Embed Size (px)
Citation preview

UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
ESCOLA DE QUÍMICA
VIVIANE REZENDE PRATES
AVALIAÇÃO DE GLICERINA RESIDUAL DA PRODUÇÃO DE BIODIESEL COMO SOLVENTE DE POLÍMERO HIDROSSOLÚVEL UTILIZADO NA RECUPERAÇÃO DE PETRÓLEO
Rio de Janeiro
2012

i
VIVIANE REZENDE PRATES
AVALIAÇÃO DE GLICERINA RESIDUAL DA PRODUÇÃO DE BIODIESEL COMO SOLVENTE DE POLÍMERO HIDROSSOLÚVEL UTILIZADO NA RECUPERAÇÃO DE PETRÓLEO
Dissertação apresentada ao Curso de Mestrado em Engenharia de Biocombustíveis
e Petroquímica da Universidade Federal do Rio de Janeiro, como requisito parcial à
obtenção do título de Mestre em Engenharia de Biocombustíveis e Petroquímica.
Orientador: Prof. Drª.Francisca Pessoa de França.
Rio de Janeiro
2012

ii
Viviane Rezende Prates
AVALIAÇÃO DE GLICERINA RESIDUAL DA PRODUÇÃO DE BIODIESEL COMO SOLVENTE DE POLÍMERO HIDROSSOLÚVEL UTILIZADO NA RECUPERAÇÃO DE PETRÓLEO Dissertação apresentado ao Curso de Mestrado em Engenharia de Biocombustíveis e Petroquímica da Universidade do Rio de Janeiro, como requisito parcial à obtenção do título de Mestre em Engenharia de Biocombustíveis e Petroquímica. Aprovado por:
__________________________________________________ Orientadora: Francisca Pessoa de França, D.Sc. - EQ/UFRJ
__________________________________________________ Fernando Jorge Santos de Oliveira, D. Sc - PETROBRAS
_________________________________________________ Walter Barreiro Cravo Junior, D. Sc. - PUC/RJ
__________________________________________________ Maria Antonieta Peixoto Gimenes Couto, D. Sc. - EQ/UFRJ
Escola de Química /UFRJ
Rio de Janeiro
2012

iii
FICHA CATALOGRÁFICA
Prates, Rezende Viviane, 1973.
Avaliação de glicerina residual da produção de biodiesel como solvente de polímero hidrossolúvel utilizado na recuperação de petróleo/ Viviane Prates. – 2012
132 f. il. Color. Orientador: Francisca Pessoa de França Dissertação – (Mestrado em tecnologia de Processos Químicos e
bioquímicos) - Universidade Federal do Rio de Janeiro, Escola de Química, Rio de Janeiro, 2012.
1. Biocombustível. 2. Glicerina. 3. Polímeros hidrossolúveis. 4.
Plastificantes. I. França, Francisca Pessoa. (Orient.). II. Universidade Federal do Rio de Janeiro. Curso Programa em Tecnologia de Processos Químicos e Bioquímicos. III. Título.

iv
DEDICATÓRIA
Aos meus amados: Marcos Antônio Borges Prates, Marcos Antônio Rezende Prates e Marcos Vinicius Rezende Prates pelo amor e paciência.

v
AGRADECIMENTOS
Em primeiro lugar a Deus pela força e perseverança concedida a mim nessa jornada, e a minha família pela paciência e apoio que me foi dedicada.
Aos meus amigos e colegas de trabalho Maria Aparecida de Melo, Ivonete Pereira Gonzalez da Silva e Amaury de Azevedo Aguiar que contribuíram com todo o apoio técnico e científico para a realização deste trabalho. A todos os meus amigos que direta ou indiretamente participaram desta dissertação oferecendo todo tipo de apoio que se possa imaginar.
Aos meus professores da UFRJ que me transmitiram informação e conhecimento para sustentar a criação deste trabalho e em especial a professora Francisca Pessoa de França pelas orientações, correções, dedicação e apoio na construção dessa dissertação.

vi
"A menos que você desista do seu propósito, nada poderá detê-lo no caminho evolutivo da vida. Quando os problemas se tornam absurdos, os desafios se tornam apaixonantes."
Dom Hélder Câmara

vii
RESUMO
PRATES, Viviane Rezende. Avaliação de glicerina residual da produção de biodiesel como solvente de polímero hidrossolúvel utilizado na recuperação de petróleo. Rio de Janeiro, 2012. Dissertação (Mestrado em Engenharia de Biocombustíveis e Petroquímica) - Escola de Química - Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2012. No Brasil, a produção de biodiesel já atingiu níveis que apresentam problemas em
função do volume de subproduto (glicerina) gerado no processo. Muitos segmentos
industriais e de pesquisa acadêmica desenvolvem rotas tecnológicas para o
aproveitamento e uso deste resíduo. A glicerina possui propriedade plastificante,
característica esta que está diretamente relacionada com o poder de conferir
mudanças no comportamento de materiais e sistemas. Este trabalho teve como
objetivo estudar o efeito da adição de diferentes concentrações de glicerina bruta,
subproduto da produção de biodiesel de soja, como diluente de polímero aniônico de
concentração fixa (1000 ppm) em pH alcalino. Para caracterizar estas soluções
foram utilizadas as técnicas de termogravimetria, espectroscopia na região do
infravermelho e reologia. Os espectros na região do infravermelho (FTIR)
confirmaram a presença da glicerina e mostraram a variação da concentração de
glicerina no sistema. A partir dos resultados das curvas termogravimétricas foi
observado que a glicerina bruta aumenta a temperatura de decomposição térmica
das misturas comparado à solução polimérica em água, este aumento de
temperatura confere até cinco estágios de perda de massa com a adição de 50% de
glicerina bruta à solução. Os resultados dos ensaios reológicos demonstraram que a
adição da glicerina bruta no sistema causa mudança nas propriedades reológicas,
nas misturas a viscosidade aparente é aumentada em até 60 mPa.s a 50°C. A
varredura de cisalhamento mostrou que o perfil das curvas de fluxo e de viscosidade
sofreu significativa alteração em função do aumento do volume hidrodinâmico da
molécula de polímero, efeito este causado pela ação do agente plastificante
(glicerina). As misturas oscilaram entre o modelo newtoniano e pseudoplástico em
função da variação do percentual de glicerina e da temperatura. As misturas
polímero-glicerina apresentam possível potencial como fluido de deslocamento de
petróleo.
Palavras-Chave: Biodiesel. Glicerina. Polímero

viii
ABSTRACT
PRATES, Viviane Rezende. Avaliação de glicerina residual da produção de biodiesel como solvente de polímero hidrossolúvel utilizado na recuperação de petróleo. Rio de Janeiro, 2012. Dissertação (Mestrado em Engenharia de Biocombustíveis e Petroquímica) - Escola de Química - Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2012. In Brazil, Biodiesel production has reached levels that present problems on function
of waste product (glycerin) generated in the process. Many industries segments and
academic research develop routes technology for harnessing and use of this residue.
The glycerin has properties plasticizers, feature that is directly related with the power
to confer changes in the behavior of materials and systems. This work aimed to study
the effect of adding different concentrations of crude glycerin, a byproduct of the
production of soy biodiesel, with diluent of anionic polymer of fixed concentration
(1000 ppm) at alkaline pH. To characterize these solutions were used the techniques
of thermogravimetric, spectroscopy in the region of Infrared and Rheology. The
spectres in the infrared (FTIR) confirmed the presence of glycerin and showed
varying the concentration of glycerin in the system. From the results of
thermogravimetric curves was observed that the crude glycerine increases the
thermal decomposition temperature of the mixture compared to the polymer solution
in water, this temperature increase gives up to five stages of mass loss, with addition
of 50% crude glycerin to the solution. Rheological Test results showed that the
addition of crude glycerin in the system causes changes in the rheological properties;
the apparent viscosity of the mixture is increased in up to 60 mPas measured at 50°
C. The mixtures showed Newtonian behavior and pseudoplástico depending on the
percentage of glycerol and temperature. The mixtures polymer-glycerin presented a
potential to the fluid displacement of petroleum.
Keywords: Biodiesel. Glycerin. Polymer

ix
LISTA DE ILUSTRAÇÕES
FIGURA 1 - EVOLUÇÃO ANUAL DA PRODUÇÃO DA DEMANDA COMPULSÓRIA E DA CAPACIDADE
NOMINAL AUTORIZADA PELA ANP .................................................................................. 24
FIGURA 2 - MATÉRIA - PRIMAS UTILIZADAS NA PRODUÇÃO DE BIODIESEL, ANP. ................. 30
FIGURA 3 - FLUXOGRAMA: PROCESSO DA PRODUÇÃO DE BIODIESEL. (GONÇALVES et al.,
2009) ......................................................................................................................... 31
FIGURA 4 - ROTA INDUSTRIAL DE PRODUÇÃO DE GLICEROL A PARTIR DO PROPENO ............ 32
FIGURA 5 - PRODUÇÃO DE GLICEROL A PARTIR DA SAPONIFICAÇÃO .................................. 32
FIGURA 6 - GLICERINA PRODUTO DA REAÇÃO DE TRANSESTERIFICAÇÃO. (GERIS et al.,
2007) ......................................................................................................................... 34
FIGURA 7 - SEPARAÇÃO DA GLICERINA BRUTA NA PRODUÇÃO DE BIODIESEL. ..................... 34
FIGURA 8 - FORMULA GERAL DA POLIACRILAMIDA. (HAVEROEN et al., 2005) ................. 39
FIGURA 9 - POLIACRILAMIDA PARCIALMENTE HIDROLISADA. (KIATKAMJORNWONG et al.,
1997) ......................................................................................................................... 40
FIGURA 10 - INJEÇÃO DE ÁGUA COM RAZÃO DE MOBILIDADE DESFAVORÁVEL (A) E INJEÇÃO DE
SOLUÇÃO DE POLÍMERO COM RAZÃO DE MOBILIDADE FAVORÁVEL (B). (SORBIE, 1991) ....... 44
FIGURA 11 - POSSÍVEIS INTERAÇÕES NA PLASTIFICAÇÃO EXTERNA DE POLÍMEROS.
(ZAIONCZ, 2004) ...................................................................................................... 47
FIGURA 12 - CONCEITO ESTILIZADO DE PLASTIFICAÇÃO DE UMA RESINA, EXPLICANDO A
ANTIPLASTIFICAÇÃO ..................................................................................................... 48
FIGURA 13 - CONCEITO ESTILIZADO DE PLASTIFICAÇÃO DE UMA RESINA, EXPLICANDO A
PLASTIFICAÇÃO ............................................................................................................ 48
FIGURA 14 - RESISTÊNCIA DOS FLUÍDO AO CISALHAMENTO (HUGHES et al, 1979) ........... 50
FIGURA 15 - COMPORTAMENTO DE UM FLUIDO SUBMETIDO À TENSÃO DE CISALHAMENTO
(PETRI, 2003) ............................................................................................................ 51
FIGURA 16 - TENSÃO DE CISALHAMENTO VERSUS GRADIENTE DE VELOCIDADE (NAVARRO,
1997) ......................................................................................................................... 55
FIGURA 17 - CLASSIFICAÇÃO DOS FLUIDOS SEGUNDO SEU COMPORTAMENTO REOLÓGICO . 55
FIGURA 18 - CURVAS DE ESCOAMENTO DE FLUIDOS NEWTONIANO E NÃO NEWTONIANOS DE
PROPRIEDADES INDEPENDENTES DO TEMPO DE CISALHAMENTO (POTTER et al, 2004) .... 56
FIGURA 19 - COMPORTAMENTO DE FLUIDOS NEWTONIANOS ............................................ 57
FIGURA 20 - COMPORTAMENTO DE FLUIDOS PSEUDOPLÁSTICOS (YAMAGUCHI, 2008) ... 60

x
FIGURA 21 - ORIENTAÇÃO DE PARTÍCULAS NA FORMA DE BASTÃO DE UM FLUXO VISCOSO DE
UM VISCOSÍMETRO DE CILINDROS CONCÊNTRICOS. AS SETAS REPRESENTAM O GRADIENTE DE
VELOCIDADE NO FLUXO LAMINAR. (A) EM REPOUSO: ORIENTAÇÃO ALEATÓRIA. (B) APÓS O
CISALHAMENTO ............................................................................................................ 61
FIGURA 22 - COMPORTAMENTO DE FLUIDOS DILATANTES (BOURNE, 1982) ................... 62
FIGURA 23 - COMPORTAMENTO DE FLUIDO TIXOTRÓPICO (MEZGER,2006, pp. 59-63) .... 63
FIGURA 24 - FENÔMENO DA HISTERESE EM FLUIDOS TIXOTRÓPICOS ................................. 64
FIGURA 25 - COMPORTAMENTO DE FLUIDO REOPÉTICO (SCHRAMM, 2000) ................... 65
FIGURA 26 - ALTERAÇÕES TÍPICAS NAS TAXAS DE FLUXO DE PRODUÇÃO E NO CORTE DE
ÁGUA NA PRODUÇÃO DE HIDROCARBONETOS (NABZAR E DUPLAN, 2011) ..................... 69
FIGURA 27 - POLIACRILAMIDA PARCIALMENTE HIDROLISADA (HPAM) ............................... 73
FIGURA 28 - FLUXOGRAMA DA METODOLOGIA DE PREPARO DAS MISTURAS ....................... 75
FIGURA 29 - METODOLOGIA DE PREPARO DAS MISTURAS DE POLIACRILAMIDA E GLICERINA
BRUTA ......................................................................................................................... 76
FIGURA 30 - (A) REÔMETRO PHYSICA MCR-501 (B) CELA PELTIER E CONE-PLACA (50 mm
DE DIÂMETRO E ANGULO 1°) .......................................................................................... 77
FIGURA 31 - GEOMETRIA CONE-PLACA-REPRESENTAÇÃO DO ESCOAMENTO DA AMOSTRA
(SANTOS, 2009) .......................................................................................................... 77
FIGURA 32 - DENSÍMETRO DIGITAL ANTON PAAR DMA 4500’ .......................................... 83
FIGURA 33 - ASPECTO MACROSCÓPICO DAS MISTURAS (HPAM SOLUBILIZADA EM SALMOURA
DE NaCl A 5%L + GLICERINA BRUTA ) ............................................................................ 84
FIGURA 34 - DENSIDADE DAS MISTURAS HPAM (1000ppm) COM GLICEROL PA E GLICERINA
BRUTA, OBTIDA A PARTIR DA MÉDIA DE TRÊS DETERMINAÇÕES .......................................... 86
FIGURA 35 - MISTURAS HPAM + GLICERINA BRUTA SENSIBILIDADE A TEMPERATURA ........ 88
FIGURA 36 - ESPECTRO DE ABSORÇÃO NA REGIÃO DO INFRAVERMELHO DO GLICEROL PA .. 90
FIGURA 37 - ESPECTRO DE ABSORÇÃO NO INFRAVERMELHO DA GLICERINA BRUTA DE
BIODIESEL DE SOJA ...................................................................................................... 91
FIGURA 38 - ESPECTROS DE ABSORÇÃO NO INFRAVERMELHO DAS AMOSTRAS DE MISTURA
(GLICERINA BRUTA E HPAM). ....................................................................................... 92
FIGURA 39 - PERDA DE MASSA POR TERMOGRAVIMETRIA DA SOLUÇÃO COM 1000PPM DE
HPAM SEM A PRESENÇA DA GLICERINA. ........................................................................ 94
FIGURA 40 - PERDAS DE MASSA POR TERMOGRAVIMETRIA DA AMOSTRA DE GLICERINA
BRUTA. ........................................................................................................................ 95

xi
FIGURA 41 - PERDA DE MASSA POR TERMOGRAVIMETRIA AMOSTRA 50% DE GLICERINA
BRUTA ......................................................................................................................... 96
FIGURA 42 - PRIMEIRO ESTÁGIO DE PERDA DE MASSA POR DEGRADAÇÃO TÉRMICA DAS
MISTURAS, DA HPAM E DA GLICERINA. .......................................................................... 98
FIGURA 43 - VARIAÇÃO DOS VALORES DE PH DAS MISTURAS HPAM E GLICERINA RESIDUAL
.................................................................................................................................. 99
FIGURA 44 - CURVA DE VISCOSIDADE DA HPAM EM ÁGUA DESTILADA 25°C ................... 101
FIGURA 45 - CURVAS DE COMPORTAMENTO E VISCOSIDADE DA HPAM EM ÁGUA DESTILADA
25°C ........................................................................................................................ 102
FIGURA 46 - COMPORTAMENTO REOLÓGICO DA GLICERINA BRUTA EM FUNÇÃO DA DILUIÇÃO
EM ÁGUA DESTILADA NA TEMPERATURA 25°C. .............................................................. 103
FIGURA 47 - COMPORTAMENTO REOLÓGICO DA GLICERINA BRUTA NA TEMPERATURA 25°C.
................................................................................................................................ 105
FIGURA 48 - COMPORTAMENTO REOLÓGICO DA HPAM E AS MISTURAS COM GLICERINA PA A
50°C ........................................................................................................................ 106
FIGURA 49 - CURVA DE VISCOSIDADE DAS MISTURAS HPAM EM GLICERINA BRUTA A 25°C
................................................................................................................................ 108
FIGURA 50 - CURVAS DE COMPORTAMENTO DAS MISTURAS A 25°C ................................ 109
FIGURA 51 - CURVA DAS MISTURAS HPAM EM GLICERINA BRUTA A 50°C ....................... 110
FIGURA 52 - VISCOSIDADE APARENTE EM CISALHAMENTO 7S-1 EM FUNÇÃO % DE GLICERINA
BRUTA ....................................................................................................................... 111

xii
LISTA DE TABELAS
TABELA 1 - CARACTERIZAÇÃO PARA CERTIFICAÇÃO DO BIODIESEL ........................................ 27
TABELA 2 - COMPARAÇÃO DAS ROTAS METÍLICAS & ETÍLICAS (PARENTE et al., 2004) .......... 29
TABELA 3 - CARACTERÍSTICAS DE POLÍMEROS UTILIZADOS EM RECUPERAÇÃO DE PETRÓLEO
.................................................................................................................................................. 42
TABELA 4 - CARACTERIZAÇÃO FÍSICO-QUÍMICAS DA GLICERINA BRUTA .................................. 71
TABELA 5 - CARACTERÍSTICO FÍSICO -QUÍMICAS DA AMOSTRA DE GLICERINA PA .................. 72
TABELA 6 - INFORMAÇÕES TÉCNICAS DO EQUIPAMENTO MCR 501. ...................................... 79
TABELA 7 - EQUAÇÕES DAS RETAS GLICERINA BRUTA A 25 E 50°C ....................................... 89
TABELA 8 - VALORES DE DENSIDADE EXPERIMENTAIS E CALCULADOS PARA GLICERINA BRUTA
.................................................................................................................................................. 89
TABELA 9 - PERDA DE MASSA DA HPAM, GLICERINA E MISTURAS FORNECIDA POR TG SOB
TAXA DE AQUECIMENTO DE 20 °C/min EM ATMOSFERA INERTE (N2) E OXIDANTE (AR). .......... 97
TABELA 10 - DESVIOS –PADRÃO DAS MISTURA POLÍMERO E GLICERINA BRUTA ................... 100
TABELA 11 - DESVIOS PADRÃO DAS MISTURAS POLÍMERO E GLICERINA BRUTA ................... 111

xiii
LISTA DE ABREVIATURAS
CNPE CONSELHO NACIONAL DE POLÍTICAS ENERGÉTICAS
ANP AGÊNCIA NACIONAL DO PETRÓLEO
HPAM POLIACRILAMIDA PARCIALMENTE HIDROLISADA
B20 PERCENTUAL DE BIODIESEL NO DIESEL
ABNT ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS
ASTM AMERICAN SOCIETY FOR TESTING AND MATERIALS
CEN COMITTÉ EUROPÉEN DE NORMALISATION
ISO INTERNATIONAL ORGANIZATION FOR STANDARDIZATION
EMBRAPA EMPRESA BRASILEIRA DE PESQUISA AGROPECUÁRIA
ACL ACRILONITRILA
TG TERMOGRAVIMETRIA
DSC CALORIMETRIA EXPLORATÓRIA DIFERENCIAL
TMA ANÁLISE TERMOMECÂNICA
RMN RESSONÂNCIA MAGNÉTICA NUCLEAR
Tg TEMPERATURA DE TRANSIÇÃO VITRIA
Ta TEMPERATURA DE AMOLECIMENTO
IVIG INSTITUTO VIRTUAL DE MUDANÇAS CLIMÁTICAS
CENPES CENTRO DE PESQUISAS LEOPOLDO AMÉRICO MIGEZ DE MELLO
GB GLICERINA BRUTA
PVC POLICLORETO DE VINILA
PP POLIPROPILENO
PE POLIETILENO
R`COO GRUPOS CARBOXILÁTOS

xiv
LISTA DE SIMBOLOS
TAXA DE CISALHAMENTO (S-1)
TENSÃO DE CISALHAMENTO (Pa)
VISCOSIDADE (Pa.S)
VISCOSIDADE APARENTE (Pa.S)
n ÍNDICE DE CARACTERÍSTICA REOLÓGICA
K ÍNDICE DE CONSISTÊNCIA
ρ MASSA ESPECÍFICA (kg/m³)

xv
SUMÁRIO
1 INTRODUÇÃO ...................................................................................................... 18 1.1 RELEVÂNCIAS DO TEMA ................................................................................ 22 1.2 OBJETIVOS GERAIS ........................................................................................ 22 1.3 OBJETIVOS ESPECÍFICOS .............................................................................. 22 2 REVISÃO DA LITERATURA ................................................................................ 24 2.1 BIODIESEL ........................................................................................................ 24 2.2 GLICERINA BRUTA .......................................................................................... 31 2.3 POLÍMEROS PARA RECUPERAÇÃO DE PETRÓLEO ................................... 38 2.3.1 POLÍMEROS A BASE DE ACRILAMIDA ....................................................... 39 2.3.2 CARACTERÍSTICAS DA POLIACRILAMIDA PARCIALMENTE HIDROLISADA (HPAM) ........................................................................................... 41 2.3.3 MECANISMO DE ATUAÇÃO DA POLIACRILAMIDA NA RECUPERAÇÃO AVANÇADA DE PETRÓLEO ................................................................................... 43 2.4 PLASTIFICAÇÃO .............................................................................................. 44 2.4.1 MECANISMOS DE PLASTIFICAÇÃO ............................................................ 47 2.5 REOLOGIA ........................................................................................................ 49 2.5.1 CLASSIFICAÇÃO DOS FLUIDOS ................................................................. 52 2.5.1.1 FLUIDO IDEAL ............................................................................................ 53 2.5.1.2 FLUIDO PERFEITO ..................................................................................... 53 2.5.1.3 FLUIDO REAL ............................................................................................. 53 2.5.2 CARACTERÍSTICAS E COMPORTAMENTO DOS FLUIDOS ....................... 54 2.5.3 FLUIDOS NEWTONIANOS ............................................................................ 56 2.5.4 FLUIDOS NÃO-NEWTONIANOS ................................................................... 58 2.5.5 FLUIDOS NÃO-NEWTONIANOS INDEPENDENTES DO TEMPO ................ 58 2.5.6 FLUIDOS NÃO-NEWTONIANOS DEPENDENTES DO TEMPO ................... 62 2.6 MÉTODOS DE RECUPERAÇÃO DE PETRÓLEO ............................................ 65 3 MATERIAIS E MÉTODOS .................................................................................... 71 3.1 MATÉRIAS PRIMAS .......................................................................................... 71 3.1.1 GLICERINA BRUTA E GLICERINA PA ......................................................... 71

xvi
3.1.2 POLIACRILAMIDA ......................................................................................... 72 3.2 PREPARO DAS SOLUÇÕES ............................................................................ 73 3.2.1 SOLUÇÃO INICIAL DE POLIACRILAMIDA ................................................... 73 3.2.2 SOLUÇÃO DE HAPAM EM GLICEROL ......................................................... 74 3.3 EXPERIMENTOS ............................................................................................... 75 3.3.1 DETERMINAÇÃO DO COMPORTAMENTO REOLÓGICO DAS MISTURAS .................................................................................................................................. 76 3.3.2 AVALIAÇÕES TERMOGRAVIMÉTRICAS DAS MISTURAS ......................... 79 3.3.3 ENSAIOS DE ESPECTROMETRIA DE ABSORÇÃO NA REGIÃO DO INFRAVERMELHO DAS MISTURAS ....................................................................... 80 3.3.4 DETERMINAÇÃO DO pH ............................................................................... 81 3.3.5 DETERMINAÇÃO DA DENSIDADE DAS MISTURAS ................................... 82 4 RESULTADOS ...................................................................................................... 83 4.1 ASPECTOS MACROSCÓPICOS DAS MISTURAS .......................................... 83 4.2 DENSIDADES DAS MISTURAS ........................................................................ 85 4.2.1 DENSIDADE DAS MISTURAS GLICERINA BRUTA E GLICERINA PA ....... 85 4.2.2 DENSIDADE DAS MISTURAS DE GLICERINA BRUTA A 25 E 50°C .......... 86 4.3 - AVALIAÇÃO DAS ANÁLISES ESPECTROFOTOMÉTRICAS ........................ 89 4.3.1 ESPECTRO DO GLICEROL PA ..................................................................... 89 4.3.2 ESPECTRO DA GLICERINA BRUTA ............................................................ 91 4.3.3 ESPECTRO DAS MISTURAS GLICERINA + HPAM ..................................... 92 4.4 ANÁLISES TERMOGRAVIMÉTRICAS ............................................................. 93 4.4.1 TG DA SOLUÇÃO AQUOSA DE POLIACRILAMIDA (HPAM) ...................... 93 4.4.2 TG DA GLICERINA BRUTA ........................................................................... 94 4.4.3 TG DA MISTURA GLICERINA BRUTA 50% + HPAM ................................... 95 4.4.4 COMPARAÇÃO DOS ESTÁGIOS DE PERDAS DE MASSA EM DIFERENTES SITUAÇÕES ...................................................................................... 97 4.5 VARIAÇÃO DOS VALORES DE pH DAS MISTURAS ..................................... 98 4.6 AVALIAÇÕES REOLÓGICAS ......................................................................... 100 4.6.1 COMPORTAMENTO DE SOLUÇÕES AQUOSAS DE HPAM ..................... 101 4.6.2 COMPORTAMENTO DA VISCOSIDADE DAS SOLUÇÕES DA GLICERINA BRUTA .................................................................................................................... 102 4.6.3 COMPORTAMENTO REOLÓGICO DA GLICERINA BRUTA FRENTE À VARIAÇÃO DE TEMPERATURA ........................................................................... 104

xvii
4.6.4 COMPORTAMENTO REOLÓGICO DA HPAM NA PRESENÇA DO GLICEROL PA COMO DILUENTE ......................................................................... 105 CONCLUSÕES ....................................................................................................... 113 REFERÊNCIAS ....................................................................................................... 115

