Embed Size (px)
Citation preview

UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS CAMPO MOURÃO
CURSO SUPERIOR EM TECNOLOGIA EM ALIMENTOS
Relatório de Estágio Curricular
Acadêmico: ANDERSON LOPES POPOVICZ
Profa. Karla Silva
Autorizo para encaminhamento à banca examinadora,
Assinatura do Prof. Orientador
CAMPO MOURÃO
2012
Sumário
1. INTRODUÇÃO.......................................................................................................................... 3
2. DESCRIÇÃO DO LOCAL ............................................................................................................. 7
3. ATIVIDADES DESENVOLVIDAS ................................................................................................. 8
3.1. AMOSTRAGEM .................................................................................................................... 8
3.2. CONTROLE DE QUALIDADE DA GORDURA HIDROGENADA E DESODORIZADA FRY 810 E MASS 700. .......... 8
3.2.1. Determinação do ponto de gotejamento ..................................................................... 9
3.2.2. Determinação do índice de iodo................................................................................... 9
3.2.3. Determinação do índice de refração ...........................................................................10
3.3. OUTRAS ANÁLISES REALIZADAS COM ACOMPANHAMENTO DA EQUIPE ...............................................10
3.3.1. Determinação do índice de acidez ...............................................................................10
3.3.2. Determinação de sabões ............................................................................................11
3.3.3. Umidade ....................................................................................................................11
4. RESULTADOS E DISCUSSÃO DAS ANÁLISES DE ÍND. IODO, PTO DE GOTA E ÍND. REFRAÇÃO ...11
5. CONCLUSÃO...........................................................................................................................15
6. REFERÊNCIAS .........................................................................................................................16
RESUMO
O estágio foi realizado no laboratório físico-químico da empresa Coamo
Agroindustrial Cooperativa, localizada em Campo Mourão, saída para Luiziana, no
período de novembro de 2010 a fevereiro de 2011. Foram realizadas análises, em
gorduras hidrogenadas e desodorizadas, de índice de iodo, ponto de gotejamento e
índice de refração em busca de correlação entre esses parâmetros para introdução
dessa última análise na rotina do laboratório. Acompanhou-se ainda à rotina de
análises de índice de acidez, saponificação e umidade em amostras. Os
procedimentos analíticos do laboratório físico-químico da indústria Coamo visam o
controle de qualidade da matéria prima, certificando sua conformidade e dando
suporte ao setor produtivo de óleos e gorduras. O estágio possibilitou o
desenvolvimento prático das rotinas do laboratório analítico industrial, com ênfase no
manuseio de equipamentos e preparo de soluções, além do trabalho em equipe e
convivência com outras rotinas da planta. O índice de refração não mostrou a
correlação esperada com índice de iodo nem com ponto de gotejamento para as
amostras analisadas.
3
1. INTRODUÇÃO
Os óleos e gorduras são substâncias insolúveis em água (hidrofóbicas), de
origem animal ou vegetal, formados predominantemente por ésteres de
triacilgliceróis, produtos resultantes da esterificação entre o glicerol e ácidos graxos.
Os triacilgliceróis são compostos insolúveis em água e que em temperatura
ambiente, possuem uma consistência de líquido para sólido. Quando estão na forma
sólida são chamados de gorduras e quando estão na forma líquida são chamados
de óleos. Além de triacilgliceróis, os óleos contêm vários componentes em menor
proporção, como mono e diglicerídeos (importantes como emulsionantes); ácidos
graxos livres; tocoferol (importante antioxidante); proteínas, esteróis e vitaminas
(REDA; CARNEIRO, 2007).
Os óleos vegetais são um dos principais produtos extraídos de plantas da
atualidade, sendo dois terços utilizados em produtos alimentícios. Os lipídios,
juntamente com as proteínas e os carboidratos, são fontes de energia do
metabolismo humano. Apresentam ainda grande importância para a indústria na
produção de ácidos graxos, glicerina, lubrificantes, carburantes, biodiesel, além de
inúmeras outras aplicações. Óleos vegetais são constituídos principalmente de
triacilgliceróis (> 95 %) e pequenas quantidades de mono e diacilgliceróis (REDA;
CARNEIRO, 2007).
Cerca de 90% dos lipídios que ingerimos correspondem a lipídios simples,
na forma de gorduras e óleos; somente os 10% restantes são constituídos por
lipídios compostos. Os lipídios de consumo têm baixo ponto de fusão, os óleos são
líquidos à temperatura ambiente e o ponto de fusão das gorduras oscila entre 30°C e
42ºC, quando o ponto de fusão das gorduras é mais alto, os lipídios tornam-se
inaceitáveis e inadequados para o consumo humano (MORETTO; FETT, 1998).
O ponto de fusão depende, fundamentalmente, de:
Tamanho da cadeia do ácido graxo: os saturados de cadeia curta (até oito
átomos de carbono) tem consistência líquida, enquanto aqueles com mais de oito
carbonos tem consistência sólida;
Grau de saturação dos ácidos graxos. O ponto de fusão dos ácidos graxos de
cadeia longa varia com o grau de saturação dessa cadeia: os saturados são sólidos
à temperatura ambiente, a existência de duplas ligações abaixa o ponto de fusão
4
com tendência a consistência líquida, por exemplo, o ponto de fusão do ácido
esteárico é de 70ºC, mas basta a introdução de uma dupla ligação, molécula do
oléico, para que o ponto de fusão abaixe para 14ºC;
Isomeria – a presença de duplas ligações na cadeia carbônica possibilita a
existência de isômero cis e trans (RISSATO, 2008). Segundo Sanibal & Filho (2004)
os isômeros geométricos trans de ácidos graxos insaturados são formados no
processo de fritura, como no refino de óleos e no processo de hidrogenação, por
mecanismo induzido termicamente. Pelas características estruturais, os ácidos
graxos na forma trans têm seu ponto de fusão mais elevado, quando comparado
com seu isômero cis correspondente, e próximo ao ponto de fusão do ácido graxo
saturado com mesmo número de átomos de carbono. Sendo assim, os isômeros
trans podem ser considerados como um intermediário entre um ácido graxo original
insaturado cis e um ácido graxo completamente saturado. Os ácidos graxos trans de
maior ocorrência são os monoinsaturados, mas vários isômeros di-insaturados, ou
mesmo, tri-insaturados podem ser formados a partir dos ácidos linoléico e linolênico.
