Embed Size (px)
Citation preview

SIMULAÇÃO NUMÉRICA DA DISTRIBUIÇÃO DE TEMPERATURA EM
PROCESSO DE SOLDAGEM DE UM AÇO API 5L X80
Diego David Silva Diniz, [email protected]
1
Raphael Henrique Falcão de Melo, [email protected]
Bruno Allison Araújo, [email protected]
Antonio Almeida Silva, [email protected]
Theophilo Moura Maciel, [email protected]
Neilor César dos Santos, [email protected]
1,2,3,4,5
Universidade Federal de Campina Grande. Av. Aprigio Veloso, 882, Bodocongó, 58429-900, Campina Grande,
PB, Brasil 6Instituto Federal de Educação da Paraíba. Av. 1º de Maio, 720, Jaguaribe, 58.015-430, João Pessoa – PB, Brasil
Resumo: Em juntas soldadas, muitas são as alterações metalúrgicas sofridas pelos materiais quando submetidos a um
ciclo térmico, destacando-se, por exemplo, o surgimento de tensões residuais. Estas tensões surgem após o processo
de soldagem exercendo uma considerável influência sobre as características de serviço das estruturas soldadas e seu
controle permite evitar possíveis falhas. Diferentes técnicas são utilizadas para verificar o estado de tensões residuais
na região da solda. Na fase de projeto, uma dessas alternativas seria o emprego de simulação via métodos
computacionais. Para isso, é necessário determinar a distribuição de temperatura na junta, Para isso, é necessário
determinar a distribuição de temperatura na junta, pois o conhecimento da distribuição do campo de temperaturas é
fundamental para se predizer os níveis de tensões residuais decorrentes dos processos de soldagem. A fim de avaliar
este campo de temperatura, foi utilizado neste trabalho o software comercial ABAQUS®, baseado no Método dos
Elementos Finitos (MEF) para análise de uma junta soldada de aço API 5L X80. Foram considerados fenômenos
complexos que tornam a modelagem matemática do processo de soldagem mais robusta, tais como: variação das
propriedades físicas e mecânicas dos materiais em função da temperatura, a transitoriedade e rapidez do processo de
soldagem e os diferentes mecanismos de troca de calor com o meio (convecção e radiação). A fonte de calor analítica
utilizada neste estudo foi do tipo dupla elipsóide proposta por Goldak para modelar o aporte de calor. Foi possível
determinar os campos de temperaturas decorrentes de diferentes simulações de condições de soldagem, onde foi
verificado que associados à maiores energias de soldagem obteve-se maiores temperaturas e menores taxas de
resfriamento. Esse estudo servirá de base para determinar as tensões residuais que causam diversos inconvenientes na
fabricação de equipamentos e estruturas, como formação de trincas em soldas, corrosão sob tensão, fragilização por
hidrogênio, instabilidade dimensional.
Palavras-chave: ciclo térmico, distribuição de temperaturas, tensões residuais, Método dos Elementos Finitos.
1. INTRODUÇÃO
A soldagem é um processo de união de materiais confiável e eficiente, desde que obedecidos os requisitos
essenciais a cada processo. Devido à intensa concentração de calor na soldagem, as regiões próximas à fonte de calor
sofrem severos ciclos térmicos, que causam aquecimento e resfriamento não uniforme no material, gerando
deformações plásticas não-homogêneas e tensões residuais na solda. A presença de tensões residuais pode ter
importância significativa para o desempenho da junta soldada. Sendo as tensões residuais trativas, estas podem
aumentar a susceptibilidade da junta a fenômenos como fadiga, corrosão sob tensão e fragilização por hidrogênio
(Murugan et al., 2001).
Muitos fenômenos associados à soldagem podem ser avaliados mediante o conhecimento dos ciclos térmicos de
soldagem empregados durante a execução do processo. Este ciclo térmico pode ser obtido experimentalmente, ou
estimado por meio de métodos numéricos ou computacionais. O primeiro passo na criação de uma estratégia de
simulação de soldagem eficiente é computar com precisão os campos de temperaturas devido à fonte de calor utilizada,
pois a temperatura tem efeito de primeira ordem sobre a microestrutura, deformação, tensão, enquanto que estes efeitos
têm, em sua maioria, um efeito de segunda ordem sobre os campos de temperatura (Kamala e Goldak, 1993).

