Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DE ALFENAS
CAMPUS POÇOS DE CALDAS
PATRÍCIA DA SILVA COSTA SANTOS
COMPÓSITOS BASEADOS EM CARVÃO DE PET E LAMA VERMELHA COMO
CATALISADORES PARA A REMOÇÃO DE CONTAMINANTES ORGÂNICOS EM
ÁGUA
Poços de Caldas /MG
2015

PATRÍCIA DA SILVA COSTA SANTOS
COMPÓSITOS BASEADOS EM CARVÃO DE PET E LAMA VERMELHA COMO
CATALISADORES PARA A REMOÇÃO DE CONTAMINANTES ORGÂNICOS EM
ÁGUA
Poços de Caldas/MG
2015
Trabalho de Conclusão de Curso
apresentado como parte dos requisitos para
obtenção do título de Engenheiro Químico
pela Universidade Federal de Alfenas,
Campus de Poços de Caldas – MG.
Orientadora: Cínthia Soares de Castro.



AGRADECIMENTOS
Agradeço a Deus por mais esta conquista.
Á minha família pelo apoio, confiança e incentivo.
Á professora orientadora Cinthia Soares de Castro, por seus ensinamentos, dedicação,
paciência e confiança depositada na elaboração deste trabalho.
A Universidade Federal de Alfenas (UNIFAL) pela oportunidade de desenvolvimento
oferecida.
Ao departamento de Engenharia Química da Universidade Federal de São Carlos
(UFSCAR) e da Universidade Federal de Minas Gerais (UFMG) pelas caracterizações dos
materiais.
Á minha amiga Natálya pela ajuda, paciência e incentivo.
Á banca examinadora pela atenção.
A todos que, de alguma forma, contribuíram para a realização do trabalho.

RESUMO
A reciclagem de garrafa PET (Poli-tereftalato de etileno) gera um resíduo de pó polimérico e a
indústria de alumínio gera uma mistura de óxidos chamada lama vermelha contendo uma
elevada quantidade de hidróxido de sódio e óxido de ferro. Neste estudo, foram preparados
materiais compósitos baseados em carvão/óxido de ferro a partir do resíduo PET e lama
vermelha (LV) por meio da mistura física (10, 15 e 20% em massa de PET em pó/lama
vermelha), seguido por um tratamento térmico a 400°C, sob atmosfera de ar. As análises de
Difratometria de raios X (DRX) das amostras calcinadas revelaram que a hematita (α – Fe2O3)
é a principal fase formada a partir da lama vermelha. As análises de redução à temperatura
programada (TPR) mostraram que as espécies de Fe3+ presentes nos compósitos sofreram
redução a Fe2+ em menor temperatura que a lama vermelha pura. Este resultado indica que o
óxido de ferro no compósito de LV/PET poderia apresentar uma maior atividade nos processos
catalíticos do tipo Fenton em comparação a lama vermelha original. De fato, os testes catalíticos
revelaram que os compósitos apresentaram maior capacidade de remoção do corante azul de
metileno (AM) em água que a lama vermelha pura, apresentando cerca de 90% de remoção
após 24 h de reação. A estabilidade dos compósitos no meio reacional foi confirmada após
quatro ciclos de reuso dos materiais em diferentes bateladas. Os resultados sugerem que o
carvão de PET depositado sobre o óxido de ferro proveniente da lama vermelha promove a pré-
concentração do corante na superfície do sólido por adsorção, facilitando a reação de oxidação
do corante com os átomos de ferro e o H2O2 na superfície do catalisador.
Palavras-chave: PET; lama vermelha; compósitos; processo Fenton; oxidação de corante.

ABSTRACT
Poly(ethylene terephthalate) (PET) bottle recycling generates a polymeric powder waste and
the aluminum industry generates a mixture of oxides called red mud containing a high amount
of sodium hydroxide and iron oxide. In this study, we obtained a composite based on
carbon/iron oxide from red mud and PET wastes by mechanical mixture (10, 15 and 20 wt.%
of PET powder/red mud) followed by a controlled thermal treatment at 400°C under air. XRD
analyses revealed that the α-Fe2O3 is the main phase formed from red mud. TPR analyzes
showed that the iron oxide present in the composites undergoes reduction at lower temperature
to form Fe2+ species present in Fe3O4. This result indicates that the iron oxide in the composite
can exhibit greater reactivity in the catalytic processes compared to the original red mud. In
fact, catalytic tests showed that the composites presented higher capacity to remove methylene
blue dye (MB), presenting about 90% of removal after 24 h of reaction. The stability of the
composites was confirmed after four reuse cycles. The results seem to indicate that PET carbon
deposited over the iron oxide from red mud promotes adsorption of the contaminant allowing
its contact with the iron atoms and their consequent reaction.
Keywords: PET; red mud; composites; Fenton process; dye oxidation.

LISTA DE FIGURAS
Figura 1- Fluxograma do Processo Bayer. ............................................................................... 13
Figura 2- Estrutura química do politereftalato de etileno (PET). ............................................. 16
Figura 3- (A) Flakes de garrafas, (B) Resíduo de PET em pó gerados durante a moagem das
garrafas. .................................................................................................................................... 18
Figura 4- Representação estrutural do azul de metileno. .......................................................... 19
Figura 5- Análises TG da lama vermelha (a) e pó PET (b) sob atmosfera de ar. ..................... 23
Figura 6- Analises TG (A) e perfis DTG da lama vermelha calcinada e dos compósitos LV/PET
sob atmosfera de ar (B). ............................................................................................................ 24
Figura 7- Difratogramas de raios X da lama vermelha calcinada e compósitos LV/PET. ....... 25
Figura 8- Perfis da redução a temperatura programada (TPR) da lama vermelha calcinada e dos
compósitos LV/PET. ................................................................................................................ 26
Figura 9- Espectros EDS da lama vermelha calcinada (A) e LV-PET-15 (B) e micrografias
MEV das imagens à esquerda (C-G). ....................................................................................... 28
Figura 10- Testes catalíticos para oxidação do AM na presença de compósitos LV/PET (10 mg
de catalisador e 0,1 mL de H2O2). ............................................................................................ 29
Figura 11- Perfil de redução a temperatura programada (TPR) para LV/PET -15 antes e depois
da reação de oxidação do AM. ................................................................................................. 30
Figura 12- Remoção do azul de metileno pelo processo de adsorção e oxidação na presença de
LV/PET-15. .............................................................................................................................. 31
Figura 13- Ilustração esquemática das etapas envolvidas na oxidação do corante sobre os
compósitos LV/PET. ................................................................................................................ 32
Figura 14- Ciclos de uso para o catalisador LV/PET-15. ......................................................... 32