Para a obtenção de uma boa qualidade dos óleos vegetais comestíveis
industrializados, é necessária a remoção de vários componentes visando melhorar
características como aparência, odor, sabor e estabilidade do produto. Este
processo é realizado em várias etapas de refino (MENDONÇA et al., 2008).
Segundo Mandarino & Roessing (2001), a refinação pode ser definida como
um conjunto de processos que visam transformar os óleos brutos em óleos
comestíveis. Embora existam casos de consumo de óleos brutos como o azeite de
oliva e o azeite de dendê. A finalidade da refinação é uma melhora de aparência,
odor e sabor do óleo bruto, por meio da remoção dos seguintes componentes:
a) substâncias coloidais, proteínas, fosfatídeos e produtos de sua decomposição;
b) ácidos graxos livres e seus sais, ácidos graxos oxidados, lactonas, acetais e
polímeros;
c) substâncias coloridas como clorofila, xantofila, carotenóides, incluindo-se neste
caso o caroteno ou pró-vitamina A;
d) substâncias voláteis como hidrocarbonetos, álcoois, aldeídos, cetonas e ésteres
de baixo peso molecular;
e) substâncias inorgânicas como os sais de cálcio e de outro metais, silicatos,
fosfatos, dentre outros minerais; e

5
f) umidade.
As principais etapas do processo de refinação do óleo bruto de soja são:
Degomagem ou hidratação;
Neutralização ou desacidificação;
Branqueamento ou clarificação;
Desodorização.
O índice de acidez do óleo é um fator qualitativo a ser considerado nos
grãos de soja por influenciar no maior ou menor custo da industrialização desse
produto. É importante ressaltar que para se obter um produto final, industrializado,
com alta qualidade, é necessário que a matéria prima tenha boa qualidade. Grãos
de soja que apresentem elevados índices de danos mecânicos, secados com
procedimentos inadequados e armazenados em ambientes impróprios, resultarão na
produção de óleos de baixa qualidade e aumentarão o custo de produção. Grãos
com essas características estarão mais susceptíveis a se rancificarem, descolorirem
e apresentarem maior índice de acidez (FILHO et al., 2011).
O índice de saponificação demonstra a presença de óleos e gorduras de alta
proporção de ácidos graxos, de baixo peso molecular, em misturas com outros óleos
e gorduras. Quanto menor o peso molecular do ácido graxo, tanto maior será o
índice de saponificação, grosseiramente; para as gorduras vegetais, quanto mais
altos os índices de saponificação mais se prestam para fins. O índice de iodo mede
o grau de insaturações dos ácidos graxos (PEREIRA et al., 2012).
Atualmente, os consumidores estão conscientes das implicações para uma
boa saúde e por isso mais exigentes com a qualidade dos alimentos que ingerem.
Existem inúmeros produtos potencialmente saudáveis como os alimentos orgânicos,
que são produzidos sem adição de agrotóxicos ou aditivos em geral. Quando o
assunto é a utilização de óleos e gorduras no desenvolvimento e processamento de
alimentos, surgem certas preocupações com relação à saúde do consumidor
(SOARES, 2010).
A hidrogenação de óleos e gorduras é a reação química unitária mais
largamente usada na indústria de processamento de óleos. Tem a característica de
modificar química e fisicamente o comportamento de um produto, criando um
produto com novas características (DORSA, 2000). As gorduras são destinadas para
aplicação em frituras, aspersão, massas, biscoitos, doces, salgados, panificação
6
industrial e confeitaria, além de multiuso em outras aplicações na indústria de
alimentos (COAMO, 2012).
O hidrogênio usado no processo deve ser de alta pureza (99,5% ou mais). O
monóxido de carbono, sulfeto de hidrogênio e, em menor grau, o vapor d'água,
agem como “venenos”, diminuindo gradativamente a atividade do catalizador, por
meio do “envenenamento” de seus centros ativos e, portanto, essas substâncias não
devem estar presentes durante o processo de hidrogenação. No processo, são
utilizados diferentes catalizadores que aumentam suas eficiência e rapidez. A
hidrogenação visa conservar o óleo de soja, por meio da eliminação das duplas
ligações entre os átomos de carbono dos ácidos graxos insaturados, que formam os
triglicerídeos que compõem o óleo, bem como dos ácidos graxos livres. Essas
duplas ligações constituem-se em pontos de oxidação dos óleos e sua conseqüente
rancificação. O óleo de soja hidrogenado constitui-se numa das matérias primas que
entram na formulação para a produção de margarinas (MANDARINO; ROESSING,
2001).
O índice de refração relaciona-se com o grau de insaturação. Conforme o
valor desde índice diminui, aumenta a saturação e o ponto de fusão do óleo. A
análise de índice de refração é utilizada como controle de processo quando a reação
de hidrogenação é realizada em escala industrial. É efetuada a retirada de amostras
em intervalos de tempo definidos e, através dessa análise, que está diretamente
relacionada ao índice de iodo, é possível saber o grau de hidrogenação em que se
encontra amostra (FREZZA et al., 1999).
O método mais conveniente de determinação do ponto final da reação é a
determinação do ponto de fusão ou ponto de gota. O método, porém fica menos
eficiente na medida em que a diferença entre este valor para a matéria prima e
produto final sejam muito próximos como no caso de gordura animal (RISSATO,
2008).