V I I C o n gr e s s o Na c i o na l d e E n g e n har i a M e c â ni c a , 31 d e j u lh o a 0 3 d e Ag o s t o 2 01 2 , S ã o L u i s - M ar a n h ã o
As tensões residuais e deformações induzidas por soldagem são altamente sensíveis a gradientes de temperatura, o
qual, por sua vez, é função da energia total aplicada a solda e a distribuição de temperatura dentro da solda. Isto gera
requerimentos críticos para a determinação de gradientes de temperaturas realísticos na junta soldada. Portanto, um
modelamento preciso e cuidadoso da fonte de calor em movimento, é de fundamental importância quando da captura
exata da distribuição de temperatura e, consequentemente, imperfeições induzidas por soldagem como tensões
residuais, deformações e trincas, etc (Quresh, 2008)
Para a resolução do problema térmico, inicialmente eram propostos métodos analíticos, como os que foram
propostos por Rosenthal em 1941, onde se considerava uma fonte de calor concentrada (pontual ou linear). Rosenthal
propôs as seguintes hipóteses simplificadoras para as soluções analíticas: A fonte de calor (linear, pontual) se
deslocando a uma velocidade constante ao longo de uma chapa, as propriedades físicas da peça são constantes, as
perdas de calor das superfícies do meio condutor para a atmosfera são desprezíveis, a soldagem é suficientemente longa
para se atingir o estado quase-estacionário (distribuição de temperaturas constante para o observador que se movimenta
junto com a fonte de calor) e as transformações de fase são desprezíveis (Ramanzini et al, 2006 e Goyal et al 2009).
Eagar e Tsai (1983) apresentaram uma solução para uma fonte de calor movimentando-se sobre uma placa semi-
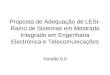
infinita. Esta distribuição de calor teórica proporcionou a primeira estimativa da geometria da poça de fusão. Goldak
(1984) introduziu o conceito de uma fonte de calor tridimensional duplo-elipsoidal, conforme apresentado na Fig. (1).
Figura 1: Representação esquemática da fonte dupla elipsóide (Goldak & Akhlaghi, 2005).
Os valores das intensidades de calor da fonte de Goldak são definidas analiticamente pelas Eq. (1) e (2):
2
2
2
2
2
2 3exp
3exp
3exp36,,
c
z
b
y
a
x
bca
UIfzyxq
ff
ff
(1)
2
2
2
2
2
2 3exp
3exp
3exp36,,
c
z
b
y
a
x
bca
UIfzyxq
rr
rr
(2)
Onde qf e qr são as distribuições volumétrica de energia antes e após a tocha [W.m-3
], ff e fr são as repartições de energia
antes e após a tocha; af e ar são os comprimentos da poça de fusão antes e após a tocha [m]; b é a semi-largura da poça
de fusão [m] e c é a profundidade da zona fundida [m], conforme mostrado na Fig.(1).
Os parâmetros U, I, η estão ligados diretamente ao procedimento de soldagem, enquanto que b e c são os
parâmetros geométricos da fonte e podem ser determinados por exame metalográfico. Os outros parâmetros af, ar, ff e fr
(ff e fr=2,0), são obtidos com a ajuda dos parâmetros b e c. Na ausência de melhores dados, a distância a frente da fonte
de calor é igual à metade da largura da solda e a distância atrás da fonte de calor é igual a duas vezes a largura,
conseguindo-se desta forma boa aproximação (Goldak et al., 1984).
O estudo da distribuição de temperaturas decorrentes de processos de soldagem se faz necessário. A partir das
considerações feitas, o objetivo deste trabalho é avaliar os campos de temperaturas decorrentes do processo de
soldagem por eletrodo revestido (Shielded Metal Arc Welding – SMAW) em juntas de aço API 5L X80. Para tanto, será
realizado o estudo da fonte de calor em um passe de deposição sobre uma chapa por meio do uso de um software
comercial ABAQUS®, baseado no Método dos Elementos Finitos (MEF). Tal trabalho constitui etapa prévia da
determinação por simulação, e experimentalmente, das tensões residuais e susceptibilidade à fragilização por hidrogênio
de juntas soldadas de um aço API 5L X80, pois estudos sobre características de distribuição de temperatura e histórico
térmico da junta são essenciais e são pré-requisitos para o estudo do controle de mecanismos de tensões residuais e
distorções decorrentes de processos de soldagem (Kermanpur et al., 2008).
