Embed Size (px)
Citation preview
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁPR
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
CAMPUS DE CURITIBA
GERÊNCIA DE PESQUISA E PÓS-GRADUAÇÃO
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
E DE MATERIAIS - PPGEM
FABIO AUGUSTO WOSNIAK
ANÁLISE DO PROCESSO DE FURAÇÃO PROFUNDA
NO AÇO AISI 4150
CURITIBA
AGOSTO – 2011
ii
FABIO AUGUSTO WOSNIAK
ANÁLISE DO PROCESSO DE FURAÇÃO PROFUNDA
NO AÇO AISI 4150
Dissertação apresentada como requisito ao
Programa de Pós-Graduação em Engenharia
Mecânica e de Materiais, Área de
Concentração em Manufatura, do
Departamento de Pesquisa e Pós-Graduação,
do Campus de Curitiba, da UTFPR.
Orientador: Prof. Dr. Milton Luiz Polli. Co-orientador: Prof. Paulo A. de C. Beltrão, Ph.D.
CURITIBA
AGOSTO – 2011
iii
TERMO DE APROVAÇÃO
FABIO AUGUSTO WOSNIAK
ANÁLISE DO PROCESSO DE FURAÇÃO PROFUNDA NO
AÇO AISI 4150
Esta Dissertação foi julgada para a obtenção do título de mestre em engenharia,
área de concentração em engenharia de manufatura, e aprovada em sua forma final
pelo Programa de Pós-graduação em Engenharia Mecânica e de Materiais.
_________________________________
Prof. Giuseppe Pintaúde, Dr. Eng.
Coordenador de Curso
Banca Examinadora
______________________________ ______________________________
Prof. Dalberto Dias da Costa, Dr. Eng. Prof. Giuseppe Pintaúde, Dr. Eng.
UFPR UTFPR
___________________________ ____________________________________
Prof. Neri Volpato, Ph. D. Prof. Paulo André de Camargo Beltrão, Ph. D.
UTFPR Co-orientador - UTFPR
______________________________
Prof. Milton Luiz Polli, Dr. Eng.
Orientador – UTFPR
Curitiba, 24 de agosto de 2011
iv
WOSNIAK, Fabio Augusto, Análise do processo de furação profunda no aço AISI
4150, Dissertação (Mestrado em Engenharia) - Programa de Pós-graduação em
Engenharia Mecânica e de Materiais, Universidade Tecnológica Federal do Paraná,
Curitiba, 2011.
RESUMO
A usinabilidade dos materiais tem um papel significativo nos custos totais de
fabricação, e estes valores podem ser ainda maiores quando se trata de processos
de furação profunda. Este processo é largamente utilizado na fabricação de
componentes de sistema de injeção diesel, como o porta-injetor, utilizado para
transportar combustível da tubulação de alta pressão até a câmara de combustão do
motor. O material utilizado na fabricação deste componente é o aço de baixa liga
AISI 4150. Este aço de alto percentual de cromo (~1%) e molibdênio (~0,2%),
confere elevada resistência através do tratamento térmico de têmpera e
revenimento, e permite trabalhar com elevadas pressões de injeção de até 2.300
bar. No entanto, sua usinabilidade é ruim para uma operação de furação profunda.
Isto se deve ao alto índice de quebra de broca, elevado desgaste da ferramenta e
formação de cavaco tipo fita. Este trabalho pesquisa a usinabilidade do aço AISI
4150 analisando a influência dos fatores: propriedades do material da peça,
velocidade de corte e avanço; diâmetro, revestimento e perfil da ferramenta, sobre o
processo de furação profunda. Os critérios de usinabilidade utilizados foram:
desgaste da ferramenta, rugosidade superficial, forças de usinagem e emissão
acústica. O método utilizado para abordar o problema é baseado na primeira lei da
usinagem (Lei de Makarow), e foi dividido nas seguintes etapas: 1º Caracterização
do material da peça e seleção do material da ferramenta; 2° Determinação da
velocidade de corte ótima; 3° Definição da geometria ótima da ferramenta. Ao final
encontrou-se a condição ótima do processo de furação profunda para o diâmetro 3
mm e material da peça AISI 4150: velocidade de corte 1,04 m/s; avanço da
ferramenta 0,016mm/rot; revestimento TiNAl; e perfil redondo para a aresta de corte
da ferramenta.
Palavras-chave: furação profunda; usinabilidade; temperatura ótima de corte.
v
WOSNIAK, Fabio Augusto, Deep drilling analysis of AISI 4150 steel, Dissertation
(Masters in Engineering) - Post-graduate in Mechanical Engineering and Materials.
Federal University of Technology Paraná, Curitiba, 2011.
ABSTRACT
The machinability of materials plays a significant role in total manufacturing costs,
and these values can be even greater when deep-hole drilling process is involved.
This process is widely used in the manufacture of diesel injection system
components, as the component nozzle-holder, used to transport fuel from the high
pressure rail to the combustion engine. The material used to manufacture this
component is the low alloy steel AISI 4150. This steel has high percentage of
chromium (~ 1%) and molybdenum (~ 0.2%), that gives high strength through
quenching and tempering, and allows working with high injection pressures up to
2,300 bar. However, its machinability is poor for a deep drilling operation. This is due
to the high rate of tool breakage, increased tool wear and formation of ribbon chips.
This work aim to analyze the AISI 4150 steel machinability by the study of the
influencing factors on deep drilling process, such as: work material properties; cutting
speed and feed; tool diameter, coating and tool profile. The machinability criteria
used were: tool wear, surface roughness, cutting forces and acoustic emission. The
method used to approach the problem is based on the first metal cutting law
(Makarow Law), and it was divided into the following steps: 1° Characterization of the
work material and to select the tool material; 2° Determination of the optimal cutting
speed; 3° Determination of the optimal tool geometry. At the end, the optimal cutting
condition for the 3 mm diameter deep drilling process and AISI 4150 work material
was found: cutting speed 1.04 m/s; feed rate 0.016 mm/rot; TiNAl coating, and round
profile for the tool cutting edge.
Keywords: deep drilling; machinability; optimal cutting temperature.
vi
LISTA DE FIGURAS
Figura 1.1 - (a) - Componente porta-injetor com uma ferramenta quebrada no interior do furo. (b) -
Broca canhão com cavaco emaranhado. ......................................................................................17
Figura 2.1 - Variantes do processo de furação com ferramentas de geometria definida (DIN 8589,
2003)..............................................................................................................................................21
Figura 2.2 - Ferramenta de furação profunda “Broca Canhão” (KÖNIG e KLOCKE, 1997). ................23
Figura 2.3 - Funcionamento da broca canhão e processo de remoção do cavaco pelo canal em “V” da
ferramenta (BOTEK, 2010)............................................................................................................23
Figura 2.4 - Detalhe do início da furação com broca canhão (BOTEK, 2010). .....................................24
Figura 2.5 - Esquema vetorial da resultante entre Ff, Fp e Fc (BOTEK, 2010).....................................24
Figura 2.6 - Tipos de guias da broca canhão (BOTEK, 2010). ..............................................................25
Figura 2.7 - Concepções básicas de máquinas para a furação profunda (KÖNIG e KLOCKE, 1997). 26
Figura 2.8 - Influência da velocidade de corte na vida de insertos revestidos com diversas camadas.
Revestimentos: (1) TiCrN, (2) AlTiN, (3) sem revestimento, (4) TiN e (5) TiCrN (ASTAKHOV,
2006)..............................................................................................................................................33
Figura 2.9 – Participação dos diferentes componentes no desgaste da ferramenta; a – deformação da
aresta de corte; b – abrasão; c – adesão; d – difusão; e – oxidação; f – resultante. (FERRARESI,
2003)..............................................................................................................................................34
Figura 2.10 - Formação do cavaco e medidas de desgaste usado em teste de usinabilidade (KÖNIG e
KLOCKE, 1997). ............................................................................................................................38
Figura 2.11 - Dinamômetro 4-componentes para medição direta da força de corte e momento torsor
para processos de furação e fresamento (KÖNIG e KLOCKE, 1997). .........................................39
Figura 2.12 - Resumo dos fatores de influência na qualidade superficial na usinagem de metais
(KÖNIG e KLOCKE, 1997). ...........................................................................................................40
Figura 2.13 - Relações geométricas que compõem o resultado de rugosidade no torneamento
(KÖNIG e KLOCKE, 1997). ...........................................................................................................41
Figura 2.14 - Comparação entre os valores medidos e a rugosidade calculada para diversos avanços
e raios de aresta de corte. Fonte: Moll und Brammertz. ...............................................................41
Figura 2.15 - Tipos de cavacos: a) cavaco contínuo; b) e b’) cavaco de cisalhamento; c) cavaco de
ruptura (FERRARESI, 2003). ........................................................................................................43
Figura 2.16 - Padrão utilizado para classificar a forma do cavaco (KÖNIG e KLOCKE, 1997). ...........45
vii
Figura 2.17 - Influência da forma do cavaco no valor do coeficiente volumétrico ω (FERRARESI,
2003)..............................................................................................................................................46
Figura 2.18 - Estrutura metalográfica do aço AISI 4150. Fonte: Laboratório metalográfico Robert
Bosch. ............................................................................................................................................49
Figura 2.19 - Primeira lei da usinagem comprovada experimentalmente para várias operações de
usinagem: (a) torneamento, (b) furação com broca helicoidal, (c) rosqueamento, (d) fresamento
(ASTAKHOV, 2006).......................................................................................................................51
Figura 2.20 - Determinação experimental da velocidade e temperatura de corte ótima na operação de
torneamento longitudinal do aço AISI 4340. Material da ferramenta: metal-duro P20. Regime de
corte: f = 0.15 mm/rot, dw =1 mm (ASTAKHOV, 2006). ...............................................................52
Figura 2.21 - Influência da temperatura nas propriedades do ferro puro (ASTAKHOV, 2006). ............53
Figura 2.22 - Mudanças na ductilidade e mecanismos típicos associados à fratura de materiais como
bronze (ASTAKHOV, 2006)...........................................................................................................55
Figura 2.23 - Influência da velocidade de corte sobre a temperatura de corte e a taxa de desgaste da
ferramenta (ASTAKHOV, 2006). ...................................................................................................57
Figura 2.24 - Influência da velocidade de corte sobre a temperatura de corte e o comprimento total da
vida da ferramenta no torneamento de três diferentes diâmetros de peça. (ASTAKHOV, 2006).
.......................................................................................................................................................58
Figura 2.25: Influência da velocidade de corte (a) e temperatura de corte (b) na taxa de desgaste da
ferramenta no torneamento de aço ferramenta (ASTAKHOV, 2006). ..........................................59
Figura 2.26 - Determinação experimental da temperatura ótima de corte através da força de corte
mínima estabilizada (SILIN, 1979). ...............................................................................................61
Figura 2.27 - Determinação da temperatura ótima de corte utilizando as curvas de dureza-temperatura
(SILIN, 1979). ................................................................................................................................62
Figura 2.28 - Modelo explicativo do funcionamento de um processo (MONTGOMERY, 2000). ..........63
Figura 2.29 - Estratégia de estudo das variáveis do processo: a) DOE Fatorial: triagem dos fatores; b)
DOE completo: interação entre fatores; c) DOE Superfície de Resposta: modelo de previsão
(WOSNIAK et al., 2007).................................................................................................................65
Figura 2.30 - Exemplo de uma interação entre as variáveis Pressão e Revestimento (WOSNIAK et al.,
2007)..............................................................................................................................................66
Figura 2.31 - Métodos de medição de processos de usinagem e sensores (SOUZA, 2004)................69
Figura 2.32: Exemplo das possíveis causas da geração de sinais de emissão acústica (SOUZA,
2004)..............................................................................................................................................72
Figura 2.33 - Derivação do sinal de emissão acústica em sinal contínuo e sinal transitório (SOUZA,
2004)..............................................................................................................................................72
viii
Figura 2.34 - Relação entre a tensão elétrica e o desgaste de flanco com base na variação da
velocidade de corte (TETI, 1989). .................................................................................................73
Figura 2.35 - Detecção da fratura a partir do sinal de EA no torneamento do aço 1045 usando
ferramenta P30 com f = 0,33 mm/rot, vc = 260 m/min e ap = 2,5 mm (JEMIELNIAK e OTMAN,
1998)..............................................................................................................................................74
Figura 3.1 - Método experimental do trabalho. ......................................................................................76
Figura 3.2 – Local da furação, sentido das linhas de segregação no aço AISI 4150 e microestrutura
com ataque nital de 2% na região das linhas de segregação. Fonte: Laboratório metalográfico
Robert Bosch. ................................................................................................................................78
Figura 3.3 – Centro de furação e fresamento do fabricante Chiron.......................................................79
Figura 3.4 – Detalhamento do perfil da broca: a) triangular; b) redonda. ..............................................80
Figura 3.5 - (a) mandril hidráulico Schunk HSK-A50; (b) aparelho de pré-ajuste Zoller Venturion 500;
(c) microscópio ótico Nikon SWZ 1000. ........................................................................................80
Figura 3.6 - Dinamômetro modelo 9272A Kistler®. ...............................................................................82
Figura 3.7 – Infra-estrutura do ensaio de EA .........................................................................................83
Figura 3.8 - Posição do sensor na peça, fixada a partir do munhão bipartido. .....................................84
Figura 3.9 - Balança e proveta utilizadas na medição da massa e do volume do cavaco coletado nos
ensaios...........................................................................................................................................86
Figura 3.10 - Montagem dos discos de segregação de cromo na amostra...........................................87
Figura 3.11 - Dispositivo utilizado no ensaio para fixação da amostra..................................................88
Figura 3.12 - Variações das amostras para análise da influência da segregação de cromo e dureza da
matéria-prima.................................................................................................................................88
Figura 3.13 - Microscópio eletrônico de varredura MEV (FEI Quanta 50 Series) .................................90
Figura 3.14 – Gráfico dos pontos para as rodadas de ensaio dos parâmetros avaliados: velocidade de
corte e avanço. ..............................................................................................................................91
Figura 3.15 - Gráfico dos pontos para as rodadas de ensaio dos parâmetros avaliados: velocidade de
corte e avanço ...............................................................................................................................93
Figura 3.16 - Distribuição dos furos no corpo-de-prova.........................................................................94
Figura 3.17 - Dispositivos utilizados para a fixação do corpo-de-prova. ...............................................94
Figura 3.18 - Gráfico dos pontos para as rodadas de ensaio dos parâmetros avaliados: velocidade de
corte e avanço. ..............................................................................................................................95
Figura 4.1 – Resultado da análise microestrutural de três amostras do aço AISI 4150. Fonte:
Laboratório metalográfico Robert Bosch. ......................................................................................98
ix
Figura 4.2 - Material considerado bom. (a) Microestrutura com ataque com reagente Nital
apresentando segregação de material na microestrutura (Regiões claras) – Martensita com teor
de cromo de ≈ 1,17%. (b) Microestrutura com ataque com reagente picral. Fonte: Laboratório
metalográfico Robert Bosch. .......................................................................................................100
Figura 4.3 - Material considerado ruim (Ataque com reagente picral). (a) alinhamento de segregação
de cromo no material com teor de 1,87% e dureza de 870 HV (a) ampliação 100 x (b) ampliação
1000x. Fonte: Laboratório metalográfico Robert Bosch..............................................................100
Figura 4.4 – Comparativo entre a morfologia: a) alinhamento de segregação – Fonte: Laboratório
metalográfico Robert Bosch; b) material AISI A2 (C~1%), contendo martensita em lâminas
(escura) e austenita retida (branca). 2% nital. 500× – Fonte: Metals Handbook........................102
Figura 4.5 - Efeito principal dos fatores de estudo na força de avanço Fz..........................................103
Figura 4.6 - Gráfico da força de avanço Fz em função do tempo para a furação do material com
segregação. .................................................................................................................................104
Figura 4.7 - Gráfico de significância dos fatores na Força de avanço Fz............................................105
Figura 4.8 - Interação dos fatores: segregação e dureza do material para o resultado de Força de
avanço Fz. ...................................................................................................................................105
Figura 4.9 - Impacto da influência dos dois grupos: influência do material (segregação e dureza da
matéria-prima) e processo (parâmetros de corte) na força de avanço Fz. .................................106
Figura 4.10 - Efeito principal dos fatores de estudo no momento torsor Mz. ......................................107
Figura 4.11 - Gráfico de momento torsor em função do tempo para a furação do material: (a) sem
segregação e (b) com segregação..............................................................................................108
Figura 4.12 - Interação dos fatores: Segregação e Dureza do material para o resultado de Momento
torsor Mz. .....................................................................................................................................109
Figura 4.13 - Efeito da Segregação no sinal de emissão acústica (RMS). .........................................110
Figura 4.14 - Morfologia da ponta da aresta de corte para as condições: a) sem revestimento e isento
de segregação; b) sem revestimento e com segregação; c) PVD TiNAl e isento de segregação;
d) PVD TiNAl com segregação....................................................................................................111
Figura 4.15 - Morfologia da quina da aresta de corte para as condições: a) sem revestimento e isento
de segregação; b) sem revestimento e com segregação; c) PVD TiNAl e isento de segregação;
d) PVD TiNAl com segregação....................................................................................................112
Figura 4.16 - Morfologia da aresta de corte para a furação do aço AISI 4150 isento de segregação
nas condições: a) sem revestimento - comprimento furado 0,5 m; b) sem revestimento -
comprimento furado 5 m; c) PVD TiNAl - comprimento furado 0,5 m; d) PVD TiNAl -
comprimento furado 5 m..............................................................................................................114
x
Figura 4.17 - Gráfico superfície de resposta para o coeficiente volumétrico do cavaco para as
condições: sem e com revestimento PVD TiNAl. ........................................................................116
Figura 4.18 - Influência do revestimento no momento torsor Mz.........................................................118
Figura 4.19 - Picos gerados no momento de ruptura da aresta postiça durante o ciclo de adesão-
remoção da aresta postiça. .........................................................................................................119
Figura 4.20 - Curva de força Fz para cinco condições de avanço: (1) 0,004; (2) 0,008; (3) 0,012; (4)
0,016; e (5) 0,020 mm/rot, para furação profunda de diâmetro 3 mm x 40 mm, no material AISI
4150 isento de segregação. ........................................................................................................120
Figura 4.21 - Curva de força Fz para avanço 0,016 mm/rot, para furação profunda de diâmetro 3 mm x
40 mm, no material AISI 4150 isento de segregação. ................................................................121
Figura 4.22 - Curva de rugosidade superficial Rz para avanço 0,016 mm/rot, para furação profunda
de diâmetro 3 mm x 40 mm, no material AISI 4150 isento de segregação. ...............................122
Figura 4.23 - Perfil de rugosidade superficial Rz para as velocidades de corte: (a) 0,22; (b) 1,04; e (c)
1,80 m/s. ......................................................................................................................................123
Figura 4.24 - Curva do sinal de emissão acústica RMS para avanço 0,016 mm/rot, para furação
profunda de diâmetro 3 mm x 40 mm, no material AISI 4150 isento de segregação. ................125
Figura 4.25 - Curva de força Fz para três condições de avanço: (1) 0,004; (2) 0,006 e (3) 0,008;
mm/rot, para furação profunda de diâmetro 1,43 mm x 20 mm, no material AISI 4150 isento de
segregação. .................................................................................................................................126
Figura 4.26 - Comparativo de desgaste na quina e ponta da aresta de corte para as geometrias de
perfil: redondo e triângulo. ...........................................................................................................128
Figura 4.27 - Perfil ótimo encontrado por Astakhov (2006) (a) e o perfil redondo (b) para broca
canhão. ........................................................................................................................................129
Figura 4.28 - Comparativo de desgaste na quina e ponta da aresta de corte para as geometrias de
perfil: redondo e triângulo. Imagens microscópio MEV – elétrons retro-espalhados..................130
Figura 4.29 - Comparativo da força de avanço Fz, momento torsor Mz, e emissão acústica RMS para
as geometrias de perfil: redondo e triângulo. ..............................................................................132
Figura A1.1 - Resultado da micro análise EDS-RX. Peça considerada Ruim. (a) Região com
segregação com teor de cromo com 1,87%. (b) Região normal com teor de cromo com 0,69%.
Fonte: Laboratório metalográfico Robert Bosch..........................................................................142
Figura A1.2 - Resultado da micro análise EDS-RX. Peça considerada Boa. (a) Região clara com
segregação (Ataque nital) com teor de cromo de 1,17%. (b) Região normal com teor de cromo
de 0,71%. Fonte: Laboratório metalográfico Robert Bosch. .......................................................142
xi
LISTA DE TABELAS
Tabela 2.1 - Propriedades físicas básicas dos revestimentos PVD (ASTAKHOV, 2006). ....................31
Tabela 2.2 - Composições químicas do aço AISI 4150. Fonte: Aços Villares.......................................48
Tabela 2.3 - Parâmetros de corte e geometria da ferramenta da Figura 2.25(a) (ASTAKHOV, 2006).59
Tabela 2.4 - Parâmetros das curvas da figura 2.25(c) (ASTAKHOV, 2006)..........................................60
Tabela 2.5 - Coeficiente m da equação 2.2 (SILIN, 1979).....................................................................62
Tabela 3.1 – Experimento DOE – Influência da matéria-prima. ............................................................87
Tabela 3.2 - Parâmetros utilizados nas condições A e B. .....................................................................89
Tabela 4.1 - Resultado da análise de composição química para as amostras insentas de segregação.
.......................................................................................................................................................99
Tabela 4.2 - Resultado da análise de composição química para as amostras com e insentas de
segregação. .................................................................................................................................101
xii
LISTA DE ABREVIATURAS
UTFPR
CVD
PVD
Universidade Tecnológica Federal do Paraná
Chemical vapor deposition - Deposição de vapor químico
Physical vapor deposition - Deposição de vapor físico
EA Emissão Acústica
Fc Força de Corte
Ff ou Fz
Fp
Força Avanço
Força Passiva
kS/s Kilo samples por segundo
f
Vc
v
dw
Ve
Avanço [mm/rot]
Velocidade de corte [m/min]
Velocidade de corte [m/s]
Profundidade de corte [mm]
Volume ocupado pelo cavaco [cm³]
P Peso do cavaco [kg]
ρ Peso específico do material usinado [g/cm³]
ω Coeficiente volumétrico do cavaco [adimensional]
Vp Volume correspondente ao peso do cavaco [kg]
DOE
θopt
Design of Experiment
Temperatura de corte ótima
vopt
φ1
md
VB
σUTS
ef
HV
HB
hs
Velocidade de corte ótima
Ângulo de corte externo da broca canhão [ °]
Distancia entre a ponta e o centro da broca canhão [mm]
Largura média de desgaste de flanco
Resistência mecânica do material [MPa]
Alongamento do material [%]
Microdureza [MPa]
Dureza Brinell [kgf/mm]
Taxa de desgaste superficial [µm/10³ sm²]
xiii
SUMÁRIO
RESUMO................................................................................................................................................ IV
ABSTRACT ............................................................................................................................................. V
LISTA DE FIGURAS .............................................................................................................................. VI
LISTA DE TABELAS .............................................................................................................................. XI
LISTA DE ABREVIATURAS.................................................................................................................. XII
1 INTRODUÇÃO...............................................................................................................................16
1.1 OBJETIVOS DA DISSERTAÇÃO...................................................................................................18
1.2 ORGANIZAÇÃO DA DISSERTAÇÃO .............................................................................................19
2 REVISÃO BIBLIOGRÁFICA ..........................................................................................................20
2.1 PROCESSO DE FURAÇÃO .........................................................................................................20
2.2 FURAÇÃO PROFUNDA ..............................................................................................................21
2.2.1 BROCA CANHÃO......................................................................................................................22
2.2.2 MÁQUINA-FERRAMENTA DE FURAÇÃO.......................................................................................25
2.3 REVESTIMENTO DA FERRAMENTA .............................................................................................27
2.3.1 TÉCNICAS DE APLICAÇÃO .........................................................................................................28
2.3.2 TIPOS DE REVESTIMENTOS À BASE PVD ...................................................................................29
2.3.3 CRITÉRIOS DE SELEÇÃO DO REVESTIMENTO..............................................................................31
2.4 MECANISMO DE DESGASTE ......................................................................................................34
2.4.1 DEFORMAÇÃO PLÁSTICA ..........................................................................................................34
2.4.2 ABRASÃO................................................................................................................................35
2.4.3 ADESÃO..................................................................................................................................35
2.4.4 DIFUSÃO .................................................................................................................................35
2.4.5 OXIDAÇÃO ..............................................................................................................................36
2.5 USINABILIDADE........................................................................................................................36
2.5.1 CRITÉRIO VIDA DA FERRAMENTA ..............................................................................................37
2.5.2 CRITÉRIO FORÇA DE USINAGEM ...............................................................................................38
2.5.3 CRITÉRIO QUALIDADE SUPERFICIAL DA PEÇA .............................................................................40
2.5.4 CRITÉRIO FORMAÇÃO DE CAVACO............................................................................................41
2.5.4.1 TIPOS DE CAVACOS ............................................................................................................43
2.5.4.2 FORMA DO CAVACO ............................................................................................................44
2.5.4.3 COEFICIENTE VOLUMÉTRICO DE CAVACO .............................................................................45
2.5.5 INFLUÊNCIA DOS ELEMENTOS DE LIGA NA USINABILIDADE ...........................................................47
2.6 TEMPERATURA DE CORTE ÓTIMA – PRIMEIRA LEI DA USINAGEM DE METAIS................................49
xiv
2.6.1 PRINCIPAIS CONSEQÜÊNCIAS DA PRIMEIRA LEI DA USINAGEM DE METAIS (LEI DE MAKAROW)........56
2.6.2 MÉTODOS DE DETERMINAÇÃO DA TEMPERATURA ÓTIMA DE CORTE.............................................60
2.7 PROJETO DE EXPERIMENTO – DOE .........................................................................................63
2.7.1 REQUISITOS BÁSICOS PARA EXPERIMENTAÇÃO DOE.................................................................67
2.8 MONITORAMENTO DE PROCESSO .............................................................................................68
2.8.1 SENSORIAMENTO ....................................................................................................................68
2.8.2 MEDIÇÃO INDIRETA..................................................................................................................69
2.8.3 FORÇA DE USINAGEM...............................................................................................................70
2.8.4 EMISSÃO ACÚSTICA.................................................................................................................70
3 MATERIAIS E MÉTODOS.............................................................................................................76
3.1 CORPOS DE PROVA .................................................................................................................77
3.1.1 Caracterização do material...................................................................................................77
3.2 MÁQUINA-FERRAMENTA ...........................................................................................................78
3.3 FERRAMENTA DE CORTE..........................................................................................................79
3.4 FLUIDO DE CORTE ...................................................................................................................81
3.5 CRITÉRIOS PARA AVALIAÇÃO DA USINABILIDADE ........................................................................81
3.5.1 VIDA DA FERRAMENTA .............................................................................................................81
3.5.2 FORÇA DE USINAGEM ..............................................................................................................82
3.5.3 SINAIS DE EMISSÃO ACÚSTICA .................................................................................................82
3.5.4 RUGOSIDADE SUPERFICIAL ......................................................................................................84
3.5.5 FORMA DO CAVACO.................................................................................................................85
3.6 INFLUÊNCIA DA MATÉRIA-PRIMA E SELEÇÃO DO MATERIAL DA FERRAMENTA...............................86
3.6.1 INFLUÊNCIA DA MATÉRIA-PRIMA ................................................................................................86
3.6.2 SELEÇÃO DO MATERIAL DA FERRAMENTA DE CORTE.................................................................89
3.6.2.1 CARACTERIZAÇÃO DA ARESTA DE CORTE.............................................................................90
3.6.2.2 ANÁLISE DA FORMA DO CAVACO ..........................................................................................90
3.6.2.3 ANÁLISE DAS FORÇAS DE USINAGEM ....................................................................................92
3.7 TEMPERATURA E VELOCIDADE DE CORTE ÓTIMA ......................................................................92
3.7.1 ENSAIO PRELIMINAR PARA IDENTIFICAÇÃO DA VELOCIDADE DE CORTE ÓTIMA ..............................93
3.7.2 ENSAIO CONFIRMATÓRIO COM AVANÇO DE 0,016 MM/ROT .........................................................95
3.7.3 INFLUÊNCIA DO DIÂMETRO DA BROCA NA VELOCIDADE DE CORTE ÓTIMA......................................96
3.8 ANÁLISE DE DESGASTE............................................................................................................96
4 ANÁLISE DOS RESULTADOS .....................................................................................................98
4.1 CARACTERIZAÇÃO DA MATÉRIA-PRIMA......................................................................................98
4.2 INFLUÊNCIA DA MATÉRIA-PRIMA .............................................................................................103
4.2.1 INFLUÊNCIA DA MATÉRIA-PRIMA SOBRE A FORÇA DE AVANÇO (FZ)............................................103
4.2.2 INFLUÊNCIA DA MATÉRIA-PRIMA SOBRE O MOMENTO TORSOR (MZ) .........................................107
4.2.3 INFLUÊNCIA DA MATÉRIA-PRIMA SOBRE O SINAL DE EMISSÃO ACÚSTICA (RMS) .......................110
4.2.4 ANÁLISE MORFOLÓGICA DA ARESTA DE CORTE ........................................................................110
xv
4.3 SELEÇÃO DO MATERIAL DA FERRAMENTA ...............................................................................113
4.3.1 CARACTERIZAÇÃO DA ARESTA DE CORTE DA FERRAMENTA ......................................................113
4.3.2 ANÁLISE DA FORMA DO CAVACO .............................................................................................115
4.3.3 ANÁLISE DAS FORÇAS DE USINAGEM.......................................................................................117
4.4 TEMPERATURA E VELOCIDADE DE CORTE ÓTIMA .....................................................................119
4.4.1 ENSAIO PRELIMINAR PARA IDENTIFICAÇÃO DA VELOCIDADE DE CORTE ÓTIMA ............................120
4.4.2 ENSAIO CONFIRMATÓRIO COM AVANÇO DE 0,016 MM/ROT .......................................................121
4.4.3 INFLUÊNCIA DO DIÂMETRO DA BROCA NA VELOCIDADE DE CORTE ÓTIMA....................................126
4.5 ANÁLISE DO DESGASTE – SELEÇÃO DA GEOMETRIA ÓTIMA DA FERRAMENTA .............................127
4.5.1 ENSAIO DE VIDA ÚTIL .............................................................................................................128
4.5.2 ANÁLISE MORFOLÓGICA DA ARESTA DE CORTE ......................................................................129
4.5.3 ANÁLISE COMPARATIVA DOS ESFORÇOS DE CORTE ................................................................131
5 CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS ............................................133
5.1 CONCLUSÕES .......................................................................................................................133
5.1.1 CONCLUSÕES REFERENTES À MATÉRIA-PRIMA ........................................................................133
5.1.2 CONCLUSÕES REFERENTES AO PROCESSO .............................................................................134
5.1.3 CONCLUSÕES REFERENTES AO MÉTODO DE ENSAIO ................................................................135
5.2 SUGESTÕES PARA TRABALHOS FUTUROS ...............................................................................136
REFERÊNCIAS....................................................................................................................................138
APÊNDICES.........................................................................................................................................142
16
1 INTRODUÇÃO
A industria automotiva vem enfrentando desafios cada vez mais complexos,
particularmente na fase de fabricação, onde a integridade dos equipamentos e
componentes, e o custo de sua fabricação passam a ser os fatores mais estratégicos
para a manufatura. A usinabilidade dos materiais tem um papel significativo nos
custos totais de fabricação, cerca de 42 a 67% dos custos são originários de
processos de corte (HUCHTEMANN, 1993). Conseqüentemente, a compreensão do
efeito do material da peça na usinagem dos componentes se torna necessária,
permitindo assim a exploração dos limites tecnológicos dada por máquinas-
ferramentas, estratégias de fabricação, bem como ferramentas de corte.
O termo usinabilidade, compreende todas as propriedades de um material
que tem influência sobre o processo de usinagem. Com o termo usinabilidade são
descritas todas as dificuldades que um material apresenta na sua usinagem (KÖNIG
e KLOCKE, 1997). A usinabilidade é uma propriedade sistêmica do material, pois
depende das características do material usinado e das condições de manutenção da
aresta da ferramenta.
Entre os processos de fabricação, a furação profunda é um dos processos
que possui maior grau de complexidade, devido às condições críticas de usinagem
em que é realizada. Tais condições envolvem a dificuldade da formação e do
escoamento do cavaco, o comprimento em balanço da ferramenta, a usinagem com
aresta única e assimétrica, a qualidade da superfície e as tolerâncias geométricas do
furo.
Segundo dados do fabricante Botek, 80% das brocas canhão de diâmetro
inferior à 5 mm usadas no Brasil, são utilizadas na fabricação de componentes de
sistemas de injeção diesel (BOTEK, 2010). A empresa Robert Bosch, uma das
maiores consumidoras destas ferramentas no país, utiliza uma ampla gama de
diâmetros (Ø 1,2 mm a 3 mm) no processo de furação profunda na fabricação do
componente porta-injetor. Este componente é utilizado para transportar o
combustível da tubulação de alta pressão até a câmara de combustão e, devido à
elevada pressão de injeção, torna-se necessário a utilização de um material com alta
resistência à pressão e à fadiga.
17
De uma forma geral, o material utilizado na fabricação do porta-injetor são os
aços baixa liga da família 41XX. Esses aços são ligados ao Cromo (~1%) e ao
Molibdênio (~0,2%) e atingem alta resistência através do tratamento térmico de
têmpera e revenimento. São amplamente utilizados na indústria de componentes de
sistemas diesel, principalmente para as gerações de sistemas mais modernos, as
quais trabalham com pressões de injeção de até 2.300 bar. Os principais aços da
família são AISI/SAE 4140, 4144 e 4150, sendo os dois últimos os mais aplicados na
fabricação de porta-injetores.
No entanto, a usinabilidade destes materiais torna-se complicada para uma
operação de furação profunda de pequeno diametro, fazendo com que este
processo cause impacto no custo do produto acabado (WOSNIAK et al.,2007).
Deve-se isto ao alto índice de quebra de broca, elevado desgaste da ferramenta e
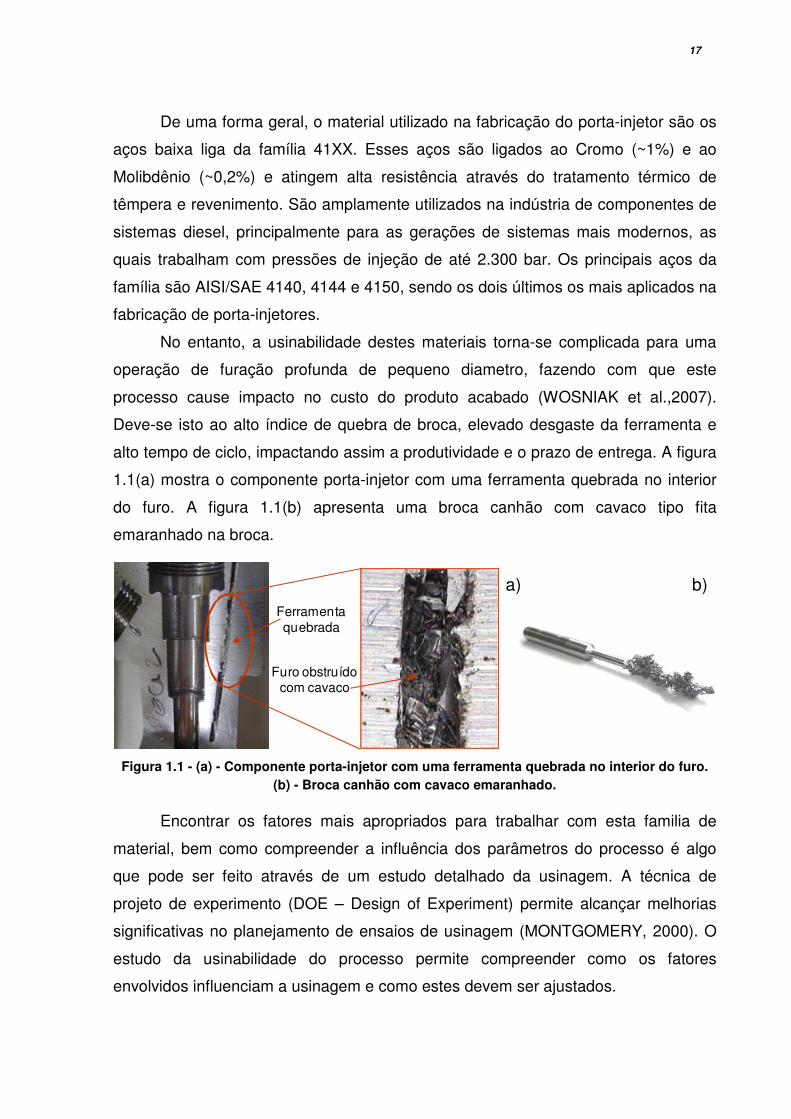
alto tempo de ciclo, impactando assim a produtividade e o prazo de entrega. A figura
1.1(a) mostra o componente porta-injetor com uma ferramenta quebrada no interior
do furo. A figura 1.1(b) apresenta uma broca canhão com cavaco tipo fita
emaranhado na broca.
Ferramenta quebrada
Furo obstruído com cavaco
a) b)
Figura 1.1 - (a) - Componente porta-injetor com uma ferramenta quebrada no interior do furo.
(b) - Broca canhão com cavaco emaranhado.
Encontrar os fatores mais apropriados para trabalhar com esta familia de
material, bem como compreender a influência dos parâmetros do processo é algo
que pode ser feito através de um estudo detalhado da usinagem. A técnica de
projeto de experimento (DOE – Design of Experiment) permite alcançar melhorias
significativas no planejamento de ensaios de usinagem (MONTGOMERY, 2000). O
estudo da usinabilidade do processo permite compreender como os fatores
envolvidos influenciam a usinagem e como estes devem ser ajustados.
18
Utilizando uma abordagem mais aprofundada, apresentada pelo estudo da
tribologia da usinagem de metais, pode-se determinar a combinação ótima dos
parâmetros de corte, bem como compreender os fenômenos físicos por traz deste
resultado. Analisando um grande número de dados experimentais, Makarow
formulou a lei que foi apresentada como a primeira lei da usinagem (Lei de
Makarow) por Astakhov (ASTAKHOV, 1998; ASTAKHOV, 2004):
“ Para uma dada combinação de material de ferramenta e peça, existe uma
temperatura de corte, referido como a temperatura de corte ótima, na qual é
atingida a combinação de: mínima taxa de desgaste da ferramenta, mínima
força de corte, e melhor qualidade superficial. Esta temperatura é
independente da forma como ela é alcançada (mesmo se a peça foi resfriada,
pré-aquecida, etc). “
Usando a teoria da temperatura de corte ótima, bem como o método de
planejamento de experimento (DOE), o presente trabalho procura abordar a
usinabilidade do aço AISI 4150, analisando a influência de determinados fatores de
entrada, no processo de furação profunda.
.
1.1 Objetivos da Dissertação
O objetivo principal desta dissertação é compreender o processo de furação
profunda para pequenos diâmetros na usinagem de aços de baixa liga, por meio da
avaliação do efeito dos fatores: velocidade de corte, avanço; revestimento, diâmetro
e geometria da ferramenta. Para tanto, o estudo da usinabilidade foi realizado
seguindo o método de planejamento de experimento DOE, de maneira a conseguir
resultados estatisticamente coerentes. Os critérios utilizados para medir a
usinabilidade foram: desgaste da ferramenta, rugosidade superficial, forças de
usinagem e emissão acústica.
O objetivo secundário é desenvolver e aplicar métodos e dispositivos
adequados para executar ensaios de usinabilidade. O presente trabalho pretende
utilizar e comprovar a teoria da primeira lei da usinagem (temperatura ótima de
corte), que para tal foi seguida as seguintes etapas: 1º Caracterizar o material da
19
peça e selecionar o material da ferramenta; 2° Encontrar a velocidade de corte
ótima; 3° Definir a geometria ótima da ferramenta.
O objetivo geral do trabalho pode ser detalhado através dos seguintes
tópicos:
a) análisar a influência das propriedades do material AISI 4150 nos esforços
de corte e desgaste da ferramenta;
b) encontrar a condição ótima do processo para a furação profunda de
diâmetro 3 mm por 60 mm de comprimento, no aço AISI 4150;
c) verificar a correlação entre a velocidade de corte ótima com os esforços de
corte, rugosidade superficial e emissão acústica;
d) análisar a influência do diâmetro da broca na velocidade de corte ótima;
e) comparar o desempenho do perfil de broca redondo e triângulo em relação
à resistência ao desgaste;
f) avaliar o método baseado na primeira lei da usinagem e comprovar sua
aplicação.
1.2 Organização da Dissertação
A dissertação está organizada em seis capítulos. O primeiro capítulo é a
introdução sobre o assunto proposto. O segundo capítulo apresenta uma revisão
bibliográfica dos conhecimentos necessários para uma boa compreensão do
trabalho. O terceiro capítulo mostra o método experimental utilizado para abordar os
objetivos específicos. O quarto capítulo apresenta os resultados e discussões
referentes aos assuntos abordados. No quinto capítulo contém as principais
conclusões e apresentar sugestões para trabalhos futuros. E por último, as
referências bibliográficas utilizadas no trabalho.
20
2 REVISÃO BIBLIOGRÁFICA
Os tópicos a seguir, abordam os conhecimentos necessários para uma
melhor compreensão do trabalho realizado. Foram examinados os temas como:
processo de furação profunda; ferramentas empregadas na furação profunda;
máquina-ferramenta de furação; revestimento da ferramenta; usinabilidade;
formação do cavaco; tipos de cavaco; influência dos elementos de liga na
usinabilidade; temperatura ótima de corte; delineamento do experimento e
monitoramento do processo.
2.1 Processo de Furação
De acordo com a norma alemã DIN 8589, o processo de furação é definido
como um processo de usinagem com movimento de corte circular, ou seja, com
movimento rotativo principal. A ferramenta possui movimento de avanço apenas na
direção do seu eixo de rotação, que mantém sua posição em relação à ferramenta e
à peça.
A furação com brocas está incluída no grupo de processos de fabricação por
usinagem com arestas de geometria definida. Junto com o torneamento, é uma das
operações mais importantes, envolvendo aproximadamente 30% de todas as
operações de usinagem de metal. O processo de furação é responsável por 75% do
volume de material removido na usinagem (CASTILLO, 2005).
O processo de furação é realizado sob condições relativamente severas,
dentre as quais podem ser citadas:
• A velocidade de corte não é uniforme, variando de zero no centro do furo até
máximo na periferia;
• O processo de geração de cavaco é de difícil observação;
• O fluido de corte, que deve atuar como refrigerante, lubrificante e meio de
transporte de cavacos, chega com dificuldade à aresta da ferramenta, onde é
mais necessário;
• Há uma distribuição inadequada de calor na região de corte, ocorrendo assim
atrito e desgaste pronunciado nas quinas com cantos vivos.
21
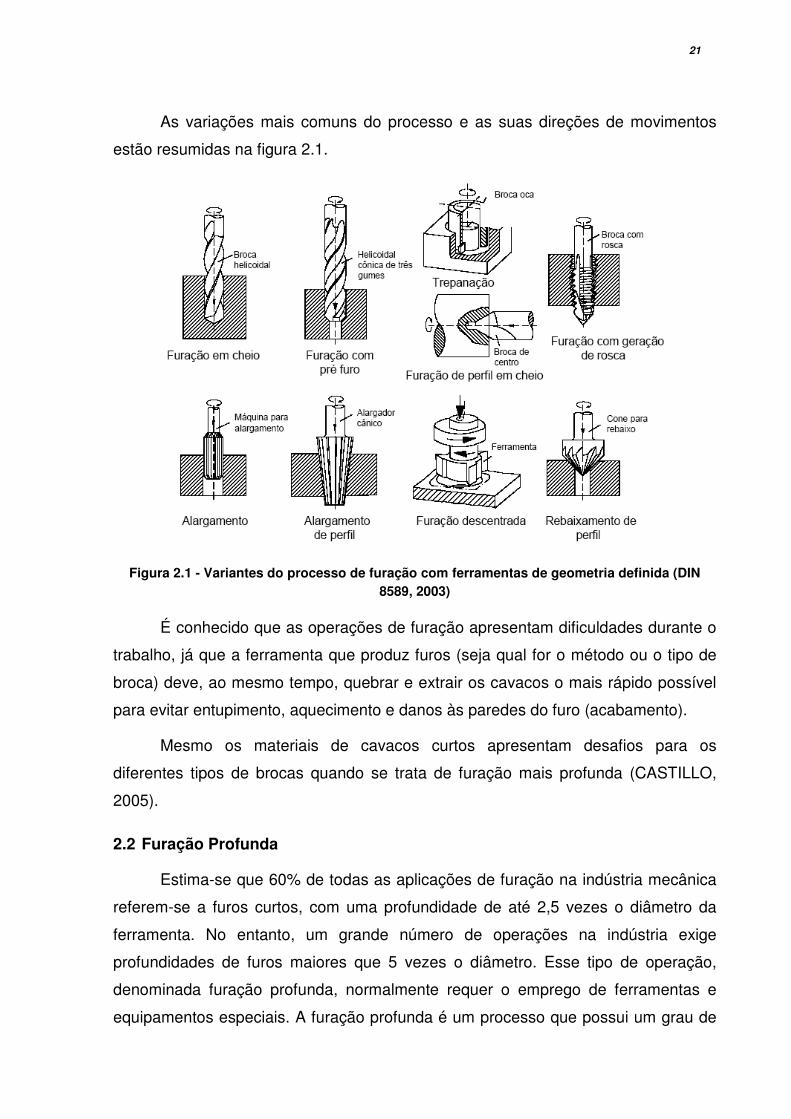
As variações mais comuns do processo e as suas direções de movimentos
estão resumidas na figura 2.1.
Figura 2.1 - Variantes do processo de furação com ferramentas de geometria definida (DIN 8589, 2003)
É conhecido que as operações de furação apresentam dificuldades durante o
trabalho, já que a ferramenta que produz furos (seja qual for o método ou o tipo de
broca) deve, ao mesmo tempo, quebrar e extrair os cavacos o mais rápido possível
para evitar entupimento, aquecimento e danos às paredes do furo (acabamento).
Mesmo os materiais de cavacos curtos apresentam desafios para os
diferentes tipos de brocas quando se trata de furação mais profunda (CASTILLO,
2005).
2.2 Furação Profunda
Estima-se que 60% de todas as aplicações de furação na indústria mecânica
referem-se a furos curtos, com uma profundidade de até 2,5 vezes o diâmetro da
ferramenta. No entanto, um grande número de operações na indústria exige
profundidades de furos maiores que 5 vezes o diâmetro. Esse tipo de operação,
denominada furação profunda, normalmente requer o emprego de ferramentas e
equipamentos especiais. A furação profunda é um processo que possui um grau de
22
complexidade maior do que a furação convencional, devido às condições críticas de
usinagem em que é realizada. Tais condições envolvem a dificuldade da formação e
do escoamento do cavaco, o comprimento em balanço da ferramenta, a qualidade
da superfície e as tolerâncias geométricas e de forma do furo. Em alguns casos,
pode-se executar a furação profunda com brocas helicoidais convencionais,
utilizando ciclos de interrupção do processo para a retirada dos cavacos (pica-pau).
O processo de furação profunda distingue-se da furação convencional pelos tipos de
ferramentas empregadas e pela alimentação do fluido de corte, que é fornecido sob
pressão diretamente sobre as regiões de corte, já que este é o principal responsável
pela remoção dos cavacos (CASTILLO, 2005).
A furação profunda é amplamente utilizada, principalmente na fabricação de
equipamentos bélicos, componentes mecânicos como virabrequins, bielas, cilindros
hidráulicos, elementos para motores a diesel, turbinas, trocadores de calor, etc. A
importância deste processo está na sua grande utilização, pois uma ampla gama de
componentes mecânicos (citados acima) requer furos profundos para sua fabricação
(CASTILLO, 2005)
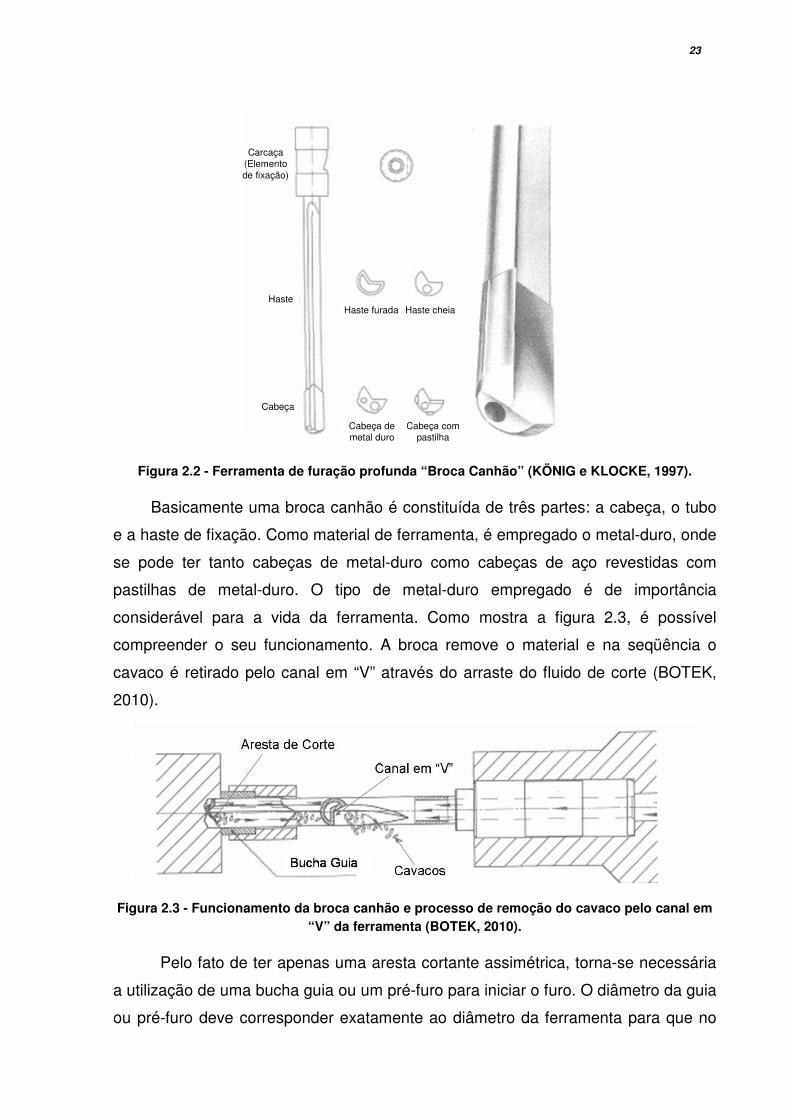
2.2.1 Broca Canhão
É possível executar a furação profunda com um único ciclo de avanço
empregando brocas especiais, chamadas de brocas canhão (Figura 2.2). Para se
realizar furações com brocas do tipo canhão, pode-se observar alguns aspectos
específicos: a assimetria da aresta de corte da ferramenta, o fluido de corte é
direcionado sob pressão diretamente na aresta de corte, que conseqüentemente
arrasta o cavaco pelo canal em “V” da ferramenta (KÖNIG e KLOCKE, 1997). Outra
particularidade está no uso de metal-duro como material de corte, isto permite utilizar
alta velocidade de corte durante a usinagem. O diâmetro típico das brocas canhão
está situado na faixa de 1 a 32 mm. A seção transversal para os canais de
alimentação do fluido de corte para brocas de diâmetros inferiores a 1 mm são tão
pequenos que não podem mais realizar a sua função com eficiência (KÖNIG e
KLOCKE, 1997).
23
Haste furada Haste cheia
Cabeça de metal duro
Cabeça com pastilha
Carcaça (Elemento de fixação)
Haste
Cabeça
Haste furada Haste cheia
Cabeça de metal duro
Cabeça com pastilha
Carcaça (Elemento de fixação)
Haste
Cabeça
Figura 2.2 - Ferramenta de furação profunda “Broca Canhão” (KÖNIG e KLOCKE, 1997).
Basicamente uma broca canhão é constituída de três partes: a cabeça, o tubo
e a haste de fixação. Como material de ferramenta, é empregado o metal-duro, onde
se pode ter tanto cabeças de metal-duro como cabeças de aço revestidas com
pastilhas de metal-duro. O tipo de metal-duro empregado é de importância
considerável para a vida da ferramenta. Como mostra a figura 2.3, é possível
compreender o seu funcionamento. A broca remove o material e na seqüência o
cavaco é retirado pelo canal em “V” através do arraste do fluido de corte (BOTEK,
2010).
Figura 2.3 - Funcionamento da broca canhão e processo de remoção do cavaco pelo canal em “V” da ferramenta (BOTEK, 2010).
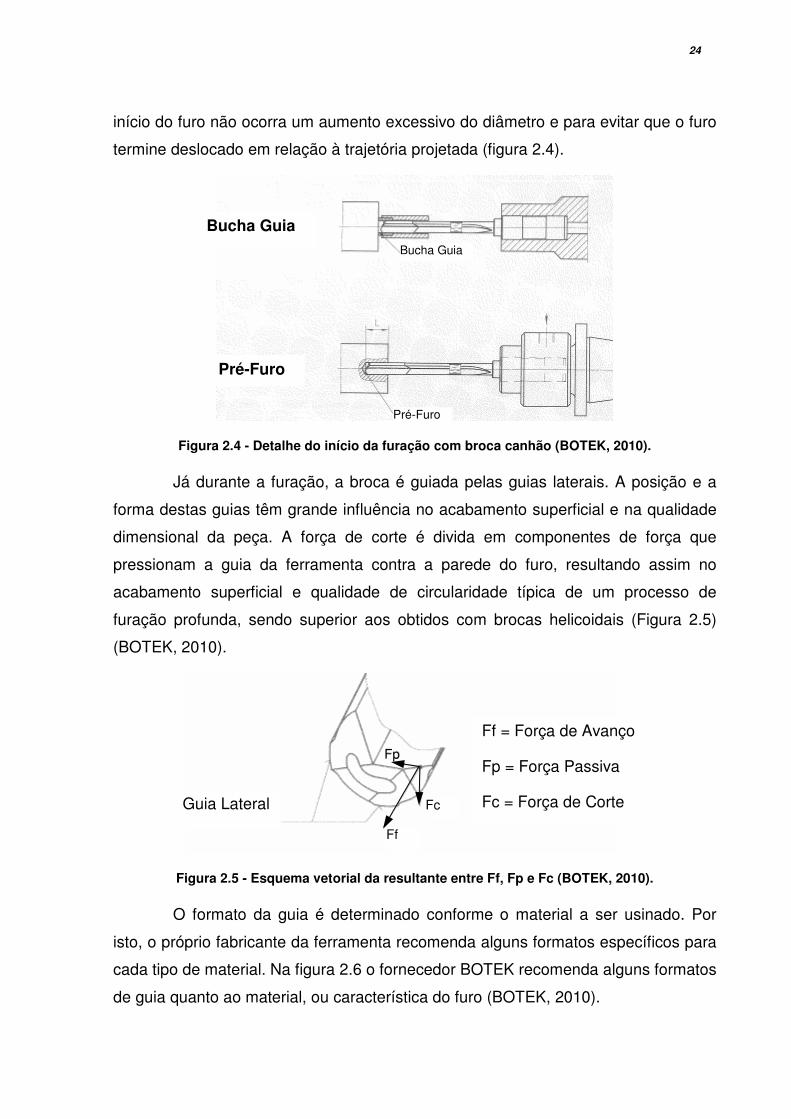
Pelo fato de ter apenas uma aresta cortante assimétrica, torna-se necessária
a utilização de uma bucha guia ou um pré-furo para iniciar o furo. O diâmetro da guia
ou pré-furo deve corresponder exatamente ao diâmetro da ferramenta para que no
24
início do furo não ocorra um aumento excessivo do diâmetro e para evitar que o furo
termine deslocado em relação à trajetória projetada (figura 2.4).
Figura 2.4 - Detalhe do início da furação com broca canhão (BOTEK, 2010).
Já durante a furação, a broca é guiada pelas guias laterais. A posição e a
forma destas guias têm grande influência no acabamento superficial e na qualidade
dimensional da peça. A força de corte é divida em componentes de força que
pressionam a guia da ferramenta contra a parede do furo, resultando assim no
acabamento superficial e qualidade de circularidade típica de um processo de
furação profunda, sendo superior aos obtidos com brocas helicoidais (Figura 2.5)
(BOTEK, 2010).