18
1 INTRODUÇÃO
Quando se pensa na substituição de combustíveis fósseis por
alternativas renováveis e menos poluentes, a complexidade do assunto acaba
criando dificuldades para analisar suas limitações. A situação sugere a
necessidade de estruturação de uma organização no crescimento, onde as
metas devem ser gradualmente impostas e os esforços intensificados para a
superação dos gargalos tecnológicos.
A matriz energética mundial é predominantemente alimentada pelos
combustíveis fósseis, esses são recursos limitados, não renováveis e, além
disso, contribuem para o aquecimento global. Os governos buscam por
alternativas e desenvolvem políticas ambientais com foco no desenvolvimento
de tecnologias de energia renovável (GARCIA-MARAVER et al. 2011).
De acordo com a Agência Nacional do Petróleo, Gás Natural e
Biocombustíveis todo o óleo diesel comercializado em todo Brasil desde janeiro
de 2010 contém 5% de biodiesel. Por meio da Resolução de n° 6/2009 do
Conselho Nacional de Política Energética (CNPE), ficou estabelecida a regra
que aumenta de 4% para 5% a obrigatoriedade de mistura de biodiesel ao óleo
diesel. De forma continua o percentual de aumento do biodiesel ao diesel
sugere o quão bem sucedido tem sido o Programa Nacional de Produção e uso
do Biodiesel e do acúmulo de experiência e conhecimento demonstrado pelo
Brasil no desenvolvimento, produção e uso em grande escala de
biocombustíveis. Na lista dos maiores produtores e consumidores de biodiesel
do mundo está o Brasil, produzindo por ano, em 2010, 2,4 bilhões de litro e, no
mesmo ano esta produção foi aumentado cerca de 5,8 bilhões de litros de
biocombustível (ANP, 2011).
Estes números de produção revelam o grande potencial do Brasil como
pais produtor de combustíveis sustentáveis (ANP, 2011).
Por definição, o biodiesel é um substituto natural do diesel de petróleo,
que pode ser produzido a partir de fontes renováveis, como óleos vegetais,
gorduras animais e óleos usados para a cocção de alimentos (fritura). De um
modo geral, quimicamente o biodiesel é definido como éster monoalquílico de

19
óleos vegetais e ou gordura animal, de ocorrência natural e que pode ser
produzido, juntamente com a glicerina, a partir de uma reação de
transesterificação (LIMA, SANTOS e MOURA, 2006), sua utilização está
associada à substituição de combustíveis fósseis em motores de ignição por
compressão interna (ROSSI e COSTA NETO, 2010; TORRES, 2006; TAYLOR,
1971). Os produtos da conversão de óleos vegetais em ésteres metílicos ou
etílicos de ácidos graxos são comumente chamados de biodiesel, porque suas
propriedades combustíveis são comparáveis às do diesel.
Além de ser uma fonte de energia renovável, é biodegradável e não
tóxico (HAAS, 2004; BAGLEV et al.,1998), possibilita uma expressiva
capacidade de redução da emissão de matéria particulada e gases poluentes
causadores do efeito estufa (MEHER, 2006). Seu caráter renovável está
apoiado no fato de serem suas matérias primas, na maior parte, oriundas de
práticas agrícolas, ou seja, de fontes renováveis, ao contrário dos derivados de
combustíveis fósseis.
A mistura de um ácido graxo com um álcool (normalmente metanol) e
um catalisador (hidróxido de sódio (NaOH) , hidróxido de potássio (KOH),
metilato de sódio (MeOH) ou metilato de potássio (KOMe) ) possibilita a ruptura
das moléculas de triglicerídeos em metil ésteres, chamados de biodiesel, e
glicerol (glicerina ou 1,2,3-propanotriol) como subproduto. No processo de
produção para cada 1000L de biodiesel produzido, aproximadamente 100L de
glicerol são obtidos (KERR et al., 2008). O metilato de Sódio é
preferencialmente utilizado pelas indústrias porque aumenta a produtividade,
propiciando maior taxa de conversão dos óleos em biodiesel e é praticamente
isento de água, evitando assim a formação de sabões, indesejados no
processo por dificultar a separação do biodiesel e da glicerina (BRONDANI e
HOFFMANN, 2012).
O glicerol resultante da transesterificação de triglicerídeos com álcool e
catalisadores alcalinos apresenta impurezas como sabão, álcool (metanol ou
etanol), monoacilglicerol, diacilglicerol, oligômeros de glicerol, água, sais,
ésteres e óleo residual, que tornam o glicerol um subproduto de baixo valor
(OOI et al., 2004).
Dessa forma, existe um grande interesse na purificação do glicerol ou no

20
seu reaproveitamento direto por meio de uso em processos e tecnologias de
aproveitamento do subproduto, sem tratamento, o que proporcionará à
viabilização do processo de produção de biodiesel, desta forma a produção de
biodiesel se tornará competitiva de forma crescente no mercado de
biocombustíveis. Os processos para a purificação da glicerina incluem filtração,
destilação a vácuo, descoloração e troca de íons para a remoção
principalmente de K+ e Na+ (YONG et al., 2001). No entanto, os tratamentos de
purificação de glicerol são de custo excessivamente elevados, muitas vezes
economicamente inviáveis.
Ainda há uma grande dependência dos combustíveis fósseis, e
provavelmente permanecerão por muito tempo majoritariamente na matriz
energética, não sendo possível substituí-lo de forma rápida, porém é possível
tornar os processos menos poluentes. Atualmente, o petróleo representa a
maior porcentagem na matriz energética mundial e do Brasil. Este recurso
natural não renovável é encontrado geralmente em locais geologicamente
favoráveis conhecidos como reservatório de petróleo onde, seja óleo ou gás
natural se acumula sob certas condições de pressão e temperatura (THOMAS,
2004). Estas condições juntamente com outros mecanismos fornecem
inicialmente certa energia natural para a produção do óleo. Contudo quando
esta energia se esgota, grandes quantidades de hidrocarbonetos ficam ainda
no reservatório à espera de tecnologia para extrair esse petróleo.
Dentre as várias dificuldades que afetam a produção do petróleo a partir
dos reservatórios, uma em especial, tem a ver com a imiscibilidade e a
diferença de viscosidade entre os fluidos presentes na jazida. Quando a água e
o óleo (geralmente mais viscoso) escoam ao mesmo tempo através de um
meio poroso (reservatório), a água tende a se deslocar em uma velocidade
maior que o óleo, no seu curso em direção aos poços produtores. Com isso,
ocorrerá a chegada prematura e crescente da água nestes poços, afetando a
recuperação final do petróleo (SORBIE, 1991; TAYLOR, 1998).
Os fluidos contidos em uma rocha reservatório devem dispor de uma
determinada quantidade de energia para que possam ser produzidos. Essa
energia que recebe o nome de energia natural ou primária é resultado de todas
as situações e circunstâncias geológicas pelas as quais a jazida passou até se

21
formar completamente. Para conseguir vencer toda a resistência oferecida
pelos canais porosos, com suas tortuosidades e estrangulamento, e se
deslocar para os poços de produção, é necessário que os fluídos estejam
submetidos à determinada pressão. De um modo geral, a produção ocorre
devido a dois principais efeitos: a descompressão (que causa a expansão do
fluido contido no reservatório e contração do volume poroso) e o deslocamento
de um fluido por outro fluido (THOMAS et al., 2001).
Dentre vários métodos utilizados para aumentar a recuperação de
petróleo existem os métodos químicos mundialmente utilizados. Um dos
métodos químicos de recuperação avançada de petróleo que já é estabelecido
pela vasta comunidade científica e tem sido utilizado largamente há décadas é
o uso de polímeros (MELO, 2002).
De forma comercial, os polímeros de maior aplicação na indústria
petrolífera são a poliacrilamida parcialmente hidrolisada e a goma xantana.
Encontra-se além desses polímeros citações da Goma Guar em operações de
recuperação de petróleo (DRESSLER e FISCHER, 2003; SEAMAN, 1980).
Porém, todos esses polímeros possuem limitações devido às condições físicas
dos reservatórios e, por isso, modificações dessas substâncias, por novas
substâncias e novas técnicas estão sendo pesquisadas.
O advento do pré-sal tornou-se o foco das atenções das indústrias
petrolíferas, porém o custo elevado de produção e as questões ambientais e de
segurança abrem espaço significativo para que os campos de terra ainda
sejam valorizados e, com isso os métodos especiais de recuperação de
petróleo tenderão a ter cada vez mais importância. A aplicação adequada
desses métodos permite que se recupere, em média, de 3 a 12% a mais do
petróleo original que existia na jazida na época de sua descoberta (STALKUP,
1984) e (MUSTAFA et al., 2003).

22
1.1 Relevâncias do tema
A relevância do tema esta pautada em duas áreas de produção uma é a
indústria da produção de petróleo por meio da redução do uso de água no
método químico de recuperação de petróleo e a outra na produção do biodiesel
com uma aplicação para a glicerina bruta que representa 10% de subproduto
no processo.
O estudo proposto nesta dissertação foi motivado pela possibilidade de
substituir parte da água usada como diluente de polímeros utilizados em
recuperação de petróleo por glicerina e, conferir modificações nas
características físico-químicas das soluções poliméricas. Desta maneira
procurou-se obter misturas com características de fluido para correção de perfil
de mobilidade. A glicerina na forma bruta é uma substância polar e
extremamente miscível em água, características estas que torna a glicerina um
possível solvente de diluição para macromoléculas hidrossolúveis associado ao
seu potencial de aditivo plastificante de polímeros.
1.2 Objetivos gerais
A avaliação do potencial dessa mistura como fluido de injeção em
reservatório de petróleo é a motivação deste trabalho.
Considerando o exposto, o principal objetivo desta dissertação foi
conferir modificações nas propriedades térmicas e reológicas da mistura
(polímero e glicerina) através da substituição de parte da água usada como
solvente da poliacrilamida pela glicerina bruta, resíduo da produção de
biodiesel de soja.
1.3 Objetivos específicos
• Solubilidade da glicerina bruta em solução de Poliacrilamida
parcialmente hidrolisada (HPAM).
• Desenvolver uma metodologia para obtenção de uma mistura de glicerol

23
e Poliacrilamida Parcialmente Hidrolisada (HPAM).
• Fazer uma avaliação térmica, determinar propriedades reológicas e
avaliar a absorção no infravermelho das misturas.

24
2 REVISÃO DA LITERATURA
2.1 Biodiesel
A produção de biodiesel apresenta uma proposta com foco ambiental,
social e econômico. Propõe uma nova cultura energética no contexto de um
país, cuja matriz energética é predominantemente de combustíveis fósseis.
Essa mudança proposta para biodiesel constitui uma mudança radical que não
ocorrerá de imediato, será necessário um longo tempo acompanhado de
pesquisas e investimentos para atingir esse objetivo tão audacioso de substituir
os combustíveis fósseis. Entretanto, a produção deste combustível tem
mostrado excelentes expectativas vista o crescimento contínuo ocorrido, como
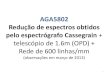
pode ser observado na Figura 1, que apresenta a evolução da capacidade,
demanda e produção do biodiesel no Brasil.
Figura 1 - Evolução anual da produção da demanda compulsória e da capacidade nominal autorizada pela ANP

25
No Brasil atualmente 60 fábricas produtoras de biodiesel operam com
autorização da ANP para comercialização desse combustível, correspondendo
a uma produção no mês de novembro/2011 de 17.862,95 m3/dia. Nesse
contexto, bastante expressivo, não estão contabilizadas as novas plantas, em
processo de construção e autorização de comercialização (BOLETIM
TÉCNICO ANP, 2012).
Segundo Lue et al. (2001) e Bagley et al. (1998), o biodiesel além de ser
uma fonte de energia renovável, é biodegradável e não tóxico, possibilita uma
expressiva capacidade de redução da emissão de matéria particulada e gases
poluentes causadores do efeito estufa (MEHER et al., 2006). Sua característica
renovável está apoiada no fato de suas matérias primas terem origem de
práticas agrícolas, ou seja, de fontes renováveis, ao contrário dos derivados de
petróleo, convém enfatizar que o gás carbônico emitido na queima do
biocombustível pode ser capturado pelas plantas, fazendo com que sua
produção seja segura, não causando riscos ao meio ambiente.
A especificação do biodiesel é essencial para que as misturas com
teores até 20% possam ser empregadas em motores convencionais, sem
qualquer ajuste. A estabilidade à oxidação e o índice de cetano são parâmetros
importantes do biodiesel. A especificação preliminar da Agência Nacional do
Petróleo (ANP) para misturas até 20% (B20) é considerada; planejamentos e
programas de testes com fabricantes de motores e autopeças, em processo,
ainda poderão resolver dúvidas e melhorar as especificações do biodiesel.
O biodiesel é susceptível à oxidação quando exposto ao ar e este
processo de oxidação, em ultima análise, afeta a qualidade do combustível. Em
função disso, a estabilidade à oxidação tem sido objeto de inúmeras pesquisas
(LANE, 1980) e (ARADI e RYAN, 1995). A razão para a auto-oxidação do
biodiesel está relacionada à presença de ligações duplas nas cadeias de várias
substâncias graxas. A auto-oxidação de substâncias graxas insaturadas pode
ocorrer em diferentes velocidades, dependendo do número e da posição das
ligações duplas nessas moléculas graxas (FREEDMAN e BAGBY, 1989).
As características físicas e químicas do biodiesel são semelhantes entre
si, independentemente de sua origem, isto é, tais características são quase
idênticas, independente da natureza da matéria prima e do agente de

26
transesterificação, se etanol ou metanol. O biodiesel oriundo do óleo de
mamona foge um pouco dessa regra no que diz respeito à viscosidade.
Todavia, o uso em misturas com o óleo diesel constitui um artifício para corrigir
tal distorção. Além disso, estudos mostram que a lubricidade do biodiesel de
mamona é a maior, entre os produzidos a partir de outras matérias primas e
isso confere um ponto positivo para a mamona (PARENTE, 2003).
Em função da importância do biodiesel e rigorosa regulamentação para
sua utilização no país, o estabelecimento de padrões de qualidade para o
biodiesel constitui um fator primordial para sua adoção ser bem sucedido. A
especificação do biodiesel destina-se a garantir a sua qualidade e é essencial
para obter um produto adequado ao uso. Considerando que a qualidade do
biodiesel envolve uma série de variáveis, além da preocupação em garantir a
comercialização do produto dentro das especificações e a manutenção de sua
qualidade ao longo da cadeia.
A Agência Nacional do Petróleo, Gás e Biocombustíveis (ANP) regula e
fiscaliza as atividades de produção e comercialização de biocombustíveis no
Brasil. A especificação da ANP traz normas empregadas na determinação das
características desenvolvidas pela Associação Brasileira de Normas Técnicas
(ABNT), pela American Society for Testing and Materials (ASTM) e pelo
Comitté Européen de Normalisation (CEN) ou International Organization for
Standardization (ISO).
As propriedades do biodiesel devem obedecer aos dados de certificação
preconizados pela ANP, mostrados na tabela 1.

27
Tabela 1 - Caracterização para certificação do biodiesel
Características Físico-químicas Unidade Método de ensaio Resultado
Aspecto a temperatura 21°C − Visual Lll
Massa especifica a 20°C kg/m3 NBR 7148 887,4
Massa especifica a 21°C kg/m3 NBR 7148 880,0
Viscosidade cinemática a 40°C mm2/s ASTM D445 4,0 Teor de água mg/Kg ASTM D6304 500 Contaminação total mg/Kg EN 12662 24,0 Ponto de fulgor °C NBR 14598 100,0 Teor de Éster % massa EM 14103 96,5 Resíduo de carbono % massa ASTM D4530 0,05 Cinzas sulfatadas % massa NBR 6294 0,02 Enxofre total mg/Kg EM ISSO 20846 10,0 Sódio + Potássio mg/Kg NBR 15553 5,0 Cálcio + Magnésio mg/Kg NBR 15553 5,0 Fósforo mg/Kg NBR 15553 5,0 Corrosividade ao cobre, 3h a 50°C − NBR 14359 1,0 Ponto de entupimento de filtro a frio °C ASTM D6371 10,0 Índice de acidez mgKOH/g NBR 14448 0,50 Glicerol livre % massa NBR 15341 0,01 Glicerol total % massa AST D6584 0,25 Metanol ou Etanol % massa NBR 15343 0,10 Estabilidade à oxidação a 110°C h EM 14112 0,60 Numero de cetano − Monoacilglicerol % massa Diacilglicerol % massa Triacilglicerol % massa Índice de iodo g/100g
Fonte: Relatório de certificação de biodiesel, acessado em http://www.anp.gov.br, 2011 em
19/11/201.
A produção de biodiesel pode ocorrer através dos seguintes processos:
esterificação, craqueamento e transesterificação, sendo esse ultimo o mais
utilizado atualmente, apresentando maior desenvolvimento tecnológico em
relação aos demais. Não há dúvidas de que algumas dessas rotas
tecnológicas, particularmente aquelas que empregam catalisadores

28
heterogêneos, apresentam vantagens interessantes como a obtenção de uma
fração glicerínica mais pura, que não exija grandes investimentos de capital
para atingir um bom padrão de mercado. Porém, é também correta a afirmação
de que a catálise homogênea em meio alcalino ainda prevalece como a opção
mais imediata e economicamente viável para a transesterificação de óleos
vegetais (ZAGONEL e RAMOS, 2001; RAMOS et al., 2006).
A matéria-prima para a produção de biodiesel em larga escala, depende,
por um lado, da disponibilidade de alcoóis de cadeia curta e, por outro, de
óleos vegetais produzidos também em larga escala. Os alcoóis mais prováveis
para produção de biodiesel no Brasil atualmente são o metanol, obtido como
subproduto do petróleo, e o etanol, obtido da fermentação e posterior
destilação do caldo da cana-de-açúcar, já utilizado na indústria de combustíveis
brasileira há várias décadas. Podem ser usados neste processo tanto óleos
vegetais, oriundo de oleaginosas como mamona, dendê, babaçu, amendoim,
girassol, soja entre outros, como gorduras animais e até óleos residuais de
frituras utilizados na cocção de alimentos (HOLANDA, 2004; PINTO et al.,
2005; LIMA et al., 2007).
São apropriados para a produção de biodiesel por meio de
transesterificação somente alcoóis simples, tais como metanol, etanol, propanol
e butanol, porém os alcoóis freqüentemente utilizados na transesterificação são
metanol e etanol. Propanol e butanol, podem até ser usados, mas não são os
mais adequados para utilizar na transesterificação. O metanol é mais utilizado
por razões de natureza física e química (cadeia curta e polaridade).
A utilização de metanol na transesterificação é geralmente preferida por
razões relacionadas ao processo de produção, pois esse álcool torna mais fácil
a separação entre os ésteres e a glicerina. Contudo, a utilização de etanol pode
ser atrativa do ponto de vista ambiental, uma vez que este álcool pode ser
produzido a partir de uma fonte renovável e é menos tóxico do que o metanol
(TYSON, 2003).
Em contrapartida ao ganho ambiental que o etanol apresenta, o preço
elevado além de outros detalhes técnicos faz do etanol o menos utilizado na
produção de biodiesel.

29
O elevado consumo de álcool na rota etílica e o longo tempo reacional
são destaque nas diferenças entre as duas rotas de produção. Segundo
Parente e Branco (2004). A Tabela 2 apresenta dados relacionados à utilização
dos alcoóis.
Tabela 2 - Comparação das rotas metílicas & etílicas (Parente et al., 2004)
Quantidades e Condições
Usuais Médias Aproximadas Metílicos Etílica
Quantidade Consumida de Álcool por 1.000 litros de biodiesel 90Kg 130Kg
Preço Médio do Álcool, US$/Kg 190 360Excesso Recomendado de Álcool, recuperável, por
destilação,após reação 100% 650%
Temperatura Recomendada de Reação 60°C 85°C
Tempo de Reação 45min 90min
Rotas de Processo
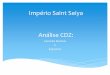
Na Figura 2 pode-se observar a participação majoritária da soja como
matéria-prima na produção de biodiesel. No Brasil, o potencial para produção
de biodiesel a partir da soja resulta da vasta experiência na produção de
oleaginosas.
Segundo o Ministério da agricultura a soja é a cultura agrícola brasileira
que mais cresceu nas últimas três décadas e corresponde a 49% da área
plantada em grãos do país. O aumento da produtividade está associado aos
avanços tecnológicos, ao manejo e eficiência dos produtores.
O cultivo de soja no Brasil se orienta por um padrão ambientalmente
responsável, ou seja, com o uso de práticas de agricultura sustentável, como o
sistema integração-lavoura-pecuária e a utilização da técnica do plantio
direto. São técnicas que permitem o uso intensivo da terra e com menor
impacto ambiental, o que reduz a pressão pela abertura de novas áreas e
contribui para a preservação do meio ambiente.