SUMÁRIO
1. INTRODUÇÃO .................................................................................................................. 10
2. OBJETIVOS ....................................................................................................................... 11
2.1. Objetivo geral ............................................................................................................... 11
2.2. Objetivos específicos .................................................................................................... 11
3. REVISÃO BIBLIOGRÁFICA .......................................................................................... 12
3.1. Lama Vermelha ............................................................................................................ 12
3.1.1. Processo Bayer ....................................................................................................... 13
3.1.2. Disposição e impactos ambientais da lama vermelha ........................................ 14
3.1.3. Aplicações alternativas para lama vermelha ...................................................... 15
3.1.4. Lama vermelha como catalisador no tratamento de efluentes ......................... 15
3.2. Politereftalato de etileno (PET) .................................................................................. 16
3.2.1. Reciclagem ............................................................................................................. 17
3.2.2. Produção de carvão a partir de resíduos pó PET .............................................. 19
3.3. Contaminante orgânico: azul de metileno ................................................................. 19
3.4. Compósitos baseados em carvão de PET e lama vermelha ..................................... 20
4. MATERIAIS E MÉTODOS .............................................................................................. 21
4.1. Metodologia .................................................................................................................. 21
4.1.1. Síntese dos compósitos de carvão de PET/lama vermelha ................................ 21
4.1.2. Caracterização dos compósitos de carvão de PET/lama vermelha .................. 21
4.1.3. Avaliação catalítica ............................................................................................... 21
4.1.4. Testes de adsorção ................................................................................................. 22
4.1.5. Testes de estabilidade ............................................................................................ 22
5. RESULTADOS E DISCUSÃO .......................................................................................... 23
5.1. Caracterização dos materiais ...................................................................................... 23
5.2. Testes de oxidação catalítica ....................................................................................... 28
5.3. Estabilidade catalítica .................................................................................................. 32
6. CONCLUSÃO..................................................................................................................... 33
REFERÊNCIAS BIBLIOGRÁFICAS ................................................................................. 34

10
1. INTRODUÇÃO
O desenvolvimento urbano e industrial sem planejamento resulta em níveis crescentes de
poluição e degradação ambiental comprometendo a qualidade do ar, das águas e a saúde
humana. Dessa forma, encontrar alternativas para os destinos dados aos resíduos urbanos e
industriais, atendendo as questões técnicas, econômicas, sociais e ambientais tem sido um
grande desafio à comunidade científica.
O alumínio é um metal amplamente utilizado devido às suas excelentes características,
tais como leveza, resistência mecânica, resistência à corrosão e condutividade elétrica. Para a
produção deste metal é realizada a extração da alumina (Al2O3) a partir do minério de bauxita,
pelo processo Bayer. No entanto, durante a etapa de clarificação, observa-se a formação de um
resíduo insolúvel altamente alcalino que é separado da parte de interesse líquida1,2.
Esse resíduo insolúvel, denominado lama vermelha, por apresentar quantidades
significativas de soda cáustica (NaOH) e outros agentes químicos é disposto em lagoas
projetadas, exigindo cuidado permanente de manutenção. Além disso, estima-se que a
quantidade de lama vermelha obtida durante o processo de extração varia entre 0,3 e 2,5
toneladas a cada tonelada de alumina produzida, tornando o gerenciamento deste resíduo
industrial responsável pelos elevados custos apresentados pelas indústrias de refino de
bauxita3,4.
Por outro lado, existe também uma grande preocupação quanto ao destino dado aos
resíduos sólidos urbanos, principalmente os provenientes do PET (Politereftalato de etileno),
um dos termoplásticos mais produzidos no mundo5. Entre estes resíduos, pode-se destacar o
resíduo de PET em pó gerado durante o processo de reciclagem das garrafas, mais
especificamente na etapa de moagem para produção dos flakes.
Tendo em vista a grande quantidade de lama vermelha e PET em pó gerados e suas
potenciais propriedades catalíticas e adsorventes, torna-se interessante o desenvolvimento de
novas tecnologias que permitam a utilização simultânea destes resíduos. Sendo assim, o
presente trabalho teve como objetivo o processamento simultâneo destes resíduos industriais
para a produção de catalisadores na oxidação de contaminantes orgânicos em recursos hídricos,
trazendo benefícios econômicos e ambientais.

11
2. OBJETIVOS
2.1. Objetivo geral
O objetivo geral deste trabalho foi sintetizar e caracterizar compósitos baseados em
carvão, gerado a partir de resíduos de PET e lama vermelha, para utilização como catalisadores
heterogêneos na oxidação de compostos orgânicos em meio aquoso.
2.2. Objetivos específicos
Os objetivos específicos foram:
Síntese dos compósitos de carvão de PET/lama vermelha em diferentes proporções em
massa;
Caracterização dos catalisadores utilizando diferentes técnicas físico-químicas:
difratometria de raios X (DRX), redução à temperatura programada de H2 (TPR) e análise
termogravimétrica em atmosfera de ar (TG);
Avaliação catalítica na reação de oxidação do contaminante orgânico azul de metileno
em meio aquoso, na presença de H2O2, através do processo tipo Fenton heterogêneo.

12
3. REVISÃO BIBLIOGRÁFICA
3.1. Lama Vermelha
Lama vermelha é a designação dada ao resíduo insolúvel de coloração avermelhada
gerado durante a etapa de clarificação do processo Bayer na indústria de beneficiamento da
bauxita para produção de alumina (Al2O3) 4.
A bauxita é um minério proveniente das regiões tropicais e subtropicais por ação do
intemperismo sobre rochas aluminossilicáticas. Os principais constituintes deste minério são a
boehmita [γ- AlO(OH)], diásporo [α-AlO(OH)] e gibbsita [γ-Al(OH)3], em proporções que
variam com a localização geográfica, sendo que o minério com maior teor de gibbsita apresenta
maior interesse comercial6.
A composição química da lama vermelha varia de acordo com a qualidade da jazida de
bauxita e da técnica empregada no processo Bayer. Em cada planta industrial são geradas, de
acordo com a qualidade da bauxita (teor de alumínio presente), em torno de 0,3 a 2,5 toneladas
de lama vermelha para cada tonelada de alumina produzida3,4.
A lama vermelha é constituída por partículas muito finas (cerca de 95% < 44 µm)
dispersas em um meio altamente alcalino (pH ≥ 10), contendo óxidos metálicos insolúveis, tais
como ferro, alumínio, silício, sódio, cálcio, titânio e outros elementos em menor quantidade (K,
Cr, V, Mg, P, Cu, Mn, Pb, e Zn)2,4.
Tabela 1 - Composição típica da lama vermelha.
Composição Porcentagem
Fe2O3 30-60%
Al2O3 10-20%
SiO2 3-50%
Na2O 2-10%
CaO 2-8%
TiO2 traço -25%
Fonte: The International Aluminium Institute 7.
De acordo com a Tabela 1, o óxido de ferro III (Fe2O3) é o principal constituinte,
correspondendo a cerca de 30 a 60% da massa do resíduo, devendo a isto a coloração
avermelhada característica da lama vermelha8.

13
Quanto à composição mineralógica, são encontradas na lama vermelha fases cristalinas
de hematita (α- Fe2O3), goethita (FeOOH), hidróxido de ferro (Fe (OH)3), magnetita (Fe3O4),
rutilo (TiO2), diásporo (AlO(OH)), gibbsita (Al (OH)3), caulinita (Al2Si2O5(OH)4), quartzo
(SiO2), calcita (CaCO3), entre outras4,8.
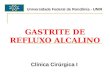
3.1.1. Processo Bayer
O processo Bayer, desenvolvido e patenteado por Karl Josef Bayer em 1888, é utilizado
nas refinarias para transformação da bauxita em alumina (Al2O3). A Figura 1 mostra um
fluxograma simplificado deste processo composto por quatro etapas principais, começando pela
digestão da bauxita, seguido da clarificação, precipitação e calcinação, onde a alumina é
finalmente obtida2.
Figura 1- Fluxograma do Processo Bayer.
Fonte: (SILVA FILHO, 2006)2.
Após a extração, a bauxita em seu estado natural passa pelo processo de moagem para
adequação granulométrica e, em seguida, inicia-se o processo de digestão. Na etapa de digestão
as espécies que contem alumínio (gibbsita, boehmita e diásporo) são dissolvidas em solução de
hidróxido de sódio (NaOH), formando uma fase sólida (resíduo insolúvel) e um licor verde com
alto teor de hidróxido de alumínio2,4.
Na clarificação, uma das etapas mais importantes do processo, é feita a separação do licor,
rico em alumínio, e dos sólidos insolúveis por decantação. Nesta etapa, o resíduo insolúvel
passa por um processo de filtragem e posterior lavagem para recuperação do hidróxido de sódio
(NaOH) que é reutilizado no processo de digestão 2,4. Após a lavagem, o resíduo insolúvel de
coloração avermelhada, denominado de lama vermelha, é drenado para áreas de disposição
externas a indústria2.