2. MATERIAIS E METODOLOGIA

V I I C o n gr e s s o Na c i o na l d e E n g e n har i a M e c â ni c a , 31 d e j u lh o a 0 3 d e Ag o s t o 2 01 2 , S ã o L u i s - M ar a n h ã o
Para a simulação considera-se a deposição de um passe sobre a chapa de um aço API 5L X80 (Ver composição
química na Tab. (1) com dimensões de 120 mm x 360 mm x 17 mm de espessura com deposição realizada pelo
processo SMAW com parâmetros de soldagem apresentados na Tab. (2) e uma eficiência do processo de 80%. A duas
primeiras condições de soldagem (A e B) apresentam as mesmas energias de soldagem (H), diferenciando-se apenas as
temperaturas iniciais das chapas, onde na condição B simula-se a deposição de um cordão sobre uma chapa com
temperatura inicial de 175ºC, temperatura esta muito empregada como sendo temperatura de interpasse em soldagem de
aços API. As duas condições B e C diferem-se pelo emprego de uma maior velocidade de soldagem empregada na
condição C, onde será verificada a influência da velocidade sobre os valores de maiores temperaturas atingidas pela
junta e o efeito da velocidade sobre as isotermas ao longo da deposição do cordão.
Tabela 1: Composição química do aço API 5L X80.
Porcentagem (%) em peso
C n Si P S Ni Mo Al Cr V Cu
0,084 1,61 0,23 0,01 0,011 0,17 0,17 0,035 0,135 0,015 0,029
Tabela 2: Parâmetros de soldagem empregados.
Condição I(A) U(V) v(mm/s) H(KJ/cm) T0 (ºC)
A 130,8 19,73 2,09 9,87 25
B 130,8 19,73 2,09 9,87 175
C 130,8 19,73 5,00 4,12 175
As simulações computacionais foram realizadas por meio do software comercial ABAQUS®, baseado o Método
dos Elementos Finitos (MEF). A análise da transferência de calor na soldagem foi realizada considerando-se uma
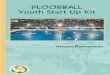
análise 3D na chapa de aço API 5L X80. Nesta etapa, considerou-se uma chapa como sendo discretizada com elementos
DC3D8, tendo a malha um gradiente no tamanho dos elementos, na direção x, sendo um maior refino na região da Zona
Fundida (ZF) e Zona Termicamente Afetada (ZTA), conforme pode ser observado na Fig. (2). . De modo a se ter um
ganho em tempo computacional, no presente trabalho foi considerado metade da junta soldada, dessa forma a análise foi
conduzida utilizando simetria geométrica e simetria de carregamento.
Figura 2: Malha empregada na simulação.
A dependência das propriedades físicas com a variação da temperatura foi considerada. Devido ao fato de se ter
poucas informações das propriedades físicas do aço API 5L X80 com a temperatura, esses dados foram considerados
como sendo de um aço de baixo ter de carbono, tal qual o presente aço em estudo (Cho e Kim, 2002).
Durante a soldagem, a equação governante para a análise de transferência de calor transiente é dada por:
),,,(),,,(.),,,( tzyxQtzyxqtzyxt
Tc
(6)
Onde ρ é a densidade do material [Kg.m-3
], c é o calor específico [J.Kg-1
.ºC-1
], T é a temperatura [ºC], q é o vetor fluxo
de calor [W.m-2
], Q é a taxa de geração de energia interna [W.m-3
], x,y e z são as coordenadas no sistema de referência
[m], t é o tempo [s] e ∇ é o operador gradiente.
Neste estudo, o calor em movimento é aplicado como uma fonte de calor volumétrica com uma distribuição duplo-
elipsoidal proposta por Goldak (1984), a qual é expressa pelas equações expressas anteriormente (Eqs. 1 e 2).

V I I C o n gr e s s o Na c i o na l d e E n g e n har i a M e c â ni c a , 31 d e j u lh o a 0 3 d e Ag o s t o 2 01 2 , S ã o L u i s - M ar a n h ã o
As perdas de calor devido à convecção são consideradas para todas as superfícies da chapa, excetuando-se a parte
de baixo da chapa, condição esta como sendo as empregadas em laboratório, onde as chapas são posicionadas sobre
base, impedindo-se, desta forma, o seu contato com o meio. Essa perda de calor por convecção (qc) é considerada
baseadas na lei de Newton:
)( 0TThq surfc (7)
Onde hf é o coeficiente de convecção [W.m-2
.ºC-1
], Tsur é a temperatura superficial [ºC] e T0 é a temperatura ambiente
[ºC]. Neste estudo, a variação do coeficiente de convecção em função da temperatura foi considerada e a temperatura
ambiente foi assumida como sendo 25ºC.
