APLICAÇÃO DO MASP EM UMA LINHA
DE PRODUÇÃO DE SNACK
Joao Luiz Ribeiro (UNEMAT)
Silmara Gomes Barnabe (UNEMAT)
Eduardo Oenning Soares (UNEMAT)
Este trabalho teve como objetivo analisar e mensurar as perdas no
processo de produção de snack aplicando o Método de Análise e
Solução de Problema (MASP). Foi utilizado o método de estudo de
caso na empresa, para análise e levantamento dos dados. Foram
utilizadas algumas ferramentas de análise de dados como o Gráfico de
Pareto, Diagrama de Ishikawa e método 5w2h. Com a aplicação do
MASP foram identificados os pontos de perda no processo, assim como
as principais causas destas perdas. Foi traçado um plano de ação com
base nos dados coletados e reuniões com os colaboradores, visando a
forma mais eficaz na correção dos problemas. Por fim foram aplicadas
as ações propostas, como a padronização do produto e o cronograma
de manutenção preventiva. Algumas ações demandam tempo maior que
o planejado, e ainda estão em andamento. Nos pontos onde obtiveram
resultados, aplicou-se o teste de Wilcoxon que mostrou uma redução
significativa nas perdas, com 95% de segurança.
Palavras-chave: Análise, Perdas, Qualidade
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
1 Introdução
Snacks são produtos prontos para o consumo, obtidos por meio da cocção por extrusão de
farinhas amiláceas, seguida de secagem e aromatização. O início da produção em escala
ocorreu em meados dos anos 90, alavancado pelas grandes empresas do setor alimentício.
Estimativas revelam crescimento anual de cerca de 6% no merca do mundial de snacks
extrusados. Entre 1990 e 1995 a produção de snacks no Brasil praticamente dobrou, e desde
então não para de crescer. No Brasil os produtos tiveram grande aceitação, onde o consumo
por crianças é semelhante em todas as classes econômicas. (CAPRILES e ARÊAS, 2012).
Costa, Reis e Andrade (2005) explicam que introduzir programas de qualidade passou a ser
estratégia de muitas empresas na busca de se diferenciar para agregar valor nos produtos
através da qualidade. A implantação de projetos de qualidade é um dos meios que as empresas
utilizam para adequar seus processos e melhorar seus resultados (BEZERRA; GOTO; e
QUEIROZ, 2006).
Há no país diversas empresas de pequeno e médio porte (PME) fabricantes de snack, estas
empresas buscam cada vez mais formas para redução de custos e aumento de qualidade em
seus processos, para que possam se tornar competitivas neste grande nicho de mercado,
garantindo assim seu market share. Com base no cenário apresentado, a utilização de Método
para Análise e Solução de Problema (MASP) voltados para a qualidade no processo é a chave
não só para a sobrevivência das PME’s, mas também para seu sucesso.
Justifica-se então a aplicação de um método para identificar se o processo, em uma empresa
de médio porte, está sendo eficiente ou se estão ocorrendo desvios que resultem em perdas,
possibilitando também propor soluções que ajudem a empresa na correção destas anomalias.
2 Revisão Bibliográfica
2.1 SNACK
Snack é um termo inglês que se refere a lanche, comercialmente é atribuído a alimentos de
consumo rápido. Os snacks mais populares são os “salgadinhos”, consumidos em larga escala
no mundo todo. São produtos de baixo valor nutritivo, rico em carboidratos, produzidos a

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
partir de materiais amiláceos, como farinha de milho, trigo ou arroz.
Cada tipo de amido adapta-se ao tipo de processo do snack: assado, frito ou extrusado. A
escolha certa do tipo do amido e do processo ajuda na melhora da textura, crocância, adesão
de flavors e aparência de superfície, aumento da expansão e redução das quebras. A crocância
é a característica mais importante, sendo influenciada pelas condições de extrusão de cada
indústria, além do teor de umidade do produto já embalado (GUERREIRO, 2007).
O snack “cru” sem adição de sabores não possui aceitação do mercado, por isso a necessidade
de adição de componentes que aferem características diferenciadas ao produto que atraiam.
Para fixação destes sabores são usados gorduras vegetais, como óleo de soja e palma, além de
componentes para aumento do sabor e da vida útil do produto, como acidulantes, reguladores
de acidez, corantes, entre outros.