14
O licor verde é, então, separado e levado para tanques de cristalização para precipitação
do hidróxido de alumínio [Al(OH)3]. Após a etapa de precipitação, o hidróxido de alumino é,
então, calcinado a alta temperatura (1000°C) para obtenção de cristais de alumina puros
(Al2O3), de aspecto branco e arenoso2.
3.1.2. Disposição e impactos ambientais da lama vermelha
Devido à sua natureza altamente alcalina e a grande quantidade gerada anualmente, a
lama vermelha se apresenta como um passivo ambiental devido aos riscos de contaminação do
meio ambiente e aos custos elevados associados ao seu manuseio e disposição2.
Entre os métodos de disposição da lama vermelha, tem-se a forma convencional,
denominada como método úmido, devido a quantidade de água em excesso que segue com o
material sólido para a disposição. No método úmido, a lama vermelha é disposta em grandes
reservatórios previamente impermeabilizados para evitar a contaminação do solo e do lençol
freático, no qual o material sólido sedimenta e o sobrenadante alcalino é recirculado para a
fábrica. Sendo assim, os custos associados a essa forma de disposição são altos, a vida útil das
áreas de disposição é menor, entre 4 a 7 anos, e sua reabilitação é lenta, havendo ainda a
possibilidade de rompimento dos reservatórios, representando um potencial de impacto elevado
sobre o meio ambiente2.
Uma alternativa ao método úmido, que necessita de grandes áreas de disposição, em torno
de 40 a 80 hectares, tem-se o método seco, no qual as áreas de disposição são menores, pois a
lama vermelha é disposta com um teor de sólidos mais elevado, resultando num menor volume
de resíduo devido à textura mais pastosa2.
Quanto aos métodos de disposição a seco, o mais comum é o “dry-stacking”, em que a
lama vermelha é disposta progressivamente em áreas divididas de leitos de secagem, permitindo
uma diminuição da umidade através da evaporação e da drenagem. Outro método usado é o
“tailing” espessado, no qual a lama é colocada no ponto central da área de disposição formando
um monte cônico, dispensando a necessidade de barragens ou diques, além de facilitar a
reabilitação da área2.
A disposição da lama vermelha em um corpo hídrico receptor, como rios, lagos e oceanos,
conhecido como “off-shore disposal”, devido às diversas desvantagens ambientais associadas,
somente é utilizada em locais cujas áreas para disposição são escassas2.
Portanto, a disposição inadequada da lama vermelha pode causar diversos problemas,
como contaminação do solo, das águas subterrâneas e de superfície por NaOH, ferro, alumínio

15
ou outro agente químico, formação de nuvens de poeira alcalina pela lama seca causando
impactos visual sobre áreas extensas, além do risco de contato direto com animais, plantas e
seres humanos2,4.
3.1.3. Aplicações alternativas para lama vermelha
Diversas tecnologias voltadas para o aproveitamento da lama vermelha como matéria-
prima têm sido desenvolvidas com a finalidade de encontrar alternativas mais seguras que
possibilitem a redução do volume de resíduo encaminhado para a disposição final.
Nos últimos anos foram realizados estudos utilizando lama vermelha: na construção civil
como material para recobrimento de aterros e pavimentação, na indústria cerâmica para
revestimentos cerâmicos (porcelana, vítricos e eletroporcelanas) e confecção de tijolos, telhas
e isolantes, no tratamento de superfície para proteção do aço contra corrosão e na melhoria das
características termoplásticas de polímeros, na agricultura como corretivo para solos ácidos, no
enriquecimento de solos pobres em ferro e na mobilização de metais pesados em solos
contaminados, na área ambiental para tratamento de efluentes líquidos e solos contaminados
por metais pesados, fosforo e nitrogênio, e na indústria química como adsorvente para a
remoção de metais pesados, ânions e pigmentos têxteis e na atividade catalítica para remoção
de enxofre em querosene, hidrogenação do antraceno, degradação de compostos orgânicos
voláteis e degradação de organoclorados2,9.
3.1.4. Lama vermelha como catalisador no tratamento de efluentes
Muitos compostos orgânicos são considerados potenciais contaminantes de águas
naturais, pois alteram suas características químicas e físicas. No entanto, a destruição ou
remoção desses compostos em efluentes industriais com elevada carga de contaminantes
orgânicos e compostos recalcitrantes representa um sério problema ao setor produtivo, que
busca tratamentos de baixo custo, eficientes e que atendam à legislação e aos padrões
ambientais vigentes4,10.
Os processos oxidativos avançados (POAs) se baseiam na geração de espécies altamente
reativas, como radicais hidroxila, com alto potencial de oxidação, para oxidar de maneira não
seletiva uma grande variedade de compostos orgânicos em solução. Os mecanismos de geração
de radicais hidroxila podem ocorrer por meio de diversos sistemas POA, dentre eles destacam-
se a fotocatálise, ozonólise, processos Fenton homogêneo e heterogêneo10.

16
No sistema Fenton clássico, a reação entre peróxido de hidrogênio e sais ferrosos resultam
nos radicais hidroxila, representando um dos sistemas mais ativos para a oxidação de compostos
orgânicos, incluindo corantes têxteis4,10.
Sendo assim, visando reduzir os impactos ambientais provenientes da disposição
inadequada da lama vermelha, e, baseado na elevada porcentagem de óxido de ferro presente
nesse resíduo, esse material pode ser utilizado em conjunto com peróxido de hidrogênio para a
degradação de poluentes orgânicos em água, por meio do processo Fenton heterogêneo10.
O sistema tipo Fenton heterogêneo tem como característica o uso do ferro na forma de
um catalisador sólido, que pode ser suportado em outro material ou então na forma de óxidos
pouco solúveis, no qual a reação química ocorre na interface entre as fases dos
reagentes/catalisadores, permitindo a regeneração e recuperação ao final do catalisador11. A
geração de radicais hidroxila e peroxila catalisada por óxidos de ferro pode ser descrita pelas
Equações (1) e (2), nas quais óxidos contendo fases de ferro reduzidas são mais ativos na
geração de hidroxila (Eq. 1)4.
Fe+2 + H2O2 ↔ Fe+3 + OH− + HO ∙ (1)
Fe+3 + H2O2 ↔ Fe+2 + HOO ∙ + H+ (2)
3.2. Politereftalato de etileno (PET)
O politereftalato de etileno (PET) é um polímero termoplástico produzido pela reação de
condensação entre os monômeros etileno glicol e o ácido tereftálico11.
Figura 2-Estrutura química do politereftalato de etileno (PET).
Fonte: (MENDA, 2011)12.