30
Figura 2 - Matéria - primas utilizadas na produção de biodiesel (ANP, 2011)
De acordo com a EMBRAPA a produção mundial de soja na safra de
(2010/2011) foi de 263,7 milhões de tonelada e a área plantada cerca de 103,5
milhões de hectares. O Brasil é o segundo maior produtor mundial do grão com
uma produção de 75,0 milhões de toneladas, cuja produtividade é de 3.106
Kg/ha. As condições climáticas favoráveis no Brasil propiciam ganho de
produtividade ao desenvolvimento da cultura da soja.
Na Figura 3 é apresentado um esquema geral da produção de biodiesel,
onde se destaca a formação da glicerina como um resíduo do processo depois
de ser recuperado o álcool (resíduo Glicério) e a glicerina destilada de pureza
elevada. Nesse esquema a glicerina sem qualquer tratamento de purificação é
chamada de resíduo Glicério.

31
Figura 3 – Diagrama de blocos: Processo da produção de biodiesel (GONÇALVES et al., 2009)
2.2 Glicerina bruta
Estimou-se que com a adição de 4% de biodiesel em todo o diesel
comercializado no território nacional a produção do excedente de glicerina no
mercado foi de aproximadamente 264 mil toneladas/ano e, com a adição de 5%
chegaria a 325 mil toneladas/ano (MOTA et al., 2009).
A glicerina grau farmacêutico, ou glicerina purificada é produzida
predominantemente pela reação do propeno com cloro, seguida da adição de

32
ácido hipocloroso, fornecendo uma molécula de cloroidrina, que, em meio
básico fornece glicerol como produto, conforme a Figura 4 (MOTA et al., 2009).
Figura 4 - Rota industrial de produção de glicerol a partir do propeno
O glicerol está presente na natureza em todos os óleos graxos vegetais
e animais, na forma de triglicerídeos, sendo obtido pela saponificação desses
óleos no processo de manufatura de sabões. A hidrólise alcalina dos
triacilgliceróis (Figura 5) produz o glicerol e uma mistura de sais de ácidos
carboxílicos de cadeia longa (sabão).
Figura 5 - Produção de glicerol a partir da saponificação (SHREVE; BRINK, 1980)

33
A temperatura de fusão do glicerol é de 17,8 °C, e a de decomposição
290 °C, sendo a substância solúvel em água e álcool (MELO 1990; PERRY et
al., 1997).
Na produção de ésteres (biodiesel) a reação ocorre na forma
estequiométrica através da quebra da molécula do ácido graxo. Teoricamente,
para cada três mols de ésteres metílicos (ou etílico) é gerado um mol de
glicerol; aproximadamente 10% da massa total do produto (ZHOU, 2008).
Na transesterificação de uma gordura ou óleo, um triglicerídeo reage
com um álcool na presença de um catalisador para formar uma mistura de
ésteres de ácidos graxos e glicerol. Segundo Schuchardt et al. (1998), o
processo geral é uma sequência de três reações consecutivas, na qual
monoglicerídeos e diglicerídeos são formados como intermediários. Para uma
transesterificação estequiometricamente completa, uma proporção molar 3:1 de
álcool por triglicerídeo é necessária. Entretanto, devido ao caráter reversível da
reação, o agente transesterificante (álcool) geralmente é adicionado em
excesso contribuindo, assim, para aumentar o rendimento do éster, bem como
permitir a sua separação do glicerol formado (subproduto). Na Figura 6 esta
representada a reação de transesterificação (GERIS et al., 2007).
Figura 6 – Glicerina produto da reação de transesterificação (GERIS et al., 2007)

34
Após a reação, o glicerol é removido dos ésteres metílicos e devido à
baixa solubilidade do glicerol na fase éster, esta separação geralmente ocorre
com rapidez e pode ser obtida em decantadores ou através do emprego de
uma centrifuga. Entretanto o excesso de metanol tende a se comportar como
solvente e pode diminuir a eficiência da separação. Água também pode ser
empregada depois que a transesterificação esteja completa para melhorar a
separação do glicerol (KNOTHE et al., 2006).
Segundo Santos Junior e Santos (2008), após a reação de formação de
biodiesel forma-se um resíduo composto por glicerol (em maior parte), óleo
que não reagiu, sabões quando o catalisador é alcalino, ésteres, excesso de
álcool e água quando esta é utilizada no processo de separação dos ésteres do
co-produto.
A glicerina bruta e definida como subproduto separado do biodiesel,
(Figura 7), sem sofrer qualquer tipo de purificação, apresenta-se na forma de
liquido viscoso pardo escuro. As características físicas, químicas e nutricionais
da glicerina bruta dependem do tipo de acido graxo (gordura animal ou óleo
vegetal) e do tipo de catalise empregada na produção de biodiesel (RIVALDI et
al., 2007).
Figura 7 - Separação da glicerina bruta na produção de biodiesel.

35
O termo glicerina loura é normalmente utilizado para designar a glicerina
oriunda dos processos de produção de biodiesel, onde a fase glicerinosa sofreu
tratamento acido para neutralização do catalisador e remoção de ácidos graxos
eventualmente formados no processo. Em geral, essas glicerinas contem cerca
de 80% de glicerol, alem de água, álcool e sais dissolvidos e apresenta
coloração mais clara que a glicerina bruta (VERONESE et al., 2009).
A glicerina oriunda do processo de produção de biodiesel é fonte de
inspiração para várias pesquisas visando sua aplicação. No Brasil muitas
tecnologias e processos têm sido desenvolvidos para utilização da glicerina de
biodiesel em síntese de produtos ou incorporação em produtos.
Na busca de desenvolver uma rota de aplicação para o subproduto da
produção de biodiesel muitos autores estudaram a conversão da glicerina bruta
em produtos, Cavalcanti (2010) estudou a síntese de propileno glicol a partir de
glicerina bruta, através da simulação no HYSYS e a conversão em 1,2
propanodiol pelo processo de reação hidrogenólise do glicerol, conduziu a
reação utilizando catalisador heterogêneo. A conversão do glicerol em
propileno glicol ocorreu no reator tubular de leito fixo, a uma temperatura de
230°C e pressão de 15 atm, resultou, em 77,11% de conversão de glicerol,
usando a simulação do processo. Mota (2008) desenvolveu duas linhas de
pesquisa para aplicação da glicerina: produção de um propeno diferente
daquele de origem fóssil, o “propeno verde”, utilizado como fonte de matéria
prima sustentável na indústria petroquímica, e a obtenção de álcool para ser
adicionado à gasolina. Beatriz et al. (2011) demonstraram que é possível obter
derivados do glicerol ativos opticamente e utilizá-los como materiais de partida
para síntese de compostos orgânicos de valor agregado. Métodos de
dessimetrização foram explorados por catálise química e biocatálise. Para
processos biocatalíticos utilizaram enzimas isoladas ou células integrais de
micro-organismos. Peres (2010) usou a pirólise da glicerina residual da
produção de biodiesel na ausência de oxigênio para produzir o H2; o processo
utilizado formou ainda o dióxido de carbono, etileno e metano em menor
quantidade e, através do estudo da viabilidade econômica constatou que a
produção de hidrogênio a partir desse processo é viável energeticamente.
Hesse et al. (2008) sintetizando resina alquílica a partir de glicerina, obtiveram

36
o monoacilglicerol pela reação de glicerólise, na proporção 1:2 óleo e glicerol
em presença de carbonato de cálcio como catalisador ,nas temperaturas de
220°C a 250°C em atmosfera inerte. As reações de polimerização, assim como
a glicerólise ocorreram e apresentaram melhores resultados com o emprego de
reagentes puros. Araújo (2009) estudou a bioconversão da glicerina através de
lípases microbiana para obtenção de substâncias quirais de interesse
farmacêutico, obteve quirais de baixo custo a partir do glicerol transformando-
as em moléculas de alto valor agregado.
Com foco na redução de perda de material e redução da poluição
ambiental por minério de ferro Lopes (2011) desenvolveu uma tecnologia para
evitar a poluição por minério de ferro durante o transporte e armazenagem.
Usou sobre a carga do minério um “supressor de poeira” constituído de uma
solução aquosa de glicerina descartada da fabrica de biodiesel. Assim, obteve
resultados de contensão do material particulado, durante a armazenagem e o
transporte, evitando problema ambiental e perda de material de valor agregado.
Na busca de materiais com maior degradabilidade Alvaro et al. (2011)
sintetizaram filmes condutores biodegradáveis a partir de amido de mandioca
e água, misturado com glutaraldeído, glicerol , polietilenoglicol e perclorato de
lítio em diferentes proporções. Os filmes obtidos foram avaliados pela
consistência física e posteriormente submetidos a ensaios de espectroscopia
eletroquímica. Constataram efeito de plastificação responsável pela
estabilidade térmica do material.
A produção de polímeros também é uma possível rota para utilizar a
glicerina de biodiesel como matéria prima Medeiros et al. (2010) obtiveram
oligômeros de glicerol de até seis unidades monoméricas através da
polimerização do glicerol conduzida na presença de catalisadores ácidos e
básicos e, nesses experimentos concluíram que a maior conversão de glicerol
(100%) em polímeros foi atingida com o emprego de 3 mol % de ácido sulfúrico
e 220°C, em 4 horas de reação.
A glicerina bruta pode ser aplicada como fonte de carbono para
determinado microorganismo e nutriente para determinados animais conforme
observou Souza (2008) quando avaliou a glicerina subproduto do biodiesel de
mamona como fonte de carbono e nutriente para Pseudomonas aeruginosa

37
LAMI. Através de planejamento fatorial 23 acompanhou o crescimento celular;
produção de biossurfactante e propriedade tensoativa do surfactante
produzido. Avaliou o efeito da concentração de glicerina e nitrato de sódio e do
tamanho do inoculo. Observou que o aumento da concentração de nitrato e a
redução da concentração de glicerina favoreceram a produção de
biossurfactante atingindo uma concentração máxima de 1,6 g/L de ramnose. A
partir deste resultado; realizou um planejamento fatorial completo avaliando os
fatores concentração de nitrato e de fosfato; pH e temperatura. Minini et al.
(2011) avaliaram a co-digestão anaeróbica da glicerina associada a dejetos
suínos, usando dois biodigestores com volume total de 60L, um com dejetos
suínos fresco e glicerina e outro sem adição de glicerina, todos diluídos em
água . Monitoraram os teores de CH4, CO2 com o objetivo de avaliar a
eficiência do processo. Os resultados mostraram que a adição de glicerina
diminuiu o tempo de processo, atingindo a produção de 65% de CH4 em 20
dias de reação, enquanto sem adição glicerina o mesmo teor só foi alcançado
pela biodigestão em 60 dias. Gomide et al. (2011) pesquisaram o uso da
glicerina bruta como fonte energética em rações para suínos e aves. Os
resultados demonstraram que a glicerina bruta pode ser utilizada como
ingrediente energético em dietas para suínos machos podendo substituir o
milho até o nível de 16% sem prejudicar o desempenho, as características da
carcaça e melhorando a qualidade da carne. Lage et al. (2009) estudaram o
uso da glicerina bruta na alimentação de cordeiros em adequação para as
necessidades do mercado em relação ao peso e o rendimento de cortes
comerciais da carcaça. Os animais foram submetidos a cinco tratamentos
experimentais, com seis repetições, que consistiram de níveis de inclusão da
glicerina bruta em substituição parcial do milho.
Pesquisas cientificas demonstram que na área da produção de petróleo
a glicerina bruta pode ser largamente empregada de diversas formas. Com o
objetivo de recuperar áreas contaminadas por derrame de óleo Magnovaldo et
al. (2010) desenvolveram um material onde incorporaram nano partículas
magnetizadas em uma matriz de resina alquídica obtida a partir da glicerina
oriunda do óleo de mamona. Usando este material para remoção de petróleo
derramado em águas obtiveram em relação a outros materiais resultados

38
superiores a 300% na eficiência de remoção do material contaminante. Para
alterar características do reservatório de petróleo vários autores observaram
que a glicerina bruta apresenta grande potencial conforme observou Sarah et
al. (2005) testando a injeção de glicerina bruta em célula de simulação de
reservatório, obtiveram fator de recuperação superior a 72% para porosidade
inferior a 42%, sendo que a recuperação aumentou quando a porosidade foi
reduzida a 38%. Constataram que a interação interfacial sólido/líquido foi
preponderante na recuperação de petróleo com glicerina bruta. Nunes (2009)
estudando a recuperação de petróleo pela injeção de glicerina bruta de algodão
conduziu o estudo através da verificação da tensão interfacial da solução de
glicerina/óleo. Utilizou um sistema experimental Holder em equilíbrio térmico a
60°C para simular a recuperação avançada. Por balanço de massa concluiu
que o valor do fator de recuperação foi de 45% do retido na amostra de rocha
após a recuperação tradicional. Gonçalves et al., (2002) compararam por
simulação em rochas compactadas a injeção de solução aquosa de NaCl e
injeção de glicerina bruta para recuperação de petróleo parafínico. Obtiveram
resultados de recuperação mais baixa na rocha que continha argila. A glicerina
bruta aumentou de duas vezes a produção em rochas argilosas quando
comparado a métodos tradicionais de recuperação de petróleo. Cruz et al.
(2011) pesquisaram o comportamento da glicerina bruta e das misturas 10 ,20
e 30% de glicerina em petróleo. Observaram na curva de comportamento de
fluído à medida que se aumentou o percentual de glicerina em petróleo, a
tensão requerida para a mesma taxa de deformação diminui. Concluíram que a
curva apresentou um ponto máximo na mistura que continha 20% de glicerina e
que nas temperaturas 35 e 45°C a mistura apresentou viscosidade inferior à
glicerina bruta.
2.3 Polímeros para recuperação de petróleo
A palavra polímero vem do grego poli (muitos) + meros (iguais). São
macromoléculas formadas pela repetição de muitas unidades químicas iguais,
chamados meros ou unidades repetitivas. As moléculas são formadas por
milhares de blocos, chamados monômeros, que se repetem resultando em

39
cadeias com elevados pesos moleculares, podendo apresentar massas
molares na ordem de centenas de milhares de unidades de massa atômica.
Os polímeros podem ser naturais ou sintéticos e são utilizados em vários
processos e produtos. Podem ser denominados eletrólitos segundo seu caráter
iônico de acordo com a carga elétrica em sua cadeia, classificados em:
polieletrólitos aniônicos (carga negativa), catiônicos (carga positiva) e não
iônicos assim chamados por não possuírem carga elétrica.
2.3.1 Polímeros a base de acrilamida
A acrilamida (C3H5NO) é uma molécula reativa , - carbonil
insaturada, obtida a partir da hidratação da acrilonitrila (ACL), utilizada na
síntese da poliacrilamida. É um monômero sólido, constituído por flocos
cristalinos brancos e inodoros, solúvel em água, metanol, etanol, acetona,
acetato de etila, benzeno e heptano. Está disponível na forma de pó ou em
solução aquosa (NERI, 2004).
Polieletrólitos não iônicos na grande maioria são poliacrilamida e, são
representadas pela fórmula mostrada na Figura 8 (SANTOS FILHO et al.,
2002).
Figura 8 - Formula geral da poliacrilamida (HAVEROEN et al., 2005)

40
A maioria dos polímeros à base de acrilamida usados nas atividades de
produção de petróleo é parcialmente hidrolisada (Figura 9), ou seja, apresenta
grupos carboxilato incorporados à cadeia polimérica. A presença de unidades
carregadas melhora a solubilidade do polímero em água e aumenta o volume
hidrodinâmico da cadeia, devido à repulsão eletrostática entre os grupos
iônicos e, conseqüentemente, aumenta a viscosidade da solução (ZHU et al.,
2007; FENG et al., 2005; BIGGS et al., 1993).
Figura 9 - Poliacrilamida parcialmente hidrolisada. (KIATKAMJORNWONG et al., 1997)
Segundo Ranjbar et al., (2000) a poliacrilamida pode ser comercializada
na forma de pó, emulsão, solução concentrada e géis.Vários polímeros com
alta massa molar estão sendo utilizados na indústria de petróleo como agentes
viscosificante em projetos de injeção de água. O maior incentivo para a
aplicação desse método especial é o aumento da recuperação do óleo em
reservatórios com alta razão de mobilidade água-óleo, reservatórios
heterogêneos ou com uma combinação dessas duas características. A correta
aplicação dos polímeros pode aumentar a recuperação de petróleo em
determinados reservatórios em cerca de 50% (CORREIA, 2004).
A poliacrilamida parcialmente hidrolisadas apresenta algumas limitações,
como por exemplo, a viscosidade das suas soluções diminui com o aumento da
temperatura, mudanças de pH e com o aumento da salinidade. O aumento da

41
salinidade promove à blindagem dos grupos iônicos, que favorece a redução
das repulsões eletrostáticas e, conseqüentemente, a diminuição da
viscosidade. E na presença de cátions divalente, a solução polimérica pode
sofrer separação de fase, com precipitação do polímero. Além disso, a altas
taxas de cisalhamento, a cadeia desse polímero sofre degradação mecânica,
levando a uma diminuição irreversível da viscosidade (MCCORMICK, 1986).
A grande maioria das poliacrilamida, potencialmente utilizadas para fins
industriais, são copolímeros de acrilamida/acrilato. Poliacrilamida refere-se a
uma classe de polímeros à base de acrilamida, podendo ser não-iônica ou
aniônica. A poliacrilamida parcialmente hidrolisada é um dos mais importantes
polímeros hidrossolúveis, freqüentemente, utilizados na indústria do petróleo,
devido à sua alta massa molar e sua alta viscosidade em soluções aquosas
(LEUNG et al., 1985).
2.3.2 Características da poliacrilamida parcialmente hidrolisada (HPAM)
As propriedades da poliacrilamida podem ser vistas na Tabela 3, cada
característica da poliacrilamida esta relacionada a um efeito ou
comportamento, o conhecimento dessas relações tem importância substancial
na definição do uso de determinado polímero como método de recuperação de
petróleo. Estas informações sobre a poliacrilamida possibilitam a definição do
reservatório ao qual o método de recuperação pode se adequar, pois
dependendo das características do reservatório: salinidade, temperatura, tipo
de rocha e outros, a poliacrilamida pode não ser o método mais apropriado
para aumentar a recuperação de petróleo.

42
Tabela 3 - Características de polímeros utilizados em recuperação de petróleo
Tipo Polímero, artificial
OrigemSíntese a partir do monômero acrilamida com posterior
hidroliseMassa molecular De 2.000.000 a 10.000.000
Solução Pseudopástica
Estabilidade dos valores de viscosidadeInstável, oscila muito com pH,salinidade, dureza e
cisalhamento; mas estável para variações de temperatura
Efeitos da concentraçãoRedução implica queda de viscosidade e aproximação a
comportamento Newtoniano
Efeitos das massas moleculares
De acordo com a síntese, pode ser induzida a formação
de cadeias maiores ou menores.Maior cadeia implica
maior massa e maior viscosidade
Efeitos de grupos substituintes
Grau de hidrólise (quantidade de monômeros hidrolisados)
determina resistência. Grau alto, baixa resistência a
salinidade e dureza.
Resistência térmica
Baixa resistência a partir de 120°C. Porém a viscosidade
cai pouco com o aumento da temperatura. Respeitadas
concentrações catiônicas limites, resiste a altas
temperaturas por meses.
Resistência à salinidade
Baixa resistência. Condições de operação em salinidade
nula ou próxima de zero . Perdas de viscosidade grandes
com aumento de salinidade. Inviável a altas
concentrações.
Resistência à íons divalentes (dureza)Baixíssima resistência. Efeitos de divalentes são mais
fortes que com monovalentes ; complexação e precipitação.
Resistência à íons de metais de transição Baixa resistência, complexando-se com alguns íons.
Resistência a alteração no pH
Baixa resistência. Os efeitos são semelhantes aos de salinidade e dureza , com bloqueio das cargas aniônicas da cadeia polimérica conduzindo o polímero à floculação
e precipitação.Ideal para pH de 7 a 10.
Resistência à oxidaçãoBaixa resistência. Como a goma xantana,deve ser
acompanhada por aditivos para remoção de oxigênio.
Resistência à degradação biológicaModerada resistência. Por ser artificial, resiste bem ao
ataque de microorganismos
Resistência ao cisalhamentoBaixa resistência. Cisalhamento prévio intenso, faz perder
grande parte das características reológicas.
Principais empregos e potenciais em exploraçaoAlternativa artificial e de melhor desempenho para altas
temperaturas que os biopolímeros no âmbito de recuperação avançada
Poliacrilamida Parcialmente Hidrolisada (HPAM)
Fonte: (SPEIGHT, 1999; SORBIE, 1991; TEIXEIRA & ROCHA, 2005; RASHID et al., 2010; ROSA et al., 2006)

43
2.3.3 Mecanismo de atuação da poliacrilamida na recuperação avançada de petróleo
Quanto à etapa de recuperação, pode-se dizer que um método especial,
avançado ou suplementar de recuperação é empregado para atuar nos pontos
onde o processo convencional falhou ou falharia caso fosse empregado. As
baixas recuperações resultantes de um processo convencional de injeção de
fluidos podem ser creditadas basicamente a dois aspectos principais: alta
viscosidade do óleo do reservatório e elevadas tensões interfaciais entre o
fluido injetado e o óleo (THOMAS, 2001).
Quando o óleo do reservatório tem a viscosidade elevada, pode-se
adicionar polímeros à água de injeção para transformá-la em um fluido que se
desloca dentro do meio poroso com a mesma mobilidade que o óleo. Devido a
essa semelhança, o fluido injetado em vez de escolher caminhos preferenciais
e se dirigir rapidamente para os poços de produção, difunde-se mais no meio
poroso, aumentando as eficiências de varrido (THOMAS, 2001).
Estão agrupados como métodos químicos alguns processos em que se
pressupõe certa interação química entre o fluido injetado e os fluidos do
reservatório. São eles: a injeção de polímeros, injeção de solução de
tensoativos, injeção de microemulsão, injeção de solução alcalina, etc.
Segundo ROSA et al., (2006), os polímeros mais freqüentemente utilizados no
método de recuperação avançada de petróleo são os biopolímeros
polissacarídeos e as poliacrilamida parcialmente hidrolisadas.
A mobilidade (Fator de Resistência) de um fluido é definida como a
relação entre a sua permeabilidade ao meio poroso (K) e a sua viscosidade (µ),
quanto maior for a razão de mobilidade menor será a eficiência de
deslocamento de óleo, uma vez que, devido à sua maior mobilidade, o fluido
injetado tenderá a “furar” o banco de óleo, criando caminhos preferenciais
entre os poços injetores e os produtores, desenvolvendo os chamados”
viscous fingering” e, conseqüentemente, formação de canalizações. Na Figura
10 observa-se o Fenômeno do “viscous fingering” que ocorre na injeção de

44
água no reservatório para deslocar o óleo durante a produção: na Figura 10 a
esta representada a configuração onde a água percorre por caminhos
preferenciais por causa da grande diferença de viscosidade em relação ao
óleo, na Figura 10 b observa-se que a injeção de soluções poliméricas
apresenta uma mudança nessa configuração pelo aumento de área varrida
pela solução polimérica e conseqüentemente o aumento da produção de óleo
(LAKE, 1989).
Figura 10 - Injeção de água com razão de mobilidade desfavorável (a) e injeção de solução de
polímero com razão de mobilidade favorável (b). (SORBIE, 1991)
O polímero pode ser usado em combinação com outros compostos
visando reduzir a tensão interfacial óleo/água, como os tensoativo. O
mecanismo de injeção de polímeros é feito por meio do controle da mobilidade
entre a água e o petróleo (KARAASLAN et al, 2000; JANSSON et al, 1994).
A viscosidade do polímero em meio aquoso representa um dos
principais parâmetros para a aplicação de um polímero em recuperação de
petróleo entre outros parâmetros.
2.4 Plastificação
Plastificantes são aditivos muito empregados em materiais poliméricos
para melhorar determinadas características. São substâncias com massa molar
menor em relação ao polímero, geralmente líquidos, que quando adicionados
ao polímero formam um material aparentemente homogêneo, mais macio, mais

