Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
Departamento de Engenharia Mecânica
DEM/POLI/UFRJ
PARAMETRIZAÇÃO DE INDICADORES CHAVE DE PERFORMANCE(KPI’S)
EM MOTORES DE COMBUSTÃO INTERNA PARA AUXILIO NA
PROGRAMAÇÃO DE MANUTENÇÃO
Gabriel Terra de Oliveira
Projeto de Graduação apresentado ao Curso de
Engenharia Mecânica da Escola Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro.
Orientador: Fábio Luiz Zamberlan
RIO DE JANEIRO, RJ - BRASIL
JUNHO DE 2018
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
Departamento de Engenharia Mecânica
DEM/POLI/UFRJ
PARAMETRIZAÇÃO DE INDICADORES CHAVE DE PERFORMANCE(KPI’S)
EM MOTORES DE COMBUSTÃO INTERNA PARA AUXILIO NA
PROGRAMAÇÃO DE MANUTENÇÃO
Gabriel Terra de Oliveira
PROJETO FINAL SUBMETIDO AO CORPO DOCENTE DO DEPARTAMENTO
DE ENGENHARIA MECÂNICA DA ESCOLA POLITÉCNICA DA
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE
ENGENHEIRO MECÂNICO.
Aprovado por:
Prof. Fábio Luiz Zamberlan
Prof. Sílvio Carlos Aníbal de Almeida
Prof. Carlos Rodrigues Pereira Belchior
RIO DE JANEIRO, RJ - BRASIL
JUNHO DE 2018
iii
AGRADECIMENTOS
À Deus por me proporcionar todos os meios e condições para estar sempre crescendo
e evoluindo.
Ao professor Fabio Luiz Zamberlan, por toda sua paciência, inteligência e conselhos,
que foram primordias para o desenvolvimento deste trabalho.
Aos meus familiares, começando pela minha mãe, por estar sempre ao meu lado
dando todo o suporte necessário. Ao meu tio Haroldo, in memoriam, que me deu todo
o suporte intelectual e motivacional, que foram essenciais para que eu pudesse chegar
à UFRJ. Ao meu irmão, por todas as conversas e conselhos.
À minha namorada, por estar sempre ao meu lado me apoiando em todas as decisões.
Aos meu amigos de faculdade, que foram muitos,mas principlamente ao Augusto, por
ser sempre o primeiro a estudar todas as materias, e ter paciência em explicar e
mostrar o caminho das pedras.

iv
RESUMO
Historicamente o setor de manutenção das empresas é visto como fonte de
despesas. Porém é esse setor que mantém a funcionalidade dos ativos, e caso esses
ativos sejam o carro-chefe da empresa, a manutenção passa a ser vista como um
investimento.
Um dos desafios nas empresas que operam um grande número de máquinas é
referente a manutenção desses ativos. Como gerenciar esses equipamentos de forma
a otimizar a alocação de recursos destinados à manutenção e troca/reposição dos
mesmos.
Nesse sentido, esse tratalho tem como objetivo fornecer parâmetros que
possam orientar a equipe de manutenção na prática de ações preditivas, e estimar o
momento ideal da troca do equipamento.
Com isso, foram analisados vários sensores gerenciados pela ECU(Engine
Control Unit) de motores a Diesel, onde foi plotado a tendência dos dados desses
sensores durante todo o ciclo de vida do equipamento. Foi observado que a maioria
dos sensores analisados possuem sensibilidade ao desgaste do equipamento, ou seja,
o comportamento dos dados gerados por esses sensores obedecem a tendências
prédeterminadas conforme o aumento do desgaste no equipamento.
Portanto esses sensores servem como parâmetros para orientar práticas de
manutenção preditiva, e estimar qual o momento ideal para trocar o equipamento, sem
que ele apresente aumento na probabilidade de falha concreta. Foi demonstrado
também que o planejamento de manutenção baseado nesses sensores reduzem os
custos com a manutenção, aumentam o TMEF(Tempo Médio Entre Falhas), que é um
indicador da disponibilidade e confiabilidade do equipamento, e reduz o TMPR(Tempo
Médio Para Reparo), que indica a eficiência do processo de manutenção.

v
ABSTRACT
Historically the maintenance sector is seen as a source of expenses. However,
it is this sector that maintains the functionality of the assets, and if these assets are the
company's flagship, maintenance should be seen as an investment.
One of the challenges in the companies that operate a great number of
machines is referring to the maintenance of these assets. How to manage these
equipments in order to optimize the resources allocation destined for the maintenance
and replacement of this asset.
In this frame, this work aims to provide parameters that can guide the
maintenance team in the practice of predictive actions, and estimate the ideal moment
to change them.
Hence, several sensors managed by the ECU (Engine Control Unit) of diesel
engines were analyzed, where the trend of the data of these sensors was plotted
throughout the life cycle of the equipment. It was observed that most of the analyzed
sensors have sensitivity to equipment wear, that is, the data generated by these
sensors follow certain behavioral trends as the equipment wear out.
Therefore these sensors serve as parameters to guide predictive maintenance
practices, and to estimate the ideal time to change equipment, without presenting a
large number of failures. We have demonstrated that maintenance planning based on
these sensors reduces maintenance costs, increases Mean Time Between Failures
(MTBF), which is an indicator of equipment availability and reliability, and reduces
MTTR (Mean Time To Repair), that indicates the efficiency of the maintenance
process.
vi
SUMÁRIO
1. Introdução .............................................................................................................................. 1
2. Conceitos de Manutenção ..................................................................................................... 3
2.1 Introdução a Manutenção .................................................................................................... 3
2.2 Histórico da Manutenção ..................................................................................................... 4
2.3 Tipos de Manutenção .......................................................................................................... 6
2.4 Manutenção à Demanda ou Imprevista ............................................................................... 6
2.5 Manutenção Preventiva ....................................................................................................... 7
2.6 Manutenção Sistemática ..................................................................................................... 7
2.7 Manutenção Preditiva .......................................................................................................... 8
2.8 TMEF ................................................................................................................................... 9
2.9 Cálculo do TMEF ................................................................................................................. 9
2.10 TMPR ............................................................................................................................... 10
2.11 Benefícios do uso do TMPR e do TMEF ......................................................................... 10
2.12 Engenharia de Manutenção............................................................................................. 10
2.13 Manutenção Centrada na Confiabilidade ........................................................................ 11
2.14 Confiabilidade, Disponibilidade e Manutenabilidade ....................................................... 12
3. Falhas Mecânicas................................................................................................................ 15
3.1 Desgaste de Componentes em Motores Diesel ................................................................ 17
3.2 Pistão ................................................................................................................................. 18
3.3 Anel de segmento .............................................................................................................. 22
3.4 Camisa do cilindro ............................................................................................................. 25
3.5 Válvulas ............................................................................................................................. 28
3.6 Tuchos ............................................................................................................................... 30
3.7 Bronzinas ........................................................................................................................... 31
3.8 Bomba de óleo ................................................................................................................... 34
3.9 Turbina ............................................................................................................................... 35
4. Estudo do Caso ................................................................................................................... 37
4.1 Consumo de combustível .................................................................................................. 41
4.2 Pressão de óleo em alta rotação ...................................................................................... 42
4.3 Pressão de óleo em baixa rotação .................................................................................... 42
4.4 Pressão do coletor de admissão ....................................................................................... 44
4.5 Temperatura de exaustão da bancada esquerda ............................................................. 46
4.6 Temperatura de exaustão da bancada direita ................................................................... 46
4.7 Proposta 1: Analisar frequentemente os dados dos equipamentos .................................. 49
4.8 Proposta 2: Gerenciar equipamentos em estado de risco ................................................ 54
4.9 Proposta 3: Gerenciar a troca dos motores ....................................................................... 55
vii
5. Conclusões .......................................................................................................................... 60
6. Referências Bibliográficas ................................................................................................... 64
viii
LISTA DE FIGURAS
Figura 1 - Representação do equipamento e seu motor. ............................................................. 2
Figura 3 - Probabilidade de ocorrer falhas com relação à vida útil ............................................. 15
Figura 4 - Representa os principais componentes que sofrem desgaste em motores de
combustão interna ....................................................................................................................... 17
Figura 5 - Ilustração de um pistão ............................................................................................... 18
Figura 6 - Engripamento que ocorreu entre a camisa e o pistão como consequência da
dilatação excessiva proveniente da refrigeração deficiente ....................................................... 19
Figura 7 - Erosão ocorrida na cabeça de um pistão ................................................................... 20
Figura 8 - Engripamento que ocorreu entra o pistão e a parede do cilindro .............................. 21
Figura 9 - Ilustra anéis de segmento .......................................................................................... 22
Figura 10 - Ilustração de camisas do cilindro com seus respectivos pistões ............................. 25
Figura 11 - Representa camisas onde ocorreu desgaste demasiado devido à cavitação ......... 27
Figura 12 - Ilustra válvulas do motor ........................................................................................... 28
Figura 13 - Ilustra tuchos mecânicos .......................................................................................... 30
Figura 14 - Ilustração de bronzinas do motor ............................................................................ 31
Figura 15 - Representa bronzinas que sofreram ataques químicos em suas superfícies .......... 33
Figura 16 - Representa uma bronzina que trabalhou com insuficiência de óleo lubrificante ..... 33
Figura 17 - Ilustração de uma bomba de óleo ............................................................................ 34
Figura 18 - Ilustração de uma turbina ......................................................................................... 35
Figura 19 - Pressão no coletor de admissão ao longo da vida útil do equipamento .................. 39
Figura 20 - Pressão no coletor de admissão ao longo da vida útil do equipamento .................. 40
Figura 21 - Consumo de combustível ao longo da vida útil do equipamento ............................. 42
Figura 22 - Pressão de óleo em alta(vermelho) e baixa(azul) rotação do motor, ao longo da vida
útil do equipamento ..................................................................................................................... 43
Figura 23 - Pressão no coletor de admissão ao longo da vida útil do equipamento .................. 45
Figura 24 - Temperatura de exaustão da bancada direita e esquerda do motor ao longo da vida
útil do equipamento ..................................................................................................................... 47
Figura 25 - Pressão no coletor de admissão ao longo da vida útil do equipamento .................. 49
Figura 26 - Representa a distribuição normal padrão para uma amostra aleatória de dados ... 51
Figura 27 - Representa a amostra dos dados da pressão do coletor de admissão de um
equipamento ao longo de toda sua vida útil ................................................................................ 51
Figura 28 - Representa temperatura de exaustão das bancadas direita e esquerda do motor ao
longo da vida útil do equipamento .............................................................................................. 57

1
1. Introdução
A mecanização e automação das indústrias criaram um cenário onde as
máquinas se tornaram um dos principais recursos produtivos. Porém, a gestão da
manutenção dessas máquinas, muitas vezes é tratada apenas com ações
emergências, o que reduz a eficiência da produção, pois com a incidência constante
de avarias os recursos ficam imobilizados por mais tempo, prejudicando a
produtividade.
Segundo Moubray (2001) apud Alkaim (2003), no velho paradigma da
manutenção, o objetivo era otimizar a disponibilidade da planta ao mínimo custo, no
novo paradigma a manutenção afeta todos os aspectos do negócio: segurança,
integridade ambiental, eficiência energética e qualidade do produto, não somente a
disponibilidade da planta e custo.
O planejamento da manutenção é algo complexo devido ao fato de envolver
restrições que se sobrepõem ao processo de manutenção. Para que se coloque um
equipamento na assistência técnica, é preciso analisar se há recursos suficientes para
atender a produção, se há mão-de-obra disponível, material ou peças necessárias,
enfim, tais restrições devem ser analisadas e criticadas com cautela para o
planejamento da manutenção.
Esse trabalho tem como objetivo analisar sensores chave de funcionamento do
motor a Diesel que representem o desgaste de peças internas, e identificar tendências
que representem o desgaste ou alguma avaria no sistema, de forma que a equipe
tenha consciência da saúde de cada equipamento.
A relevância deste trabalho contribui, diretamente, para mudanças de
estratégias que auxiliarão a equipe de manutenção na tomada de decisões na busca
2
de otimização e melhoria de processos. A pesquisa também tem como objetivo
mostrar, de forma clara, como os sensores variam conforme o envelhecimento do
equipamento, e qual a sensibilidade de cada um a fatores externos.
Para o presente estudo foi analisado uma frota de 50 equipamentos modelo 785C da
fabricante Caterpillar, cujo motor tem código: 3512B-EUI.
Figura 1 - Representação do equipamento e seu motor.
Fonte: Manual da Caterpillar
No capítulo 2 foi abordado o histórico e alguns conceitos utilizados na
manutenção. No capítulo 3 foi abordado os principais elementos de motores a
combustão interna que estão sujeitos ao desgaste, e apresentem relação com os
indicadores estudados. No capítulo 4 foi feito a análise de sensibilidade dos dados
conforme o envelhecimento e desgaste de toda a frota dos 50 equipamentos. E por
último no capítulo 5 foram feitas as considerações finais.
3
2. Conceitos de Manutenção
2.1 Introdução a Manutenção
Entre as grandes empresas, é nítida a preocupação em ser o benchmark, isto
é, ser a empresa referência no mundo. Consequentemente, a área de Manutenção
dessas empresas também deve procurar a excelência, pois não há empresa excelente
sem que seus diversos segmentos não o sejam. Apoiados nessa necessidade, a
manutenção nas grandes empresas deve buscar a melhoria de modo constante,
utilizando as melhores práticas conhecidas.
Todo e qualquer tipo de equipamento, do mais simples ao mais sofisticado,
pode apresentar durante seu período de vida útil problemas causados por defeitos de
fabricação, por manuseio incorreto e até mesmo por manutenção deficiente. Mesmo
sendo problemas pequenos, se não forem sanados no momento correto podem ter
consequências gravíssimas, gerando prejuízos muito além do financeiro.
Máquinas geralmente necessitam de manutenção. Quando esta manutenção
não é feita de forma planejada e correta, levam a paralisação das mesmas. Resta
saber se essa parada será inesperada ou programada, ou seja, Manutenção
Emergencial ou Manutenção Preventiva. Dentro deste enfoque, a equipe de
manutenção deve agir no sentido de evitar paradas inesperadas.
Com as paradas não programadas tem-se, por exemplo, problemas como a
introdução de falhas oriunda de uma intervenção inadequada e defeitos que se
propagaram de um componente para o outro dentro da máquina. Isto faz com que as
paradas sejam mais prolongadas do que em uma Manutenção Preventiva. Como
4
consequência este fato trará prejuízos para a produção e, obviamente, aumentará os
custos da manutenção, o que poderia ser evitado com paradas programadas.
Mas por outro lado, um planejamento de manutenção de forma equivocada
pode levar a empresa a ter despesas com intervenções preventivas desnecessárias,
troca de peças indevidas e utilização inadequada da mão-de-obra.
Segundo a ReliaSoft Brasil, a manutenção está relacionada com a
rentabilidade das empresas na medida em que influência a capacidade de produção, a
qualidade do produto e o custo operacional dos equipamentos. Os trabalhos de
manutenção elevam o desempenho e disponibilidade dos equipamentos para a
produção, mas ao mesmo tempo contribuem para acrescer os custos de operação. O
objetivo de um setor ligado à manutenção deve ser, portanto, atingir um equilíbrio
entre estes efeitos, maximizando a contribuição do setor na rentabilidade da empresa.
2.2 Histórico da Manutenção
No fim do século XIX, com o surgimento da mecanização das indústrias, surgiu
a necessidade dos primeiros reparos. Até 1914 a manutenção tinha importância
secundária e as indústrias praticamente não possuíam equipamentos e equipes
para execução deste tipo de serviços com o mesmo efetivo da produção. Com o
advento da Primeira Guerra Mundial as fábricas passaram a ter que manter uma
produção mínima e, consequentemente, sentiu-se a necessidade de criar equipes que
pudessem corrigir as falhas das máquinas no menor tempo possível. Assim, surgiu um
órgão subordinado à produção, cujo objetivo básico era de execução de manutenção,
hoje conhecida como Manutenção Corretiva.