17
Com estrutura parcialmente alifática e aromática (Figura 2), o PET apresenta inúmeras
propriedades (Tabela 2), tais como baixa densidade, transparência, facilidade de moldagem,
elevada resistência mecânica, térmica e química11.
Tabela 2 - Propriedades do polímero PET.
Características do PET Valores
Massa molecular 15.000 - 42.000 g/mol
Densidade 1,33 - 1,45 g/cm3
Índice de refração 1,65 - 1,66
Temperatura de Fusão 250 - 270° C
Temperatura de Transição Vítrea 70 - 74°C
Fonte: Montenegro et al, 200013.
O baixo custo produtivo aliado às propriedades favoráveis tornou o PET um dos
termoplásticos mais produzidos no mundo com aplicações nas mais diversas áreas, como na
fabricação de fibras têxteis, embalagens e polímeros de engenharia5,11.
No Brasil, a produção de PET corresponde a 9% em massa da produção total de
polímeros, gerando em média 20% em massa da fração dos polímeros presentes em resíduos
sólidos urbanos (RSU). Isto se deve ao fato de 71% do PET, no Brasil, ser utilizado na indústria
de embalagens5.
3.2.1. Reciclagem
Nos últimos anos, os polímeros, em especial o politereftalato de etileno (PET), têm
aumentado sua participação na composição dos resíduos sólidos urbanos (RSU). Devido à
grande quantidade e variedade de suas aplicações e ao seu tempo de degradação relativamente
longo, eles passaram a ocupar boa parte do volume dos aterros em razão do seu descarte de
forma inadequada5.
Entretanto, existem métodos alternativos de disposição final do PET como a incineração
e a reciclagem. Dentre eles, a incineração pode provocar graves problemas de poluição
atmosférica, sendo a alternativa menos recomendável. Já a reciclagem tem sido considerada
como uma solução promissora para o tratamento deste resíduo inorgânico, uma vez que reduz
o volume do lixo, a poluição e permite que o material usado volte para o ciclo produtivo14.
A reciclagem de polímeros pode ser classificada em três categorias: primária, secundária
e terciária. A reciclagem primária (pré-consumo) e a reciclagem secundária (pós-consumo) são

18
conhecidas como reciclagem mecânica. Na reciclagem terciária conhecida como reciclagem
química, os polímeros são convertidos por processos termoquímicos (pirólise, conversão
catalítica) em matérias-primas, podendo originar novamente resinas virgens ou outras
substâncias de interesse para a indústria (gases e óleos combustíveis)5,14.
No Brasil, a principal reciclagem praticada é a mecânica. Nesse processo, o PET passa
pelas seguintes etapas: 1) separação dos resíduos poliméricos, 2) moagem, 3) lavagem, 4)
secagem e 5) reprocessamento, finalizando com a transformação do polímero em produto
acabado15.
Na primeira etapa (separação) os resíduos são selecionados manualmente ou de forma
automatizada e separados das possíveis impurezas presentes, como vidro, papel, metal ou outros
polímeros. Uma vez separados, os resíduos de PET são moídos em moinhos de facas rotativas
formando os “flakes”, com a granulometria requerida pelo reciclador (Figura 3-A)14,15.
Figura 3- (A) Flakes de garrafas, (B) Resíduo de PET em pó gerados durante a moagem das
garrafas.
Fonte: Do autor.
A granulometria dos “flakes” obtidos é um fator importante, pois permite uma fusão
uniforme e uma melhor acomodação do material no equipamento de processamento, como a
extrusora ou injetora. No entanto, a presença de pó proveniente da moagem (Figura 3-B) é
inconveniente, pois faz com que a fusão ocorra mais rapidamente, atrapalhando o escoamento
do material nos equipamentos de processo15.
Após a moagem, os flakes são transportados para a lavagem em tanques contendo água
ou solução de detergente aquecido. Depois do enxágue, o material é então seco por processo
mecânico e/ou térmico. Após a secagem, de acordo com a aplicação final, são colocados

19
aditivos como antioxidantes, plastificantes, cargas de reforço, agentes de acoplamento etc., para
formulação dos polímeros que serão reprocessados para obtenção de novos produtos15.
3.2.2. Produção de carvão a partir de resíduos pó PET
O carvão ativado (CA) é um material adsorvente, com grande área superficial, que
apresenta uma estrutura porosa interna bem desenvolvida, largamente utilizado no tratamento
de água, no controle da emissão de poluentes e na purificação e armazenamento de gases, como
catalisadores e suportes catalíticos17. Praticamente todos os materiais que possuem alto teor de
carbono, como madeira, bambu, quitosana, etc, podem ser convertidos em carvão ativado16.
Considerando que, durante o processo de reciclagem do PET, na etapa de moagem, tem-
se a formação de grande quantidade de resíduo pó PET, alguns trabalhos na literatura
demonstram a viabilidade de produção de carvão ativado a partir deste resíduo
polimérico17,18,19, visto que este precursor contém uma elevada porcentagem de carbono, em
torno de 62,5% em massa17.
3.3. Contaminante orgânico: azul de metileno
O azul de metileno (Figura 4) é um corante básico, orgânico, aromático, heterocíclico,
solúvel em água ou álcool20.
Figura 4- Representação estrutural do azul de metileno.
Fonte: (POGGERE et al., 2011)21.
O azul de metileno é um corante pouco tóxico, que absorve intensamente na região UV-
visível (𝜆𝑚𝑎𝑥 = 665 𝑛𝑚)e, quando solúvel em água, produz cátions coloridos em solução
sendo por isso denominado, de corante catiônico22.
É um corante proveniente de processos industriais, como a fabricação de papéis e
indústrias têxteis, tornando-se um resíduo poluente industrial difícil de ser tratado devido à sua

20
característica catiônica e alta reatividade21. Esse composto tem sido amplamente utilizado como
molécula modelo em estudos de adsorção e oxidação para a remoção de contaminantes
orgânicos em meio aquoso22.
3.4. Compósitos baseados em carvão de PET e lama vermelha
O sistema Fenton heterogêneo tem como característica a utilização de catalisadores
baseado em óxidos de ferro para a geração de radicais hidroxila, que são espécies altamente
reativas e oxidantes. De 30% a 60% da composição da lama vermelha é óxido de ferro III
(Fe2O3).
Por outro lado, o resíduo em pó polimérico gerado durante a reciclagem da garrafa PET
apresenta cerca de 65% em massa de carbono, podendo formar uma matriz de carvão com
características adsorventes quando calcinado em altas temperaturas.
Portanto, o processamento simultâneo destes resíduos industriais – lama vermelha e pó
PET – resulta em compósitos com propriedades catalíticas e adsorventes contendo os óxidos
presentes na lama vermelha e a matriz carbonácea presente no PET.