As análises físico-químicas, realizadas em diversas etapas do processo de
óleos e gorduras, têm como objetivo a verificação da qualidade da matéria prima,
bem como a padronização do produto final. Os resultados indicam a eficiência dos
equipamentos durante a industrialização, fornecendo também informações do
controle do processo.
7
O objetivo do trabalho foi realizar um comparativo entre as análises de índice
de iodo, ponto de gotejamento e índice de refração. Objetivou-se investigar a
correlação dos resultados de índice de refração com os respectivos resultados de
índice de iodo e ponto de gotejamento, para proposição de padrões de referência e
inserção desse procedimento no controle de qualidade da empresa Coamo
Agroindustrial Cooperativa.
2. DESCRIÇÃO DO LOCAL
O parque industrial da Coamo (Campo Mourão e Paranaguá) é composto por
cinco indústrias de esmagamento de soja, entre próprias e terceirizadas, cujas
capacidades de produção somadas são de seis mil toneladas/dia, resultando na
industrialização de dois milhões de toneladas de produtos/ano.
O complexo industrial é formado por uma refinaria de óleo de soja com
capacidade para 350 toneladas/dia; uma fábrica de gordura hidrogenada com
capacidade de 100 toneladas/dia; uma indústria de margarina com capacidade para
120 toneladas/dia; uma fiação de algodão com capacidade para 20 toneladas de
fio/dia e um moinho de trigo que, juntamente com mais uma unidade terceirizada,
industrializam 200 toneladas de trigo por dia. Desse parque industrial saem os
Alimentos Coamo: margarinas Coamo, Família, Primê, e óleo refinado de soja,
farinha de trigo, gordura vegetal e café torrado, moído e a vácuo com a marca
Coamo, além das commodities farelo e óleo degomado de soja.
Os produtos Coamo são comercializados nos mercados interno e externo,
com qualidade reconhecida, graças à observância de rigorosos padrões de controle
de produção, como os programas ISO 9000, BPF/APPCC, sistemas certificados
internacionalmente para segurança alimentar.
A assessoria da garantia da qualidade conta com os seguintes laboratórios:
análises microbiológicas, análises de trigo e físico-químicas, o estágio foi realizado
no laboratório físico químico, atendendo as análises do processo de hidrogenação e
desodorização da refinaria de óleo.
O laboratório de análises físico-químicas conta com os seguintes
equipamentos: (FEMTO 700 plus) espectrofotometria, (VARIAN 3900) cromatógrafo
a gás, (Bruker Minispec Plus) Ressonância Nuclear Magnética, (FANEM) estufas,
8
capelas, tituladores digitais e um aparelho com o sistema térmico de gotejamento
(Mettler FP90 Processor), Refratômetro (ATAGO – 2T) (COAMO, 2011).
3. ATIVIDADES DESENVOLVIDAS
As atividades foram desenvolvidas no Laboratório de controle de qualidade
físico-químicas da Indústria Coamo. As análises de índice de iodo, ponto de gota e
índice de refração foram realizadas com anotação dos resultados para verificação
das correlação entre os procedimentos. Outras análises ainda foram realizadas em
acompanhamento da equipe técnica para ciência e treinamento sendo que, por isso,
não serão apresentados os resultados obtidos.
A seguir apresentam-se os procedimentos realizados.
3.1. Amostragem
As amostras de gordura estudadas foram gordura hidrogenada e
desodorizada especificações Fry 810 e Mass 700. Todas foram oriundas do
processamento do óleo de soja.
A coleta das amostras foi realizada por funcionários treinados do
departamento de refinaria de óleo. O procedimento consistiu em coletas de
aproximadamente 300 mL da amostra, diariamente, de lotes diferenciados, variando
de 15 a 20 coletas em conformidade com a necessidade do processo. As amostras
foram submetidas às análises de controle de qualidade, conforme descrito nos itens
a seguir, sendo amostras de lotes diferentes.
3.2. Controle de Qualidade da Gordura Hidrogenada e Desodorizada Fry 810
e Mass 700.
O padrão de qualidade estabelecido pela empresa pode ser visualizado na
Tabela 1.
9
Tabela 1: Padrão das gorduras
Tipo Gordura Ind. Iodo (%) Ponto de Gota (°C)
Padrão
Gord. Hidrogenada Mass 700 65 a 75 38 a 42
Gord. Desodorizada Mass 700
Gord. Hidrogenada Fry 810 80 a 90 28 a 32
Gord. Desodorizada Fry 810
Fonte: (COAMO, 2012)
3.2.1. Determinação do ponto de gotejamento
A análise foi realizada de acordo com a metodologia AOCS Cc 18-80 (2009),
no aparelho METTLER FP90 PROCESSOR (Figura 1).
Figura 1: Mettler Fp90 Processo (METTLER TOLEDO, 2012)
O ponto de gotejamento de uma gordura ou óleo é a temperatura na qual a
amostra se tornará fluida para escoar sob as condições do ensaio.
3.2.2. Determinação do índice de iodo
A análise foi realizada de acordo com a metodologia da American Oils
Chemist’ Society AOCS Cd 1b-87. Adiciona-se iodo na amostra com solução de Wijs
e o excesso de iodo é titulado com solução de tiossulfato de sódio 0,1 N
10
padronizado. O método determina o grau de insaturação de óleos e gorduras, com
resultado expresso em gramas de iodo absorvidos por 100 gramas de amostra (%
iodo absorvido) de acordo com o cálculo:
(B - S) x N x 12,69
M
Onde:
B = volume da solução titulante, em mL do branco;
S = volume da solução titulante, em mL da amostra;
N = normalidade da solução de tiossulfato de sódio;
M = massa da amostra, em g.