Figura 2.5 - Esquema vetorial da resultante entre Ff, Fp e Fc (BOTEK, 2010).
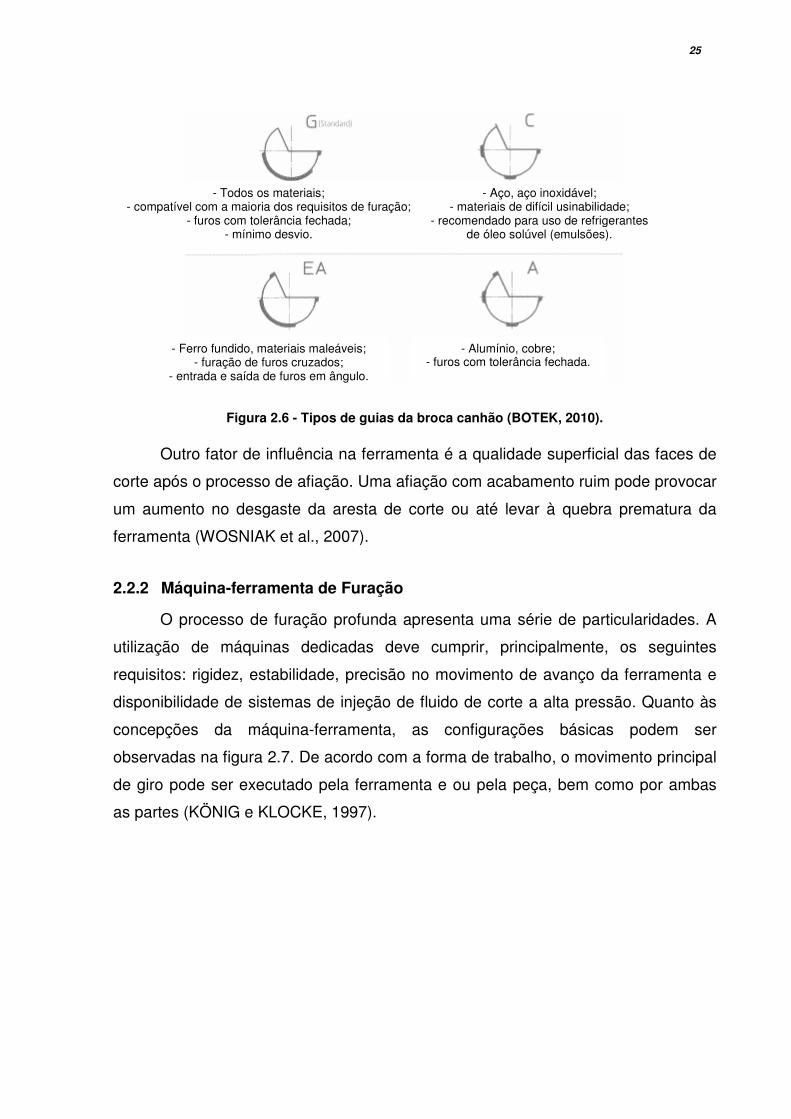
O formato da guia é determinado conforme o material a ser usinado. Por
isto, o próprio fabricante da ferramenta recomenda alguns formatos específicos para
cada tipo de material. Na figura 2.6 o fornecedor BOTEK recomenda alguns formatos
de guia quanto ao material, ou característica do furo (BOTEK, 2010).
Guia Lateral
Ff = Força de Avanço
Fp = Força Passiva
Fc = Força de Corte
Fp
Fc
Ff
Bucha Guia
Pré-Furo
Bucha Guia
Pré-Furo
25
Figura 2.6 - Tipos de guias da broca canhão (BOTEK, 2010).
Outro fator de influência na ferramenta é a qualidade superficial das faces de
corte após o processo de afiação. Uma afiação com acabamento ruim pode provocar
um aumento no desgaste da aresta de corte ou até levar à quebra prematura da
ferramenta (WOSNIAK et al., 2007).
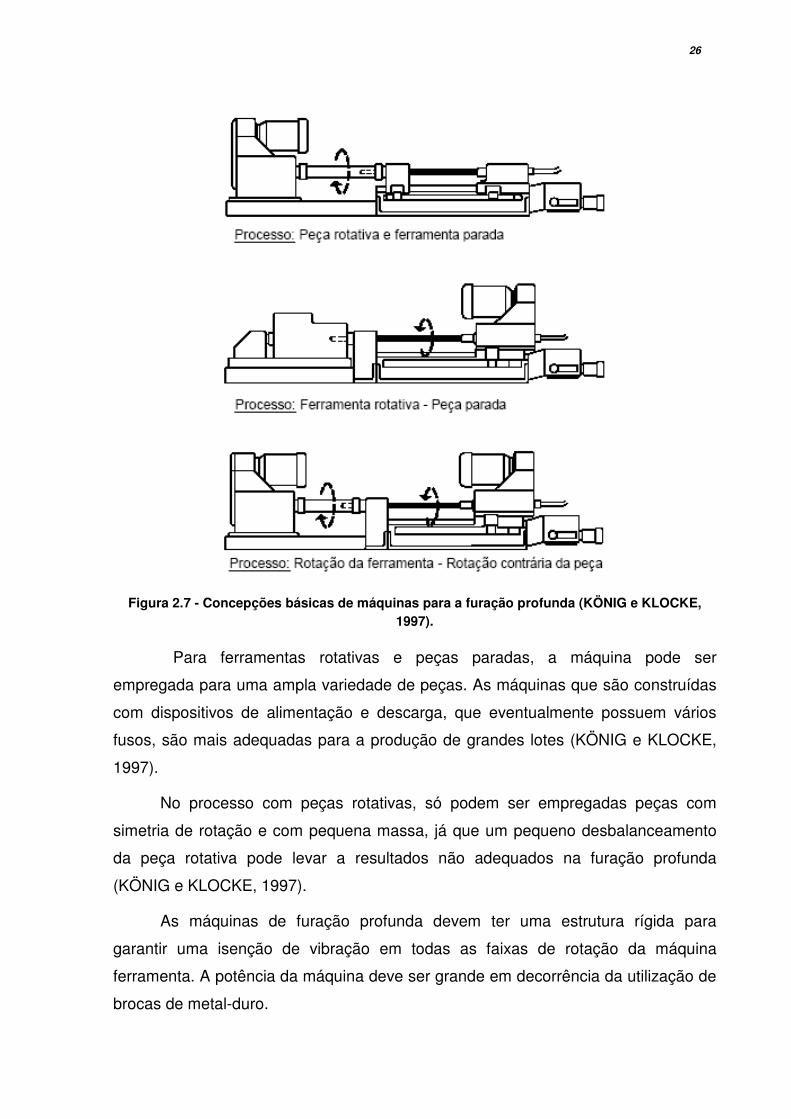
2.2.2 Máquina-ferramenta de Furação
O processo de furação profunda apresenta uma série de particularidades. A
utilização de máquinas dedicadas deve cumprir, principalmente, os seguintes
requisitos: rigidez, estabilidade, precisão no movimento de avanço da ferramenta e
disponibilidade de sistemas de injeção de fluido de corte a alta pressão. Quanto às
concepções da máquina-ferramenta, as configurações básicas podem ser
observadas na figura 2.7. De acordo com a forma de trabalho, o movimento principal
de giro pode ser executado pela ferramenta e ou pela peça, bem como por ambas
as partes (KÖNIG e KLOCKE, 1997).
- Todos os materiais; - compatível com a maioria dos requisitos de furação;
- furos com tolerância fechada; - mínimo desvio.
- Aço, aço inoxidável; - materiais de difícil usinabilidade;
- recomendado para uso de refrigerantes de óleo solúvel (emulsões).
- Ferro fundido, materiais maleáveis; - furação de furos cruzados;
- entrada e saída de furos em ângulo.
- Alumínio, cobre; - furos com tolerância fechada.
26
Figura 2.7 - Concepções básicas de máquinas para a furação profunda (KÖNIG e KLOCKE, 1997).
Para ferramentas rotativas e peças paradas, a máquina pode ser
empregada para uma ampla variedade de peças. As máquinas que são construídas
com dispositivos de alimentação e descarga, que eventualmente possuem vários
fusos, são mais adequadas para a produção de grandes lotes (KÖNIG e KLOCKE,
1997).
No processo com peças rotativas, só podem ser empregadas peças com
simetria de rotação e com pequena massa, já que um pequeno desbalanceamento
da peça rotativa pode levar a resultados não adequados na furação profunda
(KÖNIG e KLOCKE, 1997).
As máquinas de furação profunda devem ter uma estrutura rígida para
garantir uma isenção de vibração em todas as faixas de rotação da máquina
ferramenta. A potência da máquina deve ser grande em decorrência da utilização de
brocas de metal-duro.
27
As situações nas quais o processo de furação profunda é aplicado com
vantagens são apresentadas abaixo (GRÜBE et al., 1974):
- Exigência de elevada potência de usinagem (volume usinado na unidade de
tempo).
- Usinagem de materiais com alta composição de elementos de liga, que são
considerados como difícil usinagem.
- Usinagem de materiais de alta resistência, acima de 1200N/mm.
- Exigências elevadas à tolerância e qualidade superficial, bem como
qualidade geométrica do furo.
2.3 Revestimento da Ferramenta
Basicamente, o principal objetivo da aplicação de qualquer revestimento é
melhorar as condições tribológicas nas interfaces ferramenta-cavaco e ferramenta-
peça. No entanto, para melhor aproveitar as propriedades proprocionadas pelo
revesitmento, o mecanismo de desgaste predominante da ferramenta deve ser
identificado, e assim selecionado o revestimento adequado capaz de reduzir a
severidade deste tipo de desgaste. Por exemplo, quando a difusão é identificada
como o principal mecanismo de desgaste da ferramenta, um revestimento que reduz
o atrito de contato (para um determinado material da peça) e, assim, a temperatura
na interface, pode ser usado, pois o mecanismo de difusão ocorre apenas em altas
temperaturas de contato.
Uma grande tentativa de correlacionar os materiais de revestimento e seu
desempenho foi feito por Arnold (2000). Foi salientado que, basicamente, existem
quatro grandes grupos de materiais de revestimento no mercado. O grupo mais
popular é o dos materiais de revestimento à base de titânio como TiN, TiC e Ti(C,N).
A fase metálica é frequentemente complementada por outros metais como Al e Cr,
que são adicionados para melhorar algumas propriedades específicas, como dureza,
resistência à oxidação, etc. O segundo grupo representa revestimentos cerâmicos
como Al2O3 (óxido de alumínio). O terceiro grupo inclui revestimentos super-duros
como diamante CVD, e o quarto grupo inclui o revestimento de lubrificantes sólidos
como metal-carbono amorfo.
28
2.3.1 Técnicas de aplicação
Os revestimentos são aplicados por dois tipos básicos de técnicas
(ASTAKHOV, 2006):
• deposição de vapor químico (Chemical vapor deposition - CVD): envolve
uma reação química entre uma fase gasosa (por exemplo, titânio e nitrogênio) e a
superfície de um substrato (uma pastilha de corte ou uma ferramenta de corte),
aquecida a cerca de 1000ºC. Como o revestimento CVD é um processo gasoso,
toda a superfície do substrato pode ser uniformemente revestida.
• deposição de vapor físico (Physical vapor deposition - PVD): neste processo
o componente metálico do revestimento é produzido a partir de sólidos, em um
ambiente de alto vácuo. A geração dos átomos do metal é feito por métodos de
evaporação ou bombardeamento de íons, em temperaturas de cerca de 500°C.
Os revestimentos CVD estão disponíveis comercialmente a cerca de 30 anos,
e o fato de que mais da metade das pastilhas vendidas são revestimentos CVD,
demonstra a eficácia desses revestimentos. Os revestimentos CVD geralmente são
depositados na composição multi-camada. Um revestimento multi-camada TiC-TiN,
por exemplo, fornece a lubrificação do TiN e a resistência à abrasão do TiC. A
espessura do revestimento fica na faixa de 5 - 10 µm (ASTAKHOV, 2006).
No entanto, as altas temperaturas (cerca de 1000°C) envolvidas no processo
CVD criam uma fragilização chamada de "fase eta" na interface substrato-
revestimento. Dependendo de sua extensão, a fragilização pode afetar o
desempenho operacional em usinagens de corte interrompido e de materiais que
possuem inconsistência na microestrutura, tais como a encontrada em alguns ferros
fundidos nodulares. Recentemente o desenvolvimento de revestimentos CVD de
média temperatura (MTCVD) têm mostrado uma tendência de redução na formação
da fase eta. As ferramentas revestidas com MTCVD oferecem maior resistência ao
choque térmico e lascamento de aresta em comparação com as ferramentas
revestidas pelo CVD convencional. O resultado é uma maior vida útil da ferramenta,
bem como o aumento na resistência em comparação com os revestimentos CVD de
alta temperatura (SEGAL e TOVBIN, 1999).
Revestimentos PVD também oferecem vantagens sobre revestimentos CVD
em determinadas operações e / ou materiais. Comercializadas em meados dos anos
29
1980, o processo de revestimento PVD envolve temperaturas de deposição
relativamente baixas (cerca de 500°C), e permite o revestimento de arestas afiadas
de insertos (a aresta de corte dos insertos revestidos por CVD são geralmente
arredondados antes do revestimento para minimizar o efeito da fase eta). Arestas de
corte fortes e afiadas são essenciais em operações como brochar, usinagem de
engrenagens, fresagem, furação, rosqueamento e para a usinagem de materiais de
difícil usinabilidade como o titânio, aços alta ligas à base de níquel e materiais não-
ferrosos. Do ponto de vista da estrutura do material da peça, arestas de corte
afiadas reduzem as forças de corte, assim ferramentas revestidas por PVD oferecem
uma grande vantagem quando a usinagem de componentes de parede fina ou as
tensões residuais geradas na usinagem são o problema (ASTAKHOV, 2006).
O primeiro revestimento PVD foi o nitreto de titânio (TiN), mas as tecnologias
PVD desenvolvidas mais recentemente incluem carbonitretos de titânio (TiCN) e o
nitreto de titânio alumínio (TiAlN), que oferecem maior dureza, e aumento da
resistência ao desgaste. As ferramentas TiAlN em particular, devido a sua maior
estabilidade química, oferecem maior resistência ao desgaste químico e, assim, é
possível aumentar a capacidade para trabalhar com velocidades mais altas.
Recentes desenvolvimentos em revestimentos PVD incluem revestimentos "macios",
tais como revestimentos de dissulfeto de molibdênio (MoS2) para aplicações de
perfuração à seco. A combinação de revestimento macio-duro, como MoS2 sobre
PVD TiN ou TiAlN, também demonstraram grande potencial. O revestimento duro
(TiN ou TiAlN) proporciona resistência ao desgaste enquanto os mais macios,
oferecem maior lubrificação para o escoamento do cavaco (SEGAL e TOVBIN, 1999;
SRIVASTAVA e QUINTO, 2005; BUSHMAN e GUPTA, 1991).
2.3.2 Tipos de revestimentos à base PVD
Os revestimentos de base PVD estão listados na abaixo e suas propriedades
são mostradas na Tabela 2.1 (ASTAKHOV, 2006).
• Nitreto de titânio (TiN)
Os revestimentos dourados TiN oferecem excelente resistência ao desgaste
para uma vasta gama de materiais, e permite o uso de maiores avanços e
velocidades de corte. Operações de conformação pode conseguir uma diminuição
no desgaste e na soldagem de material da peça na ferramenta, consequentemente
30
uma melhoria no acabamento superficial das peças conformadas. Uma estimativa
conservadora de aumento de vida útil é de 200-300%, apesar de haver algumas
aplicações com aumentos de até 800%.
• Carbonitreto de titânio (TiN (C, N))
Revestimento (Ti (C, N)) cor bronze, oferece maior resistência ao desgaste
para materiais abrasivos, adesivos, ou materiais difíceis de usinar, como o ferro
fundido, aços de alta liga, aços ferramenta, cobre e suas ligas, inconel e ligas de
titânio. Tal como acontece com o TiN, avanços e velocidades de corte podem ser
aumentados e a vida da ferramenta pode melhorar em até 800%. Operações de
conformação com material abrasivo deve ter resultados melhores do que os
encontrados com TiN.
• Nitreto de titânio alumínio ((Ti, Al) N)
Cor Roxo / Preto, ((Ti, Al) N) é um revestimento de alta performance que se
sobressai na usinagem de materiais abrasivos e de difícil usinagem como ferro
fundido, ligas de alumínio, aços ferramenta e ligas de níquel. A ductilidade
melhorada do ((Ti, Al) N) torna-o uma excelente escolha para usinagens de corte
interrompido, enquanto a sua resistência à oxidação, fornece inigualável
desempenho em usinagem de alta temperatura.
• Nitreto de cromo (CrN)
Na cor prata, CrN oferece alta estabilidade térmica, que ajuda na fundição de
alumínio e aplicações de fundição profunda. Ela também pode reduzir a formação de
aresta postiça comumente associado com usinagem de ligas de titânio com
revestimentos à base de Titânio.
• Multi-camadas CrN-CrC
Na cor prata, o revestimento tem boa dureza e uma alta resistência a
rachaduras e lascas. É apropriado para a usinagem de alumínio e ligas de titânio.
• Multi-camadas TiN-TiCN
Na cor bronze / cinza ou azul / cinza, o revestimento é recomendado para
aplicações de usinagem dura como usinagem de aços alto carbono, aços ferramenta
e de ligas de alumínio com alta porcentagem de silício.

31
• Nitreto de zircônio (ZrN)
Na cor dourada pálida, este revestimento de propósito geral é recomendado
para usinagem de ferro fundido e materiais não ferrosos como ligas de alumínio e
titânio.
Tabela 2.1 - Propriedades físicas básicas dos revestimentos PVD (ASTAKHOV, 2006).
Propriedade Nitreto de titânio (TiN)
Carbonitreto de tintânio (Ti(C,N))
Nitreto de titanio alumínio ((Ti,Al)N)
Nitreto de cromo (CrN)
Cor Ouro Bronze Roxo/preto Prata
Dureza (HV) 2800 3000 2800 2000 - 2200
Espessura do revestimento (µm) 2 - 4 2 - 4 2 - 4 3 - 5
Estabilidade química em
(°C) 550 400 750 800
(°F) 1000 750 1330 1470
Lubricidade TiN/aço 0,4 - 0,55 0,5 - 0,6 0,5 - 0,6 0,55 - 0,65
Temperatura de deposição em
(°C) 500 500 500 350
(°F) 930 930 930 660Comparação de custo Base 1,5 x base 2 x base 1,75 x base
2.3.3 Critérios de seleção do revestimento
Deve-se salientar, entretanto, que devido a grande variedade de
revestimentos disponíveis no mercado torna-se dificil a seleção dos mais adequados
para um determinada aplicação (ASTAKHOV, 2006). O método de tentativa e erro é
amplamente utilizado para a seleção tão simplesmente porque as propriedades do
revestimento (como a tensão residual, a topologia, a morfologia, a dureza,
condutividade térmica, a adesão do revestimento no substrato, resistência à
abrasão, resistência à tribooxidação, a resistência à adesão, etc) são pouco
correlacionados com as condições de corte. No entanto, os métodos existentes e
regimes utilizados não se assemelham às condições tribológicas encontradas nas
interfaces ferramenta-cavaco e ferramenta-peça em termos de tensões e suas
distribuições, distribuições de temperatura, velocidades, etc. Como resultado, pode
haver muitas opiniões controversas sobre o mesmo revestimento utilizado em
aplicações semelhantes, porque nenhum critério de similaridade tribológico é
utilizado.
32
A seguir são apresentados alguns aspectos importantes para a aplicação de
revestimentos (ASTAKHOV, 2006):
• Um revestimento específico, quando aplicado corretamente, pode aumentar a
vida útil da ferramenta revestida em 2-3 vezes comparado ao da ferramenta sem
revestimento. Além disso, os aumentos de 10-50% na produtividade têm sido
demonstradas em algumas aplicações.
• Revestimento normalmente acrescenta 0,6 - 1 µm na rugosidade superfícial.
Polimento pós-revestimento é possível, com isso removem-se as macro-partículas
formadas sobre o revestimento durante o processo de deposição (SEGAL e
TOVBIN, 1999).
• Revestimento muda as dimensões da ferramenta de corte. A mudança
depende do revestimento, sua espessura especificada e o processo de
revestimento. Normalmente, o PVD é recomendado para ferramentas de menor
tolerância e CVD para ferramentas de maior tolerância. A maioria dos revestimentos
PVD adiciona 2-3 µm de cada lado de uma ferramenta ou componente. CVD e PVD
CrN são mais espessas e podem adicionar 10 µm ou mais, em alguns casos. A
temperatura de processamento pode prejudicar o material do substrato. As
temperaturas de CVD, em particular, afetam as condições de tratamento térmico de
ferramentas e componentes, e podem causar alterações dimensionais (ASTAKHOV,
2006).
• Os revestimentos são aplicados em várias camadas alternadas. Isso ocorre
porque o aumento da dureza ocorre com a diminuição do tamanho do grão, e o
tamanho do grão diminui simultaneamente com a diminuição da espessura da
camada (OUTEIRO et al., 2002). Isto é especialmente verdadeiro para revestimentos
de alumina: camadas finas de revestimento de alumina são mais duras.
Revestimentos mais duros proporcionam uma melhor resistência ao desgaste. A
espessura máxima desejável, tamanho de grão mínimo, só é possível com a
introdução do método de multi-camadas alternadas (OUTEIRO et al., 2002). O
método mais comum de obtenção da redução do tamanho de grão em camadas
Al2O3 é periodicamente interromper a sua deposição, aplicando uma fina camada de
TiC, TiCN e TiN. O crescimento de grãos de Al2O3 é inibido após a aplicação
subseqüente de cada camada. A aplicação de mais camadas desta forma pode ser
33
usada para construir o revestimento com a espessura total desejada, mantendo o
crescimento de grãos em camadas Al2O3 ao mínimo.
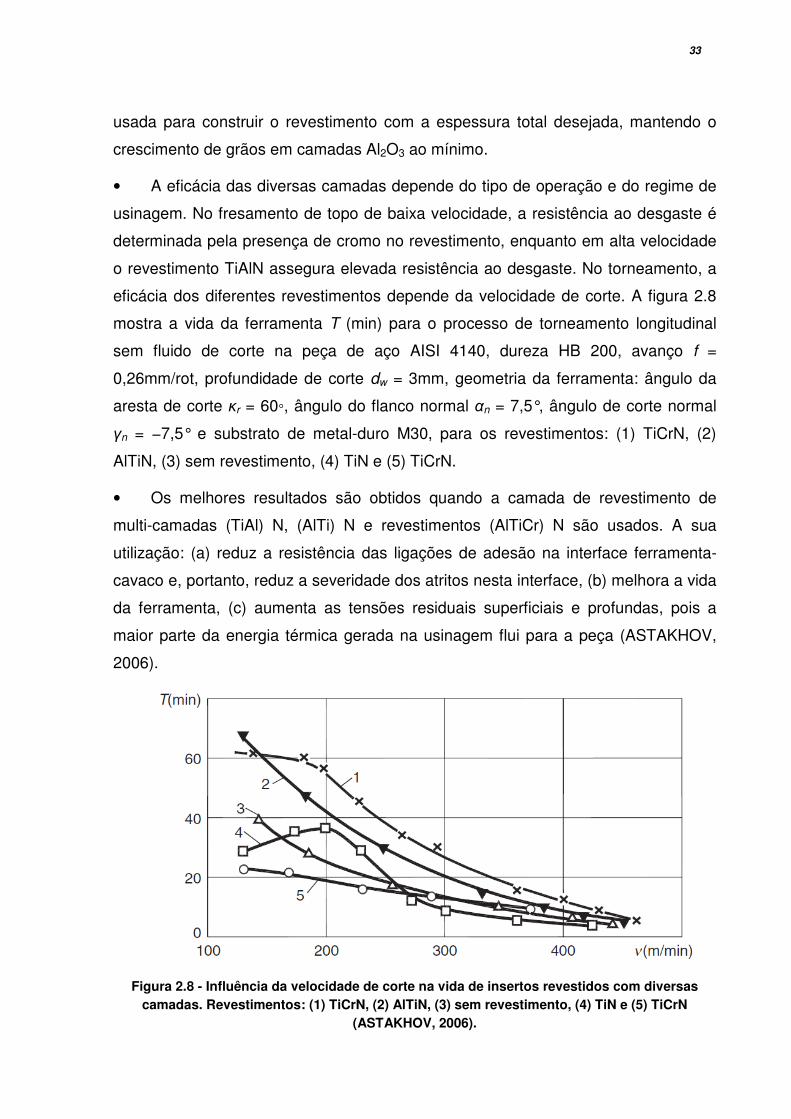
• A eficácia das diversas camadas depende do tipo de operação e do regime de
usinagem. No fresamento de topo de baixa velocidade, a resistência ao desgaste é
determinada pela presença de cromo no revestimento, enquanto em alta velocidade
o revestimento TiAlN assegura elevada resistência ao desgaste. No torneamento, a
eficácia dos diferentes revestimentos depende da velocidade de corte. A figura 2.8
mostra a vida da ferramenta T (min) para o processo de torneamento longitudinal
sem fluido de corte na peça de aço AISI 4140, dureza HB 200, avanço f =
0,26mm/rot, profundidade de corte dw = 3mm, geometria da ferramenta: ângulo da
aresta de corte κr = 60◦, ângulo do flanco normal αn = 7,5°, ângulo de corte normal
γn = −7,5° e substrato de metal-duro M30, para os revestimentos: (1) TiCrN, (2)
AlTiN, (3) sem revestimento, (4) TiN e (5) TiCrN.
• Os melhores resultados são obtidos quando a camada de revestimento de
multi-camadas (TiAl) N, (AlTi) N e revestimentos (AlTiCr) N são usados. A sua
utilização: (a) reduz a resistência das ligações de adesão na interface ferramenta-
cavaco e, portanto, reduz a severidade dos atritos nesta interface, (b) melhora a vida
da ferramenta, (c) aumenta as tensões residuais superficiais e profundas, pois a
maior parte da energia térmica gerada na usinagem flui para a peça (ASTAKHOV,
2006).
Figura 2.8 - Influência da velocidade de corte na vida de insertos revestidos com diversas camadas. Revestimentos: (1) TiCrN, (2) AlTiN, (3) sem revestimento, (4) TiN e (5) TiCrN
(ASTAKHOV, 2006).
34
2.4 Mecanismo de desgaste
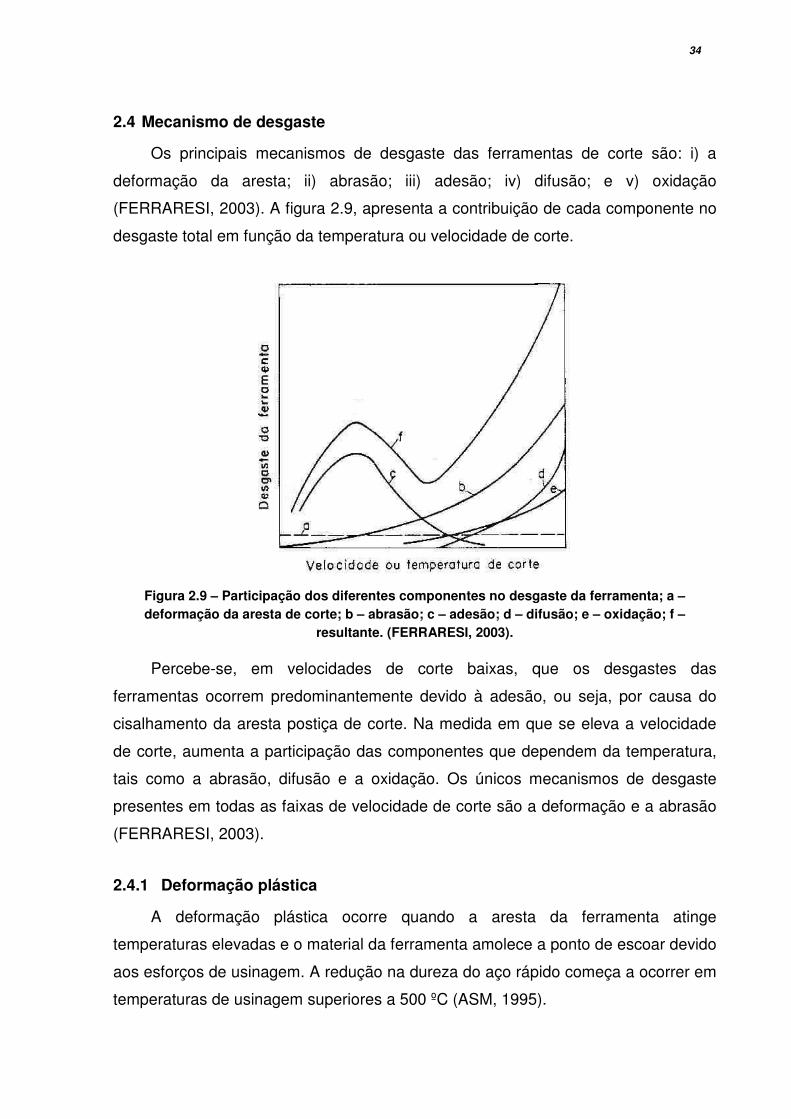
Os principais mecanismos de desgaste das ferramentas de corte são: i) a
deformação da aresta; ii) abrasão; iii) adesão; iv) difusão; e v) oxidação
(FERRARESI, 2003). A figura 2.9, apresenta a contribuição de cada componente no
desgaste total em função da temperatura ou velocidade de corte.
Figura 2.9 – Participação dos diferentes componentes no desgaste da ferramenta; a – deformação da aresta de corte; b – abrasão; c – adesão; d – difusão; e – oxidação; f –
resultante. (FERRARESI, 2003).
Percebe-se, em velocidades de corte baixas, que os desgastes das
ferramentas ocorrem predominantemente devido à adesão, ou seja, por causa do
cisalhamento da aresta postiça de corte. Na medida em que se eleva a velocidade
de corte, aumenta a participação das componentes que dependem da temperatura,
tais como a abrasão, difusão e a oxidação. Os únicos mecanismos de desgaste
presentes em todas as faixas de velocidade de corte são a deformação e a abrasão
(FERRARESI, 2003).
2.4.1 Deformação plástica
A deformação plástica ocorre quando a aresta da ferramenta atinge
temperaturas elevadas e o material da ferramenta amolece a ponto de escoar devido
aos esforços de usinagem. A redução na dureza do aço rápido começa a ocorrer em
temperaturas de usinagem superiores a 500 ºC (ASM, 1995).
35
Segundo ASM, a dureza a quente é uma propriedade que o material possui de
manter elevada dureza em elevadas temperaturas. No caso dos aços rápidos, com o
aumento dos teores dos elementos de liga: V, W e Co, têm-se uma melhora na
propriedade do material, mantendo sua dureza em temperaturas maiores do que
500°C (ASM, 1995).
2.4.2 Abrasão
A abrasão é uma das principais causas de desgaste de ferramenta. Tanto o
desgaste de flanco quanto o de cratera podem ser gerados por abrasão. O desgaste
gerado pela abrasão é incentivado pela presença de partículas duras no material da
peça e pela temperatura de corte, que reduz a dureza da ferramenta. Assim, quanto
maior a dureza a quente da ferramenta, maior sua resistência à abrasão. Às vezes,
partículas duras arrancadas de outras regiões da ferramenta por aderência ou
mesmo por abrasão, são arrastadas pelo movimento da peça, causando desgaste
abrasivo em uma área adjacente da ferramenta (DINIZ et al., 2003).
2.4.3 Adesão
O fenômeno da adesão está presente na formação da aresta postiça, mas
pode ocorrer o desgaste por aderência mesmo sem a formação da mesma. Em
geral, na área de saída de cavacos, o corte interrompido, a profundidade de
usinagem irregular ou a falta de rigidez, promovem o fluxo irregular de cavaco,
causando micro-caldeamentos do cavaco à superfície de saída da ferramenta. O
material devido à solicitação intermitente sofre a fadiga removendo parte da
superfície de contato da ferramenta (DINIZ et al., 2003).
2.4.4 Difusão
A difusão consiste na transferência de átomos de um material para o outro, o
que causa variações nas propriedades na camada superficial da ferramenta. Estas
reações químicas provocam a formação de carbonetos menos resistentes à abrasão.
Para que ocorra o desgaste por difusão são necessários três fatores combinados: i)
elevadas temperaturas na região de contato; ii) afinidade química entre a ferramenta
e o material da peça; e iii) tempo de contato. A difusão é responsável pelo desgaste
de cratera em altas velocidades de corte, pois na superfície de saída da ferramenta
é gerada uma condição necessária para a difusão dos materiais, que vem a ser,
36
altas temperaturas (devido a altas velocidades e a zona de aderência) e tempo de
contato cavaco-ferramenta (DINIZ et al., 2003).
2.4.5 Oxidação
A oxidação é a formação de um filme de óxido como resultado da exposição
das superfícies aquecidas ao ar. Este filme recobre todas as regiões nas quais o
oxigênio da atmosfera tem acesso, atacando principalmente as regiões vizinhas das
superfícies de saída, incidência primária e incidência secundária. A ação destrutiva
da oxidação ocorre devido a diferença de volumes dos óxidos formados, criando
saliências nas superfícies da ferramenta, levando facilmente ao lascamento e quebra
da quina da mesma (SCHRÖETER, WEINGERTNER, 2001).
2.5 Usinabilidade
O termo usinabilidade, compreende todas as propriedades de um material que
tem influência sobre o processo de usinagem. Com o termo usinabilidade são
descritas todas as dificuldades que um material apresenta na sua usinagem (KÖNIG
e KLOCKE, 1997).
A usinabilidade é uma propriedade sistêmica do material, pois depende das
características do material usinado e das condições de manutenção da aresta da
ferramenta. A manutenção da aresta é definida como sendo a propriedade da aresta
de uma ferramenta de resistir aos esforços na separação dos cavacos de um
material da peça, por um determinado tempo. A usinabilidade de um material sempre
é vista no contexto do processo de fabricação, do material da ferramenta e das
condições de corte.
Para a descrição da usinabilidade muitas vezes são empregados os símbolos
(Zv) e (Zs), onde o índice “v” está para o desgaste, e o índice “s” para o formato do
cavaco (VIEREGGE, 1970).
A usinabilidade (Zv), se baseia na posição e no comportamento do desgaste
em relação a velocidade de corte, trabalhando-se com velocidade de corte acima da
faixa de formação de aresta postiça. Para determinada operação, a usinabilidade
(Zv) deve ser aceita como boa, quando o material pode ser usinado com velocidade
de corte elevada e com seção de cavaco grande, resultando um pequeno desgaste
37
da ferramenta. Com a usinabilidade (Zv), é descrito basicamente o comportamento
de desgaste (VIEREGGE, 1970).
A determinação da usinabilidade (Zs), se baseia em observações na formação
do cavaco. (Zs) é tido como bom, quando a adesão do material é pequena e não se
formam cavacos em forma de fita ou enrolados, e a superfície é isenta de rebarbas.
Zs também depende da velocidade de corte, geralmente com o aumento da
velocidade de corte obtemos uma melhora na qualidade superficial (VIEREGGE,
1970).
Para mensurar a usinabilidade geralmente são usados quatro critérios (KÖNIG
e KLOCKE, 1997):
-Vida da ferramenta
- Força de usinagem,
- Qualidade superficial da peça,
-Formação de cavacos, como forma e tamanho dos cavacos.
No julgamento e no teste da usinabilidade, são empregados vários critérios que
necessariamente não interdependem um do outro e sim devem ser determinados um
de cada vez.
2.5.1 Critério Vida da ferramenta
Para a caracterização da usinabilidade de um material, é utilizada a vida da
ferramenta como sendo o termo de maior importância. A vida “T”é o tempo mínimo
durante o qual uma ferramenta resiste do início do corte até a sua utilização total,
relacionada a um certo critério de fim de vida sob certas condições de usinagem. A
figura 2.10 apresenta a formação do cavaco e as formas de desgaste.
Para a determinação da vida da ferramenta, na prática são empregados testes
de longa duração, com as velocidades de corte usuais, em máquinas ferramenta,
que, no entanto exigem um elevado tempo de ensaio e grande quantidade de
material.
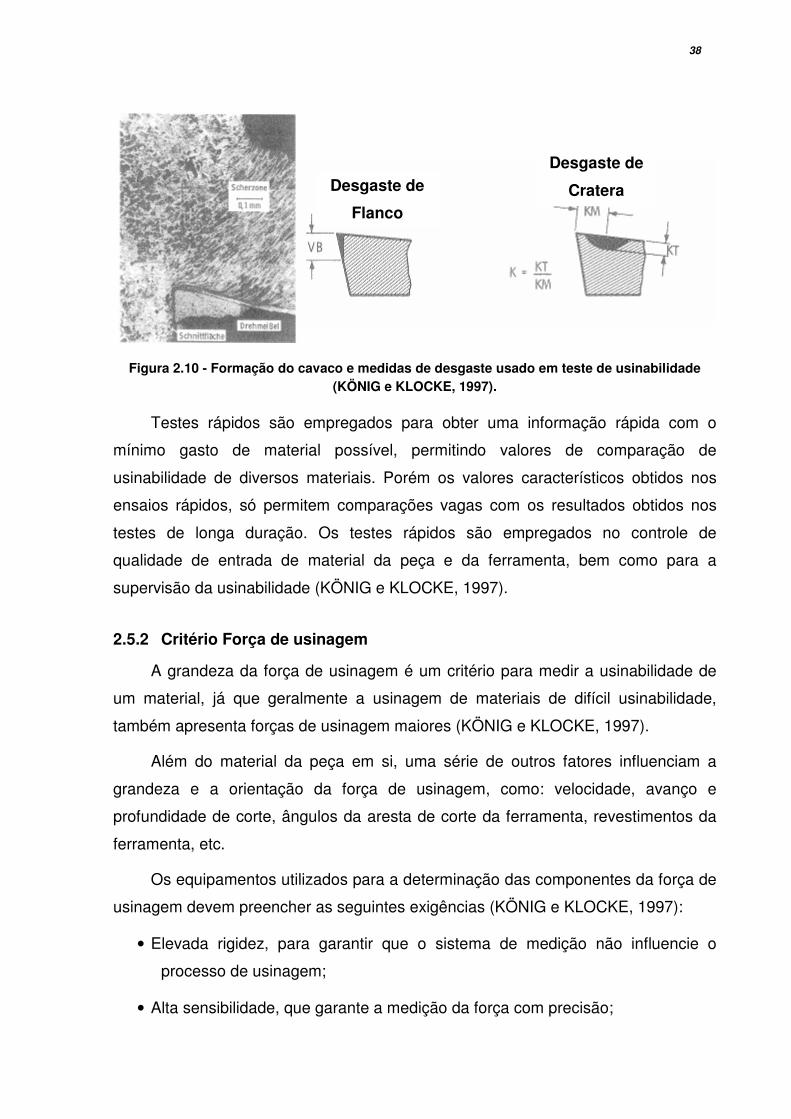
38
Figura 2.10 - Formação do cavaco e medidas de desgaste usado em teste de usinabilidade (KÖNIG e KLOCKE, 1997).
Testes rápidos são empregados para obter uma informação rápida com o
mínimo gasto de material possível, permitindo valores de comparação de
usinabilidade de diversos materiais. Porém os valores característicos obtidos nos
ensaios rápidos, só permitem comparações vagas com os resultados obtidos nos
testes de longa duração. Os testes rápidos são empregados no controle de
qualidade de entrada de material da peça e da ferramenta, bem como para a
supervisão da usinabilidade (KÖNIG e KLOCKE, 1997).
2.5.2 Critério Força de usinagem
A grandeza da força de usinagem é um critério para medir a usinabilidade de
um material, já que geralmente a usinagem de materiais de difícil usinabilidade,
também apresenta forças de usinagem maiores (KÖNIG e KLOCKE, 1997).
Além do material da peça em si, uma série de outros fatores influenciam a
grandeza e a orientação da força de usinagem, como: velocidade, avanço e
profundidade de corte, ângulos da aresta de corte da ferramenta, revestimentos da
ferramenta, etc.
Os equipamentos utilizados para a determinação das componentes da força de
usinagem devem preencher as seguintes exigências (KÖNIG e KLOCKE, 1997):
• Elevada rigidez, para garantir que o sistema de medição não influencie o
processo de usinagem;
• Alta sensibilidade, que garante a medição da força com precisão;
Zona de corte
Face de corte Inserto
Desgaste de
Flanco
Desgaste de
Cratera
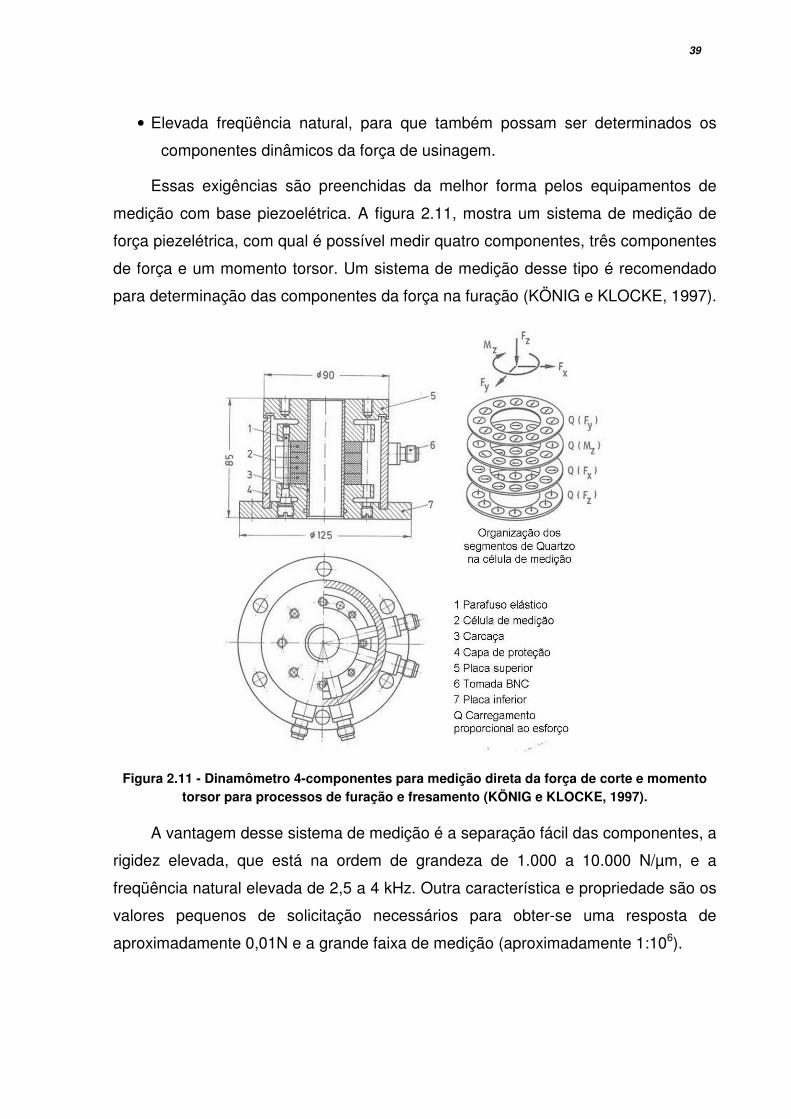
39
• Elevada freqüência natural, para que também possam ser determinados os
componentes dinâmicos da força de usinagem.
Essas exigências são preenchidas da melhor forma pelos equipamentos de
medição com base piezoelétrica. A figura 2.11, mostra um sistema de medição de
força piezelétrica, com qual é possível medir quatro componentes, três componentes
de força e um momento torsor. Um sistema de medição desse tipo é recomendado
para determinação das componentes da força na furação (KÖNIG e KLOCKE, 1997).
Figura 2.11 - Dinamômetro 4-componentes para medição direta da força de corte e momento torsor para processos de furação e fresamento (KÖNIG e KLOCKE, 1997).
A vantagem desse sistema de medição é a separação fácil das componentes, a
rigidez elevada, que está na ordem de grandeza de 1.000 a 10.000 N/µm, e a
freqüência natural elevada de 2,5 a 4 kHz. Outra característica e propriedade são os
valores pequenos de solicitação necessários para obter-se uma resposta de
aproximadamente 0,01N e a grande faixa de medição (aproximadamente 1:106).
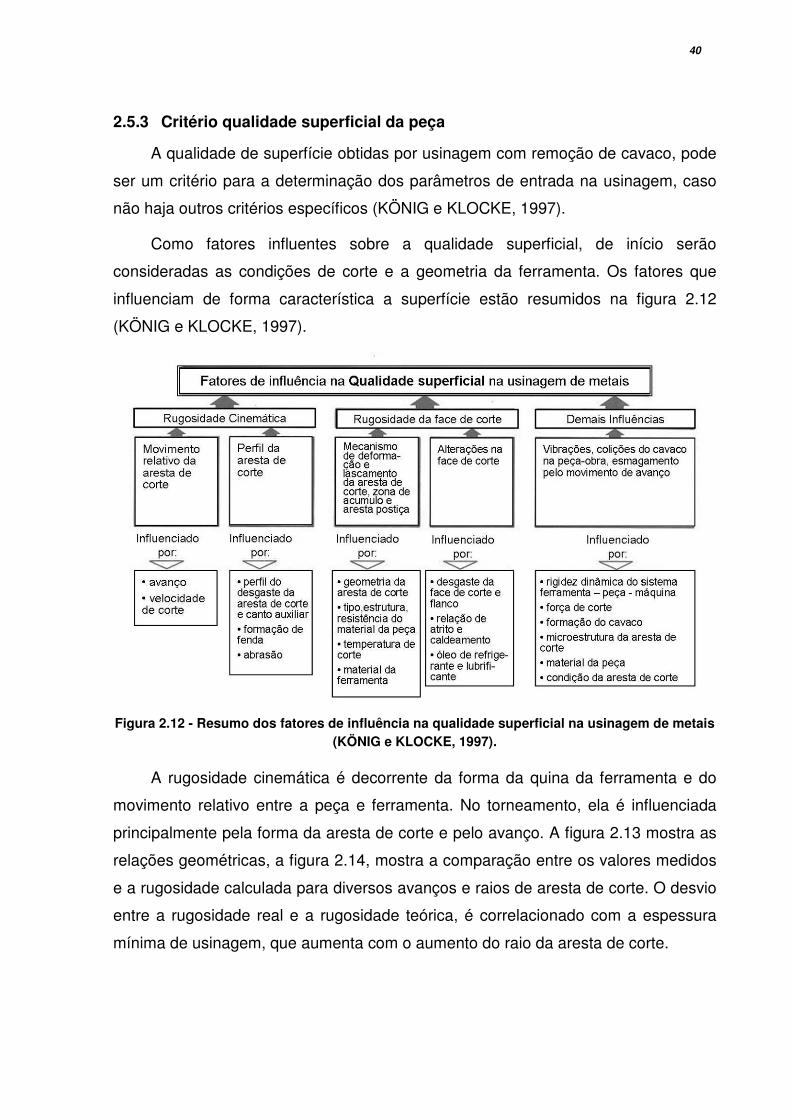
40
2.5.3 Critério qualidade superficial da peça
A qualidade de superfície obtidas por usinagem com remoção de cavaco, pode
ser um critério para a determinação dos parâmetros de entrada na usinagem, caso
não haja outros critérios específicos (KÖNIG e KLOCKE, 1997).
Como fatores influentes sobre a qualidade superficial, de início serão
consideradas as condições de corte e a geometria da ferramenta. Os fatores que
influenciam de forma característica a superfície estão resumidos na figura 2.12
(KÖNIG e KLOCKE, 1997).
Figura 2.12 - Resumo dos fatores de influência na qualidade superficial na usinagem de metais (KÖNIG e KLOCKE, 1997).
A rugosidade cinemática é decorrente da forma da quina da ferramenta e do
movimento relativo entre a peça e ferramenta. No torneamento, ela é influenciada
principalmente pela forma da aresta de corte e pelo avanço. A figura 2.13 mostra as
relações geométricas, a figura 2.14, mostra a comparação entre os valores medidos
e a rugosidade calculada para diversos avanços e raios de aresta de corte. O desvio
entre a rugosidade real e a rugosidade teórica, é correlacionado com a espessura
mínima de usinagem, que aumenta com o aumento do raio da aresta de corte.
ê
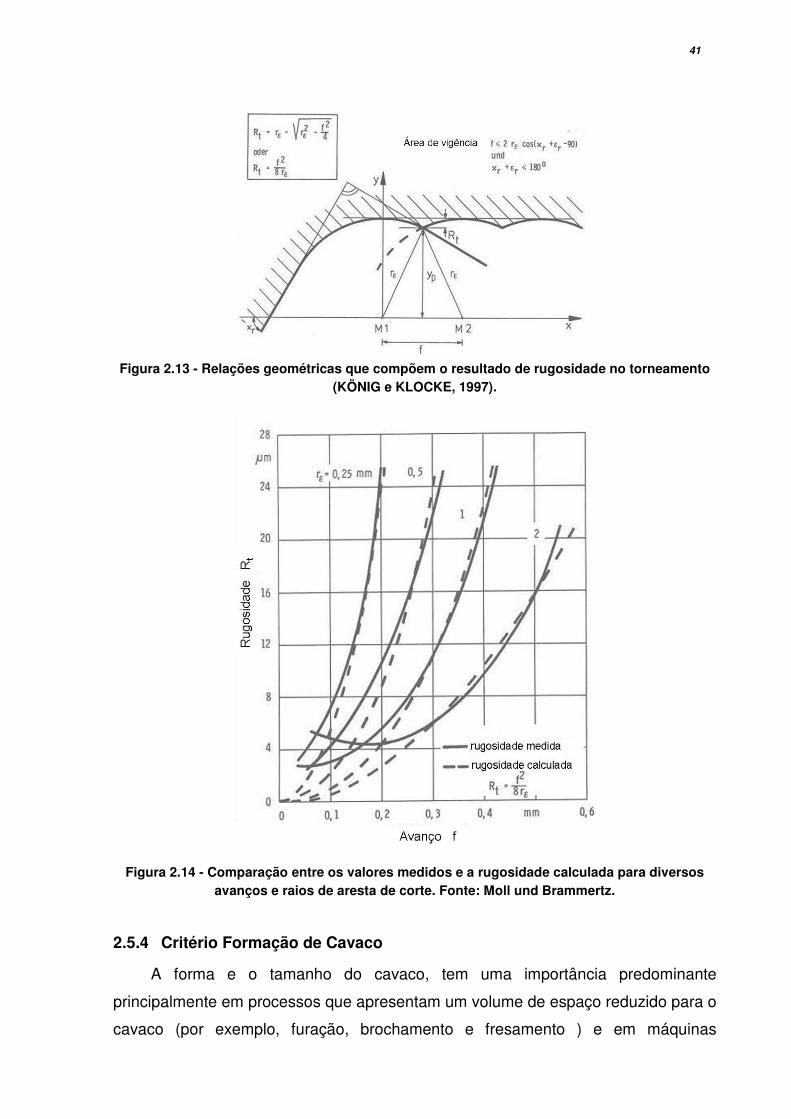
41
Figura 2.13 - Relações geométricas que compõem o resultado de rugosidade no torneamento
(KÖNIG e KLOCKE, 1997).
Figura 2.14 - Comparação entre os valores medidos e a rugosidade calculada para diversos avanços e raios de aresta de corte. Fonte: Moll und Brammertz.
2.5.4 Critério Formação de Cavaco
A forma e o tamanho do cavaco, tem uma importância predominante
principalmente em processos que apresentam um volume de espaço reduzido para o
cavaco (por exemplo, furação, brochamento e fresamento ) e em máquinas
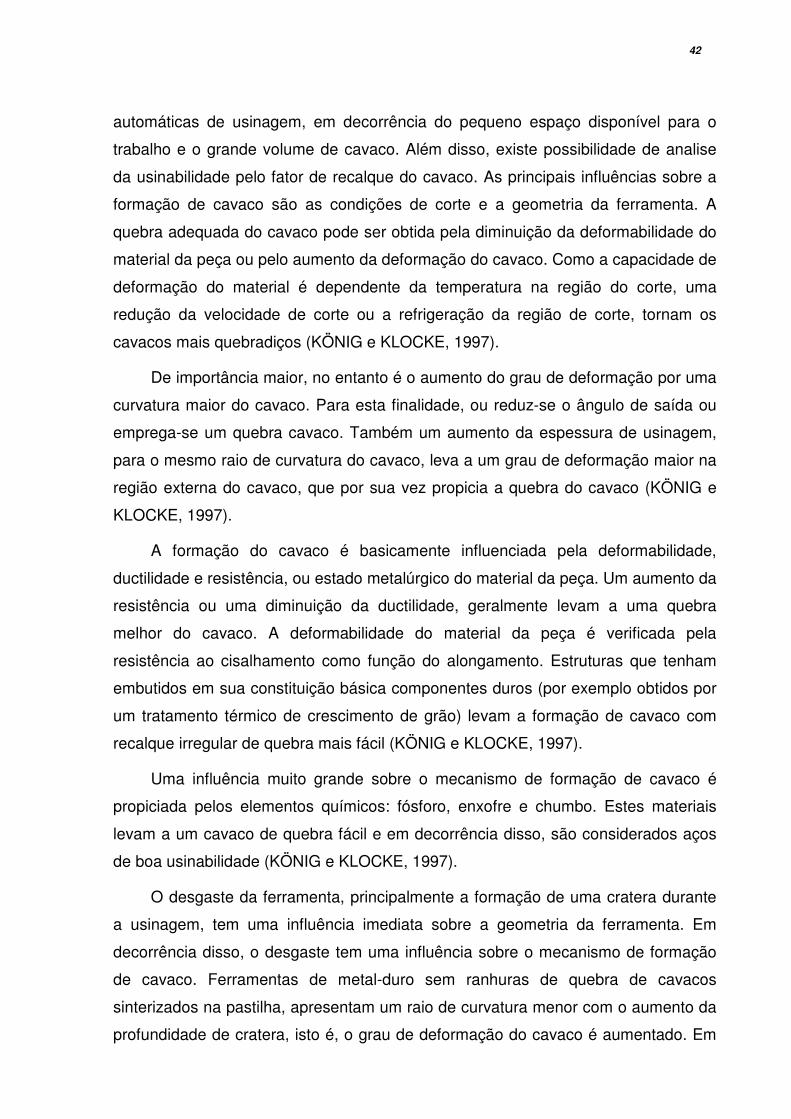
42
automáticas de usinagem, em decorrência do pequeno espaço disponível para o
trabalho e o grande volume de cavaco. Além disso, existe possibilidade de analise
da usinabilidade pelo fator de recalque do cavaco. As principais influências sobre a
formação de cavaco são as condições de corte e a geometria da ferramenta. A
quebra adequada do cavaco pode ser obtida pela diminuição da deformabilidade do
material da peça ou pelo aumento da deformação do cavaco. Como a capacidade de
deformação do material é dependente da temperatura na região do corte, uma
redução da velocidade de corte ou a refrigeração da região de corte, tornam os
cavacos mais quebradiços (KÖNIG e KLOCKE, 1997).
De importância maior, no entanto é o aumento do grau de deformação por uma
curvatura maior do cavaco. Para esta finalidade, ou reduz-se o ângulo de saída ou
emprega-se um quebra cavaco. Também um aumento da espessura de usinagem,
para o mesmo raio de curvatura do cavaco, leva a um grau de deformação maior na
região externa do cavaco, que por sua vez propicia a quebra do cavaco (KÖNIG e
KLOCKE, 1997).
A formação do cavaco é basicamente influenciada pela deformabilidade,
ductilidade e resistência, ou estado metalúrgico do material da peça. Um aumento da
resistência ou uma diminuição da ductilidade, geralmente levam a uma quebra
melhor do cavaco. A deformabilidade do material da peça é verificada pela
resistência ao cisalhamento como função do alongamento. Estruturas que tenham
embutidos em sua constituição básica componentes duros (por exemplo obtidos por
um tratamento térmico de crescimento de grão) levam a formação de cavaco com
recalque irregular de quebra mais fácil (KÖNIG e KLOCKE, 1997).