21
4. MATERIAIS E MÉTODOS
Os resíduos de PET foram fornecidos por uma empresa produtora do polímero e a lama
vermelha obtida de uma mineradora localizada na cidade de Poços de Caldas –MG.
4.1. Metodologia
4.1.1. Síntese dos compósitos de carvão de PET/lama vermelha
Os compósitos foram preparados pela mistura física dos resíduos em diferentes
proporções em massa (10, 15 e 20%) de resíduo PET em pó/lama vermelha, seguidos de
calcinação em mufla à temperatura de 400°C por 1 h, sob atmosfera de ar.
4.1.2. Caracterização dos compósitos de carvão de PET/lama vermelha
Os compósitos obtidos foram caracterizados no Departamento de Engenharia Química da
UFSCAR e no Departamento de Química da UFMG. A Fisissorção de nitrogênio a 77K foi
utilizada para a determinação da área específica, (Quantachrome, NOVA – 1200), calculada
pelo método BET. Os materiais foram também caracterizados por Difratometria de raios X
(DRX) em um Espectrômetro Shimadzu usando a radiação Kα do Cu ( = 1,5406 Å). As fases
cristalinas foram identificadas usando a base de dados Powder Diffraction File (PDF) (JCPDS,
International Centre for Diffraction Data). A estabilidade térmica dos resíduos foi estudada por
Análise Termogravimétrica (TG, Shimadzu DTG-60AH) em atmosfera de N2 (fluxo de gás de
30 cm3 min-1), com uma taxa de aquecimento de 10°C.min-1. Os experimentos de redução à
temperatura programada (TPR-H2) foram realizados num equipamento CHEMBET 3000, sob
fluxo de 80 mL min-1 de uma mistura de H2 (5%)/ N2 com taxa de aquecimento de10ºC.min-1.
A morfologia dos catalisadores foi estudada por Microscopia eletrônica de varredura e a
composição elementar por espectroscopia de energia dispersiva de raios X (MEV- EDS) em
um microscópio Philips XL-30 FEG.
4.1.3. Avaliação catalítica
A avaliação catalítica dos compósitos de carvão de PET/lama vermelha foi feita através
de testes de oxidação em reatores em batelada de 20 mL de capacidade volumétrica, sob

22
agitação magnética. Foram utilizados 10 mg de catalisador, 9,9 mL de solução do composto
orgânico azul de metileno, na concentração de 10 mg L-1 e 0,1 mL de solução de peróxido de
hidrogênio (H2O2 50%, v/v)23.
Foram realizadas cinéticas de oxidação de azul de metileno. Os ensaios foram realizados
avaliando-se os tempos de reação de 15, 30, 45, 60, 75 e 90 min. Após a reação, a mistura
reacional foi centrifugada com rotação de 3000 rpm por 10 min para a separação do catalisador
da parte líquida (composto orgânico oxidado).
A absorbância das soluções sobrenadantes foi analisada por espectroscopia de UV-
visível, no comprimento de onda de 665 nm23.
4.1.4. Testes de adsorção
Os testes de adsorção foram realizados em reatores em batelada de 20 mL de capacidade
volumétrica contendo 10 mg de catalisador e 9,9 mL de solução do composto orgânico azul de
metileno (10 mg L-1). Após 15, 30, 45, 60, 75 e 90 min de reação, a mistura reacional foi
centrifugada e a absorbância das soluções sobrenadantes foi analisada por espectroscopia de
UV-visível, no comprimento de onda de 665 nm.
4.1.5. Testes de estabilidade
A estabilidade do catalisador (15% de resíduo PET em pó/lama vermelha) foi avaliada
por meio de ciclos de reuso. Inicialmente foram utilizados reatores em batelada contendo 200
mg de catalisador para 198 mL de solução de composto orgânico azul de metileno na
concentração de 10 mg L-1 e 2 mL de solução de peróxido de hidrogênio (H2O2 50%, v/v). Após
24 h de reação, a solução de azul de metileno (AM) foi analisada por espectroscopia de UV-vis
e o catalisador recuperado por filtração a vácuo foi seco em estufa a temperatura de 60 a 80°C
para reutilização em ciclos posteriores. A estabilidade do catalisador foi então analisada através
da repetição por três vezes consecutivas da reação de oxidação, mantendo as mesmas
proporções de catalisador, solução de AM e H2O2.

23
5. RESULTADOS E DISCUSÃO
5.1. Caracterização dos materiais
A área específica BET da lama vermelha foi de 7 m2/g e do pó PET foi inferior a 2 m2/g.
A estabilidade térmica dos resíduos foi investigada por análise TG, sob atmosfera de ar (Fig.
1). Para a lama vermelha (Fig. 5-a), ocorreu uma perda de massa total de cerca de 28% e é
possível observar duas regiões definidas de perda de massa: a primeira a uma temperatura
inferior a 100°C, pode ser atribuída a água fisicamente adsorvida, e a segunda, entre 250-300°C,
pode ser atribuída a decomposição da gibbsita para produzir alumina [2 Al(OH)3 Al2O3 + 3
H2O]24. Neste último intervalo de temperatura, também é possível ocorrer a perda de água
adsorvida quimicamente ou a decomposição da goethita para produzir hematita [2 FeOOH
Fe2O3 + H2O]25.
Figura 5-Análises TG da lama vermelha (a) e pó PET (b) sob atmosfera de ar.
Fonte: Do autor.
No caso do PET em pó (Fig. 5-b), o perfil de TG mostrou uma perda de massa abrupta
após 350°C. Como esperado, esta amostra foi totalmente decomposta a alta temperatura
(>500°C) e o teor de cinzas foi bastante baixo (cerca de 1,0%), uma vez que o polímero de PET
é essencialmente composto por matéria orgânica.
Além disso, é possível observar, no caso da lama vermelha (Fig.5-a), que, a temperaturas
superiores a 400°C, ocorre uma perda de massa insignificante (1%), e corresponde à

24
temperatura inicial de decomposição do PET (Fig. 5-b). Deste modo, a temperatura de 400°C
foi utilizada para a calcinação dos materiais LV/PET, a fim de obter compósitos contendo os
óxidos presentes na lama vermelha e um material carbonáceo gerado a partir do PET.
A estabilidade térmica da LV calcinada e dos compósitos LV/PET também foram
investigadas por TG/DTG. Os resultados são apresentados na Figura 6.
Figura 6-Analises TG (A) e perfis DTG da lama vermelha calcinada e dos compósitos
LV/PET sob atmosfera de ar (B).
Fonte: Do autor.
A partir do termograma da Fig. 6-A é possível observar que a perda de massa foi inferior
a 10% para todos os compósitos. Isso indica que, durante a calcinação dos compósitos a 400°C,
houve uma perda significativa de massa. A perda de massa atribuída à água adsorvida
(temperatura inferior a 200°C) é pequena. Além disso, a adição de PET na lama vermelha afeta
claramente a estabilidade térmica dos compósitos. Todos os compósitos mostraram uma perda
de massa mais elevada do que a lama vermelha (Fig. 6-A) e esta foi causada provavelmente
pela decomposição de material carbonáceo presente no PET. Como esperado, a perda de massa
total aumentou gradualmente à medida que a quantidade de PET aumentou nos compósitos.
A derivada da perda de massa indica a temperatura em que a perda de massa foi mais
evidente na curva TG. As curvas de DTG (Fig. 6-B) revelaram que um grande número de
transformações ocorre durante a decomposição térmica dos compósitos. As curvas DTG
mostram que, mesmo após a calcinação a 400°C/1h, os materiais ainda continham uma
determinada quantidade de gibbsita [Al(OH)3] e/ou goethita [FeO(OH)], evidenciada pelo pico

