação
Fonte: Elaborado pelo autor
Observa-se que o valor de R quadrado foi próximo de 1 e
determinou-
se a relação entre temperatura de saturação e a pressão no
trocador de calor:
+ FATOR
Esse fator adicionado à equação permite na criação da lógica
do
controle que se altere o valor da temperatura de saturação para
cima ou para
-
50
baixo, possibilitando realizar testes e encontrar a melhor forma
de trabalho. A
literatura e os trabalhos na área sugerem trabalhar com um valor
de
temperatura de aproximadamente 5ºC acima da temperatura de
saturação,
pois o atraso do tempo de resposta dos instrumentos pode
permitir a
condensação do vapor antes do tempo de resposta de adição de
água, isso
faria o vapor já chegar condensado no trocador de calor e
consequentemente
perderia a eficiência térmica do processo.
Figura 23 - Temperatura do desuperaquecedor
Fonte: ASPEN® IP.21
Na figura 23, a linha rosa representa a abertura da válvula de
adição de
água. A linha verde pontilhada o valor do setpoint de
temperatura e a linha
vermelha o valor real da temperatura. Após a mudança ser
implementada,
percebe-se que o valor real de temperatura está sendo ajustado
pelo setpoint,
equação desenvolvida anteriormente e que a válvula de adição de
água está
trabalhando para controlar essa temperatura.
-
51
5.3 ADIÇÃO DE ÁGUA E ESTRATÉGIA DE PRODUÇÃO
Uma melhoria implementada nesse projeto foi concentrar o produto
no
reator, diminuindo o total de água carregada e aumentando o
total de reagente
adicionado. Pelo balanço de massa sabe-se que ao adotar tal
estratégia o
reator trabalhará mais concentrado, consequentemente mais
produto será
carregado no evaporador. Mantendo uma mesma taxa de evaporação
e
utilizando a mesma quantidade de vapor, conseguiu-se aumentar a
produção
diária da planta, uma vez que aumentou-se o volume de produto na
batelada
do reator.
Figura 24 - Adição de água e reagente no reator
Fonte: ASPEN® IP.21
Na figura 24, a linha vermelha representa o total de
reagente
adicionado no reator e a linha verde o total de água. Percebe-se
ao longo do
tempo uma redução dessa água e o aumento do volume de reagente.
Essa
estratégia foi adotada para aumentar a produção mantendo a mesma
taxa de
evaporação que anteriormente.
-
52
5.4 RESULTADOS USO DE VAPOR
O indicador de uso de vapor é calculado mensalmente com base
na
produção e no consumo de vapor, por motivo de sigilo de
capacidade não será
divulgado os valores de produção, mas sim apenas o valor do uso
de vapor.
Desde Janeiro de 2014 foi acompanhado e medido o uso, o projeto
foi
implementado no mês agosto e os resultados foram imediatos, a
figura 25 traz
os resultados de uso de vapor.
Figura 25 - Uso de vapor 2014
Fonte: Elaborado pelo autor
-
53
Foi realizado a análise estatística ANOVA com os dados de uso
de
vapor entre Janeiro a Julho comparando-os com Agosto a Outubro.
A tabela 4
traz esses dados.
Tabela 4 ANOVA uso de Vapor antes x depois
Categoria Amostras Média Desvio padrão
Uso de Vapor (antes) 7 0,0033843 0,0000913
Uso de Vapor (depois) 3 0,0031733 0,0000493
Fonte: Elaborado pelo autor
P value = 0,006 confirma que realmente aconteceu uma mudança
estatística após a implementação do projeto reduzindo o uso de
vapor. As
figuras 26 e 27 mostram a redução do uso de vapor ao longo
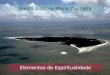
desses meses.