45
flexível e mais fácil de processar do que o respectivo polímero (MILES e
BRISTON, 1975).
A plastificação de um polímero é definida como um material incorporado
em um polímero para aumentar sua flexibilidade e extensibilidade (LEVINE e
SLADE, 1992). A plastificação, ao nível molecular, leva a um aumento do
espaço intermolecular ou volume livre, diminuindo viscosidade e,
concomitantemente, aumentando a mobilidade (FERRY, 1980).
Os plastificantes reduzem as temperaturas de transição vítrea (Tg) e de
fusão, além de afetar todas as propriedades mecânicas e físicas, mas não
alteram a natureza química das macromoléculas (VIANA, 2009). Esta
plastificação é chamada de plastificação externa. A atuação dos plastificantes,
a nível molecular, envolve a neutralização, ou redução, das forças
intermoleculares do polímero pelas moléculas do plastificante. Alem de miscível
com o polímero, o plastificante deve ser compatível e permanecer no sistema.
Isto implica em uma similaridade de forças intermoleculares dos dois
componentes. A massa molecular do plastificante deve ser elevada o suficiente
para evitar perda por evaporação. É necessário que o plastificante tenha baixa
pressão de vapor e baixa taxa de difusão no polímero (WYPYCH, 2005).
Para Wypych (2005) os plastificantes adicionados aos polímeros atuam
como solvente, provocando a separação entre as macromoléculas e, assim, a
dissolução. O efeito final é a diminuição da energia necessária para os
movimentos moleculares, caracterizando então a flexibilidade. Quando
adicionamos o plastificante à macromolécula, e existe afinidade entre ambos,
ocorre à dispersão molecular, isto é, o polímero incha no plastificante e em
seguida, como em qualquer processo de solubilização de polímeros, formam
uma solução verdadeira.
Quando um plastificante é adicionado a um polímero, as moléculas do
plastificante começam a penetrar na fase polimérica, modificando seu arranjo
conformacional. Contudo, existem basicamente duas teorias que procuram
explicar o mecanismo de plastificação de polímeros: a teoria da lubricidade e
teoria do gel. A teoria da lubricidade considera a resistência à deformação
como sendo um resultado da fricção molecular. O plastificante atua como um

46
lubrificante interno, facilitando o movimento das moléculas e tornando o
processamento (fluxo) mais fácil (RABELLO, 2000).
A teoria do gel, desenvolvida para polímeros amorfos, considera a
resistência à deformação resultante de uma estrutura interna tridimensional, ou
gel, formado pelos contatos entre as cadeias (emaranhados). Os vários pontos
de contato mantêm a estrutura fechada, possibilitando baixa deformação
(WYPYCH, 2005). Os grupos polares do plastificante interagem com os grupos
polares do polímero, enquanto os grupos apolares atuam como espaçadores
entre os dois pólos, resultando em liberdade molecular (flexibilidade) e
mantendo-se a coesão global da estrutura (MILES e BRISTON, 1975).
Qualquer fator que leve uma molécula linear a adotar, em solução, uma
forma mais estirada provocará aumento da viscosidade, ao contrário , se
provocar o aparecimento de formas menos estendidas (helicoidais), diminuirá a
viscosidade da solução. Isso significa que os componentes da fórmula dos
polímeros podem influir de forma positiva ou negativa na viscosidade de
soluções. Em termos práticos, a plastificação de um polímero consiste em
adicionar os plastificantes para alterar a viscosidade do sistema, aumentando a
mobilidade das macromoléculas.
Na plastificação externa, têm-se a interação física do plastificante ao
polímero, ou seja, não há ligação química entre os componentes envolvidos na
mistura, apenas interações intermoleculares. Por isso, o plastificante pode ser
perdido por evaporação, migração ou extração. A aplicação desta classe de
aditivos depende da composição, da volatilidade e da estabilidade do
plastificante, e sua permanência na matriz depende de vários fatores,
geralmente externos conforme ilustrados na Figura11 (ZAIONCZ, 2004).
Segundo Rabello (2000) e Elicegui et al. (1988) o plastificante quando
adicionado ao polímero “atua” como solvente, provocando a separação entre
as macromoléculas. O efeito final é a diminuição da energia necessária para os
movimentos moleculares, caracterizando a flexibilidade.

47
Figura 11 - Possíveis interações na plastificação externa de polímeros (ZAIONCZ, 2004)
Quanto aos mecanismos de plastificação e antiplastificação, convém
salientar que o uso do plastificante em baixas concentrações pode causar o
efeito contrário a plastificação.
As moléculas do plastificante ocupam os espaços entre as cadeias
poliméricas. O incremento de volume total livre poderia ser maior para
plastificantes de massa molecular pequena (KERN e DARBY, 1982).
2.4.1 Mecanismos de Plastificação
A Figura 12 apresenta a molécula de polímero em dois estágios
inicialmente sem a presença do plastificante e após com o plastificante em
baixa concentração entre as cadeias do polímero provocando a
antiplastificação.
O plastificante pode atuar como espaçador, mas também formar
ligações, mesmo que momentâneas, com as moléculas do polímero através
das interações dipolo entre um grupo polar do polímero e um grupo polar do
plastificante. Quanto mais forte for esta interação, menor o efeito do
espaçamento, tornando o produto mais duro e rígido.

48
Figura 12 - Conceito estilizado de plastificação de uma resina, explicando a antiplastificação [Adaptado, com permissão, Kern Sears J, Darby J.R .The Technology of Plasticizers, John
Wiley & Sons, New York, 1982, p. 54].
A plastificação ocorre quando o plastificante apresenta alta afinidade
com o polímero. Quanto maior a concentração de plastificante no meio maior
será o efeito de espaçamento entre as cadeias. A Figura 13 representa a
plastificação alta e moderada, quanto maior a interação do plastificante com o
polímero maior o aumento no volume livre do sistema conferindo mudanças
nas propriedades físicas dos polímeros.
Figura 13 - Conceito estilizado de plastificação de uma resina, explicando a plastificação
[Adaptado, com permissão, Kern Sears J, Darby J.R .The Technology of Plasticizers, John Wiley & Sons, New York, 1982, p. 54].

49
2.5 Reologia
A Reologia é a ciência que estuda as propriedades mecânicas da
matéria, como a deformação e o escoamento. O material pode estar tanto no
estado líquido, gasoso quanto no estado sólido. A deformação de um sólido
pode ser caracterizada por leis que descrevem a alteração do volume, tamanho
ou forma, enquanto que o escoamento de um fluido que pode estar no estado
gasoso ou líquido, sendo caracterizado por leis que descrevem a variação
contínua da taxa ou grau de deformação em função da tensão aplicada
(STANLEY et al., 1996).
A força tangencial aplicada a um corpo, e a sua deformação
subseqüente, constitui a base de observação numa análise reológica. Se esta
força for aplicada por um período de tempo, e após cessar essa força o
material adquirir sua forma inicial, diz-se então que a deformação é elástica, se
a deformação permanecer ela é considerada plástica.
O estudo da viscosidade pode ser descrito através da experiência
realizada por Newton em que um fluido é cisalhado em escoamento horizontal
entre duas placas planas paralelas com o fluido colocado no espaço entre elas
(gap), como mostra a Figura 14, sendo estacionária a placa inferior (v=0) e
móvel a placa superior que se move a uma velocidade constante (v), gerando
um perfil de velocidades ao longo do fluido, que por sua vez, é igual à taxa de
deformação ( ). Nesse estudo a relação obtida entre a tensão tangencial e a
taxa de deformação angular fornece a viscosidade do fluido em escoamento. O
experimento demonstra a transferência de quantidade de movimento linear
entre as camadas vizinhas de fluido com diferentes velocidades pela agitação
das moléculas do fluido (STEEFE, 1969).

50
Figura 14 - Resistência dos fluído ao cisalhamento (HUGHES et al, 1979)
De uma maneira geral, é possível classificar o comportamento reológico
dos materiais, através de dois extremos idealizados: sólidos perfeitos
(hookeanos) e fluidos perfeitos (newtonianos). Enquanto os sólidos ideais se
deformam, elasticamente, e a energia de deformação é completamente
recuperada, quando cessa o estado de tensão, fluidos ideais escoam, ou seja,
se deformam de forma irreversível e a energia de deformação é dissipada na
forma de calor. Dessa maneira, em fluidos, a energia de deformação não é
recuperada, após o alívio da tensão (PASQUEL, 1999).
Quando fluidos newtonianos são deformados, a tensão de
cisalhamento gerada é, diretamente, proporcional à taxa de deformação. A
resistência que o fluido oferece ao escoamento é caracterizada como a sua
viscosidade newtoniana (µ), como mostra a Equação (1). Os fluidos
newtonianos, por definição, possuem uma relação, estritamente, linear entre
tensão de cisalhamento e taxa de deformação. Logo, a relação entre tensão de
cisalhamento e taxa de cisalhamento é linear e a reta passa pela origem
(STEEFE, 1996).
(1)
Onde: Tensão de cisalhamento (Pa); Viscosidade Newtoniana (Pa.s)
e = Taxa de deformação (s-1).
A Figura 15 mostra o comportamento de um fluido quando submetido a
uma tensão de cisalhamento. O deslocamento ocorre no eixo x, e a velocidade

51
máxima do fluxo (vmax) se encontra na camada superior. A velocidade diminui
atravessando o corpo até chegar a zero (vmin = 0) na camada ligada à placa
estacionária. A velocidade de deslocamento é controlada pela resistência
interna do líquido, ou seja, por sua viscosidade. O gradiente de velocidade na
amostra é chamado de taxa de cisalhamento ou taxa de deformação, e é
representado matematicamente na forma diferencial (Equações 2 e 3) (MOTHÉ
et al., 2006; PETRI, 2003).
(2)
(3)
Figura 15 - Comportamento de um fluido submetido à tensão de cisalhamento (PETRI, 2003)

52
Não existem, naturalmente, fluidos perfeitos, ou ideais (sem
viscosidade), mas somente fluidos cujo comportamento se aproxima do
newtoniano, como é o caso de líquidos puros, soluções verdadeiras diluídas e
poucos sistemas coloidais. Todos os fluidos cujo comportamento não pode ser
descrito pela Equação 1 podem ser chamados de não newtonianos. O
coeficiente de viscosidade ( ) para esses fluidos não newtonianos é chamado
de viscosidade aparente (η).
Define-se a viscosidade aparente como a viscosidade dependente da taxa
de deformação (s-1), de acordo com a Equação (4), onde (Pa) é a tensão
de cisalhamento.
(4)
A viscosidade aparente pode ser definida como a resistência ao
escoamento, ou atrito interno, e é determinada indiretamente pela lei de
Newton, ou seja, a viscosidade aparente não é uma variável medida, ela é
calculada conforme Equação 5 a partir dos valores de tensão e taxa de
cisalhamento medidos na análise (PETRI, 2003).
(5)
Ao submeter determinado fluido a qualquer tensão externa, eles se
deformam continuamente até encontrar uma barreira física capaz de impedir
seu escoamento. Assim, a caracterização reológica dos fluidos envolve a
determinação da taxa de cisalhamento do material com o tempo ao invés da
deformação absoluta do mesmo (PANDOLFELLI et al., 2000).
2.5.1 Classificação dos fluidos

53
2.5.1.1 Fluido ideal
Por definição, fluido ideal ou escoamento sem atrito, é aquele no qual
não existem tensões de cisalhamento atuando no movimento do fluido, ou seja,
o fluido não apresenta atrito interno e nem resistência ao fluxo. A componente
tangencial da força (cisalhamento) atua sobre a superfície, e dividida pela área
da superfície da origem a tensão de cisalhamento média sobre a área.
De acordo com a lei de Newton, para um fluido em movimento esta
condição é obtida quando a viscosidade do fluido é nula ou quando os
componentes da velocidade do escoamento não mais exibem variações de
grandeza na direção perpendicular ao componente da velocidade considerada.
Não existem fluidos cuja viscosidade seja nula, ou seja, ausência de forças de
cisalhamento (FOX & McDONALD, 1998).
2.5.1.2 Fluido perfeito
Por definição um fluido é dito perfeito, se for incompressível (ρ =
constante), e se sua viscosidade for nula (µ = 0) Um fluido perfeito indica a
ausência de tensões de cisalhamento entre as camadas de fluido. Deste modo,
duas camadas adjacentes de fluido podem se mover com velocidades
diferentes (slip flow) sem afetarem-se mutuamente por forças de atrito interno.
A única influência que as camadas exercem entre si é devido a sua geometria,
que deve estar compatível com a fronteira sólida (placa fixa). Para o fluido
perfeito existe a condição de deslizamento (ausência de atrito) entre o fluido e
a fronteira sólida. A única ação da fronteira sólida é a de orientar a direção do
escoamento do fluido, sem nenhuma ação viscosa (ROBERT et al, 2006).
2.5.1.3 Fluido real

54
A presença dos efeitos viscosos é inerente ao escoamento de fluidos
reais. Os fluidos reais não apresentam uma velocidade de deslizamento finita
em relação a uma superfície sólida ou sobre uma camada adjacente. A
viscosidade do fluido real, que determina o grau de atrito entre as camadas de
fluido e entre o fluido e a parede sólida, é responsável pela variação de
velocidade (gradiente de velocidade) entre as camadas. Próximo a uma parede
sólida estacionária, a velocidade de um fluido real cresce gradualmente do
valor zero na fronteira sólida, até um valor limite da velocidade onde os efeitos
viscosos não se fazem mais sentir. Isto é, próximo a uma fronteira sólida há a
formação de uma camada de fluido onde os efeitos viscosos são mais
acentuados. Esta camada é conhecida como camada limite (HUGHES e
BRIGHTON, 1979).
Os fluidos reais podem ser subdivididos em duas classes principais.
Fluidos Newtonianos e não-Newtonianos.
2.5.2 Características e comportamento dos fluidos
O exame da relação entre tensão de cisalhamento aplicada e o
escoamento (especialmente a taxa de deformação) do fluido possibilita definir
categorias de classificação de cada fluido.
Os fluidos Newtonianos são aqueles para os quais a viscosidade
dinâmica (µ) é independente da taxa de deformação (gradiente de velocidade),
isto é, a viscosidade na expressão da lei de Newton é uma constante para cada
fluido Newtoniano, a uma dada pressão e temperatura.
Um diagrama típico da tensão de cisalhamento (tyx) em função da taxa
de deformação (dvx/dy) é mostrado na Figura 16 nas respectivas curvas de
fluido (a Newtoniano) e (b Não-Newtoniano). A tensão de cisalhamento (tyx) é
proporcional ao gradiente de velocidade (dvx/dy), e o coeficiente angular da
reta é a viscosidade dinâmica (µ). Fluidos não-Newtonianos são aqueles para
os quais a “viscosidade” numa dada pressão e temperatura, é uma função do
gradiente de velocidade (NAVARRO, 1997).

55
Figura 16 - Tensão de cisalhamento versus gradiente de velocidade (NAVARRO, 1997)
A Figura 17 apresenta a classificação dos fluidos. Os fluídos para os
quais a Lei de Newton não é válida apresentam características que sofrem
influência do tempo de escoamento e da tensão inicial de escoamento; o
comportamento desses fluídos pode ser caracterizado através do estudo da
reologia do fluido obtendo suas curvas de fluxo e comportamento.
Figura 17 - Classificação dos Fluidos segundo seu comportamento reológico (STEFFE, 1996)

56
A grande maioria dos fluidos segue o comportamento dos fluidos não
newtonianos, esses fluidos apresentam características importantes para
desenvolvimento e produção de diferentes produtos com diferentes aplicações
industriais.
A Figura 18 mostra o comportamento reológico geral dos fluidos
newtonianos e dos fluidos não newtonianos independentes do tempo de
cisalhamento, as curvas representam o comportamento de cada tipo de fluído
em função da resposta frente à deformação imposta pela taxa de cisalhamento
(POTTER e WIGGERT, 2004).
Figura 18 - Curvas de escoamento de fluidos newtoniano e não newtonianos de propriedades independentes do tempo de cisalhamento (POTTER et al, 2004)
2.5.3 Fluidos Newtonianos
Todos os fluidos que apresentam as seguintes características podem ser
considerados fluidos newtonianos:

57
• Comportamento viscoso ideal onde a variação da taxa de
cisalhamento versus tensão de cisalhamento é linear.
• A viscosidade de cisalhamento não varia com a taxa de
cisalhamento.
• A tensão no líquido cai à zero assim que o cisalhamento cessa.
• A única tensão gerada no cisalhamento simples é a tensão de
cisalhamento
Segundo Navarro (1997, p.256), o fluido que mostrar qualquer desvio
desses comportamentos é considerado Não-Newtoniano.
Os fluidos mais comuns, como a água, o ar e a gasolina, são
newtonianos em condições normais. Um fluido newtoniano é representado
graficamente na Figura 19. No gráfico (a) é mostrado que a relação entre a
tensão de cisalhamento (t) e a taxa de cisalhamento (γ) é linear. O gráfico (b)
mostra que a viscosidade do fluido permanece constante com uma variação na
taxa de cisalhamento. Logo, a relação entre tensão de cisalhamento e taxa de
cisalhamento é linear e a reta passa pela origem (BAPTISTA, 1991).
Figura 19 - Comportamento de Fluidos Newtonianos (MACHADO, 2002)
Isso significa na prática que, para uma dada temperatura, a viscosidade
permanecerá constante durante sua medição, independentemente do tempo e
da taxa de cisalhamento empregada.

58
2.5.4 Fluidos não-Newtonianos
Os fluidos não-newtonianos, em geral, encontram-se subdivididos em
duas classes. Na primeira, estão os fluidos cuja viscosidade depende somente
da taxa de cisalhamento e são comumente chamados de “independentes do
tempo” (tempo de cisalhamento). Na segunda classe estão os fluidos cuja
viscosidade depende não só da taxa, mas também do tempo de cisalhamento,
chamados de “dependentes do tempo” (BAPTISTA, 1991).
2.5.5 Fluidos não-Newtonianos independentes do tempo
Os fluidos não-Newtonianos independentes do tempo são aqueles onde
a viscosidade do fluido é função da taxa de cisalhamento. Estes fluidos são
classificados em pseudoplásticos e dilatantes.
O modelo Power Law pode ser usado para caracterizar os fluidos não-
Newtonianos independentes do tempo (MULLER, 1973). A equação do modelo
Power Law é mostrada a seguir:
(6)
(7)
Onde :
• τ = tensão de cisalhamento em Pa.
• m = viscosidade plástica do fluido em Pa.sn.

59
• η = viscosidade aparente em Pa.s.
• n = índice de característica reológica.
O parâmetro n é o índice que define as características reológicas dos
fluidos newtoniano ou não-newtonianoe e K é o índice de consistência. Os
fluidos newtonianos apresentam valor de n igual a 1, porém,quando
apresentam comportamento não-newtoniano o valor de n é diferente de 1.
Quando o valor de n é menor que 1, o fluido é considerado pseudoplástico, ou
seja, a viscosidade aparente diminui com o aumento da taxa de deformação.
Se a viscosidade aparente aumenta com a taxa de deformação, o valor de n é
maior que 1 e o fluido é considerado dilatante (BIRD et al, 1960).
• Fluidos pseudoplásticos
Os fluidos pseudoplásticos são aqueles que quando em repouso,
apresentam um estado desordenado das moléculas, e quando submetidos a
uma tensão de cisalhamento, apresentam tendência a orientação das
moléculas na direção da força aplicada (SEVERS, 1962).
Os fluidos pseudoplásticos apresentam diminuição da viscosidade com o
aumento da taxa de cisalhamento em escoamentos cisalhantes estacionários,
como mostrados na Figura 20. Muitos fluidos biológicos exibem este efeito
como, por exemplo, o sangue que apresenta diversos graus de
pseudoplasticidade de acordo com a geometria em que esteja escoando e com
a sua composição, basicamente, protéica.
Outros tipos de fluidos caracterizados como pseudoplástico são as
tintas, emulsões, e dispersões de vários tipos. Efeitos elásticos também podem
se manifestar em combinação, por exemplo, em mucos e seiva. Esse tipo de
fluido é algumas vezes chamado de “shear-thinning” porque se torna mais fino
com a aplicação da tensão de cisalhamento.

60
Figura 20 - Comportamento de Fluidos Pseudoplásticos (YAMAGUCHI, 2008)
As soluções de polímeros (especialmente se forem concentradas) e
dispersões (especialmente se contiverem partículas assimétricas, por exemplo,
na formas de disco ou bastão) apresentam desvio do comportamento de fluidos
newtonianos e são denominadas de sistemas não-newtonianos.
As principais causas do fluxo não-newtoniano em sistemas coloidais são
a formação de uma estrutura organizada através do sistema e a orientação de
partículas assimétricas na direção do fluxo provocadas pelo gradiente de
velocidade apresentado na Figura 21. Em um fluxo laminar, diferentes
“lâminas” do líquido move-se com velocidades diferentes de modo que em um
viscosímetro capilar, o líquido em contato com a parede do capilar tem
velocidade igual à zero, atingindo uma velocidade máxima no centro do capilar.
Em um líquido muito viscoso, a velocidade varia pouco da parede para o centro
do capilar e o líquido escoa lentamente.

61
Figura 21 - Orientação de partículas na forma de bastão de um fluxo viscoso de um viscosímetro de cilindros concêntricos. As setas representam o gradiente de velocidade no
fluxo laminar. (a) em repouso: orientação aleatória. (b) após o cisalhamento
• Fluidos dilatantes
Fluidos dilatantes são fluidos não-newtonianos e apresentam uma curva
inversa ao comportamento do fluido pseudoplástico.
Um aumento da viscosidade com um aumento na taxa de cisalhamento
caracteriza um fluido dilatante conforme mostrado na Figura 22. Apesar de
pouco comuns, são encontrados, por exemplo, em suspensões altamente
concentradas em partículas sólidas que não apresentam tendência de
associação, desde que a quantidade de liquido presente não seja muito maior
que a quantidade necessária para preencher os espaços vazios entre elas, pois
as partículas exigem um espaço maior para o movimento, e havendo liquido
disponível para ocupar os novos espaços, o fluido se dilata (BOURNER, 1982).

62
Figura 22 - Comportamento de Fluidos Dilatantes (BOURNE, 1982)
2.5.6 Fluidos não-Newtonianos dependentes do tempo
• Fluidos Tixotrópicos
Sistemas tixotrópicos são sistemas cuja viscosidade diminui com o
tempo para uma taxa de cisalhamento constante e aumenta quando esta taxa
de cisalhamento diminui por recuperação estrutural do material (reversível).
Quando a taxa de cisalhamento é acrescida gradualmente de zero a um valor
máximo e depois, imediatamente, decrescida novamente a zero, uma curva de
histerese é formada. O formato da curva de histerese também é função da
razão pela qual a taxa de cisalhamento é variada (MACHADO, 2002).
A curva de tixotropia mostrada na Figura 23 é similar à da
pseudoplasticidade enquanto a viscosidade aparente diminui à medida que a
taxa de cisalhamento aumenta. Difere dela, porém, quando a viscosidade
aparente não depende só da taxa de cisalhamento, mas também do tempo
(MULLER, 1973).

63
Figura 23 - Comportamento de Fluidos tixotrópicos (MEZGER, 2006)
Quando submetido a várias taxas de cisalhamento, um fluido tixotrópico
irá se comportar como mostrado na Figura 24. Um gráfico da tensão de
cisalhamento versus a taxa de cisalhamento foi feito com a taxa de
cisalhamento sendo aumentada até certo valor e, depois, imediatamente
diminuída até o valor inicial.
Pode-se notar que as curvas de subida e descida não coincidem. Esta
histerese é causada pelo decréscimo na viscosidade do fluido com o aumento
do tempo de cisalhamento. Tais efeitos podem ou não ser reversíveis; alguns
fluidos tixotrópicos, se mantidos em repouso por um tempo retornarão a sua
viscosidade inicial, outros nunca voltarão. Os que retornam são chamados de
viscoelásticos (RIBEIRO, 2004).

64
Figura 24 - Fenômeno da histerese em fluidos tixotrópicos (MACHADO, 2002)
• Fluidos reopéticos
Fluidos reopéticos são sistemas cuja viscosidade aumenta com o tempo
a uma taxa de cisalhamento constante, a viscosidade destes fluidos aumenta
com o tempo de aplicação da tensão, retornando à viscosidade inicial quando
esta força cessa como pode ser visto na Figura 25. De modo semelhante a um
fluido dilatante, um material reopético exibe aumento de viscosidade com o
aumento da taxa de cisalhamento (MULLER, 1973).