5
Esta situação se manteve até a década de 30 quando, em função da Segunda
Guerra Mundial e da necessidade de aumento da rapidez de produção, fez com que a
alta administração industrial se preocupasse, não só de corrigir falhas, mas também
de evitar seu aparecimento. Isso levou os técnicos de manutenção a desenvolverem
processos de prevenção de falhas que, juntamente com a correção, completavam o
quadro geral de manutenção, formando uma estrutura de manutenção tão importante
quanto à de produção.
De 1940 a 1966, com desenvolvimento da aviação comercial, acarretou a
expansão dos critérios de Manutenção Preventiva segundo métodos técnico-
científicos, uma vez que não era admissível executar Manutenções Corretivas na
maioria dos equipamentos.
O custo da manutenção também começou a se elevar muito em comparação
com outros custos operacionais. Esse fato fez aumentar os sistemas de planejamento
e controle da manutenção que, hoje, são parte integrante da manutenção moderna.
Consequentemente, com a quantidade de capital investido em itens físicos mais o
nítido aumento do custo relativo a esses equipamentos, levou-se a busca pelo
aumento da vida útil dos equipamentos.
A partir de 1966, até a época atual, com a expansão da indústria e a difusão
dos computadores, a Engenharia de Manutenção passou a desenvolver processos
mais sofisticados de controle e análise, utilizando fórmulas matemáticas mais
complexas visando pré-determinar os períodos mais econômicos de execução de
Manutenção Preventiva.
Estes critérios, conhecidos como controle preditivos de manutenção ainda
estão em desenvolvimento e são aplicados, conjunta ou separadamente, através de
análises de sintomas e processos estatísticos.
6
2.3 Tipos de Manutenção
Ainda é comum certa confusão quanto à nomenclatura utilizada para definir os
tipos de manutenção. Os nomes podem até variar, mas o conceito deve estar bem
compreendido. A conceituação, conforme mostrado a seguir, permite a escolha do tipo
mais conveniente para um determinado equipamento, instalação ou sistema.
2.4 Manutenção à Demanda ou Imprevista
Trata-se da atuação para correção da falha ou do desempenho menor que o
esperado, ou seja, a assistência é dada ao equipamento após a falha concreta.
Esse tipo de manutenção só é economicamente viável em equipamentos de
baixo valor de reposição, ou de baixo ciclo de vida, visto que suas práticas implicam
em paradas cuja gravidade e magnitude da pane geralmente são maiores.
Essa prática também causa perdas na produção como maior quantidade de
horas improdutivas, incidência de maiores custos operacionais, paralisa e interfere no
sistema produtivo, deteriora mais rapidamente o equipamento, além de impossibilitar o
planejamento de manutenção, aumentando o tempo de serviço e obrigando a
improvisar o atendimento, diminuindo a qualidade dos serviços de assistência ao
equipamento.
Quando só existe a prática à demanda, a manutenção é comandada pelos
equipamentos, o que torna a manutenção reativa.
7
2.5 Manutenção Preventiva
Trata-se da atuação cujo objetivo é reduzir ou evitar falha ou queda no
desempenho, obedecendo a um planejamento baseado em intervalos definidos de
tempo, também chamado de preventiva sistemática. Preventiva vem da palavra
“prevenir”.
Um dos segredos de uma boa prevenção está na determinação dos intervalos
de tempo. Como, na dúvida, tem-se a tendência de ser mais conservador, os
intervalos normalmente são menores que o necessário, o que implica em paradas e
troca de peças desnecessárias.
A Manutenção Preventiva tem grande aplicação em instalações e
equipamentos cuja falha pode provocar catástrofes ou riscos ao meio ambiente,
sistemas complexos e/ou de operação contínua ou ainda em locais onde não é
possível fazer inspeção preditiva e ou detectiva.
2.6 Manutenção Sistemática
É a assistência técnica dada ao equipamento com a frequência em função da
vida útil física que possui o componente, a partir do qual o mesmo deve ser trocado
independentemente do seu estado e condição.
Com essa prática, evita-se o aparecimento de muitas falhas, porém abre-se
mão de um tempo de vida útil imensurável, e nos casos de equipamentos de alto valor
de aquisição, como os equipamentos analisados nesse trabalho, isso não pode ser
8
ignorado pois acarreta um aumento considerável do custo de operação, visto que o
custo de aquisição foi diluído em menos tempo de trabalho.
2.7 Manutenção Preditiva
Trata-se de um conjunto de atividades de acompanhamento das variáveis ou
parâmetros que indicam a performance ou desempenho dos equipamentos, visando
definir a necessidade ou não de intervenção. Preditiva vem da palavra “predizer”. Essa
pratica permite que os equipamentos operem por mais tempo e a intervenção ocorra
com base em dados e informações. É em cima dessa pratica que esse trabalho se
baseia, em fornecer dados que possam orientar a assistência ao equipamento no
momento e dimensão correta.
A prática da Manutenção Preditiva reduzirá significativamente o número de
manutenções emergenciais e preventivas. A seguir têm-se os principais benefícios da
Manutenção Preditiva.
• Eliminação das trocas de componentes e das intervenções preventivas
desnecessárias.
• Diminuição dos custos e prazos das intervenções, através do conhecimento
antecipado dos defeitos a serem corrigidos.
• Aumento da segurança operacional e disponibilidade dos equipamentos,
com redução dos riscos de acidentes e interrupções inesperadas de produção.
• Redução das quebras de equipamentos em operação, que provocam
danos secundários em muitos componentes.

9
2.8 TMEF
Significa Tempo Médio Entre Falhas, ou seja, período médio entre falhas. O
TMEF é um indicador da confiabilidade de um produto ou um sistema reparável. Ele
mede o índice de falhas aleatórias excluindo falhas sistemáticas, por exemplo, devido
a erros de projeto (como erros de software) ou defeitos de fabricação (produtos no
início da vida útil), excluindo o desgaste do uso (fim de vida um produto).
TMEF é normalmente expresso em horas. Quanto mais elevado é o TMEF,
mais o produto é confiável. O valor do TMEF pode ser definido para um ambiente e
utilização específico. Por exemplo, o TMEF de um produto que deverá operar entre -
20°C e +70 °C é diferente de um produto que será utilizado internamente em
temperaturas entre +20 °C e +25°C.
2.9 Cálculo do TMEF
Quando o sistema é composto por vários componentes, cada uma das falhas
dos componentes é somada, assumindo que a falha de um componente causa a falha
do sistema.
TMEF = 1 / (Σ das taxas de falha de cada componente do sistema).
Observação: Não é aplicável a sistemas complexos (um sistema redundante,
por exemplo), onde as taxas de falhas não são constantes.
Probabilidade (P) de que o produto funcionará por um tempo T antes de
quebrar é igual a: P(T) = e (-T/ TMEF)
10
2.10 TMPR
Significa Tempo Médio Para Reparo, ou seja, é o tempo médio para corrigir as
falhas no equipamento. Calculado utilizando a média de tempo que se leva para
executar um reparo após a ocorrência da falha. A fórmula leva em conta o total de
horas que o sistema ficou parado por falhas e o número de falhas. Quanto menor o
TMPR, mais eficiente é a equipe de manutenção.
2.11 Benefícios do uso do TMPR e do TMEF
Enquanto o TMEF mede a confiabilidade de um sistema, o TMPR indica a
eficiência da ação corretiva. Com os dois em mãos e monitorados de perto, pode-se
definir o que precisa de mais atenção. Com eles, se consegue ampliar o conhecimento
da empresa sobre seus processos. Isso é especialmente crítico em um cenário no qual
as equipes de manutenção precisam se manter enxutas e são compostas por
colaboradores que se dedicam a várias áreas ao mesmo tempo.
2.12 Engenharia de Manutenção
Engenharia de Manutenção é um conjunto de atividades que permite aumentar
a confiabilidade e a disponibilidade. É a substituição das intervenções à demanda pela
melhora de padrões e sistemáticas, desenvolvendo a manutenabilidade, dando
feedback ao projeto e interferindo tecnicamente nas compras.
11
Normalmente quem pratica a manutenção emergencial não terá tempo para
praticar a Engenharia de Manutenção. Mas, possivelmente, terá tempo para continuar
corrigindo a falha de maneira aleatória e convivendo com os resultados negativos. É
necessário mudar, incorporar a Manutenção Preventiva, a Manutenção Preditiva e
praticar a Engenharia de Manutenção, que nada mais é que agir pro ativamente na
busca da causa raiz dos problemas.
2.13 Manutenção Centrada na Confiabilidade
A Manutenção Centrada na Confiabilidade (MCC) é definida por Seixas (2002)
como método para desenvolver e selecionar projetos alternativos de manutenção,
baseados em critérios econômicos, de segurança e operacionais. Manutenção
Centralizada em Confiabilidade utiliza perspectiva do sistema para análise das funções
do sistema, das falhas das funções e da prevenção das falhas.
A MCC (ou RCM - Reliability-Centred Maintenance) iniciou sua aplicação no
setor aeronáutico, quando foi desenvolvido um avião de grande porte. A partir de
então, diversas aplicações foram conduzidas em diversos setores, tais como: área
marítima, conversão de energia solar, terminais de grão, minas de carvão, geração e
distribuição de energia e, no Brasil, agora em ferrovias.
Segundo Seixas (2002), a manutenção tradicional é desempenhada em um
sistema, ou conjunto de componentes, do mesmo modo, sem considerar as diferenças
das funções entre componentes, dentro de um mesmo sistema. A manutenção
tradicional foi desenvolvida com pouca ou nenhuma consideração para “como cada
item do equipamento contribui para o sucesso global”.
12
Já na MCC a frequência e as atividades de manutenção são desenvolvidas
observando “como cada item contribui para manter a função do sistema”.
A MCC fornece um mecanismo para que as pessoas decidam que manutenção
necessita ser desempenhada e também que manutenção não necessita ser feita. E
para que o sistema forneça eficácia, Seixas (2002) ainda conclui que o método RCM
tem muitas variantes e cada uma deve ser utilizada considerando os princípios básicos
do método. O método não é a cura de todos os males ou uma bola mágica para
resolver todos os problemas industriais. O sucesso de cada aplicação depende,
sobretudo, de apoio gerencial, da criatividade da equipe na utilização do método e do
grau de cooperação do pessoal da instalação envolvidos com os sistemas.
A escolha de cada um dos tipos de manutenção dependerá exclusivamente da
natureza, do serviço de cada equipamento e de suas características construtivas.
2.14 Confiabilidade, Disponibilidade e Manutenabilidade
Confiabilidade, segundo a NASA, é a probabilidade de que um item irá
sobreviver a um determinado período de funcionamento, nos termos especificados de
condições de funcionamento sem falhas. A probabilidade condicional de falha mede a
probabilidade de que um determinado item ao entrar numa determinada idade ou
intervalo irá falhar durante esse período. Se a probabilidade condicional de falha
aumenta com a idade, o item mostra características de desgaste. A probabilidade
condicional de falha reflete o efeito negativo global da idade sobre a confiabilidade.
À manutenção interessa a probabilidade de que o item sobreviva a um dado
intervalo (de tempo, ciclo, distância, etc.). Esta probabilidade de sobrevivência é
denominada de confiabilidade. (SIQUEIRA, 2005)
13
O conceito de disponibilidade é utilizado para apurar o tempo que os
equipamentos ficam à disposição para atuarem de forma produtiva. O tempo
disponível do equipamento é simplesmente o tempo que o equipamento está operando
somado ao tempo de standby. O tempo de indisponibilidade é o tempo que o
equipamento permanece sob intervenção de reparo ou aguardando a equipe de
manutenção.
A ReliaSoft Brasil afirma que os usuários querem produtos que estejam
prontos para o uso quando estes necessitam deles. Isto vai ao encontro da
”disponibilidade”, ou seja, a aptidão de um item no desempenho de sua função
designada quando requerido para uso. A disponibilidade de um produto depende do
número de falhas que ocorrem (confiabilidade), de quanto tempo se leva para sanar
essas falhas (manutenabilidade) e da quantidade de apoio logístico reservado para a
manutenção.
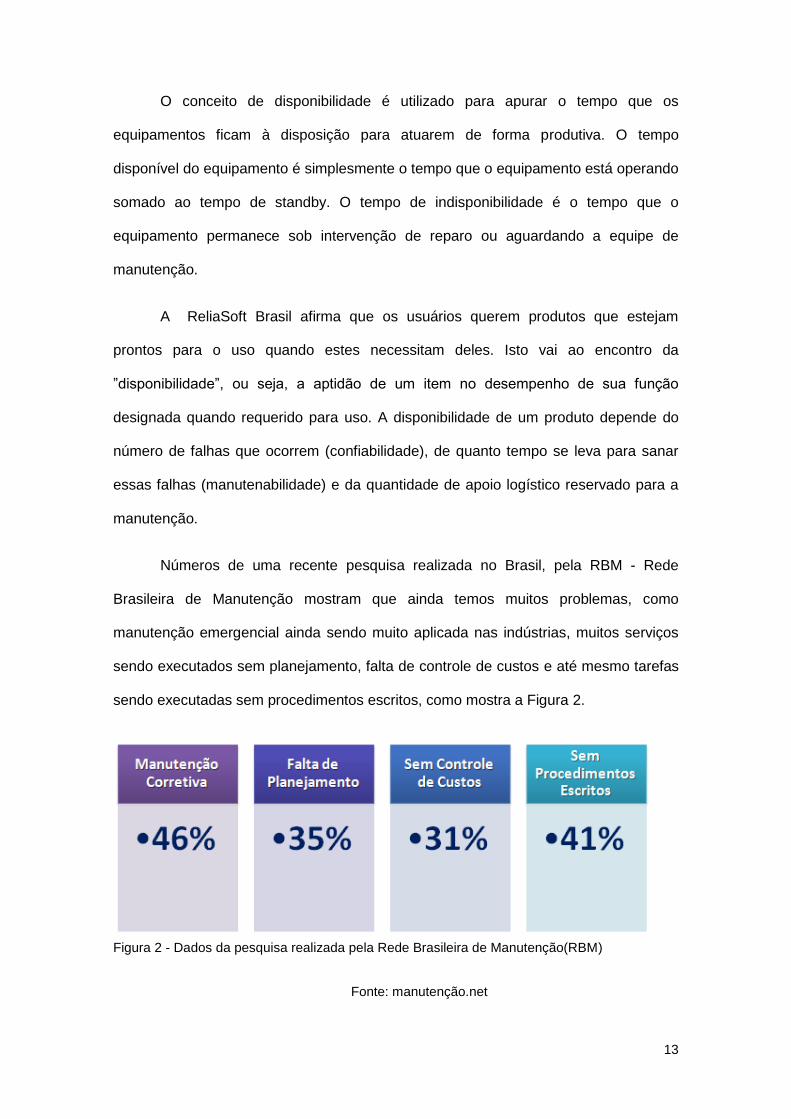
Números de uma recente pesquisa realizada no Brasil, pela RBM - Rede
Brasileira de Manutenção mostram que ainda temos muitos problemas, como
manutenção emergencial ainda sendo muito aplicada nas indústrias, muitos serviços
sendo executados sem planejamento, falta de controle de custos e até mesmo tarefas
sendo executadas sem procedimentos escritos, como mostra a Figura 2.
Figura 2 - Dados da pesquisa realizada pela Rede Brasileira de Manutenção(RBM)
Fonte: manutenção.net