A produção de snack é um processo de extrusão termoplástica, técnica de processamento de
alimentos caracterizada por sua versatilidade e que proporciona numerosos tipos de
aplicações. O método consiste em um processo térmico de curta duração que ocorre a
temperaturas elevadas, em que produtos amiláceos e/ou proteicos umedecidos são
plasticizados e cozidos pela combinação de umidade, pressão, temperatura e cisalhamento
mecânico, reestruturando as matérias para criar novas formas e texturas, podendo melhorar as
propriedades sensoriais, assim como a digestibilidade do material a ser extrusado
(CARVALHO et al, 2012).
Na saída da extrusora a queda abrupta de pressão permite a vaporização da água e,
consequentemente a expansão da massa amilácea. O produto final fica com uma estrutura
celular, formada principalmente por bolsões de ar, envoltos por paredes de amido
gelatinizado, o que contribui para a textura crocante do snack (MOREIRA et al, 2010).
Para todo processo de extrusão é necessário à utilização da máquina extrusora, responsável
por dar condições para que ocorra a transformação da farinha em snack. Fellows (2006)
exemplifica o funcionamento de uma extrusora. O funcionamento das partes é descrito da
seguinte forma: A alimentação é a parte por onde entra o produto a ser extrusado, juntamente
com a água, necessária para o “cozimento” do produto. A rosca é responsável pela extrusão
em si, ela transporta e pressuriza o produto junto a matriz, fazendo com que ele seja

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
“expulso” da extrusora. O eixo é responsável por dar movimento a rosca, é de suma
importância para o controle do processo de extrusão, pois ele que define o tempo de
cozimento, conforme a velocidade que movimenta a rosca. A resistência é responsável pelo
aquecimento do produto para que ele possa se tornar uma massa, juntamente com a pressão da
rosca. O controle da temperatura das resistências é muito importante para a qualidade
sensorial do produto. A matriz é a porta de saída da extrusora, é nela que o produto ganha
forma, e o seu tamanho é definido.
2.2 O MASP
Arioli (1998) afirma que o MASP é um método sistemático para estudar/corrigir cenários
insatisfatórios, como um desvio do padrão de desempenho esperado ou de um objetivo
estabelecido, reconhecendo a necessidade de correção, seguindo alternativas de ação de forma
a eliminar gargalos utilizando ferramentas da qualidade de uma maneira sequencial e
padronizada. A melhoria do processo refere-se não somente a qualidade dos produtos, mas
também de custos menores através da redução das perdas (Ferreira et al, 2012).
A aplicação do MASP é composta por oito etapas, que são estruturadas segundo o PDCA
(Plan, Do, Check, Action), o primeiro trabalha de forma mais específica aprofundando a
natureza do problema, enquanto o PDCA trabalha na correção de falhas que já são conhecidas
pela empresa (SANTOS; CARDOSO; e CHAVES, 2006). Falconi (1992) apresenta o
desdobramento do PDCA no MASP (Quadro 1).
Quadro 1 – Relação entre MASP e PDCA
Fonte: Adaptado de FALCONI, 1992
3 Metodologia

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
A pesquisa é classificada como estudo de caso, pois segundo Gil (2002) caracteriza um estudo
mais aprofundado de um ou poucos objetos, permitindo o conhecimento mas detalhado de tal
caso. O estudo se baseia nas etapas do Método para Análise e Solução de Problemas (MASP).
O estudo foi realizado em uma indústria do setor alimentício de médio porte, a qual possui
atualmente 180 funcionários, localizada na região da grande Cuiabá. A empresa está entre as
maiores do ramo alimentício no estado, beneficiando mais de 80. O estudo é focado na linha
de produção de snack’s, são fabricados cinco tipos diferentes, mas com mesmo processo.
Todos os dias são produzidas entre uma e duas bateladas. Como as perdas variam entre um
formato e outro, optou-se em fazer a avaliação do snack mais vendido pela empresa, que é
também o de maior valor agregado. Serão acompanhadas as bateladas deste único tipo, para
que os dados das coletas sejam padronizados.
Os dados coletados serão analisados e estabelecidos suas respectivas médias, e desvio padrão.
Com a análise dos dados, poderá ser verificada a relevância de cada ponto de perda na
produção da linha, e aplicar as melhorias propostas. Após a aplicação das melhorias será
verificado se houve diferença significativa no índice de perdas, através do teste de Wilcoxon.