65
Figura 25 - Comportamento de Fluido Reopético (SCHRAMM, 2000)
O elemento tempo é extremamente variável; sob condições de
cisalhamento constante, alguns fluidos chegam ao valor da viscosidade final
em alguns segundos, outros podem levar até dias. Fluidos reopéticos são
raramente encontrados (MULLER, 1973).
2.6 Métodos de recuperação de petróleo
O petróleo em um reservatório pode ser considerado como um sistema
delicadamente equilibrado sob alta pressão, tanto que as frações de
composições diferentes são compatíveis, contanto que não haja distúrbios ou
mudanças significativas a este sistema. Entretanto, uma vez que a recuperação
do óleo começa, o sistema do reservatório é perturbado e subseqüentes
modificações composicionais ocorrem ao petróleo devido às mudanças tais
como temperatura, pressão e química da composição aquosa (YANGMING et
al., 2003).
Os reservatórios cujos mecanismos de produção são poucos eficientes e
que, por conseqüência, retém grandes quantidades após a exaustão da sua
energia natural são fortes candidatos ao emprego de uma série de processos

66
que visam á obtenção de uma recuperação adicional de petróleo. O fator de
recuperação médio global está estimado em 35%. A produção adicional a este
valor vai depender da utilização de tecnologias adequadas, viabilidade
econômica e estratégias de gerenciamento do reservatório (NAVEIRA, 2007).
Um das fontes para ampliação das reservas está no desenvolvimento e
aplicações de tecnologias capazes de aumentar o fator de recuperação dos
campos já descobertos. Ou seja, a aplicação mais ampla dos métodos
avançados de recuperação de petróleo é a parcela correspondente a 70% do
volume de óleo original provado, que é o volume percentual médio restante nos
reservatórios após a recuperação convencional (ROSA et al., 2006).
• Recuperação primária
A produção de hidrocarbonetos utilizando apenas a energia primária do
sistema é denominada recuperação primária. À medida que o hidrocarboneto é
produzido, ocorre à perda de uma parcela da quantidade de energia primária,
devido à descompressão dos fluidos do reservatório, o que afeta diretamente a
variação de energia pela própria diminuição da pressão, ocorrendo
indiretamente também à variação das características do fluido, o que pode
alterar sua composição, torná-lo mais viscoso, entre outros efeitos. Esses
efeitos ocasionam a diminuição da produtividade dos poços, fenômeno este
que pode ocasionar a inviabilidade econômica destes (THOMAS, 2001).
• Recuperação secundária
Pode-se definir Recuperação secundária como uma suplementação de
energia que é obtida por meio da injeção de água ou gás em poços escolhidos,
aumentando ou mantendo a pressão no reservatório. Os objetivos básicos dos

67
métodos de recuperação secundária são o aumento da eficiência de
recuperação e a aceleração da produção (ROSA et al., 2006).
A injeção de água ainda é o método de recuperação secundária mais
utilizado no mundo e o que contribui com a maior parcela de aumento da
produção de reservas. Nos Estados Unidos da América, cerca de 50% da
produção de óleo são creditados a esse método (PIZARRO, 2002).
Quando a viscosidade do fluido injetado é muito menor que a do fluido a
ser deslocado, o primeiro se move muito mais facilmente no meio poroso,
encontrando caminhos preferenciais se dirigindo rapidamente para os poços de
produção. O óleo fica retido porque o fluido injetado não se propaga
adequadamente no reservatório, ficando grandes volumes de fluidos na rocha
nos quais o deslocamento não se processou. A injeção de água é uma parte
essencial de muitos planos de desenvolvimento modernos em campos
petrolíferos, e a injetividade é o fator central em qualquer operação de injeção
de água (PALSSON et al. 2003). Esta água injetada serve tanto para manter a
pressão do reservatório quanto para deslocar o óleo na direção dos poços
produtores. No entanto, severas quedas de injetividade ocorrem com a re-
injeção de água produzida, ou mesmo da injeção da água do mar, devido à
presença de gotas de óleo, particulados, material orgânico e mineral presentes
nestas águas (CORDEIRO et al., 2007).
Nos processos convencionais de recuperação de petróleo utiliza-se a
água ou o gás natural como fluidos de injeção. A água de injeção pode ter
quatro origens diferentes:
1) água subterrânea, coletada em mananciais de subsuperfície por meio
de poços perfurados para este fim;
2) água de superfície, coletada em rios, lagos e etc.;
3) água do mar;
4) água produzida, isto é, a água que vem associada à produção de
petróleo.

68
Normalmente a água, antes de ser injetada, deve ser submetida a um
tratamento, de modo a torná-la mais adequada ao reservatório e aos fluidos
nele existentes. Os projetos de injeção de água, de uma maneira geral, são
compostos das seguintes partes: sistema de captação de água, que podem ser
poços no caso de se injetar água subterrânea, ou um conjunto de bombas para
o caso de se utilizar água de superfície ou água do mar; sistema de tratamento
de água de injeção; sistema de injeção de água propriamente dito, que é
composto por bombas, linhas, e poços de injeção; e sistema de tratamento e
descarte de água produzida. Em certos casos, algumas dessas partes são
dispensáveis (THOMAS, 2001).
Em campos maduros, para cada parte de petróleo extraído, podem ser
produzidas entre cinco e dez partes de água (CORDEIRO et al., 2007). O
termo “maduro”, significa “plenamente desenvolvido, amadurecido”. Os campos
maduros de petróleo, a partir de tal conceito, podem ser entendidos como
campos com produção já desenvolvida em plenitude, amadurecida, atualmente
em situação declinante, pouco rentáveis economicamente na forma em que se
encontram, necessitando do uso de tecnologias e de investimentos para o
alcance da rentabilidade.
A água é imiscível com óleo e, naturalmente, mais móvel, este fenômeno
é inevitável e explica em parte o fator de recuperação modesta após a
recuperação secundária. O avanço da água e da taxa de fluxo vai depender do
processo de recuperação usado, a natureza do reservatório e como ela é
administrada. Outras fontes também podem ser a causa, como vazamentos
nos poços, fraturas entre injetores e produtores, ou a água que vem de
camadas de água subjacentes através de fraturas. A relação entre a produção
de água, produção de óleo e o corte de água podem ser analisadas na Figura
26.

69
Figura 26 - Alterações típicas nas taxas de fluxo de produção e no corte de água na produção
de hidrocarbonetos (NABZAR e DUPLAN, 2011)
• Recuperação terciária ou avançada
Quando métodos convencionais de recuperação trazem pouca
vantagem econômica, métodos especiais de recuperação podem ser aplicados
para contornar esta situação. Estes métodos envolvem agentes externos que
podem ajudar a diminuir a viscosidade do petróleo, melhorar os canais
porosos, diminuir a tensão interfacial entre os fluidos ou aumentar a mobilidade
do óleo que se espera ser produzido. Os métodos especiais podem ser
Métodos Miscíveis, Métodos térmicos, Métodos químicos e outros métodos que
não se enquadram em nenhuma das categorias citadas, são elas recuperação
microbiológica e recuperação utilizando ondas eletromagnéticas. Neste
trabalho serão discutidos os Métodos químicos por ser o foco principal da
pesquisa.
• Métodos químicos
Estão agrupados como métodos químicos alguns processos em que se
pressupõe certa interação química entre o fluido injetado e os fluidos do

70
reservatório. São eles: a injeção de polímeros, injeção de solução de
tensoativo, injeção de microemulsão e injeção de solução alcalina. Não existe
um ponto único de ataque como nas outras categorias, mas sim vários, sendo
que alguns processos poderiam ser enquadrados dentro dos métodos
miscíveis (GANGOLI, 1977).
Quando o óleo do reservatório tem viscosidade um pouco elevada, é
possível adicionar polímeros à água de injeção para transformá-la em um fluido
que se desloca no meio poroso com a mesma mobilidade que o óleo. Devido a
essa semelhança, o fluido injetado em vez de escolher caminhos preferenciais
e se dirigir rapidamente para os poços de produção, se difunde mais no meio
poroso, aumentando as eficiências de varrido (ROSA, 2006).
De uma maneira geral os métodos miscíveis são pobres em relação a
eficiências de varrido. Isto acontece porque essas soluções normalmente têm
viscosidades bem menores que a do óleo, deixando a maior parte do
reservatório sem ser varrida. A injeção de microemulsão, também chamada de
solução micelar, é uma tentativa de se obter um deslocamento miscível com
boas eficiências de varrido. É uma mistura com a qual se tem a preocupação
com a miscibilidade e com o controle da viscosidade (THOMAS, 2001).
Ao se adicionar uma substância tensoativa à água de injeção, na
verdade está se fazendo um deslocamento miscível com água. O tensoativo,
também chamado de surfactante, tem a finalidade de reduzir as tensões
interfaciais entre a água e o óleo, ampliando a eficiência de deslocamento.
No processo de injeção de fluidos alcalinos, a substância alcalina que se
adiciona à água, em geral soda cáustica, tem a finalidade de reagir com certos
ácidos orgânicos presentes em alguns óleos, produzindo dentro do próprio
reservatório certa quantidade de substância tensoativa. Este tensoativo assim
formado vai produzir uma série de efeitos dentro do reservatório, os quais
concorrem para um ganho na produção de óleo (WYATT, 2002).

71
3 MATERIAIS E MÉTODOS
3.1 Matérias Primas
3.1.1 Glicerina bruta e glicerina PA
A amostra de glicerina bruta utilizada nessa pesquisa foi gentilmente
cedida pelo Instituto Virtual Internacional de Mudanças Globais (IVIG)
COPPE/UFRJ. A amostra de glicerina bruta foi obtida pelo processo de
produção de biodiesel de soja e suas características físico-químicas estão
apresentadas na Tabela 4, a definição dos parâmetros foi conduzida para
auxiliar na caracterização de interesse para preparo das misturas de
poliacrilamida parcialmente hidrolisadas (HPAM) e glicerina bruta. A
caracterização foi realizada nos laboratórios do Centro de Pesquisas da
Petrobras (CENPES, 2010).
Tabela 4 - Caracterização físico-químicas da glicerina bruta
Característica Físico - químicas Unidade Resultado Método de ensaio
Aspecto (cor) temp. 25 e 50°C − Amarelado Visual Aspecto macroscópico − Homogêneo Visual
Densidade a 25°C g/cm3 1,18 ASTM D4052 Viscosidade a 25°C mPas 506 ASTM D7042 Teor de água % (m/m) 3,96 ASTM D 1744/92 pH − 13,73 Ésteres metílicos totais % peso 0
Ésteres etílicos totais % peso 0 Metanol % peso 10,7 Sabões % peso 20,6 Glicerina livre % peso 68,7

72
Para realizar as misturas HPAM + glicerina bruta e os ensaios reológicos
foi utilizada também uma amostra comercial PA de glicerina da marca VETEC.
A Tabela 5 apresenta as características físico - químicas da glicerina PA
utilizada neste trabalho.
Tabela 5 - Características físico -químicas da amostra de glicerina PA
Características da Glicerina PA
Fórmula C3H8O3
Massa molar 92,1 g/mol
Tem. Ignição 400°C
Solubilidade em água (20°C) solúvel
Ponto de fusão 18°C
Densidade 1,26 g/cm3 (20°C)
Valor de pH 5 (100 g/l, H2O, 20 °C)
Ponto de Ebulição 290 °C (1013 hPa) (decomposição)
Pressão de Vapor < - 0.001 hPa (20 °C)
Limite de explosão 2.6 - 11.3 %(V)
Ponto de inflamação 199 °C
3.1.2 Poliacrilamida
O polímero utilizado foi a poliacrilamida parcialmente hidrolisada (HPAM)
da marca SNF- FLOERGER de massa molecular elevada (Mw = 106) e alta
solubilidade em água, a amostra foi gentilmente cedida pelo Centro de
Pesquisas da Petrobras (CENPES).
A poliacrilamida é originada pela polimerização do monômero acrilamida.

73
A poliacrilamida é aniônica com grupos carboxilato (R`COO-) responsáveis
pelo aumento do volume hidrodinâmico através da repulsão eletrostática das
moléculas poliméricas em meio aquoso. Na Figura 27 estão à representação
das moléculas acrilamida e poliacrilamida hidrolisada.
Figura 27 - Poliacrilamida parcialmente hidrolisada (HPAM)
3.2 Preparo das soluções
3.2.1 Solução inicial de poliacrilamida
Foi preparada uma solução inicial de poliacrilamida, parcialmente
hidrolisada (HPAM), na concentração 2000ppm.
Para o preparo dessa solução utilizou-se como solvente água salina 5%

74
de NaCl,o valor de salinidade adotado é bastante inferior a concentração
encontrada nos reservatórios de petróleo como por exemplo no campo de
Sergipe / Alagoas que pode variar em salinidade de no mínimo 28.445 mg/L e
no máximo de 142.914 mg/L ( PETROBRAS, 2010), porém para avaliar o
comportamento da glicerina bruta na solução de polímero optou-se por uma
concentração que não interferisse nessa avaliação inicial. Para homogeneizar a
solução foi adotada agitação mecânica de 500 rpm e temperatura ambiente (25
1°C) por 24 horas. Após este tempo a solução foi novamente pesada para
conferir a massa total da solução e reposição de solvente se houvesse perdas
por evaporação, o que não ocorreu em função da solução ter sido mantida em
frasco de vidro fechada sob agitação magnética após ter solubilizado.
A forma de dispersão do polímero no solvente foi realizada no centro de
rotação formado no solvente pelo movimento espiral da agitação mecânica de
500 rpm, sendo a massa de polímero gradativamente adicionada no vórtex
para evitar a formação de partes insolúveis. Convém salientar que a forma de
adição da amostra pode comprometer e prejudicar a dispersão do polímero
devido seu elevada massa molecular Mw = 106.
3.2.2 Solução de HPAM em glicerol
A metodologia de solubilização e mistura da glicerina - HPAM é
apresentada Figura 28. Inicialmente foram realizados testes preparando a
solução de HPAM em água destilada por ser um bom solvente no
favorecimento a expansão da cadeia poliméricas e, posteriormente foi realizada
a diluição para o preparo das misturas com glicerol em solução a 5% de NaCl.
Como os resultados não foram favoráveis em relação à viscosidade,
pois os valores de viscosidade ficaram muito inferior ao desejado, em torno de
5 mPa.s , foi testado o processo inverso, isto é, o polímero foi solubilizado em
solução 5% de NaCl e, posteriormente foi diluído (m/m) usando glicerol puro e
soluções aquosas de glicerol em diferentes concentrações : 20, 40, 60 e 80% .
Esquema de preparo das misturas polímero e glicerina bruta (Figura 28)
proveniente da produção de biodiesel de soja.

75
Figura 28 – Definição do esquema de preparo das soluções de poliacrilamida
3.3 Experimentos
Foram preparadas soluções do polímero usando um solvente a base de
glicerol, de acordo com a Tabela 6. O teor de HPAM nas misturas foi calculado,
considerando-se a concentração geralmente utilizada em campos de produção
de petróleo (1000ppm).
A metodologia de preparo utilizada para obtenção das soluções de
mistura HPAM + glicerina nas concentrações desejadas foram conduzidas
conforme esquema da Figura 29.

76
Figura 29 - Metodologia de preparo das misturas de poliacrilamida e glicerina bruta
3.3.1 Determinação do comportamento reológico das misturas
O equipamento utilizado foi um Reômetro da Anton Paar, Austrália,
2009. O reômetro possui acessório cone-placa composto por um corpo de
forma cônica e outro corpo de forma plana em formato de placa circular. Este
equipamento é um reômetro rotativo de tensão controlada que possibilitam o
escoamento da amostra entre um cone e uma placa fixa apresentado na Figura
30, apresenta um sistema de reconhecimento automático de acessório de
medição.

77
Figura 30 - (a) Reômetro Physica MCR-501 (b) cela Peltier e cone-placa (50 mm de diâmetro e angulo 1°)
O ângulo do corpo cônico é, em geral, muito pequeno, isto é, menor que
0,0174 rad (α=1o). A Figura 31 apresenta o esquema da geometria dos
reômetros cone-placa segundo Santos (2009).
Figura 31 - Geometria cone-placa-Representação do escoamento da amostra (Santos, 2009)

78
As propriedades reológicas das amostras foram medidas por reômetria
onde basicamente, o volume de amostra de 2 ml pipetado com o uso de uma
micropipeta com ponteira 2 ml foi distribuído entre o cone-placa e a cela Peltier
considerando o volume exato de amostra sobre a superfície (cela Peltier) e
foram realizados ensaios de varredura de tensão e cisalhamento nas
temperaturas de 25 e 50°C, na faixa de cisalhamento de 0,1 a 300 s-1, com
repetições de cinco ensaios para cada amostra.
Deve-se observar atentamente para o volume de amostra sobre a base
fixa, pois este pode comprometer os resultados se disposto de forma incorreta
ou se o volume for em excesso ou faltando.
Para obter resultados confiáveis o volume de amostra deve ser disposto
de forma a preencher exatamente a zona delimitada pela geometria móvel, não
devendo ser ensaiada fora do limite imposto, nem pelo contrário ser analisada
muito antes desse limite ter sido atingido. Também se deve evitar que qualquer
quantidade de amostra seja vertida sobre a geometria móvel.
Este descuido provoca alterações no momento de inércia da geometria e
pode afetar significativamente as medições (escoamentos secundários e,
conseqüentemente num aumento da viscosidade). Durante os ensaios não
houve dificuldades para utilizar o volume adequado de medição, pois foi
mantido cuidadosamente o espaço específico para preenchimento de amostra
sobre a área definida na placa de medição. A repetibilidade em cada três
determinações demonstrou a confiabilidade dos resultados.
Segundo o Manual de especificações técnicas da Anton Paar (2011), na
Tabela 6 estão discriminadas as características do equipamento utilizado.

79
Tabela 6 - Informações técnicas do equipamento MCR 501.
Reômetro de Tensão controlada
Fabricante Anton Paar Modelo MCR 501 Faixa temperatura − 20 a 200°C Faixa torque 0,1 µN. m a 300m. Nm Resolução de torque 0, 001 µN. m Geometria Cone-placa 50 mm, 1° Sensor CP 75 D: 75 mm, 1°
3.3.2 Avaliações Termogravimétricas das misturas
Através das análises termogravimétricas é possível obter informações
sobre a composição e estabilidade térmica de determinada substância. O
conceito desta análise esta baseado no acompanhamento da variação de
massa da amostra quando submetida à determinada temperatura resultando
em transformações físicas (sublimação, evaporação, condensação) ou
químicas (degradação, decomposição, oxidação) em função do tempo ou da
temperatura de ensaio, em atmosfera controlada (oxidante ou inerte). A
amostra pode ser aquecida ou resfriada a uma velocidade selecionada, ou
pode ser mantida isotermicamente a uma temperatura fixa (MOTHE e
AZEVEDO, 2002; MACHADO e MATOS, 2004; SEPE, 1997).
Na plastificação de polímeros a termogravimetria exerce importante
papel, pois pode indicar a influência na resistência térmica do material
plastificado. Polímeros para recuperação de petróleo quando injetados em
reservatório podem encontrar temperaturas máximas em torno de 150°C, por
isso é importante a avaliação da permanência do material plastificante no

80
sistema frente à variação de temperatura. Conhecer o comportamento de perda
de massa pela termogravimetria é importante para avaliar as características
conferidas ao material.
As análises termogravimétricas foram realizadas no equipamento SDT Q
600 V8.3 Build 101, foram preparadas soluções líquidas de volume aproximado
de 10mg cada. A temperatura foi variada de 0 a 1000°C com uma razão de
aquecimento de 20°C/min. Para avaliar a estabilidade das amostras o
equipamento foi configurado sob atmosfera inerte até 700°C e na seqüência
em atmosfera oxidante de 700 a 1000°C. Foi empregada neste experimento a
técnica Termogravimétrica Dinâmica em que a amostra é submetida a uma
variação constante de temperatura (controlada por um programador), em um
forno. A massa de amostra é simultaneamente monitorada por uma balança de
alta precisão. A variação de massa em atmosfera controlada foi continuamente
acompanhada em função da temperatura.
3.3.3 Ensaios de espectrometria de absorção na região do infravermelho das misturas
A espectrometria de absorção na região do infravermelho é uma técnica
que permite verificar, através de absorções em determinadas faixas de
comprimentos de onda, a presença ou ausência de grupos funcionais que
podem levar à estrutura molecular.
As duas áreas mais importantes para um exame preliminar estão nas
regiões acima de 1350 cm-1 e na região entre 900-650 cm-1. As bandas entre
as regiões acima são, em geral, complexas, e são examinadas de acordo com
o que é visto no espectro nas regiões de maior e menor energia.
Os espectros de absorção no infravermelho foram obtidos num
espectrômetro FTIR da Nicolet, modelo 380 Thermo ELECTRON
CORPORATION, na região espectral entre 4.000 e 1.000 cm-1.
As análises dos espectros foram realizadas adotando programa do
próprio espectrômetro denominado TQ Analyst, no qual se obteve as
intensidades das bandas de absorção. As amostras das misturas HPAM em

81
solução de glicerina bruta foram analisadas colocando-se na cubeta do porta
amostra uma gota de volume 0,2 ml de cada mistura, o porta amostra foi
fechado e iniciado a varredura espectral. Foram obtidos os espectros de
Infravermelho das misturas variando a concentração de glicerol bruto e água no
sistema.
A radiação na região do infravermelho se refere à parte do espectro
eletromagnético de comprimento de onda maior que a região do visível e
menor que a região das microondas. A região da radiação do infravermelho,
entre 4000 e 600 cm-1, é bastante útil visto que a energia da radiação nessa
região é absorvida pela molécula orgânica e convertida em vibração molecular.
A configuração de energia de absorção obtida é chamada de espectro de
infravermelho. Em sua forma usual, ele é representado por um gráfico de
intensidades (% de transmitância ou absorbância) versus comprimento de onda
ou freqüência de absorção. A unidade do comprimento de onda é o mícron (µ),
igual a 10-3 mm. As freqüências geralmente são expressas em termos de nº de
ondas (ν), cuja unidade é o inverso do centímetro (cm-1).
As intensidades das bandas são expressas como transmitância (T) ou
absorbância (A). Transmitância é a razão da força radiante transmitida por uma
amostra pela força incidente na amostra. Absorbância é o logaritmo na base 10
do recíproco da transmitância, A=log10 (1/T).
3.3.4 Determinação do pH
Os pHmetros são instrumentos potenciométricos, compostos de
amplificadores eletrônicos de corrente com célula de vidro-calomelano, ou seja
um eletrodo acoplado a um potenciômetro.São equipamentos de fácil
manipulação, após calibração e definição dos parâmetros de análise o inicio do
ensaio é realizado diretamente.
Em determinados reservatórios de petróleo fluidos de pH alcalino
podem ser benéficos para aumentar a recuperação de petróleo através da
formação de substâncias tensoativa.