14
Esses números mostram que deve-se preocupar com a manutenção! Um
índice alto de manutenção corretiva emergencial mostra que a empresa trabalha com
a política de manutenção QUEBROU, CHAMOU, PAGOU!!! E isso tem um elevado
impacto nos principais indicadores.
Sabe-se que o dia a dia da manutenção é estressante, cheio de ocorrências, e
acaba tomando o tempo do gestor com tarefas que, muitas vezes, poderiam ter sido
evitadas. Por isso, é importante uma boa gestão, baseada em fatos e dados e também
na Engenharia de Manutenção.
15
3. Falhas Mecânicas
Falha mecânica é quando um componente não executa a tarefa na qual ele foi
projetado. Os registros de manutenção apontam que usualmente um equipamento
tem, no início de sua vida útil, uma taxa elevada de falhas, devido a problemas de
fabricação, problemas de projeto, instalação inadequada, componentes defeituosos e
montagem incorreta. Esta fase é denominada “mortalidade infantil”.
Com o passar do tempo, os equipamentos que apresentaram falhas são
corrigidos ou substituídos, e os equipamentos entram em um patamar de estabilidade,
com uma taxa de falhas constante. As falhas quando ocorrem são aleatórias.
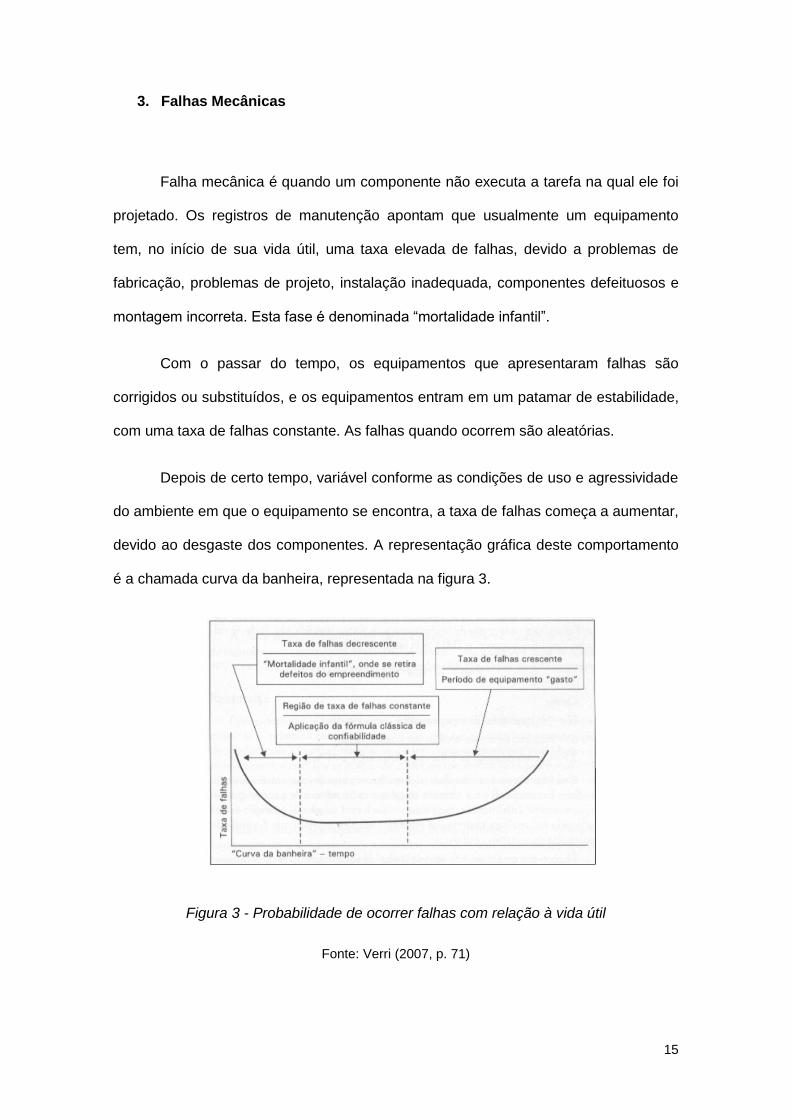
Depois de certo tempo, variável conforme as condições de uso e agressividade
do ambiente em que o equipamento se encontra, a taxa de falhas começa a aumentar,
devido ao desgaste dos componentes. A representação gráfica deste comportamento
é a chamada curva da banheira, representada na figura 3.
Figura 3 - Probabilidade de ocorrer falhas com relação à vida útil
Fonte: Verri (2007, p. 71)
16
Conhecer o padrão de funcionamento do equipamento é importante para
identificar o tempo médio que o equipamento opera até a Taxa de Falhas começar a
subir, e o equipamento ficar sujeito a apresentar problemas graves relacionados ao
desgaste que podem se transformar em Emergencial. Com isso pode ser feito um
planejamento de manutenção de forma que o equipamento seja substituído na
transição entre taxa de falhas constante e aumento da taxa de falhas relacionadas ao
desgaste, de forma a garantir a confiabilidade do equipamento e segurança dos
envolvidos, dessa forma se garante que o equipamento terá seu uso no maior tempo
possível, o que reduz o custo de aquisição do mesmo, sem abrir mão da confiabilidade
e segurança da operação.
Abaixo será elencado os principais componentes dos motores a diesel que
estão sujeitos a falhas mecânicas provenientes do desgaste excessivo, ocasionado
por mal funcionamento de algum componente relacionado com os indicadores
analisados nesse trabalho.

17
3.1 Desgaste de Componentes em Motores Diesel
Figura 4 - Representa os principais componentes que sofrem desgaste em motores de
combustão interna
Fonte: Disponível em: https://aeroslide.wordpress.com/2010/05/06/aneis-de-segmento/. Acesso
em março 2018.

18
3.2 Pistão
Figura 5 - Ilustração de um pistão
Fonte: Disponível em: http://www.dragsterturbo.com.br/produto/pistao-afp-opala-reto/14010.
Acesso em março 2018.
O pistão ou êmbolo de um motor é uma peça de forma cilíndrica geralmente
feita de liga de alumínio ou ferro fundido fechada na parte superior e aberta na parte
inferior adaptando-se perfeitamente ao diâmetro do cilindro ou da camisa do motor. O
pistão constitui a parede móvel da câmara de combustão. Por isso fica submetido às
altas temperaturas e a esforços mecânicos devido à pressão dos gases. Os pistões
podem sofrer danos ao longo de sua vida útil devido ao mau funcionamento de outros
sistemas e componentes de motor como:
• Refrigeração deficiente

19
As folgas entre pistões e camisas dentro do cilindro são montadas com
dimensões bastante reduzidas. Estas folgas tendem a diminuir com o aquecimento do
motor. Qualquer alteração que ocorra na refrigeração do motor faz com que tenhamos
um superaquecimento do conjunto com a redução considerável das folgas de projeto
acarretando em rompimento do filme de óleo e em contato metálico entre pistão e
camisa.
Reconhece-se esse tipo de falha através da identificação de faixas de
engripamento geralmente na região sobre o eixo do pino.
Figura 6 - Engripamento que ocorreu entre a camisa e o pistão como
consequência da dilatação excessiva proveniente da refrigeração deficiente
Fonte: Disponível em: https://www.reidopistao.com.br/pistao.pdf. Acesso em março 2018.
• Erosão do topo do pistão
20
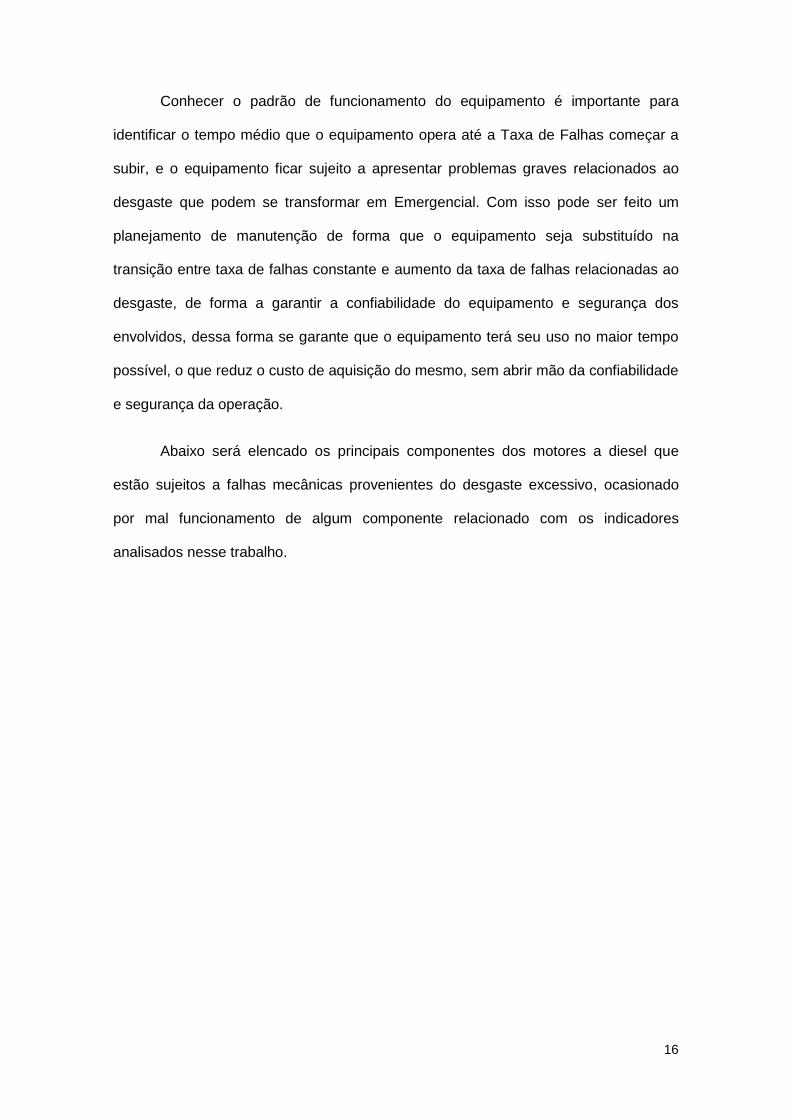
Pulverização inadequada, falta de estanqueidade nos bicos injetores, excesso
de combustível injetado por ciclo e ponto de injeção adiantado tem como
consequência a queima repentina de uma grande quantidade de combustível fazendo
com que a pressão máxima ocorra antes de o pistão atingir o ponto morto superior.
Como consequências ocorrem altíssimas temperaturas, que aliadas à sobrecarga
térmica, têm como efeito destruir o topo do pistão, zona de fogo e anéis. Estas
irregularidades geram ondas de choque na câmara de combustão que produzem altas
solicitações às paredes da mesma, uma das quais o topo do pistão.
Esse tipo de falha é bem visível. É possível ver com clareza sinais de erosão
na cabeça do pistão.
Figura 7 - Erosão ocorrida na cabeça de um pistão
Fonte: Disponível em: http://edsolique.tumblr.com/post/80431680813/diferen%C3%A7a-de-
detona%C3%A7%C3%A3o-e-pr%C3%A9-igni%C3%A7%C3%A3o,. Acesso em março 2018.
• Excesso de combustível injetado
21
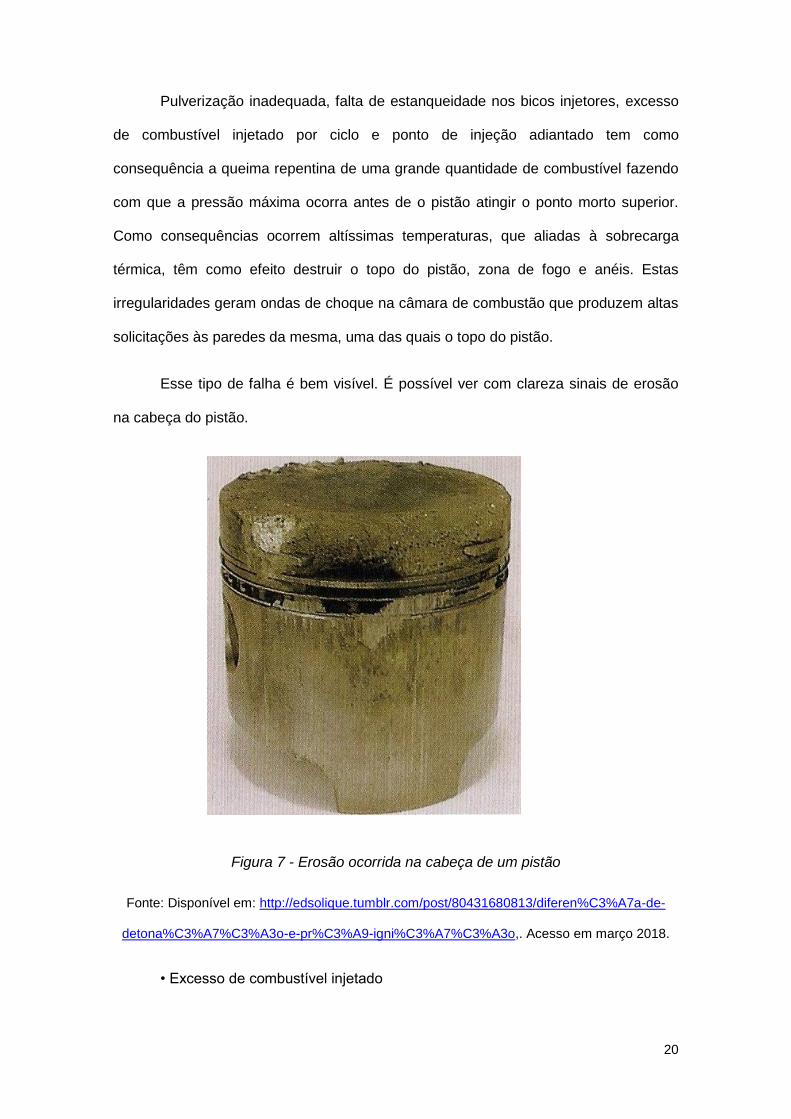
O excesso de combustível injetado pode diluir a película de óleo lubrificante
nas paredes dos cilindros e camisas propiciando o seu rompimento e acarretando em
contato metálico entre o pistão e o cilindro, aumentando a temperatura do pistão
seguido de dilatação, diminuindo a folga necessária entre o pistão e a camisa e por fim
originando o engripamento. Geralmente o engripamento ocorre na direção dos jatos de
combustível e posteriormente propaga-se para outras regiões do pistão. Lubrificação
deficiente ou sistema de lubrificação inoperante certamente contribuem para o
engripamento.
Reconhecemos essa falha através da identificação de faixas de engripamento
da cabeça à boca do pistão e geralmente estes na direção dos jatos de combustível.
Figura 8 - Engripamento que ocorreu entra o pistão e a parede do cilindro
Fonte: Disponível em: http://www.skatena.com.br/diagnostico-pistoes.html. Acesso em março
2018.
22
3.3 Anel de segmento
Figura 9 - Ilustra anéis de segmento
Fonte: Disponível em: http://www.retificaraumec.com.br/produto/anel-de-segmento/. Acesso em
março 2018.
Os anéis de pistão são peças muito importantes para o perfeito funcionamento
do motor. Estas peças de forma circular são fabricadas com uma liga de aço-carbono
com um teor de carbono bem elevado, o que dá dureza a esses componentes, e certa
fragilidade. Os anéis de segmentos, assim também conhecidos, são geralmente
divididos em três tipos. Com finalidades diferentes e envoltas ao pistão, o primeiro tipo
de anel que fica quase na cabeça do pistão tem a função de conter a pressão gerada
pelos gases da combustão nos cilindros e evitando a perda de pressão na hora do
segundo tempo do motor chamado de compressão. O segundo anel mais abaixo do
primeiro tem duas funções, uma de ajudar a reter a compressão como o primeiro e
23
outra de criar uma película de óleo quando o mesmo raspa as paredes internas do
cilindro. O terceiro anel tem a função de raspar o excesso de óleo e criar uma fina
película de lubrificação para que os outros anéis tenham o mínimo de atrito evitando o
desgaste entre anéis e cilindro. As posições de colocação dos anéis nos pistões
também obedecem a uma ordem por que os graus e geometria de cada anel estão
para cada função que ele exerce.
As possíveis falhas nos anéis de segmento que podem ocorrer ao longo da
vida útil são:
• Partícula estranha
Identifica-se esta falha quando os anéis apresentam riscos e desgaste
prematuro na face de trabalho bem como nas faces laterais.
Partículas sólidas de diferentes tamanhos e durezas estão presentes no ar.
Tais partículas como a areia, a poeira, o carvão, entre outros, quando aspirados para
dentro do motor acarretam grandes danos aos anéis, provocando uma série de
problemas como desgaste prematuro do revestimento da face de trabalho e da face
lateral, redução da espessura radial, aumento da folga entre pontas, redução da
pressão e riscos profundos nos cilindros e na saia dos pistões.
• Lubrificação insuficiente
Esta falha é bastante decorrente da lavagem do cilindro. Os anéis apresentam
sinais de escoriações na face de trabalho.
A existência de óleo lubrificante tem várias funções, dentre elas, auxilia no
resfriamento dos componentes internos do motor e diminui o atrito entre as partes
móveis. Quando ocorre a combustão no topo do pistão o calor gerado é dissipado para
os anéis (principalmente o anel da primeira canaleta) que, por sua vez, transferem
este calor para parede do cilindro e para o óleo lubrificante ali existente. A película de
24
óleo existente entre os anéis e o cilindro, apesar de ser muito fina, reduz
consideravelmente o atrito evitando o contato direto do metal com metal.
A lavagem do óleo lubrificante existente na parede do cilindro tem como
principais causas:
• Deficiência no sistema de injeção – as principais causas da lavagem do
cilindro são quando a bomba e os bicos injetores estão desregulados no que diz
respeito à alteração do débito de óleo diesel, à rotação da bomba injetora, ao
sincronismo entre o regulador e a bomba, ao sincronismo entre os elementos da
bomba injetora, à projeção e pressão de abertura dos bicos injetores fora do
recomendado e à alteração do topo do pistão. A insuficiência de óleo lubrificante no
cilindro irá aumentar o atrito e o aquecimento dos anéis que podem chegar a soltar
placas e iniciar o processo de engripamento ou mesmo desgastar excessivamente o
cilindro.
• Deficiência do sistema de lubrificação – a bomba de óleo lubrificante
desgastada reduzirá sua capacidade de bombeamento tendo como consequência a
diminuição da pressão em todo o circuito de óleo, comprometendo assim a lubrificação
do motor levando-o a sofrer os danos anteriormente citados.