25
próximo a 250°C, claramente observado para a LV. Este pico foi menos evidente para os
compósitos (LV/PET-10, LV/PET-15 e LV/PET-20). Isso ocorre possivelmente devido a
cobertura parcial da lama vermelha pelo carvão de PET. A decomposição do carvão de PET
ocorreu provavelmente a 520°C para os compósitos. A decomposição do carvão de PET nos
compósitos LV/PET (Fig. 6-B) ocorreu a uma temperatura mais elevada que o PET puro (ver
Fig. 1-B, 450°C), e isto indica uma forte interação entre o carvão de PET e a lama vermelha
nos compósitos.
O difratograma de raios X da lama vermelha calcinada apresentado na Figura 7 revelou
que o material é composto por uma mistura complexa de fases contendo, principalmente, Fe2O3
[85-0599], SiO2 [81-0065], óxido misto de titânio e sódio [Na4Ti5O12, 37-0273], gibbsita [Al
(OH)3, 29-0041], sodalita, [85-2065]. Vale ressaltar que a goethita (FeOOH), normalmente
presente na lama vermelha23,25, não foi detectada na lama vermelha calcinada, provavelmente
devido a decomposição térmica da goethita para produzir hematita. Os compósitos de LV/PET
contêm os mesmos óxidos presentes na LV calcinada, com exceção da gibbsita que não foi
detectada nos compósitos, o que está de acordo com os resultados obtidos por TG. Os resultados
de DRX estão de acordo com a literatura24,26, embora a composição da lama vermelha possa ser
diferente, dependendo da localização geográfica da bauxita.
Além disso, a decomposição do PET provavelmente levou à formação de uma matriz de
carbono amorfo nos compósitos que não foi detectada por DRX, mas evidenciada por TG.
Figura 7-Difratogramas de raios X da lama vermelha calcinada e compósitos LV/PET.
Fonte: Do autor.

26
A redutibilidade das amostras em atmosfera de H2 foi estudada por TPR. A Figura 8
fornece os perfis de redução dos materiais.
Figura 8-Perfis da redução a temperatura programada (TPR) da lama vermelha calcinada e
dos compósitos LV/PET.
Fonte: Do autor.
Os resultados da TPR revelaram que todos os materiais são compostos principalmente
por espécies de Fe3+, uma vez que os perfis TPR mostraram um pico no intervalo de temperatura
de 400-600°C que corresponde a redução da hematita para produzir magnetita (Eq.3). A uma
temperatura mais elevada, 600-900°C, a magnetita é continuamente reduzida para ferro
metálico (Eq. 4 e Eq. 5) 27,28.
3 Fe2O3 + H2→ 2 Fe3O4 + H2O (3)
Fe3O4 + H2→ 3 FeO + H2O (4)
FeO + H2 → Fe0 + H2O (5)
É importante mencionar que o estado de oxidação das espécies de ferro (Fe3+ ou Fe2+)
afeta consideravelmente a atividade catalítica na reação do tipo Fenton29,30. Além disso, a
adição do PET na lama vermelha influenciou os perfis de TPR reduzindo as temperaturas de

27
redução quando comparadas com a lama vermelha pura. Esse deslocamento da temperatura de
redução (indicado pela linha pontilhada na Fig. 8) foi mais evidente para o pico de redução de
Fe3+ para Fe2+ (400-600°C). A presença de carvão de PET nos compósitos provavelmente
causou uma melhor adsorção de moléculas de H2, facilitando a redução do Fe3+ na superfície30.
Como a decomposição do peróxido de hidrogênio (H2O2) envolve a transferência de elétrons
do óxido de ferro, a facilidade de redução do ferro presente nos compósitos pode melhorar a
atividade catalítica no sistema Fenton.
A análise elementar dos catalisadores foi realizada por EDS. Os resultados obtidos para
a lama vermelha calcinada (Fig. 9-A) e LV/PET-15 (Fig. 9-B) revelaram que as amostras são
compostas principalmente por Fe, Al, Si, Ca, Ti, Na, C e O, de acordo com a composição da
lama vermelha3,27,32,33,34. Importante mencionar que a análise EDS é qualitativa e que a
composição da lama vermelha depende fortemente do minério original e da eficiência de
extração da alumina33,35. O sinal observado para a amostra de Au deve-se ao fato da amostra
ser revestida com ouro para a análise MEV/EDS. Para o compósito LV/PET-15, o sinal de
carbono aumenta devido a adição de PET na lama vermelha. O mapeamento químico para
LV/PET-15 é apresentado nas Figs. 9-E a 9-G e revela que a dispersão do carvão de PET
ocorreu de forma eficiente com uma boa distribuição em todo o compósito (Fig. 9-E). Além
disso, é importante ressaltar que o carbono não cobriu totalmente a superfície da lama vermelha
(regiões de cor cinza ainda são notadas). Assim, os átomos de ferro (Fe) apresentado com pico
mais intenso na Fig. 9-B, permanecem mais expostos (Fig. 9-G) para reação com o peróxido de
hidrogênio e o corante AM.
A morfologia dos catalisadores foi estudada por MEV. A Figura 9 compara as
micrografias da lama vermelha calcinada (Fig. 9-C) e LV/PET-15 (Fig. 9-D) mostrando
partículas de formas irregulares de tamanhos diferentes, para ambos os catalisadores. Nenhum
efeito relevante foi observado na morfologia da LV/PET-15 pela adição de PET comparado
com a lama vermelha calcinada.

28
Figura 9-Espectros EDS da lama vermelha calcinada (A) e LV-PET-15 (B) e micrografias
MEV das imagens à esquerda (C-G).
Fonte: Do autor.
5.2. Testes de oxidação catalítica
Os compósitos LV/PET foram avaliados como catalisadores na oxidação do composto
orgânico azul de metileno (AM). A Figura 10 mostra o perfil de remoção do AM em água na
presença de lama vermelha calcinada (LV) e dos compósitos LV/PET.

29
Figura 10-Testes catalíticos para oxidação do AM na presença de compósitos LV/PET (10 mg
de catalisador e 0,1 mL de H2O2).
Fonte: Do autor.
Em um curto tempo de reação (até 1,4 h), todos os catalisadores apresentaram baixa
remoção de AM (<40%). Vale ressaltar que a lama vermelha calcinada também foi capaz de
remover o AM da solução. A baixa atividade observada em curtos tempos de reação para todos
os catalisadores pode ser explicada pelo fato da lama vermelha ser composta principalmente
por espécies de Fe3+, que são substancialmente menos ativas para o processo Fenton em relação
às espécies Fe2+ 29,30. A reação de Fe3+ com H2O2 é lenta e gera o radical (OOH), que apresenta
baixa atividade para reações de oxidação (Eq. 6). Por outro lado, o Fe2+ produzido na Eq. 4 pode
reagir com outra molécula de H2O2, de acordo com a Eq. 7, e gerar o radical hidroxila (OH),
que é uma espécie altamente oxidante, capaz de atacar o contaminante orgânico AM em
solução29,30.
Fe+3 + H2O2 ⇄ Fe+2 + HOO• + H+ (6)
Fe+2 + H2O2 ⇄ Fe+3 + HO• + HO− (7)

30
Essas espécies de Fe2+ são significativamente mais ativas para o processo Fenton29,30.
Consequentemente, em tempos de reação mais longos (por exemplo 24 h de reação), a atividade
catalítica aumentou expressivamente para todos os catalisadores (Fig. 10). Para confirmar a
hipótese de redução de ferro durante a reação de oxidação, foram feitas análises de TPR (Fig.
11) do LV/PET-15 antes e após sua utilização como catalisador (recuperado após 24 h). Os
resultados da TPR mostraram que, após a reação, uma quantidade menor da espécie Fe3+ está
presente no catalisador utilizado, devido a redução do ferro durante a reação com H2O2 no
processo Fenton (Fig. 11).
Figura 11-Perfil de redução a temperatura programada (TPR) para LV/PET -15 antes e depois
da reação de oxidação do AM.
Fonte: Do autor.
Além disso, pode ser claramente observado a partir da Fig. 10 que, após 24 h de reação,
a LV/PET-15 apresentou a maior remoção de AM. Este resultado está provavelmente
relacionado com o fato deste catalisador apresentar maior quantidade de espécies redutíveis de
Fe3+ (observadas pela maior área sob a curva nos perfis de TPR, Fig. 8) e que são mais
facilmente reduzidas que a LV, indicadas pela linha pontilhada mostrando uma menor
temperatura de redução na análise de TPR (Fig. 8). Portanto, esta amostra provavelmente reagiu
com H2O2 para produzir uma maior quantidade de espécies altamente ativas de Fe2+ que os
outros catalisadores, resultando em uma a maior atividade.