82
Para determinação do pH foi utilizado o equipamento SevenCompact™
S220 METTLER TOLEDO e sensor digital de base alcalina nLab® Smart Pro-
ISM, faixa de pH 0-14, eletrólito de referência FRISCOLYT-C® , previamente
calibrado com soluções tampão na faixa de 4,0 a 11,0. Utilizou-se 25 ml de
amostra para cada medida dispostas em tubo de ensaio onde foi inserido o
eletrodo de medição. Para confiabilidade dos resultados foram realizadas três
determinações de pH para cada amostra .
3.3.5 Determinação da densidade das misturas
A densidade é uma propriedade fluidodinâmica que pode ser usada em
conjunto com outras propriedades para caracterizar soluções e misturas. A sua
determinação é necessária para a conversão de medidas para volumes ou
massas a temperaturas padrões.
As densidades foram determinadas a 25°C após calibração do
equipamento com ar seco e água destilada. Para cada amostra foi utilizado um
volume de 5 ml disposto em seringas plástica, que se encaixe corretamente no
tubo de entrada de amostra, a fim de, impedir a entrada de ar na tubulação e
assim, evitar erros nos resultados. Para cada amostra foi realizado uma série
de três repetições de medidas de densidade para obter confiabilidade nos
resultados. A densidade das amostras foi determinada através de um
Densímetro digital de marca Anton Paar, modelo DMA 4500, a uma
temperatura de 25°C, segundo a norma ASTM D 4052. O Densímetro digital,
Figura 32, é constituído de um tubo de amostra oscilante em forma de U e um
sistema para excitação eletrônica com freqüência contínua e visor. O aparelho
corrige automaticamente a influencia da viscosidade no valor da densidade; a
célula de medição de densidade analisa pelo princípio do tubo em U, com
termômetro de Platina que oferece extrema precisão nas medições de
temperatura na faixa de 0 a 90°C, possui faixa de medição de densidade de 0 a
3g/cm3 com resolução de 0,00001g/cm3 .Dispõe de várias funções relacionadas
com a densidade e tabelas de concentração já armazenadas na memória do
equipamento, como Gravidade específica. Na Figura 32 esta a representação

83
do equipamento utilizado para realizar os ensaios de densidade.
. Figura 32 - Densímetro Digital Anton paar DMA 4500
4 RESULTADOS
4.1 Aspectos macroscópicos das misturas
O glicerol apresentou miscibilidade e compatibilidade com o polímero
(HPAM) e permaneceu no sistema para misturas de até 50% de glicerina, nas
misturas com mais de 50% de glicerina ocorreu separação das fases formando
um sistema bifásico. O resultado obtido da atuação da glicerina bruta na
solução de poliacrilamida caracterizou a função de aditivo que conferiu
mudanças nas propriedades físicas e mecânicas da solução de polímero
(MILES et al., 1975).
Os aspectos macroscópicos das misturas são mostrados na Figura 33,
onde se observa uma coloração marrom escura da glicerina bruta, e que esta
cor diminui gradativamente em função dos menores teores do produto na
mistura. As concentrações representadas nas misturas são A 10%, B 20%, C
30%, D40% e E 50% de glicerina bruta.

84
Figura 33 - Aspecto macroscópico das misturas (HPAM solubilizada em salmoura de NaCl a 5% + glicerina bruta)
Os aspectos macroscópicos avaliados visualmente mostram a cor
característica da glicerina bruta que possuí 20,6 % de sabão, formado durante
a transesterificação via alcalina; a dissolução do NaOH (catalisador) no meio
alcoólico para a formação do metóxido de sódio gera na reação a formação de
água , e pode desenvolver uma reação competitiva a transesterificação,
chamada saponificação. Dessa forma o volume de glicerina residual é somado
a um volume significativo de sabão (ZADRA, 2005).
Segundo Gervajio (2005) boa parte da solução caustica e do excesso de
metanol ou etanol, usado no processo de produção do biodiesel acumula-se na
glicerina bruta, junto com sabão formado quando os ácidos graxos livres são
neutralizados pelo excesso de álcali.

85
4.2 Densidades das misturas
4.2.1 Densidade das misturas glicerina bruta e glicerina PA
Segundo Mariano et al. (2007) e Ribeiro (2008) em função da diferença
de viscosidade e densidade dos fluidos durante o escoamento do óleo observa-
se o aparecimento da digitação viscosa ( deslocamento da água na forma de
dedos ) formando caminhos preferenciais reduzindo a produção de óleos
pesados.
Na avaliação da densidade da solução de HPAM sem a presença de
glicerina (considerada o ponto zero) apresentou resultado de densidade de
0,9889 g/cm3, valor bastante próximo da densidade do solvente (água) que
encontra-se em maior quantidade na solução. Pode-se observar na Figura 34
que a densidade das misturas (HPAM + glicerinas) aumentou linearmente com
o aumento do teor de glicerol PA ou glicerina bruta. A tendência observada
para a glicerina PA está de acordo com os dados obtidos por Gutiérrez (2008)
quando obteve uma curva de calibração com solução aquosa de glicerina PA a
20°C com intervalo de 10% em massa de glicerina.
O aumento da densidade das misturas apresentou a tendência de
aproximação da densidade experimental da glicerina PA 1,20 g/cm3, valor esse
bastante próximo do valor teórico 1,262 g/cm3 segundo Morrison (1994) e
Miner (1953).
Para a glicerina bruta foi obtido densidade 1,018 g/cm3 a 25°C sem a
presença da HPAM. A densidade obtida para a glicerina bruta apresentou
resultado coerente comparado ao resultado de 1,08g/cm3 obtido por Ferreira
(2009) no estudo de glicerina bruta.
Foi possível verificar que o efeito no aumento da densidade das misturas
ocorreu para as duas amostras (glicerol e glicerina) de forma muito
semelhante. A glicerina PA apresentou densidade ligeiramente maior
comparada à glicerina bruta e esta diferença pode ser atribuída aos
contaminantes presentes no produto. Conclui-se que a glicerina bruta

86
subproduto da produção de biodiesel de soja confere aumento na densidade da
solução de HPAM 1000ppm em salmoura 5% NaCl. A Figura 34 representa a
média de quatro determinações.
0,9
0,95
1
1,05
1,1
1,15
1,2
1,25
0 20 40 60 80 100 120
Den
sida
de (g
/cm
3 )
Polialcoois (%)
Glicerina Bruta 25°C
Glicerol PA 25°C
Figura 34 - Densidade das misturas HPAM (1000ppm) com glicerol PA e glicerina bruta, obtida a partir da média de três determinações
4.2.2 Densidade das misturas de glicerina bruta a 25 e 50°C
Na Figura 35 observa-se que os valores de densidade apresentaram
uma tendência linear, em razão da homogeneidade do sistema ou por serem
influenciados pelo somatório das características individuais de cada
componente na mistura.
A variação da densidade das misturas resultou em uma faixa que
corresponde à média de densidade entre a densidade da solução aquosa da
HPAM (mínima) e a densidade da glicerina bruta (máxima).

87
A importância da densidade para fluidos deslocantes de base aquosa
em reservatório está pautada na evolução de finger, isto é quando um líquido
menos viscoso (mobilidade mais elevada) penetra em um mais viscoso (baixa
mobilidade) durante um deslocamento do fluido (VOSSOUGHI et al., 1984).
Uma instabilidade similar pode ocorrer quando um líquido mais denso se
desloca verticalmente e abaixo de um líquido menos denso em um meio poroso
(GUSTAFSSON E VASILIEV, 2004).
Constatou-se que as densidades das misturas HPAM e glicerina bruta
aumentaram com o aumento da concentração de glicerina e diminuíram com o
aumento da temperatura. Estes resultados estão de acordo com a literatura,
pois segundo Fernandes et al. (2006) a densidade é uma variável
macroscópica termodinâmica. A densidade sofreu variação em função da
concentração e do aumento de temperatura.
Os petróleos apresentam densidades menores que a água (1 g/cm3), por
isso a disposição das fases no reservatório sempre apresenta a água como
fluído abaixo do óleo, os fluidos cuja função é deslocar o petróleo devem se
manter abaixo do petróleo e com alto potencial de arraste para evitar o
fenômeno de digitação viscosa (fingers).
Variação da densidade das misturas de HPAM e glicerina bruta em
função da concentração e da temperatura, os dados representados são a
média obtida a partir de três determinações.

88
Figura 35 - Misturas HPAM + Glicerina bruta sensibilidade à temperatura
Foram obtidas as equações das retas apresentadas na Tabela 7,
obtendo-se um bom coeficiente de correlação R2 de 0,9855 para GB 25°C e
0,9917 para GB 50°C, o que indica adequabilidade da curva como modelo
matemático, pois apresentou coeficiente de correlação maior que 0,90
usualmente requerido na consideração de um valor aceitável segundo Silva et
al. (2006) . Os resultados obtidos são diretamente proporcionais à
concentração da glicerina na amostra, dentro de um intervalo especifico.

89
Tabela 7 - Equações das retas glicerina bruta a 25 e 50°C
Na Tabela 8 são reportados os valores obtidos experimentalmente e os
valores calculados a partir da equação da reta de cada temperatura. Os
resultados apresentam valores muito próximos confirmando a correlação entre
a densidade e a concentração de glicerina nas misturas testadas.
Os resultados de desvio padrão apresentaram baixos valores de grau de
dispersão em relação à média, demonstrando que os valores são consistentes.
Tabela 8 - Valores de densidade experimentais e calculados para glicerina bruta
Glecerina (%) Experimental DesvPad Calculado DesvPad Experimental Calculado
10 1,0354 0,0001 1,0277 0,0001 1,0110 1,014820 1,0530 0,0005 1,0504 0,0001 1,0346 1,038030 1,0742 0,0001 1,0731 0,0000 1,0578 1,061140 1,0936 0,0035 1,0958 0,0002 1,0847 1,084250 1,1170 0,0006 1,1185 0,0006 1,1103 1,1073
Misturas GB 25°C Misturas GB 50°C
4.3 - Avaliação das análises espectrofotométricas
4.3.1 Espectro no Infravermelho do glicerol
É possível observar na Figura 36 o espectro de absorção no
Equação da reta GB 25°C
Equação da reta GB 50°C
Y= 0,002268 X + 1,005068
R2 =0,9855
Y= 0,002311 X + 0,991739
R2 =0,9917

90
infravermelho do glicerol, esse espectro de absorção é baseado na vibração
molecular, mede diferentes vibrações entre átomos de acordo com suas
ligações interatômicas, observando-se a intensidade das bandas apresentadas
em absorbância ou transmitância.
A espectroscopia de absorção na região do infra-vermelho do glicerol
apresenta uma banda intensa de absorção na região de 3650-3584 cm-1 que
corresponde à vibração de estireno do grupo OH de álcool, uma banda de
absorção na região que compreende 1260-1000 cm-1 de forte intensidade
devido ao estiramento da ligação C-O, também inclui a banda em 3000 cm-1 de
absorção que correspondente ao estiramento CH. Em alcoóis primários e
secundários as vibrações da ligação OH interferem na ligação CH produzindo
duas bandas de absorção, uma próxima de 1420 cm-1 e outro em 1330 cm-1
(HAZIMAH e SALMIAH, 2003).
Figura 36 - Espectro de absorção na região do infravermelho do glicerol PA

91
4.3.2 Espectro no infra-vermelho da glicerina bruta
Na Figura 37 o espectro na região do Infravermelho da amostra de
glicerina bruta residual da produção de biodiesel de soja, mostra um perfil
muito semelhante ao espectro do glicerol PA, o comportamento observado
também está de acordo com o espectro obtido por Mothé et al. (2005) na
avaliação de biodiesel contaminado por glicerina.
Observa-se no espectro obtido experimentalmente bandas de
intensidade em 3295 cm-1 e 1406 cm-1 que são características de ligações OH
de álcool, também se observou bandas em 2925, 1406 e 1028 cm-1 que são
características do estiramento C-O da molécula do glicerol observados na
amostra de glicerina bruta subproduto da produção de biodiesel de soja. A
amostra de glicerina bruta apresentou comportamento espectral de acordo com
Assmann, (2009) que obteve resultados semelhantes para a glicerina em
espectros de absorção no infravermelho de amostras de compósitos à base de
torta de mamona plastificados com a glicerina.
852
923
1028
1110
1406
1564
2925
3295
glicerol
20
30
40
50
60
70
80
90
%R
efle
ctan
ce
1000 1500 2000 2500 3000 3500 4000 Wavenumbers (cm-1)
Figura 37 - Espectro de absorção no infravermelho da glicerina bruta de biodiesel de soja

92
4.3.3 Espectro das misturas glicerina + HPAM
Na Figura 38 estão representados os respectivos espectros de
absorbância das misturas de HPAM em 10%, 20%, 30%, 40% e 50% de
glicerina bruta. Observa-se que nas bandas em 3295 cm-1 representam a
deformação axial de grupos hidroxila, diminuem gradativamente à medida que
se aumenta a concentração de glicerina no meio, aproximando-se do perfil
espectral da glicerina bruta 50%, isto pode ser explicado pelo fato de que
quanto maior a concentração de água no meio maior será a banda de
estiramento em 3295 cm-1 estando de acordo com estiramentos observados
em bandas de 3364 cm-1 obtidos por Zelent (2004) no estudo do
comportamento de glicerol em misturas aquosas variando a temperatura. As
bandas em 2925 cm-1 são respectivas a deformação axial assimétrica do grupo
CH, as bandas 1406 e 1028 cm-1 aumentaram, elas representam os picos de
estiramento característico de deformação axial de CO de alcoóis primários e
secundários.
Figura 38 - Espectros de absorção no infravermelho das amostras de mistura (glicerina bruta e HPAM).

93
4.4 Análises termogravimétricas
Para avaliação da estabilidade térmica da solução de HPAM com e sem
a presença da glicerina bruta foram realizados ensaios termogravimétricos em
atmosfera inerte e em atmosfera oxidante, respectivamente nitrogênio e ar.
A análise termogravimétrica mede a dependência da perda de massa da
amostra com relação à temperatura. O acompanhamento da decomposição
das amostras é caracterizado pela temperatura na qual a mudança de pressão
torna-se detectável.
4.4.1 TG da solução aquosa de poliacrilamida (HPAM)
O objetivo deste ensaio foi verificar o perfil termogravimétrico da solução
de HPAM a 1000 ppm sob efeito da glicerina como plastificante.
A curva correspondente a TG da solução de HPAM apresentada na
Figura 39 pode ser dividida em dois estágios de acordo com a medida de perda
de massa. O primeiro estágio indica uma perda de 96,95% de massa no
intervalo de temperatura de 0 a 100°C. Apos 100°C o percentual de perda de
massa foi gradativamente insignificante, apresentando valores em torno de
2,53% próximos a 800°C em atmosfera oxidante (segundo estágio). Sugere-se
que esta perda elevada no primeiro estágio seja caracterizada pela baixa
concentração de polímero e alta concentração de água, ocorrendo perda de
massa por vaporização (SKOOG, 2002).
Portanto, concluiu-se que a HPAM (Figura 39) em concentração de 1000
ppm apresenta uma perda de massa praticamente total quando aquecida até
100°C, com formação de uma pequena massa de resíduo em atmosfera
oxidante.

94
Figura 39 - Perda de massa por termogravimetria da solução com 1000ppm de HPAM sem a presença da glicerina.
4.4.2 TG da glicerina bruta
A figura 40 representa a curva de degradação térmica da glicerina bruta
que ocorre em vários estágios sugerindo maior estabilidade térmica comparada
à solução de polímero. A perda de massa no primeiro estagio de degradação
foi de 11.32% ocorreu entre 0 e 150°C , o segundo estágio com perda de
massa de 42,99% na temperatura entre 150 e 250°C é correspondente a
contaminação com biodiesel/ácidos graxos da glicerina bruta , o quarto estagio
de perda de massa foi 21,14% na temperatura entre 250 e 350°C e um quinto
estagio ainda em atmosfera inerte ocorreu com perda de 13,53% de massa na
temperatura entre 400 e 700°C.
Após os estágios de perdas em atmosfera inerte ocorre um ultimo
estagio em atmosfera oxidante de 6,1% de perda de massa com formação de
resíduo de 0,4462mg de amostra carbonizada que corresponde a cinzas

95
inorgânicas devido ao resíduo de catalisador .Os resultados obtidos
corroboram os descritos por Villela et al. (2012) e Cordoba (2011) que
avaliaram a temperatura de degradação da glicerina loira e bruta de rota
metílica, apesar de algumas pequenas diferenças relacionadas a perda de
massa em diferentes temperaturas; isso pode ser justificado , pois as
glicerinas diferem quanto aos contaminantes em sua composição devido a
posteriores tratamentos, como é o caso da glicerina loira que passa por
remoção de algumas impurezas.
Figura 40 - Perdas de massa por termogravimetria da amostra de glicerina bruta.
4.4.3 TG da mistura glicerina bruta 50% + HPAM
Observou-se na Figura 41 (HPAM+GB 50%) que o glicerol como agente
plastificante aumentou a resistência da mistura à degradação térmica. Para as
composições com HPAM e glicerina (Tabela 11), verifica-se que, quanto maior
o percentual de plastificante, menor o percentual de perda de massa
observado, sugerindo que o plastificante está aumentando a estabilidade
térmica da solução 1000 ppm de HPAM.

96
O segundo estágio de perda de massa na mistura 50% foi o mais
expressivo e ocorreu entre 100 e 150°C e, para essa amostra esse estágio
ocorreu em temperatura inferior ao segundo estágio observado para a glicerina
bruta pura, sendo a perda de massa de 49,68%. Esse efeito no aumento da
estabilidade do sistema também foi observado por Brito Jr. et al, (2011) que
objetivaram perfil termogravimétrico da poliacrilonitrila sob efeito do glicerol
como plastificante; essa interação do glicerina com o polímero modificou o
comportamento térmico, aumentando os estágios de degradação da
poliacrilonitrila plastificada onde na faixa de temperatura de 250 a 350°C
correspondeu a decomposição do glicerol, semelhante ao obtido para glicerina
bruta em HPAM.
Figura 41 - Perda de massa por termogravimetria amostra 50% de glicerina bruta

97
4.4.4 Comparação dos estágios de perdas de massa em diferentes situações
Através da análise da Tabela 9 observou-se que a presença da glicerina
como agente plastificante nas mistura A, B, C, D e E, promoveu um aumento
no numero de estágios de degradação das misturas comparada a solução de
HPAM em água. Esse aumento de estágios nas misturas sugere uma maior
resistência à degradação térmica provavelmente devido ao aumento do volume
livre da cadeia do polímero no sistema, causado pela presença da glicerina que
atua como agente plastificante aumentando as interações intermoleculares
entre glicerina e HPAM.
Tabela 9 - Perda de massa da HPAM, glicerina e misturas fornecida por TG sob taxa de aquecimento de 20 °C/min em atmosfera inerte (N2) e oxidante (ar).
Identidade da
amostra
Massa inicial
(mg)
Perda 1 Perda 2 Perda 3 Perda 4
HPAM 9, 2110 99,33% 0 0 0
Glicerina bruta 9, 1270 11,32% 42,99% 21,14% 13,53%
Mistura A 10% 12, 9210 86,67% 8,87% 0 0
Mistura B 20% 12, 5860 80,45% 12,54% 2,99% 0
Mistura C 30% 12, 2080 70,85% 18,93% 4,06% 0
Mistura D 40% 11, 0430 67,88% 26,74% 5,36% 0
Mistura E 50% 11, 6100 1,91% 49,68% 34,01% 5,92%
A estabilidade térmica está ligada à flexibilidade da cadeia da seguinte
forma: à medida que a temperatura aumenta, as moléculas adquirem energia
suficiente para romper as interações intermoleculares. Quanto mais flexíveis
forem as cadeias do polímero, mais facilmente obterão mobilidade
translacional, iniciando o deslizamento de umas sobre as outras. O limite para

98
a degradação térmica situa-se no ponto em que as vibrações das cadeias
adquirem tal amplitude que promovam o rompimento das ligações
interatômicas. Cadeias mais rígidas resistirão a essas vibrações mais fortes e
será preciso uma temperatura mais alta para que ocorra a degradação térmica
(AKCELRUD, 2007).
A Figura 42 permite uma melhor visualização dos resultados e enfatiza
que quanto maior percentual de glicerol menor a perda de massa mesmo em
comparação a glicerina bruta (GB). A indicação é de que à medida que se
aumenta o teor de glicerina ocorre menos perda de massa por degradação
térmica, ou seja, as interações entre polímero e glicerina aumentam e mudam o
comportamento térmico do sistema. Segundo Torres et al. (2006) várias
moléculas pequenas com grupos funcionais alcoólico (glicerol, propilenoglicol,
etilenoglicol) geralmente são utilizados como plastificantes em solução aquosa.
TAY et al. (2011) avaliaram glicerol e óleo de palma como agente de
plastificação em compósitos de poliuretano e verificaram significativas
alterações nas propriedades térmicas das amostras pelo aumento da
estabilidade térmica.
Figura 42 - Primeiro estágio de perda de massa por degradação térmica das misturas, da HPAM e da glicerina
4.5 Variação dos valores de pH das misturas

99
O processo de produção do biodiesel de soja cuja amostra foi utilizada
nesta dissertação utilizou como catalisador para converter triglicerídeos em
biodiesel o hidróxido de potássio. A glicerina (subproduto) foi utilizada no
preparo das misturas sem qualquer tratamento prévio para eliminação de
impurezas como resíduo de catalisador entre outros. As misturas testadas
apresentaram valores de pH alcalino porem levemente inferiores ao pH da
glicerina bruta (12), porém bastante superiores ao pH da solução de polímero
(7,0) sem a presença da glicerina bruta, este pH obtido para a solução de
polímero esta de acordo com o esperado ,pois a água utilizada para
solubilização do polímero apresentou pH 7,0. Os resultados são apresentados
na Figura 43, os valores apresentados representam a média de três
determinações.
Figura 43 - Variação dos valores de pH das misturas HPAM e glicerina residual

100
Tabela 10 - Desvios –padrão das mistura polímero e glicerina bruta
Desvio padrão das misturas 10 0,02 20 0,02 30 0,01 40 0,01 50 0,01 100 0,01
Observa-se que os valores de pH aumentaram gradativamente com o
aumento de glicerol na mistura .
A solução de HPAM em meio alcalino pode ter sua viscosidade alterada
de duas maneiras. Primeiro álcalis fornecem cátions à solução de polímero.
Estes cátions podem reduzir a viscosidade do polímero. Em segundo lugar,
álcalis podem hidrolisar os grupos amida na cadeia de polímero (hidrólise de
base). Este processo pode aumentar a viscosidade da solução polimérica
devido à repulsão eletrostática entre as cargas negativas dos grupos
carboxilatos gerados pela reação de hidrólises, (TAYLOR, 1998). A clareza
destes efeitos de álcalis sobre as propriedades reológicas de soluções de
HPAM depende da extensão destes dois fatores que devem ser avaliados com
profundidade.
Segundo Kuehne, (1989) a injeção de álcali e polímero juntos pode
contribuir para melhorar a injetividade no reservatório, assim como o aumento
da recuperação de petróleo, (RADKE, 1982; HAWKINS et al. 1994).
Observaram que o fluido alcalino pode reagir com certos ácidos orgânicos
presentes em alguns óleos, produzindo dentro do próprio reservatório certa
quantidade de substância tensoativa, e esse tensoativo, assim formado, pode
produzir uma série de efeitos dentro do reservatório, os quais concorrem para
um ganho na produção de óleo ( WYATT et al., 2002; CHATTERJEE &
WASAN, 1998).
4.6 Avaliações reológicas

101
4.6.1 Comportamento de soluções aquosas de HPAM
A Figura 44 apresenta de viscosidade das soluções aquosas de HPAM
em diferentes concentrações a 25°C na faixa de taxa de cisalhamento de 10 a
300 s-1. Observa-se aumento da viscosidade das soluções à medida que se
aumentou a concentração de polímero, esse comportamento também foi
observado por Lima et al. (2007) na avaliação da poliacrilamida parcialmente
hidrolisada em água destilada e em solução aquosa de NaCl. A Poliacrilamida
é um polímero sintético obtido através da polimerização de acrilamida, é
versátil em água, sendo solúvel em várias concentrações, temperaturas e
valores de pH (CHAUVETEAU; LECOURTIER, 1988). Os grupos carboxilato
(cargas negativas) de uma mesma molécula se repelem, causando uma
expansão do novelo, o que leva a uma maior viscosidade da solução.
Figura 44 - Curva de viscosidade da HPAM em água destilada 25°C
A tensão de cisalhamento é a força por unidade de área necessária para
manter o escoamento do fluído, observou-se que a tensão de cisalhamento

102
aumentou gradativamente com o aumento da concentração de polímero
apresentado na Figura 45.
Figura 45 - Curva de fluxo da HPAM em água destilada 25°C
As soluções de HPAM apresentaram diminuição da viscosidade com o
aumento da taxa de cisalhamento, esse comportamento caracteriza o fluído em
pseudoplástico de acordo com Severs (1962).
Segundo Scott (1995), cada aumento da taxa de cisalhamento
representa um aumento de "organização" do meio e, portanto, maior queda na
viscosidade, respeitando as características de cada substância. Soluções de
polímeros com grande enovelamento intermolecular quando em situação de
repouso apresentam uma ordem interna irregular a que corresponde uma
resistência ao fluxo, chamada de viscosidade.
4.6.2 Comportamento da viscosidade das soluções da glicerina bruta
A presença de três grupos hidroxila na estrutura do glicerol é
responsável pela solubilidade em água e sua natureza higroscópica (PERRY e

103
GREEN, 1997; LÓPES et al, 1997). O glicerol é uma molécula altamente
flexível formando ligações de hidrogênio tanto intra como intermoleculares, e
isso permitiu observar a alta solubilidade do glicerol em água o que provocou
uma queda significativa na viscosidade aparente à medida que o teor de água
aumentou conforme ilustrado na Figura 46.
Para predizer como seria o comportamento da glicerina como diluente
da HPAM foi testada a solubilidade em água, constatando-se que ocorreu uma
boa interação devido a esta característica do glicerol de afinidade pela água.
Quanto maior a concentração de água, menor é a viscosidade observada.
Figura 46 - Comportamento reológico da glicerina bruta em função da diluição em água destilada na temperatura 25°C.