4 Estudo de caso: aplicação do MASP
Nesta seção será apresentada a aplicação do MASP, através de suas oito etapas, na linha de
produção de snack. O estudo de caso foi realizado através do acompanhamento direto da linha
de produção, avaliando os processos e identificando os pontos de perda, que ocorrem
sobretudo nos pontos de ligação, entre uma etapa e outra, devido ao acúmulo de produto ao
redor destes pontos.
4.1 Etapa 1: Identificação do problema
Pelo acompanhamento direto foram identificados os seguintes pontos de perda: (1) Set-
up/start-up da extrusora; (2) Transporte entre extrusão e forno; (3) Parte interna do forno; (4)
Classificação; (5) Saída do silo para esteira; (6) Empacotamento (perda de produto); (7)
Empacotamento (perda de embalagem); e (8) Enfardamento. Com a identificação destes
pontos iniciaram-se as coletas de dados. O processo é do tipo batelada, sendo assim foram
feitas coletas de todos os pontos ao fim de cada batelada. Inicialmente foi designado aos

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6
operadores as coletas de dados, mas devido ao descompromisso, os dados por eles coletados
não correspondiam ao que realmente estava acontecendo. Portanto as coletas passaram a ser
feitas pelo pesquisador, que considerou apenas as bateladas que ocorreram de forma normal,
sem paradas no processo. Foram coletados os dados de 8 bateladas, que correspondem aos 4
dias de produção da linha, aproximadamente.
Cada ponto de perda neste processo apresenta quantidade e custos diferentes de processo
(energia, funcionários, etc.). Nos pontos 1, 2 e 3 o produto está sem aroma, logo, o valor do
que foi perdido é relacionado apenas ao fubá utilizado. Nos pontos 4, 5 e 6 o produto já está
aromatizado, assim, além de fubá ele perde também uma quantidade especifica de outros
ingredientes. Os pontos 7 e 8 estão relacionadas as perdas de embalagem. Com a análise dos
dados foi calculado um valor médio das perdas por ponto, e com base nestes dados foi
mensurado o custo médio destas perdas por batelada, posteriormente foram plotados num
Gráfico de Pareto (Figura 1) para ilustrar a relevância das perdas e o custo destas no processo.
O estudo terá foco nos 8 pontos de perda, para diminuir os custos e aumentar a qualidade do
processo.
Figura 1 - Gráfico de Pareto do custo das perdas em cada ponto
Fonte: Elaborado pelos autores
4.2 Etapa 2: Observação do Problema
Após definir a importância do problema e traçado a meta de diminuir as perdas nos 8 pontos,
iniciou-se a etapa de observação onde foi utilizado o diagrama de Ishikawa, que visa interligar
as prováveis causas dos efeitos (problemas). Foram realizados brainstorming com os

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
operadores da linha, a supervisão de manutenção e de produção, afim de levantar possíveis
causas As informações coletadas foram filtradas e avaliadas, de forma à obter foco nas falhas
reais da linha de produção. A figura 2 ilustra o diagrama de Ishikawa, sendo o “Efeito” as
perdas no processo e as causas primárias os pontos citados anteriormente.
Figura 2 - Diagrama de Ishikawa sobre as perdas no setor de snack
Fonte: elaborado pelos autores
Conforme o diagrama demonstra as perdas são ocasionadas por diversos motivos, cada ponto
possui características diferentes, mas que na maioria dos casos é relacionada a falta de padrão
operacional e regulagem das máquinas.
A causa Set-up/start-up extrusora está fundamentada na necessidade de se estabelecer um
padrão operacional para a máquina, informando como ela deve ser regulada para iniciar e
encerrar o processo (por ex. a temperatura ideal das resistências). Os operadores por falta de
compromisso abastecem a extrusora antes que ela atinja temperatura ideal para a extrusão. A
máquina não possui um cronograma de manutenção preventiva, as falhas só são corrigidas
quando a máquina estraga. A causa Empacotamento – embalagem, decorre da inexistência
de manutenção preventiva e da falta de treinamento sobre seu modo de operação, pois os
operadores não passaram por um processo de treinamento especifico, o conhecimento
adquirido foi repassado por colegas, estes ainda acreditam que as causas são naturais.