25
3.4 Camisa do cilindro
Figura 10 - Ilustração de camisas do cilindro com seus respectivos pistões
Fonte:Disponível em: http://www.rito.pt/client/skins/portuguese/geral2.asp?produto=17. Acesso
em abril 2018.
Camisa é um tubo cilíndrico colocado no bloco do motor. O que facilita a sua
reposição. É um elemento estático que compõe a estrutura do bloco proporcionando
ao conjunto um sistema fechado para os gases em expansão assim como promove a
troca térmica do calor gerado na combustão com a água ou o ar que circulam ao redor
desta.
Entre os fatores que podem reduzir a vida útil das camisas de segmento são:
• Lubrificação insuficiente ou Diluição do óleo lubrificante

26
A diluição do óleo lubrificante existente na parte interna das camisas faz com
que os anéis desgastem prematuramente o brunimento e provoca riscos verticais e
marcas de engripamento com arraste de material.
• Corrosão, Escamas e Cavitação
Observa-se nesse tipo de falha pequenos furos ou formação de escamas nas
camisas.
As causas podem ser:
• Corrosão eletrolítica ou eletrólise – Resulta da decomposição química do
metal devido à ação de pequenas correntes elétricas que surgem quando dois metais
diferentes, como o ferro e o cobre, entram em contato com a água. Esta corrente
elétrica apesar de fraca com o tempo acaba atacando as paredes externas da camisa.
Nos motores modernos, utiliza-se, abaixo do colarinho da camisa, um anel de latão
para que esta eletricidade passe para o bloco e deste para o chassi através de um
cabo terra.
• Corrosão Química – É resultado do ataque do oxigênio presente na água ao
ferro de que são construídas as camisas dando origem ao óxido de ferro ou à
ferrugem. Este fenômeno é acelerado quando há maior presença de oxigênio na água
devido a falhas na vedação do sistema de arrefecimento podendo haver penetração
de ar através das mangueiras, conexões, tampas defeituosas, baixo nível de água,
entre outros. A corrosão química também é acelerada por utilização de água não
tratada, com presença de substâncias corrosivas como a água ácida ou alcalina ou
ainda pela falta dos inibidores de corrosão recomendados pelo fabricante
• Formação de escamas – Estas escamas se formam devido a minerais
contidos na água não tratada para o sistema de arrefecimento que vão se depositando
sobre as paredes externas dos cilindros quando aquecidos. As escamas acabam por
27
formar uma barreira térmica que dificulta a transferência de calor criando os chamados
pontos quentes causadores de escoriações desgastes na parede interna dos cilindros
e engripamento dos anéis e pistões.
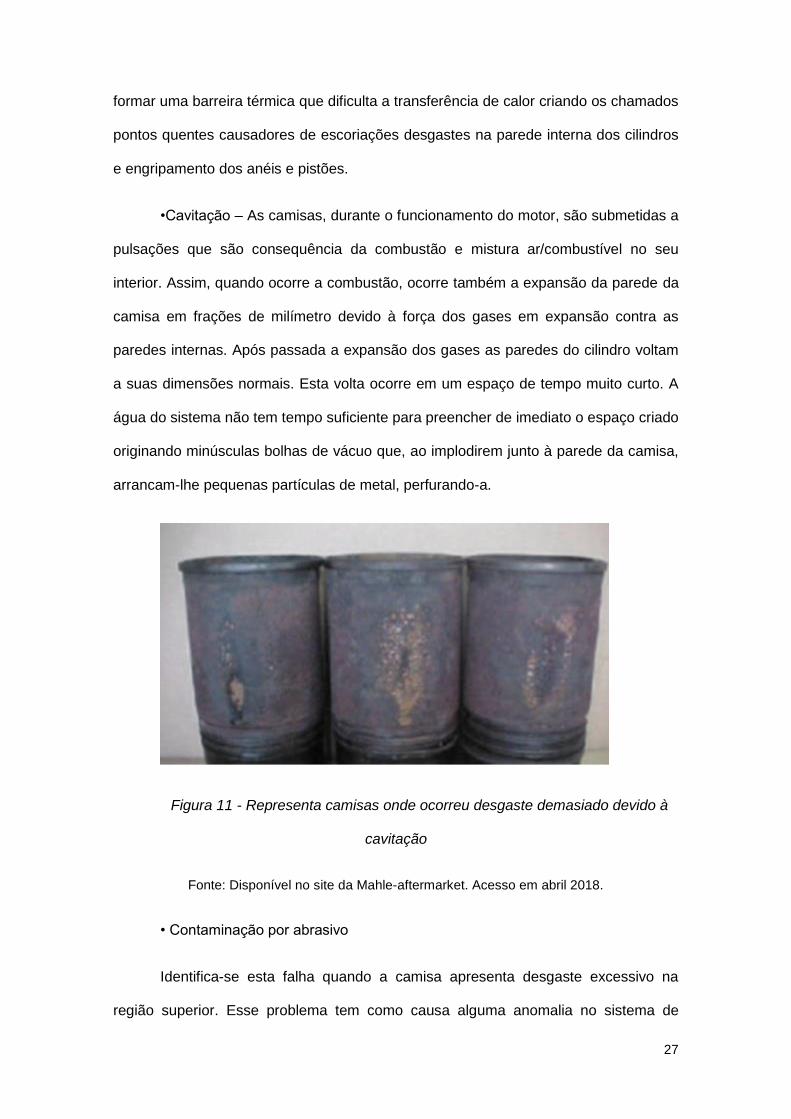
•Cavitação – As camisas, durante o funcionamento do motor, são submetidas a
pulsações que são consequência da combustão e mistura ar/combustível no seu
interior. Assim, quando ocorre a combustão, ocorre também a expansão da parede da
camisa em frações de milímetro devido à força dos gases em expansão contra as
paredes internas. Após passada a expansão dos gases as paredes do cilindro voltam
a suas dimensões normais. Esta volta ocorre em um espaço de tempo muito curto. A
água do sistema não tem tempo suficiente para preencher de imediato o espaço criado
originando minúsculas bolhas de vácuo que, ao implodirem junto à parede da camisa,
arrancam-lhe pequenas partículas de metal, perfurando-a.
Figura 11 - Representa camisas onde ocorreu desgaste demasiado devido à
cavitação
Fonte: Disponível no site da Mahle-aftermarket. Acesso em abril 2018.
• Contaminação por abrasivo
Identifica-se esta falha quando a camisa apresenta desgaste excessivo na
região superior. Esse problema tem como causa alguma anomalia no sistema de
28
admissão de ar ou combustível de baixa qualidade, onde são encontradas muitas
partículas.
3.5 Válvulas
Figura 12 - Ilustra válvulas do motor
Fonte: disponível em:
https://www.tecnocoche.com/mecanica/mecanica_basica/fallas_valvulas.html. Acesso em abril
2018.
A válvula de um motor de combustão interna é um dispositivo que visa permitir
ou bloquear a entrada ou a saída de gases dos cilindros do motor, são elementos de
alta precisão compostos por ponta, haste e cabeça. São componentes de motores de
combustão interna sujeitos a altas tensões térmicas e mecânicas. Desta forma, são
fabricadas por diferentes processos e utilizadas desde materiais de baixo teor de
carbono até superligas com blindagem da sede de válvulas. As válvulas estão
posicionadas, na maioria das vezes, no cabeçote dos motores de quatro tempos. Em
alguns casos são instalados no bloco do motor.
29
A vida útil das válvulas é compatível com a dos demais componentes do motor.
Os sistemas de injeção de combustível, lubrificação, arrefecimento e filtração de ar,
assim como a operação do equipamento quando em condições normais de
funcionamento, contribuem para que as válvulas tenham desgaste natural.
O desgaste das válvulas esta relacionado principalmente ao excesso de
temperatura na câmara de combustão, sendo a principal fratura na região da cabeça
da válvula.
A válvula apresenta quebra de parte da cabeça. Este tipo de falha está
relacionado a causas térmicas.
A quebra da parte da cabeça da válvula tem início com uma fissura na região
do assento desta, que é originado pelo aumento das pressões de combustão e
temperatura na câmara. Este tipo de falha ocorre somente nas válvulas de
escapamento e está relacionado à utilização de combustível inadequado, ponto de
ignição incorreto, excesso de carvão no topo do pistão e válvulas aplicadas
incorretamente. O apoio incorreto da válvula com a sede também pode originar a
fratura da região da cabeça.
Devem-se manter as características originais do motor quanto à taxa de
compressão do cilindro, utilizar combustível adequado ao motor e efetuar a correção
do assento da válvula em relação à sede.
30
3.6 Tuchos
Figura 13 - Ilustra tuchos mecânicos
Fonte: Disponível em: https://adilub.pt/limpar-tuchos-hidraulicos/. Acesso em abril 2018.
Tucho é um elemento mecânico de movimento alternado. São peças fundidas,
usinadas e recebem diferentes tipos de tratamento térmico.
O objetivo do tucho é atuar como elemento intermediário entre o eixo de
comando e o balancim na abertura e o fechamento das válvulas.
O desgaste do tucho está relacionado ao desgaste da base, onde a base do
tucho apresenta desgaste excessivo. As causas para essa falha são:
• O desgaste da base ocorre quando o filme de óleo lubrificante existente entre
o tucho e o ressalto do came é ineficiente ou inexistente • O desgaste também pode
ocorrer devido à regulagem incorreta da folga das válvulas • Em alguns tuchos, o óleo
lubrificante chega até a mosca e ao corpo, por galerias de lubrificação existentes no
31
bloco ou pelas varetas de válvulas. Folga excessiva do alojamento e varetas de
válvulas com a ponta danificada ou empenadas dificultarão a chegada do óleo
lubrificante até a mosca e o corpo do tucho. Óleo lubrificante com viscosidade alterada
devido a deterioração dos aditivos que o compõem também compromete o filme e
danifica a base.
3.7 Bronzinas
Figura 14 - Ilustração de bronzinas do motor
Fonte: Disponível em: http://www.riosulense.com.br/br/linha-de-produtos/produtos-
aftermarket/5/bronzinas/. Acesso em abril 2018.
A bronzina é um tipo de mancal, também designada por capa, bucha ou
casquilho, é utilizado para reduzir o atrito e servir de apoio e guia para peças
giratórias, deslizantes ou oscilantes de um motor ou conjunto mecânico, sejam estas
eixos ou rodas sobre eixos, como virabrequim, bielas e comandos de válvulas,
permitindo-lhes o movimento com um mínimo de atrito.
Geralmente são formadas por duas carcaças de aço, de formas semicirculares
iguais para facilitar a montagem, porém, também fabricadas de forma anelar (bucha),