Uma influência muito grande sobre o mecanismo de formação de cavaco é
propiciada pelos elementos químicos: fósforo, enxofre e chumbo. Estes materiais
levam a um cavaco de quebra fácil e em decorrência disso, são considerados aços
de boa usinabilidade (KÖNIG e KLOCKE, 1997).
O desgaste da ferramenta, principalmente a formação de uma cratera durante
a usinagem, tem uma influência imediata sobre a geometria da ferramenta. Em
decorrência disso, o desgaste tem uma influência sobre o mecanismo de formação
de cavaco. Ferramentas de metal-duro sem ranhuras de quebra de cavacos
sinterizados na pastilha, apresentam um raio de curvatura menor com o aumento da
profundidade de cratera, isto é, o grau de deformação do cavaco é aumentado. Em
43
funcão disso, em geral, tem-se uma quebra de cavaco melhor (KÖNIG e KLOCKE,
1997).
Com o aumento do tempo de corte, ferramentas com ranhura de quebra
cavaco sinterizada na pastilha, apresentam modificação nesta geometria. Em
decorrência disso, o raio de curvatura do cavaco pode aumentar e em função deste
aumento a quebra de cavaco torna-se menos propícia. O critério da formação de
cavacos, normalmente é correlacionado com o ensaio de vida da ferramenta pela
observação dos cavacos produzidos. Recomendações para os critérios e a medição
de cavacos, estão recomendados na folha de critérios Stahl-Eisen 1178/69 (KÖNIG
e KLOCKE, 1997).
2.5.4.1 Tipos de Cavacos
Podemos classificar os cavacos de uma usinagem em três tipos principais
(figura 2.15) (FERRARESI, 2003):
• Cavaco contínuo
• Cavaco de cisalhamento
• Cavaco de ruptura
Figura 2.15 - Tipos de cavacos: a) cavaco contínuo; b) e b’) cavaco de cisalhamento; c) cavaco de ruptura (FERRARESI, 2003).
44
Cavaco contínuo:
Constitui-se de lamelas justapostas numa disposição contínua e agrupadas
em grupos lamelares. Entenda-se por lamela a camada de material de cavaco
constituída pelos grãos cristalinos deformados. No cavaco contínuo, a disposição
entre estes grupos lamelares não é tão nítida como nos outros tipos de cavacos. Há
apenas um deslizamento desses elementos de cavacos. O cavaco contínuo forma-
se na usinagem de materiais dúcteis e homogêneos, com pequenos e médios
avanços e em sua formação geralmente é usada velocidade de corte superior a 60
m/min (valor referente ao material aço).
Cavaco de cisalhamento ou cisalhado:
Apresenta-se constituído de grupos lamelares bem distintos e justapostos.
Estes elementos de cavaco foram cisalhados na região de cisalhamento e
parcialmente caldeado em seguida. Forma-se quando houver diminuição da
resistência do material no plano de cisalhamento, devido ao aumento da
deformação, à heterogeneidade da estrutura metalográfica, ou a vibrações externas
que conduzem às variações da espessura de cavaco. Este tipo de cavaco também
se forma empregando-se grandes avanços, velocidades de corte geralmente
inferiores a 100 m/min (valor referente ao material aço) e ângulo de saída pequeno.
Cavaco de ruptura ou fragmentado:
Apresenta-se constituído de fragmentos arrancados da peça usinada. Há uma
ruptura completa do material em grupos lamelares (na região de cisalhamento), os
quais permanecem separados. Forma-se na usinagem de materiais frágeis ou de
estrutura heterogênea, tais como ferro fundido ou latão. Verifica-se que não há uma
distinção perfeitamente nítida entre os tipos de cavaco contínuo e de cisalhamento.
Conforme as condições de usinagem (avanço, velocidade de corte e ângulo de
saída) pode-se passar do cavaco contínuo ao de cisalhamento ou vice-versa.
2.5.4.2 Forma do Cavaco
Pode-se ainda diferenciar o cavaco quanto à sua forma. Certas formas de
cavaco dificultam a operação de usinagem, prejudicam o acabamento superficial da
peça, desgastam mais ou menos a ferramenta ou até mesmo danificam e quebram a
mesma. A figura 2.16, mostra diversas formas de cavaco e sua designação.
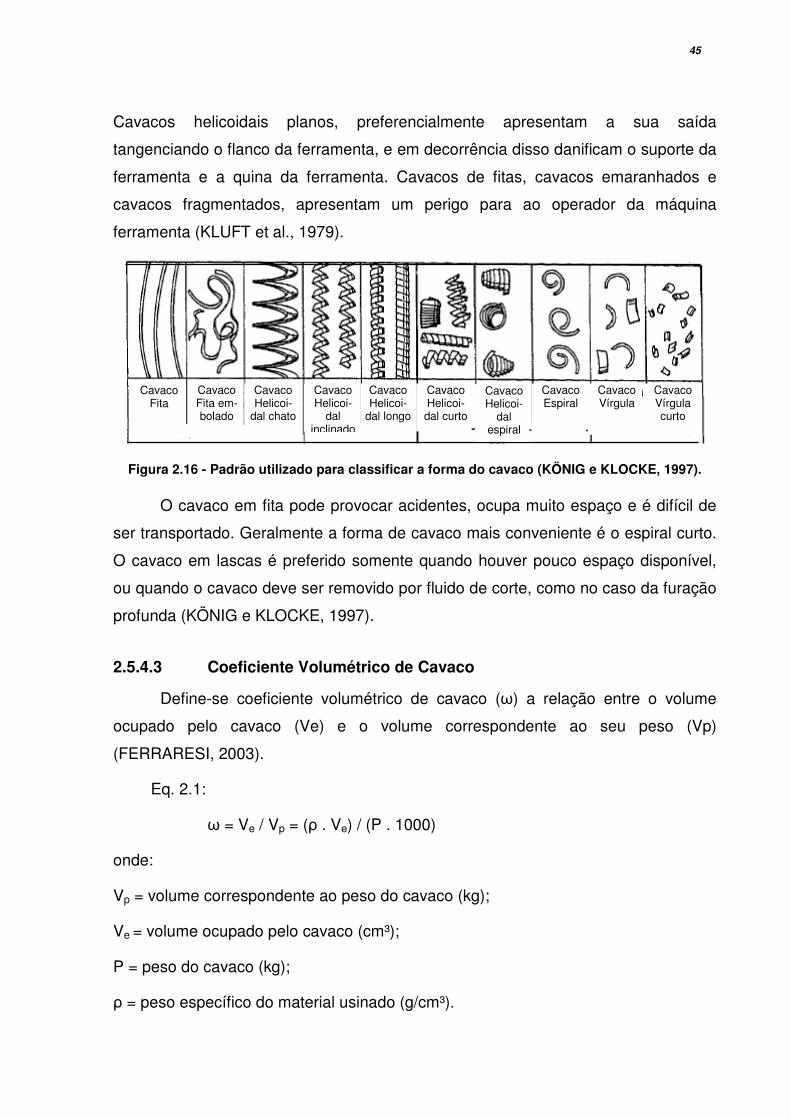
45
Cavacos helicoidais planos, preferencialmente apresentam a sua saída
tangenciando o flanco da ferramenta, e em decorrência disso danificam o suporte da
ferramenta e a quina da ferramenta. Cavacos de fitas, cavacos emaranhados e
cavacos fragmentados, apresentam um perigo para ao operador da máquina
ferramenta (KLUFT et al., 1979).
Figura 2.16 - Padrão utilizado para classificar a forma do cavaco (KÖNIG e KLOCKE, 1997).
O cavaco em fita pode provocar acidentes, ocupa muito espaço e é difícil de
ser transportado. Geralmente a forma de cavaco mais conveniente é o espiral curto.
O cavaco em lascas é preferido somente quando houver pouco espaço disponível,
ou quando o cavaco deve ser removido por fluido de corte, como no caso da furação
profunda (KÖNIG e KLOCKE, 1997).
2.5.4.3 Coeficiente Volumétrico de Cavaco
Define-se coeficiente volumétrico de cavaco (ω) a relação entre o volume
ocupado pelo cavaco (Ve) e o volume correspondente ao seu peso (Vp)
(FERRARESI, 2003).
Eq. 2.1:
ω = Ve / Vp = (ρ . Ve) / (P . 1000)
onde:
Vp = volume correspondente ao peso do cavaco (kg);
Ve = volume ocupado pelo cavaco (cm³);
P = peso do cavaco (kg);
ρ = peso específico do material usinado (g/cm³).
Cavaco Fita
Cavaco Fita em-bolado
Cavaco Helicoi-
dal chato
Cavaco Helicoi-
dal inclinado
Cavaco Helicoi-
dal longo
Cavaco Helicoi-
dal espiral
Cavaco Espiral
Cavaco Vírgula
Cavaco Vírgula curto
Cavaco Helicoi-dal curto
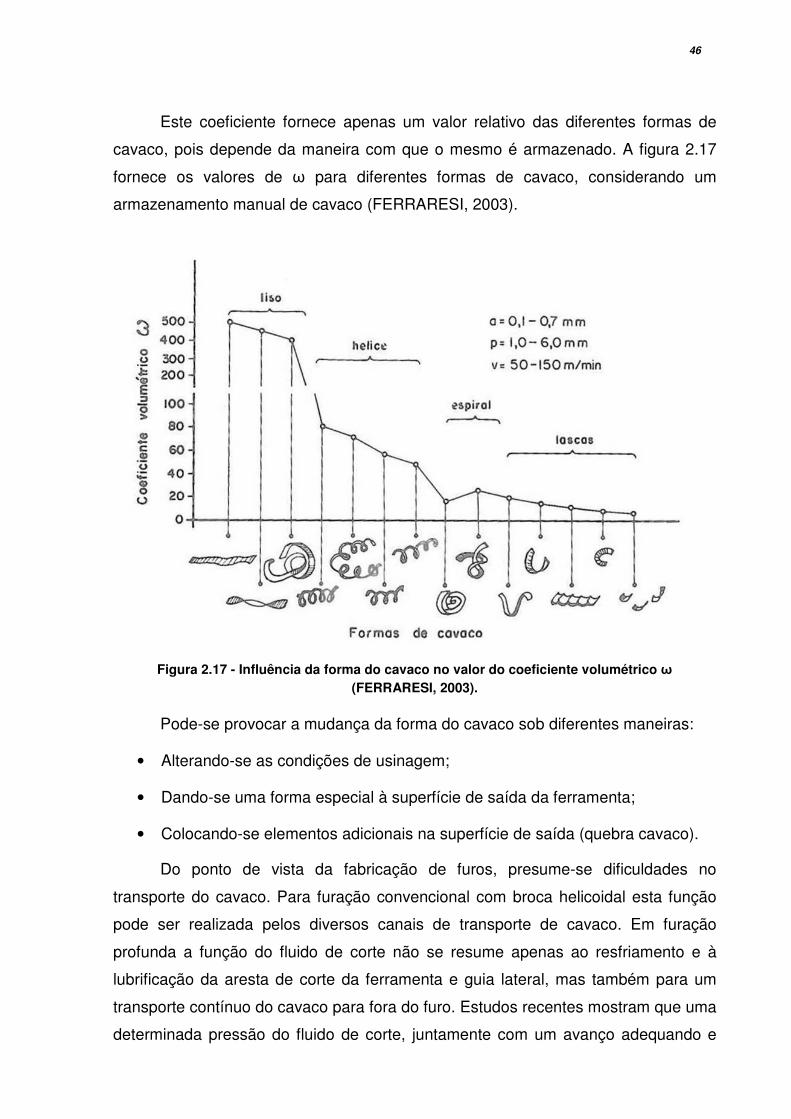
46
Este coeficiente fornece apenas um valor relativo das diferentes formas de
cavaco, pois depende da maneira com que o mesmo é armazenado. A figura 2.17
fornece os valores de ω para diferentes formas de cavaco, considerando um
armazenamento manual de cavaco (FERRARESI, 2003).
Figura 2.17 - Influência da forma do cavaco no valor do coeficiente volumétrico ω (FERRARESI, 2003).
Pode-se provocar a mudança da forma do cavaco sob diferentes maneiras:
• Alterando-se as condições de usinagem;
• Dando-se uma forma especial à superfície de saída da ferramenta;
• Colocando-se elementos adicionais na superfície de saída (quebra cavaco).
Do ponto de vista da fabricação de furos, presume-se dificuldades no
transporte do cavaco. Para furação convencional com broca helicoidal esta função
pode ser realizada pelos diversos canais de transporte de cavaco. Em furação
profunda a função do fluido de corte não se resume apenas ao resfriamento e à
lubrificação da aresta de corte da ferramenta e guia lateral, mas também para um
transporte contínuo do cavaco para fora do furo. Estudos recentes mostram que uma
determinada pressão do fluido de corte, juntamente com um avanço adequando e
47
modificações na afiação da ferramenta (por exemplo, distribuição do corte) propicia
cavacos curtos em forma de vírgula (WOSNIAK et al., 2007). Em furação profunda a
forma do cavaco tem uma função bastante importante, pois em alguns casos a
alternância de um cavaco curto para um cavaco longo (forma helicoidal longo ou
fita), pode gerar o entupimento do canal de saída do cavaco, podendo provocar a
quebra da ferramenta. A forma do cavaco representa em primeiro lugar a condição
do processo de furação profunda, e permite através da sua identificação encontrar a
combinação ótima dos parâmetros de usinagem (WOSNIAK et al., 2007).
2.5.5 Influência dos elementos de liga na usinabilidade
Uma das principais fontes de melhoria das condições tribológicas em
usinagem (redução do desgaste da ferramenta e melhoria da qualidade da superfície
usinada), e assim reduzir o custo unitário por peça usinada, está nas propriedades e
estrutura da matéria-prima. Porém, esta fonte não tem a devida atenção de
pesquisadores e profissionais na área de usinagem de metais, embora as
propriedades do material de trabalho possam definir, em grande medida
(ASTAKHOV, 2006):
• Propriedades da superfície de contato do cavaco que está em contrapartida
com a superficie de corte da ferramenta ao longo do comprimento de contato
ferramenta-cavaco;
• Propriedades do material de trabalho na interface peça-ferramenta (a
superfície de flanco), que definem as condições de contacto e de desgaste da
ferramenta através desta interface.
A presença de elementos de liga influência a usinabilidade do material pela
alteração da estrutura do aço, ou pela formação de lubrificantes assim como
incrustações abrasivas. Pode-se compreender melhor a influência dos elementos de
liga do aço AISI 4150 visualizando os elementos presentes neste material (Tabela
2.2), bem como a influência de cada elemento na usinabilidade.
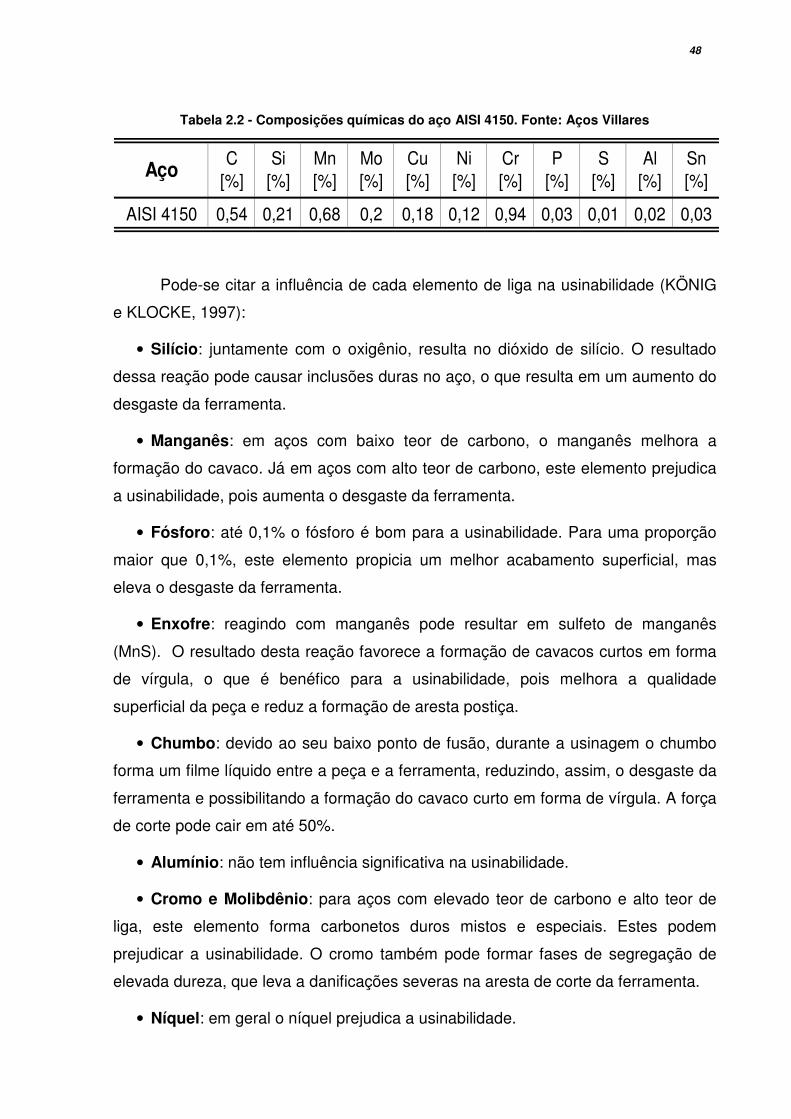
48
Tabela 2.2 - Composições químicas do aço AISI 4150. Fonte: Aços Villares
AçoC
[%] Si
[%] Mn [%]
Mo [%]
Cu [%]
Ni [%]
Cr [%]
P [%]
S [%]
Al [%]
Sn [%]
AISI 4150 0,54 0,21 0,68 0,2 0,18 0,12 0,94 0,03 0,01 0,02 0,03
Pode-se citar a influência de cada elemento de liga na usinabilidade (KÖNIG
e KLOCKE, 1997):
• Silício: juntamente com o oxigênio, resulta no dióxido de silício. O resultado
dessa reação pode causar inclusões duras no aço, o que resulta em um aumento do
desgaste da ferramenta.
• Manganês: em aços com baixo teor de carbono, o manganês melhora a
formação do cavaco. Já em aços com alto teor de carbono, este elemento prejudica
a usinabilidade, pois aumenta o desgaste da ferramenta.
• Fósforo: até 0,1% o fósforo é bom para a usinabilidade. Para uma proporção
maior que 0,1%, este elemento propicia um melhor acabamento superficial, mas
eleva o desgaste da ferramenta.
• Enxofre: reagindo com manganês pode resultar em sulfeto de manganês
(MnS). O resultado desta reação favorece a formação de cavacos curtos em forma
de vírgula, o que é benéfico para a usinabilidade, pois melhora a qualidade
superficial da peça e reduz a formação de aresta postiça.
• Chumbo: devido ao seu baixo ponto de fusão, durante a usinagem o chumbo
forma um filme líquido entre a peça e a ferramenta, reduzindo, assim, o desgaste da
ferramenta e possibilitando a formação do cavaco curto em forma de vírgula. A força
de corte pode cair em até 50%.
• Alumínio: não tem influência significativa na usinabilidade.
• Cromo e Molibdênio: para aços com elevado teor de carbono e alto teor de
liga, este elemento forma carbonetos duros mistos e especiais. Estes podem
prejudicar a usinabilidade. O cromo também pode formar fases de segregação de
elevada dureza, que leva a danificações severas na aresta de corte da ferramenta.
• Níquel: em geral o níquel prejudica a usinabilidade.
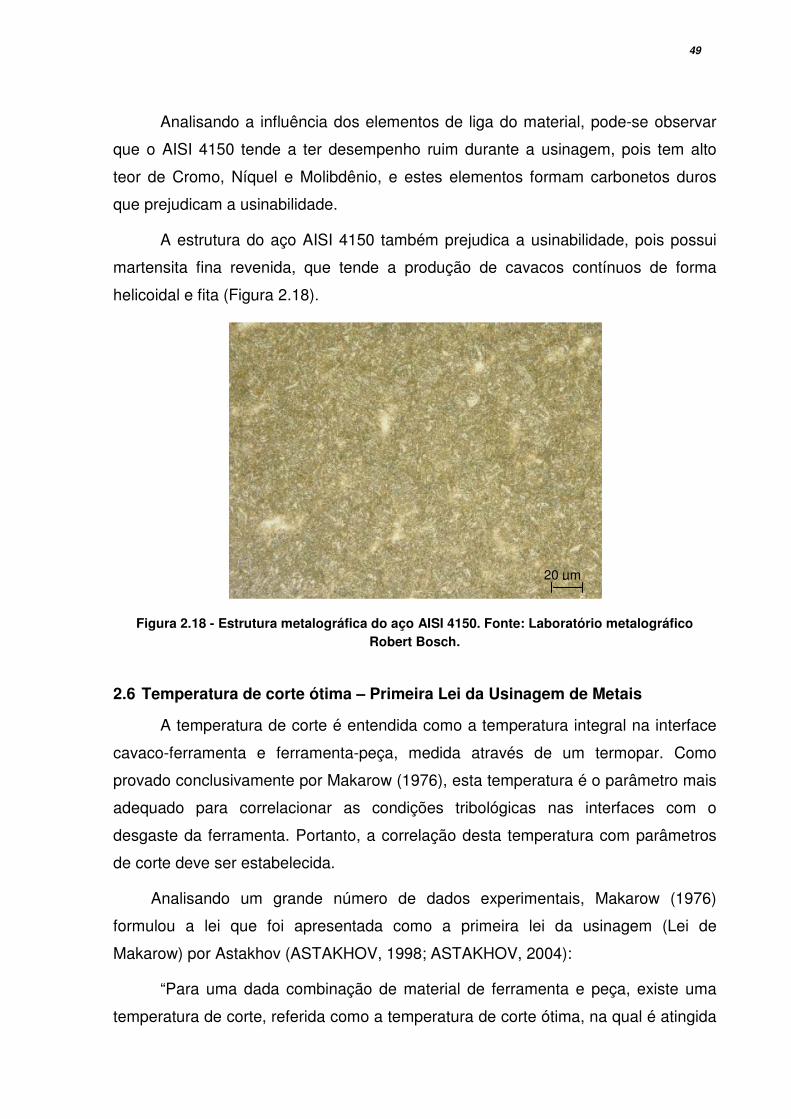
49
Analisando a influência dos elementos de liga do material, pode-se observar
que o AISI 4150 tende a ter desempenho ruim durante a usinagem, pois tem alto
teor de Cromo, Níquel e Molibdênio, e estes elementos formam carbonetos duros
que prejudicam a usinabilidade.
A estrutura do aço AISI 4150 também prejudica a usinabilidade, pois possui
martensita fina revenida, que tende a produção de cavacos contínuos de forma
helicoidal e fita (Figura 2.18).
Figura 2.18 - Estrutura metalográfica do aço AISI 4150. Fonte: Laboratório metalográfico Robert Bosch.
2.6 Temperatura de corte ótima – Primeira Lei da Usinagem de Metais
A temperatura de corte é entendida como a temperatura integral na interface
cavaco-ferramenta e ferramenta-peça, medida através de um termopar. Como
provado conclusivamente por Makarow (1976), esta temperatura é o parâmetro mais
adequado para correlacionar as condições tribológicas nas interfaces com o
desgaste da ferramenta. Portanto, a correlação desta temperatura com parâmetros
de corte deve ser estabelecida.
Analisando um grande número de dados experimentais, Makarow (1976)
formulou a lei que foi apresentada como a primeira lei da usinagem (Lei de
Makarow) por Astakhov (ASTAKHOV, 1998; ASTAKHOV, 2004):
“Para uma dada combinação de material de ferramenta e peça, existe uma
temperatura de corte, referida como a temperatura de corte ótima, na qual é atingida
20 µm
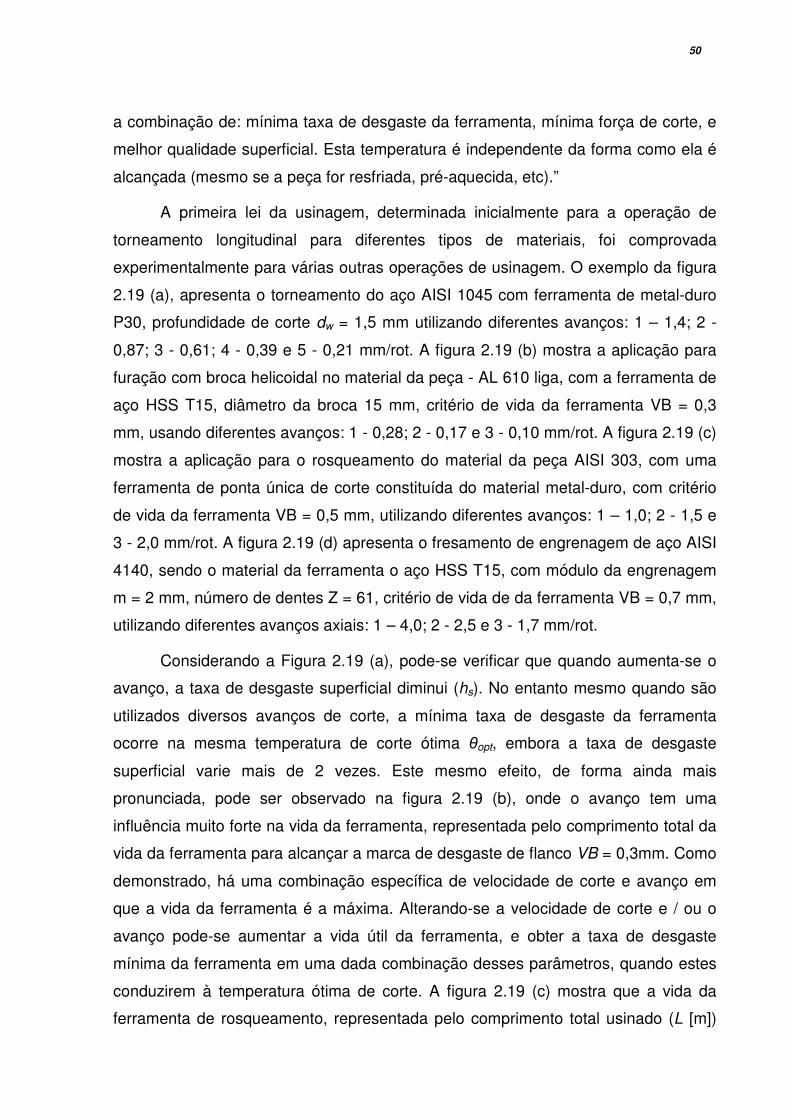
50
a combinação de: mínima taxa de desgaste da ferramenta, mínima força de corte, e
melhor qualidade superficial. Esta temperatura é independente da forma como ela é
alcançada (mesmo se a peça for resfriada, pré-aquecida, etc).”
A primeira lei da usinagem, determinada inicialmente para a operação de
torneamento longitudinal para diferentes tipos de materiais, foi comprovada
experimentalmente para várias outras operações de usinagem. O exemplo da figura
2.19 (a), apresenta o torneamento do aço AISI 1045 com ferramenta de metal-duro
P30, profundidade de corte dw = 1,5 mm utilizando diferentes avanços: 1 – 1,4; 2 -
0,87; 3 - 0,61; 4 - 0,39 e 5 - 0,21 mm/rot. A figura 2.19 (b) mostra a aplicação para
furação com broca helicoidal no material da peça - AL 610 liga, com a ferramenta de
aço HSS T15, diâmetro da broca 15 mm, critério de vida da ferramenta VB = 0,3
mm, usando diferentes avanços: 1 - 0,28; 2 - 0,17 e 3 - 0,10 mm/rot. A figura 2.19 (c)
mostra a aplicação para o rosqueamento do material da peça AISI 303, com uma
ferramenta de ponta única de corte constituída do material metal-duro, com critério
de vida da ferramenta VB = 0,5 mm, utilizando diferentes avanços: 1 – 1,0; 2 - 1,5 e
3 - 2,0 mm/rot. A figura 2.19 (d) apresenta o fresamento de engrenagem de aço AISI
4140, sendo o material da ferramenta o aço HSS T15, com módulo da engrenagem
m = 2 mm, número de dentes Z = 61, critério de vida de da ferramenta VB = 0,7 mm,
utilizando diferentes avanços axiais: 1 – 4,0; 2 - 2,5 e 3 - 1,7 mm/rot.
Considerando a Figura 2.19 (a), pode-se verificar que quando aumenta-se o
avanço, a taxa de desgaste superficial diminui (hs). No entanto mesmo quando são
utilizados diversos avanços de corte, a mínima taxa de desgaste da ferramenta
ocorre na mesma temperatura de corte ótima θopt, embora a taxa de desgaste
superficial varie mais de 2 vezes. Este mesmo efeito, de forma ainda mais
pronunciada, pode ser observado na figura 2.19 (b), onde o avanço tem uma
influência muito forte na vida da ferramenta, representada pelo comprimento total da
vida da ferramenta para alcançar a marca de desgaste de flanco VB = 0,3mm. Como
demonstrado, há uma combinação específica de velocidade de corte e avanço em
que a vida da ferramenta é a máxima. Alterando-se a velocidade de corte e / ou o
avanço pode-se aumentar a vida útil da ferramenta, e obter a taxa de desgaste
mínima da ferramenta em uma dada combinação desses parâmetros, quando estes
conduzirem à temperatura ótima de corte. A figura 2.19 (c) mostra que a vida da
ferramenta de rosqueamento, representada pelo comprimento total usinado (L [m])
51
para alcançar VB = 0,5 mm, tem o seu máximo na temperatura ótima de corte (θopt)
sob diferentes combinações de velocidade de corte e avanços. Figura 2.19 (d)
mostra que a mesma conclusão pode ser tirada dos dados para a fresamento de
engrenagens.
Figura 2.19 - Primeira lei da usinagem comprovada experimentalmente para várias operações de usinagem: (a) torneamento, (b) furação com broca helicoidal, (c) rosqueamento, (d)
fresamento (ASTAKHOV, 2006).
A figura 2.20 mostra que a usinagem na temperatura de corte ótima resulta
não somente na taxa mínima de desgaste da ferramenta, mas também leva à
obtenção da mínima de força de corte e a menor rugosidade da superfície usinada.
Conforme apresentado no gráfico, sob estas condições de corte, a temperatura de
corte ótima de θopt = 875°C pode ser diretamente correlacionada à assim chamada
velocidade ótima de corte vopt = 1,28 m/s (ASTAKHOV, 2006).
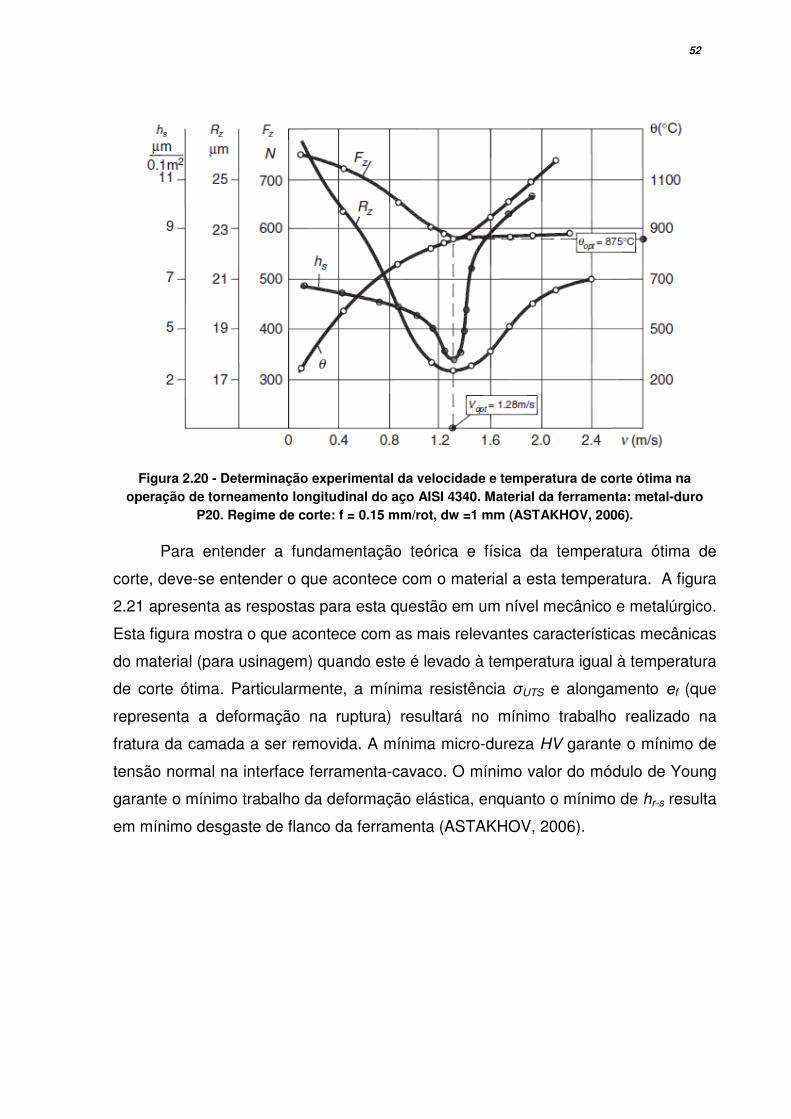
52
Figura 2.20 - Determinação experimental da velocidade e temperatura de corte ótima na operação de torneamento longitudinal do aço AISI 4340. Material da ferramenta: metal-duro
P20. Regime de corte: f = 0.15 mm/rot, dw =1 mm (ASTAKHOV, 2006).
Para entender a fundamentação teórica e física da temperatura ótima de
corte, deve-se entender o que acontece com o material a esta temperatura. A figura
2.21 apresenta as respostas para esta questão em um nível mecânico e metalúrgico.
Esta figura mostra o que acontece com as mais relevantes características mecânicas
do material (para usinagem) quando este é levado à temperatura igual à temperatura
de corte ótima. Particularmente, a mínima resistência σUTS e alongamento ef (que
representa a deformação na ruptura) resultará no mínimo trabalho realizado na
fratura da camada a ser removida. A mínima micro-dureza HV garante o mínimo de
tensão normal na interface ferramenta-cavaco. O mínimo valor do módulo de Young
garante o mínimo trabalho da deformação elástica, enquanto o mínimo de hr-s resulta
em mínimo desgaste de flanco da ferramenta (ASTAKHOV, 2006).
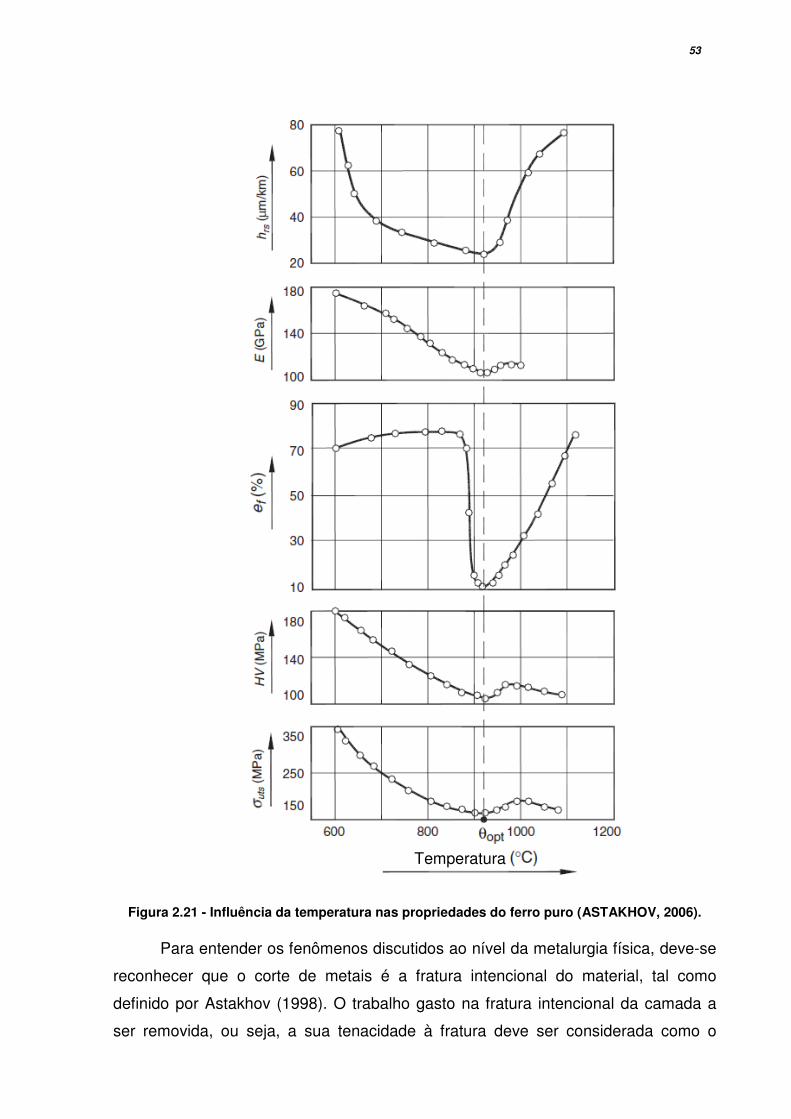
53
Figura 2.21 - Influência da temperatura nas propriedades do ferro puro (ASTAKHOV, 2006).
Para entender os fenômenos discutidos ao nível da metalurgia física, deve-se
reconhecer que o corte de metais é a fratura intencional do material, tal como
definido por Astakhov (1998). O trabalho gasto na fratura intencional da camada a
ser removida, ou seja, a sua tenacidade à fratura deve ser considerada como o
Temperatura
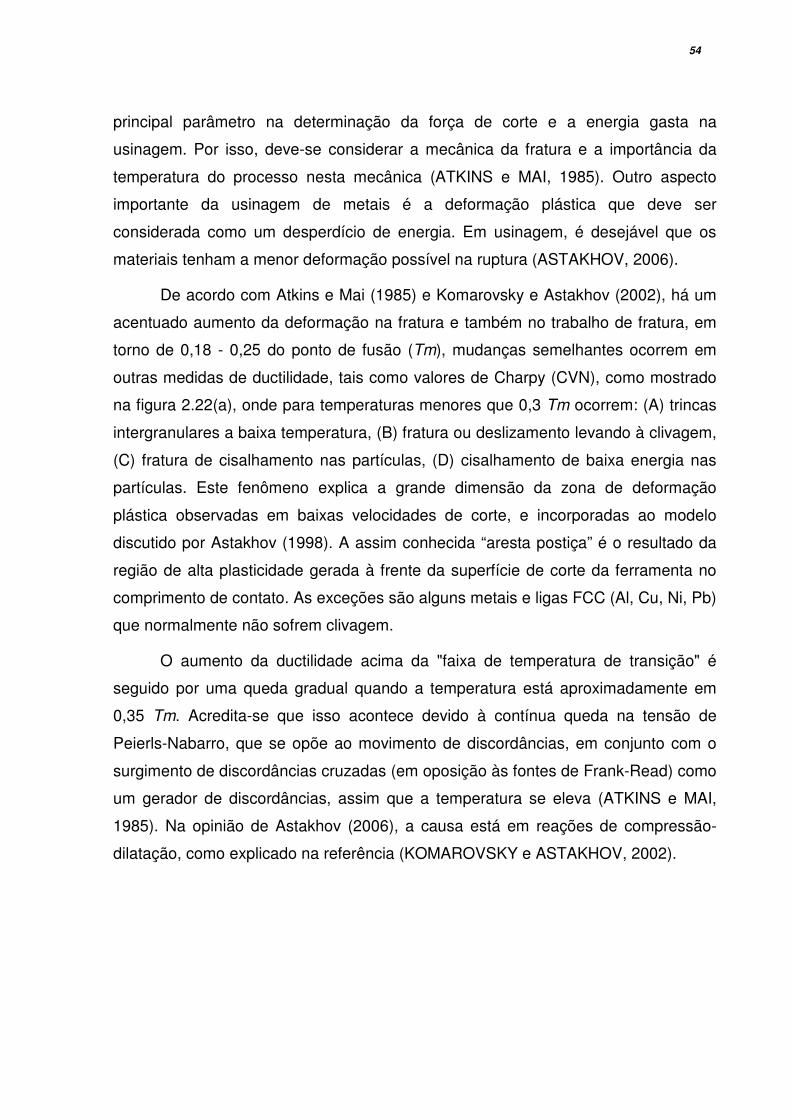
54
principal parâmetro na determinação da força de corte e a energia gasta na
usinagem. Por isso, deve-se considerar a mecânica da fratura e a importância da
temperatura do processo nesta mecânica (ATKINS e MAI, 1985). Outro aspecto
importante da usinagem de metais é a deformação plástica que deve ser
considerada como um desperdício de energia. Em usinagem, é desejável que os
materiais tenham a menor deformação possível na ruptura (ASTAKHOV, 2006).
De acordo com Atkins e Mai (1985) e Komarovsky e Astakhov (2002), há um
acentuado aumento da deformação na fratura e também no trabalho de fratura, em
torno de 0,18 - 0,25 do ponto de fusão (Tm), mudanças semelhantes ocorrem em
outras medidas de ductilidade, tais como valores de Charpy (CVN), como mostrado
na figura 2.22(a), onde para temperaturas menores que 0,3 Tm ocorrem: (A) trincas
intergranulares a baixa temperatura, (B) fratura ou deslizamento levando à clivagem,
(C) fratura de cisalhamento nas partículas, (D) cisalhamento de baixa energia nas
partículas. Este fenômeno explica a grande dimensão da zona de deformação
plástica observadas em baixas velocidades de corte, e incorporadas ao modelo
discutido por Astakhov (1998). A assim conhecida “aresta postiça” é o resultado da
região de alta plasticidade gerada à frente da superfície de corte da ferramenta no
comprimento de contato. As exceções são alguns metais e ligas FCC (Al, Cu, Ni, Pb)
que normalmente não sofrem clivagem.
O aumento da ductilidade acima da "faixa de temperatura de transição" é
seguido por uma queda gradual quando a temperatura está aproximadamente em
0,35 Tm. Acredita-se que isso acontece devido à contínua queda na tensão de
Peierls-Nabarro, que se opõe ao movimento de discordâncias, em conjunto com o
surgimento de discordâncias cruzadas (em oposição às fontes de Frank-Read) como
um gerador de discordâncias, assim que a temperatura se eleva (ATKINS e MAI,
1985). Na opinião de Astakhov (2006), a causa está em reações de compressão-
dilatação, como explicado na referência (KOMAROVSKY e ASTAKHOV, 2002).
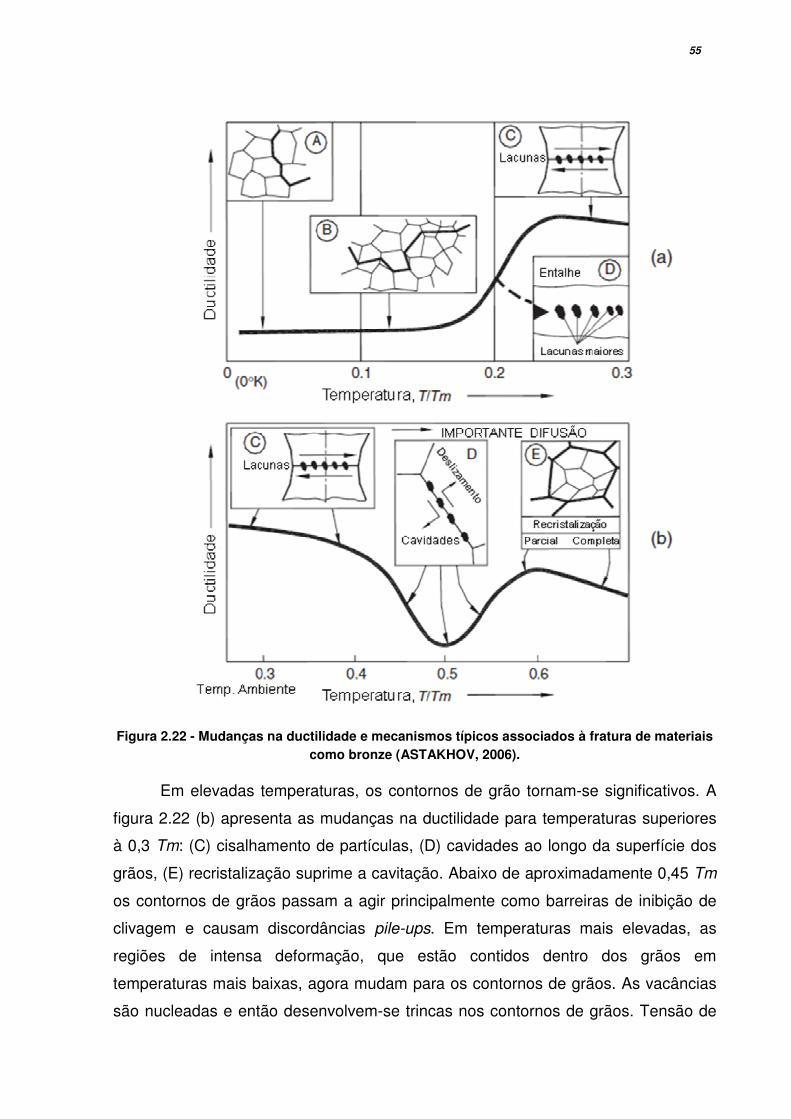
55
Figura 2.22 - Mudanças na ductilidade e mecanismos típicos associados à fratura de materiais como bronze (ASTAKHOV, 2006).
Em elevadas temperaturas, os contornos de grão tornam-se significativos. A
figura 2.22 (b) apresenta as mudanças na ductilidade para temperaturas superiores
à 0,3 Tm: (C) cisalhamento de partículas, (D) cavidades ao longo da superfície dos
grãos, (E) recristalização suprime a cavitação. Abaixo de aproximadamente 0,45 Tm
os contornos de grãos passam a agir principalmente como barreiras de inibição de
clivagem e causam discordâncias pile-ups. Em temperaturas mais elevadas, as
regiões de intensa deformação, que estão contidos dentro dos grãos em
temperaturas mais baixas, agora mudam para os contornos de grãos. As vacâncias
são nucleadas e então desenvolvem-se trincas nos contornos de grãos. Tensão de
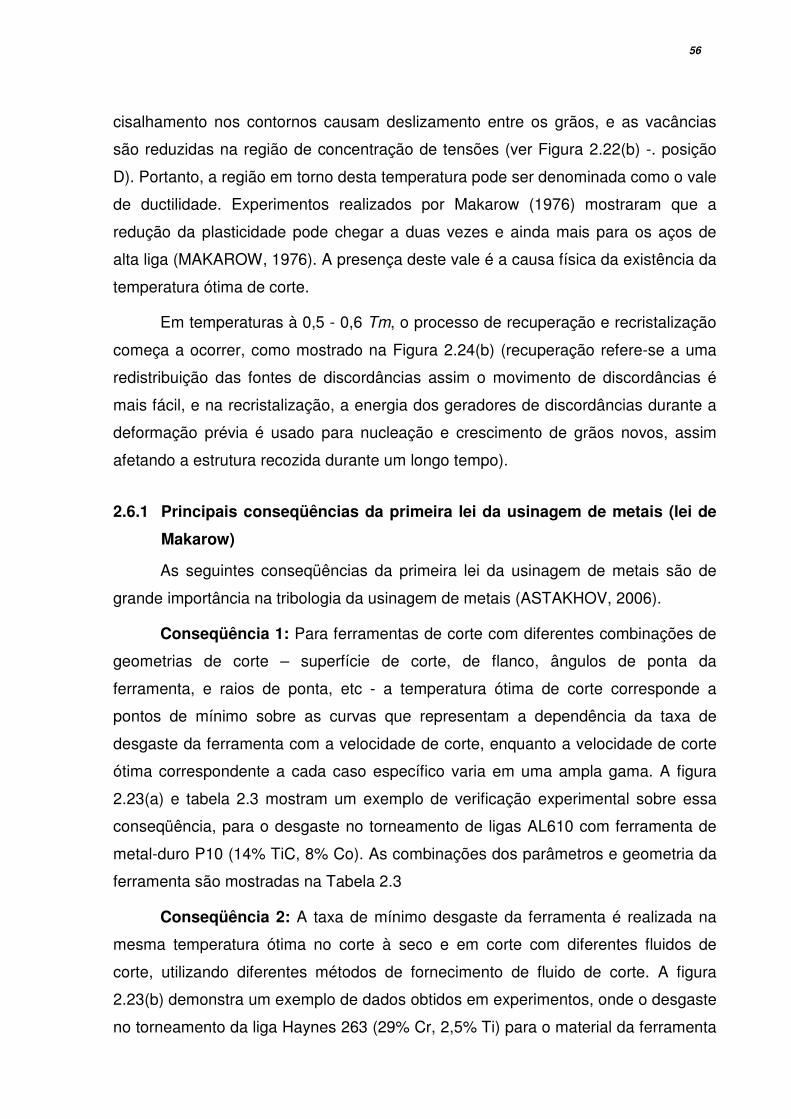
56
cisalhamento nos contornos causam deslizamento entre os grãos, e as vacâncias
são reduzidas na região de concentração de tensões (ver Figura 2.22(b) -. posição
D). Portanto, a região em torno desta temperatura pode ser denominada como o vale
de ductilidade. Experimentos realizados por Makarow (1976) mostraram que a
redução da plasticidade pode chegar a duas vezes e ainda mais para os aços de
alta liga (MAKAROW, 1976). A presença deste vale é a causa física da existência da
temperatura ótima de corte.
Em temperaturas à 0,5 - 0,6 Tm, o processo de recuperação e recristalização
começa a ocorrer, como mostrado na Figura 2.24(b) (recuperação refere-se a uma
redistribuição das fontes de discordâncias assim o movimento de discordâncias é
mais fácil, e na recristalização, a energia dos geradores de discordâncias durante a
deformação prévia é usado para nucleação e crescimento de grãos novos, assim
afetando a estrutura recozida durante um longo tempo).
2.6.1 Principais conseqüências da primeira lei da usinagem de metais (lei de
Makarow)
As seguintes conseqüências da primeira lei da usinagem de metais são de
grande importância na tribologia da usinagem de metais (ASTAKHOV, 2006).
Conseqüência 1: Para ferramentas de corte com diferentes combinações de
geometrias de corte – superfície de corte, de flanco, ângulos de ponta da
ferramenta, e raios de ponta, etc - a temperatura ótima de corte corresponde a
pontos de mínimo sobre as curvas que representam a dependência da taxa de
desgaste da ferramenta com a velocidade de corte, enquanto a velocidade de corte
ótima correspondente a cada caso específico varia em uma ampla gama. A figura
2.23(a) e tabela 2.3 mostram um exemplo de verificação experimental sobre essa
conseqüência, para o desgaste no torneamento de ligas AL610 com ferramenta de
metal-duro P10 (14% TiC, 8% Co). As combinações dos parâmetros e geometria da
ferramenta são mostradas na Tabela 2.3
Conseqüência 2: A taxa de mínimo desgaste da ferramenta é realizada na
mesma temperatura ótima no corte à seco e em corte com diferentes fluidos de
corte, utilizando diferentes métodos de fornecimento de fluido de corte. A figura
2.23(b) demonstra um exemplo de dados obtidos em experimentos, onde o desgaste
no torneamento da liga Haynes 263 (29% Cr, 2,5% Ti) para o material da ferramenta
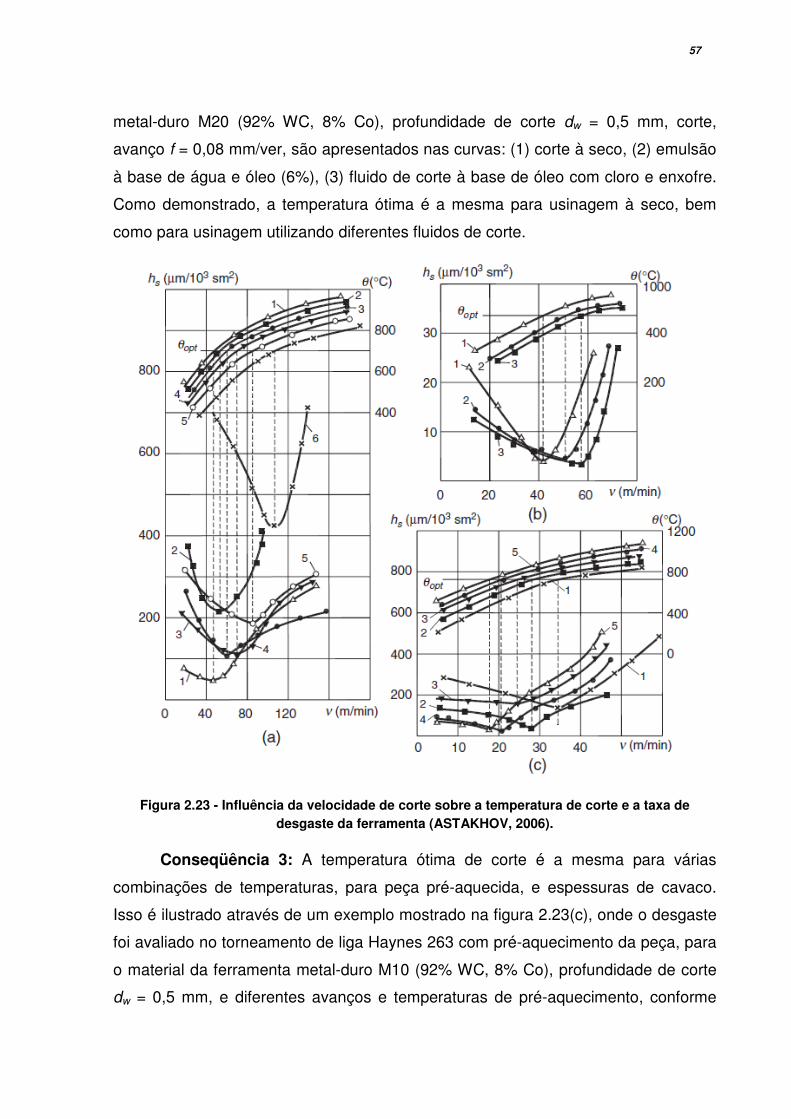
57
metal-duro M20 (92% WC, 8% Co), profundidade de corte dw = 0,5 mm, corte,
avanço f = 0,08 mm/ver, são apresentados nas curvas: (1) corte à seco, (2) emulsão
à base de água e óleo (6%), (3) fluido de corte à base de óleo com cloro e enxofre.
Como demonstrado, a temperatura ótima é a mesma para usinagem à seco, bem
como para usinagem utilizando diferentes fluidos de corte.
Figura 2.23 - Influência da velocidade de corte sobre a temperatura de corte e a taxa de desgaste da ferramenta (ASTAKHOV, 2006).
Conseqüência 3: A temperatura ótima de corte é a mesma para várias
combinações de temperaturas, para peça pré-aquecida, e espessuras de cavaco.
Isso é ilustrado através de um exemplo mostrado na figura 2.23(c), onde o desgaste
foi avaliado no torneamento de liga Haynes 263 com pré-aquecimento da peça, para
o material da ferramenta metal-duro M10 (92% WC, 8% Co), profundidade de corte
dw = 0,5 mm, e diferentes avanços e temperaturas de pré-aquecimento, conforme
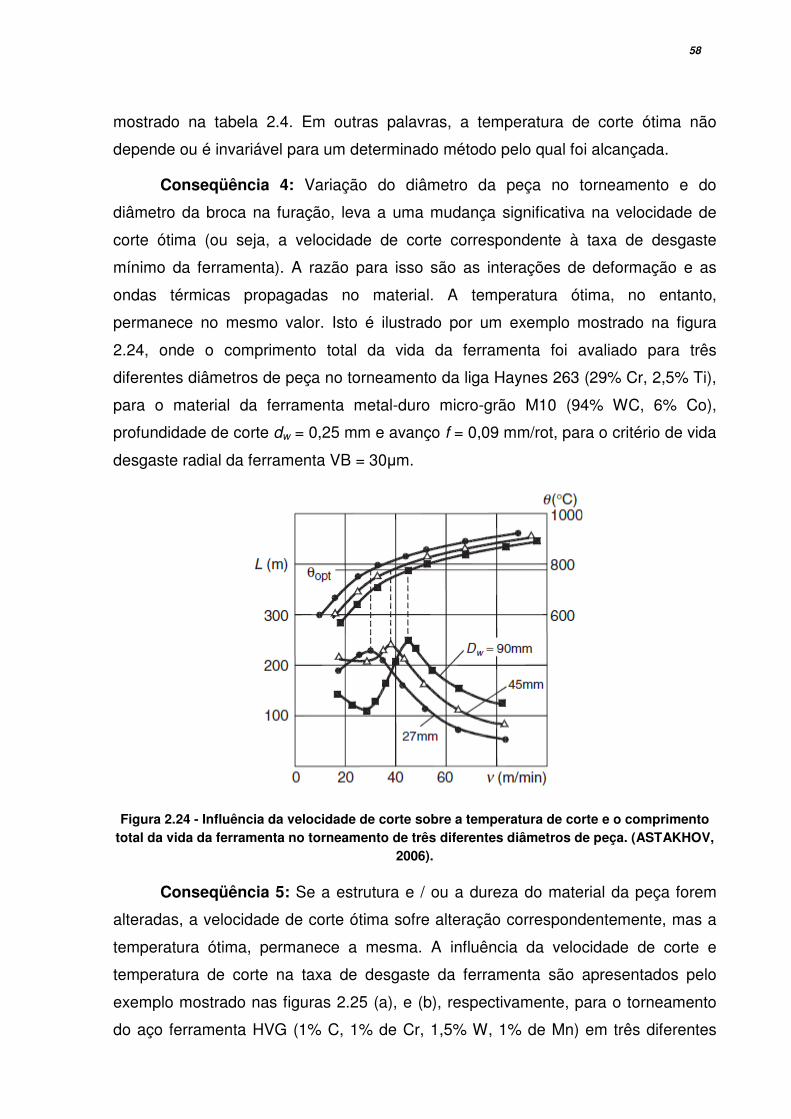
58
mostrado na tabela 2.4. Em outras palavras, a temperatura de corte ótima não
depende ou é invariável para um determinado método pelo qual foi alcançada.