3.2.3. Determinação do índice de refração
A análise foi realizada de acordo com a metodologia American Oils Chemist’
Society AOCS Cc 7-25. O índice de refração de uma substância é a razão entre a
velocidade da luz no vácuo à velocidade da luz no substância. Para as medições
práticas, incluindo este método, as escalas de instrumentos padrão indicam os
índices de refração em relação ao ar, em vez de vácuo. O índice de refração de
óleos é característico dentro de certos limites para cada tipo de óleo. É relacionada
com o grau de insaturação, mas que é afetada por fatores como o teor de ácidos
graxos livres, a oxidação e o tratamento térmico.
3.3. Outras análises realizadas com acompanhamento da equipe
3.3.1. Determinação do índice de acidez
A análise foi realizada de acordo com a metodologia American Oils Chemist’
Society AOCS Ca 5a-40, sendo determinado via titulação. O índice de acidez é dado
pelo número de miligramas de hidróxido de potássio necessários para neutralizar os
ácidos graxos livres de um grama de amostra. O resultado, expresso em graus de
acidez na amostra, é calculado por:
(A – B) x N x 56,1
M
11
Onde:
B = volume da solução padrão de álcali usado na titulação, em mL do branco;
A = volume da solução padrão de álcali usado na titulação, em mL da amostra;
N = normalidade da solução padrão do álcali (hidróxido de potássio 0,1N);
M = massa da amostra, em g.
3.3.2. Determinação de sabões
A análise foi realizada de acordo com a metodologia American Oils Chemist’
Society AOCS Cd 3e-02. Este método determina a alcalinidade (proporção de álcali)
em um óleo ou gordura por titulação com ácido clorídrico 0,01 mol/L, expresso em
partes por milhão (ppm) de sabões.
3.3.3. Umidade
A análise foi realizada de acordo com a metodologia American Oils Chemist’
Society AOCS Ba 2a-38. Utilizou-se estufa FANEM a 130 ºC.
Este método permite determinar a porcentagem de umidade do produto
especificado, e qualquer material que seja volátil nas condições do ensaio.
4. RESULTADOS E DISCUSSÃO
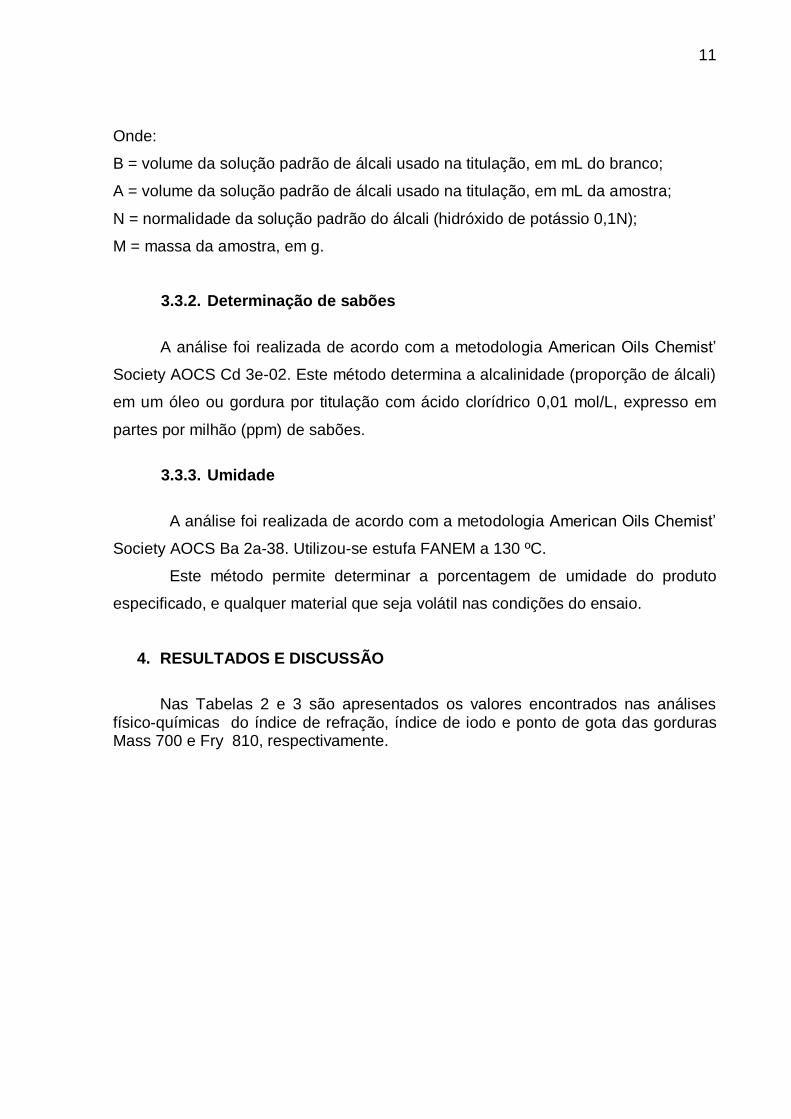
Nas Tabelas 2 e 3 são apresentados os valores encontrados nas análises físico-químicas do índice de refração, índice de iodo e ponto de gota das gorduras Mass 700 e Fry 810, respectivamente.
12
Tabela 2: Propriedades físico-químicas da gordura Mass 700.