31
Além disso, é conhecido a partir da literatura que a lama vermelha é capaz de adsorver
compostos orgânicos e inorgânicos da água3,26,34,36,37,38. Assim, é importante investigar se a
remoção do AM da água na presença dos compósitos LV/PET ocorre apenas por adsorção,
oxidação ou envolve ambos os processos. A Fig. 12 apresenta a remoção do AM da solução
através dos processos de adsorção, ou seja, sem a adição de H2O2 à mistura reacional, e, por
oxidação, com a adição de H2O2. Os resultados mostram que ambos os processos contribuem
para remoção do AM. No entanto, a adição de H2O2 à solução aumenta consideravelmente a
remoção do AM, o que indica que o corante está sendo oxidado.
Figura 12- Remoção do azul de metileno pelo processo de adsorção e oxidação na presença de
LV/PET-15.
Fonte: Do autor.
Os resultados obtidos nesse trabalho sugerem que o corante sofre uma pré-concentração
através do processo de adsorção, facilitando o processo de oxidação na presença do agente
oxidante. A presença do carvão proveniente da decomposição do PET parece promover a
concentração do corante AM na superfície do compósito através do processo de adsorção. O
processo de adsorção também pode ocorrer com o H2O2, o que facilitaria a redução do ferro e
a geração do radical hidroxila (OH) na superfície do catalisador. A adsorção simultânea do
corante orgânico e do H2O2 ocorre principalmente nos materiais contendo PET, devido a

32
formação de espécies carbonáceas nos materiais depois do tratamento térmico. A Figura 13
ilustra as duas etapas da reação de oxidação do corante sobre os compósitos LV/PET.
Figura 13- Ilustração esquemática das etapas envolvidas na oxidação do corante sobre os
compósitos LV/PET.
Fonte: Do autor.
5.3. Estabilidade catalítica
A estabilidade dos catalisadores foi investigada por meio de ciclos de reuso. A Figura 14
apresenta os ciclos em batelada de reuso para LV/PET-15 e revelou que a atividade é mantida
pelo menos até o quarto ciclo.
Figura 14- Ciclos de uso para o catalisador LV/PET-15.
Fonte: Do autor.

33
6. CONCLUSÃO
Os compósitos LV/PET revelaram ser ativos para oxidação do corante orgânico azul de
metileno. Os compósitos LV/PET são compostos principalmente por uma mistura de óxidos
presentes na lama vermelha e uma matriz de carvão obtido a partir do PET. O LV/PET-15
apresentou uma maior remoção do AM em solução, cerca de 90% após 24h de reação, devido
a maior quantidade de Fe3+, facilmente reduzido a Fe2+. Os catalisadores LV/PET se mostraram
estáveis durante a reação, podendo ser utilizado por, pelo menos, 4 ciclos de reação.
Contudo, vale a pena ressaltar que, sob as condições de síntese apresentada neste trabalho,
foram obtidos compósitos constituídos de carvão não ativo de PET/LV, e que estes
apresentaram resultados significativos na remoção do AM, espera-se, então, que os compósitos
constituídos de carvão ativado de PET/LV sejam ainda mais eficazes para a remoção dos
contaminantes orgânicos. Ainda, o teste de estabilidade realizado para o compósito LV/PET-
15 foi feito em pequena escala e apresentou algumas dificuldades na recuperação do catalisador
constituído por partículas muito finas, então espera-se que, com a utilização de maiores
quantidades de reagente e com a aplicação de um método mais eficaz de recuperação, o
catalisador apresente estabilidade durante mais ciclos reacionais.
Portanto, pode-se concluir que a utilização de resíduos sólidos industriais, tais como PET
em pó e lama vermelha como catalisadores para tratamento de águas residuais, pode contribuir
para a redução da poluição ambiental, minimizando problemas com o descarte de resíduos
sólidos e facilitando o tratamento de resíduos líquidos.

34
REFERÊNCIAS BIBLIOGRÁFICAS
[1] ESCOBAR, E. M.; Determinação simultânea, em linha, da concentração de soda
cáustica e de alumina em solução de aluminato de sódio do processo Bayer de produção
de óxido de alumínio. 2004. 89 f. Tese (pós-graduação) - Curso de Físico-Química,
Universidade Estadual de Campinas, Campinas, 2004.
[2] SILVA FILHO, E. B.; ALVES, M.C.M.; DA MOTTA, M. Lama vermelha da indústria
de beneficiamento de alumina: produção, características, disposição e aplicações
alternativas. Revista Matéria, Rio de Janeiro, v.12, n.2, p.322-338, 2007.
[3] WANG, S; ANG, H.M; TADÉ, M.O., 2008. Novel applications of red mud as
coagulant, adsorbent and catalyst for environmentally benign processes. Chemosphere
72, 1621-1635.
[4] RESENDE, E. C.de. Aplicação da lama vermelha como catalisador em processos
oxidativos/ redutivos. 2012. 146 f. Tese (pós-graduação) - Curso de Agroquímica,
Universidade Federal de Alfenas, Lavras- MG, 2013.
[5] ROMÃO, W.; SPINACÉ, M.A.S.; PAOLI, M.A. PET: Uma Revisão Sobre os Processos
de Síntese, Mecanismos de Degradação e sua Reciclagem. Polímeros: Ciência e
Tecnologia, Vol. 19, No. 2, p. 121-132. Instituto de Química, Unicamp, 2009.
[6] COSTA, L. S. de. Caracterização Química de Bauxita. Disponível em:
<http://www.simineral.org.br/arquivos/Caracterizacao_quimica_da_Bauxita__LucimarSiqueir
a.pdf>. Acesso em: 12 jan. 2015.
[7] RED MUD PROJECT. Disponível em: <http://redmud.org/red-mud/characteristics/>.
Acesso em: 12 jan. 2015.
[8] RAI, S. et al. Neutralization and utilization of red mud for its better waste
management; Archives of Environmental Science, v.6, p. 13-33, 2012.
[9] OLIVEIRA, A.A.S.; TEIXEIRA I.F.; CHRISTOFANI, T.; TRISTÃO, J.C.;
GUIMARÃES, I.R.; MOURA, F.C.C. Biphasic oxidation reactions promoted by amphiphilic
catalysts based on red mud residue. Applied Catalysis B: Environmental 144 (2014) 144–
151.