Conseqüência 4: Variação do diâmetro da peça no torneamento e do
diâmetro da broca na furação, leva a uma mudança significativa na velocidade de
corte ótima (ou seja, a velocidade de corte correspondente à taxa de desgaste
mínimo da ferramenta). A razão para isso são as interações de deformação e as
ondas térmicas propagadas no material. A temperatura ótima, no entanto,
permanece no mesmo valor. Isto é ilustrado por um exemplo mostrado na figura
2.24, onde o comprimento total da vida da ferramenta foi avaliado para três
diferentes diâmetros de peça no torneamento da liga Haynes 263 (29% Cr, 2,5% Ti),
para o material da ferramenta metal-duro micro-grão M10 (94% WC, 6% Co),
profundidade de corte dw = 0,25 mm e avanço f = 0,09 mm/rot, para o critério de vida
desgaste radial da ferramenta VB = 30µm.
Figura 2.24 - Influência da velocidade de corte sobre a temperatura de corte e o comprimento total da vida da ferramenta no torneamento de três diferentes diâmetros de peça. (ASTAKHOV,
2006).
Conseqüência 5: Se a estrutura e / ou a dureza do material da peça forem
alteradas, a velocidade de corte ótima sofre alteração correspondentemente, mas a
temperatura ótima, permanece a mesma. A influência da velocidade de corte e
temperatura de corte na taxa de desgaste da ferramenta são apresentados pelo
exemplo mostrado nas figuras 2.25 (a), e (b), respectivamente, para o torneamento
do aço ferramenta HVG (1% C, 1% de Cr, 1,5% W, 1% de Mn) em três diferentes
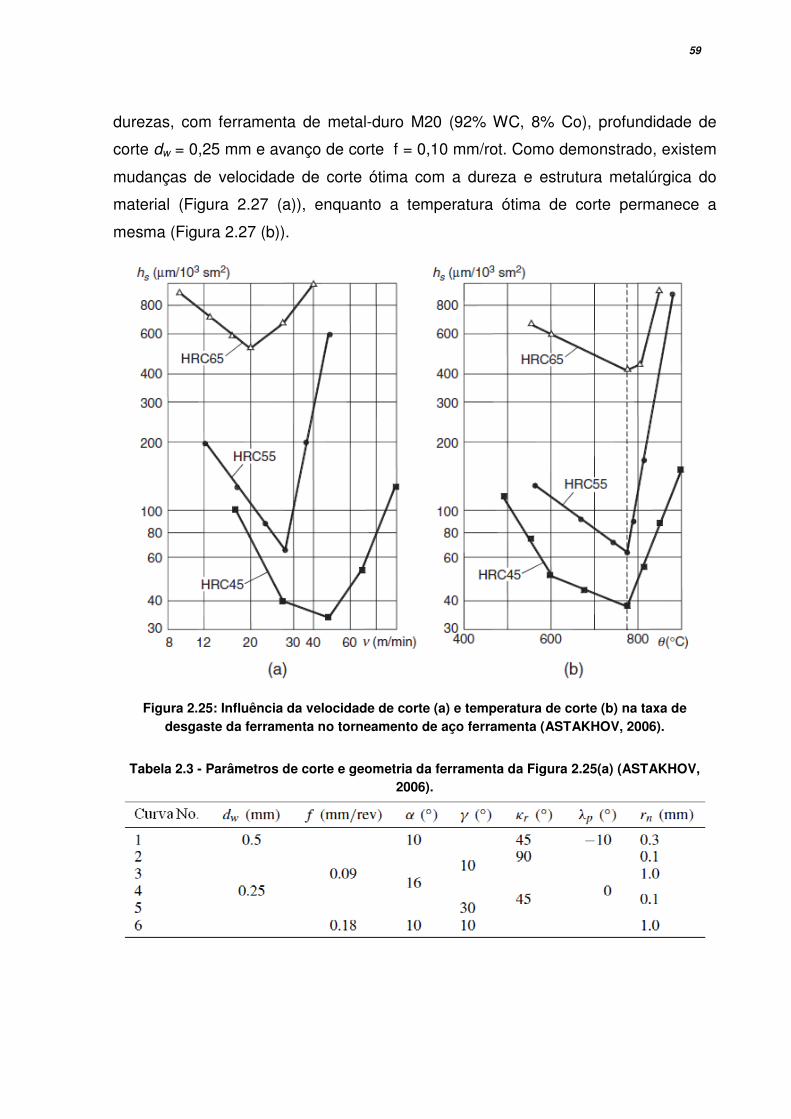
59
durezas, com ferramenta de metal-duro M20 (92% WC, 8% Co), profundidade de
corte dw = 0,25 mm e avanço de corte f = 0,10 mm/rot. Como demonstrado, existem
mudanças de velocidade de corte ótima com a dureza e estrutura metalúrgica do
material (Figura 2.27 (a)), enquanto a temperatura ótima de corte permanece a
mesma (Figura 2.27 (b)).
Figura 2.25: Influência da velocidade de corte (a) e temperatura de corte (b) na taxa de desgaste da ferramenta no torneamento de aço ferramenta (ASTAKHOV, 2006).
Tabela 2.3 - Parâmetros de corte e geometria da ferramenta da Figura 2.25(a) (ASTAKHOV, 2006).
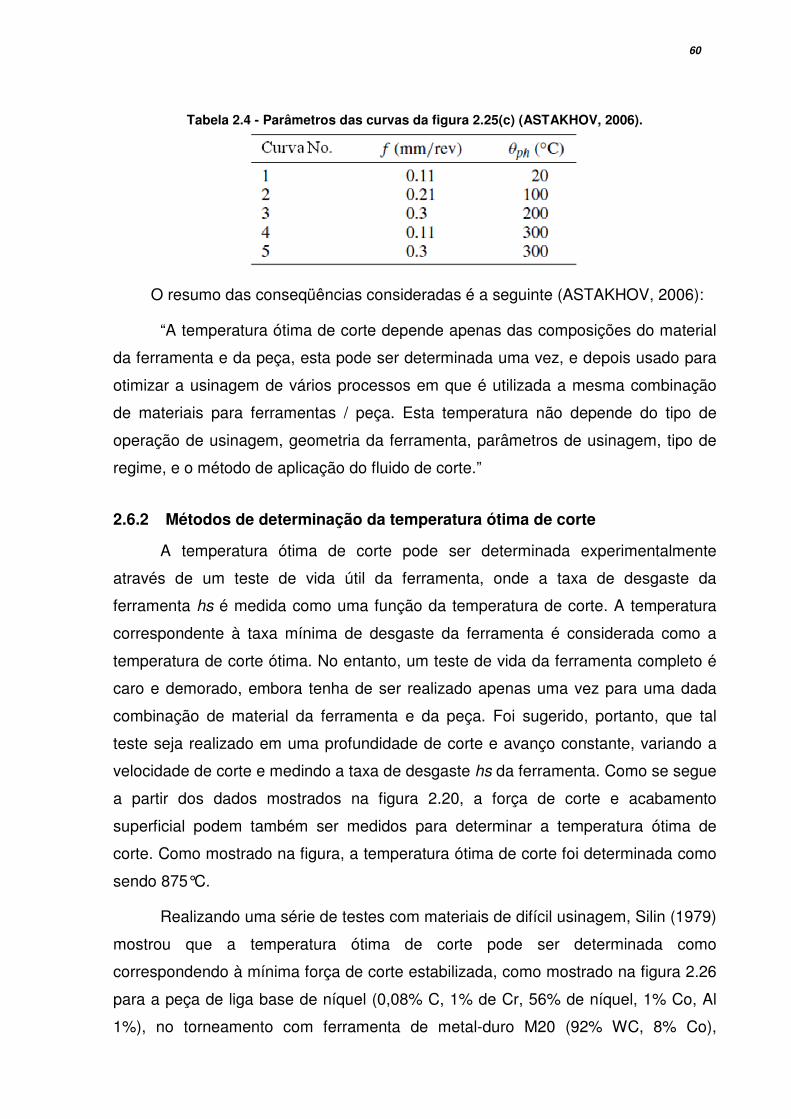
60
Tabela 2.4 - Parâmetros das curvas da figura 2.25(c) (ASTAKHOV, 2006).
O resumo das conseqüências consideradas é a seguinte (ASTAKHOV, 2006):
“A temperatura ótima de corte depende apenas das composições do material
da ferramenta e da peça, esta pode ser determinada uma vez, e depois usado para
otimizar a usinagem de vários processos em que é utilizada a mesma combinação
de materiais para ferramentas / peça. Esta temperatura não depende do tipo de
operação de usinagem, geometria da ferramenta, parâmetros de usinagem, tipo de
regime, e o método de aplicação do fluido de corte.”
2.6.2 Métodos de determinação da temperatura ótima de corte
A temperatura ótima de corte pode ser determinada experimentalmente
através de um teste de vida útil da ferramenta, onde a taxa de desgaste da
ferramenta hs é medida como uma função da temperatura de corte. A temperatura
correspondente à taxa mínima de desgaste da ferramenta é considerada como a
temperatura de corte ótima. No entanto, um teste de vida da ferramenta completo é
caro e demorado, embora tenha de ser realizado apenas uma vez para uma dada
combinação de material da ferramenta e da peça. Foi sugerido, portanto, que tal
teste seja realizado em uma profundidade de corte e avanço constante, variando a
velocidade de corte e medindo a taxa de desgaste hs da ferramenta. Como se segue
a partir dos dados mostrados na figura 2.20, a força de corte e acabamento
superficial podem também ser medidos para determinar a temperatura ótima de
corte. Como mostrado na figura, a temperatura ótima de corte foi determinada como
sendo 875°C.
Realizando uma série de testes com materiais de difícil usinagem, Silin (1979)
mostrou que a temperatura ótima de corte pode ser determinada como
correspondendo à mínima força de corte estabilizada, como mostrado na figura 2.26
para a peça de liga base de níquel (0,08% C, 1% de Cr, 56% de níquel, 1% Co, Al
1%), no torneamento com ferramenta de metal-duro M20 (92% WC, 8% Co),
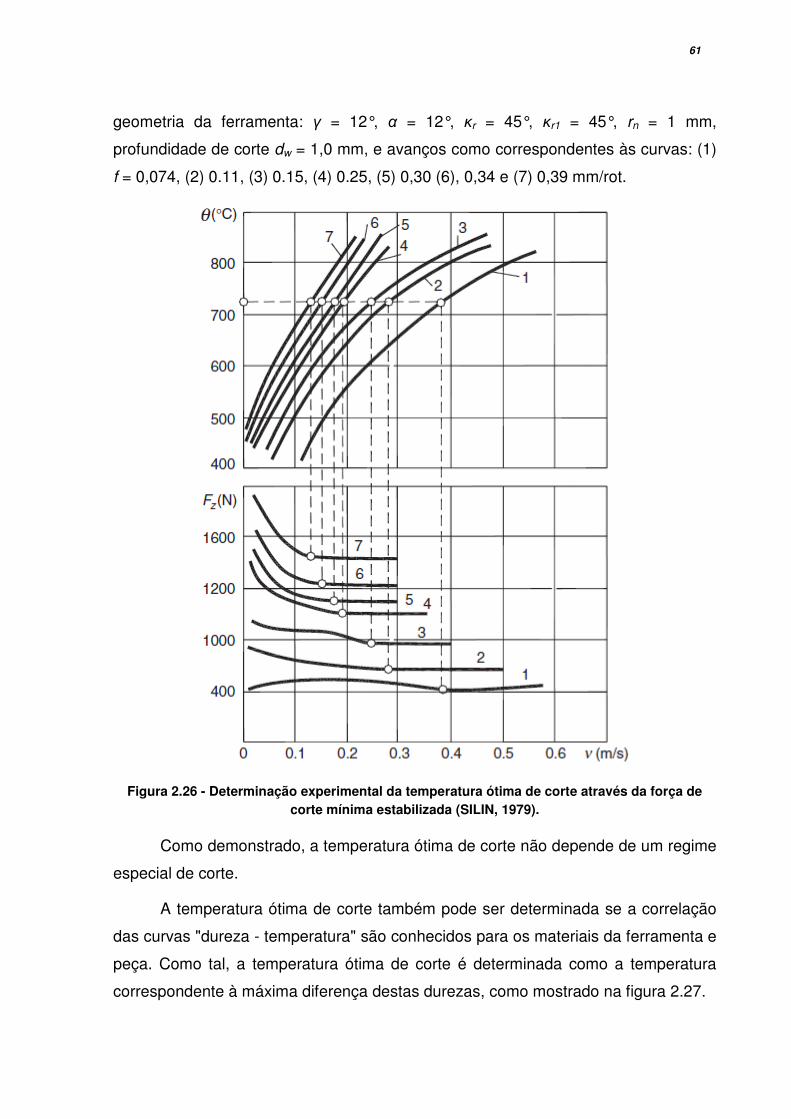
61
geometria da ferramenta: γ = 12°, α = 12°, κr = 45°, κr1 = 45°, rn = 1 mm,
profundidade de corte dw = 1,0 mm, e avanços como correspondentes às curvas: (1)
f = 0,074, (2) 0.11, (3) 0.15, (4) 0.25, (5) 0,30 (6), 0,34 e (7) 0,39 mm/rot.
Figura 2.26 - Determinação experimental da temperatura ótima de corte através da força de corte mínima estabilizada (SILIN, 1979).
Como demonstrado, a temperatura ótima de corte não depende de um regime
especial de corte.
A temperatura ótima de corte também pode ser determinada se a correlação
das curvas "dureza - temperatura" são conhecidos para os materiais da ferramenta e
peça. Como tal, a temperatura ótima de corte é determinada como a temperatura
correspondente à máxima diferença destas durezas, como mostrado na figura 2.27.
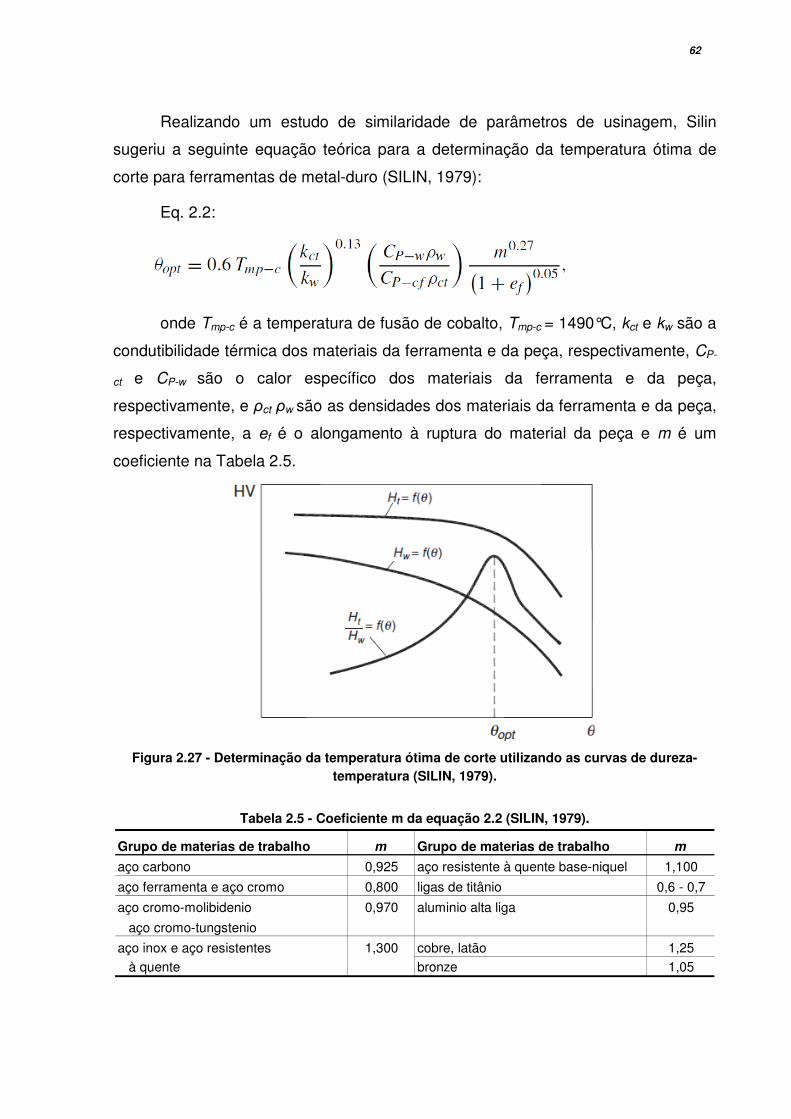
62
Realizando um estudo de similaridade de parâmetros de usinagem, Silin
sugeriu a seguinte equação teórica para a determinação da temperatura ótima de
corte para ferramentas de metal-duro (SILIN, 1979):
Eq. 2.2:
onde Tmp-c é a temperatura de fusão de cobalto, Tmp-c = 1490°C, kct e kw são a
condutibilidade térmica dos materiais da ferramenta e da peça, respectivamente, CP-
ct e CP-w são o calor específico dos materiais da ferramenta e da peça,
respectivamente, e ρct ρw são as densidades dos materiais da ferramenta e da peça,
respectivamente, a ef é o alongamento à ruptura do material da peça e m é um
coeficiente na Tabela 2.5.
Figura 2.27 - Determinação da temperatura ótima de corte utilizando as curvas de dureza-
temperatura (SILIN, 1979).
Tabela 2.5 - Coeficiente m da equação 2.2 (SILIN, 1979).
Grupo de materias de trabalho m Grupo de materias de trabalho m
aço carbono 0,925 aço resistente à quente base-niquel 1,100
aço ferramenta e aço cromo 0,800 ligas de titânio 0,6 - 0,7
aço cromo-molibidenio 0,970 aluminio alta liga 0,95
aço cromo-tungstenio
aço inox e aço resistentes 1,300 cobre, latão 1,25 à quente bronze 1,05
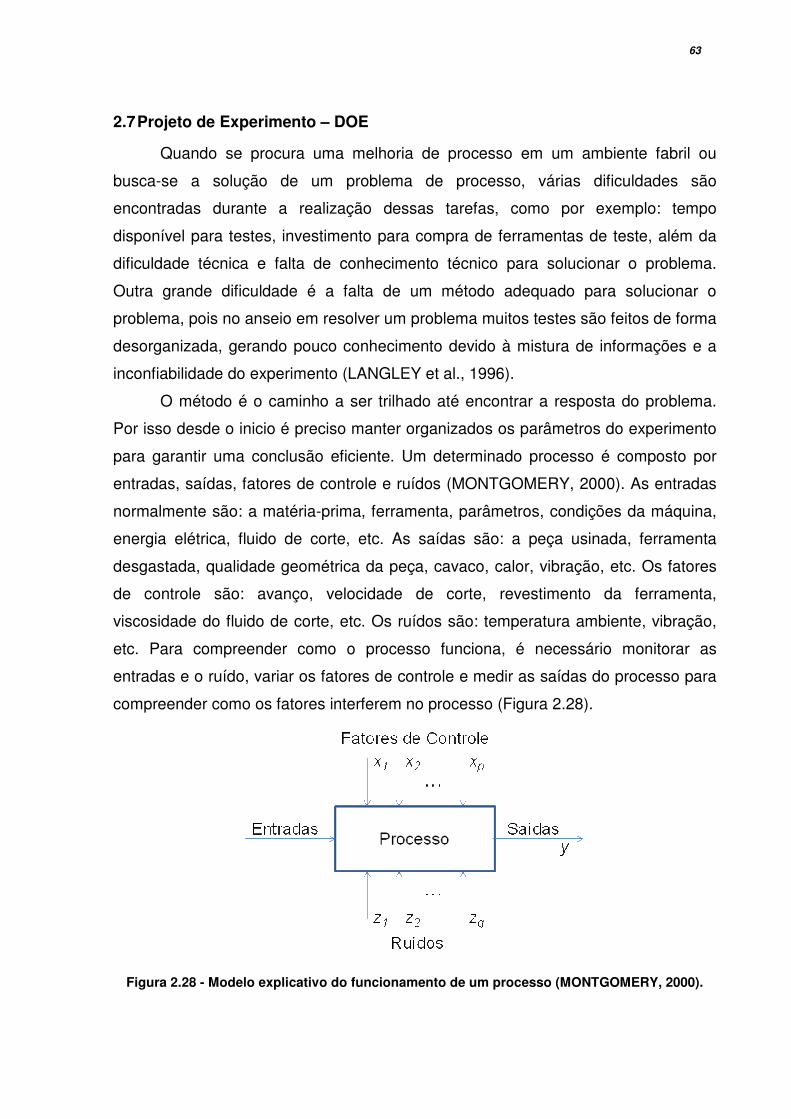
63
2.7 Projeto de Experimento – DOE
Quando se procura uma melhoria de processo em um ambiente fabril ou
busca-se a solução de um problema de processo, várias dificuldades são
encontradas durante a realização dessas tarefas, como por exemplo: tempo
disponível para testes, investimento para compra de ferramentas de teste, além da
dificuldade técnica e falta de conhecimento técnico para solucionar o problema.
Outra grande dificuldade é a falta de um método adequado para solucionar o
problema, pois no anseio em resolver um problema muitos testes são feitos de forma
desorganizada, gerando pouco conhecimento devido à mistura de informações e a
inconfiabilidade do experimento (LANGLEY et al., 1996).
O método é o caminho a ser trilhado até encontrar a resposta do problema.
Por isso desde o inicio é preciso manter organizados os parâmetros do experimento
para garantir uma conclusão eficiente. Um determinado processo é composto por
entradas, saídas, fatores de controle e ruídos (MONTGOMERY, 2000). As entradas
normalmente são: a matéria-prima, ferramenta, parâmetros, condições da máquina,
energia elétrica, fluido de corte, etc. As saídas são: a peça usinada, ferramenta
desgastada, qualidade geométrica da peça, cavaco, calor, vibração, etc. Os fatores
de controle são: avanço, velocidade de corte, revestimento da ferramenta,
viscosidade do fluido de corte, etc. Os ruídos são: temperatura ambiente, vibração,
etc. Para compreender como o processo funciona, é necessário monitorar as
entradas e o ruído, variar os fatores de controle e medir as saídas do processo para
compreender como os fatores interferem no processo (Figura 2.28).
Figura 2.28 - Modelo explicativo do funcionamento de um processo (MONTGOMERY, 2000).
64
Normalmente, os ensaios de usinagem incluem um grande número de
variáveis independentes. No ensaio de furação profunda, por exemplo, há uma série
de variáveis da geometria da ferramenta (o número de arestas cortantes, ângulos de
inclinação, ângulos de flanco, etc) e variáveis de conceito (o formato do canal de
fluido de corte, a área transversal e localização, ângulo do perfil do canal de
remoção do cavaco, o comprimento e diâmetro da haste, etc) que afetam o
desempenho da broca. No entanto, quando muitos fatores são usados no DOE, o
experimento torna-se caro e demorado. Portanto, há sempre um dilema. Por um
lado, é conveniente levar em consideração apenas um número limitado de
elementos essenciais cuidadosamente selecionados pelos especialistas. Por outro
lado, mesmo se um fator essencial é perdido, o modelo estatístico final pode não ser
adequado ao processo em estudo (ASTAKHOV e GALITSKY, 2005).
No entanto, não há nenhuma maneira simples e viável para justificar as
decisões tomadas na fase de pré-processamento sobre o número de variáveis
essenciais antes dos testes. Se um erro for feito nesta fase, pode mostrar-se apenas
na fase final do DOE quando os critérios estatísticos correspondentes são
examinados. Caso este erro ocorra, torna-se impossível corrigir os resultados do
teste adicionando o fator desprezado (ASTAKHOV e GALITSKY, 2005).
A teoria do DOE oferece algumas maneiras de lidar com este problema. O
primeiro se baseia na experiência coletiva do experimentalista (s) e da equipe de
pesquisa na determinação dos fatores significativos. O problema com essa
abordagem é que fatores para um ou mais podem ser significativo ou não,
dependendo dos objetivos do teste e condições particulares. Por exemplo, o ângulo
do encosto traseiro da broca canhão não é um fator significativo na
furação de materiais moles ou ferro fundido, mas torna-se altamente significativa na
usinagem de ligas de titânio e aços inoxidáveis martensíticos duros. Uma segunda
maneira é a utilização do DOE de triagem. Este método parece ser mais promissor
em termos de sua objetividade. Vários DOEs de triagem são utilizados quando um
grande número de fatores devem ser investigados com número relativamente
pequeno de testes. Este tipo de teste é realizado para identificar os fatores
significativos para análise posterior (MONTGOMERY, 2000; MASON, GUNST e
HESS, 1989).
O DOE fatorial fracionário é comumente usado como DOE de triagem
(MONTGOMERY, 2000). Usando este método, o pesquisador deve estar
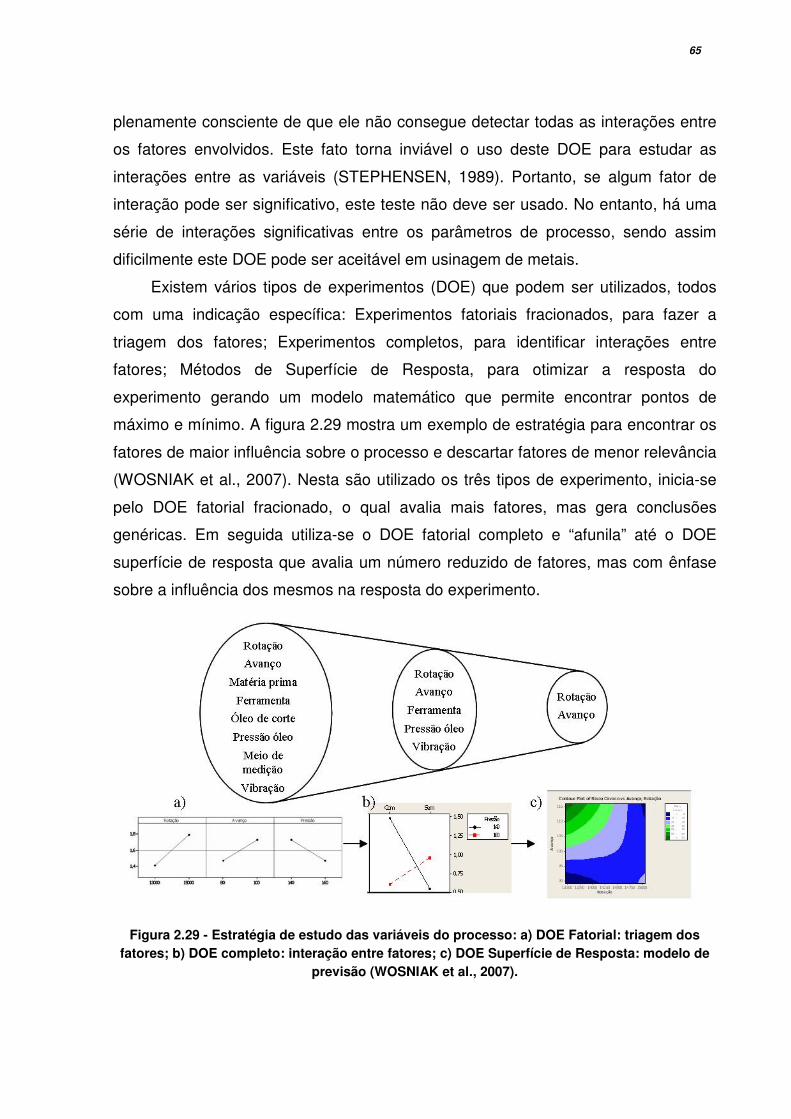
65
plenamente consciente de que ele não consegue detectar todas as interações entre
os fatores envolvidos. Este fato torna inviável o uso deste DOE para estudar as
interações entre as variáveis (STEPHENSEN, 1989). Portanto, se algum fator de
interação pode ser significativo, este teste não deve ser usado. No entanto, há uma
série de interações significativas entre os parâmetros de processo, sendo assim
dificilmente este DOE pode ser aceitável em usinagem de metais.
Existem vários tipos de experimentos (DOE) que podem ser utilizados, todos
com uma indicação específica: Experimentos fatoriais fracionados, para fazer a
triagem dos fatores; Experimentos completos, para identificar interações entre
fatores; Métodos de Superfície de Resposta, para otimizar a resposta do
experimento gerando um modelo matemático que permite encontrar pontos de
máximo e mínimo. A figura 2.29 mostra um exemplo de estratégia para encontrar os
fatores de maior influência sobre o processo e descartar fatores de menor relevância
(WOSNIAK et al., 2007). Nesta são utilizado os três tipos de experimento, inicia-se
pelo DOE fatorial fracionado, o qual avalia mais fatores, mas gera conclusões
genéricas. Em seguida utiliza-se o DOE fatorial completo e “afunila” até o DOE
superfície de resposta que avalia um número reduzido de fatores, mas com ênfase
sobre a influência dos mesmos na resposta do experimento.
Figura 2.29 - Estratégia de estudo das variáveis do processo: a) DOE Fatorial: triagem dos fatores; b) DOE completo: interação entre fatores; c) DOE Superfície de Resposta: modelo de
previsão (WOSNIAK et al., 2007).
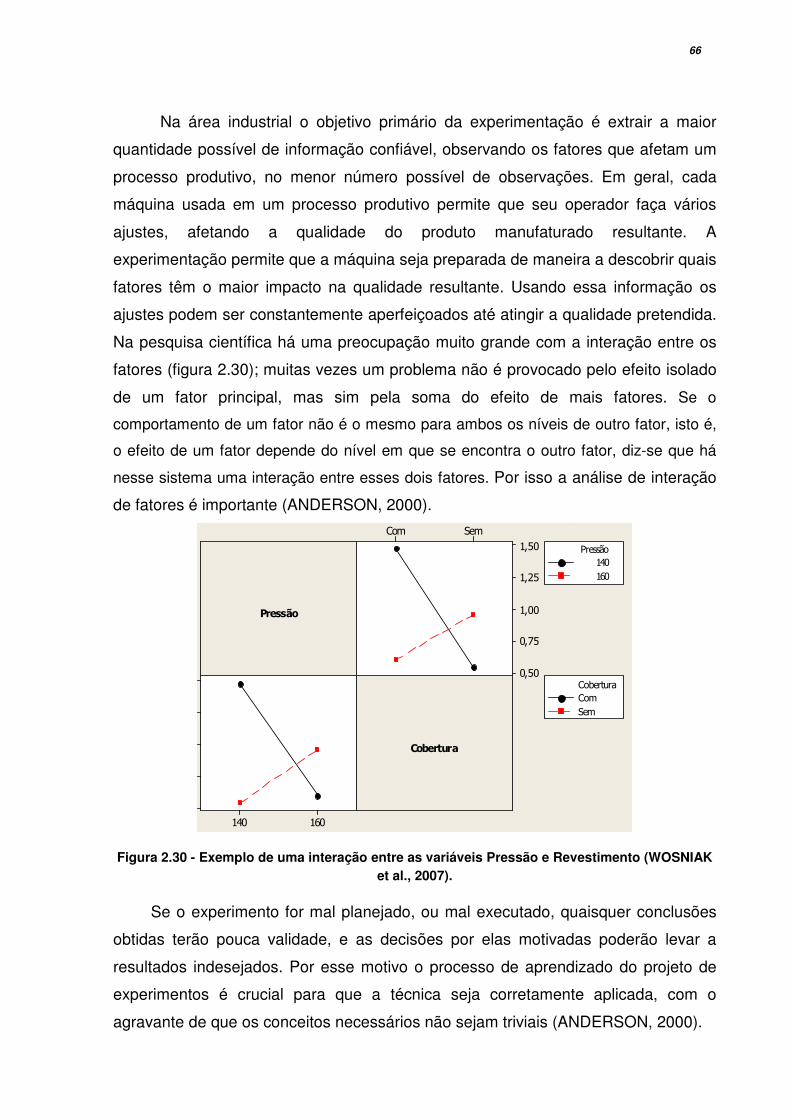
66
Na área industrial o objetivo primário da experimentação é extrair a maior
quantidade possível de informação confiável, observando os fatores que afetam um
processo produtivo, no menor número possível de observações. Em geral, cada
máquina usada em um processo produtivo permite que seu operador faça vários
ajustes, afetando a qualidade do produto manufaturado resultante. A
experimentação permite que a máquina seja preparada de maneira a descobrir quais
fatores têm o maior impacto na qualidade resultante. Usando essa informação os
ajustes podem ser constantemente aperfeiçoados até atingir a qualidade pretendida.
Na pesquisa científica há uma preocupação muito grande com a interação entre os
fatores (figura 2.30); muitas vezes um problema não é provocado pelo efeito isolado
de um fator principal, mas sim pela soma do efeito de mais fatores. Se o
comportamento de um fator não é o mesmo para ambos os níveis de outro fator, isto é,
o efeito de um fator depende do nível em que se encontra o outro fator, diz-se que há
nesse sistema uma interação entre esses dois fatores. Por isso a análise de interação
de fatores é importante (ANDERSON, 2000).
Pressão
Cobertura
SemCom
1,50
1,25
1,00
0,75
0,50
160140
Pressão
140
160
Cobertura
Com
Sem
Figura 2.30 - Exemplo de uma interação entre as variáveis Pressão e Revestimento (WOSNIAK et al., 2007).
Se o experimento for mal planejado, ou mal executado, quaisquer conclusões
obtidas terão pouca validade, e as decisões por elas motivadas poderão levar a
resultados indesejados. Por esse motivo o processo de aprendizado do projeto de
experimentos é crucial para que a técnica seja corretamente aplicada, com o
agravante de que os conceitos necessários não sejam triviais (ANDERSON, 2000).
67
2.7.1 Requisitos básicos para experimentação DOE
O projeto de experimento DOE requer uma atenção especial para a precisão
do procedimento de teste. Uma variação relativamente alta que ocorra durante os
testes de usinagem, e a baixa reprodutibilidade destes testes força o especialista a
aumentar o número de repetições do experimento. Portanto, em primeiro lugar é
necessário garantir uma mínima variação da resposta no teste (ASTAKHOV, 2006).
Embora haja um grande número de fontes de erros e imprecisões durante um
teste de usinagem, é importante ressaltar algumas fontes gerais presentes em
praticamente todo teste de usinagem (ASTAKHOV, 2006):
• Erros associados com a peça podem ser relacionados com o material da peça,
montagem e fixação. As imprecisões e erros relacionados ao material da peça
originam-se a partir de variações mecânicas, físicas e microestruturais. Para reduzir
esta fonte de erros, é aconselhável usar as peças com as mesmas propriedades
mecânicas e metalúrgicas, de preferência a partir do mesmo lote de fabricação.
Além disso, essas propriedades devem ser testadas e registradas antes do teste.
Quando não for possível, essas propriedades devem ser solicitadas ao fornecedor
de aço. A dureza de cada peça deve ser medida antes do ensaio e o teste deve ser
realizado apenas se a peça tiver uma variação que não exceda ± 10%. Para reduzir
os erros de montagem e fixação, é necessário garantir a montagem e fixação da
peça com a mesma precisão (excentricidade) e força de fechamento. O erro de
dimensão relacionados devem ser contabilizados quando peças de vários diâmetros
e comprimentos são usados.
• Erros associados à ferramenta de corte podem ser classificados como relacionados
ao material da ferramenta, porta-ferramenta e montagem da ferramenta (fixação). O
material da ferramenta selecionados para a DOE deve ser do mesmo lote de
fabricação. Se for viável, essas ferramentas devem ser calibradas antes dos testes.
• Erros associados com o planejamento experimental. Devem ser usados
equipamentos e aparelhos devidamente calibrados. As condições de ensaio devem
estar sempre dentro da faixa de calibração.
• Erros associados ao meio ambiente. Para reduzir a influência das condições de
mudança lenta (temperatura do fluido de corte, desgaste da ferramenta,
temperatura ambiente, etc), o teste deve ser realizado em uma seqüência aleatória.

68
2.8 Monitoramento de Processo
Para identificar anomalias em algum processo de usinagem, geralmente
conta-se com a intervenção humana por meio da inspeção da qualidade da peça e
no controle do processo. Isto implica que para a tomada de decisões corretivas que
visam à otimização do processo, a habilidade do operador é crucial. Para que essa
identificação torne-se menos dependente da interpretação humana, a utilização de
sensores no monitoramento do processo apresenta-se como uma alternativa
bastante considerável. Os sensores, além de serem mais precisos e estarem bem
menos sujeitos a erros que a interpretação humana sob tal evento, coletam
informações específicas sobre determinadas características do processo no decorrer
de um evento (SOUZA, 2004).
Um sistema de monitoramento de processo é basicamente um conjunto de
elementos que primeiramente selecionam e adquirem informações de uma fonte
específica (sensores), depois tratam e refinam tais informações (extração de
características) e em seguida, tomam a decisão baseada nas informações refinadas
(SOUZA, 2004).
2.8.1 Sensoriamento
O monitoramento do processo pode ser independente do tempo de execução,
durante os intervalos do processo, ou dependente do tempo, ocorrendo em tempo
real, simultaneamente ao processo. Esta classificação pode ser relacionada com os
métodos de medição das falhas do processo, respectivamente, medição direta (off-
line) e medição indireta (on-line) (figura 2.31). O primeiro método interrompe o
processo e então quantifica diretamente dados do que se está querendo medir com
o equipamento apropriado (como exemplo: desgaste da ferramenta, acabamento da
peça, distância ferramenta-peça, etc). O segundo método acompanha e avalia
grandezas físicas – mensuráveis em tempo real – que podem ser correlacionadas
com o nível de ruído durante o processo, por exemplo. Ambos os sistemas de
medição requerem um certo grau de habilidade para os devidos ajustes e
interpretações das informações obtidas (SOUZA, 2004).
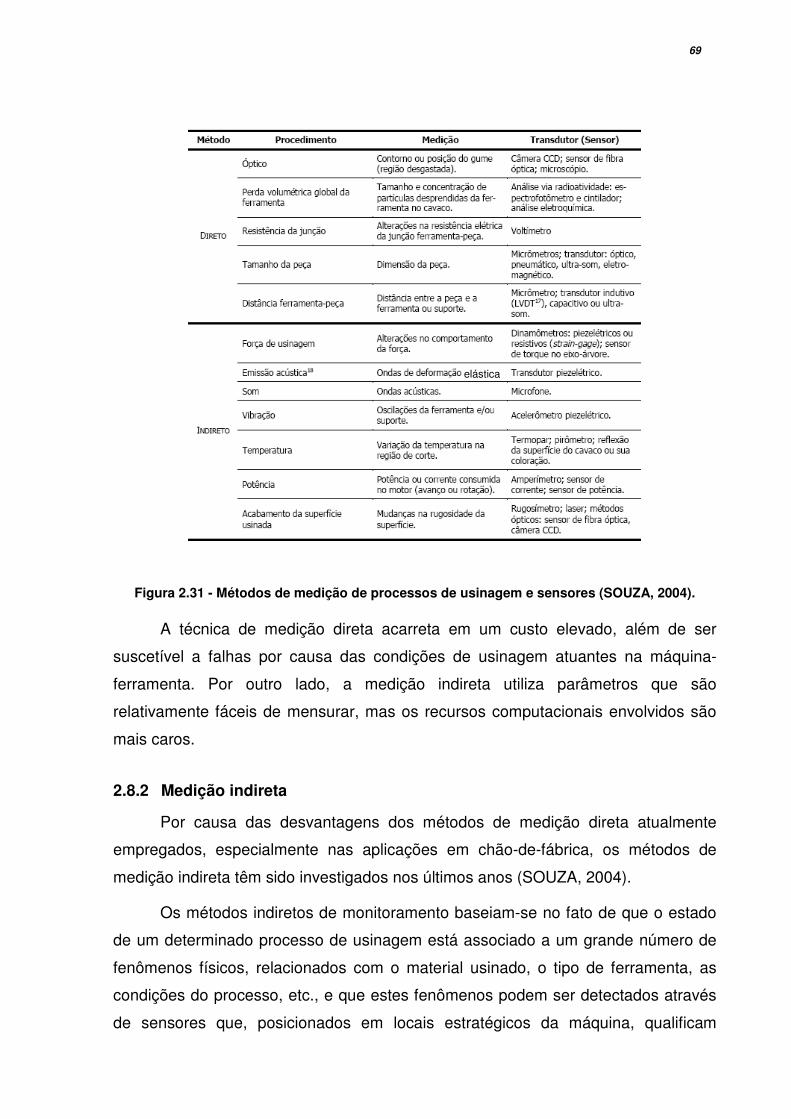
69
Figura 2.31 - Métodos de medição de processos de usinagem e sensores (SOUZA, 2004).
A técnica de medição direta acarreta em um custo elevado, além de ser
suscetível a falhas por causa das condições de usinagem atuantes na máquina-
ferramenta. Por outro lado, a medição indireta utiliza parâmetros que são
relativamente fáceis de mensurar, mas os recursos computacionais envolvidos são
mais caros.
2.8.2 Medição indireta
Por causa das desvantagens dos métodos de medição direta atualmente
empregados, especialmente nas aplicações em chão-de-fábrica, os métodos de
medição indireta têm sido investigados nos últimos anos (SOUZA, 2004).
Os métodos indiretos de monitoramento baseiam-se no fato de que o estado
de um determinado processo de usinagem está associado a um grande número de
fenômenos físicos, relacionados com o material usinado, o tipo de ferramenta, as
condições do processo, etc., e que estes fenômenos podem ser detectados através
de sensores que, posicionados em locais estratégicos da máquina, qualificam
elástica
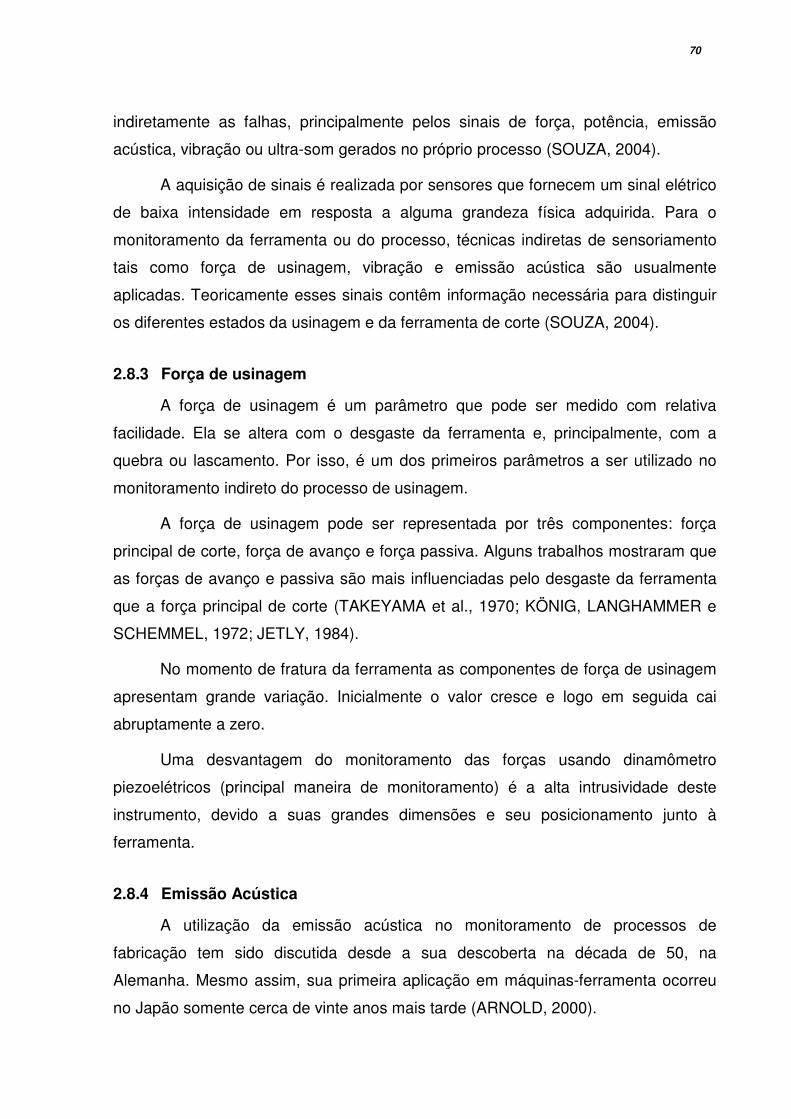
70
indiretamente as falhas, principalmente pelos sinais de força, potência, emissão
acústica, vibração ou ultra-som gerados no próprio processo (SOUZA, 2004).
A aquisição de sinais é realizada por sensores que fornecem um sinal elétrico
de baixa intensidade em resposta a alguma grandeza física adquirida. Para o
monitoramento da ferramenta ou do processo, técnicas indiretas de sensoriamento
tais como força de usinagem, vibração e emissão acústica são usualmente
aplicadas. Teoricamente esses sinais contêm informação necessária para distinguir
os diferentes estados da usinagem e da ferramenta de corte (SOUZA, 2004).
2.8.3 Força de usinagem
A força de usinagem é um parâmetro que pode ser medido com relativa
facilidade. Ela se altera com o desgaste da ferramenta e, principalmente, com a
quebra ou lascamento. Por isso, é um dos primeiros parâmetros a ser utilizado no
monitoramento indireto do processo de usinagem.
A força de usinagem pode ser representada por três componentes: força
principal de corte, força de avanço e força passiva. Alguns trabalhos mostraram que
as forças de avanço e passiva são mais influenciadas pelo desgaste da ferramenta
que a força principal de corte (TAKEYAMA et al., 1970; KÖNIG, LANGHAMMER e
SCHEMMEL, 1972; JETLY, 1984).
No momento de fratura da ferramenta as componentes de força de usinagem
apresentam grande variação. Inicialmente o valor cresce e logo em seguida cai
abruptamente a zero.
Uma desvantagem do monitoramento das forças usando dinamômetro
piezoelétricos (principal maneira de monitoramento) é a alta intrusividade deste
instrumento, devido a suas grandes dimensões e seu posicionamento junto à
ferramenta.
2.8.4 Emissão Acústica
A utilização da emissão acústica no monitoramento de processos de
fabricação tem sido discutida desde a sua descoberta na década de 50, na
Alemanha. Mesmo assim, sua primeira aplicação em máquinas-ferramenta ocorreu
no Japão somente cerca de vinte anos mais tarde (ARNOLD, 2000).
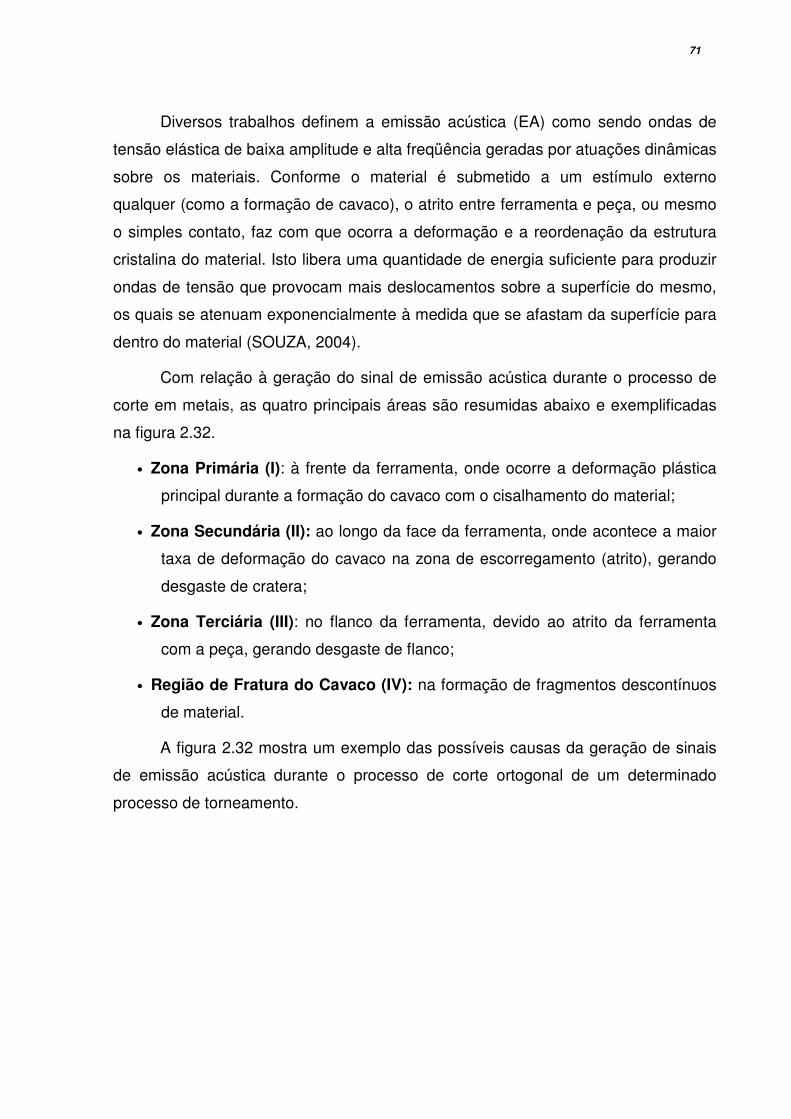
71
Diversos trabalhos definem a emissão acústica (EA) como sendo ondas de
tensão elástica de baixa amplitude e alta freqüência geradas por atuações dinâmicas
sobre os materiais. Conforme o material é submetido a um estímulo externo
qualquer (como a formação de cavaco), o atrito entre ferramenta e peça, ou mesmo
o simples contato, faz com que ocorra a deformação e a reordenação da estrutura
cristalina do material. Isto libera uma quantidade de energia suficiente para produzir
ondas de tensão que provocam mais deslocamentos sobre a superfície do mesmo,
os quais se atenuam exponencialmente à medida que se afastam da superfície para
dentro do material (SOUZA, 2004).
Com relação à geração do sinal de emissão acústica durante o processo de
corte em metais, as quatro principais áreas são resumidas abaixo e exemplificadas
na figura 2.32.
• Zona Primária (I): à frente da ferramenta, onde ocorre a deformação plástica
principal durante a formação do cavaco com o cisalhamento do material;
• Zona Secundária (II): ao longo da face da ferramenta, onde acontece a maior
taxa de deformação do cavaco na zona de escorregamento (atrito), gerando
desgaste de cratera;
• Zona Terciária (III): no flanco da ferramenta, devido ao atrito da ferramenta
com a peça, gerando desgaste de flanco;
• Região de Fratura do Cavaco (IV): na formação de fragmentos descontínuos
de material.
A figura 2.32 mostra um exemplo das possíveis causas da geração de sinais
de emissão acústica durante o processo de corte ortogonal de um determinado
processo de torneamento.
72
Figura 2.32: Exemplo das possíveis causas da geração de sinais de emissão acústica (SOUZA, 2004).
A formação do cavaco (deformação plástica de materiais dúcteis), o desgaste
de flanco e de cratera estão associados a sinais regulares contínuos de emissão
acústica, enquanto que o rompimento do cavaco, o lascamento, o crescimento de
trincas e a quebra da ferramenta associam-se a sinais transitórios de pico de alta
amplitude e curta duração (figura 2.33).
Figura 2.33 - Derivação do sinal de emissão acústica em sinal contínuo e sinal transitório (SOUZA, 2004).
Na interface flanco-peça, o sinal de emissão acústica vai sofrendo alterações
significativas conforme o desgaste vai aumentando, pois esta falha promove um
crescimento do atrito na região de contato entre as duas superfícies, provocando um
aumento do nível do sinal. Com isso, o monitoramento do sinal permite identificar
diferentes níveis de desgaste. Na interface cavaco-face, as alterações no ângulo de
(I) (II)
(III)
(IV)
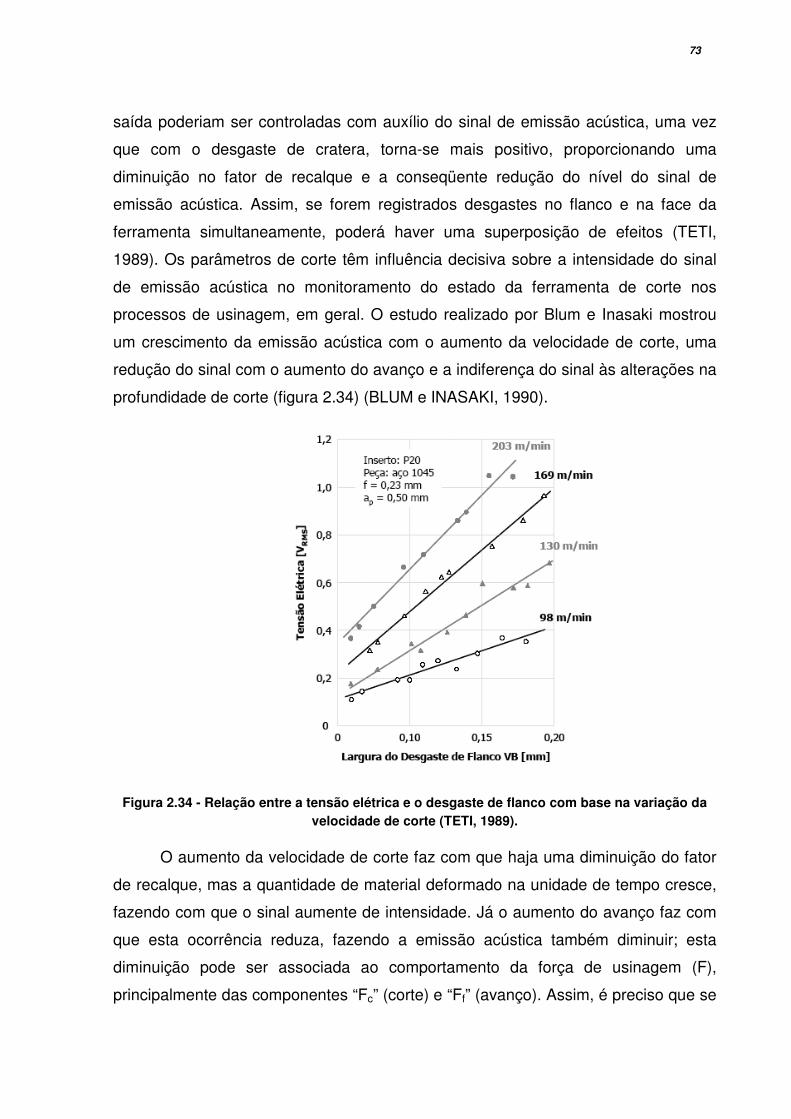
73
saída poderiam ser controladas com auxílio do sinal de emissão acústica, uma vez
que com o desgaste de cratera, torna-se mais positivo, proporcionando uma
diminuição no fator de recalque e a conseqüente redução do nível do sinal de
emissão acústica. Assim, se forem registrados desgastes no flanco e na face da
ferramenta simultaneamente, poderá haver uma superposição de efeitos (TETI,
1989). Os parâmetros de corte têm influência decisiva sobre a intensidade do sinal
de emissão acústica no monitoramento do estado da ferramenta de corte nos
processos de usinagem, em geral. O estudo realizado por Blum e Inasaki mostrou
um crescimento da emissão acústica com o aumento da velocidade de corte, uma
redução do sinal com o aumento do avanço e a indiferença do sinal às alterações na
profundidade de corte (figura 2.34) (BLUM e INASAKI, 1990).