32
revestido interiormente de metal macio (antifricção), com propriedades para reduzir o
atrito.
O revestimento interior da carcaça de aço em questão é o bronze, de onde se
origina o nome (“bronzina”), que pode ser composto por várias ligas metálicas, como
por exemplo: cobre-chumbo, cobre-estanho e ainda, em alguns casos, é usado o
metal branco e estanho-alumínio.
Devem ter um sólido e perfeito contato no seu alojamento, não só para garantir
seu apoio, como também para que o calor gerado pela fricção (atrito) se dissipe por
condução, evitando assim o sobre-aquecimento. Existem técnicas especiais de
fabricação, as quais deixam o revestimento interno poroso (com minúsculos orifícios)
que facilitam a entrada de fluidos lubrificantes, melhorando a dissipação e diminuindo
a fricção.
As falhas em bronzinas relacionadas ao mau funcionamento do motor são:
• Corrosão
Corrosão é um ataque químico sobre a liga das bronzinas por compostos
existentes no lubrificante, como contaminantes. Tais compostos podem ser estranhos
ao sistema de lubrificação, como no caso da água, ou podem ser produzidos durante a
operação, como resultado da oxidação do óleo lubrificante.
A aparência típica da ocorrência de corrosão é identificada pela formação de
compostos escuros e pequenas cavidades na superfície da bronzina.
33
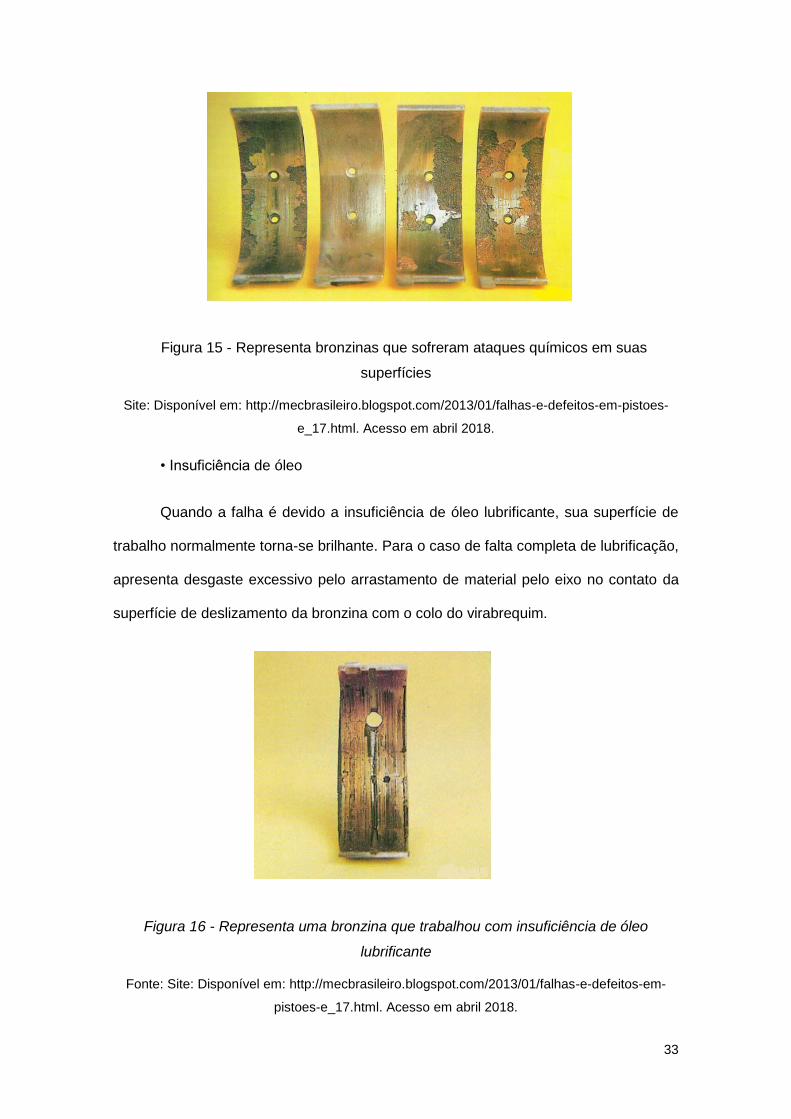
Figura 15 - Representa bronzinas que sofreram ataques químicos em suas
superfícies
Site: Disponível em: http://mecbrasileiro.blogspot.com/2013/01/falhas-e-defeitos-em-pistoes-
e_17.html. Acesso em abril 2018.
• Insuficiência de óleo
Quando a falha é devido a insuficiência de óleo lubrificante, sua superfície de
trabalho normalmente torna-se brilhante. Para o caso de falta completa de lubrificação,
apresenta desgaste excessivo pelo arrastamento de material pelo eixo no contato da
superfície de deslizamento da bronzina com o colo do virabrequim.
Figura 16 - Representa uma bronzina que trabalhou com insuficiência de óleo
lubrificante
Fonte: Site: Disponível em: http://mecbrasileiro.blogspot.com/2013/01/falhas-e-defeitos-em-
pistoes-e_17.html. Acesso em abril 2018.
34
3.8 Bomba de óleo
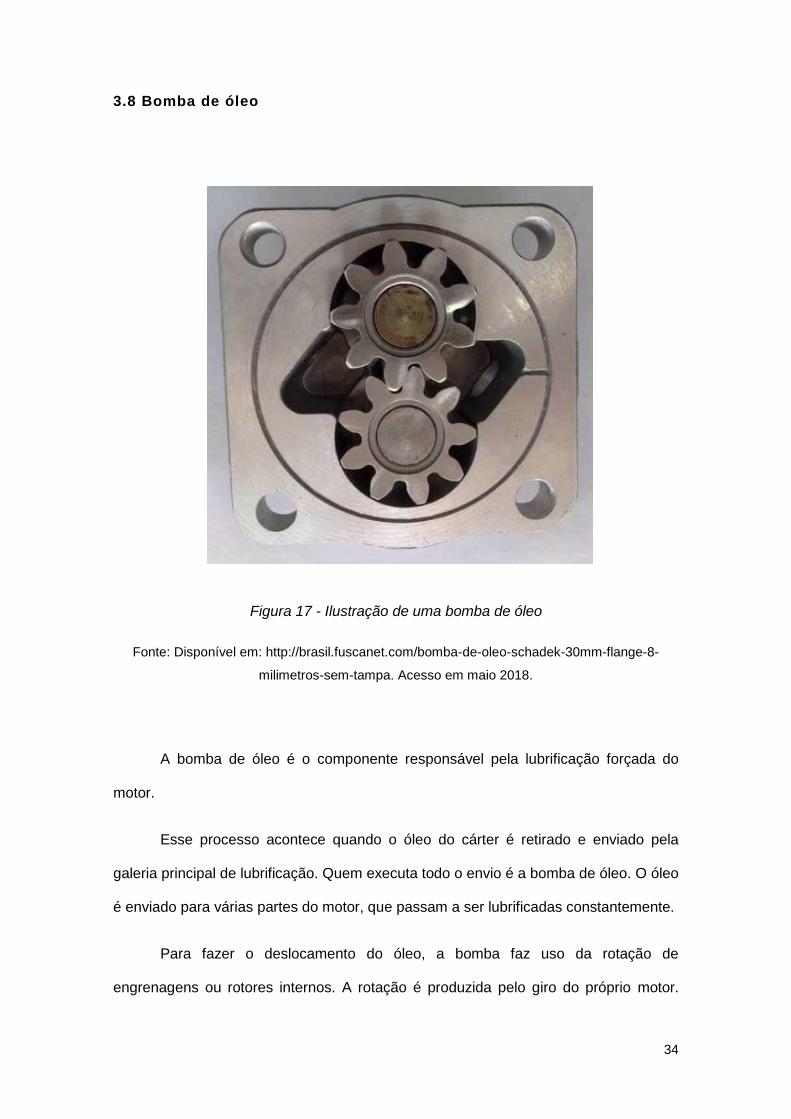
Figura 17 - Ilustração de uma bomba de óleo
Fonte: Disponível em: http://brasil.fuscanet.com/bomba-de-oleo-schadek-30mm-flange-8-
milimetros-sem-tampa. Acesso em maio 2018.
A bomba de óleo é o componente responsável pela lubrificação forçada do
motor.
Esse processo acontece quando o óleo do cárter é retirado e enviado pela
galeria principal de lubrificação. Quem executa todo o envio é a bomba de óleo. O óleo
é enviado para várias partes do motor, que passam a ser lubrificadas constantemente.
Para fazer o deslocamento do óleo, a bomba faz uso da rotação de
engrenagens ou rotores internos. A rotação é produzida pelo giro do próprio motor.

35
Nesse sentido, percebe-se que a bomba de óleo precisa do próprio motor para
funcionar e vice-versa.
Na composição da bomba de óleo, tem-se o corpo, a tampa, alguns eixos,
engrenagens internas e válvula de alívio.
A válvula de alívio é de grande importância no sistema de lubrificação do
motor, pois a pressão que a bomba de óleo exerce é muito alta, e caso o giro do motor
aumente rapidamente, a pressão na bomba de óleo aumenta muito, assim a válvula de
alívio garante uma pressão de óleo máxima, não permitindo uma pressão excessiva
que poderia danificar algum componente do motor.
3.9 Turbina
Figura 18 - Ilustração de uma turbina
Fonte: Disponível em: http://canalparadasolicitada.blogspot.com/2013/01/como-funciona-
turbina.html. Acesso em maio 2018.
36
As turbinas são responsáveis por comprimir o ar na admissão dos motores a
combustão interna. São compostas de dois rotores com eixo em comum, onde os
gases de descarga do motor rotacionam a parte quente da turbina, que aciona o eixo
do rotor frio comprimindo o ar que será admitido pelo motor.
As turbinas giram a rotações extremamente altas, sendo sua principal fonte de
desgaste proveniente ao excesso de temperatura, deficiência na lubrificação e
alterações bruscas de rotação do motor.
Outra fonte de desgaste de turbina é contaminação por abrasivo proveniente
de alguma partícula admitida junto ao ar na admissão, onde essa partícula ocasiona a
quebra parcial ou total das palhetas da turbina.
37
4. Estudo do Caso
Esse trabalho tem como objetivo fornecer uma metodologia na análise de
dados de forma a orientar a equipe de manutenção tanto no planejamento das
manutenções diárias, como no planejamento das trocas de motores.
Com a competitividade entre as indústrias nos dias atuais, é cada vez mais
necessário à otimização dos recursos físicos e pessoais das empresas. Nesse sentido
a manutenção não fica a parte, uma vez que esse setor aloca cada dia mais pessoas e
recursos das companhias.
Atingir a excelência na manutenção permite, naturalmente, diminuir os custos
de manutenção, mas, sobretudo, contribui para que a empresa, como um todo,
alcance a excelência. A manutenção não é um processo menor da empresa, mas sim
um processo essencial e, acima de tudo, estratégico.
Foram monitorados os sinais de alguns sensores chave de funcionamento do
Motor a Diesel de uma frota de 50 equipamentos da fabricante Caterpillar cujo modelo
é: 3512B – EUI, capaz de gerar potência líquida de 1348HP, para observar um padrão
de funcionamento dos equipamentos, de forma a identificar quais equipamentos estão
mais críticos que os outros dessa mesma frota.
Esses sensores são todos gerenciados pela central de injeção eletrônica do
equipamento, que em determinados intervalos de tempo, variando de sensor para
sensor, registra a média durante aquele intervalo. Depois os dados de todos os
sensores foram importados para análise.

38
Os KPI’s(sensores) analisados foram:
• Consumo de combustível;
• Falha em injetores;
• Obstrução do filtro de ar;
• Partidas no motor;
• Pressão de óleo em alta rotação;
• Pressão de óleo em baixa rotação;
• Pressão do coletor de admissão;
• Temperatura de arrefecimento.
• Temperatura de exaustão da bancada direita;
• Temperatura de exaustão da bancada esquerda;
A ideia é penalizar aqueles motores cujo comportamento diverge, para pior, do
encontrado numa referência definida, que nesse caso é a própria frota, ou alguma
especificação do manual de operação do Fabricante.
Durante a análise dos sensores, observou-se dois fatores onde foi preciso fazer
reparações pontuais nos dados para se obter uma análise mais limpa e clara, são
eles:
• Quedas abruptas seguidas de volta do indicador ao padrão anterior, sem que
aja troca do motor e sim uma reparação pontual, isso foi filtrado, pois não significa
desgaste acentuado do equipamento e sim um modo de falha presente.
39
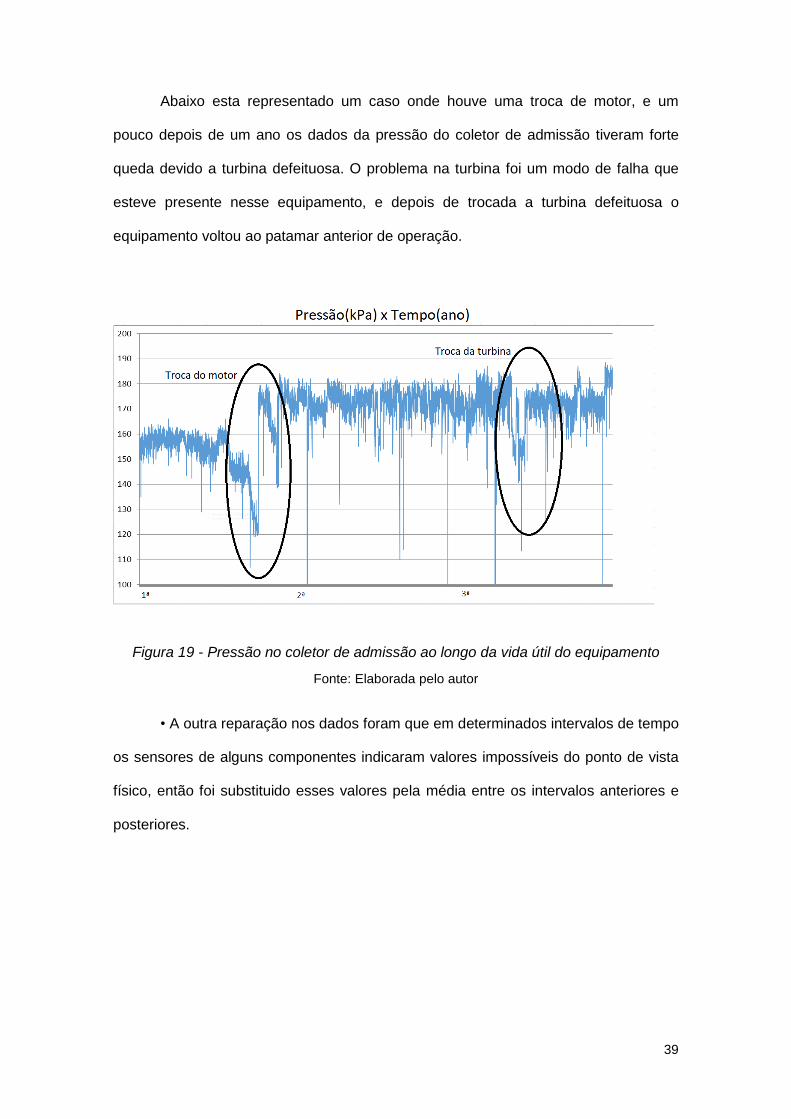
Abaixo esta representado um caso onde houve uma troca de motor, e um
pouco depois de um ano os dados da pressão do coletor de admissão tiveram forte
queda devido a turbina defeituosa. O problema na turbina foi um modo de falha que
esteve presente nesse equipamento, e depois de trocada a turbina defeituosa o
equipamento voltou ao patamar anterior de operação.
Figura 19 - Pressão no coletor de admissão ao longo da vida útil do equipamento
Fonte: Elaborada pelo autor
• A outra reparação nos dados foram que em determinados intervalos de tempo
os sensores de alguns componentes indicaram valores impossíveis do ponto de vista
físico, então foi substituido esses valores pela média entre os intervalos anteriores e
posteriores.