Devido ao fato de se tratar de um produto leve e o forno trabalhar com circulação de ar,
paralelo a esteira do forno existem paredes, que evitam a queda do produto da esteira. As
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
perdas ocorrem porque a esteira possui folgas que deixam “buracos” entre ela e a parede, com
isso o produto cai e acumula-se no interior do forno. No enfardamento, assim como acontece
no empacotamento, os operadores desconhecem as causas dos problemas, pois não obtiveram
treinamento adequado. A máquina enfarda produtos de tamanhos diferentes, logo necessita
regulagem especifica, quando ocorre esta troca perde-se muita embalagem até a regulagem
estar correta.
A abertura da porta de saída do silo é feita de forma manual, ela fica aberta durante todo o
processo, isso ocasiona acumulo de produto, pois enquanto a esteira (automática) está parada
o produto continua descendo do silo até o ponto em que a abertura se fecha com o excesso de
produto. As perdas na etapa de transporte extrusora/forno estão relacionadas a ligação entre
a extrusora/esteira e esteira/tubo de vento. A perda no primeiro local ocorre devido à
proximidade entre a saída da extrusora e a tampa protetora, o produto sai em alta velocidade e
colide com a tampa, com isso o produto “voa” para fora da esteira, quebra e quando muito
úmido gruda na tampa. No segundo local as perdas ocorrem devido a largura da esteira ser
maior que a entrada do tubo de vento, o excesso das laterais acaba caindo para fora.
O produto gera resquícios pois a máquina não possui um padrão de processo, e a cada
batelada as condições são alteradas e ajustadas sem um padrão definido. Se as facas de corte,
não estiverem afiadas de forma correta o produto saí da extrusora com pequenas rebarbas que
caem ao longo do processo, e aumentam as perdas na classificação. As perdas no
empacotamento estão relacionadas as perdas de embalagem.
4.3 Etapa 3: Análise do problema
Após a observação das causas do problema, foi feita a análise de cada uma delas, primárias e
secundárias, para definição de qual o real motivo das perdas. A maior parte das causas estão
relacionadas as máquinas e a padronização do processo, fatos que estão relacionados
diretamente ao setor de Manutenção e Controle de Qualidade, logo, foram realizadas reuniões
com os dois setores, além da supervisão de produção, para auxílio na resolução dos
problemas.
O setor de manutenção afirma encontrar dificuldades para executar a manutenção preventiva,
pois perdem muito tempo corrigindo pequenas falhas causadas por erro operacional, além da

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
falta de peças de reposição. Segundo o setor, a regulagem das máquinas deve ser feita pelos
operadores, mas os mesmos dependem de treinamento.
O problema da saída do silo é idêntico ao encontrado em outro setor, onde foi instalado uma
válvula automática que só é acionada quando a esteira está ligada. A adaptação da saída da
extrusora depende de alteração no formato das peças existentes (tampa da extrusora, e saída
da esteira).
O setor de controle de qualidade estabeleceu um padrão de processo quando a linha foi
instalada e criou instruções de trabalho para cada etapa, mas a algum tempo este padrão não é
revisado, e com a troca de funcionários o padrão inicial não é mais obedecido. O setor já
designou uma pessoa para acompanhar o processo novamente e estabelecer um novo padrão
de funcionamento das máquinas, e quantidade de matérias-primas utilizadas por batelada.
A supervisão da produção está elaborando um cronograma de treinamento operacional para os
funcionários, mas o projeto está parado momentaneamente devido ao aumento da produção no
período. Está sendo estudada também a questão do descompromisso dos funcionários do
setor.