Figura 2.34 - Relação entre a tensão elétrica e o desgaste de flanco com base na variação da velocidade de corte (TETI, 1989).
O aumento da velocidade de corte faz com que haja uma diminuição do fator
de recalque, mas a quantidade de material deformado na unidade de tempo cresce,
fazendo com que o sinal aumente de intensidade. Já o aumento do avanço faz com
que esta ocorrência reduza, fazendo a emissão acústica também diminuir; esta
diminuição pode ser associada ao comportamento da força de usinagem (F),
principalmente das componentes “Fc” (corte) e “Ff” (avanço). Assim, é preciso que se
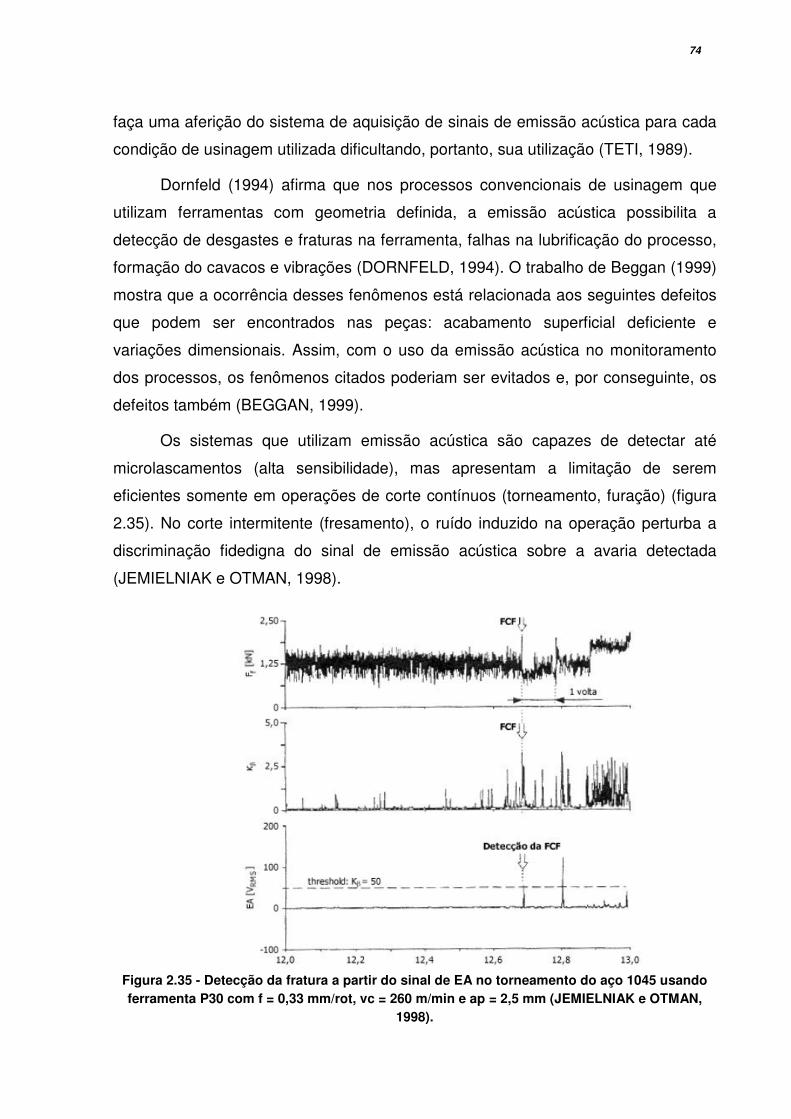
74
faça uma aferição do sistema de aquisição de sinais de emissão acústica para cada
condição de usinagem utilizada dificultando, portanto, sua utilização (TETI, 1989).
Dornfeld (1994) afirma que nos processos convencionais de usinagem que
utilizam ferramentas com geometria definida, a emissão acústica possibilita a
detecção de desgastes e fraturas na ferramenta, falhas na lubrificação do processo,
formação do cavacos e vibrações (DORNFELD, 1994). O trabalho de Beggan (1999)
mostra que a ocorrência desses fenômenos está relacionada aos seguintes defeitos
que podem ser encontrados nas peças: acabamento superficial deficiente e
variações dimensionais. Assim, com o uso da emissão acústica no monitoramento
dos processos, os fenômenos citados poderiam ser evitados e, por conseguinte, os
defeitos também (BEGGAN, 1999).
Os sistemas que utilizam emissão acústica são capazes de detectar até
microlascamentos (alta sensibilidade), mas apresentam a limitação de serem
eficientes somente em operações de corte contínuos (torneamento, furação) (figura
2.35). No corte intermitente (fresamento), o ruído induzido na operação perturba a
discriminação fidedigna do sinal de emissão acústica sobre a avaria detectada
(JEMIELNIAK e OTMAN, 1998).
Figura 2.35 - Detecção da fratura a partir do sinal de EA no torneamento do aço 1045 usando ferramenta P30 com f = 0,33 mm/rot, vc = 260 m/min e ap = 2,5 mm (JEMIELNIAK e OTMAN,
1998).
75
Por se tratar de um sinal que se propaga tanto longitudinal quanto
transversalmente na estrutura do material, a emissão acústica permite que o sensor
seja colocado em qualquer posição, desde que em contato com o material e em uma
localização onde não hajam muitas interfaces que tendem a distorcer e enfraquecer
o sinal, dificultando sua avaliação.
O sensoriamento dos sinais de emissão acústica se justifica pela alta
sensibilidade ao material da peça, à geometria da ferramenta, aos desgastes da
ferramenta e aos parâmetros de corte (ex: avanço e velocidade de corte) em
diferentes condições de usinagem. A principal vantagem deste sensoriamento está
na supervisão de diversos fenômenos ocorridos simultaneamente durante o
processo de corte, utilizando-se um único sensor, visto que os sinais de EA são
excelentes para avaliar a existência de contato entre superfícies em movimento, o
que ocorre de forma intensa na usinagem de metais (JEMIELNIAK e OTMAN, 1998).
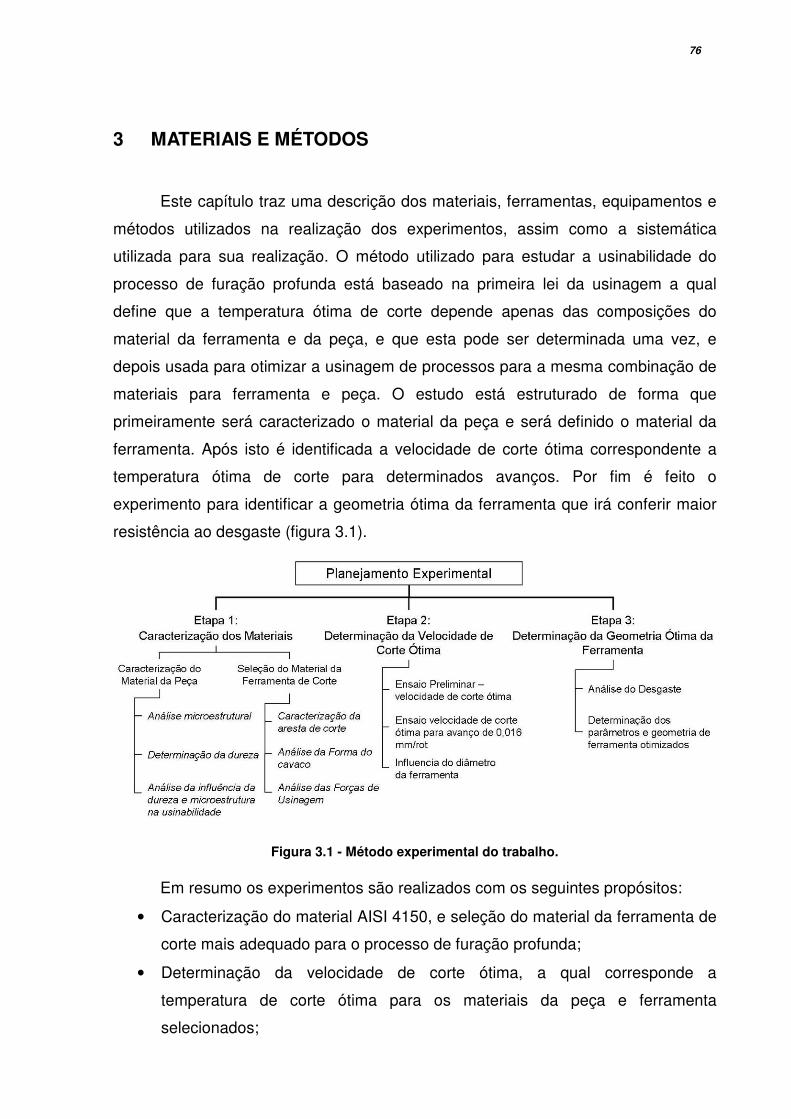
76
3 MATERIAIS E MÉTODOS
Este capítulo traz uma descrição dos materiais, ferramentas, equipamentos e
métodos utilizados na realização dos experimentos, assim como a sistemática
utilizada para sua realização. O método utilizado para estudar a usinabilidade do
processo de furação profunda está baseado na primeira lei da usinagem a qual
define que a temperatura ótima de corte depende apenas das composições do
material da ferramenta e da peça, e que esta pode ser determinada uma vez, e
depois usada para otimizar a usinagem de processos para a mesma combinação de
materiais para ferramenta e peça. O estudo está estruturado de forma que
primeiramente será caracterizado o material da peça e será definido o material da
ferramenta. Após isto é identificada a velocidade de corte ótima correspondente a
temperatura ótima de corte para determinados avanços. Por fim é feito o
experimento para identificar a geometria ótima da ferramenta que irá conferir maior
resistência ao desgaste (figura 3.1).
Figura 3.1 - Método experimental do trabalho.
Em resumo os experimentos são realizados com os seguintes propósitos:
• Caracterização do material AISI 4150, e seleção do material da ferramenta de
corte mais adequado para o processo de furação profunda;
• Determinação da velocidade de corte ótima, a qual corresponde a
temperatura de corte ótima para os materiais da peça e ferramenta
selecionados;
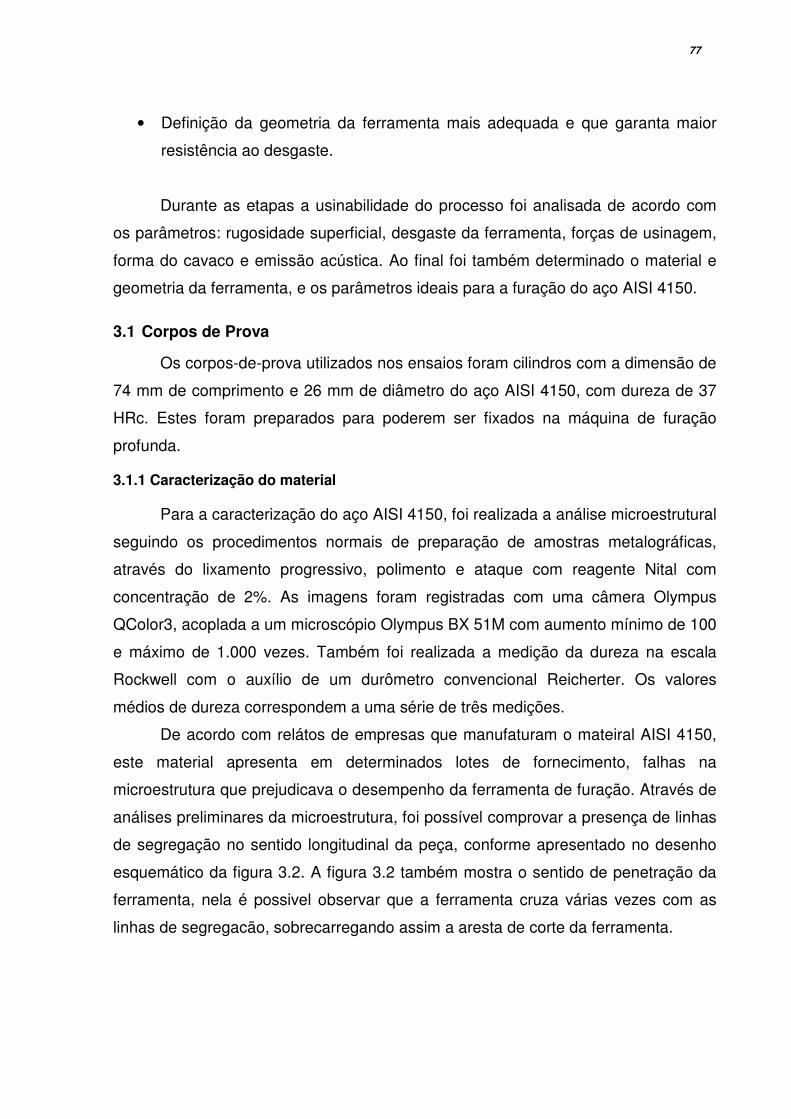
77
• Definição da geometria da ferramenta mais adequada e que garanta maior
resistência ao desgaste.
Durante as etapas a usinabilidade do processo foi analisada de acordo com
os parâmetros: rugosidade superficial, desgaste da ferramenta, forças de usinagem,
forma do cavaco e emissão acústica. Ao final foi também determinado o material e
geometria da ferramenta, e os parâmetros ideais para a furação do aço AISI 4150.
3.1 Corpos de Prova
Os corpos-de-prova utilizados nos ensaios foram cilindros com a dimensão de
74 mm de comprimento e 26 mm de diâmetro do aço AISI 4150, com dureza de 37
HRc. Estes foram preparados para poderem ser fixados na máquina de furação
profunda.
3.1.1 Caracterização do material
Para a caracterização do aço AISI 4150, foi realizada a análise microestrutural
seguindo os procedimentos normais de preparação de amostras metalográficas,
através do lixamento progressivo, polimento e ataque com reagente Nital com
concentração de 2%. As imagens foram registradas com uma câmera Olympus
QColor3, acoplada a um microscópio Olympus BX 51M com aumento mínimo de 100
e máximo de 1.000 vezes. Também foi realizada a medição da dureza na escala
Rockwell com o auxílio de um durômetro convencional Reicherter. Os valores
médios de dureza correspondem a uma série de três medições.
De acordo com relátos de empresas que manufaturam o mateiral AISI 4150,
este material apresenta em determinados lotes de fornecimento, falhas na
microestrutura que prejudicava o desempenho da ferramenta de furação. Através de
análises preliminares da microestrutura, foi possível comprovar a presença de linhas
de segregação no sentido longitudinal da peça, conforme apresentado no desenho
esquemático da figura 3.2. A figura 3.2 também mostra o sentido de penetração da
ferramenta, nela é possivel observar que a ferramenta cruza várias vezes com as
linhas de segregacão, sobrecarregando assim a aresta de corte da ferramenta.
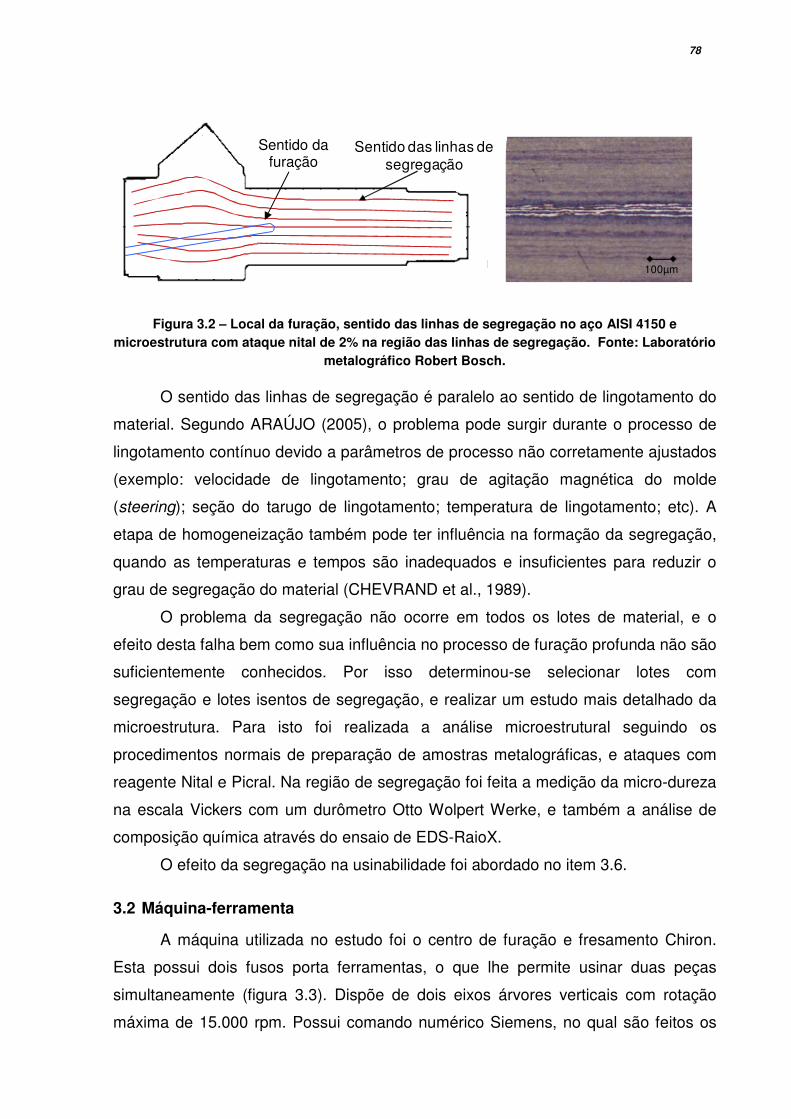
78
Figura 3.2 – Local da furação, sentido das linhas de segregação no aço AISI 4150 e
microestrutura com ataque nital de 2% na região das linhas de segregação. Fonte: Laboratório metalográfico Robert Bosch.
O sentido das linhas de segregação é paralelo ao sentido de lingotamento do
material. Segundo ARAÚJO (2005), o problema pode surgir durante o processo de
lingotamento contínuo devido a parâmetros de processo não corretamente ajustados
(exemplo: velocidade de lingotamento; grau de agitação magnética do molde
(steering); seção do tarugo de lingotamento; temperatura de lingotamento; etc). A
etapa de homogeneização também pode ter influência na formação da segregação,
quando as temperaturas e tempos são inadequados e insuficientes para reduzir o
grau de segregação do material (CHEVRAND et al., 1989).
O problema da segregação não ocorre em todos os lotes de material, e o
efeito desta falha bem como sua influência no processo de furação profunda não são
suficientemente conhecidos. Por isso determinou-se selecionar lotes com
segregação e lotes isentos de segregação, e realizar um estudo mais detalhado da
microestrutura. Para isto foi realizada a análise microestrutural seguindo os
procedimentos normais de preparação de amostras metalográficas, e ataques com
reagente Nital e Picral. Na região de segregação foi feita a medição da micro-dureza
na escala Vickers com um durômetro Otto Wolpert Werke, e também a análise de
composição química através do ensaio de EDS-RaioX.
O efeito da segregação na usinabilidade foi abordado no item 3.6.
3.2 Máquina-ferramenta
A máquina utilizada no estudo foi o centro de furação e fresamento Chiron.
Esta possui dois fusos porta ferramentas, o que lhe permite usinar duas peças
simultaneamente (figura 3.3). Dispõe de dois eixos árvores verticais com rotação
máxima de 15.000 rpm. Possui comando numérico Siemens, no qual são feitos os
Sentido das linhas de segregação
100µm
Sentido da furação

79
ajustes dos parâmetros de rotação, avanço da ferramenta, pressão do fluido de
corte, profundidades de usinagem e demais controles operacionais da máquina.
Figura 3.3 – Centro de furação e fresamento do fabricante Chiron.
As peças foram fixadas em dispositivos que por sua vez foram fixados em
uma placa hidráulica na máquina, e através do movimento de giro da mesa e rotação
da placa, a peça foi posicionada para o processo de furação.
Esta máquina não possui bucha guia para guiar a broca canhão no início da
furação. Neste caso foi utilizado um furo piloto para fazer a função de guia para a
broca canhão.
3.3 Ferramenta de Corte
Para a execução deste estudo foi utilizada a broca canhão de metal-duro
classe K20, com canais retos e furos internos de refrigeração do fabricante BOTEK.
As principais características são:
• Formato de guia G;
• Diâmetro de 1,43 e 3,0 mm;
• Comprimento 150 e 200 mm.
Na primeira etapa foi avaliado o material da ferramenta, para isto a
característica a ser testada foi o revestimento da ferramenta. Foi realizada a
comparação entre a ferramenta revestida com PVD TiNAl e broca canhão sem
revestimento.
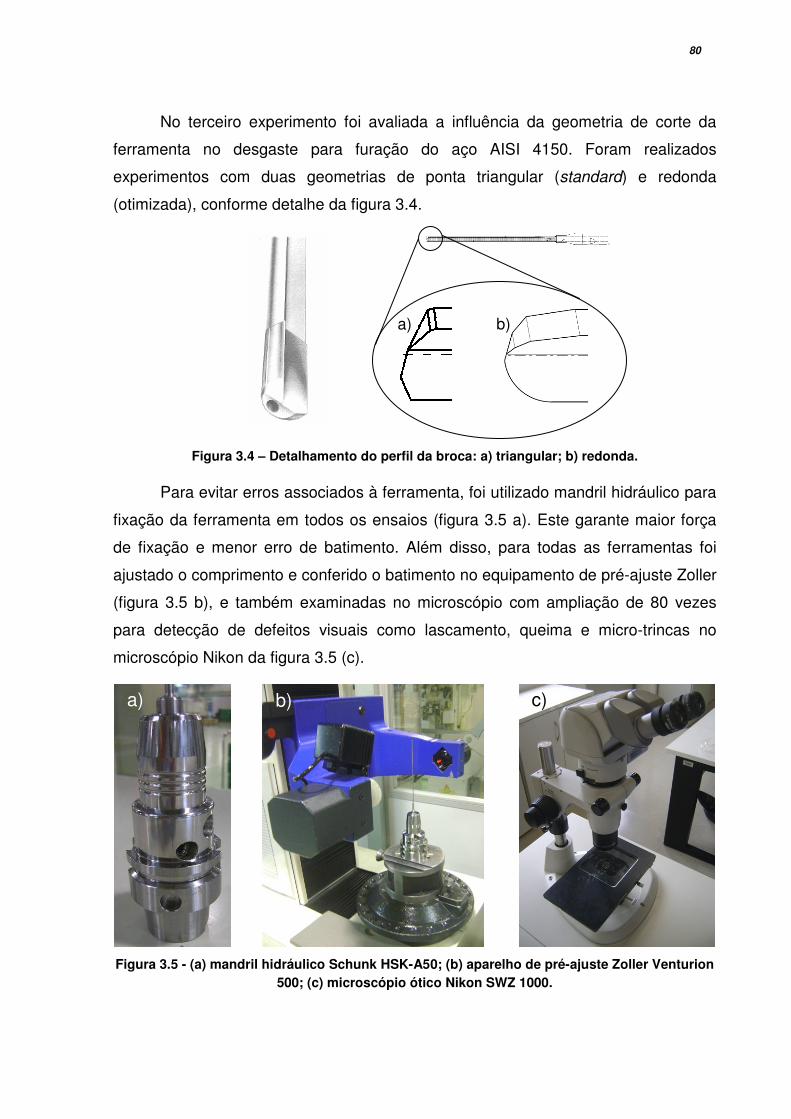
80
No terceiro experimento foi avaliada a influência da geometria de corte da
ferramenta no desgaste para furação do aço AISI 4150. Foram realizados
experimentos com duas geometrias de ponta triangular (standard) e redonda
(otimizada), conforme detalhe da figura 3.4.
Figura 3.4 – Detalhamento do perfil da broca: a) triangular; b) redonda.
Para evitar erros associados à ferramenta, foi utilizado mandril hidráulico para
fixação da ferramenta em todos os ensaios (figura 3.5 a). Este garante maior força
de fixação e menor erro de batimento. Além disso, para todas as ferramentas foi
ajustado o comprimento e conferido o batimento no equipamento de pré-ajuste Zoller
(figura 3.5 b), e também examinadas no microscópio com ampliação de 80 vezes
para detecção de defeitos visuais como lascamento, queima e micro-trincas no
microscópio Nikon da figura 3.5 (c).
Figura 3.5 - (a) mandril hidráulico Schunk HSK-A50; (b) aparelho de pré-ajuste Zoller Venturion
500; (c) microscópio ótico Nikon SWZ 1000.
c) a) b)
a) b)
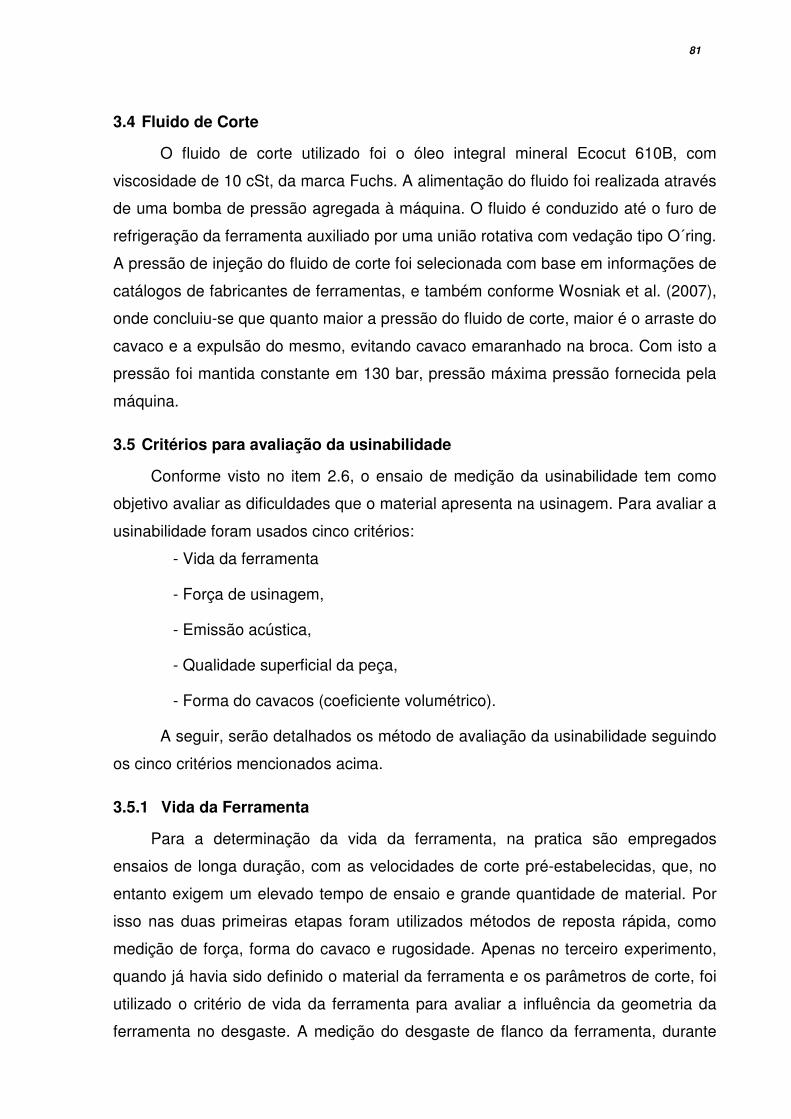
81
3.4 Fluido de Corte
O fluido de corte utilizado foi o óleo integral mineral Ecocut 610B, com
viscosidade de 10 cSt, da marca Fuchs. A alimentação do fluido foi realizada através
de uma bomba de pressão agregada à máquina. O fluido é conduzido até o furo de
refrigeração da ferramenta auxiliado por uma união rotativa com vedação tipo O´ring.
A pressão de injeção do fluido de corte foi selecionada com base em informações de
catálogos de fabricantes de ferramentas, e também conforme Wosniak et al. (2007),
onde concluiu-se que quanto maior a pressão do fluido de corte, maior é o arraste do
cavaco e a expulsão do mesmo, evitando cavaco emaranhado na broca. Com isto a
pressão foi mantida constante em 130 bar, pressão máxima pressão fornecida pela
máquina.
3.5 Critérios para avaliação da usinabilidade
Conforme visto no item 2.6, o ensaio de medição da usinabilidade tem como
objetivo avaliar as dificuldades que o material apresenta na usinagem. Para avaliar a
usinabilidade foram usados cinco critérios:
- Vida da ferramenta
- Força de usinagem,
- Emissão acústica,
- Qualidade superficial da peça,
- Forma do cavacos (coeficiente volumétrico).
A seguir, serão detalhados os método de avaliação da usinabilidade seguindo
os cinco critérios mencionados acima.
3.5.1 Vida da Ferramenta
Para a determinação da vida da ferramenta, na pratica são empregados
ensaios de longa duração, com as velocidades de corte pré-estabelecidas, que, no
entanto exigem um elevado tempo de ensaio e grande quantidade de material. Por
isso nas duas primeiras etapas foram utilizados métodos de reposta rápida, como
medição de força, forma do cavaco e rugosidade. Apenas no terceiro experimento,
quando já havia sido definido o material da ferramenta e os parâmetros de corte, foi
utilizado o critério de vida da ferramenta para avaliar a influência da geometria da
ferramenta no desgaste. A medição do desgaste de flanco da ferramenta, durante

82
um comprimento de furação pré-estabelecido, foi utilizada como critério na análise
da vida da ferramenta.
3.5.2 Força de Usinagem
A força de usinagem foi utilizada nas duas primeiras etapas como critério para
a análise da usinabilidade do processo.
Os equipamentos empregados no sistema de medição de forças de usinagem
foram: uma plataforma piezelétrico Kistler® modelo 9272A (figura 3.6), um
amplificador de sinal modelo 5070A da marca Kistler®, uma placa de aquisição de
dados modelo USB 6259 BNC da National Instruments, e um microcomputador com
software de processamento de sinais Labview®.
Figura 3.6 - Dinamômetro modelo 9272A Kistler®.
Por tratar-se de um processo de furação, foram analisadas somente a
componente de força de avanço Fz e momento torsor Mz, sendo que para este último
a furação deve ocorrer exatamente no centro do dinamômetro. Para força Fz a
posição da furação em relação ao dinamômetro não influencia, com tanto que o eixo
da furação esteja paralelo ao eixo de Fz.
3.5.3 Sinais de Emissão Acústica
Com a medição de emissão acústica é possível avaliar indiretamente a
usinabilidade através da medição da raiz quadrática média RMS.
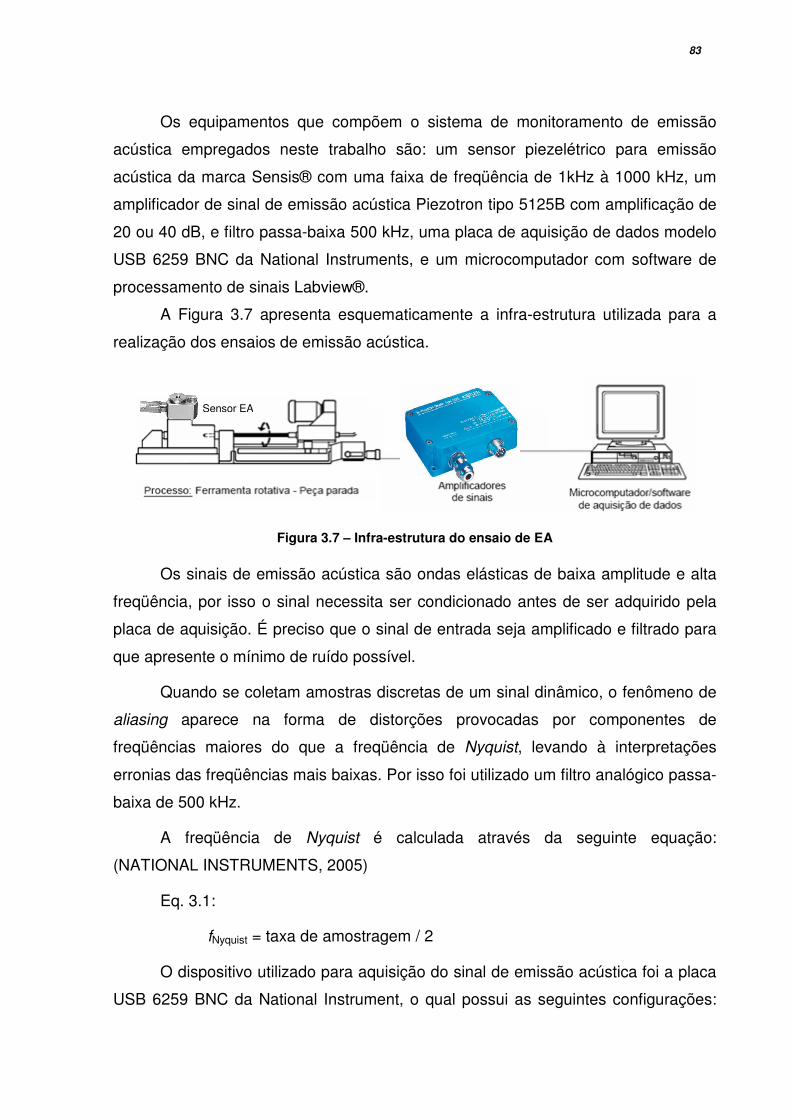
83
Os equipamentos que compõem o sistema de monitoramento de emissão
acústica empregados neste trabalho são: um sensor piezelétrico para emissão
acústica da marca Sensis® com uma faixa de freqüência de 1kHz à 1000 kHz, um
amplificador de sinal de emissão acústica Piezotron tipo 5125B com amplificação de
20 ou 40 dB, e filtro passa-baixa 500 kHz, uma placa de aquisição de dados modelo
USB 6259 BNC da National Instruments, e um microcomputador com software de
processamento de sinais Labview®.
A Figura 3.7 apresenta esquematicamente a infra-estrutura utilizada para a
realização dos ensaios de emissão acústica.
Figura 3.7 – Infra-estrutura do ensaio de EA
Os sinais de emissão acústica são ondas elásticas de baixa amplitude e alta
freqüência, por isso o sinal necessita ser condicionado antes de ser adquirido pela
placa de aquisição. É preciso que o sinal de entrada seja amplificado e filtrado para
que apresente o mínimo de ruído possível.
Quando se coletam amostras discretas de um sinal dinâmico, o fenômeno de
aliasing aparece na forma de distorções provocadas por componentes de
freqüências maiores do que a freqüência de Nyquist, levando à interpretações
erronias das freqüências mais baixas. Por isso foi utilizado um filtro analógico passa-
baixa de 500 kHz.
A freqüência de Nyquist é calculada através da seguinte equação:
(NATIONAL INSTRUMENTS, 2005)
Eq. 3.1:
fNyquist = taxa de amostragem / 2
O dispositivo utilizado para aquisição do sinal de emissão acústica foi a placa
USB 6259 BNC da National Instrument, o qual possui as seguintes configurações:
Sensor EA
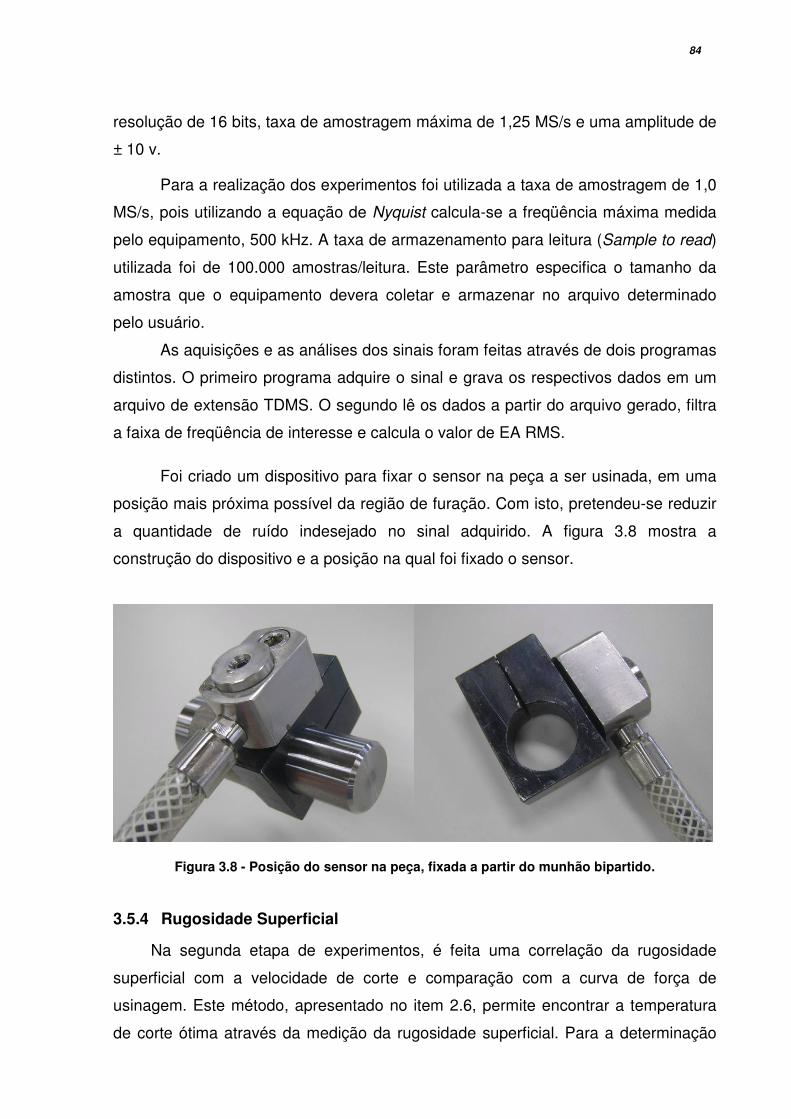
84
resolução de 16 bits, taxa de amostragem máxima de 1,25 MS/s e uma amplitude de
± 10 v.
Para a realização dos experimentos foi utilizada a taxa de amostragem de 1,0
MS/s, pois utilizando a equação de Nyquist calcula-se a freqüência máxima medida
pelo equipamento, 500 kHz. A taxa de armazenamento para leitura (Sample to read)
utilizada foi de 100.000 amostras/leitura. Este parâmetro especifica o tamanho da
amostra que o equipamento devera coletar e armazenar no arquivo determinado
pelo usuário.
As aquisições e as análises dos sinais foram feitas através de dois programas
distintos. O primeiro programa adquire o sinal e grava os respectivos dados em um
arquivo de extensão TDMS. O segundo lê os dados a partir do arquivo gerado, filtra
a faixa de freqüência de interesse e calcula o valor de EA RMS.
Foi criado um dispositivo para fixar o sensor na peça a ser usinada, em uma
posição mais próxima possível da região de furação. Com isto, pretendeu-se reduzir
a quantidade de ruído indesejado no sinal adquirido. A figura 3.8 mostra a
construção do dispositivo e a posição na qual foi fixado o sensor.
Figura 3.8 - Posição do sensor na peça, fixada a partir do munhão bipartido.
3.5.4 Rugosidade Superficial
Na segunda etapa de experimentos, é feita uma correlação da rugosidade
superficial com a velocidade de corte e comparação com a curva de força de
usinagem. Este método, apresentado no item 2.6, permite encontrar a temperatura
de corte ótima através da medição da rugosidade superficial. Para a determinação
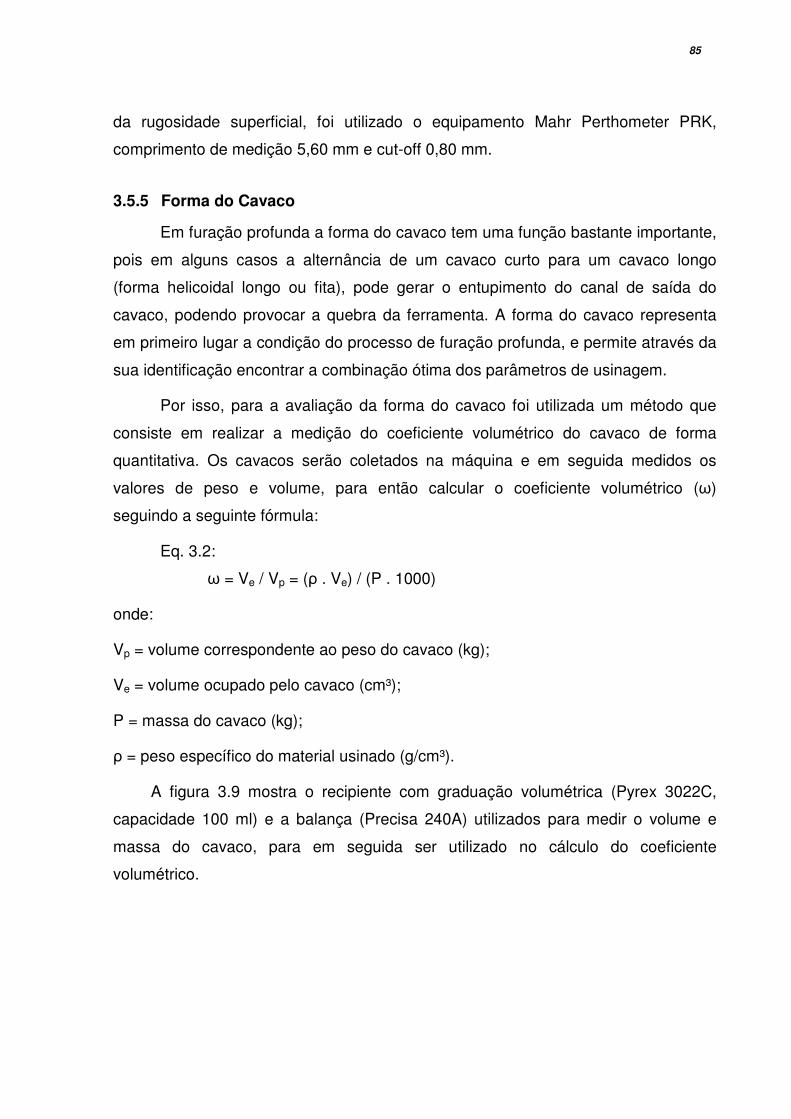
85
da rugosidade superficial, foi utilizado o equipamento Mahr Perthometer PRK,
comprimento de medição 5,60 mm e cut-off 0,80 mm.
3.5.5 Forma do Cavaco
Em furação profunda a forma do cavaco tem uma função bastante importante,
pois em alguns casos a alternância de um cavaco curto para um cavaco longo
(forma helicoidal longo ou fita), pode gerar o entupimento do canal de saída do
cavaco, podendo provocar a quebra da ferramenta. A forma do cavaco representa
em primeiro lugar a condição do processo de furação profunda, e permite através da
sua identificação encontrar a combinação ótima dos parâmetros de usinagem.
Por isso, para a avaliação da forma do cavaco foi utilizada um método que
consiste em realizar a medição do coeficiente volumétrico do cavaco de forma
quantitativa. Os cavacos serão coletados na máquina e em seguida medidos os
valores de peso e volume, para então calcular o coeficiente volumétrico (ω)
seguindo a seguinte fórmula:
Eq. 3.2:
ω = Ve / Vp = (ρ . Ve) / (P . 1000)
onde:
Vp = volume correspondente ao peso do cavaco (kg);
Ve = volume ocupado pelo cavaco (cm³);
P = massa do cavaco (kg);
ρ = peso específico do material usinado (g/cm³).
A figura 3.9 mostra o recipiente com graduação volumétrica (Pyrex 3022C,
capacidade 100 ml) e a balança (Precisa 240A) utilizados para medir o volume e
massa do cavaco, para em seguida ser utilizado no cálculo do coeficiente
volumétrico.
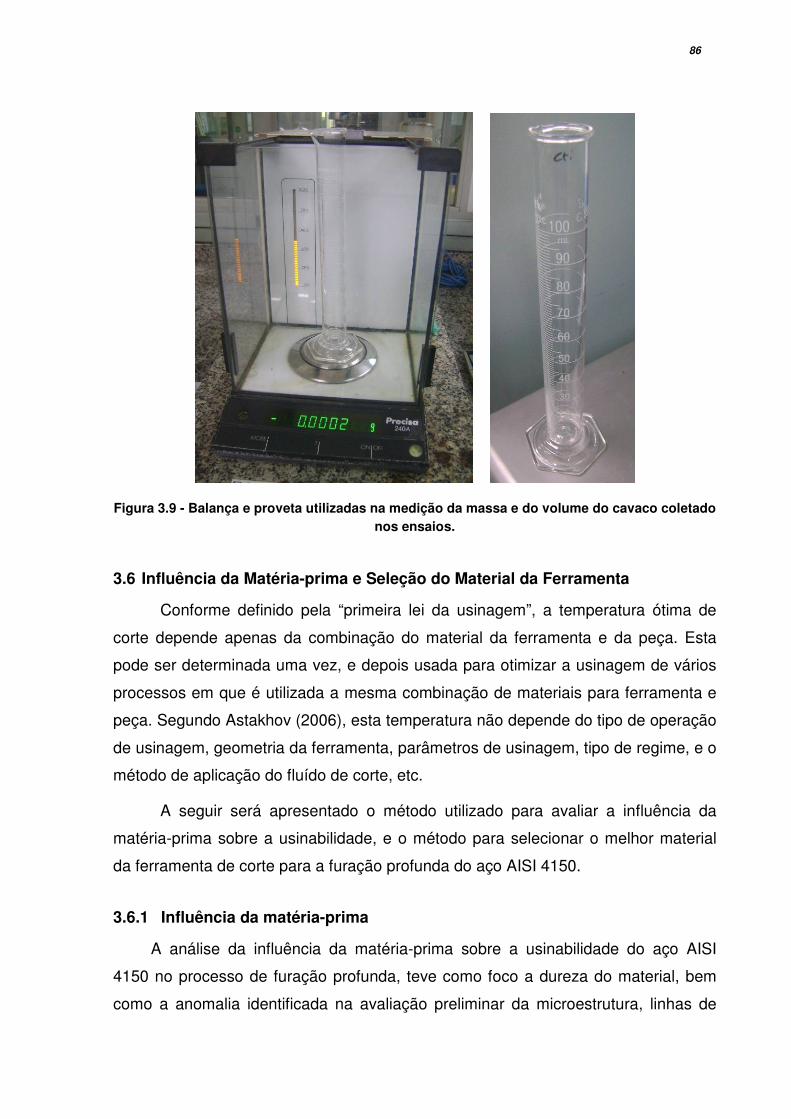
86
Figura 3.9 - Balança e proveta utilizadas na medição da massa e do volume do cavaco coletado nos ensaios.
3.6 Influência da Matéria-prima e Seleção do Material da Ferramenta
Conforme definido pela “primeira lei da usinagem”, a temperatura ótima de
corte depende apenas da combinação do material da ferramenta e da peça. Esta
pode ser determinada uma vez, e depois usada para otimizar a usinagem de vários
processos em que é utilizada a mesma combinação de materiais para ferramenta e
peça. Segundo Astakhov (2006), esta temperatura não depende do tipo de operação
de usinagem, geometria da ferramenta, parâmetros de usinagem, tipo de regime, e o
método de aplicação do fluído de corte, etc.
A seguir será apresentado o método utilizado para avaliar a influência da
matéria-prima sobre a usinabilidade, e o método para selecionar o melhor material
da ferramenta de corte para a furação profunda do aço AISI 4150.
3.6.1 Influência da matéria-prima
A análise da influência da matéria-prima sobre a usinabilidade do aço AISI
4150 no processo de furação profunda, teve como foco a dureza do material, bem
como a anomalia identificada na avaliação preliminar da microestrutura, linhas de
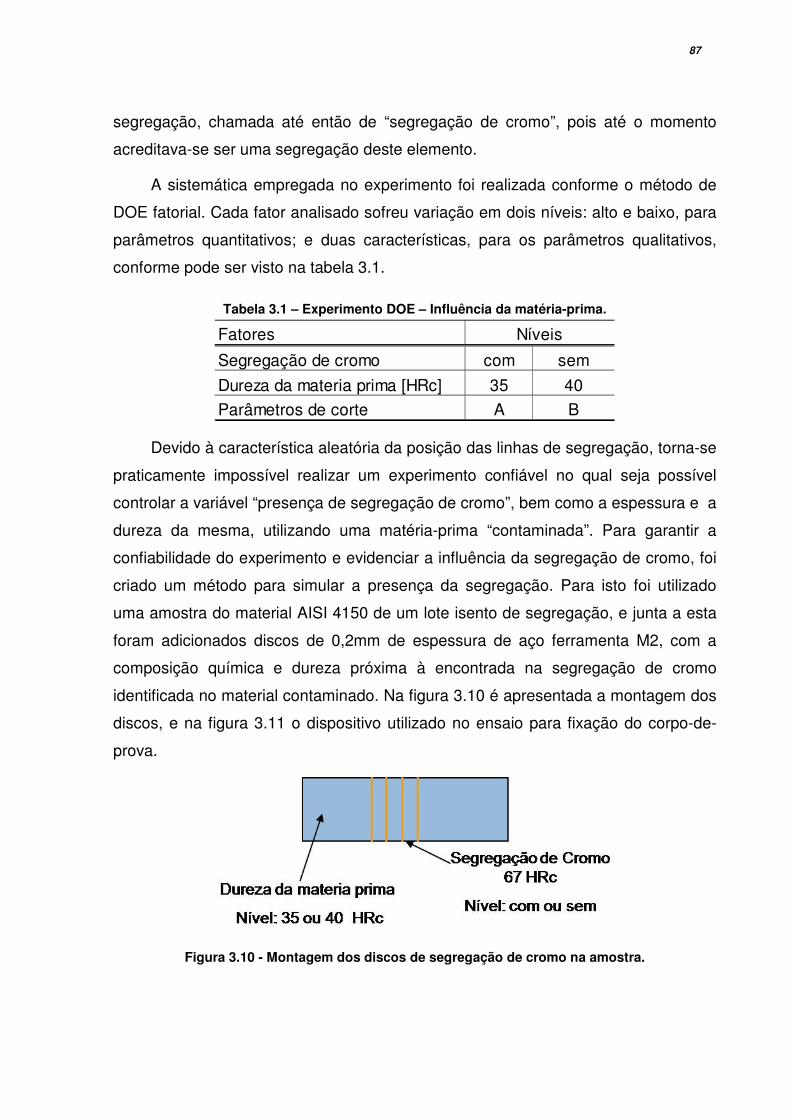
87
segregação, chamada até então de “segregação de cromo”, pois até o momento
acreditava-se ser uma segregação deste elemento.
A sistemática empregada no experimento foi realizada conforme o método de
DOE fatorial. Cada fator analisado sofreu variação em dois níveis: alto e baixo, para
parâmetros quantitativos; e duas características, para os parâmetros qualitativos,
conforme pode ser visto na tabela 3.1.
Tabela 3.1 – Experimento DOE – Influência da matéria-prima.
Fatores
Segregação de cromo com sem
Dureza da materia prima [HRc] 35 40
Parâmetros de corte A B
Níveis
Devido à característica aleatória da posição das linhas de segregação, torna-se
praticamente impossível realizar um experimento confiável no qual seja possível
controlar a variável “presença de segregação de cromo”, bem como a espessura e a
dureza da mesma, utilizando uma matéria-prima “contaminada”. Para garantir a
confiabilidade do experimento e evidenciar a influência da segregação de cromo, foi
criado um método para simular a presença da segregação. Para isto foi utilizado
uma amostra do material AISI 4150 de um lote isento de segregação, e junta a esta
foram adicionados discos de 0,2mm de espessura de aço ferramenta M2, com a
composição química e dureza próxima à encontrada na segregação de cromo
identificada no material contaminado. Na figura 3.10 é apresentada a montagem dos
discos, e na figura 3.11 o dispositivo utilizado no ensaio para fixação do corpo-de-
prova.
Figura 3.10 - Montagem dos discos de segregação de cromo na amostra.
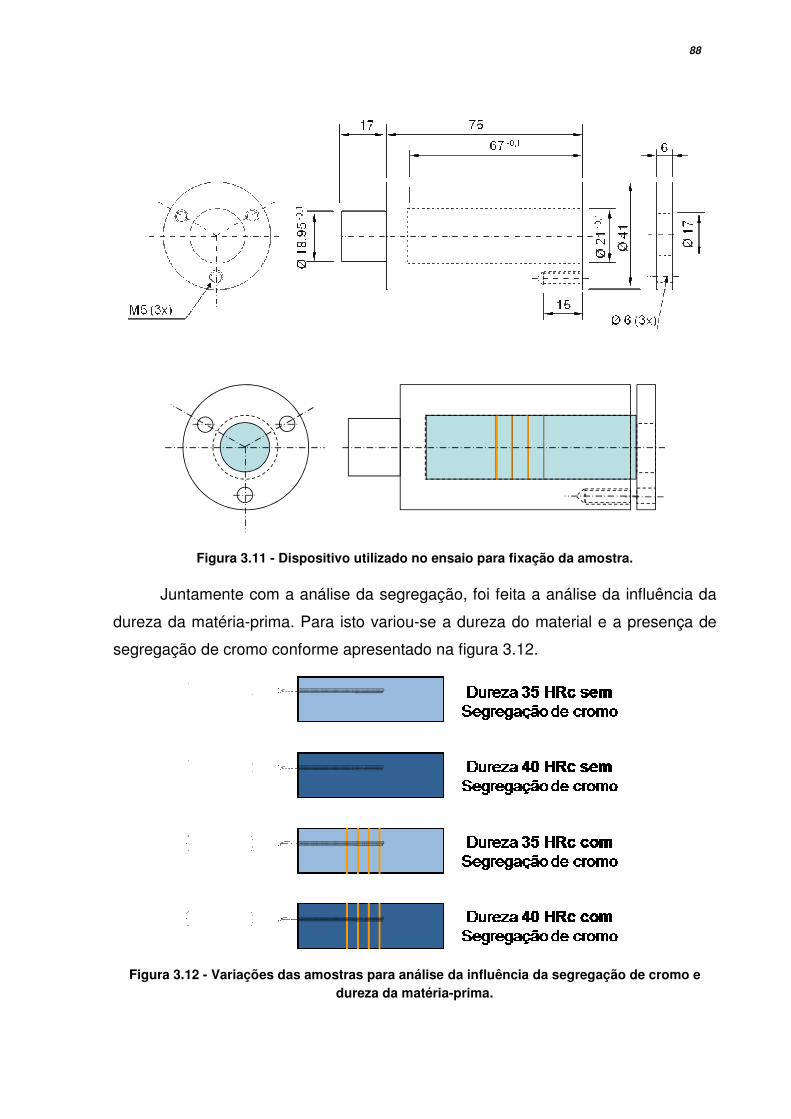
88
Figura 3.11 - Dispositivo utilizado no ensaio para fixação da amostra.
Juntamente com a análise da segregação, foi feita a análise da influência da
dureza da matéria-prima. Para isto variou-se a dureza do material e a presença de
segregação de cromo conforme apresentado na figura 3.12.
Figura 3.12 - Variações das amostras para análise da influência da segregação de cromo e dureza da matéria-prima.
89
Para analisar a influência das propriedades do material sobre o processo, e
compará-la com a influência dos parâmetros de corte, foi acrescentado ao
experimento um terceiro fator chamado parâmetros de corte, sendo este variando
entre as condições A e B. A tabela 3.2 mostra a diferença entre as duas condições.
Tabela 3.2 - Parâmetros utilizados nas condições A e B.
Parâmetros Condição A Condição B
Velocidade de corte [mm/min] 65 57,5
Avanço de corte [mm/rot] 0,008 0,006
Revestimento PVD sem TiNAl
Pressão do óleo [bar] 130 130
Os parâmetros foram alimentados no Software de estatística MINITAB®, o
qual forneceu a combinação de rodadas para o ensaio. Para cada rodada
determinou-se executar 3 furos, sendo que para cada ciclo foram medidos os
esforços de corte (força de avanço Fz e momento torsor Mz), os sinais de emissão
acústica (RMS) e analisado a morfologia da aresta de corte da ferramenta. O
experimento foi replicado 3 vezes para aumentar a confiabilidade dos dados.