104
A glicerina bruta apresentou comportamento Newtoniano, por meio de
viscosidade constante frente à variação da taxa de cisalhamento, este
comportamento esta de acordo com as observações feitas por Camargo,
(2010).
A glicerina bruta contém resíduo de catalisador, sabão, álcool, água,
mono e diglicerídeos, mas mesmo nestas condições de resíduo observou-se
que a característica da glicerina bruta é de fluido Newtoniano semelhante ao
comportamento do glicerol PA, ou seja, a viscosidade aparente não é função
da taxa de cisalhamento. Mantém sempre constante viscosidade ao longo da
faixa de variação de cisalhamento a temperatura constante. Para a glicerina, as
tensões tangenciais são proporcionais à taxa de deformação. Quando isto
ocorre, os fluidos são denominados fluidos Newtonianos (FOX e McDONALDS,
2002).
4.6.3 Comportamento reológico da glicerina bruta frente à variação de temperatura
O comportamento reológico da glicerina bruta foi avaliado nas
temperaturas 25 e 50°C variando a taxa de cisalhamento de 0,1 a 300s-1.
Na Figura 47 observa-se que a glicerina apresentou sensibilidade a
temperatura, pois à medida que se aumentou a temperatura para 50°C a
viscosidade aparente diminuiu cerca de cinco vezes em relação à viscosidade
aparente na temperatura de 25°C, isso comprova o fato de que a viscosidade é
uma propriedade termodinâmica e sofreu influência da temperatura e pressão.
Observou-se que a glicerina bruta, conforme esperado, é sensível a
temperatura, esse reflexo também se estende à tensão de cisalhamento, pois à
medida que a viscosidade do fluido reduz a tensão necessária para manter o
escoamento desse fluido também sofre redução.

105
Figura 47 - Comportamento reológico da glicerina bruta na temperatura 25°C.
A viscosidade dos líquidos vem do atrito interno, isto é, das forças de
coesão entre moléculas relativamente juntas. Desta maneira, enquanto que a
viscosidade dos gases cresce com o aumento da temperatura, nos líquidos
ocorre o oposto. Com o aumento da temperatura, aumenta a energia cinética
média das moléculas, diminui (em média) o intervalo de tempo que as
moléculas passam umas junto das outras, menos efetivas se tornam as forças
intermoleculares e menor a viscosidade.
4.6.4 Comportamento reológico da HPAM na presença do glicerol PA como diluente
Foi analisada a solubilidade da HPAM em glicerina PA para confirmar a
interação entre glicerina e HPAM e posteriormente realizaram-se os testes com
a amostra de glicerina bruta. Na Figura 48 está representado à viscosidade

106
aparente e os perfis reológicos das misturas de glicerina PA e HPAM,
observando-se que as misturas apresentaram viscosidades aparentes
superiores a HPAM em água destilada. As amostras foram avaliadas em uma
faixa de variação de cisalhamento para confirmar o perfil reológico. E à medida
que se aumentou a tensão de cisalhamento, as viscosidades apresentaram
uma queda caracterizando o comportamento pseudoplastico descrito pelo
modelo Ostwald-de-Waele ou Modelo Power Law, o mesmo não ocorreu para
glicerina PA conforme esperado.
Figura 48 - Comportamento reológico da HPAM e as misturas com glicerina PA a 50°C
Para a amostra de glicerina PA foi obtido à confirmação da característica
de fluido Newtoniano através da curva de comportamento onde se observou
que a viscosidade é uma constante independente da taxa de cisalhamento
imposta.

107
Na Figura 49 estão representados os perfis reológicos da HPAM
1000ppm em água destilada, da glicerina bruta e das misturas de HPAM em
glicerina bruta. Observou-se que a HPAM em água destilada apresentou
viscosidade aparente muito inferior comparada com a glicerina bruta, e as
misturas (glicerina + HPAM) apresentaram viscosidade aparente em uma faixa
intermediária entre a glicerina e a HPAM, as misturas na temperatura de 25°C
apresentam característica de fluido pseudoplástico isso pode ser explicado em
função da forte interação entre HPAM e glicerina onde predominou o
comportamento da HPAM. Observou-se, porém que para a mistura “E” que
contém maior percentual de glicerina o comportamento predominante foi o
Newtoniano semelhante à glicerina bruta.
O aumento na viscosidade aparente das misturas pode ser justificado
pela ação do glicerol como agente de plastificação segundo a teoria do volume
livre, as moléculas de glicerol penetram na fase polimérica causando efeito no
volume da cadeia polimérica (RABELO, 2000; ELICEGUI, 1997).
Quando adicionamos o plastificante à macromolécula, e existe afinidade
entre ambos, ocorre à dispersão molecular, isto é, o polímero incha no
plastificante e em seguida, como em qualquer processo de solubilização de
polímeros, formam uma solução verdadeira (WYPYCH, 2005; DOOLITTLE,
1945).

108
Figura 49 - Curva de viscosidade das misturas HPAM em glicerina bruta a 25°C
O comportamento das misturas glicerina bruta e HPAM demonstrou que
a tensão de cisalhamento aumentou com a presença da glicerina, se
comparada ao comportamento da HPAM sem a presença da glicerina; esse
comportamento esta de acordo com o aumento da viscosidade das misturas,
ou seja, a tensão de cisalhamento necessária para manter o escoamento
aumentou.
Na Figura 50 estão representadas as curvas taxa de cisalhamento x
tensão de cisalhamento das misturas e da HPAM sem a presença da glicerina.

109
Figura 50 - Curvas de comportamento das misturas a 25°C
Observou-se na figura 51 que todos os fluidos foram sensíveis a
temperatura apresentando uma queda na viscosidade aparente em relação a
temperatura de 25°C. A mistura 10% de glicerina bruta apresentou o menor
desempenho de viscosidade, já outras apresentaram certa proximidade quanto
ao desempenho de viscosidade entre si, cujos valores se mantiveram entre 60
e 70 mPa.s . A característica de todas as misturas a 50°C foi de
comportamento característico de fluido Newtoniano, ao contrário do observado
a 25°C, quando se observou comportamento pseudoplásticos onde ocorreu a
diminuição da viscosidade com o aumento da velocidade de cisalhamento
(SEVERS, 1962).
Os fluidos de injeção em reservatório sofrem alto cisalhamento quando
injetados e quando encontram o reservatório são submetidos a baixos
cisalhamentos. A característica do fluído quanto à pseudoplasticidade é
desejável para fluidos de recuperação de petróleo, entretanto fluídos

110
Newtonianos também podem ser utilizados para promover deslocamento de
petróleo.
As viscosidades aparentes embora reduzidas apresentaram um bom
desempenho bastante interessante para fluidos cuja função deve ser a
correção de perfil de mobilidade para aumentar área de varrido em reservatório
de petróleo (CHIAPPA et al, 1999).
Figura 51 - Curva das misturas HPAM em glicerina bruta a 50°C
Na figura 51 compara-se o desempenho de viscosidade dos diferentes
percentuais de glicerina bruta na solução de polímero na taxa de cisalhamento
7s-1. A mistura com concentração 30% de glicerina apresentou o melhor
desempenho de viscosidade; a característica do glicerol como agente
plastificante pode ser confirmada na alteração em relação ao comportamento
reológico da solução de HPAM. Para as misturas 40 e 50% observa-se que a
viscosidade começa a diminuir, o que pode ser explicado pela ação de
plastificação não devido ao efeito de aumento do volume e sim consequência
da diminuição do atrito nas camadas do fluído (lubricidade) reduzindo a
viscosidade (FERRY, 1980; LEVINE et al, 1992; KIRKPATRICK, 1954).

111
Para cada amostra foram realizadas três determinações e obtidas às
médias e seus respectivos desvios, cujos resultados são apresentados na
Figura 49 e na Tabela 11.
Tabela 11 - Desvios padrão das misturas polímero e glicerina bruta
Desvios padrão das misturas
10% 20% 30% 40% 50%
0,5 1,61 1,53 1,04 0,5
Figura 52 - Viscosidade aparente em cisalhamento 7s-1 em função % de glicerina bruta

112
As soluções contendo glicerol apresentam um sinergismo que contribui
para melhorar a viscosidade da solução de HPAM 1000ppm, pois a glicerina
sofre queda brusca na viscosidade em função da diluição em água, enquanto
que a HPAM demonstra queda brusca na viscosidade frente à diluição e
salinidade do meio, com a contribuição das propriedades de cada substância
foi possível obter misturas com comportamento intermediário frente a estas
condições agressivas atenuando os efeitos drásticos causados por diluição,
temperatura e salinidade. A possibilidade de utilizar a glicerina na forma bruta
também contribui para a redução do uso de água na injeção de fluídos em
reservatório para atuar (efeito pistão) promovendo o deslocamento do óleo.
(BABADAGLI, 2005). Destaca-se ainda a possibilidade da utilização de
menores quantidades de HPAM no sistema.

113
CONCLUSÕES
1 - A glicerina bruta da produção de biodiesel de soja apresentou
características para aplicação como solvente para polímeros hidrossolúveis
utilizados como fluido de injeção na produção de petróleo.
2 - A glicerina bruta atua em sistema de misturas poliméricas como
agente de plastificação externa conferindo à solução aumento de viscosidade e
resistência a degradação térmica.
3 - A glicerina na água para injeção de fluido na recuperação de petróleo
poderá promover economicidade no processo uma vez poderá substituir em até
50% a água de preparo do fluido de injeção.
4 - O preparo de misturas com percentual acima de 50% não é
recomendável, pois a mistura se comporta como um sistema bifásico e instável;
provoca a não permanência do plastificante no sistema.
5 - As misturas apresentam dois comportamentos (Newtoniano e
Pseudoplástico) em função da concentração de polímero ou glicerina no meio.
6 - A alcalinidade da glicerina bruta não beneficia a viscosidade se o
polímero tiver sido solvatado em água doce; ocorre degradação polimérica, o
efeito contrário ocorre se o polímero tiver sido solvatado em água salgada (5%
NaCl) essa característica possibilita o uso de água do mar no preparo das
misturas.
7 - A metodologia desenvolvida sinaliza uma rota de aplicação para
grandes volumes de glicerina bruta, possibilita economicidade no processo de
produção de petróleo.
8 - A metodologia desenvolvida contribui para a viabilidade da produção
de biodiesel sinalizando uma possível rota de aplicação para o subproduto
gerado no processo de produção de biodiesel.

114
Sugestões para estudos futuros:
• Testar as misturas em meio poroso para conhecer as interações entre
fluído - rocha.
• Avaliação quantitativa do percentual de recuperação de óleo com o uso
das misturas como fluido de arraste.
• Avaliar os efeitos dos íons presentes na glicerina bruta em relação à
possível formação de incrustações.
• Avaliar o uso de água do mar no sistema de diluição com glicerina.
• Avaliar as propriedades microscópicas das misturas.

115
REFERÊNCIAS
AGUILERA, R.; ARTINDALE, J. S.; CORDELL, G. M.; Ng, M. C.; NICHOLL, G. W.; RUNIONS, G. A.: Horizontal Wells: Formation Evaluation, Drilling, and Production, Gulf Publishing Company, Houston, TX, v. 9, 1991. AKCELRUD, L. Fundamentos da Ciência dos polímeros. 1. ed. São Paulo: Manole , 2007. ALVARO, A. A.; PIEDADE, F.G.; SAMITH e E.M. ROBIN, Z. Electrically conductive bioplastics from cassava starch, Journal. Braz. Chem. Soc. vol. 22 no. 6 São Paulo, 2011. ALVES, N. P. Acrylic and modacrylic polymer fusion process, acrylic and modacrylic polymer: acrylic and modacrylic polymer composition and acrylic and modacrylic polymer usage.W.O. Patent 147 224. 2007. Disponível em: http://patentscope.wipo.int, Acesso em: 19 fev. 2012. ANP. AGÊNCIA NACIONAL DE PETRÓLEO. Disponível em: http:// www.anp.gov.br. Acesso em: Acesso em 19 nov. 2011. ________ Anuário Estatístico Brasileiro do Petróleo e do Gás Natural 2002. Disponível em http://www.anp.gov.br/conheca/anuario_estat.asp#. Acesso 15 dez. 2008 ________ Relatório de certificação de biodiesel. Disponível em: http://www.anp.gov.br. Acesso em: 19 nov. 2011. ANTON PAAR. Manual de especificações técnicas. Disponível em: http://www.anton-paar.com. Acesso em: 26 out. 2011. ARADI, A. A. e RYAN, T. W. Cetane effect on Diesel Idnition Delay Times Measured in a Constant Volume Combustion Apparatus. (Emission Processes and Control Thechnologies in Diesel Engines, p. 43, 1995.

116
ARAUJO, Y. J. K. Estudo de aproveitamento do (bio) glicerol na síntese de compostos quirais de interesse farmacêutico: uso de lípases como biocatalisador. Departamento de Química. Universidade Federal de Mato Grosso do Sul, Electronic Journal of Chemistry, 2009. Disponível em: http://www.orbital.ufms.br, Acesso em : 19 jun 2012. ASSMANN, V. Obtenção de compósitos termomoldados a partir da torta de mamona plastificada com glicerol, derivado do processo de transesterificação de óleos e gorduras,Tese de mestrado, Universidade Federal do Paraná, Curitiba2009. BABADAGLI, T. Mature field development: A review. Society of Petroleum Engineers, SPE 93884, p. 1 - 20, 2005. BAGLEV, S. T.; GRATZ, L. D.; JOHNSON, J. H. e MCDONALD, J. F.; Environ. Sci. Technol. . 32, p. 1183, 1998. BAPTISTA, I. M. R. C. Extração e propriedades reológicas de goma de algaroba Prosopis juliflora DC. Dissertação de Mestrado. Instituto de Macromoléculas, Universidade Federal do Rio de Janeiro, Rio de Janeiro, 1991. BARRA, G. Fundamentos de Reologia de Materiais Poliméricos. Apostila de processo 4 EMC 5744. Disponível em: http://emc5744.barra.prof.ufsc.br. Acesso em: 12 out. 2011. BEATRIZ, A.; ARAÚJO, Y. J. K. e LIMA, D. P. Glicerol: Um breve histórico e aplicações em sínteses estereosseletivas, Química Nova, vol. 34, n° 2, p. 306-319, 2011. BENNET, C. O. e MYERS, J. E. Fenômenos de Transporte, Quantidade de Calor e Massa. McGraw-Hill do Brasil LTDA, 1978. BIGGS, S.; SELB, J. e CANDAU, F. Copolymers of acrylamideN-alkylacrylamide in aqueous solution: the effects of hydrolysis on hydrophobic interactions, Polymer, V. 34, Issue 3, p. 580-591, 1993. BIOCOMBUSTIVEIS. Caderno: Núcleo de Assuntos Estratégicos da Presidência da República, Brasília v. 2, [s.n.], 2004.

117
BIRD, R. B.; STEWARD, W. E.; LIGHTFOOT, E. N. Transport Phenomena. John Wiley & Sons Inc. New York [Dept. Chem. Eng., Univ. Wisconsin, Madison, WI], p. 780, 1960. BOURNE, M. C., Food texture and viscosity: concept and measurement. Academic Press, New York, 2 ed, 1982. BRASKEM Boletim Técnico.Efeito dos plastificantes na dureza dos compostos de PVC, n° 1 , 2002. BRIDGWATER, A. V. Biomass Fast Pyrolysis, Thermal Science, Vol. 8, no 2, p. 21-49, 2004. BRITO JUNIOR, C. A. R.; PARDINI, L. C.; ALVES, N. P.; FLEMING, R. R. Estudo termogravimétrico da poliacrilonitrila com o plastificante glicerol, 11 Congresso Brasileiro de Polímeros, Campos do Jordão, 2011. BRONDANI,M.; HOFFMANN,R.Uma revisão sobre a produção de biodiesel no rio Grande do Sul.1°Fórum Internacional ECOINOVAR,Santa Maria,2012. BROOKFIELD. More solutions to Sticky Problems: a guide to getting more from your Brookfield Viscometer. Brookfield Engineering Labs. p. 1 - 55, 2005. Disponível em: http://www.brookfieldengineering.com. Acesso em: 14 agos, 2011. CANAKCI, M. e GERPEN, J. V. Biodiesel Production via Acid Catalysis. Trans.ASAE, v. 42, p. 1203 -1210 ,1999. CAVALCANTI, C. J. J. Síntese de um processo de conversão de glicerol em propileno glicol utilizando o Software HYSYS. Monografica, Curso de Engenharia química, Universidade Federal do Ceará, 2010. CHANG, Y. P.; KARIN, A. A.; SEOW, C. C. Food Hydrocolloids, v.20,p. 1, 2006.

118
CHIAPPA, L.; MENNELLA, A.; LOCKHART, T. P. e BURRAFATO, G. Polymer adsorption at the brine/rock interface: the role of electrostatic interactions and wettability. Journal of petroleum Science and Engineering,v 24, p. 113-122, 1999. COSTENARO, H. S. Hidrólise ácida e retirada de sais da glicerina bruta proveniente da produção de biodiesel. Dissertação de mestrado - Escola politécnica - São Paulo, 2009. CORDEIRO, A. F.; MEDRONHO, R. A.; DOE, J.; TELLES, A. C. S. S.; FURTADO, C. J. A. Simulação da injeção de água em reservatórios empregando CFD. 4° PDPETRO, Campinas, SP, 2007. CORDOBA, A. Y. M.Tese de doutorado. São Paulo. Estudo da combustão direta da glicerina bruta e loira como alternativa de aproveitamento energético sustentável,Escola de Engenharia de São Carlos, 2011. CORRÊA, A. C. F. Water Management in PETROBRAS. Apresentação no International Seminar on Oilfield Water Management, Rio de Janeiro, Agosto, 2004. CRUZ, W. R. S.; GOMES, M. C. M. e SILVA, G. F. Estudo do comportamento reológico das misturas de glicerina bruta em petróleo pesado, Universidade Federal de Sergipe. 6° Congresso Brasileiro de Pesquisa e Desenvolvimento em Petróleo e Gás, 2011. DALTIN, D. Estudo dos parâmetros físico-químicos da estamparia têxtil com corantes reativos visando a substituição dos espessantes nas formulações de tintas. Instituto de Química da Universidade de São Paulo, São Paulo, 1997. DEMIRBAS, A. Biomass resource facilities and biomass conversion processing for fuels and chemicals, Energy Conversion and Management, v.42, 1357-1378, 2001. DOOLITTLE, A. K. The technology of solvents and plasticizers. New York: John Wiley & Sons Chap, p. 14-15, 1945. DRESSLER, M. e FISCHER, P. Rheological caracterization and modeling of aqueous guar gum solutions. International Symposium on Food Rheology and Struture. Zürich: p. 249-253, 2003.

119
DUARTE, M. S.; BENEDETI, P. D. B. e VALADARES, S. C. F. Glicerina bruta na alimentação de cordeiros em confinamento e seus efeitos sobre o peso e rendimento de cortes comerciais da carcaça. Associação Brasileira de Zootecnia,, ZOOTEC, São Paulo, 2009. Disponível em: http://www.alice.cnptia.embrapa.br. Acesso em: 19 dez. 2011. ELÍCEGUI, A.; DEL VAL, J. J.; BELLENGER, V.; VERDU, J. A study of plasticization effects in poly (vinyl chloride).Polymer v. 38, p. 1647- 1657, 1997. ELÍCEGUI, A.; DEL VAL, J.J.; MILLÁN, J. e MIJANGOS, C. A and ß Relaxation Processes Internally Plasticized Poly(vinyl chloride). Journal of Non-Crystalline Solids, v. 235, p. 623- 627, 1998. FARKAS, L.; SCHACHTER, O. e VROMAN, B.H. On the rate of Acid-Catalyzed Transesterification of Butyl Alcohol and Ethyl Acetate, J. Am. Chem. Soc., 71, p. 1991-1994, 1949. FAROUQ ALI, S.M.Heavy oil-evermore mobile. Journal of Petroleum Science & Engineering. V. 37, p. 5-9, 2002. FENG, Y.; BILLON, L.; GRASSL, B.; BASTIAT, G.; BORISOV, O. e FRANCOIS, J. Polymer. 46, 9283-9295, 2005. FERNANDES, F. A. N.; PIZZO, S. M.; MORAES, J. D. Temodinâmica química. 1ed, p. 2-6, 2006. Disponível em :http://cursos.unisanta.br. Acessado em :19/01/2012. FERRY, J. D. Viscoelastic properties of polymers. New York: John Willey & SONS, 3, ed, p. 529, 1980. FISHMAN, M. L.; COFFIN, D. R.; KONSTANCE, R. P. e ONWULATA, C. I. Extrusion of pectin/starch blends plasticized with glycerol. Carbohydrate Polymers, v.41, p. 317–325, 2000. FOX, R.W. e McDONALD, A.T. Introdução à Mecânica dos Fluidos. 5 ed. LTC Editora, Rio de Janeiro, 2002.

120
FREEDMAN, B. e BAGBY, M. O. Heats of Combustion of Fatty Esters and Triglycerides. J. Am.. Oil Chem.Soc. 66:1601-1605, 1989. FREEDMAN, B. e PRYDE, E. H. Fatty Ester from Vegetable Oils for Use as a Diesel Fuel. ASAE Publ.4-82, Veg.Oil Fuels ,p. 117-122, 1982. FREEDMAN, B.; BUTTERFIED, R. O. e PRYDE, E. H. J. Am. Oil Chem. Soc. 63, 1375. [s.l], 1986. FREEDMAN, B.; PRYDE, E. H. e MOUNTS, T. L. Variables Affecting the yields of Fatty Esters from Transesterified Vegetable Oils.J.Am Oil Chem.Soc.,61, p. 1638-1643, 1984. GANGOLI, N.; THODES, G. “Enhanced Oil Recovery Techniques-State of the Art Review “, SPE Journal, SPE p.6974, 1977. GARCIA-MARAVER, A.; ZAMORANO, M.; RIDÃO, R. A.; DÍAZ, L. F. Analysis of olive grove residual biomass potential for electric and thermal energy generation in Andalusia (Spain). Renewable and Sustainable Energy Reviews, v.16, p. 745-751, 2011. GERIS, R.; SANTOS, N. A. C.; AMARAL, B. A.; MAIA, I. S., CASTRO, V. D. e CARVALHO, J. R. M. Biodiesel de soja – reação de transesterificação para aulas práticas de química orgânica - Química Nova, vol. 30, nº 5, p. 1369-1373, 2007. GERVAJIO, G. C. Fatty acids derivatives from coconut oil. In: Bailey’s Industrial Oil and Fat Products, 6° ed. John Wiley & Sons, Inc.2005. Disponível em http://ftp.ufrn.br. Acesso em 15/03/2012. GOMIDE, A.P.C. et al. Glicerina bruta na alimentação de aves e suínos. PUBVET, Londrina, V. 5, N. 26, Ed. 173, 2011. Disponível em: http://www.pubvet.com.br. Acesso em 19 /12/ 2011. GONÇALVES, B. R. L.; PEREZ, L. e ÂNGELO, A. C. D. Glicerol: Uma Inovadora Fonte de Energia Proveniente da Produção de Biodiesel, internacional workshop advances in cleaner production, São Paulo, 2009.