40
A Figura 20 representa a pressão do coletor de admissão de um equipamento
onde teve que ser alterado alguns dados.
Figura 20 - Pressão no coletor de admissão ao longo da vida útil do equipamento
Fonte: Elaborada pelo autor
Para esse indicador a pressão mínima admissível seria 100kPa, valor da
pressão atmosférica no local, porém valores um pouco abaixo de 100kPa são aceitos,
devido a alta velocidade do ar no ponto onde se localiza o sensor, o que reduz a
pressão do ar nesse ponto, segundo o Teorema de Bernoulli.
Porém no caso circulado todos os dados estão marcando 19kPa, indicando ser
algum erro no sensor ou alguma anomalia no momento da importação dos dados.
Para reverter essa situação, esses valores impossíveis foram substituidos pela média
entre os valores anterior e posterior.
Após a análise dos sensores de todos os equipamentos, observou-se que a
maioria dos indicadores estudados obedece a uma tendência de variação nos dados
dos sensores conforme o aumento das horas trabalhadas pelo equipamento, indicando
que esses sensores são sensíveis ao desgaste do equipamento.
41
Esses são os indicadores importantes para o nosso estudo:
• Consumo de combustível;
• Pressão de óleo em alta rotação;
• Pressão de óleo em baixa rotação;
• Pressão do coletor de admissão;
• Temperatura de exaustão da bancada direita;
• Temperatura de exaustão da bancada esquerda;
Abaixo é falado sobre a tendência desses indicadores conforme o aumento do
desgaste.
4.1 Consumo de combustível :
Esse indicador varia muito conforme as condições de operação e condições da
estrada, porém todos os motores que apresentavam alto desgaste também
apresentaram aumento no consumo de combustível.
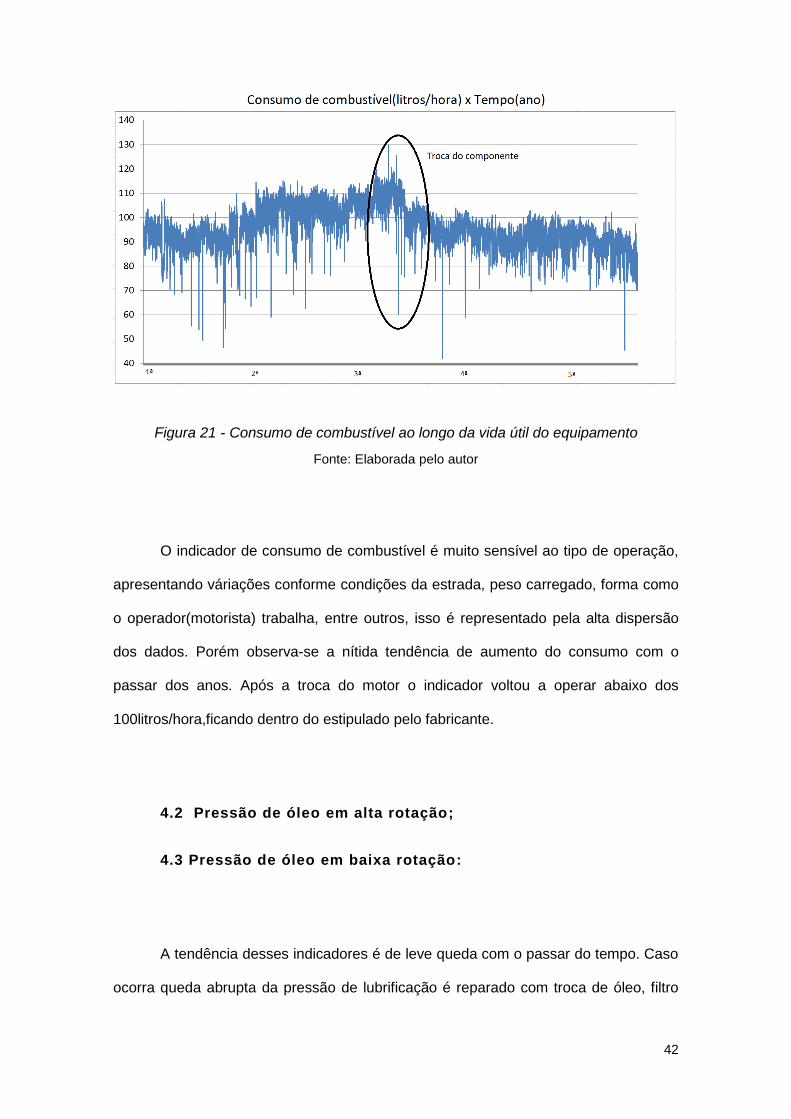
Segue o gráfico do consumo de combustível de um equipamento, em litros por
hora, em relação aos anos de monitoramento de dados.
42
Figura 21 - Consumo de combustível ao longo da vida útil do equipamento
Fonte: Elaborada pelo autor
O indicador de consumo de combustível é muito sensível ao tipo de operação,
apresentando váriações conforme condições da estrada, peso carregado, forma como
o operador(motorista) trabalha, entre outros, isso é representado pela alta dispersão
dos dados. Porém observa-se a nítida tendência de aumento do consumo com o
passar dos anos. Após a troca do motor o indicador voltou a operar abaixo dos
100litros/hora,ficando dentro do estipulado pelo fabricante.
4.2 Pressão de óleo em alta rotação;
4.3 Pressão de óleo em baixa rotação:
A tendência desses indicadores é de leve queda com o passar do tempo. Caso
ocorra queda abrupta da pressão de lubrificação é reparado com troca de óleo, filtro
43
de óleo e sensores. Caso esses procedimentos não retornem o indicador ao patamar
normal de operação pede-se à substituição da bomba de óleo. Se a pressão continuar
baixa recomenda-se à troca do motor. Baixa pressão de óleo lubrificante é uma
situação crítica para o motor, pois, afeta a lubrificação de partes móveis e aceleram o
desgaste causando falha instantânea da peça. Conforme o aumento de desgaste,
aumenta-se também as paradas para completar nível de óleo, isso ocorre devido ao
aumento das folgas internas entre pistão, anel de segmento e camisa do cilindro, que
tem como consequência o aumento do consumo de combustível.
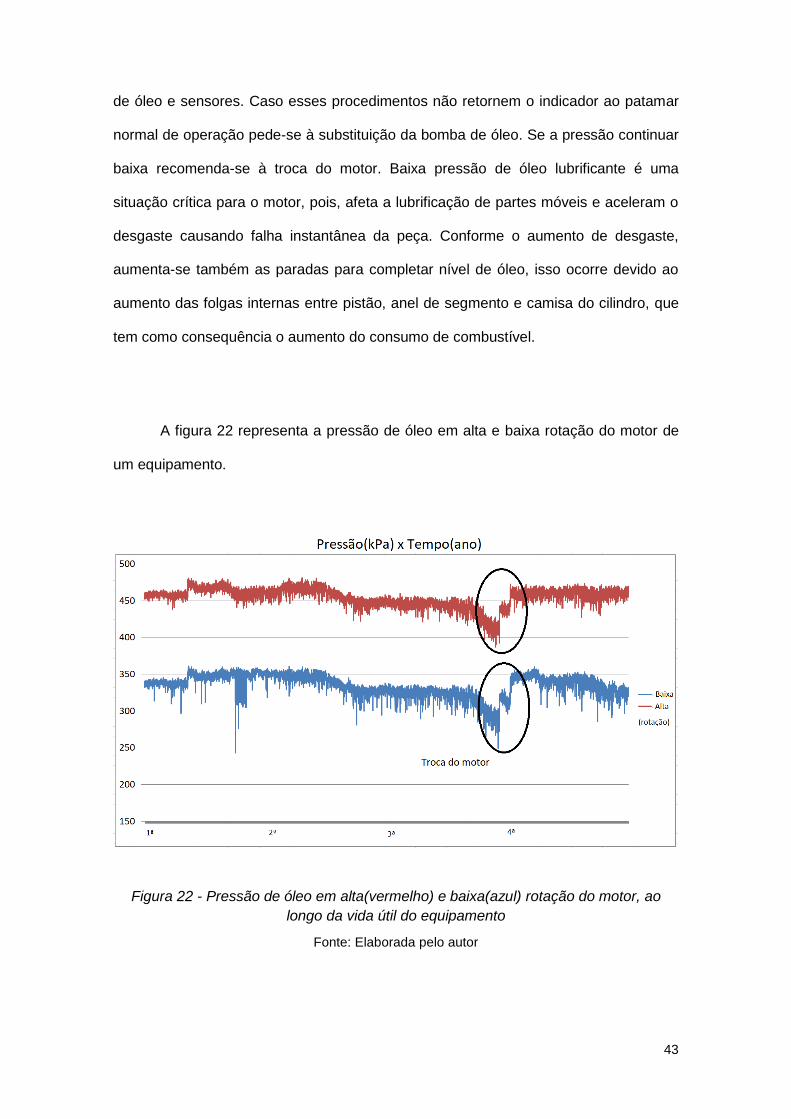
A figura 22 representa a pressão de óleo em alta e baixa rotação do motor de
um equipamento.
Figura 22 - Pressão de óleo em alta(vermelho) e baixa(azul) rotação do motor, ao
longo da vida útil do equipamento
Fonte: Elaborada pelo autor
44
Da figura 22 se observa que durante o primeiro um ano e meio de
monitoramento desse equipamento os dados apresentavam relativa constância, e
após isso os dados apresentam tendência de queda com oscilações na pressão de
óleo em baixa rotação, o que indica baixa eficiência do sistema de lubrificação, pois a
pressão de óleo em alta rotação se manteve constante, indicando que a válvula de
alívio do sistema operava de forma a manter a pressão do sistema em alta rotação
constante. E após a troca do motor os dados ficaram dentro do patamar normal de
operação, e com poucas oscilações.
4.4 Pressão do coletor de admissão:
A tendência para esse indicador é de queda com o tempo, isto pode indicar
desgaste interno no motor, perda de rendimento e final de vida útil. Pode ainda ocorrer
falhas como vazamentos e entrada de ar nas linhas de admissão e escape que
provoque a queda da pressão. Uma tendência de queda acentuada na pressão indica
que uma falha está para acontecer como uma quebra de turbina ou falha nos
cabeçotes. A substituição das peças avariadas poderá restituir a pressão para valores
próximos aos anteriores e se estabilizar por algum tempo. Caso todas as
recomendações não retornem o indicador para o patamar normal de operação
recomenda-se a troca do motor.

45
Figura 23 - Pressão no coletor de admissão ao longo da vida útil do equipamento
Fonte: Elaborada pelo autor
Da figura 23, observa-se que antes da troca do motor o indicador apresentava
baixos valores de pressão no coletor, com frequentes quedas, indicando desgaste
acentuado do equipamento. Após a troca do motor o indicador voltou a apresentar
valores próximos ao recomendado pelo fabricante, e com constância nos dados, ou
seja, o equipamento apresentava comportamento linear. Observe que após o quarto
ano de monitoramento desse equipamento, segundo ano com o novo motor, os dados
apresentam tendência de queda, o que é esperado, pois esses motores possuem vida
útil de aproximadamente 3 anos(18 mil horas de operação). Essa queda representa o
desgaste natural do equipamento, indicando perda gradual de potência conforme as
horas de operação, e consequentemente perda de eficiência(aumento no consumo de
combustivel).
46
Para esse sensor, é importante dizer qual a procedência do motor, se é novo
ou retificado, pois motores novos possuem pressões de admissão mais altas
comparado a motores retificados. Enquanto motores novos possuem pressão de 170
até 190kPa, motores retificados possuem faixa de operação entre 150 e 180kPa.
4.5 Temperatura de exaustão da bancada esquerda;
4.6 Temperatura de exaustão da bancada direita:
Bancada esquerda e direita significa as bancadas de exaustão dos gases do
motor V16, dezesseis cilindros distribuidos em V, com oito cilindros para a bancada
esquerda, e oito cilindros para a bancada direita do motor. A tendência desses
indicadores é variar pouco conforme a vida do componente, apresentando leve queda
e oscilação entre as temperaturas conforme se aumenta o desgaste. A diferença de
temperatura entre os coletores de exaustão da bancada direita para a bancada
esquerda indica que a queima dos cilindros não está equilibrada. O Fabricante
determina qual a máxima diferença que pode ocorrer com o equipamento nas
condições normais de operação. O aumento brusco desta diferença indica que uma
falha no sistema de injeção de combustível ocorreu. A tendência de aumento desta
diferença indica uma degradação gradativa e a necessidade de ajustes ou reparos
pontuais.
47
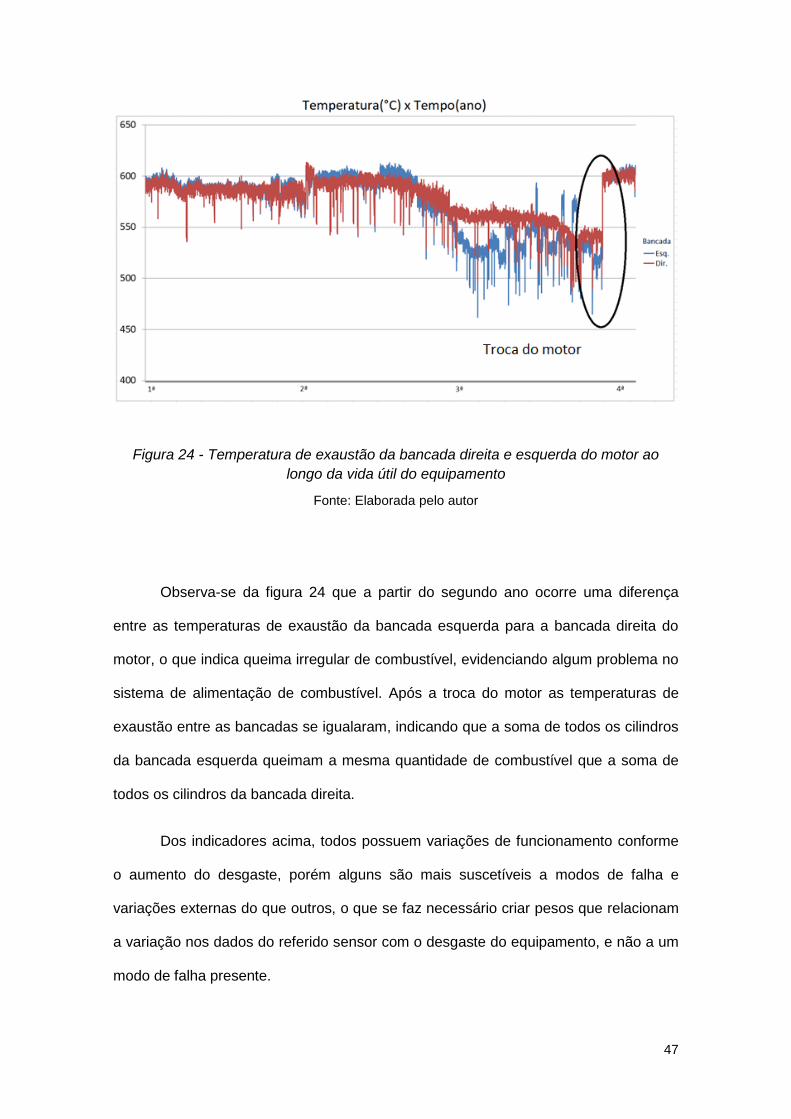
Figura 24 - Temperatura de exaustão da bancada direita e esquerda do motor ao
longo da vida útil do equipamento
Fonte: Elaborada pelo autor
Observa-se da figura 24 que a partir do segundo ano ocorre uma diferença
entre as temperaturas de exaustão da bancada esquerda para a bancada direita do
motor, o que indica queima irregular de combustível, evidenciando algum problema no
sistema de alimentação de combustível. Após a troca do motor as temperaturas de
exaustão entre as bancadas se igualaram, indicando que a soma de todos os cilindros
da bancada esquerda queimam a mesma quantidade de combustível que a soma de
todos os cilindros da bancada direita.
Dos indicadores acima, todos possuem variações de funcionamento conforme
o aumento do desgaste, porém alguns são mais suscetíveis a modos de falha e
variações externas do que outros, o que se faz necessário criar pesos que relacionam
a variação nos dados do referido sensor com o desgaste do equipamento, e não a um
modo de falha presente.
48
Definiu-se uma pontuação de 0 à 3, considerando 0 indicador sem nenhuma
relação, e 3 indicador totalmente relacionado ao desgaste.
• Consumo de combustível possui tendência de aumento com o passar tempo,
apresentando frequentemente grandes oscilações decorrentes do tipo de operação e
condições externas, então se atribuiu a esse indicador o peso 1.
• Pressão do coletor de admissão possui tendência de queda, apresentando
pequenas oscilações referentes às condições de operação e de estrada, e também a
algum modo de falha, mas todos os equipamentos com idade avançada apresentavam
grande variação percentual na pressão no inicio da vida com o final da vida desse
mesmo equipamento. Então se definiu peso 2 esse indicador.
• Temperatura de exaustão entre as bancadas possui pouca variação do
indicador ao longo da vida do componente, não possuindo sensibilidade à fatores
externos. Quando apresenta oscilações sempre esta relacionada ao desgaste
acentuado ou a algum modo de falha, portanto esse indicador recebe peso 2.
• Pressão de óleo possui tendência de queda conforme idade do componente,
não apresentando sensibilidade a condições de operação e fatores externos. Possui
algumas quedas pontuais referentes a algum modo de falha, porém em todos os
motores que apresentam alto desgaste, sempre apresentam baixa pressão de óleo em
ambas as rotações do motor, portanto esse indicador apresenta peso 3.
Não foi possível estabelecer nenhuma relação dos outros indicadores
estudados com o aumento do desgaste dos motores, portanto foi atribuído peso 0 a
esses indicadores, são eles:
• Falha em injetores;
• Obstrução do filtro de ar;
• Partidas no motor;
49
• Temperatura de arrefecimento.
Com base nos KPI’s analisados, foram feitas 3 propostas de ações Preditivas
para orientar no planejamento de manutenção, cada uma com um tipo de abordagem,
são elas:
4.7 Proposta 1: Analisar frequentemente os dados dos
equipamentos.
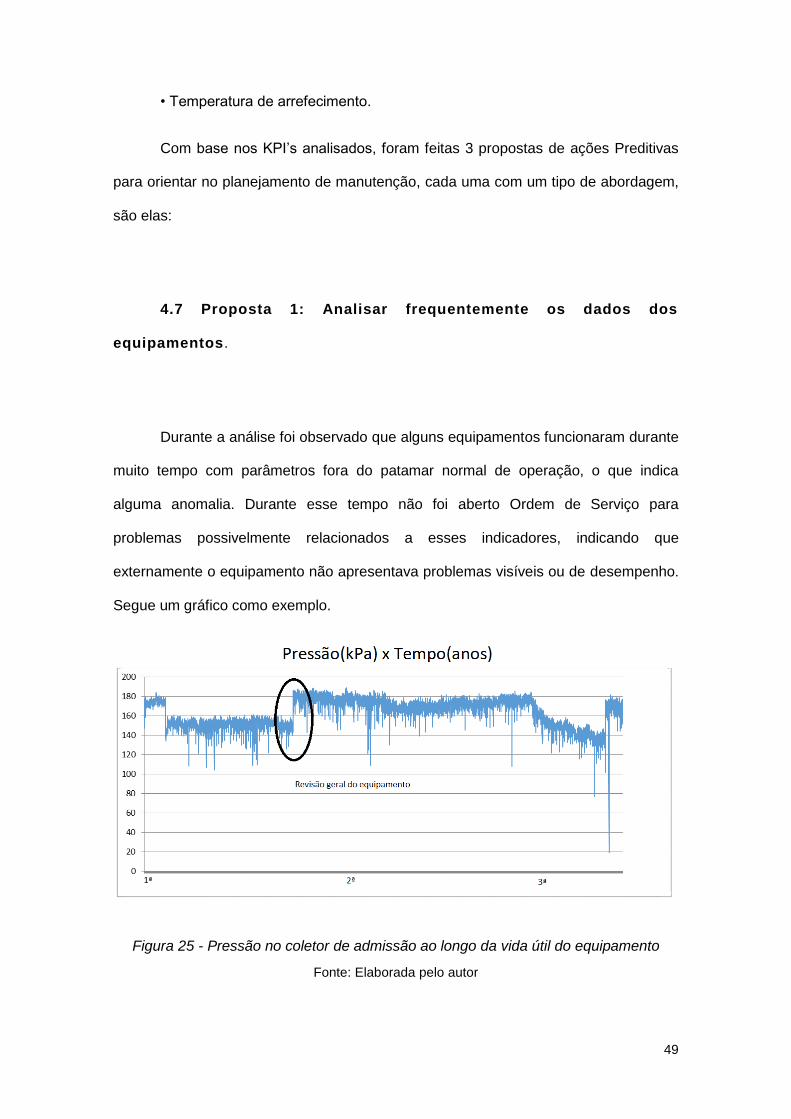
Durante a análise foi observado que alguns equipamentos funcionaram durante
muito tempo com parâmetros fora do patamar normal de operação, o que indica
alguma anomalia. Durante esse tempo não foi aberto Ordem de Serviço para
problemas possivelmente relacionados a esses indicadores, indicando que
externamente o equipamento não apresentava problemas visíveis ou de desempenho.
Segue um gráfico como exemplo.
Figura 25 - Pressão no coletor de admissão ao longo da vida útil do equipamento
Fonte: Elaborada pelo autor