3.6.2 Seleção do Material da Ferramenta de Corte
Como visto no item 2.3, como material da cabeça da broca canhão é utilizado
o metal-duro. No entanto, existe uma grande variedade de revestimentos que
pretendem melhorar as condições tribológicas nas interfaces ferramenta-cavaco e
ferramenta-peça. Atualmente o revestimento mais utilizado em operações de furação
profunda é o revesitmento de nitreto de titânio alumínio (PVD TiAlN), que oferece
maior dureza, aumento da resistência ao desgaste, além de maior resistência ao
desgaste químico (BOTEK, 2010). Para evidenciar o benefício deste revestimento,
foi feita a comparação com ferramentas sem revestimento, pois atualmente também
é bastante comum o uso de broca canhão apenas com metal-duro, sem
revestimento (BOTEK, 2010).
Para fazer a seleção do material da ferramenta de corte foram realizados três
ensaios com os seguintes objetivos: caracterização da aresta de corte no início e
final da vida útil, análise da forma do cavaco e análise das forças de usinagem para
as ferramentas com e sem revestimento PVD TiNAl.
90
3.6.2.1 Caracterização da Aresta de Corte
Foi definido executar a análise morfológica da aresta de corte para o início da
vida da ferramenta, comprimento furado 0,5 metros, e no final da vida, comprimento
furado 5 metros, para as condições de ferramenta com e sem revestimento. A
análise morfológica foi feita no microscópio eletrônico de varredura MEV, através de
imagens obtidas pelo método de elétrons retro-espalhados. Este método tem a
vantagem de conferir maior profundidade da imagem e ainda mostra um perfil de
composição da amostra por cores diferentes para cada material. Também foi feita a
análise de composição química com a técnica de EDS-raio X para identificar os
materiais presentes na aresta de corte. O equipamento utilizado na análise é o
microscópio eletrônico de varredura MEV (FEI Quanta 50 Series) apresentado na
figura 3.13.
Figura 3.13 - Microscópio eletrônico de varredura MEV (FEI Quanta 50 Series)
3.6.2.2 Análise da Forma do Cavaco
A análise da forma do cavaco foi realizada conforme o método sugerido por
Wosniak et al. (2007), na qual se utiliza o projeto de experimento de superfície de
resposta. Neste experimento é avaliada a forma do cavaco, como coeficiente
volumétrico, conforme apresentado no item 3.5.5, para as condições de ferramenta
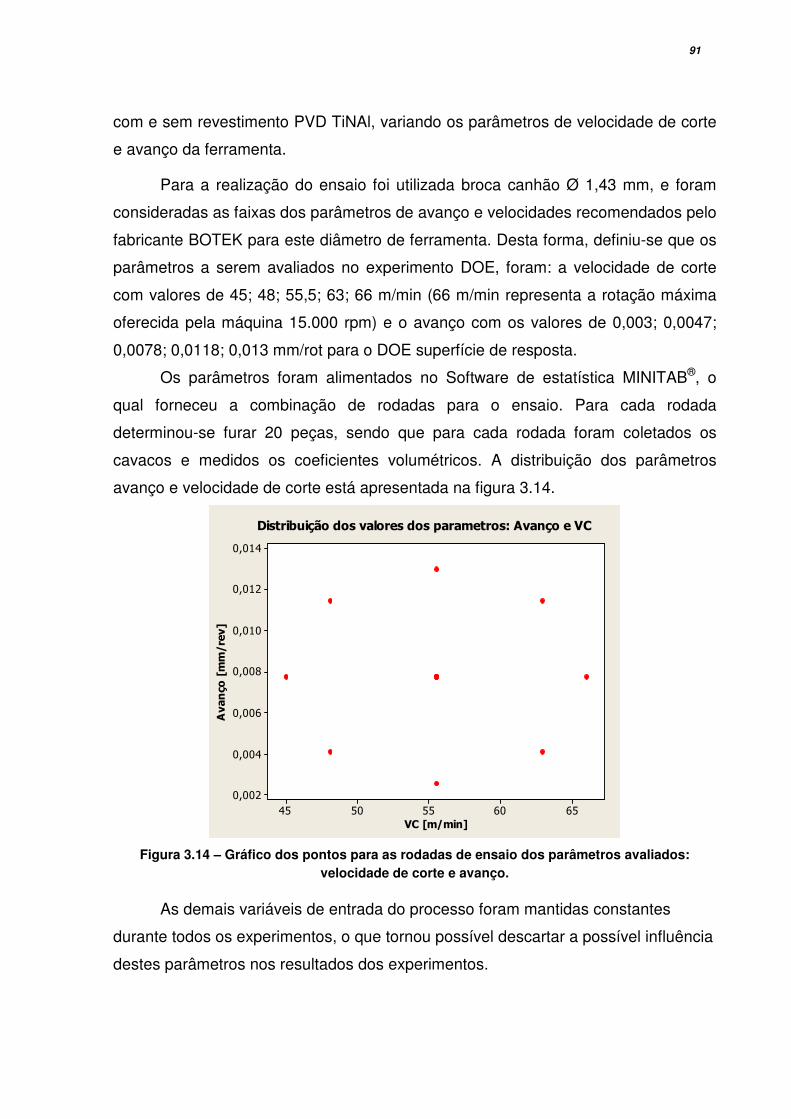
91
com e sem revestimento PVD TiNAl, variando os parâmetros de velocidade de corte
e avanço da ferramenta.
Para a realização do ensaio foi utilizada broca canhão Ø 1,43 mm, e foram
consideradas as faixas dos parâmetros de avanço e velocidades recomendados pelo
fabricante BOTEK para este diâmetro de ferramenta. Desta forma, definiu-se que os
parâmetros a serem avaliados no experimento DOE, foram: a velocidade de corte
com valores de 45; 48; 55,5; 63; 66 m/min (66 m/min representa a rotação máxima
oferecida pela máquina 15.000 rpm) e o avanço com os valores de 0,003; 0,0047;
0,0078; 0,0118; 0,013 mm/rot para o DOE superfície de resposta.
Os parâmetros foram alimentados no Software de estatística MINITAB®, o
qual forneceu a combinação de rodadas para o ensaio. Para cada rodada
determinou-se furar 20 peças, sendo que para cada rodada foram coletados os
cavacos e medidos os coeficientes volumétricos. A distribuição dos parâmetros
avanço e velocidade de corte está apresentada na figura 3.14.
6560555045
0,014
0,012
0,010
0,008
0,006
0,004
0,002
VC [m/min]
Avanço
[mm/rev]
Distribuição dos valores dos parametros: Avanço e VC
Figura 3.14 – Gráfico dos pontos para as rodadas de ensaio dos parâmetros avaliados:
velocidade de corte e avanço.
As demais variáveis de entrada do processo foram mantidas constantes
durante todos os experimentos, o que tornou possível descartar a possível influência
destes parâmetros nos resultados dos experimentos.
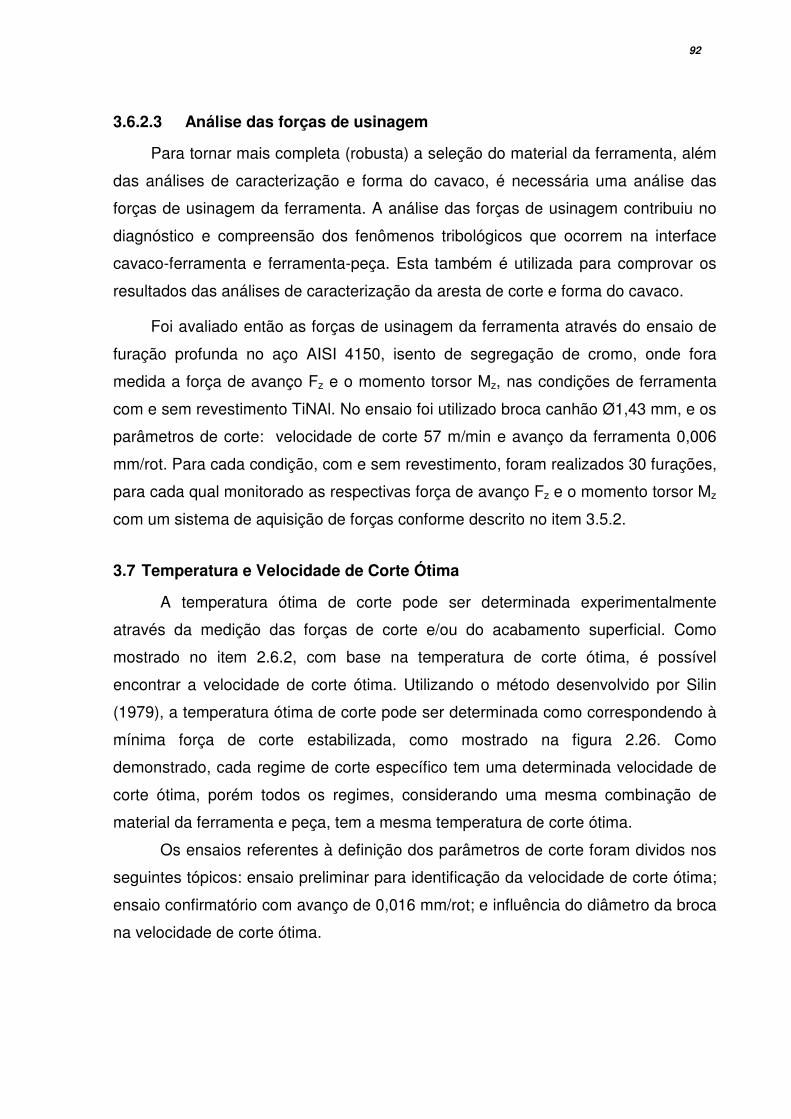
92
3.6.2.3 Análise das forças de usinagem
Para tornar mais completa (robusta) a seleção do material da ferramenta, além
das análises de caracterização e forma do cavaco, é necessária uma análise das
forças de usinagem da ferramenta. A análise das forças de usinagem contribuiu no
diagnóstico e compreensão dos fenômenos tribológicos que ocorrem na interface
cavaco-ferramenta e ferramenta-peça. Esta também é utilizada para comprovar os
resultados das análises de caracterização da aresta de corte e forma do cavaco.
Foi avaliado então as forças de usinagem da ferramenta através do ensaio de
furação profunda no aço AISI 4150, isento de segregação de cromo, onde fora
medida a força de avanço Fz e o momento torsor Mz, nas condições de ferramenta
com e sem revestimento TiNAl. No ensaio foi utilizado broca canhão Ø1,43 mm, e os
parâmetros de corte: velocidade de corte 57 m/min e avanço da ferramenta 0,006
mm/rot. Para cada condição, com e sem revestimento, foram realizados 30 furações,
para cada qual monitorado as respectivas força de avanço Fz e o momento torsor Mz
com um sistema de aquisição de forças conforme descrito no item 3.5.2.
3.7 Temperatura e Velocidade de Corte Ótima
A temperatura ótima de corte pode ser determinada experimentalmente
através da medição das forças de corte e/ou do acabamento superficial. Como
mostrado no item 2.6.2, com base na temperatura de corte ótima, é possível
encontrar a velocidade de corte ótima. Utilizando o método desenvolvido por Silin
(1979), a temperatura ótima de corte pode ser determinada como correspondendo à
mínima força de corte estabilizada, como mostrado na figura 2.26. Como
demonstrado, cada regime de corte específico tem uma determinada velocidade de
corte ótima, porém todos os regimes, considerando uma mesma combinação de
material da ferramenta e peça, tem a mesma temperatura de corte ótima.
Os ensaios referentes à definição dos parâmetros de corte foram dividos nos
seguintes tópicos: ensaio preliminar para identificação da velocidade de corte ótima;
ensaio confirmatório com avanço de 0,016 mm/rot; e influência do diâmetro da broca
na velocidade de corte ótima.
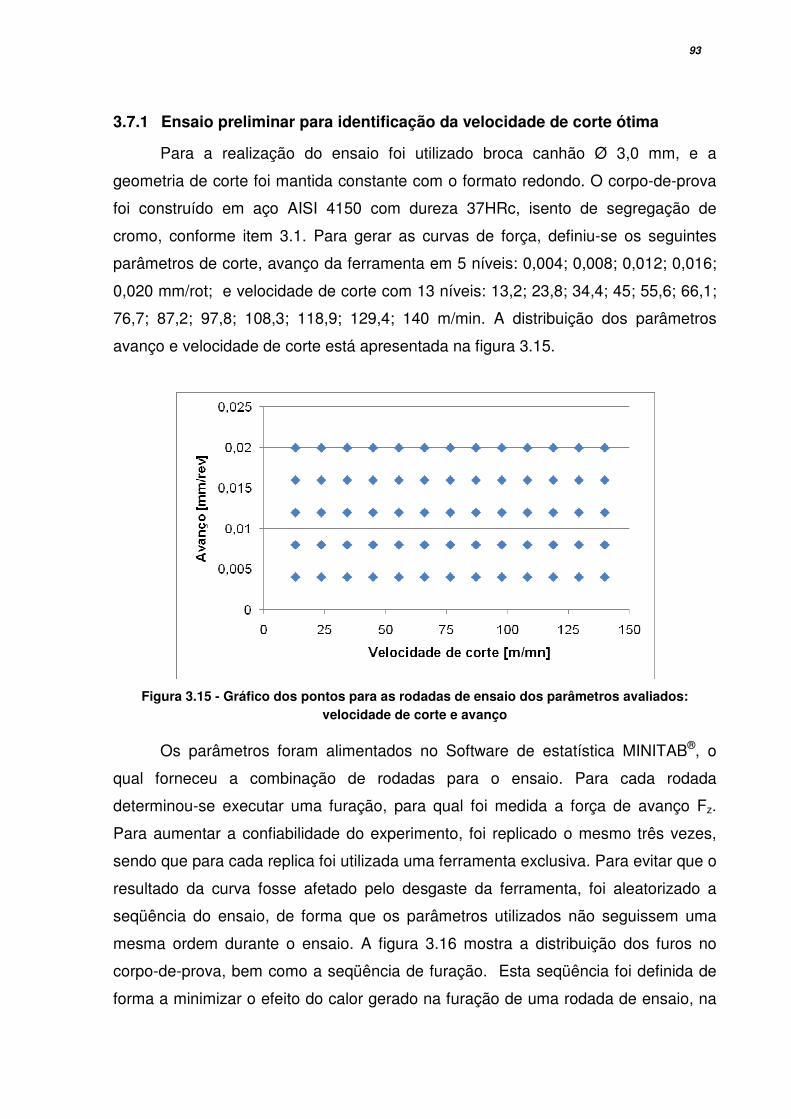
93
3.7.1 Ensaio preliminar para identificação da velocidade de corte ótima
Para a realização do ensaio foi utilizado broca canhão Ø 3,0 mm, e a
geometria de corte foi mantida constante com o formato redondo. O corpo-de-prova
foi construído em aço AISI 4150 com dureza 37HRc, isento de segregação de
cromo, conforme item 3.1. Para gerar as curvas de força, definiu-se os seguintes
parâmetros de corte, avanço da ferramenta em 5 níveis: 0,004; 0,008; 0,012; 0,016;
0,020 mm/rot; e velocidade de corte com 13 níveis: 13,2; 23,8; 34,4; 45; 55,6; 66,1;
76,7; 87,2; 97,8; 108,3; 118,9; 129,4; 140 m/min. A distribuição dos parâmetros
avanço e velocidade de corte está apresentada na figura 3.15.
Figura 3.15 - Gráfico dos pontos para as rodadas de ensaio dos parâmetros avaliados:
velocidade de corte e avanço
Os parâmetros foram alimentados no Software de estatística MINITAB®, o
qual forneceu a combinação de rodadas para o ensaio. Para cada rodada
determinou-se executar uma furação, para qual foi medida a força de avanço Fz.
Para aumentar a confiabilidade do experimento, foi replicado o mesmo três vezes,
sendo que para cada replica foi utilizada uma ferramenta exclusiva. Para evitar que o
resultado da curva fosse afetado pelo desgaste da ferramenta, foi aleatorizado a
seqüência do ensaio, de forma que os parâmetros utilizados não seguissem uma
mesma ordem durante o ensaio. A figura 3.16 mostra a distribuição dos furos no
corpo-de-prova, bem como a seqüência de furação. Esta seqüência foi definida de
forma a minimizar o efeito do calor gerado na furação de uma rodada de ensaio, na
94
rodada seguinte, assim a velocidade de corte ótima é menos afetada pelo pré-
aquecimento do próprio processo.
Figura 3.16 - Distribuição dos furos no corpo-de-prova.
As demais variáveis de entrada do processo foram mantidas constantes
durante todo o experimento, o que tornou possível descartar a possível influência
destes parâmetros nos resultados do experimento.
A fixação do corpo-de-prova foi feita com um dispositivo especial para garantir
a rigidez do sistema e para evitar a movimentação do corpo-de-prova durante o
ensaio. A figura 3.17 mostra o dispositivo usado no ensaio.
Figura 3.17 - Dispositivos utilizados para a fixação do corpo-de-prova.
Diferentemente do método de experimentação DOE - superfície de resposta,
no qual o número de rodadas é otimizado, o ensaio para construção das curvas de
força necessita de um grande número de rodadas experimentais, para que seja
possível encontrar o ponto exato em que a força de avanço apresenta o menor valor
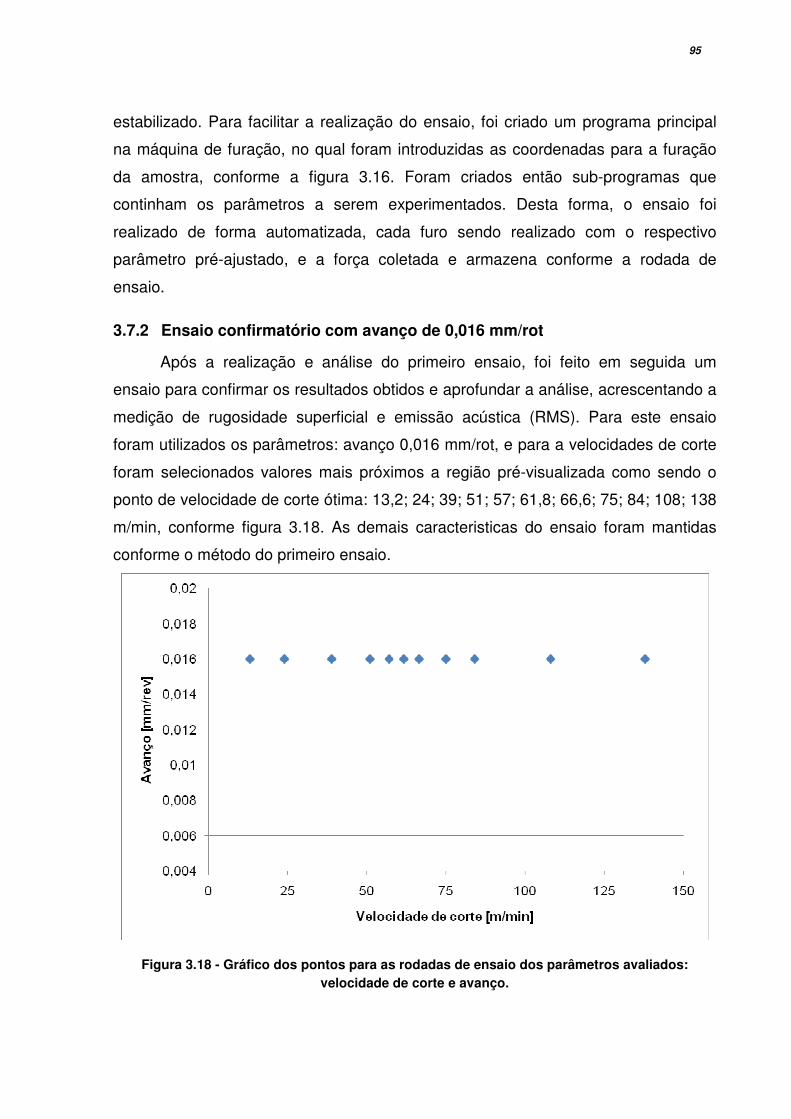
95
estabilizado. Para facilitar a realização do ensaio, foi criado um programa principal
na máquina de furação, no qual foram introduzidas as coordenadas para a furação
da amostra, conforme a figura 3.16. Foram criados então sub-programas que
continham os parâmetros a serem experimentados. Desta forma, o ensaio foi
realizado de forma automatizada, cada furo sendo realizado com o respectivo
parâmetro pré-ajustado, e a força coletada e armazena conforme a rodada de
ensaio.
3.7.2 Ensaio confirmatório com avanço de 0,016 mm/rot
Após a realização e análise do primeiro ensaio, foi feito em seguida um
ensaio para confirmar os resultados obtidos e aprofundar a análise, acrescentando a
medição de rugosidade superficial e emissão acústica (RMS). Para este ensaio
foram utilizados os parâmetros: avanço 0,016 mm/rot, e para a velocidades de corte
foram selecionados valores mais próximos a região pré-visualizada como sendo o
ponto de velocidade de corte ótima: 13,2; 24; 39; 51; 57; 61,8; 66,6; 75; 84; 108; 138
m/min, conforme figura 3.18. As demais caracteristicas do ensaio foram mantidas
conforme o método do primeiro ensaio.
Figura 3.18 - Gráfico dos pontos para as rodadas de ensaio dos parâmetros avaliados: velocidade de corte e avanço.
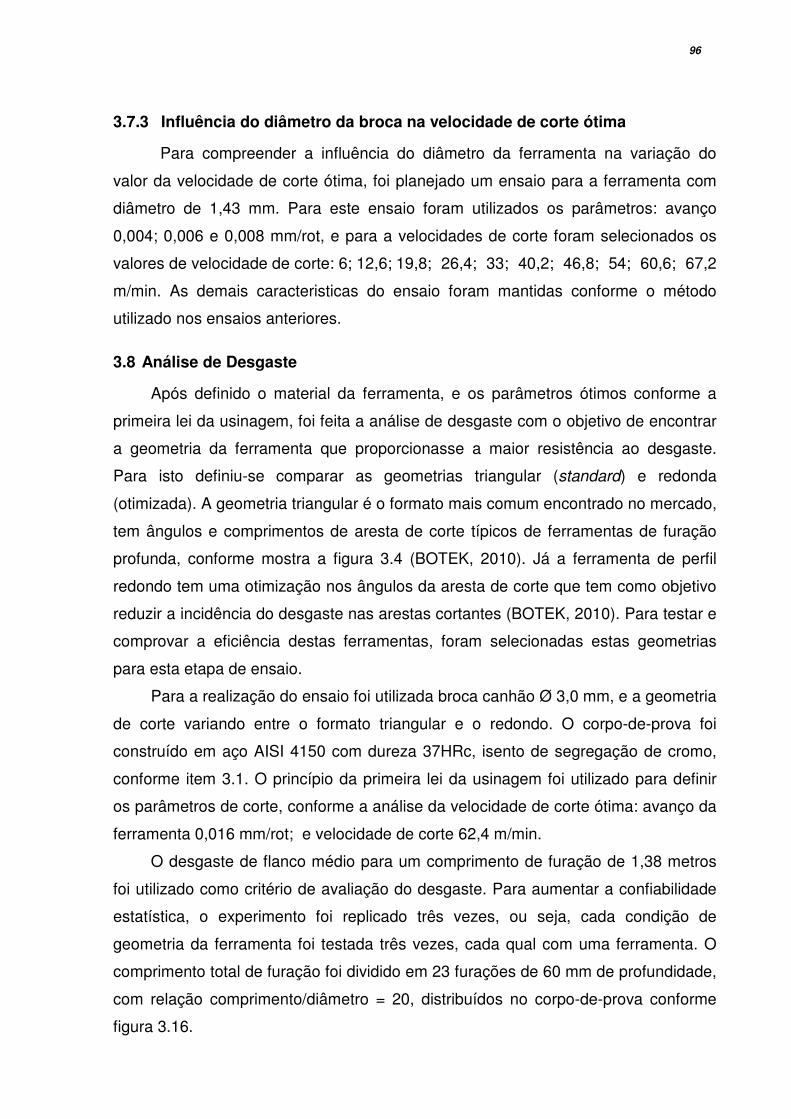
96
3.7.3 Influência do diâmetro da broca na velocidade de corte ótima
Para compreender a influência do diâmetro da ferramenta na variação do
valor da velocidade de corte ótima, foi planejado um ensaio para a ferramenta com
diâmetro de 1,43 mm. Para este ensaio foram utilizados os parâmetros: avanço
0,004; 0,006 e 0,008 mm/rot, e para a velocidades de corte foram selecionados os
valores de velocidade de corte: 6; 12,6; 19,8; 26,4; 33; 40,2; 46,8; 54; 60,6; 67,2
m/min. As demais caracteristicas do ensaio foram mantidas conforme o método
utilizado nos ensaios anteriores.
3.8 Análise de Desgaste
Após definido o material da ferramenta, e os parâmetros ótimos conforme a
primeira lei da usinagem, foi feita a análise de desgaste com o objetivo de encontrar
a geometria da ferramenta que proporcionasse a maior resistência ao desgaste.
Para isto definiu-se comparar as geometrias triangular (standard) e redonda
(otimizada). A geometria triangular é o formato mais comum encontrado no mercado,
tem ângulos e comprimentos de aresta de corte típicos de ferramentas de furação
profunda, conforme mostra a figura 3.4 (BOTEK, 2010). Já a ferramenta de perfil
redondo tem uma otimização nos ângulos da aresta de corte que tem como objetivo
reduzir a incidência do desgaste nas arestas cortantes (BOTEK, 2010). Para testar e
comprovar a eficiência destas ferramentas, foram selecionadas estas geometrias
para esta etapa de ensaio.
Para a realização do ensaio foi utilizada broca canhão Ø 3,0 mm, e a geometria
de corte variando entre o formato triangular e o redondo. O corpo-de-prova foi
construído em aço AISI 4150 com dureza 37HRc, isento de segregação de cromo,
conforme item 3.1. O princípio da primeira lei da usinagem foi utilizado para definir
os parâmetros de corte, conforme a análise da velocidade de corte ótima: avanço da
ferramenta 0,016 mm/rot; e velocidade de corte 62,4 m/min.
O desgaste de flanco médio para um comprimento de furação de 1,38 metros
foi utilizado como critério de avaliação do desgaste. Para aumentar a confiabilidade
estatística, o experimento foi replicado três vezes, ou seja, cada condição de
geometria da ferramenta foi testada três vezes, cada qual com uma ferramenta. O
comprimento total de furação foi dividido em 23 furações de 60 mm de profundidade,
com relação comprimento/diâmetro = 20, distribuídos no corpo-de-prova conforme
figura 3.16.

97
Foi feita a análise morfológica da aresta de corte após o ensaio de desgaste.
Foi utilizado o microscópio eletrônico de varredura MEV e através de imagens
obtidas pelo método de elétrons retro-espalhados foi feita a análise da aresta de
corte. Também foram avaliados, e comparados para as duas geometrias, os sinais
de força de avanço Fz, momento torsor Mz, e o sinal de emissão acústica RMS.
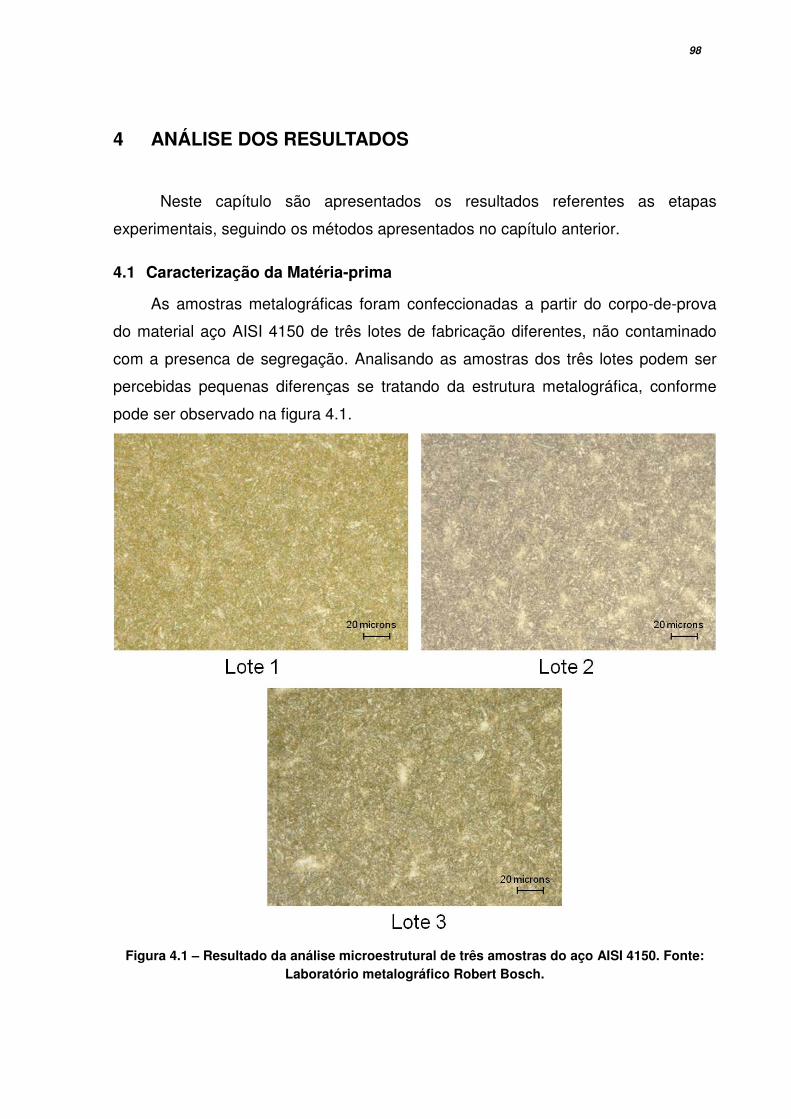
98
4 ANÁLISE DOS RESULTADOS
Neste capítulo são apresentados os resultados referentes as etapas
experimentais, seguindo os métodos apresentados no capítulo anterior.
4.1 Caracterização da Matéria-prima
As amostras metalográficas foram confeccionadas a partir do corpo-de-prova
do material aço AISI 4150 de três lotes de fabricação diferentes, não contaminado
com a presenca de segregação. Analisando as amostras dos três lotes podem ser
percebidas pequenas diferenças se tratando da estrutura metalográfica, conforme
pode ser observado na figura 4.1.
Figura 4.1 – Resultado da análise microestrutural de três amostras do aço AISI 4150. Fonte:
Laboratório metalográfico Robert Bosch.
99
Nos três lotes analisados a microestrutura identificada foi martensita fina
revenida. A dureza média identificada em cada lote foi: lote 1 - 38,5 HRc; lote 2 – 39
HRc; e lote 3 – 37,5 HRc, sendo que o especificado é dureza de 35 à 39 HRc. A
tabela 4.1 apresenta o comparativo da composição química dos elementos de liga
dos três lotes analisados.
Tabela 4.1 - Resultado da análise de composição química para as amostras insentas de segregação.
Lote 1 Lote 2 Lote 3Lote 1 Lote 2 Lote 3
Com base na análise de amostras de três lotes diferentes do aço AISI 4150
não contaminadas com a segregação, pode-se concluir que existe uma pequena
varianção das caracteristicas metalurgicas do material.
No entanto, analisando determinados lotes do aço AISI 4150, foi identificada
uma anomalia na microestrutura do material. A microestrutura nestes lotes possui
formação de alinhamentos de segregações visualizadas em toda a seção
longitudinal da amostra. Após o ataque do reagente Nital, com concentração de 3%,
é possível visualizar alinhamentos de martensita revenida com regiões preferenciais
mais claras, evidenciando certo grau de segregação de cromo (Teor aproximado de
1,17%), como mostra a figura 4.2 o comparativo entre a microestrutura revelada
após ataque com reagente nital e picral.
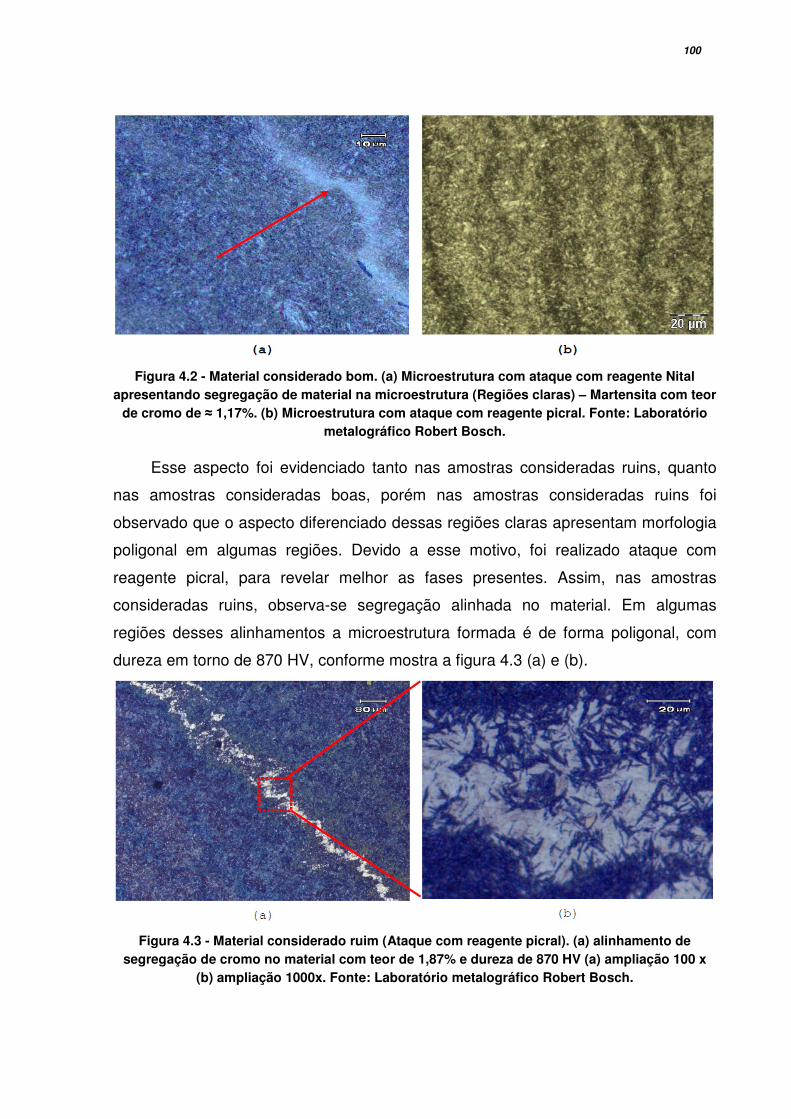
100
Figura 4.2 - Material considerado bom. (a) Microestrutura com ataque com reagente Nital
apresentando segregação de material na microestrutura (Regiões claras) – Martensita com teor de cromo de ≈ 1,17%. (b) Microestrutura com ataque com reagente picral. Fonte: Laboratório
metalográfico Robert Bosch.
Esse aspecto foi evidenciado tanto nas amostras consideradas ruins, quanto
nas amostras consideradas boas, porém nas amostras consideradas ruins foi
observado que o aspecto diferenciado dessas regiões claras apresentam morfologia
poligonal em algumas regiões. Devido a esse motivo, foi realizado ataque com
reagente picral, para revelar melhor as fases presentes. Assim, nas amostras
consideradas ruins, observa-se segregação alinhada no material. Em algumas
regiões desses alinhamentos a microestrutura formada é de forma poligonal, com
dureza em torno de 870 HV, conforme mostra a figura 4.3 (a) e (b).
Figura 4.3 - Material considerado ruim (Ataque com reagente picral). (a) alinhamento de
segregação de cromo no material com teor de 1,87% e dureza de 870 HV (a) ampliação 100 x (b) ampliação 1000x. Fonte: Laboratório metalográfico Robert Bosch.
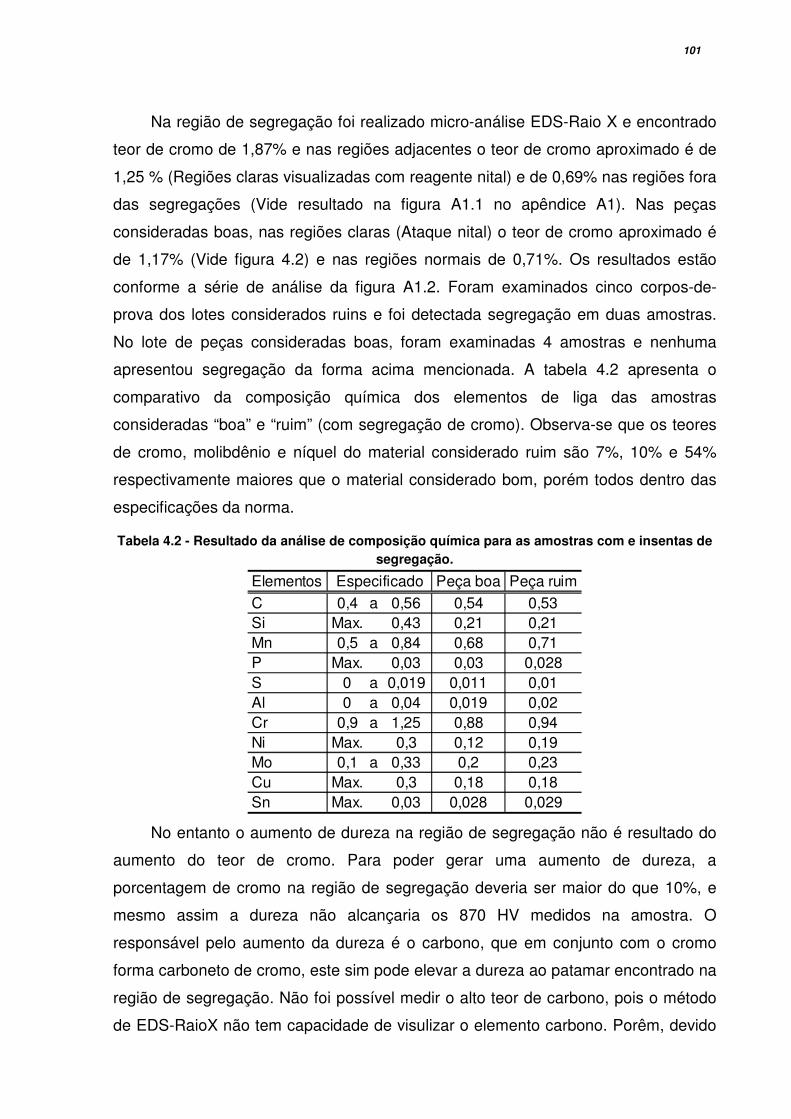
101
Na região de segregação foi realizado micro-análise EDS-Raio X e encontrado
teor de cromo de 1,87% e nas regiões adjacentes o teor de cromo aproximado é de
1,25 % (Regiões claras visualizadas com reagente nital) e de 0,69% nas regiões fora
das segregações (Vide resultado na figura A1.1 no apêndice A1). Nas peças
consideradas boas, nas regiões claras (Ataque nital) o teor de cromo aproximado é
de 1,17% (Vide figura 4.2) e nas regiões normais de 0,71%. Os resultados estão
conforme a série de análise da figura A1.2. Foram examinados cinco corpos-de-
prova dos lotes considerados ruins e foi detectada segregação em duas amostras.
No lote de peças consideradas boas, foram examinadas 4 amostras e nenhuma
apresentou segregação da forma acima mencionada. A tabela 4.2 apresenta o
comparativo da composição química dos elementos de liga das amostras
consideradas “boa” e “ruim” (com segregação de cromo). Observa-se que os teores
de cromo, molibdênio e níquel do material considerado ruim são 7%, 10% e 54%
respectivamente maiores que o material considerado bom, porém todos dentro das
especificações da norma.
Tabela 4.2 - Resultado da análise de composição química para as amostras com e insentas de segregação.
Elementos Peça boa Peça ruimC 0,4 a 0,56 0,54 0,53Si Max. 0,43 0,21 0,21Mn 0,5 a 0,84 0,68 0,71P Max. 0,03 0,03 0,028S 0 a 0,019 0,011 0,01Al 0 a 0,04 0,019 0,02Cr 0,9 a 1,25 0,88 0,94Ni Max. 0,3 0,12 0,19Mo 0,1 a 0,33 0,2 0,23Cu Max. 0,3 0,18 0,18Sn Max. 0,03 0,028 0,029
Especificado
No entanto o aumento de dureza na região de segregação não é resultado do
aumento do teor de cromo. Para poder gerar uma aumento de dureza, a
porcentagem de cromo na região de segregação deveria ser maior do que 10%, e
mesmo assim a dureza não alcançaria os 870 HV medidos na amostra. O
responsável pelo aumento da dureza é o carbono, que em conjunto com o cromo
forma carboneto de cromo, este sim pode elevar a dureza ao patamar encontrado na
região de segregação. Não foi possível medir o alto teor de carbono, pois o método
de EDS-RaioX não tem capacidade de visulizar o elemento carbono. Porêm, devido
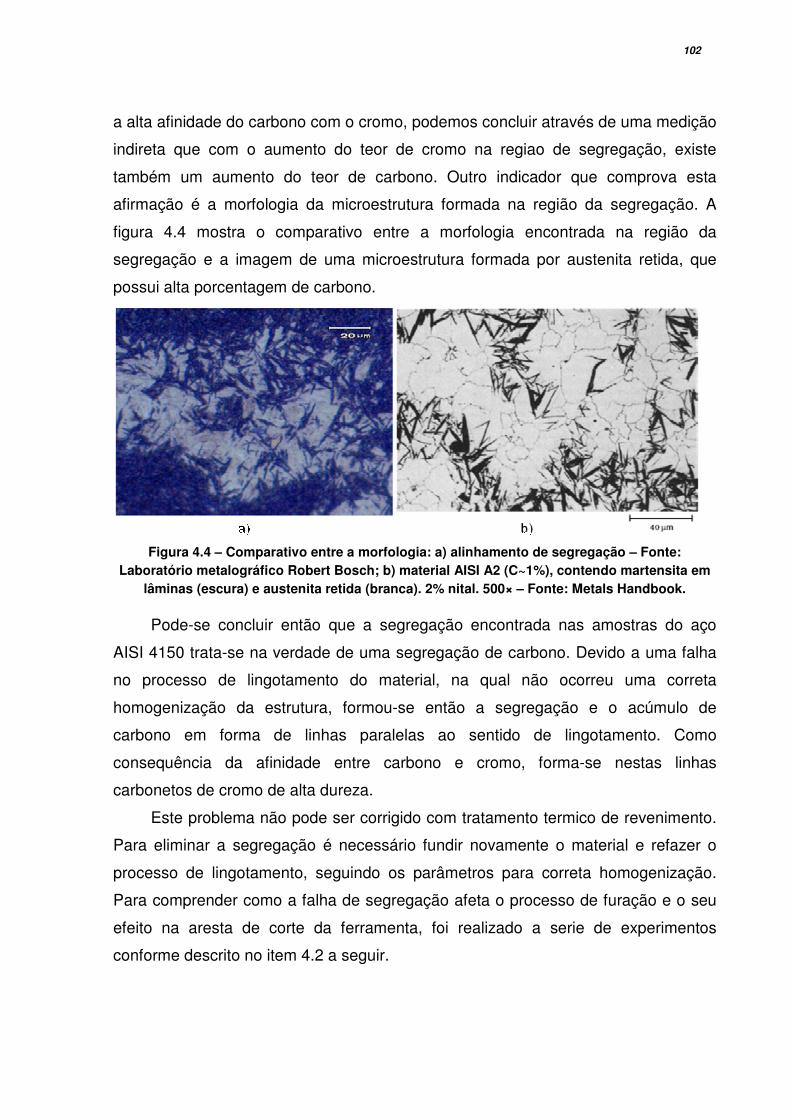
102
a alta afinidade do carbono com o cromo, podemos concluir através de uma medição
indireta que com o aumento do teor de cromo na regiao de segregação, existe
também um aumento do teor de carbono. Outro indicador que comprova esta
afirmação é a morfologia da microestrutura formada na região da segregação. A
figura 4.4 mostra o comparativo entre a morfologia encontrada na região da
segregação e a imagem de uma microestrutura formada por austenita retida, que
possui alta porcentagem de carbono.
Figura 4.4 – Comparativo entre a morfologia: a) alinhamento de segregação – Fonte:
Laboratório metalográfico Robert Bosch; b) material AISI A2 (C~1%), contendo martensita em lâminas (escura) e austenita retida (branca). 2% nital. 500× – Fonte: Metals Handbook.
Pode-se concluir então que a segregação encontrada nas amostras do aço
AISI 4150 trata-se na verdade de uma segregação de carbono. Devido a uma falha
no processo de lingotamento do material, na qual não ocorreu uma correta
homogenização da estrutura, formou-se então a segregação e o acúmulo de
carbono em forma de linhas paralelas ao sentido de lingotamento. Como
consequência da afinidade entre carbono e cromo, forma-se nestas linhas
carbonetos de cromo de alta dureza.
Este problema não pode ser corrigido com tratamento termico de revenimento.
Para eliminar a segregação é necessário fundir novamente o material e refazer o
processo de lingotamento, seguindo os parâmetros para correta homogenização.
Para comprender como a falha de segregação afeta o processo de furação e o seu
efeito na aresta de corte da ferramenta, foi realizado a serie de experimentos
conforme descrito no item 4.2 a seguir.
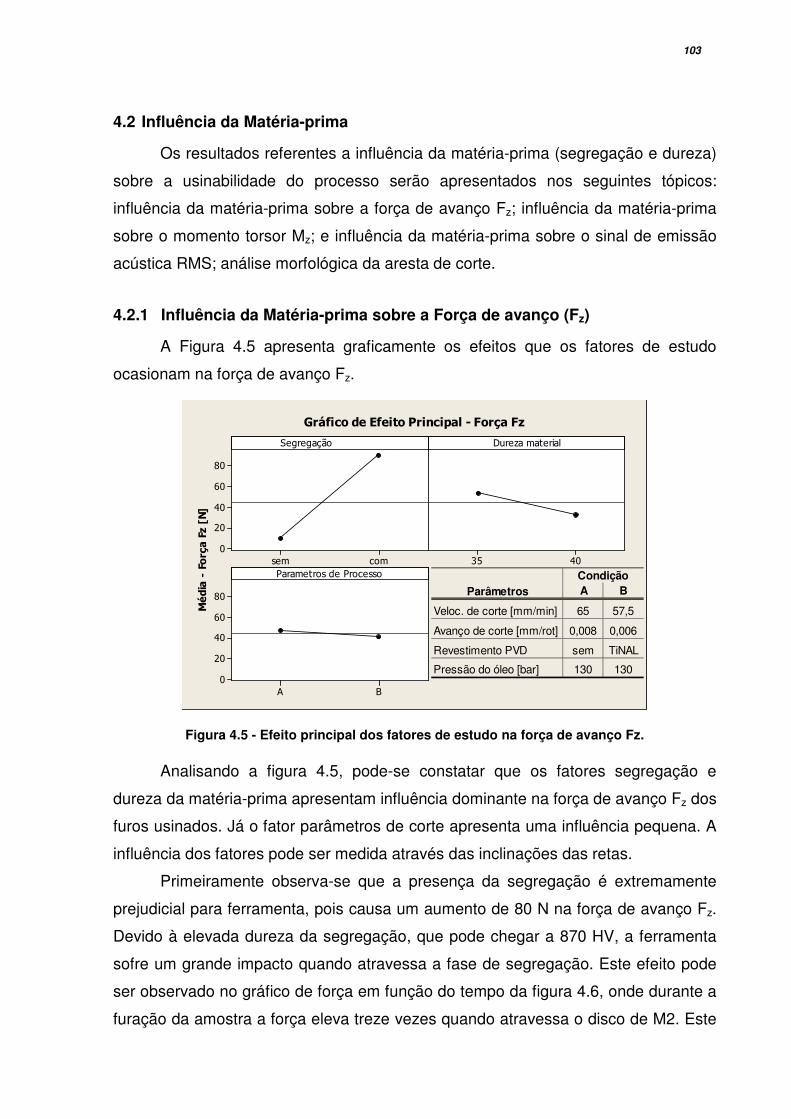
103
4.2 Influência da Matéria-prima
Os resultados referentes a influência da matéria-prima (segregação e dureza)
sobre a usinabilidade do processo serão apresentados nos seguintes tópicos:
influência da matéria-prima sobre a força de avanço Fz; influência da matéria-prima
sobre o momento torsor Mz; e influência da matéria-prima sobre o sinal de emissão
acústica RMS; análise morfológica da aresta de corte.
4.2.1 Influência da Matéria-prima sobre a Força de avanço (Fz)
A Figura 4.5 apresenta graficamente os efeitos que os fatores de estudo
ocasionam na força de avanço Fz.
Figura 4.5 - Efeito principal dos fatores de estudo na força de avanço Fz.
Analisando a figura 4.5, pode-se constatar que os fatores segregação e
dureza da matéria-prima apresentam influência dominante na força de avanço Fz dos
furos usinados. Já o fator parâmetros de corte apresenta uma influência pequena. A
influência dos fatores pode ser medida através das inclinações das retas.
Primeiramente observa-se que a presença da segregação é extremamente
prejudicial para ferramenta, pois causa um aumento de 80 N na força de avanço Fz.
Devido à elevada dureza da segregação, que pode chegar a 870 HV, a ferramenta
sofre um grande impacto quando atravessa a fase de segregação. Este efeito pode
ser observado no gráfico de força em função do tempo da figura 4.6, onde durante a
furação da amostra a força eleva treze vezes quando atravessa o disco de M2. Este
comsem
80
60
40
20
04035
BA
80
60
40
20
0
Segregação de Cromo
Média - Força Fz [N]
Dureza material
Parametros de Processo
Gráfico de Efeito Principal - Força Fz
A B
Veloc. de corte [mm/min] 65 57,5
Avanço de corte [mm/rot] 0,008 0,006
Revestimento PVD sem TiNAL
Pressão do óleo [bar] 130 130
CondiçãoParâmetros
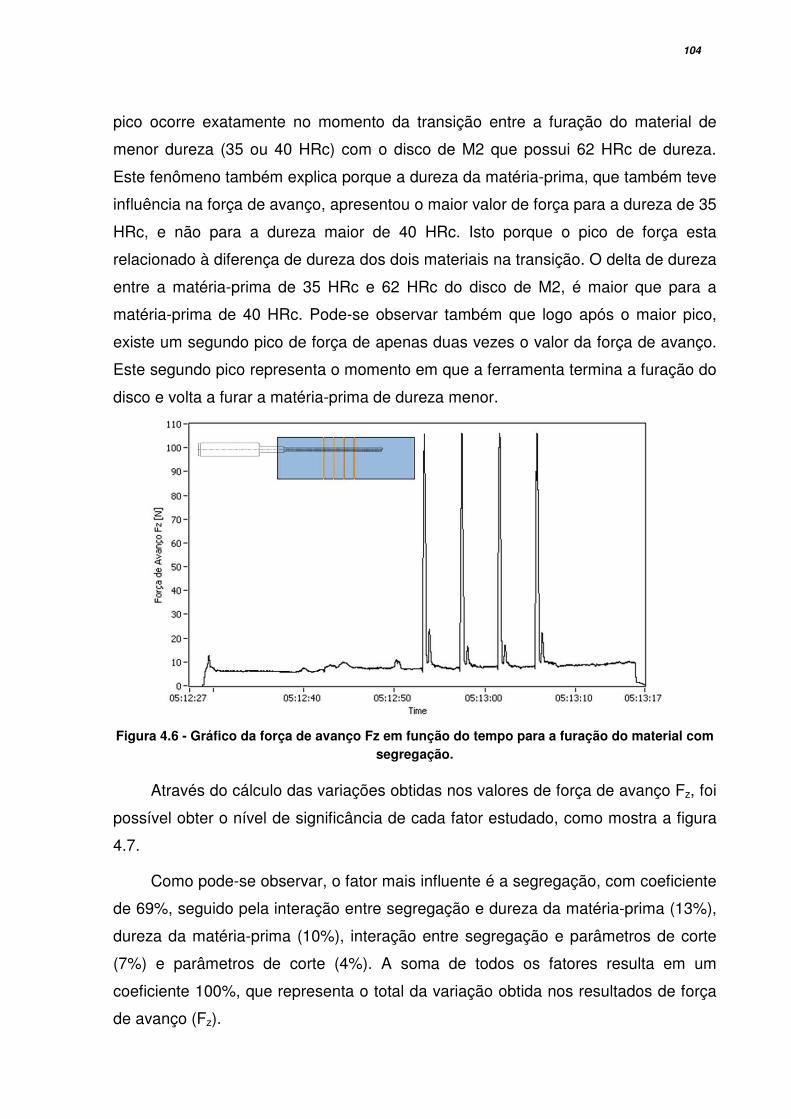
104
pico ocorre exatamente no momento da transição entre a furação do material de
menor dureza (35 ou 40 HRc) com o disco de M2 que possui 62 HRc de dureza.
Este fenômeno também explica porque a dureza da matéria-prima, que também teve
influência na força de avanço, apresentou o maior valor de força para a dureza de 35
HRc, e não para a dureza maior de 40 HRc. Isto porque o pico de força esta
relacionado à diferença de dureza dos dois materiais na transição. O delta de dureza
entre a matéria-prima de 35 HRc e 62 HRc do disco de M2, é maior que para a
matéria-prima de 40 HRc. Pode-se observar também que logo após o maior pico,
existe um segundo pico de força de apenas duas vezes o valor da força de avanço.
Este segundo pico representa o momento em que a ferramenta termina a furação do
disco e volta a furar a matéria-prima de dureza menor.
Figura 4.6 - Gráfico da força de avanço Fz em função do tempo para a furação do material com
segregação.
Através do cálculo das variações obtidas nos valores de força de avanço Fz, foi
possível obter o nível de significância de cada fator estudado, como mostra a figura
4.7.
Como pode-se observar, o fator mais influente é a segregação, com coeficiente
de 69%, seguido pela interação entre segregação e dureza da matéria-prima (13%),
dureza da matéria-prima (10%), interação entre segregação e parâmetros de corte
(7%) e parâmetros de corte (4%). A soma de todos os fatores resulta em um
coeficiente 100%, que representa o total da variação obtida nos resultados de força
de avanço (Fz).
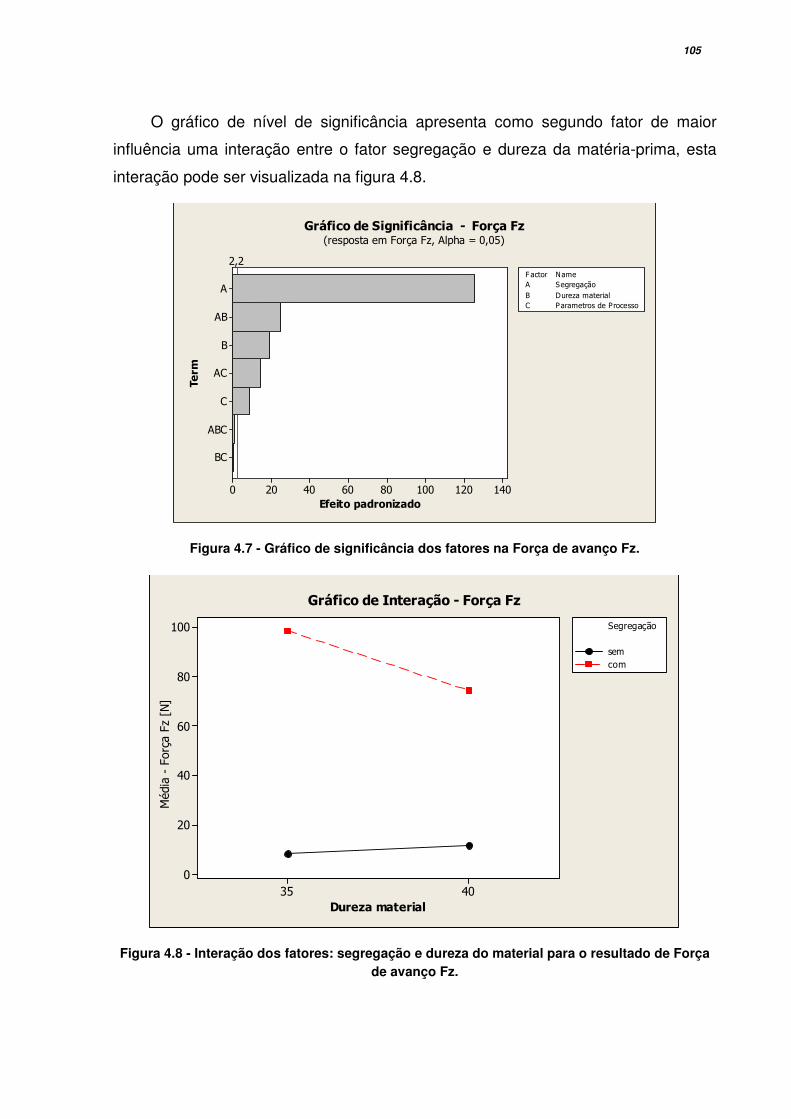
105
O gráfico de nível de significância apresenta como segundo fator de maior
influência uma interação entre o fator segregação e dureza da matéria-prima, esta
interação pode ser visualizada na figura 4.8.