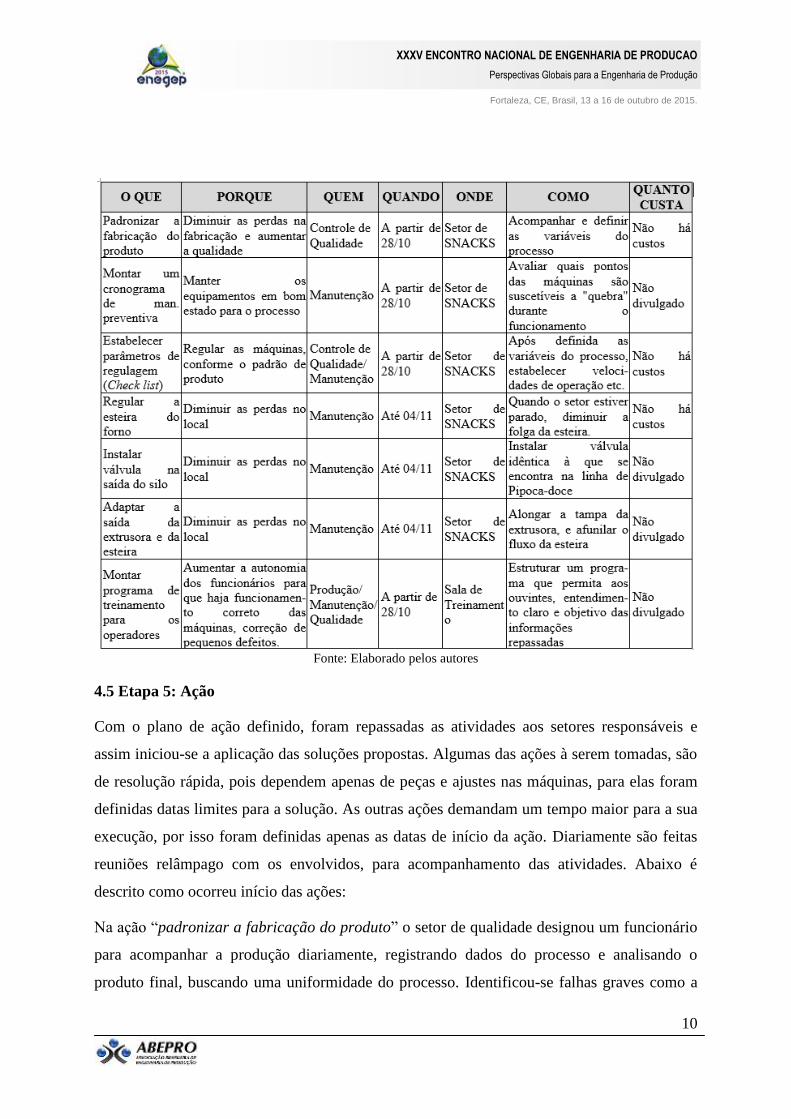
4.4 Etapa 4: Plano de Ação
O plano de ação foi elaborado com a aplicação da ferramenta 5w2h, para que fiquem claros os
objetivos, as ações à serem tomadas e os responsáveis pelas correções. O quadro 2 apresenta
a aplicação da ferramenta, considerando as ações discutidas anteriormente. Os prazos
estabelecidos foram discutidos e estipulados em conjunto.
Quadro 2 - Plano de Ação (5W2H)
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
Fonte: Elaborado pelos autores
4.5 Etapa 5: Ação
Com o plano de ação definido, foram repassadas as atividades aos setores responsáveis e
assim iniciou-se a aplicação das soluções propostas. Algumas das ações à serem tomadas, são
de resolução rápida, pois dependem apenas de peças e ajustes nas máquinas, para elas foram
definidas datas limites para a solução. As outras ações demandam um tempo maior para a sua
execução, por isso foram definidas apenas as datas de início da ação. Diariamente são feitas
reuniões relâmpago com os envolvidos, para acompanhamento das atividades. Abaixo é
descrito como ocorreu início das ações:
Na ação “padronizar a fabricação do produto” o setor de qualidade designou um funcionário
para acompanhar a produção diariamente, registrando dados do processo e analisando o
produto final, buscando uma uniformidade do processo. Identificou-se falhas graves como a
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
alteração da frequência da mescla pelos operadores, e a distância entre a matriz e a faca.
O “cronograma de manutenção preventiva” foi avaliado na medida do possível pelo
supervisor da manutenção – houve a prestação de auxilio nesta ação, elaborando planilhas
para registro das manutenções que ocorrem no setor, para que sejam definidos os pontos onde
a frequência é maior, e que necessitam de prevenção. Já ação “parâmetros de regulagem”, só
terá início após a padronização do produto, pois depende dos dados de operação que serão
definidos pelos responsáveis.
A ação de “regulagem da esteira do forno” foi realizada no fim da primeira semana, mas na
semana seguinte o problema voltou, pois haviam alguns rolamentos danificados e que não
mantém a esteira esticada – a troca das peças está sendo avaliada.