50
No exemplo da figura 25 o equipamento operou mais de 6 meses fora do
especificado pelo fabricante, voltando ao normal após uma revisão no equipamento,
onde são inspecionados alguns itens, e outros são substituídos.
Operar fora das condições de projeto aumenta o desgaste interno dos
componentes gerando perda de vida útil e posteriormente uma parada Corretiva.
Essa proposta sugere a retirada de dados regularmente (semanal, quinzenal ou
mensal) de todos os equipamentos, onde será analisado se naquele período houve
variação expressiva de algum sensor, e caso seja necessário, já ocorra à abertura das
Ordens de Serviço referentes a cada problema.
Esse método visa reduzir diretamente o número de manutenções emergênciais do
equipamento, uma vez que se identifica o problema praticamente no momento em que
foi gerado, e evita que o equipamento opere com alguma anomalia presente.
Durante a análise é preciso colocar como referência a própria frota de
equipamentos que operem nas mesmas condições de funcionamento. Dessa frota
serão tirados valores médios para cada indicador, que serão tomados como
referências durante a análise individual de cada equipamento.
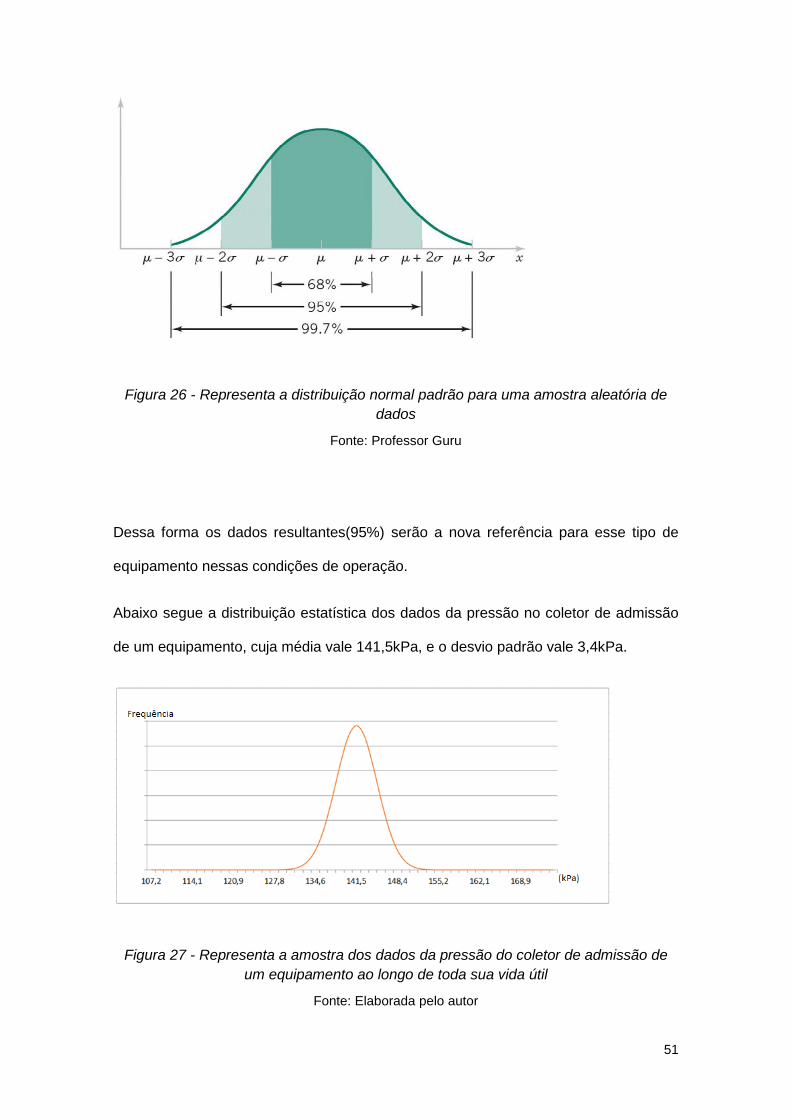
A referencia ideal para se basear, é mapear esses sensores de uma frota que possua
equipamentos novos, descartando 5% dos dados, sendo 2,5% os que apresentam os
valores superiores à média mais duas vezes o desvio padrão, e os outros 2,5% os que
apresentem valores inferiores.
51
Figura 26 - Representa a distribuição normal padrão para uma amostra aleatória de
dados
Fonte: Professor Guru
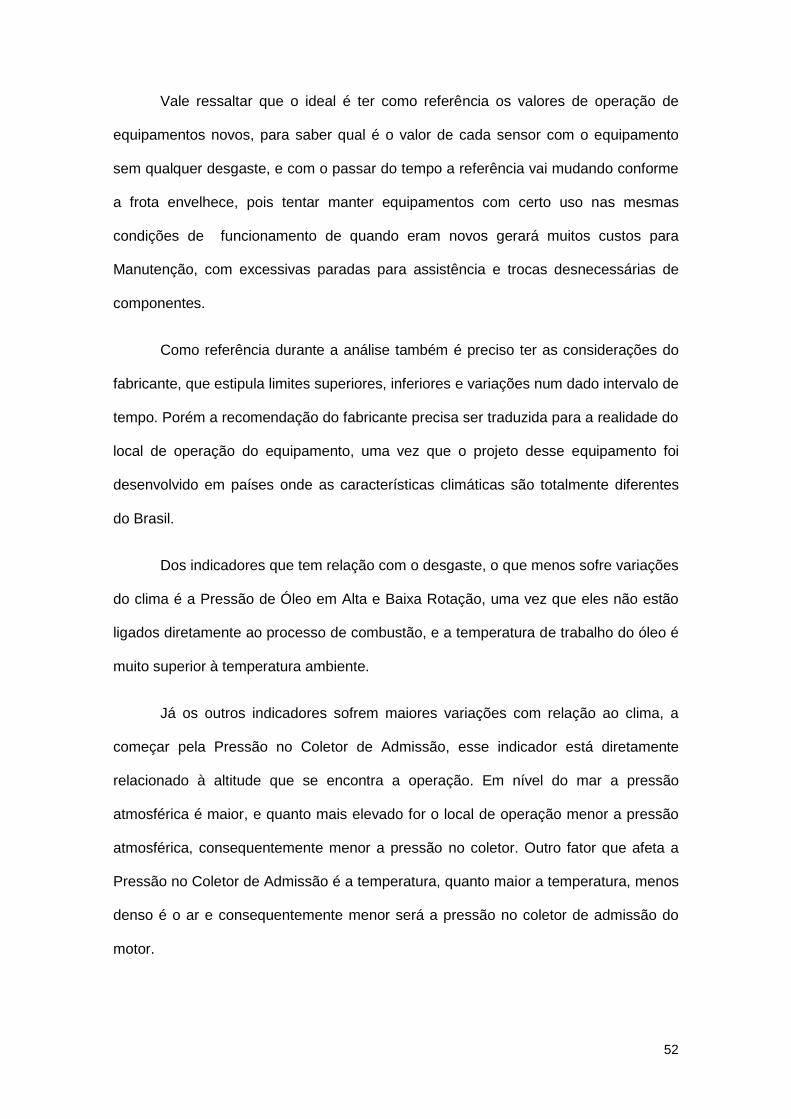
Dessa forma os dados resultantes(95%) serão a nova referência para esse tipo de
equipamento nessas condições de operação.
Abaixo segue a distribuição estatística dos dados da pressão no coletor de admissão
de um equipamento, cuja média vale 141,5kPa, e o desvio padrão vale 3,4kPa.
Figura 27 - Representa a amostra dos dados da pressão do coletor de admissão de
um equipamento ao longo de toda sua vida útil
Fonte: Elaborada pelo autor
52
Vale ressaltar que o ideal é ter como referência os valores de operação de
equipamentos novos, para saber qual é o valor de cada sensor com o equipamento
sem qualquer desgaste, e com o passar do tempo a referência vai mudando conforme
a frota envelhece, pois tentar manter equipamentos com certo uso nas mesmas
condições de funcionamento de quando eram novos gerará muitos custos para
Manutenção, com excessivas paradas para assistência e trocas desnecessárias de
componentes.
Como referência durante a análise também é preciso ter as considerações do
fabricante, que estipula limites superiores, inferiores e variações num dado intervalo de
tempo. Porém a recomendação do fabricante precisa ser traduzida para a realidade do
local de operação do equipamento, uma vez que o projeto desse equipamento foi
desenvolvido em países onde as características climáticas são totalmente diferentes
do Brasil.
Dos indicadores que tem relação com o desgaste, o que menos sofre variações
do clima é a Pressão de Óleo em Alta e Baixa Rotação, uma vez que eles não estão
ligados diretamente ao processo de combustão, e a temperatura de trabalho do óleo é
muito superior à temperatura ambiente.
Já os outros indicadores sofrem maiores variações com relação ao clima, a
começar pela Pressão no Coletor de Admissão, esse indicador está diretamente
relacionado à altitude que se encontra a operação. Em nível do mar a pressão
atmosférica é maior, e quanto mais elevado for o local de operação menor a pressão
atmosférica, consequentemente menor a pressão no coletor. Outro fator que afeta a
Pressão no Coletor de Admissão é a temperatura, quanto maior a temperatura, menos
denso é o ar e consequentemente menor será a pressão no coletor de admissão do
motor.
53
O Consumo de Combustível é o indicador que mais varia conforme o tipo de operação,
porém como variação de projeto tem a temperatura de operação, onde no Brasil o ar é
quente e apresenta menor densidade, consequentemente menor massa de ar passa
pela turbina, e como o intercooler não foi redimensionado para o clima brasileiro,
menos ar vai para câmara de combustão, ocorrendo queda no rendimento volumétrico
do motor, gerando menos potência e aumentando o consumo de combustível, pois a
injeção eletrônica do equipamento é calibrada basicamente em cima de 3 parâmetros:
Giro do motor, carga do acelerador e fluxo de ar. Como o fluxo de ar será menor, ela
se reajustará injetando menos combustível de forma que se mantenha a mistura
estequiométrica da combustão, consequentemente o equipamento tem perda de
potencia, e o operador precisa aplicar maior carga no acelerador para efetuar o
mesmo trabalho, aplicando maior carga, a injeção aumenta a vazão de ar e
combustível, podendo gerar aumento no consumo de combustível.
Outro parâmetro de projeto que está relacionado com a variação do consumo de
combustível é a pressão do ar, pois a turbina é projetada para receber ar a uma
determinada pressão, e injetar no coletor ar a pressão superior, para que dentro dos
cilindros seja alcançada a pressão de projeto. Caso a turbina não seja redimensionada
para a realidade do local de operação, a pressão na câmara de combustão sofrerá
variações, aumentando o consumo de combustível.
Como últimos parâmetros temos a Temperatura de Exaustão das Bancadas
Direita e Esquerda do motor, como o ar entra mais quente na câmara de combustão,
ele terá valores ainda maiores no escapamento do motor, precisando fazer uma
adaptação dos valores do manual do fabricante para os valores reais do local de
operação.
54
4.8 Proposta 2: Gerenciar equipamentos em estado de risco .
Uma manutenção consistente, com uma boa gestão e com bons indicadores,
deve ter foco em não deixar os equipamentos mais críticos falharem, ou seja, é
preciso que se tenha um bom plano de manutenção, com uma boa definição e
classificação dos equipamentos de acordo com a sua criticidade dentro do processo. A
maior disponibilidade dos equipamentos será alcançada com o aumento do TMEF e
redução do TMPR, que serão reflexos das boas práticas implementadas pela gestão
da manutenção, como organização das oficinas, treinamento dos manutentores,
utilização de ferramentas adequadas, procedimentos de manutenção com tarefas e
periodicidades bem definidas, itens em estoque corretos e na quantidade certa! Estes
são alguns exemplos de como aumentar a disponibilidade. A implementação de um
bom plano de manutenção, com tarefas consistentes e bem definidas, irá contribuir
diretamente para a redução de custos e o aumento da disponibilidade.
Uma manutenção bem feita, com uma boa gestão, contribui para reduzir os
riscos inerentes ao processo, como: aumento dos custos, baixa disponibilidade, baixa
confiabilidade, problemas de qualidade, não atendimento a requisitos legais e de
processo.
Fica claro que precisa-se atuar na gestão da manutenção e buscar a melhoria
contínua em processos. O custo da utilização do "quebrou, chamou, pagou" é
extremamente elevado, uma vez que na manutenção corretiva emergencial o
problema já se alastrou para outros componentes, gerando inúmeros transtornos para
os processos, para a produção e para a manutenção.
Essa proposta de melhoria visa agir em equipamentos que apresentam um
grau de criticidade maior que os outros da mesma frota.
55
Os equipamentos serão divididos em dois grupos, alto e baixo risco. Baixo risco
são os equipamentos que não apresentam anormalidades nos sensores, e alto risco
serão os equipamentos no qual dois ou mais sensores frequentemente indiquem
valores fora do padrão normal de operação.
Os equipamentos do grupo de baixo risco terão a manutenção normal, já os
equipamentos do grupo de alto risco terão uma inspeção mais criteriosa, onde o
checklist de atuação terá mais itens e será passado por uma bateria de testes, e se
necessário uma análise interna através da janela de visita do motor, de forma a obter
mais informações sobre as condições do equipamento, auxiliando a identificação da
causa raiz do problema, e poder agir pontualmente tomando as melhores decisões
para cada caso.
Nessa proposta, é possível utilizar os conceitos de árvore de falhas, onde os
indicadores que estão operando fora das condições normais de operação serão os
diversos eventos, de forma que se observe como esses eventos contribuem para a
ocorrência de um “Evento-Topo”, que no nosso caso seria a falha do componente.
4.9 Proposta 3: Gerenciar a troca dos motores
Essa proposta tem como objetivo garantir que o motor que será trocado é o
pior, mais desgastado, comparado com os outros da mesma frota. Trocar sempre os
piores componentes garante que a frota opere com os melhores equipamentos
possíveis, o que automaticamente reduz o número de reparos emergenciais, aumenta
o TMEF, a Disponibilidade e Confiabilidade do equipamento.
A criticidade de troca de cada equipamento será feita com base no percentual
de desgaste, onde para cada equipamento, será subtraído os valores de cada sensor
56
com relação ao valor da referência, depois dividir essa subtração pelo valor da
referencia, e o percentual de cada indicador será somado ao peso desse indicador.
Fazer isso para todos os sensores, e a soma dará o percentual de desgaste do
equipamento com relação à Frota.
Após somados os percentuais de desgaste de cada indicador multiplicado pelo seu
respectivo peso, deve-se dividir o valor por 8, que representa a soma dos pesos de
todos os indicadores. Assim cada equipamento apresentará um valor característico de
percentual de desgaste, que representa o quanto seus indicadores estão afastados da
referencia.
Dessa forma, os equipamentos que apresentarem os maiores valores
percentuais de desgaste serão tratados como prioridade na troca do motor, visto que
todo o conjunto do motor apresenta maior desgaste com relação à frota.
Durante a análise, observou-se que muitos motores foram trocados sem que
seus KPI’s estivessem indicando alguma falha iminente, o que nos leva a crer que
muitos desses motores poderiam ter suas trocas postergadas, o que reduz o custo de
aquisição dos componentes.
Segue um gráfico que representa um motor que ainda possuía vida útil, porém
foi trocado
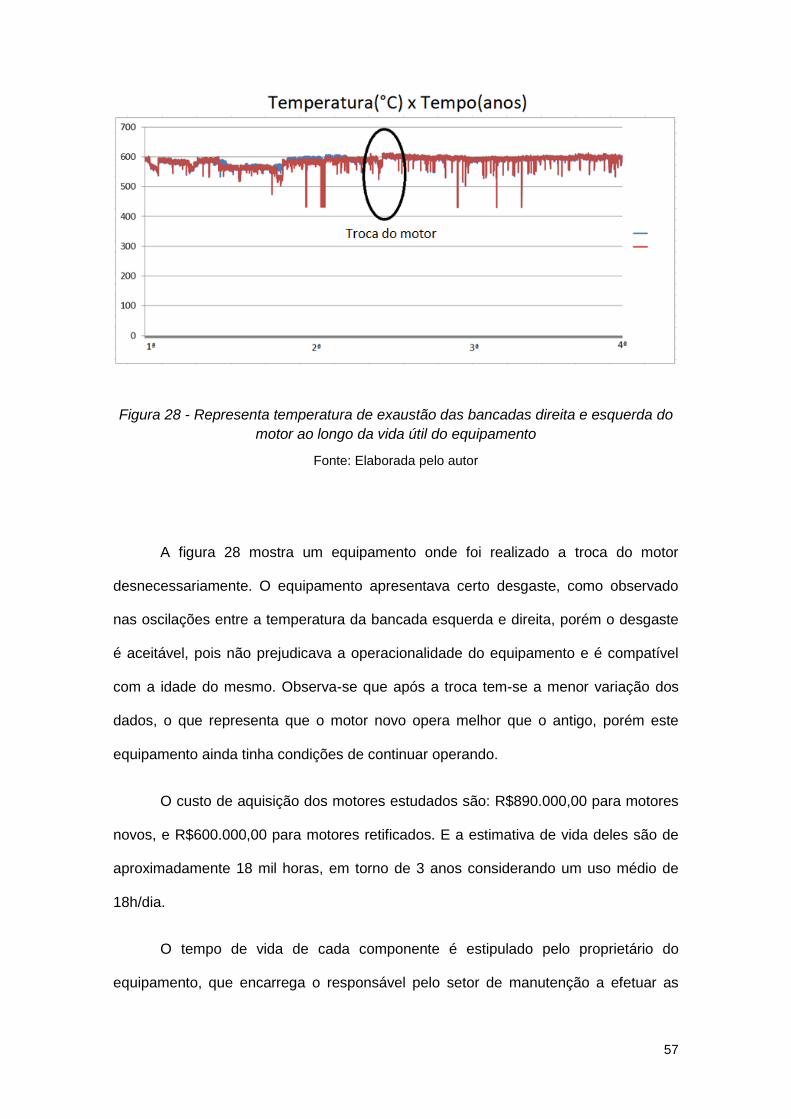
57
Figura 28 - Representa temperatura de exaustão das bancadas direita e esquerda do
motor ao longo da vida útil do equipamento
Fonte: Elaborada pelo autor
A figura 28 mostra um equipamento onde foi realizado a troca do motor
desnecessariamente. O equipamento apresentava certo desgaste, como observado
nas oscilações entre a temperatura da bancada esquerda e direita, porém o desgaste
é aceitável, pois não prejudicava a operacionalidade do equipamento e é compatível
com a idade do mesmo. Observa-se que após a troca tem-se a menor variação dos
dados, o que representa que o motor novo opera melhor que o antigo, porém este
equipamento ainda tinha condições de continuar operando.
O custo de aquisição dos motores estudados são: R$890.000,00 para motores
novos, e R$600.000,00 para motores retificados. E a estimativa de vida deles são de
aproximadamente 18 mil horas, em torno de 3 anos considerando um uso médio de
18h/dia.
O tempo de vida de cada componente é estipulado pelo proprietário do
equipamento, que encarrega o responsável pelo setor de manutenção a efetuar as