BC
ABC
C
AC
B
AB
A
140120100806040200
Term
Efeito padronizado
2,2
A Segregação de C romo
B Dureza material
C Parametros de Processo
F actor Name
Gráfico de Significância - Força Fz(resposta em Força Fz, Alpha = 0,05)
Figura 4.7 - Gráfico de significância dos fatores na Força de avanço Fz.
4035
100
80
60
40
20
0
Dureza material
sem
com
de Cromo
Segregação
Gráfico de Interação - Força Fz
Média - Força Fz [N
]
Figura 4.8 - Interação dos fatores: segregação e dureza do material para o resultado de Força de avanço Fz.
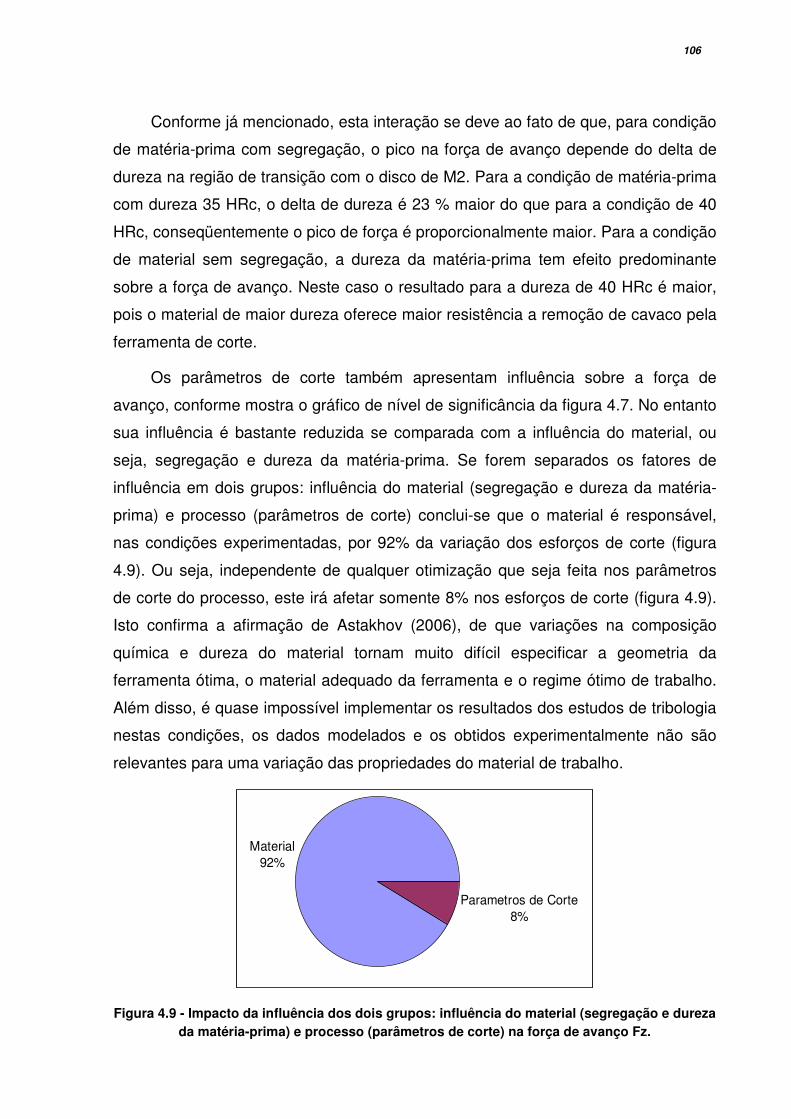
106
Conforme já mencionado, esta interação se deve ao fato de que, para condição
de matéria-prima com segregação, o pico na força de avanço depende do delta de
dureza na região de transição com o disco de M2. Para a condição de matéria-prima
com dureza 35 HRc, o delta de dureza é 23 % maior do que para a condição de 40
HRc, conseqüentemente o pico de força é proporcionalmente maior. Para a condição
de material sem segregação, a dureza da matéria-prima tem efeito predominante
sobre a força de avanço. Neste caso o resultado para a dureza de 40 HRc é maior,
pois o material de maior dureza oferece maior resistência a remoção de cavaco pela
ferramenta de corte.
Os parâmetros de corte também apresentam influência sobre a força de
avanço, conforme mostra o gráfico de nível de significância da figura 4.7. No entanto
sua influência é bastante reduzida se comparada com a influência do material, ou
seja, segregação e dureza da matéria-prima. Se forem separados os fatores de
influência em dois grupos: influência do material (segregação e dureza da matéria-
prima) e processo (parâmetros de corte) conclui-se que o material é responsável,
nas condições experimentadas, por 92% da variação dos esforços de corte (figura
4.9). Ou seja, independente de qualquer otimização que seja feita nos parâmetros
de corte do processo, este irá afetar somente 8% nos esforços de corte (figura 4.9).
Isto confirma a afirmação de Astakhov (2006), de que variações na composição
química e dureza do material tornam muito difícil especificar a geometria da
ferramenta ótima, o material adequado da ferramenta e o regime ótimo de trabalho.
Além disso, é quase impossível implementar os resultados dos estudos de tribologia
nestas condições, os dados modelados e os obtidos experimentalmente não são
relevantes para uma variação das propriedades do material de trabalho.
Material92%
Parametros de Corte8%
Figura 4.9 - Impacto da influência dos dois grupos: influência do material (segregação e dureza da matéria-prima) e processo (parâmetros de corte) na força de avanço Fz.
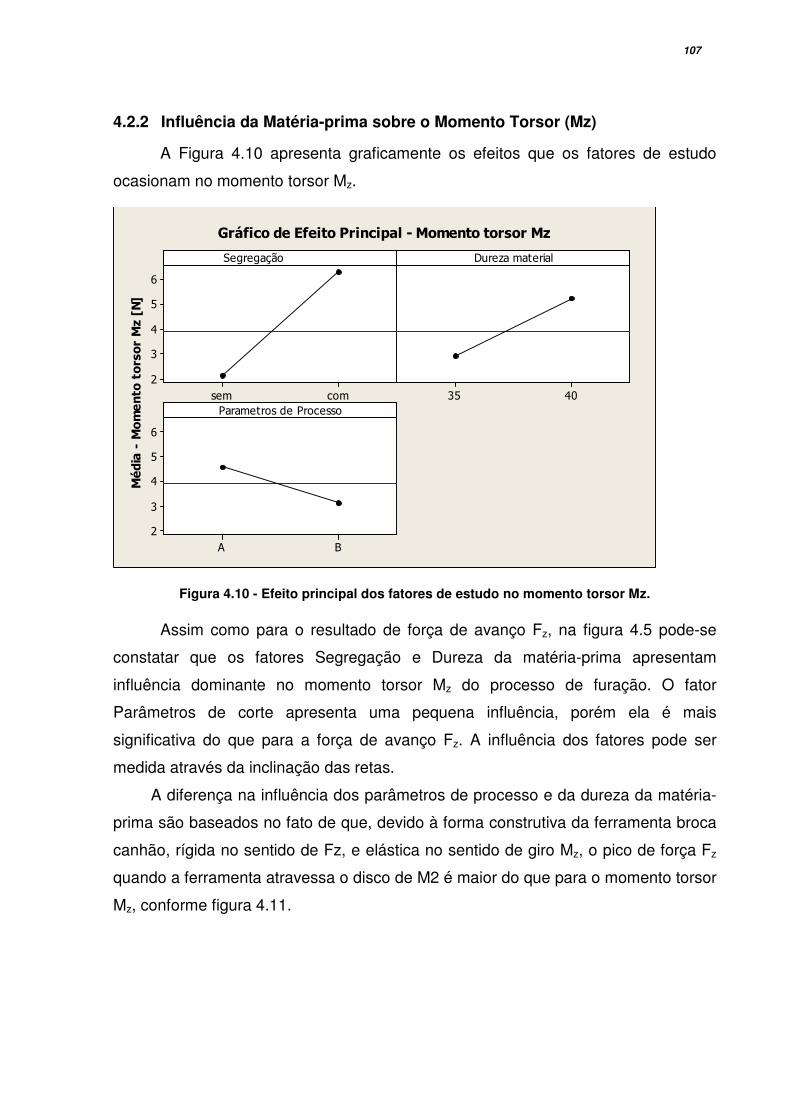
107
4.2.2 Influência da Matéria-prima sobre o Momento Torsor (Mz)
A Figura 4.10 apresenta graficamente os efeitos que os fatores de estudo
ocasionam no momento torsor Mz.
comsem
6
5
4
3
2
4035
BA
6
5
4
3
2
Segregação de Cromo
Média - M
omento
torsor Mz [N]
Dureza material
Parametros de Processo
Gráfico de Efeito Principal - Momento torsor Mz
Figura 4.10 - Efeito principal dos fatores de estudo no momento torsor Mz.
Assim como para o resultado de força de avanço Fz, na figura 4.5 pode-se
constatar que os fatores Segregação e Dureza da matéria-prima apresentam
influência dominante no momento torsor Mz do processo de furação. O fator
Parâmetros de corte apresenta uma pequena influência, porém ela é mais
significativa do que para a força de avanço Fz. A influência dos fatores pode ser
medida através da inclinação das retas.
A diferença na influência dos parâmetros de processo e da dureza da matéria-
prima são baseados no fato de que, devido à forma construtiva da ferramenta broca
canhão, rígida no sentido de Fz, e elástica no sentido de giro Mz, o pico de força Fz
quando a ferramenta atravessa o disco de M2 é maior do que para o momento torsor
Mz, conforme figura 4.11.
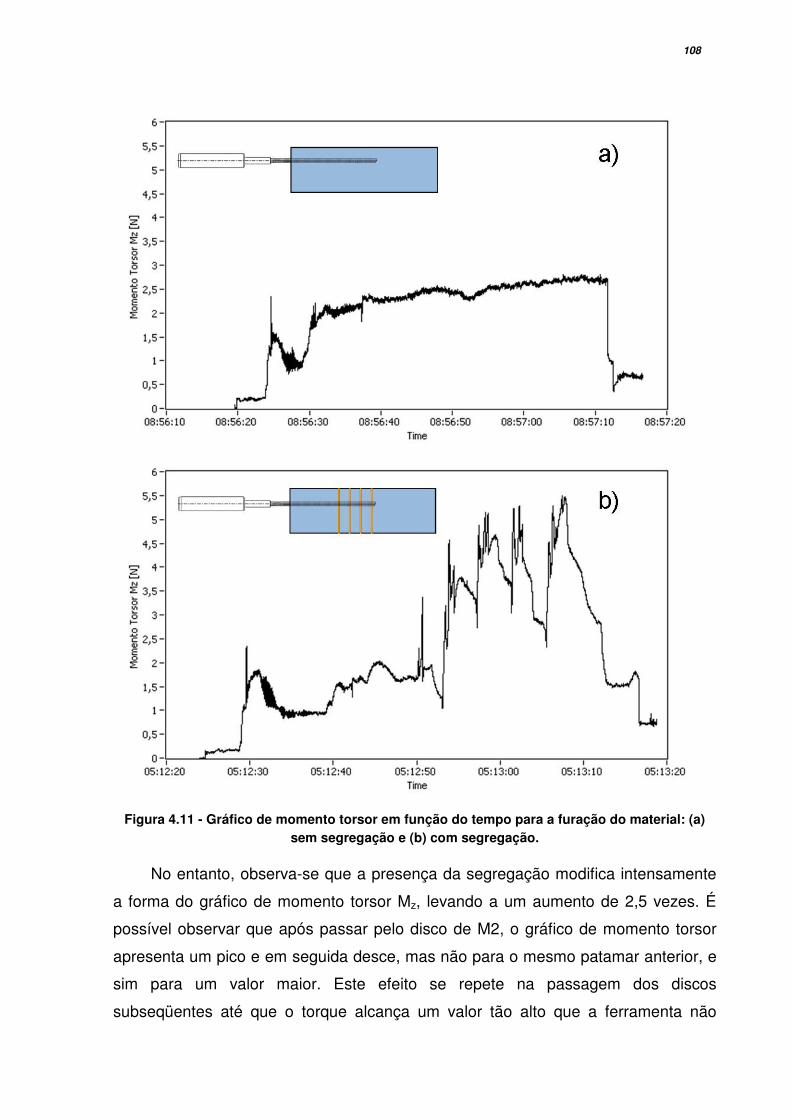
108
Figura 4.11 - Gráfico de momento torsor em função do tempo para a furação do material: (a) sem segregação e (b) com segregação.
No entanto, observa-se que a presença da segregação modifica intensamente
a forma do gráfico de momento torsor Mz, levando a um aumento de 2,5 vezes. É
possível observar que após passar pelo disco de M2, o gráfico de momento torsor
apresenta um pico e em seguida desce, mas não para o mesmo patamar anterior, e
sim para um valor maior. Este efeito se repete na passagem dos discos
subseqüentes até que o torque alcança um valor tão alto que a ferramenta não
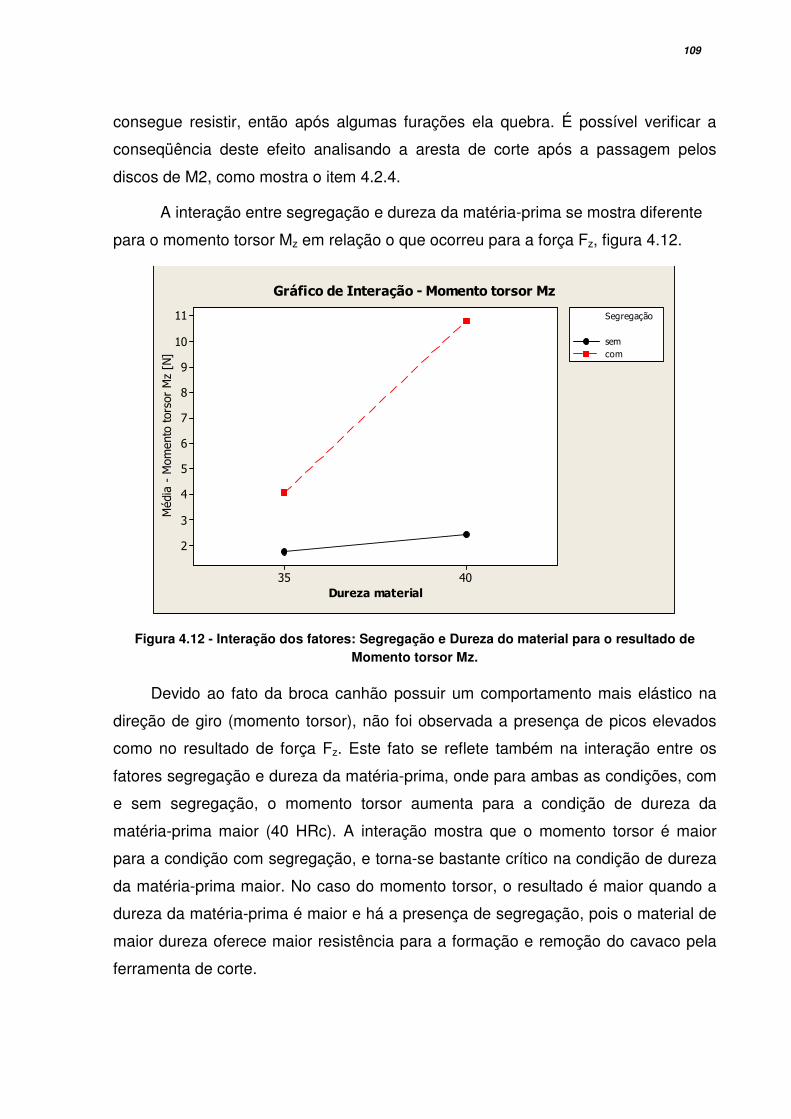
109
consegue resistir, então após algumas furações ela quebra. É possível verificar a
conseqüência deste efeito analisando a aresta de corte após a passagem pelos
discos de M2, como mostra o item 4.2.4.
A interação entre segregação e dureza da matéria-prima se mostra diferente
para o momento torsor Mz em relação o que ocorreu para a força Fz, figura 4.12.
4035
11
10
9
8
7
6
5
4
3
2
Dureza material
sem
com
de Cromo
Segregação
Gráfico de Interação - Momento torsor Mz
Média - M
omento torsor Mz [N
]
Figura 4.12 - Interação dos fatores: Segregação e Dureza do material para o resultado de Momento torsor Mz.
Devido ao fato da broca canhão possuir um comportamento mais elástico na
direção de giro (momento torsor), não foi observada a presença de picos elevados
como no resultado de força Fz. Este fato se reflete também na interação entre os
fatores segregação e dureza da matéria-prima, onde para ambas as condições, com
e sem segregação, o momento torsor aumenta para a condição de dureza da
matéria-prima maior (40 HRc). A interação mostra que o momento torsor é maior
para a condição com segregação, e torna-se bastante crítico na condição de dureza
da matéria-prima maior. No caso do momento torsor, o resultado é maior quando a
dureza da matéria-prima é maior e há a presença de segregação, pois o material de
maior dureza oferece maior resistência para a formação e remoção do cavaco pela
ferramenta de corte.
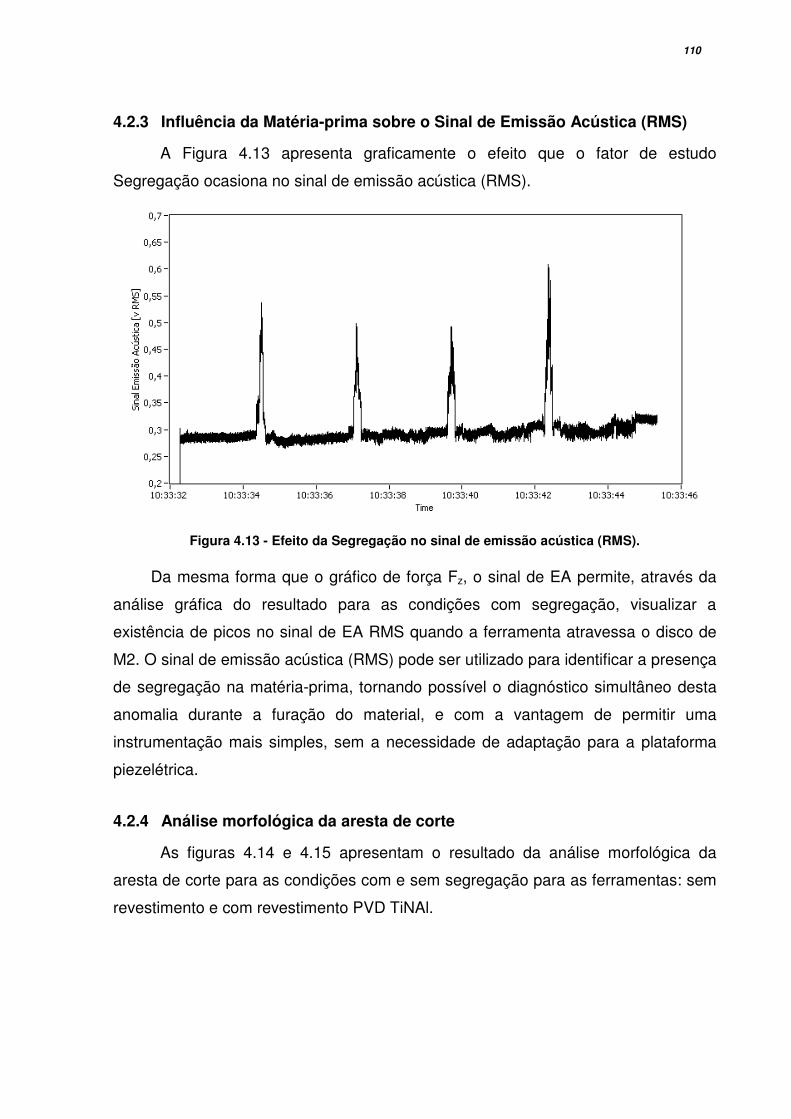
110
4.2.3 Influência da Matéria-prima sobre o Sinal de Emissão Acústica (RMS)
A Figura 4.13 apresenta graficamente o efeito que o fator de estudo
Segregação ocasiona no sinal de emissão acústica (RMS).
Figura 4.13 - Efeito da Segregação no sinal de emissão acústica (RMS).
Da mesma forma que o gráfico de força Fz, o sinal de EA permite, através da
análise gráfica do resultado para as condições com segregação, visualizar a
existência de picos no sinal de EA RMS quando a ferramenta atravessa o disco de
M2. O sinal de emissão acústica (RMS) pode ser utilizado para identificar a presença
de segregação na matéria-prima, tornando possível o diagnóstico simultâneo desta
anomalia durante a furação do material, e com a vantagem de permitir uma
instrumentação mais simples, sem a necessidade de adaptação para a plataforma
piezelétrica.
4.2.4 Análise morfológica da aresta de corte
As figuras 4.14 e 4.15 apresentam o resultado da análise morfológica da
aresta de corte para as condições com e sem segregação para as ferramentas: sem
revestimento e com revestimento PVD TiNAl.
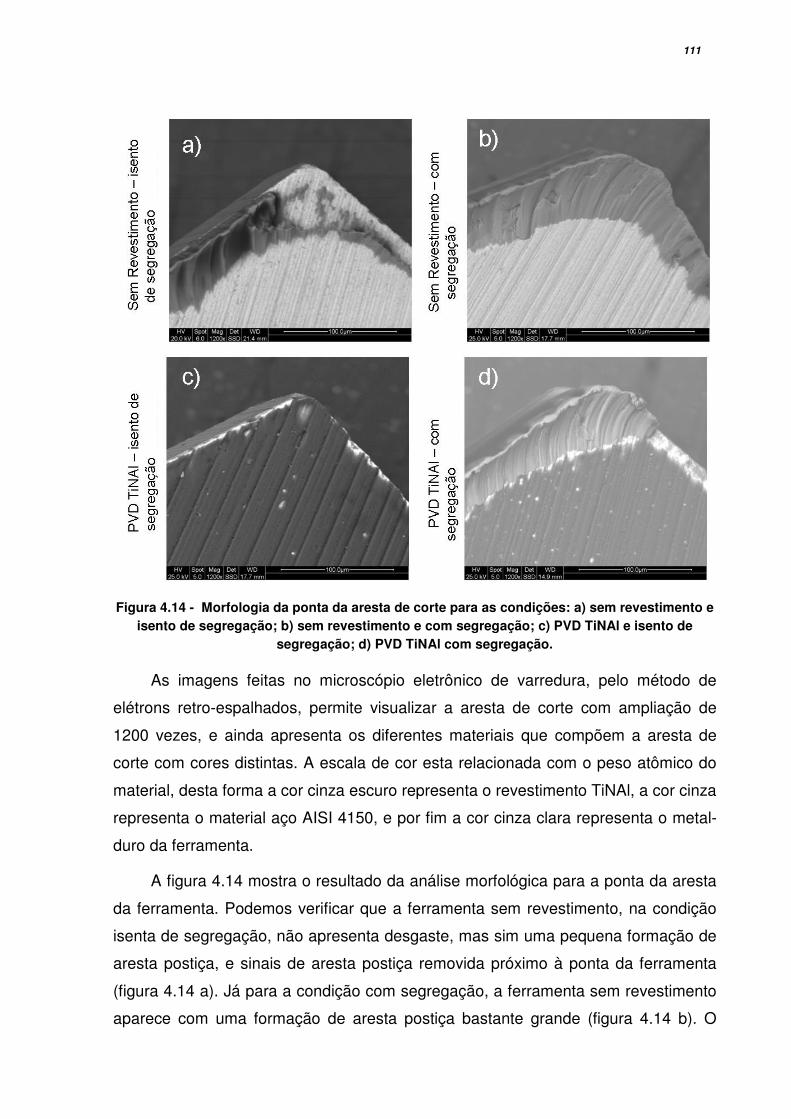
111
Figura 4.14 - Morfologia da ponta da aresta de corte para as condições: a) sem revestimento e isento de segregação; b) sem revestimento e com segregação; c) PVD TiNAl e isento de
segregação; d) PVD TiNAl com segregação.
As imagens feitas no microscópio eletrônico de varredura, pelo método de
elétrons retro-espalhados, permite visualizar a aresta de corte com ampliação de
1200 vezes, e ainda apresenta os diferentes materiais que compõem a aresta de
corte com cores distintas. A escala de cor esta relacionada com o peso atômico do
material, desta forma a cor cinza escuro representa o revestimento TiNAl, a cor cinza
representa o material aço AISI 4150, e por fim a cor cinza clara representa o metal-
duro da ferramenta.
A figura 4.14 mostra o resultado da análise morfológica para a ponta da aresta
da ferramenta. Podemos verificar que a ferramenta sem revestimento, na condição
isenta de segregação, não apresenta desgaste, mas sim uma pequena formação de
aresta postiça, e sinais de aresta postiça removida próximo à ponta da ferramenta
(figura 4.14 a). Já para a condição com segregação, a ferramenta sem revestimento
aparece com uma formação de aresta postiça bastante grande (figura 4.14 b). O
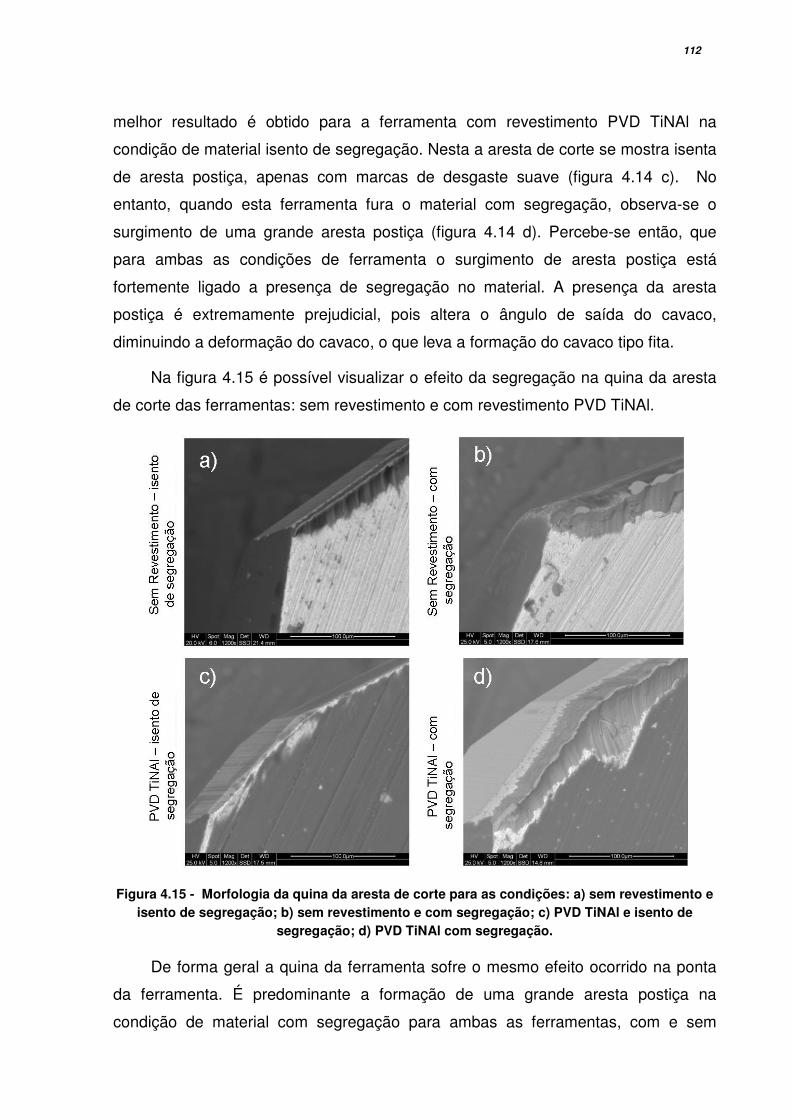
112
melhor resultado é obtido para a ferramenta com revestimento PVD TiNAl na
condição de material isento de segregação. Nesta a aresta de corte se mostra isenta
de aresta postiça, apenas com marcas de desgaste suave (figura 4.14 c). No
entanto, quando esta ferramenta fura o material com segregação, observa-se o
surgimento de uma grande aresta postiça (figura 4.14 d). Percebe-se então, que
para ambas as condições de ferramenta o surgimento de aresta postiça está
fortemente ligado a presença de segregação no material. A presença da aresta
postiça é extremamente prejudicial, pois altera o ângulo de saída do cavaco,
diminuindo a deformação do cavaco, o que leva a formação do cavaco tipo fita.
Na figura 4.15 é possível visualizar o efeito da segregação na quina da aresta
de corte das ferramentas: sem revestimento e com revestimento PVD TiNAl.
Figura 4.15 - Morfologia da quina da aresta de corte para as condições: a) sem revestimento e isento de segregação; b) sem revestimento e com segregação; c) PVD TiNAl e isento de
segregação; d) PVD TiNAl com segregação.
De forma geral a quina da ferramenta sofre o mesmo efeito ocorrido na ponta
da ferramenta. É predominante a formação de uma grande aresta postiça na
condição de material com segregação para ambas as ferramentas, com e sem
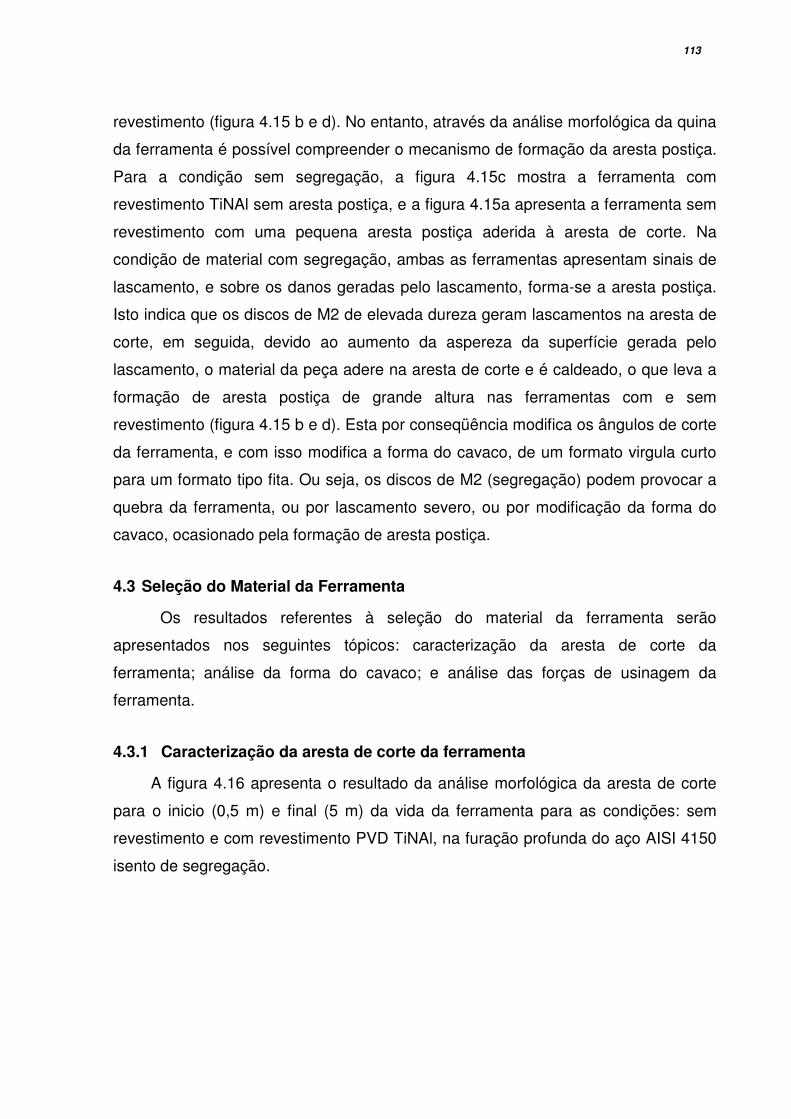
113
revestimento (figura 4.15 b e d). No entanto, através da análise morfológica da quina
da ferramenta é possível compreender o mecanismo de formação da aresta postiça.
Para a condição sem segregação, a figura 4.15c mostra a ferramenta com
revestimento TiNAl sem aresta postiça, e a figura 4.15a apresenta a ferramenta sem
revestimento com uma pequena aresta postiça aderida à aresta de corte. Na
condição de material com segregação, ambas as ferramentas apresentam sinais de
lascamento, e sobre os danos geradas pelo lascamento, forma-se a aresta postiça.
Isto indica que os discos de M2 de elevada dureza geram lascamentos na aresta de
corte, em seguida, devido ao aumento da aspereza da superfície gerada pelo
lascamento, o material da peça adere na aresta de corte e é caldeado, o que leva a
formação de aresta postiça de grande altura nas ferramentas com e sem
revestimento (figura 4.15 b e d). Esta por conseqüência modifica os ângulos de corte
da ferramenta, e com isso modifica a forma do cavaco, de um formato virgula curto
para um formato tipo fita. Ou seja, os discos de M2 (segregação) podem provocar a
quebra da ferramenta, ou por lascamento severo, ou por modificação da forma do
cavaco, ocasionado pela formação de aresta postiça.
4.3 Seleção do Material da Ferramenta
Os resultados referentes à seleção do material da ferramenta serão
apresentados nos seguintes tópicos: caracterização da aresta de corte da
ferramenta; análise da forma do cavaco; e análise das forças de usinagem da
ferramenta.
4.3.1 Caracterização da aresta de corte da ferramenta
A figura 4.16 apresenta o resultado da análise morfológica da aresta de corte
para o inicio (0,5 m) e final (5 m) da vida da ferramenta para as condições: sem
revestimento e com revestimento PVD TiNAl, na furação profunda do aço AISI 4150
isento de segregação.
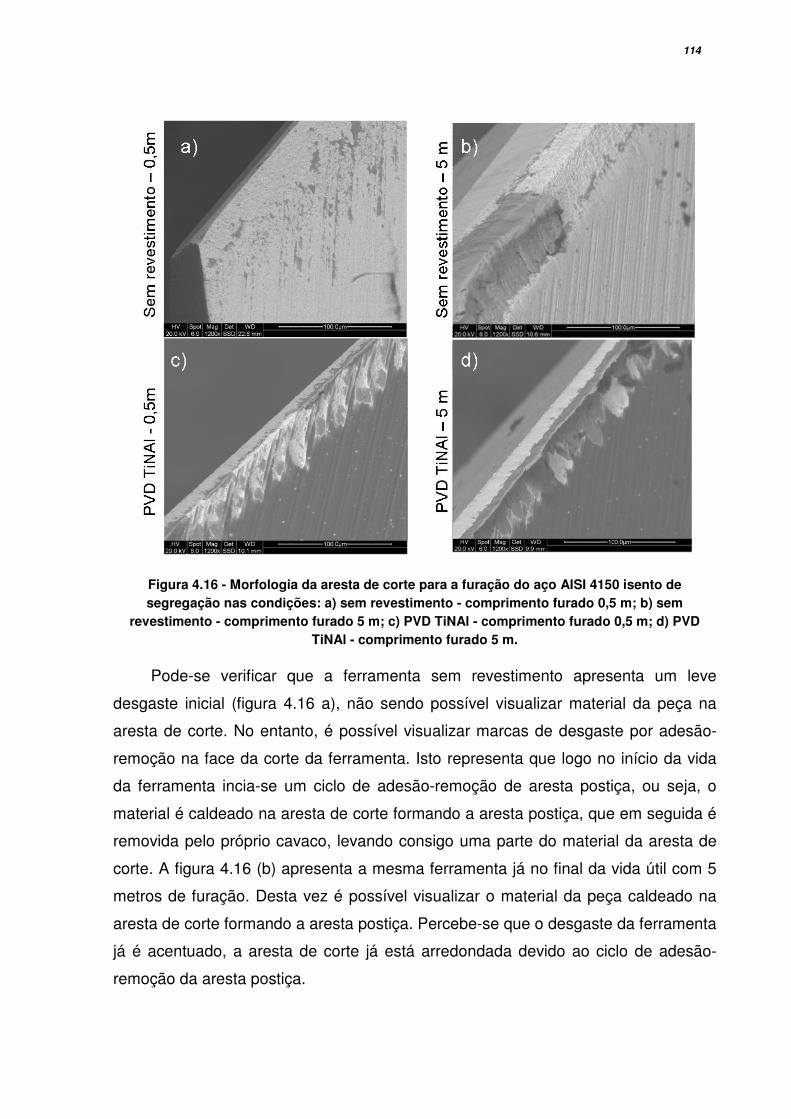
114
Figura 4.16 - Morfologia da aresta de corte para a furação do aço AISI 4150 isento de segregação nas condições: a) sem revestimento - comprimento furado 0,5 m; b) sem
revestimento - comprimento furado 5 m; c) PVD TiNAl - comprimento furado 0,5 m; d) PVD TiNAl - comprimento furado 5 m.
Pode-se verificar que a ferramenta sem revestimento apresenta um leve
desgaste inicial (figura 4.16 a), não sendo possível visualizar material da peça na
aresta de corte. No entanto, é possível visualizar marcas de desgaste por adesão-
remoção na face da corte da ferramenta. Isto representa que logo no início da vida
da ferramenta incia-se um ciclo de adesão-remoção de aresta postiça, ou seja, o
material é caldeado na aresta de corte formando a aresta postiça, que em seguida é
removida pelo próprio cavaco, levando consigo uma parte do material da aresta de
corte. A figura 4.16 (b) apresenta a mesma ferramenta já no final da vida útil com 5
metros de furação. Desta vez é possível visualizar o material da peça caldeado na
aresta de corte formando a aresta postiça. Percebe-se que o desgaste da ferramenta
já é acentuado, a aresta de corte já está arredondada devido ao ciclo de adesão-
remoção da aresta postiça.
115
Na figura 4.16 (c), é apresentado o desgaste inicial da ferramenta com
revestimento TiNAl. Apesar do pequeno comprimento furado (0,5 m), a ferramenta já
apresenta desgaste na aresta de corte. Este desgaste inicial remove o revestimento
TiNAl da ponta da aresta de corte, como pode ser visto pela coloração cinza claro
que representa o substrato de metal-duro da ferramenta. No entanto, o desgaste da
ferramenta no final da vida (figura 4.16 d) é menor que para a condição sem
revestimento (figura 4.16 b). Na figura 4.16 (d) pode-se observar a presença de
aresta postiça (cor cinza), e os canais de desgaste (cinza claro – substrato metal-
duro), porém a dimensão do desgaste permaneceu estável desde o inicio da vida da
ferramenta, mostrando que para esta condição a aresta postiça não sofre o
mecanismo de adesão-remoção que ocorre para a ferramenta sem revestimento. O
revestimento sofre um desgaste inicial e permanece estável na mesma dimensão,
em seguida surge a aresta postiça, mas de certa forma esta mantém-se fixa na
aresta de corte. Esta diferença no mecanismo de desgaste confere à ferramenta
com revestimento TiNAl uma maior resistência ao desgaste. Apesar da ferramenta
não tirar proveito das melhores propriedades proporcionadas pelo revestimento,
visto que este é removido da ponta da aresta de corte logo no início, de uma outra
forma o revestimento acabou beneficiando o comportamento tribológico na interface
ferramenta-cavaco.
4.3.2 Análise da forma do cavaco
Conforme os resultados obtidos, é possível observar na Figura 4.17 a influência
do revestimento na forma do cavaco, para uma dada combinação de velocidade de
corte e avanço da ferramenta.
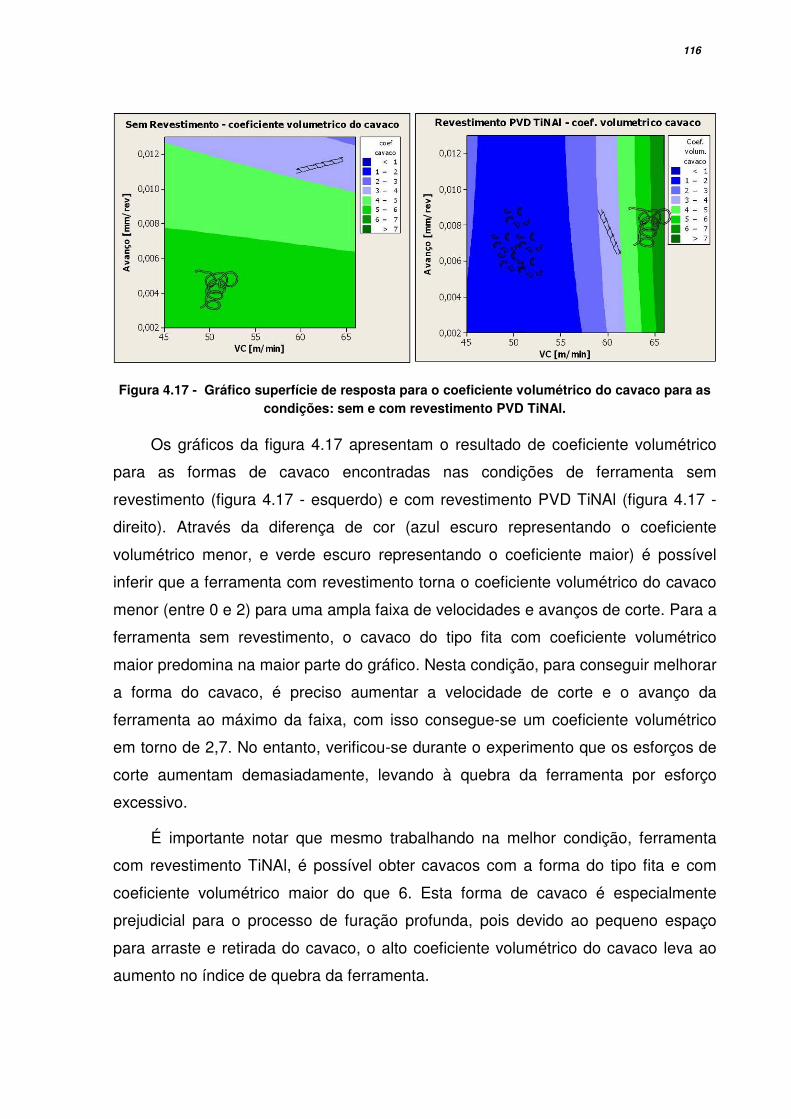
116
Figura 4.17 - Gráfico superfície de resposta para o coeficiente volumétrico do cavaco para as condições: sem e com revestimento PVD TiNAl.
Os gráficos da figura 4.17 apresentam o resultado de coeficiente volumétrico
para as formas de cavaco encontradas nas condições de ferramenta sem
revestimento (figura 4.17 - esquerdo) e com revestimento PVD TiNAl (figura 4.17 -
direito). Através da diferença de cor (azul escuro representando o coeficiente
volumétrico menor, e verde escuro representando o coeficiente maior) é possível
inferir que a ferramenta com revestimento torna o coeficiente volumétrico do cavaco
menor (entre 0 e 2) para uma ampla faixa de velocidades e avanços de corte. Para a
ferramenta sem revestimento, o cavaco do tipo fita com coeficiente volumétrico
maior predomina na maior parte do gráfico. Nesta condição, para conseguir melhorar
a forma do cavaco, é preciso aumentar a velocidade de corte e o avanço da
ferramenta ao máximo da faixa, com isso consegue-se um coeficiente volumétrico
em torno de 2,7. No entanto, verificou-se durante o experimento que os esforços de
corte aumentam demasiadamente, levando à quebra da ferramenta por esforço
excessivo.
É importante notar que mesmo trabalhando na melhor condição, ferramenta
com revestimento TiNAl, é possível obter cavacos com a forma do tipo fita e com
coeficiente volumétrico maior do que 6. Esta forma de cavaco é especialmente
prejudicial para o processo de furação profunda, pois devido ao pequeno espaço
para arraste e retirada do cavaco, o alto coeficiente volumétrico do cavaco leva ao
aumento no índice de quebra da ferramenta.
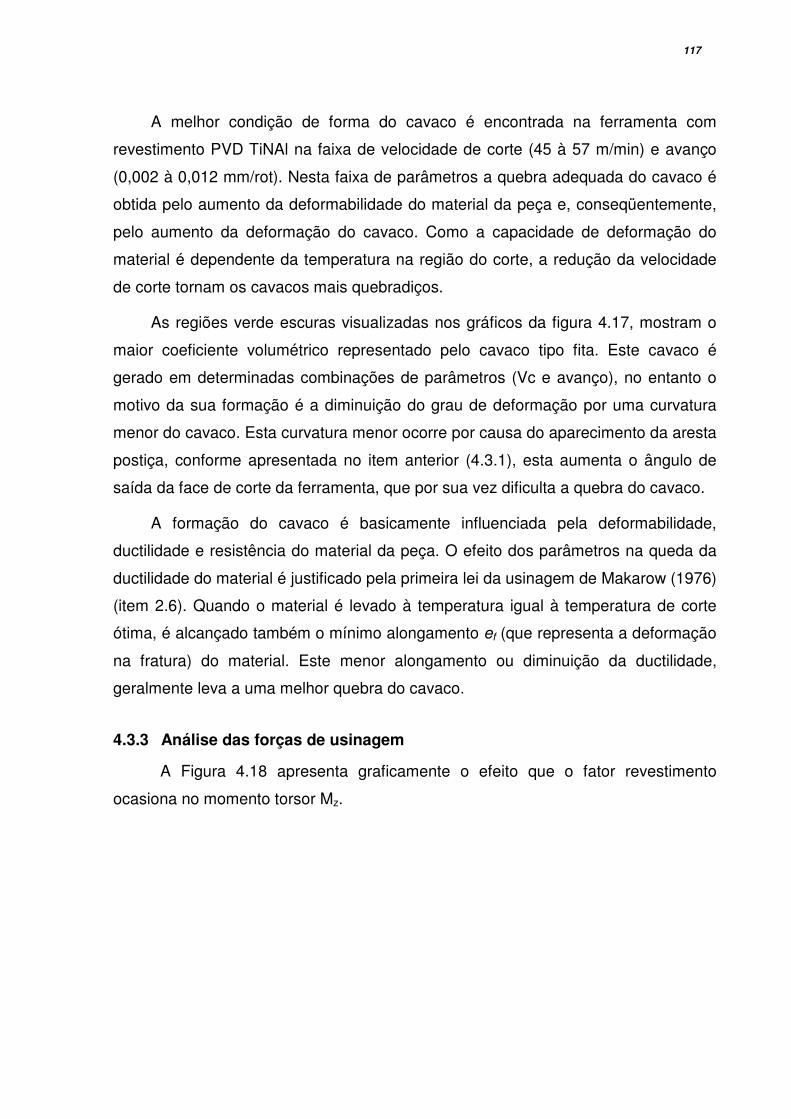
117
A melhor condição de forma do cavaco é encontrada na ferramenta com
revestimento PVD TiNAl na faixa de velocidade de corte (45 à 57 m/min) e avanço
(0,002 à 0,012 mm/rot). Nesta faixa de parâmetros a quebra adequada do cavaco é
obtida pelo aumento da deformabilidade do material da peça e, conseqüentemente,
pelo aumento da deformação do cavaco. Como a capacidade de deformação do
material é dependente da temperatura na região do corte, a redução da velocidade
de corte tornam os cavacos mais quebradiços.
As regiões verde escuras visualizadas nos gráficos da figura 4.17, mostram o
maior coeficiente volumétrico representado pelo cavaco tipo fita. Este cavaco é
gerado em determinadas combinações de parâmetros (Vc e avanço), no entanto o
motivo da sua formação é a diminuição do grau de deformação por uma curvatura
menor do cavaco. Esta curvatura menor ocorre por causa do aparecimento da aresta
postiça, conforme apresentada no item anterior (4.3.1), esta aumenta o ângulo de
saída da face de corte da ferramenta, que por sua vez dificulta a quebra do cavaco.
A formação do cavaco é basicamente influenciada pela deformabilidade,
ductilidade e resistência do material da peça. O efeito dos parâmetros na queda da
ductilidade do material é justificado pela primeira lei da usinagem de Makarow (1976)
(item 2.6). Quando o material é levado à temperatura igual à temperatura de corte
ótima, é alcançado também o mínimo alongamento ef (que representa a deformação
na fratura) do material. Este menor alongamento ou diminuição da ductilidade,
geralmente leva a uma melhor quebra do cavaco.
4.3.3 Análise das forças de usinagem
A Figura 4.18 apresenta graficamente o efeito que o fator revestimento
ocasiona no momento torsor Mz.
118
Figura 4.18 - Influência do revestimento no momento torsor Mz.
A figura 4.18 apresenta o resultado da análise das forças de usinagem da
ferramenta para as condições: sem revestimento e com revestimento PVD TiNAl,
para a furação com velocidade de corte 57 m/min e avanço 0,006 mm/rot. Neste
ensaio é possível confirmar através da medição de momento torsor Mz a influência
do revestimento mencionada no item 4.3.1. O gráfico da figura 4.18 (a), mostra o
resultado da medição de torque da ferramenta para a condição sem revestimento.
Nesta condição verifica-se a existência de picos de torque, que não aparecem na
condição com revestimento (figura 4.18 b), para um mesmo ajuste de parâmetros de
corte. Desta forma, acredita-se que estes picos são gerados no momento de ruptura
da aresta postiça, durante o ciclo de adesão-remoção da aresta postiça (figura 4.19).

119
Figura 4.19 - Picos gerados no momento de ruptura da aresta postiça durante o ciclo de adesão-remoção da aresta postiça.
A figura 4.19 mostra como se comporta o sinal de torque no momento da
formação e ruptura da aresta postiça. Observa-se no gráfico um comportamento
cíclico de aumento gradativo do torque até o surgimento de um pico, logo após o
valor de torque cai, estabiliza e volta a subir, até surgir um novo pico. A este
comportamento atribui-se o mecanismo de adesão-remoção da aresta postiça,
descrito anteriormente no item 4.3.1.
A ferramenta com revestimento PVD TiNAl não apresenta estes picos, porque
a aresta postiça se forma uma vez e permanece estável na aresta de corte da
ferramenta.
4.4 Temperatura e Velocidade de corte ótima
Após a etapa de caracterização da matéria-prima, onde foi evidenciada a
influência do material; e definido o material mais adequado para a ferramenta:
revestimento PVD TiNAl; segue-se para a etapa de definição dos parâmetros de
corte conforme a primeira lei da usinagem dos metais de Makarow (1976).
Os resultados referentes à definição dos parâmetros de corte serão
apresentados nos seguintes tópicos: ensaio preliminar para identificação da
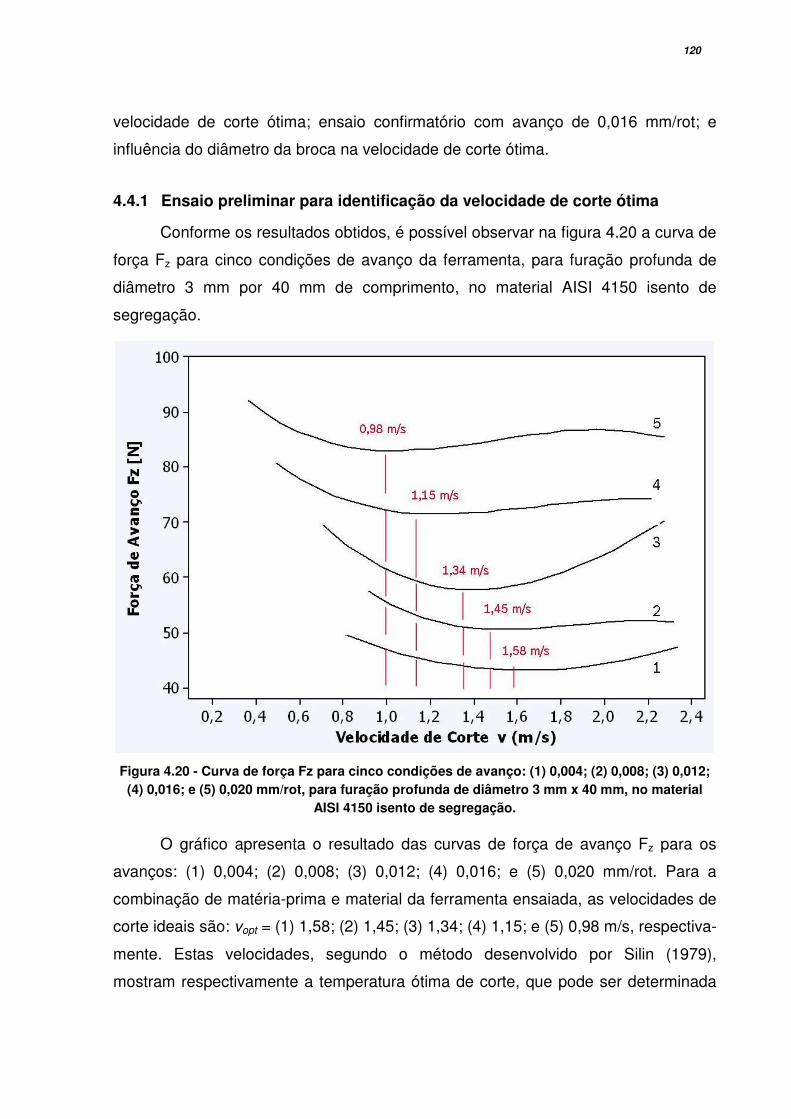
120
velocidade de corte ótima; ensaio confirmatório com avanço de 0,016 mm/rot; e
influência do diâmetro da broca na velocidade de corte ótima.
4.4.1 Ensaio preliminar para identificação da velocidade de corte ótima
Conforme os resultados obtidos, é possível observar na figura 4.20 a curva de
força Fz para cinco condições de avanço da ferramenta, para furação profunda de
diâmetro 3 mm por 40 mm de comprimento, no material AISI 4150 isento de
segregação.
Figura 4.20 - Curva de força Fz para cinco condições de avanço: (1) 0,004; (2) 0,008; (3) 0,012;
(4) 0,016; e (5) 0,020 mm/rot, para furação profunda de diâmetro 3 mm x 40 mm, no material AISI 4150 isento de segregação.
O gráfico apresenta o resultado das curvas de força de avanço Fz para os
avanços: (1) 0,004; (2) 0,008; (3) 0,012; (4) 0,016; e (5) 0,020 mm/rot. Para a
combinação de matéria-prima e material da ferramenta ensaiada, as velocidades de
corte ideais são: vopt = (1) 1,58; (2) 1,45; (3) 1,34; (4) 1,15; e (5) 0,98 m/s, respectiva-
mente. Estas velocidades, segundo o método desenvolvido por Silin (1979),
mostram respectivamente a temperatura ótima de corte, que pode ser determinada

121
como correspondendo à mínima força de avanço estabilizada, como mostrado na
figura 2.26 do item 2.6.2.
Nota-se que a medida que se aumenta o avanço da ferramenta, a velocidade
de corte ótima vopt diminui. Isto ocorre porque para um avanço maior, é possível
alcançar a temperatura de corte ótima θopt com uma velocidade de corte menor.
Considerando ainda a figura 4.20, pode-se verificar que quando se aumenta o
avanço, a força de avanço aumenta. No entanto mesmo quando são utilizados
diversos avanços, a mínima força de avanço estabilizada ocorre, segunda a
literatura, na mesma temperatura de corte ótima θopt, embora a força de avanço Fz
varie mais de 2 vezes. Como demonstrado, há uma combinação específica de
velocidade de corte e avanço em que a força de avanço é a menor estabilizada, a
qual corresponde à temperatura ótima de corte.
4.4.2 Ensaio confirmatório com avanço de 0,016 mm/rot
As figuras a seguir apresentam graficamente o efeito da temperatura de corte
ótima nas variáveis de processo: força de avanço Fz, rugosidade superficial Rz e
sinal de emissão acústica RMS, para o avanço de 0,016 mm/rot.
Figura 4.21 - Curva de força Fz para avanço 0,016 mm/rot, para furação profunda de diâmetro 3 mm x 40 mm, no material AISI 4150 isento de segregação.