Tipo Gordura Banho
(°C) Ind. Iodo
(%) P. de Gota
(°C) I. Refração
Gord. Hidrogenada Mass 700 45 63,50 43,9 1,670
Gord. Hidrogenada Mass 700 45 61,00 42,5 1,519
Gord. Hidrogenada Mass 700 45 75,21 39,1 1,520
Gord. Hidrogenada Mass 700 45 64,68 42,6 1,455
Gord. Hidrogenada Mass 700 45 62,68 43,4 1,456
Gord. Hidrogenada Mass 700 45 75,60 41,6 1,459
Gord. Desodorizada Mass 700 45 65,00 43,3 1,457
Gord. Desodorizada Mass 700 45 70,48 42,6 1,457
Gord. Desodorizada Mass 700 45 64,10 43,2 1,457
Gord. Desodorizada Mass 700 45 68,00 41,6 1,460 PADRAO 65 a 75 38 a 42 Não definido
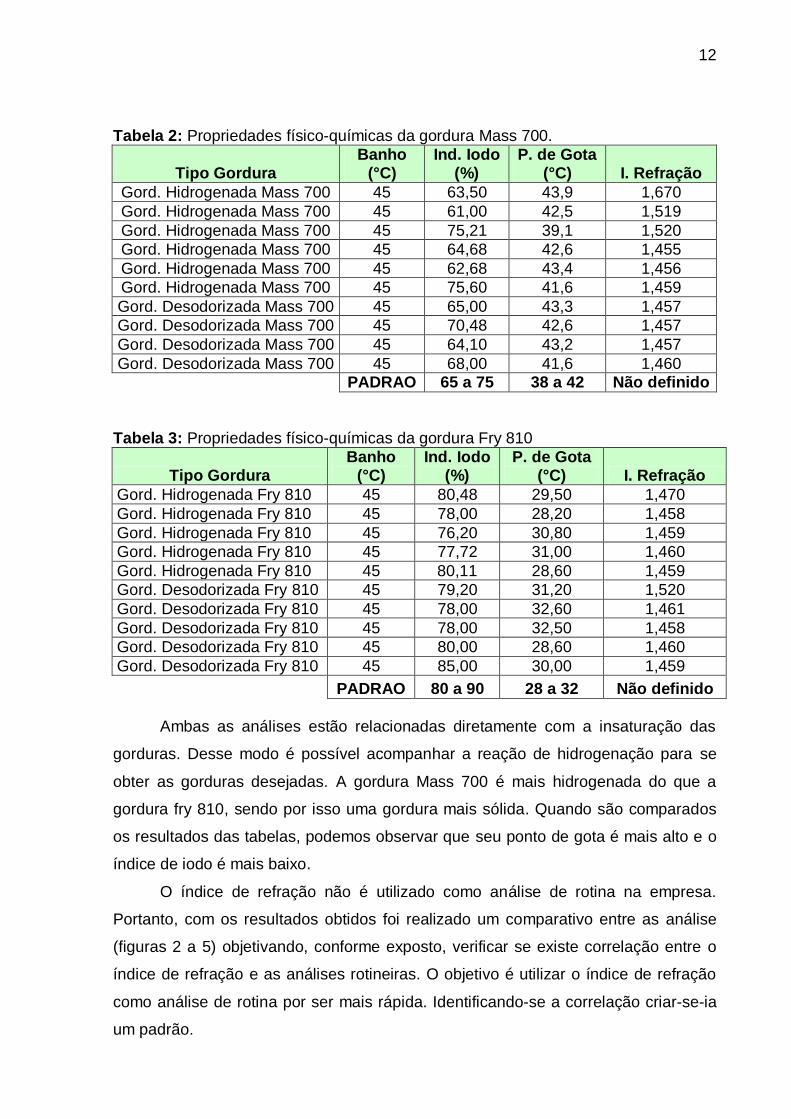
Tabela 3: Propriedades físico-químicas da gordura Fry 810
Tipo Gordura Banho
(°C) Ind. Iodo
(%) P. de Gota
(°C) I. Refração
Gord. Hidrogenada Fry 810 45 80,48 29,50 1,470
Gord. Hidrogenada Fry 810 45 78,00 28,20 1,458
Gord. Hidrogenada Fry 810 45 76,20 30,80 1,459
Gord. Hidrogenada Fry 810 45 77,72 31,00 1,460
Gord. Hidrogenada Fry 810 45 80,11 28,60 1,459
Gord. Desodorizada Fry 810 45 79,20 31,20 1,520
Gord. Desodorizada Fry 810 45 78,00 32,60 1,461
Gord. Desodorizada Fry 810 45 78,00 32,50 1,458
Gord. Desodorizada Fry 810 45 80,00 28,60 1,460
Gord. Desodorizada Fry 810 45 85,00 30,00 1,459
PADRAO 80 a 90 28 a 32 Não definido
Ambas as análises estão relacionadas diretamente com a insaturação das
gorduras. Desse modo é possível acompanhar a reação de hidrogenação para se
obter as gorduras desejadas. A gordura Mass 700 é mais hidrogenada do que a
gordura fry 810, sendo por isso uma gordura mais sólida. Quando são comparados
os resultados das tabelas, podemos observar que seu ponto de gota é mais alto e o
índice de iodo é mais baixo.
O índice de refração não é utilizado como análise de rotina na empresa.
Portanto, com os resultados obtidos foi realizado um comparativo entre as análise
(figuras 2 a 5) objetivando, conforme exposto, verificar se existe correlação entre o
índice de refração e as análises rotineiras. O objetivo é utilizar o índice de refração
como análise de rotina por ser mais rápida. Identificando-se a correlação criar-se-ia
um padrão.