35
[10] ARAUJO, F.V.F. Estudo do processo Fenton Heterogêneo utilizando hematita
(Fe2O3) como catalisador na descoloração de soluções de corante reativo. 2008. 183 f.
Tese (Doutorado) - Curso de Tecnologia dos Processos Químicos e Bioquímicos,
Universidade Federal do Rio de Janeiro, Rio de Janeiro,2008.
[11] SOARES, J.; A.B. Produção do Poli (tereftalato de etileno) Modificado com Glicerol
e Derivados. Rio de Janeiro: UFRJ/COPPE, 2010.
[12] MENDA, M.; Plásticos. 2011. Disponível em:
<http://www.crq4.org.br/quimicaviva_plasticos>. Acesso em: 22 abr. 2015.
[13] MONTENEGRO, R. S. P.; PAN, S. S. K.; RIBEIRO, M. C. M. Resina PET para
recipientes. 2000, p. 1-15.
[14] SILVA, T. C.; MIRANDA, L.F. Estudo comparativo das propriedades do poli
(tereftalato de etileno) virgem e reciclado. Universidade Presbiteriana Mackenzie. São
Paulo, 2003.
[15] SPINACÉ, M.A.S.; PAOLI, M.A. A tecnologia da reciclagem de polímeros. Quim.
Nova 28 (2005) 65-72.
[16] RAMOS, P.H.; GUERREIRO, M.C.; RESENDE, E.C.; GONÇALVES, M. Produção e
caracterização de carvão ativado produzido a partir do defeito preto, verde, ardido
(PVA) do café. Química Nova, Vol. 32, No. 5. São Paulo, 2009.
[17] LASZLO, K. SZUCS, A. Surface characterization of polyethyleneterephthalate
(PET) based activated carbon and the effect of pH on its adsorption capacity from
aqueous phenol and 2,3,4-trichlorophenol solutions. Carbon, Oxford, v. 39, p. 1945–53,
2001.
[18] ESFANDIARI, A.; KAGHAZCHI, T.; SOLEIMANI, M. Preparation and evaluation
of activated carbons obtained by physical activation of polyethyleneterephtalate (PET)
wastes. Journal of the Taiwan Institute of Chemical Engineers, Elsevier. Taiwan, v. 43, p.
631-637, 2012.
[19] PAIVA, R. J. S. Produção de carvão ativado a partir de resíduos de PET para
adsorção de contaminantes orgânicos em meio aquoso. 2014. 30 f. TCC (Graduação) -
Curso de Engenharia Química, Universidade Federal de Alfenas, Poços de Caldas, 2014.

36
[20] LIMA, A.; et al. Efeito do Solvente sobre as Propriedades Espectroscópicas do Azul
de Metileno. XI Encontro Latino Americano de Iniciação Científica e VII Encontro Latino
Americano de Pós-Graduação – Universidade do Vale do Paraíba, 2007.
[21] POGGERE, P. A.; DAVIS, R; MONTANHER, S. F. Azul de Metileno: Propriedades e
Tratamentos. Paraná, 2011. 7 p.
[22] OLIVEIRA, S.P.; SILVA, W.L.L.; VIANA, R.R.; Avaliação da capacidade de
adsorção do corante azul de metileno em soluções aquosas em caulinita natural e
intercalada com acetato de potássio. Mato Grosso, p.338-344.
[23] CASTRO, C.S.; GUERREIRO, M.C.; OLIVEIRA, L.C.A.; GONÇALVES, M.;
ANASTÁCIO, A.S.; NAZZARRO, M. Iron oxide dispersed over activated carbon: support
influence on the oxidation of the model molecule methylene blue. Applied Catalysis A:
General 367 (2009) 53– 58.
[24] DODOO-ARHIN, D.; KONADU, D. S.; ANNAN, E.; BUABENG, F.P.; YAYA, A.;
AGYEI-TUFFOUR, B. Fabrication and Characterisation of Ghanaian Bauxite Red Mud -
Clay Composite Bricks for Construction Applications. American Journal of Materials
Science, v.3, n.5, p. 110-119, 2013.
[25] LIU, H.; CHEN, T.; XIE, Q.; ZOU, X.; QING, C.; FROST, R.L. Kinetic study of
goethite dehydration and the effect of aluminium substitution on the dehydrate.
Thermochimica Acta 545 (2012) 20-25.
[26] RATNAMALA, G.M.; SHETTY, K.V.; SRINIKETHAN, G. Removal of Remazol
Brilliant Blue Dye from Dye-Contaminated Water by Adsorption Using Red Mud:
Equilibrium, Kinetic, and Thermodynamic Studies. Water Air Soil Pollut (2012) 223:6187–
6199.
[27] RESENDE, E.C.; GISSANE, C.; NICOL, R.; HECK, R.J.; GUERREIRO, M.C.
COELHO, J.V.; OLIVEIRA, L.C.; PALMISANO, P.; BERRUTI, F.; BRIENSF, C.;
SCHLAF, M. Synergistic co-processing of Red Mud waste from the Bayer process and a
crude untreated waste stream from bio-diesel production. Green Chem., 2013, 15, 496.
[28] SUSHIL, S.; BATRA, V.S. Catalytic applications of red mud, an aluminium industry
waste: A review. Applied Catalysis B, Environmental, 2008, Vol.81(1), pp.64-77.
[29] PEREIRA, M.C.; OLIVEIRA, L.C.A.; MURAD, E. Iron oxide catalysts: Fenton and
Fenton-like reactions: a review. Clay Minerals, (2012) 47, 285–302

37
[30] GARRIDO-RAMÍREZ, E.G.; THENG, B.K.G.; MORA, M.L. Clays and oxide minerals
as catalysts and nanocatalysts in Fenton-like reactions: a review. Applied Clay Science, 47
(2010) 182–192
[31] OLIVEIRA, L.C.A.; SILVA, C.N.; YOSHIDA, M.I.; LAGO, R.M. Carbon 42 (2004)
2279-2284
[32] MANGRULKAR, P. A.; JOSHI, M. V.; KAMBLE, S. P.; LABHSETWAR, N. K.;
RAYALU, S. S. Hydrogen evolution by a low cost photocatalyst: Bauxite residue.
International journal of hydrogen energy 35 (2010) 10859-10866.
[33] SAMAL, S.; RAY, A.K.; BANDOPADHYAY, A. Proposal for resources, utilization and
processes of red mud in India—A review. International Journal of Mineral Processing 118
(2013) 43–55.
[34] SHIRZAD-SIBONI, M.; JAFARI, S.J.; GIAHI, O.; KIM, I.; Lee, S.; YANG, J. Removal
of acid blue 113 and reactive black 5 dye from aqueous solutions by activated red mud.
Journal of Industrial and Engineering Chemistry 20 (2014) 1432–1437.
[35] LIU, Y.; NAIDU, R.; Ming, H. Red mud as an amendment for pollutants in solid and
liquid phases. Geoderma 163 (2011) 1–12.
[36] PULFORD, I.D.; HARGREAVES, J.S.J.; DURISOVÁ, J. Carbonised red mud - A new
water treatment product made from waste material. Journal of Environmental Management
100 (2012) 59-64.
[37] Manoj Kumar Sahu, Uttam Kumar Sahu and Raj Kishore Patel. Adsorption of safranin-O
dye on CO2 neutralized activated red mud waste: process modelling, analysis and
optimization using statistical design: RSC Adv., 2015, 5, 42294.
[38] Tabrez A. Khan, Saif A. Chaudhry, Imran Ali. Equilibrium uptake, isotherm and kinetic
studies of Cd(II) adsorption onto iron oxide activated red mud from aqueous solution.
Journal of Molecular Liquids 202 (2015) 165–175