As perdas de calor por radiação (qr) são consideradas sobre as superfícies da chapa pelo uso da lei de Stefan-
Boltzman:
)( 40
4 TTq surr (8)
Onde ε é a emissividade e σ e a constante de Stefan-Boltzman. No presente estudo a emissividade e a cosntante de
Stefan-Boltzman foram consderadas como sendo 0,77 e 8.6797E-008 Wm2 K
4, respectivamente.
Conforme já mencionado anteriormente a dependência das propriedades físicas em relação à mudança de
temperatura foi considerada. Tais valores são apresentados na Tab. (3).
Tabela 3: propriedades físicas utilizadas
T
(°C)
K
(W/m/°C)
C
(J/kg/°C)
hf
(W/m2/°C)
0 52 500 2,5
200 50 550 6,5
400 43 600 7
600 37 800 7,5
800 26 950 8
1000 28 950 8,2
1200 30 950 8,4
1400 33 950 8,6
1600 120 950 9,2
1800 120 950 9,2
2000 120 950 9,2
Para representar as condições de soldagem desejadas considerando-se a geometria da fonte empregada, foi
desenvolvida uma sub-rotina DFLUX, em Fortran. A partir do desenvolvimento de tal recurso, podem-se obter
diferentes condições de soldagem por meio da variação de parâmetros, como: corrente, tensão, velocidade, temperatura
inicial da chapa, temperatura de interpasse. Além disso, utilizaram-se os parâmetros dimensionais de solda como é
mostrado na Tab. (4) seguindo as variáveis mostradas na Fig. (1). Esses parâmetros foram medidos experimentalmente,
através de uma seção transversal da chapa soldada.
Tabela 4: Parâmetros dimensionais do cordão de solda.
Parâmetros
dimensionais da
solda
af
(mm)
ar
(mm)
b
(mm)
c
(mm)
3 12 6 3,5
3. RESULTADOS E DISCUSSÕES
As Figs. (3), (4) e (5) apresentam os resultados da simulação da evolução da temperatura no decorre do processo de
soldagem para as três condições de soldagem adotadas (Tabela 2).

V I I C o n gr e s s o Na c i o na l d e E n g e n har i a M e c â ni c a , 31 d e j u lh o a 0 3 d e Ag o s t o 2 01 2 , S ã o L u i s - M ar a n h ã o
(a) (b)
Figura 3: Evolução do campo de temperatura para a condição de soldagem A.
(a) (b)
Figura 4: Evolução do campo de temperatura para a condição de soldagem B.

V I I C o n gr e s s o Na c i o na l d e E n g e n har i a M e c â ni c a , 31 d e j u lh o a 0 3 d e Ag o s t o 2 01 2 , S ã o L u i s - M ar a n h ã o
(a) (b)
Figura 5: Evolução do campo de temperatura para a condição de soldagem C.
Na condição de soldagem A é possível verificar, conforme Fig. (3), que no instante em que a fonte de calor atinge a
metade da chapa a temperatura na poça de fusão é de aproximadamente 2641ºC. Pode-se perceber claramente a
distribuição de calor ao longo da chapa pelas isotermas que são alongadas no sentido da direção de soldagem. Para a
condição de soldagem B, devido ao emprego de uma temperatura inicial da chapa de 175ºC, as temperaturas máximas
atingidas durante a soldagem são maiores, embora a energia de soldagem seja a mesma. O estudo da distribuição de
temperaturas da chapa com temperatura inicial de 175ºC é realizado no intuito de se simular ciclos térmicos em
temperaturas de interpasse de 175ºC, temperatura essa considerada como sendo ideal do ponto de vista das alterações
metalúrgicas sofridas pela junta soldada (Soares, 2011).
Verificando-se a condição de soldagem C é possível observar o maior alongamento das isotermas de temperatura ao
longo do cordão de solda, além disso, as temperaturas máximas atingidas pela junta nesta condição (C) são menores que
as outras condições. Isso se deve principalmente ao efeito da maior energia de soldagem associada às condições de
soldagem B e C.
O efeito do emprego de uma maior velocidade na energia de soldagem empregada pode ser verificado nas Figs. (6)
e (7).