13
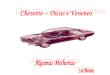
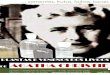
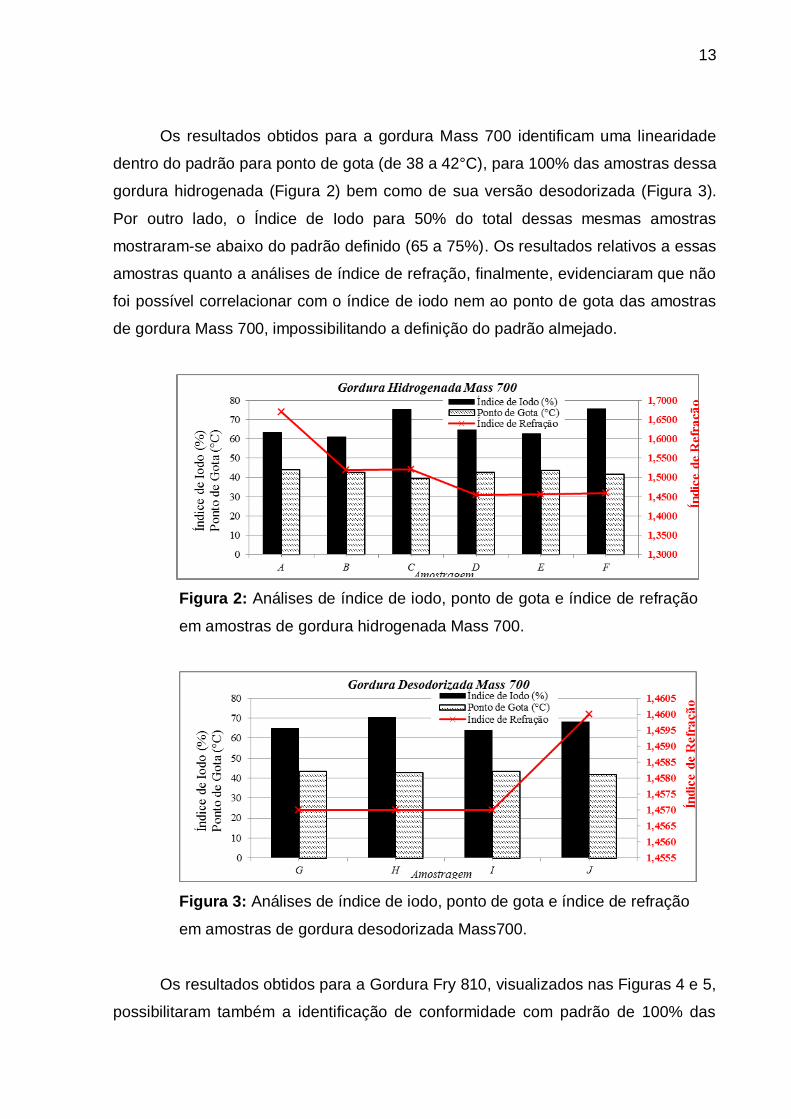
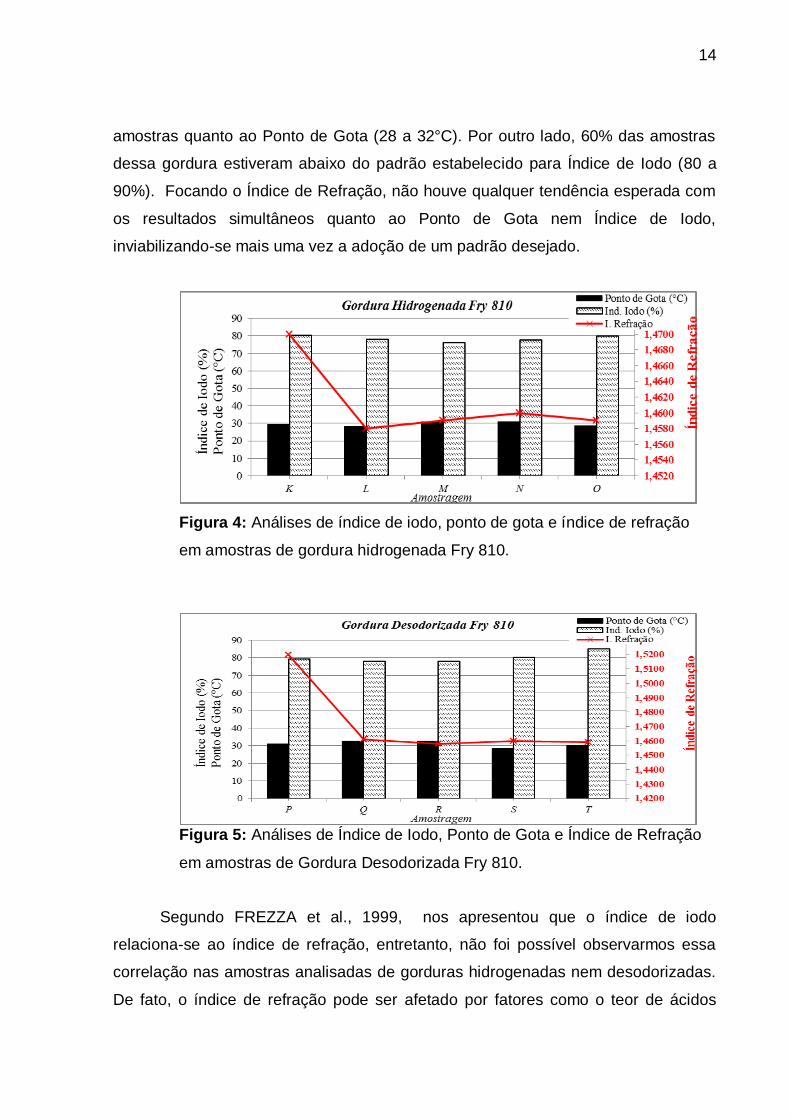
Os resultados obtidos para a gordura Mass 700 identificam uma linearidade
dentro do padrão para ponto de gota (de 38 a 42°C), para 100% das amostras dessa
gordura hidrogenada (Figura 2) bem como de sua versão desodorizada (Figura 3).
Por outro lado, o Índice de Iodo para 50% do total dessas mesmas amostras
mostraram-se abaixo do padrão definido (65 a 75%). Os resultados relativos a essas
amostras quanto a análises de índice de refração, finalmente, evidenciaram que não
foi possível correlacionar com o índice de iodo nem ao ponto de gota das amostras
de gordura Mass 700, impossibilitando a definição do padrão almejado.
Figura 2: Análises de índice de iodo, ponto de gota e índice de refração
em amostras de gordura hidrogenada Mass 700.
Figura 3: Análises de índice de iodo, ponto de gota e índice de refração
em amostras de gordura desodorizada Mass700.