A “válvula” (para a saída do silo) foi orçada pelo supervisor da manutenção, mas o setor de
compras encerra a aquisição de equipamentos antes da finalização desse estudo. Como foram
estabelecidas outras prioridades de compra, a válvula será adquirida apenas no início do
próximo período. A “adaptação da saída da extrusora e da esteira” está sendo projetado a
melhor forma de adaptação. Após definido o projeto de alteração, será cotado o serviço.
Quanto ao “cronograma de treinamento” a supervisão de produção já está com o material do
treinamento encaminhado. Estão sendo estabelecidas as metas e os conteúdos, que serão
direcionados aos operadores. Operadores mais experientes estão dando auxilio, para que a
linguagem dos treinamentos seja de fácil entendimento. Os treinamentos serão de prática e
teoria, a previsão é de início no começo do próximo ano.
4.6 Etapa 6: Verificação
A verificação do plano de ação foi feita diariamente, mas não houve tempo hábil para o
registro da finalização de todas as etapas neste trabalho, pois como dito anteriormente
algumas atividades só seriam aplicadas no início do próximo ano, e o trabalho teve de ser
concluído dois meses antes. Os últimos registros coletados antes da redação do trabalho,
trazem as ponderações que serão aqui transcritas.
A padronização do produto mostrou-se eficaz, aumentando a qualidade do produto final, além
de reduzir as perdas no set-up/start-up e classificação. Os operadores ficaram mais

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
responsáveis, pois agora tem um padrão de operação à seguir, facilitando o entendimento do
treinamento que será aplicado. Pelas planilhas de registro de manutenções, os pontos críticos
são destacados e adicionados ao cronograma de manutenção corretiva. Algumas correções
simples poderão ser feitas pelos operadores após o treinamento.
Alguns parâmetros de regulagem foram pré-estabelecidos, sendo refeitas as instruções de
trabalho, que detalham o modo de operação de cada ponto. A esteira do forno funciona sem
folgas, diminuindo as perdas no ponto. A válvula do silo, a adaptação da saída da extrusora, e
o cronograma de treinamento não foram concluídos. A empresa fará cortes de alguns
funcionários e só irá contratar novamente no próximo ano, logo os treinamentos serão
realizados no retorno das atividades para todos os funcionários.
Com a verificação já pode-se estabelecer novos índices de perda nos pontos 1, 3 e 4, onde as
ações já foram executadas com sucesso. Foram realizadas novamente 8 coletas nestes pontos.
Para provar se houve diferença significativa na redução das perdas foi utilizado o teste de
Wilcoxon, que compara duas amostras e verifica se há significância na diferença entre elas. A
tabela 1 demonstra a aplicação do teste de Wilcoxon em cada ponto.
Tabela 1 - Resumo do Teste de Wilcoxon em cada ponto
Fonte: Elaborado pelo autor
De acordo com o teste de Wilcoxon se p-valor é menor que 0,05 pode-se afirmar
estatisticamente que há diferença significativa entre as amostras, no caso com 95% de
segurança. Isso demonstra que a aplicação do plano de ação foi eficaz na redução das perdas
abordadas no estudo.
4.7 Etapa 7: Padronização
As ações tomadas e que obtiverem resultados tornaram-se padrão. Como demonstrado no

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
13
último tópico as ações executadas até o momento obtiveram resultado satisfatório nos pontos
1, 3 e 4. Objetiva-se ainda a criação de um ciclo para diminuição das perdas em todos os
pontos, além da manutenção do padrão de qualidade ao longo do tempo.
A padronização nesta linha é essencial, pois os acertos obtidos neste estudo serão aplicados na
implantação da nova linha de extrusados, e nas outras 8 linhas de produção já instaladas na
empresa. Os funcionários que participam desta implantação ao verem os resultados obtidos,
motivam-se a manter os resultados.
4.8 Etapa 8: Conclusão
A aplicação do MASP foi satisfatória, pois apesar do ciclo proposto ainda não ter sido
finalizado, as ações tomadas até o momento foram eficazes na redução das perdas. A
aplicação do método permitiu a organização da linha de produção, identificou as causas das
perdas e com a análise feita em conjunto com a equipe, identificou-se então que a correção
dos problemas era simples. O plano de ação foi seguido conforme planejado, e o andamento
das atividades não registradas neste trabalho continuará sendo feita na empresa.