Figura 6: Evolução da temperatura ao longo da linha de solda na condição B.

V I I C o n gr e s s o Na c i o na l d e E n g e n har i a M e c â ni c a , 31 d e j u lh o a 0 3 d e Ag o s t o 2 01 2 , S ã o L u i s - M ar a n h ã o
Figura 7: Evolução da temperatura ao longo da linha de solda na condição C.
Nas Figuras apresentadas confirma-se o que foi mencionado anteriormente, menores temperaturas estão associadas
a menores energias de soldagem. Estas Figuras (6 e 7) representam a distribuição de temperaturas ao longo da soldagem
em um determinado instante t.
Considerando-se as alterações microestruturas sofridas por uma junta soldada, é de fundamental importância o
conhecimento dos ciclos térmicos de correntes das deposições dos passes de soldagem (Maciel, 1994). Neste estudo de
simulação para determinação dos campos de temperaturas em junta soldada, foram examinados ciclos térmicos
associados a diferentes energias de soldagem (condições de soldagem B e C), conforme pode ser verificado pelas Figs.
(8) e (9).
Figura 8: Ciclo térmico no ponto a 12mm do início da soldagem (Condição B).

V I I C o n gr e s s o Na c i o na l d e E n g e n har i a M e c â ni c a , 31 d e j u lh o a 0 3 d e Ag o s t o 2 01 2 , S ã o L u i s - M ar a n h ã o
Figura 9: Ciclo térmico no ponto a 12mm do início da soldagem (Condição C).
Conforme pode ser observado, na simulação com aplicação de uma maior energia de soldagem foi verificada uma
menor taxa de resfriamento, enquanto que na simulação com menor energia de soldagem foi verificado uma maior taxa
de resfriamento. Do ponto de vista prático, tais considerações são verdadeiras, e são importantes para a determinação
das microestruturas finais em uma junta soldada, pois sendo a taxa de resfriamento muito elevadas, pode-se obter
microconstituintes de baixa temperatura de transformação e de alta dureza e, portanto, de baixa tenacidade. Por outro
lado, para taxas de resfriamento muito lentas conduzem à formação de estruturas ferríticas grosseiras e frágeis, sendo,
desta forma, um parâmetro metalúrgico importantíssimo durante processos de soldagem (Askelsen e Simosen, 1987).
4. CONCLUSÕES
A partir dos resultados obtidos, as seguintes conclusões podem ser resumidas:
Foi possível realizar a determinação da distribuição de temperatura utilizando-se o modelo duplo-elipsoidal
proposto por Goldak (1984);
Otimização dos resultados podem ser obtidos por meio da obtenção experimental de ciclos térmicos, como
forma de validação dos resultados de simulação obtidos;
Estimativa das características microestruturais podem ser realizadas por meio da determinação computacional
dos ciclos térmicos de soldagem;
Diante da determinação do histórico de temperaturas na junta, a etapa posterior do trabalho, de determinação,
usando o método dos elementos finitos, das tensões residuais, pode ser realizada.
5. AGRADECIMENTOS
Os autores agradecem à Unidade Acadêmica de Engenharia Mecânica e ao Programa de Pós-Graduação em Ciência
e Engenharia de materiais da Universidade Federal de Campina Grande.
6. REFERÊNCIAS
Askelsen, O.M., Simosen, T., 1987, “Techniques to Examaning Transformation Behaviour in Weld Metal and
HAZ, a State of Art Review”, Welding in the World, Vol.25 (1/2), p.p. 26-34.
Eager, T. and Tsai, N., 1983, “Temperature Fields Produced by Traveling Distributed Heat Sources”, Weld J., Vol.
62(12), pp. 346-355.
Cho, S.H., Kim, J.W., 2002, “Analysis of residual stress in carbon steel weldment incorporating phase transformations”,
Science and Technology of Welding and Joining, Vol. 7, No. 4, pp. 212-216.
Goldak, J.A. and Akhlaghi, M., 2005, “Computational Welding Mechanics”, Spring - New York. pp. 30-35.
Goldak, J., Chakravarti, A. and Bibby, M., 1984, “A new finite element model for welding heat sources”, Metallurgical
Trasactions B, Vol. 15B, pp. 299-305.
Goyal, V.K., Ghosh, P. K. and Saini, J.S., 2009, “Analytical studies on thermal behaviour and geometry of weld pool in
pulsed current gas metal arc welding”, Journal of materials processing technology, Vol. 209, pp. 1318-1336.