Figura 26 - Comparação individual do uso de vapor antes x
depois
Fonte: Elaborado pelo autor, MINITAB®
-
54
Figura 27 - Boxplot uso de vapor antes x depois
Fonte: Elaborado pelo autor, MINITAB®
-
55
6 CONCLUSÃO
Conclui-se que o projeto implementado trouxe ganhos financeiros
e de
processo para a empresa em estudo ao reduzir o uso de vapor de
0,0034 para
0,0032 e uma redução da variabilidade do uso. Os objetivos
específicos
traçados inicialmente foram alcançados. Otimização da operação
de
equipamentos e instrumentos. As melhorias seguiram um padrão de
trabalho
baseado na metodologia Six Sigma (DMAIC), que garantiu uma
execução
sistemática do projeto e um aprofundamento de conhecimento no
processo.
Atualmente, tais mudanças são analisadas diariamente para
sustentar
o sucesso do projeto e novos estudos estão em andamento para
otimizar as
mudanças que aconteceram. Isso é uma característica de um
projeto que
utiliza a metodologia DMAIC, melhoria contínua e em ciclo. Para
o sucesso do
projeto deve ser considerado o uso de softwares como MINITAB® e
do
Aspen® IP.21 que estão cada vez mais presentes nas indústrias
para facilitar o
controle e a análise dos processos.
-
56
7 REFERÊNCIAS BIBLIOGRÁFICAS
BABA, V.A. Diagnóstico e análise de oportunidade de melhoria em
um restaurante universitário por meio da filosofia Seis Sigma,
2008. 115 p. Dissertação (Mestrado em Administração das
Organizações)- Universidade de São Paulo (USP), Ribeirão Preto,
2008.
ECKES, George. A Revolução Seis Sigma: o método que levou a GE e
outras empresas a transformar processos em lucro. 3 ed. Rio de
Janeiro: Campus, 2001.
DONAHUE, Kristin. Desuperheating Selection and Optimization.
Disponível em
http://www.graham-mfg.com/usr/pdf/TechLibHeatTransfer/110.pdf>
Acesso em 10 de novembro 2014
FRANCO, Max. Integração energética de sistemas de evaporação
localizados abaixo do ponto pinch, 2001. 150p. Dissertação Mestrado
(Mestrado em Engenharia Química) – Universidade Estadual de
Campinas (UNICAMP), Campinas, 2001.
KORTING, Korting Reference Data for application of jet ejectors
and vacuum processing, Catálogo técnico, Korting Hannover AG.
MATOS, J. L. Implementação de um projeto de melhorias em um
processo de reação química em batelada utilizando o método DMAIC,
2003. 127 p. Dissertação (Mestrado em Engenharia da Produção) –
Universidade Federal do Rio Grande do Sul, Porto Alegre, 2003.
MONTGOMERY, D.C; RUNGER, G.C. Estatística Aplicada e
Probabilidade para Engenheiros. Quarta Edição. Editora LTC. 514 p,
2009.
ROTONDARO, Roberto G.; RAMOS, A. W.; RIBEIRO, C.O.; MIYAKE, D,
I.; NAKANO, D.; LAURINDO, R. F. B.; HO, L. L.; CARVALHO, M. M.;
BRAZ, M. A.; BALESTRASSI, P. P. Seis Sigma. Estratégia Gerencial
para a Melhoria de Processos, Produtos e Serviços. São Paulo:
Atlas, 2002.
PANDE, Peter S., NEUMAN, Robert P., CAVAGH, Roland R. Estratégia
Seis Sigma. Como a GE, a Motorola e outras grande empresas estão
aguçando seu desempenho. Rio de Janeiro: Qualitymark, 2001.
Spirax Sarco Basic Desuperheating Theory. Disponível em . Acesso
em 7 de novembro 2014.
-
57
SCATOLIN, André Celso, Application of Six Sigma Methodology in
order to Reduce Waste of a Manufacturing Process, Campinas:
Faculdade de Engenharia Mecânica, Universidade Estadual de
Campinas, 2005. 137 p. Trabalho Final de Mestrado Profissional.
WESTPHALEN, Denis Libert, Modelagem, simulação e otimização de
sistemas de evaporação, 1999. 252p. Dissertação Doutorado
(Doutorado em Engenharia Química) – Universidade Estadual de
Campinas (UNICAMP), Campinas, 1999.