2,48
2,36
2,24
2,12
2,00
1,88
1,76
1,64
1,52
1,40
1,28
1,16
1,04
0,92
0,80
0,68
0,56
0,44
0,32
0,20
87,5
85,0
82,5
80,0
77,5
75,0
72,5
70,0
67,5
65,0
Velocidade de Corte v [m/s]
Força de A
vanço
Fz [N
]
Curva da Força de Avanço Fz
Vopt = 1,04 m/s
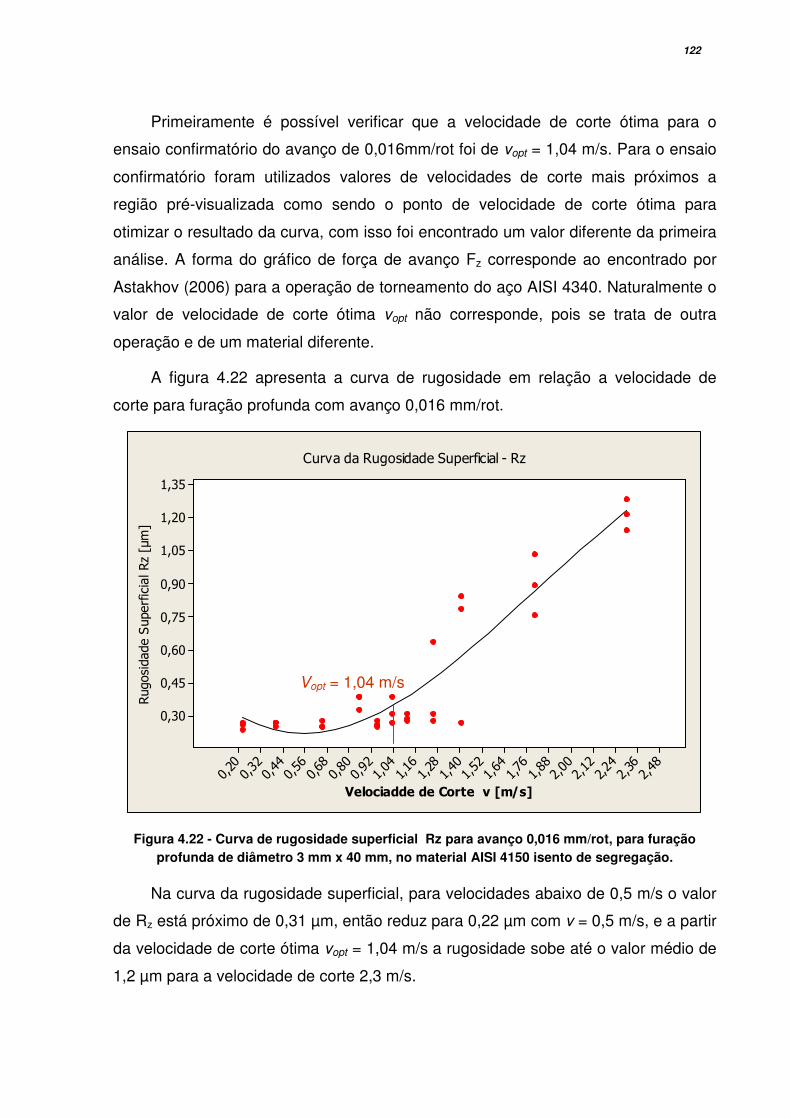
122
Primeiramente é possível verificar que a velocidade de corte ótima para o
ensaio confirmatório do avanço de 0,016mm/rot foi de vopt = 1,04 m/s. Para o ensaio
confirmatório foram utilizados valores de velocidades de corte mais próximos a
região pré-visualizada como sendo o ponto de velocidade de corte ótima para
otimizar o resultado da curva, com isso foi encontrado um valor diferente da primeira
análise. A forma do gráfico de força de avanço Fz corresponde ao encontrado por
Astakhov (2006) para a operação de torneamento do aço AISI 4340. Naturalmente o
valor de velocidade de corte ótima vopt não corresponde, pois se trata de outra
operação e de um material diferente.
A figura 4.22 apresenta a curva de rugosidade em relação a velocidade de
corte para furação profunda com avanço 0,016 mm/rot.
Figura 4.22 - Curva de rugosidade superficial Rz para avanço 0,016 mm/rot, para furação profunda de diâmetro 3 mm x 40 mm, no material AISI 4150 isento de segregação.
Na curva da rugosidade superficial, para velocidades abaixo de 0,5 m/s o valor
de Rz está próximo de 0,31 µm, então reduz para 0,22 µm com v = 0,5 m/s, e a partir
da velocidade de corte ótima vopt = 1,04 m/s a rugosidade sobe até o valor médio de
1,2 µm para a velocidade de corte 2,3 m/s.
2,48
2,36
2,24
2,12
2,00
1,88
1,76
1,64
1,52
1,40
1,28
1,16
1,04
0,92
0,80
0,68
0,56
0,44
0,32
0,20
1,35
1,20
1,05
0,90
0,75
0,60
0,45
0,30
Velociadde de Corte v [m/s]
Rugosidade S
uperficial Rz [µ
m]
Curva da Rugosidade Superficial - Rz
Vopt = 1,04 m/s
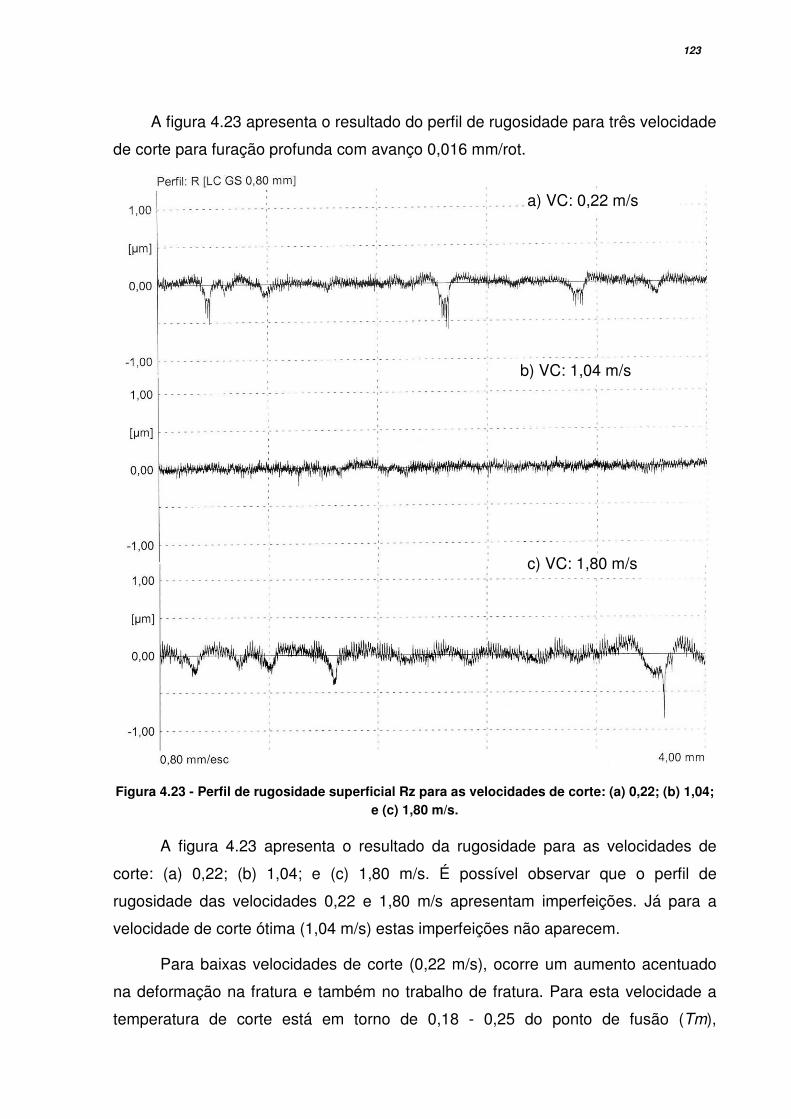
123
A figura 4.23 apresenta o resultado do perfil de rugosidade para três velocidade
de corte para furação profunda com avanço 0,016 mm/rot.
Figura 4.23 - Perfil de rugosidade superficial Rz para as velocidades de corte: (a) 0,22; (b) 1,04; e (c) 1,80 m/s.
A figura 4.23 apresenta o resultado da rugosidade para as velocidades de
corte: (a) 0,22; (b) 1,04; e (c) 1,80 m/s. É possível observar que o perfil de
rugosidade das velocidades 0,22 e 1,80 m/s apresentam imperfeições. Já para a
velocidade de corte ótima (1,04 m/s) estas imperfeições não aparecem.
Para baixas velocidades de corte (0,22 m/s), ocorre um aumento acentuado
na deformação na fratura e também no trabalho de fratura. Para esta velocidade a
temperatura de corte está em torno de 0,18 - 0,25 do ponto de fusão (Tm),
a) VC: 0,22 m/s
b) VC: 1,04 m/s
c) VC: 1,80 m/s

124
mudanças semelhantes ocorrem em outras medidas de ductilidade, como mostrado
na figura. 2.22 (a). Este fenômeno explica a grande dimensão da zona de
deformação plástica observadas em baixas velocidades de corte, e o surgimento da
“aresta postiça”, resultando em uma condição de corte irregular gerada em frente à
superfície de corte da ferramenta, levando assim ao surgimento de imperfeições na
superfície da peça acabada.
Em velocidades de corte elevadas (1,80 m/s), a temperatura de corte
aumenta. Em temperaturas à 0,5 - 0,6 Tm, o processo de recuperação e
recristalização começa a ocorrer, como mostrado na figura 2.22 (b) (recuperação
refere-se a uma redistribuição das fontes de discordâncias assim o movimento de
discordâncias é mais fácil, e na recristalização, a energia dos geradores de
discordâncias durante a deformação prévia é usado para nucleação e crescimento
de grãos novos, assim afetando a estrutura recozida durante um longo tempo). Além
disso há o aumento da vibração da ferramenta, que por sua vez também gera
imperfeições no acabamento da peça usinada.
Observa-se no entanto, que a forma do gráfico de rugosidade da figura 4.22 é
diferente da apresentada por Astakhov (2006) na figura 2.20 do item 2.6. Na figura
2.20 percebe-se que a rugosidade começa com uma valor alto, então cai para o
valor mínimo na velocidade de corte ótima, e sobe em seguida para velocidades
maiores. Esta diferença ocorre por conta do acabamento caractersitico do processo
de furação profunda, que é diferente do encontrado no processo de torneamento
longitudinal utilizado por Astakhov (2006). Em furação profunda, a força de avanço
comprime as guias laterais da ferramenta contra a parede do furo, com isso os picos
de rugosidade são reduzidos, modificando assim a superfície gerada na remoção do
material. Por isso o valor de rugosidade inicia mais baixo em relação à literatura,
mas após a velocidade de corte ótima o valor sobe, e acompanha a mesma
tendência apresentada por Astakhov (2006).
A figura 4.24 apresenta o resultado de emissão acústica RMS correlacionada
com a velocidade de corte para furação profunda com avanço 0,016 mm/rot.
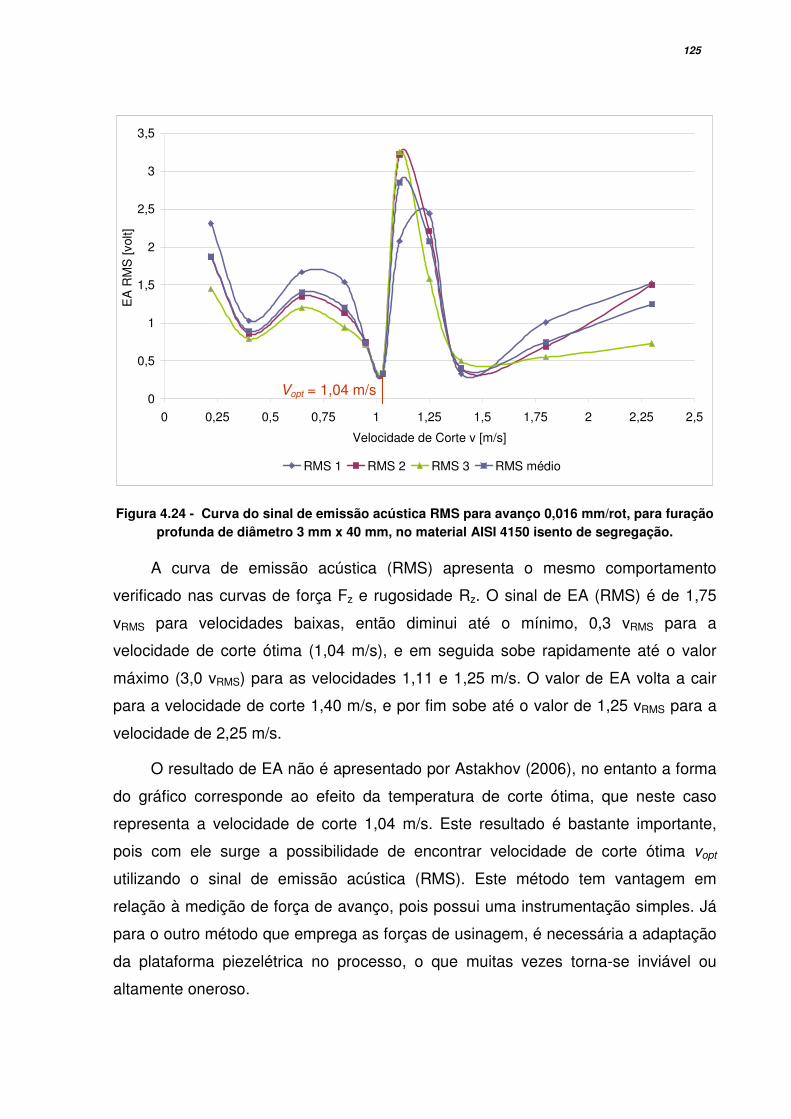
125
Figura 4.24 - Curva do sinal de emissão acústica RMS para avanço 0,016 mm/rot, para furação profunda de diâmetro 3 mm x 40 mm, no material AISI 4150 isento de segregação.
A curva de emissão acústica (RMS) apresenta o mesmo comportamento
verificado nas curvas de força Fz e rugosidade Rz. O sinal de EA (RMS) é de 1,75
vRMS para velocidades baixas, então diminui até o mínimo, 0,3 vRMS para a
velocidade de corte ótima (1,04 m/s), e em seguida sobe rapidamente até o valor
máximo (3,0 vRMS) para as velocidades 1,11 e 1,25 m/s. O valor de EA volta a cair
para a velocidade de corte 1,40 m/s, e por fim sobe até o valor de 1,25 vRMS para a
velocidade de 2,25 m/s.
O resultado de EA não é apresentado por Astakhov (2006), no entanto a forma
do gráfico corresponde ao efeito da temperatura de corte ótima, que neste caso
representa a velocidade de corte 1,04 m/s. Este resultado é bastante importante,
pois com ele surge a possibilidade de encontrar velocidade de corte ótima vopt
utilizando o sinal de emissão acústica (RMS). Este método tem vantagem em
relação à medição de força de avanço, pois possui uma instrumentação simples. Já
para o outro método que emprega as forças de usinagem, é necessária a adaptação
da plataforma piezelétrica no processo, o que muitas vezes torna-se inviável ou
altamente oneroso.
0
0,5
1
1,5
2
2,5
3
3,5
0 0,25 0,5 0,75 1 1,25 1,5 1,75 2 2,25 2,5
Velocidade de Corte v [m/s]
EA
RM
S [v
olt]
RMS 1 RMS 2 RMS 3 RMS médio
Vopt = 1,04 m/s
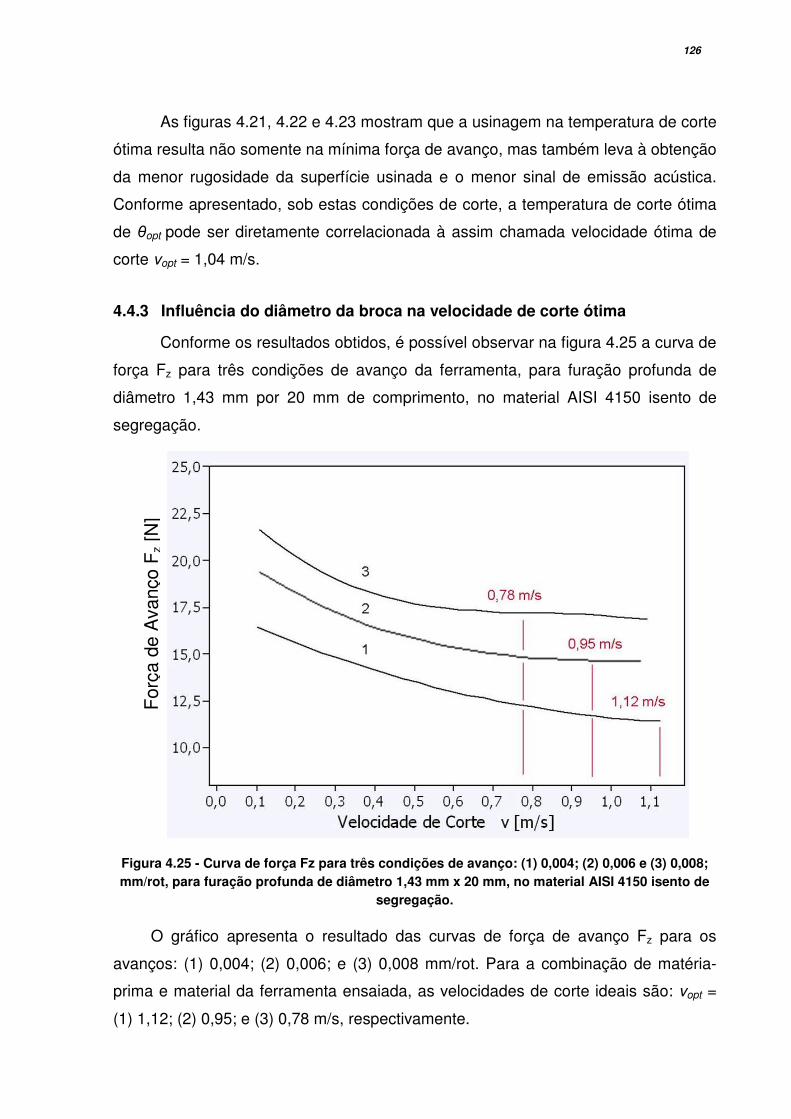
126
As figuras 4.21, 4.22 e 4.23 mostram que a usinagem na temperatura de corte
ótima resulta não somente na mínima força de avanço, mas também leva à obtenção
da menor rugosidade da superfície usinada e o menor sinal de emissão acústica.
Conforme apresentado, sob estas condições de corte, a temperatura de corte ótima
de θopt pode ser diretamente correlacionada à assim chamada velocidade ótima de
corte vopt = 1,04 m/s.
4.4.3 Influência do diâmetro da broca na velocidade de corte ótima
Conforme os resultados obtidos, é possível observar na figura 4.25 a curva de
força Fz para três condições de avanço da ferramenta, para furação profunda de
diâmetro 1,43 mm por 20 mm de comprimento, no material AISI 4150 isento de
segregação.
Figura 4.25 - Curva de força Fz para três condições de avanço: (1) 0,004; (2) 0,006 e (3) 0,008; mm/rot, para furação profunda de diâmetro 1,43 mm x 20 mm, no material AISI 4150 isento de
segregação.
O gráfico apresenta o resultado das curvas de força de avanço Fz para os
avanços: (1) 0,004; (2) 0,006; e (3) 0,008 mm/rot. Para a combinação de matéria-
prima e material da ferramenta ensaiada, as velocidades de corte ideais são: vopt =
(1) 1,12; (2) 0,95; e (3) 0,78 m/s, respectivamente.
For
ça d
e A
vanç
o F
z [N
]
127
É possível observar que a velocidade de corte ótima para o avanço de 0,004
mm/rot é 1,12m/s e 1,58 m/s para os diâmetros de broca 1,43 e 3 mm, respectiva-
mente. Para o avanço de 0,008 mm/rot a vopt é 0,78m/s e 1,45 m/s para os diâmetros
de broca 1,43 e 3 mm, respectivamente. Com a diminuição do diâmetro da
ferramenta, a velocidade de corte ótima diminui 30% para o avanço de 0,004 mm/rot,
e 46% para o avanço de 0,008 mm/rot.
A variação do diâmetro da ferramenta na furação leva a uma mudança
significativa na velocidade de corte ótima (ou seja, a velocidade de corte
correspondente à força mínima estabilizada). A razão para isso são as interações de
deformação e as ondas térmicas propagadas no material. A temperatura ótima, no
entanto, permanece a mesma. Este mesmo resultado é apresentado por um
exemplo na figura 2.24.
Quando a velocidade de corte é mantida invariável, a velocidade de rotação
(rpm) muda com o diâmetro da ferramenta, que afeta a dinâmica do processo. Outro
aspecto é a interação das ondas térmicas e as deformações que ocorrem na
usinagem de metais. Como tal, se a velocidade de corte e de avanço são mantidos
invariáveis, a tempo de uma volta da ferramenta muda com a diminuição do seu
diâmetro, que afeta muito as interações mencionadas. Em outras palavras, menos
energia térmica residual deixada pela passagem anterior da ferramenta está
disponível na passagem corrente quando o diâmetro da ferramenta aumenta.
4.5 Análise do Desgaste – Seleção da geometria ótima da ferramenta
Após a etapa de seleção do material mais adequado para a ferramenta:
revestimento PVD TiNAl; a definição dos parâmetros de corte conforme a primeira lei
da usinagem dos metais de Makarow (1976): velocidade de corte ótima vopt = 1,04
m/s e avanço 0,016 mm/rot; segue-se para a etapa de análise do desgaste, para
definir a geometria ótima da ferramenta que irá conferir maior resistência ao
desgaste.
Os resultados referentes à definição da geometria da ferramenta serão
apresentados nos seguintes tópicos: ensaio de vida útil; análise morfológica da
aresta de corte; e análise dos esforços de corte.
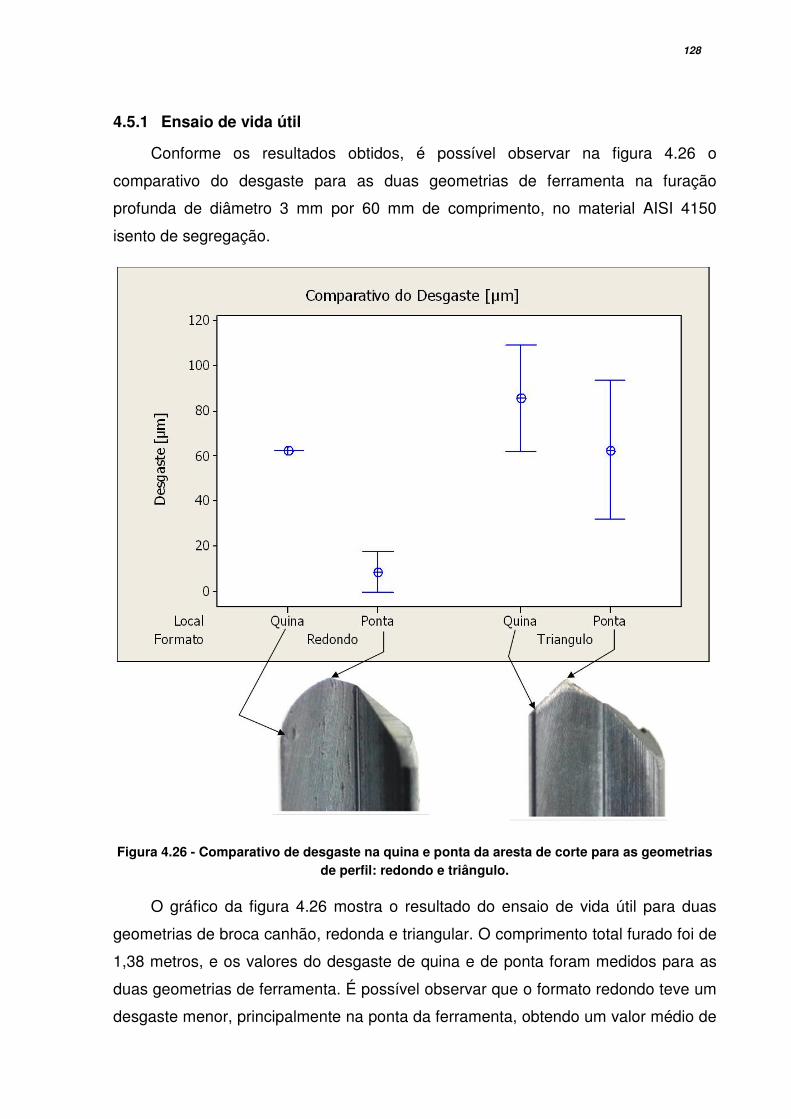
128
4.5.1 Ensaio de vida útil
Conforme os resultados obtidos, é possível observar na figura 4.26 o
comparativo do desgaste para as duas geometrias de ferramenta na furação
profunda de diâmetro 3 mm por 60 mm de comprimento, no material AISI 4150
isento de segregação.
Figura 4.26 - Comparativo de desgaste na quina e ponta da aresta de corte para as geometrias de perfil: redondo e triângulo.
O gráfico da figura 4.26 mostra o resultado do ensaio de vida útil para duas
geometrias de broca canhão, redonda e triangular. O comprimento total furado foi de
1,38 metros, e os valores do desgaste de quina e de ponta foram medidos para as
duas geometrias de ferramenta. É possível observar que o formato redondo teve um
desgaste menor, principalmente na ponta da ferramenta, obtendo um valor médio de
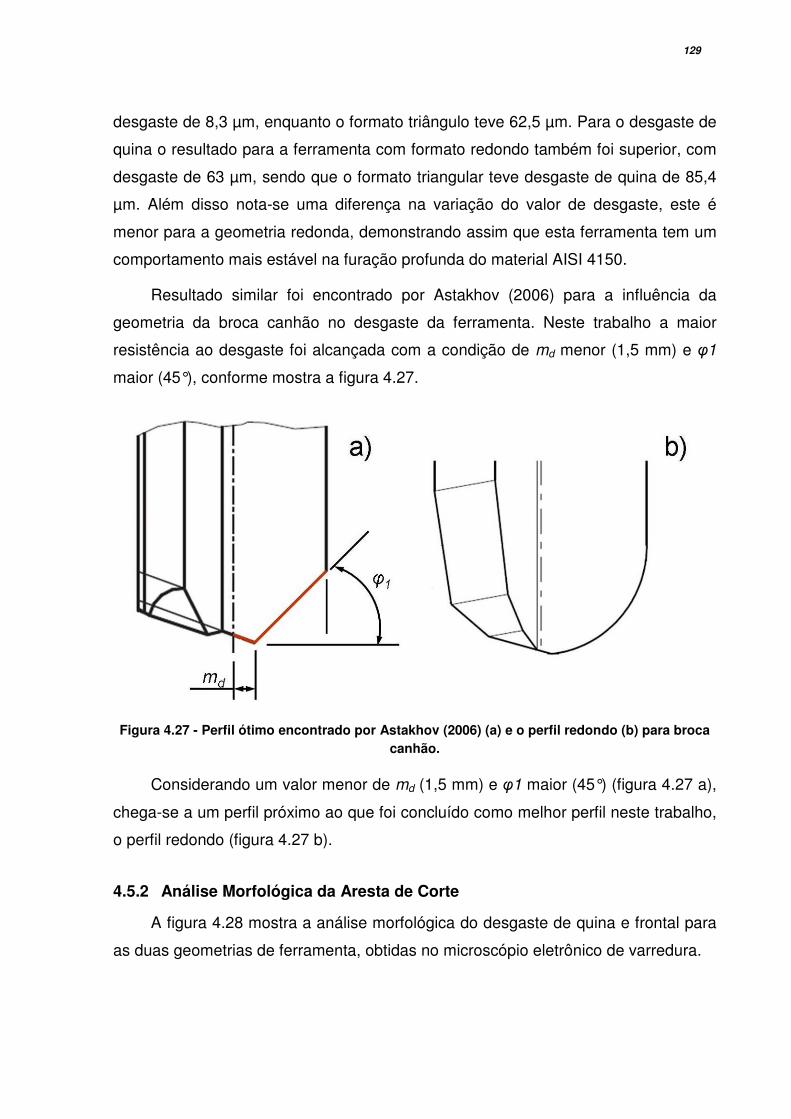
129
desgaste de 8,3 µm, enquanto o formato triângulo teve 62,5 µm. Para o desgaste de
quina o resultado para a ferramenta com formato redondo também foi superior, com
desgaste de 63 µm, sendo que o formato triangular teve desgaste de quina de 85,4
µm. Além disso nota-se uma diferença na variação do valor de desgaste, este é
menor para a geometria redonda, demonstrando assim que esta ferramenta tem um
comportamento mais estável na furação profunda do material AISI 4150.
Resultado similar foi encontrado por Astakhov (2006) para a influência da
geometria da broca canhão no desgaste da ferramenta. Neste trabalho a maior
resistência ao desgaste foi alcançada com a condição de md menor (1,5 mm) e φ1
maior (45°), conforme mostra a figura 4.27.
Figura 4.27 - Perfil ótimo encontrado por Astakhov (2006) (a) e o perfil redondo (b) para broca canhão.
Considerando um valor menor de md (1,5 mm) e φ1 maior (45°) (figura 4.27 a),
chega-se a um perfil próximo ao que foi concluído como melhor perfil neste trabalho,
o perfil redondo (figura 4.27 b).
4.5.2 Análise Morfológica da Aresta de Corte
A figura 4.28 mostra a análise morfológica do desgaste de quina e frontal para
as duas geometrias de ferramenta, obtidas no microscópio eletrônico de varredura.

130
Figura 4.28 - Comparativo de desgaste na quina e ponta da aresta de corte para as geometrias de perfil: redondo e triângulo. Imagens microscópio MEV – elétrons retro-espalhados.
É possível notar a existência de lascamentos na ponta da ferramenta com
geometria triangular (figura 4.28 (b) e (f)). Estes são decorrentes de esforços
excessivos que se concentram na ponta da ferramenta. Este defeito não é visto na
ferramenta de geometria redonda (figura 4.28 (a) e (e)). De certa forma, o perfil
redondo da aresta de corte distribui melhor o esforço de corte em todo o raio do
131
perfil da ferramenta, o que evita a concentração de tensão e a geração de
lascamentos. Observar-se, no entanto, uma pequena formação de aresta postiça na
ferramenta com perfil redondo, figura 4.28(c), o que não ocorre na aresta da
ferramenta de perfil triangular (figura 4.28 d). Esta diferença deve-se ao sentido do
fluxo do material removido na ferramenta com perfil redondo. No momento do atrito
na interface cavaco-ferramenta, o cavaco acaba removendo o revestimento da
extremidade da aresta de corte. Com isso o material da peça adere na aresta de
corte, e ocorre o caldeamento da aresta postiça.
4.5.3 Análise Comparativa dos Esforços de Corte
Os gráficos da figura 4.29 a seguir apresentam o resultado da análise dos
esforços de corte para as duas geometrias de ferramenta. O resultado comparativo
para as duas geometrias está dividido em: força de avanço Fz; momento torsor Mz, e
sinal de emissão acústica RMS.
Ambos os gráficos de força de avanço Fz, momento torsor Mz, e emissão
acústica RMS, apresentam um valor menor para o perfil de ferramenta redondo. A
força de avanço Fz é 21% menor, e o momento torsor Mz é 24% menor para esta
geometria. A dispersão dos valores se manteve igual para as duas geometrias, nas
duas grandezas de força (força de avanço Fz e momento torsor Mz). O resultado de
emissão acústica RMS é 60% menor para a geometria redonda, além disso a
dispersão também é significativamente menor.
A análise comparativa dos esforços de corte pode ser usada para compreender
e confirmar os resultados de desgaste e morfologia da aresta de corte. É possível
notar que a ferramenta com perfil redondo tem um desempenho superior ao perfil
triangular, sendo assim pode-se concluir que a geometria redonda apresenta maior
resistência ao desgaste e exige menores esforços de corte durante a furação do aço
AISI 4150.
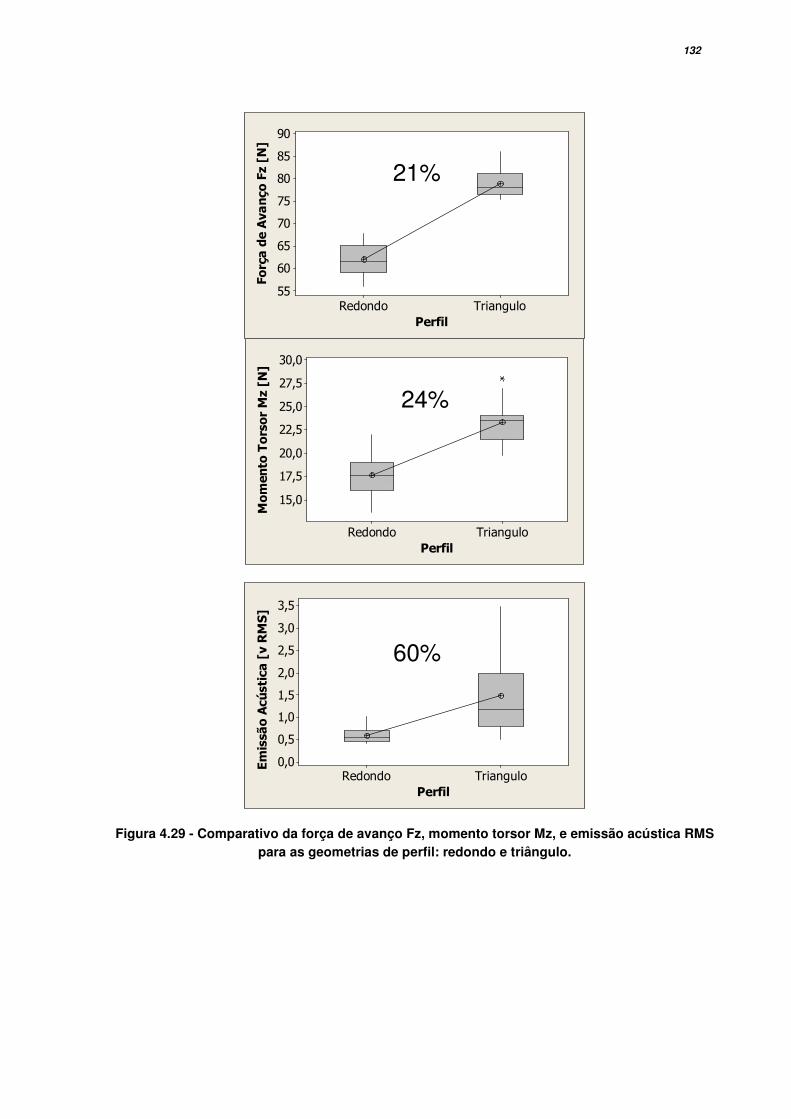
132
Figura 4.29 - Comparativo da força de avanço Fz, momento torsor Mz, e emissão acústica RMS para as geometrias de perfil: redondo e triângulo.
TrianguloRedondo
30,0
27,5
25,0
22,5
20,0
17,5
15,0
Perfil
Momento Torsor Mz [N]
24%
TrianguloRedondo
90
85
80
75
70
65
60
55
Perfil
Força de Avanço Fz [N]
21%
TrianguloRedondo
3,5
3,0
2,5
2,0
1,5
1,0
0,5
0,0
Perfil
Emissão Acústica [v RMS]
60%
133
5 CONCLUSÕES E SUGESTÕES PARA TRABALHOS FUTUROS
Este capítulo apresenta as conclusões finais bem como propõem sugestões
de temas para prosseguimento e aprimoramento do trabalho.
5.1 Conclusões
As conclusões obtidas neste trabalho são apresentadas em três tópicos,
conclusões referentes à: matéria-prima; processo e métodos de ensaio.
5.1.1 Conclusões referentes à matéria-prima
• As amostras do material AISI 4150 consideradas ruins possuem segregação
alinhada de forma poligonal, com dureza em torno de 870 HV. O teor de cromo
na segregação é de 1,87% e nas regiões adjacentes o teor de cromo aproximado
é de 1,25 % e de 0,69% nas regiões fora das segregações. Nas amostras
consideradas boas, nas regiões de segregação o teor de cromo aproximado é de
1,17% e nas regiões normais de 0,71%.
• o aumento de dureza na região de segregação é resultado do aumento do teor
de carbono, que em conjunto com o cromo forma carboneto de cromo. Devido a
alta afinidade do carbono com o cromo, podemos medir de forma indireta que
com o aumento do teor de cromo na região de segregação, existe também um
aumento do teor de carbono. A morfologia encontrada na região da segregação
também é compativel com a encontrada na microestrutura formada por austenita
retida, que possui alta porcentagem de carbono.
• A segregação presente na microestrutura do material da peça é o fator mais
influente na força de avanço Fz, com coeficiente de 69%, seguido pela interação
entre segregação e dureza da matéria-prima (13%), dureza da matéria-prima
(10%), interação entre segregação e parâmetros de corte (7%) e parâmetros de
corte (4%);
• A segregação tem um efeito extremamente danoso para a aresta de corte da
ferramenta, esta faz com que a força de avanço aumente 13 vezes, o momento
torsor aumente 2,5 vezes, e ainda leva ao surgimento de aresta postiça de
grande altura na aresta de corte. Por tanto, a segregação pode provocar a
quebra da ferramenta, por lascamento severo, ou por modificação da forma do
cavaco, decorrente da formação de aresta postiça;
134
• A interação existente entre segregação e dureza da matéria-prima se deve ao
efeito da transição do material da peça (menor dureza) com a segregação (maior
dureza) sobre a força de avanço. Para a condição de matéria-prima com dureza
35 HRc, a variação de dureza é maior, conseqüentemente o pico de força é
proporcionalmente maior. Para a condição de material sem segregação, a dureza
da matéria-prima tem efeito predominante sobre a força de avanço, sendo que o
resultado para a dureza de 40 HRc é maior, pois o material de maior dureza
oferece maior resistência a remoção de material.
• Separando os fatores de influência em dois grupos: influência do material
(segregação e dureza da matéria-prima) e processo (parâmetros de corte)
conclui-se que o material é responsável, nas condições experimentadas, por 92%
da variação dos esforços de corte. Ou seja, independente de qualquer otimização
que seja feita nos parâmetros de corte do processo, este irá afetar somente 8%
nos esforços de corte;
5.1.2 Conclusões referentes ao processo
• A ferramenta sem revestimento apresenta um mecanismo de desgaste cíclico de
adesão-remoção de aresta postiça, onde o material é caldeado na aresta de
corte formando a aresta postiça, e em seguida é removida pelo próprio cavaco,
levando consigo uma parte do material da aresta de corte. A ferramenta com
revestimento TiNAl teve um desempenho superior por não apresentar este
mecanismo. Nesta ferramenta forma-se uma aresta postiça no inicio da vida, a
qual se mantém fixa e estável até o fim da vida da ferramenta;
• Através da aplicação da primeira lei da usinagem foi encontrada a velocidade de
corte ótima para a furação profunda de diâmetro 3 mm, no material AISI 4150,
para o avanço de 0,016 mm/ rev, vopt = 1,04 m/s. Esta combinação de velocidade
de corte e avanço correspondem, para a combinação de material de ferramenta e
peça ensaiada, a temperatura de corte ótima θopt;
• A usinagem na temperatura de corte ótima resulta não somente na mínima força
de avanço, mas também leva à obtenção da menor rugosidade da superfície
usinada (0,32 µm) e o menor sinal de emissão acústica (0,30 vRMS);
• Diminuindo o diâmetro da broca, diminui também o valor da velocidade de corte
ótima vopt. A variação do diâmetro da ferramenta de 3 mm para 1,43 mm, leva a
uma redução de 46% na velocidade de corte ótima. A razão para isso são as
135
interações de deformação e as ondas térmicas propagadas nas camadas do
material removido;
• A broca com perfil redondo apresentou menor desgaste: 86% e 26% menor na
ponta e quina da ferramenta, respectivamente. Além disso, a força de avanço Fz
(21%), o momento torsor Mz (24%) e a emissão acústica RMS (60%) são
menores para a geometria redonda;
• A broca com perfil triangular sofreu desgaste acentuado na quina e ponta da
aresta de corte devido à concentração de tensão. Na ponta da ferramenta
ocorreu lascamento.
5.1.3 Conclusões referentes ao método de ensaio
• O monitoramento do sinal de emissão acústica (RMS) pode ser utilizado para
identificar a presença de segregação na matéria-prima, tornando possível o
diagnóstico simultâneo desta anomalia durante a furação do material, e com a
vantagem de permitir uma instrumentação mais simples, sem a necessidade de
adaptação da plataforma piezelétrica.
• O método de análise morfológica da aresta de corte com imagem gerada por
elétrons retro-espalhados no microscópio eletrônico de varredura mostrou-se
adequada. Este permite visualizar a aresta de corte com grande ampliação, e
ainda apresenta os diferentes materiais que compõem a aresta de corte com
cores distintas;
• O método DOE superfície de resposta mostrou-se eficiente para a análise da
forma do cavaco (coeficiente volumétrico). Nesta análise concluiu-se que a
ferramenta com revestimento TiNAl produz cavacos pequenos em uma ampla
faixa de parâmetros de corte. Já a ferramenta sem revestimento possui uma
estreita faixa de parâmetros que proporcionam cavacos pequenos, e mesmo
assim esta faixa de parâmetro leva a quebra da ferramenta por esforço de corte
excessivo;
• O monitoramento do momento torsor foi capaz de detectar os picos de remoção e
formação da aresta postiça na ferramenta sem revestimento. Com este
monitoramento foi possível comprovar a existência do mecanismo de desgaste
cíclico de adesão-remoção da aresta postiça;
136
• O método criado para simular a presença de segregação adicionando discos de
M2 no material, foi importante para investigar a influência do mesmo na
usinabilidade do processo;
• Após a caracterização do material da peça e a seleção do material da
ferramenta, foi definido trabalhar com material da peça isento de segregação, e
como material da ferramenta o revestimento PVD TiNAl;
• O método desenvolvido por Silin para determinação da temperatura de corte
ótima, como correspondendo à mínima força de avanço estabilizada, é bastante
eficiente. Com este é possível encontrar a combinação ótima de velocidade de
corte e avanço para uma determinada combinação de material da peça e
ferramenta.
Analisando as conclusões apresentadas acima, pode-se afirmar que o método
utilizado (1º Caracterizar o material da peça e selecionar o material da ferramenta; 2°
Encontrar a velocidade de corte ótima; 3° Definir geometria ótima da ferramenta) foi
bastante adequado, pois se baseia na primeira lei da usinagem. Esta permitiu
encontrar a condição ótima do processo de furação profunda, que para o diâmetro
de 3 mm e material da peça AISI 4150, foi: velocidade de corte 1,04 m/s; avanço da
ferramenta 0,016mm/rot; revestimento TiNAl; e perfil redondo para a aresta de corte
da ferramenta. Sendo assim, o objetivo geral do trabalho foi alcançado.
5.2 Sugestões para Trabalhos Futuros
Para dar continuidade a essa linha de pesquisa, são propostos alguns temas
que completariam esta pesquisa:
a) Utilizar o método baseado na primeira lei da usinagem (1º Caracterizar o material
da peça e selecionar o material da ferramenta; 2° Encontrar a velocidade de
corte ótima; 3° Definir geometria ótima da ferramenta) para estudar a
usinabilidade de outros materiais e processos;
b) Investigar de forma mais detalhada o efeito da temperatura ótima de corte no
sinal de emissão acústica. Existe um grande potencial nesta forma de análise
para o estudo da usinabilidade e investigação de problemas de usinagem;
c) Investigar o efeito do revestimento PVD TiNAl quando depositado em todo o perfil
da ferramenta, inclusive no flanco, evitando desta forma o desplacamento inicial
da ponta da ferramenta e utilizando assim todo o potencial deste revestimento;

137
d) Comparar a usinabilidade do material com diferentes dimensões e durezas de
segregação através do monitoramento dos esforços de corte;
e) Analisar a viabilidade técnica da aplicação da usinagem com MQL (Mínima
quantidade de lubrificante) no processo de furação profunda utilizando os
métodos aplicados neste trabalho.
138
REFERÊNCIAS
AMERICAN SOCIETY FOR METALS. Machining. In: Metals Handbook, vol. 16, p.1089. 1995.
ANDERSON, M.J. Success with DOE: Understanding and Controlling Variables Results in Uselfulness of Statistics. Quality, p. 38-44, April, 2000.
ARAÚJO, L. A., Manual de Siderurgia. São Paulo: Editora Arte & Ciência, 2005.
ARNOLD, D.B., Trends that drive cutting tool development. Metalworking Technology Guide 2000, in Modern Machine Shop online, 2000.
ASTAKHOV, V.P., OSMAN, M.O.M., AL-ATA, M., Statistical design of experiments in metal cutting. Part 1: Methodology, Journal of Testing and Evaluation, 25, p. 322–327, 1997.
ASTAKHOV, V.P., AL-ATA, M., OSMAN, M.O.M., Statistical design of experiments in metal cutting. Part 2: Application, Journal of Testing and Evaluation, 25, p. 328–336, 1997.
ASTAKHOV, V.P., Metal Cutting Mechanics, CRC Press, Boca Raton, USA, 1998.
ASTAKHOV, V.P., An application of the random balance method in conjunction with the Plackett-Burman screening design in metal cutting tests, Journal of Testing and Evaluation, 32, p. 32–39, 2004.
ASTAKHOV, V.P., The assessment of cutting tool wear, International Journal of Machine Tools and Manufacture, 44, p. 637–647, 2004.
ASTAKHOV, V.P., GALITSKY, V.V., Tool life testing in gundrilling: an application of the group method of data handling (GMDH). International Journal of Machine Tools and Manufacture 45, p. 509 – 517, 2005.
ASTAKHOV, V.P., Tribology of Metal Cutting, Tribology and Interface Engineering series, No. 52, Editora Elsevier, 2006.
ATKINS, A.G., MAI, Y.W., Elastic and Plastic Fracture: Metals, Polymers. Ceramics, Composites, Biological Materials, John Wiley & Sons, New York, 1985.
139
BEGGAN, C., Using acoustic emission to predict surface quality. TheInternational Journal of Advanced Manufacturing Technology, v.15, n.10, p. 737-742, 1999.
BLUM, T.; INASAKI, I. A study on acoustic emission from the orthogonal cut- ting process. ASME Journal of Engineering for Industry, v.112, n.3, p. 203-211, 1990.
BOTEK PRÄZISIONSBOHRTECHNIK GmbH, Single flute gundrills type 113, Riederich, Alemanha, 2010.
BUSHMAN, B., GUPTA, B.K., Handbook of Tribology – Materials, Coatings, and Surface Treatments, McGraw-Hill, New York, 1991.
CASTILLO, W., Furação Profunda de Ferro Fundido Cinzento GG25 com Brocas de Metal-duro com Canais Retos. Tese de Mestrado. Florianópolis – SC, 2005.
CHEVRAND, L. J. S., REIS, G. O. N., Lingotamento Contínuo de Billets. Curso Associação Brasileira de Metais – ABM. São Paulo, 1989.
DIN 8589, Manufacturing processes chip removal. Editora Beuth GmbH, 2003.
DINIZ, A.; MARCONDES, F.; COPPINI, N.. Tecnologia da Usinagem dos Materiais. 4a ed., São Paulo: Artliber Ltda., p. 248, 2003
DORNFELD, D. A. In process recognition of cutting states. Review. JSME In- ternational Journal, Series C, v.37, n.4, p. 638-650, 1994.
FERRARESI, Dino. Fundamentos da Usinagem dos Metais, Editora Edgard Blücher Ltda. Campinas, 2003.
FKUIA, H., OKIDAA, J., OMORIA, N., MORIGUCHIB, H., TSUDAB, K., Cutting performance of DLC coated tools in dry machining aluminum alloys, Surface & Coatings Technology 187, p. 70– 76, 2004.
GRÜBE, M., F. MIM, H. VENNEMANN, B. GREUNER, Wirtschaftlichkeit und Praxis des Tiefbohrens. Apresentação do Congresso VDI “Tiefbohren in der spanenden Fertigung”, Heidelberg, 1974.
HUCHTEMANN, B., ENGINEER, S., SCHULER, V., Zum Einfluss von Schwefel, Calcium und Tellur auf die Spanbarkeit und die mechanischtechnologischen Eigenschaften von delbaustahlen, DGM Fortbildungs Seminar, Institut für Fertigungstechnik und spanende Werkzeugmaschinen, Hannover, 1993.
140
JEMIELNIAK, K., OTMAN, O., Catastrophic tool failure detection based on acoustic emission signal analysis. Annals of the CIRP, v.47, n.1, p. 31-34, 1998.
JETLY, S., Measuring Cutting Tool Wear On-Line: Some Practical Considerations, Manufacturing Engineering, p. 55-60, 1984.
KLUFT, W., KÖNIG, W., VAN LUTTERVELT, C.A., NAKAYAMA, K., PEKELHARING, A. J., Present Knowledge of Chip Control. Annals of the CRIP Vol 28, 1979.
KOMAROVSKY, A.A., ASTAKHOV, V.P., Physics of Strength and Fracture Control: Fundamentals of the Adaptation of Engineering Materials and Structures, CRC Press, Boca Raton, 2002.
KÖNIG, W., LANGHAMMER, K. and SCHEMMEL, H.U.; Correlation between Cutting Force Components and Tool Wear, Annals of CIRP, Vol 21, p. 19-20, 1972.
KÖNIG, Wilfried; KLOCKE, Fritz. Fertigungsverfahren Drehen, Fräsen, Bohren. Editora Springer. 5ª edição. Aachen, 1997.
LANGLEY, Gerald J.; NOLAN, Kevin M.; NOLAN, THOMAS W.; NORMAN, Clifford L.; PROVOST, Loyd P. The Improvement Guide. Hosses, 1996.
MAKAROW, A.D., Optimization of Cutting Processes (in Russian), Machinostroenie, Moscow, 1976.
MASON, R.L., GUNST, R.F., HESS, J.L., Statistical Design and Analysis of Experiments with Application to Engineering and Science, John Wiley & Sons, New York, 1989.
MONAGHAN, D.P., LAING, K.C., LOGAN, P.A., TEER, P., TEER, D.G., Diamond-like carbon coatings, Materials World, 1, p. 347–349, 1993.
MONTGOMERY, D.C., Design and Analysis of Experiments, John Wiley & Sons, New York, 2000.
NATIONAL INSTRUMENTS CORPORATE, Sound and Vibration Toolkit User Manual, Labview 8.2. Texas, 2005.
OUTEIRO, J.C., DIAS, A.M., LEBRUN, J.L., ASTAKHOV, V.P., Machining residual stresses in AISI 316L steel and their correlation with the cutting parameters, Machining Science and Technology, 6, p. 251–270, 2002.
141
POULACHON, G., BANDYOPADHYAY, B.P., JAWAHIR, I.S., PHEULPIN, S., SEGUIN, E., Wear behavior of CBN tools while turning various hardened steels, Wear 256, p. 302–310, 2004.
SCHRÖETER, R.; WEINGERTNER, W. L. Processos de usinagem e ferramentas de corte – Nível 1, vol 1 – Florianópolis: UFSC, 2001.
SEGAL, L., TOVBIN, R., Hard coatings for heavy duty stamping tools, SAE Paper Number 1999–01- p. 3230, 1999.
SILIN, S.S., Similarity Methods in Metal Cutting (in Russian), Moscow, Machinostroenie, 1979.
SOUZA, André João. Aplicação de Multisensores no Prognóstico da Vida da Ferramenta de Corte em Torneamento. Tese de Doutorado. Florianópolis-SC. 2004.
SRIVASTAVA, A.K., QUINTO, D.T., Experimental investigations into turning of Aermet 100 alloy using uncoated and TiAIN coated inserts, ASME Paper TP05PUB97, p. 10, 2005.
STAHL-EISEN-PRÜFBLATT 1160-1169: Allgemeines und Grundbegriffe. Düsseldorf, Editora Stahleisen GmgH.
STEPHENSEN, D.A., Material characterization for metal-cutting force modeling, ASME Journal of Engineering Materials and Technology, 111, p. 210–219, 1989.
TAKEYAMA, H., SEKIGUCHI, H. and TAKADA, K., One approcah for Optimizing Control in Metal Cutting, Annals of the CIRP, Vol 18, p. 345-351, 1970.
TAYLOR, F.W., On the art of cutting metals, Transactions of ASME, 28, p. 70-350, 1907.
TETI, R., Tool wear monitoring through acoustic emission. Annals of the CIRP, v.38, n.1, p. 99-102, 1989.
VIEREGGE, G., Zerspannung der Eisenwerkstoffe, 2 edição, Editora Stahleisen GmbH, 1970.
WOSNIAK, F., OLIVEIRA, O., MACHADO, E., Estudo de usinabilidade do aço SAE 4144 no processo de furação profunda utilizando metodologia de “design of experiment” e emissão acústica, trabalho de graduação. Curitiba – PR, 2007.
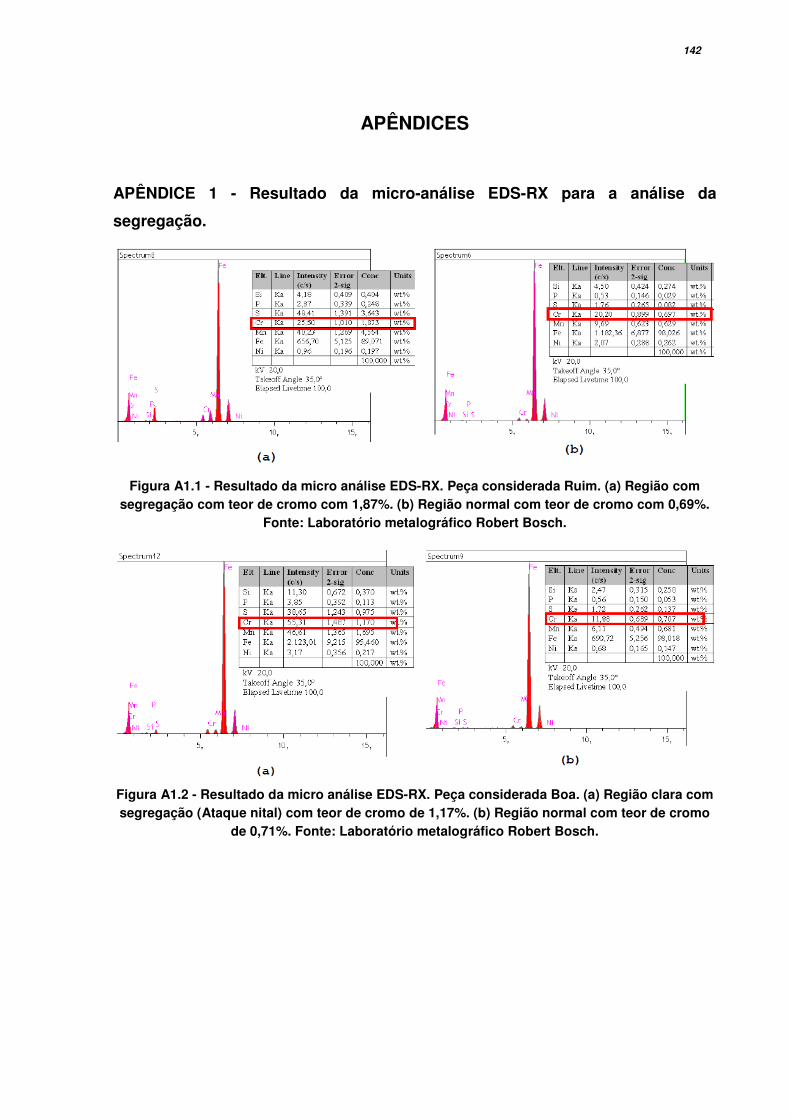
142
APÊNDICES
APÊNDICE 1 - Resultado da micro-análise EDS-RX para a análise da
segregação.
Figura A1.1 - Resultado da micro análise EDS-RX. Peça considerada Ruim. (a) Região com
segregação com teor de cromo com 1,87%. (b) Região normal com teor de cromo com 0,69%. Fonte: Laboratório metalográfico Robert Bosch.
Figura A1.2 - Resultado da micro análise EDS-RX. Peça considerada Boa. (a) Região clara com segregação (Ataque nital) com teor de cromo de 1,17%. (b) Região normal com teor de cromo
de 0,71%. Fonte: Laboratório metalográfico Robert Bosch.