Kamala, V. and Goldak, J., 1993, “ Error due to Two-Dimensional Approximations in Heat Transfer Analysis of
Welds”, Welding Journal, Vol. 72(9), pp. 440s-446s.

V I I C o n gr e s s o Na c i o na l d e E n g e n har i a M e c â ni c a , 31 d e j u lh o a 0 3 d e Ag o s t o 2 01 2 , S ã o L u i s - M ar a n h ã o
Kermanpur, A., Shamanian, M., Yeganeh, V.E., 2008, “Three-dimensional thermal simulation and experimental
investigation of GTAW circumferentially butt-welded Incoloy 800 pipes”. J. Mater. Proc. Technol., Vol. 199, pp.
295-303.
Maciel, T.M., 1994, “Ciclos Térmicos em Metais de Solda de Aços de Alta Resistência”, Tese de doutorado,
Universidade Federal de São Carlos, São Carlos.
Murugan, S., Rai, S.K., Kumar, P.V., Jayakumar, T., Raj, B. and Bose, M.S.C., 2001, International Journal of Pressure
Vessels and Piping, Vol. 78, pp. 307–317.
Qureshi, M.E., 2008, “Analysis of residual stresses and distortions in circumferentially welded thin-walled cylinders”,
Ph.D. thesis, National University of Sciences and Technology, Rawalpindi.
Ramanzini, R. and Paucar Casas, W.J., 2006, “Distribuição do Campo de Temperaturas num Protótipo Virtual de Junta
Soldada Multipasse”, 17º CBECIMat - Congresso Brasileiro de Engenharia e Ciência dos Materiais. PR, Brasil. pp.
7791-7800.
Soares, E.P., 2011, “Avaliação da susceptibilidade à fragilização por hidrogênio de juntas soldadas de aço API 5L X80
com diferentes combinações de consumíveis”, Dissertação de Mestrado, Universidade Federal de Campina Grande,
Campina Grande.
7. DIREITOS AUTORAIS
Os autores são os únicos responsáveis pelo conteúdo do material impresso incluído no seu trabalho.

NUMERICAL SIMULATION OF TEMPERATURE DISTRIBUTION FOR
API 5L X80 STEEL WELDING PROCESSES BY FINITE ELEMENTS
Diego David Silva Diniz, [email protected]
1
Raphael Henrique Falcão de Melo, [email protected]
Bruno Allison Araújo, [email protected]
Antonio Almeida Silva, [email protected]
Theophilo Moura Maciel, [email protected]
Neilor César dos Santos, [email protected]
1,2,3,4,5
Universidade Federal de Campina Grande. Av. Aprigio Veloso, 882, Bodocongó, 58429-900, Campina Grande,
PB, Brasil 6Instituto Federal de Educação da Paraíba. Av. 1º de Maio, 720, Jaguaribe, 58.015-430, João Pessoa – PB, Brasil
Abstract. In welded joints, there are many metallurgical changes suffered by the material when subjected to thermal
cycle, especially, for example, the appearance of residual stresses. These tensions arise after the welding process
exerting a considerable influence on the service characteristics of welded structures and their control allows you to
avoid possible failures. Different techniques are used to check the state of residual stresses in the weld region. In the
design phase, one of these alternatives would be the use of simulation through computational methods. Therefore, it is
necessary to determine the temperature distribution in the joint, because knowledge of the distribution of temperature
field is essential to predict the levels of residual stresses resulting from welding processes. In order to evaluate this
temperature field was used in this study the ABAQUS ® commercial software, based on the Finite Element Method
(FEM) for the analysis of a API 5L X80 steel welded joint. Were considered complex phenomena which make the
mathematical modeling of the welding process more robust, such as variation of physical and mechanical properties of
materials as a function of temperature, the transience and quickness of the welding process, and the different
mechanisms of heat exchange like convection and radiation. In this study, the heat from the moving welding arc is
applied as a volumetric heat source with a double ellipsoidal distribution proposed by Goldak. It was possible to
determine the temperature fields resulting from simulations of different welding conditions, which found that higher
heat input gave higher temperatures and lower cooling rates. This study will serve as a basis for determining the
residual stresses that cause many difficulties in the manufacture of equipment and structures, such as formation of
cracks in welds, stress corrosion cracking, hydrogen embrittlement, dimensional instability.
Keywords: Thermal cycle, temperature distribution, residual stress, Finite Element Method.