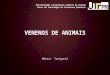
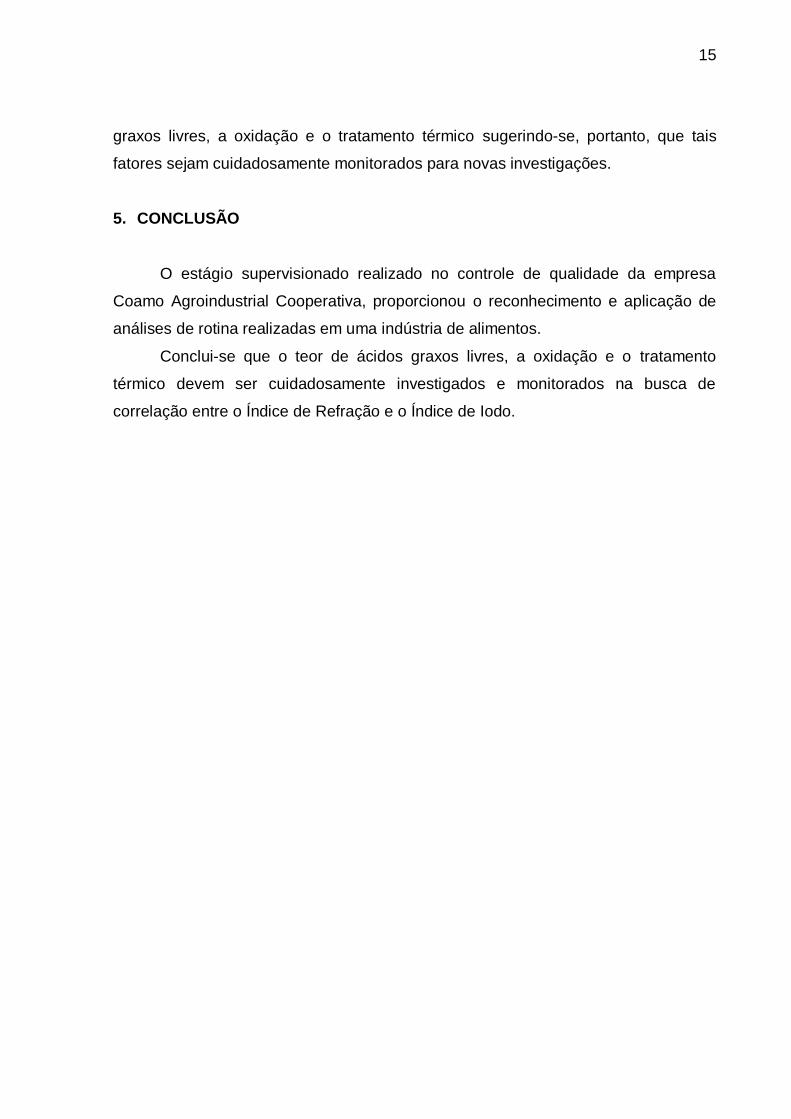
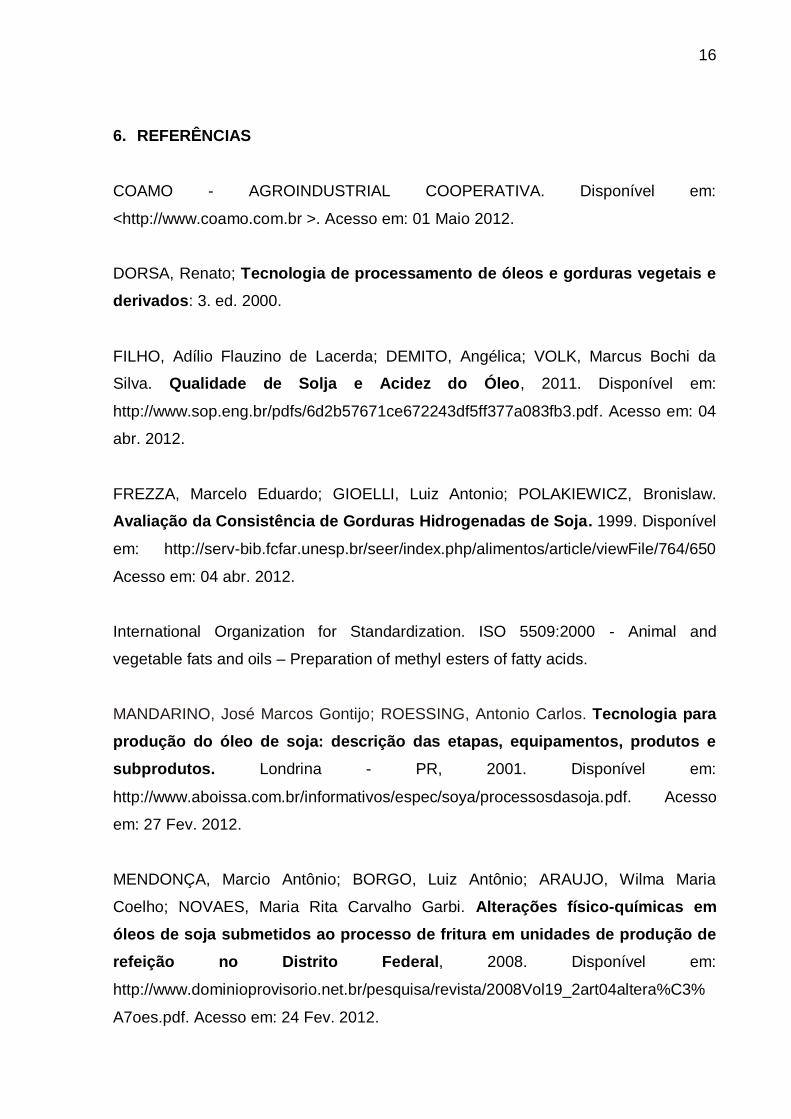
Os resultados obtidos para a Gordura Fry 810, visualizados nas Figuras 4 e 5,
possibilitaram também a identificação de conformidade com padrão de 100% das
14
amostras quanto ao Ponto de Gota (28 a 32°C). Por outro lado, 60% das amostras
dessa gordura estiveram abaixo do padrão estabelecido para Índice de Iodo (80 a
90%). Focando o Índice de Refração, não houve qualquer tendência esperada com
os resultados simultâneos quanto ao Ponto de Gota nem Índice de Iodo,
inviabilizando-se mais uma vez a adoção de um padrão desejado.