Após o início das atividades notou-se que o método teria maior eficácia caso antes de sua
aplicação fossem revisados a aplicação de projetos já instalados na unidade como o 5s, BPF e
POP. Foi proposto que quando o ciclo MASP estiver estabilizado, serão feitas estas revisões.
7 Considerações finais
Com a realização do estudo de caso no setor de produção de snack pode-se concluir que,
grande parte das perdas está relacionada a padrão de processo e regulagem das máquinas e os
pontos de perdas, onde foram concluídas as ações, obtiveram uma queda significativa. É
possível reduzir as perdas da mesma forma em todos os pontos, quando o ciclo estiver
consolidado. A manutenção preventiva influencia diretamente no rendimento das máquinas.
As ferramentas, diagrama de causa e efeito, gráfico de Pareto e 5w2h, são eficientes no
auxílio do MASP, pois permitem a identificação clara dos problemas e das ações a serem
tomadas, pois a simples metodologia do método, faz com que todos os envolvidos entendam o
processo e ajudem nas melhorias. Os resultados aparecem rápido, e a equipe se motiva. Por
fim, o treinamento operacional é essencial, pois só assim pode-se exigir resultados dos

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
funcionários e implantar ferramentas da qualidade em indústrias de alimentos é de extrema
importância para que a empresa estabeleça padrões e mantenha-se competitiva no mercado,
diminuindo custos e aumentando os lucros.
REFERÊNCIAS
ARIOLI, E.E. Análise e Solução de Problemas – O Método da Qualidade Total com Dinâmica de Grupo. Rio
de Janeiro, Qualitymark, 1998.
BEZERRA, A. M. D.; GOTO, A. K.; QUEIROZ, A. C. S. A implantação do Método de Análise e Solução de
Problemas (MASP) através de grupos: um estudo de caso na SABESP. In: IX Simpósio de Administração da
Produção, Logística e Operações Internacionais. SIMPOI – FGV, 2006.
CAPRILES, V. D.; ARÊAS, J. A. G. Avaliação da qualidade tecnológica de snacks obtidos por extrusão de
grão integral de amaranto ou de farinha de amaranto desengordurada e suas misturas com fubá de milho.
Braz. J. Food Technol, Campinas, v. 15, n. 1, p. 21-29, jan./mar. 2012.
CARVALHO, A. V.; BASSINELO, P. Z.; MATTIETTO, R. A.; CARVALHO, R. N.; RIOS, A. O.;
SECCADIO, Lara L. Processamento e caracterização de snack extrusado a partir de farinhas de quirera de
arroz e de bandinha de feijão. Braz. J. Food Technol. Campinas, v. 15, n. 1, p. 72-83, jan./mar. 2012.
COSTA, R. B. F; REIS, S. A.; ANDRADE, V. T. Implantação do programa 5S em uma empresa de grande
porte: importância e dificuldades. In: XXV ENEGEP, 2005. Porto Alegre, RS, 2005.
FALCONI, V. TQC – Controle da Qualidade Total. 5 ed. Fundação Christiano Ottoni, Belo Horizonte. 1992
FELLOWS. P.J. Tecnologia do Processamento de Alimentos: Princípios e Praticas. 2ªed. Porto Alegre: Armed,
2006
GIL, A. C. Como elaborar projetos de pesquisa. 4ª ed. São Paulo: Atlas, 2002.
GUERREIRO, L. Produtos extrusados para consumo humano, animal e industrial. Dossiê Técnico, Serviço
brasileiro de respostas técnicas. Rio de Janeiro – RJ, 2007.
MOREIRA, D. K.T., CARVALHO, C. W.P., BARCELOS, M. F.P., FERREIRA, E. B. Avaliação química de
snacks expandidos a base de arroz, soja e gergelim. In. II ISFEX, 2010. Rio de Janeiro, RJ. 2010
SAMOHYL, R. Wayner. Controle estatístico de qualidade. I. Rio de Janeiro. Elsevier, 2009.
SANTOS, M. T.; CARDOSO, Á. A.; CHAVES, C. A. Aplicação de PDCA e MASP na melhoria do nível de
serviço em terceirização intralogística. XIII SIMPEP, Bauru, SP. 2006.
Recommended