58
trocas de forma a obter o máximo aproveitamento e evitar que o equipamento pare
para manutenção emergencial. Nessa garantia do equipamento não falhar, acaba-se
abrindo mão de um tempo de vida relativamente alto do equipamento.
Como exemplo do quanto se pode economizar com manutenção no momento
da troca do motor, utilizaremos dois cenários de atuação, um com ganhos mais
conservadores, e o segundo cenário com ganhos mais expressivos, será baseado na
longevidade que já ocorreu com um equipamento da Caterpillar.
Considerando um cenário conservador, uma empresa de pequeno porte
contém 20 equipamentos, que possam ser postergadas a vida em 5%. Essa empresa
compra apenas motores retificados.
Então em 3 anos, essa pequena empresa terá uma economia de:
600.000*0,05%= 30000*20= R$600.000,00.
Ou seja, essa pequena empresa terá economia anual de 200 mil reais.
Considerando um cenário já ocorrido, onde demonstrado o histórico de dados
do equipamento um motor continuou operando por mais 11% da vida, sendo trocado
apenas com 20 mil horas, e não as 18 mil horas máximas de tempo de vida. A
empresa possui uma frota com mais de 100 equipamentos, do modelo analisado
nesse trabalho, adquiridos novos ou retificados, de forma que o custo de aquisição
seja a média entre eles: (890000+600000)/2= R$745.000,00
Então em 3 anos essa empresa terá uma economia de:
745.000*11%= 81.950*100= R$8.195.000,00.
Ou seja, essa empresa terá uma economia anual de R$ 2.731.666,00.
Vale lembrar que apenas um equipamento foi levado a essa “longevidade” de
11%, e durante essa “longevidade” o equipamento não apresentou problemas
59
relacionados ao desgaste acentuado, e sim modos de falha no qual todos os
equipamentos estão sujeitos.
Nesse calculo foi considerado que todos os equipamentos dessa empresa
poderiam ter suas vidas postergadas em 11%, porém os cálculos relacionados à
economia devem ser feitos com relação ao cenário atual de cada equipamento, onde a
equipe de manutenção deve se basear em todos os dados possíveis para fazer o
planejamento de manutenção.
60
5. Conclusões
Neste trabalho foram mapeados sensores chave de funcionamento do motor a
Diesel para analisar a tendência dos dados ao longo de toda vida útil dos
equipamentos. Estatísticamente foi observado que a maioria dos dados analisados
são sensíveis ao envelhecimento do equipamento, fornecendo à equipe dados e
parâmetros necessários para o melhor gerenciamento da manutenção.
Os indicadores analisados possuem a seguinte tendência conforme o
envelhecimento do equipamento:
• Consumo de Combustível: Apresenta tendência de aumento conforme o
envelhecimento do equipamento;
• Pressão de Óleo em Alta e Baixa Rotação: Apresentam tendência de queda
conforme o envelhecimento do equipamento, sendo mais nitido na pressão de óleo em
baixa rotação;
• Pressão do Coletor de Admissão: Apresenta tendência de queda conforme o
envelhecimento do equipamento;
• Temperatura de Exaustão: Apresenta leve tendência de queda conforme o
envelhecimento; e gradativo aumento na diferença entre as temperaturas de exaustão
da bancada esquerda para a bancada direita do motor.
Esses foram os sensores análisados que apresentaram variação do seu padrão
de funcionamento conforme o aumento no desgaste da máquina. No desenvolvimento
deste trabalho foi plotado a curva de tendência de cada um deles com os devidos
comentários e recomendações do fabricante.
Desses sensores, uns são mais suscetíveis a modos de falha e variações
externas do que outros, sendo necessário criar pesos que representem quão crítico é

61
um indicador frente a outro, de forma que se possa escalar o grau de criticidade dos
equipamentos de uma mesma frota.
Os sensores analisados no desenvolvimento e que não foram citados na
conclusão, foram os indicadores os quais não foi observado sensibilidade nos dados
conforme o envelhecimento do equipamento, sendo designado peso zero a esse grupo
de sensores, ou seja, eles não são parâmetros para orientar a tomada de decisões.
Para a análise dos sensores, todos os dados foram importados para o software
Excel, onde posteriormente foi feito dois tipos de modificações para tratamento de
outliers. Os tratamentos foram:
• Variações nos dados referentes a modos de falha ativos, como algum
componente defeituoso, que após trocado retornou os dados para o padrão anterior.
Durante o desenvolvimento foi exposto como exemplo a troca de uma turbina
defeituosa;
• Valores impossíveis do ponto de vista físico, ou por problemas no sensor ou
por erro no momento da importação dos dados. Durante o desenvolvimento foi
exposto o exemplo da pressão abaixo da atmosférica.
Baseado nos dados analisados foi proposto 3 recomendações de origem
preditiva, como:
• Análise frequente dos dados de cada equipamento e compará-lo com os
dados da frota daquele mesmo equipamento operando em condições semelhantes, de
forma a identificar antecipadamente algum problema antes que ele comprometa a
integridade e o desempenho do motor;
• Definição de criticidade de cada equipamento segundo seus dados, para
priorizar a manutenção de equipamentos que apresentem riscos de falha, reduzindo
diretamente as manutenções emergenciais;
62
• Programação da troca dos motores, segundo a curva da banheira, para
utilizar o equipamento o maior tempo possível sem que ele apresente alta taxa de
falhas. Foi exposto dois cenários demonstrando os possíveis ganhos que se pode
obter utilizando todo o ciclo de vida do motor, sendo um primeiro cenário mais
conservador, e o segundo um cenário já ocorrido na industria.
A análise dos sensores aqui estudados serve como parâmetros para
manutenção preditiva, que tem como objetivos eliminar desmontagens desnecessárias
para inspeção, impedir o aumento de danos, aumentar o grau de confiança no
desempenho de um equipamento e reduzir o trabalho de emergência não planejado.
Portanto, incluir a análise desses sensores na rotina de manutenção traz
aumento de previsibilidade e confiabilidade na operação, uma vez que diretamente se
aumenta o tempo médio entre falhas(TMEF) e reduz o tempo médio de
reparação(TMPR).
Vale ressaltar que a análise desses sensores se limita ao funcionamento dos
mesmos, não sendo possível prever qual o estado físico dos componentes, mas sim
como o equipamento como um todo está operando. Dessa forma, as práticas
propostas por este trabalho não se sobrepõem a nenhum outro procedimento já
praticado.
Como principal desvantagem das práticas aqui propostas temos o alto custo
operativo, pela necessidade de instrumentação sofisticada e necessidade de técnicos
altamente capacitados para análise dos resultados. Com isso, é necessário ser feito
um estudo de viabilidade econômica levando em consideração fatores cruciais da
produção, como tipo de instalação, grau de complexidade dos equipamentos, recursos
disponíveis, nível de confiança desejado e segurança do processo.
Não foi feita nenhuma relação desse trabalho com motores que funcionem
segundo o ciclo Otto. Caso seja observado que os sensores gerenciados pela
63
ECU(Engine Control Unit) desses equipamentos também sejam sensíveis ao
desgaste, a metodologia empregada nesse trabalho também poderá ser aplicada aos
motores do ciclo Otto.
Como proposta de extensão a esse trabalho existe a mineração de dados, ou
data mining, onde através de algoritmos pré-estabelecidos pode-se analisar todos
esses dados à procura de padrões consistentes, como regras de associação, padrões
de variações e sequências temporais, para detectar relacionamentos sistemáticos
entre esses sensores. Através de inferência estatística pode-se extrapolar e prever
qual o funcionamento dos equipamentos no futuro, baseado no histórico dos dados.
Este trabalho teve como objetivo fornecer subsídios mensuráveis para a
tomada de decisões nas organizações de maneira a melhorar suas performances. Unir
os serviços de manutenção tradicional com a análise dos sensores do motor, cruzando
informações de diferentes fontes, é um bom caminho para obter o melhor diagnóstico
possível, otimizando a alocação de recursos e mão de obra.
64
6. Referências Bibliográficas
SEIXAS, E. S. Confiabilidade Aplicada na Manutenção. Coleção Manutenção. Rio de
Janeiro: Qualitymark, 2002.
CALLISTER, W. D. JR. Ciência e Engenharia de Materiais. 5º ed. Rio de Janeiro: LTC,
2000.
AFFONSO, L. O. A. Análise de Falhas e Soluções de Problemas. 3° ed. Rio de
Janeiro: Qualitymark, 2012.
OSADA, T.; TAKAHASHI, Y. Manutenção Produtiva Total. São Paulo: Imam, 1993.
MAYNARD, H. B. Manual de Engenharia de Produção- Métodos. São Paulo: Edgar
Blucher, 1970.
SENR1128-12 – Boost Pressure Below Normal
SENR1189 – Engine Troubleshooting
SENR1156-27 – Average Exhaust Temperature
SENR1135-15 – Low Oil Pressure
SENR1149-30 – High Fuel Consumption
SIQUEIRA, I. P. Manutenção Centrada na Confiabilidade: Manual de Implantação. Rio
de Janeiro: Qualitymark, 2005.
CUIGNET, RENAUD. Gestão da Manutenção. Lidel – Edições Técnicas, 2006.
RAMESH, GULATI; SMITH, RICKY. Maintenance and Best Practices. Nova York:
Industrial Press, Inc, 2009.

65
ALVAREZ, Omar Emir, Manual de Manutenção Planejada, Editora Universitária/UFPb,
João Pessoa