Figura 4: Análises de índice de iodo, ponto de gota e índice de refração
em amostras de gordura hidrogenada Fry 810.
Figura 5: Análises de Índice de Iodo, Ponto de Gota e Índice de Refração
em amostras de Gordura Desodorizada Fry 810.
Segundo FREZZA et al., 1999, nos apresentou que o índice de iodo
relaciona-se ao índice de refração, entretanto, não foi possível observarmos essa
correlação nas amostras analisadas de gorduras hidrogenadas nem desodorizadas.
De fato, o índice de refração pode ser afetado por fatores como o teor de ácidos
15
graxos livres, a oxidação e o tratamento térmico sugerindo-se, portanto, que tais
fatores sejam cuidadosamente monitorados para novas investigações.
5. CONCLUSÃO
O estágio supervisionado realizado no controle de qualidade da empresa
Coamo Agroindustrial Cooperativa, proporcionou o reconhecimento e aplicação de
análises de rotina realizadas em uma indústria de alimentos.
Conclui-se que o teor de ácidos graxos livres, a oxidação e o tratamento
térmico devem ser cuidadosamente investigados e monitorados na busca de
correlação entre o Índice de Refração e o Índice de Iodo.
16
6. REFERÊNCIAS
COAMO - AGROINDUSTRIAL COOPERATIVA. Disponível em:
<http://www.coamo.com.br >. Acesso em: 01 Maio 2012.
DORSA, Renato; Tecnologia de processamento de óleos e gorduras vegetais e
derivados: 3. ed. 2000.
FILHO, Adílio Flauzino de Lacerda; DEMITO, Angélica; VOLK, Marcus Bochi da
Silva. Qualidade de Solja e Acidez do Óleo, 2011. Disponível em:
http://www.sop.eng.br/pdfs/6d2b57671ce672243df5ff377a083fb3.pdf. Acesso em: 04
abr. 2012.
FREZZA, Marcelo Eduardo; GIOELLI, Luiz Antonio; POLAKIEWICZ, Bronislaw.
Avaliação da Consistência de Gorduras Hidrogenadas de Soja. 1999. Disponível
em: http://serv-bib.fcfar.unesp.br/seer/index.php/alimentos/article/viewFile/764/650
Acesso em: 04 abr. 2012.
International Organization for Standardization. ISO 5509:2000 - Animal and
vegetable fats and oils – Preparation of methyl esters of fatty acids.
MANDARINO, José Marcos Gontijo; ROESSING, Antonio Carlos. Tecnologia para
produção do óleo de soja: descrição das etapas, equipamentos, produtos e
subprodutos. Londrina - PR, 2001. Disponível em:
http://www.aboissa.com.br/informativos/espec/soya/processosdasoja.pdf. Acesso
em: 27 Fev. 2012.
MENDONÇA, Marcio Antônio; BORGO, Luiz Antônio; ARAUJO, Wilma Maria
Coelho; NOVAES, Maria Rita Carvalho Garbi. Alterações físico-químicas em
óleos de soja submetidos ao processo de fritura em unidades de produção de
refeição no Distrito Federal, 2008. Disponível em:
http://www.dominioprovisorio.net.br/pesquisa/revista/2008Vol19_2art04altera%C3%
A7oes.pdf. Acesso em: 24 Fev. 2012.
17
METLLER TOLEDO, 2012. Disponível em:
http://us.mt.com/us/en/home/products/Laboratory_Analytics_Browse/FP_family_brow
se/FP_measuring_cell_browse.html. Acesso em: 02 Nov. 2012.
MORETTO, Eliane; FETT, Roseane; Tecnologia de óleos e gorduras vegetais na
indústria de alimentos; São Paulo: Varela, 1998.
REDA, Seme Yousself; CARNEIRO, Paulo I. Borba. Óleos e Gorduras: Aplicações e
implicações. Revista Analytica. Nº 27. 2007. Disponível em:
http://www.revistaanalytica.com.br/ed_anteriores/27/art07.pdf. Acesso em: 24 Fev.
2012
Resolução RDC nº 360, de 23 de dezembro de 2003, da ANVISA, estabelece o
Regulamento Técnico sobre Rotulagem Nutricional de Alimentos Embalados e torna
obrigatória a rotulagem nutricional.
Resolução RDC nº 270, de 22 de setembro de 2005, da ANVISA, aprova o
regulamento técnico para óleos vegetais, gorduras vegetais e creme vegetal.
RISSATO, Sandra Regina; Lipídios: Hidrogenação, Interesterificação e
Fracionamento. Aditivos & Ingredientes. Disponível em:
<http://www.insumos.com.br/aditivos e ingredientes/materias/86.pdf> .Acesso em: 04
Mar. 2011
SANIBAL, Elaine Abrão; FILHO, Jorge Mancini. Perfil de ácidos graxos trans de
óleo e gordura hidrogenada de soja no processo de fritura. Ciênc. Tecnol.
Aliment. 2004, vol.24, n.1, pp. 27-31. Disponível em:
http://www.scielo.br/scielo.php?pid=S0101-20612004000100006&script=sci_arttext.
Acesso em: 27 Fev. 2012.

18
SOARES, Fabiana A.S.D.M; Efeito da Interesterificação química sobre as
propriedades físico-químicas de misturas de estearina e oleína de palma.
Disponível em:
<http://www.teses.usp.br/teses/disponiveis/9/9133/tde.../FABIANASOARES.pdf>
Acesso em: 21 Abr. 2011.