121
GONÇALVES, O.; GUIMARÃES, A. K.; BORGES, S. M. e QUINTELLA, C. M. Recuperação terciária de petróleo parafínico, em areia e argila, por influencia da injeção de glicerina bruta do biodiesel de mamona. Universidade Federal da Bahia - Sociedade Brasileira de Química (SBQ) - 25° Reunião Anula da Sociedade Brasileira de Química - SBQ - 2002. GONTARD, N.; GUILBERT, S.; CUQ, J. L. Water and glycerol as plasticizers affect mechanical and water vapor barrier properties of an edible wheat gluten film. JournalofFood Science, Chicago, v.58, n.1, p.206-211, 1993. HAAS, M.J., MC ALOON e SCOTT, K. Production of Fatty acid esters by direct alkalin e transesterification: process ptimization for improved economics. Abstracts of the 95 th Annual meeting & Exp, American Oil chemist’s Society, Champaign, IL, USA, 2004-b. HAZIMAH, A. H.; OOI, T. L. e SALMIAH, A. Recovery of glycerol and diglycerol from glycerol pitch. Journal of Oll Palm. Research, v. 15, p. 1-5, 2003. HESSE, H.; CREMONESE, E. B.; SCHNEIDER, R. C. S.; NUNES, M. R. C. e BOTTEGAS, D. P. Uma nova aplocação da glicerina bruta obtida da produção de biodiesel: Síntese de resinas alquílicas.XVI Encontro de Química da Região Sul , 2008. HOLANDA, A. Biodiesel e Inclusão Social, Câmara dos Deputados Federais: Brasília, 2004. HUGHES W. F. e BRIGHTON, J. A. Dinâmica dos fluidos. São Paulo: McGraw-Hill do Brasil, p.4, 1979. KERN, S. J. e DARBY, J. R. The Technology of Plasticizers, John Wiley & Sons, New York, ch.2, 1982. KERR, B. J.; HONEYMAN,M. e LAMMERS, P. Feeding Bioenergy Coproducts to Swine. Lowa Pork Industry Center, 2008. KIRKPATRICK, A. Journal application physics. v. 11, p. 255 - 940, 1954. KNOTHE, G.; GERPEN, J. V.; KRAHL, J. e RAMOS, L. P. Manual de biodiesel, São Paulo, Editora: Edgard Blücher, vo. 1, p. 256, 2006.

122
LAGE, J. F.; PAULINO, P. V. R.; PEREIRA , L. G. R.; MONNERAT, S. P. I.; LANE, J. C. Gasoline e Other Motors Fuels, Encyclopedia of Chemical Technology Ed Third , New York , vol. 11, p. 682-689, 1980. LEVINE, H. e SLADE, L. Glass transitions in foods. In: Schwartzberg, H. G.; HARTEL, R. W. Physical chemistry of foods. New York: Marcel Dekker, p. 83-221, 1992. LEITE, F. - Validação em Análise Química. Editora Átomo, São Paulo, 1996. LEUNG, W. M.; AXELSON, D. E.; SYME, D. Determination of charge density of anionic polyacrylamide flocculants by NMR and DSC. Colloid and Polymer Science, p. 263-817, 1985. LIMA NETO, A.F., SANTOS, L.S.S., MOURA, C.V.R. Biodiesel de mamona obtido por via etílica, 2006. Disponível em: http://www.biodiesel.gov.br/. Acesso em: 04 nov. 2009. LIMA, B. V.; VIDAL, R. R. L.; REIS, J. H. C.; BALABAN, R. 47° Congresso Brasileiro de Química Avaliação do comportamento reológico de soluções aquosas de poliacrilamida utilizada para controle da produção de água, 2007.Disponível em : http://www.abq.org.br. Acessado em : fev. 2012. LIMA, J. R. O.; SILVA, R. B.; SILVA, C. C. M.; SANTOS, L. S. S.; SANTOS Jr., J. R.; MOURA, E. M. e MOURA, C. V. R.; Química. Nova, v. 30, 600, 2007. LÓPES, F. D.; REVILLA, J. L. G. e MUNILLA, M. H. Glicerol. In: Manual dos Derivados da Cana-de-Açúcar: diversificação, matérias-primas, derivados do bagaço do melaço, outros derivados, resíduos, energia. Brasília: ABIPTI, cap. 5.4, pp. 393-397, 1999. LOPES, R. Supressor de poeira de minério de ferro. Universidade Federal de Minas Gerais, 2011. Disponível em: http://www.em.com.br/. Acesso em: 10 ago. 2011. LUE, Y. F.; YEH, Y. Y. e WU, C. H. Environ. Sci. Health, Part A: Toxic/Hazard. Subst. Environ. Eng., 36: 845, 2001.

123
MA, F.; HANNA, A. M. Biodiesel production: a review. EUA. Biosource Technology, v. 70, p. 1-15, 1999. MACHADO, J. C. V. Reologia e escoamento de fluidos – ênfase na industria do petróleo. Interciência: Engenho Novo, p. 257, 2002. MACHADO, L. D. B. e MATOS, J. R. Análise térmica diferencial e calorimetria exploratória diferencial. In: CANEVAROLO JUNIOR., S.V., (Ed.). Técnicas de caracterização de polímeros. São Paulo: Artliber, p.229-261, 2004. MAGNOVALDO, C. L.; FERNANDO, G. S. e OLIVEIRA, G. E. Espumados magnetizáveis úteis em processos de recuperação ambiental. Polímeros, São Carlos, vol.20, no.5, 2010. MCCORMICK, C. L.; ELLIOTT, D. L.; BLACKMON, K. P. Water-soluble Copolymers. 18. Copolymers of Acrylamide with Sodium 3-Methacrylaido 3-methylbutanoate: Microstructural Studies and Solution Properties. Macromolecules. V. 19, p. 1516-1522, 1986. MEDEIROS, M. A.; REZENDE, J. C.; ARAÚJO, M. H. e LAGO, R. M. Influência da temperatura e da natureza do catalisador na polimerização do glicerol, Polímeros, vol. 20, nº 3, p. 188-193, 2010. MEHER, L. C.; VIDYA, S. D. e NAIK, S. N. Technical aspects of biodiesel production by transesterification—a review. Renewable and Sustainable Energy Reviews, v.10, p. 248–268, 2006. MELLO, R. Como fazer sabões e artigos de toucador. 1. ed. São Paulo: Ícone Editora, 1990. MELO, M. A. et. al. Polymer injection projects in Brazil: Dimensioning, field application and evaluation. SPE 75194, 2002 MEZGER, T.G. The Rheology Handbook, 2nd revised edition, Vincentz Network, p.59-63, 2006. MILES, D. C. e BRISTON, J. H. Tecnologia de Polímeros. São Paulo: Polígono,1 ed, 1975.

124
MININI, K. M. S.; SILVA, P. R. N. e AZEVEDO, M, S. Co-digestão anaeróbia de glicerina associada a dejetos suínos. Simpósio Nacional de Biocombustíveis - BIOCOM, Rio de Janeiro, 2011. MORETTO, E. Tecnologia de óleos e gorduras vegetais na indústria de alimentos. São Paulo, Varela, 1998 MORETTO, E.; FETT, R. Tecnologia dos óleos e gorduras vegetais. Rio deJaneiro: Varela, 1989. MOTA, C. J. A.; DA SILVA, C. X. A. e GONÇALVES, V. L. C. Gliceroquímica: novos produtos e processos a partir da glicerina de produção de biodiesel, Química Nova, 32, 2009. MOTA, C. Produção de polipropileno a partir de glicerina de biodiesel. Edição Impressa 149 - Julho 2008. Disponível em: http://revistapesquisa.fapesp.br. Acesso em: 16 dez. 2011. MOTHÉ, C. G. e AZEVEDO, A. D. Análise térmica de materiais. IEditora, São Paulo, 2002. MOTHÉ, C. G.; CORREIA, D. Z.; CASTRO, B. C. S.; CAITANO, M.; ARANDA, D. A. G.Biodiesel obtido a partir de rejeito de gordura animal.Universidade Federal de Lavras.II Congresso Brasileiro de Plantas Oleaginosas, Óleos, Gorduras e Biodiesel.2005. Disponível em: http://oleo.ufla.br acessado em 12 março, 2012. MULLER, H. G. Introduccion a La Reologia de Los Alimentos. ACRIBIA – Apartado 466- Zaragoza España, Cap 1, p. 13-17; cap. 2, p. 22-24; cap 6, p. 75-83. 1973. MUSTAFA, G. S.; SOUZA, A. O. A. B. de e ROCHA, P. S. de M. V. Utilização de emissões industriais gasosas para rejuvenescimento de campos maduros de petróleo. Engenharia Sanitária e Ambiental, Rio de Janeiro, v. 8, n. 4, p. 209-212, out./dez. 2003. NAVARRO, R. F. Fundamentos de reologia de polímeros. Caxias do Sul: EDUCS, p.256, 1997.

125
NUNES, J. N. Recuperação avançada do petróleo pela injeção de glicerina bruta de algodão. Universidade Federal da Bahia, 2009. Disponível em: http://www.semppg.ufba.br. Acesso em: 14 dez. 2011. O'BRIAN, R. D.; FARR, W. E. e WAN, P. J. Introduction to fats and oil technology.Amer Oil Chemists Society, 2 ed, 2000. OLIVEIRA, A. F.; ASSMANN, V. e DOLDI, V. Influência de plastificantes nas propriedades de blendas poliméricas desenvolvidas através da mistura de biopolimeros derivados de celulose. Congresso Brasileiro de Engenharia e Ciência dos Materiais, Foz do Iguaçu, PR, Brasil, 2002. OLIVEIRA, S. I. Uma tecnologia para a computação quântica, Centro Brasileiro de Pesquisas Física, Rio de Janeiro, 2006. OOI, K. T.; YONG, K. C.; HAZIMAH, A. H.; DZULKEFLY, K. e WAN-YUNUS, W. M. Z. Glicerol residue. A rich source of glycerol and mediu chain fatty acids. Journal of Oleo Science, v. 53, p. 29-33, 2004. PARENTE, E. J. de S. Biodiesel: uma Aventura Tecnológica num País Engraçado. Fortaleza: Tecbio, 2003 PAULA, R.. Aplicação de uma cumarina como sonda fluorescente e caracterização fotofísica e espectroscópica de três analogos de psoraleno em meios homogêneos e microheterogênico,.Tese de mestrado Universidade Universidade Federal de Uberlândia Minas Gerais, 2003. Disponível em: http://www.lafot.iqufu.ufu.br. Acessado em:21/03/2012 PARENTE, J. E. e BRANCO, P. T. C. Análise comparativa entre etanol e metanol visando sua utilização como coadjuvante químico na produção de biodiesel.Artigo encontrado em: Biodiesel e inclusão social/ Ariosto Holanda. - Brasília: Câmara dos Deputados, Coordenação de Publicações, 2004.Paulo: Edgard Blücher Editora, 2006. PEDRO, R. Reologia aplicada a produtos cosméticos. Curso de Cosmetologia Express, Racine, São Paulo, 2000. PERES, A. P. G. Tese de mestrado Universidade Estadual de Campinas - Produção de gás de síntese a partir de glicerina, 2009.

126
PERRY, R. H. e GREEN, D.W. Perry’s Chemical Engineers’ Handbook. McGraw-Hill: New York. p. 2-39, 1997. PICKER, P.; TREMBLAY, E.; JOLICOEUR, C. A high- precision digital readout flow densimeter for liquids. Preview, Journal of solution chemistry, v. 3, n°.5, 1974. PINTO, A. C.; GUARIEIRO, L. L. N.; REZENDE, M. J. C.; RIBEIRO, N. M.; TORRES, E. A.; LOPES, W. A.; PEREIRA, P. A. P. e ANDRADE, J. B. de; J. Braz. Chem. Soc. 16, 1313, 2005. PORDEUS, R. V. Fenômenos de transporte Mecânica dos Fluidos-Considerações e Propriedades dos FluidosUFERSA.p. 13-14, XXXX. Disponível em:http://www2.ufersa.edu.br Acessado em: 03/01/2012 POTTER, M. C. e WIGGERT, D. C. Mecânica dos fluidos. 3 ed. São Paulo: Pioneiro Thomson Learning, p.13, 2004. RABELLO, M.S. Aditivação de Polímeros. São Paulo: Artliber Editora, 2000. RAMOS, L. P.; DOMINGOS, A. K.; KUCEK, K. T. e WILHELM, H. M. Biodiesel: um projeto de sustentabilidade econômica e sócio-ambiental para o Brasil. Biotecnologia Ciência e Desenvolvimento,Brasília, DF, v. 31, p. 28-37, 2003. REGITANO-D’ARCE, M. A. B. A química dos lipídeos: fundamentos para a produçào de biodiesel. In: CÂMARA, G. M. S. & HEIFFIG, L. S. (coord.): Agronegócio de Plantas Oleaginosas: Matérias-Primas para Biodiesel. Piracicaba: ESALQ. p. 181 - 191. 2006. RIBEIRO, M. A. Medição de vazão-Fundamentos e aplicação, p. 6-8, 2004. RIBEIRO, S. M. dos S., Estudo Numerico de Escoamento Bifasico em Reservatorios de Petroleo de Alta viscosidade. Dissertação (Mestrado em Engenharia Quimica), Centro de Ciencia e Tecnologia, Universidade Federal de Campina Grande, Campina Grande, PB, 2008. RIVALDI, J. D.; SARROUB, B. F.; FIORILO, R.; et al. Glicerol de biodiesel: Estratégias biotecnológicas para o aproveitamento do glicerol gerado da produção de biodiesel. Biotecnologia, Ciência e Tecnologia, v.37, p.44-51, 2007.

127
ROBERT, W. Fox.; ALAN, T. McDonald. e PRITCHARD, Philip. J. Introdução à mecânica dos fluidos. Tradução de Ricardo Nicolau Nassar Koury e Geraldo Augusto Campolina França. Rio de Janeiro: LTC, 2006. RODRIGUES, S. Óleos alimentares usados. Ponto de situação deste fluxo de resíduo, 2006. ROONEY, D. e WEATHERLEY, L. R. The effect of reaction conditions upon lipase catalysed hydrolysis of high oleate sunflower oil in a stirred liquid-liquid reactor, Process Biochemistry, v.36, p.947- 953, 2001. ROSA, A. J.; CARVALHO, R.S.; XAVIER, J. A. D. Engenharia de Reservatórios de Petróleo. Editora Interciência, 2006. ROSSI, Luciano; COSTA NETO, Pedro. Estudo da utilização do biodiesel de óleo de fritura usado, em motores de combustão interna, [199-]. Disponível em: http://www.facabiodiesel.com.br. Acesso em: 14 jul. 2010. SANTOS JUNIOR, J. R. e SANTOS, J. A. V. Obtenção do Glicerol do Co-produto de Produção do Biodiesel. Informativo CFQ, Brasília - DF, 2008. SANTOS, N. A. A. Estudo da Reologia de Fluidos Análogos ao Sangue, Universidade do Porto, Portugal, 2009. Disponível em:http://paginas.fe.up.pt, Acesso em: 12 fev. 2012. SANDER, M.M.Estudo da ação plastificante de polímero obtido a partir de ácidos oléico, em matriz de polipropileno e polietileno.Dissertação, Universidade federal do Rio Grande do Sul, 2010. SARAH, M. S. B.; ALMEIDA, P. M. M. e QUINTELLA, C. M. Recuperação secundária de petróleo parafínico com injeção de glicerina bruta (GB), co-produto do biodiesel, em função da porosidade.25a Reunião Anual da Sociedade Brasileira de Química - SBQ, 2005. SCHARAMM, G. A. Pratical Approuch to Rheology and Rheometry, 2ed. Gelbrueder HAAKE GmBH, Karlsruho, Federal republic of Germany, 2000.

128
SCHLEMMER, D. e SALES, M. J. A. Preparação, caracterização e degradação de blendas PS/TPS usando glicerol e óleo de Buriti como plastificantes. Polímeros: Ciência e Tecnologia, vol. 20, nº 1, p. 6-13, 2010. SCHOTT, H. Reologia. In: Temington Pharmacia. Ed. 19. Phennsylvania: Mack Publishing Company, p. 426-455, 1995. SCHUCHARDT, U.; SERCHELI, R. e VARGAS, R. M. Transesterification of vegetable oil : a review; Journal of the Brasilian Chemical Society, São Paulo, vol 9, n°1, p. 199-210, 1998. SCHWAB, A. W.; BAGBY, M. O. e FREEDMAN, B. Preparation and Properties of Diesel Fuels from Vegetable Oils. Fuel 66: p. 1372-1378, 1998. SEAMAN, J. K. Guar Gum e locust bean gum. In: Handbook of water Soluble Gums and Resins. New York: Mc Graw: Hill, 1980. SEPE, M.P. Thermal analysis of polymers. Rapra Review reports, Rep 95, 8, n° 11, p. 3- 40, 1997. SETOR1. Esquema de classificação dos fluidos segundo comportamento reológico. Disponível em: http://www.setor1.com.br/analises/reologia/cla_ssi.htm. Acesso em: 17 nov. 2011. SHIMAZU, A. A.; MALI, S.; GROSSMANN, M. V. E. Efeito plastificante e antiplastificante do glicerol e do sorbitol em filmes biodegradáveis de amido de mandioca. Seminário: Ciências Agrárias, Londrina, v. 28, n. 1, p. 79-88, 2007. SHREVE, R. N. BRINK JR., J. A. Indústrias de Processos Químicos. Trad. Horácio Macedo. V.4, Editora Guanabara Dois. Rio de Janeiro, p. 51-448, 1980. SOARES, V. C. D.; LIMA, D. G. De; RIBEIRO, E. B; CARVALHO, D. A.; CARDOSO, E. C. V.; RASSI, F. C.; MUNDIM, K. C.; RUBIM, J. C. e SUAREZ, P. A. Z. Journal of Analytical And Applied Pyrolysis, v. 71, n. 2, p. 987-996, 2004.

129
SORBIE, K. S. Polymer-Improved Oil Recovery. Blackie and Son Ltda, Glasgow and London,p 126- 127, 1991. SOUZA, J. R. Produção de biosurfactantes a partir da glicerina obtida da produção de biodiesel. Dissertação de Mestrado - Universidade Federal do Ceará, 2008.Disponível em : http://www.dominiopublico.gov.br, acessado em : 19 out.2011. SOUZA, R.; ANDRADE, C. Investigação dos processos de gelatinização e extrusão de amido de milho. Polímeros: Ciência e Tecnologia, São Carlos, v.10, n.1, p.24-30, 2000. SRIDHARAN, R.; MATHAI, I.M. Transesterification Reactions, J. Sci. Ind. Res., 33, p.178-187, 1974. STALKUP JR., F.I. Miscible Displacement. Society of Petroleum Engineers of AIME, USA, 1984. STEFFE, J.F Rheological methods in food process engineering. Michigan State University,: Freeman Press,p. 428, 1996. SUAREZ, P. A. Z.; MENEGHETTI, S. M. P.; MENEGHETTI, M. R. e WOLF, C. R. Transformação de triglicerídios em combustíveis, materiais poliméricos e insumos químicos: algumas aplicações da catálise na oleoquímica. Química Nova, São Paulo, v. 30, n. 3, p. 667-676, 2007. YAMAGUCHI, H. Engineering Fluid Mechanics. Dordrecht: Springer Science+Business Media B.V, p. 399-496, 2008. TAYLOR, C.F. Análises de motores de combustão interna. São Paulo: Edgard Blucher, 1971. TAYLOR, K. C. Petroleum Recovery INS. SPE- 29008 (100), 1998. TAY, G. S.; TAKASHI, N.; HYOE, H.; TATSUKO, H. Polyurethane composites derived from glycerol and molasses polyols filled with oil palm empty fruit bunches studied by TG and DMA, Thermochimica Acta, V.525, p. 190-196, ISSN 0040-6031, 2011.

130
THOMAS, José Eduardo. Fundamentos de Engenharia de Petróleo . 2° ed. Rio de Janeiro, p 15-21. 2004. TOLMASQUIM, M. T. Fontes renováveis de Energia no Brasil. Rio de Janeiro: Interciência, 2003. TORRES, E.A. Avaliação de um motor ciclo diesel operando com óleo de dendê para suprimento energético em comunidades rurais.3° Encontro de Energia no meio Rural, centro de convenções UNICAMP, Campinas - SP, 6p 12 a15 de setembro de 2006. TYSON, K. S.. Biodiesel tecnology and Feedstocks. Eastern Connecticut State Univ., Março 2003. VERONESE, V.B.; BARRIOS, S.B.; DALL’ALBA, K.; et al. Glicerina: matéria-prima para preparação de adesivos e espumas poliuretanicas a resinas aquidicas. In: III Congresso da Rede Brasileira de Tecnologia do Biodiesel. Anais. Brasilia-DF, 2009. VETEC Química Fina. Ficha de Segurança de Produtos Químicos. Disponível em: http://www.vetecquimica.com.br. Acesso em: 26 out.2011. VIANA, H. M. Aditivação de polimeros-plastificantes. São Paulo: grupo de pes-quisa em engenharia de materiais-FAENG, 2009. VIEIRA, R. C. C. Atlas de mecânica dos fluidos e fluidodinâmicas. Edgard Blucher, 1971. VILLELA, P. C.; NATIVIDADE, B. M. L.; RODRIGUES, J. P.;MACEDO, J. L.; COSTA, A. A.; BRAGA, P. R. S.; GHESTI, G. F. Estudo termogravimétrico da glicerina loira obtida pelas rotas etílicas e metílicas na planta piloto da faculdade UnB Gama, 2012. WAMPLER, T. Apllied Pyrolysis handbook, 2ª Edição, CRC Press, Taylor & Francis Group, Estados Unidos da América, 2007. WYATT, K.; PITTS, J. M.; SURKALO, H. “Mature Waterfloods Renew oil Production by Alkaline Surfactant Polymer”. SPE Journal. SPE 78711, 2002.

131
WYPYCH, G. Handbook of plasticizers. Roronto: Chemtech publishing, p. 687, 2005. YANGMING, Z.; HUANXIN, W.; ZULIM, C.; QI, C. Compositional of crude oil during oil recovery. Journal of Petroleum Science and Engineering, v. 38, p.1-11, 2003. YONG, K. C.; OOI, T. L.; DZULKEFLY, K.; WAN-YUNUS, W. M. Z. e HAZIMAH, A. H. Refining of crude glycerine recovered from glycerol residue by simple vaccum distillation. Journal of oil Palm Research, v. 13, p. 39-44, 2001. ZADRA, R. Catalisador de alto desempenho para produção de biodiesel, Seminário temático de produção de biodiesel, Rio de Janeiro, 2005. ZAGONEL, G. F. e RAMOS, L. P. Produção de biocombustível alternativo ao óleo diesel através da transesterificação de óleos vegetais. Revista de Química Industrial, 717:17, 2001. ZAIONCZ, S. Estudo do efeito de plastificação interna do PVC quimicamente modificado. Dissertação de Mestrado, UFPR, Curitiba, 2004. ZELENT, B.; NUCCI, N. V.; VANDERKOOI, J. M.Liquid and ice water and glycerol/water glasses compared by infrared spectroscopy from 295 to 12 K. Journal of Physical Chemistry. n ° 50, vol. 108, p 11141-11150,2004 ZHOU, C. H.; BELTRAMINI, J. N.; FAN, Y. X. e Lu, G. Q. Chem. Soc. Rev. 37, 527, 2008. ZHU,Z; JIAN, O.; PAILLET, S.; DESBRIÈRES, J. e GRASSL, B. European Polymer Journal. 2007, 43, 824-834. ZHU, Z.;JIAN, O.; PAILLET, S.; DESBRIÈRES, J.; GRASSL, B.Hydrophobically modified associating polycrylamide (HAPAM) synthesized by micellar copolymerization at high monomer concentration. European Polymer Journal. V. 43, p. 824-834, 2007.